Сварка алюминия аргоном в Москве, цена аргонной сварки алюминия за 1 см
Алюминиевые элементы широко используются при производстве конструкций и машин различной степени сложности, от трубопроводов до автомобильных узлов и дисков. Сварка позволяет быстро восстановить целостность емкостей и работоспособность деталей.
Аргонная сварка востребована на предприятиях пищевой, автомобильной, авиационной промышленности. Аргон вытесняет кислород из зоны обработки и позволяет избежать образования оксидной пленки. Аргонная сварка конструкций и деталей из алюминия осложняется особенностями металла. В процессе сварки необходимо внимательно следить за состоянием детали, так как металл не меняет цвет при нагреве.
Прайс на сварку аргоном алюминия
Как осуществляется аргонная сварка алюминия
- Подача заявки с детализацией проводимых работ.
- Составление сметы по заявке и согласование стоимости с заказчиком.

- Обработка металла в соответствии с заявленными требованиями.
- Лазерная резка
- Гибка
- Установка метизов
- Аргонная сварка
- Порошковая покраска
- Проверка и поставка заказа с предоставлением сопроводительной документации.

Цена аргоновой сварки алюминия
Аргонная сварка
40 руб
Прежде чем оставить заявку на проведение сварочных работ, можно связаться с консультантами. Они познакомят с ориентировочными ценами на аргонную сварку алюминия, которые меняются с учетом сложности заказа.
Для детального расчета стоимости менеджеры уточняют объем работ, конфигурацию деталей, тип сплава. При оформлении заказа необходимы чертежи деталей или точные параметры обрабатываемых поверхностей.
Технология сварки алюминия аргоном
Этот способ чаще остальных применяется для соединения деталей.
- Между рабочей поверхностью и электродом зажигается дуга. Обычно в работе мы используем вольфрамовый электрод, так как он не деформируется от высоких температур.
- В зависимости от толщины обрабатываемых изделий, применяем вольфрамовые стержни различного диаметра. Стандартные размеры от 1,6 мм до 3,3 мм. Не обойтись в работе без защитного газа. Он должен быть инертным, чтобы металл не взаимодействовал с воздухом.
- После включения оборудования нужно подогреть алюминий, с которым планируете работать. В зависимости от толщины материала устанавливается оптимальное время для подогрева.
- При появлении ванны расправленного металла используют присадочный пруток. Его размеры − 1,6-2,4 мм. Далее происходит сварка аргоном. В зависимости от конструкции сварочного аппарата, прожигание дуги выполняется бесконтактным или контактным методом.
 Его размеры − 1,6-2,4 мм. Далее происходит сварка аргоном. В зависимости от конструкции сварочного аппарата, прожигание дуги выполняется бесконтактным или контактным методом.
Его размеры − 1,6-2,4 мм. Далее происходит сварка аргоном. В зависимости от конструкции сварочного аппарата, прожигание дуги выполняется бесконтактным или контактным методом.TIG сварка металла возможна там, где техника поддерживает работу не только постоянного тока, но и переменного. Несмотря на высокую частоту колебания напряжения, более качественный и красивый шов получается при последней технологии. Полярность может быть обратной или прямой. Параметры напряжения ставят исходя из толщины алюминия.
Аргонная сварка деталей из алюминия: способы обработки металла
Аргонодуговая сварка обеспечивает качественное соединение швов. Для нагрева соединяемых деталей используются электрическая дуга и вольфрамовые электроды.
- При аргонодуговой сварке TIG (Tungsten Inert Gas) не образуются брызги, минимизированы шлаки. Шов отличается высоким качеством исполнения.
- Полуавтоматическая сварка MIG (Metal Inert Gas) рекомендована для обработки тонкостенных деталей и емкостей, кузовных элементов.
 Шов отличается высоким качеством исполнения.
Шов отличается высоким качеством исполнения.
Метод аргонной сварки подходит для обработки алюминиевых деталей сложной конфигурации. Соединяемые детали нагреваются лишь незначительно, в результате получается однородно проплавленный, высокопрочный шов без сторонних включений и пор.
Преимущества «СтальЛист»: стоимость и качество сварки аргоном алюминия
- Компания предлагает аргонную сварку в Москве по приемлемой стоимости.
- Контроль работ на всех этапах и соблюдение оговоренных сроков.
- Высокое качество сварки аргоном с выполнением технологических требований.
- Работа проводится на профессиональном оборудовании с привлечением опытных специалистов в области металлообработки.
Глава 6.
 АРГОНОВАЯ СВАРКА ПЕРЕМЕННЫМ ТОКОМ Аргоновая сварка переменным током применяется главным
образом для алюминия и его сплавов. С ее помощью получают соединения с более высоким
качеством, чем это можно сделать при использовании электродуговой или газовой
сварки. Аппаратура для такой сварки считается самой сложной и дорогостоящей.
Переменный ток при аргоновой сварке не позволяет работать при низком напряжении
холостого хода трансформатора, что вызывает значительное потребление тока из
сети.
АРГОНОВАЯ СВАРКА ПЕРЕМЕННЫМ ТОКОМ Аргоновая сварка переменным током применяется главным
образом для алюминия и его сплавов. С ее помощью получают соединения с более высоким
качеством, чем это можно сделать при использовании электродуговой или газовой
сварки. Аппаратура для такой сварки считается самой сложной и дорогостоящей.
Переменный ток при аргоновой сварке не позволяет работать при низком напряжении
холостого хода трансформатора, что вызывает значительное потребление тока из
сети.Для создания аргоновой установки переменного тока вам потребуются следующие устройства: аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновая горелка, вольфрамовые электроды, сварочный трансформатор, компенсатор постоянной составляющей тока дуги, осциллятор.
Если вы уже построили аргоновую установку постоянного тока, то из нее можете использовать аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновую горелку.
Почему необходим переменный ток?
Алюминий является очень активным металлом, из-за этого
окисляется практически мгновенно и покрывается пленкой окиси. Эта пленка в дальнейшем
предохраняет сам алюминий от окисления, но она же значительно затрудняет
процесс сварки.
Эта пленка в дальнейшем
предохраняет сам алюминий от окисления, но она же значительно затрудняет
процесс сварки.
Для ликвидации окисной пленки существуют три способа: химический, механический и электрический. С химическим и механическим способами вы уже познакомились, изучая процесс газовой и электродуговой сварки алюминия.
Аргоновая сварка обеспечивает процесс электрического удаления окисной пленки. Разрушение окисной пленки алюминия происходит тогда, когда к нему подключен минус питания, то есть используется ток обратной полярности.
В принципе, алюминий можно варить и на постоянном токе обратной полярности. Вырывающиеся из алюминиевого изделия электроны эффективно разрушают окисную пленку. Однако при этом сильно перегревается вольфрамовый электрод, и приходится значительно ограничивать сварочный ток (Таблица 5. 3.). На таком токе можно варить алюминий незначительной толщины.
На переменном токе одновременно протекают два процесса: в те
моменты времени, когда на электроде минус, происходит разогрев и плавление
алюминиевой детали; когда направление тока меняется и на электроде появляется
плюс, происходит разрушение окисной пленки. Электрод перегревается намного
меньше, чем на постоянном токе обратной полярности, соответственно допускается
увеличение сварочного тока (Таблица 6. 1.).
Электрод перегревается намного
меньше, чем на постоянном токе обратной полярности, соответственно допускается
увеличение сварочного тока (Таблица 6. 1.).
Защитные газы
Для защиты расплавленного алюминия применяется аргон марки Б. Аргоном этой марки можно пользоваться и при сварке постоянным током, так что вам лучше сразу приобрести аргон этой марки и использовать его как универсальный. По сравнению с защитой стали, расход аргона придется увеличить в 2 раза.
Кроме аргона желательно приобрести баллон гелия. На практике часто приходится сваривать довольно массивные изделия. Может быть так, что подогревающая пропановая горелка работает на полную мощность, электрическая проводка на пределе, трансформатор дымится, а металл все никак не удается расплавить. В этом случае вместо аргона подключаем гелий.
Электрическая дуга в гелии имеет в два раза более высокое
напряжение, чем в аргоне, что позволяет при том же токе увеличить проплавляющую
способность.
Используйте гелий только в таких критических ситуациях, так как он дороже аргона, и расход его придется устанавливать в два раза больше.
Баллоны с гелием окрашены в коричневый цвет и часто используются на народных гуляниях для наполнения летающих игрушек. Аргоновая горелка
Аргоновая горелка воздушного охлаждения, которую вы с успехом применяли для работы на постоянном токе, при работе на переменном токе может оказаться недостаточно мощной.
Постоянный ток обладает одной особенностью: в том месте, куда подводится плюс питания, выделяется намного больше тепла, чем на минусе. Как вы уже убедились, при аргоновой сварке постоянным током используется прямая полярность, то есть на электрод подается минус. Из-за этого электрод, нагреваясь незначительно, допускает применение больших токов.
Совсем иная ситуация при сварке переменным током. Здесь
тепловыделение как на электроде, так и на изделии, примерно одинаково. Из-за
этого перегревается как электрод, так и горелка.
Горелка воздушного охлаждения может выдержать максимум 160-180 А. Этого не всегда бывает достаточно при сварке массивных блоков цилиндров. В этом случае вам придется приобрести горелку с водяным охлаждением.
Охлаждение таких горелок можно осуществлять как проточной водой, так и в замкнутой системе.
Охлаждение проточной водой наиболее просто, однако здесь требуется водопровод и канализация.
При замкнутой системе охлаждения используется циркуляционный насос, радиатор и охлаждающий его вентилятор.
Аргоновые горелки водяного охлаждения, ко всему прочему, допускают использование электродов диаметром 4 мм и более.
Вольфрамовые электроды
Для сварки алюминия используются электроды марки ЭВЧ
(электрод вольфрамовый чистый). Они ничем не покрыты и на вид блестящие. Конец
электрода затачивается в виде полусферы. Можно вообще их не затачивать, а, как
говорят сварщики, «обжечь». Перед сваркой электрод зажигается на медной
пластине, дуга удерживается до тех пор, пока на конце не образуется искомая
полусфера.
Сварочный трансформатор
Для аргоновой сварки переменным током требуется трансформатор с напряжением холостого хода от 60 до 80 В. В принципе, дуга горит и при меньшем напряжении, но в этом случае ее необходимо держать короткой, что приводит к частым касаниям концом электрода изделия. Трансформатор с напряжением 60 – 80 В применяется только вместе с осциллятором.
Если осциллятор у вас отсутствует, следует использовать трансформатор с напряжением холостого хода 100 – 120 В. Такой трансформатор трудно приобрести, поэтому вместо одного трансформатора лучше использовать два, включив их вторичные обмотки последовательно. При этом не забывайте, что вместе с ростом напряжения холостого хода растет потребляемый из сети ток (см. Главу 3.).
Если вы решились на покупку готовой аргоновой установки переменного тока, то приобретайте ту, что преобразует синусоидальную форму переменного тока в прямоугольную. Прямоугольная форма переменного тока наиболее благоприятна для сварки; в частности, после касания концом электрода изделия, сварку можно не останавливать, дуга самоочищает шов и электрод (правда, не всегда).
Компенсатор постоянной составляющей тока дуги
Дуга, горящая между вольфрамовым электродом и алюминием, искажает форму кривой переменного тока. Это связано с разной проводимостью дуги прямой и обратной полярности.
Дуговой промежуток прямой полярности имеет небольшое сопротивление, и через него течет максимальный ток. Дуговой промежуток обратной полярности отличается повышенным сопротивлением, протекающий через него ток намного ниже. В результате общий ток дуги прямой полярности вызывает постоянную составляющую тока дуги.
Небольшой по величине общий ток дуги обратной полярности не может эффективно удалять окисную пленку. Для нормальной сварки алюминия эти два тока необходимо выровнять.
Устройство, выравнивающее токи дуги прямой и обратной полярности, получило название «компенсатор постоянной составляющей сварочного тока».
Осциллятор
Дуга переменного тока аргоновой сварки может гореть
устойчиво только при высоком напряжении холостого хода трансформатора
(100 – 120 В). Такое напряжение вызывает повышенный расход тока из
сети и опасно для сварщика. Сварку при
обычном напряжении холостого хода можно производить, используя
специальное устройство, называемое осциллятором.
Такое напряжение вызывает повышенный расход тока из
сети и опасно для сварщика. Сварку при
обычном напряжении холостого хода можно производить, используя
специальное устройство, называемое осциллятором.
Осциллятор подает на дуговой промежуток импульсы с напряжением несколько тысяч вольт. При таком напряжении дугу можно зажечь, просто поднеся конец электрода к металлу. Кроме этого, такое напряжение стабилизирует горение дуги, и она начинает гореть устойчиво при небольших напряжениях холостого хода трансформатора.
Чтобы сделать высокое напряжение осциллятора безопасным для сварщика, его преобразовывают в импульсы высокой частоты. Высокочастотное напряжение не ощущается сварщиком, так как высокочастотный ток проходит по поверхности кожи, не задевая нервных окончаний. Основные характеристики осцилляторов смотрите в Таблице 6. 3.
Схемы аргонодуговых установок переменного тока
Простейшую аргоновую сварку переменного тока можно собрать,
соединив вместе два обычных трансформатора. Первичные обмотки включаются
параллельно, вторичные – последовательно (Рис. 6. 3.).
Первичные обмотки включаются
параллельно, вторичные – последовательно (Рис. 6. 3.).
Трансформаторы возьмите с напряжением 50 – 60 В. В качестве компенсатора постоянной составляющей здесь используется аккумулятор.
В те полупериоды, когда на минус аккумулятора подается минус с трансформаторов, происходит зарядка аккумулятора. Когда на минус аккумулятора подается плюс с трансформаторов, напряжение аккумулятора складывается с напряжением трансформаторов, и в полупериоды обратной полярности начинает течь повышенный ток. Таким образом, за счет более высокого напряжения дуги обратной полярности происходит компенсация ее низкой проводимости, токи дуги прямой и обратной полярности выравниваются.
Аккумулятор возьмите автомобильный или тракторный. При сварке следите, чтобы электролит аккумулятора не выкипал, своевременно его доливайте.
Если у вас отсутствует аккумулятор, компенсатор постоянной составляющей тока дуги можно сделать из диода и проволочного сопротивления (Рис. 6. 4.). Диод D 1 включается так, что свободно пропускает ток дуги обратной полярности; ток дуги прямой полярности сварщик уменьшает с помощью проволочного сопротивления R 1. Диод должен быть рассчитан на ток 100 – 200 А (зависит от мощности ваших трансформаторов). Длину проволочного сопротивления подберите экспериментально.
Для точного уравнивания токов применяется индикатор из двух лампочек.
Возьмите две однотипные лампочки (на напряжение от двух до шести вольт) и два диода небольшой мощности (Д 226 или им подобные). Все спаяйте, как указано в схеме, и с помощью разъемов типа «крокодил» подсоедините к проволочному сопротивлению R 2. Это сопротивление здесь играет роль регулятора тока, и ранее оно уже описывалось. (Рис. 3. 22.).
Разъемы типа «крокодил» вначале подключите недалеко друг от друга. Зажгите дугу на угольной пластине и перенесите ее на алюминий. Если ни одна лампочка не горит, увеличьте расстояние между разъемами.
В случае, если одна лампочка горит сильнее другой,
регулированием длины проволочного сопротивления R 1 выровняйте их яркость.
Компенсатор данного типа удобен тем, что позволяет использовать для сварки так называемый ассиметричный ток. Такой ток применяется в двух случаях:
1) очистка поверхности шва от пленки происходит хорошо, но алюминий расплавляется слишком медленно. Сопротивлением R 1 устанавливаем свечение лампочки Л 2 более ярким, чем Л 1;
2) недостаточная очистка поверхности; электрод данного диаметра допускает увеличение нагрева. Сопротивлением R 1 устанавливаем свечение лампочки Л 1 более ярким, чем Л 2.
Общий ток дуги установите сопротивлением R 2.
В случае, если ваша электропроводка не обеспечивает необходимого тока, придется делать установку с использованием осциллятора (Рис. 6. 5.).В этой схеме все настройки выполняются, как и в предыдущей.
Осциллятор приобретите в специализированном магазине. Если
там будет выбор, лучше приобрести современную версию осциллятора. Она называется
«импульсный возбудитель-стабилизатор сварочной дуги» и позволяет с помощью
регулировки точно подстроиться к вашему трансформатору.
Трансформатор должен иметь повышенную мощность. Как показывает опыт, лучше всего использовать самоделку весом не менее 40 кг. Напряжение холостого хода трансформатора 60 – 80 В.
Свариваемость алюминиевых сплавов
Алюминиевые сплавы подразделяют на две группы: литейные и деформируемые (прокат, штамповка).
Из литейных сплавов наиболее широко применяются силумины – сплавы алюминия, содержащие от 4 до 13% кремния. Из них изготавливают различные детали автомобилей, тракторов, сельскохозяйственных машин. Такие сплавы достаточно хорошо поддаются ремонтной сварке.
Деформируемые алюминиевые сплавы делятся на упрочняемые термообработкой и неупрочняемые.
Из сплавов, упрочняемых термообработкой, больше всего известен дюралюминий (сплав алюминия с медью). Для термически упрочняемых сплавов сварка почти не применяется, так как происходит сильное ослабление прочности околошовной зоны. Детали из таких сплавов соединяют клепкой (самолеты).
Деформируемые неупрочняемые термообработкой алюминиевые
сплавы хорошо поддаются сварке.
Технология сварки чистого алюминия
Частному сварщику приходится иметь дело с двумя видами алюминиевых сплавов:
1) алюминий и сплавы в виде чистых листов, деталей, механизмов, не использовавшиеся ранее в работе;
2) алюминий и его сплавы, контактирующие ранее с водой, горюче-смазочнымим материалами, антифризами.
Общее здесь только наличие алюминия, технология же их сварки отличается.
Если вы, например, занялись мелкосерийным изготовлением алюминиевых лодок, то здесь проблем со сваркой, скорее всего, не возникнет.
Сварка чистого алюминия и его сплавов не представляет особых трудностей.
Подготовка под сварку проводится путем очистки будущего места сварки и присадочной проволоки от пленки окислов. Очистку лучше всего производить круглой проволочной щеткой, насаженной на «болгарку». Большие обороты позволяют эффективно удалять пленку.
Присадочную проволоку можно очищать также шлифовальной
шкуркой. Шкурку возьмите белого цвета, так как в темных сортах шкурок возможно
наличие окислов алюминия, что нежелательно.
Если на металле и проволоке имеются следы жира, то их перед механической очисткой протирают чистой тряпкой, смоченной в ацетоне.
В качестве присадочной проволоки можно использовать электротехническую проволоку из чистого алюминия. Она широко используется в электрической проводке и не дефицитна.
Режим сварки установите по Таблице 6. 4.Если толщина свариваемого металла более 8 мм, то алюминий нужно предварительно подогревать до температуры 150 — 300°С пропановоздушной горелкой.
Сварку ведут без поперечных колебаний аргоновой горелки и присадочной проволоки. Проволока должна все время находиться в защитной зоне. Движение горелки – справа налево, проволоку держите впереди горелки.
Расстояние от конца электрода до металла – 2 мм. При соприкосновении электрода с металлом процесс сварки прекращается, электрод перезатачивается, а металл в месте соприкосновения удаляется.
Сваривать алюминий лучше всего в нижнем положении, при
недостаточном опыте используйте асбестовые подкладки с обратной стороны шва.
В начале сварки разведите сварочную ванну, то есть нагрейте металл до плавления. Индикатором плавления является удаление окисной пленки и появление блестящего металла серебристого цвета. Затем отведите горелку немного вправо, окуните присадочную проволоку в ванну, расплавьте дугой. Весь шов в дальнейшем формируйте такими возвратно-поступательными движениями.
Технология ремонтной сварки алюминиевых сплавов
Довольно часто приходится заниматься ремонтом литых алюминиевых изделий: головок и блоков цилиндров, картеров, водяных насосов и др.
Алюминиевые сплавы, какое-то время контактировавшие с различными жидкостями, при сварке ведут себя совершенно иначе, чем чистые алюминиевые сплавы. Жидкости проникают в структуру сплавов, и их не удается удалить поверхностной очисткой.
Сварку таких деталей следует начинать с отжига.
Удалите все горючие
детали: манжеты, сальники, кабель и т. д. Алюминий обладает хорошей теплопроводностью, поэтому удаляйте и те горючие детали, что находятся далеко
от места сварки.
Место сварки обезжирьте ацетоном и очистите металлической щеткой.
Пропановоздушной горелкой прогревайте деталь до тех пор, пока из нее не перестанет выходить дым. Дополнительно очистите место сварки щеткой.
Горячую деталь можно попытаться сварить. Если удалось с первого раза, считайте, что вам повезло. Сварка с нагревом — самая благоприятная и практически не дает трещин. Оставьте деталь медленно остывать.
Нередки случаи, когда при сварке нагретой детали из расплавленной ванны начинают выходить фракции контактирующей с алюминием жидкости. Скапливаясь на поверхности расплава, они создают пленку, не позволяющую продолжать процесс сварки. В таком случае вам придется освоить метод кратковременно-прерывистой сварки.
Дождитесь остывания детали после отжига. Очистите место
сварки до блеска. Сварку произведите до образования пленки. Прекратите сварку,
дайте детали остыть, зачистите шов щеткой и опять продолжайте сварку. Такие
циклические процессы повторяйте в процессе всего наложения шва. Долго, но
других вариантов здесь нет.
Долго, но
других вариантов здесь нет.
Если при остывании деталь дает трещины, охлаждение шва сопровождайте проковкой молотком. Мягкий алюминиевый шов хорошо раздается вширь, не стягивая основной металл.
Сварка алюминия | Аргон-Димет Сервис
Такая операция как сварка алюминия является особенно сложной. Заказать её можно в компании Аргон-Димет Сервис.
Предлагаем сварку алюминия аргоном. Сварка в среде аргона делает шов аккуратным и герметичным. Такая работа проводится специальным вольфрамовым электродом, который создаёт дугу между алюминием и поверхностью электрода. Дуга создаётся благодаря постоянному и переменному токам, которые подаются на горелку и приварочную массу. Всё это производится в аргоновой ванне. Алюминий очень сложный металл и прежде чем приступить к сварке, его нужно подготовить. Мы проводим сварку алюминия, выполнив предварительную подготовку. Вначале алюминий очищается от оксидного слоя и прогревается материал до 150 градусов. После чего снимается верхний тугоплавкий слой.
- Выполним самые трудные сварочные работы с алюминием
- Для сварки применяем современное сварочное оборудование
- Наши мастера обладают навыками сварки алюминия
- У нас доступные цены на сварочные работы
Ремонт изделий из алюминия с помощью электродуговой сварки позволяет получить очень прочные соединения. Такая сварка делает шов герметичным и аккуратным. Наша компания работает на рынке ремонта автомобилей не первый год. У нас выполняется сварка не только алюминиевых деталей, но и сварка латуни. Эта сварка осуществляется также в аргоновой среде. При такой сварке используется принудительная вытяжка паров и специальные средства защиты рабочих. Мы работаем для клиентов. К каждому посетителю сервиса у нас индивидуальный подход. Вся наша работа направлена на то, чтобы понравится своим посетителям и чтобы они стали нашими постоянными клиентами, и посоветовали наши услуги своим друзьям и знакомым.
Примеры работ:
Cварка алюминиевого поддона ДО | Cварка алюминиевого поддона ПОСЛЕ |
Сварка дворника грузового авто ДО | Сварка дворника грузового авто ПОСЛЕ |
Если вам необходимо отремонтировать детали автомобиля из алюминия, непременно обращайтесь к нам. Делайте заказ на сайте компании Аргон-Димет Сервис или звоните по телефону: +7 (926) 756-00-96.
Делайте заказ на сайте компании Аргон-Димет Сервис или звоните по телефону: +7 (926) 756-00-96.
Сварка алюминия.Алюминий сварка аргоном.Сварка алюминия Томск.Алюминий сварка в аргоне. Аргонная сварка.
Сварка алюминия Томск.Сварка аргоном аллюминия Томск.
Алюминий.Аргонодуговая сварка.
Алюминий – мировые запасы Земли составляют 8,8%. Одноморфный металл с плотноупакованной гранецентрированной кубической решеткой и ограниченной растворимостью в нем всех известных элементов, например растворимость водорода в алюминии составляет всего 0,039 см3/100г.
Технически чистый алюминий имеет низкие прочностные (49-68МПа) и высокие пластические свойства ( 28%), поэтому в качестве конструкционного материала применяется в значительно меньших объемах, чем его сплавы различного легирования.
Алюминевые сплавы разделяют на деформируемые и литейные. Деформируемые алюминевые сплавы содержат легирующие элементы в количествах до предела их растворимости в растворе альфа-алюминия. Алюминиево-магниевые сплавы характеризуются зернами альфа-алюминия, по границам которых можно веделить бета-фазы – Al3Mg2 (до 3%).
Алюминиево-магниевые сплавы характеризуются зернами альфа-алюминия, по границам которых можно веделить бета-фазы – Al3Mg2 (до 3%).
Для сварных конструкций главным образом применяются деформируемые алюминиевые сплавы (ГОСТ 4784-97), которые можно подразделить на термически неупрочняемые (низкой и средней прочности) и термически упрочняемые (средней и высокой прочности) (табл. 1 ГОСТ 4784-97 ) . К термически неупрочняемым можно отнести технический алюминий, сплавы системы Алюминий-марганец, алюминиево-магниевые сплавы системы Алюминий-Магний. К термически упрочняемым сплавам, имеющим предел прочности от 350 до 570 МПа (табл. I ГОСТ 4784-97), относятся сплавы систем Алюминий-Цинк-Магний, Алюминий-Медь-Марганец, Алюминий-Цинк-Магний-Медь, Алюминий-Магний-Литий и др.
Хоть затраты на углеродистые и низколегированные конструкционные стали ниже, но в эксплуатации алюминиевые сплавы более предпочтительны:
— малая плотность термически упрочняемых алюминиевых сплавов имеет более высокую удельную прочность к обычным металлам, что позволяет уменьшить объёмы металла;
— высокая коррозионная стойкость в агрессивных жидких и газовых средах;
— высокая теплопроводность;
— немагнитность;
— низкие температуры перехода в хрупкое состояние;
— высокая электропроводность;
— более высокая технологичность производства при прессовке, штамповке и прокатке.
Технология сварки алюминия и алюминиевых сплавов.
При аллюминиевых сплпвов необходимо применение сложных технологических операций, как подготовки алюминиевых конструкций и изделий к сварке, так и самого процесса сваривания деталей.
Основополагающим фактором осложнения процесса сваривания алюминиевых конструкций является образование тугоплавкой окисной пленки Al2O3. Данная пленка характеризуется температурой плавления превышающей температуру плавления большинства сплавов алюминия. Пленка в силу высоких адсорбционных свойств преобразуется в комплексные соединения типа Al2O3*h3O и Al2O3*3h3O. Данные соединения за счет образования пор в шве снижают технологическую прочность сварного соединения.
Таким образом основополагающими факторами прочности шва являются: защита расплавленного сплава, разрушение окисных пленок, вытеснение кислорода из реакции сварки.
Весьма распространённым способом разрушения пленок является использование активных флюсов (хлоросодержащих или фторосодержащих щелочных металлов) при сварке-автомат по слою флюса. Но наиболее качественным и востребованным способом сварки является аргонная сварка в среде инертных газов.
Но наиболее качественным и востребованным способом сварки является аргонная сварка в среде инертных газов.
Кроме горячих трещин алюминевые сплавы подвержены низко текущему процессу разрушения (холодные трещины). При сварочных напряжениях возможны коррозинные расстрескивания. В связи с чем, выбор состава присадочной проволоки является одним из краеугольных камней шва. Весьма предпочтительным является использование проволоки в составе которой есть титан или цирконий.
Аргоновая сварка алюминия – это достаточно непростая операция, которая требует для своего проведения знаний, навыков и умений. Благодаря своим уникальным свойствам (высокая электро- и теплопроводность, хорошие механические характеристики, малая масса), алюминий – очень востребованный металл. Однако, сварка алюминия – непростой процесс, требующий сноровки и специальных знаний.
Для сварки алюминия и сплавов на его основе необходимо специальное оборудование. Мы предлагаем услуги по свариванию этого непокорного металла по доступной цене. Мы владеем искусством сваривания алюминия в совершенстве!
Сварка алюминиевых сплавов.
Аргоновая сварка алюминия — задача не простая и осложненная многими факторами, но специалистам нашей компании справляются с любыми видами сварочных работ. Детали и конструкции которым необходим ремонт вы можете доставить к нам. Наши сварщики восстановят их применяя высокотехнологичное оборудование, цена на услуги вас приятно удивит.
Особенности и нюансы сварки алюминиевых сплавов.
Алюминиевые сплавы характеризуются малой плотностью, высокой удельной и коррозийной прочностью. Элементы входящие в их состав имеют низкую способность к растворению при повышении температуры. Сварочные работы осложнены появлением плотной окисной пленки, которая адсорбирует газы и делает сварной шов недостаточно прочным. Нагреваясь, металл образует трещины, падают его защитные свойства.
Сварка аргоном — оптимальное решение для работы с алюминиевыми сплавами. Специалист подбирает нужный режим, варьирует скорость. При сварке применяется переменный ток разрушающий оксидную пленку.
Преимущества аргоновой сварки.
Аргон защищает место сварки от других газов вытесняя окружающую среду из сварочной ванны. Таким образом исключается проникновение воздуха в сварной шов, исключается его возможная хрупкость.
Сварка алюминия аргоном гарантирует:
— стойчивость сварочной дуги;
— минимальное количество токсичных газов;
— алюминиевый сплав не разбрызгивается, поверхность деталей и конструкций остается чистой;
— сварки деталей любой толщины;
— ровный сварочный шов;возможность контроля глубины расплавления металла.
Нюансы сварки алюминиевых труб аргономХимические, а равно и физические свойства алюминия максимально усложняют сварочные работы. К ряду проблем, в работе с алюминием можно отнести:
— образующаяся на поверхности металла оксидная пленка с высокой температурой плавления
— оксид алюминия и входящий в состав металла водород затрудняют получение качественного сварного шва
— высокая теплопроводность
— потеря металлом при нагревании прочностных качест
— высокий коэффициент линейного расширения.
С данными проблемами при сварке алюминиевых труб очень эффективно справляется аргоновая сварка.
Преимущества сварки алюминиевых труб аргоном.
Такой способ ремонта алюминиевых труб, как сварка аргоном, принято рассматривать в контексте высокой эффективности и производительности. К явным преимуществам технологии можно отнести:
— надежная изоляция инертным газом сварочного шва от окружающей среды, что непосредственно влияет на прочность соединения
— низкий нагрев алюминия, снижающий риски деформации
— возможность получения прочного соединения у разнородных металлов
— дуга обуславливает высокую скорость и надлежащее качество сварки
— нет необходимости в использовании специальных электродов или флюсов
Сварка алюминиевых лодок.
Если порваны баллоны, перегородки и прочие элементы алюминиевых лодок, то рекомендуется посетить нашу мастерскую. Мастера эффективно сварят аргоном любую поверхность. Новейшая техника, богатый опыт варки, высокий уровень качества – лишь некоторые достоинства сотрудничества с мастерской профессионалов.
Новейшая техника, богатый опыт варки, высокий уровень качества – лишь некоторые достоинства сотрудничества с мастерской профессионалов.
Необходимость.
Услуга сваривания аргоном алюминия весьма актуальна для собственников и арендаторов лодок. Метод выгоден тем, что можно осуществлять сваривание тонкого металла при условии доступа к нему только с одной стороны. Следует отметить, что процедура малозатратна по деньгам и времени.
Преимущества.
Аргоновая сварка алюминиевых лодок от специалистов салона позволяет эффективно обрабатывать места разрыва и прохудившиеся поверхности. Так, можно залатать алюминий одним швом, обеспечив тем самым максимальную прочность и надёжность. Более того, обработанную поверхность не нужно зачищать, избавляясь от шлака. Ремонт от специалистов мастерской отличается следующими достоинствами:
— приемлемая цена;
— высокий уровень качества;
— гарантия на работу;
— индивидуальный подход.
Нюансы.
Сварка аргоном требует особой подготовки, выбора соответствующей присадочной проволоки и недопущения колебания инструмента во время работы. Специалисты постоянно занимаются повышением квалификации, совершенствуют мастерство. Это означает, что клиент может избавиться от переживаний насчёт некачественной, неровной или ненадёжной сварки алюминиевой лодки.
Все действия будут проведены в срок, на выгодных условиях и с максимальным качеством. Применяемое оборудование проходит необходимые проверки для достижения максимального результата в процессе сваривания. Таким образом, можно будет скорее отправиться в путь на починенном плавсредстве.
.
Сварка алюминия аргоном, полуавтоматом, подготовка материалов
Алюминий — пластичный серебристо-белый металл, который часто используют для производства окон, автомобилей, самолетов, посуды, радиаторов, товаров народного потребления. Алюминий плавится при невысоких температурах, поэтому его сварка будет обладать рядом тонкостей и нюансов. Оптимальным способом соединения металлических изделий будет аргонная сварка алюминия, поскольку эта технология проста в эксплуатации и позволяет защитить металл от воздействия воздуха.
Алюминий плавится при невысоких температурах, поэтому его сварка будет обладать рядом тонкостей и нюансов. Оптимальным способом соединения металлических изделий будет аргонная сварка алюминия, поскольку эта технология проста в эксплуатации и позволяет защитить металл от воздействия воздуха.
Но как правильно применять аппарат для сварки алюминия, чтобы получить прочный надежный шов? Какими особенностями обладают сварочные технологии? И возможна ли качественная сварка алюминия в домашних условиях инвертором? В статье эти вопросы будут рассмотрены.
Возможна ли сварка алюминия?
Алюминий и его сплавы обладают низкой свариваемости, из-за физико-химических особенностей алюминиевого материала:
- На поверхности металла в результате контакта с воздухом образуется тонкая оксидная пленка, которая защищает изделие от повреждений (механические удары, воздействие электричество, коррозия). Для расплавления пленки ее нужно нагреть до высокой температуры (2000-2100 градусов). Тогда как сам алюминий плавится при гораздо более низких температурах — 650-700 градусов (в зависимости от количества примесей).
- Расплавленный алюминиевый металл обладает высокой текучестью, что затрудняет получение сварного шва. Чтобы избежать утечки металла, сварку рекомендуется проводить в специальных емкостях, на которые установлены теплопроводящие подкладки. Они обеспечивают более равномерное распределение тепла, что минимизирует растекание металла при его нагреве.
- Во время выплавки в алюминии накапливаются небольшие порции водорода, азота, инертных газов. Во время нагрева происходит утечка этих газов + материал начинает реагировать с атмосферным воздухом. В случае неправильной сварки внешние и внутренние газы могут приводить к образованию трещин в сварном шве, что делает соединение ненадежным.
- Во время остывания алюминиевый материал уменьшается в размере из-за физической усадки. Это приводит к тому, что сварочный шов также уменьшается в размере, что приводит к его деформации. Для уменьшения усадки применяются различные хитрости, что позволяет минимизировать вероятность деформации.
- Алюминий обладает высокой теплопроводностью (в сравнении с другими металлическими сплавами). Поэтому для его сварки нужно применять более мощный электрический ток. Величина тока зависит от количества присадок в материале, а также от длины шва.
 Тогда как сам алюминий плавится при гораздо более низких температурах — 650-700 градусов (в зависимости от количества примесей).
Тогда как сам алюминий плавится при гораздо более низких температурах — 650-700 градусов (в зависимости от количества примесей). Для уменьшения усадки применяются различные хитрости, что позволяет минимизировать вероятность деформации.
Для уменьшения усадки применяются различные хитрости, что позволяет минимизировать вероятность деформации.Если сваривать алюминий, как обычную сталь или чугун, то шов получится хрупким, ненадежным. Также учтите что большинство алюминиевых изделий, представленных на рынке, изготавливаются не из чистого алюминия, а из его низкокачественных марок и сплавов (дюралюминий). Это накладывает определенный отпечаток на сварочные работы — нужно правильно настроить сварочное оборудование, требуется применять более мощный электрический ток, рекомендуется применение флюсов и так далее.
Технологические особенности сварки
Для сваривания алюминиевых изделий рекомендуется применять аргонную технологию, поскольку она является самой безопасной и надежной. Аргонная технология подразумевает использование неплавящихся электродов, которые расплавляют металлическую кромку. Процедура осуществляется в среде защитных инертных газов, которые минимизируют контакт поверхности с атмосферным воздухом. Сварка алюминия может выполняться и с помощью других технологий — полуавтоматом, с помощью газа, при помощи газовой технологии и так далее. Эти методики также показывают неплохие результаты при соблюдении правил техники безопасности. Ниже мы рассмотрим каждую из технологий более подробно.
Аргонная технология подразумевает использование неплавящихся электродов, которые расплавляют металлическую кромку. Процедура осуществляется в среде защитных инертных газов, которые минимизируют контакт поверхности с атмосферным воздухом. Сварка алюминия может выполняться и с помощью других технологий — полуавтоматом, с помощью газа, при помощи газовой технологии и так далее. Эти методики также показывают неплохие результаты при соблюдении правил техники безопасности. Ниже мы рассмотрим каждую из технологий более подробно.
Подготовка материалов
Перед сварочными работами следует выполнить зачистку свариваемых поверхностей. Ведь частички грязи, пыли, органических остатков могут привести к неравномерному расплавлению поверхности металла, что сделает сварной шов ненадежным. Зачистка также помогает избавиться от оксидной пленки, которая препятствует свариванию металлических элементов. Не рекомендуется выполнять зачистку заранее, поскольку за это время детали могут покрыться пылью, что также повлияет на качество шва. Зачистка выполняется так:
Зачистка выполняется так:
- Сперва нужно избавиться от пыли, грязи, а также от жировой консервационной смазки, которой часто покрываются металлические изделия. Для удаления смазки рекомендуется применять раствор каустической соды — это вещество хорошо смывает жир, не повреждает кромку, обладает небольшой ценой. Для снятия смазки также часто применяется бензин, поскольку он также прекрасно растворяет жировую смазку.
- После очистки бензином или каустической содой детали необходимо промыть в проточной воде. Промывку рекомендуется выполнять долго (не менее 10 минут), поскольку сода или бензин не должны попасть в расплавленным металл. После промывки следует дождаться высыхания материалов; потом нужно выполнить финальное обезжиривание с помощью ацетона или уайт-спирита, чтобы предотвратить коррозию.
- После удаления мусора и консервационной смазки можно приступать к снятию оксидной пленки. Оптимальным способом зачистки будет применение стальных нержавеющих щеток, обладающих высокой прочностью. Зачистку следует выполнять на ширину 2-4 сантиметра от места, где будет располагаться предполагаемый шов. Обратите внимание, что для удаления оксидной пленки не рекомендуется применять наждачную бумагу или абразивный круг, поскольку эти материалы часто содержат алюминиевые соединения.
- Снять оксидную пленку можно также химическим методом. Для этого следует растворить по 50 г едкого натра и фтористого натрия в 1 литре воды. После этого нужно поместить детали в полученный раствор на 40-75 секунд, чтобы химические реактивы растворили оксидную пленку. После снятия травления детали нужно промыть в сточной воде и высушить с помощью горячего воздуха. Обратите внимание, что нельзя держать заготовки в растворе более 2 минут, поскольку это приведет к их химическому загрязнению и деформации.
 Зачистку следует выполнять на ширину 2-4 сантиметра от места, где будет располагаться предполагаемый шов. Обратите внимание, что для удаления оксидной пленки не рекомендуется применять наждачную бумагу или абразивный круг, поскольку эти материалы часто содержат алюминиевые соединения.
Зачистку следует выполнять на ширину 2-4 сантиметра от места, где будет располагаться предполагаемый шов. Обратите внимание, что для удаления оксидной пленки не рекомендуется применять наждачную бумагу или абразивный круг, поскольку эти материалы часто содержат алюминиевые соединения.Аргонная технология
Аргонная сварка алюминия выполняется неплавящимся электродом в среде защитных газов. Для проведения сварочных работ применяется аппарат-инвертор, который способен генерировать постоянный электрический ток высокой мощности. Ведь ток в розетке является переменным, а инвертор для сварки алюминия выпрямляет его, делая постоянным. В качестве электрода рекомендуется применять вольфрамовые изделия, поскольку они хорошо выдерживают высокий нагрев и не деформируются при длительной эксплуатации. Вольфрам для сварки алюминия должен обладать толщиной не менее 1,5 мм, а оптимальные соотношения тока/толщины будут такими:
Ведь ток в розетке является переменным, а инвертор для сварки алюминия выпрямляет его, делая постоянным. В качестве электрода рекомендуется применять вольфрамовые изделия, поскольку они хорошо выдерживают высокий нагрев и не деформируются при длительной эксплуатации. Вольфрам для сварки алюминия должен обладать толщиной не менее 1,5 мм, а оптимальные соотношения тока/толщины будут такими:
- Алюминиевые детали, обладающие толщиной от 1 до 1,5 миллиметров, следует варить с помощью тока 30-40 ампер. Диаметр вольфрамового стержня должен быть 1,6-2 миллиметра.
- Для более толстых запчастей, толщина которых составляет 1,5-2 миллиметра, следует применять более мощный ток (от 40 до 70 ампер). Толщина электрода — 2-2,5 миллиметра.
- Если толщина детали составляет 2-3 миллиметра, то используется электрический ток силой 70-110 ампер. Толщина вольфрамового стержня — 2,5-3,2 миллиметра.
Для сваривания применяется специальная TIG-горелка, которая обеспечивает равномерную подачу инертного газа в активную зону. В качестве газа применяется чистый аргон либо аргон в смеси с гелием. Горелку следует вести ровно, а колебательные движения следует выполнять только при наличии очень широкого шва. Сварка алюминия аргоном осуществляется в один проход, а применение флюсов или плавящейся проволоки не требуется. Если шов получился неудачным, то процедуру можно повторить после остывания по стандартной схеме.
В качестве газа применяется чистый аргон либо аргон в смеси с гелием. Горелку следует вести ровно, а колебательные движения следует выполнять только при наличии очень широкого шва. Сварка алюминия аргоном осуществляется в один проход, а применение флюсов или плавящейся проволоки не требуется. Если шов получился неудачным, то процедуру можно повторить после остывания по стандартной схеме.
Сварка полуавтоматом
Сварка алюминия полуавтоматом выполняется в среде защитных газов с подачей расплавляемой проволоки. Технология также позволяет получить качественный шов. Для сваривания рекомендуется применять MIG-горелку, которая обеспечивает подачу проволоки и защитного газа. В качестве защитного газа можно также применять аргон либо аргон в смеси с гелием. Сварка полуавтоматом является менее надежной в сравнении со швом, полученным по аргонной технологии.
Чтобы минимизировать влияние этого недостатка, для проведения работ рекомендуется применять инвертор, работающий в импульсном режиме. Импульсный ток позволяет более равномерно разогреть металлическую поверхность, поэтому получившийся шов будет более прочным. Перед сварочными работами следует очистить проволоку от загрязнения, коррозии:
Импульсный ток позволяет более равномерно разогреть металлическую поверхность, поэтому получившийся шов будет более прочным. Перед сварочными работами следует очистить проволоку от загрязнения, коррозии:
- Обезжирьте проволоку с помощью растворителя, а потом выполните ее травление в 15% растворе натра. Для травления раствор необходимо нагреть до температуры 75 градусов; длительность процедуры — 7-8 минут. После травления необходимо промыть проволоку водой и выполнить сушку в печи (температура — 250-300 градусов, длительность — 15-25 минут).
- Очистку проволоки можно выполнять и по другому сценарию. Для этого применяется раствор ортофосфорной кислоты в смеси с оксидом хрома. Минимальное количество раствора — 70 мл. Очистка выполняется методом электрополировки при температуре 90-100 градусов. После очистки рекомендуется прогреть проволоку в среде аргона — это уменьшит поглощение влаги.
Ручная газовая технология
Для соединения алюминиевых изделий может применяться ручная газовая сварка. Для проведения работ применяется смесь газов, которая разогревается до высоких температур с помощью специальной горелки. В качестве газов обычно выступает кислород и ацетилен. Эта технология не позволяет получить очень прочный шов, поэтому ее обычно применяют для сваривания малонагруженных конструкций, а также для устранения дефектов литья. Для сварки газом нужно нанесение флюса на поверхность деталей. Оптимальные флюсы — это соединения на основе лития с хлором или фтором. Флюсы вводятся в активную зону одновременно с подачей расплавляемой проволоки — такой подход позволяет повысить прочность шва.
Для проведения работ применяется смесь газов, которая разогревается до высоких температур с помощью специальной горелки. В качестве газов обычно выступает кислород и ацетилен. Эта технология не позволяет получить очень прочный шов, поэтому ее обычно применяют для сваривания малонагруженных конструкций, а также для устранения дефектов литья. Для сварки газом нужно нанесение флюса на поверхность деталей. Оптимальные флюсы — это соединения на основе лития с хлором или фтором. Флюсы вводятся в активную зону одновременно с подачей расплавляемой проволоки — такой подход позволяет повысить прочность шва.
Сварка в домашних условиях
Сварка алюминия в домашних условиях обладает рядом особенностей. Рассмотрим их:
- Все работы нужно проводить в хорошо проветриваемых помещениях с низкой влажностью воздуха. Сварку можно проводить на улице в теплое время года (температура воздуха должна быть не менее 10 градусов). Если на улице недавно был дождь, то сварочные работы противопоказаны (лишняя влага в воздухе негативно влияет на шов).
- Сварочный стол должен быть пустым. Уберите с него посторонние металлические объекты, химически активные вещества, пластиковые изделия. Перед работами стол необходимо вымыть и вытереть насухо, чтобы избежать контакта расплавленного металла с водой.
- При выборе газа предпочтительней чистому аргону (без гелия), поскольку он обладает более высокой температурой детонации. Проволоку и компоненты сварочного аппарата (инвертор, горелка) не рекомендуется держать на столе. Это же правило распространяется на запасные компоненты аппарата.
- Если для очистки пленки Вы применяете химическое травление, то процедуру рекомендуется выполнять на открытом воздухе.
- Сварочные работы следует проводить в защитной рабочей одежде. Не забудьте также купить защитные очки, чтобы не повредить глаза. Если сварку Вы проводили на открытом воздухе, то по ее завершении детали нужно занести в помещение. Запрещено касаться шва до его полного остывания.

Обратите внимание, что многие алюминиевые изделия, которые можно встретить в продаже, не из чистого алюминия, а из дюралюминия (сплав с добавлением магния, меди, марганца). Сварка дюралюминия в домашних условиях отличается. У этого сплава немного отличаются физико-химические свойства (температура плавления, теплоемкость, текучесть). Перед проведением работ рекомендуется выполнить пробную сварку. Оптимальным методом сварки дюралюминия является аргонная технология в среде аргоно-гелиевой смеси.
Сварка дюралюминия в домашних условиях отличается. У этого сплава немного отличаются физико-химические свойства (температура плавления, теплоемкость, текучесть). Перед проведением работ рекомендуется выполнить пробную сварку. Оптимальным методом сварки дюралюминия является аргонная технология в среде аргоно-гелиевой смеси.
Заключение
Подведем итоги. Алюминий обладает низкой температурой плавления, хотя на его поверхности есть оксидная пленка, которая плавится при более высоких температурах. Из-за этого явления сварка алюминия проводится по особым методикам. Оптимальная технология соединения алюминиевых изделий — сварка аргоном алюминия с помощью вольфрамовых стержней. Эта методика позволяет создать качественный надежный шов, а использование защитного инертного газа минимизирует попадание в металл вредоносных элементов (азот, кислород, углекислый газ).
Алюминиевая сварка может осуществляться и с помощью других технологий — MIG-технология с подачей проволоки, ручная газовая методика и другие. MIG-сварка должна выполняться с помощью инвертора, работающего в импульсном режиме. Это позволит получить надежный качественный шов, который не растрескается со временем. Ручная газовая сварка не позволяет получить надежный шов, однако эта технология подойдет для устранения дефектов литья, а также для скрепления малонагруженных конструкций. Сварочные работы можно выполнять в домашних условиях при соблюдении ряда правил и рекомендаций.
MIG-сварка должна выполняться с помощью инвертора, работающего в импульсном режиме. Это позволит получить надежный качественный шов, который не растрескается со временем. Ручная газовая сварка не позволяет получить надежный шов, однако эта технология подойдет для устранения дефектов литья, а также для скрепления малонагруженных конструкций. Сварочные работы можно выполнять в домашних условиях при соблюдении ряда правил и рекомендаций.
Используемая литература и источники:
- В. Я. Зусин, В. А. Серенко. Сварка и наплавка алюминия и его сплавов. 2004 изд. Рената. Мариуполь.
- Байков Д.И. и др., Сваривающиеся алюминиевые сплавы: свойства и применение. Л., Судпромгиз, 1959
- Статья на Википедии
Сварка алюминия аргоном: пошаговая инструкция для начинающих
Чтобы осуществить сварку алюминия, необходимо специальное оборудование, в том числе и баллон с аргоном. Но даже если есть все необходимое, без практики сделать это будет нелегко. Алюминий — непростой металл, и прежде чем начинать работать с ним, надо ознакомиться с его свойствами. Степень его нагрева сложно определить даже опытному сварщику, поэтому с ним надо работать крайне осторожно. Сварка алюминия аргоном может быть произведена и в домашних условиях при наличии необходимого оборудования. И именно о такой возможности мы сегодня поговорим.
Алюминий — непростой металл, и прежде чем начинать работать с ним, надо ознакомиться с его свойствами. Степень его нагрева сложно определить даже опытному сварщику, поэтому с ним надо работать крайне осторожно. Сварка алюминия аргоном может быть произведена и в домашних условиях при наличии необходимого оборудования. И именно о такой возможности мы сегодня поговорим.
Особенности алюминия
Этот легкий и прочный материал очень быстро покрывается оксидной пленкой при взаимодействии с воздухом, что и осложняет процесс соединения. Температура плавления этого металла достигает 650 градусов. Даже при воздействии высоких температур он не меняет своего цвета — это и есть его основная особенность. Чтобы избежать напряжения и деформации алюминия, необходимо учитывать коэффициент объёмной усадки, а у этого металла он достаточно большой.
Основные свойства:
Плавится при низкой температуре.
Имеет высокую химическую активность.
Большой коэффициент усадки.

Именно из-за этих особенностей чаще всего сварка алюминия аргоном осуществляется с помощью газа, который в первую очередь нейтрализует химическую активность.
Аппарат для сварки
Для качественной сварки алюминия понадобится аргонно-дуговой аппарат — с ним швы получатся надежнее и ровнее. В нем используется электрод из вольфрама в форме дуги, отсюда и название прибора. Его может хватить на длительный период работы. Дуга в таких приборах зажигается между свариваемой деталью и электродом, таким образом разрушается оксидная пленка, что упрощает и ускоряет весь процесс.
Работа должна проводиться достаточно быстро — так металл не успеет перейти в жидкую форму, и не будет течь. При этом обязательно должна использоваться сварочная проволока. Важно, чтобы она имела структуру, аналогичную свариваемому металлу. Чаще всего по такому принципу работают полуавтоматическ
Важно, чтобы она имела структуру, аналогичную свариваемому металлу. Чаще всего по такому принципу работают полуавтоматическ
Для начинающих сварщиков подойдет аппарат, состоящий из следующих комплектующих:
Электрический источник питания.
Механизм подачи проволоки.
Баллон с газом.
Такая система наиболее распространена и популярна.
Аргоновый газ и проволока
Инверторный газ обязательно нужен для сварки алюминия — без него не получится быстрого и ровного соединения.Главное, чтобы он был технически чистым и не содержал примесей, либо их процент должен быть минимальным. Только так можно получить чистый шов.
Баллон с аргоном устанавливается на сварочный аппарат либо применяется газовая ванна. Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Подготовка детали
Вся работа должна быть пошаговая, то есть выполняться поэтапно. Перед началом работ алюминий необходимо зачистить, ведь от этого зависит качество шва. Для начала поверхность обезжиривается с помощью таких растворителей, как бензин, уайт-спирит или ацетон. Затем химическим или механическим способом снимается оксидная пленка.
Когда металл просохнет, проводится его обработка специальными составами. Если выбран механический способ, то используется жесткая щетка из проволоки или наждачная бумага. Химическая обработка сложнее, и в домашних условиях её редко используют. В данном случае применяется щелочной раствор.
Процесс сварки
Технология сварки этого металла включает в себя несколько действий, при сочетании которых и достигается качественный шов. Присадочная проволока, используемая при этом, устанавливается перед вольфрамовым электродом строго вдоль шва.
Сварка может проводиться в разных положениях, но аргон — тяжёлый газ, поэтому лучше работать в горизонтальной плоскости.
Если требуется вертикальная сварка, например, на стенах, то лучше использовать более легкий газ, такой как гелий. Электрод должен располагаться максимально близко к поверхности алюминия, а проволоку подавать нужно плавно, без рывков. Из-за рывков возможно разбрызгивание металла, что нередко случается у неопытных новичков.
Электрод надо держать под углом в 80 градусов. Он и присадочная проволока двигаются вдоль шва. Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Весь процесс начинается с разогрева дуги: она удалит вновь образовавшуюся оксидную пленку и очистит поверхность, а затем прочно закрепит металл. Присадочная проволока добавляется только тогда, когда в ней действительно есть необходимость. Сварка должна проводиться быстро, чтобы стыки были ровными. Вот, пожалуй, в этих нюансах и заключается вся инструкция по сварке алюминия.
Похожие статьиСварка алюминия полуавтоматом в аргоне
Сварка деталей из алюминия — одна из тех задач, которые требуют от автомобильного мастера высокого профессионализма. Этот легкий и недорогой металл все чаще используется в автопромышленности. Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата). Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
О сварочном аппарате
T3 GYS Auto — это синергический инверторный полуавтоматический аппарат, созданный во Франции и предназначенный для работ по тонкому листовому металлу. Разработчики специально проектировали его для автосервисов и кузовных цехов. Благодаря низкому минимальному току (15 Ампер) полуавтомат может варить листовую сталь, нержавейку, алюминий. Также аппарат имеет функцию сварки-пайки медными сплавами.
Подачу сварочной проволоки обеспечивают два четырехроликовых механизма. Мастер может выбрать синергетический режим (автоматическая настройка в зависимости от силы тока) или настроить скорость ее выхода вручную.
Spool gun обеспечивает уверенную подачу проволоки диаметром 0. 8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
Нюансы сварки алюминия
Самая большая проблема при сваривании алюминиевых деталей заключается в том, что этот металл имеет низкую температуру плавления (660 °С) и нагревается гораздо быстрее стали. Поэтому работать с ним нужно аккуратно, чтобы случайно не прожечь кузов насквозь.
Еще один нюанс — в реакции алюминия на кислород. При их взаимодействии на поверхности детали образуется тонкая оксидная пленка, которая сильно усложняет дело. Для ее проплавления нужна очень высокая температура — 2044°С, что значительно повышает энергозатраты. Поэтому для борьбы с окислением сваривание алюминия осуществляют в среде защитного газа аргона, который вытесняет кислород из рабочей зоны. Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
А вот взаимодействие алюминия со сталью в процессе ремонта крайне нежелательно, так как приводит к появлению гальванической коррозии. Поэтому сварщику нельзя использовать плохо очищенные инструменты, которыми до этого ремонтировали стальные детали.
Это далеко не все проблемы, с которыми мастер сталкивается при сваривании алюминия, однако формат статьи не позволяет рассмотреть этот вопрос всесторонне. Перейдем к самому процессу сварки полуавтоматом.
Свариваем алюминиевый капот
Возможности полуавтомата T3 Auto Дмитрий Мягков продемонстрировал на выполненном из алюминия капоте автомобиля. Для этого при помощи плазмореза он сделал на нем небольшой надрез толщиной 1 мм, имитирующий трещину в металле.
Сварку алюминия под защитой аргона производят небольшими участками во избежание перегрева и прожига, об опасности которых мы уже говорили выше. Паузы, в которых алюминий остывает, нужно использовать для зачистки зоны шва металлической щеткой. Это позволяет удалить с поверхности все выгорающие присадки.
Законченный шов необходимо снова зачистить абразивом, чтобы удалить излишки присадочного материала. Даже если он получился не очень аккуратным, на этапе шлифования можно все исправить, и поверхность станет идеально ровной. Итог — практически незаметный шов. Увидеть работу полуавтомата своими глазами можно в нашем видео.
Рекомендованные статьи
Сварка алюминия для начинающих | Изучите советы и методы, необходимые для обучения сварке алюминия
Возможно, вам знаком внешний вид превосходного сварного шва алюминия. Квалифицированные сварщики во всем мире используют
сварка алюминия для автомобильной, аэрокосмической и строительной промышленности с большим эффектом. Ты можешь иметь
слышал, что научиться сваривать алюминий может оказаться сложной задачей, если вы будете заниматься этим вслепую. Но что делать
нужно сварить алюминий? Стоит ли использовать один сварочный аппарат вместо другого? Что входит в состав всего алюминия
процесс сварки? В этой статье мы в Weldpro хотели бы представить наконечники для сварки алюминия,
методы и основные требования к оборудованию, необходимые для получения высококачественной сварки алюминия с помощью GTAW
(газовая вольфрамовая дуговая сварка) или процесс TIG (вольфрам в инертном газе).Обучение сварке алюминиевого основного материала может
поначалу может быть сложной задачей — многие аспекты сварки алюминия могут сбить с толку новичка, только начинающего.
Мы надеемся, что это руководство по сварке для начинающих поможет вам решить некоторые из этих запутанных вопросов и
обеспокоенность.
Ты можешь иметь
слышал, что научиться сваривать алюминий может оказаться сложной задачей, если вы будете заниматься этим вслепую. Но что делать
нужно сварить алюминий? Стоит ли использовать один сварочный аппарат вместо другого? Что входит в состав всего алюминия
процесс сварки? В этой статье мы в Weldpro хотели бы представить наконечники для сварки алюминия,
методы и основные требования к оборудованию, необходимые для получения высококачественной сварки алюминия с помощью GTAW
(газовая вольфрамовая дуговая сварка) или процесс TIG (вольфрам в инертном газе).Обучение сварке алюминиевого основного материала может
поначалу может быть сложной задачей — многие аспекты сварки алюминия могут сбить с толку новичка, только начинающего.
Мы надеемся, что это руководство по сварке для начинающих поможет вам решить некоторые из этих запутанных вопросов и
обеспокоенность.
Обучение сварке алюминия: переменный и постоянный ток
Использование правильной установки для сварки алюминия имеет решающее значение. Чтобы получить надлежащий сварной шов на алюминии, вы должны
иметь сварочный аппарат TIG с поддержкой переменного тока, такой как Weldpro TIG 200.AC относится к тому, что известно как «переменное
ток», что прямо противоположно постоянному току или «постоянному току». Оборудование для сварки алюминия с питанием от переменного тока
предпочтительнее постоянного тока, потому что переменный ток имеет положительный полупериод, который может обеспечить очистку
действие, в то время как отрицательный полупериод обеспечивает проникновение. При обучении сварке алюминия сварщики TIG на переменном токе
возможности очистки и проплавления — лучший способ гарантировать великолепные сварные швы.
Чтобы получить надлежащий сварной шов на алюминии, вы должны
иметь сварочный аппарат TIG с поддержкой переменного тока, такой как Weldpro TIG 200.AC относится к тому, что известно как «переменное
ток», что прямо противоположно постоянному току или «постоянному току». Оборудование для сварки алюминия с питанием от переменного тока
предпочтительнее постоянного тока, потому что переменный ток имеет положительный полупериод, который может обеспечить очистку
действие, в то время как отрицательный полупериод обеспечивает проникновение. При обучении сварке алюминия сварщики TIG на переменном токе
возможности очистки и проплавления — лучший способ гарантировать великолепные сварные швы.
Основное преимущество сварки алюминия на переменном токе
При обучении сварке алюминия важно знать, что алюминий требует сравнительно
температуры для получения качественного сварного шва.Глядя на сварку TIG для начинающих, вы обнаружите, что эти
машины чаще используются в процессе сварки алюминия из-за их простоты по сравнению с MIG
сварщики. Поскольку сварка переменным током является лучшим источником питания для сварщиков TIG, большинство алюминиевых изделий
изготовлены с использованием сварки переменным током.
Поскольку сварка переменным током является лучшим источником питания для сварщиков TIG, большинство алюминиевых изделий
изготовлены с использованием сварки переменным током.
AC обеспечивает контроль баланса в сварочном оборудовании TIG для алюминия
До 1970-х отрицательный и положительный полупериоды переменного тока представляли собой простой подход 50/50.Современное оборудование для сварки алюминия теперь использует так называемый контроль баланса для более рационального подхода. для создания идеальной дуги для всех приложений. Как начинающий сварщик TIG, работающий с алюминием, работающий на переменном токе машины с функцией контроля баланса необходимы для облегчения работы и получения лучших результатов.
При использовании переменного тока колебания между положительным и отрицательным полюсами происходят очень быстро. Срок
«переменный ток» относится к этому обращению потока электронов, чего не происходит с постоянным током. В виде
Упомянутое выше, когда вы используете оборудование для сварки алюминия переменным током, вы должны контролировать баланс между
полярности. Работа горелки TIG с полным балансом DCEP (положительный электрод постоянного тока) разрушит
вольфрамовый электрод и, возможно, горелку. DCEP сильно нагревает горелку и вольфрам, в то время как
DCEN (отрицательный электрод постоянного тока) передает тепло в заготовку.
В виде
Упомянутое выше, когда вы используете оборудование для сварки алюминия переменным током, вы должны контролировать баланс между
полярности. Работа горелки TIG с полным балансом DCEP (положительный электрод постоянного тока) разрушит
вольфрамовый электрод и, возможно, горелку. DCEP сильно нагревает горелку и вольфрам, в то время как
DCEN (отрицательный электрод постоянного тока) передает тепло в заготовку.
По этой причине нам нужно иметь возможность сильно сбалансировать полярность в сторону DCEN.Как правило, это будет
в среднем составляет около 70%. Тем не менее, есть исключения из этого правила, такие как окисленная или грязная основа.
материал. Если вы работаете с этим типом материала, очень важно иметь возможность регулировать
баланс больше в сторону DCEP, что позволяет очищать заготовку. Сваркаpro
TIG 200 имеет встроенный регулятор баланса, который работает плавно, что упрощает сварку TIG для начинающих. управлять.Контроль баланса можно регулировать в диапазоне от 30% до 70%, в зависимости от потребностей очистки.
управлять.Контроль баланса можно регулировать в диапазоне от 30% до 70%, в зависимости от потребностей очистки.
Четыре лучших метода и советы по сварке алюминия
Обучение сварке алюминия — это сложный навык, который требует определенных знаний, прежде чем вы возьметесь за эту задачу. Хранить эти методы сварки алюминия, чтобы помочь вам сосредоточиться на навыках, которые вам необходимо освоить, чтобы получить работу сделано правильно.
1. Подготовьте алюминий
Алюминий естественным образом образует слой оксида на внешней поверхности, когда он охлаждается на заводе.Также,
очищающие масла и загрязняющие вещества могут оставаться снаружи при работе с алюминием. Алюминий
процесс сварки всегда будет начинаться с очистки его поверхности еще до того, как вы начнете думать о включении
ваш сварочный аппарат TIG. Работа на чистой рабочей поверхности создает заметную разницу в качестве вашей работы.
сварка. Во-первых, лучше всего использовать ацетон для очистки поверхности и убедиться, что она полностью свободна от масел и любых других загрязнений.
другие загрязнения.Чтобы удалить оксидный слой, вам понадобится щетка из нержавеющей стали. Это не
это сложно сделать, но если не использовать ацетон, можно глубже вдавить загрязнения в материал и
влияет на качество сварки.
Работа на чистой рабочей поверхности создает заметную разницу в качестве вашей работы.
сварка. Во-первых, лучше всего использовать ацетон для очистки поверхности и убедиться, что она полностью свободна от масел и любых других загрязнений.
другие загрязнения.Чтобы удалить оксидный слой, вам понадобится щетка из нержавеющей стали. Это не
это сложно сделать, но если не использовать ацетон, можно глубже вдавить загрязнения в материал и
влияет на качество сварки.
В советах по сварке TIG для начинающих всегда говорится о необходимости предварительного нагрева алюминия перед началом сварки. По сути, этот шаг в процессе сварки алюминия значительно облегчит работу. Запуск паяльной лампой над алюминием перед запуском сведет к минимуму количество искажений, которые вы часто видите, когда тепло сварочной горелки создает локальную горячую точку на материале.
2. Узнайте, как настроить сварочный аппарат TIG для алюминия
Мы уже обсуждали важность работы с переменным током, а не с постоянным током, но научиться сваривать алюминий
означает понимание того, какой электрод вы должны использовать на своем сварочном аппарате TIG. Электрод TIG всегда должен
быть чистым вольфрамом, который обеспечивает лучшую долговечность и чистоту, чем электроды других типов. Ваш электрод
также не следует затачивать до конца, потому что грубый переменный ток может привести к его обрыву
в свой сварной шов.Обычный метод сварки алюминия, используемый мастерами, заключается в использовании чистого газа аргона.
защитный газ. Это обеспечивает оптимальную чистоту сварного шва и производительность при работе с алюминием.
Электрод TIG всегда должен
быть чистым вольфрамом, который обеспечивает лучшую долговечность и чистоту, чем электроды других типов. Ваш электрод
также не следует затачивать до конца, потому что грубый переменный ток может привести к его обрыву
в свой сварной шов.Обычный метод сварки алюминия, используемый мастерами, заключается в использовании чистого газа аргона.
защитный газ. Это обеспечивает оптимальную чистоту сварного шва и производительность при работе с алюминием.
3. Научитесь работать быстро
Особенно трудным шагом в сварке для новичков является скорость. Это особенно
важно для обучения сварке алюминия, так как существует реальная опасность перегрева вашего
материал, если вы останавливаетесь, а не двигаетесь дальше.
4. Работа с радиатором
Лучше всего при обучении сварке алюминия использовать латунный или медный радиатор. Так как алюминий исключительно хорошо передает тепло, крепление вашего изделия к радиатору может отвести тепло от сварного шва и позволит вам быть медленнее и точнее. Если ваш сварной шов становится достаточно горячим, чтобы начать плавиться, весь проект может начать сжиматься и деформироваться.Радиатор является одним из лучших элементов сварочного оборудования для алюминия. используйте как новичок, когда вы все еще пытаетесь работать над своей скоростью.
Алюминиевые сварочные ванны для начинающих сварщиков TIG
Начинающие сварщики TIG, работающие с алюминием, заметят, что сварочная ванна материала может выглядеть очень
иначе, чем при работе с мягкой сталью. Сварочная ванна имеет оранжевый цвет и заметна на низкоуглеродистой стали. Однако на
алюминия сварочная ванна больше похожа на маленькую влажную отражающую лужицу.
Однако на
алюминия сварочная ванна больше похожа на маленькую влажную отражающую лужицу.
Понимание того, как должна выглядеть эта лужа, является одним из основных принципов сварки для начинающих. знать. Это может помочь вам избежать перегрева заготовки при попытке получить сварочную ванну, просто не будет. Контроль силы тока при сварке алюминия очень важен. Вы можете выполнить это, хорошо используя педаль. Часто возникает необходимость постоянно увеличивать и уменьшать сила тока при сварке алюминия для получения симметричной сварочной ванны.
По этой причине у вас должен быть сварочный аппарат TIG с качественной педалью. Педаль управления в комплекте
Пакет Weldpro TIG 200 — еще одна причина, по которой его можно считать одним из лучших сварочных аппаратов для
алюминий. Он сделан очень прочным и состоит из высококачественной стали и электрических компонентов. Он также исключительно хорошо реагирует на небольшие изменения и удобен в использовании в течение длительного времени.
Он также исключительно хорошо реагирует на небольшие изменения и удобен в использовании в течение длительного времени.
Магазин Weldpro за лучшее оборудование для сварки алюминия
Мы в Weldpro надеемся, что эта информация помогла выделить некоторые важные методы сварки алюминия.
и требования, которые помогут вам добиться высокого качества сварки.Будь то сварка для начинающих или
эксперты, наша цель — помочь вам сэкономить время и деньги, а не искать товары с завышенной ценой.
оборудование, которое не работает. При поиске лучшего сварочного аппарата для алюминия обратите внимание на
Weldpro. Если у вас есть какие-либо вопросы о наших продуктах, не стесняйтесь обращаться к нам. Наша команда экспертов всегда рядом и
готовы предоставить вам информацию, необходимую для того, чтобы сделать вашу сварку максимально эффективной.
Статьи по теме: Сварка ВИГ для начинающих
Защитный газ и загрязнение сварочной ванныЗащита сварочной ванны, безусловно, широкая тема, и пока мы никоим пытаемся охватить в этой статье все аспекты защиты и защитного газа, мы хотели бы поговорим о некоторых основных принципах защиты сварочной ванны, защитного газа и о том, как может произойти заражение.
Вольфрам Выбор для сварки TIG При первом изучении искусства GTAW одна из самых важных вещей
Что может сделать сварщик, так это понять свойства вольфрама, который он использует, и сделать
выбор в зависимости от насущной потребности. Многие люди чувствуют себя ошеломленными или сбитыми с толку различными
Доступные типы вольфрама.Надеюсь, я смогу помочь пролить свет на различные варианты, их
функции и мой личный опыт, чтобы помочь вам.
Многие люди чувствуют себя ошеломленными или сбитыми с толку различными
Доступные типы вольфрама.Надеюсь, я смогу помочь пролить свет на различные варианты, их
функции и мой личный опыт, чтобы помочь вам.
Если вы собирались купить сварочный аппарат, возможно, вы видели что большинство сварщиков способны (постоянным током).Некоторые поддерживают переменный/постоянный ток. Что означают эти термины и почему важно ли обращать на них внимание при покупке сварочного аппарата?
Аппарат Eastwood TIG 200 для сварки алюминия
Описание
Обновленный и усовершенствованный сварочный аппарат переменного/постоянного тока TIG 200 компании Eastwood
Этот новый и усовершенствованный аппарат оснащен обновленной технологией и усовершенствованиями стоимостью в сотни долларов, которых нет в других машинах. Точные ОБЯЗАТЕЛЬНЫЕ функции, которые вам нужны, чтобы складывать десять центов с самого начала.
Точные ОБЯЗАТЕЛЬНЫЕ функции, которые вам нужны, чтобы складывать десять центов с самого начала.
- НОВИНКА Педаль Rocker Style Невероятная цена 140 долларов!
- НОВИНКА Расходомер газа Стоимость 60 долларов!
- НОВИНКА Налобный фонарь Flex ПОТРЯСАЮЩАЯ ЦЕНА 90 долл. США!
- НОВИНКА Комплект газовых линз Стоимость 40 долларов!
Все эти усовершенствования предназначены для того, чтобы помочь вам получить наилучшие возможные сварные швы TIG на машине, которая весит менее 40 фунтов.Не загоняйте себя в дыру с меньшими устройствами, которые не могут предоставить эти компоненты, потому что через несколько месяцев после покупки, когда вы разочарованы качеством, вы потратите дополнительные сотни долларов, покупая ножную педаль в стиле рокера, комплект газовых линз. , горелка с гибкой головкой и расходомер. Вы можете купить их сейчас в одной отличной машине и получить преимущество. Мы хотим, чтобы вы преуспели. Мы хотим видеть фотографии ваших сварных швов и интересных проектов. Вот почему мы добились успеха с 1978 года.
Мы хотим, чтобы вы преуспели. Мы хотим видеть фотографии ваших сварных швов и интересных проектов. Вот почему мы добились успеха с 1978 года.
Сварочная мощность премиум-класса, поддерживаемая экспертами
Благодаря обновленному универсальному дизайну, мощным возможностям сварки и гарантированному качеству, это может быть ваш последний сварочный аппарат TIG.Он поставляется с резаком Flex Head WP17, который использует стандартные расходные материалы и позволяет работать в труднодоступных местах. Входящий в комплект шнур адаптера 240/120 В упрощает процесс переключения между напряжениями. Рабочий цикл 60 % позволяет сваривать до тех пор, пока работа не будет завершена. Закажите сейчас и сварите с уверенностью благодаря нашей 100-процентной гарантии удовлетворенности клиентов.
Аппарат Eastwood TIG 200 AC/DC Особенности:
- Работает от сети 110 В переменного тока, 15 А или 220 В переменного тока, 30 А.
- Мощность сварки толщиной 1/4 дюйма при напряжении 220 В переменного тока.
- Высокочастотный пуск для точного управления дугой.
- Инвертор прямоугольной формы для точной сварки алюминия. с электродами до 1/8 дюйма.
- Набор газовых линз значительно улучшит ваши навыки изготовления.
- Ножная педаль Rocker Style с элементами управления, установленными на станке, для повышения точности.
- Расходомер Расходомер для улучшенного контроля расхода газа с быстрой и воспроизводимой регулировкой расхода.
- Сварка ВИГ. Рабочий цикл переменного тока (%): 120 В переменного тока, 60 % при 145 А, 220 В переменного тока, 60 % при 190 А)
- Включает длинные кабели резака и заземления, чтобы вы могли легко перемещаться по проекту.
- Кабель питания имеет длину 6 футов.
- При поддержке политики возврата Eastwood без проблем и 3-летней гарантии.
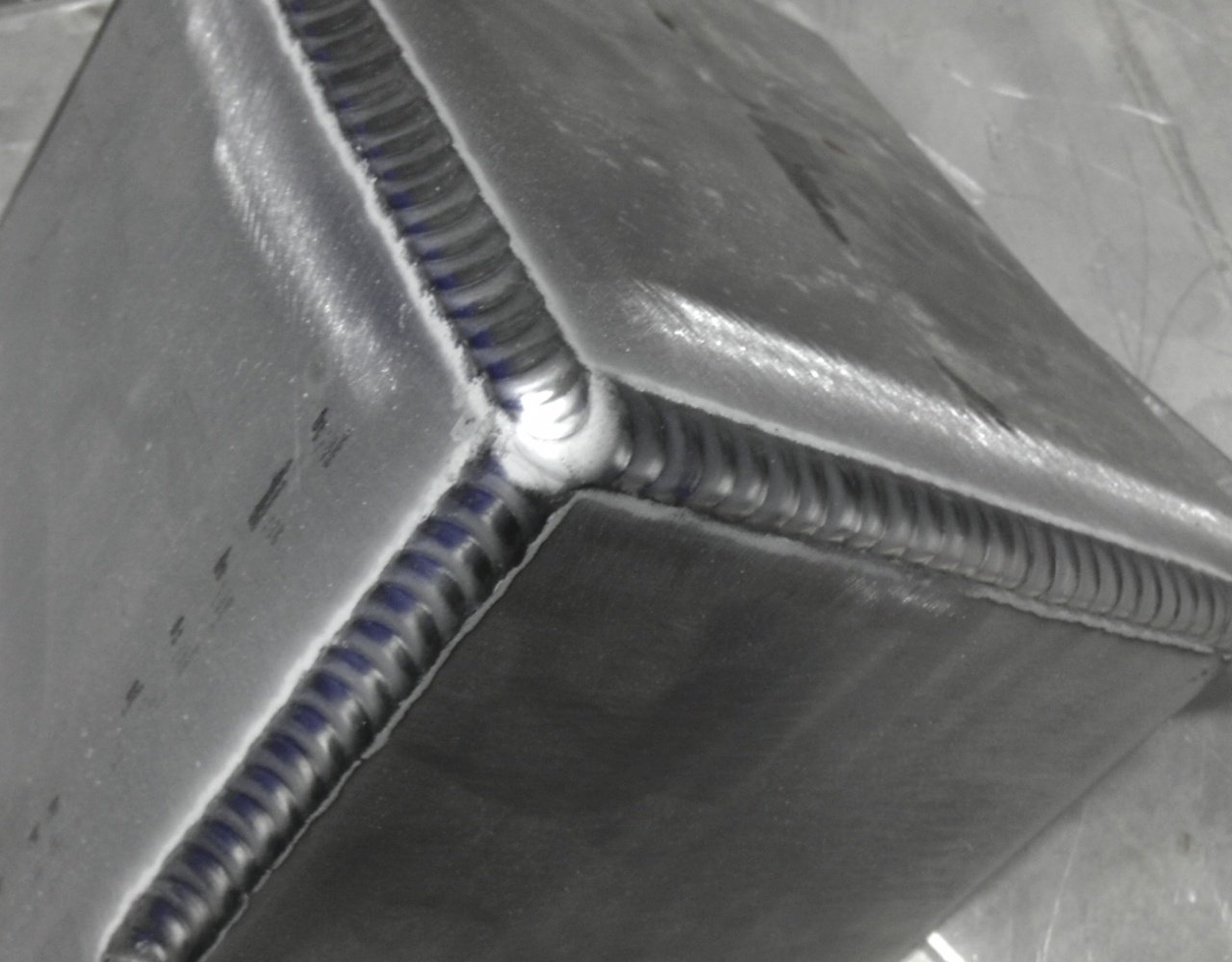
Гарантия
3 годаТехнические характеристики
| Входное напряжение: 90 °30 | однофазное 120VAC или 240VAC @ 50-60HZ | 90VAC @ 50-60HZ 90 /VAC @ 50-60HZ|||
| Power Short Plugploy: | NEMA 6-50P | |||
| Входной ток TIG: | 240V: 23. 8 ампер | 120 В: 20,0 А | |||
| Входной ток: | 240 В: 36,2 А | 120 В: 19,2 А | |||
| Регулировка выходного тока TIG: | 240 В: 10–190 А |. 120 В: 10–145 А | |||
| Ручка регулировки выходного тока: | 240 В: 10–185 А |. 120 В: 10–140 А | |||
| Входное напряжение TIG: | 240 В: 10,4–17,6 В | 120 В: 10,4 В – 15,8 В | |||
| Стик входного напряжения: | 240 В: 20.4В – 27,4В | 120 В: 20,4 В – 25,6 В | |||
| Метод пуска: | Высокая частота | |||
| Сварка ВИГ Переменный ток Рабочий цикл (%): | 240 В 60 % при 190 ℃ 120 В 60 % при 100 А и 100 % при 77 А | |||
| STICK Рабочий цикл сварки (%): | 240 В 60 % при 185 А и 100 % при 143 А | 120 В 60 % при 60 А и 100 % при 46 А | |||
| Последующий поток газа: | 2-8 сек. | |||
| Поток предварительного газа: | 0.1-1,0 сек. | |||
| 9 | ||||
| Удаленные ноги педали и контроль: | Да | |||
| Контроль горелки: | Палец включен: | Палец вкл. / Выкл. / Выкл. / Выкл. | Палец ВКЛ. | |
| Метод охлаждения | Габаритные размеры: | 17,8” x 8,4” x 20,20” | ||
| Вес: | 38 фунтов. |
Рабочий цикл
Номинальный рабочий цикл относится к количеству сварочных работ, которое может быть выполнено за определенное время.Eastwood TIG 200 имеет рабочий цикл 60% при 190 ампер. Проще всего рассматривать время сварки блоками по 10 минут, а рабочий цикл — в процентах от этих 10 минут. При сварке при 190 А с рабочим циклом 60 % в течение 10-минутного блока времени вы можете сваривать в течение 6 минут с 4-минутным охлаждением для сварщика. Чтобы увеличить рабочий цикл, вы можете уменьшить значение выходного тока. Превышение 190 ампер приведет к более низкому рабочему циклу.
Доставка
Доставка через FedExНаправляющие и аксессуары
Инструкции
>Информация о безопасности
При выполнении сварочных работ всегда следуйте инструкциям производителя по надлежащим требованиям безопасности.
Нажмите здесь, чтобы увидеть товары для обеспечения безопасности
Советы по применению
Лучший сварочный аппарат TIG переменного/постоянного тока
Сварочный аппарат Eastwood TIG мощностью 200 ампер — это самый доступный способ для механиков и других рабочих-металлистов получить отличные сварные швы во всех своих проектах.Этот сварочный аппарат TIG переменного/постоянного тока использует вольфрамовый электрод для нагрева металлов и их соединения, не становясь частью готового сварного шва, уменьшая брызги и грязь. Режим переменного тока используется для алюминия, а режим постоянного тока может использоваться для сварки стали и нержавеющей стали в форме труб, листов или прутков, предлагая невероятную универсальность в умелых руках. Также доступна функция сварки электродами для использования вне помещений или на грязных металлах.
Также доступна функция сварки электродами для использования вне помещений или на грязных металлах.
Наша команда разработала этот аппарат таким образом, чтобы его могли легко использовать новички, но при этом он обладал возможностями, необходимыми продвинутым сварщикам.Он имеет простую панель управления для настройки дуги, силы тока и режима. Шнур адаптера переменного/постоянного тока позволяет легко переключаться между режимами. Наши портативные сварочные аппараты TIG весят всего 45 фунтов, поэтому вы можете загрузить их в автомобиль, грузовик или прицеп и доставить туда, где вам нужно.
Полный комплект для сварки TIG
Любой, у кого есть источник питания от 110 до 240 вольт, может запитать сварочный аппарат Eastwood TIG200 для точечной сварки или обработки толстых и тонких металлов. Вы получите точные сварные швы благодаря высокочастотному мгновенному запуску и прямоугольному инвертору переменного тока, которые обеспечивают контроль и точность.Он рассчитан на рабочий цикл 60 процентов при нормальной силе тока, что означает, что вы можете сваривать до тех пор, пока работа не будет завершена.
В комплект этого сварочного аппарата входит все, что нужно для отличной сварки прямо из коробки. В дополнение к аппарату для сварки TIG на переменном/постоянном токе вы получите регулятор защитного газа и шланг (газовые баллоны продаются отдельно), горелку TIG серии Flex Head WP-17, в которой используются стандартные расходные материалы, несколько размеров газовых сопел и цанг. , два вольфрамовых стержня, расходомер газа, ножная педаль качающегося типа для повышения точности и многое другое.Компания Eastwood предоставляет каждому сварщику 3-летнюю гарантию и 100-процентную гарантию удовлетворенности клиентов.
Сварочный аппарат TIG переменного/постоянного тока на 200 А компании Eastwood
Продвинутые производители оборудования для самостоятельной сборки и профессиональные техники кузовного ремонта могут рассчитывать на TIG 200 при выполнении работ по восстановлению автомобилей. Эти сварочные аппараты переменного/постоянного тока выполняют точные и чистые сварные швы на низкоуглеродистой и нержавеющей стали толщиной до ¼ дюйма. Используйте наши сварочные аппараты TIG для алюминия благодаря прямоугольному инвертору или переключитесь на режим сварки электродом для дополнительной универсальности.Шнур адаптера 120/240 В позволяет легко переключаться между источниками питания переменного и постоянного тока.
Используйте наши сварочные аппараты TIG для алюминия благодаря прямоугольному инвертору или переключитесь на режим сварки электродом для дополнительной универсальности.Шнур адаптера 120/240 В позволяет легко переключаться между источниками питания переменного и постоянного тока.
От алюминиевых листов и стальных труб до пруткового проката — Eastwood TIG 200 сделает работу правильно. Каждый портативный аппарат для сварки TIG на переменном/постоянном токе оснащен длинной горелкой типа WP-17, комплектом газовых линз, ножной педалью и кабелями заземления для работы в любом проекте. Настройте параметры на панелях управления, чтобы получить наилучшие результаты. Мы предлагаем трехлетнюю гарантию производителя и 100% гарантию удовлетворенности клиентов. Посетите раздел сварочных аппаратов TIG, чтобы узнать о вольфрамовых электродах, расходных материалах, сварочных тележках и аксессуарах.
Характеристики:
- 1/4-дюймовая мощность сварки TIG
- Работает с однофазными системами 120 В или 240 В
- Сварка алюминия с помощью прямоугольного инвертора на 240 В переменного тока)
- Стыковая сварка на переменном или постоянном токе
- Первичный инвертор MOSFET с технологией вторичного инвертора IGBT
- 3-летняя гарантия производителя
Подробный обзор 7 лучших сварочных аппаратов TIG для алюминия (янв.
 2022)
2022)Что такое сварочный аппарат TIG?
Аппарат для сварки TIG (вольфрамовый инертный газ) представляет собой аппарат для дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он использует защитный экран из инертного газа для защиты сварочной ванны от переносимых по воздуху загрязняющих веществ.
Преимущества сварки TIG
Помимо получения чистых и точных сварных швов на различных видах металлов, сварка TIG дает гораздо больше преимуществ, в том числе:
Сваривает больше металлов, чем любой другой процесс сварки
Сварочный аппарат TIG можно использовать для сварки различных металлов и сплавов, таких как сталь, нержавеющая сталь, алюминий, медь, золото, магний, бронза, латунь и никелевые сплавы.Вы можете использовать его для создания произведений искусства, автомобильных работ или даже для строительства и ремонта дома, таких как сварка велосипедных рам, дверных ручек и газонокосилок среди многих других.
Сварка ВИГ создает высококачественные чистые сварные швы
Там, где внешний вид имеет значение, вы можете доверять сварочному аппарату TIG, который обеспечит наилучшее качество сварного шва. На самом деле, его очень предпочитают косметические сварщики, которые делают скульптуры, автомобильные работы или любую другую творческую работу. Это связано с тем, что сварщики TIG используют превосходный контроль дуги и сварочной ванны для создания чистых сварных швов.
С помощью аппарата для сварки TIG вы также получаете точный контроль наплавленного валика, поскольку вы можете контролировать подачу тепла, нажимая на педаль. Таким образом, вы можете нагреть или охладить.
Кроме того, в отличие от других сварочных процессов, вы не получите искр или брызг, потому что в сварочную ванну не добавляется лишний присадочный металл. Вы также не получаете флюса или шлака, поскольку защитный газ (аргон) защищает сварочную ванну от переносимых по воздуху загрязняющих веществ. Что касается шлака, то он не будет блокировать обзор сварочной ванны, и даже в готовом сварном шве не будет шлака, который нужно удалить между проходами сварки.
Что касается шлака, то он не будет блокировать обзор сварочной ванны, и даже в готовом сварном шве не будет шлака, который нужно удалить между проходами сварки.
Еще одна вещь, с которой вы не столкнетесь при сварке TIG, — это дым. Если ваш основной металл не содержит таких элементов, как жир, цинк, краска, свинец, масло или другие загрязняющие вещества, ваш TIG-сварщик никогда не будет выделять дым или пары.
Сварка ВИГ использует один защитный газ почти для всех видов сварки
Поскольку вы можете использовать аргон для сварки TIG почти всех металлов различной толщины, вам нужен только один тип газа для выполнения всех ваших сварочных работ.
Сварка в разных положениях
Вы можете выполнять сварку TIG в различных положениях: от плоского и потолочного до вертикального и горизонтального.Это удобно, когда вам нужно работать в замкнутых пространствах, например, в каркасах безопасности.
Особенности, которые следует учитывать при выборе лучшего сварочного аппарата для алюминия
Чтобы купить машину TIG, соответствующую вашим потребностям, обратите внимание на следующее:
Возможность переменного/постоянного тока
Это должно быть главным соображением, поскольку оно определяет тип материалов, которые вы будете сваривать. Безопасно использовать машину, которая поддерживает как переменный, так и постоянный ток, например, Lotos TIG200.Переменный ток необходим для работы с более тонкими материалами, такими как алюминий и магний. Если вы собираетесь сваривать алюминий с помощью своего аппарата для сварки TIG, то обязательно наличие возможности работы на переменном токе.
DC (постоянный ток) подходит для сварки более толстых материалов, таких как сталь и нержавеющая сталь. Большинство мощных машин имеют возможность работы на постоянном токе, но из-за низкой температуры плавления и других особенностей их нельзя использовать для сварки тонких материалов, таких как алюминий.
Напряжение
Это также определяет типы материалов, с которыми вы сможете работать.Напряжение в сочетании с выходным ампером определяет общее тепловложение сварочного аппарата. Если вы не уверены в материалах, которые будете сваривать, можно смело использовать сварочный аппарат с двойным напряжением и широким диапазоном выходной силы тока, такой как AHP Alpha-TIG200X-2018. Он обеспечивает гибкость работы с различными материалами различной толщины.
Он обеспечивает гибкость работы с различными материалами различной толщины.
Выход
Опять же, максимальное выходное и входное напряжение идут рука об руку. Оба они определяют общее тепловложение вашего сварочного аппарата.
При поиске сварочного аппарата TIG для сварки алюминия вы должны быть особенно заинтересованы в его диапазоне силы тока, а также в контроле силы тока. Сварка алюминия требует превосходной производительности при низкой силе тока, и иногда может быть недостаточно сварочного аппарата с характеристиками усилителя, которые достигают всего 5 ампер. Он также может испытывать колебания, особенно когда зажигается дуга, и это может повлиять на качество вашего сварного шва.
Вот почему контроль силы тока является ключевым фактором. Это избавит вас от необходимости постоянно проверять калибры и гарантирует высокое качество сварки.
Рабочий цикл
Это еще один важный аспект, который стоит учитывать. Это относится к фактическому объему работы, который ваш сварщик сможет выполнять каждые 10 минут, и к тому, сколько времени ему потребуется для отдыха. Сварщик должен отдохнуть и остыть после напряженной работы. Время, необходимое для охлаждения, зависит от его системы охлаждения, его качества и охлаждающего оборудования, которое вы будете использовать.
Сварщик должен отдохнуть и остыть после напряженной работы. Время, необходимое для охлаждения, зависит от его системы охлаждения, его качества и охлаждающего оборудования, которое вы будете использовать.
Рабочий цикл измеряется в процентах. Перед покупкой сварочного аппарата TIG обязательно проверьте его рабочий цикл, который он предлагает.Если, например, он показывает 60%, это означает, что машина сможет работать в течение 6 минут, прежде чем остановится. Рабочий цикл также помогает вам выбрать пиковые токи, которые вы будете использовать в своих проектах.
Защита от тепловой перегрузки
Это напрямую связано с рабочим циклом вашего сварочного аппарата. Это предотвращает повреждение вашей машины всякий раз, когда вы превышаете рабочий цикл. Модули защиты от тепловой перегрузки большинства сварочных аппаратов следят за внутренней температурой агрегата и отключают питание, если она превышает безопасные пороги.Они пригодятся, когда вы работаете в теплых условиях или на открытом воздухе.
Некоторые высококачественные сварочные аппараты, такие как Forney 220 ST PRO Welder , имеют более одного вентилятора для подачи свежего воздуха и эффективного отвода избыточного тепла от устройства. Они также предотвращают попадание пыли и мусора внутрь машины.
Диаметр электрода
Сварочные электроды, также известные как сварочные стержни, бывают разных размеров. Существует 7 часто используемых сварочных электродов, которые идеально подходят для различных сварочных задач.Для достижения наилучших результатов сварки вам необходимо знать оптимальный диаметр электрода для ваших проектов. Например, модель 7024 идеально подходит для сварки более толстых материалов, а модель 6011 наиболее универсальна. Вы можете использовать его с машиной, которая поддерживает переменный/постоянный ток во всех направлениях. Его превосходная проникающая способность делает его фаворитом большинства опытных сварщиков.
Удобный интерфейс
Независимо от того, являетесь ли вы новичком или опытным сварщиком, вам следует подумать о покупке сварочного аппарата с удобным интерфейсом. Удобный интерфейс сэкономит ваше время и силы. Поэтому безопаснее выбрать машину, в конструкции которой приоритет отдается автоматизации и оцифровке. Если такие функции, как отключение при высокой температуре и балансировка, автоматизированы, вам будет легче управлять машиной, особенно если вы сварщик-любитель.
Удобный интерфейс сэкономит ваше время и силы. Поэтому безопаснее выбрать машину, в конструкции которой приоритет отдается автоматизации и оцифровке. Если такие функции, как отключение при высокой температуре и балансировка, автоматизированы, вам будет легче управлять машиной, особенно если вы сварщик-любитель.
Еще одна особенность, на которую стоит обратить внимание, — это цифровой дисплей. Не всем это понравится, особенно опытным сварщикам старой школы, но это поможет вам следовать инструкциям производителя, таким как напряжение, предпочтительные материалы и выходная мощность.Более того, если машина поставляется с более предустановленными функциями, такими как напряжение и сила тока, вы, скорее всего, получите точные сварные швы.
Качество и производительность сварочного аппарата
Качество сварочного аппарата и его производительность должны быть вашим главным критерием при покупке сварочного аппарата TIG. Вы должны быть заинтересованы в его качестве сборки и функциях, чтобы быть уверенным, что вы получите от него первоклассную производительность. Чтобы получить лучшее соотношение цены и качества, обязательно взвесьте все за и против модели.
Чтобы получить лучшее соотношение цены и качества, обязательно взвесьте все за и против модели.
Если вы собираетесь заниматься профессиональной сваркой в течение всего рабочего дня, обратите внимание на такие ведущие бренды, как Miller, Hobert, Everlast и Lincoln.Они предлагают широкий спектр возможностей и надежную работу. Вам придется поковыряться в карманах, но вы извлечете из этого максимум пользы. С другой стороны, если вы просто любитель или домашний мастер, то вам подойдет любая из моделей из нашего списка продуктов.
Портативность
Мобильность определяется габаритами и массой машины. Именно размер трансформатора вашей машины определяет ее размер и вес. Если вы кочевой рабочий, обязательно выберите легкий сварочный аппарат, такой как AmicoPower MTS-205.Кроме того, выберите сварочный аппарат с функциями, облегчающими переноску из одного места в другое, например, с прочной ручкой для переноски.
Гарантия
Сварочный аппарат TIG, на который распространяется обширная гарантия, всегда должен быть вашим приоритетом. Хорошая гарантия обычно действует как предложение с добавленной стоимостью. Большинство производителей предлагают от 1 до 5 лет гарантии. Чем дольше гарантия, тем больше вы можете доверять качеству сварщика.
Хорошая гарантия обычно действует как предложение с добавленной стоимостью. Большинство производителей предлагают от 1 до 5 лет гарантии. Чем дольше гарантия, тем больше вы можете доверять качеству сварщика.
Аксессуары
К ним относятся ножная педаль, насадки для сварки TIG и насадки для инертного газа.Все они необходимы для сварки TIG, а некоторые из них, такие как ножная педаль, делают машину более удобной в использовании.
Лазерная сварка алюминия | Сварка алюминиевого сплава
Рекомендуемые лазеры для сварки алюминия
Существует четыре основных категории лазеров, подходящих для сварки алюминия:
- СО2
- Nd:YAG (неодим: иттрий-алюминий-гранат)
- Волокно (обычно легированное иттербием)
- Диск (иттербий Yb:YAG)
Все эти технологии позволяют производить высококачественные сварные швы алюминия, а используемый метод часто зависит от эксплуатационных расходов, а не от качества сварки. Тем не менее, каждый процесс имеет несколько разные характеристики, которые могут сделать некоторые типы лазеров предпочтительными для определенных приложений, конфигураций соединений и комбинаций алюминиевых сплавов.
Тем не менее, каждый процесс имеет несколько разные характеристики, которые могут сделать некоторые типы лазеров предпочтительными для определенных приложений, конфигураций соединений и комбинаций алюминиевых сплавов.
Режимы лазерной сварки
Энергия лазерного луча может подаваться на заготовку либо в виде серии импульсов, либо в виде непрерывного луча, либо в конфигурации лазерной сварки с перемешиванием. Решение об использовании того или иного метода зависит от применения, свойств материалов и т. д.
Импульсная лазерная сварка Импульсный лазер именно таков: луч включается и выключается с очень высокой частотой (10-1000 Гц), так что энергия, подаваемая на заготовку, представляет собой серию отдельных всплесков. Каждый импульс создает область расплавленного материала, затем заготовка слегка перемещается и применяется еще один импульс, в результате чего серия перекрывающихся сварных швов создает непрерывный валик. Каждая зона сварки, созданная импульсом, быстро охлаждается, что сводит к минимуму количество тепла в окружающем материале, что, в свою очередь, ограничивает то, насколько горячей может стать деталь, что, в свою очередь, сводит к минимуму плавление и деформацию детали. Из-за высокой теплопроводности алюминия импульсный лазер, как правило, является лучшим способом лазерной сварки алюминия, когда требуется низкое тепловложение.
Из-за высокой теплопроводности алюминия импульсный лазер, как правило, является лучшим способом лазерной сварки алюминия, когда требуется низкое тепловложение.
Непрерывная лазерная сварка используется для сварки с глубоким проплавлением и часто называется сваркой с замочной скважиной. Непрерывный луч лазерного излучения воздействует на заготовку, которая затем перемещается под лучом. Материал на передней кромке лазерного луча плавится, а задняя кромка остывает.Лазеры непрерывного действия обычно подают со скоростью от 25 до 100 дюймов в минуту, чтобы не перегревать детали. Поскольку тепло подается с постоянной скоростью, а деталь не подвергается постоянному нагреву и охлаждению импульсным лазером, сварка непрерывной волной может лучше подходить для некоторых алюминиевых сплавов, более чувствительных к растрескиванию.
Лазерная сварка с перемешиванием Лазерная сварка алюминия без образования трещин — это постоянная задача. Стандартный метод сварки склонных к растрескиванию сплавов заключается в использовании присадочной проволоки или прокладок, изготовленных из более свариваемого сплава (например, 4047), для получения качественного сварного соединения.Для сварки термочувствительных компонентов, таких как корпуса электроники, показано использование присадочных материалов и сварка импульсным лазером. Однако для сварных швов с более глубоким проплавлением в алюминиевых сплавах, склонных к растрескиванию, мы добились больших успехов, используя нашу запатентованную технологию лазерной сварки с перемешиванием.
Лазерная сварка с перемешиванием — это процесс, при котором непрерывный лазерный луч колеблется с относительно высокой частотой, что вызывает перемешивание расплавленной сварочной ванны — отсюда и термин «сварка с перемешиванием».В результате происходит манипуляция со сварочной ванной/паровой полостью, которая изменяет некоторые ключевые характеристики сварного шва.
Преимущества:
- Лазерная сварка с перемешиванием приводит к получению в основном бездефектных соединений, без горячих трещин, пористости или трещин затвердевания.
- Более точный контроль сварочной ванны для повышения стабильности замочной скважины.
- Улучшенный контроль профиля и геометрии сварного шва — например, швы могут быть спроектированы с большей шириной в основании шва, что может быть очень полезно для сварки внахлест/сквозь/слепых швов.
- Профили сварных швов можно манипулировать асимметрией, например, увеличивать проплавление на одной стороне сварного соединения.
- Шаблоны можно запрограммировать для компенсации больших зазоров в сварных соединениях и других потенциально проблематичных проблем с геометрией сварного шва.
- Можно достичь более высоких скоростей подачи, чем при использовании импульсных лазерных технологий.
- Присадочные материалы не требуются.

Производство алюминия – сварка TIG
Сварка TIG (или вольфрамовым электродом в среде инертного газа), также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (или GTAW), представляет собой процесс дуговой сварки, выполняемый в специализированном цехе по сварке алюминия, в котором используется неплавящийся вольфрамовый электрод (или неплавящийся вольфрамовый электрод). присадочный металлический электрод) для получения сварного шва.
присадочный металлический электрод) для получения сварного шва.
Чистый аргон является предпочтительным инертным защитным газом для сварки алюминиевых материалов толщиной до ½ дюйма. Выше этой толщины добавляется от 25% до 75% гелия, чтобы сделать дугу более горячей, что приводит к более глубокому проплавлению. Инертный защитный газ (аргон или гелий) используется для защиты области сварки алюминия от атмосферного загрязнения. . В некоторых случаях также используется присадочный металл, хотя он не требуется для автогенных сварных швов, где используется тепло и не требуются присадочные стержни.
Источник сварочного тока постоянного тока используется для производства энергии, которая, в свою очередь, передается через дугу. Это проведение дуги происходит через столб металлических паров (плазма) и сильно ионизированный газ.
Сварка ВИГ, чаще всего связанная с алюминием, используется для соединения металлов меньшей толщины. Хотя это не единственный метод, который можно использовать для сварки алюминия, он является предпочтительным, когда речь идет о более легких калибрах.
Цеха по сварке алюминия часто используют переменный ток в процессе сварки TIG, но также можно использовать и постоянный ток.Тип тока, используемый для сварки алюминия TIG, будет зависеть от свойств, желаемых заказчиком для конечного продукта, хотя переменный ток является предпочтительным методом.
Для сварки TIG рабочая зона очищается и иногда предварительно нагревается до температуры от 175°C (347°F) до 200°C (392°F). Это поможет увеличить скорость движения и улучшить проникновение. Чтобы сварка стала возможной, необходимо также удалить тонкий оксидный слой, который образуется при контакте алюминия с воздухом.
Переменный ток (или переменный ток) обладает эффектом самоочищения, который удаляет тонкий слой оксида, образующийся в тот момент, когда алюминий подвергается воздействию воздуха. Когда этот вид тока используется для сварки, два типа электродов имеют преимущество перед использованием ториевых электродов:
- электроды из чистого вольфрама
- циркониевые вольфрамовые электроды
Причина этого заключается в том, что при использовании ториевых электродов более вероятно «выплевывание» или «разбрызгивание» частиц электрода через сварочную дугу и в сам сварной шов. При использовании переменного тока для сварки предпочтительны тупые концы электродов.
При использовании переменного тока для сварки предпочтительны тупые концы электродов.
Во время этого процесса сварки TIG при работе с более тонкими деталями и материалами следует использовать защитный газ из чистого аргона, а введение гелия позволит добиться большего провара при работе с более толстыми деталями и материалами.
Обратите внимание, однако, что использование гелия может привести к затруднениям с запуском дуги.
Преимущества сварки алюминия TIG
Ниже приведены некоторые преимущества сварки алюминия методом ВИГ:
Приложения
TIG или GTAW можно использовать при сварке широкого спектра материалов, от нержавеющей стали до цветных металлов, включая алюминиевые, медные и магниевые сплавы.
нежная работа
Этот процесс сварки эффективен для сварки тонких профилей, а также более тонких деталей. Сварочные аппараты TIG также имеют дополнительное преимущество, заключающееся в том, что они могут относительно легко контролировать температуру и силу тока.
Качество
Сварные швы, произведенные методом TIG, отличаются высоким качеством и имеют чистый внешний вид. Механически прочный, этот процесс также стал популярным выбором в автомобильной промышленности для алюминия. Способность производить сварной шов, который не требует отделки (оставляя его как есть без дополнительной шлифовки), это эстетически приятно и устраняет затраты времени и проблемы, связанные со шлифовкой.
Недостатки, связанные с TIG и GTAW, включают тот факт, что это более медленный и дорогой метод сварки. Он также часто ограничивается сваркой горизонтальных и плоских поверхностей.
Вернуться на главную страницу: Изготовители алюминия
Рекомендуемая литература:
MIG Spool Gun против TIG
Стенограмма видео
Сварка алюминия: Пистолет MIG Spool Gun против TIG
Привет. Джоди здесь, с WeldingTipsandTricks.com. Видео прошлой недели было первой частью сборки алюминиевого навеса. Мы собрали большую часть конструкции в мастерской JD, вся сварка TIG с помощью аппарата на 200 ампер, полная педаль для большей части сварки. Многие спрашивают, почему мы не использовали шпулемет. Почему мы не сварили его методом MIG. Мы, конечно, могли бы. Вторая часть еще не готова. Я хочу дождаться, пока все кадры будут доработаны и тент повесят на то место, где можно будет увидеть готовое изделие.
Джоди здесь, с WeldingTipsandTricks.com. Видео прошлой недели было первой частью сборки алюминиевого навеса. Мы собрали большую часть конструкции в мастерской JD, вся сварка TIG с помощью аппарата на 200 ампер, полная педаль для большей части сварки. Многие спрашивают, почему мы не использовали шпулемет. Почему мы не сварили его методом MIG. Мы, конечно, могли бы. Вторая часть еще не готова. Я хочу дождаться, пока все кадры будут доработаны и тент повесят на то место, где можно будет увидеть готовое изделие.
В этом видео я хочу сравнить скорость, недостатки, зоны перекрытия и все, что происходит при сварке TIG и при сварке MIG алюминия.Существует много совпадений. Есть определенные вещи, в которых вы определенно можете TIG, и вы определенно можете MIG. Иногда быстрее, иногда только немного быстрее. Именно о таких вещах мы сегодня и поговорим.
У меня есть металл толщиной в четверть дюйма, это металл толщиной примерно 6 мм. Я собираюсь сравнить скорость движения, мы посмотрим на несколько дуговых снимков, и в конце мы собираемся вырезать и травить. Если вы не уверены, что означает «вырезать и травить», просто дочитайте до конца, и вы узнаете это после просмотра.Ладно, приступим.
Если вы не уверены, что означает «вырезать и травить», просто дочитайте до конца, и вы узнаете это после просмотра.Ладно, приступим.
Когда мы перейдем ко второй части видео о сборке навеса, когда все это будет сделано, и я смогу это показать, вы увидите, как JD запускает эту машину от генератора. Вот, я использую свою машину в своем магазине. Настраивая его на шпульный пистолет, 100% аргон, положительный электрод, 4043 .035, и выбирая толщину три шестнадцатых, вот что он мне выдает.
Я всегда находил, что у этого конкретного аппарата настройки скорости подачи проволоки довольно высокие, особенно для алюминия.Вы можете либо использовать параметры машины по умолчанию, либо диаграмму внутри машины, но вы можете увидеть там 590 дюймов в минуту, 23 вольта. Я его сразу обрезал. Уменьшил его до 415 и даже стал немного ниже, чем это, и даже сжег кончик, когда я получил около 400, поэтому я остановился на 415. Он работал лучше ближе к 400, но я был на этом рваном краю, сгорая чаевые, а я не люблю сжигать чаевые. Вы можете видеть, что часть сварного шва здесь не будет брызг, а затем вы увидите, как некоторые брызги попадут внутрь, но этот жужжащий звук — это то, к чему вы как бы хотите стремиться.Я просто установил скорость подачи проволоки немного выше оптимальной, чтобы не прожечь наконечники.
Вы можете видеть, что часть сварного шва здесь не будет брызг, а затем вы увидите, как некоторые брызги попадут внутрь, но этот жужжащий звук — это то, к чему вы как бы хотите стремиться.Я просто установил скорость подачи проволоки немного выше оптимальной, чтобы не прожечь наконечники.
Несколько моментов, которые следует учитывать при использовании шпульного пистолета: Держите под рукой достаточное количество контактных наконечников. Вы просто проходите через них больше, чем со сталью, и их сложно использовать повторно. Используйте угол толкающего пистолета. Иногда вам придется тянуть, но при любой возможности используйте толчок. Аргон или смесь аргона и гелия. Не пытайтесь использовать газ 75/25 или C25, как для стали. Иметь хорошую землю. Это поможет вам лучше начать.Дважды подумайте, прежде чем сваривать что-либо тоньше восьмой или толщиной 3,2 мм.
Я использовал небольшую осцилляцию на последнем сварном шве. Что-то вроде «а», что-то вроде «вперед» и «назад», или что-то вроде небольшой серии прописных букв «е», как я делал бы на стали. Вам не нужно этого делать. На самом деле здесь я просто буду следовать устойчивому толчковому движению без каких-либо реальных манипуляций, вообще без колебаний. После увеличения расхода аргона примерно до 30 кубических футов в час кажется, что я подобрался довольно близко.
Вам не нужно этого делать. На самом деле здесь я просто буду следовать устойчивому толчковому движению без каких-либо реальных манипуляций, вообще без колебаний. После увеличения расхода аргона примерно до 30 кубических футов в час кажется, что я подобрался довольно близко.
Здесь я установил соединение внахлестку длиной 12 дюймов.Толщина четверть дюйма, это примерно 6 мм. Я знаю, что угол пистолета выглядит так, как будто я тяну сюда. Это просто что-то вроде камеры. Это небольшой угол толчка. И знаете, как это часто бывает, тот самый последний сварной шов, который я выполнил, прошел очень хорошо, а этот не так хорош. Одна из вещей, которые я замечаю при использовании шпульного ружья, это то, что каждый раз, когда вы нажимаете на курок, кажется, что происходит что-то другое. Я просто делаю прямое перетаскивание или, лучше сказать, прямой толчок, почти не двигая пистолетом, за исключением моего встряхивания.
Потребовалось 45 секунд, чтобы пройти 12 дюймов. Это равнозначно тому, как вы это вычисляете, разделив 12 на 45, вы получите 0,266. Если умножить это на 60, получится 16 дюймов в минуту скорости движения. Теперь, это означает, что сварка в порядке. Выглядит не так хорошо, как сварка TIG, и, надеюсь, у меня это получается немного лучше. Я мог бы использовать некоторую практику. Я видел некоторых людей, которые просто потрясающие, и я хочу попасть туда.
Если умножить это на 60, получится 16 дюймов в минуту скорости движения. Теперь, это означает, что сварка в порядке. Выглядит не так хорошо, как сварка TIG, и, надеюсь, у меня это получается немного лучше. Я мог бы использовать некоторую практику. Я видел некоторых людей, которые просто потрясающие, и я хочу попасть туда.
Если бы я делал это конкретное соединение, которое я делал с помощью TIG в магазине, это был бы просто сварной шов встык на материале толщиной в восемь дюймов.Я двигался довольно хорошо здесь, но этот сустав, вероятно, поехал бы немного быстрее с катушечным пистолетом. Я мог бы, вероятно, двигаться со скоростью ближе к 20 дюймам в минуту, потому что я не пытаюсь заполнить четверть дюйма. Я мог двигаться примерно так быстро, как хотел, с катушкой. Но даже здесь я двигаюсь со скоростью от 11 до 12 дюймов в минуту. Мы просто решили использовать TIG в магазине. Этот сварной шов будет виден прохожим. Один из тех сварных швов, которые вы видите прямо, когда подходите к входу, где будет висеть навес, поэтому хотелось, чтобы он выглядел настолько хорошо, насколько это возможно. А затем для полевых сварных швов мы будем использовать катушкодержатель от генератора.
А затем для полевых сварных швов мы будем использовать катушкодержатель от генератора.
Однако, пока я был в своем магазине, я решил установить соединение внахлестку, четверть дюйма, и попытаться двигаться так быстро, как я могу, и при этом иметь хоть какой-то контроль. Я был как бы на неровной грани потери контроля, пытаясь заполнить эти четверть дюйма, засунуть туда стержень и не отгрызть край, и двигаться так быстро, как только мог. Настройте мой фидер правильно, моя рука подачи проволоки двигается так быстро, как только может. Глядя на это постфактум с программным обеспечением для редактирования, ему потребовалась ровно одна минута, чтобы пройти 12 дюймов, то есть, формула не нужна, 12 дюймов в минуту, по сравнению с 16 дюймами в минуту, которые мы сделали здесь с катушечным пистолетом.Мы проверим их через минуту.
Мой опыт сварки MIG алюминия с помощью шпульного пистолета в основном привел меня к мнению, что все имеет большее значение, чем для стали. Все стало более чувствительно. Угол сварки, вы хотите толкать, а не тянуть, тогда как со сталью вы можете толкать, вы можете тянуть, прямо внутрь. Есть небольшие различия, но при сварке алюминия MIG, если вы будете тянуть, вы получите сажу. И много раз вы будете получать некоторую пористость, потому что это очищающее действие не делает того, что должно делать, когда вы тянете.Приходится иногда подтягиваться. Держите в кармане проволоку из нержавеющей стали, щетку в виде зубной щетки. Очень помогает, когда немного копоть. Держите под рукой много контактных советов. Вы проходите через гораздо больше контактных наконечников, чем со сталью. Их трудно повторно использовать с алюминием, потому что один маленький заусенец внутри тянет за эту мягкую алюминиевую проволоку и просто испортит вам настроение.
Угол сварки, вы хотите толкать, а не тянуть, тогда как со сталью вы можете толкать, вы можете тянуть, прямо внутрь. Есть небольшие различия, но при сварке алюминия MIG, если вы будете тянуть, вы получите сажу. И много раз вы будете получать некоторую пористость, потому что это очищающее действие не делает того, что должно делать, когда вы тянете.Приходится иногда подтягиваться. Держите в кармане проволоку из нержавеющей стали, щетку в виде зубной щетки. Очень помогает, когда немного копоть. Держите под рукой много контактных советов. Вы проходите через гораздо больше контактных наконечников, чем со сталью. Их трудно повторно использовать с алюминием, потому что один маленький заусенец внутри тянет за эту мягкую алюминиевую проволоку и просто испортит вам настроение.
Скорость подачи проволоки. Машины и диаграммы, как правило, указывают на несколько более высокую скорость подачи проволоки, чем та, которая вам действительно нужна.Я думаю, это потому, что они понимают, что если вы используете слишком низкую скорость подачи проволоки, вы действительно будете получать советы, и это будет неприятно. Итак, начните с рекомендации, а затем обрежьте ее оттуда. Это хороший совет. Как только вы начинаете действительно гудеть, во всяком случае, по моему опыту, когда я получаю идеальный звук и идеальную передачу распыления, я нахожусь на грани обратного горения, поэтому я обычно добавляю немного скорость подачи проволоки оттуда. Я слышу этот тихий треск и немного брызг.Я бы предпочел иметь это, чем получать по 20 советов в день.
Итак, начните с рекомендации, а затем обрежьте ее оттуда. Это хороший совет. Как только вы начинаете действительно гудеть, во всяком случае, по моему опыту, когда я получаю идеальный звук и идеальную передачу распыления, я нахожусь на грани обратного горения, поэтому я обычно добавляю немного скорость подачи проволоки оттуда. Я слышу этот тихий треск и немного брызг.Я бы предпочел иметь это, чем получать по 20 советов в день.
Хорошо, вернемся к проверке сварных швов. Мы собираемся нарезать их обе прямо посередине, а затем мы сделаем совсем немного, всего лишь двухэтапную полировку, в основном, с зернистостью около 120, а затем подушечкой Scotch Brite. Чем больше вы полируете, тем лучше, но вы можете получить результат даже с небольшим количеством полировки. Я использую средство для чистки духовки Easy-Off. Это хорошо, легко иметь под рукой, что делает довольно хорошую работу, для теста, подобного этому, для травления алюминия, чтобы выявить разницу между самородком сварного шва и основным металлом.
Вот это соединение TIG. Ничего криминального там нет. Это соединение МИГ. Сварка МИГ. Могли бы и получше отшлифовать, но тут все равно будет результат. Сразу видно всего пару мелких пор, немного пористости, но пенетрация? Вполне нормально. Не сильно отличается от сварки TIG. Помимо этих двух небольших пор, сварные швы очень похожи, и время сварки этих двух сварных швов не сильно отличается. Это просто хорошая информация, чтобы сделать выбор в отношении того, какой процесс использовать.Опять же, во второй части мы будем использовать пистолет с катушкой, потому что мы, опять же, находимся в поле, и это имеет больше смысла.
На этом все заканчивается. Помните, что я поддерживаю эти видео через свой интернет-магазин WeldMonger.com. Я ценю вашу поддержку. Спасибо за просмотр.
Почему сварка TIG предпочтительнее для алюминия и нержавеющей стали? – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это тип дуговой сварки, в котором используется вольфрамовый электрод для нагрева либо присадочного металла, либо основного металла, свариваемого вместе. Многие люди в отраслях, где точность, эстетика и прочность имеют решающее значение, предпочитают использовать сварку TIG для своих проектов. Особенно это распространено в автомобильной промышленности. Почему сварка TIG предпочтительнее для алюминия и нержавеющей стали?
При использовании сварки TIG у вас гораздо больше контроля над различными компонентами сварного шва.Больше точности в подаче наполнителя, повышении и понижении температуры и формировании соединения. Это приводит к невероятно чистым и прочным швам даже при сварке более тонких или более сложных металлов.
Когда вы узнаете о процессе сварки TIG и преимуществах, которые он предлагает, легко понять, почему многие люди тратят время на его внедрение.
Рекламные ссылкиПродолжайте читать ниже, чтобы узнать больше о том, почему сварка TIG является предпочтительным выбором для алюминия, нержавеющей стали и других металлов.
Почему предпочтительнее сварка TIG
Сварка вольфрамовым электродом в среде инертного газа, также известная как дуговая сварка вольфрамовым электродом, имеет ряд преимуществ по сравнению с другими видами сварки. Что касается алюминия и нержавеющей стали, то есть несколько причин, по которым сварка TIG является лучшим выбором.
Сварка ВИГ позволяет лучше контролировать
Одним из наиболее значительных преимуществ сварки ВИГ является тот факт, что она дает вам гораздо больший контроль над всем процессом.
Это может напрямую привести к другим преимуществам, перечисленным ниже.Когда дело доходит до суетливых металлов, таких как алюминий и нержавеющая сталь, очень важно иметь как можно больше контроля.
Сварка ВИГ позволяет контролировать уровень нагрева металла. Контроль имеет решающее значение для алюминия, который имеет более низкую температуру нагрева, чем большинство металлов.
Контроль имеет решающее значение для алюминия, который имеет более низкую температуру нагрева, чем большинство металлов.
Когда речь идет о нержавеющей стали, управление тепловой мощностью помогает предотвратить окисление и тепловые эффекты.
Присадочные материалы должны добавляться отдельно во время сварки TIG. Таким образом, оператор может контролировать как скорость, так и глубину сварного шва, что делает его гораздо более точным. Это может занять немного больше времени и практики, но качество сварки того стоит.
Сварка ВИГ прочнее
При использовании сварки ВИГ для более тонких металлов сварной шов получается намного прочнее.
Сварка ВИГ создает более прочное соединение, что является еще одной причиной, по которой ее предпочитают для алюминия и нержавеющей стали.
Более прочное соединение также является причиной того, что сварка TIG так распространена в автомобильной промышленности.Эта дополнительная прочность напрямую связана с уровнем контроля, достижимым при сварке TIG.
Рекламные ссылкиВ целом меньше помех в металле, потому что оператор может более точно контролировать присадочный металл, что означает, что валики могут быть меньше.
Возможность контролировать уровень нагрева также обеспечивает более прочное соединение с меньшим количеством необходимых переделок.
Сварка ВИГ чище
При сварке ВИГ не всегда необходимо использовать присадочный материал, поскольку он способен нагревать сам металл для его сварки.При правильном использовании этот метод сварки может обеспечить более чистое соединение без ущерба для прочности.
Если вы используете присадочный материал, сварка ВИГ устраняет обычное разбрызгивание, характерное для других видов сварки .
Снижает потребность во многих работах по очистке после сварки. С ним практически не образуется дым или осадок, что делает его более безопасным для окружающей среды.
Уровень контроля, который достигается при сварке ВИГ, приводит к меньшему количеству дефектов в сварном шве. У вас гораздо меньше шансов, что вам придется потом идти и убирать вещи.
У вас гораздо меньше шансов, что вам придется потом идти и убирать вещи.
Это огромное преимущество при сварке более деликатных материалов.
Сварка ВИГ обеспечивает лучшее качество
Качественный продукт имеет важное значение.
Сварщики хотят, чтобы их сварные швы были прочными, но они также хотят, чтобы они выглядели профессионально. Сварка TIG обеспечивает более высокое качество даже при сварке материалов, которые труднее сваривать, таких как алюминий и нержавеющая сталь.
Долговечность сварки TIG особенно привлекательна при сварке нержавеющей стали, которая требует более прочного соединения для соединения деталей.
Максимально возможный контроль процесса сварки делает процесс сварки такого металла идеальным. Всякий раз, когда требуется точность, сварка TIG предлагает сварку высочайшего качества даже для самых маленьких проектов.
Когда использовать сварку ВИГ
Существуют определенные ситуации, когда лучше использовать сварку ВИГ, чем сварку МИГ. Может быть трудно определить, какой процесс будет лучше.
Может быть трудно определить, какой процесс будет лучше.
Есть некоторые вещи, которые могут помочь вам принять это решение.
Лучше всего использовать сварку ВИГ, если…
- Вы свариваете вместе тонкие куски металла.
- Вы хотите, чтобы поверхность металла после сварки была как можно более чистой.
- Необходим прочный и долговечный сварной шов.
- У вас есть время посвятить себя этому.
Сварку ВИГ можно использовать практически для любого материала. Он невероятно универсален, но требует больше времени для совершенствования по сравнению с другими формами сварки. Если вам нужен чистый, прочный сварной шов, то вам лучше выбрать TIG, если это возможно.
Разница между сваркой TIG и сваркой MIG
Сварка TIG и MIG — это формы сварки в среде инертного газа, хотя они используют разные подходы к выполнению работы. Оба они используют газ для защиты сварочной ванны и соединения во время процесса сварки.
Сварка ВИГ или сварка вольфрамовым электродом в среде инертного газа использует неплавящийся вольфрамовый электрод.
Фиксируется и не вылетает. Это означает, что любой присадочный материал необходимо подавать в сварочную ванну вручную, что требует гораздо большего внимания и точности.
Сварка ВИГ нагревает металл, что позволяет сваривать два куска металла вообще без присадочного материала.
Сварка MIG , или сварка металлом в среде инертного газа, использует присадочный материал, который непрерывно подается через аппарат.
Его электрод является расходным материалом и подлежит замене, когда он заканчивается. Сварка MIG — это гораздо более быстрый процесс, что делает его предпочтительным для крупносерийного производства.
Обучение сварке ВИГ намного сложнее, чем обучение сварке МИГ .Когда дело доходит до сварки TIG, вы должны использовать обе руки, а также ногу, чтобы управлять педалью, которая регулирует нагрев.
Все факторы, влияющие на точность сварки TIG, делают ее гораздо более сложным процессом.
Тип газа, используемый для защиты каждого сварочного процесса, также различается . Для сварки TIG используется либо аргон, либо смесь аргона и гелия.
При сварке MIG используется двуокись углерода или смесь двуокиси углерода и аргона. Эти газы необходимы в обоих процессах для защиты сварного шва от атмосферных газов.
Результаты сварки TIG в качественных сварных швах
Изучение новой технологии, которая включает больше деталей, является большим шагом. Сварка TIG требует времени и энергии для изучения и внедрения в повседневное производство, но оно того стоит.
Если вы знаете, что делаете, вы всегда можете рассчитывать на удивительные связи.
Сварка ВИГ часто предпочтительнее из-за качества, которое она дает. Более прочные, чистые и долговечные сварные швы делают этот вид сварки чрезвычайно привлекательным.