Развитие сварочной техники и технологии в России реферат по технологии
Федеральное агентство науки и образования РФ Московский государственный технический университет «МАМИ» Кафедра АССиИ Предмет «История и методология науки в области технологии машиностроения» Реферат на тему: «Развитие сварочной техники и технологии в России» Выполнил Магистр 1 курса Проверил Москва 2006 PAGE 27 СОДЕРЖАНИЕ Введение 3 Возникновение и начальный период развития сварки 4 Развитие сварки металлов в XVIII – XIX вв. 10 Создание дуговой сварки 10 Дальнейшее усовершенствование дуговой сварки 15 Бурное развитие сварки в первой половине XX века 20 О современной сварке 26 Список использованных источников 29 PAGE 27 деятельности человека в хозяйстве. Древнейшие изделия из железа относятся к IV тыс. до н. э. и обнаружены в Египте. При сыродутном, или кричном, способе получения железа, который господствовал на протяжении тысячелетий, железо добывали непосредственно из руд в виде криц, применяя неоднократные проковки, чередовавшиеся с нагревом, выжимая шлак и добиваясь сваривания отдельных частиц железа. В те же отдаленные времена выработалось умение сваривать отдельные куски железа для соединения деталей и при починке сломанных железных орудий труда и оружия путем нагрева и последующей проковки. Так появилась кузнечная сварка – наиболее ранний широко распространенный способ сварочных работ. Археологические находки показывают, что кузнечная сварка применялась уже в очень отдаленные времена. В VIII – VII вв. до н. э. в Восточной Европе появляются биметаллические мечи и кинжалы, при изготовлении которых соединяли бронзу и железо. Появление их, видимо, было связано с тем, что еще не было освоено изготовление из железа деталей сложной конфигурации и ручки с навершием и перекрестием легче было отлить из бронзы. Подтверждением этого может служить тот факт, что относящиеся к тому же времени цельножелезные мечи делались без перекрестия и с очень слабо выраженным брусковидным навершием. Исследования биметаллических мечей показали, что лезвия их выковывались из железа низко или среднеуглеродистой стали (до 0,6 %).
В те же отдаленные времена выработалось умение сваривать отдельные куски железа для соединения деталей и при починке сломанных железных орудий труда и оружия путем нагрева и последующей проковки. Так появилась кузнечная сварка – наиболее ранний широко распространенный способ сварочных работ. Археологические находки показывают, что кузнечная сварка применялась уже в очень отдаленные времена. В VIII – VII вв. до н. э. в Восточной Европе появляются биметаллические мечи и кинжалы, при изготовлении которых соединяли бронзу и железо. Появление их, видимо, было связано с тем, что еще не было освоено изготовление из железа деталей сложной конфигурации и ручки с навершием и перекрестием легче было отлить из бронзы. Подтверждением этого может служить тот факт, что относящиеся к тому же времени цельножелезные мечи делались без перекрестия и с очень слабо выраженным брусковидным навершием. Исследования биметаллических мечей показали, что лезвия их выковывались из железа низко или среднеуглеродистой стали (до 0,6 %). Здесь мы встречаемся с древнейшими случаями применения сварки черных металлов кузнецами киммерийской эпохи. Крицы, получавшиеся в сыродутых горнах, и сделанные из них заготовки были еще маленькими, и из них нельзя было выковать более или менее крупные вещи. Поэтому, когда кузнецам понадобилось изготовить мечи с длинными лезвиями (найдены мечи до 95 см.), они вынуждены были применить кузнечную сварку однородного металла, соединяя внахлестку концы двух заготовок. В скифскую эпоху (VII – III вв. до н. э.) все основные виды металлических орудий производства и оружия у племен Восточной Европы изготавливали из железа и стали. Была хорошо освоена преднамеренная цементация железа для получения стали и увеличения твердости режущих кромок орудий. Основным способом обработки железа и стали по-прежнему была свободная ковка. В то же время наряду с простыми изделиями из железа или стали кузнецы Скифии широко применяли также технологические приемы, в которых использовались различные виды кузнечной сварки.
Здесь мы встречаемся с древнейшими случаями применения сварки черных металлов кузнецами киммерийской эпохи. Крицы, получавшиеся в сыродутых горнах, и сделанные из них заготовки были еще маленькими, и из них нельзя было выковать более или менее крупные вещи. Поэтому, когда кузнецам понадобилось изготовить мечи с длинными лезвиями (найдены мечи до 95 см.), они вынуждены были применить кузнечную сварку однородного металла, соединяя внахлестку концы двух заготовок. В скифскую эпоху (VII – III вв. до н. э.) все основные виды металлических орудий производства и оружия у племен Восточной Европы изготавливали из железа и стали. Была хорошо освоена преднамеренная цементация железа для получения стали и увеличения твердости режущих кромок орудий. Основным способом обработки железа и стали по-прежнему была свободная ковка. В то же время наряду с простыми изделиями из железа или стали кузнецы Скифии широко применяли также технологические приемы, в которых использовались различные виды кузнечной сварки. Сварку применяли для увеличения размеров заготовки, придания изделиям нужной формы, соединения разнородных металлов с целью улучшения качества лезвий режущих и рубящих орудий. Для увеличения длины изделий сварку вели внахлестку. Таким образом, из нескольких полос среднеуглеродистой стали (0,3 – 0,4 % С) был выкован клинок меча VI – начала V вв. до н. э. (коллекция Государственного исторического музея Узбекистана). Во всех этих случаях сварка выполнена хорошо и сварные швы видны только на микрошлифах. Для лучшего соединения при такой сварке концы одной из стыкующихся деталей иногда делали с фигурным вырезом в виде ласточкина хвоста. Таким образом была PAGE 27 оформлена заготовка для навершия меча, украшенная стилизованной головкой грифона. Очень широко в скифский период применяли наварку накладных деталей при изготовлении мечей и деталей. Этот прием зафиксирован неоднократно. Так, для получения фигурного перекрестия скифского меча при помощи зубила вырезали соответствующую заготовку, которую обрабатывали точильным камнем, надевали на меч у начала рукоятки и затем сваривали кузнечным способом.
Сварку применяли для увеличения размеров заготовки, придания изделиям нужной формы, соединения разнородных металлов с целью улучшения качества лезвий режущих и рубящих орудий. Для увеличения длины изделий сварку вели внахлестку. Таким образом, из нескольких полос среднеуглеродистой стали (0,3 – 0,4 % С) был выкован клинок меча VI – начала V вв. до н. э. (коллекция Государственного исторического музея Узбекистана). Во всех этих случаях сварка выполнена хорошо и сварные швы видны только на микрошлифах. Для лучшего соединения при такой сварке концы одной из стыкующихся деталей иногда делали с фигурным вырезом в виде ласточкина хвоста. Таким образом была PAGE 27 оформлена заготовка для навершия меча, украшенная стилизованной головкой грифона. Очень широко в скифский период применяли наварку накладных деталей при изготовлении мечей и деталей. Этот прием зафиксирован неоднократно. Так, для получения фигурного перекрестия скифского меча при помощи зубила вырезали соответствующую заготовку, которую обрабатывали точильным камнем, надевали на меч у начала рукоятки и затем сваривали кузнечным способом. При изготовлении втулок копий и дротиков заготовку изгибали на конической оправке и иногда производили сварку краев внахлестку. Но хороших соединений при этом не наблюдается, видимо, потому, что при работе на оправке трудно было произвести хорошую проковку. Наконец, можно отметить еще один прием, применявшийся при изготовлении боевых топоров. Для получения проушины заготовку с одной стороны сначала разрубали, затем при помощи круглой оправки формировали среднюю часть топора с отверстием, а обушную часть сваривали. Такая технология, зафиксированная на топоре VI в. до н. э., может быть объяснена тем, что кузнецу трудно было произвести прошивку толстой стальной заготовки для получения отверстия. Гораздо большее значение для развития техники обработки черных металлов имела сварка железа с разным содержанием углерода с целью улучшения качества лезвия режущих и рубящих орудий. Среди таких изделий можно выделить пять видов кузнечной сварки, требовавших большого мастерства кузнецов, ввиду того, что температура сварки железа с различным содержанием углерода неодинакова.
При изготовлении втулок копий и дротиков заготовку изгибали на конической оправке и иногда производили сварку краев внахлестку. Но хороших соединений при этом не наблюдается, видимо, потому, что при работе на оправке трудно было произвести хорошую проковку. Наконец, можно отметить еще один прием, применявшийся при изготовлении боевых топоров. Для получения проушины заготовку с одной стороны сначала разрубали, затем при помощи круглой оправки формировали среднюю часть топора с отверстием, а обушную часть сваривали. Такая технология, зафиксированная на топоре VI в. до н. э., может быть объяснена тем, что кузнецу трудно было произвести прошивку толстой стальной заготовки для получения отверстия. Гораздо большее значение для развития техники обработки черных металлов имела сварка железа с разным содержанием углерода с целью улучшения качества лезвия режущих и рубящих орудий. Среди таких изделий можно выделить пять видов кузнечной сварки, требовавших большого мастерства кузнецов, ввиду того, что температура сварки железа с различным содержанием углерода неодинакова. При изготовлении копий, дротиков, серпов, ножей и пр. Применяли сварку двух полос железа и стали с выходом последней на режущую часть лезвия. Это давало хорошее сочетание мягкого и вязкого железа или низкоуглеродистой стали с твердой, но хрупкой сталью, содержащей большое количество углерода. Хорошим примером такого изделия является нож из городища скифской эпохи. Лезвие его сделано сваркой полосы низкоуглеродистой стали (0,1 – 0,2 % С) с высокоуглеродистой сталью (0,6 – 0,7 С). Довольно часто при изготовлении ножей, серпов и топоров кузнецы ограничивались наваркой небольшой стальной пластины на режущую часть лезвия. К числу таких изделий относится нож из Бельского городища скифской эпохи, у которого на основу из низкоуглеродистой стали, практически железа (0,1 – 0,15 % С), наварена пластина из стали (0,4 – 0,5 % С). В одном случае при исследовании обломка меча из Восточно-Бельского городища оказалось, что стальные пластинки наварены с обеих сторон обоюдоострого клинка. Реже встречалась в скифское время сварка, при которой между двумя более мягкими пластинами заключалась пластина из более твердой стали.
При изготовлении копий, дротиков, серпов, ножей и пр. Применяли сварку двух полос железа и стали с выходом последней на режущую часть лезвия. Это давало хорошее сочетание мягкого и вязкого железа или низкоуглеродистой стали с твердой, но хрупкой сталью, содержащей большое количество углерода. Хорошим примером такого изделия является нож из городища скифской эпохи. Лезвие его сделано сваркой полосы низкоуглеродистой стали (0,1 – 0,2 % С) с высокоуглеродистой сталью (0,6 – 0,7 С). Довольно часто при изготовлении ножей, серпов и топоров кузнецы ограничивались наваркой небольшой стальной пластины на режущую часть лезвия. К числу таких изделий относится нож из Бельского городища скифской эпохи, у которого на основу из низкоуглеродистой стали, практически железа (0,1 – 0,15 % С), наварена пластина из стали (0,4 – 0,5 % С). В одном случае при исследовании обломка меча из Восточно-Бельского городища оказалось, что стальные пластинки наварены с обеих сторон обоюдоострого клинка. Реже встречалась в скифское время сварка, при которой между двумя более мягкими пластинами заключалась пластина из более твердой стали. В результате получалось высококачественное самозатачивающееся лезвие, так как мягкие боковые пластины изнашивались быстрее средней. Также редкостью в скифскую эпоху являются изделия, лезвия которых имеют структуру, напоминающую сварной дамаск. К таким изделиям относится PAGE 27 нож из Басовского городища, выкованный из заготовки, в которой перемежается несколько слоев железа и высокоуглеродистой стали, создающих на боковой поверхности ножа узор из темных и светлых полос. Таким образом, в скифский период раннего железного века кузнецы степных и лесостепных племен Восточной Европы уже хорошо освоили и широко применяли разнообразные приемы кузнечной сварки. В скифский период в некоторых случаях делались попытку произвести сварку бронзы с бронзой путем прилива, например при починке больших котлов на одной ножке и для присоединения к ним фигурных ручек. Однако прочного сварного соединения не получалось. Литейщики раннего железного века при починке котлов иногда просверливали в стенках их отверстия и заливали металл таким образом, что получалась соединяющая отливка, напоминающая по форме заклепку.
В результате получалось высококачественное самозатачивающееся лезвие, так как мягкие боковые пластины изнашивались быстрее средней. Также редкостью в скифскую эпоху являются изделия, лезвия которых имеют структуру, напоминающую сварной дамаск. К таким изделиям относится PAGE 27 нож из Басовского городища, выкованный из заготовки, в которой перемежается несколько слоев железа и высокоуглеродистой стали, создающих на боковой поверхности ножа узор из темных и светлых полос. Таким образом, в скифский период раннего железного века кузнецы степных и лесостепных племен Восточной Европы уже хорошо освоили и широко применяли разнообразные приемы кузнечной сварки. В скифский период в некоторых случаях делались попытку произвести сварку бронзы с бронзой путем прилива, например при починке больших котлов на одной ножке и для присоединения к ним фигурных ручек. Однако прочного сварного соединения не получалось. Литейщики раннего железного века при починке котлов иногда просверливали в стенках их отверстия и заливали металл таким образом, что получалась соединяющая отливка, напоминающая по форме заклепку. Интересно, что греческие мастера также не овладели полностью технологией сварки бронзы и редко ее применяли. Это хорошо видно на примере одной из амфор, найденных у с. Песчаное и относящихся к первой четверти V в. до н. э. При изготовлении ювелирных изделий из золота серебра и бронзы в раннем железном веке широко использовали пайку. В странах Древнего Востока, в том числе Египте, применялась пайка золота золотым припоем, меди серебром или сплава меди с серебром, а мягкий припой долго не был известен. С помощью пайки сделаны многие ювелирные изделия, найденные в курганах Скифии, начиная от золотых блях первой половины VI в. до н. э. с изображением пантеры (курган Келермес) и оленя (курган у станции Костромской) и кончая золотой пекторалью IV в. до н. э. из Толстой Могилы. Особо следует отметить такой шедевр микропайки золота, как золотые серьги из Кургана у Феодосии, на которых изображена миниатюрная четверка мчащихся лошадей с крылатой богиней Никой в колеснице, а также другие, сопровождающие эту центральную композицию фигуры и украшения, многие из которых трудно даже заметить невооруженным глазом.
Интересно, что греческие мастера также не овладели полностью технологией сварки бронзы и редко ее применяли. Это хорошо видно на примере одной из амфор, найденных у с. Песчаное и относящихся к первой четверти V в. до н. э. При изготовлении ювелирных изделий из золота серебра и бронзы в раннем железном веке широко использовали пайку. В странах Древнего Востока, в том числе Египте, применялась пайка золота золотым припоем, меди серебром или сплава меди с серебром, а мягкий припой долго не был известен. С помощью пайки сделаны многие ювелирные изделия, найденные в курганах Скифии, начиная от золотых блях первой половины VI в. до н. э. с изображением пантеры (курган Келермес) и оленя (курган у станции Костромской) и кончая золотой пекторалью IV в. до н. э. из Толстой Могилы. Особо следует отметить такой шедевр микропайки золота, как золотые серьги из Кургана у Феодосии, на которых изображена миниатюрная четверка мчащихся лошадей с крылатой богиней Никой в колеснице, а также другие, сопровождающие эту центральную композицию фигуры и украшения, многие из которых трудно даже заметить невооруженным глазом. В большинстве случаев пайка произведена золотом или реже серебром. В раннем железном веке, как и прежде, развитие металлообработки у различных племен в силу многих исторических причин происходило неравномерно. Даже у населения одной и той же зарубинецкой археологической культуры (II в. до н. э. – II в. н. э.) в технике обработки железа не наблюдается единства. Если среди изделий полесской, средне- и верхнеднепровской групп зафиксирована сварка только однородного металла и, по-видимому, не применялась сварка железа и стали, то исследования орудий зарубинецких племен Южного Побужья показали более высокий уровень развития металлообработки. В этой группе имеются ножи, выкованные с применением кузнечной сварки железа и стали, и с использованием закалки. Обработка железа у сарматских племен VI в. до н. э. – II в. н. э. изучена еще недостаточно. В Прохоровской культуре с IV в. до н. э. появляются своеобразные сарматские мечи, при изготовлении лезвий которых применялась сварка двух или трех полос железа и стали.
В большинстве случаев пайка произведена золотом или реже серебром. В раннем железном веке, как и прежде, развитие металлообработки у различных племен в силу многих исторических причин происходило неравномерно. Даже у населения одной и той же зарубинецкой археологической культуры (II в. до н. э. – II в. н. э.) в технике обработки железа не наблюдается единства. Если среди изделий полесской, средне- и верхнеднепровской групп зафиксирована сварка только однородного металла и, по-видимому, не применялась сварка железа и стали, то исследования орудий зарубинецких племен Южного Побужья показали более высокий уровень развития металлообработки. В этой группе имеются ножи, выкованные с применением кузнечной сварки железа и стали, и с использованием закалки. Обработка железа у сарматских племен VI в. до н. э. – II в. н. э. изучена еще недостаточно. В Прохоровской культуре с IV в. до н. э. появляются своеобразные сарматские мечи, при изготовлении лезвий которых применялась сварка двух или трех полос железа и стали.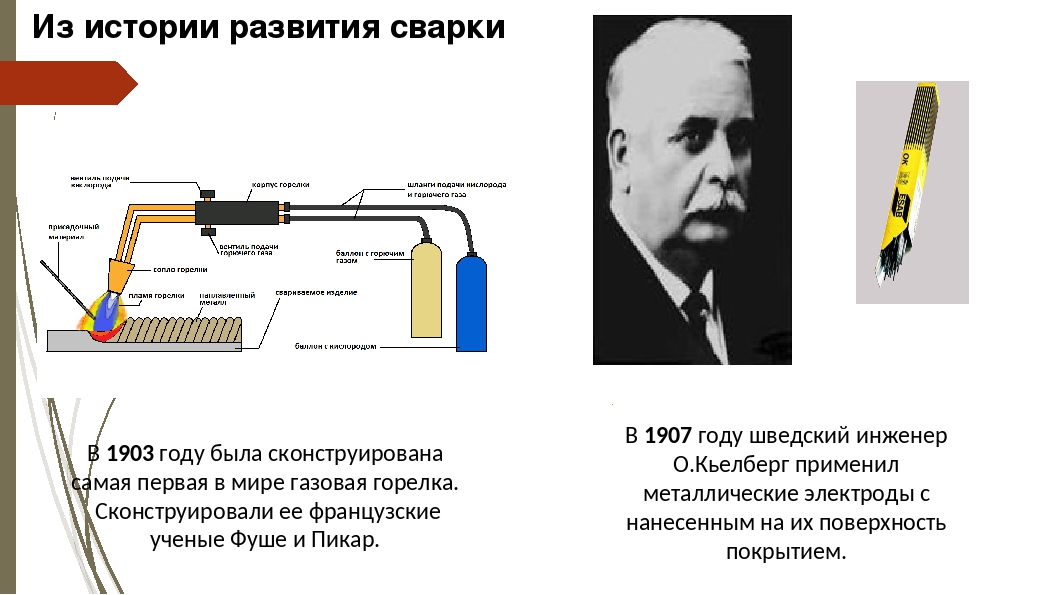 Дальнейшее развитие металлообработки наблюдается при изучении железных изделий сложной по этническому составу Черняховской культуры PAGE 27 РАЗВИТИЕ СВАРКИ МЕТАЛЛОВ В XVIII – XIX ВВ. Создание дуговой сварки Как известно, сварка металлов развивалась очень медленно. Совершенствовались кузнечная сварка, сварка заливкой жидким металлов и родственный процесс – пайка. В XIX в. в промышленности кузнечная сварка была механизирована. От кустарного производства перешли к заводскому цеху высокой производительности. Ручной труд молотобойца заменяется работой машин, механическими молотами с весом бойка до 1 т., производящими от 100 до 400 ударов в минуту. Стыки более крупных деталей обжимаются на мощных гидравлических прессах. Значительно улучшились конструкции печей для нагрева свариваемых деталей, заменивших первоначальные примитивные горны. Печи переводятся на твердое жидкое и газообразное топливо. Технология кузнечной сварки также была усовершенствована. Способом кузнечной сварки готовили биметалл.
Дальнейшее развитие металлообработки наблюдается при изучении железных изделий сложной по этническому составу Черняховской культуры PAGE 27 РАЗВИТИЕ СВАРКИ МЕТАЛЛОВ В XVIII – XIX ВВ. Создание дуговой сварки Как известно, сварка металлов развивалась очень медленно. Совершенствовались кузнечная сварка, сварка заливкой жидким металлов и родственный процесс – пайка. В XIX в. в промышленности кузнечная сварка была механизирована. От кустарного производства перешли к заводскому цеху высокой производительности. Ручной труд молотобойца заменяется работой машин, механическими молотами с весом бойка до 1 т., производящими от 100 до 400 ударов в минуту. Стыки более крупных деталей обжимаются на мощных гидравлических прессах. Значительно улучшились конструкции печей для нагрева свариваемых деталей, заменивших первоначальные примитивные горны. Печи переводятся на твердое жидкое и газообразное топливо. Технология кузнечной сварки также была усовершенствована. Способом кузнечной сварки готовили биметалл. Листы разнородных металлов собирали в пакет, который нагревали в печах и пропускали через валки прокатного стана. Значительное применение кузнечная сварка находила в производстве сварных стальных труб с прямолинейным продольным нахлесточным швом; кромки шва предварительно скашивали, заготовку нагревали в печи и, затем шов прокатывали на сердечнике. Таким способом изготавливали трубы диаметром от 40 до нескольких сотен миллиметров. Для повышения производительности сварки и качества сварного соединения стали применять сварку водяным газом на специальных установках, где металл нагревали мощными горелками, работавшими на водяном газе с воздухом, а нагретые кромки на той же машине сваривали проковкой механическими молотами и прокаткой нажимными роликами. Широко применялась кузнечная сварка в производстве разного вида инструментов и орудий труда. Однако во многих отраслях производства кузнечная сварка уже не удовлетворяла возросшим требованиям техники. В конце XIX в. на основе достижений в области физики и электротехники в развитии сварки произошел прорыв.
Листы разнородных металлов собирали в пакет, который нагревали в печах и пропускали через валки прокатного стана. Значительное применение кузнечная сварка находила в производстве сварных стальных труб с прямолинейным продольным нахлесточным швом; кромки шва предварительно скашивали, заготовку нагревали в печи и, затем шов прокатывали на сердечнике. Таким способом изготавливали трубы диаметром от 40 до нескольких сотен миллиметров. Для повышения производительности сварки и качества сварного соединения стали применять сварку водяным газом на специальных установках, где металл нагревали мощными горелками, работавшими на водяном газе с воздухом, а нагретые кромки на той же машине сваривали проковкой механическими молотами и прокаткой нажимными роликами. Широко применялась кузнечная сварка в производстве разного вида инструментов и орудий труда. Однако во многих отраслях производства кузнечная сварка уже не удовлетворяла возросшим требованиям техники. В конце XIX в. на основе достижений в области физики и электротехники в развитии сварки произошел прорыв.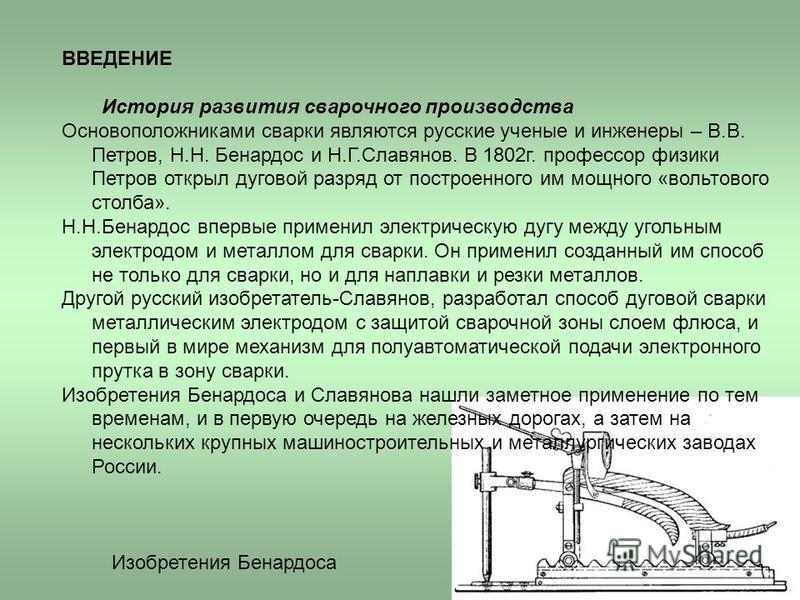 За короткий срок был создан ряд новых способов сварки, являющихся основой сварочной техники и в наше время. Источником нагрева для самого распространенного до настоящего времени вида сварки служит электрическая дуга. Честь открытия явления электродугового разряда принадлежит русскому ученому академику В. В. Петрову. Василий Владимирович Петров родился в 1761 г. В городе Обояни Курской губернии. Преподавал физику и математику в горном училище в Барнауле, в 1793 г. был переведен в Медико-хирургическое училище в Петербург. Здесь Петров проработал 41 год — до конца своей жизни (1834) и создал большой физический кабинет, в свое время бывшей одной из лучших физических лабораторий мира. Высокообразованный человек, он владел многими языками, внимательно следил за иностранной литературой и поддерживал связи с европейскими учеными. Был искусным экспериментатором и прекрасным педагогом. Петров был назначен ординарным PAGE 27 профессором Медико-хирургической академии в 1801 г., избран членом- корреспондентом Петербургской академии наук в 1803 г.
За короткий срок был создан ряд новых способов сварки, являющихся основой сварочной техники и в наше время. Источником нагрева для самого распространенного до настоящего времени вида сварки служит электрическая дуга. Честь открытия явления электродугового разряда принадлежит русскому ученому академику В. В. Петрову. Василий Владимирович Петров родился в 1761 г. В городе Обояни Курской губернии. Преподавал физику и математику в горном училище в Барнауле, в 1793 г. был переведен в Медико-хирургическое училище в Петербург. Здесь Петров проработал 41 год — до конца своей жизни (1834) и создал большой физический кабинет, в свое время бывшей одной из лучших физических лабораторий мира. Высокообразованный человек, он владел многими языками, внимательно следил за иностранной литературой и поддерживал связи с европейскими учеными. Был искусным экспериментатором и прекрасным педагогом. Петров был назначен ординарным PAGE 27 профессором Медико-хирургической академии в 1801 г., избран членом- корреспондентом Петербургской академии наук в 1803 г. и академиком в 1807г. Открытие В. В. Петровым электродугового разряда стало возможным благодаря созданию источника электрического тока. В 1799 г. А. Вольта в Италии построил первый в мире источник электрического тока «вольтов столб», который состоял из разнородных металлических кружков (медь + цинк, серебро + цинк), проложенных бумажными кружками, смоченными водным раствором нашатыря. Через год, в 1800 г., Петров в Петербурге изготовил «вольтовы столбы» разного размера, а через два года он создал огромнейший в мире «вольтов столб» из 2100 пар металлических кружков-элементов. Эта батарея была наиболее мощным источником электрического тока в свое время. В 1802 г. впервые в мире В. В. Петров наблюдал дуговой разряд от построенного им сверхмощного «вольтова столба». Он отметил, что дуговой разряд является источником чрезвычайно яркого света, пригодного для освещения. Им было установлено, что дуговой разряд вызывает весьма высокую температуру, расплавляет и обращает в пары все металлы, которые в форме полосок и проволочек были введены в пламя дугового разряда.
и академиком в 1807г. Открытие В. В. Петровым электродугового разряда стало возможным благодаря созданию источника электрического тока. В 1799 г. А. Вольта в Италии построил первый в мире источник электрического тока «вольтов столб», который состоял из разнородных металлических кружков (медь + цинк, серебро + цинк), проложенных бумажными кружками, смоченными водным раствором нашатыря. Через год, в 1800 г., Петров в Петербурге изготовил «вольтовы столбы» разного размера, а через два года он создал огромнейший в мире «вольтов столб» из 2100 пар металлических кружков-элементов. Эта батарея была наиболее мощным источником электрического тока в свое время. В 1802 г. впервые в мире В. В. Петров наблюдал дуговой разряд от построенного им сверхмощного «вольтова столба». Он отметил, что дуговой разряд является источником чрезвычайно яркого света, пригодного для освещения. Им было установлено, что дуговой разряд вызывает весьма высокую температуру, расплавляет и обращает в пары все металлы, которые в форме полосок и проволочек были введены в пламя дугового разряда. Таким образом, наметились возможности практического применения дугового разряда для освещения и плавления металлов. К моменту открытия дугового разряда электротехника только начинала создаваться, электротехнической промышленности не было. Для технического использования дугового разряда прежде всего не хватало сколько-нибудь приемлемых источников тока для питания дуги. Кроме источников тока, необходима была различная электрическая аппаратура: выключатели, регуляторы, измерительные приборы, электрические провода, кабели и прочее. От открытия Петрова до крупнейшего технического применения его – изобретения Н. Н. Бенардосом дуговой сварки – прошло около 80 лет. Выдающийся английский физик М. Фарадей, в начале своего жизненного пути простой рабочий, в конце – член Королевского общества, экспериментально изучая электромагнетизм, открыл явление электромагнитной индукции и отсюда вывел принципы устройства электродвигателя (1821 г.) и электрического генератора. Английский физик Д. Максвелл провел математическую обработку исследований и вывел уравнения, характеризующие электромагнитные поля и происходящие в них процессы.
Таким образом, наметились возможности практического применения дугового разряда для освещения и плавления металлов. К моменту открытия дугового разряда электротехника только начинала создаваться, электротехнической промышленности не было. Для технического использования дугового разряда прежде всего не хватало сколько-нибудь приемлемых источников тока для питания дуги. Кроме источников тока, необходима была различная электрическая аппаратура: выключатели, регуляторы, измерительные приборы, электрические провода, кабели и прочее. От открытия Петрова до крупнейшего технического применения его – изобретения Н. Н. Бенардосом дуговой сварки – прошло около 80 лет. Выдающийся английский физик М. Фарадей, в начале своего жизненного пути простой рабочий, в конце – член Королевского общества, экспериментально изучая электромагнетизм, открыл явление электромагнитной индукции и отсюда вывел принципы устройства электродвигателя (1821 г.) и электрического генератора. Английский физик Д. Максвелл провел математическую обработку исследований и вывел уравнения, характеризующие электромагнитные поля и происходящие в них процессы. Большой вклад в развитие теоретических основ электротехники внесли русские ученые: академик Б. С. Якоби, академик Э. Х. Ленц, профессор Д. А. Лаченов и др. В середине XIX в. в ряде стран были разработаны конструкции дуговых ламп для бытового освещения и для прожекторов. Крупным изобретателем был П. Н. Яблочков. Он в 1876 г. создал так называемую «свечу Яблочкова», получившую применение в Петербурге, Париже и Лондоне. Были созданы и мощные дуговые лампы с автоматическими регуляторами, поддерживающими постоянную длину дуги. Работы над дуговыми лампами, прожекторами и их регуляторами позволили глубже изучить свойства дугового разряда и, несомненно, были полезны при создании и совершенствовании дуговой сварки. PAGE 27 Одним из важнейших этапов было создание З. Т. Граммом (Франция) в 1870 г. кольцевого якоря для электромагнитной машины, которая может быть электрическим генератором (динамо-машиной) или электрическим двигателем. Занимаясь дуговыми источниками света и источниками питания к ним – аккумуляторами, начал свою деятельность в области прикладной электротехники и электротехнологии Н.
Большой вклад в развитие теоретических основ электротехники внесли русские ученые: академик Б. С. Якоби, академик Э. Х. Ленц, профессор Д. А. Лаченов и др. В середине XIX в. в ряде стран были разработаны конструкции дуговых ламп для бытового освещения и для прожекторов. Крупным изобретателем был П. Н. Яблочков. Он в 1876 г. создал так называемую «свечу Яблочкова», получившую применение в Петербурге, Париже и Лондоне. Были созданы и мощные дуговые лампы с автоматическими регуляторами, поддерживающими постоянную длину дуги. Работы над дуговыми лампами, прожекторами и их регуляторами позволили глубже изучить свойства дугового разряда и, несомненно, были полезны при создании и совершенствовании дуговой сварки. PAGE 27 Одним из важнейших этапов было создание З. Т. Граммом (Франция) в 1870 г. кольцевого якоря для электромагнитной машины, которая может быть электрическим генератором (динамо-машиной) или электрическим двигателем. Занимаясь дуговыми источниками света и источниками питания к ним – аккумуляторами, начал свою деятельность в области прикладной электротехники и электротехнологии Н. Н. Бенардос. Н. Н. Бенардос родился в 1842 г. в деревне Херсонской губернии. Род Бенардосов ведет свое начало от деда П. Е. Бенардоса, который родился в 1763 г. в Греции и юношей приехал в Петербург, где окончил гимназию и кадетское училище, участвовал в войнах России с Турцией. Отец Бенардоса также был военным, участвовал в должности командира полка в Крымской войне 1853-1856 гг. Н. Н. Бенардос по обычаям того времени получил воспитание и образование дома. В 1862 г. он поступил в Киевский университет на медицинский факультет, но в 1866 г. перевелся в Петровскую земледельческую и лесную академию в Москве (ныне Тимирязевская академия). В конце 70 – начале 80-х гг. Н. Н. Бенардос, работая на электротехническом заводе в Петербурге на предприятии П. Н. Яблочкова, начал соединять элементы свинцовых аккумуляторов, расплавляя кромки теплом электрической дуги. В 1881 г. он демонстрирует новый способ сварки металлов в лаборатории Кабота в Париже. Вот что сказано о первых работах Бенардоса в известном электротехническом словаре Дюмона (Dumont): «Работая в 1881 г.
Н. Бенардос. Н. Н. Бенардос родился в 1842 г. в деревне Херсонской губернии. Род Бенардосов ведет свое начало от деда П. Е. Бенардоса, который родился в 1763 г. в Греции и юношей приехал в Петербург, где окончил гимназию и кадетское училище, участвовал в войнах России с Турцией. Отец Бенардоса также был военным, участвовал в должности командира полка в Крымской войне 1853-1856 гг. Н. Н. Бенардос по обычаям того времени получил воспитание и образование дома. В 1862 г. он поступил в Киевский университет на медицинский факультет, но в 1866 г. перевелся в Петровскую земледельческую и лесную академию в Москве (ныне Тимирязевская академия). В конце 70 – начале 80-х гг. Н. Н. Бенардос, работая на электротехническом заводе в Петербурге на предприятии П. Н. Яблочкова, начал соединять элементы свинцовых аккумуляторов, расплавляя кромки теплом электрической дуги. В 1881 г. он демонстрирует новый способ сварки металлов в лаборатории Кабота в Париже. Вот что сказано о первых работах Бенардоса в известном электротехническом словаре Дюмона (Dumont): «Работая в 1881 г. в лаборатории Кабота, Бенардос сделал первые попытки применения электрической энергии для сварки свинцовых пластин аккумуляторов. Так как результаты опытов оказались удовлетворительными, то Бенардос применил свой способ сварки и для других металлов, и таким путем был проведен к созданию новой промышленности». Своему изобретению Н. Н. Бенардос дал название «Электрогефест», произведя его от имени Гефеста – бога-кузнеца, покровителя ремесел в древнегреческой мифологии. После детальной разработки своего способа «Электрогефест» Н. Н. Бенардос получил патенты на него в Англии, Бельгии, Германии, Италии, России, США, Франции, Швеции и других странах. Русский патент или, как тогда называли, привилегию он получил только в 1886 г. за № 11982 на «Способ соединения и разъединения металлов непосредственным действием электрического тока». Сущность изобретения и его возможное применение сформулированы в изобретении следующим образом: «Предмет изобретения составляет способ соединения и разъединения металлов действием электрического тока, названный «Электрогефест» и основанный на непосредственном образовании вольтовой дуги между местом обработки металла, составляющим один электрод, и подводимою к этому месту рукояткою, содержащей другой электрод, соединенный с соответственным полюсом электрического тока.
в лаборатории Кабота, Бенардос сделал первые попытки применения электрической энергии для сварки свинцовых пластин аккумуляторов. Так как результаты опытов оказались удовлетворительными, то Бенардос применил свой способ сварки и для других металлов, и таким путем был проведен к созданию новой промышленности». Своему изобретению Н. Н. Бенардос дал название «Электрогефест», произведя его от имени Гефеста – бога-кузнеца, покровителя ремесел в древнегреческой мифологии. После детальной разработки своего способа «Электрогефест» Н. Н. Бенардос получил патенты на него в Англии, Бельгии, Германии, Италии, России, США, Франции, Швеции и других странах. Русский патент или, как тогда называли, привилегию он получил только в 1886 г. за № 11982 на «Способ соединения и разъединения металлов непосредственным действием электрического тока». Сущность изобретения и его возможное применение сформулированы в изобретении следующим образом: «Предмет изобретения составляет способ соединения и разъединения металлов действием электрического тока, названный «Электрогефест» и основанный на непосредственном образовании вольтовой дуги между местом обработки металла, составляющим один электрод, и подводимою к этому месту рукояткою, содержащей другой электрод, соединенный с соответственным полюсом электрического тока. С помощью этого способа могут выполнены следующие работы: соединение частей между собою, разъединение и разрезывание металлов на части, сверление или производство отверстий и полостей и направление слоями». PAGE 27 трудились известные металлурги, мастера-умельцы, прославившие Урал, где применялись многие наиболее прогрессивные методы получения и обработки металлов, стали для Славянова хорошей школой практической подготовки. В 1881 г. Н. Г. Славянов перешел на Омутнинские чугунолитейные и железоделательные заводы, где работал инженером для технических занятий. Здесь также, как и в Воткинском заводе, молодой энергичный инженер неоднократно пытался внести некоторые усовершенствования в производство. С 1883 г. и до конца своей жизни Н. Г. Славянов работал на Пермских казенных пушечных заводах, оснащенных новой техникой, которые выпускали артиллерийские орудия, успешно справлялись с изготовлением и ремонтом сложных машин и механизмов различного назначения и были укомплектованы опытными специалистами.
С помощью этого способа могут выполнены следующие работы: соединение частей между собою, разъединение и разрезывание металлов на части, сверление или производство отверстий и полостей и направление слоями». PAGE 27 трудились известные металлурги, мастера-умельцы, прославившие Урал, где применялись многие наиболее прогрессивные методы получения и обработки металлов, стали для Славянова хорошей школой практической подготовки. В 1881 г. Н. Г. Славянов перешел на Омутнинские чугунолитейные и железоделательные заводы, где работал инженером для технических занятий. Здесь также, как и в Воткинском заводе, молодой энергичный инженер неоднократно пытался внести некоторые усовершенствования в производство. С 1883 г. и до конца своей жизни Н. Г. Славянов работал на Пермских казенных пушечных заводах, оснащенных новой техникой, которые выпускали артиллерийские орудия, успешно справлялись с изготовлением и ремонтом сложных машин и механизмов различного назначения и были укомплектованы опытными специалистами.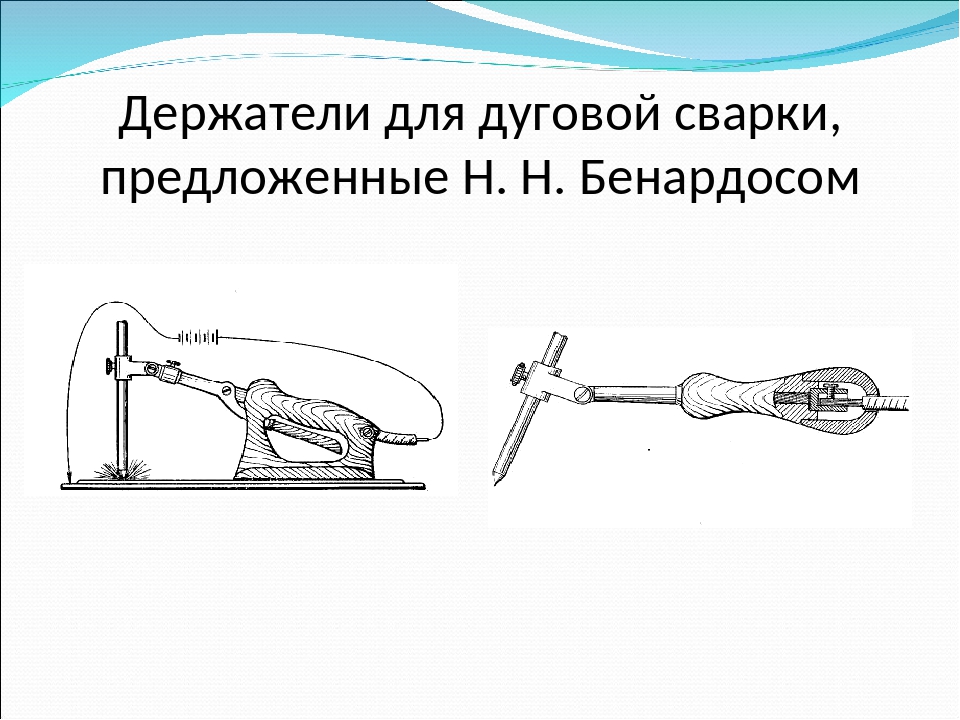 Н. Г. Славянов прилагал большие усилия к дальнейшему развитию производства на основе электротехники и электротехнологии, стремясь в первую очередь улучшить качество изготавливаемой продукции. Для целей электрометаллургии и освещения он спроектировал и построил две мощные по тому времени динамо-машины постоянного тока с приводами от паровых машин: на номинальный ток 300 А при напряжении 60 В и 1000 А при напряжении 100 В. Обладая глубокими знаниями металлургии и электротехники, Н. Г. Славянов разработал способ дуговой сварки металлическим плавящимся электродом с защитой сварочной зоны слоем порошкообразного вещества- флюса и первый в мире механизм – «электроплавильник» для полуавтоматической подачи электродного прутка в зону сварки. Новаторской была идея исключить из сварочной цепи аккумуляторную батарею, оставив в качестве источника питания только генератор (1888 г.). Способ получил название «дуговая сварка по способу Славянова». Под ним подразумевают сварку плавящимся металлическим электродом.
Н. Г. Славянов прилагал большие усилия к дальнейшему развитию производства на основе электротехники и электротехнологии, стремясь в первую очередь улучшить качество изготавливаемой продукции. Для целей электрометаллургии и освещения он спроектировал и построил две мощные по тому времени динамо-машины постоянного тока с приводами от паровых машин: на номинальный ток 300 А при напряжении 60 В и 1000 А при напряжении 100 В. Обладая глубокими знаниями металлургии и электротехники, Н. Г. Славянов разработал способ дуговой сварки металлическим плавящимся электродом с защитой сварочной зоны слоем порошкообразного вещества- флюса и первый в мире механизм – «электроплавильник» для полуавтоматической подачи электродного прутка в зону сварки. Новаторской была идея исключить из сварочной цепи аккумуляторную батарею, оставив в качестве источника питания только генератор (1888 г.). Способ получил название «дуговая сварка по способу Славянова». Под ним подразумевают сварку плавящимся металлическим электродом. Ввиду значительных размеров ванны сварка выполнялась только в нижнем положении. Способ отличался значительной сложностью подготовки и выполнения, требовал высокого искусства от сварщика и мало походил на обычный в наши дни способ ручной сварки плавящимся электродом. При сварке по способу Славянова дуга плавит одновременно как металл изделия, так и электрод, и сварочный флюс, образуя общую сварочную ванну из жидкого металла, покрытого шлаком. Коэффициент полезного использования тепла дуги при этом значительно возрастает. Перед сваркой изделие нужно значительно подогреть для предупреждения слишком быстрого охлаждения сварочной ванны. По окончании сварки изделие покрывают теплоизолирующими материалами, замедляя охлаждение и делая его более равномерным. Для удержания жидкого металла ванны значительного объема нужно заформовывать изделие, ограждать ванну угольными или графитными пластинами. В 1891 г. Н. Г. Славянов получил патент (привилегию) № 8748 в России на способ дуговой сварки («электрической отливки» металлов).
Ввиду значительных размеров ванны сварка выполнялась только в нижнем положении. Способ отличался значительной сложностью подготовки и выполнения, требовал высокого искусства от сварщика и мало походил на обычный в наши дни способ ручной сварки плавящимся электродом. При сварке по способу Славянова дуга плавит одновременно как металл изделия, так и электрод, и сварочный флюс, образуя общую сварочную ванну из жидкого металла, покрытого шлаком. Коэффициент полезного использования тепла дуги при этом значительно возрастает. Перед сваркой изделие нужно значительно подогреть для предупреждения слишком быстрого охлаждения сварочной ванны. По окончании сварки изделие покрывают теплоизолирующими материалами, замедляя охлаждение и делая его более равномерным. Для удержания жидкого металла ванны значительного объема нужно заформовывать изделие, ограждать ванну угольными или графитными пластинами. В 1891 г. Н. Г. Славянов получил патент (привилегию) № 8748 в России на способ дуговой сварки («электрической отливки» металлов). Большая группа опытных электросварщиков, которых Славянов готовил сам, мощная по тем временам электролитейная фабрика, или сварочный цех, созданная электрическая аппаратура, генераторы постоянного тока позволили Пермским PAGE 27 пушечным заводам в короткие сроки и качественно выполнить всевозможные, преимущественно ремонтные, сварочные работы. Сварка стала применяться при изготовлении основной продукции заводов – орудийных систем. Пермские пушечные заводы обслуживали обширный район Урала и Поволжья и выполняли заказы многих предприятий. Для улучшения качества металла были применены раскислители (ферросилиций и ферроалюминий) и легирующие присадки, в первую очередь ферромарганец, вводимый в сварочную ванну. Раскислители и легирующие присадки были разработаны также для меди и бронзы. Специфичной работой того времени было исправление церковных колоколов – заварка образовавшихся трещин, причем обязательным требованием было сохранение частоты звука. В 1893 – 1894 гг. на электролитейной фабрике пушечных заводов было исправлено 34 колокола общим весом 26,5 т.
Большая группа опытных электросварщиков, которых Славянов готовил сам, мощная по тем временам электролитейная фабрика, или сварочный цех, созданная электрическая аппаратура, генераторы постоянного тока позволили Пермским PAGE 27 пушечным заводам в короткие сроки и качественно выполнить всевозможные, преимущественно ремонтные, сварочные работы. Сварка стала применяться при изготовлении основной продукции заводов – орудийных систем. Пермские пушечные заводы обслуживали обширный район Урала и Поволжья и выполняли заказы многих предприятий. Для улучшения качества металла были применены раскислители (ферросилиций и ферроалюминий) и легирующие присадки, в первую очередь ферромарганец, вводимый в сварочную ванну. Раскислители и легирующие присадки были разработаны также для меди и бронзы. Специфичной работой того времени было исправление церковных колоколов – заварка образовавшихся трещин, причем обязательным требованием было сохранение частоты звука. В 1893 – 1894 гг. на электролитейной фабрике пушечных заводов было исправлено 34 колокола общим весом 26,5 т. Исправлением московского Царь- колокола весом в 200 т. занимались Н. Н. Бенардос и Н. Г. Славянов, которые детально обследовали колокол, провели предварительные опыты и представили проекты исправления колокола. Эта работа не была разрешена и осталась неосуществленной. Известность Славянова и изобретенного им способа быстро возрастали. Помимо патента в России, Славянов получил патенты во Франции, Германии, Италии, Австро-Венгрии, Бельгии, США, Швеции. В 1892 г. он был награжден золотой медалью Русского технического общества на IV электротехнической выставке в Петербурге. В 1893 г. получил диплом и большую золотую медаль на Всемирной электротехнической выставке в Чикаго, США. С дуговой сваркой тесно связано другое крупное изобретение Н. Г. Славянова – уплотнение отливок (патент № 8747, выданный в 1891г.). Он предложил в отлитом слитке расплавлять верхнюю часть мощной дугой и достаточно долго удерживать метал в верхней части слитка в расплавленном состоянии. Благодаря этому газовые пузыри и неплотности выходят на поверхность слитка.
Исправлением московского Царь- колокола весом в 200 т. занимались Н. Н. Бенардос и Н. Г. Славянов, которые детально обследовали колокол, провели предварительные опыты и представили проекты исправления колокола. Эта работа не была разрешена и осталась неосуществленной. Известность Славянова и изобретенного им способа быстро возрастали. Помимо патента в России, Славянов получил патенты во Франции, Германии, Италии, Австро-Венгрии, Бельгии, США, Швеции. В 1892 г. он был награжден золотой медалью Русского технического общества на IV электротехнической выставке в Петербурге. В 1893 г. получил диплом и большую золотую медаль на Всемирной электротехнической выставке в Чикаго, США. С дуговой сваркой тесно связано другое крупное изобретение Н. Г. Славянова – уплотнение отливок (патент № 8747, выданный в 1891г.). Он предложил в отлитом слитке расплавлять верхнюю часть мощной дугой и достаточно долго удерживать метал в верхней части слитка в расплавленном состоянии. Благодаря этому газовые пузыри и неплотности выходят на поверхность слитка. Металл становится более плотным. Особенно важное значение имела книга Славянова «Электрическая отливка металлов». Это первое в мире научное руководство по дуговой сварке. Изобретения Бенардоса и Славянова нашли заметное применение по тем временам в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах. В начальный период дуговую сварку применяли для ремонта простых изделий, обычно наплавляли изношенные поверхности и заваривали трещины. Дальнейшее усовершенствование технологии сварки позволило применять ее для более ответственных работ. С помощью сварки ремонтировали паровозные цилиндры, рамы, изготовленные из проката, вагонные колеса. Заваривали трещины в бронзовых золотниках и в перемычках между отверстиями дымогарных решеток, наплавляли шейки паровозных и вагонных осей и пр. На Коломенском машиностроительном заводе «Электрогефест» применяли для сварки труб, резервуаров пневматических тормозов, керосиновых бачков и для ремонта чугунных изделий.
Металл становится более плотным. Особенно важное значение имела книга Славянова «Электрическая отливка металлов». Это первое в мире научное руководство по дуговой сварке. Изобретения Бенардоса и Славянова нашли заметное применение по тем временам в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах. В начальный период дуговую сварку применяли для ремонта простых изделий, обычно наплавляли изношенные поверхности и заваривали трещины. Дальнейшее усовершенствование технологии сварки позволило применять ее для более ответственных работ. С помощью сварки ремонтировали паровозные цилиндры, рамы, изготовленные из проката, вагонные колеса. Заваривали трещины в бронзовых золотниках и в перемычках между отверстиями дымогарных решеток, наплавляли шейки паровозных и вагонных осей и пр. На Коломенском машиностроительном заводе «Электрогефест» применяли для сварки труб, резервуаров пневматических тормозов, керосиновых бачков и для ремонта чугунных изделий. На Невском машиностроительном заводе в Петербурге при помощи сварки исправляли стальное и чугунное литье и выполняли наплавочные работы. PAGE 27 По способу Славянова успешно сваривали чугун и бронзу, стальные детали значительного сечения и ремонтировали всевозможные изделия. Качество сварочных работ находилось на высоком уровне, что подтверждается актами заказчиков и другими лицами. В 1897 г. по проекту Славянова сооружена крупная промышленная установка дуговой сварки (см. рисунок 2) на сталелитейном и машиностроительном заводе в Екатеринославле. Сварку применяли для исправления поверхностных дефектов стальных отливок. Эта установка имела большое значение в развитии промышленного применения дуговой сварки в России и в других Рисунок 2. Сварочная установка Славянова. Деталь (1) и металлический электрод (2) соединены с генератором тока (3). Устройство автоматической регулировки зазора между концами электродов (4) поддерживает непрерывное горение дуги. странах. В технических кругах зарубежных стран в тот период этот способ сварки был мало известен.
На Невском машиностроительном заводе в Петербурге при помощи сварки исправляли стальное и чугунное литье и выполняли наплавочные работы. PAGE 27 По способу Славянова успешно сваривали чугун и бронзу, стальные детали значительного сечения и ремонтировали всевозможные изделия. Качество сварочных работ находилось на высоком уровне, что подтверждается актами заказчиков и другими лицами. В 1897 г. по проекту Славянова сооружена крупная промышленная установка дуговой сварки (см. рисунок 2) на сталелитейном и машиностроительном заводе в Екатеринославле. Сварку применяли для исправления поверхностных дефектов стальных отливок. Эта установка имела большое значение в развитии промышленного применения дуговой сварки в России и в других Рисунок 2. Сварочная установка Славянова. Деталь (1) и металлический электрод (2) соединены с генератором тока (3). Устройство автоматической регулировки зазора между концами электродов (4) поддерживает непрерывное горение дуги. странах. В технических кругах зарубежных стран в тот период этот способ сварки был мало известен. В конце XIX в. установки «электрической отливки» металлов Славянова работали на заводе общества пароходства и торговли в Севастополе, на Луганском, Златоустовском, Сормовском и Ижевском заводах, в Одесских и Кронштадтских портовых мастерских. Для сварки по способу Славянова, требовавшей значительных сил тока, часто применяли импортные электрические генераторы. Передовые деятели русской техники понимали значение дуговой сварки для промышленности. Для дуговой сварки по способу Славянова нужны плавящиеся стальные электроды. Уже в 1907 г. шведский инженер О. Кьельберг предложил наносить на электроды слой покрытия из различных веществ, повышающих устойчивость горения дуги как на постоянном, так и на переменном токе. Позднее в состав покрытия стали вводить легирующие, газо- и шлакообразующие компоненты, что существенно повысило качество сварки. В Томском технологическом институте уже в 1914 г. выполнялись дипломные проекты по дуговой сварке. С 1913 г. в Москве начал выходить журнал автогенное дело.
В конце XIX в. установки «электрической отливки» металлов Славянова работали на заводе общества пароходства и торговли в Севастополе, на Луганском, Златоустовском, Сормовском и Ижевском заводах, в Одесских и Кронштадтских портовых мастерских. Для сварки по способу Славянова, требовавшей значительных сил тока, часто применяли импортные электрические генераторы. Передовые деятели русской техники понимали значение дуговой сварки для промышленности. Для дуговой сварки по способу Славянова нужны плавящиеся стальные электроды. Уже в 1907 г. шведский инженер О. Кьельберг предложил наносить на электроды слой покрытия из различных веществ, повышающих устойчивость горения дуги как на постоянном, так и на переменном токе. Позднее в состав покрытия стали вводить легирующие, газо- и шлакообразующие компоненты, что существенно повысило качество сварки. В Томском технологическом институте уже в 1914 г. выполнялись дипломные проекты по дуговой сварке. С 1913 г. в Москве начал выходить журнал автогенное дело. Однако, несмотря на первоначальные успехи русских изобретателей, инженеров и промышленников в деле разработки и внедрения дуговой PAGE 27 0 0 1 FБольшой Невер (Уссурийская желез ная дорога) по способу подращивания, предложенному В. П. Вологдиным2. Во Владивостоке было выполнено много других сварочных работ, 0 0 1 F 0 0 1 Fособен но следует отметить применение свар ки в судостроении. В 1930 г. под 0 0 1 Fруко водством В. П. Вологдина на Дальзаводе спроектирован, построен и 0 0 1 Fсдан в эксплуатацию первый в СССР цель носварной буксирный катер, при 0 0 1 Fизго товлении которого сэкономлено 22% металла и более 30% рабочей силы. В 20-е годы в нашей стране получила некоторое развитие термитная 0 0 1 Fсварка. В 1923 г. в Москве было сварено 612 сты ков трамвайных рельсов, а в 0 0 1 F1924 г. — около 4 тыс. стыков. Если в первое вре мя стыки рельсов сваривали 0 0 1 Fтермитом, который ввозился из-за границы, то на чиная с 1923 г. было 0 0 1 Fорганизовано про мышленное производство отечественного термита.
Однако, несмотря на первоначальные успехи русских изобретателей, инженеров и промышленников в деле разработки и внедрения дуговой PAGE 27 0 0 1 FБольшой Невер (Уссурийская желез ная дорога) по способу подращивания, предложенному В. П. Вологдиным2. Во Владивостоке было выполнено много других сварочных работ, 0 0 1 F 0 0 1 Fособен но следует отметить применение свар ки в судостроении. В 1930 г. под 0 0 1 Fруко водством В. П. Вологдина на Дальзаводе спроектирован, построен и 0 0 1 Fсдан в эксплуатацию первый в СССР цель носварной буксирный катер, при 0 0 1 Fизго товлении которого сэкономлено 22% металла и более 30% рабочей силы. В 20-е годы в нашей стране получила некоторое развитие термитная 0 0 1 Fсварка. В 1923 г. в Москве было сварено 612 сты ков трамвайных рельсов, а в 0 0 1 F1924 г. — около 4 тыс. стыков. Если в первое вре мя стыки рельсов сваривали 0 0 1 Fтермитом, который ввозился из-за границы, то на чиная с 1923 г. было 0 0 1 Fорганизовано про мышленное производство отечественного термита. Способ производства алюминиевого порошка путем воздушной пульверизации жидкого алюминия, предложенный М. А. Карасевым в 1925 г., оказался наиболее эффективным и широко используется в настоящее время в 0 01 Fмиро вой практике 0 0 1 Fпри изготовлении различ ных металлических порошков. К середине 20-х годов термитная сварка применялась в основном при сварке стыков рельсов и частично для исправления брака литья. Позднее, в 40-х 0 01 Fгодах, термит ная сварка начала применяться в судостроении для соединения деталей больших сечений. Учитывая возрастающую потребность в электросварочном оборудовании, советская электропромышленность приступила к изготовлению опытных электросварочных машин и аппаратов. Творчески осваивая достижения зарубежной техники, советские конструкторы создали ряд образцов отечественного сварочного оборудования. Первоначально создавались источники питания для дуговой сварки, а в дальнейшем и простейшие машины для контактной сварки. В 1924 г. В. П. Никитин3 разработал конструкцию сварочного трансформатора типа СТН без отдельного дросселя, который обеспечивал устойчивое горение дуги.
Способ производства алюминиевого порошка путем воздушной пульверизации жидкого алюминия, предложенный М. А. Карасевым в 1925 г., оказался наиболее эффективным и широко используется в настоящее время в 0 01 Fмиро вой практике 0 0 1 Fпри изготовлении различ ных металлических порошков. К середине 20-х годов термитная сварка применялась в основном при сварке стыков рельсов и частично для исправления брака литья. Позднее, в 40-х 0 01 Fгодах, термит ная сварка начала применяться в судостроении для соединения деталей больших сечений. Учитывая возрастающую потребность в электросварочном оборудовании, советская электропромышленность приступила к изготовлению опытных электросварочных машин и аппаратов. Творчески осваивая достижения зарубежной техники, советские конструкторы создали ряд образцов отечественного сварочного оборудования. Первоначально создавались источники питания для дуговой сварки, а в дальнейшем и простейшие машины для контактной сварки. В 1924 г. В. П. Никитин3 разработал конструкцию сварочного трансформатора типа СТН без отдельного дросселя, который обеспечивал устойчивое горение дуги. Сварочные машины и аппараты в те годы кустарно изготовляли многие предприятия. Одно из первых промышленное производство сварочного оборудования было организовано на ленинградском заводе «Электрик». Этот небольшой завод изготовлял различное электрическое оборудование. В 1923 г. по инициативе ведущих работников завода — начальника технического отдела PAGE 27 2 В. П. Вологдин (1883—1950) — доктор технических наук, профессор, один из пионеров электросварки в СССР. В 1925 г. при Дальневосточном университете создал кафедру сварки. В 1929 г. состоялся первый в СССР выпуск инженеров- сварщиков, Вологдин написал свыше 30 научных трудов, в том числе книги «Технология дуговой сварки», «Деформации и внутренние напряжения при сварке судовых конструкций. 3 В. П. Никитин (1893—1956) — крупный ученый в области электромеханики и электросварки, академик, заслуженный деятель науки и техники. Им написано около 150 работ по сварке. В. П. Никитина, инженеров К. К. Хренова и А. Е. Алексеева, ставших впоследствии известны ми учеными, начата разработка, а в марте 1924 г.
Сварочные машины и аппараты в те годы кустарно изготовляли многие предприятия. Одно из первых промышленное производство сварочного оборудования было организовано на ленинградском заводе «Электрик». Этот небольшой завод изготовлял различное электрическое оборудование. В 1923 г. по инициативе ведущих работников завода — начальника технического отдела PAGE 27 2 В. П. Вологдин (1883—1950) — доктор технических наук, профессор, один из пионеров электросварки в СССР. В 1925 г. при Дальневосточном университете создал кафедру сварки. В 1929 г. состоялся первый в СССР выпуск инженеров- сварщиков, Вологдин написал свыше 30 научных трудов, в том числе книги «Технология дуговой сварки», «Деформации и внутренние напряжения при сварке судовых конструкций. 3 В. П. Никитин (1893—1956) — крупный ученый в области электромеханики и электросварки, академик, заслуженный деятель науки и техники. Им написано около 150 работ по сварке. В. П. Никитина, инженеров К. К. Хренова и А. Е. Алексеева, ставших впоследствии известны ми учеными, начата разработка, а в марте 1924 г. изготовлен первый сварочный преобразователь типа СМ-1 для питания дуги постоянного тока. Первые сварочные генераторы и агрегаты изготавливались в индивидуальном порядке, были дорогими и малонадежными. В 1926 г. в номенклатуре завода «Электрик» появились сварочные трансформаторы СТ-2 с отдельным дросселем, более дешевые и надежные, чем генераторы постоянного тока. Началась разработка контактных сварочных машин, производство которых было переведено с Харьковского электромеханического завода. К этому времени на ХЭМЗ был разработан ряд машин для контактной сварки — точечной (АТ-8), стыковой (АС-25), шовной (АШ-8) и т. д. В 1926 г. на заводе «Электрик» была создана первая машина для точечной сварки. В 1928 г. на заводе создается электросварочная лаборатория, которая провела большие исследования по технологии дуговой и контактной сварки, позволившие разработать необходимое стране различное электросварочное оборудование. Большое значение для развития сварки имела организация собственного производства электродов для дуговой сварки.
изготовлен первый сварочный преобразователь типа СМ-1 для питания дуги постоянного тока. Первые сварочные генераторы и агрегаты изготавливались в индивидуальном порядке, были дорогими и малонадежными. В 1926 г. в номенклатуре завода «Электрик» появились сварочные трансформаторы СТ-2 с отдельным дросселем, более дешевые и надежные, чем генераторы постоянного тока. Началась разработка контактных сварочных машин, производство которых было переведено с Харьковского электромеханического завода. К этому времени на ХЭМЗ был разработан ряд машин для контактной сварки — точечной (АТ-8), стыковой (АС-25), шовной (АШ-8) и т. д. В 1926 г. на заводе «Электрик» была создана первая машина для точечной сварки. В 1928 г. на заводе создается электросварочная лаборатория, которая провела большие исследования по технологии дуговой и контактной сварки, позволившие разработать необходимое стране различное электросварочное оборудование. Большое значение для развития сварки имела организация собственного производства электродов для дуговой сварки. В нашей стране в 20-е годы электроды изготовляли кустарным способом и в небольшом количестве. Пионерами электродного производства являются металлургический завод им. Г. И. Петровского в Днепропетровске и Белорецкий завод на Урале. Для развития сварки в нашей стране историческую роль сыграло специальное постановление Совета Труда и Обороны от 11 августа 1929 г. Этим постановлением было намечено создание материально-технической базы производства сварочного оборудования и материалов. В ноябре 1931 г. создано Всесоюзное научное инженерно-техническое общество сварщиков (ВНИТОС). Основной задачей общества было содействие дальнейшему развитию сварочной техники и сварочного производства в нашей стране. В период 1930—1935 гг. в СССР было изготовлено не менее 150 тыс. т. сварных конструкций. В 1940 г. выпуск сварных изделий в СССР составлял 2,5 млн. т. К 1931 г. всем к тому времени известный завод «Электрик» превратился в крупнейший завод электросварочного оборудования в Европе, и на нем было прекращено производство машин СМ и освоен выпуск более совершенных однопостовых генераторов типа СМГ.
В нашей стране в 20-е годы электроды изготовляли кустарным способом и в небольшом количестве. Пионерами электродного производства являются металлургический завод им. Г. И. Петровского в Днепропетровске и Белорецкий завод на Урале. Для развития сварки в нашей стране историческую роль сыграло специальное постановление Совета Труда и Обороны от 11 августа 1929 г. Этим постановлением было намечено создание материально-технической базы производства сварочного оборудования и материалов. В ноябре 1931 г. создано Всесоюзное научное инженерно-техническое общество сварщиков (ВНИТОС). Основной задачей общества было содействие дальнейшему развитию сварочной техники и сварочного производства в нашей стране. В период 1930—1935 гг. в СССР было изготовлено не менее 150 тыс. т. сварных конструкций. В 1940 г. выпуск сварных изделий в СССР составлял 2,5 млн. т. К 1931 г. всем к тому времени известный завод «Электрик» превратился в крупнейший завод электросварочного оборудования в Европе, и на нем было прекращено производство машин СМ и освоен выпуск более совершенных однопостовых генераторов типа СМГ. В 1932 г. на заводе «Электрик» начат выпуск сварочных трансформаторов и агрегатов САК-2-1 с бензиновым двигателем внутреннего сгорания, в 1935 г. — сварочного передвижного однокорпусного преобразователя типа СУГ-2, работающего от асинхронного двигателя. В 1933 г. выпущены первые многопостовые преобразователи СМГ-3 и СМГ-4. Освоены новые типы машин для контактной сварки: АТН-8, АТН-16 АТН-25, АТА-40, АШ-40, АСН-3, АСН-25, АСП-60, АШП-8 и др. PAGE 27 В 1934 г. вышла в свет первая в Советском Союзе книга по оборудованию для дуговой сварки Ю. П. Петрунькина и первая книга по оборудованию для контактной сварки А. А. Алексеева и А. И. Ахуна. Сварка с начала 20-х годов также стала активно применяться в строительстве металлоконструкций. На первом этапе при помощи сварки 0 0 1 Fизготовляли неответственные из делия — хозяйственный инвентарь, 0 0 1 Fле стницы и т. д., но уже в 1930 г. начали сваривать стропильные фермы, 0 0 1 Fколон ны, подкрановые балки, межэтажные перекрытия и др. Одной из первых 0 0 1 Fработ по приме нению дуговой сварки в строительстве было устройство в начале 30-х годов перекрытия машинного зала Киевского политехнического института.
В 1932 г. на заводе «Электрик» начат выпуск сварочных трансформаторов и агрегатов САК-2-1 с бензиновым двигателем внутреннего сгорания, в 1935 г. — сварочного передвижного однокорпусного преобразователя типа СУГ-2, работающего от асинхронного двигателя. В 1933 г. выпущены первые многопостовые преобразователи СМГ-3 и СМГ-4. Освоены новые типы машин для контактной сварки: АТН-8, АТН-16 АТН-25, АТА-40, АШ-40, АСН-3, АСН-25, АСП-60, АШП-8 и др. PAGE 27 В 1934 г. вышла в свет первая в Советском Союзе книга по оборудованию для дуговой сварки Ю. П. Петрунькина и первая книга по оборудованию для контактной сварки А. А. Алексеева и А. И. Ахуна. Сварка с начала 20-х годов также стала активно применяться в строительстве металлоконструкций. На первом этапе при помощи сварки 0 0 1 Fизготовляли неответственные из делия — хозяйственный инвентарь, 0 0 1 Fле стницы и т. д., но уже в 1930 г. начали сваривать стропильные фермы, 0 0 1 Fколон ны, подкрановые балки, межэтажные перекрытия и др. Одной из первых 0 0 1 Fработ по приме нению дуговой сварки в строительстве было устройство в начале 30-х годов перекрытия машинного зала Киевского политехнического института. Сварные конструкции были разработаны Е. О. Патоном4 и его 0 0 1 Fсотрудниками по Электро сварочному комитету АН УССР. На Кузнецком металлургическом заводе также были сварены все газопроводы, водоотделители, пылеуловители, экскрубберы, кауперы и 0 0 1 Fнаклонные мосты. Американские эксперты, консультиро вавшие строительство Кузнецкого металлургического завода, в письменном виде уведомили управление строительства, что они считают совершенно невозможным допустить применение сварки при сооружении таких ответственных объектов. Однако советские специалисты не согласились с мнением американских экспертов и широко применили сварку. В 30-е годы сварка начала интенсивно внедряться в транспортном машиностроении (производство вагонов, локомотивов, подъемно-транспортных машин, в частности кранов), а также в котлостроении, дизелестроении, судостроении, химическом машиностроении и т. д. В середине 30-х годов в транспортном машиностроении совершился широкий переход с клепки на сварку основных вагонных конструкций.
Сварные конструкции были разработаны Е. О. Патоном4 и его 0 0 1 Fсотрудниками по Электро сварочному комитету АН УССР. На Кузнецком металлургическом заводе также были сварены все газопроводы, водоотделители, пылеуловители, экскрубберы, кауперы и 0 0 1 Fнаклонные мосты. Американские эксперты, консультиро вавшие строительство Кузнецкого металлургического завода, в письменном виде уведомили управление строительства, что они считают совершенно невозможным допустить применение сварки при сооружении таких ответственных объектов. Однако советские специалисты не согласились с мнением американских экспертов и широко применили сварку. В 30-е годы сварка начала интенсивно внедряться в транспортном машиностроении (производство вагонов, локомотивов, подъемно-транспортных машин, в частности кранов), а также в котлостроении, дизелестроении, судостроении, химическом машиностроении и т. д. В середине 30-х годов в транспортном машиностроении совершился широкий переход с клепки на сварку основных вагонных конструкций. Обстоятельные испытания сварных и клепаных рам пассажирских вагонов железнодорожного транспорта на заводах им. Егорова в Ленинграде и «Красный Профинтерн» в г. Бежице, а также сварных и клепаных рам вагонов-цистерн и тяжелогрузных товарных вагонов, выполненные Г. А. Николаевым и В. И. Возняком, способствовали совершенствованию вагоностроения. Вагоностроительная промышленность СССР с 1934 г. перешла с клепки на сварку. Вагоны на всех заводах СССР стали выпускать исключительно цельносварными. В 1931 г. сварку начали применять на заводе «Красное Сормово» в дизелестроении. В 1933 г. завод освоил изготовление цельносварных корпусов мощных дизелей. PAGE 27 4 Е. О. Патон (1870—1953) — выдающийся ученый в области мостостроения и электросварки металлов, академик, доктор технических наук, профессор, Герой Социалистического Труда, лауреат Государственной премии. Одной из больших заслуг Е. О. Патона — создание первого в мире научно- исследовательскогоИнститута электросварки АН УССР. Е. О. Патон 0 0 1 Fопубликовал свыше 400 научных трудов.
Обстоятельные испытания сварных и клепаных рам пассажирских вагонов железнодорожного транспорта на заводах им. Егорова в Ленинграде и «Красный Профинтерн» в г. Бежице, а также сварных и клепаных рам вагонов-цистерн и тяжелогрузных товарных вагонов, выполненные Г. А. Николаевым и В. И. Возняком, способствовали совершенствованию вагоностроения. Вагоностроительная промышленность СССР с 1934 г. перешла с клепки на сварку. Вагоны на всех заводах СССР стали выпускать исключительно цельносварными. В 1931 г. сварку начали применять на заводе «Красное Сормово» в дизелестроении. В 1933 г. завод освоил изготовление цельносварных корпусов мощных дизелей. PAGE 27 4 Е. О. Патон (1870—1953) — выдающийся ученый в области мостостроения и электросварки металлов, академик, доктор технических наук, профессор, Герой Социалистического Труда, лауреат Государственной премии. Одной из больших заслуг Е. О. Патона — создание первого в мире научно- исследовательскогоИнститута электросварки АН УССР. Е. О. Патон 0 0 1 Fопубликовал свыше 400 научных трудов. Патон возглавил ис следования в 0 0 1 F 0 0 1 Fобласти комплексной меха низации дуговой сварки и работы по внед рению 0 0 1 Fавтоматической сварки в промыш ленности. Он сыграл большую роль в 0 0 1 Fсо здании научных основ сварки и сварных конструкций. Существующие на сегодняшний день способы сварки можно разделить на две основные группы: сварку давлением (кузнечная, контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная). Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга. Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки: • электрическая дуговая, где источником тепла является электрическая дуга; • электрошлаковая, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток; • электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом; • лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц-фотонов.
Патон возглавил ис следования в 0 0 1 F 0 0 1 Fобласти комплексной меха низации дуговой сварки и работы по внед рению 0 0 1 Fавтоматической сварки в промыш ленности. Он сыграл большую роль в 0 0 1 Fсо здании научных основ сварки и сварных конструкций. Существующие на сегодняшний день способы сварки можно разделить на две основные группы: сварку давлением (кузнечная, контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная). Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга. Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки: • электрическая дуговая, где источником тепла является электрическая дуга; • электрошлаковая, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток; • электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом; • лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц-фотонов. По степени механизации различают сварку вручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки. При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов. При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную. При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По степени механизации различают сварку вручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки. При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов. При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную. При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку. По роду тока различают дуги, питаемые постоянным током прямой или обратной полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности. По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной PAGE 27 цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности). По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым).
По роду тока различают дуги, питаемые постоянным током прямой или обратной полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности. По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной PAGE 27 цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности). По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9. По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9. По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу. По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу. По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва. Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах. Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих PAGE 27 между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1. Сварка в СССР. В 2-х томах. М. Наука 1981г. 534+473 с. илл.82 2. Стеклов О. И. Основы сварочного производства — М.: Высш. школа, 1986. 3. Большая Советская Энциклопедия, т. 23 4. Ресурсы интернет PAGE 27
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах. Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих PAGE 27 между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1. Сварка в СССР. В 2-х томах. М. Наука 1981г. 534+473 с. илл.82 2. Стеклов О. И. Основы сварочного производства — М.: Высш. школа, 1986. 3. Большая Советская Энциклопедия, т. 23 4. Ресурсы интернет PAGE 27
Сварка живых тканей
- Введение.
- История создания.
- Возможности, применение и перспективы.
- Схема соединения костей сваркой.
- Лазерный скальпель.

- Применение лазерного излучения.
- Аппарат для сварки мягких тканей.

Введение.
Сварка давно стала 
Ими же разработаны и способы разделения (резки), наращивания (наплавки) и замещения дефектов костей. После серии успешных операций на животных сварочная технология получила разрешение на применение в клинической практике. На сегодняшний день уже проведено более 400 операций на различных органах человека.
История создания.
Достаточно широкое применение в медицине нашла высокочастотная электрохирургия. Она применяется для рассечения тканей и остановки или предупреждения кровотечений при разрезании тканей и сосудов. При этом оперируемые органы вынужденно теряют свои функции, и эти функции не восстанавливаются при выздоровлении пациента.
К решению проблемы соединения разрезанных
мягких тканей с использованием методов
высокочастотной электрохирургии обратился
Институт электросварки им. Е.О. Патона
НАН Украины. При этом основными требованиями
было обеспечение возможности соединения
разреза живой ткани без применения шовного
материала, скобок, сшивающих аппаратов,
а также возможности восстановления физиологических
функций свариваемой ткани и сохранение
жизнедеятельности поврежденного органа. В 1993 году по инициативе академика Б.Е.
Патона сотрудниками института электросварки
им. Е.О. Патона НАН Украины совместно с
хирургами из Института клинической и
экспериментальной хирургии АМН Украины
и объединения «ОХМАТДЕТ» были проведены
эксперименты, подтвердившие принципиальную
возможность получения сварного соединения
самых различных мягких тканей животных
способом биполярной коагуляции. В 1996
году, были начаты систематические исследования
данного способа соединения тканей. К
решению этой проблемы через Международную
Ассоциацию «Сварка» была привлечена
американская фирма Consortium Service Management Group,
Inc (CSMG,) Corpus Christi, Texas, возглавляемая г-ном
Д.С.Роббинсом, которая в свою очередь
привлекла к этим работам группу американских
хирургов. В 1997 г. в США в г. Луисвиле в «Исследовательском
центре ИНСТИТУТА Кристины М. КЛАЙНЕРТ
МИКРОХИРУРГИИ РУК» украинские специалисты
демонстрировали сварку мягких тканей
животных специалистам США. Показательные
операции в области общей хирургии и микрохирургии
вызвали большой интерес.
В 1993 году по инициативе академика Б.Е.
Патона сотрудниками института электросварки
им. Е.О. Патона НАН Украины совместно с
хирургами из Института клинической и
экспериментальной хирургии АМН Украины
и объединения «ОХМАТДЕТ» были проведены
эксперименты, подтвердившие принципиальную
возможность получения сварного соединения
самых различных мягких тканей животных
способом биполярной коагуляции. В 1996
году, были начаты систематические исследования
данного способа соединения тканей. К
решению этой проблемы через Международную
Ассоциацию «Сварка» была привлечена
американская фирма Consortium Service Management Group,
Inc (CSMG,) Corpus Christi, Texas, возглавляемая г-ном
Д.С.Роббинсом, которая в свою очередь
привлекла к этим работам группу американских
хирургов. В 1997 г. в США в г. Луисвиле в «Исследовательском
центре ИНСТИТУТА Кристины М. КЛАЙНЕРТ
МИКРОХИРУРГИИ РУК» украинские специалисты
демонстрировали сварку мягких тканей
животных специалистам США. Показательные
операции в области общей хирургии и микрохирургии
вызвали большой интерес.
Был создан международный коллектив по разработке проекта «Сварка мягких живых тканей», участниками которого стали ученые и специалисты вышеуказанных организаций Украины и США. В 1998 г. в Украине в Киеве в госпитале Военно-Медицинского Управления СБУ начинаются опыты по сварке тканей удаленных органов человека. Чтобы сохранить физиологические свойства ткани, эксперименты проводились непосредственно после удаления органов в клинических условиях. Этому предшествовало проведение хирургических операций с применением сварочной технологии на более 1000 экспериментальных животных (белых крыс, кроликов, собак и свиней). Эти работы проводились в Киеве в экспериментальном отделе Института хирургии и трансплантологии АМН Украины.
Для того чтобы сварочная технология
могла найти широкое 

В результате проведенных экспериментов были отработаны следующие методики применения сварочной технологии при операциях на свиньях:
- с помощью биполярного сварочного пинцета достигается соединение продольных разрезов серозной и подслизистой оболочек, мышечной ткани участка толстой кишки точечным сварным швом с достижением полной герметичности;
- достигается формирование циркулярного анастомоза толстой кишки наложением однорядного серозного сварного шва. Полная герметичность сварного шва подтверждается послеоперационным вскрытием через три месяца после эксперимента. При этом место наложения сварного шва определяется с трудом;
- достигается герметичное сварное соединение продольного разреза желчного пузыря. С помощью сварочного биполярного пинцета формировался точечный сварной шов длиной 6-7 мм.
Совокупность экспериментов на
контрольной группе животных (свиньях),
а также экспериментов на удаленных
и удаляемых органах человека по применению
сварочной технологии в общей хирургии,
показавших воспроизводимость получения
положительных результатов, дали основание
Министерству охраны здоровья Украины
выдать свидетельство о государственной
регистрации применения сварочного оборудования
в медицинской практике.
Это позволило в госпитале Военно-
К настоящему времени клиническое освоение сварочной технологии при инженерном сопровождении специалистами института электросварки им. Е.О. Патона НАН Украины проводится также в Институте хирургии и трансплантологии и институте нейрохирургии АМН Украины, в отделении хирургии Киевской городской клинической больницы №1 и в отделении политравмы Киевской городской клинической больницы №17.
На данный период времени проведено
более 1500 операций на различных органах
человека. Ни в одном из случаев применения
нового сварочного медицинского оборудования
не было послеоперационных осложнений
или кровотечения. На способ сварки живой
ткани, включая автоматизированное сварочное
медицинское оборудование и инструменты,
получены патенты Украины США и Австралии.
Сущность метода и его преимущества.
Прежде всего, следует сказать, что высокочастотная хирургия применяется в медицине достаточно широко. Например, для рассечения тканей, остановки или предупреждения кровотечения при разрезании тканей и сосудов. Однако при этом в зоне действия электротока возникает ожог и омертвение ткани.
При применении технологии патоновцев ничего подобного не наблюдается. Схематически процесс сварки можно описать следующим образом. С помощью биполярного сварочного зажима (или пинцета) хирург соединяет рассеченные слои ткани. В момент, когда он сжимает захваченные края, под воздействием высокочастотного электротока, подаваемого по заданной программе, и происходит процесс сварки. На это уходят десятые доли секунды. Затем захваченная ткань освобождается, и процесс повторяется до полного закрытия раны.
Образование сварного соединения, говоря
научным языком, базируется на эффекте
термокоагуляционных превращений белковых
молекул под воздействием термической
энергии. Проще это можно объяснить так.
Под действием электротока невысокого
напряжения происходит частичное нарушение
клеточных мембран, из них выделяется жидкость,
которая коагулируется, и ткани сжимаются —
«свариваются». Через месяц-полтора морфологическая
структура ткани восстанавливается, поэтому
рубца в привычном понимании этого слова
после оперативного вмешательства не остается.
Проще это можно объяснить так.
Под действием электротока невысокого
напряжения происходит частичное нарушение
клеточных мембран, из них выделяется жидкость,
которая коагулируется, и ткани сжимаются —
«свариваются». Через месяц-полтора морфологическая
структура ткани восстанавливается, поэтому
рубца в привычном понимании этого слова
после оперативного вмешательства не остается.
В Институте электросварки им. Е.О.
Патона НАН Украины определены условия
образования сварного соединений ткани
токами высокой частоты и разработан удовлетворяющий
этим требованиям сварочный комплекс,
в состав которого входит энергетический
блок, состоящий из источника питания
(высокочастотного коагулятора) с системой
управления и специально созданным для
этой цели программным обеспечением, подсоединяемых
к источнику питания биполярных сварочных
медицинских инструментов (пинцетов, зажимов
и лапораскопов) и специальных сборочных
приспособлений. Система управления процессом
сварки действует на основе обратных связей.
Источник питания подключается
к сети с напряжением 220 В, частотой
50 Гц.
Максимальная мощность до 500 ВА.,
Максимальное напряжение 280 В,
Максимальная частота 440 Гц,
Габариты порядка 300 х 160 х 220 мм,
Вес 16 кг.
Чтобы восстановление физиологической функции разрушенного органа протекало быстро и не влекло за собой осложнений, тепловое вложение должно быть минимальным, но достаточным для образования соединения. В связи с этим требования к управлению процессом сварки существенно повышаются. В то же время важно, чтобы процесс управления был простым для хирурга. Его внимание не должно отвлекаться на настройку аппаратуры и это не должно приводить к потере времени. С этой целью создана и успешно применена адаптивная система автоматического управления процессом сварки.
— В опытах на большой группе животных
мы сравнивали действие сварки с обычными,
т. н. традиционными методами соединения
тканей, — рассказывает профессор Юрий
Фурманов. — Если в случае использования
шовных материалов через месяц после операции
на толстом кишечнике легко находили места
соединения ткани, то обнаружить их там,
где применялась сварочная технология,
было просто невозможно. Мы даже делали
во время операций специальные метки (цветным
шовным материалом), чтобы затем найти
места соединений — рубцы были очень тонкие,
я бы даже сказал элегантные, практически
незаметные.
— Если в случае использования
шовных материалов через месяц после операции
на толстом кишечнике легко находили места
соединения ткани, то обнаружить их там,
где применялась сварочная технология,
было просто невозможно. Мы даже делали
во время операций специальные метки (цветным
шовным материалом), чтобы затем найти
места соединений — рубцы были очень тонкие,
я бы даже сказал элегантные, практически
незаметные.
Но, понятное дело, не только в эстетике
заключается преимущество новой технологии.
Применяемые сегодня методы соединения
тканей имеют существенные недостатки,
о которых хорошо знают специалисты. Среди
них — и развитие воспалительного процесса
в тканях, и наличие в оперируемом органе
постороннего материала со всеми возможными
негативными последствиями, и угроза проникновения
инфекции, и т. п., что негативно сказывается
на результатах оперативного вмешательства.
При применении сварочной технологии,
по свидетельствам хирургов, не зафиксировано
ни одного случая послеоперационных осложнений;
достигается полная герметизация соединения
в месте сварного шва и обеспечивается
асептичность; значительно сокращаются
кровопотери, время проведения операции,
а также время нахождения больного под
наркозом. Ну и, понятно, отпадает необходимость
в шовном материале, клипсах и других хирургических
инструментах.
Ну и, понятно, отпадает необходимость
в шовном материале, клипсах и других хирургических
инструментах.
А ведь сколько усилий нескольких
поколений исследователей-
Привлекательность новой хирургической
технологии уже успели оценить специалисты.
На сегодня в клинических условиях получены
отличные результаты при оперативных
вмешательствах на внутренних органах
(кишечнике, желудке, печени), при гинекологических
восстановительных операциях. Метод доказал
свою незаменимость при лапароскопических
операциях, например, на желчном пузыре,
когда с помощью пинцетика с электродами
одной манипуляцией достигается быстрая
и надежная герметизация его стенки. И никаких
следов хирургического вмешательства!
И никаких
следов хирургического вмешательства!
Проведенные испытания на прочность сварных соединений на удаленных полых органах человека показали, что:
- Культя тонкой кишки, образованная точечным сварным швом с помощью биполярного пинцета выдерживает более 2 атм. (1500 мм.рт.ст).
- Соединение продольного разреза тонкой кишки, полученное с помощью точечного сварного шва выдерживает давление до 240 мм.рт.ст.
- Сварной шов продольного разреза тонкой кишки выполненный одномоментной сваркой с помощью биполярного зажима выдерживает давление до 260 мм.рт.ст.
- Телескопическое соединение большой подкожной вены полученное с помощью двух моментной сварки выдерживает давление до 4,00 атм. (3000 мм.рт.ст.).
- Соединение продольного разреза большой подкожной вены выполненное точечным сварным швом выдерживает давление до 2,00 атм. (1500 мм.рт.ст.).
Установлено принципиальное отличие
воздействия на живую ткань процесса сварки
по сравнению с широко применяемым процессом
коагуляции. Процесс коагуляции вызывает
ожег и омертвление ткани в месте воздействия
нагрева в то время, как при применении
сварочной технологии достигается значительно
меньшее травмирование тканей и отсутствие
ожогов, что подтверждается морфологическими
исследованиями, а также отсутствием в
процессе сварки выделения дыма и неприятного
запаха. Исключается поражение ткани в
месте сварки, что способствует более
быстрому и легкому заживлению ткани прооперированного
органа, восстановлению его морфологической
структуры и функций.
Процесс коагуляции вызывает
ожег и омертвление ткани в месте воздействия
нагрева в то время, как при применении
сварочной технологии достигается значительно
меньшее травмирование тканей и отсутствие
ожогов, что подтверждается морфологическими
исследованиями, а также отсутствием в
процессе сварки выделения дыма и неприятного
запаха. Исключается поражение ткани в
месте сварки, что способствует более
быстрому и легкому заживлению ткани прооперированного
органа, восстановлению его морфологической
структуры и функций.
Сварка в космосе — реферат
Технология сварки специальных легких и жаропрочных сплавов. Размещение сварочного оборудования в салоне летающей лаборатории. Электронная пушка для ручной сварки в космосе. Установка «Вулкан». Плазменная, электронно-лучевая (электронная) сварка.
1. Одиноки ли мы во Вселенной?
Поиски жизни в Солнечной системе. Условия для жизни в космосе. Поиск внеземных цивилизаций. Связь с внеземными цивилизациями. ОЗМА и СЕРЕНДИП.
 Язык братьев по разуму. Безбрежные космические просторы. НЛО на Земле.
Язык братьев по разуму. Безбрежные космические просторы. НЛО на Земле.реферат [26,8 K], добавлена 09.10.2006
2. Современное оборудование космонавтов
Разработка современного космического скафандра. Особенности жизнеобеспечения в космосе. Клиника космического века. Применение экспериментального экзоскелетона для поднятия очень тяжелых грузов. Измерение давления и температуры с помощью эндорадиозонда.
презентация [244,9 K], добавлена 16.02.2010
3. Сообщения о Солнечной системе
Сообщение об Астероидах. Сообщение о Луне. Сообщение о Венере и Меркурии. Сообщение о Марсе. Сообщение о Юпитере. Сообщение о Сатурне. Сообщение об Уране и Плутоне и Нептуне. Сообщение о Кометах. Облако Орта. Сообщение о жизни в космосе.
реферат [28,5 K], добавлена 05.04.2007
4. Жизнь во вселенной
Строение Солнечной Системы. Поиски жизни в Солнечной системе. Условия жизни в космосе. Поиск внеземных цивилизаций. Связь с внеземными цивилизациями. Язык братьев по разуму.
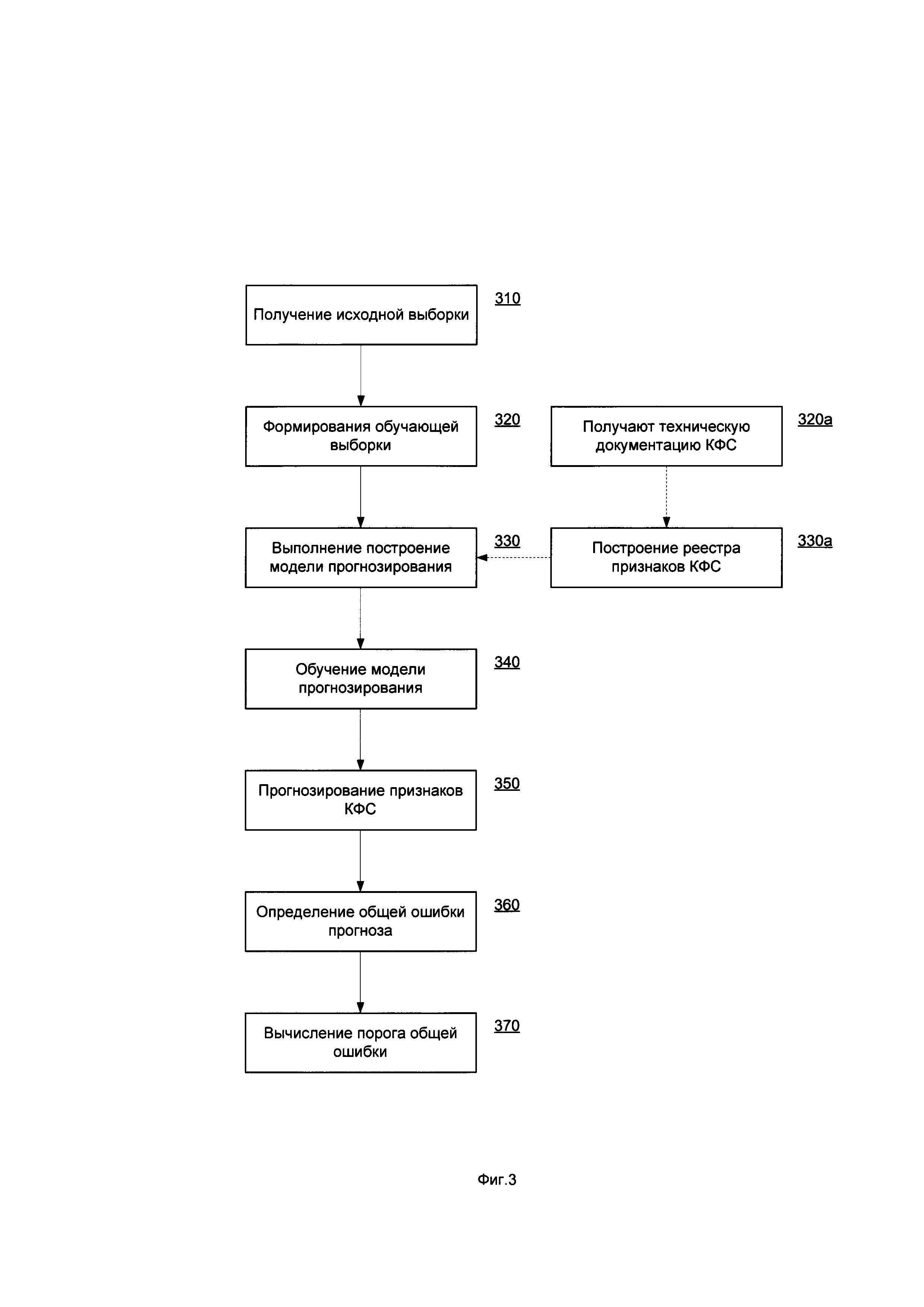 Неопознанные летающие объекты. Реальные факты, примеры фотографий и описание.
Неопознанные летающие объекты. Реальные факты, примеры фотографий и описание.реферат [335,2 K], добавлена 13.01.2009
5. Вселенная, жизнь, разум
Возникновение разума и жизни на Земле. Поиски жизни в солнечной системе. Условия для жизни в космосе. Зарождение жизни на планетах. Поиск внеземных цивилизаций. Связь с внеземными цивилизациями. Проекты изучения внеземных цивилизаций Озма и Серендип.
реферат [46,7 K], добавлена 12.02.2008
6. Спускаемая капсула космического аппарата
Понятие и особенности спускаемой капсулы, ее назначение и компоновка, процесс спуска с орбиты. Конструкция спускаемой капсулы, контейнер для носителя информации, корпус, теплозащитное покрытие, двигатель мягкой посадки. Размещение аппаратуры и агрегатов.
реферат [1,2 M], добавлена 31.07.2010
7. Описание систем управления беспилотными летательными аппаратами
История возникновения и развития беспилотных летательных аппаратов. Состав бортового оборудования современных беспилотных летательных аппаратов (БЛА).
 Бортовой комплекс навигации и управления. Особенности работы и устройства ряда систем управления БЛА.
Бортовой комплекс навигации и управления. Особенности работы и устройства ряда систем управления БЛА.реферат [7,4 M], добавлена 17.01.2010
8. Космические технологии
Результаты работ в области космической технологии, выполненных советскими учёными. Космическое информационное обеспечение в биосферных исследованиях. Космические технологии на борьбу с вирусом птичьего гриппа. Космическая программа России и Белоруссии.
реферат [25,8 K], добавлена 25.12.2009
9. Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки)
История развития сварочного производства. Понятие промышленной продукции сварочного производства. Сварка, понятие, виды и классы: электродуговая, контактная, газовая сварка и резка металлов. Сборка и техника сварки. Предупреждение деформации изделия.
реферат [45,1 K], добавлена 26.01.2008
10. Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Классификация и обозначение покрытых электродов для ручной дуговой сварки.
 Устройство сварочного трансформатора и выпрямителя. Выбор режима сварки. Техника ручной дуговой сварки. Порядок проведения работы. Процесс зажигания и строение электрической дуги.
Устройство сварочного трансформатора и выпрямителя. Выбор режима сварки. Техника ручной дуговой сварки. Порядок проведения работы. Процесс зажигания и строение электрической дуги.лабораторная работа [1,1 M], добавлена 22.12.2009
11. История и развитие сварочного производства
Из истории сварки; ее возникновение и развитие. Основные виды современной сварки: электрическая дуговая, электрошлаковая, контактная и прессовая, газовая сварка и резка. Лучевые виды сварки — лазерная, лучистым нагревом, их преимущества и недостатки.
курс лекций [1,6 M], добавлена 23.09.2009
12. Технологические основы процесса сварки металлов и сплавов
История развития сварочного производства. Понятие промышленной продукции сварочного производства и её качества. Сварка, понятие, виды и классы. Подготовка металла к сварке. Предупреждение деформации. Прогрессивные методы сборки и сварки узла. Контроль кач
реферат [38,4 K], добавлена 12.03.2005
13. Расчет режима ручной дуговой сварки
Методика расчета ручной дуговой сварки при стыковом соединении стали 3ВС3пс.
 Определение химического состава и свойств данного металла, времени горения дуги и скорости сварки. Выбор светофильтра для сварочного тока и соответствующего трансформатора.
Определение химического состава и свойств данного металла, времени горения дуги и скорости сварки. Выбор светофильтра для сварочного тока и соответствующего трансформатора.реферат [27,1 K], добавлена 04.06.2009
14. Технология сварки обечайки корпуса теплообменного аппарата
Разработка технологии сварки обечайки корпуса теплообменного аппарата для атомных электростанций. Анализ и выбор способа изготовления с учетом особенностей свариваемости стали 09Х18Н10Т. Описание электронно-лучевой сварки. Выбор сварочного оборудования.
курсовая работа [615,9 K], добавлена 14.03.2010
15. Сварка и труд сварщика
История возникновения сварки, ее классификация и виды. Характеристика высокопроизводительных видов ручной дуговой сварки. Назначение и описание конструкции трубопровода. Особенности организации контроля качества и безопасности при сварочных работах.
дипломная работа [30,6 K], добавлена 24.07.2010
16. Процесс сварки опоры трубопроводов
Сварка является одним из основных технологических процессов в машиностроении и строительстве.
 Характеристика основных видов сварки (дуговая и газовая). Выбор металла и сварочного материала, сборка и техника сварки, технический процесс сварки изделия.
Характеристика основных видов сварки (дуговая и газовая). Выбор металла и сварочного материала, сборка и техника сварки, технический процесс сварки изделия.реферат [38,7 K], добавлена 01.02.2010
17. Ручная дуговая сварка металлическими электродами с покрытием
Техника ручной дуговой сварки. Подготовка металла под сварку: очищение и выправление. Обработка кромок перед сваркой. Выбор режима сварки. Влияние элементов режима сварки на размеры и форму шва. Зависимость плотности тока в электроде от его диаметра.
реферат [2,0 M], добавлена 03.02.2009
18. Электронный луч в технологии
Использование электронного луча для обработки материалов. Электронно-лучевая сварка (ЭЛС) основана на использовании для нагрева энергии электронного луча. Технологические возможности и преимущества электронно-лучевой сварки. Сварочные манипуляторы.
курсовая работа [129,0 K], добавлена 27.03.2008
19. Ликвидация трещины в алюминиевом поддоне автомобиля
Ремонт автомобиля после удара алюминиевым поддоном о твердый предмет.
 Основные трудности сварки алюминия и его сплавов. Сварка вольфрамовым электродом переменным симметричным током. Технология ремонта, оборудование для сварки. Контроль сварного шва.
Основные трудности сварки алюминия и его сплавов. Сварка вольфрамовым электродом переменным симметричным током. Технология ремонта, оборудование для сварки. Контроль сварного шва.контрольная работа [275,4 K], добавлена 24.02.2010
20. Анализ свариваемости сплавов на основе меди (М1)
Характеристика меди и ее сплавов. Пористость. Особенности технологии сварки. Подготовка под сварку. Газовая сварка. Ручная сварка. Автоматическая сварка под флюсом. Дуговая сварка в защитных газах. Свариваемость меди.
курсовая работа [2,7 M], добавлена 25.05.2007
Творцы электрической сварки Н.Г. Славянов, Н.Н. Бенардос
ОглавлениеВведение
 Важнейшее изобретение второй половины XIX в.— дуговая электрическая сварка — связано с именем талантливого русского изобретателя Николая Николаевича Бенардоса, который в 1881 г. впервые в мире осуществил этот процесс. Бенардос является творцом основных видов этой сварки, получивших широкое развитие во всех промышленно развитых странах.Во второй половине XIX в., как известно, происходило становление и относительно бурное развитие электротехники, сыгравшей исключительную роль в развитии производительных сил человечества. «Нужно отметить одну отрасль техники, где, как и в деле электрического освещения,— писал в 1955 г. известный отечественный электротехник, член-корреспондент АН СССР М. А. Шателен,— труды русских электриков имели важнейшее значение. Это — область электрической сварки». Ученый подчеркивал, что способы дуговой электросварки, изобретенные Н. Н. Бенардосом и затем усовершенствованные Н. Г. Славяновым, долгие годы были единственными, применявшимися на практике. «Да и до настоящего времени,— отмечал Шателен,— многие нововведения в этой области являются, в сущности, лишь отдельными, правда часто довольно существенными, усовершенствованиями способов Бенардоса и Славянова».
Важнейшее изобретение второй половины XIX в.— дуговая электрическая сварка — связано с именем талантливого русского изобретателя Николая Николаевича Бенардоса, который в 1881 г. впервые в мире осуществил этот процесс. Бенардос является творцом основных видов этой сварки, получивших широкое развитие во всех промышленно развитых странах.Во второй половине XIX в., как известно, происходило становление и относительно бурное развитие электротехники, сыгравшей исключительную роль в развитии производительных сил человечества. «Нужно отметить одну отрасль техники, где, как и в деле электрического освещения,— писал в 1955 г. известный отечественный электротехник, член-корреспондент АН СССР М. А. Шателен,— труды русских электриков имели важнейшее значение. Это — область электрической сварки». Ученый подчеркивал, что способы дуговой электросварки, изобретенные Н. Н. Бенардосом и затем усовершенствованные Н. Г. Славяновым, долгие годы были единственными, применявшимися на практике. «Да и до настоящего времени,— отмечал Шателен,— многие нововведения в этой области являются, в сущности, лишь отдельными, правда часто довольно существенными, усовершенствованиями способов Бенардоса и Славянова».
 американским электротехником Э. Томсоном. Эта попытка относится к сварке, получившей теперь название контактной. Предложение Томсона не нашло в его время почвы для распространения.Э. Томсон располагал куски металла, предназначенные для сварки, так, что они соприкасались в месте, подлежащем сварке. Затем через свариваемый металл он пропускал электрический ток огромной силы и ничтожного напряжения. Наибольшее сопротивление прохождению тока именно в месте стыка кусков металла вызывало здесь чрезвычайное выделение тепла. Сжимая свариваемые части и хорошо проковывая место сварки, можно было получить сварившиеся куски металла или какие-либо сварившиеся изделия.Бенардос и Славянов пошли другим путем. Они создали и ввели в производство дуговую сварку.Н. Н. Бенардос был выдающимся изобретателем. К 1890 г. в списке его достижений значились десятки весьма оригинальных изобретений: поворотный подъемный однолопастный гребной винт; гребное подводное пароходное колесо; пароход, переходящий мели и обходящий пороги по рельсовому пути; различные электрические приборы; тормоз для железных дорог; машины разного назначения и многое иное.
американским электротехником Э. Томсоном. Эта попытка относится к сварке, получившей теперь название контактной. Предложение Томсона не нашло в его время почвы для распространения.Э. Томсон располагал куски металла, предназначенные для сварки, так, что они соприкасались в месте, подлежащем сварке. Затем через свариваемый металл он пропускал электрический ток огромной силы и ничтожного напряжения. Наибольшее сопротивление прохождению тока именно в месте стыка кусков металла вызывало здесь чрезвычайное выделение тепла. Сжимая свариваемые части и хорошо проковывая место сварки, можно было получить сварившиеся куски металла или какие-либо сварившиеся изделия.Бенардос и Славянов пошли другим путем. Они создали и ввели в производство дуговую сварку.Н. Н. Бенардос был выдающимся изобретателем. К 1890 г. в списке его достижений значились десятки весьма оригинальных изобретений: поворотный подъемный однолопастный гребной винт; гребное подводное пароходное колесо; пароход, переходящий мели и обходящий пороги по рельсовому пути; различные электрические приборы; тормоз для железных дорог; машины разного назначения и многое иное. В числе изобретений Бенардоса находится «Способ электрического паяния накаливанием». В 1890 г. изобретатель писал, что приборы, употребляемые для электрического паяния, «могут служить не только для паяния, а также и для закалки и отжига стальных пружин и инструментов».Самое замечательное изобретение Бенардоса представляет его способ «электрогефест».Русский новатор, создавший названный способ, ввел в мир доподлинно новую технику, отличную от всего того, что было известно людям в данном деле с тех времен, когда в древней Греции верили в Гефеста — бога огня и покровителя искусства и ремесел, основанных на использовании огня.«Электрогефест», или «Способ соединения и разъединения металлов непосредственным действием электрического тока», создан около 1882 г.Н. Н. Бенардос предложил производить сварку, помещая свариваемые предметы на металлическую «наковальню», соединенную с одним из полюсов источника электричества. Второй полюс соединялся с угольным электродом или электродом «из другого проводящего вещества», укрепленным в держателе.
В числе изобретений Бенардоса находится «Способ электрического паяния накаливанием». В 1890 г. изобретатель писал, что приборы, употребляемые для электрического паяния, «могут служить не только для паяния, а также и для закалки и отжига стальных пружин и инструментов».Самое замечательное изобретение Бенардоса представляет его способ «электрогефест».Русский новатор, создавший названный способ, ввел в мир доподлинно новую технику, отличную от всего того, что было известно людям в данном деле с тех времен, когда в древней Греции верили в Гефеста — бога огня и покровителя искусства и ремесел, основанных на использовании огня.«Электрогефест», или «Способ соединения и разъединения металлов непосредственным действием электрического тока», создан около 1882 г.Н. Н. Бенардос предложил производить сварку, помещая свариваемые предметы на металлическую «наковальню», соединенную с одним из полюсов источника электричества. Второй полюс соединялся с угольным электродом или электродом «из другого проводящего вещества», укрепленным в держателе. Поднося держатель с электродом к обрабатываемому предмету, получали электрическую дугу, под действием которой металл обрабатываемых предметов плавился и затем сваривался.Способ Бенардоса, помимо сварки, был предназначен для электрического резания металлов.Совершенствуя свой способ, изобретатель в дальнейшем разработал не только сварку при помощи угольного электрода, но и все известные теперь способы электрической дуговой сварки. Он предложил применение дуговой сварки и резания как в обычных условиях — на вольном воздухе, — так…
Поднося держатель с электродом к обрабатываемому предмету, получали электрическую дугу, под действием которой металл обрабатываемых предметов плавился и затем сваривался.Способ Бенардоса, помимо сварки, был предназначен для электрического резания металлов.Совершенствуя свой способ, изобретатель в дальнейшем разработал не только сварку при помощи угольного электрода, но и все известные теперь способы электрической дуговой сварки. Он предложил применение дуговой сварки и резания как в обычных условиях — на вольном воздухе, — так…Реферат: Сварка судовых конструкций — 5rik.ru
Цель работы: Разработать технологический процесс сборки и сварки заданной корпусной конструкции. В качестве корпусной конструкции задана лобовая переборка.
Таблица 1
| Номер чертежа | Наименование секции | Марка материала секции | Место выполнение сварных швов |
| 21 | Лобовая переборка | Ст 4 | Цех |
Размеры секции
Таблица 2
| Шпация | Габаритные размеры | ||
| Поперечная | Продольная | В | Н |
| ———————— | 650 | 3100 | ————————— |
Детали секции и их размеры
Таблица 3
| Номер детали | Наименование детали | Размеры сечения, мм |
1 | Лист | S8 |
2 | Лист | S8 |
3 | Лист | S10 |
4 | Лист | S10 |
5 | Стойка | Полособульб N10 |
6 | Стенка рамной стойки | 8*180 |
7 | Полка рамной стойки | 10*70 |
8 | Стойка | Полособульб N10 |
9 | Комингс | 8*350 |
10 | Ребро жесткости | Полособульб N10 |
Руководитель курсовой работы
……………………………….
(Подпись)
Сборку лобовой переборки будем производить в цехе на постеле, т.к. секция представляет собой криволинейную поверхность.
Сборочно-сварочные работы будем производить в следующей технологической последовательности:
— На стенд укладываем листы (детали 1,2,3,4) с подготовленными к сварке кромками с зазором 1мм.
— Свариваем листы автоматической сваркой под слоем флюса на флюсо-медной подкладки.
— Размечаем местоположение и собираем на электроприхватках комингс (деталь 9).
— Привариваем комингс к полотнищу с помощью полуавтоматической сварки в среде СО2.
— Свариваем стенку рамной стойки (деталь 6) с полкой рамной стойки (деталь7).
— Устанавливаем стойки на полотнище и закрепляем электроприхватками.
—
Стойка приваривается к полотнищу
полуавтоматом в среде СО2.
— Затем размечаем местоположение и собираем на электроприхватках стойки (детали 5 и 8)
— Свариваем стойки к полотнищу с помощью полуавтоматической в среде СО2.
— В таком же технологической последовательности производим сварку ребер жесткости (деталь 10).
Расчет параметров режимов сварки.
1. Сварка автоматическая под слоем флюса на флюсовомедной подкладки. Используем для сварки листов (детали 1и2). Силу тока и скорость сварки определим расчетным путем.
Сила сварочного тока для сварки деталей 1 и 2:
— расчетная глубина проплавления, мм.
При однопроходной односторонней сварке с обратным формированием шва принимаем .
)
Диаметр электродной проволоки: , где i – допустимая плотность тока В нашем случае принимаем .
.
Скорость сварки ,
где А-коэффициент выбираемый в зависимости
от
диаметра проволоки. При ..
При ..
Напряжение на дуге определяем по выражению:
(В).
Рассчитываем величину погонной энергии сварки по выражению:
, где эффективный КПД нагрева металла дугой
.
Определяем коэффициент формы провара: , где
.
Глубина проплавления ;
Ширина шва ;
Мгновенная скорость охлаждения металла в околошовной зоне.
где — теплопроводность ;
— объемная теплоемкость, ;
— начальная температура изделия, ;
— температура наименьшей устойчивости аустенита;
2. Сварка автоматическая под слоем флюса на флюсовомедной подкладки. Используем для сварки листов (детали 3и4). Силу тока и скорость сварки определим расчетным путем.
Сила сварочного тока для сварки деталей 3 и 4:
— расчетная глубина проплавления, мм.
При однопроходной односторонней
сварке с обратным формированием шва принимаем .
)
Диаметр электродной проволоки: , где i – допустимая плотность тока В нашем случае принимаем .
.
Скорость сварки , где А-коэффициент выбираемый в зависимости от диаметра проволоки. При ..
Напряжение на дуге определяем по выражению:
(В).
Рассчитываем величину погонной энергии сварки по выражению:
, где эффективный КПД нагрева металла дугой
.
Определяем коэффициент формы провара: , где
.
Глубина проплавления ;
Ширина шва ;
Мгновенная скорость охлаждения металла в околошовной зоне.
где — теплопроводность ;
— объемная теплоемкость, ;
— начальная температура изделия, ;
— температура наименьшей устойчивости аустенита;
3. Сварка полуавтоматическая в среде СО2. В качестве
сварочной проволоки выбираем
проволоку марки Св – 08Г2С. Согласно нормативной литературе выбираем режим
сварки.
Сварка полуавтоматическая в среде СО2. В качестве
сварочной проволоки выбираем
проволоку марки Св – 08Г2С. Согласно нормативной литературе выбираем режим
сварки.
1) Сварка комингса.(деталь 9).
2) Сварка стенки рамной стойки к полке рамной стойки (деталь 6 и 7).
3) Приварка стенки к полотнищу.
4) Приварка стоек и ребер жесткости к полотнищу (детали 5,8 и 10).
4. Ручная дуговая сварка используется для прихвата конструкции.
В соответствии с методическими указаниями получаем следующий режим сварки:
Для подбора силы сварочного тока используем выражение:,
где диаметр электрода.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей.
, т.к. преобладают детали с .
Применяем электрод марки УОНИ . Тогда
Скорость сварки:
Оборудование и сварочные материалы.
1. Ручная дуговая сварка.
Оборудование: сварочный аппарат для РДС, источник питания с номинальным сварочным током .
Материалы: электрод марки УОНИ с
2. Полуавтомат в среде СО2:
Оборудование: сварочный аппарат “Гранит-2; источник питания ВС-600 с номинальным током
Материалы: сварочная проволока Св – 08Г2С, сварочный газ СО2 1-го сорта.
3. Автоматическая под слоем флюса:
Оборудование: сварочный аппарат “Бриг” с источником питания ВС – 1000 с номинальным сварочным током
Материалы: сварочная проволока Св 10ГН , флюс марки АН-348А.
Технологическая
последовательность сборки бортовой секции корпуса судна.
Технологическая карта на сборку и сварку корпусной конструкции. Таблица4.
| Кафедра | Секция | ВолковД.В. | Группа 97-КС-2 | |||||||
| Номера операций | Содержание сборочных и сварочных операций с нумерацией деталей | Условное обозначение способа сварки | Буквенно-цифровое обозначение сварного шва. | Положение шва в пространстве | Режим сварки | Диаметр электрода (проволоки),ммм | Марка проволоки (электрода) | Марка флюса или защитного газа. | ||
| Сила тока,А | Напряжение на дуге ,В | Скорость сварки ,м/ч | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сборка и сварка полотнища. | ||||||||||
| 1 | Собрать полотнище из деталей 1,2,3,4. | 250 | 5 | УОНИ 13/45 | ||||||
| 2 | Сварить детали (1,2),(3,4). | Ам | С2 | Н | (720),(900). | (38,0),(41,2). | (0,46),(0,37). | (4)(4,5) | Св-10ГН | АН-348А |
| Сборка и сварка узлов набора. | ||||||||||
| 3 | Собрать комингс с полотнищем. | 250 | 5 | УОНИ 13/45 | ||||||
| 4 | Собрать тавровую балку из деталей 6и7 (6шт) | УП | Т3 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
| Сборка и сварка секции. | ||||||||||
| 5 | Установить комингс к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 6 | Приварить комингс к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 7 | Установить тавровые балки к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 8 | Приварить тавровые балки к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 9 | Установить стойки и ребра жесткости к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 10 | Приварить тавровые балки к полотнищу | УП | Т1 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
Контроль качества шва.
При проверке качества сварки применяют следующие методы.
- Внешние дефекты, свищи, поры, раковины, смещение
шва, подрез шва, неравномерности сечения шва выявляют путем внешнего
осмотра для определения поверхности шва, а так же сравнение эталонов при
проверке поверхности.
- Внутренние дефекты: такие как трещины, непровары выявляют ренгенографированием сварного шва.

Техника безопасности.
Выполнение сварных работ при сборке данной конструкции подразумевает работу человека с приборами и аппаратами, которые при их неумелом использовании могут привести к травматизму рабочего и послужить причиной аварийной ситуации.
Обеспечение безопасности жизнедеятельности человека выполняющего данного вида работу, включает в себя:
— Соблюдение норм допуска рабочих к данному виду работ.
— Гарантированность исправности оборудования перед началом работ, обеспечение заземления и необходимой энерговооруженности машин и автоматов.
— Инструктаж работника перед началом работ.
Литература:
- Бельчук Г.А.,Гатовский К.М.,Кох Б.А. Сварка судовых конструкций. –Л.:Судостроение, 1980.-448с.
- Методические указания по выбору методов и режимов
сварки при изготовлении корпусных конструкций.
- ГОСТ 3242-81. Швы сварных соединений. Методы контроля качества.
- Л.В.Верховенко.Тухин А.К., Справочник сварщика. — Минск: Высшая школа, 1990.-480с.

| Технологический процесс сборки и сварки секции палубы первого яруса в … | |
| Комсомольский-на-Амуре политехнический техникум ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ И СВАРКИ СЕКЦИИ ПАЛУБЫ ПЕРВОГО ЯРУСА В РАЙОНЕ 203…220ШП. С … Для механизированной сварки в среде СО2 выбираю сварочную проволоку марки СВ — 08Г2С по ГОСТ 2246 — 70, так как она более похожа по химическому составу и механическим свойствам для … Заварить настил секции автоматической сваркой под слоем флюса с обратным формированием сварного шва на приклеивающейся гибкой подкладке автоматом АДФ-1004, проволокой СВ-08А … | Раздел: Промышленность, производство Тип: дипломная работа |
| История и развитие сварочного производства | |
История и развитие сварочного производства (конспект лекций) Содержание Предисловие Глава 1.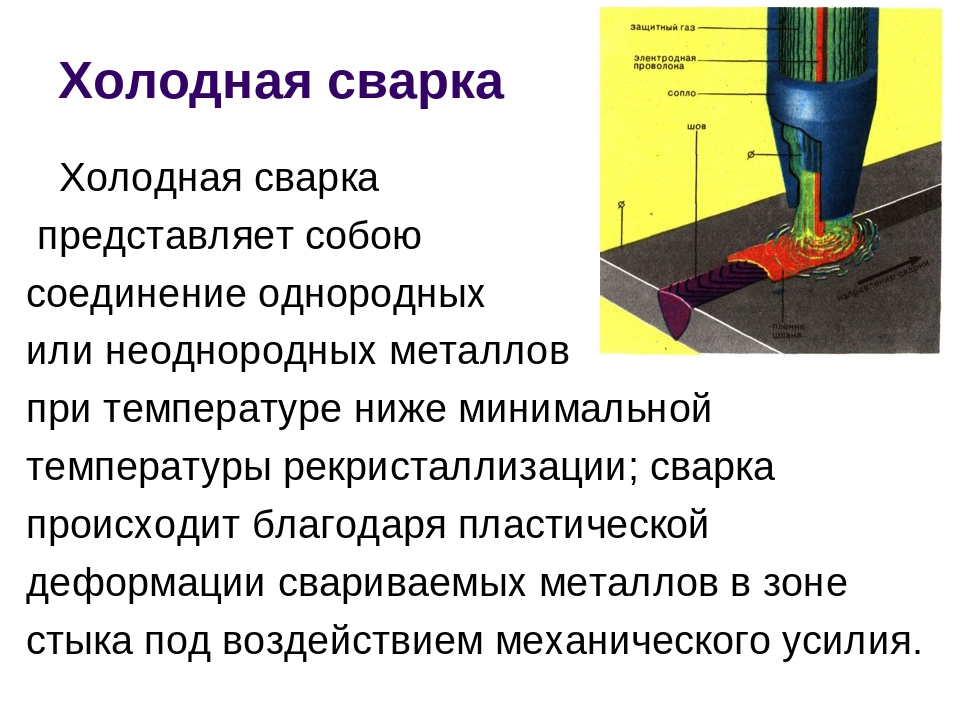 Из истории сварки Глава 2. Развитие электрической сварки … Из истории сварки Глава 2. Развитие электрической сварки … Баумана, ЦНИИТМАШе, МАТИ (Московский авиационно-технологический институт) и др.) делаются безуспешные попытки использовать при сварке в СО2 плавящийся электрод, но лишь в 1952 г. в … Вот почему, установив это, К.В. Любавский и Н.М. Новожилов (ЦНИИТМАШ) предложили вместо обычной бескремнистой маломарганцовистой сварочной проволоки применять для сварки в … | Раздел: Промышленность, производство Тип: учебное пособие |
| Процесс сварки вольфрамовым электродом в аргоне с присадочной … | |
| Реферат Объектом исследования является автоматическая аргонодуговая сварка вольфрамовым электродом сплава ОТ4. Цель дипломного проектирования … Существенное влияние на формирование швов при дуговой сварке могут оказывать и объемные электромагнитные силы, возникающие в жидком металле в результате взаимодействия магнитных .  .. .. Результаты полученные в представленной работе показали, что сварочная дуга хорошо управляется магнитным полем, генерируемым током присадочной проволоки, в пределах угла отклонения … | Раздел: Промышленность, производство Тип: дипломная работа |
| Организационно-технологическое проектирование сборочно-сварочного цеха | |
| КУРСОВАЯ РАБОТА тема: «Организационно-технологическое проектирование сборочно-сварочного цеха» Содержание Введение 1. Назначение и расчётная программа … Так, при постройке новых и реконструкции старых сборочно-сварочных цехов, многие зарубежные верфи осуществляют их планировку и оборудование по направлениям, способствующим … При изготовлений корпусных конструкций в сборочно-сварочных цехах широко применяют автоматическую и полуавтоматическую сварку (в пределах 80:-85% от общего объема сварки по массе ..  . . | Раздел: Рефераты по транспорту Тип: курсовая работа |
| Возникновение и развитие сварки | |
| Курсовая работа: «Возникновение и развитие сварки» Содержание 1. Возникновение и развитие сварки. 2. Виды сварки. 3. Сварочный полуавтомат А-547У. 3.1 … К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки … Рисунок 152.Порядок сварки стыков неповоротных труб: а — сборка труб на прихватках, б, в, г — выполнение первого, второго и третьего слоёв; А, Б, П — границы участков первого слоя … | Раздел: Промышленность, производство Тип: курсовая работа |
Реферат на тему: Сварка
У вас нет времени на реферат или вам не удаётся написать реферат? Напишите мне в whatsapp — согласуем сроки и я вам помогу!
В статье «Как научиться правильно писать реферат», я написала о правилах и советах написания лучших рефератов, прочитайте пожалуйста.
Собрала для вас похожие темы рефератов, посмотрите, почитайте:
- Реферат на тему: Физическая культура и здоровый образ жизни
- Реферат на тему: Экология и здоровье человека
- Реферат на тему: Базы данных
- Реферат на тему: Гипертоническая болезнь
Введение
При сварке электронным пучком проникновение конусообразно. Металл плавится у передней стенки кратера, и расплавленный металл движется вдоль боковых стенок к задней стенке, где он кристаллизуется.
Плавление при сварке
электронным пучком в основном обусловлено давлением потока электронов, типом
выделения тепла в объеме твердого металла и реакционным давлением испаряющегося
металла, вторичными и термическими электронами и излучением. Возможна сварка
непрерывным электронным пучком. Однако при сварке легко испаряются металлы
(алюминий, магний и т.д.), эффективность электронного тока и количество тепла,
выделяемого в продукт, снижается за счет потери энергии при ионизации паров
металла. В этом случае полезно использовать импульсный пучок электронов с
высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате
увеличивается глубина плавления. При правильной настройке соотношения времени
паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла
во время паузы сокращается длина зоны термического влияния. Тем не менее, могут
возникать подрезы, которые могут быть устранены путем сварки осциллирующим или
расфокусированным лучом.
В этом случае полезно использовать импульсный пучок электронов с
высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате
увеличивается глубина плавления. При правильной настройке соотношения времени
паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла
во время паузы сокращается длина зоны термического влияния. Тем не менее, могут
возникать подрезы, которые могут быть устранены путем сварки осциллирующим или
расфокусированным лучом.
Основные параметры режима электронно-лучевой сварки:
- ток в луче;
- Напряжение ускорения;
- скорость движения струи по поверхности изделия;
- Длительность импульса и паузы;
- Точность фокусировки луча;
- Степень вакуумирования.
Для перемещения струи на
поверхности продукта, продукт или сама струя перемещается с помощью системы
отклонения. Система отклонения позволяет лучу колебаться вдоль и поперек шва
или по более сложному пути. Низковольтное оборудование применяется при сварке
металла толщиной более 0,5 мм для получения сварных швов с отношением глубины к
ширине до 8:1. Высоковольтные агрегаты применяются для сварки толстого металла
с отношением глубины к ширине до 25:1.
Высоковольтные агрегаты применяются для сварки толстого металла
с отношением глубины к ширине до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, показаны на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не должен превышать 0,07 мм, при толщине до 20 мм зазор не должен превышать 0,1 мм) и точное направление балки вдоль оси соединения (отклонение не более 0,2…0,3 мм).
Для больших зазоров (чтобы избежать подрезания) требуется дополнительный металл в виде технологических бутылок или порошковой проволоки. В последнем случае существует возможность металлургического воздействия на металл шва. За счет изменения зазора и количества присадочного металла доля присадочного металла в сварном шве может быть увеличена до 50 %.
Электронно-лучевая сварка имеет значительные преимущества.
Высокая концентрация тепла,
поступающего в продукт, который выделяется не только на поверхности продукта,
но и на определенной глубине в объеме основного металла. Фокусируя электронный
пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм,
что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В
результате можно получить швы, где отношение глубины разрушения к ширине
разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы
(вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического
влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Фокусируя электронный
пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм,
что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В
результате можно получить швы, где отношение глубины разрушения к ширине
разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы
(вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического
влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Низкое тепло на входе. Для достижения одинаковой глубины проникновения при электронно-лучевой сварке 4 … В 5 раз меньше тепла, чем требуется для дуговой сварки. Это уменьшает искажение заготовки.
Отсутствие насыщения
расплавленного и нагретого металла газами. Напротив, в ряде случаев происходит
дегазация металла шва и повышение его пластических свойств. В результате
достигается высокое качество сварных соединений на химически активных металлах
и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество
электронно-лучевой сварки достигается также на низкоуглеродистых,
коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Хорошее качество
электронно-лучевой сварки достигается также на низкоуглеродистых,
коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Это взрывной шов. Тепло вырабатывается в результате трения между соединяемыми материалами. Трение является результатом взрыва, который сжимает контактные поверхности деталей. Этот метод используется для покрытия металлов инородным материалом. Например, сталь покрыта алюминием.
Этот вид сварки включает в себя несколько вариантов, которые мы сейчас рассмотрим.
Дуговая сварка
Этот тип сварки является наиболее часто используемым. Свариваемые материалы и/или детали расплавляются под действием тепла, выделяемого дугой. После закалки свариваемые поверхности образуют единое сварное соединение. Для этого типа сварки требуется сильноточное низковольтное электроснабжение. Сварочный электрод соединяется со своим зажимом, к которому, в свою очередь, прикасается свариваемая заготовка.
Наиболее важными
«подтипами» электродуговой сварки являются: ручная дуговая сварка,
сварка негорючим электродом, сварка плавлением, сварка под флюсом, сварка
электрошлаком.
Это универсальный технологический процесс. С его помощью можно выполнять сварочные работы в любом пространственном положении, из разных видов стали, даже без необходимого оборудования. Используется специальный электрод с флюсовым покрытием. Покрытие служит для защиты металлического шва от внешних воздействий. Сварка производится постоянным током с прямой или обратной полярностью и переменным током. Этот тип сварки используется для коротких и изогнутых сварных швов в труднодоступных местах и для монтажных работ.
В качестве электрода используется графитовый или вольфрамовый стержень. Температура плавления этих материалов выше температуры, при которой происходит процесс сварки. Сварка обычно выполняется в среде инертного газа (аргон, гелий, азот и их смеси) для защиты сварного шва и электрода от воздействия атмосферы. Сварка может производиться с присадочным металлом или без него. В качестве присадочного материала используются металлические стержни, проволока, полосы.
В качестве электрода
используется проволока (сталь, медь или алюминий), которая подается током через
токопроводящий наконечник.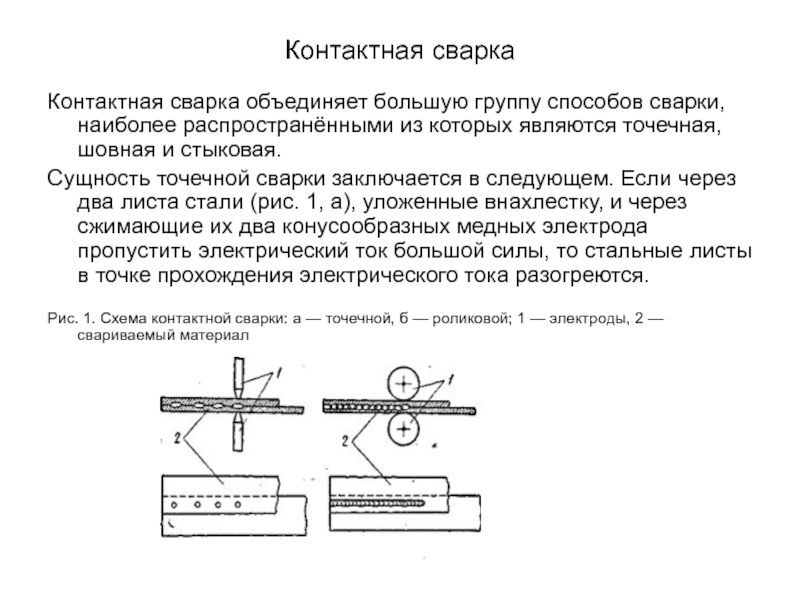 Электрическая дуга расплавляет проволоку, и
проволока автоматически подается механизмом подачи для обеспечения постоянной
длины проволоки. Для защиты от атмосферных воздействий используются защитные
газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с
электродной проволокой от сварочной головки.
Электрическая дуга расплавляет проволоку, и
проволока автоматически подается механизмом подачи для обеспечения постоянной
длины проволоки. Для защиты от атмосферных воздействий используются защитные
газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с
электродной проволокой от сварочной головки.
Под флюсовой сваркой
В этой форме сварки электродный конец также представлен в виде металлической проволоки или прутка, в конце которой подается флюсовый слой. В качестве флюсов используются кальцинированный бор, борная кислота, кремниевая кислота и др. Флюсы используются в виде порошков, паст, водных растворов. Дуговое горение происходит в пузырьке газа, который находится между металлом и слоем потока. Сама дуга в этом случае не видна. Эта технология повышает защиту металла от вредного воздействия атмосферы и улучшает глубину расплава.
При электрошлаковой сварке
следующие электроды служат в качестве электродной проволоки, прутков и пластин.
Источником тепла является расплавленный шлак, через который протекает
электрический ток. Тепло, вырабатываемое флюсом, расплавляет края свариваемых
деталей и присадочную проволоку. Этот процесс используется для сварки
вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в
машиностроении для изготовления кузнечно — сварных и литых конструкций.
Тепло, вырабатываемое флюсом, расплавляет края свариваемых
деталей и присадочную проволоку. Этот процесс используется для сварки
вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в
машиностроении для изготовления кузнечно — сварных и литых конструкций.
плазменная сварка
Источником тепла является пучок плазмы, который образуется при нагревании электрода электрическим током. Пучок плазмы сжимается и ускоряется под действием электромагнитных сил, что оказывает как тепловое, так и газодинамическое воздействие на свариваемый продукт. При струйном нагреве плавится как цветной металл в непосредственной близости от дуги, так и присадочный металл. В дополнение к сварке, этот процесс часто используется для наращивания сварки, распыления и резки.
Источником тепла является пучок
электронов. Пучок генерируется термоэлектронным излучением катода электронной
пучковой пушки. Этот вид сварки используется в промышленных условиях в
вакуумных камерах. Известна также технология сварки электронным пучком в
атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума
непосредственно перед свариваемыми деталями.
Известна также технология сварки электронным пучком в
атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума
непосредственно перед свариваемыми деталями.
Источником тепла является сфокусированный лазерный луч. Используются твердотельные, газовые, жидкостные и полупроводниковые лазеры. Лазерный луч также используется для резки различных материалов. Основными преимуществами лазерной сварки являются: возможность выполнения процесса на высоких скоростях, практически полное отсутствие деформации продукта и узкий стык.
Источником тепла является
газовый факел, который образуется при сжигании смеси кислорода и горючего газа.
В качестве горючего газа могут использоваться ацетилен, водород, пропан, бутан
и их смеси. Тепло, выделяемое при сжигании смеси кислорода и
легковоспламеняющегося газа, расплавляет свариваемые поверхности и присадочный
материал, образуя сварочную ванну. Пламя может быть «окисляющим» или
«восстанавливающим», и это регулируется количеством кислорода.
Термомеханическая сварка
Сварка производится путем нагрева свариваемых поверхностей. Этот вид сварки также имеет свои варианты.
Этот вид сварки нагревает изделия и деформирует их, что обеспечивает их взаимное проникновение. Сварные детали зажимаются в сварочные клещи и выделяют на электродах ток высокого напряжения, который плавит детали. Затем ток отключается и сильно сжимается клещами, в результате чего металл кристаллизуется и образует сварной шов.
При диффузионной сварке соединяемые поверхности сжимаются и нагреваются. Обычно этот процесс происходит в вакууме. В результате этого действия образуется сварной шов. Эта технология очень дорогая и поэтому в основном используется в аэрокосмической, электронной и инструментальной промышленности.
Поверхности свариваются путем
удара кованым молотком по горячим деталям. Этот тип сварки ненадежен, имеет
низкую производительность и подходит для ограниченного количества сплавов.
Сегодня кузнечная сварка используется практически нигде.
Высокочастотная токовая сварка
Свариваемые детали располагаются близко друг к другу и нагреваются, пропуская через них высокочастотный ток, после чего детали сжимаются вместе. Полученная в результате заготовка охлаждается и готова к использованию. Процесс в основном используется для производства труб и фитингов из продольной стали.
Внешний вид и развитие сварных швов
Сварка — это процесс формирования постоянных соединений путем создания атомных связей между свариваемыми частями путем их локального или общего нагрева или пластической деформации, либо путем комбинированного действия обеих форм.
В 1802 г. впервые в мире профессор физики Медико-хирургической академии Санкт-Петербурга В. В. Петров (1761-1834) открыл электрическую дугу, описал происходящие в ней явления и указал на возможность ее практического применения.
В 1881 г. русский
изобретатель Н.Н. Бенардос (1842-1905) использовал электрическую дугу для
соединения и разделения стали. Электрическая дуга Н.Н. Бенардос обгорел между
углеродным электродом и сварным металлом. Стальная проволока служила
дополнительным стержнем для формирования соединения. Батареи использовались в
качестве источника электрической энергии. Тот, что из Н.Н. Предложенная
Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги
для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н.
Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими
электродами под защитным газом и механизированную подачу электрода в дугу.
Электрическая дуга Н.Н. Бенардос обгорел между
углеродным электродом и сварным металлом. Стальная проволока служила
дополнительным стержнем для формирования соединения. Батареи использовались в
качестве источника электрической энергии. Тот, что из Н.Н. Предложенная
Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги
для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н.
Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими
электродами под защитным газом и механизированную подачу электрода в дугу.
В 1888 г. русский инженер
Н.Г. Славянов (1854-1897) предложил дуговую сварку плавящимся металлическим
электродом. Разработал научные основы дуговой сварки, применил флюс для защиты
металла сварочной ванны от воздействия воздуха, предложил накладную сварку и
сварку чугуна. Н.Г. Славянов изготовил по его проекту сварочный генератор и
организовал в Пермских пушечных мастерских первую в мире электросварочную
мастерскую, в которой работал с 1883 по 1897 год.
Н.Н. Бенардос и Н.Г. Славянов выступили инициаторами автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли широкого применения. Только после Великой Октябрьской социалистической революции сварка получила широкое распространение в нашей стране. Уже в начале 1920-х гг. под руководством профессора В.П. Вологдина на Дальнем Востоке корабли ремонтировались методом дуговой сварки, как и сварные котлы, а позднее — сварки кораблей и критических конструкций.
Разработка и промышленное
применение сварки потребовали разработки и производства надежных источников
питания для устойчивого горения дуги. Такие устройства — сварочный генератор
СМ 1 и сварочный трансформатор с
нормальной магнитной утечкой СТ 2 —
впервые были изготовлены в 1924 году ленинградским заводом
«Электрик». В том же году советским ученым В.П. Никитиным была разработана
принципиально новая схема сварочного трансформатора типа СТН. Производство
таких трансформаторов заводом «Электрик» было начато в 1927 году.
В 1928 году ученый Д.А. Дульчевский изобрел автоматическую дуговую сварку под флюсом.
Новый этап в развитии сварки относится к концу 1930-х годов , когда коллектив Института электросварки АН УССР под руководством академика Э.О. Патон разработал промышленный метод автоматической сварки под флюсом. Его внедрение в производство началось в 1940 г. Во время войны дуговая сварка под флюсом сыграла большую роль в производстве танков, самоходных орудий и авиационных бомб. Позже был разработан метод полуавтоматической сварки под флюсом.
В конце 1940-х годов газовая сварка стала использоваться в промышленности. Команды Центрального научно-исследовательского института машиностроительных технологий и Е.П. Патоновский институт электросварки разработал и внедрил полуавтоматическую сварку в углекислоте в 1952 году.
Главным достижением
сварочного оборудования стала разработка коллективом КЭС в 1949 году метода
электрошлаковой сварки, который позволил сваривать металлы практически любой
толщины.
Авторы работ по сварке углекислого газа плавящимся электродом и электрошлаковой сварке К.М. Новожилив, Г.З. Волошкевич, К.В. Любавский и другие были удостоены Ленинской премии.
В последующие годы в стране применялись ультразвуковая сварка, электронно-лучевая сварка, плазменная сварка, диффузионная сварка, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли ученые нашей страны: В.П. Вологдин, В.П. Никитин, Д.А. Дульчевский, Э.О. Патонов и команды Е.О. Патонова, Центральный научно-исследовательский институт технологии машиностроения, Всесоюзный научно-исследовательский институт автогенного машиностроения, Институт металлургии имени А.А. Байкова, Ленинградский завод «Электрик» и др.
Сварка во многих случаях заменила трудоемкие структурные процессы, такие как клепки и литье, резьбовые соединения и ковка.
Преимущества сварки перед этими методами заключаются в следующем:
- Экономия металла — 10 … 30% и более в зависимости от сложности конструкции
- снижение трудоемкости труда, сокращение продолжительности работы и снижение ее стоимости
- Более дешевое оборудование
- Машинопригодность и автоматизация сварочного процесса
- Возможность ремонта износа
- герметичность сварных соединений выше, чем у заклепочных или резьбовых.

Снижение производственного шума и улучшение условий труда работников
Виды сварки
Сварка плавлением производится при нагреве сильным концентрированным источником тепла (дуга, плазма и т.д.). Кромки сварных деталей сплавляются спонтанно и образуют общий сварочный бассейн, в котором происходят некоторые физические и химические процессы.
Сварка под давлением осуществляется путем пластической деформации металла на стыке под действием сжимающих сил. В результате различные загрязнения и оксиды на свариваемых поверхностях смещаются наружу, и чистые поверхности приближаются к атомному расстоянию адгезии по всему поперечному сечению.
Наиболее важные виды сварки
Ручная дуговая сварка выполняется металлическими электродами с покрытием. На электрод и свариваемый металл подается переменный или постоянный ток, в результате чего образуется дуга, длина которой должна поддерживаться постоянной в течение всего процесса сварки.
Под дуговой сваркой. Суть
сварки заключается в том, что дуга горит под слоем порошка для сварки под
флюсом между концом неизолированной электродной проволоки. Когда дуга горит и
флюс плавится, образуется газошлаковая оболочка, которая предотвращает
негативное влияние атмосферного воздуха на качество сварного соединения.
Суть
сварки заключается в том, что дуга горит под слоем порошка для сварки под
флюсом между концом неизолированной электродной проволоки. Когда дуга горит и
флюс плавится, образуется газошлаковая оболочка, которая предотвращает
негативное влияние атмосферного воздуха на качество сварного соединения.
Дуговая сварка в среде инертного газа осуществляется как с помощью не плавящихся (часто вольфрамовых), так и плавящихся электродов.
При сварке негорючим электродом дуга между электродом и свариваемым металлом горит под действием защитного газа. Сварочная проволока подается в зону сварки снаружи.
Сварка плавящимися электродами производится на полуавтоматических и автоматических станках. В этом случае возникает дуга между непрерывно подаваемой голой проволокой и свариваемым металлом.
Защитные газы — инертные
(аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а
также смеси аргона и гелия, либо углекислый газ, либо кислород; углекислый газ
с кислородом и т.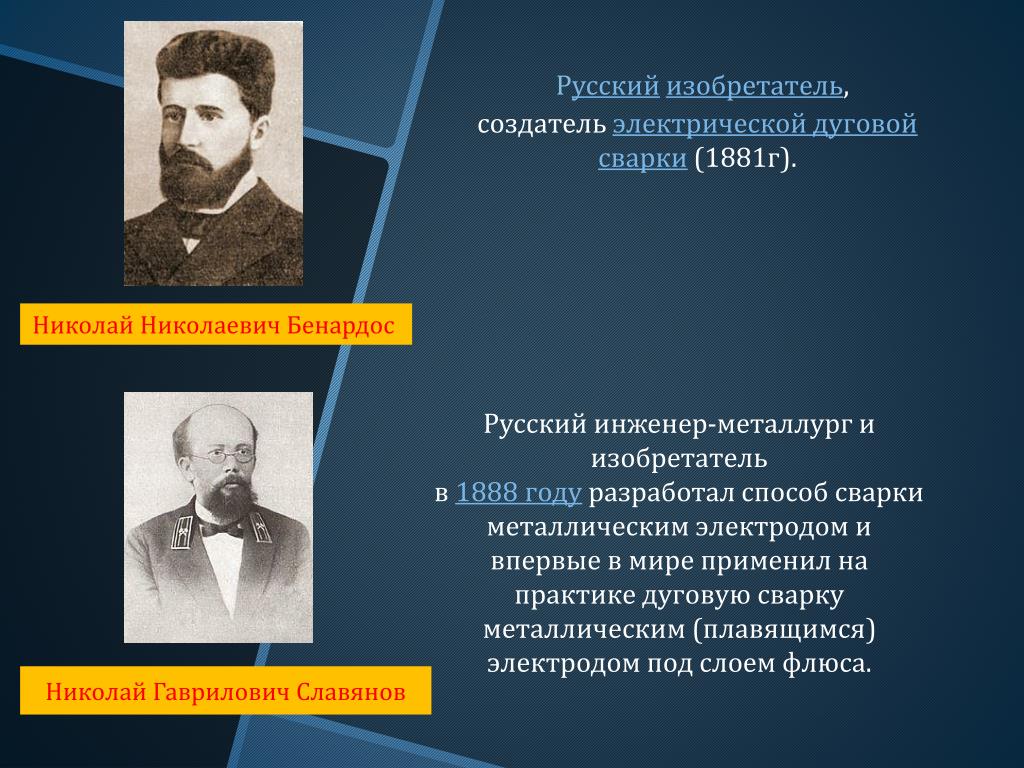 д.).
д.).
Газовая сварка осуществляется путем нагревания до тех пор, пока сварочные кромки и сварочная проволока не расплавятся высокотемпературным газокислородным пламенем от сварочной горелки. В качестве топливного газа используется ацетилен и его заменители (пропан-бутан, природный газ, жидкие горючие пары и т.д.).
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливаются с зазором между свариваемыми кромками. Проволока и флюс подаются в зону сварки. Дуга горит только в начале процесса. После того, как определенное количество потока расплавилось, дуга гаснет, и ток течет через расплавленный шлак.
Сварка контактов выполняется
при нагреве деталей электрическим током и их пластической деформации
(сдавливании) в точке нагрева. Локальный нагрев достигается за счет
сопротивления электрическому току сварных частей в месте их контакта.
Существует несколько видов контактной сварки, которые различаются по форме
сварного соединения, технологическим особенностям, способам подачи тока и
электропитания.
Типы контактной сварки
Сварка прикладом деталей, свариваемых вместе над поверхностью торцов встык.
При точечной сварке элементы соединяются в областях, ограниченных площадью концов электродов, которые питают ток и передают сжимающее усилие.
Контактная сварка рельефа выполняется на отдельных участках на предварительно подготовленных протуберанах — рельефах.
При контактной сварке швом элементы соединяются при помощи притирки вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка. Суть процесса электронно-лучевой сварки заключается в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. Когда электроны бомбардируют поверхность металла, большая часть их кинетической энергии преобразуется в тепло, которое используется для плавки металла.
Для сварки необходимо:
получить свободные электроны, сконцентрировать их и дать им высокую скорость
для увеличения их энергии, которая, когда электроны замедляются в свариваемом
металле, преобразуется в тепло.
Электронно-лучевая сварка применяется для сварки тугоплавких и редких металлов, высокопрочных, жаропрочных и коррозионностойких сплавов и сталей.
Диффузионная сварка в вакууме имеет следующие преимущества: металл не плавится, что позволяет получить более прочные сварные соединения и высокую точность размеров изделий, позволяет сваривать разнородные материалы: сталь с алюминием, вольфрам, титан, металлокерамику, молибден, медь с алюминием и титаном, титан с платиной и др.
Плазменная сварка может
использоваться для сварки однородных и разнородных металлов, а также
неметаллических материалов. Температура плазменной дуги, используемой в
сварочной технике, достигает 30 000 C. Для генерации плазменной дуги
используются плазматроны с прямой или непрямой дугой. При прямом воздействии
плазмотронов плазменная дуга образуется между вольфрамовым электродом и
основным металлом. В этом случае насадка является электрически нейтральной и
служит для сжатия и стабилизации дуги. При использовании непрямых плазмотронов
между вольфрамовым электродом и соплом образуется плазменная дуга, и пучок
плазмы высвобождается из колонны дуги в виде горелки. Плазменная дуга
называется плазменным лучом. Для формирования сжатой дуги вдоль ее колонны
через канал в сопле проходит нейтральный монотомный (аргон, гелий) или
диатомный газ (азот, водород и другие газы и их смеси). Газ сжимает колонну
дуги, повышая тем самым температуру колонны.
При использовании непрямых плазмотронов
между вольфрамовым электродом и соплом образуется плазменная дуга, и пучок
плазмы высвобождается из колонны дуги в виде горелки. Плазменная дуга
называется плазменным лучом. Для формирования сжатой дуги вдоль ее колонны
через канал в сопле проходит нейтральный монотомный (аргон, гелий) или
диатомный газ (азот, водород и другие газы и их смеси). Газ сжимает колонну
дуги, повышая тем самым температуру колонны.
Лазерная сварка. Лазер —
оптический квантовый генератор (OQG). Излучателем — активным элементом — в ОРЦ
могут быть: 1) твердые частицы — стекло с неодимом, рубином и т.д.; 2) жидкости
— растворы оксида неодима, красителей и т.д.; 30 газов и газовых смесей — водород,
азот, двуокись углерода и т.д.; 4) полупроводниковые монокристаллы — арсенидов
галлия и индия, сплавов кадмия с селеном и серой и т.д. Возможно перерабатывать
металлы и неметаллические материалы в атмосфере, в вакууме и в различных газах.
Лазерный луч свободно проникает в стекло, кварц и воздух.
Холодная сварка металлов. Суть данного вида сварки заключается в том, что при воздействии высокого давления на соединяемые элементы в точке контакта возникает пластическая деформация, которая способствует созданию межатомных адгезионных сил и приводит к образованию металлических связей. Сварка производится без нагрева. Холодной сваркой можно получить стыки шва, притирки и столбняка. Таким образом свариваются пластмассовые металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением выполняется в твердом состоянии под действием тепла, образующегося при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочные сварные соединения создаются металлическими соединениями между контактными поверхностями сварных деталей.
Высокочастотная сварка
основана на нагреве металла путем прохождения через него высокочастотных токов
с последующим выдавливанием рулонов. Такие сварные швы могут быть выполнены с
питанием током через контакты и с питанием индукционным током.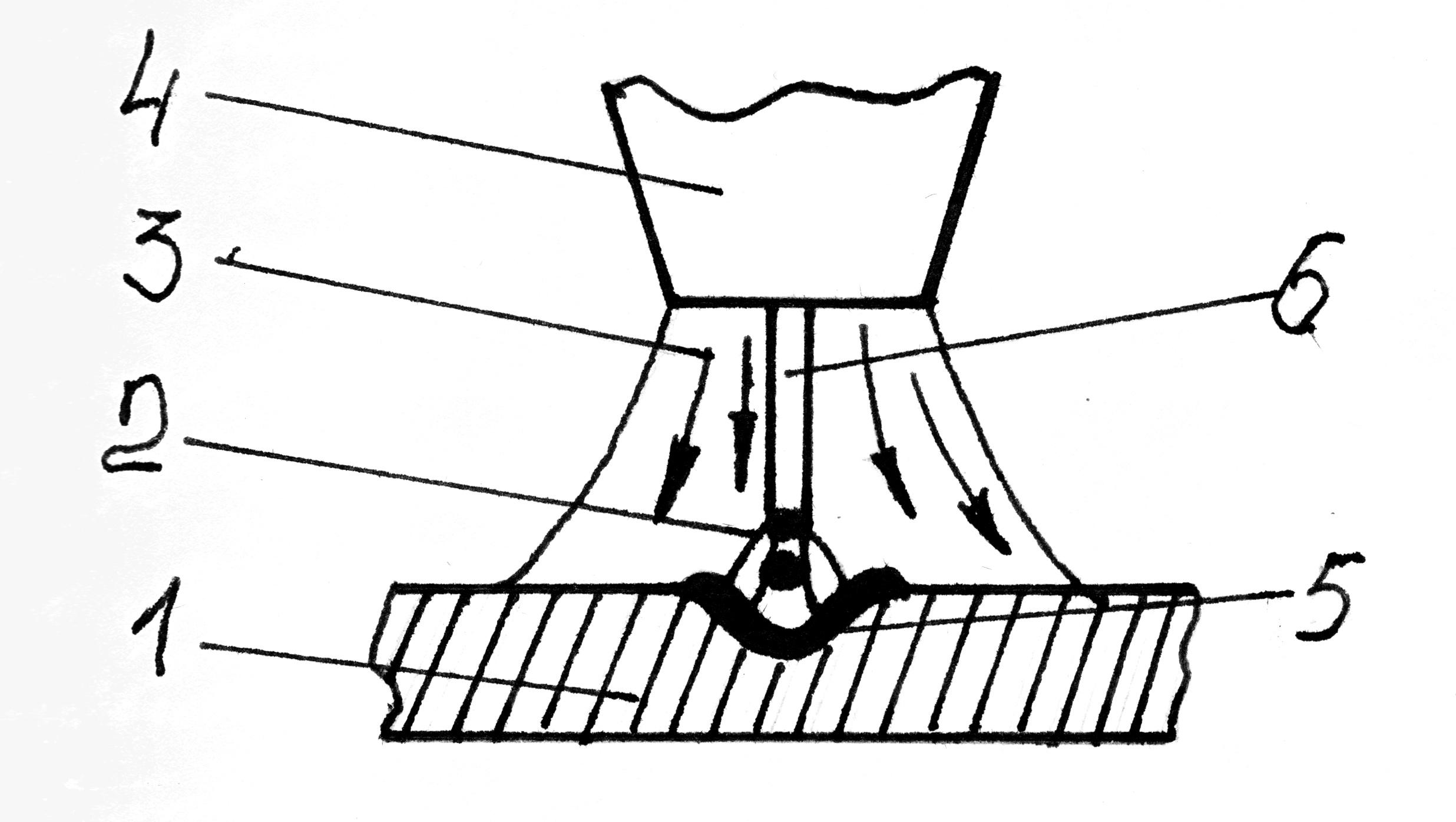
Ультразвуковая сварка. При сварке ультразвуком создается постоянная связь между металлами за счет одновременного воздействия на детали механических колебаний высокой частоты и относительно низких сил давления. Этот метод используется при сварке теплочувствительных металлов, пластмасс, металлов и неметаллических материалов.
Взрывная сварка основана на воздействии на свариваемые детали направленных кратковременных сверхвысокоэнергетических взрывных давлений порядка (100…200) Х 108 Па. Взрывозащитная сварка применяется при изготовлении заготовок для прокатки биметалла, на поверхностях наплавки конструкционных сталей металлами и сплавами с особыми физико-химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов.
Полусварочный станок A 547U
Полуавтомат А 547У предназначен для сварки в среде
углекислого газа. Позволяет сваривать металлические швы толщиной от 1 мм и
более, а также угловые швы на катетерах шва от 1,5 мм и более. Благодаря
небольшой сварочной ванне, образованной из тонкой электродной проволоки (до 1,2
мм), можно сваривать швы, расположенные в любом пространственном положении со
свободным их формированием. Сварка производится постоянным током с обратной
полярностью. В качестве источника тока могут использоваться сварочные преобразователи
или сварочные выпрямители с жесткими внешними свойствами.
Благодаря
небольшой сварочной ванне, образованной из тонкой электродной проволоки (до 1,2
мм), можно сваривать швы, расположенные в любом пространственном положении со
свободным их формированием. Сварка производится постоянным током с обратной
полярностью. В качестве источника тока могут использоваться сварочные преобразователи
или сварочные выпрямители с жесткими внешними свойствами.
Общий вид полуавтомата в комплекте со сварочным выпрямителем BC 300 показан на рис. 130. Набор содержит: Питатель 5, сварочный выпрямитель 6 со встроенным пультом управления 7, держатель 4 со шлангом, редуктор — расходомер 3, отопительный газ 2, газовый баллон 1 с углекислым газом, а также соединительные кабели и провода.
Механизм подачи
сконструирован таким образом, что электродная проволока вставляется в зону
дуги. Устанавливается вместе с барабаном 2 электродной проволоки и
газоотсекателем 14 в корпусе 13, который имеет форму небольшого корпуса с
крышкой 1. Двигатель постоянного тока 12 через понижающую передачу 17 передает
вращение на сменный подающий ролик 5. под этим роликом на эксцентрике 7
находится нажимной шарикоподшипник 6. прижимание электродной проволоки к
подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3.
усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4,
конец которого прижимает вал рычага и поворачивает его к оси 10. На другой
стороне корпуса находится штырь 20, на который помещен барабан с электродной
проволокой. Между барабаном и подающим валиком находится направляющая трубка 8.
Для соединения проводов контуров управления с обеих сторон корпуса имеются
разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый
сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки
вставляется в контактные губки 18 и зажимается штифтом 19.
под этим роликом на эксцентрике 7
находится нажимной шарикоподшипник 6. прижимание электродной проволоки к
подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3.
усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4,
конец которого прижимает вал рычага и поворачивает его к оси 10. На другой
стороне корпуса находится штырь 20, на который помещен барабан с электродной
проволокой. Между барабаном и подающим валиком находится направляющая трубка 8.
Для соединения проводов контуров управления с обеих сторон корпуса имеются
разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый
сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки
вставляется в контактные губки 18 и зажимается штифтом 19.
Питатель устанавливается на
рабочем месте и переносится сварщиком на рукоятке 11. При работе в стационарных
условиях механизм подачи закреплен на столе сварщика. В этом случае вместо
барабана с электродной проволокой целесообразно использовать проволоку
непосредственно из отсека, который размещается на оровку.
Полуавтомат поставляется с двумя типами держателей с шлангами. Одна из них, длиной 1,2 м, предназначена для сварки электродной проволокой диаметром 0,8 — 1 мм при токе до 150А, а вторая, длиной 2,5 м, используется для сварки проволокой диаметром 1 — 1,2 мм при токе до 250А.
Если радиус действия сварочной проволоки больше указанного, то брызги металла на электрод увеличиваются и процесс сварки нарушается; если радиус действия меньше, то наконечник сгорает. Последовательность полета и надежность работы наконечника гарантируется контактной втулкой. Одна контактная втулка используется для изогнутых резаков, а две — для прямых.
Сварка в разных положениях
шва в пространстве выполняется в разных режимах. При переходе от нижних к
вертикальным соединениям режим (натяжение и скорость подачи проволоки) должен
быть снижен. Частое изменение режима сварки рукой снимает сварочный аппарат и
занимает много времени, поэтому некоторые полуавтоматы оснащены устройствами
дистанционного управления режимом сварки. Устройства для дистанционного
переключения режимов делают полуавтоматы пригодными для начала и окончания
сварки.
Устройства для дистанционного
переключения режимов делают полуавтоматы пригодными для начала и окончания
сварки.
В качестве защитных газов используются активные газы, т.е. те, которые в процессе сварки могут взаимодействовать с другими элементами. Эти газы включают углекислый газ (CO2) или смеси: 70% углекислый газ и 30% аргон (или кислород) для сварки углеродистых сталей; 70% аргон и 30% углекислый газ для сварки легированных сталей.
Использование газовых смесей вместо 100% углекислого газа повышает производительность и качество сварных швов.
Преимущество газосварной сварки заключается также в том, что на свариваемые изделия, изготовленные по этой технологии, можно накладывать прочные антикоррозионные слои (оцинкованные и т.д.) без какой-либо специальной подготовки. Сварка инертным газом также используется для соединения тонких металлов (0,1 — 1,5 мм).
Из всех видов дуговой сварки
полуавтоматическая сварка в защитных газах имеет наименьший объем работ.
Углекислый газ. При нормальном атмосферном давлении удельная плотность двуокиси углерода составляет 0,00198 г/см³. При температуре 31°С и давлении 7,53 МПа сжижается углекислый газ. Температура сжижения газа при атмосферном давлении составляет 78,5o C. Углекислый газ хранится и транспортируется в стальных баллонах под давлением 6 — 7 МПа. Стандартный баллон объемом 40 дм³ вмещает 25 кг жидкой углекислоты, в результате чего при испарении образуется 12 625 дм³ газа. Жидкая углекислота занимает 60-80% объема резервуара, остальная часть объема заполняется испаренным газом.
Заключение
Жидкая углекислота способна растворять воду, поэтому углекислый газ, выделяющийся в цилиндре, должен быть высушен перед подачей в зону листа; его концентрация должна быть не менее 99%. Если углекислый газ содержит влагу, то пористость шва неизбежна.
Для сварки используется
специально произведенная двуокись углерода, также можно использовать двуокись
углерода для пищевых продуктов.
Пищевой углекислый газ содержит большое количество влаги, поэтому перед сваркой газ необходимо высушить, пропустив его через картридж, заполненный сульфатом обезвоженной меди, или через сушилку с силикагелем.
В процессе сварки двуокись углерода отвечает следующим техническим требованиям: для класса I CO2 не менее 99,5%, для класса II CO2 — 99%; для класса I водяные пары не более 0,18%, для класса II CO2 — 0,51%.
Если количество сварочных станций превышает 20, желательно иметь централизованную подачу углекислого газа по трубопроводу от рампы или газификационной установки. Рекомендуется оборудовать сварочные станции электромагнитными клапанами, которые позволяют автоматически включать подачу газа перед зажиганием дуги и отключать его после тушения. Каждый сварочный пост должен быть оснащен расходомером (ротаметром).
Список литературы
- Сычев, М.М. Материаловедение. Проектирование конструкционных материалов: Учебник / М.М. Сычев, С.И. Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметев. — Санкт-Петербург: Санкт-Петербургский государственный технический университет (ТУ), 2003.
- Мутилина, И.Н. Технология строительных материалов: учебник / И.Н. Мутилина. — Владивосток: Издательский дом ФГТУ, 2004.
- Быков В.П. Ручная дуговая сварка: методические указания / В.П. Быков, Б.Ф. Орлов, А.С. Поздеев. — Архангельск: РИО АГТУ, 1995.
- Быков В.П. Контактная сварка: методические указания / В.П. Быков, А.С. Поздеев. — Архангельск: РИО АГТУ, 1993.
- Казаков Ю.В. «Сварка и резка материалов» М.2004.
 Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметев. — Санкт-Петербург: Санкт-Петербургский государственный технический университет (ТУ), 2003.
Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметев. — Санкт-Петербург: Санкт-Петербургский государственный технический университет (ТУ), 2003.Экспериментальное и численное исследование термической предыстории, вызванной дуговой сваркой под флюсом, остаточных напряжений, деформации и характеристик сварного шва
Реферат:
Дуговая сварка под флюсом — это процесс сварки плавлением, характеризующийся высоким наплавлением, глубоким проплавлением, высокой производительностью и гладкой поверхностью, особенно при сварке в нижнем положении. Обычно он используется при изготовлении крупных конструкций, что связано с образованием остаточных напряжений и деформаций.Целью настоящей работы является изучение термомеханического поведения и характеристик сварки соединений, сваренных дугой под флюсом, а также разработка подходящего метода смягчения последствий для контроля вызванных сваркой остаточных напряжений и угловой деформации. С этой целью в настоящем исследовании были проведены численный анализ и многочисленные экспериментальные исследования пластин из мягкой стали, сваренных дуговой сваркой под флюсом. Были разработаны трехмерные переходные, нелинейные, упругопластические модели конечных элементов для оценки термической предыстории, остаточных напряжений и деформации сварных пластин.Чтобы сократить время на подготовку кромок, сварку выполняли для квадратного стыка с верхним и нижним армированием. Было проведено сравнительное исследование между односторонними и двусторонними угловыми соединениями. Влияние последовательностей прихваток и последовательностей сварки было изучено для разработки устойчивых методов смягчения последствий.
Обычно он используется при изготовлении крупных конструкций, что связано с образованием остаточных напряжений и деформаций.Целью настоящей работы является изучение термомеханического поведения и характеристик сварки соединений, сваренных дугой под флюсом, а также разработка подходящего метода смягчения последствий для контроля вызванных сваркой остаточных напряжений и угловой деформации. С этой целью в настоящем исследовании были проведены численный анализ и многочисленные экспериментальные исследования пластин из мягкой стали, сваренных дуговой сваркой под флюсом. Были разработаны трехмерные переходные, нелинейные, упругопластические модели конечных элементов для оценки термической предыстории, остаточных напряжений и деформации сварных пластин.Чтобы сократить время на подготовку кромок, сварку выполняли для квадратного стыка с верхним и нижним армированием. Было проведено сравнительное исследование между односторонними и двусторонними угловыми соединениями. Влияние последовательностей прихваток и последовательностей сварки было изучено для разработки устойчивых методов смягчения последствий. Угловые искажения в больших конструкциях также оценивались с использованием эквивалентной методики, которая устраняла огромные затраты времени и ресурсов на вычисления. Результаты, полученные в результате численного анализа, сравнивались с экспериментальными.Оценка правильных параметров источника тепла является достаточно сложной задачей. Была разработана новая объемная модель источника тепла, которую можно использовать при моделировании сварки плавлением. Термические профили, а также размеры сварных швов были оценены с применением нового источника тепла. Было изучено влияние параметров сварки, геометрии соединения на геометрию наплавленного валика, а также механические свойства. Добавление поверхностно-активных элементов увеличивает проплавление сварного шва, их влияние было изучено. Для определения наилучшей комбинации параметров были проведены оптимизации с одним и несколькими ответами.
Угловые искажения в больших конструкциях также оценивались с использованием эквивалентной методики, которая устраняла огромные затраты времени и ресурсов на вычисления. Результаты, полученные в результате численного анализа, сравнивались с экспериментальными.Оценка правильных параметров источника тепла является достаточно сложной задачей. Была разработана новая объемная модель источника тепла, которую можно использовать при моделировании сварки плавлением. Термические профили, а также размеры сварных швов были оценены с применением нового источника тепла. Было изучено влияние параметров сварки, геометрии соединения на геометрию наплавленного валика, а также механические свойства. Добавление поверхностно-активных элементов увеличивает проплавление сварного шва, их влияние было изучено. Для определения наилучшей комбинации параметров были проведены оптимизации с одним и несколькими ответами.
Оценка профессионального воздействия органических растворителей и сварочного дыма на повреждение ДНК и SNP (ген PARK13, LRRK2 и CAST) и риск болезни Паркинсона
Информация о сеансе
Время сеанса: 13:45–15:15
Местоположение: Agora 3 West, Level 3
Цель: Целью данного исследования было изучение потенциальной связи между растворителями, сварочными дымами и SNP и риском развития ЧР.
Справочная информация: Развитие болезни Паркинсона значительно усилилось при воздействии на человеческую популяцию загрязнителей окружающей среды. Промышленность использует топливо, краски, типографские краски, обезжириватели и чистящие средства. Длительное воздействие может быть связано с нейродегенеративными заболеваниями, такими как болезнь Паркинсона (БП).
Метод: Было использовано 100 субъектов, подвергшихся воздействию органических растворителей и сварочного дыма, и 100 человек из контрольной группы (соответствующие возрасту и полу).Образцы крови были собраны у субъектов исследования, профессиональный анамнез и информация о повседневной жизни пациентов и контролей были собраны в больнице. Воздействие ароматических растворителей и сварочного дыма оценивалось с использованием предоставленной самими участниками информации о сварочных и покрасочных работах. Лимфоциты культивировали по стандартной процедуре, а SNP анализировали с помощью секвенирования и интерпретировали.
Результаты: Воздействие было увеличено хромосомными аберрациями по сравнению с контрольной группой.Кроме того, более высокие аберрации наблюдались в хромосомах курящих и сварщиков по сравнению с некурящими сварщиками, а также контрольной группой. SNP гена PARK13, LRRK2 и CAST были проанализированы, и новые SNP были обнаружены у сварщиков, подвергшихся воздействию табака, по сравнению с некурящими сварщиками. Некоторый риск БП был обнаружен у подвергающихся воздействию табака и сварщиков, занимающихся покраской.
Заключение: Токсичные соединения могут привести к развитию спектра БП или родственных расстройств.Соединения металлов следует рассматривать как предупреждение о потенциально неблагоприятных генетических и соматических эффектах у людей. Сбой в работе этой системы может привести к развитию рака и других генетических заболеваний. Токсические воздействия были связаны с паркинсонизмом. Многие промышленные процессы, такие как химчистка, были фактором риска развития паркинсонизма. После профессионального воздействия органических растворителей была исследована очень ограниченная роль генетического полиморфизма в модулировании риска БП, но комбинированный эффект этих вариантов может взаимодействовать, увеличивая риск БП.
После профессионального воздействия органических растворителей была исследована очень ограниченная роль генетического полиморфизма в модулировании риска БП, но комбинированный эффект этих вариантов может взаимодействовать, увеличивая риск БП.
Цитировать этот реферат в стиле АМА:
К. Калимуту, Р. Рамачндран, А. Арулсами, С. Савариар. Оценка профессионального воздействия органических растворителей и сварочного дыма на повреждение ДНК и SNP (гены PARK13, LRRK2 и CAST) и риск болезни Паркинсона [аннотация]. Мов Беспорядок. 2019; 34 (прил. 2). https://www.mdsabstracts.org/abstract/assessment-of-occupationally-exposed-organic-solvents-and-welding-fumes-induced-dna-damage-and-snps-park13-lrrk2-and-cast-gene- и-риск-болезни-паркинсона/.По состоянию на 11 января 2022 г.« Назад к Международному Конгрессу 2019
MDS Abstracts — https://www.mdsabstracts.org/abstract/assessment-of-occupationally-exposed-organic-solvents-and-welding-fumes-induced-dna-damage-and-snps-park13-lrrk2- и-приведенный-ген-и-риск-болезни-паркинсона/
Искусство сварки — известные художники по металлу и скульптуры
Сварка относится к производственному процессу, который вызывает коалесценцию между материалами, такими как металлы, термопласты и другие. При сварке тепло используется для расплавления заготовок, а присадочный материал используется для образования сварочной ванны или расплавленного материала. Когда сварочная ванна затвердеет, образуется прочное соединение. Сварка является важным процессом для создания различных объектов и конструкций, и ее можно применять для создания функциональных объектов, а также произведений искусства, таких как скульптуры. Процесс сварки функциональных объектов часто несложен, поскольку выполняется с единственной целью соединения материалов между собой.Скульптурная сварка, с другой стороны, требует обширных знаний и навыков, поскольку предполагает сварку материалов разных форм и цветов. Вот ссылки на дополнительную информацию об искусстве сварки.
При сварке тепло используется для расплавления заготовок, а присадочный материал используется для образования сварочной ванны или расплавленного материала. Когда сварочная ванна затвердеет, образуется прочное соединение. Сварка является важным процессом для создания различных объектов и конструкций, и ее можно применять для создания функциональных объектов, а также произведений искусства, таких как скульптуры. Процесс сварки функциональных объектов часто несложен, поскольку выполняется с единственной целью соединения материалов между собой.Скульптурная сварка, с другой стороны, требует обширных знаний и навыков, поскольку предполагает сварку материалов разных форм и цветов. Вот ссылки на дополнительную информацию об искусстве сварки.
Известные мастера по металлу
- Генри Мур: веб-страница BBC, содержащая много информации о легендарном английском скульпторе Генри Муре.
- Александр Колдер: Фонд, посвященный популяризации работ Александра Колдера, известного скульптора, который усовершенствовал искусство скульптурной сварки.
- Дэвид Смит: веб-сайт, посвященный американскому скульптору Дэвиду Смиту.
- Антуан Певзнер: Биография известного скульптора Антуана Певзнера, который высоко ценится за свои новаторские методы сварки.
- Энтони Каро: Официальный сайт Энтони Каро, одного из самых важных современных английских скульпторов.
- Ричард Хант: исчерпывающая информация о современном американском скульпторе Ричарде Ханте.
- Хулио Гонсалес: биография испанского художника и скульптора Хулио Гонсалеса, мастера скульптурной сварки.
- Беверли Пеппер: веб-сайт, содержащий биографию и изображения работ американской скульптора Беверли Пеппер.
- Вера Мухина: Жизнь и достижения Веры Мухиной, королевы советской скульптуры.
- Эйла Хилтунен: веб-сайт, созданный в память о пионерке современной скульптуры Эйле Хилтунен.

Известные скульптуры
- Рабочий и колхозница: изображения Веры Мухиной Рабочий и колхозница , одна из самых ранних сварных скульптур.
- Cubi XX: фотография Cubi XX , сварной скульптуры из нержавеющей стали, созданной Дэвидом Смитом.
- Большая арка: изображение и описание Большой арки , знаменитой скульптуры Генри Мура.
- Одалиска: сварная стальная скульптура Одалиска Энтони Каро.
- Чикаго Пикассо: фотографии безымянной сварной скульптуры Пикассо на Civic Center Plaza в Чикаго.
- Материнство: информация о Материнство , абстрактной стальной скульптуре Хулио Гонсалеса.
- Harlem Hybrid: статья, в которой обсуждается скульптура Harlem Hybrid работы Ричарда Ханта.

Школы и классы
Проекты
Расходные материалы
Издательство Inderscience Publishers – связывает научные круги, бизнес и промышленность посредством исследований
Может ли искусственный интеллект (ИИ) обладать эмоциональным интеллектом? Исследование, опубликованное в International Journal of Engineering Systems Modeling and Simulation , составляет дорожную карту.
ИИ — модное слово в компьютерных науках и за их пределами, но у этих концепций длинная история, восходящая к 1950-м годам, если не раньше.Однако определение ИИ изменилось за это время. Первоначально ИИ включал в себя идею создания системы, машины, которая имитировала бы естественный интеллект, когнитивные способности животных. Однако идея «интеллектуальных агентов», которые могут обрабатывать экзогенную информацию (ввод от датчиков) и использовать результаты этой обработки для достижения определенных целей, теперь считается более точным способом рассмотрения ИИ. Тем не менее, на современном уровне техники вид обработки, который ИИ мог бы выполнять, рассматривается как решение проблем или парадигма машинного обучения, которая больше склоняется к биомимикрии познания.
ИИ уже оказывает влияние на такие разные области человеческой деятельности, как медицина и здравоохранение, транспорт, образование, сельское хозяйство, финансы, маркетинг, даже развлечения и, конечно же, робототехника и вычислительная техника.
Шармишта Дей из Департамента вычислительных наук Университета Brainware в Барасате, Калькутта, и Чинмай Чакраборти из Департамента электроники и коммуникационных технологий Технологического института Бирла в Месре, Джаркханд, Индия, предполагают, что ИИ меняет мир, позволяя нам разрабатывать интеллектуальные решения, способные к автономному принятию решений и самодиагностике.Они отмечают, что включение эмоционального интеллекта в разработку ИИ, возможно, находится на критической стадии, поскольку это может позволить нам разработать ИИ, который не позволит системе поддаться врожденным предубеждениям тех, кто разрабатывает данную систему ИИ и выбирает ее начальные входные данные для обучения. .
«Если машина может думать или чувствовать как человек, ее можно преобразовать в более совершенную систему принятия решений», — пишет команда. Важно отметить, что система ИИ должна иметь встроенный детектор эмоций, чтобы она могла понимать эмоциональный контекст своих входных данных, но также нуждается в способе представления эмоционального контекста любого решения, которое она предлагает для данной проблемы или ситуации. Алгоритмы глубокого обучения, выходящие за рамки стандартных подходов к машинному обучению, приведут ИИ к следующему пункту назначения на дорожной карте. Больше данных и пошаговая обработка помогут создать контекст и позволят ИИ развиваться в нашу пользу.
Алгоритмы глубокого обучения, выходящие за рамки стандартных подходов к машинному обучению, приведут ИИ к следующему пункту назначения на дорожной карте. Больше данных и пошаговая обработка помогут создать контекст и позволят ИИ развиваться в нашу пользу.
Дей, С. и Чакраборти, К. (2021) «Эмоциональный интеллект — создание новой дорожной карты для искусственного интеллекта», Int. J. Моделирование и моделирование инженерных систем, Vol. 12, № 4, стр. 291–300.
DOI: 10.1504/IJESMS.2021.119871
| Дата (документ был подан в Регистрационную палату) | Тип | Описание (документа, поданного в Регистрационную палату) | Посмотреть/Скачать (файл PDF, ссылка откроется в новом окне) |
|---|---|---|---|
| 08 ноя 2017 | АС92 | Восстановление по решению суда | |
| 05 апр 2016 | ГАЗ2 | Final Gazette распущен путем принудительного исключения | |
| 19 янв 2016 | ГАЗ1 | First Gazette уведомление о принудительном исключении | |
| 04 фев 2000 | 3. 6 6 | Выписка получателя о поступлениях и платежах | |
| 04 фев 1999 | 3,6 | Выписка получателя о поступлениях и платежах | |
| 06 фев 1998 | 3.6 | Выписка получателя о поступлениях и платежах | |
| 11 фев 1997 | 3,6 | Выписка получателя о поступлениях и платежах | |
| 03 окт 1996 | 3. 6 6 | Выписка получателя о поступлениях и платежах | |
| 03 окт 1995 | 3,6 | Выписка получателя о поступлениях и платежах | |
| 21 августа 1995 г. | 405(2) | Получатель перестает действовать | |
| 11 мая 1994 г. | 3.6 | Выписка получателя о поступлениях и платежах Этот документ в настоящее время недоступен в Интернете. Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 18 марта 1993 г. | 3.6 | Выписка получателя о поступлениях и платежах Этот документ в настоящее время недоступен в Интернете. Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 11 мая 1992 г. | 3.10 | Отчет административного получателя Этот документ в настоящее время недоступен в Интернете. | Запросить документ |
| 11 мая 1992 г. | 3.3 | Заявление о делах в административном конкурсном производстве после отчета перед кредиторами Этот документ в настоящее время недоступен в Интернете. Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 24 марта 1992 г. | СПЕЦИАЛЬНАЯ РУЧКА | Свидетельство о конкретном наказании Этот документ в настоящее время недоступен в Интернете. | Запросить документ |
| 07 фев 1992 | 405(1) | Назначение получателя/управляющего Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 15 августа 1991 г. | АА | Полные счета , составленные до 30 апреля 1991 г. Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 15 августа 1991 г. | 363а | Возврат произведен до 17.07.91; без смены членов Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
24 июля 1990 г. | АА | Полные счета , составленные до 30 апреля 1990 г. Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 24 июля 1990 г. | 363 | Возврат произведен до 17.07.90; полный список членов Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
19 января 1990 г. | 287 | Юридический адрес изменен 19/01/90 с: 4 Horsecroft Place Pinnacles Harlow Essex CM19 5BT Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 17 ноября 1989 г. | АА | Полные счета , составленные до 30 апреля 1989 г. Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
17 ноября 1989 г. | 363 | Возврат произведен до 22.09.89; полный список членов Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
| 03 мая 1989 г. | 288 | Назначен новый директор Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |
22 ноября 1988 г.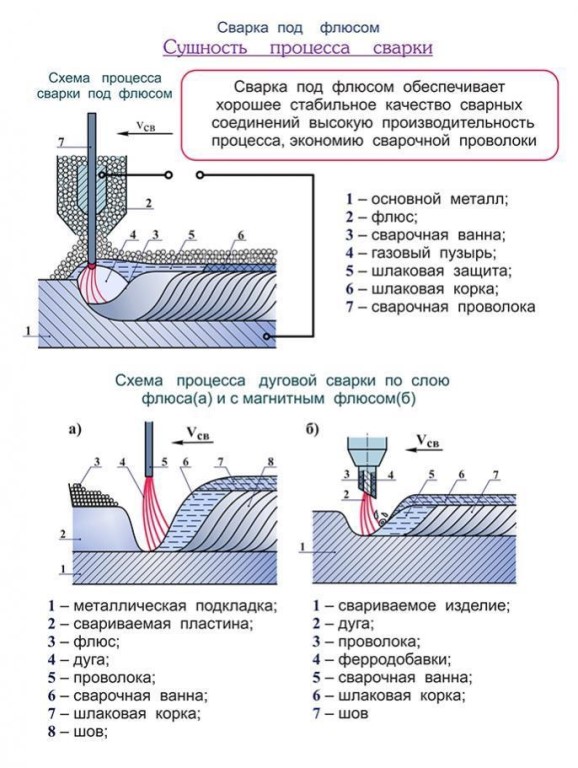 | 395 | Сведения об ипотеке/залоге Этот документ в настоящее время недоступен в Интернете.Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов. | Запросить документ |

 Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов.
Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов.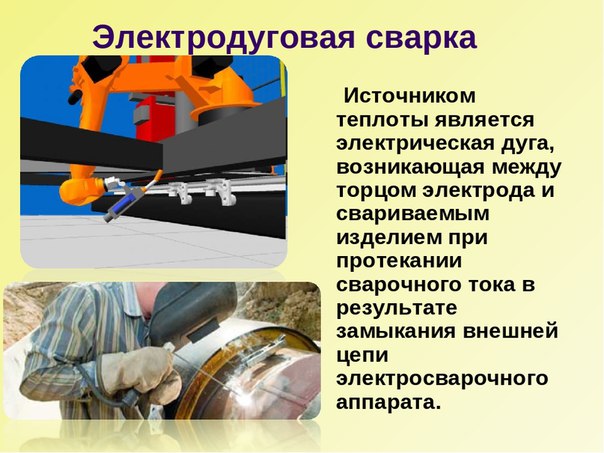 Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов.
Вы можете запросить добавление документа в историю регистрации компании, что стоит 3 фунта стерлингов.металлургия | Определение и история
Современное использование металлов является кульминацией долгого пути развития, растянувшегося примерно на 6500 лет. Принято считать, что первыми известными металлами были золото, серебро и медь, находившиеся в самородном или металлическом состоянии, из которых самыми ранними, по всей вероятности, были самородки золота, найденные в песках и гравии в руслах рек.Такие самородные металлы стали известны и ценились за их декоративную и утилитарную ценность во второй половине каменного века.
Самая ранняя разработка
Золото может быть агломерировано в более крупные куски путем холодной ковки, но самородная медь не может, и важным шагом на пути к Веку металлов стало открытие того, что такие металлы, как медь, могут быть преобразованы в формы путем плавления и отливки в формы; среди самых ранних известных изделий этого типа — медные топоры, отлитые на Балканах в 4-м тысячелетии до н. э.Еще одним шагом стало открытие того, что металлы можно извлекать из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании. Заметно больший выход, полученный при нагревании самородной меди с сопутствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в слое древесного угля при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , угарный газ, становится все более стабильным.Чтобы осуществить агломерацию и отделение расплавленной или выплавленной меди от сопутствующих минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить наличием минералов оксида железа госсан в выветрелых верхних зонах месторождений сульфидов меди.
Этот дальнейший шаг вперед можно объяснить наличием минералов оксида железа госсан в выветрелых верхних зонах месторождений сульфидов меди.
Во многих регионах в последующий период производились медно-мышьяковые сплавы, обладающие превосходными свойствами по сравнению с медью как в литом, так и в деформируемом виде. Сначала это могло быть случайным из-за сходства по цвету и цвету пламени между ярко-зеленым медно-карбонатным минералом малахитом и продуктами выветривания таких медно-мышьяковых сульфидных минералов, как энаргит, а позже за этим мог последовать целенаправленный отбор соединений мышьяка на основе их чесночного запаха при нагревании.
Содержание мышьяка колебалось от 1 до 7 процентов, олова до 3 процентов. Практически не содержащие мышьяка медные сплавы с более высоким содержанием олова — другими словами, настоящая бронза — по-видимому, появились между 3000 и 2500 годами до нашей эры, начиная с дельты Тигра и Евфрата. Открытие значения олова могло произойти благодаря использованию станнита, смешанного сульфида меди, железа и олова, хотя этот минерал не так широко доступен, как основной минерал олова, касситерит, который, должно быть, был конечным источником. металла.Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; это также происходит в определенной степени в госсанах оксида железа, упомянутых выше.
металла.Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; это также происходит в определенной степени в госсанах оксида железа, упомянутых выше.
Хотя бронза могла развиваться независимо в разных местах, наиболее вероятно, что бронзовая культура распространилась через торговлю и миграцию народов с Ближнего Востока в Египет, Европу и, возможно, Китай. Во многих цивилизациях производство меди, мышьяковой меди и оловянной бронзы какое-то время продолжалось вместе.Возможное исчезновение медно-мышьяковых сплавов трудно объяснить. Производство могло быть основано на полезных ископаемых, которые не были широко доступны и стали дефицитными, но относительная нехватка минералов олова не мешала значительной торговле этим металлом на значительных расстояниях. Возможно, оловянные бронзы в конечном итоге стали предпочитаться из-за возможности отравления мышьяком от паров, образующихся при окислении мышьякосодержащих минералов.
По мере разработки выветрелых медных руд в данных местах добывались и плавились более твердые сульфидные руды под ними.Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это не только требовало больших металлургических навыков, но также окисляло тесно связанное железо, что в сочетании с использованием флюсов из оксида железа и более сильными восстановительными условиями, создаваемыми усовершенствованными плавильными печами, приводило к более высокому содержанию железа в бронзе.
Невозможно провести резкое разделение между бронзовым веком и железным веком.Небольшие куски железа должны были производиться в медеплавильных печах, поскольку использовались флюсы оксида железа и железосодержащие сульфидные руды меди. Кроме того, более высокие температуры печи создали бы условия для более сильного восстановления (то есть более высокое содержание монооксида углерода в газах печи). Ранний кусок железа с дороги в провинции Дренте, Нидерланды, был датирован 1350 годом до нашей эры, что обычно считается средним бронзовым веком для этой области. С другой стороны, в Анатолии железо использовалось уже в 2000 г. до н. э.Есть также случайные ссылки на железо и в более ранние периоды, но этот материал имел метеоритное происхождение.
Ранний кусок железа с дороги в провинции Дренте, Нидерланды, был датирован 1350 годом до нашей эры, что обычно считается средним бронзовым веком для этой области. С другой стороны, в Анатолии железо использовалось уже в 2000 г. до н. э.Есть также случайные ссылки на железо и в более ранние периоды, но этот материал имел метеоритное происхождение.
Как только была установлена взаимосвязь между новым металлом, обнаруженным в медных плавках, и рудой, добавленной в качестве флюса, естественным образом последовала работа печей для производства только железа. Несомненно, к 1400 г. до н. э. в Анатолии большое значение приобрело железо, а к 1200–1000 гг. до н. э. из него в больших масштабах изготавливали оружие, первоначально лезвия кинжалов.По этой причине 1200 г. до н.э. был принят за начало железного века. Данные раскопок указывают на то, что искусство изготовления железа зародилось в гористой местности к югу от Черного моря, где доминировали хетты. Позже это искусство, по-видимому, распространилось среди филистимлян, поскольку в Гераре были обнаружены грубые печи, датируемые 1200 г.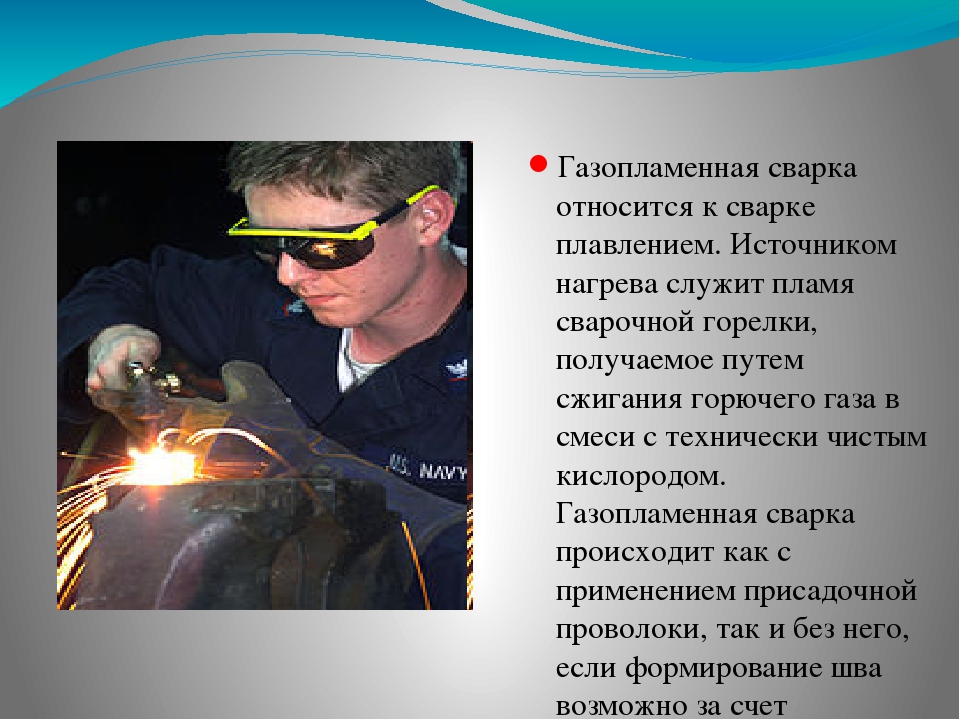 до н. э., вместе с рядом железных предметов.
до н. э., вместе с рядом железных предметов.
Плавка оксида железа с древесным углем требовала высокой температуры, и, поскольку температура плавления железа 1540 °C (2800 °F) тогда была недостижима, продукт представлял собой просто губчатую массу пастообразных глобул металла, смешанных с полужидкий шлак.Этот продукт, позже известный как блюм, вряд ли можно было использовать в том виде, в каком он был, но повторный нагрев и горячая ковка устранили большую часть шлака, создав кованое железо, продукт гораздо лучшего качества.
На свойства железа сильно влияет присутствие небольшого количества углерода, при этом значительное увеличение прочности связано с содержанием менее 0,5 процента. При достижимых в то время температурах — около 1200 ° C (2200 ° F) — восстановление древесным углем давало почти чистое железо, которое было мягким и имело ограниченное применение для оружия и инструментов, но когда отношение топлива к руде было увеличено и вытяжка печи с изобретением лучших мехов железо поглощало больше углерода. Это привело к цветению и железным изделиям с различным содержанием углерода, что затрудняло определение периода, в течение которого железо могло быть преднамеренно упрочнено путем науглероживания или повторного нагревания металла в контакте с избытком древесного угля.
Это привело к цветению и железным изделиям с различным содержанием углерода, что затрудняло определение периода, в течение которого железо могло быть преднамеренно упрочнено путем науглероживания или повторного нагревания металла в контакте с избытком древесного угля.
Углеродосодержащее железо имело еще одно большое преимущество, заключавшееся в том, что, в отличие от бронзы и безуглеродистого железа, его можно было сделать еще более твердым путем закалки, т. е. быстрого охлаждения путем погружения в воду. Нет никаких свидетельств использования этого процесса закалки в раннем железном веке, так что он должен был быть либо неизвестен тогда, либо не считался выгодным, поскольку закалка делает железо очень хрупким и должна сопровождаться отпуском или повторным нагревом при более низкая температура, чтобы восстановить ударную вязкость.То, что, по-видимому, было установлено на раннем этапе, было практикой многократной холодной ковки и отжига при 600–700 ° C (1100–1300 ° F), температура, естественно достигаемая при простом огне. Эта практика распространена в некоторых частях Африки даже сегодня.
Эта практика распространена в некоторых частях Африки даже сегодня.
К 1000 г. до н. э. железо стало известно в Центральной Европе. Его использование медленно распространялось на запад. Производство железа было широко распространено в Великобритании во время римского вторжения в 55 г. до н. э. В Азии железо также было известно в древности, в Китае около 700 г. до н.э.
Месяц черной истории Студенческая выставка Виртуальная галерея плакатов 2022
Дата: крайний срок подачи в понедельник, 31 января 2022 г.
Время: 18:00
Где: онлайн-мероприятие
Для: нынешних студентов
Каждый год Бейкер Колледж проводит Студенческую Выставку в честь Месяца Черной Истории. Студенты со всей системы колледжей Бейкер объединяются, чтобы создавать и делиться презентациями, в которых признаются и исследуются достижения афроамериканцев и центральная роль, которую они играют в США.С. история.
Виртуальные постерные сессии позволяют участникам представить информацию и идеи, отражающие внешний вид, ощущения и характер разнообразия. Важно, чтобы постер был связан с Месяцем черной истории и темой этого года « Black Health & Wellness ». Визуальные эффекты и обращение к сообщениям должны отражать внешний вид, ощущения и характер положительного влияния , которое афроамериканцы оказывали на протяжении всей нашей истории.
Важно, чтобы постер был связан с Месяцем черной истории и темой этого года « Black Health & Wellness ». Визуальные эффекты и обращение к сообщениям должны отражать внешний вид, ощущения и характер положительного влияния , которое афроамериканцы оказывали на протяжении всей нашей истории.
- Виртуальный постер должен занимать одну страницу.Дополнительные страницы не принимаются.
- Размер файла не может превышать 25 МБ.
- Все файлы должны быть сохранены и отправлены в формате PDF.
- Размер шрифта: 28pt или больше.
- Рекомендовать шрифты: Georgia, Times New Roman, Helvetica или Arial. Буквы должны легко читаться (избегайте староанглийского и других «навороченных» шрифтов).
- Избегайте фоновых изображений и водяных знаков, которые могут мешать читабельности вашего плаката.
- Старайтесь, чтобы текст был легко читаемым и лаконичным. Плакат должен иметь четкое сообщение, логичную компоновку и быть легким для понимания.
- Избегайте использования полных предложений и используйте краткий текст в формате маркеров.
- Шаблоны

Включите в постерную презентацию следующие компоненты:
Название и информация об авторе:
- Название плаката
- Автор/ы
- Класс/Программа/Студенческий клуб
Содержимое:
- Введение/краткое описание
- Аннотация
- Фон/актуальность
- Заключение/Резюме
- Каталожные номера
- Изображения
- Должен быть связан с темой: «Здоровье и благополучие черных».
- Должен соответствовать культурным традициям. Не допускается использование терминов или изображений, которые можно было бы назвать оскорбительными, оскорбительными или бестактными.
- Должен способствовать пониманию положительного влияния афроамериканцев.
- Должен работать над развитием и поощрением уважения достоинства всех людей.
- Должен помочь аудитории осознать и оценить разнообразие.
- Заявки можно делать парами (не более двух человек) или индивидуально.

- Срок сдачи: понедельник, 31 января 2022 г., 18:00
- Должен включать заголовок.
- Необходимо указать ваше имя, адрес электронной почты и кампус.
- В 500 словах или менее напишите описание своего плаката, используя шрифт Times New Roman или эквивалентный размер 12 пунктов, с полями в один дюйм.
- Попробуйте включить в описание следующее:
- Насколько дизайн вашего плаката отражает тему этого года?
- Как, по вашему мнению, ваш постер может способствовать уважению к афроамериканцам и поддерживать более широкое понимание и признание разнообразия, справедливости и инклюзивности?
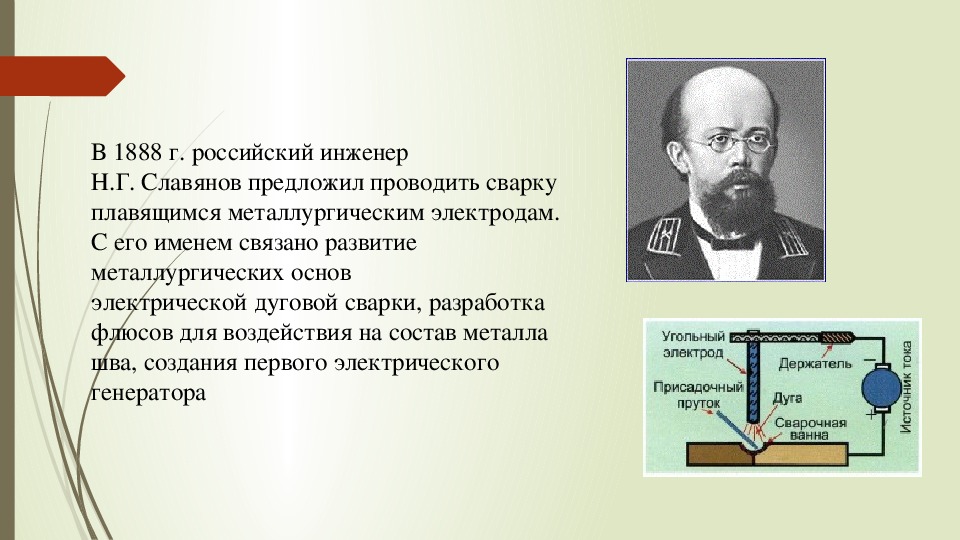
Победитель конкурса плакатов получит подарочную карту на 100 долларов.Победитель будет основан на творчестве, владении темой, профессионализме, четкой демонстрации цели и дизайне. Присуждаемая стипендия будет представлять собой комбинацию голосов общественности / сообщества кампуса [50%] и специальных судей [50%].
Руководство по отправке- Поздняя отправка не допускается.
- Плакаты должны быть представлены в формате PDF.
- Победителей определят судьи и зрительские голоса.
- Плакат будет размещен на веб-сайте DEI.
