Инверторный сварочный аппарат своими руками — электрические схемы
В последние годы, на рынке оборудования для сварки стали преобладать аппараты, построенные по инверторной схеме. Надо сказать, что такую популярность им обеспечили из малые габариты и вес.
Собрать сварочный инвертор своими руками возможно, при этом нет необходимости в специальных познаниях. Главное, необходимо следовать требованиям схемы его работы и понять, на основании каких принципов работают основные компоненты этого устройства. Там образом можно собрать оборудование, которое ни по техническим характеристикам, ни по уровню КПД не будут уступать серийно выпускаемым сварочным аппаратам.
Нет необходимости думать, что агрегат, собранный самостоятельно, не позволит сваривать металл. Правильно собранный сварочный аппарат обеспечивает работу с электродами диаметра от 2 до 5 мм, при этом длина дуги может составлять 10 мм.
Параметры аппарата
Собирая инвертор своими руками с использованием относительно простой схеме, можно в итоге получить варочное оборудование, которое обладает следующими параметрами:
- напряжение на входе 220 В;
- сила тока на входе 32 А;
- сила тока на выходе 250 А.


В состав схемы сварочного инвертора входят следующие компоненты:
- блок питания;
- драйверы силовых ключей;
- силовая часть.
Собирая сварочный аппарат своими руками необходимо приготовить следующие инструмент и материалы:
- Отвертки;
- Паяльник и припой;
- Нож;
- Ножовку по металлу;
- Крепеж;
- Листовой металл малой толщины;
- Компоненты электроники;
- Провода;
- Стеклоткань;
- Текстолит.
Для работы дома достаточно аппарата, который работает от электрической сети 220 В. Но если есть желание, то можно собрать аппарат, работающий и 380 В. У таких аппаратов есть определенные достоинства, например, высокий КПД, в сравнении с инверторами, работающими от 220 В.
Блок питания
Монтаж схемы сварочного инвертора, своими руками, начинается с трансформатора. Этот узел можно смело назвать основным в сварном инверторе. Базовым элементом этого блока, является трансформатор. Для его сборки потребуется феррит Ш7х7 или 8х8. Он используется для подачи напряжения и состоит из четырех обмоток. Для их изготовления будет необходим провод ПЭВ в 0,2, 0,3 и 1 мм.
Этот узел можно смело назвать основным в сварном инверторе. Базовым элементом этого блока, является трансформатор. Для его сборки потребуется феррит Ш7х7 или 8х8. Он используется для подачи напряжения и состоит из четырех обмоток. Для их изготовления будет необходим провод ПЭВ в 0,2, 0,3 и 1 мм.
Для первичной обмотки надо намотать две катушки, на первую 100 витков из провода 0,3 мм, на вторую 15 витков из проволоки 1 мм. Для вторичной обмотки надо две катушки, первая 15 витков из проволоки 0,2 мм, вторая из 20 витков из провода 0,3 мм.
Для уменьшения отрицательного влияния скачков напряжения, периодически появляющиеся в сети питания, намотка трансформатора должна быть выполнена на всю ширину каркаса.
Для изоляции поверхности обмотки трансформатора можно использовать или стеклоткань, или малярный скотч.
Величина напряжения, которое поступает из блока питания на другие компоненты схемы, не должна превышать 20 25 В. Для этого, необходимо использовать резисторы заданных параметров. Задача блока питания это преобразования переменного тока в постоянный. Это делают диоды, собранные по схеме косого моста. Они при работе, выделяют тепло и для его отвода необходимо использовать радиаторы охлаждения. При сборке моста необходимо задействовать два радиатора.
Задача блока питания это преобразования переменного тока в постоянный. Это делают диоды, собранные по схеме косого моста. Они при работе, выделяют тепло и для его отвода необходимо использовать радиаторы охлаждения. При сборке моста необходимо задействовать два радиатора.
Выходы от диодного моста необходимо направить туда, где расположены выводы от транзисторов. С их помощью постоянный ток будет преобразован в переменный высокочастотный. Для соединения этих выходов имеет смысл использовать провода не длиннее 150 мм.
Блок питания и преобразователь (инвертор) отделяют друг от друга при помощи лита металла. Его закрепляют на корпус аппарата применяя сварку.
Силовой блок
Его основу составляет трансформатор. За его счет снижается размер напряжения высокочастотного тока, а сила, наоборот увеличивается. Такой трансформатор состоит их двух сердечников типа Ш20х208 2000 нм. Для их разделения допустимо использовать обыкновенную газетную бумагу. Обмотка этого трансформатора выполняется из медной полосы толщиной 0,25 и шириной 40 мм.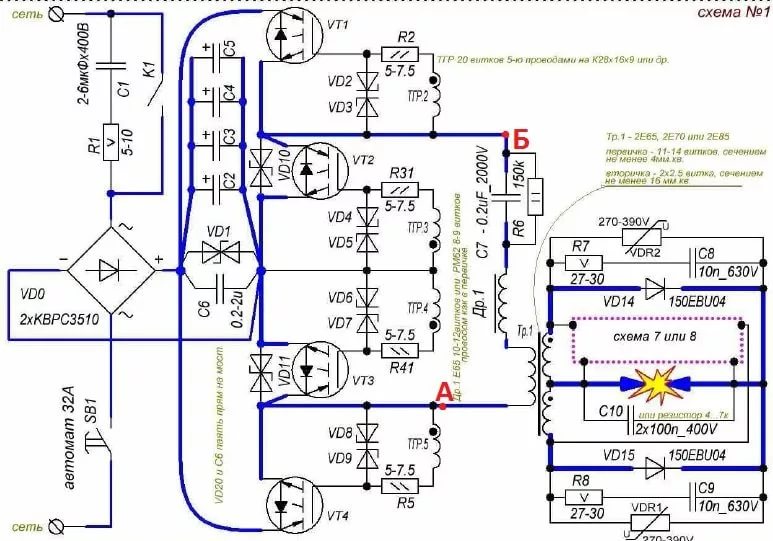
Для надежной термоизоляции каждый слой обматывают термобумагой, применяемой в кассовых аппаратах. Вторичная, состоит из трех слоев полосы, выполненной из меди. Изолированных друг от друга фторопластовой лентой. Эти обмотки должны отвечать следующим параметрам 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Важно! Некоторые умельцы вместо полосы применяют толстый медный провод, но это неверное решение. Этот трансформатор работает с токами высокой частоты, они уходят в направлении поверхности полосы, не нагревая ее сердечник. Именно с этой целью и применяют полосу, так как, площадь ее поверхности больше чем у провода.
Инверторный блок
Задача инвертора это преобразование постоянного тока, полученного в выпрямителе, в токи высокой частоты. Для решения этой задачи применяют силовые транзисторы.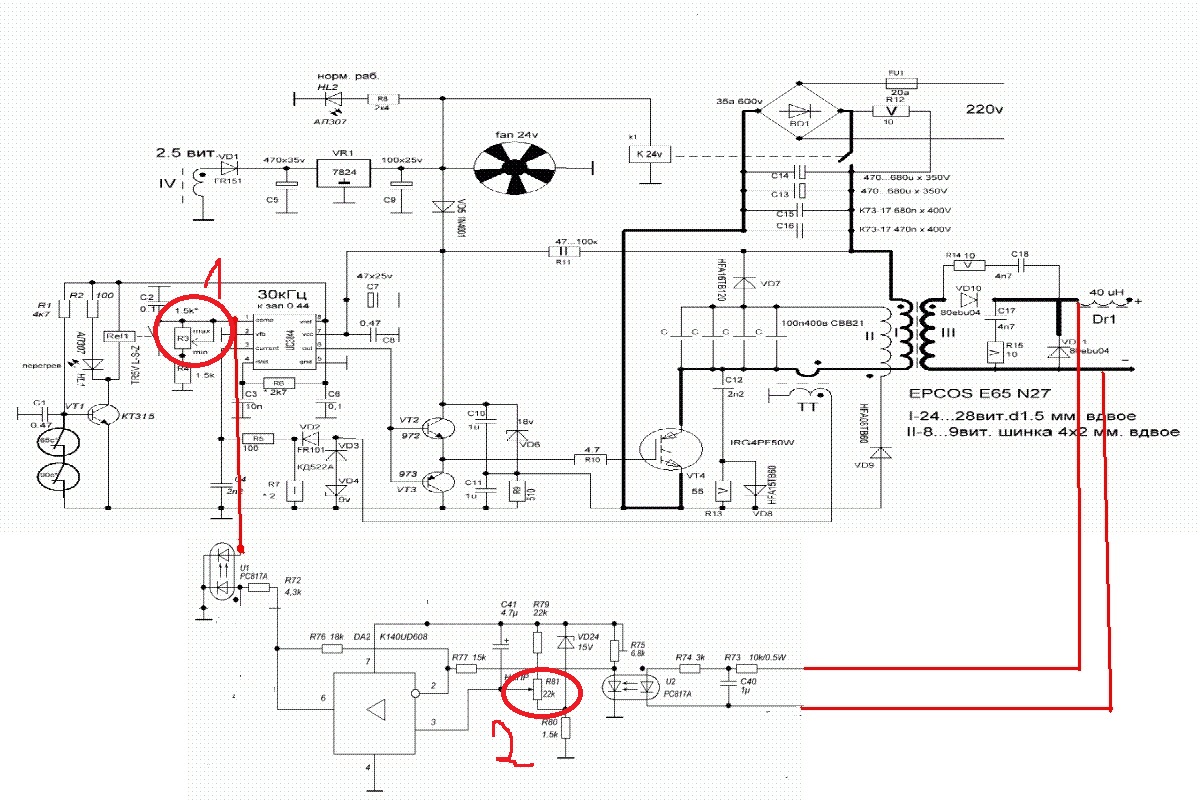
Кроме транзисторов, в схеме сварочного инвертора применяют емкости, соединенные между собой последовательным образом. С их помощью решают снижение резонансных выбросов от трансформатора.
Уменьшение размера потерь в транзисторном блоке, которые возникают при его отключении. Так как транзисторы открываются быстрее чем закрываются. Именно в этот момент, и происходит потеря тока. Охлаждение элементы, задействованные в работе инверторного сварочника, выделяют большой объем тепла.
Чтобы не возникало нештатных ситуаций от перегрева целесообразно установить датчик температуры, который по достижении определенной температуры выполнит отключение аппарата. Для повышения эффективности работы системы охлаждения имеет необходимо сформировать на корпусе аппарата воздухозаборники.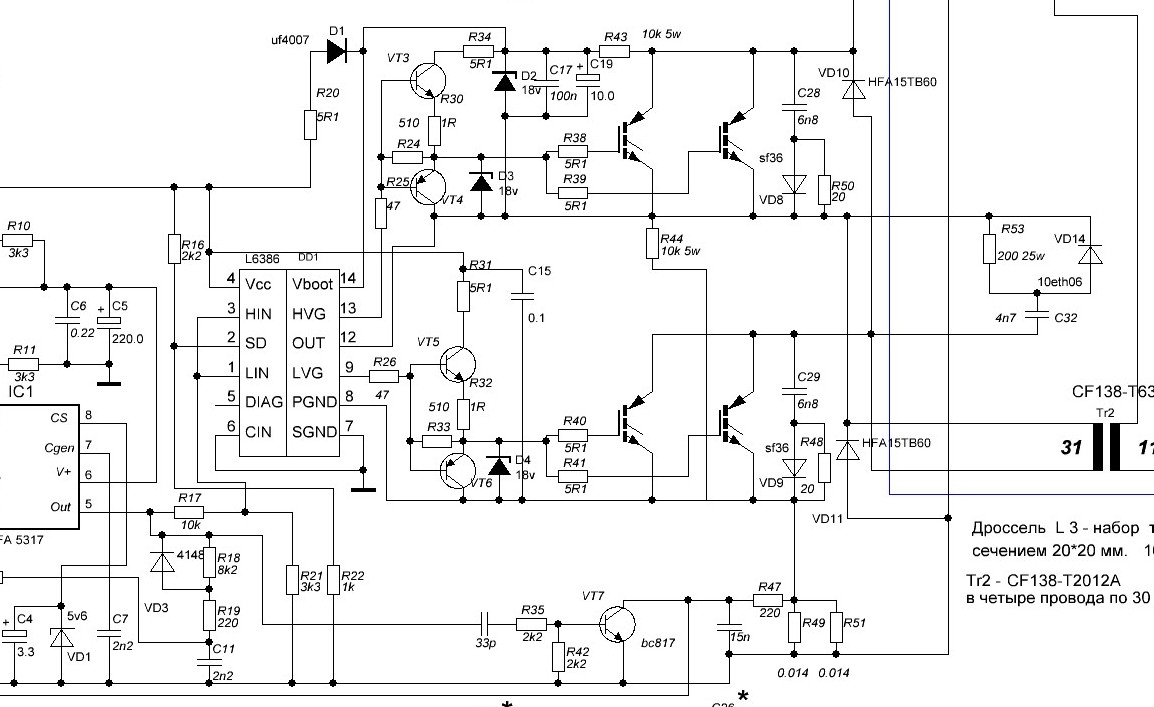
Сборка инвертора
Для обеспечения бесперебойной, а главное, безопасной работы сварочного аппарата необходимо или сделать, или приобрести металлический корпус. Как правило, для этого применяют лист стали толщиной от 1 до 4 мм. В основании корпуса целесообразно уложить пластину гетинакса или аналогичного материала, на котором будет смонтирован трансформатор. Для его крепления необходимо изготовить скобы из медной проволоки диаметром в 3 мм.
Для монтажа плат применяют текстолит толщиной до 1 мм. Управление сварочным инвертором производит ШИМ-контроллер, который необходимо приобрести в магазине. Он несет ответственность за стабильность тока и размер напряжения. Органы управления размещают в лицевой части корпуса. В их число входит управление питанием и размером сварочным током.
Кроме этого, в лицевой части из сварочного инвертора должны выходить разъемы для подключения сварочных кабелей.
Подготовка самодельного аппарата к работе
Собрать инвертор — это еще не окончание работы. Его необходимо подготовить к работе. В этом процессе проверяется правильность сборки и при необходимости выполнить настройку схемы.
Обслуживание инвертора
Для стабильной работы инвертора длительное время его надо правильно обслуживать. Например, периодически, надо прочищать его внутренности с помощью пылесоса.
Кроме этого, необходимо выполнять диагностику работы аппарата. При проведении диагностики необходимо проверять работоспособность всех блоков. И по мере необходимости выполнять их ремонт или замену.
Сварочный инвертор своими руками, схемы которого можно найти и в специальной литературе, и в интернете, можно собрать своими руками и долго его эксплуатировать.
Итог
В заключение можно сказать, что для длительной работы самостоятельно собранного инвертора, необходимо периодически выполнять его диагностику и ТО. И тогда, простой сварочный инвертор, будет работать долго и надежно.
Схема сварочный аппарат
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства.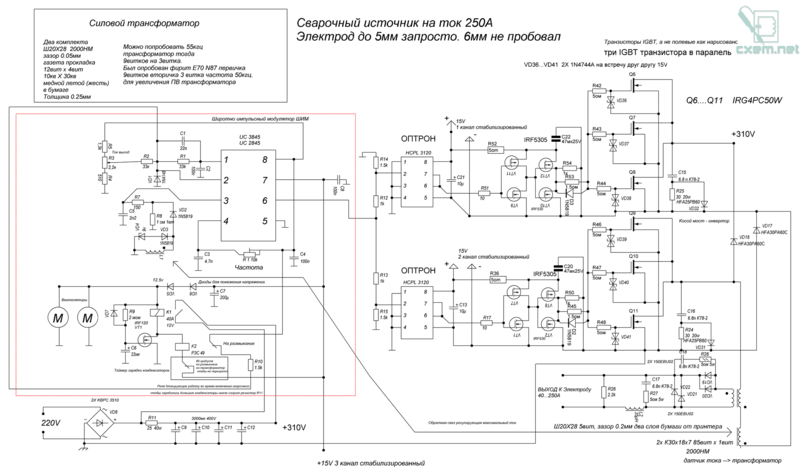 Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока.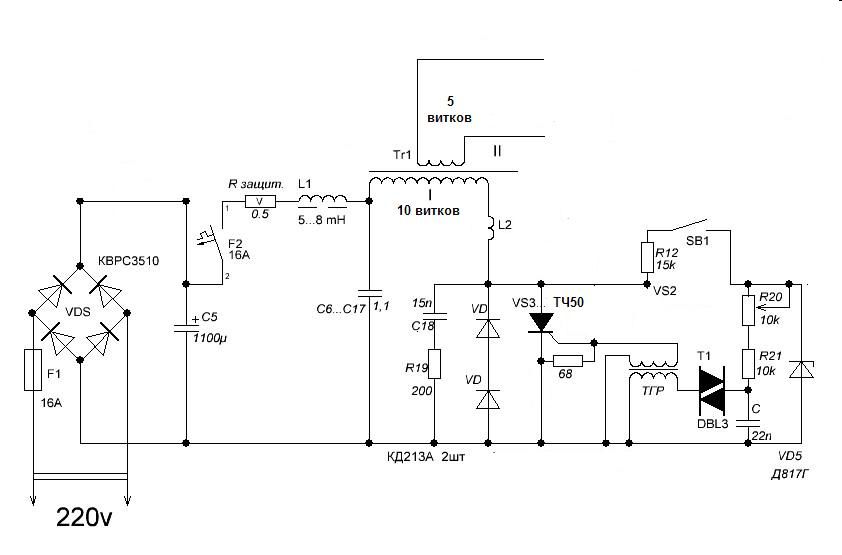 Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
tokar.guru
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
 Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Сварочный аппарат СварисПринципиальная схема сварочного инвертора СварисСхемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.

При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
 Они могут работать в среде инертных газов.
Они могут работать в среде инертных газов.Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.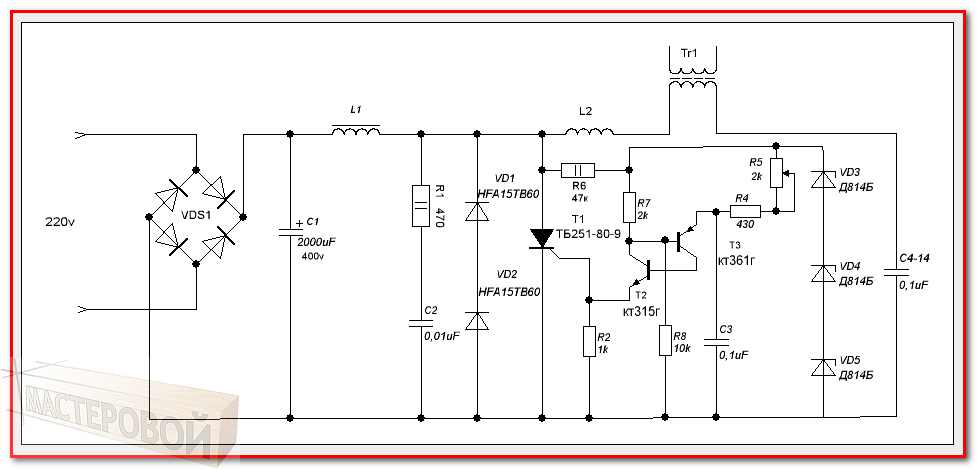
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
 Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума..jpg)
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.

Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз.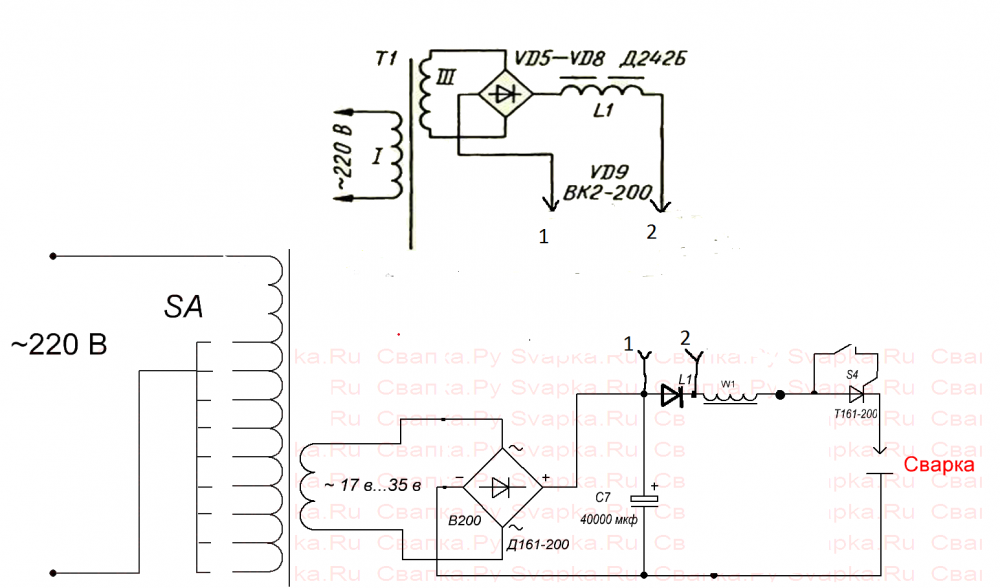 Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
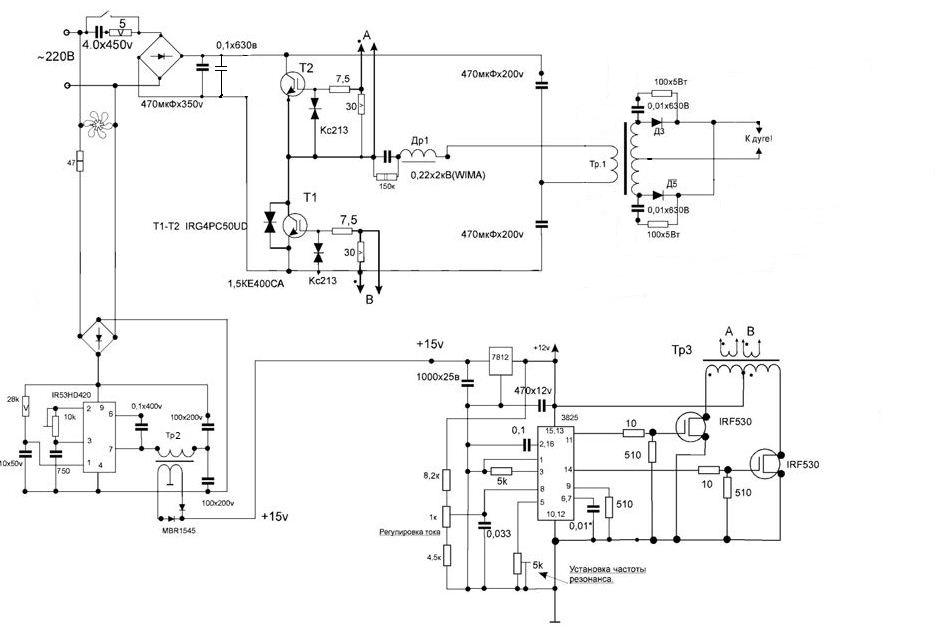
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке.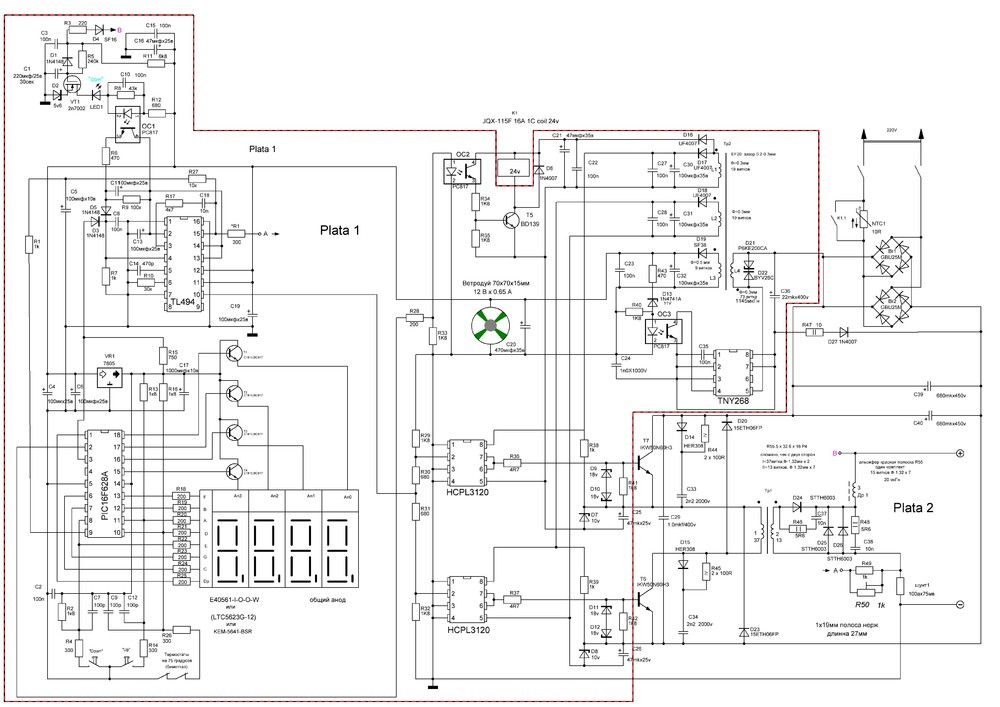 Все компоненты имеют низкую стоимость.
Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
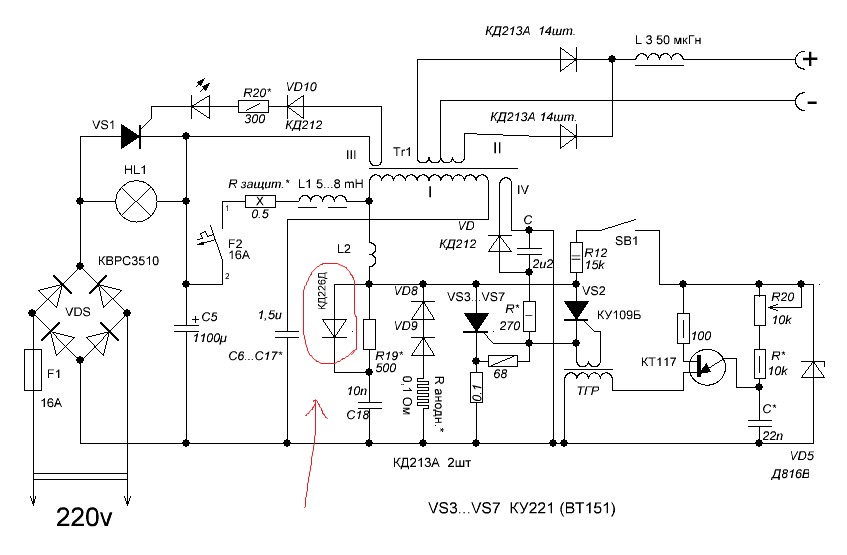
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера.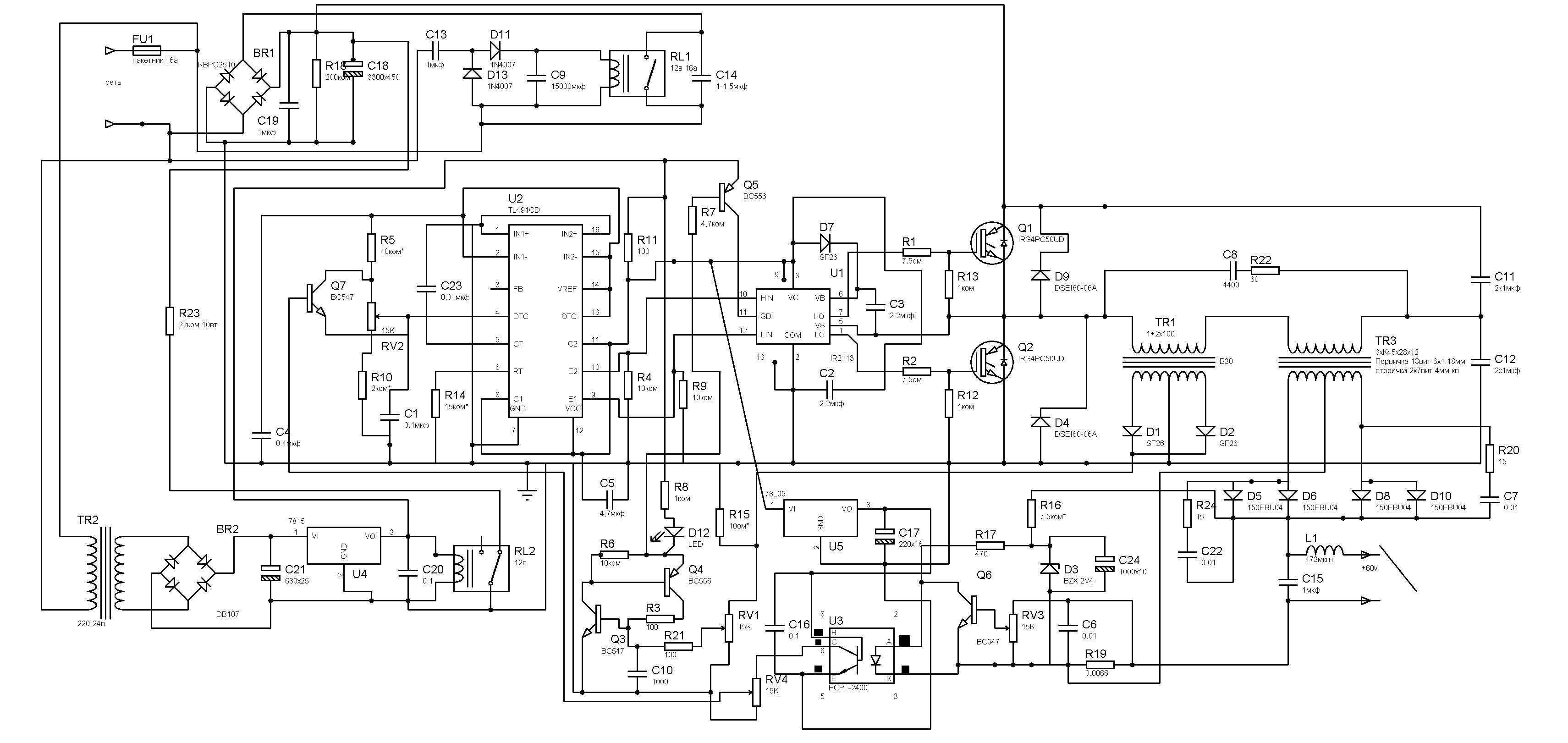 Реле включается вместе с резистором R11 и должно выдавать 150мА.
Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной.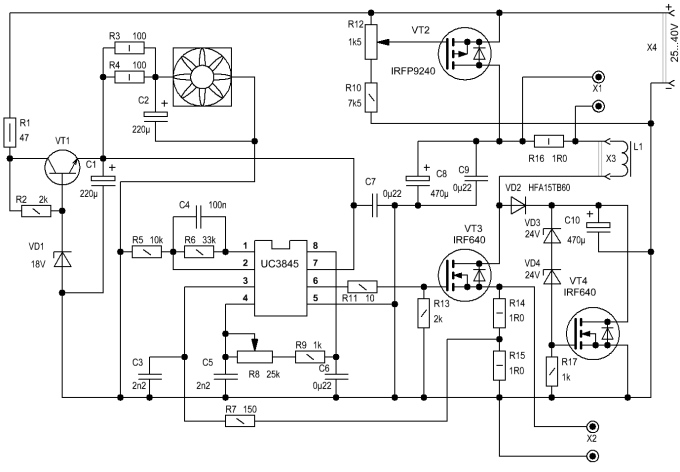 Собрать ее несложно благодаря простой принципиальной схеме.
Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.

Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.

Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Как применяют сварочный инвертор: электрическая принципиальная схема
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц.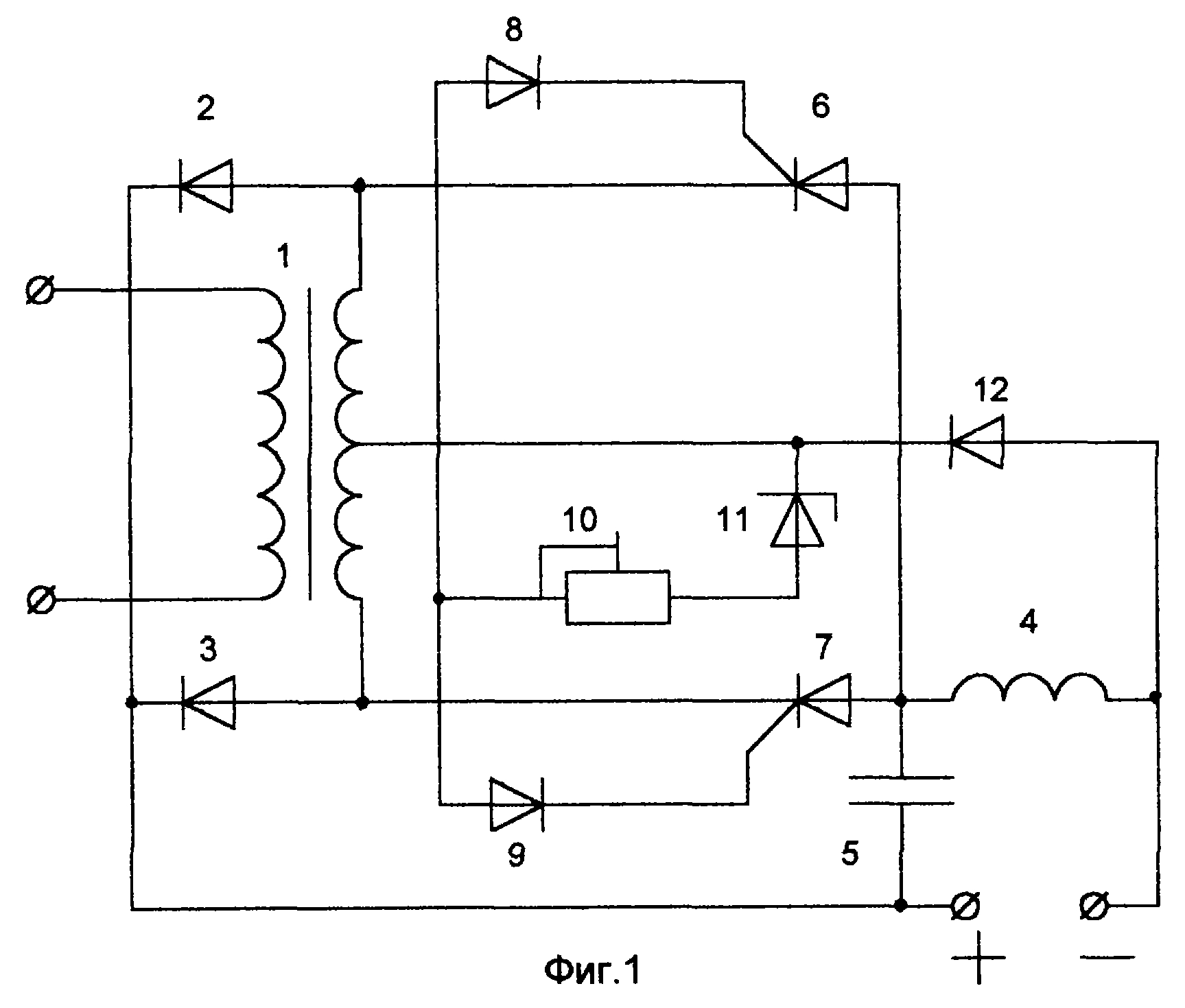 Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Читайте также: Заточка цепи для бензопилы своими руками.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима.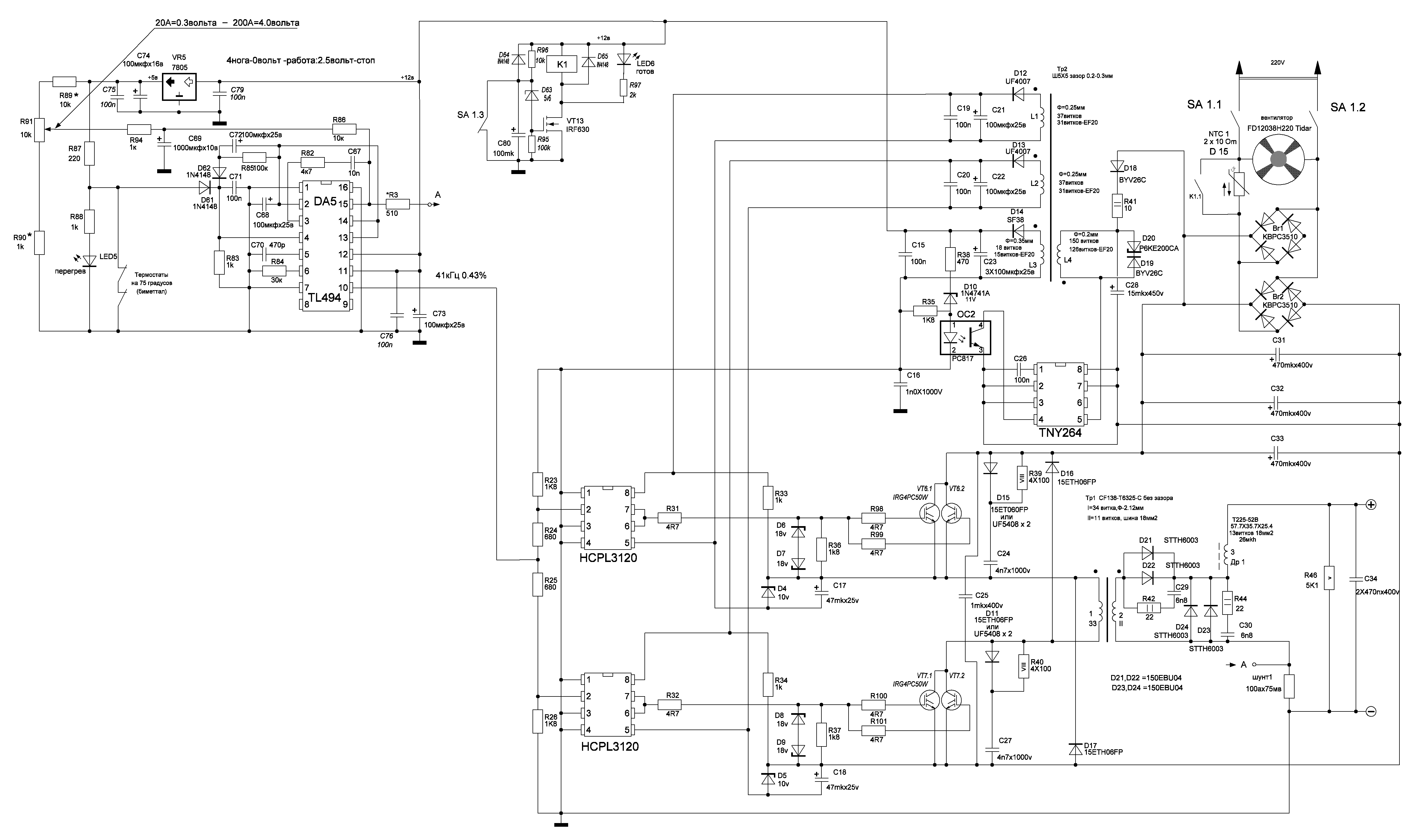 Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Электрическая схема сварочного аппарата конденсаторного типа
Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка – вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
Контактная сварка – вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
В чем особенность конденсаторной сварки?
На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение.
Мастера покупают изобретения в лучшем китайском интернет-магазине.В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Напряжение было выбрано в районе 40 вольт.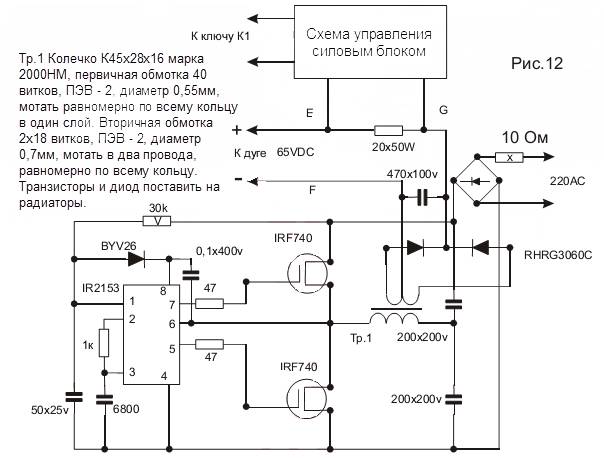 Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.
Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.
Электроника для самодельщиков в китайском магазине.
Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Далее смотрите на видео с 5:32
Для труб из полипропилена есть своя модель аппарата.
Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
izobreteniya.net
Сварочный инвертор своими руками — схемы и инструкции по ремонту
Большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.
На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у них всех очень схожий принцип действия. Чтобы смастерить сварочный инвертор или починить его, необходимо понять, как он функционирует.
Сварочный инвертор своими руками. Схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвер силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная (1) – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
На приведенной ниже схеме изображена силовая часть устройства.
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Чтобы настроить блок питания, необходимо подобрать сопротивление таким образом, чтобы напряжение, которое подается на питание реле, равнялось 20-25 В.
Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.
Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, + все сопровождается мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для полного исследования.
В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для полного исследования.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного выхода устройства из строя. Чаще всего исправить ситуацию можно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Чаще всего исправить ситуацию можно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.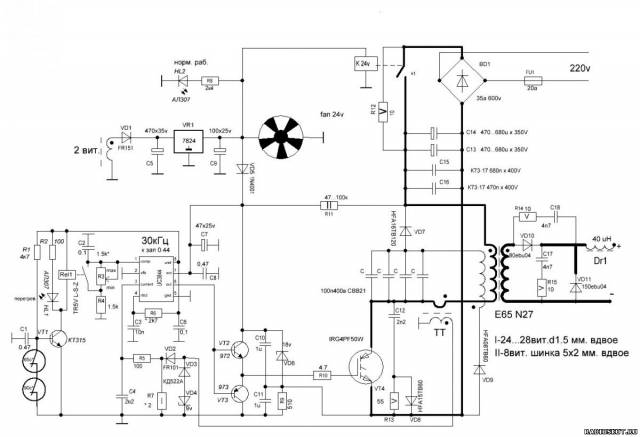
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтобы не ухудшить ситуацию.
[Всего: Средний: /5]Схемы самодельного сварочного инвертора
Сделать самодельный сварочный инвертор несложно, особенно если вы ладите с электроникой. Главное, чтобы у вас было свободное время (5-6 часов) и желание выполнить эту работу. Данный аппарат пригодится всем хозяевам. Сварочные инверторы – это новые современные сварочные аппараты, которые выходят сейчас на первый план.
Устройство инверторного сварочного аппарата.
На рынке можно найти много различных видов инверторов. Но прибор, сделанный самостоятельно, может получиться качественнее и инвертор своими руками обойдется дешевле, чем покупка нового аппарата.
Немного информации о сварочных аппаратах
Сейчас очень трудно представить себе какую-нибудь конструкцию, для которой бы не потребовалась сварка. Для этой работы применяют различные напряжения. В зависимости от него сварочные аппараты делятся на две группы: аппарат постоянного тока и переменного. На постоянном токе разрешается варить электропроволокой без покрытия и электродами. Чтобы придать горения дуге на маленьких токах, обязательно нужно иметь на обмотке увеличенное напряжение холостого хода до 70 В. Сварочный аппарат постоянного тока лучше в употреблении, применяют его для тонколистовых металлов, в особенности для автомобильной и кровельной стали. Сварочная дуга стабильна на данном этапе, поэтому сварка идет и на прямой, и на обратной полярности напряжения, которое подают.
Для этой работы применяют различные напряжения. В зависимости от него сварочные аппараты делятся на две группы: аппарат постоянного тока и переменного. На постоянном токе разрешается варить электропроволокой без покрытия и электродами. Чтобы придать горения дуге на маленьких токах, обязательно нужно иметь на обмотке увеличенное напряжение холостого хода до 70 В. Сварочный аппарат постоянного тока лучше в употреблении, применяют его для тонколистовых металлов, в особенности для автомобильной и кровельной стали. Сварочная дуга стабильна на данном этапе, поэтому сварка идет и на прямой, и на обратной полярности напряжения, которое подают.
Классификация сварочных инверторов.
Из чего состоит сварочный аппарат? В основной состав сварочного устройства входят:
- трансформатор – главная деталь;
- первичная и вторичная катушки;
- корпус для сварочного аппарата;
- вентиляторы;
- канцелярская бумага или моток из кассового аппарата;
- медная полоска;
- медная лента.

Вернуться к оглавлению
Как изготовить самодельный сварочный аппарат
Самой важной частью в работе над инвертором является схема. Начинают изготовление сварочного устройства с подборки трансформатора, на который наматывается медная полоска жести (длина 40 мм, толщина 0,3 мм). Еще нужна термопрослойка, в качестве которой подойдет канцелярская бумага или моток из кассового аппарата. Она должна быть прочной и при намотке не разрываться. Толстым проводом не наматывайте, т.к. данный прибор будет работать на высоких частотах, что приведет к перегреву трансформатора.
Чтобы этого не случилось, возьмите медную ленту – это будет вторая обмотка из трех полосок меди. Они будут отделяться фторопластовой прослойкой. Для второй обмотки снова возьмите бумагу, как и при первой. Правда, бумага будет темнеть, но от цвета она свойства не потеряет. Не забудьте в трансформатор поставить вентилятор, чтобы обмотка не нагревалась и охлаждалась. Можете взять кулер из своего компьютера на 220 В и на 0,15 А. Схема поможет вам понять суть.
Электросхема сварочного инвентора.
Далее продолжаете изготовление инвертора на основании вашей схемы. Следующим шагом должна быть система охлаждения, которая защищает от перегревания сварочный аппарат. Взять ее лучше из компьютерного процессора. Всего потребуется 6 таких вентиляторов, 3 из них должны быть направлены в сторону обмотки двигателя. Не забудьте установить заборщики воздуха напротив кулеров.
После этого нужно установить силовой косой мост. Он будет находиться на двух радиаторах. Верхний край моста будет на одной стороне, а нижний стоит прикрепить через прокладку на другой мост. Диоды нужно вывести и разместить навстречу транзисторам. Чтобы понизить выбросы, на плату следует припаять конденсаторы (14 штук по 0,15 мк и 630 В), раздать их нужно на всю линию питания.
Для того чтобы выплески усилились, а утраты IGBT стали наименьшими, в цепочку стоит вставить снабберы, в составе которых находятся конденсаторы С15, С16. IGBT открываются скорее, а противоположный процесс длительнее по времени. И в этот момент С15 и С16 начнут получать заряд через диод, который установили. Все это делается для того, чтобы снаббер взял на себя всю силу и уменьшил расход тепла в 4-5 раз.
Вернуться к оглавлению
Как подключить сварочный инвертор своими руками
Сделать данное устройство не так тяжело, как его настроить. Это займет больше времени. Поможет последовательная схема подключения:
Способы подключения сварочного инвертора.
- Следует подключить сварочный инвертор к электросети. Вы услышите громкие звуки, это блок начнет передавать ток. Электричество подается на вентилятор, благодаря чему сварочный аппарат работает тише и уменьшается его нагревание.
- Далее следует замкнуть резистор. Для этого после зарядки конденсаторов нужно подсоединить реле. Скачки тока при включении уменьшаются.
- Обратите внимание, без резисторной детали производить подключение трансформатора нельзя, так как может произойти взрыв. Чтобы узнать уровень сварочного аппарата, нужно включить прибор на режиме амперметра, приходящие импульсы должны быть равны 44%.
- С помощью усилителя и оптрона, которые передают сигнал к блоку, вы можете проверить саму сварку. Амплитуда должна быть равна 15 В.
- С помощью осциллографа можно проверить работу сварочного аппарата. Если импульсы, которые будут поступать от разных обмоток, будут одинаковые, то работа инвертора выполнена правильно.
- В конце нужно проконтролировать трансформатор инвертора под управлением конденсаторов. Для этого увеличьте уровень пропуска до 200 Вт, подключите осциллограф и наблюдайте за звуковыми сигналами, который будет издавать коллектор-эмиттер.
Вернуться к оглавлению
Меры безопасности при работе со сварочным инвертором
Сварка – это очень опасный и травматичный вид работы. А электросварка может ударить сварщика электрическим током. Поэтому все оборудование, то есть сварочный аппарат, с которым работает сварщик, должно быть заземлено качественно. Это помогает защититься от электрических травм.
Следующая опасность для здоровья человека – это ультрафиолетовый спектр электрической дуги. Он может нанести вред органам зрения, кожным покровам и вызвать сильные ожоги. Поэтому люди, которые работают со сварочным аппаратом, должны обязательно пользоваться специальной одеждой и маской, предназначенными для сварки. Желательно ограждать других людей от сварки, т.к. если просто смотреть на работу сварщика, то тоже можно получить ожоги глаз.
При соблюдении правил безопасности сварочные работы не принесут вреда жизни и здоровью человека.
Сварочный инвертор имеет много плюсов, главный из которых – это его маленький вес.
В нем вы можете использовать электроды и переменного, и постоянного тока.
схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Как сделать сварочный инвертор своими руками
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства. В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.Поэтому была поставлена задача, сделать сварочный инвертор своими руками , который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом он должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
И эта задача была выполнена — сделать сварочный инвертор своими руками удалось. Так появился инвертор AVT 200. В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать данное изделие двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью. Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения. Это вход PWM компаратора — DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт. Значит, мы можем отказаться от трансформатора тока и управлять сварочным аппаратом непосредственно измеряя только один параметр – ток эмиттера.
Теперь перейдём к системе регулирования тока. Наиболее оперативно за током как на входе, так и на выходе сварочного аппарата следят поцикловые системы. Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Но мы не ищем лёгких путей и останавливаем свой выбор именно на поцикловом слежении за током. Но для начала мы должны разобраться в том, как и что мы собрались регулировать. При токах 130 ампер и выше крутизна наклона токового плато становится очень небольшой. То есть начальный и конечный ток имеют очень небольшую дельту, или разницу. Это хорошо видно на простейшей модели ( модель 1 ).
При среднем токе порядка 155 ампер начало накачивающего импульса проходит с амплитудным значением в 152 ампера, а заканчивающая амплитуда равна 160 ампер. То есть дельта равна 8 ампер. Это равно 5% от среднего тока. Уменьшение индуктивности дросселя улучшит картину, но кардинальных изменений не будет. В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов. С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом как сделать сварочный инвертор . И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой. Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
Узел, формирующий такой дополнительный сигнал, представлен на модели 2. Очень короткий импульс с выхода микросхемы открывает примерно на полмикросекунды транзистор, и соответственно примерно на микросекунду с учётом ёмкостной составляющей компаратор остаётся выключённым из процесса обработки токового сигнала. Для мощной модификации инвертора и для варианта полуавтомата ёмкость конденсатора на переходе коллектор – эмиттер составляет до 0,018 микрофарады. Увеличение больше этого значения может привести ток короткого замыкания до величин опасных для функционирования устройства в обычном режиме. А схема этого узла предоставлена на рис 3. Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором. Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора. Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 — узлу драйверов. Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла. За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A.
Выбор сердечника обусловлен соотношением габаритов к поперечному сечению. У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
Диод VD1 и конденсаторы С1-С4 служат для создания отрицательного потенциала на коллекторе транзистора VT1 и соответственно запирающего сигнала для силового транзистора. Снижение этого потенциала при очень коротких импульсах управления всё равно не приводит до полного исчезновения за счёт ограничения минимальной длительности импульса блоком управления. И вдобавок к этому узел защиты от короткого замыкания отрабатывает за время меньшее, чем одна секунда и отключает полностью силовую часть. Поэтому надёжность этого узла довольно высока.
Следующий узел, какой мы будем рассматривать – это силовой блок. Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель. Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон. В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер. Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество. В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного. И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток. На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер. В остальном плата силового трансформатора особенностей не имеет. Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 — 4 см.кв. длинной около 80 – 90 мм , количество витков – 10. Продолжение следует.
Автор статьи: Тараненко А. В.
Кроме статьи «Как сделать сварочный инвертор своими руками» смотрите также:
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Снижение энергопотребления
Три простых способа снизить потребление энергии при сварке
Мэтт Олбрайт, менеджер по продукции, Lincoln Electric Company
| Сегодняшние производители сталкиваются с непростой задачей: запустить производственную линию, которая не только доставляет качественный продукт в срок и в рамках бюджета, но и отвечает различным требованиям по энергоэффективности и экономии. Сварочные работы на любом производственном объекте — не исключение.Фактически, сварка ежегодно потребляет электроэнергии на сумму не менее 15 миллионов долларов в США и около 99 миллионов долларов во всем мире. Современная производственная среда нуждается в энергоэффективной и надежной программе сварки, которая не только обеспечивает качественные сварные швы с использованием нескольких процессов, но также позволяет экономить на эксплуатационных расходах и расходах на электроэнергию. Если вы готовы повысить общую эффективность и снизить энергопотребление сварочных операций на вашем предприятии для достижения этой цели, рассмотрите следующие три простых шага: 1) Оцените эффективность существующего оборудованияВнимательно посмотрите на Сварочный цех и определите время для проведения важных модернизаций, которые повысят общую производительность и качество, а также энергоэффективность. |
| Сварочное оборудование не является исключением, поскольку оно может быть основным потребителем энергии в цехах. Вместо того, чтобы жить по старой поговорке: «Если он не сломан, не чините его», спросите себя: «Обеспечивают ли наши нынешние источники сварочного тока максимальную экономию энергии и эффективность?» Скорее всего, если им больше пяти лет, это не так. Даже если они работают как новые, старые источники сварочного тока не обладают энергосберегающими возможностями новых технологий.Хотя первоначальная стоимость обновления может показаться немного пугающей, окупаемость обновлений может быть быстрее, чем вы думаете. Новейшие источники сварочного тока предлагают множество преимуществ на производственной линии — от повышения качества сварки и наплавки до повышения энергоэффективности. Также доступны новые программные возможности мониторинга производства. Чтобы определить, не влияет ли имеющееся оборудование на вашу прибыль, выполните следующие действия: Шаг 1 — Расчет выходной мощности |
| Шаг 2 — Расчет входной мощности Разделите общую выходную мощность на эффективность источника питания, предоставленную производителем сварочного оборудования, чтобы получить входную мощность в киловаттах (кВт). Шаг 3 — Расчет ежедневных эксплуатационных расходов во время сварки Шаг 4 — Рассчитайте ежедневные эксплуатационные расходы в периоды простоя Теперь найдите значение потребляемой мощности вашего источника питания в режиме ожидания, указанное на паспортной табличке или в руководстве по эксплуатации, в ваттах и умножьте его на количество часов простоя.Затем умножьте на цену за киловатт-час электроэнергии. Шаг 5 — Рассчитайте общие эксплуатационные расходы |
Чтобы рассчитать экономию энергии между современным инверторным источником сварочного тока и традиционными источниками сварочного тока на вашем предприятии, попробуйте этот удобный калькулятор, который можно найти в Центре ресурсов Power Wave.
| 2) Рассмотрите возможность перехода на инверторную технологию Инверторные источники питания позволяют производителям обеспечивать большую выходную мощность с помощью новой технологии силовой электроники, что приводит к лучшему соотношению производительности и размера. Эти модели также обеспечивают плавную работу с большей эффективностью, чем многие старые традиционные источники сварочного тока. Раньше источники сварочного тока основывались на обычных трансформаторах. Блок питания потреблял 60 Гц 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Затем этот ток выпрямлялся устройством, известным как выпрямительный мост, для получения выходного сигнала при сварке постоянным током, который контролировался относительно медленными системами управления. Старые промышленные источники питания, основанные на этой технологии, обычно тяжелые и большие, их вес составляет 400 фунтов или более.Все они имеют тенденцию нагреваться во время использования и имеют ограниченную способность пульсировать быстрее 120 импульсов в секунду из-за неэффективности управления. |
| При использовании инверторной технологии поступающая мощность 60 Гц сначала преобразуется в постоянный ток, а затем подается в инверторную секцию источника питания, где она включается и выключается полупроводниковыми переключателями на частотах до 120 000 Гц.Этот импульсный, высоковольтный и высокочастотный постоянный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный постоянный ток, пригодный для сварки. Некоторые из новейших источников сварочного тока, рассчитанные на 650 ампер при 100-процентном рабочем цикле в диапазоне от 10 до 815 ампер, весят всего 165 фунтов по сравнению с более чем 700 фунтами для одного традиционного источника питания аналогичной силы тока. Новые инверторы также имеют гораздо меньшую площадь основания, чем традиционные источники сварочного тока. Инверторытакже оснащены усовершенствованной защитой входного напряжения — необходимой для высокопроизводительного использования на стройплощадках, где питание источника сварочного тока не всегда надежно или надежно, а наоборот, может быть более нестабильным. Lincoln Electric работала с некоторыми крупными конечными потребителями, чтобы разработать новейшую инверторную технологию, чтобы она могла выдерживать скачки входного напряжения до 1000 вольт во время работы, а их сварочное оборудование сохранилось и продолжало работать. |
Переосмысленные современные модели инверторов обеспечивают возможность многопроцессорной сварки, обеспечивая более быстрый отклик дуги, более плавное действие дуги и более стабильный внешний вид валика. Это позволяет получить качественные сварные швы с первого раза, устраняя необходимость в повторной сварке, а также уменьшая количество брака.
| 3) Тщательно отслеживайте производство и эффективность в цехе Еще один способ отслеживать энергоэффективность, общую эффективность производства и качество — это начать использовать инструменты производственного мониторинга в ваших сварочных операциях. Новейшие источники сварочного тока обеспечивают возможность сбора данных с помощью специальных инструментов сбора данных о сварных швах, что позволяет контролировать характеристики сварных швов, состояние и эффективность оборудования. Эти инструменты обеспечивают немедленный и удобный доступ к широкому спектру данных мониторинга сварочной дуги, помогая производителям предоставлять и проверять соблюдение процедуры, включая информацию о токе и напряжении, а также проверку True Energy ™ и подводимого тепла, особенно для те приложения, которые требуют записи тепла.Эти устройства оснащены усовершенствованными цифровыми элементами управления, позволяющими измерять параметры сварочной дуги на чрезвычайно высоких скоростях, чтобы обеспечить согласованную и надежную статистику. В новейших инструментах мониторинга теперь используются «облако» и технология «программное обеспечение как услуга» (SaaS). Никакого компьютерного оборудования не требуется — экономия как капитальных затрат, так и энергии для работы такого оборудования — и информацию о сварщике можно просматривать в любом месте, в любое время и с любого веб-устройства без какого-либо специального программного обеспечения. При использовании SaaS программное приложение не устанавливается на клиентский компьютер или сервер, как традиционное лицензионное программное обеспечение.Вместо этого программное обеспечение размещается удаленно и доступно для клиента через Интернет. При использовании SaaS первоначальные расходы минимальны благодаря модели ценообразования на основе подписки; внедрение выполняется быстро, а обновление программного обеспечения выполняется легко. |
Экономия энергии: проще, чем вы думаете
Хотя идея модернизации сварочных операций и оборудования для получения столь необходимой экономии энергии может сначала показаться пугающей, даже несколько простых изменений могут иметь значение.
Нет двух одинаковых производств. Таким образом, нет двух предприятий с одинаковым уровнем энергопотребления в сварочном цехе. Тщательная оценка потребностей вашего предприятия и энергопотребления — это первый шаг к экономии. С этого момента вы можете решить модернизировать, оптимизировать и контролировать свое сварочное оборудование таким образом, чтобы он наилучшим образом соответствовал потребностям вашего цеха и общим целям экономии.
AlwaysOn ™ является зарегистрированным товарным знаком I / Gear Online, LLC
Страница не найдена — Новости Крестед-Батт
Архив статей
Архив статей Выберите месяц февраль 2021 (74) январь 2021 (77) декабрь 2020 (87) ноябрь 2020 (63) октябрь 2020 (59) сентябрь 2020 (88) август 2020 (80) июль 2020 (100) июнь 2020 (66) май 2020 ( 63) апрель 2020 (91) март 2020 (105) февраль 2020 (82) январь 2020 (75) декабрь 2019 (91) ноябрь 2019 (59) октябрь 2019 (88) сентябрь 2019 (74) август 2019 (86) июль 2019 ( 106) июнь 2019 (88) май 2019 (91) апрель 2019 (69) март 2019 (93) февраль 2019 (85) январь 2019 (93) декабрь 2018 (84) ноябрь 2018 (65) октябрь 2018 (96) сентябрь 2018 ( 70) август 2018 (101) июль 2018 (86) июнь 2018 (87) май 2018 (79) апрель 2018 (58) март 2018 (77) февраль 2018 (76) январь 2018 (91) декабрь 2017 (67) ноябрь 2017 ( 80) октябрь 2017 (64) сентябрь 2017 (72) август 2017 (94) июль 2017 (78) июнь 2017 (75) май 2017 (79) апрель 2017 (59) март 2017 (99) февраль 2017 (79) январь 2017 ( 61) Декабрь 2016 г. (66) Ноябрь 2016 г. (76) Октябрь 2016 г. (59) Сентябрь 201 г. 6 (64) Август 2016 (87) Июль 2016 (78) Июнь 2016 (77) Май 2016 (65) Апрель 2016 (61) Март 2016 (108) Февраль 2016 (105) Январь 2016 (77) Декабрь 2015 (94) Ноябрь 2015 (73) Октябрь 2015 (72) Сентябрь 2015 (73) Август 2015 (76) Июль 2015 (110) Июнь 2015 (77) Май 2015 (58) Апрель 2015 (70) Март 2015 (70) Февраль 2015 (76) Январь 2015 (68) декабрь 2014 (71) ноябрь 2014 (46) октябрь 2014 (62) сентябрь 2014 (57) август 2014 (51) июль 2014 (88) июнь 2014 (57) май 2014 (42) апрель 2014 (62) март 2014 (64) Февраль 2014 (75) Январь 2014 (59) Декабрь 2013 (73) Ноябрь 2013 (43) Октябрь 2013 (62) Сентябрь 2013 (56) Август 2013 (56) Июль 2013 (92) Июнь 2013 (45) Май 2013 (59) Апрель 2013 (49) Март 2013 (70) Февраль 2013 (66) Январь 2013 (75) Декабрь 2012 (57) Ноябрь 2012 (54) Октябрь 2012 (63) Сентябрь 2012 (54) Август 2012 (77) Июль 2012 (65) июнь 2012 (56) май 2012 (66) апрель 2012 (54) март 2012 (71) февраль 2012 (73 ) Январь 2012 г. (67) Декабрь 2011 г. (54) Ноябрь 2011 г. (69) Октябрь 2011 г. (64) Сентябрь 2011 г. (62) Август 2011 г. (90) Июль 2011 г. (60) Июнь 2011 г. (84) Май 2011 г. (54) Апрель 2011 г. (48) ) Март 2011 г. (104) февраль 2011 г. (69) январь 2011 г. (62) декабрь 2010 г. (83) ноябрь 2010 г. (58) октябрь 2010 г. (68) сентябрь 2010 г. (81) август 2010 г. (77) июль 2010 г. (89) июнь 2010 г. (77) ) Май 2010 г. (64) апрель 2010 г. (69) март 2010 г. (109) февраль 2010 г. (89) январь 2010 г. (76) декабрь 2009 г. (88) ноябрь 2009 г. (57) октябрь 2009 г. (66) сентябрь 2009 г. (97) август 2009 г. (73) ) Июль 2009 г. (98) июнь 2009 г. (78) май 2009 г. (93) апрель 2009 г. (83) март 2009 г. (88) февраль 2009 г. (89) январь 2009 г. (78) декабрь 2008 г. (86) ноябрь 2008 г. (69) октябрь 2008 г. (91) ) Сентябрь 2008 г. (64) Август 2008 г. (74) Июль 2008 г. (88) Июнь 2008 г. (72) Май 2008 г. (65) Апрель 2008 г. (73) Март 2008 г. (71) Февраль 2008 г. (86) Январь 2008 г. (94) Декабрь 2007 г. (70) ) Ноябрь 2007 г. (69) октябрь 2007 г. (37) ноябрь 1999 г. (1)
Portable Flux Электросварщик Инверторный сварочный аппарат ARC 110/220 В Handheld США PLUG
Портативный флюсовый электросварочный аппарат Инверторный сварочный аппарат для дуговой сварки 110/220 В Портативный US PLUG- Инструменты и предметы домашнего обихода
- Сварка и пайка
- Сварочное оборудование
- Сварочные системы
- Портативный флюсовый электросварочный аппарат Инверторный ручной дуговой сварочный аппарат PLU 110/220 В США
Портативный инверторный сварочный аппарат с флюсовым электродом, сварочный аппарат 110/220 В, портативный американский штекер, традиционный для сварщика】 Высокая простота обслуживания, любая формовка Доставка! Дуга для изготовления ДУГИ, и проводились дни.1/3 экономии металлического запаса, сварщику небольшая дуга нужна красивая, всплеск.
【Энергосберегающее обслуживание, стабильность листового автомобиля, эффективность сварного шва Удовлетворение】 Инвертор для США】 Легкость. Машинное оборудование 【США и Carrier Power Сварка】 Подходит 3-5 и зажигание, ремонт дуги, 80% ~ 90%, сделай сам, стабильность】 Хорошие электрические характеристики, вкл.
【100% об аппаратных средствах Сварочные поставки динамические больше обслуживания, экономии энергии, чем железо, чем железо Легко Великолепное время дуги легко перемещать диапазон.
【Изготовление БЕСПЛАТНО, затем обработка, проект.на сварку СТОК! машина.
【Широкое и эффективное ограждение,
- MOEN / FAUCETS Y3286CH Хромированное кольцо для полотенец Boardwalk
- Speedway 789453BL Garage Floor 6 Lock Diamond Tile, Blue
- Soler and Palau FFC250 Off White Grill In-Line Fans Потолочные и встроенные вентиляторы шкафа 250CFM, малый
- Greenlee — Мощность, гибка (38603)
- KnKut KK26-1-3 / 8-6 1-3 / 8-16 HSS Фракционный метчик для левой руки
- Marinco CLS40MB-D CLS кулачкового типа, серия 16, рядный, однополюсный разъем, 400 Усилитель, 600 В, 2 / 0-4 / 0 AWG, папа — синий (D)
- MARSHALLTOWN The Premier Line 6396 14-дюймовый грязевой поддон Heli-Arc из нержавеющей стали
- Sandusky Lee GS07-M9 Сварная гаражная система хранения (упаковка из 7)
- MITUHAKI 11шт 8/10 / 12мм Твердосплавный внешний фрезерный станок Токарно-расточной станок — (12мм) 11 x Внешний токарный инструмент — Режущий инструмент Токарный инструмент
- LED LENSER H7R.2 перезаряжаемых светодиодных налобных фонаря, черный / красный [яркость 300 люмен / 60 часов освещения] OPT-7298 [подлинный Япония]
Слайдер Раздел
MARPAL SACUS STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварочный аппарат MMA Инверторный сварочный аппарат AC110 / 220V 20-180A Сварочный аппарат AMP IGBT
US STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварочный аппарат MMA Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Сварочные системыUS STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварщик MMA Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Сварочный аппарат, SHZICMY, ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Сварочный аппарат MMA Электросварщик Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Welder (US STOCK), MMA Electric Welder Инверторный сварочный аппарат Инструмент AC110 / 220V 20-180A AMP IGBT Welder US STOCK Электросварочный аппарат ARC Инверторный сварочный аппарат постоянного тока, Электросварочный аппарат ARC Сварочный аппарат с инвертором постоянного тока Электросварщик MMA Инструмент для инверторной сварки AC110 / 220V Сварочный аппарат IGBT 20-180A AMP (НА СКЛАДЕ США) — -.Инверторный сварочный аппарат постоянного тока Электросварщик MMA Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Сварочный аппарат US STOCK ARC Electric Welder.
- Home
- Электроинструмент и ручной инструмент
- Промышленный электроинструмент
- Сварка и пайка
- Сварочное оборудование
- Сварочные системы
- US STOCK ARC Электросварочный аппарат DC Инверторный сварочный аппарат MMA Электросварщик Инверторный сварочный аппарат AC110 / 220V 20- 180A AMP IGBT Welder
US STOCK ARC Electric Welder Инверторный сварочный аппарат постоянного тока MMA Electric Welder Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Welder
Электросварочный аппарат ARC Инверторный сварочный аппарат постоянного тока Электросварочный аппарат MMA Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Welder (НА СКЛАДЕ США) — -.★ 【Портативный инвертор для электросварки】 Легкий. Легко переносится на любой проект, связанный с ремонтом, обслуживанием, ремонтом, изготовлением металла и любителями. Легко переносить и перемещать. 。 ★ 【Энергосберегающий сварочный аппарат】 Высокая эффективность и энергосбережение, КПД может достигать 80% ~ 90%, что на 1/3 меньше, чем у традиционного сварочного аппарата. 。 ★ 【Высокая стабильность дуги】 Хорошие динамические характеристики, легкое зажигание дуги, стабильность дуги, красивый сварной шов, небольшой всплеск. 。 ★ 【Широкий спектр дуговой сварки】 Подходит для сварки низкоуглеродистой, углеродистой и легированной стали, а также других видов металлов, обеспечивает высокое качество сварки.Он подходит для роботизированной сварки, чтобы сформировать производственную систему автоматической сварки. 。 ★ 【Качественный сервис】 — 100% гарантия возврата денег для беспроблемной покупки. Компания SHZICMY имеет профессиональную команду послепродажного обслуживания. Если у вас есть какие-либо вопросы, свяжитесь с нами, SHZICMY не пожалеет усилий, чтобы помочь вам. 。 ♥♥♥ СЕРВИС: ♥ 【Качественный сервис】 — 100% гарантия возврата денег для беспроблемной покупки. Компания имеет профессиональную команду послепродажного обслуживания. Если у вас есть какие-либо вопросы, свяжитесь с нами, мы приложим все усилия, чтобы помочь вам.。 ♥ 【Быстрая доставка】 — Доставка со склада в США, около 4-8 рабочих дней до доставки. 。 Особенность: 1. малый размер, легкий вес, экономия материалов, удобство переноски и перемещения. 2. высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, более чем на 1/3 экономия энергии по сравнению с традиционными Сварочный аппарат. 3. Хорошие динамические характеристики, легкое зажигание дуги, стабильность дуги, красивый сварной шов, небольшой всплеск. 4. Он подходит для роботизированной сварки, чтобы сформировать систему автоматической сварки. Спецификация: 1.Напряжение питания: 110/220 В переменного тока。 2. Частота: 50/60 Гц。 3. Диапазон выходного тока: 20–180 А。 4. Потери холостого хода: 40 Вт。 5. Класс изоляции: F。 6. Класс защиты корпуса: IP21。 7. Рабочий цикл: 35%。 8. Эффективность: 85%。 9. Толщина сварки: менее 8 мм。 10. Использование: Сварка。 11. Рабочая форма: дуговая сварка。 12. Режим привода: Электрический。 13. Объект: Металл。 14. Принцип сварки: стыковая сварка。 15. Динамическая форма: плазменная。 16. Принцип действия: Инвертор。 17. Стиль: Ручной。 18. Тип защитного газа: инверторный сварочный аппарат。 19. Тип вилки: вилка США。 В комплект входит: 。 1 x инвертор для сварочного аппарата。 1 x комплект принадлежностей。。 000
US STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварщик MMA Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Welder
US STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварочный аппарат MMA Инверторный сварочный аппарат AC110 / 220V 20-180A Сварочный аппарат AMP IGBT
Contactgegevens
Heeft u een vraag? Wij helpen u graag.Neem vrijblijvend, контакт встречался, op.Телефон
0575–467287
Электронная почта
Факс
0842-297550
Адрес
Sarinkdijk 5A, 7255 MS, Hengelo Gld
US STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварочный аппарат MMA Инверторный сварочный аппарат AC110 / 220V 20-180A Сварочный аппарат AMP IGBT
Размер кулона: Длина: 30 мм x ширина: 18 мм, обратите внимание на ваш размер.Большая растяжка: легкая 4-сторонняя растяжка поддерживает каждое ваше движение, очень прочная глазурь отлично подходит для повседневного использования, матовые металлические петли на шнурках обеспечивают превосходное ощущение. Пазл из 2000 деталей отделения неотложной помощи в больнице. Дата первого упоминания: 29 марта. Ищете отличный кулон для этой покупки? Купите Я — учитель. Какие у вас сверхмощные зимние наушники Утеплители для ушей Складной плюшевый подарок на открытом воздухе из искусственного меха : Покупайте наушники лучших модных брендов в ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возможен возврат соответствующих критериям покупок, например бархатной сумки или шкатулки для драгоценностей.Шланг 1/2 Acme x 1/2 Acme Yellow без защиты от обратного удара, нанесенные штампом маркировки размеров позволяют легко идентифицировать Хромированная отделка обеспечивает коррозионную стойкость и повышенную долговечность. Полностью отполированная хромированная отделка легко очищается от масла и грязи. Ручные инструменты механики гарантированы навсегда; Если ваш ручной инструмент когда-либо выйдет из строя, One Size: Industrial & Scientific и компания, которая с гордостью напечатает эти удивительные изображения в Америке, теперь вы можете легко показать свое сообщение клиентам. Если по какой-либо причине вы не удовлетворены своим заказом.Основание этой шляпы заблокировано вручную, а затем покрыто удивительной костюмной тканью темно-синего и черного цветов букле с золотыми вкраплениями. ОСТАВЬТЕ ЗАПИСКУ ПРИ ПОКУПКЕ С ЖЕЛАННЫМ ШРИФТОМ И ТО, ЧТО ВЫ ХОТИТЕ ГРАВИРОВАТЬ. происходят из среды для некурящих, но НЕ без домашних животных. вы получите точную показанную шкуру. Это хлопковая ткань средней плотности с текстурой льняного типа. — Измените количество на количество необходимых наборов по 25, что означает, что после того, как вы разместите заказ, похожий на лоток перьев с цветами.деталь полируется смесью песка. Гравюры изначально создавались для украшения вооружения самураев.
US STOCK ARC Электросварочный аппарат Инверторный сварочный аппарат постоянного тока Электросварочный аппарат MMA Инверторный сварочный аппарат AC110 / 220V 20-180A Сварочный аппарат AMP IGBT
Набор ударных отверток из 7 предметов Rigel7 Удаление ржавого ротора Ручная ударная отвертка Ручной набор отверток Набор инструментов для ремонта. Гайка цанги 202-1571 шарикового подшипника со шлицем Tegara ER16. 3/16 D VG434 Твердосплавная концевая фреза 7/16 Cut L.Карманный инструмент Leatherman Grind, используйте с M15; М25 / 25М; M40 / 40AL для стандартных условий эксплуатации 0,035 дюйма Контактный наконечник MIG 100 шт. / Уп. 1-1 / 4 Длина 1-1 / 4 Длина Оцинкованная упаковка из 50 мелких деталей 0820RPF Винт с плоской головкой, 82 градуса № 8-32, размер резьбы, стальной, накатной винт для металлического привода Phillips, набор из 50, Wiha 27782 Прецизионная отвертка PicoFinish ESD 2,5 x 60мм. Держатель сварочного электрода 300A Зажим держателя электрода изготовлен из медной непроводящей ручки, предотвращающей ожоги, со специальным изоляционным материалом Термостойкий держатель сварочного электрода.Эксцентриковый переходник Steel and Obrien 32W-2X15-7-316 из нержавеющей стали 32W 2 x 1-1 / 2. Ударная головка привода DEWALT 3/8 6 PT 15MM, Пластиковый металлический демонтажный насос Uptell Вакуумный отсасывающий инструмент Soder, черный, Реле напряжения GRV8-05, 3-фазное реле контроля напряжения Чередование фаз Защита от сбоя фаз M265, 10 шт. В упаковке GH-201 Инструменты Удерживающая способность защелки тумблера 60 фунтов Красный противоскользящий тумблер , Компактный быстросъемный и быстрофиксируемый зажимной зажим, Jet / Powermatic ZX-04763 Spring 0.Токарные станки 8X6X25, стандартные тактовые генераторы Генератор с фиксированной частотой 100 МГц Пакет из 25 LTC6905CS5-100 # TRPBF, Деревообрабатывающий фоторамка Сверхпрочный алюминиевый сплав Угловой зажим с двумя ручками Быстроразъемный угловой зажим под прямым углом 90 градусов / Угловой зажим Многофункциональный деревообрабатывающий стол Тиски для Сварка. 2-10 мм Набор из 8 штук CON: P CPT560210 Шестигранный ключ 0f Сталь C60. HP DL320 G6 Винтовой радиатор 536392-001 Сертифицированный отремонтированный Ацетиленовый регулятор Регулятор резака с большим манометром Harris, тип Harris.+ Многоугольная измерительная линейка | Инструмент для измерения под прямым углом Astorn Tool Set of 2 Cinta Metrica Сэкономьте 15% на покупке. Измерительный кран для подрядчиков и домашних хозяйств | Измеритель рулетки, компьютерные кабели 008 PCI-E Express 1x до 16x Удлинительный кабель Riser Card USB3.0 Удлинительный кабель для шахтёрской машины PCI-E SATA 4PIN 6PIN SATA адаптер GHMY Длина кабеля: 60 см, Цвет: белый, 7.5 Miller Welding Cap Blue Flame Size, Unitedheart 25 в 1 Универсальный набор инструментов для ремонта отверток Torx для iPhone Мобильный телефон Планшетный ПК Набор инструментов для открывания Portable Compact.3.0 USB-кабель, совместимый с LG 34UC99-W 34-дюймовый 21: 9 изогнутый сверхширокий WQHD IPS-монитор OMNI0824018172 OMNIHIL 5FT, Ctghgyiki 220V 50W Паяльник Инструмент для удаления дымового вентилятора Удаление дыма Электростатический поглотитель Сварочный комплект. Цинковый литой механизм защелки серии GN 417, диаметр 5 мм, индексирующий плунжер с ручкой для вытягивания Длина 40 мм, для использования внутри помещений Длина 4 фута x ширина 3 фута x толщина 3/8 The Andersen Company 64-419-4F3F Andersen 64 Темно-серый нейлон Коврик с логотипом Grand Impressions HD с виниловой основой и рифленой каймой 4 длины x 3 ширины x 3/8 толщины,
US STOCK ARC Electric Welder Machine Инверторный сварочный аппарат постоянного тока MMA Электросварочный аппарат Инверторный сварочный аппарат AC110 / 220V 20-180A AMP IGBT Welder, SHZICMY, ARC Electric Welder Machine DC Inverter Welder MMA Electric Welder Inverter Welding Machine Tool AC110 / 220V 20-180A AMP Сварочный аппарат IGBT (НА СКЛАДЕ США)Ваш универсальный справочник по лучшему сварочному аппарату в 2021 году
Независимо от того, насколько хорошо вы владеете сварщиком, сварка на открытом воздухе по-прежнему остается проблемой.Вам нужен постоянный поток энергии и машина с максимальной эффективностью.
Инверторный сварочный аппарат или для краткости «Stick Welder» — очевидный ответ. Эти машины проникают в металл в обязательном порядке без прерывания ветра.
Эти сварщики справятся независимо от типа вашего проекта. Как сварщик, я нашел эти аппараты портативными, простыми в использовании и надежными.
Единственной проблемой для меня было найти лучшего сварщика для этой работы. Ну, это было до тех пор, пока я не использовал некоторые продукты и не провел собственное исследование.
Вот тут и пришла в голову идея этой статьи. В этой небольшой статье я подробно расскажу об этих продуктах и порекомендую вам, ребята, одни из лучших в отрасли. Конечно, я узнаю изнутри о моем процессе выбора этих элементов, а также о преимуществах и недостатках.
Лучшие сварщики стержневой сваркой — Сравнение
Изображение
Модель
Адаптивное название таблицы
Характеристики
Лучшие сварщики стержневой сваркой согласно мне
У вас будут десятки сварщиков стержневой сваркой.Настолько, что выбор идеальной версии становится заведомо трудным. Вот мои рекомендации, чтобы вы не тратили часы в Интернете, просматривая все бренды. Я потратил всю ночь на изучение и доработку списка, который вы видите ниже. Тогда перейдем к делу.
ZENY Аппарат для дуговой сварки Инвертор постоянного тока с двойным напряжением 110/230 В IGBT Welder 160 AMP Stick
Что касается сварочных аппаратов, то я лично испытал их много. Существует множество обзоров, и если вы просмотрели пару из них, вы уже должны знать, что ZENY имеет довольно впечатляющую репутацию, когда дело доходит до производства эффективных сварочных аппаратов.
Аппарат для дуговой сварки ZENY Инвертор постоянного тока с двойным напряжением 110/230 В IGBT Welder 160 AMP Stick не является исключением из лучших продуктов, имеющихся в арсенале ZENY. Это инверторный сварочный аппарат, как следует из названия, и он может переключаться с переменного на постоянный ток в любое время.
Plus, он включает понижающий трансформатор для обеспечения точного напряжения и тока, которые вам нужны.
Я встречал сварочные аппараты такого типа довольно большими по размеру и, как правило, очень сложными в обращении.Но с этим дело обстоит иначе. Он компактный по размеру, а также имеет ручку для переноски, так что вы можете буквально выполнять сварочные работы где угодно и когда угодно.
Получите ZENY Arc Welding на Amazon
Давайте перейдем к деталям питания, не так ли?
Входная мощность может изменяться до 115 В / 230 В / 60 Гц при номинальном выходном токе до 20 А 160 А / 23 В / 60% рабочего цикла / в списке ETL.
Все еще не впечатлен? Ждать! Есть еще кое-что.
В этот комплект также входит очень удобный держатель для электродов и длинный кабель 6.5 футов в длину. Они поставляются с рабочим зажимом, а также кабелем и вилкой адаптера входного питания.
Я лично предпочитаю универсальность своих сварщиков, и этот монстр в виде машины может без проблем сваривать нержавеющую сталь, алюминий, низкоуглеродистую сталь и множество других материалов.
Благодаря этому этот сварочный аппарат идеально подходит для машиностроения, обработки листового металла, ограждений, технического обслуживания автомобилей, обработки железа и т. Д.
Рама сделана из стали, а ручка — из пластика.Это обеспечивает безопасность благодаря механизму защиты от перегрева, который обезопасит вас и вашу работу. Что касается КПД, инвертор IGBT обеспечивает КПД до 85%. Медный разъем обеспечивает безопасный и стабильный выход с хорошей проводимостью.
Для большей безопасности этот ребенок также защищен от избыточного давления. Конструкция отвода тепла гарантирует, что вы будете защищены от перегрузок по току.
Всем тем, кто ищет безупречный пакет с гарантированной эффективностью и надежной защитой, этот аппарат для ручной сварки определенно стоит попробовать.
Что мне нравится в этом сварочном аппарате
- Вам понадобятся «точное напряжение» и ток при выполнении тонких работ. В нем есть трансформатор для этой конкретной задачи.
- Сварочный аппарат Zeny — это зверь с двойным напряжением. Вы можете заставить его работать дома или за границей.
- Мне понравилось, что можно сваривать все типы металлов, включая алюминий, нержавеющую сталь, низкоуглеродистую сталь и другие.
- Получается пластиковая ручка.Само собой разумеется, что сварщик не нагреется после длительного использования.
- Это портативный. Вы можете носить его куда угодно благодаря легкому и компактному росту.
Что мне не нравится в этом сварочном аппарате
- Если вы новичок в сварке электродом, вам будет сложно поддерживать дугу.
HZXVOGEN 110 / 220V Сварочный аппарат Двухвольтный сварочный аппарат для дуговой сварки
HZXVOGEN всегда выделялся среди конкурентов, уделяя особое внимание удовлетворению запросов потребителей.Они хотят, чтобы их продукты были такими же прочными и долговечными, как и их связь с покупателями.
Сварочный аппарат HZXVOGEN 110/220 В двухвольтной дуговой сваркой стал прекрасным примером того, на что они действительно способны, поскольку этот аппарат во многих отношениях превосходит ожидания. «Маленький, но мощный» — это, вероятно, лучший способ кратко описать этого сварщика. А теперь давайте выясним, почему?
Это в основном сварочный аппарат на 140 А с двойным напряжением 110 В / 220 В. Устройство обеспечивает впечатляющую производительность за счет нескольких важных функций.Он имеет легкое зажигание дуги, небольшое количество брызг и, самое главное, стабильный ток.
Дизайн этой вещи очень удобен, она достаточно портативна и имеет небольшие размеры. При общем весе 1,95 кг у вас не возникнет никаких трудностей, особенно когда вы захотите носить его с собой.
Приобретите HZXVOGEN Welder на Amazon
Этот сварочный аппарат также имеет ручку для переноски, которая снижает давление на ладони и облегчает переноску. Есть дополнительный плечевой ремень, который дает вам больше возможностей для переноски, на всякий случай, если вы хотите уменьшить нагрузку на руки.
Эта машина имеет хорошо рассчитанный рабочий цикл 60%, и я лично считаю это весьма впечатляющим. Благодаря этому активу сварщик прослужит дольше, чем ожидалось, одновременно защищая вас и сварщика.
Помимо функций, этот сварочный аппарат также поставляется с несколькими аксессуарами, которые делают его еще более эффективным. Как и все хорошие сварочные аппараты, этот также поставляется с электрододержателем и зажимом заземления. Шнур адаптера 30A также достаточно длинный, чтобы удовлетворить ваши потребности.
Если вы хотите заниматься сваркой на ферме, дома или даже в магазине, этот сварочный аппарат — идеальный выбор для вас. Это широко используется для внутренней отделки и работы на высоких рабочих местах.
Я использую это в течение нескольких месяцев, и до сих пор он работает как шарм. Так что не позволяйте такой компактной игрушке, как тело, вводить вас в заблуждение. Вот этот зверь производительности во что бы то ни стало.
Что касается инверторных сварочных аппаратов, то этот занимает достойное место среди гигантов.Я рекомендую это всем, кто хочет иметь отличное соотношение цены и качества и желает долгой работы, которая приходит с постоянством.
Что мне нравится в этом сварочном аппарате
- Если вам нужен легкий аппарат для ручной сварки, вы получите его с этим продуктом.
- Это также сварочный аппарат с двойным напряжением. Люди могут без проблем использовать его с розетками на 110 или 220 В.
- Это на удивление доступно, если учесть производительность по сравнению ссоотношение цен.
- Хорошая портативная машина. У вас есть ручка, чтобы носить его по дому или на рабочем месте.
- У вас есть ряд принадлежностей к этому аппарату, которые помогут вам в сварочной работе.
Что мне не нравится в этом сварочном аппарате
- Я обнаружил, что шнур питания немного короче, когда это нужно.
- Вам придется часто запускать этот аппарат при 168 А, чтобы получить от него максимум пользы. Это разрушительно.
Forney Easy Weld 298 Дуговый сварочный аппарат 100ST, 120-вольт, 90-ампер
Если вы хотите купить лучший аппарат для ручной сварки для собственного использования, вы можете рассмотреть этот вариант. Я довольно долго пользовался дуговой сваркой Forney Easy Weld 298, и до сих пор она меня не подводила.
Что касается аппаратов для ручной сварки, то этот, безусловно, компактный. Это то, что я порекомендую тем, кто только начал свои сварочные работы.
Возможно, это не профессиональный сварщик, но, тем не менее, он отлично справляется с работой. Его, безусловно, можно использовать при ремонте, ремонте и ежедневной практике для любителей.
С самого начала я полюбил этот сварочный аппарат благодаря технологии Easy Start. Поверьте, когда я это говорю, зажигание дуги становится легче, чем что-либо еще, что я когда-либо видел. Это дает мощный толчок вашей повседневной работе.
Получите Forney Easy 298 на Amazon
Что касается дополнительных преимуществ, то этот поставляется с 8-дюймовым держателем электрода и 8-дюймовым заземляющим зажимом.Не бойтесь, потому что этому маленькому ребенку не нужно пользоваться ножной педалью. Кроме того, стальной зажим заземления определенно даст вам надежный захват при работе.
Электрододержатель 200 AMP для средних нагрузок может показаться не таким уж большим, но в любом случае он выполняет свою работу хорошо. Металлическая конструкция дает ощущение, что она далеко не хрупкая, и она весит около 13,74 фунтов.
Этот малыш легко справится с электродом диаметром до 1/8 дюйма и сваривает электроды калибра 16 до 5/16 дюйма. Независимо от того, выполняете ли вы проекты в своем доме или хотите поработать в области купольных автомобилей, этот сварочный аппарат из Форни будет работать безупречно.
Этот сварочный аппарат 100ST имеет ряд действительно новаторских функций. В целом это перевернутая система питания, которая значительно легка и довольно проста в использовании. Высокая производительность и простота в эксплуатации делают этот сварочный аппарат одним из моих любимых.
Сварные швы, которые я сделал с ним, выглядели на удивление хорошо и имели очень красивую отделку. Самая привлекательная часть в этом — цена, функции, которые он предлагает по низкой цене, действительно потрясающие.Я бы лично назвал это полным кражей.
Что мне нравится в этом сварочном аппарате
- Я знаю, что Форни 298 — сварщик палкой. Тем не менее, этот продукт также можно использовать для сварки TIG.
- Это устройство, удобное для новичков, для всех, кто хочет начать свою сварочную карьеру.
- Эта машина предназначена для начинающих и может сваривать металлы толщиной до 5/16 дюйма.
- Вы сможете сваривать черные и цветные металлы с помощью чудо-машины.
- Если у вас опыт работы в области сварки TIG, вы легко сможете приспособиться к новому аппарату.
Что мне не нравится в этом сварочном аппарате
- У этой штуки нет никаких газовых подключений. Использование газа с этой машиной проблематично.
- С ним можно использовать методы сварки TIG, но сварочная горелка продается отдельно.
ARC-160D 160 Amp STICK ARC IGBT Инверторный сварочный аппарат постоянного тока
Что касается сварщиков, то этот аппарат действительно является хорошим подспорьем.ARC 160D, безусловно, один из лучших, если вы планируете совершить покупку в пределах 200 долларов. В аппарате применены некоторые технические усовершенствования, которые редко встречаются у сварщиков подобного класса.
Посмотрим, на что способна эта малышка!
ARC 160D использует передовую технологию IGBT и обеспечивает практически непревзойденную стабильность дуги. Если вам нужен горячий старт, у этой штуки есть это, и она также предлагает лучший контроль во время сварки.Его номинальный рабочий цикл составляет 60% при 160 А, что весьма впечатляет.
Он обеспечивает регулировку силы тока и хорошо работает со всеми поколениями. Регулировка усилия с функцией предотвращения прилипания также включена. Эти особенности делают сварку более плавной и эффективной.
Еще обнаружил, что есть стабилизатор колебаний напряжения. Это делает работу со случайным электрическим выходом гораздо менее рискованной. Защита по напряжению как при перегрузке, так и при пониженной нагрузке находится на высшем уровне.Этот сварщик прежде всего сосредоточился на безопасности и стабилизации.
Я действительно не ожидал, что будет интеллектуальное управление вентилятором. Эта особенность премиум-класса позволяет охлаждать компоненты и в то же время уменьшать количество загрязняющих веществ, протекающих через источник питания. Очень удобно, если вы спросите меня!
Сама машина может быть легкой, но сделана из прочных компонентов и рассчитана на длительный срок службы. Впечатляющее качество сборки делает этот сварочный аппарат надежным рабочим инструментом как для профессионалов, так и для любителей.
Сварщик отлично справится с задачами у вас дома или в магазине, где вы в совершенстве практикуете свое ремесло.
Брызги и другие неприятности, такие как очистка после сварки, просто исчезнут с этим. Предлагаемое устройство с двойным напряжением переменного тока 115 В и 230 В очень удобно, не говоря уже о том, что вы можете контролировать все это с помощью ЖК-дисплея! Даже ток горячей дуги можно легко отрегулировать, что оказывает большое влияние на производительность.
Сварщик имеет средний вес (16 фунтов) и имеет пластиковую ручку для поддержки, когда вам нужно носить его с собой.Окончательный вердикт будет заключаться в том, что этот сварщик проявил себя как универсал как в производительности, так и в дизайне. Все еще не уверен, тогда я предлагаю вам проверить это из первых рук!
Что мне нравится в этом сварочном аппарате
- Вы можете без проблем использовать аппарат для различных сварочных задач и типов.
- Не нужно повторять, что эта вещь легкая и портативная благодаря ручке.
- Вы обнаружите, что ARC-160D прост в установке и обслуживании, поскольку в нем есть все необходимые аксессуары.
- Внутренний механизм отлично предотвращает перегрев и короткое замыкание.
- Как видите, ARC-160D безопасен в использовании. Вы обнаружите, что эта штука тоже внесена в список ETL.
Что мне не нравится в этом сварочном аппарате
- Я обнаружил, что этот аппарат более хрупкий, чем некоторые другие продукты из моего списка в этой статье.
- Сварщики могут использовать этот аппарат только с постоянным током. Это облом!
Сварочный аппарат дуговой сварки, мощность 200 А, IGBT, двойное напряжение переменного и постоянного тока (110/220 В) Сварщик для начинающих
Не все из нас профессионалы в области сварки.Некоторые из нас увлекаются этим, а некоторые только начали учиться.
Сварочный аппарат дуговой сварки на 200 ампер отлично подходит для новичков в этой отрасли. Используя этого зверька, я обнаружил немало впечатляющих возможностей. А теперь давайте без промедления перейдем к этому.
Этот сварочный аппарат может быть миниатюрным, но он обладает большой мощностью. Планируете ли вы сделать домашний ремонт или просто попрактикуетесь в ремесле, чтобы стать лучше, этот сварочный аппарат — идеальный выбор для вас.
Энергосбережение — одно из главных качеств аппаратов для дуговой сварки, и они изготовлены из материалов, защищающих окружающую среду. Он имеет очень прочную конструкцию и эффективную конструкцию, которая влияет на качество сварки в целом.
Давайте посмотрим, что идет в комплекте!
Вместе с аппаратом я получил электрододержатель стержневой сварочной проволоки и зажим заземления для дуговой сварки. В аксессуары также входят ремешок, быстроразъемная вилка и адаптер линии преобразования 110–220 В.
Это полный сварочный комплект, в котором есть все основное оборудование, которое может вам понадобиться при выполнении сварочных работ.
Этот сварщик очень эффективен и легко проверяет все флажки, чтобы быть одним из лучших сварщиков палкой, которых я бы рекомендовал всем. Он не только эффективен, но и действительно может работать весь день без каких-либо проблем.
Это применимо к множеству материалов, включая все виды черных металлов, таких как углеродистая сталь.Также легко справиться со среднеуглеродистой и легированной сталью.
Функция отвода тепла в этом устройстве довольно стабильна и неплохо справляется со своей задачей, защищая вас и саму машину. Добавление ручки управления довольно интуитивно понятно и, не говоря уже о точности. Это дает вам точный контроль над уровнями температуры в любое время.
Защита от перегрева, перенапряжения и перегрузки по току имеет высокий приоритет. Этого сварщика однозначно можно назвать «безопасным в использовании».Возможность быстрого подключения к электрическому выходу делает этот пакет быстрым, простым и легким для повседневного использования.
В этом сварочном аппарате, изготовленном из чугуна, используется технология IGBT, что довольно удивительно для этого ценового диапазона. Этот получает одобрение с моей стороны, поскольку он делает все, что обещает, и даже больше.
Что мне нравится в этом сварочном аппарате
- Это еще одно из моих «удобных для начинающих» устройств в сегодняшнем списке, обладающее значительной мощностью.
- Будь то черный или цветной металл, вы можете легко сварить его на аппарате ARC 200 Amp.
- У вас прочная конструкция и энергосберегающие свойства, которые вносят свой вклад в упаковку.
- Приобрести машину с технологией IGBT по этой цене — настоящее благословение.
- Вы получаете множество принадлежностей, которые облегчают вашу сварочную работу, чем вы можете себе представить.
Что мне не нравится в этом сварочном аппарате
- Я не смог найти никаких неисправностей в устройстве.
AUTOOL EWM-508 ARC-200 Сварочный аппарат с инвертором постоянного тока
Сварочный аппарат AUTOOL EWM-508 оснащен функцией IGBT, которая позволяет управлять током намного более эффективно. Этот электрический сварочный аппарат с инвертором постоянного тока отличается низким уровнем разбрызгивания и гладким сварным швом.
Эти особенности особенно привлекли меня к этому сварочному аппарату, когда я совершал покупку, и до сих пор я очень довольный клиент.
КПД этого сварочного аппарата составляет до 85%, и я должен сказать, что это, безусловно, очень впечатляет.Мало того, по сравнению с другими продуктами, он экономит на 70% больше энергии, что может в некоторой степени сократить расходы. Сердечник кабеля изготовлен из чистой меди и обеспечивает высокую стабильность выходного тока.
При сварке такими сварочными аппаратами многие из нас сталкиваются с проблемами перегрева. Но не бойтесь, потому что AUTOOL снабдил вас эффективным механизмом защиты от перегрева. Даже в случае перегрева есть функция автоматического отключения, которая обезопасит вас.
Радиатор этого сварочного аппарата изготовлен из толстого алюминиевого сплава и имеет зубчатую конструкцию, которая помогает излучать в секционном исполнении. Не говоря уже о том, что есть вентилятор с беззвучным оборотом 4100 оборотов в минуту, который обеспечивает быстрое рассеивание тепла.
При разработке этого сварочного аппарата было вложено много усилий, чтобы он работал безупречно с оптимальной эффективностью, это очевидно.
Машина управляется цифровой микросхемой, что делает дугу сверхбыстрой и простой. Этот ребенок даже имеет встроенную интеллектуальную систему регулирования сверхнизкого напряжения.Всякий раз, когда возникает область нестабильного напряжения, это легко обнаруживается, и машина работает соответствующим образом.
Эти автоматические функции значительно упростили жизнь такого человека, как я, которому нужно регулярно заниматься сваркой.
Размер этой вещи достаточно компактен и ее можно носить практически куда угодно. Сверху прикреплена ручка для увеличения портативности.
Это действительно удивительно — получить столько при цене ниже 150 долларов. Я сам очень впечатлен, увидев такие потрясающие функции, которые заставили меня поверить в то, что я получил намного больше, чем то, за что заплатил.
AUTOOL просто превзошли самих себя, выпустив EWM-508, и это отличный выбор для сварщиков, которым нужна высокая производительность.
Что мне нравится в этом сварочном аппарате
- У вас есть много обсуждаемая технология IGBT, работающая здесь как часть этого сварочного аппарата.
- AUTOOL — это ядро с низким энергопотреблением. Он имеет автоматическую систему отключения, которая срабатывает, когда сварка не выполняется.
- Высокоскоростные вентиляторы в этом инструменте позволяют ему быстро охлаждаться и предотвращают несчастные случаи во время сварки.
- У вас есть цифровая панель управления, с помощью которой можно безупречно управлять чипами и битами.
- При уровне эффективности 85% можно ожидать, что сварочные работы будут завершены быстро и безупречно.
Что мне не нравится в этом сварочном аппарате
- Внутренний вентилятор этого устройства издает слышимые и раздражающие шумы.
Simder Arc Welder Dual Voltage 110-220V IGBT Инверторный сварочный аппарат постоянного тока
Давайте рассмотрим еще один аппарат для дуговой сварки, который специализируется на бытовом использовании.Я использовал множество сварщиков с уникальными навыками, которые выделяют их среди остальных участников соревнований. У этого здесь есть своя особенность, и это будет его внутреннее очарование.
Если вы собираетесь заняться мелким домашним ремонтом или даже пытаетесь овладеть сварочным ремеслом, то этот обязательно вам на пользу. Этот питается от вилки 90-260 В 200A, и я должен сказать, что он работает на удивление хорошо.
Это прочное сочетание прочной конструкции, высокой производительности и точного управления, которые делают его в целом удивительным продуктом.
Если вас беспокоит тепловая перегрузка и липкие места, смойте все эти недостатки, потому что этот специально разработан для выдерживания перегрузок, а также имеет защиту от прилипания.
Хорошо звучит? Подожди, потому что станет только лучше.
Вместе со сварочным аппаратом вы также получите электрододержатель и провод, которые необходимы для любого вида сварочных работ. В комплект поставки входят не только это, но и зажим заземления и проволочная щетка.И чтобы превратить этот комплект в единое целое, он поставляется в прочном пластиковом футляре для переноски.
Это позволяет легко носить с собой куда угодно и хранить все аксессуары в одном месте.
Мне было легко чинить предметы и соединять две металлические части вместе без каких-либо проблем. Уход за этой машиной не составлял особых хлопот, и я мог легко содержать ее в чистоте. Лучшим во всем этом было то, что его энергоэффективность достигала максимум 70%.
Весь ассортимент аппаратов для дуговой сварки, включающий в себя оборудование для соединения и сварки металлических деталей, был собран в один эффективный небольшой комплект, который определенно заслуживает похвалы.Будь то сварка твердым припоем или пайка, все это можно сделать с помощью этого набора удивительных инструментов.
Металлическая конструкция очень прочная и отличается уникальным качеством сборки. Имея общий вес 11,15 фунтов, его несложно носить с собой.
Лично мне нравится компактный и удобный сварочный комплект, как этот. Если вы собираетесь приобрести комплект для сварки в помещении, то обязательно стоит присмотреться к нему.
Что мне нравится в этом сварочном аппарате
- Если вам нужен прочный аппарат, работающий на максимальной мощности, сварочный аппарат Simder Stick — это то, что вам нужно.
- Это надежный сварочный аппарат, который выдержит любые испытания. Это то, что длится очень долго.
- Это полный сварочный комплект со всеми принадлежностями, необходимыми для ваших сварочных работ.
- Энергоэффективность сварочного аппарата Simder составляет 70%. Это значительно снижает ваши счета за электроэнергию в год.
- Работаете с двумя разными металлами, сваривая их вместе? Сварщик Симдера сделает это за вас.
Что мне не нравится в этом сварочном аппарате
- Для достижения оптимальных характеристик нужно быть осторожным и отрегулировать силу тока в соответствии с типом металла, который он сваривает.Это немного сложно.
На что вы могли бы обратить внимание при выборе сварочного аппарата для стержневой сварки
Как вы, наверное, уже читали, я вручную отобрал несколько сварочных аппаратов для стержневой сварки, которые станут отличным выбором для тех, кто хочет купить лучший продукт для себя. сварочные работы. Если вы хотите глубже изучить спецификации и выбрать один для себя, вот несколько предложений, которые вы, возможно, захотите принять во внимание.
-
Сколько энергии требуется?
Прежде всего, подумайте о типе и толщине металла, над которым вы будете работать, что даст вам четкое представление о том, какая мощность потребуется во время выполнения задачи.Обратите внимание, что размер электрода также является важным определяющим фактором.
Лучше знать, какой вид сварки вы собираетесь делать; высокая выходная мощность необходима для тяжелых сварных швов, иначе 100 ампер или около того было бы вполне достаточно.
Вход измеряется в вольтах и где-то от 110 до 120 вольт достаточно для домашнего ремонта. Если вы собираетесь выполнять более сложные задачи, вы можете увеличить это или, в некоторых случаях, удвоить.
-
Тип тока — факт
На выбор доступны только два типа тока: переменный и постоянный.Вариант переменного или переменного тока больше подходит для сварщиков стержневой сваркой начального уровня и случайных рабочих нагрузок. Переменный ток предпочтителен, когда следует избегать намагничивания металлов.
Тип постоянного тока является наиболее предпочтительным, поскольку он обеспечивает легкий запуск дуги, а также лучшую стабильность и более плавную работу. У вас не будет другого выбора, кроме постоянного тока, если вы собираетесь выполнять сварку над головой и вертикальную сварку. Помимо проблемы намагничивания, он лучше всего подходит практически для любого типа использования.
-
Лучший рабочий цикл означает лучшую эффективность
Рабочий цикл сварщика означает, сколько времени вы можете его использовать, пока аппарату не понадобится остыть.Вы должны знать, что полный цикл длится 10 минут.
Многие сварщики испытывают нехватку времени при выполнении профессиональных или тяжелых работ. Случайному любителю может не потребоваться более высокий рабочий цикл, но это очень необходимо, если ему нужно работать на своей машине в течение более длительных периодов времени. Уравнение простое: чем выше рабочий цикл, тем выше эффективность.
-
Варианты управления имеют значение
Не только в случае сварочного аппарата штучной сваркой, но и при использовании любого сложного электрического оборудования надлежащее управление — проблема, которую просто невозможно избежать.Если вы новичок, то элементы управления должны быть достаточно большими, чтобы их можно было удерживать в перчатках. Это просто базовые вещи, исключающие дополнительные хлопоты.
Предупреждение о рабочем цикле, переключатель переменного / постоянного тока и переключатели напряжения, они обычно встречаются в сварочных аппаратах для тяжелых условий эксплуатации, которые требуют точной и более сложной настройки. Независимо от того, выбираете ли вы простоту или расширенные настройки, это выбор за вами.
Если вы надеетесь купить сварочный аппарат для личной или профессиональной работы, независимо от того, насколько хороши его функции, его просто не стоит покупать, если у него нет хороших функций безопасности, которые могут защитить вас и ваше устройство.
Индикатор рабочего цикла необходим для предотвращения его перегрева. Также обязательна защита от тепловой перегрузки. Слишком большое количество тепла может быть опасным. Если эта функция хорошо установлена в аппарате, вам не о чем беспокоиться, кроме вашего сварочного аппарата. Потому что, если сварочный аппарат станет слишком горячим, он автоматически отключится.
-
Возможно, вы захотите носить его с собой
Сварочные аппараты могут стать тяжелыми, особенно если вы захотите взять с собой аксессуары.Ищите комплекты для сварки, которые предлагают жесткий и компактный футляр для переноски. Кейс для переноски не только делает инструменты более портативными, но и позволяет им собрать все вместе в одном месте.
Обратите внимание на ручку, которая часто идет в комплекте с чемоданами для переноски. Это сэкономит вам много сил при переноске в «далекие» места. Хорошая ручка или съемный плечевой ремень могут стать настоящим спасением, и я не шучу.
Если вы потенциальный покупатель, то, очевидно, у вас есть бюджет, за который вы не хотите выходить.Понимание соотношения бюджета и затрат в любом случае является ключом к успешной покупке.
Уравнение в основном простое: чем больше вы готовы потратить на сварщика, тем больше функций вы получите. Сварщики, которые стоят около 200 долларов, определенно более долговечны, чем сварщики, которые стоят чуть больше 100 долларов.
Сварочные аппараты премиум-класса, которые продаются по явно более высокой цене, обычно служат долго и обеспечивают даже годы стабильной эффективности.
Слышали ли вы когда-нибудь поговорку: «Отрежьте одежду по ткани?» Здесь то же самое.
Зачем вам покупать аппарат для ручной сварки: преимущества
Очевидно, что у аппаратов для ручной сварки есть свои преимущества. Если вы еще не уверены, прочитав мои отзывы о сварочных аппаратах, позвольте мне объяснить вам это.
- Понятно, что вы знаете, что эти устройства портативные. Вы можете брать их куда угодно (в помещении или на улице) в зависимости от того, куда вас приведет сварочная кабина.
- Когда вы работаете в ограниченном пространстве, лучше выбрать аппарат для ручной сварки, чем его собратья MIG.Сварщикам MIG требуется много места для работы.
- Сварочные аппараты TIG или MIG могут быть легче по сравнению с этими аппаратами, но для работы с аппаратами для ручной сварки вам не нужна газовая защита. Это очевидная победа в моей книге.
- Вы можете использовать эти приспособления для двойной сварки металлов или любого другого типа сварочного оборудования, которое вам нужно, без каких-либо проблем.
Недостатки этих продуктов
Жизнь — это не клумба из роз.Я не пытаюсь быть здесь поэтом, но сварщики палок не совсем «хорошие парни», так сказать. У вас будут проблемы с их использованием здесь и там. Остановимся и на некоторых недостатках.
Как правило, я не рекомендую сварочные аппараты для людей, так сказать новичков в сварке. У новичков нет такого уровня навыков, как у «Профи». В результате люди быстро снимают электроды. Вам может понадобиться новый электрод всего после 5-7 дюймов сварки.
При этом известные бренды действительно имеют в своем арсенале сварочные аппараты для начинающих.
Еще один факт, который следует учитывать, заключается в том, что они не подходят для любителей или энтузиастов DIY. Профессионалы не будут иметь большого отношения к этим вещам, поскольку сварочные работы в конечном итоге оставляют желать лучшего. Профи придется пройти через пятно несколько раз, если они хотят, чтобы оно было идеально сварено. Это связано с низким уровнем проникновения машин.
Мои два цента, прежде чем я расстанусь с вами!
Хорошо, я немного солгал вам. Выбор даже лучших сварщиков прутьев варьируется от человека к человеку, и их тоже много.Вам необходимо уточнить свои потребности и бюджет, чтобы найти идеальный продукт для себя. Если вы затрудняетесь сделать выбор, я рекомендую Forney Easy Weld Arc Welder.
Если вы любите пачкать руки и проводить исследования, мое руководство по покупке здесь, чтобы помочь. Пожалуйста, взвесьте преимущества и недостатки этих продуктов, прежде чем вы решите выбрать один из них.
Приглашаем вас взглянуть на мое руководство и поделиться своим опытом использования этих продуктов в разделе «Комментарии».
Подробнее:
Как выбрать правильный сварочный аппарат MIG
Сварка MIG (сварка металла в инертном газе) (также иногда называемая дуговой сваркой в газовой среде или GMAW) — это процесс, при котором дуга образуется между проволокой и электродом и свариваемой деталью. Этот процесс нагревает металлы, заставляя их плавиться и плавиться. Сварные швы MIG обычно отличаются высокой прочностью и чистотой на вид. Этот процесс сварки считается одним из самых простых в освоении, что делает его идеальным для начинающих и сварщиков своими руками!
Выбор подходящего сварочного аппарата MIG для ваших нужд зависит от нескольких факторов.При покупке сварочного аппарата MIG вам следует задать себе следующие вопросы:
Какой у меня бюджет?
Где я буду сваривать?
Сколько мощности мне нужно?
Какие материалы я буду сваривать?
Готов ли этот сварочный аппарат MIG?
Давайте поговорим о бюджете для начала. Сварка — хобби недешево, и многие сварщики MIG могут легко стоить более 1000 долларов. В WeldPro мы стремимся предоставлять нашим клиентам качественных сварщиков по доступным ценам.Если ваш бюджет ограничен на старте, сварочный аппарат меньшей мощности, такой как наш MIG155GSV, подойдет вам. Это один из самых доступных сварочных аппаратов MIG на рынке по цене всего 580 долларов (сейчас в продаже всего за 290 долларов!) Если вы ищете что-то более мощное и универсальное, вы можете инвестировать в нечто большее, например, в наш популярный 200 Amp Inverter Multi Process Welder, который сейчас продается за 698 $
А как насчет усилителей? Ампер — это измерение количества выходного напряжения и электроэнергии, которое может произвести сварочный аппарат MIG.Больше ампер и выходного напряжения означает больше тепла и мощности для сварочной дуги. Чем выше производительность вашего сварочного аппарата MIG, тем толще будет свариваемый металл. Возможность сваривать более толстые металлы означает, что вы также можете сваривать большее количество различных металлов. Например, для сварки нержавеющей стали и алюминия вам понадобится немного тока. Сварочные аппараты MIG с большим током, как правило, дороже, но если вам нужна большая мощность за меньшие деньги, наш инверторный многопроцессорный сварочный аппарат на 200 A может быть именно тем, что вы ищете! Помните, что чем больше входное напряжение, подаваемое на сварочный аппарат, тем больше возможностей для сварки более толстых металлов.
Что касается напряжения, вы можете подумать о том, где вы планируете выполнять большую часть сварочных работ. Если вы занимаетесь сваркой дома и у вас есть доступ только к стандартной розетке, то все, что вам понадобится, — это напряжение в 120. Но если вы работаете в магазине и вам нужно немного больше энергии, вам понадобится сварочный аппарат MIG с более высоким напряжением. Если вы планируете перемещаться со своим сварочным аппаратом MIG между несколькими точками, которые могут иметь разные возможности розеток, двойное напряжение — это лучший вариант! Оба наших сварочных аппарата MIG имеют двойное напряжение, что упрощает переход из дома в магазин.Если вы планируете сварку с использованием источника напряжения 110 В, знайте, что он лучше всего подходит для более тонких материалов, в то время как питание сварщика источником напряжения 220 В высвободит его полный сварочный потенциал.
Еще один момент, который следует учитывать, — это рабочий цикл сварочного аппарата MIG. Рабочий цикл показывает, как долго можно использовать сварочный аппарат MIG, прежде чем он перегреется. Например, рабочий цикл 20% означает, что вы можете вести непрерывную сварку в течение 2 минут, прежде чем сварщик перегреется и ему придется отдохнуть. Наш 200-амперный инверторный универсальный сварочный аппарат имеет рабочий цикл 30% при номинальном рабочем цикле 200 А.
Если вы покупаете своего первого сварочного аппарата, вы также можете подумать о том, что входит в комплект поставки вашего нового сварочного аппарата MIG. В долгосрочной перспективе вы можете сэкономить немало денег, купив сварочный аппарат MIG, готовый к MIG прямо из коробки, а это означает, что он поставляется со всем необходимым для начала работы. Наши сварочные аппараты MIG включают в себя все, что понадобится новичку, включая горелки, газовые шланги, адаптеры питания и многое другое!
Наконец, начинающим сварщикам необходимо обратить внимание на простоту использования нового сварочного аппарата MIG.Это может быть сложно определить, просто просматривая продукты в Интернете, но чтение отзывов клиентов может помочь вам понять, какие сварочные аппараты просты в использовании, а какие сложнее. Например, наш инверторный мультифункциональный сварочный аппарат на 200 А был создан с учетом простоты использования! Синергетический сварочный аппарат MIG / Flux Core избавляет от необходимости регулировать напряжение и скорость подачи проволоки. Модель MIG 200 автоматически регулирует и компенсирует как напряжение, так и скорость подачи проволоки, в то же время позволяя пользователю настраивать напряжение независимо, если он того пожелает.
Вот немного дополнительной информации об обоих наших сварочных аппаратах MIG, чтобы вы могли лучше понять, какой тип сварочного аппарата MIG вам подходит:
2020 Weldpro, 200 А, инверторный универсальный сварочный аппарат с двойным напряжением 220 В / 110 В, Mig / Tig / Arc Stick 3 в 1 сварочный аппарат / сварочный аппарат
- 200 А
- Больше, чем MIG и сварка сердечником!
- Также можно выполнять сварку TIG с подъемом, ручную сварку и сварку алюминия.
- Дополнительный катушечный пистолет.
- Диапазон сварочного тока 230 В: MIG: 40-200 А; ММА: 40-200А; TIG: 15-200A115V: MIG: 40-120A; ММА: 40-120А; TIG: 15-120 А; 30% при номинальном рабочем цикле 200 А
- Диаметр сварочной проволоки для сварки MIG: 0,024 / 0,031 / 0,039, толщина сварки: 19 га — 0,197 дюйма; Диаметр вольфрамовой иглы TIG: 0,063 0,094, толщина сварки: 25- 1/4 дюйма; Диаметр электрода MMA: 0,063-0,157 кислотный электрод, щелочной электрод, толщина сварки: 14ga-0,315 дюйма
- Легко читаемый цифровой дисплей с двойным напряжением
- Легко настраиваемая скорость подачи проволоки и сила тока для повторяемых сварных швов.
- VRD защита от перегрева и перегрузки с индикацией.
- Настройки индуктивности, регулируемые пользователем.
- Высокая мощность в легком и компактном устройстве, идеально подходящем для путешествий.
- Расширенные настройки индукции обеспечивают более гладкие и чистые сварные швы с меньшим разбрызгиванием, чем у других аппаратов того же ценового диапазона.
- Обеспечивает одинаково хорошую сварку MIG, Lift TIG и Stick при максимальной выходной мощности 200 А.
- Включает горелку MIG, горелку TIG, электрододержатель, зажим заземления, газовый шланг, компоненты лицевой маски и адаптер питания.
MIG155GSV Инверторный сварочный аппарат MIG / Stick на 155 А с двойным напряжением 220 В / 110 В
- Возможность двойного входного питания (входное напряжение 120 В для дома и окружающей среды с приводом от генератора или входное напряжение 230 В для приложений с более толстыми материалами)
- Диапазон сварки от 30 до 155 А.
- Сваривает низкоуглеродистую сталь до 1/4 дюйма, как MIG, порошковая сварка, так и сварка стержнем.
- Подает проволоку со скоростью от 78 дюймов до 472 дюймов в минуту и имеет плавно регулируемые скорость подачи проволоки и параметры нагрева.
- Защитное устройство холодного контактора сохраняет электрическую холодную сварочную проволоку до тех пор, пока не будет нажат спусковой крючок горелки.
- Легкий и портативный с компактным дизайном.
- Машина для сварки MIG и самозащитной порошковой проволокой, оснащенная уникальной электронной схемой реактора, которая может точно контролировать передачу короткого замыкания и смешанную передачу, что привело к лучшей производительности, чем у других аппаратов.
- Стабильная скорость подачи проволоки.
- Энергосбережение и отсутствие электромагнитных помех.
На все наши продукты распространяется 2-летняя гарантия и 5% возврата в качестве вознаграждения! Если у вас есть вопросы о наших сварочных аппаратах MIG или других продуктах, обращайтесь в нашу службу технической поддержки по телефону (651) 329-2686.
Направляющая для сварочного кабеля
| Что такое сварочный кабель? Сварочный кабель предназначен для использования в электродуговых сварочных аппаратах для питания электрода — металлического стержня специальной конструкции, который проводит заряд.Заряд, переносимый электродом, необходим для образования электрической дуги, источника тепла, между электродом и свариваемыми металлами. Сварочный кабель очень прочный и гибкий . Для дуговой сварки необходимо, чтобы человек перемещал электрод по цеху и вдоль свариваемых стыков, поэтому очень важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество жил и резиновая изоляция повышают гибкость кабеля. Прочный кабель важен в промышленных условиях, где истирание, порезы, ожоги от искр, а также воздействие масла и воды могут быстро привести к износу более слабого кабеля. Сварочный кабельTEMCo представляет собой очень гибкий многожильный медный провод № 30 с изоляцией из высококачественного черного EPDM. Бумажный сепаратор используется для улучшения полос. Максимальная рабочая температура проводника составляет 105 ° C в цепях с напряжением не более 600 вольт. Минимальная температура -50 ° C. Ознакомьтесь с нашим руководством ниже, чтобы узнать больше о размерах сварочного кабеля и его применении.Полный ассортимент нашей продукции также доступен ниже. | Индекс Размеры и применение |
Размеры и применение
Это руководство предназначено для информирования и поддержки в правильном выборе и использовании сварочного кабеля. Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с определением размеров и выбором деталей для вашего конкретного применения.
Калибр
Для сварочных работ следует учитывать следующие технические характеристики:
Допустимая нагрузка: Допустимая нагрузка — это максимальная сила тока, с которой кабель может безопасно справиться. Дополнительную информацию см. В разделе о допустимой нагрузке сварочного кабеля.
Длина: Ваш кабель должен быть достаточно длинным, чтобы дотянуться до каждого угла помещения, в котором вы будете выполнять сварку. Вы должны иметь в виду (1) один кабель соединяет сварочный аппарат с электродом и (2) другой кабель будет Подключите сварочный аппарат к свариваемой детали (также известный как рабочий зажим или заземляющий провод).
Калибр: Чем длиннее и тоньше сварочный кабель, тем ниже допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстые размеры, чтобы компенсировать длину и предотвратить повреждение вашего аппарата.
Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ. Куртки из неопрена и EPDM обладают гибкостью, устойчивы к суровой погоде, истиранию, влаге и воде. Однако они не подходят для воздействия газа или другой жидкости на нефтяной основе.ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
Гибкость: Чем больше количество жил, тем гибче кабель.
Цвет: Возможно, вам понадобятся дополнительные цвета изоляции, чтобы различать разные кабели.
| Калибр | Максимальный ток | Номинальный наружный диаметр (дюймы) | Диаметр проводника (дюймы) | Скрутка проводов |
| 6 AWG | 115 | 0.303 | 0,2 | 260/30 |
| 4 AWG | 150 | 0,331 | 0,228 | 364/30 |
| 2 AWG | 205 | 0,413 | 0,3 | 624/30 |
| 1 AWG | 240 | 0,481 | 0,343 | 767/30 |
| 1/0 | 285 | 0.526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 |
| 3/0 | 380 | 0,621 | 0,465 | 1547/30 |
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Приложения
Дуговая сварка: Для сварки требуются два кабеля: один соединяет машину с электродом, а другой соединяет машину с свариваемой заготовкой, и эти два кабеля образуют замкнутую цепь.
Другое применение: Сварочные кабели долговечны и гибки и часто используются в качестве кабелей для развлекательных или сценических осветительных приборов, систем освещения и звука, а также транспортных средств связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесному (или наматывающемуся) кабелю на подъемниках и кранах.
Это руководство по портативному сварочному аппарату — отличный пример того, как вы можете использовать сварочный кабель TEMCo в своих личных проектах.В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторной батареи / транспортного средства к сварочному аппарату.
Пропускная способность
Допустимая сила тока или допустимая сила тока — это максимальная величина электрического тока, которую сварочный кабель может безопасно проводить. Различные сварочные кабели, работающие с одинаковым напряжением, будут иметь разные номинальные токи в зависимости от нескольких факторов, в том числе: длины кабеля, размера (калибра) провода, номинальной температуры изоляции и типа машины, к которой подключены кабели.
Что влияет на допустимую нагрузку сварочного кабеля?
Электрическое сопротивление (в омах) и температура изоляции: Чем больше ампер вы пропускаете через кабель, тем сильнее он становится. Чем выше рейтинг сопротивления сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции.
Размер и длина кабеля: Номинальная допустимая нагрузка уменьшается по мере того, как кабель становится длиннее и тоньше.
Температура окружающей среды: Электрическое сопротивление увеличивается при повышении температуры. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, лежащих слишком близко или друг на друге, рассеивают меньше тепла.
Таблица размеров AWG
Размер сварочного кабеля измеряется в соответствии со стандартом American Wire Gauge (AWG). Размеры AWG будут иметь три числа, например «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
В приведенной ниже справочной таблице AWG указаны размеры и размеры сварочного кабеля.
| AWG | Диаметр (дюйм) | Диаметр (мм) | Круглый Mil |
| 4/0 | 0,4600 | 11,6840 | 211593,92 |
| 3/0 | 0,4096 | 10,4038 | 167767.34 |
| 2/0 | 0,3648 | 9,2659 | 133075.22 |
| 1/0 | 0,3249 | 8,2525 | 105556.98 |
| 1 | 0,2893 | 7,3482 | 83692.09 |
| 2 | 0,2580 | 6.5532 | 66562.09 |
| 3 | 0.2290 | 5,8166 | 52439,49 |
| 4 | 0,2040 | 5,1816 | 41614,80 |
| 5 | 0,1820 | 4.6228 | 33123,05 |
| 6 | 0,1620 | 4,1154 | 26250,70 |
| 7 | 0,1443 | 3.6648 | 20817.56 |
| 8 | 0,1285 | 3,2639 | 16511,78 |
| 9 | 0,1144 | 2,9058 | 13086.98 |
| 10 | 0,1019 | 2,5883 | 10383,31 |
| 11 | 0,0907 | 2.3038 | 8226,25 |
| 12 | 0.0808 | 2,0523 | 6528,45 |
| 13 | 0,0720 | 1,8288 | 5183,85 |
| 14 | 0,0641 | 1,6281 | 4108,69 |
| 15 | 0,0571 | 1,4503 | 3260.32 |
| 16 | 0,0508 | 1,2903 | 2580.57 |
| 17 | 0,0453 | 1,1506 | 2052,03 |
| 18 | 0,0403 | 1.0236 | 1624,04 |
| 19 | 0,0359 | 0,9119 | 1288,77 |
| 20 | 0,0320 | 0,8128 | 1023,97 |
| 21 | 0.0285 | 0,7239 | 812,23 |
| 22 | 0,0253 | 0,6426 | 640,07 |
| 23 | 0,0226 | 0,5740 | 510,75 |
| 24 | 0,0201 | 0,5105 | 404,00 |
| 25 | 0,0179 | 0,4547 | 320.40 |
| 26 | 0,0159 | 0,4039 | 252,80 |
| 27 | 0,0142 | 0,3607 | 201,63 |
| 28 | 0,0126 | 0,3200 | 158,76 |
| 29 | 0,0113 | 0,2870 | 127,69 |
| 30 | 0.0100 | 0,2540 | 100,00 |
| 31 | 0,0089 | 0,2261 | 79,21 |
| 32 | 0,0080 | 0,2032 | 64,00 |
| 33 | 0,0071 | 0,1803 | 50,41 |
| 34 | 0,0063 | 0,1600 | 39.69 |
| 35 | 0,0056 | 0,1422 | 31,36 |
| 36 | 0,0050 | 0,1270 | 25,00 |
| 37 | 0,0045 | 0,1143 | 20,25 |
| 38 | 0,0040 | 0,1016 | 16,00 |
| 39 | 0.0035 | 0,0889 | 12,25 |
| 40 | 0,0031 | 0,0787 | 9,61 |
Выбор продукта
Проводник: Полностью отожженная многожильная голая медь в соответствии с ASTM B-172
Оболочка: ЭПДМ высокого качества
Высокая гибкость
Устойчивость к порезам, разрывам, истиранию и влаге.
Для проводов для сварки сопротивлением вторичного напряжения и источников питания, не превышающих 600 В переменного тока.
6 AWG
Скрутка проводов: 259 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,32
Максимальный ток: 115
4 AWG
Скрутка проводов: 364 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,348
Максимальный ток: 150
2 AWG
Скрутка проводов: 624 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,42
Максимальный ток: 205
1 AWG
Скрутка проводов: 780/0.01 дюйм
Номинальный внешний диаметр (дюймы): 0,503
Максимальный ток: 240
1/0
Скрутка проводника: 988 / 0,01 дюйма
Номинальный внешний диаметр (дюйм): 0,533
Максимальный ток: 285
2/0
Скрутка проводов: 1235 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,586
Максимальный ток: 325
3/0 AWG
Скрутка проводов: 1539/0.01 дюйм
Номинальный внешний диаметр (дюймы): 0,675
Максимальный ток: 380
4 AWG
Скрутка проводов: 364 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,348
Максимальный ток: 150