Как сделать электроды по алюминию своими руками
Екатерина
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.
Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Содержание статьи
- Особенности сварки алюминия в домашних условиях
- Популярные марки электродов
- Стержни марки ОК
- Стержни марки ОЗА
- Стержни марки УАНА
- Стержни марки ЭВЧ
- Инструкция по изготовлению
- Вместо заключения
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.
Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки.
 Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
 Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК
Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
 Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.
Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Похожие публикации
Сварочные электроды по алюминию для ручной дуговой сварки
Каждый мастер, который занимается сваркой, хорошо знает, насколько сложно иметь дело с алюминием во время рабочего процесса. Сварка алюминия электродом достаточно сложная процедура из-за того, что сам металл сильно подвержен негативному влиянию внешних факторов. Электроды по алюминию хоть и призваны улучшить данную ситуацию, так как содержат в себе различные добавки, облегчающие сваривание и создающие дополнительную защиту, но они не способны справиться со всеми сложностями, которые нужно решать уже предварительной обработкой.
Электроды для сварки по алюминию
Проводится также сварка проволокой для алюминия, которая пригодна для газовой или аргонодуговой сварки алюминия. Использование электроды является одним из самых сложных, но в то же время самых доступных способов, которые имеют низкую себестоимость. Главной особенностью, которой обладают электроды для сварки алюминия своими руками, является их относительно низкая температура плавления. Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.
Электроды для сварки алюминия своими руками
Область применения данных расходных материалов очень широка, так как металл и его сплавы часто встречаются в промышленности и при создании бытовых изделий. Ведь при высоких свойствах крепости он обладает легкостью. Применяя электроды для сварки алюминия инвертором в домашних условиях можно столкнуться с рядом проблем. Но все же, при выборе качественных наплавочных материалов и должной подготовке, это осуществимо. Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.
Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.
Электроды для сварки алюминия инвертором
Некоторые модели электродов содержат дополнительные добавки, которые делают их более уместными в том или ином случае. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Физико-химический состав
Состав электродов по алюминию для дуговой сварки сильно отличается в различных марках. В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
Электроды для сварки по алюминия марки ОЗА 1
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
Температура испытаний | Временное сопротивление разрыву, Н/мм2 | Угол загиба |
+ 20 °С | 63 | 160° |
Производительность наплавки (для д. 4 мм), г/мин | Расход электродов на 1 кг наплавленного металла, кг |
11,70 | 2,00 |
Марки электродов для сварки алюминия
ОЗА-1 – применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.
Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Толщина основного металла, мм | Величина сварочного тока, А | Скорость проведения сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.
| Ток, А |
 Это просто!
Это просто! Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.



Сварка алюминия при помощи электрода
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки. Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено. Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
Варить «крылатый» металл нужно только с использованием специальных расходников.
Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку. Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем. Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении. «УАНА» также используют для алюминиевого сплава и литья. Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды. Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом. Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ. Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность. Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом. Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ. Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность. Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники. Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон. Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок. Как ни старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
При этом такие конструкции и детали не должны нести ответственных нагрузок. Как ни старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
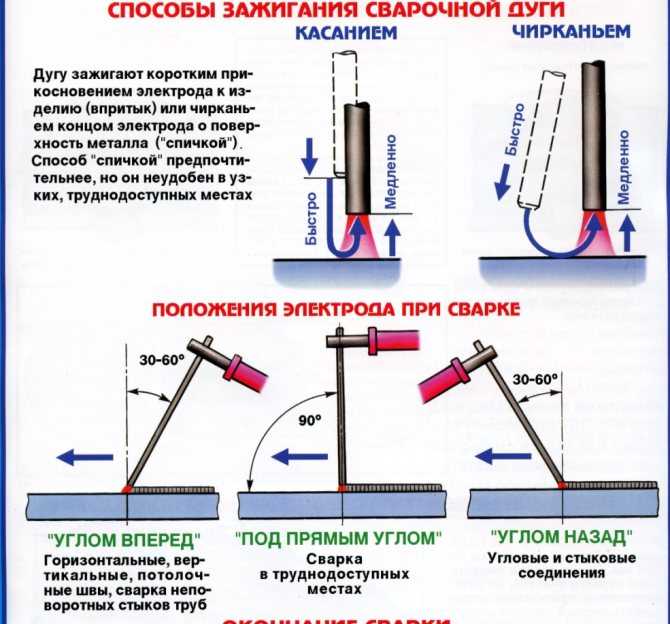
Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус. Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода. После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор). Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов). Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла. Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде. Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения. Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения. Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг. Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее. При этом используют вольфрамовый стержень в качестве электрода. Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
И шов получается намного прочнее. При этом используют вольфрамовый стержень в качестве электрода. Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде. Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну. С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко. Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Причем качество такого соединения очень высоко. Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
Сварка алюминия электродом в домашних условиях
Содержание
- Техника сварки инвертором алюминия электродами в домашних условиях
- Особенности работы
- Что нужно знать, чтобы сделать качественный шов?
- Можно ли инвертором?
- Каким должен быть аппарат?
- Техника сварки покрытыми
- Правила подготовки и проведение
- Как варить алюминий электродом
- Сварочный процесс-трудности работы с материалом
- Выполняем сварку: этапы работы
- Оборудование и электроды
- Сварка алюминия в домашних условиях
- Преимущества
- Недостатки
- Как сварить детали из алюминия дома
- Сварка алюминия на производстве и дома
- Подготовка алюминия к сварке
- Аргоновая сварка алюминия
- Сварка без аргона
- Полезные советы
- Советы по сварке алюминия в домашних условиях – это возможно
- Алюминиевые сплавы – какие виды сварок бывают
- В чем преимущества сварки алюминия дома
- Какие способы применяют, чтобы сварить алюминий в домашних условиях
- Инструмент и материал для работы
- Специальные электроды с покрытием
- Безопасное проведение сварочных операций
Техника сварки инвертором алюминия электродами в домашних условиях
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660 о С. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200 о С. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.

Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140 о С в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400 о С.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях.
Как варить алюминий электродом
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.
Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
 Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220 V.
Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220 V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.

Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
 Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
 Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.

Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Как сварить детали из алюминия дома
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности. Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.

Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором , и полуавтоматом . Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь .
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Полезные советы
- Сварка должна производиться постоянным током на обратной полярности. Можно ли варить алюминий переменным током? Можно, при условии, что будут задействованы осциллятор и балластный реостат.
- Лучше всего алюминий варится при температуре 18 – 22 градуса по Цельсию и влажности в пределах 70%
- Поверхности нельзя зачищать при помощи наждачной бумаги и абразивов.
- Алюминиевые сплавы перед электросваркой стоит укрепить способом нагартовки. В промышленных условиях покрытие алюминия может составлять до 40% от его объема, в бытовых следует формировать гораздо более тонкий слой.
- Чтобы избежать горячих трещин, поверхности перед тем, как заварить, необходимо подогреть.
- Чтобы научиться варить без кратеров, сперва потренируйтесь на ненужных фрагментах металла. Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
- Скорость вылета алюминиевой проволоки при использовании полуавтомата должна быть на 15-20% больше, чем у аналогов, изготовленных из черных металлов.
- Перед тем, как варить алюминий электродом, не забудьте прокалить расходный материал, поскольку он очень гигроскопичен.
- Если при сварке плавящимся электродом произошел обрыв дуги, то следующий шов должен накладываться на предыдущий примерно на 1 см. Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.

 Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.
Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.Советы по сварке алюминия в домашних условиях – это возможно
Сплавы на основе алюминия применяют широко во многих изделиях. Такая популярность металла обусловлена его прочностью и легкостью. При поломке деталей из алюминия возникает сложность в их ремонте. Здесь не подходит традиционный способ сварки обычными электродами, приемлемый для стали. Чтобы осуществить сварку алюминия в домашних условиях, необходимо знать определенные тонкости технологии этого процесса.
Алюминиевые сплавы – какие виды сварок бывают
Что нужно знать о сплавах алюминия – они имеют разный состав и способны быстро окисляться. Окислы, которые покрывают пленкой поверхность, сложно удалить, а сами они оказываются серьезным препятствием для соединения заготовок. Чтобы процесс сварки шел успешно, необходима определенная среда, препятствующая окислению металла, и флюс, удаляющий пленку. Защитной средой обычно выступает инертный газ аргон.
Чтобы процесс сварки шел успешно, необходима определенная среда, препятствующая окислению металла, и флюс, удаляющий пленку. Защитной средой обычно выступает инертный газ аргон.
Еще одной особенностью сплавов алюминия является большой коэффициент расширения металла. При остывании сварной шов подвергается деформации, искажая форму полученного изделия. Поэтому для тонких заготовок нельзя применять слишком толстый шов.
Можно выделить такие основные методы сварки для соединения сплавов из алюминия:
- MMA-метод — применение специальных плавящихся электродов с покрытием под воздействием постоянного тока обратной полярности;
- Метод AC TIG с использованием электродов тугоплавких вольфрамовых, плавящихся от переменного высокочастотного тока в инертном газе;
- MIG-метод сварки полуавтоматическим аппаратом в среде аргона при использовании проволоки из алюминия.
В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом. Это даст возможность:
Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Какие способы применяют, чтобы сварить алюминий в домашних условиях
Не прибегая к покупке дорогостоящего оборудования в условиях домашней мастерской, можно соединить алюминиевые сплавы. В отличие от стальных деталей, здесь нужна большая сноровка, быстрота действий, так как металл имеет исключительно хорошую теплопроводность, и под воздействием высоких температур легко может потечь, трудно удержать ровный шов. Все это учитывается при выборе способа сварки.
Сварка алюминия электродом в домашних условиях
Способ простой, очень схож с обычной электросваркой на аппарате. Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Сварка при помощи газовой горелки
Достижение температуры плавления металла и способности участков свариваться друг с другом получают здесь за счет горения газа. Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Сварка аргонодуговым способом
Это самый лучший вариант для соединения заготовок из сплавов на основе алюминия. Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
В домашних условиях использовать такой способ сложно, требуется специальное оборудование.
Инструмент и материал для работы
Метод MMA является наиболее доступным в плане необходимого инструмента для сварки алюминия в домашних условиях. Основой здесь выступает сварочный аппарат. Удобнее использовать устройство инверторного типа, нежели обычный сварной трансформатор, не обладающий возможностью регулировок. Все что нужно это:
- Инверторный аппарат для MMA с шиной заземления, кабелем и держателем;
- Сварные электроды для алюминия и сплавов, покрытые специальной обмазкой;
- Защитная маска сварщика;
- Напильник и металлическая щетка;
- Флюс, растворитель;
- Молоток, пассатижи, болгарка.
Более профессиональное и дорогостоящее оборудование необходимо иметь, чтобы осуществить сварку алюминия своими руками с помощью аргона (метод TIG). Значительным преимуществом метода является то, что здесь нет ограничений по толщине и виду алюминиевых сплавов. Для работы понадобятся:
Значительным преимуществом метода является то, что здесь нет ограничений по толщине и виду алюминиевых сплавов. Для работы понадобятся:
- Аппарат инверторной конструкции для MMA плюс TIG;
- Система автоматической подачи газа;
- Держатель для вольфрамового электрода, встроенный в горелку;
- Манометры контроля давления и редуктор подачи газа;
- Соединительные шланги;
- Проволока алюминиевая сварная с флюсом и присадками;
- Краги и защитная маска сварщика.
Чтобы осуществить сварку алюминия дома методом MIG, при котором используется плавящаяся проволока, необходимо иметь специальный автомат подачи ее к области соединения элементов. Конструкция горелки здесь должна быть такой, чтобы плавить именно выдвигающуюся проволоку. Также в наличие должны быть:
- Средства фиксации и удержания соединяемых деталей – тиски, струбцины, пассатижи;
- Инструмент зачистки поверхности от окислов – щетка по металлу, напильник;
- Защитная спецодежда из хлопчатобумажной ткани, рукавицы, маска со светоограничивающим стеклом.

Специальные электроды с покрытием
Когда к сварке алюминия в домашних условиях не предъявляют особых требований в плане прочности и надежности сварного шва, целесообразно пользоваться специальными электродами для работ с алюминием. Они имеют покрытие, которое выполняет защитную функцию от окисления и роль флюса. Метод не подходит для соединения деталей, рабочая поверхность которых меньше четырех миллиметров.
Электродами марок ОЗАНА и УАНА можно варить чистый технический алюминий, сплавы. Качественные показатели шва:
- Небольшая прочность;
- Наличие пор и раковин;
- Загрязненность шлаками, которые трудно удалить.
Безопасное проведение сварочных операций
При сварке алюминия в домашних условиях, а также его сплавов воздействию неблагоприятных факторов подвергается в первую очередь мастер, выполняющий работы.
Для предотвращения травм предполагается иметь:
- Спецодежду из ткани огнеупорного качества;
- Индивидуальные средства защиты органов дыхания;
- Защитную маску;
- Приточно-вытяжную вентиляцию;
- Надежное заземление электрооборудования.

Видео: Сварка алюминия штучным электродом
Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
 Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
При обработке каустической содой заготовку нужно тщательно промыть проточной водой.Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Техника безопасности
Электросварка алюминия в домашних условиях повышает вероятность получения травм и порчи имущества. Поэтому в таком случае особенно тщательно соблюдают следующие предписания техники безопасности:
Поэтому в таком случае особенно тщательно соблюдают следующие предписания техники безопасности:
- Работать необходимо, используя средства индивидуальной защиты. Для сварщиков предназначены специальные маски, прорезиненные сапоги, рукавицы. Рабочее место защищают металлическим экраном.
- Все электрические элементы должны быть заизолированы.
- Нельзя варить в помещениях с легковоспламеняющимися жидкостями и материалами.
- Комната должна хорошо проветриваться. Это предотвращает отравление газами.
Сварка алюминия: что следует знать
Легирующие элементы
Таблица характеристик электродов для сварки.
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn. Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
Схема дуговой сварки алюминия.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью. Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043. Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Химические свойства алюминия
Схема процесса сварки алюминия полуавтоматом.
С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Механические свойства
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.
- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.
Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
 Плавление самого металла начинается при более низкой температуре — от 660 градусов.
Плавление самого металла начинается при более низкой температуре — от 660 градусов. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
 Сварка силумина.» src=»https://www.youtube.com/embed/RYUWM5bJAyY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Сварка силумина.» src=»https://www.youtube.com/embed/RYUWM5bJAyY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Инвертор для работы с алюминием
Инверторные модели отличаются стабильностью подачи напряжения, что является определённой гарантией улучшения самого шва сварки. Как и в сварочных полуавтоматах, у инверторного имеется специальная приставка, которая служит защитой при работе в среде газов. Такая приставка имеет маркировку TIG , и чаще всего на аппаратах уже установлен быстрый переход в режим эксплуатации среды защитных газов.
При работе с алюминием нужно помнить несколько важных деталей:
- Оксид алюминия, он образуется на поверхности металла, обволакивая его пленкой. Даная пленка мешает работе с алюминием, поэтому перед эксплуатацией деталь из этого сплава обрабатывают абразивом, дабы избавится от этой пленки;
- Алюминий, как и его сплавы не меняют цвет во время нагревания, из-за этого достаточно сложно следить за состоянием сварочной ванны;
- Необходимо помнить, работа со сварочным инвертором дома, должна выполняться без спешки, дабы обеспечить нужное нагревание материала;
- Если перегреть металл слишком сильно, это может привести к деформации детали, что в нашем случае не есть хорошо. Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;
- Способы сварки цветных металлов мало чем отличаются от сварки черных. Чтобы справиться с обработкой алюминия дома, достаточно минимальных навыков. Также можно обратиться к специальной литературе или к видео.
 Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;
Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;Перечисленные нами способы, конечно, не дадут такого качественного шва. Сварка в домашних условиях, процесс весьма затратный и трудоемкий. Наилучшим вариантом все-таки является приобретение осциллятора, выдающего необходимые нам параметры тока. В этом случае, работа с алюминием производится вольфрамовым электродом – как плавящимся, так и неплавящимся. Это зависит от того, какой шов вам нужен и с каким материалов вам предстоит работать.
Достаточно прочные сварные соединения алюминиевых деталей можно получить методом термического сваривания. Только такой способ в домашних условиях невозможен. Для этого готовится специальная смесь из свинцовой стружки, марганцовки, алюминиевой пудры, и канифоли, естественно, надо также знать пропорции. Данная смесь засыпается в трещину и поджигается, это приводит к небольшому взрыву, который и сплавляет шов.
Для этого готовится специальная смесь из свинцовой стружки, марганцовки, алюминиевой пудры, и канифоли, естественно, надо также знать пропорции. Данная смесь засыпается в трещину и поджигается, это приводит к небольшому взрыву, который и сплавляет шов.
Принципы инверторной сварки алюминия
Перед тем как начать работу с алюминиевой деталью, необходимо обработать торцы и поверхность, дабы шов был прочным. Электроды перед эксплуатацией подогреваются в специальной печи.
Шов накладывается медленно, чтоб обеспечить нужную глубину провара детали. После того как наш шов готов, необходимо, чтобы подача газа не прекращалась хотя бы еще 5-7 секунд. Это предотвратит деформацию шва и возможного расклеивания. Такую тонкую работу следует проводить, подготовившись, поэтому желательно, чтобы вы уже наблюдали данную работу, хотя бы со стороны или по видео.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Инструкция по изготовлению
Не важно, какую марку электродов вам нужно приобрести, в любом случае это стоит недешево. Особенно, для начинающих сварщиков
Мы нашли решение для этой проблемы и предлагаем вам сделать стержни самим. В интернете есть много видеороликов, в которых опытные мастера рассказывают технологию изготовления материалов для сварки. Мы тоже решили поделиться своей инструкцией, как своими руками изготовить самодельные электроды. Соблюдайте следующие простые шаги:
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.
Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Сварочный аппарат AC/DC TIG V1841 | ВЕКТОРНАЯ СВАРКА
Артикул: T1012VD
AC/DC WIG V1841 СВАРОЧНЫЙ АППАРАТ
AC/DC V1841 — это точный сварочный аппарат для алюминия , подходящий для сварки всех материалов. Простое и универсальное управление характеризует сварочный аппарат.
Установленные параметры сварки для вашего проекта можно сохранить в
9 доступных ячейках памяти и отозван позднее.
V241 ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА:
ВИГ переменного/постоянного тока: сварка всех свариваемых металлов, включая алюминий
Регулируемый Выходная частота переменного тока позволяет оператор фокусирует дугу, чтобы свести к минимуму тепловое воздействие зона.
Расширенный контроль баланса переменного тока помогает для поддержания острой вольфрамовой иглы для точного управления дугой в сварной шов.
Подъем-Дуга-Старт : Обеспечивает запуск дуги переменного или постоянного тока без высокой частоты.
Импульс функция : во время импульсной сварки сварочный ток переключается между выходным и пиковым током на желаемой частоте. Чем длиннее интервалы, тем меньше энергии и тепла поступает к заготовка
Непрерывный вывод управление: сфокусируйте дугу для материалов разной толщины. Сильный для тяжелые условия: 185A при 35% (ВИГ) .
Триггер Управление: 4Т/2Т
ММА/электроды/стержень : используются покрытые электроды — в этом процессе электроды дуговые несущий и присадочный металл в одном.
Горячий запуск: каждый при перезапуске сварочного аппарата обеспечивается перегрузка по току и, таким образом, поддерживает зажигание дуги.
Сила дуги: Расплавленный материал легче переносится на заготовку. Предотвращает дугу от тушения, если этот материал вызывает контакт между электродами и расплавленный бассейн.
Антипригарное покрытие: автоматически выключает сварочный генератор, если электрод прилипал к обрабатываемой детали и должен быть удален вручную без повреждения электрода зажим
9 ячеек памяти для индивидуальная настройка параметров сварки.
V1841 ХАРАКТЕРИСТИКИ:
V1841 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| диапазон регулировки сварочного тока
(ТИГ) | 10-180 А |
| диапазон регулировки сварочного тока
(ММА) | 10–170 А |
| время включения (ED) TIG 20°C | 180 А при 17,2 В 35 % |
| Рабочий цикл (ED) MMA 20°C | 170 А при 26,8 В 35 % |
| напряжение сети | 1 х 230 В |
| частота сети | 50–60 Гц |
| класс защиты | IP23 |
| Размеры в мм (Д x Ш x В) | 395 х 180 х 375 |
| вес в кг | 10,6 |
| стандарты | IE60974-1, -3, -10 кл. A |
V1841 СИСТЕМА УПРАВЛЕНИЯ:
| 1. Дисплей | 6. AC/DC — кнопка режимов | 11. Кнопка «+» | ||
| 2. Индикатор включения | 7. Триггер 2T/4T | 12. Кнопка «-» | ||
| 3. Индикатор перегрева | 8. Режим сварки (MMA/WIG) | 13. Выбор параметра | ||
| 4. Горячий старт/Arcforce | 9. PULS — Функция | | ||
| 5. РАБОТАТЬ И СОХРАНИТЬ | 10. Настройка параметров сварки | | ||
V1841 ДЕТАЛИ НАСТРОЙКИ:
| 1. Расход газа | 6. Интенсивность пульса (%) | 11. Частота переменного тока | ||
| 2. Мощность нагрузки | 7. Частота импульсов (Гц) | 12. Перемещение электроэнергии | ||
| 3. Увеличение электроэнергии | 8. сокращение тока | | ||
| 4. Первичный ток | 9. Ток включения | | ||
| 5. Вторичный ток | 10. Газ выхлопной | | ||
| Вес брутто: | 17,30 кг |
| Вес изделия: | |
| Размеры (Длина × ширина × высота): | 47,00 × 30,00 × 49,00 см |
V1841 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Диапазон регулировки сварочного тока (ВИГ) | 10-180 А |
| Диапазон регулировки сварочного тока (ММА) | 10–170 А |
| Рабочий цикл TIG 20°C | 180 А при 17,2 В 35 % |
| Рабочий цикл (ED) ММА 20°C | 170 А при 26,8 В 35 % |
| Входное напряжение | 1 х 230 В |
| Частота сети | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д x Ш x В) | 395 х 180 х 375 |
| Вес (кг) | 10,6 |
| Стандарты | IE60974-1, -3, -10 кл. A |
V1841 Комплект поставки:
| Аппарат для сварки TIG AC/DC V1841 |
| TIG-горелка: WP-26 (13 стержней), 4 м, газовый быстродействующий затвор |
| Набор для сварки TIG, 14 шт. |
| Держатель электродов Electrocodile 200A (13 стержней), 3 м |
| Крокодил Зажим заземления с кабелем заземления 200А (13 стержней), 3м |
| газовый соединительный шланг |
Настройки и методы – WeldPundit
Сварка стержнем алюминия (SMAW) – не самый простой и не лучший способ для этого металла. Тем не менее, бывают случаи, когда полезно выполнять ремонт или техническое обслуживание алюминия с помощью сварочного аппарата. Во-первых, давайте посмотрим обзор:
Вы можете сварить алюминий, узнав о трудностях этого металла и алюминиевых сварочных стержнях. Тогда вам нужно правильное оборудование, подготовка суставов, настройки и методы. Ключевыми особенностями являются очистка и предварительный нагрев соединения, узкая дуга и высокая скорость перемещения .
Сварка алюминия с помощью сварочного аппарата удобна в полевых условиях, поскольку он может выполнять сварку в ветреную погоду и достаточно портативен. Прочитав эту статью, вы узнаете больше о трудностях и пошаговом руководстве с настройками и советами для успешной сварки.
Содержание
- Почему сварка алюминия электродом затруднена?
- Почему трудно использовать алюминиевые стержни?
- 1. Основное сварочное оборудование
- 2. Какой проволокой вы пользуетесь для сварки алюминия?
- 3. Как удалить грязь и оксид алюминия
- 4. Как подготовить алюминиевый шов
- 5. Какая полярность необходима для сварки алюминия?
- 6. Какова правильная сила тока для алюминиевых стержней?
- 7. Настройки инверторных аппаратов для сварки алюминия
- 8. Какой предварительный нагрев вам нужен?
- 9. Как обращаться с алюминиевым стержнем?
- 10. Дайте заготовке медленно остыть и очистите от шлака
- Заключение
- Можно ли сваривать алюминий с помощью сварочного аппарата переменного тока?
- Является ли сварка алюминия прочной?
- Можно ли сваривать тонкий алюминий?
Почему трудно сваривать алюминий электродом?
Сварка алюминия электродом затруднена, поскольку алюминий обладает свойствами, затрудняющими его сварку, а требуемые электроды для сварки электродом являются одними из самых сложных в использовании. Алюминиевые стержни легко прилипают к заготовке, а их флюсовое покрытие создает жидкий шлак, покрывающий ванну.
Давайте подробно рассмотрим, почему алюминий трудно сваривать не только электродуговой сваркой, но и всеми процессами дуговой сварки.
Алюминий обладает высокой теплопроводностью, что означает, что он быстро поглощает тепло сварки.
В начале сварки заготовка холодная. Это затрудняет удар по дуге, и первая часть бусины венчается без глубокого проникновения.
Однако при сварке заготовка насыщается теплом. Через некоторое время это будет похоже на сварку с более высокой силой тока. Валик будет плоским, а заготовка может полностью расплавиться на чистовой кромке.
Еще одной особенностью алюминия является окисленный слой на поверхности. Когда алюминий контактирует с кислородом, он образует оксид (matmatch.com), который является исключительно прочным и имеет высокую температуру плавления 3762 °F (2072 °C). Большинство алюминиевых сплавов плавятся при температуре около 1220 ° F (660 ° C).
Часто оксид вызывает непровар. Это когда участки на стыке не плавятся и не смешиваются с металлом шва. Это создает слабое соединение, которое может сломаться с небольшим усилием.
В тяжелых случаях нижний металл плавится во время сварки, но оксид удерживает его на месте. Когда в какой-то момент оксидный слой разрушается, расплавленный алюминий создает на стыке беспорядок.
Окисленный слой создает дополнительные проблемы, которые объясняются далее в статье. Единственный способ предотвратить эти проблемы — удалить окисление перед сваркой.
Худший дефект при сварке алюминием склеиванием – горячее растрескивание. Мы называем это горячим, потому что это происходит, когда металл сварного шва начинает затвердевать. Основные причины:
- Природа термообработанных алюминиевых сплавов, таких как 6061. 6061 в расплавленном состоянии образует различные соединения, которые имеют разные температуры плавления. В последнюю очередь они затвердевают по средней линии борта и трескаются.
- Горячее растрескивание также происходит из-за того, что алюминий является мягким металлом с низкой прочностью на растяжение (сопротивление растягивающему усилию). Когда он затвердевает, сильные силы усадки могут расколоть любой алюминиевый сплав.
Еще одна серьезная проблема заключается в том, что все алюминиевые сплавы становятся менее прочными в районе соединения при их сварке.
Это неизбежно и более серьезно для термообработанных сплавов. Сварка стержнем создает агрессивную дугу, которая усугубляет проблему. Предварительный нагрев и высокая скорость движения решают эту проблему.
Тонкий алюминий легко продуть. Это происходит потому, что тонкие металлы быстро насыщаются теплом и в сочетании с низкой температурой плавления агрессивная дуга легко их плавит.
Наиболее распространенным дефектом алюминия является пористость. Пористость – это многочисленные пустоты в шарике, образованные в основном водородом. Поскольку алюминий затвердевает быстро, водород, попавший в металл сварного шва, не может выйти достаточно быстро и образует эти пустоты.
Часто внутри валика скрыта пористость, что делает соединение более слабым. Источниками водорода являются плохая газозащита, жир или масло на заготовке и стержне, влага в оксидированном слое.
Поскольку алюминий быстро расширяется при высоких температурах, легко деформировать из-за разницы давлений между более горячими и более холодными частями.
Почему алюминиевые стержни сложны в использовании?
Теперь давайте посмотрим, почему сварка алюминиевых стержней намного сложнее, чем стальных.
Алюминиевые стержни сложны в использовании, потому что они требуют точных манипуляций, чтобы предотвратить прилипание к основному металлу и поддерживать горящую дугу. Кроме того, их шлак скрывает дугу, и они нуждаются в жесткой защите от влаги, помимо других проблем.
Когда вы запускаете дугу, стержень холодный и имеет тенденцию прилипать к заготовке, как сумасшедший, намного легче, чем стержни из 7018 или нержавеющей стали.
Это происходит потому, что алюминий быстро замерзает. Если заготовка горячая из-за предварительного нагрева или предыдущей сварки, легче зажечь дугу.
Эти стержни создают дугу, которую очень легко погасить, если слегка опустить или потянуть стержень во время сварки.
Большинство проблем с запуском и залипанием дуги решаются путем установки высокой силы тока и предварительного нагрева.
Флюсовое покрытие полезно, поскольку оно создает необходимые защитные газы. Он также образует защитный шлаковый материал, который задерживает примеси и очищает металл сварного шва. Однако флюс создает много проблем, потому что:
- Газы делают дугу нестабильной и легко гасимой.
- Нестабильная дуга также создает сильное разбрызгивание.
- Когда дуга гаснет, флюс расплавляется на металлическом наконечнике, образуя покрытие. Это покрытие действует как электрический изолятор и предотвращает повторное зажигание дуги. Удары стержня о соединение могут разрушить большую часть хрупкого флюса. Оголенный провод прилипает к металлу еще легче. Вместо этого вы можете поцарапать кончик на чистом файле.
- Шлаковый материал очень жидкий и легко затвердевает в металле шва, образуя шлаковые включения. Включения делают бусину слабее и уродливее.
- Флюс пористый и быстро поглощает влагу из воздуха. Высокие температуры дуги разрушают воду, высвобождая водород и кислород в металле сварного шва. Водород вызывает серьезные проблемы с пористостью. Кислород быстро образует пресловутый оксид алюминия, делающий шарик хрупким и чувствительным к растрескиванию.
- Шлаковый материал покрывает лужу, и вы его не видите. Это уникальная сложность по сравнению с другими удочками, не позволяющая вам контролировать лужу.
Как уже упоминалось, флюсовое покрытие имеет проблемы с влажностью. В зависимости от влажности воздуха у вас есть всего несколько часов, чтобы использовать стержни.
Один из способов решить эту проблему — купить только те стержни, которые вам нужны, и открыть упаковку непосредственно перед сваркой. Однофунтовые упаковки содержат шестнадцать стержней 1/8 дюйма (3,2 мм) или двадцать шесть стержней 3/32 дюйма (2,4 мм). Остальные стержни можно хранить в пластиковых вакуумных пакетах.
Другой способ — использовать печи для сварки электродов, чтобы хранить электроды до тех пор, пока вы их не используете. В этих печах можно запекать открытые стержни, чтобы удалить впитавшуюся влагу. Тем не менее, значения температуры и времени являются строгими, иначе флюс испортится из-за перегрева.
Открытый сварочный стержень E4043 с поврежденным флюсомДля алюминиевых стержней требуется источник питания с высоким напряжением холостого хода (OCV) для облегчения зажигания дуги и обслуживания. OCV — это напряжение между электродом и заготовкой перед запуском дуги.
Если ваш сварочный аппарат может запустить и прожечь 7018-е, он будет жечь и алюминиевые стержни. Если OCV слишком низкое, например, ниже 60-65В, то дуга будет неустойчивой или вообще не загорится.
Если вы хорошо работаете со стержнями 7018, делаете стыки без пористости и держите узкую дугу, не залипая стержня от начала до конца, при некоторой практике вы сможете сваривать алюминиевыми стержнями.
Теперь давайте пошагово рассмотрим оборудование, настройки и методы, которые вам нужны.
1. Основное сварочное оборудование
Первым делом нужно собрать все необходимые средства индивидуальной защиты (СИЗ):
- Защитные очки для защиты глаз от летящих предметов и шлакового материала при очистке валика. Они также защищают ваши глаза от ультрафиолетовых лучей, если вы случайно зажжете дугу до того, как наденете шлем.
- Сварочная маска для защиты глаз и лица от излучения дуги, брызг и летящих предметов. Алюминий имеет тенденцию создавать более яркую дугу и более сильные ультрафиолетовые (УФ) лучи.
- Беруши или наушники, если вы используете электроинструменты для препарирования суставов.
- Толстые сварочные перчатки для защиты рук от ультрафиолетового излучения, искр, брызг и горячего металла. Алюминий сильно нагревается на большем расстоянии и дольше, чем сталь. Легко получить сильные ожоги.
- Огнеупорная одежда, закрывающая все тело. Никогда не носите синтетическую одежду, потому что она легко расплавится или загорится.
- Кожаные сапоги со стальными накладками на носки незаменимы при ремонтных работах.
- Сварочный респиратор с фильтрами P100. Алюминий и флюс на стержне выделяют пары, которые быстро раздражают дыхательную систему.
После СИЗ рассмотрим основное оборудование для работы:
- Сварочный аппарат постоянного тока с напряжением холостого хода (OCV) 65 В или выше. И достаточно силы тока для размера стержня, который вы хотите использовать.
- Ацетон, спирт или подходящий щелочной продукт (мыло) для удаления жира или масла вокруг соединения.
- Щетка из нержавеющей стали для удаления окисления и окончательного шлакового материала.
- Чистый напильник для удаления сильного окисления, сглаживания краев соединения, если необходимо, и очистки покрытого кончика использованных стержней.
- Отбойный молоток для удаления шлака.
- Пламенная горелка либо на пропане для небольших заготовок, либо на кислородном топливе для больших заготовок для предварительного нагрева заготовки.
2. Какой пруток вы используете для сварки алюминия?
Для алюминия не нужен специальный сварочный аппарат, но нужны специальные сварочные прутки.
Наиболее распространенным электродом для сварки алюминия является E4043. Этот стержень имеет сердечник из алюминиевой проволоки и специальное флюсовое покрытие. С его помощью вы можете сваривать практически все распространенные алюминиевые сплавы, такие как 6061, 5052 и 3003. А также алюминиевые отливки, такие как 355 и 356.
Стержни для стержневой сварки E4043Стержень 4043 (или AlSi5) содержит 5% кремния, что облегчает плавление, предотвращает горячее растрескивание и подходит для применения при высоких температурах.
Однако он имеет низкую прочность и не подходит для агрессивных сред. Также не подходит для сварки разных сплавов, например, 6061 на 5052.
Для сварки электродом у вас не так много вариантов стержня. После легкодоступного 4043 вы можете найти стержни 1100 для сварки сплавов 1100, используемых для приложений с высокой коррозионной стойкостью. Этот стержень намного слабее, но более пластичен, чем 4043.
Используйте максимально толстый стержень для толщины металла и типа соединения. Толстые стержни используют более высокую силу тока, чтобы расплавить соединение и сохранить жидкость в луже. С толстым стержнем вы также избегаете многопроходных сварных швов, что выгодно для алюминия.
Стержни 1/8″ подходят для заготовок толщиной от 3/32″ до 3/8″ (9,5 мм), но в идеале от 1/8″ до 1/4″ (6,4 мм). Этот размер найти проще всего.
Удилища 3/32″ несколько сложнее в использовании, потому что их кончик сильнее вибрирует.
5/32″ (4 мм) стержни отлично подходят для толстых заготовок, потому что вы можете использовать гораздо большую силу тока и быстрее заполнить шов.
Содержите стержень в чистоте и не прикасайтесь к нему грязными руками или в перчатках, чтобы избежать пористости.
3. Как удалить грязь и оксид алюминия
Сварка электродом может сваривать грязные металлы, но для алюминия целесообразно очистить заготовку.
- Сначала очистите заготовку от масел, жира, смазочно-охлаждающих жидкостей и т. д. с помощью тряпки и соответствующих растворителей, таких как ацетилен или мыло. Ацетилен очень легко воспламеняется, храните тряпку в закрытом контейнере, чтобы избежать возгорания от искр и брызг.
- Самый простой способ удалить оксид – использовать чистую щетку из нержавеющей стали. Трите только в одном направлении, чтобы не испачкать поверхность.
- Также подходит твердосплавный бор, поскольку он удаляет оксид, не оставляя пятен на поверхности.
- Угловая шлифовальная машина оставит после себя остатки оксида. Для быстрой работы можно использовать проволочные колеса из нержавеющей стали. Или диски, предназначенные для работы с алюминием, которые могут быстро удалить стойкие загрязнения или покрытия и т. д., если вы имеете дело со старым литьем. При неправильном обращении УШМ может снять полезный металл, ослабив соединение.
- При удалении оксида лучше повторить шаг 1, чтобы удалить остатки оксида.
Вы также можете использовать химикаты, предназначенные для удаления оксидов алюминия. С химическими веществами вы избежите царапин на поверхности или удаления металла. Но они неприятны и имеют свои проблемы с безопасностью.
Очистка очень важна для стыковых соединений с открытым корнем, чтобы добиться наилучшего проникновения и избежать несплавления.
4. Как подготовить алюминиевое соединение
Если вы свариваете стыковое соединение, лучше всего срезать фаску на заготовках, чтобы получился V-образный стык.
Скос соединения более важен для предотвращения образования горячих трещин, чем для более глубокого проникновения. Более высокая часть основного металла плавится и разбавляется присадочным металлом, чтобы предотвратить растрескивание.
Снятие фаски необходимо для толщины 3/16″ (4,8 мм) и выше. Если вы свариваете 6061, лучше всего делать фаску с 1/8″ (3,2 мм). Для алюминия скосите каждую сторону не менее чем на 35–45°.
Алюминиевые открытые корни легко продуть. Для предотвращения этого и в зависимости от толщины заготовки установите:
- Плотный корневой зазор от 1/32″ (0,8 мм) до 1/16″ (1,6 мм).
- Более толстая поверхность основания от 1/16″ (1,6 мм) до 1/4″ (6,4 мм).
Угловые сварные швы по своей природе больше разбавляют металл сварного шва и редко имеют фаску. Но если у вас толстый алюминий, например, 3/8″ (9,5 мм), было бы полезно скосить его.
Имейте в виду, что после резки или снятия фаски с металлов их необходимо очищать, особенно если вы:
- Применяли горячие методы, например, плазменную резку, т.к. образуется новый оксидный слой. Этот слой толстый, используйте напильник или электроинструмент для более быстрой работы.
- Используется метод резки, при котором остаются смазочно-охлаждающие жидкости, размазанная пыль и т. д.
Симметричная установка обязательна. Неправильные стыки будут продуваться в более широких или более тонких частях. Алюминий создает сильные силы усадки. Избегайте стесненных соединений, чтобы предотвратить растрескивание.
Наконец, прихватите заготовки, чтобы зафиксировать их на месте.
Исключительно сложно сваривать алюминий в нерабочем положении, потому что сварочная ванна и шлак слишком жидкие. Если возможно, постарайтесь расположить стык в горизонтальном положении, даже угловые швы, чтобы облегчить сварку.
Реклама5. Какая полярность нужна для сварки алюминия?
Всегда используйте полярность DC+ для приклеивания алюминия. Причина в том, что сварочные электроды рассчитаны только на эту полярность. DC- создаст нестабильную шумную дугу, брызги и непостоянный выпуклый валик. AC не будет держать горящую дугу и создаст беспорядок на стыке.
6. Какова правильная сила тока для алюминиевых стержней?
Алюминий имеет низкую температуру плавления, но высокая теплопроводность требует высокой силы тока. Высокая сила тока легче запускает дугу, предотвращает залипание стержня и поддерживает расплав расплавленной ванны.
Правильная сила тока для сварки алюминиевых стержней зависит прежде всего от толщины стержня. После этого толщина и температура заготовки, конструкция стыка и положение сварки. Если заготовка имеет комнатную температуру, установите силу тока близко к верхнему пределу стержня. При предварительном подогреве требуемая сила тока ниже.
| Сварочный стержень E4043 | Диапазон силы тока |
|---|---|
| 3/32″ (2,4 мм) | |
| 1/8 ″ (3,2 мм) | 70-120 |
| 5/32 ″ (4 мм) | 100-160 |
| 3/16 ″ (4,8 млн. | |
| 3/16 ″ (4,8 М) 106 | . 200 |
Большинство рекомендаций и примеров по силе тока относятся к горизонтальным угловым швам. Закрытые стыковые и нахлестные соединения используют одинаковую силу тока. Стыковые соединения с открытым корнем и наружные угловые соединения требуют меньшей (10-20%) силы тока.
Как уже упоминалось, старайтесь избегать сварки алюминия в нерабочем положении. Однако назову основные правила для вертикальной позиции:
- Для положения на подъеме требуется более тонкий стержень, меньшая сила тока и меньшая скорость движения. Это самое сложное положение для сварки.
- Для спуска по склону требуется более высокая сила тока и еще более высокая скорость движения.
Рассмотрим несколько типичных примеров для плоского положения:
- Для углового сварного шва 1/8″ с стержнем 1/8″ используйте 100-110A. Если вы предварительно нагреваете, используйте 75А.
- Для углового шва 3/16″ с стержнем 1/8″ используйте 120A. Рекомендуется предварительно прогреть и использовать 100А.
- Для углового сварного шва 1/4″ с стержнем 1/8″ вы всегда предварительно нагреваете и используете 110-120А.
Если вы заметите, что проволока плавится перед флюсом, что приводит к увеличению длины дуги внутри флюсового покрытия, это указывает на чрезмерную силу тока.
7. Настройки инверторных аппаратов для сварки алюминия
Часто инверторные аппараты для ручной сварки имеют функции горячего старта и форсирования дуги, облегчающие сварку.
Горячий старт увеличивает силу тока при запуске дуги. Это очень полезно при сварке алюминия, чтобы избежать холодного пуска, особенно если вы не нагреваете металл предварительно. Обычно достаточно значения 35-40%.
Сила дуги (или копание) увеличивает силу тока, если вы уменьшаете длину дуги. Предотвращает гашение дуги и залипание стержня. Установите значение около 20-25%.
Если вы не выполняете предварительный нагрев, вы должны увеличить предыдущие значения. У Weldpundit есть подробная статья о горячем старте, форсировании дуги и антипригарном покрытии.
Если вы используете сварочный аппарат TIG для дуговой сварки, он, вероятно, имеет мощность импульсный ток . Некоторые специализированные сварочные аппараты также предлагают эту функцию. Импульсный ток может уменьшить трудности и существенно улучшить ваши результаты.
Импульсный ток имеет два значения силы тока. Первый — это сила тока, которую вы устанавливаете для проникновения в соединение. Вторую силу тока уменьшают, чаще всего на 50%, чтобы уменьшить тепловложение, но сохранить жидкость в луже. Для алюминия используйте частоту пульсации 2 Гц.
8. Какой предварительный нагрев вам нужен?
Основным преимуществом предварительного нагрева является уменьшение быстрого рассеивания тепла для поддержания ванны, снижение потери прочности и снижение риска растрескивания. Но также:
- Уменьшает требуемую силу тока.
- Удаляет влагу с поверхности.
- Легче зажигает дугу и поддерживает ее горение.
- Увеличивает проникновение.
- Уменьшает отсутствие слияния.
- Выравнивает валик.
- Предотвращает коробление тонких металлов.
- Предотвращает остаточное напряжение.
Предварительный нагрев обязателен, если толщина 1/4″ или больше. Но и при работе при температуре ниже комнатной, даже для тонких металлов.
Для металлов тоньше 1/4″ предварительный нагрев не обязателен, но улучшает результаты и облегчает сварку.
Существует верхний предел температуры. Более высокий предварительный нагрев усугубляет падение прочности и, среди прочих проблем, делает ванну слишком жидкой.
Для обычных алюминиевых сплавов достаточно предварительного нагрева до 200 °F (94 °C). Если заготовка толстая, предварительно нагрейте до той же температуры, но убедитесь, что вся заготовка предварительно прогрета.
Вы можете использовать палочки температуры сварки 200 °F, чтобы знать, когда остановиться. Инфракрасные и цифровые термометры не так надежны, потому что алюминий отражает лучи.
При многопроходной сварке температура между проходами не должна превышать 250 °F (120 °C), чтобы соединение оставалось максимально прочным.
Один из практических способов узнать, что у вас правильная температура предварительного нагрева, это когда влага на металле испаряется (212 °F).
9. Как обращаться с алюминиевым стержнем?
Когда вы свариваете алюминий, вам нужны точные манипуляции со стержнем, чтобы получить приемлемые швы. Вам нужен правильный угол и направление движения, длина дуги и скорость движения.
Для алюминиевых стержней требуется малый угол хода 5-10° от вертикали, для хорошего покрытия защитным газом и короткой длины дуги.
Всегда тяните за стержень , чтобы протолкнуть шлаковый материал обратно, предотвращая шлаковые включения.
При запуске дуги необходимо сохранить очень короткую длину дуги, не более диаметра стержня . Вы почти касаетесь металла флюсовым покрытием. Вы должны сохранять эту длину дуги постоянной, пока не закончите бусину.
Если ваш стержень прилипает к металлу, вы не должны увеличивать длину дуги, вместо этого увеличьте силу тока.
Когда вы свариваете алюминий, вам следует избегать плетения валиков, потому что они медленные. Вместо этого сваривайте прямые валики (стрингеры) с минимальным перемещением из стороны в сторону, чтобы избежать высокого тепловложения.
Поскольку вы не можете четко видеть лужу, вы не можете контролировать скорость движения, удерживая дугу в передней 1/3 лужи, как вы это делаете с другими удилищами.
Скорость перемещения алюминиевых стержней легко в два раза выше по сравнению со стальными стержнями. Вы должны полагаться на свой опыт, чтобы направлять удочку и передавать бусину. С практикой вы найдете правильную скорость.
Скорость движения меньше, если вы свариваете холодный алюминий, но намного быстрее, если вы его предварительно нагреваете.
Если вы используете импульсный ток, скорость будет меньше, но тепла будет достаточно, чтобы получить прочный и легко свариваемый валик.
Скорость движения не постоянна во время сварки:
- Когда вы начинаете, на первом дюйме или около того, вы не сварите так быстро, потому что заготовка холодная. Это предотвращает несплавление и выпуклый валик в начальной точке.
- По мере продвижения вам следует немного увеличить скорость, потому что заготовка становится все горячее. Это предотвращает перегрев заготовки.
Высокая скорость важна, но если у вас получится вогнутый валик, значит, присадочный металл не успел заполнить шов. Вогнутые алюминиевые шарики очень слабы и чувствительны к растрескиванию.
Правильная скорость движения имеет решающее значение для сведения к минимуму потери прочности соединения, растрескивания, продувки и коробления.
Наконец, крайний кратер также не должен быть вогнутым. Попытайтесь заполнить кратер достаточным количеством сварного шва, прежде чем тянуть стержень.
10. Дайте заготовке медленно остыть и очистите от шлака
Когда закончите, дайте заготовке остыть самостоятельно. Это защищает соединение от дальнейших металлургических изменений, а также облегчает удаление шлака. Шлаковый материал содержит элементы, которые разъедают алюминий, если его не удалить.
Часто белый и странно выглядящий шлак является вязким и требует усилий для его удаления. Чем горячее заготовка из-за чрезмерного предварительного нагрева или низкой скорости перемещения, тем хуже она становится.
Чрезмерное усилие отбойным молотком или электроинструментом оставляет следы и глубокие царапины на металле.
Более простой способ – размягчить шлак горячей водой и удалить его щеткой с термостойкой синтетической щетиной.
Наконец, промойте соединение горячей водой, чтобы удалить остатки флюса. Сварка алюминиевыми стержнями.
Заключение
Сварка алюминиевой дугой сложна, но удобна для быстрого ремонта или в ветреную погоду.
Используя правильное оборудование, следуя надлежащей процедуре и достаточно тренируясь, чтобы привыкнуть к высокой скорости движения, вы сможете удовлетворительно проходить алюминиевые борта.
Самое важное, о чем следует помнить:
- Удалите оксидированный слой.
- Предварительно нагрейте алюминий толщиной 1/4″ или больше.
- Используйте сухие незагрязненные стержни.
- Используйте достаточную силу тока.
- Держите тугую дугу.
- Двигайтесь быстро без остановок.
Если вы хотите часто сваривать алюминий, лучше переключиться на:
- Простая в использовании сварка MIG для заготовок толщиной 1/8″ или больше.
- Сварка ВИГ, если вам нужен лучший процесс для тонкого алюминия, но его трудно сваривать.
Часто задаваемые вопросы
Можно ли сваривать алюминий с помощью сварочного аппарата переменного тока?
При помощи сварочного аппарата переменного тока вы не сможете сваривать алюминий, если не прикрепите a, потому что алюминиевые сварочные стержни правильно горят при полярности постоянного тока +. AC не будет держать горящую дугу и создаст беспорядок на стыке. Вам понадобится сварочный аппарат постоянного тока и установите электрододержатель на полярность постоянного тока +, чтобы правильно сварить алюминий.
Например, вы не можете сваривать алюминий с помощью Lincoln 225 AC, но можете с помощью 225 AC/DC после выбора полярности DC+. Однако эта машина выдает только 125 А постоянного тока. Это ограничивает вас алюминиевыми сварочными прутьями 3/32″ и 1/8″.
Является ли сварка алюминия прочной?
В то время как сварка электродами создает прочные соединения для большинства металлов, она не создает прочных соединений для алюминия. Алюминий — это металл, который становится слабее от тепла сварки, а сварка электродом создает агрессивную дугу и вводит слишком много тепла в соединение.
Например, популярный алюминиевый сплав 6061-T6 имеет предел прочности при растяжении 40 000 фунтов на квадратный дюйм, но после сварки только 25 000 фунтов на квадратный дюйм. Кроме того, обычный сварочный пруток E4043 имеет низкую прочность на растяжение в лучшем случае 30 000 фунтов на квадратный дюйм.
Сварка электродами также склонна к пористости, что делает валик менее плотным. В этом процессе оксид алюминия также легко проникает в металл сварного шва и делает окончательный валик хрупким и чувствительным к растрескиванию.
Можно ли сваривать тонкий алюминий?
Сварка стержнем тонкого алюминия исключительно трудна, потому что этот процесс создает сильную дугу, которая имеет тенденцию пробивать тонкие металлы. Тонкий алюминий очень быстро насыщается теплом и при низкой температуре плавления легко плавится. При достаточной практике вы можете сваривать детали толщиной 1/8″, 3/32″ или чуть меньше.
Кроме того, алюминиевые стержни с трудным повторным запуском и жидкий шлак не позволяют использовать такие методы, как многократные прихваточные швы внахлест.
Лучшим вариантом для тонкого алюминия является сварка MIG, а еще лучше сварка TIG. Газокислородная сварка также может сваривать тонкий алюминий, но требует большого мастерства.
Другие статьи Weldpundit
- Как лучше всего сваривать алюминий?
- Какой самый простой способ сварки алюминия? С полезными советами
- Как приклеить оцинкованную сталь за 7 шагов.
- Как склеивать сварной чугун: с предварительным подогревом и без него.
- Как выбрать сварочный аппарат: лучшие характеристики начального уровня.
Сварка алюминия методом GTAW на переменном токе — высокая частота
Сварка алюминия методом GTAW на переменном токе — высокая частота
В процессе дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) используется тепло, выделяемое электрической дугой, поддерживаемой между заготовкой и неплавящимся вольфрамовым электродом. Дуга окутывается потоком инертного газа. Качество сварки GTAW в первую очередь зависит от заготовки, присадочной проволоки, качества электрода, типа источника питания и техники сварки. Ниже обсуждаются несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
Высокая частота — Режим высокой частоты инициирует и поддерживает дугу во время пересечения нуля синусоидой переменного тока. На большинстве машин GTAW существуют три положения: 1) Старт — этот режим помогает зажечь дугу без фактического контакта с электродом. Режим «Старт» чаще всего используется при сварке постоянным током. 2) Непрерывный — Это также помогает инициировать дугу и продолжается в течение всего процесса, чтобы поддерживать дугу в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоиды. Этот режим чаще всего используется при сварке переменным током. 3) Выкл. — ВЧ-система в этом режиме не задействована ни на одной из частей процесса. Контакт между электродом и рабочей поверхностью должен произойти до зажигания дуги. «Практика запуска касанием» для зажигания дуги может привести к загрязнению электрода в процессе GTAW. Режим «Выкл.» часто используется для сварки электродами (SMAW), когда зажигание дуги начинается с нуля.
Использование симметричного трансформатора — Обозначение симметричной волны или Balanced Wave Control указывает на то, что источник питания может изменять синусоиду тока в режиме переменного тока. Нормальная синусоида будет показывать равномерное разделение между временем задержки каждой полярности. С оборудованием, поддерживаемым Balanced Wave Control, время задержки может быть увеличено как во время положительного, так и отрицательного цикла. (Фигура 1).
Прямоугольная волна определяет форму волны тока. Он появляется в виде прямоугольной циклической волны, а не в стандартном плавном синусоидальном цикле. Способность производить прямоугольную волну позволяет источнику питания использовать функцию управления сбалансированной волной для создания дуги, которая может добавить либо большее проникновение, либо большее очищающее действие. Поскольку проникновение происходит во время отрицательной стороны цикла волны (отрицательный электрод — EN), а очистка происходит во время положительной стороны цикла волны (положительный электрод — EP), изменение частей цикла повысит желаемые характеристики. Этот процесс осуществляется с помощью SCR (кремниевых выпрямителей), которые действуют как управляющие вентили для тока EN или EP. Необходимо контролировать точное время, когда эти ворота открываются и закрываются. Это приводит к четкой дуге при переходе полярности через нулевую часть цикла.
Углы горелки и размещение сварного шва: Правильное обращение со сварочной горелкой очень важно для получения качественного сварного шва. (Рис. 2) Фонарик держат как карандаш для лучшего контроля. При сварке в горизонтальном положении рука должна быть слегка прижата к поверхности, чтобы рука могла равномерно перемещаться по стыку. Перемещение горелки только пальцами обычно приводит к неправильному углу горелки и плохому сварному шву. При добавлении присадочной проволоки проволока должна быть зажата пальцами. Рука должна находиться как можно ближе к дуге, чтобы прочно удерживать проволоку. Проволока должна двигаться вместе с движением горелки. Добавляя проволоку, перемещайте проволоку большим пальцем сквозь пальцы. Конец проволоки должен выступать на 6-8 дюймов от руки. Слишком сильное вытягивание присадочной проволоки приводит к тому, что ее конец становится шатким, что делает ванну неровной и позволяет загрязнить присадочную проволоку. Добавление проволоки в лужу требует устойчивости и концентрации, чтобы разместить нужное количество материала в нужном месте в нужное время. Углы горелки незначительно изменяются в зависимости от положения сварки. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом нажимая на точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на расстоянии от 10 до 25 градусов от плоскости сварного шва.
Сварочный наконечник (электрод): — чистые, циркониевые и цериевые электроды — рекомендуемые вольфрамовые электроды для сварки переменным током. Торированные электроды обычно используются для сварки постоянным током таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высокой тепловложением. Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шарика, необходимую для сварки алюминия на переменном токе.
Электрод из чистого вольфрама часто рекомендуется и используется для сварки алюминием и магнием на переменном токе. Они содержат не менее 99,5% вольфрама без преднамеренно добавленных легирующих элементов. При использовании вольфрама высокой чистоты способность к пропусканию тока снижается, хотя он сохраняет чистый сферический конец, что обеспечивает хорошую стабильность дуги.
Цирконированные вольфрамовые электроды имеют характеристики стабильности дуги, подобные характеристикам чистого вольфрама, за исключением более высокой токопроводящей способности, характерной для торированного вольфрама. Этот электрод обеспечивает хороший баланс свойств. Он более устойчив к загрязнению, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Вольфрамовые электроды с церием содержат 2 % оксида церия (CeO2), который помогает уменьшить выгорание электрода. По производительности электроды с церием будут вести себя так же, как чистый вольфрам, обеспечивая стабильную дугу и уменьшая количество вольфрамового «выплескивания». Эти характеристики позволяют этому электроду хорошо работать с алюминием в уравновешенных волновых машинах (AC) и со сталью в режиме постоянного тока.
Механизмы подачи холодной проволоки: — Механизмы подачи холодной проволоки используются при ручной, полуавтоматической и полностью автоматической сварке, где требуется присадочная проволока. Они подходят как для жесткой, так и для мягкой проволоки. Для адаптации узлов к разным диаметрам присадочной проволоки используются различные типы приводных механизмов и направляющих. Устройства могут быть оснащены реостатами или, что более точно, цифровым приводом тахометра, чтобы обеспечить постоянную плавную подачу и считывание. Во всех системах используется приводной роликовый механизм, для которого требуются гладкие приводные ролики с U-образными канавками для алюминиевой проволоки. Для подачи проволоки от питателя к манипулятору используются трубопроводы с вкладышами разного диаметра. Кабелепроводы требуют замены при изменении диаметра проводов, при износе или загрязнении грязью или маслом.
Сварка алюминия TIG и MIG
перейти к содержаниюДля сварки алюминия можно использовать аппарат для сварки TIG на переменном токе или аппарат для сварки MIG с алюминиевым шпульным пистолетом.
Да, вы можете сваривать его другими способами, такими как лазерная сварка и сварка стержнем с использованием специального электрода для этого металла и другими способами. Однако, поскольку большая часть сварки алюминия выполняется с помощью этих двух процессов, которые мы упомянули в первую очередь, мы рассмотрим нашу линейку сварочных аппаратов YesWelder для сварки алюминия методом TIG и MIG на переменном токе.
Сварка алюминия очень сложна, и вам следует использовать надежный сварочный аппарат. Последнее, что вы хотите при работе с ним, это чтобы ваш сварочный аппарат вел себя не в соответствии с установленными вами настройками. Хорошими примерами этого являются нестабильная дуга, непостоянная частота сварки TIG, нестабильная скорость подачи сварочной проволоки и т. д.
В зависимости от ожидаемого качества конечного продукта вам потребуется предварительное опыт.
Почему так сложно сваривать алюминий?
Сварка алюминия сложна, потому что он ведет себя не так, как большинство других металлов, с которыми работают сварщики. Этот металл совсем не похож на сталь, например. Сталь позволит вам точно знать, что с ней происходит, в то время как при сварке алюминия вам придется руководствоваться здравым смыслом и опытом.
Первое, что вы должны знать, это то, что этот металл образует оксидный слой на своей поверхности. Этот оксидный слой необходимо как можно лучше очистить перед сваркой. Это связано с тем, что оксидный слой плавится при температуре 3700°F, а алюминий под ним плавится всего лишь при 1200°F.
Фото materialwelding.com
Чтобы проплавить оксидный слой, нужен сильный нагрев, но нельзя прожигать слой под ним. Большая часть этой проблемы решается с помощью сварки TIG на переменном токе, поскольку ток чередуется между положительным и отрицательным электродом. Это по-разному нацелено на поверхностный слой и внутренний слой, так что вы можете добиться проникновения без прожигания.
Другие проблемы при сварке алюминия возникают из-за его склонности поглощать водород и становиться пористыми. Может произойти множество других загрязнений, потому что он очень чувствителен к любой грязи, воздуху, воде и другим видам загрязнения.
Аппараты YesWelder для сварки алюминия
Компания YesWelder предлагает два аппарата, предназначенных для дуговой сварки алюминия.
Все машины YesWelder стремятся обеспечить наилучшее соотношение цены и качества. Мы вкладываем в них как можно больше полезных функций, не делая их слишком дорогими. Сохранение нашей цены на низком уровне позволяет большему количеству людей заниматься сваркой.
YesСварочные аппараты для сварки алюминия предназначены для качественной работы. Они точны и предлагают точную настройку для профессиональной работы, предварительную и последующую подачу газа, контроль частоты импульсов для сварки TIG на переменном токе, контроль времени нарастания и спада, прямоугольную волну переменного тока, синергетические настройки MIG, они обладают достаточной мощностью сварки и большим рабочим циклом. и т. д.
YesWelder Аппарат для сварки TIG переменным/постоянным током на 250 А с импульсным режимом
Это наш лучший аппарат для сварки TIG, способный выполнять сварку на переменном токе, что означает, что вы можете без проблем сваривать алюминий. Он предназначен для профессиональной работы, но он также достаточно доступен, чтобы его мог себе позволить любой любитель DIY или сварщик.
Мощности в 250 А будет более чем достаточно практически для любого размера листа, кроме листа самой большой толщины, для которого требуется оборудование промышленного уровня. Этот аппарат YesWelder также способен к низкоамперному пуску всего 5А, что означает меньшее прогорание при работе с очень тонким металлом.
Этот сварочный аппарат оснащен функцией прямоугольной волны переменного тока, которая улучшает качество сварки и упрощает процесс сварки. В отличие от синусоидальных машин, прямоугольная волна имеет возможность внезапного переключения между отрицательным и положительным зарядом электрода. Это улучшает качество сварки, потому что старый метод синусоиды постепенно сужается от отрицательного к положительному и наоборот.
Прямоугольная волна дает вам чистую и, самое главное, ожидаемую ситуацию, в то время как синусоида требует от вас большего опыта при сварке алюминия, потому что вы должны учитывать низкие и высокие моменты положительного и отрицательного электрода, которые случаются при этом они переключаются много раз за секунду.
Кроме того, этот аппарат YesWelder имеет импульсную сварку TIG переменным током, а также импульсную сварку постоянным током, а также может выполнять точечную сварку, которая пригодится при работе с любыми видами производства или кузовными работами. Он имеет высокочастотный старт дуги, который необходим при сварке алюминия. Из-за природы этого металла не следует даже пытаться использовать для него TIG с подъемной дугой, потому что материал вольфрамовых электродов загрязнит сварной шов.
Вы можете точно настроить такие параметры, как частота импульсов и импульсный ток, пусковые токи, нарастание и спад, предварительный и последующий поток, а также поставляется с высококачественной педалью TIG и другим оборудованием и аксессуарами. Спецификации этой системы и ее относительная стоимость в сочетании с нашей 3-летней гарантией делают ее отличным выбором практически для всех сварочных работ.
В целом, этот YesWelder — ваш лучший выбор для сварки алюминия, нержавеющей стали и низкоуглеродистой стали, но есть также вариант для сварочного аппарата MIG, который вы найдете ниже.
Сварочный аппарат MIG 250A Сварочный аппарат MIG Pro
Наш аппарат YesWelder MIG Pro 250A — это профессиональный аппарат для сварки MIG, который работает со свариваемыми материалами, такими как низкоуглеродистая сталь, нержавеющая сталь и алюминий.
Обладая мощностью 250 А, как и наш TIG-сварщик выше, этот сварочный аппарат MIG может сваривать толстые секции и с высокой нагрузкой, поэтому вы можете сваривать больше, вместо того, чтобы ходить, пока аппарат не остынет.
Этот аппарат YesWelder также является сварочным аппаратом 3 в 1, поскольку он также может выполнять сварку MIG, TIG и электродуговую сварку, но TIG не подходит для сварки алюминия. Тем не менее, это машина MIG, способная работать с алюминием.
Сварщик оснащен системой управления Synergic MIG, которая очень полезна как для новичков, так и для опытных сварщиков. Новички выиграют от этой функции, потому что она автоматически использует множество настроек, в то время как профессионалы сделают свою работу за них, поэтому им не нужно настраивать что-то вручную. Ручные настройки MIG также просты в использовании. Иногда вы знаете лучше, чем машина, и в таких случаях просто переключаетесь в ручной режим и настраиваете все так, как вам нравится.
Этот сварочный аппарат MIG не использует шпульный пистолет. Сваривает алюминий без шпульного пистолета.
Для сварки алюминия с помощью этого сварочного аппарата YesWelder MIG необходимо установить настройку на передней панели на «Ar 100% AL» и использовать U-образный ролик для подачи проволоки. Вам также необходимо использовать горелку для графеновой подложки, которая поставляется вместе с машиной.
Вы можете использовать алюминиевую проволоку 0,035”/0,045” при работе с it или 0,023”/0,030”/035” сплошную/SS проволоку для мягкой и нержавеющей стали. Этот аппарат MIG также может выполнять сварку под флюсом.
Если у вас есть сварочный цех и вы предпочитаете MIG, то этот сварочный аппарат станет отличным выбором в профессиональной среде. Однако, благодаря своей простоте и доступности, этот сварочный аппарат MIG может использовать каждый, даже любитель (вам нужно входное напряжение 220 В). В то время как TIG является сложным процессом для освоения, MIG можно освоить за более короткий период времени, что может склонить чашу весов в пользу последнего и повлиять на ваш окончательный выбор сварки.
Заключение
Дуговая сварка этого металла и так достаточно сложна, поэтому вы должны облегчить себе задачу и приобрести качественный сварочный аппарат, который будет работать так, как вы ожидаете, и даст вам отличные результаты.
Мы в YesWelder верим, что наши машины для дуговой сварки алюминия сделают именно это, и они сделают это по доступной цене. Мы стремимся предложить лучший опыт сварки за те деньги, которые вы вкладываете. Сварка с высококачественными функциями, такими как прямоугольная волна переменного тока, не должна быть зарезервирована только для людей, которые могут выложить пару тысяч долларов. Мы в YesWelder хотим сделать качество доступным и надеемся, что вы дадите нам шанс заслужить ваше доверие.
4 комментария
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Как выполнить контактную точечную сварку алюминиевых сплавов?
Часто задаваемые вопросы
Алюминий и его сплавы обладают более высокой тепло- и электропроводностью по сравнению со сталью, и, поскольку процесс зависит от резистивного (джоулевого) нагрева, для них требуются гораздо более высокие сварочные токи. Кроме того, поверхностное контактное сопротивление играет важную роль в тепловыделении. Короткое время сварки используется для быстрого выделения тепла и, таким образом, минимизации потерь тепла за счет теплопроводности. Более твердые сплавы, как правило, легче свариваются, и наоборот, чистый алюминий не рекомендуется для точечной сварки.
Оксид алюминия, естественным образом образующийся на поверхности алюминия, имеет очень высокое электрическое сопротивление. Таким образом, состояние поверхности материала оказывает сильное влияние на выделяемое тепло, требуемые настройки, а также на свариваемость материала.
| Готовый лист: | Обычно поддается сварке, но тяжелый или непостоянный оксид может привести к нестабильности. |
| Химически раскисленный или протертый лист: | Удаление оксида непосредственно перед сваркой может обеспечить постоянное, но очень низкое поверхностное сопротивление, поэтому требуется гораздо более высокий сварочный ток. Такие контролируемые процедуры используются для сварки аэрокосмического качества. |
| Модификация поверхности: | Некоторые специально разработанные химические обработки поверхности, часто применяемые поставщиком материала, обеспечивают сопротивление поверхности от среднего до высокого и могут быть постоянными. Может быть достигнута хорошая свариваемость. |
| Анодированный, сильно хроматированный или с другой пассивацией, или лист с сухой смазкой: | Эти виды обработки обычно обеспечивают очень высокое сопротивление, а иногда и полностью изолирующие поверхностные слои и, как правило, непригодны для сварки. |
Электроды для листового материала толщиной от 1 до 3 мм имеют куполообразную поверхность с радиусом от 50 до 100 мм, предпочтительно увеличивающимся с увеличением толщины листа. Большие радиусы могут использоваться для высококачественной сварки, чтобы свести к минимуму вмятины. Обычно рекомендуются электроды с высокой проводимостью (типы класса 1), но для приложений коммерческого качества можно использовать электроды класса 2 (например, Cu/Cr/Zr).
Поскольку медь легко образует сплав с алюминием, а контактный нагрев высок из-за высоких сварочных токов, электроды изнашиваются очень быстро. Внимание к электродам обычно требуется после выполнения нескольких сотен сварных швов, но некоторые специальные обработки поверхности уменьшают износ. Более частая зачистка электродов с помощью автоматизированных инструментов для зачистки электродов является рекомендуемой стратегией для контроля состояния электрода и сведения к минимуму влияния на качество сварки. Электроды заправляются очень часто при выполнении сварных швов аэрокосмического качества, чтобы избежать загрязнения контактных поверхностей. Было показано, что очень частая легкая шлифовка или полировка электродов, которая предотвращает образование видимого слоя сплава на электроде, обеспечивает превосходную воспроизводимость качества сварки и длительный срок службы электрода.
Подробные настройки сварки доступны в стандартных учебниках или у поставщиков материалов или оборудования и могут зависеть от подробных требований к качеству и используемых материалов. Стандарт «BS EN ISO 18595 Сварка сопротивлением. Точечная сварка алюминия и алюминиевых сплавов. Свариваемость, сварка и испытания» содержит полезные рекомендации.
Для сварных швов товарного качества на обработанных листах толщиной 1,2 мм параметры сварки обычно находятся в районе —
Сила электрода:
Время сварки:
Сварочный ток:от 3 до 5 кН
от 2 до 5 циклов (40-100 мс)
от 22 до 28 кА
В то время как источники питания переменного тока могут использоваться для сварки алюминиевых сплавов, инверторные источники питания постоянного тока были предложены как обеспечивающие больший контроль кратковременного сварочного импульса и, таким образом, улучшающие свариваемость. Следует отметить, что при питании постоянным током наблюдается заметный эффект полярности. Рост самородка немного смещен в сторону положительного электрода, и это можно использовать с выгодой при сварке листов разной толщины, располагая более тонкий лист на положительной стороне. Кроме того, положительный электрод подвергается более быстрому износу, чем отрицательный. Источники питания постоянного тока обычно обеспечивают более эффективное использование мощности сети при требуемых высоких сварочных токах.
Сварочные брызги могут ухудшить качество сварки, и их следует избегать. Может возникнуть некоторая пористость или растрескивание самородков, особенно в чувствительных типах сплавов. Эти дефекты обычно не оказывают существенного влияния на прочность сварного шва при условии, что при испытании происходит нормальное разрушение пробки (пуговицы). Графики двойного усилия необходимы для высококачественных сварных швов, где требуется контроль очаговых дефектов.
При сравнении материалов одинаковой толщины статическая и усталостная прочность на сдвиг точечных сварных швов из алюминиевого сплава составляет примерно одну треть значения стальных сварных швов (в зависимости от типа сплава). Там, где вместо стали используется алюминий, его толщина обычно увеличивается, что дает прочность сварного шва, более выгодную по сравнению со сталью, но при этом позволяет добиться экономии веса.
Welding Tech: Сварка алюминия. Чистота имеет ключевое значение
Для сварки алюминиевых деталей идеально подходит дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Контроль, которым обладает сварщик, обеспечивает высокое качество сварных швов.
Компания Canadian Fabricating & Welding провела встречу с Кеном Торном, глобальным инженером по сварке Канадского бюро сварки, чтобы узнать больше о том, на что должен обращать внимание сварщик при работе с алюминием.
«GTAW — это настоящий «кадиллак» среди сварочных процессов, — сказал Торн. «Это позволяет контролировать весь процесс сварки в ваших руках. У вас есть контроль над подачей тепла. Горелка находится у вас в руке, и в большинстве систем GTAW у вас есть какой-либо способ дистанционного управления током — педаль или колесико на горелке — так что вы можете регулировать силу тока в процессе работы. Таким образом, если вы свариваете и видите, что сварочная ванна вот-вот проплавится, вы можете уменьшить ток, а если сварочная ванна сжимается, вы можете увеличить ток на лету. Присадочный металл добавляется отдельно от дуги, и вы полностью контролируете, когда добавлять его в сварочную ванну и в каком количестве. В руках опытного сварщика это очень качественный процесс».
Как и во многих сварочных процессах, чистота имеет решающее значение.
«Алюминий очень чувствителен к загрязнениям на своей поверхности», — сказал Торн. «Если у вас есть загрязненная поверхность, вы столкнетесь с пористостью в металле сварного шва.
«Алюминий также имеет тонкий слой оксида алюминия на своей поверхности, и вам необходимо иметь дело с этим слоем, чтобы обеспечить надлежащее проникновение и сплавление в соединение».
Слой оксида алюминия неровный, а чистка проволочной щеткой слишком незначительна для надлежащей очистки зоны сварки. Требует катодной очистки.
«По сути, вы свариваете соединение дважды», — сказал Торн. «У оксида алюминия высокая температура плавления, поэтому при сварке алюминия приходится использовать переменный ток. Половина формы волны с положительным электродом оказывает очищающее действие на основной металл, а половина формы с отрицательным электродом нагревает его. Первый разрушает оксидный слой и счищает его, а второй нагревает основной металл и плавит его».
Торн отметил, что то, как вы управляете балансом очистки и отопления, будет зависеть от того, какое оборудование есть в вашем магазине.
«Старое оборудование, трансформаторные источники питания, имеют свое место, но они менее гибки при сварке алюминия по сравнению с более новыми инверторными источниками питания», — пояснил Торн. «Если у вас есть старая традиционная машина, вы устанавливаете регулятор баланса переменного тока на настройку «чистый», которая меняет форму волны напряжения по направлению к электроду на положительную и использует слабый ток для прохождения по стыку и очистки. Это. Движение по стыку на слабом токе не расплавляет основной металл, а только разрушает оксидный слой. Вы можете видеть, как он разрушает оксидный слой и создает своего рода морозный вид на поверхности алюминия».
После того, как соединение очищено, вы перенастраиваете баланс переменного тока на настройку «сварка», «проникновение» или «сварка» (каждый производитель источника питания использует свой термин), увеличиваете ток и производите сварку. В настройке «сварка» форма сигнала изменяется для увеличения времени в режиме отрицательного электрода. На рис. 1 показаны типичные формы волны напряжения для трех настроек регулятора баланса переменного тока на источнике питания.
Торн отметил, что с источником питания на основе инвертора вы делаете в основном то же самое, но этот тип источника питания позволяет лучше контролировать форму волны.
«Диапазон изменения формы сигнала между положительным электродом и отрицательным электродом увеличен в источниках питания на основе инвертора. Вы можете настроить источник питания на 90 % положительного электрода, что обеспечит лучшую очистку. Инверторы также позволяют вам регулировать частоту переменного тока, чтобы лучше сфокусироваться на дуге и во время сварки улучшить проплавление. Увеличение частоты переменного сигнала до значений более 60 циклов в секунду фокусирует дугу. Некоторые люди могут описать это как «более жесткую» дугу».
Единственным камнем преткновения среди сварщиков, использующих инверторные источники питания, является отчетливый и очень громкий звук, который они издают.
Сложность использования трансформаторных источников питания для алюминиевых ГТП в том, что они требуют наличия в них высокочастотного генератора, и он должен работать в непрерывном режиме.
«Если вы свариваете сталь, трудность при попытке зажечь дугу заключается в том, что вам нужно электрически перепрыгнуть зазор между кончиком электрода и заготовкой, чтобы зажечь дугу», — объяснил Торн. «Один из способов сделать это — направить на него высокочастотную искру, которая ионизирует защитный газ и зажжет дугу. При сварке стали зажигание высокочастотной дуги гудит полсекунды, дуга зажигается, а затем высокочастотный ток выключается.
«При сварке алюминия необходима постоянная высокая частота, потому что при переменном токе дуга переходит в нулевое напряжение каждые полпериода, и вам нужно восстанавливать дугу каждый раз, когда это происходит. По сути, дуга гаснет, и если ее не перезапустить, это почти как ее исправление. Фактически вы переходите от переменного тока к постоянному, но получаете только половину волны. Непрерывная высокая частота необходима для перезапуска дуги каждые полпериода. Высокая частота работает только при 5 миллиамперах, очень низком фоновом токе, но он должен быть там».
Что касается электродов, используемых в процессе, Торн отметил, что они всегда «зеленые для очистки» — это означает, что вы используете чистый вольфрамовый электрод (зеленый цвет на конце) для очистки поверхности. Можно использовать электроды из чистого вольфрама, потому что ток, используемый для очистки основного металла, низок, и они не перегреваются. После завершения очистки вольфрамовый электрод меняют на электрод, предназначенный для сварки.
«В GTAW электрод не плавится, поэтому вы используете вольфрам; у него высокая температура плавления», — объяснил Торн. Он не особенно эффективен в испускании электронов для создания сварочной дуги и склонен к перегреву, поэтому для сварки в вольфрам добавляют небольшое количество церия, лантана или тория, чтобы электроду было легче испускать электроны».
Серийсодержащие или лантансодержащие электроды в настоящее время имеют тенденцию отдавать предпочтение вместо ториевых электродов из-за небольшой радиоактивности последних.
Компания Thorn подчеркнула, что для получения хорошего сварного шва алюминия требуется терпение и практика.
«Мастерские, которые обычно сваривают сталь, получают небольшой контракт на алюминиевую крышку на прицеп или что-то в этом роде и думают: «У нас много квалифицированных сварщиков, так что они смогут позаботиться об этом без проблем». «Но алюминий отличается. Оно ведет себя по-другому. Он не меняет цвет до того, как расплавится, и его нужно сваривать горячим и быстрым.