Контроль качества сварных соединений ➤ методы и способы
Процедура проверки качества сварных соединений проводится в соответствии с ГОСТ и другими нормативными документами. В них указаны допустимые погрешности. По завершению измерений составляется акт и протокол испытаний, в котором указываются результаты.
На крупных производственных предприятиях контроль сварочных швов проводит отдельный специалист-контролер. Но на небольших производствах в штате часто такая единица отсутствует и проверку проводит сам сварщик.
Методы контроля сварных соединений отличаются между собой показателями эффективности, сложностью, стоимостью, у каждого из них есть свои преимущества и недостатки. Они могут применяться комплексно или отдельно, в зависимости от технической оснащенности предприятия, уровня подготовки сотрудников, требований к качеству готового изделия и других факторов.
Самый простой, быстрый и недорогой способ неразрушающего контроля – визуальный осмотр.
Чтобы повысить эффективность визуального осмотра рекомендуется использовать лупу, хорошую лампу и измерительные приборы. При обнаружении дефекта проводится работа по его изучению, делаются замеры, которые позволяют определить качество сварного соединения. Если это возможно, дефекты устраняются, а изделие отправляется на дополнительную проверку с использованием других методов контроля. Для более глубокой проверки используются другие виды контроля сварочного шва.
Качество сварки может проверяться при помощи капиллярного метода. Он основан на свойстве жидкости проникать в мельчайшие раковины, трещины, каналы.
При использовании данного метода используются специальные вещества, которые имеют небольшое поверхностное натяжение (пенетранты). Они способны легко проникать даже в небольшие щели (капилляры), при этом визуально они видны. Проникая в небольшие трещинки, они соответственно окрашивают и их, делая видимыми для человеческого глаза. Самые чувствительные пенетранты позволяют обнаружить дефекты диаметром от 0.1 микрон.
Существует множество рецептов пенетрант. В основном они изготавливаются на основе воды, керосина или другой жидкости с небольшим поверхностным натяжением. Этот метод проверки сварных соединений по праву считается одним из самых практичных и эффективных.
Проверка герметичности ― это метод неразрушающего контроля, основанный на способности газов или жидкостей просачиваться сквозь мельчайшие отверстия. Для контроля герметичности может использоваться жидкость или сжатый воздух, которые нагнетаются внутрь изделия. Такая экспертиза проводится при изготовлении резервуаров, трубопроводов. После его проведения визуально оценивают или измеряют массу просочившейся через изъяны сварного соединения рабочей среды.
Полученный результат сравнивают с допустимыми значениями, указанными в нормативных документах.
При назначении периодичности проверки непроницаемости и способа выполнения учитывают:
- физико-химические свойства рабочей среды;
- величину давления;
- температуру окружающей среды;
- условия эксплуатации.
Суть данного метода основывается на разнице давления внутри и снаружи сосуда. Если изделие имеет сквозные дефекты, жидкость или газ будет через них проходить из области большего давления в область с меньшим давлением. Чувствительность метода зависит от вещества и способа нагнетания давления. Проницаемость контролируется с помощью гидравлических или пневматических приборов, манометров.
Чувствительность метода зависит от вещества и способа нагнетания давления. Проницаемость контролируется с помощью гидравлических или пневматических приборов, манометров.
Метод пневматической проверки
Пневматический контроль герметичности осуществляется с помощью сжатого воздуха или других газов. Он применяется для контроля сварных швов сосудов или трубопроводов, которые работают под высоким давлением. Для этого изделие погружают в ванную с водой, после чего внутрь его подают сжатый воздух до тех пор, пока давление внутри изделия не будет превышать рабочее на 30-50%.
Если речь идет о крупногабаритном изделии, которое невозможно поместить в ванную с водой, то его покрывают специальным пенным раствором (мыльным раствором), после чего внутрь подается газ. Появление на внешней поверхности изделия пузырьков свидетельствует о наличии дефектов.
Гидравлический метод проверки
Гидравлический метод оценки сварных швов применяют для контроля прочности изделия. Он используется для проверки котлов, трубопроводов и других конструкций, которые работают под избыточным давлением. Перед началом испытания проводят герметизацию изделия с помощью заглушек, а наружные швы обдувают сжатым воздухом. После этого изделие заполняется жидкостью до тех пор, пока давление внутри не будет превышать 1.5-2 раза рабочее. Конструкция под избыточным давлением выдерживается определенное время. О наличии дефектов свидетельствуют увлажнения, которые появляются на поверхности швов.
Он используется для проверки котлов, трубопроводов и других конструкций, которые работают под избыточным давлением. Перед началом испытания проводят герметизацию изделия с помощью заглушек, а наружные швы обдувают сжатым воздухом. После этого изделие заполняется жидкостью до тех пор, пока давление внутри не будет превышать 1.5-2 раза рабочее. Конструкция под избыточным давлением выдерживается определенное время. О наличии дефектов свидетельствуют увлажнения, которые появляются на поверхности швов.
В основе метода магнитной дефектоскопии лежит свойство электромагнетизма. Каждый металл имеет определенную степень магнитной проницаемости. Если он неоднородный, при прохождении сквозь металл магнитного поля оно искажается. Это свидетельствует о неоднородности структуры. Для контроля используется специальный прибор, генерирующий магнитное поле. Поверхность шва посыпают специальным ферримагнитным порошком, который позволяет визуализировать магнитные линии. Если они ровные, значит сварное соединение признается качественным. При наличии дефектов линии будут иметь видимые искажения.
При наличии дефектов линии будут иметь видимые искажения.
Если магнитное поле искажается, порошок скапливается в месте, в котором имеется дефект. Данный метод эффективен, но он может применяться только для работы с ферримагнитными материалами. Это является его главным недостатком. С его помощью нельзя проверить качество сварки алюминия, меди и некоторых других металлов. Еще один недостаток – данный метод достаточно дорогой. Поэтому используется только в случае, если необходима точная проверка важных элементов.
Проверку качества сварных швов можно проводить с помощью ультразвука. В основе этого метода лежит свойство звуковой волны отражаться по-разному от ровной и деформированной поверхности. Раковины, сколы и другие дефекты имеют свои акустические особенности, которые фиксируются с помощью специального оборудования.
Для экспертизы качества шва на него воздействуют ультразвуком. Если имеют место пустоты, раковины, трещины, звуковая волна от поверхности отражается под другим углом, что фиксирует чувствительная аппаратура.
Ультразвуковой метод востребован, так как он достаточно простой, эффективный и недорогой. Для его применения не нужно сложное, дорогостоящее оборудование, не нужно учитывать физико-химические свойства материалов. К недостаткам ультразвукового метода относят то, что проверку может проводить специалист, имеющий специальную подготовку. Сварщик самостоятельно контрольную операцию выполнить не может, так как для этого нужны специальные знания и навыки.
Радиографический, или как его еще называют – радиационный метод, основывается на свойствах гамма-излучения. Принцип данного метода такой же, как и принцип медицинского рентгена. Проверяемая поверхность подвергается воздействию гамма лучей, которые проходят сквозь металл. Если имеют место пустоты, неоднородности или другие дефекты, они отражаются на пленке. Этот метод считается одним из наиболее эффективных.
Радиографический метод используется не достаточно широко, так как имеет существенные недостатки. Для его проведения необходимо сложное, дорогостоящее оборудование. Сканирование должен проводить специально обученный специалист, при этом предъявляются высокие требования к соблюдению техники безопасности. С оборудованием нельзя работать длительное время, так как рентгеновское излучение негативно воздействует на организм человека.
Химический метод применяется для контроля герметичности сварных швов трубопроводов, элементов гидравлических систем, емкостей, которые работают под давлением, а также открытых систем. Он базируется на свойствах индикаторного вещества изменять свой цвет за счет химического воздействия с контрольным веществом.
Поверхность шва зачищается, на нее наносится фенолфталеиновый раствор. Обработанное место накрывается тканью, пропитанной азотнокислым серебром. Таким образом можно определить наличие локальных течей, так как в этих местах фенолфталеин приобретает красный цвет, а серебро – серебристо-черный.
Обработанное место накрывается тканью, пропитанной азотнокислым серебром. Таким образом можно определить наличие локальных течей, так как в этих местах фенолфталеин приобретает красный цвет, а серебро – серебристо-черный.
Перед испытанием химическим методом изделие подвергают пневматическому или гидравлическому испытанию. После этого внутрь его подается контрольный газ, он нагнетается до испытательного давления и выдерживается определенное время. Если есть течи, их местонахождение можно определить по изменению цвета контрольного вещества.
Такой метод проверки качества сварных швов достаточно прост. Для контроля не задействуется дорогостоящее оборудование, не требуются специальные знания и навыки персонала. Но у него небольшая чувствительность и надежность из-за неустойчивости химических реакций и неустойчивости индикаторных пятен.
Контроль качества сварочных швов позволяет обнаружить дефекты до того, как изделие поступит в эксплуатацию.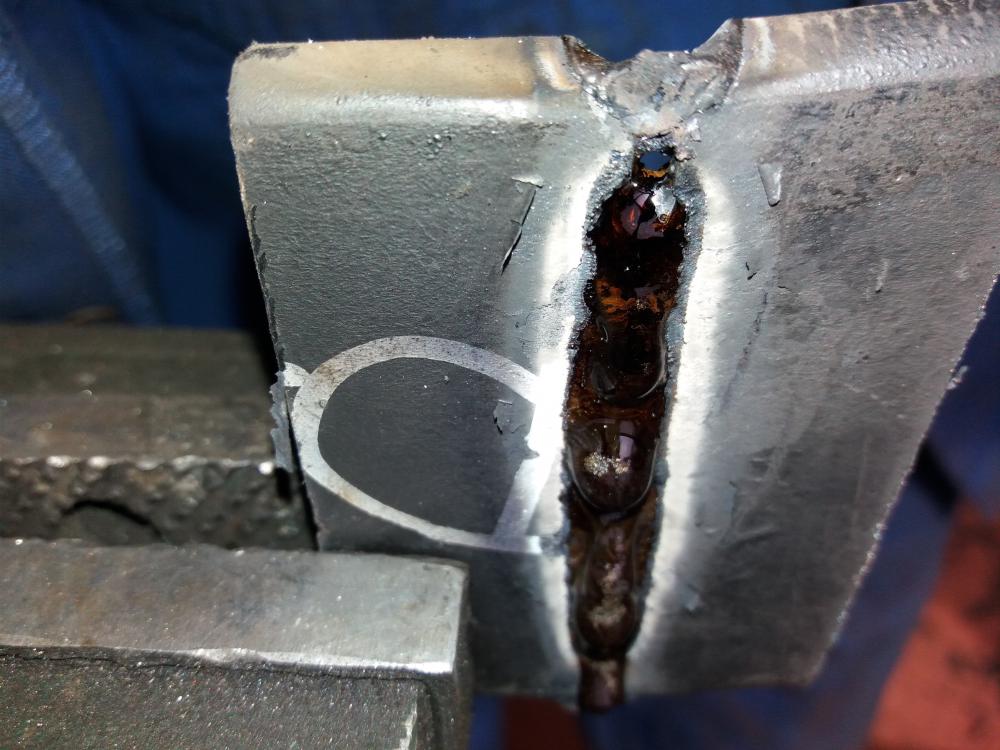 Проверка может выполняться разными методами, в зависимости от технических возможностей предприятия. Для повышения эффективности экспертизы рекомендуется комбинировать способы контроля качества .
Проверка может выполняться разными методами, в зависимости от технических возможностей предприятия. Для повышения эффективности экспертизы рекомендуется комбинировать способы контроля качества .
Контроль качества сварных швов необходим перед вводом объектов в эксплуатацию. Только после тщательной проверки можно сделать заключение о возможности использования конструкций, их безопасности и долговечности.
Проверка может выполняться разными методами, в зависимости от технических возможностей предприятия. Для повышения эффективности экспертизы рекомендуется комбинировать способы контроля качества.
Объективное и профессиональное заключение могут дать специалисты группы компаний КТБ, обладающие значительным опытом проведения подобных испытаний на объектах различной сложности.
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
СОДЕРЖАНИЕ
- Методы контроля качества сварных швов
- Визуальный контроль
- Капиллярный контроль
- Проверка сварных швов на герметичность
- Магнитное поле
- Ультразвук
- Радиография
- Заключение
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
СОДЕРЖАНИЕ
- Методы контроля качества сварных швов
- Визуальный контроль
- Капиллярный контроль
- Проверка сварных швов на герметичность
- Магнитное поле
- Ультразвук
- Радиография
- Заключение
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
СОДЕРЖАНИЕ
- Методы контроля качества сварных швов
- Визуальный контроль
- Капиллярный контроль
- Проверка сварных швов на герметичность
- Магнитное поле
- Ультразвук
- Радиография
- Заключение
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом.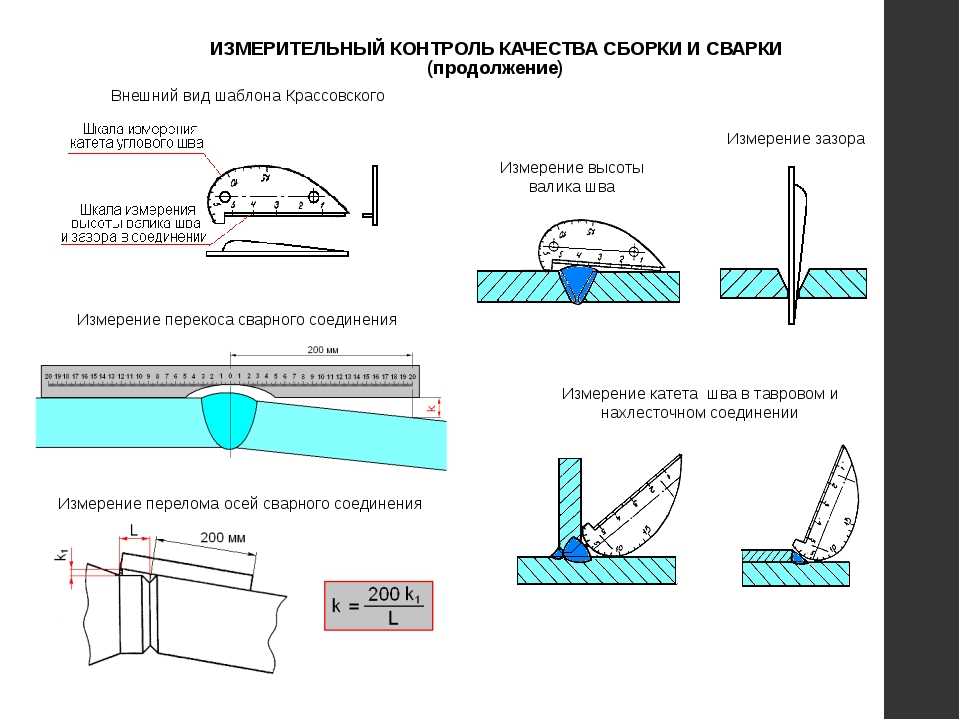 Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды. В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Методы контроля качества сварных соединений
Среди обязательных этапов любых сварочных работ находится проверка качества швов. Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Благодаря такому подходу, специалист может выявить недоработки, которые негативно сказываются на прочности соединения. Своевременное устранение производственных дефектов позволяет продлить срок службы металлоконструкции. Как проверить качество сварного шва? Конечно, это можно оценить визуально. Но это далеко не точный и не единственно доступный метод контроля.
Ни один специалист, даже самый опытный, визуально не сможет определить наличие пустот и трещин внутреннего характера. Здесь необходим совершенно иной подход. На больших предприятиях качество мониторится контроллером сварочных работ. А во всех остальных случаях ответственность ложится на плечи самого исполнителя. Далее мы рассмотрим разные существующие варианты проверки швов, помимо визуального контроля.
СОДЕРЖАНИЕ
- Методы контроля качества сварных швов
- Визуальный контроль
- Капиллярный контроль
- Проверка сварных швов на герметичность
- Магнитное поле
- Ультразвук
- Радиография
- Заключение
Методы контроля качества сварных швов
На практике применяются разные средства технического контроля, которые отличаются нюансами в работе; обладают разными достоинствами и недостатками. Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Тем не менее, весь их функционал ориентирован на то, чтобы определить прочность и долговечность сварочного шва. Качество соединения двух металлических заготовок можно предсказать. Ведь в большей части оно зависит от мастерства исполнителя и качества используемых расходников. Обладая этими данными, несложно предусмотреть итог контроля. Однако, лучше выполнить несложные процедуры контроля, чтобы объективно убедиться в надежности соединения.
Самым распространенным способом определения качества сварного шва остается визуальный. Наряду с ним используются магнитный, капиллярный и радиационный виды контроля. Конечно, существуют и другие варианты, но перечисленный выше являются максимально простыми и наиболее часто востребованными. Желательно практиковать пооперационный контроль качества. Сначала сварочный шов осматривается, после этого выполняется капиллярное исследование образца и т.д.
Читайте также: Дефекты и способы испытания сварных швов
Визуальный контроль
Наиболее доступный способ определить качество сварных соединений. Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Для внешнего осмотра не нужны никакие дополнительные приборы или материалы. Достаточно иметь хорошее зрение и обладать внимательностью к деталям. Сварное соединение необходимо рассматривать как можно тщательнее. Говорить о хорошем качестве можно только тогда, если нет видимых дефектов, сколов, трещин; а шов характеризуется одинаковой шириной (высотой) по всей длине. Очень важно, чтобы не было грубых дефектов сварки: складок, наплывов, непроваренных участков.
Чтобы максимально эффективно контролировать качество сварного шва, стоит в перечень используемых инструментов включить хорошую лампу, лупу, штангенциркуль и рулетку. Эти инструменты понадобятся, чтобы найти дефект, определить его размеры и наметить пути устранения проблемы. Простейшие приспособления, конечно, не позволяют полноценно контролировать качество сварки, но станут первым шагом на пути к этому.
Читайте также: Визуальный контроль качества сварных соединений
Капиллярный контроль
Проверенный временем способ дает возможность проверить сварной шов на прочность. Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Суть его сводится к тому, что для проверки применяются специальные жидкости с высокой текучестью. Они проникают в самые тонкие пустоты, которые принято называть капиллярами.
Данный метод дает возможность проверить качество сварного соединения с любого состава. Он отлично подходит в ситуациях, когда есть потребность в проверке скрытых дефектов сварного соединения при ограниченном бюджете на проверку. Здесь нет потребности в дорогостоящем оборудовании, а исполнить манипуляции сможет даже новичок.
Жидкости, которые применяются в капиллярной методе оценки, называются пенетрантами. Это походное слово от английского «penetrant», что переводится как «проникающая жидкость». Для них характерно малое поверхностное натяжение. Благодаря такому свойству, субстанция легко проникает в капилляры, которые могут образоваться во время сварки. Говоря проще, пенетранты проникают в пустоты, окрашивают их, делая видимыми для человеческого глаза.
На практике используются разные растворы, каждый из которых можно приготовить самостоятельно. Они отличаются не только химическим составом, но и свойствами. На практике чаще всего применяются пенетранты, изготовленные на основе воды либо другой органической жидкости – бензола, скипидара и т.д. Именно они наиболее чувствительны к самым незначительным дефектам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проверка сварных швов на герметичность
На капиллярно методе испытания сварочного шва не заканчиваются. Важно определить степень герметичности стыка. Метод, который применяется в данных целях, называется по-разному: пузырьковый, гидроиспытание, течеискание и много иных вариаций. Их объединяет общая суть – обнаружение дефектов герметичности.
Герметичность стыка проверяется при помощи газа или жидкости. Суть метода идентична капиллярному. Разница заключается только в том, что кислород, азот или вода подаются под высоким давлением. Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Субстанции распределяются по пустотам и в случае негерметичности стыка, выходят наружу. Классификация методологий зависит от вида применяемого материала. Он бывает гидравлическим или пневматическим. Последний делится на подвиды: вакуумный или нагнетательный.
Пневматический метод контроля базируется на использовании воздуха или газовоздушной смеси, которые подаются к тестируемой области под давлением. Предварительно место стыка обильно смазывается раствором из воды и мыла. Подвидом пневматического метода является контроль с использованием вакуума. Сварочный шов промазывается мыльным раствором. После этого конструкция или деталь помещается в безвоздушную среду, созданную специальным оборудованием. Если существуют сквозные дефекты, то будут образовываться мыльные пузыри.
Для приготовления мыльного раствора необходимо использовать один кусок мыла на литр воды. В случаях, когда предполагается использовать раствор при отрицательной температуре, необходимо половину воды заменить техническим спиртом. Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Не лишним будет подключение манометра к емкости, где создается вакуум или нагнетается давление. Изменения в показаниях прибора будут свидетельствовать о наличии дефектов сварочного шва.
Есть очень простой и надежный способ контроля качества шва, который заключается в погружении испытуемой детали в воду. Не требуется ни мыльный раствор, ни герметичные резервуары или нагнетательное оборудование. В случаях, когда присутствуют дефекты, то из детали, погруженной в воду, будут подыматься мелкие пузырьки воздуха. Данный метод называют полевом. Несмотря на свою простоту, он достаточно эффективный.
Еще одна разновидность пневматического контроля основывается на проверке соединений при помощи аммиака. Он подается на соединение вместо воды или газа. Предварительно стыки покрываются бумажной лентой. Аммиак проникает во все доступные полости и, если шов имеет пустоты, то на поверхности бумажной ленты образуются красные пятна.
При гидравлическом методе контроля давление создается при помощи масла или воды.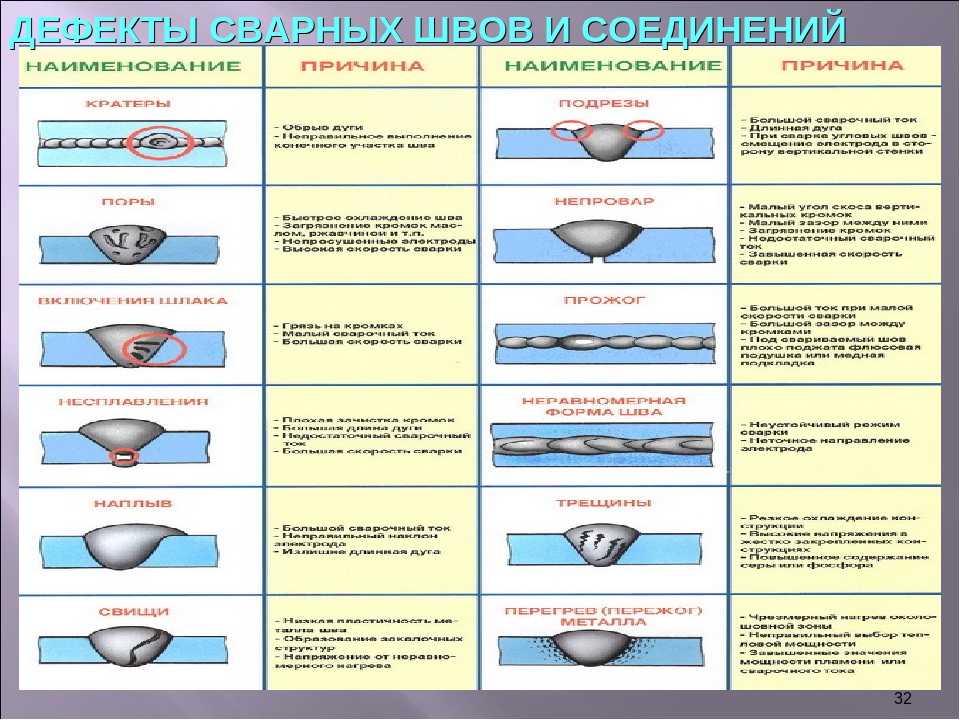 В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
В зависимости от вида металла деталь выдерживается в жидкости от 5 до 15 минут. В это время зона по периметру сварочного шва обстукивается молоточком. Даже при слабых ударах жидкость станет вытекать в случаях, когда шов имеет сквозные дефекты.
Читайте также: Виды сварных соединений и швов
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
Ультразвук
Для контроля над качеством сварного шва используются также уникальные свойства ультразвука. Звуковые волны по-разному отражаются от монолитной и деформированной поверхности. Сколы и трещины имеют свои акустические особенности, которые фиксируются специальной аппаратурой. Проще говоря, на сварочный шов подается ультразвук. Если он сталкивается с пустотой, сколом или иным дефектом, то отображается от металла под другим углом. Более того, разные виды дефектов отражают ультразвук неодинаково, что позволяет диагностировать их.
Благодаря тому, что ультразвуковой метод диагностики является сравнительно недорогим и стабильно эффективным, он используется повсеместно. Распространению способствует и простота использования. К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
К примеру, не нужно учитывать физико-химические особенности металлических сплавов, как в случаях с магнитным или радиационным контролем. Да и приобретение дорогостоящей оснастки тоже не требуется. Недостатком является необходимость наличия специальных знаний и навыков. То есть для контроля привлекается специалист со стороны. Сварщик выполнить процедуру самостоятельно не сможет.
Радиография
Радиационный контроль сварных швов является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.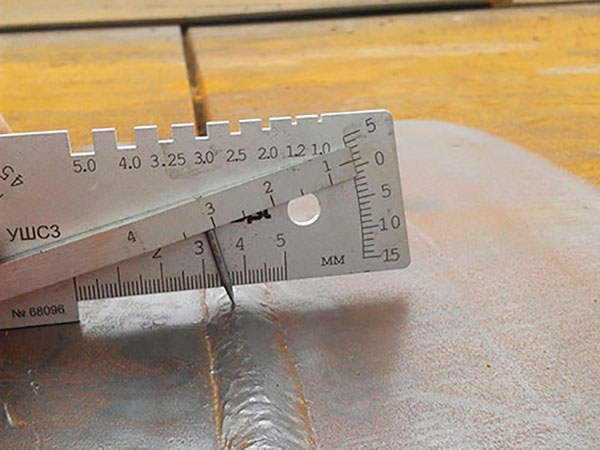
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Заключение
Специалист, выполняющий контроль качества сварных соединений металлоконструкций, должен максимально ответственно относиться к своим обязанностям. От его внимательности зависит функциональность и срок службы конструкции. Нужно фиксировать все отклонения от нормы, которые поддаются диагностированию. Чтобы получить максимально детальную картинку, желательно комбинировать несколько методов контроля. Строго воспрещается прибегать к методам, которые могут нанести вред сварному соединению.
Проверка качества сварочных швов в системе неразрушающего контроля
14 Марта 2018
Ультразвуковое обследование сварных соединений металлоконструкций.
Контроль проводился в соответствии с требованиями ГОСТ 14782-86.
Объект контроля: сварные соединения усиливающих деталей 7-4 в переходе из 2-го строения в 14-ое,1-й этаж.
СХЕМА ОБЪЕКТА КОНТРОЛЯ №1
ФОТО ОБЪЕКТА КОНТРОЛЯ №1
РЕЗУЛЬТАТЫ КОНТРОЛЯ ОБЪЕКТА КОНТРОЛЯ №1
|
№ П.П. |
№ Сварного соединения |
Типо размер соединения, мм |
Контроле доступность |
Оценка, балл |
Примечание |
|
1 |
1 |
5 |
1ДК |
Не годен |
Присутствуют недопустимые дефекты |
|
2 |
2 |
5 |
1ДК |
Годен |
|
|
3 |
1а |
5 |
1ДК |
Не годен |
Присутствуют недопустимые дефекты |
|
4 |
2а |
5 |
1ДК |
Годен |
|
Проверка сварного шва — сопровождение и завершение сварочных работ
Всесторонний и полный контроль сварных швов – ключевой компонент обеспечения надёжного и качественного соединения деталей в узел и работоспособности обследуемого объекта. Правильная оценка качества шва важна всегда, но в ответственных соединениях параметры шва нормируются. Регламентируется и контроль этого типа соединений.
Правильная оценка качества шва важна всегда, но в ответственных соединениях параметры шва нормируются. Регламентируется и контроль этого типа соединений.
Нормы государственных стандартов, отраслевые нормы задают все необходимые требования к сварке:
- Обработку кромок и деталей
- Сварочные материалы и технологии
- Регламент контроля.
Вот почему качество объекта, в котором предусмотрена сварка, закладывается на стадии проектирования. Грамотный дизайн конструкции любого объекта предусматривает удобство выполнения сварочных работ, обработку швов и их контроль, а впоследствии – антикоррозионные и отделочные мероприятия. Таким образом, качество сварного шва определяется до начала его исполнения — грамотным дизайнерским и конструкторским решением.
Качество сварного соединения
Соединения металлических деталей сваркой играют различную роль в общей работе конструкции. Ответственные соединения при деформации или разрушении делают невозможной эксплуатацию всего узла, изделия или конструкции. Очень часто угроза потери сварным соединением работоспособности неизбежно ведёт к крупной аварии и большой опасности для многих людей. Это – важные, ответственные соединения, контроль которых осуществляется самым тщательным образом, строго нормируемым соответствующими правилами и законами.
Очень часто угроза потери сварным соединением работоспособности неизбежно ведёт к крупной аварии и большой опасности для многих людей. Это – важные, ответственные соединения, контроль которых осуществляется самым тщательным образом, строго нормируемым соответствующими правилами и законами.
Измерение геометрии сварного шва
Во многих конструкциях использованы такие соединения сваркой, деформации и разрушение которых приведут к незначительным негативным явлениям без угрозы людям и без серьёзных убытков. Такие соединения должны соответствовать нормам самого общего характера. Проверка таких швов выполняется в общем порядке, без детального анализа и полной проверки.
Важная часть сварочной технологии – точная настройка режима каждой операции. Такое уточнение режима сварки реализуется выполнением пробных швов с использованием проектных материалов для будущего соединения. Эти образцы можно подвергать любому виду контроля, в том числе – со вскрытием (разрезкой) швов для анализа. Пробы позволяет уточнить параметры тока, проверить точность выбора электродов или других сварочных материалов.
Пробы позволяет уточнить параметры тока, проверить точность выбора электродов или других сварочных материалов.
Вся подготовительная работа значительно уменьшает риск брака в выполнении соединений сваркой, а проверка качества сварных швов всегда доказывает целесообразность пробных образцов.
Порядок проверки сварных соединений
Порядок выполнения оценки качества сварных соединений приблизительно одинаков для всех случаев применения технологии сварки. Проверку выполняют таким образом:
- Выполненный участок шва зачищают от шлака и окалины, а при необходимости – обрабатывают раствором кислоты для получения однородной поверхности шва
- Выполняют визуальный осмотр и замеры параметров шва
- Производят инструментальную проверку качества шва согласно регламенту, предусмотренному нормами для изготавливаемого изделия или конструкции.
На практике первые фазы такого контроля проводят в процессе выполнения сварки. Специалист-сварщик проверяет выполнение операции, добиваясь достаточного уровня качества, для чего требуется контролировать параметры сечения шва (величину катета), его длину и другие требования, например – к выполнению прерывистого шва.
Специалист-сварщик проверяет выполнение операции, добиваясь достаточного уровня качества, для чего требуется контролировать параметры сечения шва (величину катета), его длину и другие требования, например – к выполнению прерывистого шва.
Магнитный метод проверки образца сварного шва
Только добившись полного выполнения технологических требований, сварщик объявляет шов выполненным и предъявляет его к проверке, зачистив от шлака и окалины. На практике исполнение важных и ответственных швов делается в присутствии специалистов, отвечающих за качество такой работы. Эти специалисты выполняют текущий контроль процесса сварки, корректируют этот процесс, контролируют его.
Хорошая организация сварочных работ, участие в них компетентных специалистов нужного уровня обеспечивают высокое качество, которое почти всегда подтверждается точным инструментальным контролем.
Особенности контроля сварочных работ
Выполняемый контроль сварных соединений преследует цель не только выяснить качество шва, но и его соответствие особенным требованиям узла, изделия или конструкции, для которой он выполнен. Одно из основных таких требований – герметичность шва и его способность выдержать давление.
Одно из основных таких требований – герметичность шва и его способность выдержать давление.
Особенности некоторых изделий, изготавливаемых с применением сварки таковы, что контроль под давлением осуществить невозможно. В таком случае эта проверка откладывается на момент испытания полностью готового объекта. Так поступают при испытаниях ёмкостей и трубопроводов, работающих под высоким давлением. Дефекты швов, обнаруженные при испытании давлением, исправляют и проверяют качество повторным испытанием.
Одна из главных особенностей проверки качества сварных соединений заключается в необходимости контролировать весь процесс, от разделки кромок до зачистки готового шва от шлака и окалины. Отчасти такая необходимость объясняется тем, что сварку выполняет один человек и надёжность многих сложных, дорогостоящих и опасных конструкций нельзя оставлять в зависимости от одного, самого ответственного исполнителя или подрядчика.
Небольшая группа специалистов, в которую хорошо включать инженера, способна обеспечить хорошую поддержку непосредственному исполнителю сварочных работ, квалификация которого в самом лучшем случае ограничена практическими навыками. В такой группе могут приниматься более точные решения о корректировке режима сварки, что в конечном итоге отражается на качестве готового шва. Важна мотивация сварщика и всей группы, заинтересованных в качественном выполнении сварочных работ.
В такой группе могут приниматься более точные решения о корректировке режима сварки, что в конечном итоге отражается на качестве готового шва. Важна мотивация сварщика и всей группы, заинтересованных в качественном выполнении сварочных работ.
Осмотр и замеры сварочных швов
При выполнении серьёзных, ответственных сварочных операций к контролю шва относят проверку разделки кромок соединяемых деталей, от которых зависит соответствие всей операции проектным требованиям.
Цель первой стадии контроля сварных соединений – проверка параметров шва и обнаружение видимых изъянов, а также – признаков внутренних дефектов. Вот что проверяет эксперт, выполняющий такую работу:
- Делаются замеры длины шва
- Шаблоном проверяют профиль (сечение) шва
- Оценивается равномерность шва, его внешний вид, свидетельствующий о качестве наплавленного металла
- Шов тщательно осматривается на предмет поиска непроваров, подрезов, следов обрыва дуги — основных дефектов сварочной технологии
- Уточняется характер последующих фаз контроля, учитывающих требования норм и характер операции.


Внешний вид шва многое говорит опытному специалисту, неспроста некоторые швы подвергают самому придирчивому контролю. В случае обнаружения недопустимого брака шов срезают или вырубают, после чего выполняют заново. Есть изделия и конструкции, в которых повторное выполнение сварочной операции не допускается, такие детали и узлы изготавливают заново.
Сварщик выполняет первые этапы визуального контроля в процессе сварки шва
Значительные дефекты, обнаруженные визуально, являются достаточным основанием для признания шва браком, другие виды диагностики при этом не требуются. После исправления дефектов проверку сварных швов выполняют заново.
Ультразвуковой контроль сварки
Проверка сварочных швов ультразвуковой аппаратурой – самый распространённый метод неразрушающего контроля соединений такого рода. Это объясняется самыми широкими возможностями такой аппаратуры, простотой и безопасностью её работы, пригодностью для применения в полевых условиях.
Ультразвуковые дефектоскопы предназначены для обнаружения мест с нарушением цельности и плотности металла, для поиска трещин, пустот, каверн, включений шлака и других дефектов.
Магнитная проверка швов
Ещё один достаточно распространённый способ контроля качества сварных швов основан на использовании свойств магнитного поля, на состоянии которого отражаются внутренние дефекты сварного соединения. Этот метод особенно хорош в стационарных условиях производства, но есть и портативная аппаратура для его применения «на выезде».
В зоне проверки выполненной сварки создаётся сильное магнитное поле, а на поверхность шва наносят мелкодисперсную смесь или взвесь со стальными опилками, которые занимают характерное положение, отражающее состояние магнитного поля в необходимом месте.
На равномерном фоне такого изображения отчётливо видны места, где магнитное поле неравномерно – это и есть место расположения дефекта или брака.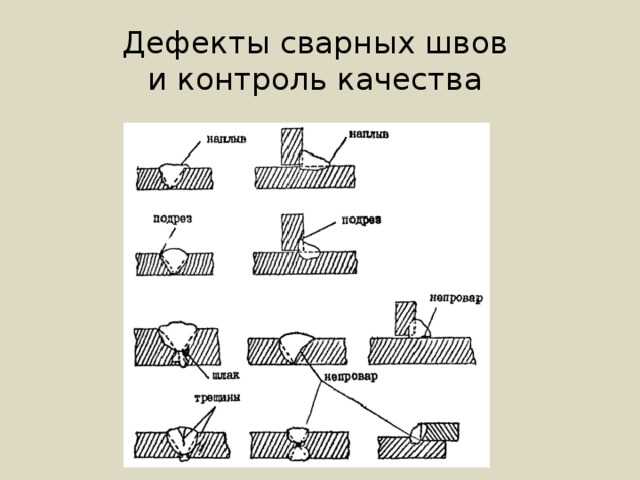 Одно из важных достоинств этого метода – его наглядность и простота. Рисунок характера магнитного поля, отображённый на поверхности сварочных швов детали можно сфотографировать и включить в документацию о выполнении контроля.
Одно из важных достоинств этого метода – его наглядность и простота. Рисунок характера магнитного поля, отображённый на поверхности сварочных швов детали можно сфотографировать и включить в документацию о выполнении контроля.
Капиллярный контроль
Ещё один хороший способ проверки качества сварки – капиллярный контроль, который в старые времена назывался керосиновой пробой. Суть этого метода заключается в том, что керосин, обладающий очень высокой степенью текучести, способен проникать в самые тонкие зазоры и трещины, где он потом обнаруживается с помощью специальных вспомогательных материалов.
Эта технология применяется и сейчас, причём в старинном виде, с использованием керосина и мела, который наносят на обследуемое место. На поверхности, покрытой мелом, проявляются следы керосина, сохранившегося в дефектных местах – трещинах шва.
Интересны особенности выполнения сплошного шва нахлестом. Такая технология формирования стыка листовых материалов или заготовок приводит к образованию небольшого промежутка между двумя швами, расположенными с обеих сторон плоскостного (в пределах ограниченного участка) по характеру объекта.
Для выполнения капиллярного контроля проникающую жидкость, керосин или пенетрант закачивают в этот промежуток под небольшим давлением через специально сделанное для этого отверстие. Следы проникновения пенетранта стараются обнаружить с одной, иногда – с обеих сторон фрагмента объекта.
Так же работает и современная замена керосину – пенетрант, который сохраняется в трещинах, полостях и прочих дефектных местах. Кстати, во многих современных составах для капиллярного анализа пенетрант либо содержит керосин, либо является полноценным керосином с добавками.
Теоретически возможны ситуации, при которых керосиновая проба может не отреагировать на наличие полостей в теле шва, но вероятность такого дефекта ничтожна.
Сварка рельсов
Рельсы железнодорожных и трамвайных путей соединяют сваркой на сложных узлах пересечений и разветвлений, а также – для уменьшения количества стыков. Для этого применяют три основные технологии:
- Обычная ручная дуговая сварка электродом
- Контактная сварка, в том числе — в виде газопрессовой технологии
- Термитная сварка – оригинальная технология, аналогичная процессу плавки и литья.
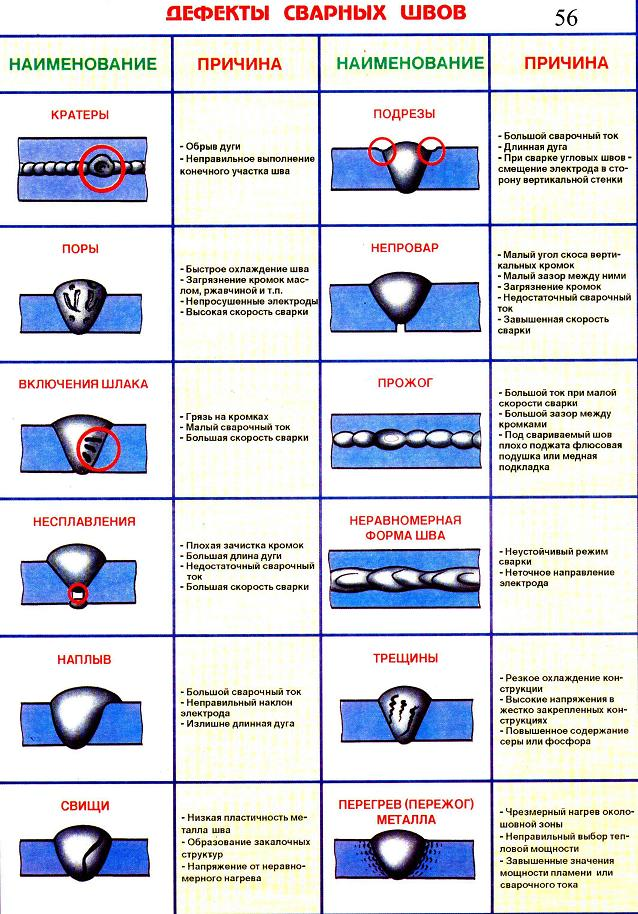
В особенных условиях протяжённых рельсовых путей используют специальные передвижные установки, представляющие собой мобильный сварочный пост, в составе которого есть и аппаратура неразрушающего контроля сварных швов и стыков. Такая организация сварки и её проверки важна для оперативного выполнения всех работ. Скорость сооружения или ремонта рельсового пути – важный фактор экономического характера.
Другие методы проверки качества сварки
В производственных, а иногда – в полевых условиях применяют и другие методы контроля сварных швов. Ограничения в их использовании обусловлены дороговизной, громоздкой или опасной аппаратурой. Вот несколько таких методов:
- Радиационный (рентгенографический) контроль, использование которого ограничивает дороговизна и опасность радиационного поражения для человека. Точность и наглядный характер этой проверки не позволяют отказаться от его применения
- Проверка высоким давлением – этот метод применим только для испытания объектов, формирующих замкнутый порожний объём. Места, где шов «пропускает», обнаруживаются при помощи обычного мыльного раствора
- Испытание герметичности аммиаком – эта методика, применяемая для проверки герметичности швов, имеет ограниченное применение из-за опасности аммиака для человека, однако отличается очень высокой точностью. Идея такой проверки состоит в том, что пары аммиака, которым удаётся проникнуть в самых малых количествах через обследуемый шов, вступают в реакцию с индикаторным составом с обратной стороны.
 Места, где шов «пропускает», обнаруживаются при помощи обычного мыльного раствора
Места, где шов «пропускает», обнаруживаются при помощи обычного мыльного раствораТехнологии проверки качества сварных швов приблизительно одинаковы для всех видов свариваемых материалов:
- Стали
- Нержавеющей стали
- Алюминия
- Чугуна
и некоторых других цветных металлов. Наибольшие сложности вызывает проверка результатов ручной дуговой сварки электродами, немного проще проверить результаты газосварки.
Более высокое качество сварного шва обеспечивает сварка полуавтоматом, выполняемая в среде углекислого газа. Настолько же качественными получаются швы, выполненные во многих современных технологиях автоматической сварки. Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
Настолько же качественными получаются швы, выполненные во многих современных технологиях автоматической сварки. Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
Общее качество сварочных работ принципиально выше на отлаженных производственных участках и линиях, работающих в стационарном режиме. В таком же постоянном, стационарном режиме работает и система контроля сварных соединений. Количество дефектов и брака в таких производственных условиях минимально.
Такой поточный режим применяют при изготовлении многих изделий и деталей в разных отраслях. Качественная наладка постоянного, стабильного режима сварки – гарантия высокого качества. В такой технологии серийного стационарного производства можно изготавливать даже крупноразмерные строительные конструкции.
В полевой обстановке, на стройплощадке, условия выполнения сварочных работ хуже, чем в производственном цеху, уровень качества швов также не так высок. Проверка в полевых условиях сложнее. Эти и многие другие факторы учитывают при разработке проектов тех объектов, где применяется сварка, а качественно запроектированный объект всегда будет доведён до завершения.
Проверка в полевых условиях сложнее. Эти и многие другие факторы учитывают при разработке проектов тех объектов, где применяется сварка, а качественно запроектированный объект всегда будет доведён до завершения.
Требования к качеству сварки | Качество сварки и проблемы | Основы автоматизированной сварки
Проверка качества сварки чрезвычайно важна, поэтому требуется всесторонний и строгий контроль качества. На этой странице представлены различные требования к качеству сварки.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.
Скачать
- Качество сварки
- Сварное соединение и качество
- Эффективность соединения и качество прочности
- Дефекты сварки и качество прочности
Ниже приведены типовые требования к качеству сварных изделий.
- Изделие выполнено точно в соответствии с проектными размерами.
- Продукт обладает необходимой функциональностью и прочностью (или безопасностью).
- Внешний вид сварного шва соответствует требуемому уровню.
Основные условия качества сварки для получения продукции такого высокого качества включают следующее:
- Отсутствие трещин или отверстий в валике.
- Бусина имеет равномерные волны, ширину и высоту.
- Готовое изделие соответствует проектным размерам и практически не имеет деформации.
- Сварка соответствует требуемой прочности.
- Сварные швы с полным проплавлением, которые плавятся и соединяют всю поверхность раздела между основными материалами, или сварные швы, включая сварные швы с частичным проплавлением, должны использоваться надлежащим образом для обеспечения необходимой жесткости.
Скачать
За исключением некоторых специальных основных материалов, прочность сварных соединений считается такой же, как у основных материалов.
Существует множество различных типов сварных соединений в зависимости от способа соединения основных материалов. Прочность сварки зависит от того, какие части основных материалов свариваются и как. Следовательно, для эффективного выполнения качественной сварки необходимо учитывать направления сил, которые будут приложены к изделиям после сварки.
Провар в сварном соединении важен для прочности, качества и эффективности сварки. Его необходимо выбирать в соответствии с формой основных материалов и необходимой прочностью. Сварные соединения классифицируются, как показано в таблице ниже, в зависимости от формы сварного шва.
| Сварной шов с разделкой кромок | Угловой шов | Пробковая сварка | Сварной шов | |
|---|---|---|---|---|
| Соединение встык | ||||
| Крестовина Тройник | ||||
| Угловое соединение | ||||
| Хомут | ||||
| Соединение внахлестку | ||||
| Краевое соединение |
Приведенные выше классификации являются лишь примером. Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.
Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.
- Сварной шов
- Заготовки сваривают по предусмотренному между ними разделке. Сварные швы с разделкой кромок можно далее разделить на сварные швы с полным проплавлением, при которых проплавляется вся поверхность раздела основных материалов, и сварные швы с частичным проплавлением, при которых проваривается часть поверхности раздела.
- Угловой сварной шов
- Угловые сварные швы соединяют поверхности двух основных материалов, расположенных почти под прямым углом, с помощью треугольных сварных швов, образующих тавровое, поперечное или угловое соединение.
- Пробковая сварка
- Это тип сварки соединений, при котором отверстие просверливается в материале, уложенном поверх (или под) другого материала.
- Сварной шов
- Это тип сварного шва, в котором вместо отверстия, используемого при сварке пробкой, просверливается эллипс или удлиненный паз.

Сварные швы с разделкой кромок и угловые швы обычно считаются типичными сварными соединениями, а сварные швы пробкой и швы с прорезями относятся к особым соединениям. Стыковые сварные швы относятся к сварным соединениям, в которых поверхности двух основных материалов почти заподлицо друг с другом. Однако в некоторых случаях «тавровые соединения» и «угловые соединения», в которых поверхности основных материалов не заподлицо, также могут называться стыковыми сварными швами, когда сварной шов имеет полное проплавление.
Скачать
Качество прочности сварного соединения тесно связано с эффективностью соединения, определяемой прочностью материалов, а также процессом сварки.
Связь между эффективностью соединения, прочностью сварного соединения и прочностью основных материалов может быть выражена следующим образом:
Эффективность соединения = Прочность сварного соединения / Прочность основных материалов
Например, стыковое соединение конструкционной стали увеличивает прочность металла шва и околошовной зоны должна быть выше прочности основных материалов. Когда нагрузка действует в направлении, перпендикулярном такому соединению, высока вероятность возникновения трещин в основном материале, а не в соединении. Это связано с тем, что пластичность и прочность соединения равны или выше, чем прочность основного материала. В этом случае совместная эффективность может быть оценена как 100% и выше.
Когда нагрузка действует в направлении, перпендикулярном такому соединению, высока вероятность возникновения трещин в основном материале, а не в соединении. Это связано с тем, что пластичность и прочность соединения равны или выше, чем прочность основного материала. В этом случае совместная эффективность может быть оценена как 100% и выше.
С другой стороны, сварка высокопрочной стали или алюминиевого сплава с высокой погонной энергией или сварка деформационно-упрочненной аустенитной нержавеющей стали или термообработанных алюминиевых сплавов вызывает размягчение зоны, подвергшейся тепловому воздействию во время сварки. Если полученная прочность металла шва ниже прочности основного материала, соединение разрушается. В этом случае совместную эффективность можно оценить в 70-80% и ниже.
Скачать
Чтобы предотвратить дефекты сварки и улучшить качество, важно выбрать материалы и процессы, подходящие для применения, на этапе проектирования сварки. Тем не менее, даже если конструкция соответствует требованиям, дефекты, возникающие во время сварки, будут иметь большое влияние на качество. Например, дефекты борта сильно влияют не только на внешний вид, но и на прочность. Это означает, что дефекты внешнего вида, такие как ямки, подрезы, нахлесты, недостаточное армирование, поверхностные трещины, меандрирование валика, остаточная канавка и зажигание дуги, непосредственно представляют собой дефекты качества сварки.
Тем не менее, даже если конструкция соответствует требованиям, дефекты, возникающие во время сварки, будут иметь большое влияние на качество. Например, дефекты борта сильно влияют не только на внешний вид, но и на прочность. Это означает, что дефекты внешнего вида, такие как ямки, подрезы, нахлесты, недостаточное армирование, поверхностные трещины, меандрирование валика, остаточная канавка и зажигание дуги, непосредственно представляют собой дефекты качества сварки.
На следующих страницах описаны примеры дефектов сварки, которые сильно влияют на качество, методы контроля, необходимые для поддержания качества, и последние примеры контроля, которые были оптимизированы благодаря активному внедрению технологий.
Скачать
- Качество сварки и проблемы Индекс
- Качество сварки и проблемы Поверхностные дефекты, ухудшающие качество сварки
ИНДЕКС
Процессы обеспечения и контроля качества сварки
16 декабря, 19 15:28 · Оставить комментарий · Джефф Кэмпбелл
Обеспечение качества
Обеспечение качества (ОК) — это набор определенных процессов систематического мониторинга и оценки для обеспечения качества продукции.
Контроль качества
Контроль качества (КК) — это процесс подтверждения того, что продукт соответствует спецификациям. Он включает в себя проверку и тестирование производственных процессов, а также конечных продуктов. Результаты этих тестов сравниваются с набором определенных критериев приемлемости. Проводя контроль качества во время производства, дефекты могут быть выявлены своевременно, что позволяет исправить дефект продукта и, при необходимости, внести коррективы в производственный процесс, чтобы предотвратить дальнейший брак.
При сварке QA/QC играет жизненно важную роль в обеспечении качественных и надежных сварных швов и минимизации переделок.
Зачем нужны процессы ОК/КК?
QA/QC играет жизненно важную роль в обеспечении качественных и надежных сварных швов и минимизации переделок.
В контрактах на поставку изделий может быть указано соответствие определенным стандартам сварки, что, в свою очередь, может предусматривать выполнение определенных процессов ОК и КК. В некоторых случаях заказчик указывает более строгий режим ОК/КК, чем фактический стандарт.
В некоторых случаях заказчик указывает более строгий режим ОК/КК, чем фактический стандарт.
В некоторых дисциплинах соблюдение определенных стандартов сварки является нормативным требованием, что делает обязательным использование конкретных процессов ОК/КК. Эти дисциплины включают сосуды под давлением, металлоконструкции и грузоподъемное оборудование.
ОК/КК также является хорошим способом показать, что в процессе изготовления применялась должная осмотрительность. Он также фиксирует состояние продукта во время и в конце завершения. Эта информация может быть использована в будущем для противодействия рекламациям дефектных продуктов.
Что может произойти, если процедуры ОК и КК не соблюдаются?
Невыполнение надлежащего обеспечения/контроля качества во время изготовления может привести к получению сварных швов разного качества. При появлении дефектов сварки потребуется их устранение, что может привести к задержке поставки продукта покупателю. Это также может привести к потере репутации производителя. Если договорное соглашение с заказчиком требует соблюдения стандартов, а применимые требования ОК/КК не соблюдались, это может привести к проблемам с договором и юридическим санкциям. Этот сценарий более вероятен, если после завершения изготовления будут выявлены проблемы с качеством, что приведет к задержкам и, что еще хуже, к выходу продукта из строя во время использования.
Это также может привести к потере репутации производителя. Если договорное соглашение с заказчиком требует соблюдения стандартов, а применимые требования ОК/КК не соблюдались, это может привести к проблемам с договором и юридическим санкциям. Этот сценарий более вероятен, если после завершения изготовления будут выявлены проблемы с качеством, что приведет к задержкам и, что еще хуже, к выходу продукта из строя во время использования.
Документы ОК/КК
«ПОКК определяет сроки проверок и испытаний, которые необходимо провести»
Действия по ОК/КК до и во время производственного процесса. QAP определяет сроки проверок и испытаний, которые необходимо провести. Он определяет ключевые роли персонала и распределяет обязанности между различными ролями. Детали сварки, класс и стандарты соответствия определяются инженером-конструктором с учетом области применения и требований заказчика. Это определит требования к контролю качества для проекта. Исходя из вышеизложенного, инженер по сварке обычно создает документацию по сварке для изготовления продукта. Эти документы обычно Спецификация процедуры сварки (WPS) и Карты сварки и составляют основу для контроля качества сварки.
Исходя из вышеизложенного, инженер по сварке обычно создает документацию по сварке для изготовления продукта. Эти документы обычно Спецификация процедуры сварки (WPS) и Карты сварки и составляют основу для контроля качества сварки.
WPS содержит инструкции по выполнению определенных сварных швов. Если обычно указывается стандарт сварки, процесс сварки, тип сварки, подготовка сварки, требования к предварительному и последующему нагреву, положение/я сварки, температуры между проходами, спецификация электрода/наполнителя, сведения о газе, диапазон силы тока/напряжения, скорость, тип тока , полярность и т. д.
Карты сварки — показывает расположение сварных швов и назначает каждому сварному шву соответствующую спецификацию процедуры сварки (WPS) .
Аттестация ТУ и сварщиков
После составления ТУ необходимо пройти аттестацию самой ТУ и сварщика.
Аттестация сварщика
Аттестация сварщика должна быть проведена для подтверждения способности сварщика наплавлять прочный металл для определенного типа сварного шва, материала и положения сварного шва.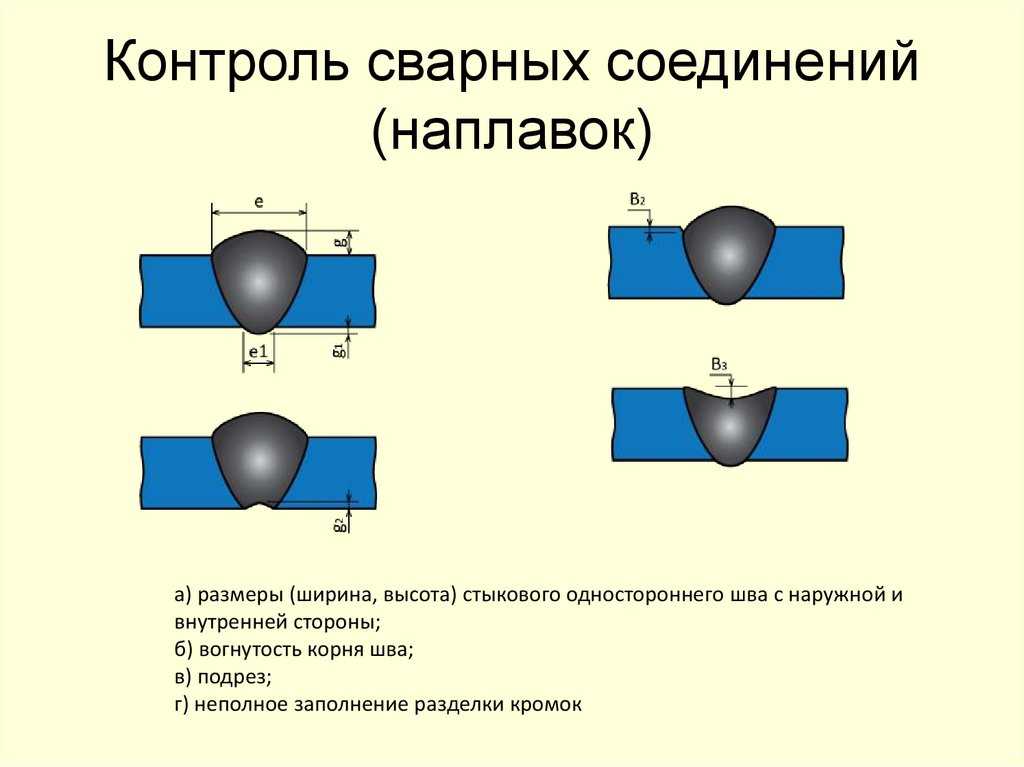
Квалификация WPS
Квалификация WPS служит для определения того, способны ли сварные швы обеспечить требуемые характеристики для его применения.
Объем испытаний, необходимых для аттестации WPS, будет зависеть от того, используются ли предварительно аттестованные материалы для подготовки к сварке и расходные материалы. В некоторых случаях (например, при использовании стандартных сварных швов, прошедших предварительную проверку) может потребоваться минимальное испытание или его отсутствие. В тех случаях, когда требуется квалификация WPS, образцы для испытаний сварных швов (также называемые образцами сварки) изготавливаются в соответствии с WPS и стандартом соответствия. Неразрушающий контроль (NDT) и Разрушающий контроль (DT) затем проводится на образцах для проверки дефектов сварки и свойств соединения. Документ Процедура Квалификационный отчет (PQR) или Протокол квалификации процедуры сварки (WPQR) используется для документирования квалификации сварки.
Аттестация сварщика должна быть выполнена для подтверждения способности сварщика наплавлять прочный металл шва для определенного типа сварного шва, материала и положения сварного шва. Квалификация сварщика действительна для различных материалов, толщин, положений и типов сварных швов в зависимости от квалификационного стандарта. Это задокументировано в Сертификате квалификационных испытаний сварщика и Квалификационном сертификате сварщика .
Процедура проверки и испытаний (ITP) , Контрольные и испытательные листы – Эти документы создаются на основе WPS и проектной документации. Они завершаются по мере проведения проверок/испытаний КК для регистрации.
Контроль качества перед сваркой
Контроль качества перед фактической сваркой обычно включает в себя следующее:
- Подтверждение материала для обеспечения соответствия химического состава и механических свойств проектным спецификациям – как правило, путем осмотра материала сертификаты. В определенных обстоятельствах также может потребоваться некоторое тестирование, например. на толстых листах УЗК для исключения расслоения во время/после сварки.
- Подготовка шва для обеспечения соответствия подготовки проектным спецификациям и/или указанному стандарту сварки. Это включает в себя проверку размеров и чистоты.
- Соединение проверки – раскрытие корней, прихватки и подкладочный материал (и т. д.) соответствуют WPS и стандартам соответствия.
- Сварщик Квалификация – проверьте, имеет ли сварщик квалификацию для выполнения сварки.
 В определенных обстоятельствах также может потребоваться некоторое тестирование, например. на толстых листах УЗК для исключения расслоения во время/после сварки.
В определенных обстоятельствах также может потребоваться некоторое тестирование, например. на толстых листах УЗК для исключения расслоения во время/после сварки.Контроль качества во время сварки
- Убедитесь, что температура предварительного нагрева и межпроходная температура находятся в пределах, указанных в WPS
- Подтвердите, что наполнитель соответствует требованиям WPS
- Другие проверки: очистка между проходами, внешний вид сварного шва, обратная строжка, где указано
- Подтвердите, что WPS отслеживается
- Неразрушающий контроль согласно спецификации
КК после сварки
Масштаб КК будет зависеть от стандарта соответствия сварке, класса сварного шва и соглашения с заказчиком.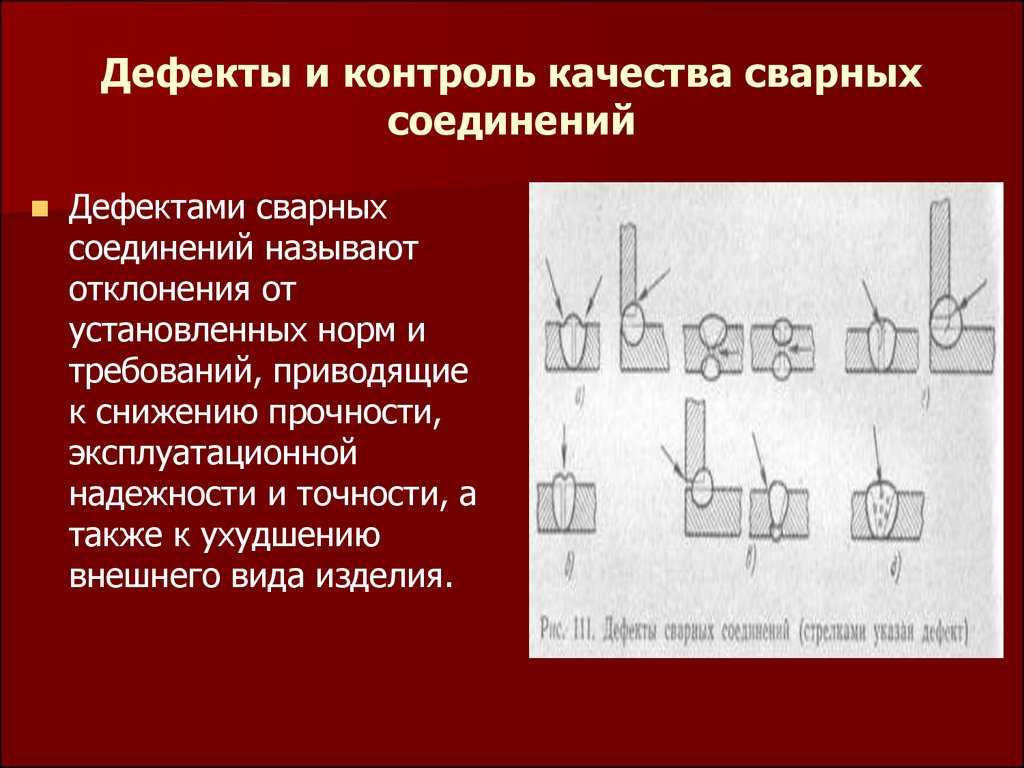 Тестирование может быть DT или NDT .
Тестирование может быть DT или NDT .
Разрушающий контроль (DT)
«НК проводится только на готовом изделии»
Как следует из названия, DT требует физического разрушения детали или сварного шва для проверки сварного шва. Обычно он включает в себя разрезание детали и/или разрыв сварного шва. Как правило, неразрушающий контроль выполняется только на готовом изделии, но может потребоваться DT на одной или нескольких частях образца. DT чаще используется для квалификаций WPS и Welder. Общие процессы DT следующие:
Макротестирование – Срезы полируются, травятся и исследуются под микроскопом на наличие дефектов.
Испытание на разрыв – Образец углового сварного шва разрывается, а поврежденные поверхности исследуются на наличие несплошностей.
Испытание на растяжение – Испытание на растяжение проводится на сварном образце.
Испытание на изгиб – Образец изгибается до заданного радиуса изгиба для оценки пластичности и прочности сварного шва.
Неразрушающий контроль (НК)
Неразрушающий контроль включает проверку сварных швов без разрушения сварных швов или деталей. Ниже приведены распространенные методы неразрушающего контроля:
- Визуальное сканирование – визуальная проверка для подтверждения того, что сварные швы соответствуют чертежам, т. е. тип сварных швов, их расположение.
- Визуальный осмотр – визуальный осмотр сварного шва на наличие видимых дефектов в соответствии со стандартом соответствия сварке.
- Капиллярный контроль (PT) – Краситель для обнаружения поверхностных дефектов в сварном шве.
- Магнитопорошковая дефектоскопия (MT) – Магнетизм для обнаружения поверхностных или близких к поверхности дефектов в сварном шве.
- Ультразвуковой контроль (УЗК) – Ультразвуковые волны для обнаружения внутренних дефектов сварного шва.
- Радиографический контроль (RT) – Рентген для обнаружения дефектов сварного шва.
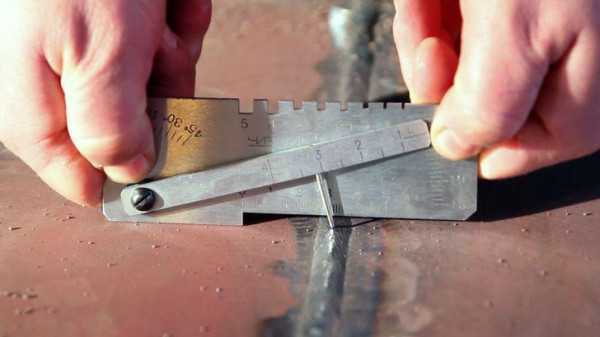
Red-D-Arc предлагает широкий выбор сварочного и вспомогательного оборудования для аренды и продажи от ведущих производителей, в том числе:
Разнообразный ассортимент сварочных аппаратов:
- SMAW (стик), GMAW (MIG), GTAW (TIG). Процессы TIG и SAW с замочной скважиной
- Сварочные аппараты с дизельными, газовыми и газовыми двигателями
- Оптимизированные сварочные аппараты для алюминия
- Многооператорные сварочные посты
- Сварочные аппараты, оптимизированные для сварки труб
Вспомогательное оборудование в том числе:
- Генераторы
- Системы индукционного нагрева
- Оборудование для пескоструйной очистки
- Плазменные резаки
- Вытяжки сварочного дыма
- Строжка угольной дугой
- Газокислородная резка
- Мобильные воздушные компрессоры
- Поддерживает
- Печи для выдержки электродов и флюсов
- Клетки для газовых баллонов
Автоматическое оборудование в том числе:
- Автоматы подачи проволоки
- Позиционеры
- Манипуляторы
- Токарные ролики
- Роботизированная сварка
Ознакомьтесь с полным ассортиментом нашей продукции.
6 уровней стандартов качества сварки
К какому из них вы относитесь?
Комментарий 1 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта
Две недели назад мы получили большое количество ответов и комментариев по электронной почте к нашей статье, касающихся стандартов качества сварки. Главный вопрос заключался в том, как определить минимальный уровень качества вашей продукции, а также как убедиться, что вы достигли или превысили этот уровень качества.
Ответы включали такие комментарии, как:
- Мы просто свариваем и знаем, что наши сварные швы будут держаться, потому что мы знаем свое дело
- Бросаем деталь на пол и если не разобьется отправляем
- Мы проводим ультразвуковой контроль и/или радиографический контроль всех сварных соединений для обеспечения качества
- У нас есть CWI в штате, который проверяет все сварные швы
- Мы следуем коду структурной сварки
- Мы следуем стандартам качества сварки, установленным нашими клиентами
- Мы разработали собственные стандарты; в некоторых случаях ссылки на существующие коды
Все ответы, которые мы получили, были разными, но их можно сгруппировать по нескольким методам обеспечения качества.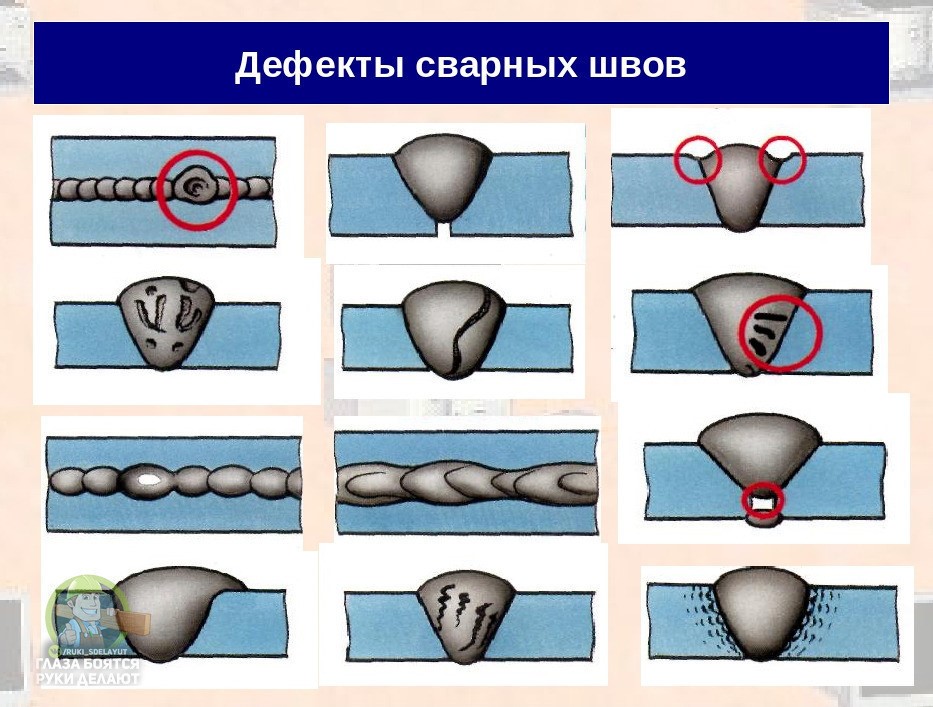
Были также сделаны комментарии относительно проблем , с которыми мы сталкиваемся сегодня, чтобы иметь надлежащий контроль качества . Большой проблемой является нехватка квалифицированных сварщиков. Это всемирная проблема. Этот дефицит создает огромную потребность в обучении. Обучение увеличивает затраты на начальном этапе, но, надеюсь, обеспечивает хорошую отдачу от инвестиций. Но во многих случаях борьба сводится к поиску тренера. Можем ли мы полагаться на школы сварщиков и профессиональные программы для надлежащей подготовки сварщиков? И если мы можем, смогут ли они справиться с большим количеством студентов без ущерба для качества программы?
Наш любимый комментарий принадлежит одному из наших читателей из Чили. Он сказал, что «[самая сложная часть] — обеспечить соблюдение этих стандартов». Это вызов, с которым мы сталкиваемся каждый день, помогая нашим клиентам повышать стандарты качества. У вас может быть четко определенная спецификация качества сварки, но если ее нельзя реализовать, она совершенно бесполезна. Принимать новый стандарт всегда сложно, в конце концов, никто не любит перемен. Иногда уровень квалификации, требуемый от наших сварщиков, отсутствует. В других случаях это оборудование, которое просто не соответствует требованиям. В других случаях это просто становится вопросом производства с высокой скоростью для удовлетворения потребительского спроса, а обеспечение качества отходит на второй план.
Принимать новый стандарт всегда сложно, в конце концов, никто не любит перемен. Иногда уровень квалификации, требуемый от наших сварщиков, отсутствует. В других случаях это оборудование, которое просто не соответствует требованиям. В других случаях это просто становится вопросом производства с высокой скоростью для удовлетворения потребительского спроса, а обеспечение качества отходит на второй план.
Реальность такова, что стандарты качества есть у всех, независимо от того, написаны они или нет. В нашем последнем посте мы упомянули стандарт качества крупного производителя, с которым мы работаем: отсутствие пористости и отсутствие сплавления. Это может быть не очень хороший стандарт качества, но он есть.
Благодаря многолетнему опыту оказания помощи клиентам в повышении качества мы классифицировали стандарты качества следующим образом. Интересно, что все электронные письма и комментарии, которые мы получаем, относятся к следующим адресам:
- Нет стандарта качества – ничего не документировано и нет определенного способа принять или отклонить сварной шов. Однако, как говорилось ранее, у каждого есть стандарт качества, даже если он неписаный или негласный. В конце концов, если сварные швы отсутствуют, вы возвращаетесь и свариваете эти соединения. Поэтому всегда существует минимальный уровень гарантии качества. Минимальным стандартом сварки будет «сварить там, где это необходимо, и убедиться, что детали прилипают».
 Однако, как говорилось ранее, у каждого есть стандарт качества, даже если он неписаный или негласный. В конце концов, если сварные швы отсутствуют, вы возвращаетесь и свариваете эти соединения. Поэтому всегда существует минимальный уровень гарантии качества. Минимальным стандартом сварки будет «сварить там, где это необходимо, и убедиться, что детали прилипают».
Однако, как говорилось ранее, у каждого есть стандарт качества, даже если он неписаный или негласный. В конце концов, если сварные швы отсутствуют, вы возвращаетесь и свариваете эти соединения. Поэтому всегда существует минимальный уровень гарантии качества. Минимальным стандартом сварки будет «сварить там, где это необходимо, и убедиться, что детали прилипают».
- Качество по внешнему виду сварного шва – это, безусловно, самый распространенный стандарт качества сварки. Мы принимаем или отклоняем сварной шов в зависимости от того, как он выглядит. Самая большая проблема с этим методом заключается в том, что он субъективен. Мы можем кое-что сказать о сварном шве по его внешнему виду, но без должным образом квалифицированного WPS у нас нет реальной уверенности в том, что сварной шов качественный.
- Качество, основанное на визуальном осмотре – визуальный осмотр инспектором по сварке является средством контроля качества. Это выходит за рамки рассмотрения внешнего вида сварного шва, который в основном субъективен. Этот метод по-прежнему ограничен, поскольку инспектор смотрит только на внешнюю сторону сварного шва. Он или она может измерить размер сварного шва и найти неоднородности, такие как трещины, подрезы и нахлесты. Но инспектор не может обнаружить непровары, непровары, включения и другие подповерхностные несплошности. Это восходит к комментарию, сделанному ранее, если мы не знаем, используется ли надежная процедура сварки, мы не можем быть уверены, что сварка достигает желаемого уровня качества.
- Качество, основанное на других методах неразрушающего контроля (НК) – когда мы можем добавить объемный контроль к визуальному контролю, мы можем обнаружить многие, если не все возможные дефекты сварки. Не существует единого метода неразрушающего контроля (визуальный, радиографический, ультразвуковой, течеискательный, проникающий краситель и т. д. ), который мог бы обнаружить все несплошности. Необходимо использовать их комбинацию, чтобы иметь 100% гарантию того, что сварной шов не имеет несплошностей. Это здорово, но, как вы понимаете, это может стать очень дорого. Цель состоит в том, чтобы ввести меры, которые уменьшат объем неразрушающего контроля, необходимого для обеспечения 100% соответствия указанным стандартам качества.
- Качество, основанное на нормах сварки конструкций . Соблюдение норм сварки конструкций, таких как AWS D1.1, D1.2, D1.6 и других, обеспечивает экономичный метод получения качественных сварных швов. Предпосылкой здесь является то, что вы будете аттестовать процедуру сварки, испытав ее, чтобы доказать, что она способна производить качественные сварные швы. Вы также можете использовать предварительную процедуру сварки, если это разрешено регулирующим кодексом. Квалифицированный WPS затем должен использоваться сварщиками, которые должны иметь минимальный уровень квалификации. Этот минимальный уровень квалификации подтверждается квалификационным тестом сварщика. После того, как эти два элемента (квалифицированные процедуры сварки и квалифицированные сварщики) созданы, их необходимо дополнить хорошей программой контроля сварных швов. Три приведенных ниже компонента являются основой для любого стандарта качества сварки, предусмотренного нормами сварки конструкций:
- Квалифицированные (или предварительно квалифицированные) спецификации процедур сварки
- Квалифицированный сварщик
- Четко определенные методы контроля сварных швов
- Внутренние стандарты качества . Это, возможно, потребует наибольшей работы, но также лучше всего оптимизирует качество. Это означает, что он обеспечит указанный уровень качества, но не обязательно что-то большее. Он может использовать нормы сварки конструкций в качестве основы для разработки стандартов качества, но при необходимости включает более строгие требования. К тому же это ослабит требования указанных кодексов, если они являются излишне ограничительными для производимой продукции.
Мы надеемся, что эта статья заставит вас задуматься о своих стандартах качества. Нужно ли их улучшать? Вам нужно иметь один? Можно ли снизить ваши затраты за счет сокращения переделок?
Комментарий 1 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почтаОпубликовано
Категории: Испытания и инспекции, Разрушение сварных швов, Затраты на сварку
Раскрытие материальной связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Проверка качества сварных швов – неразрушающий контроль
По завершении сварки удовлетворительные характеристики сварной конструкции могут быть определены с помощью процедур испытаний. Процедуры контрольных испытаний для проведения испытаний в условиях, аналогичных более тяжелым, чем те, которые имели место для сварных конструкций в полевых условиях. Мы стремимся обсудить здесь испытания сварного шва , чтобы судить о сварной конструкции в коммунальных службах.
Здесь мы собираемся обсудить советы по визуальному осмотру для GMAW и физическому тестированию сварной детали. Эти 9Проверка качества сварного шва 0171 позволяет обнаружить слабые и дефектные материалы, которые можно исправить до того, как они будут допущены к использованию в полевых условиях. Эти испытания сварных швов помогают спроектировать сварку и типы оборудования, предотвратить травмы и трудности для сварщиков.
Неразрушающий контроль или NDT — это подход к тестированию, который включает в себя оценку без причинения какого-либо повреждения свариваемому материалу. Неразрушающий контроль представляет собой метод, который включает визуальный контроль сварных швов , рентгеновские лучи, ультразвуковой контроль и испытания на проникновение жидкости. Эти тесты экономят время и деньги.
Качество большинства сварных швов можно оценить по функции, для которой предназначена свариваемая деталь. Вы закрепляете свариваемую деталь на станке, и оборудование работает безотказно, тогда сварной шов считается правильным. Есть способы судить, безупречен ли сварной шов.
1. Распределение сварочного материала –Равномерное распределение сварочного материала между двумя скрепляемыми материалами.
2. Без отходов – Сварной шов не содержит отходов, таких как шлак. Шлак можно легко отделить при охлаждении изделия. Остатки защитного газа, оставшиеся после сварки MIG, можно легко удалить. Сварка TIG известна как чистая сварка, и если на ней видны отходы, это означает, что свариваемый материал не был должным образом очищен.
Поверхность сварного шва должна быть ровной, гладкой и без пористых отверстий. Эти пористые отверстия приводят к ослаблению структуры, что указывает на то, что основной металл не был должным образом очищен или имеет оксидное покрытие. В случае процесса сварки MIG или TIG эта пористость является признаком неправильного использования защиты, поскольку это неправильное использование может привести к пористости.
4. Плотное соединение – Неплотное соединение всегда указывает на проблему со сваркой. При автогенной сварке в кислородно-ацетиленовой и аргонодуговой сварке, когда присадочный материал не используется, сварной шов должен быть герметичным. Зазор не представляет особых проблем при других видах сварки, так как зазор заполняется присадочным материалом. В противном случае зазор является проблемой качества и слабым сварным швом.
При ремонте изделия, содержащего жидкость, утечка в сосуде является очевидным способом обнаружения проблемы. Для сосуда, содержащего газ, тестирование проводится путем помещения мыльных пузырей на сосуды для обнаружения утечки, как в шприце.
6. Прочность сварного шва –Требуется в большинстве случаев. Самый простой способ обеспечить прочность — это выбрать присадочный металл и наплавить электроды с рейтингом, превышающим требуемую прочность.
Другие методы визуального контроля сварных швов включают перед сваркой в качестве притупления, угол скоса, зазор, прилегание к стыку. Во время сварки скорость расхода электрода, расход металла, звук дуги, свечение дуги. После сварки подрезы, точечные отверстия, непровар корня, чрезмерное разбрызгивание, размеры шва. Мы обсудим их на следующих страницах.
Неполное проплавление корневого шва происходит, когда присадочный материал и основной металл не сплавляются друг с другом. Завершение разделочной сварки с наплавленным материалом и основным металлом не полностью соединилось в корне желаемого соединения. Наиболее распространенной причиной этого неполного провара является неподходящая конструкция сварного шва, не подходящая для процесса сварки. Когда мы завариваем канавку только с одной стороны, возможно неполное проплавление из-за следующих условий.
Размер поверхности корня слишком велик, хотя отверстие корня имеет достаточный размер.
- Причиной может быть слишком маленькое раскрытие корня
- Слишком маленький угол V-образной канавки
- Электрод большего размера
- Очень высокая скорость перемещения
- Причиной может быть слишком низкий сварочный ток
Сбой процесса сварки происходит из-за отсутствия соединения и сплавления между слоями сварного шва и основного металла. Наплавленный металл прокатывается по поверхности пластины и называется перекрытием. Отсутствие стыковки и сращения обусловлено следующими условиями.
- Основной металл и наплавленный металл не нагреваются до температуры плавления.
- При неправильном флюсовании, когда оксид и другие инородные материалы не растворяются в металле, подлежащем плавлению.
- Пыль и грязные поверхности пластин.
- Неподходящий тип и размер электрода.
- Плохая регулировка тока.
Прожигание основного металла называется подрезкой. Причинные причины следующие
- Слишком высокая регулировка тока
- Слишком длинный дуговой промежуток
- Неудачное заполнение кратера металлом сварного шва
Шаровидные и удлиненные карманы оксидов металлов и других соединений называются шлаковыми включениями. Они приводят к пористости металла шва. При дуговой сварке шлаковые включения состоят из покрытий электродов, флюсов и других материалов. Отсутствие удаления шлака при многослойной сварке приводит к шлаковым включениям. Это шлаковое включение можно предотвратить следующим образом:
- Перед укладкой каждого валика всегда тщательно подготавливайте канавку и наплавляйте материал.
- Удалить весь шлак.
- Шлак должен подняться над сварочной ванной, чтобы удалить его.
- Никогда не оставляйте контур, который трудно полностью проварить при дуговой сварке.
Пористость определяется как карманы, в которых нет твердого материала. Отличие шлака в том, что он содержит газ, а не твердое вещество. Газ здесь получен из:
- Газ, выделяющийся при охлаждении сварки, так как растворимость снижается, температура падает.
- Газ как побочный продукт химической реакции в сварном шве.
Пористость можно избежать и предотвратить путем:
- Подрезки и перегрева металла шва.
- Текущая настройка слишком высока.
- Дуга слишком длинная.
Осмотр открытым глазом или Визуальный контроль сварки — это неразрушающий контроль (НК), при котором качество сварного шва оценивается с помощью глаз на наличие дефектов поверхности. Это наиболее распространенный метод оценки качества сварки.
Преимущества неразрушающего контроля качества сварного шва- Недорого только за счет рабочей силы.
- Малобюджетное оборудование.
- Питание не требуется.
- Быстрое обнаружение дефектов сварки помогает снизить стоимость ремонта, если они не обнаружены на ранней стадии.
- Необходимо хорошее зрение.
- Требуется обучение инспектора.
- Возможность отсутствия внутренних дефектов.
- Только инспектор может зафиксировать дефект и зафиксировать их.
- Возможна ошибка человека.
- Практика и разработка процедур для последовательного подхода в приложении.
- Осмотрите сварочный материал в самом начале процесса.
- Следим за качеством после сварки материала.
- Полный осмотр на финишной прямой.
- Отметьте все дефекты сварного шва, удалите и отремонтируйте сварной шов.
Для визуального контроля качества сварных швов требуется несколько небольших и крупных типов оборудования.
1. Ручной калибр для угловых сварных швов по меркам.
- Плоский сварной шов
- Выпуклый или закругленный наружу шов
- Вогнутый или закругленный внутрь
2. Защитные очки с карманным смотровым стеклом и затемненной линзой для наблюдения за процессом сварки.
3. Лупы согласно требованию.
4. Фонарик
5. Молоток и долото для удаления шлака и тщательного осмотра сварного шва.
6. Пирометр для температурного оборудования, темпельстик для измерения предварительного, промежуточного и последующего нагрева.
7. Магнит для определения типа металла
8. Рулетка
9. Штангенциркуль
Визуальный осмотр сварных швов- Внимательно изучите чертежи.
- Узнайте положение сварного шва и его связь со спецификациями. Внимательно следите за вертикальным направлением сварного шва.
- Посмотрите символы угловой сварки .
- Процедура должна соответствовать нормам и спецификациям сварки.
Следующие этапы проверки качества сварного шва для проверки сборки:
- Сканирование на соответствие.
- Проверьте выравнивание приспособлений и шаблонов на наличие брызг от предыдущей работы и полностью очистите их.
- В случае прихватки проверьте качество, так как там должен быть тот же электрод, что и при основной сварке.
- Изучите использование предварительного нагрева, так как он замедляет скорость охлаждения и приводит к минимальным искажениям.
- Сканирование повреждений кабелей, электрододержателя и заземляющих зажимов.
- Сканировать напряжение дуги.
- Просканируйте амперметр на наличие диапазона наших рабочих спецификаций.
- Проверьте размер электрода, тип и условия хранения, так как низкоуглеродистый электрод нуждается в стабилизирующей печи.
- Проверьте корневой проход, чтобы определить его склонность к взлому.
- Сканируйте каждый проход сварки и ищите подрезы и требуемые формы. Обязательно тщательно очищайте сварной шов между каждым проходом.
- Следите за воронками, которые нужно заполнить.
- Последовательность и размер сварных швов зонда, судя по калибрам.
- Отсканируйте сварной шов на наличие кода и стандарта.
- Отсканируйте размер с помощью калибров и отпечатков.
- Осмотрите отделку сварного шва и его контур.
- Осмотрите трещины на наличие стандартов.
- Следите за перекрытием.
- Следите за подрезом.
- Датчик приемлемого уровня брызг.
Качество сварки газовой сваркой определяется следующими критериями:
- Необходимо поддерживать постоянную ширину сварного шва. Две кромки сварного шва должны располагаться на прямых параллельных линиях.
- Поверхность сварного шва должна быть слегка выпуклой с добавлением около 1,6 мм над поверхностью основного металла. Эта выпуклость должна быть равномерно ровной по всей длине, местами не высокой и не низкой.
- Поверхность сварного шва имеет мелкую и равномерно расположенную рябь. Не должно быть чрезмерной окалины, брызг и ямок.
- Нет, подрез или нахлест по краям сварного шва.
- Должна быть полная смесь стартов и остановок до неузнаваемости.
- Кратеры в конце сварного шва должны быть полностью заполнены без признаков каких-либо отверстий, трещин и ямок.
В случае стыкового соединения осмотрите обратную сторону сварного шва, чтобы оценить полное проплавление, проходящее через корень соединения. На задней стороне должен образоваться крошечный выступ, чтобы судить о полном проникновении через корень стыковых соединений.
Испытание сварных швов внахлестку и тавровому соединению Сплавление и проникновение корня этих нахлесточных и тавровых соединений можно оценить, оказывая давление на верхнюю пластину до тех пор, пока она не согнется вдвое. Если проникновение не полностью через корень, то пластина расколется в месте соединения при изгибе. В случае с пластиной приработки судите о степени сплавления и провара, так как полного проплавления и проплавления нет.
Успех система контроля качества сварки нуждается в индукции и полном контроле этой программы контроля. Для создания программы требуется полная оценка требований к качеству сварки, ее приемка, знание методов контроля и деталей методов сварки, а также введение квалифицированного и опытного инспектора по сварке.
Разработать систему для оценки качества с установленными критериями приемки и специалистом, обладающим знаниями и опытом для установления качества. Уделите несколько минут, чтобы написать здесь свои комментарии и мысли.
Похожие сообщения
Неразрушающий контроль (НК)
Методы неразрушающего контроля
Введение в неразрушающий контроль без сварки современный мир не был бы таким, какой он есть сейчас. Наша сильная зависимость от этого экономичного и эффективного процесса позволила нам продолжать строить более высокие небоскребы, более инновационные дорожные транспортные средства, более амбициозные корабли, мосты… Почти все, что сделано из металла, на каком-то этапе потребует сварки. Факт
Сварка не делает различий в отношении тех, кто может стать сварщиком, на самом деле, отрасль очень гостеприимна, а входные барьеры низки. Сварка, однако, судит о качестве сварных швов, не забывайте, что основная цель сварки — гарантировать устойчивость к нагрузкам, которым должен противостоять сварной шов.
Невооруженным или неопытным глазом трудно заметить разницу между хорошим сварным швом и плохим сварным швом. Также важно понимать, что качество сварного шва нельзя определить только визуальным осмотром, требуются дополнительные испытания и анализ. Однако некоторые детали сварного шва, видимые невооруженным глазом, могут помочь нам сделать первую оценку качества соединения, давайте рассмотрим некоторые из них.
Прочность, качество и выборПрочность нашего сварного шва напрямую связана с качеством его выполнения. Контроль качества состоит из трех этапов:
- Перед выполнением сварки необходимо проверить все технические детали, чтобы убедиться, что они соответствуют техническим требованиям и требованиям качества.
- Во время сварочных процессов необходимо проверять все параметры
- После сварки выполняются различные проверки качества
Поскольку существует так много типов сварочных процессов, каждый из них имеет свой собственный набор дефектов и особенностей, которые необходимо проанализировать для определения качества. Сварщики склонны говорить, что сварной шов не следует определять как «хороший или плохой», лучше было бы определение «соответствующий или не соответствующий эталонным параметрам и стандартам». Это связано с тем, что визуально «плохой» сварной шов может полностью соответствовать цели, для которой он был разработан, а визуально «хороший» сварной шов может быть отклонен при проведении дальнейших испытаний.
Правда в том, что каждый сварной шов нужно оценивать в каждом конкретном случае, и если он недостаточно прочный и отделка некачественная, что-то пошло не так и его нужно исправлять.
При этом на какие основные характеристики следует обратить внимание при определении качества сварного шва с помощью визуального контроля (VT) ?
Сварка MIG Сварка металлов в среде инертного газа, или сокращенно сварка MIG, часто используется для крупных промышленных проектов . Это означает, что сварные швы несут большую ответственность, поэтому сварщик, использующий сварочный пистолет для соединения металлических деталей, должен убедиться, что они выполняют первоклассную работу.
Какие дефекты следует анализировать для определения качества сварного шва MIG с помощью визуального контроля?
1. Отсутствие проникновения в корень (когда можно увидеть изнанку пуповины).
2. Закус по краю стыка
3. Несрастание по краям
4. Поверхностные трещины
5. Нахлест наплавленного металла на основной металл
6. По толщине наплавленного металла
7. Превышение проплавления (когда можно увидеть обратную сторону валика).
Большинство из этих дефектов можно устранить, правильно следуя WPS, убедившись, что физические параметры верны, а все оборудование правильно очищено и готово.
Сварка ВИГ Сварка вольфрамовым электродом в среде инертного газа, или сварка ВИГ, как ее называет большинство сварщиков, обычно используется в авиакосмическая промышленность, автомобилестроение и строительство . По этим причинам он буквально защищает жизни, и поэтому должен применяться с максимальной осторожностью и качеством. Это значительно сложнее, чем сварка MIG, и поэтому она сопряжена с дополнительной ответственностью и контролем качества. Вы также можете увидеть, что TIG упоминается как GTAW — газовая вольфрамовая дуговая сварка.
Самая большая проблема со сваркой TIG заключается в том, что она обманчиво хороша и требует опытного и образованного взгляда, чтобы обнаружить проблемы.
Вот на что следует обратить внимание:
1. Отсутствие проникновения в корень (когда можно увидеть изнанку пуповины).
2. Закусы по краю стыка
3. Непровары по краям
4. Поверхностные трещины
5. Ржавый корень
SMAW сварка Дуговая сварка) или, которую вы также иногда можете встретить как дуговую сварку ММА (ручная дуговая сварка металлом). С точки зрения легкости, это отличный тип сварка для начинающих и работает со всеми видами металлов. К сожалению, та же простота использования и универсальность, которая делает его доступным для новичков, также подвергают его наибольшему риску некачественного выполнения.
Обратите особое внимание и даже подумайте о том, чтобы составить контрольный список на следующий раз, когда будете выполнять электродуговую сварку:
1. Прикусите край шва. 2.
2. Шлаковые включения
3. Непровары по краям
4. Поверхностные трещины
5. Выступы на основной металл и сварной шов.
Как Soldamatic повышает качество сварных швов?Традиционное обучение сварщикам слишком долго находилось в застое, а новые технологии, такие как дополненная реальность, ведут к развитию нового поколения квалифицированных рабочих.
Благодаря технологии дополненной реальности Soldamatic позволяет проводить обучение без использования материалов и расходных материалов, предоставляя обучаемым дополнительное обучение, которое может им потребоваться. После выполнения сварки Soldamatic предоставляет полный и углубленный анализ выполненной сварки, позволяя стажеру понять ошибки и в любое время просмотреть практику.
Хотите посмотреть, как это работает?
Выводы
Несмотря на то, что визуальный контроль является основным тестом, который всегда проводится после сварки, он не должен быть единственным тестом для определения качества сварного шва. Нам необходимо анализировать каждый сварной шов в каждом конкретном случае, а также учитывать различия между различными сварочными процессами.
Тем не менее, вот несколько советов, которые могут помочь вам выполнить сварку высокого качества:
- Следуйте всем параметрам, определенным WPS
- Перед выполнением сварки убедитесь, что детали правильно установлены
- Очистите фаски и убедитесь, что все оборудование готово к использованию
Проверка качества
Обеспечение соблюдения сварщиками определенных процедур является важным шагом в общей системе качества сварки.
Существует ряд причин для проверки сварного шва, самая основная из которых – определить, достаточно ли его качество для предполагаемого применения. Для оценки качества сварного шва необходимо иметь форму измерения для сравнения его характеристик и квалифицированного специалиста для проведения оценки. Нецелесообразно оценивать качество без определенной формы критерии приемлемости. Это также нецелесообразно для человека, который плохо разбирается в необходимых процедурах для выполнения этой задачи.
Оценка характеристик сварного шва включает размер сварного шва и наличие несплошностей. Размер сварного шва может быть чрезвычайно важным, поскольку он часто напрямую связан с прочностью и связанными с ней характеристиками. Сварные швы меньшего размера могут не выдерживать напряжения, прилагаемые во время эксплуатации, а сварные швы большего размера могут создавать концентрации напряжений или способствовать потенциальной деформации сварного шва. сварной компонент.
Выявление несплошностей сварного шва также важно, потому что дефекты внутри сварного шва или рядом с ним, в зависимости от их размера или расположения, могут препятствовать выполнению сварным швом своей предполагаемой функции. Когда несплошности имеют неприемлемый размер или находятся в недопустимом месте, они называются дефектами сварки и могут вызвать преждевременное разрушение сварного шва из-за снижения прочности или возникновения напряжения.
концентрации в свариваемом компоненте.
Определение качества сварки
Критерии приемлемости качества сварки могут исходить из нескольких источников. Чертеж или чертеж сварочного производства содержит размеры сварных швов и другие требования к размерам сварных швов, такие как длина и расположение. Эти требования к размерам устанавливаются путем проектных расчетов или берутся из проверенных конструкций, отвечающих требованиям к характеристикам сварного соединения.
Количество допустимых и недопустимых несплошностей сварного шва для контроля сварки обычно получают из норм и стандартов по сварке. Сварочные нормы и стандарты были разработаны для многих типов сварочных работ. Важно выбрать стандарт сварки, предназначенный для использования в конкретной отрасли или области применения, в которой вы участвуете.
Обязанности инспектора по сварке
Проверка сварки требует знания чертежей сварных швов, символов, конструкции соединений, процедур, норм и требований стандартов, а также методов проверки и испытаний. По этой причине многие нормы и стандарты по сварке требуют, чтобы инспектор по сварке имел официальную квалификацию или обладал необходимыми знаниями и опытом для проведения проверки.
Проверка сварки настолько хороша, насколько хорош человек, проводящий испытания. Вот несколько вещей, которые должен знать инспектор по сварке, и задачи, которые он должен уметь выполнять:
- Квалификация сварщиков и процедур сварки. Для квалификации сварщиков и процедур сварки необходимо соблюдать особые процедуры. Процесс квалификации является неотъемлемой частью общей системы качества сварки, и инспектору по сварке часто требуется координировать и проверять эти типы квалификационных испытаний.
Эти квалификации обычно включают изготовление образцов сварных швов, представляющих сварные швы, которые будут использоваться при производственной сварке.
Эти сварные образцы обычно требуют испытаний после завершения. Рентгенография, микротравление, направленные изгибы, поперечное растяжение и надлом — вот некоторые из используемых тестов. Результаты испытаний должны соответствовать или превышать минимальные требования, поскольку
предусмотренных в правилах или стандартах по сварке, прежде чем процедура может быть квалифицирована. - Визуальный осмотр. Часто это самый простой, наименее дорогой и наиболее эффективный метод контроля сварки для многих применений, если он выполняется правильно. Инспектор по сварке должен уметь идентифицировать все различные дефекты сварки во время визуального осмотра. Он также должен быть в состоянии оценить, с точки зрения соответствующего кодекса или стандарта сварки,
значимость выявленных неоднородностей для принятия или отклонения их во время тестирования и производства.
Инспектор по сварке с хорошим зрением может относительно быстро пройти обучение у компетентного инструктора и может оказаться важным активом системы качества сварки (очевидно, что хорошее зрение необходимо для визуального контроля).
- Обнаружение поверхностных трещин. Инспектор по сварке иногда требуется для проведения испытаний сварных швов методами обнаружения поверхностных трещин. Ему также, возможно, придется оценить результаты испытаний этих методов тестирования. Инспектор должен разбираться в методах испытаний, таких как контроль проникающей жидкостью и магнитопорошковой дефектоскопией. Кроме того, он должен знать, как используются тесты и что они будут делать.
найти.
- Радиографический и ультразвуковой контроль сварных швов. Эти два метода контроля входят в группу, известную как неразрушающий контроль (НК). Эти методы контроля используются для проверки внутренней структуры сварного шва, чтобы установить целостность сварного шва, не разрушая сварной компонент. От инспектора по сварке может потребоваться понимание этого типа испытаний и его компетентность в
интерпретация результатов. Радиографический и ультразвуковой контроль сварных швов являются двумя наиболее распространенными методами неразрушающего контроля, используемыми для обнаружения несплошностей во внутренней структуре сварных швов. Очевидным преимуществом обоих методов является их способность помочь установить внутреннюю целостность сварного шва без разрушения свариваемого компонента.
Радиографическое исследование использует рентгеновские лучи, испускаемые рентгеновской трубкой, или гамма-лучи, испускаемые радиоактивным изотопом. Основной принцип рентгенологического исследования тот же, что и для медицинской рентгенографии. Проникающее излучение проходит через твердый объект, в данном случае сварной шов, на фотопленку, в результате чего получается изображение внутренней структуры объекта. Количество энергии поглощается объектом, зависит от его толщины и плотности. Энергия, не поглощенная объектом, вызовет экспонирование рентгенографической пленки. Эти области будут темными при проявлении пленки. Области пленки, подвергшиеся меньшему воздействию энергии, остаются светлее.
Дефекты внутри сварного шва или рядом с ним могут препятствовать выполнению сварным швом своей предполагаемой функции.
Таким образом, участки сварного шва, где толщина была изменена из-за несплошностей, таких как пористость или трещины, будут отображаться на пленке в виде темных контуров. Включения с низкой плотностью, такие как шлак, будут отображаться на пленке в виде темных участков, а включения с высокой плотностью, например вольфрама, — в виде светлых участков. Все неоднородности обнаруживаются путем просмотра формы и изменения плотности обработанная пленка.
Ультразвуковой контроль использует механические вибрации, подобные звуковым волнам, но более высокой частоты. Луч ультразвуковой энергии направляется на контролируемый сварной шов. Этот пучок проходит через сварной шов с незначительными потерями, за исключением случаев, когда он перехватывается и отражается несплошностью. Используется ультразвуковой контактный метод отражения импульсов. В этой системе используется преобразователь, который превращает электрическую энергию в механическую. Преобразователь возбуждается высокочастотным напряжением, которое вызывает механическую вибрацию кристалла.
Кристаллический зонд становится источником ультразвуковой механической вибрации.Эти вибрации передаются на испытуемый образец через связующую жидкость, обычно масляную пленку, называемую контактной жидкостью. Когда импульс ультразвуковых волн достигает разрыва в испытательном образце, он отражается обратно к своей исходной точке. Таким образом, энергия возвращается к преобразователю. Теперь преобразователь служит приемником отраженной энергии. Начальный сигнал или основной взрыв, отраженные эхо-сигналы от несплошностей и эхо-сигналы от задней поверхности образца отображаются в виде кривой на экране электронно-лучевого осциллографа.
- Разрушающий контроль сварных швов. Методы разрушения для установления целостности или характеристик сварного шва включают разрезание, изгибание или разрушение сварного компонента и оценку различных механических или физических характеристик. Некоторыми из этих испытаний являются управляемое испытание на изгиб, испытание на макротравление, испытание на растяжение с уменьшенным сечением, испытание на излом и испытание на удар по Шарпи с V-образным надрезом.