Как сварить алюминий алюминиевым электродом
Практически каждый сварщик. независимо от своего опыта, когда-нибудь сталкивался со свариванием алюминия. Для этого используются специальные электроды, которые имеют в своей основе алюминиевый стержень. У многих людей возникают трудности с тем, что им сложно правильно производить сваривание алюминия.
Для того, чтобы у Вас не возникало никаких трудностей, лучше всего использовать электроды Unitor ALUMIN-351N, которые предназначены специально для сварки алюминия. С его помощью можно сваривать алюминиевые листы, трубы, крышки, поршни и многое другое.
Главное условие сваривания алюминиевых изделий этими электродами является толщина металла не менее 2 миллиметров. Если Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно обязательно сделать V-образную канавку под углом 60 градусов. В этом случае воздушный зазор должен быть не менее 1 и не более 3 миллиметров.
При сваривании алюминиевого изделия используйте постоянный ток положительной полярности. Если же Вы собираетесь производить сваривание литых или крупных деталей, то обязательно разогрейте их до температуры около 300 градусов. Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
Самым предпочтительным положением сваривания электродами Unitor ALUMIN-351N является нижнее положение. Сварочная дуга должна быть короткой, а сварка как можно быстрее. Когда Вы оборвали сварочную дугу, то очистите поверхность металла от шлаковой корки и продолжайте сваривание. Следующий валик сварки должен перекрывать предыдущий примерно на 1 сантиметр.
Как видите, производить сваривание алюминия не очень сложно. В отличие от свари чугуна, алюминий — это мягкий металл, который не лопается при резком понижении температуры, но в то же время и очень легок как в работе, так в своем весу. Простота сваривания алюминия показывает, что для того, что бы правильно ее производить, Вам нужно использовать только электроды Unitor ALUMIN-351N, которые позволяют сварить нужное Вам изделие не только быстро, но и качественно.
Также для сваривания алюминия не требуется каких-то особенных навыков сваривания, потому что по сравнению со свариванием чугуна — алюминий сварить очень просто. Главное — это следовать рекомендациям профессиональных сварщиков. Помимо рекомендаций, которые Вам нужно применять, будьте аккуратны в обращении с металлом.
К примеру, алюминий можно быстро расплавить и испортить материал, а, например чугун, можно перегреть или слишком быстро остудить. Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
Какими электродами лучше варить алюминий
Алюминий — не самый простой металл для сварки, поэтому электроды для сварки алюминия выбираются с целью обеспечения качества и долговечности соединения.
Исходным пунктом является верный выбор технологии сварки — плавящимся (метод MIG/MAG) или неплавящимся (TIG/WIG) электродом, а также наличие соответствующего оборудования.
Характеристика режимов по технологии MIG/MAG
Как известно, данный метод представляет собой использование плавящегося электрода, который работает в среде защитного газа (аргона). В этом случае сварочная проволока подается в зону соединения по коаксиально расположенной в сопле трубке, которая со всех сторон омывается потоком аргона. Рабочая температура в сварочной зоне достигает 15000С, поэтому при использовании метода MIG/MAG для соединения тонкостенных алюминиевых конструкций следует помнить о возможности их тепловой деформации. Основными режимами, используемыми на практике, являются:
Основными режимами, используемыми на практике, являются:
1. Использование короткой дуги. Режим отличается сравнительно низкими токами (не более 180-200А) и малыми диаметрами электродов (до 1,2 мм). Процесс заключается в последовательном чередовании короткого замыкания и последующего гашения дуги, когда происходит застывание металла в расплаве. Метод хорош для небольших толщин алюминиевых изделий. Перегрева металла не происходит, но качество готовой поверхности может быть несколько хуже из-за брызг металла.
2. Использование струйной дуги. Ток обработки при этом повышают не менее, чем до 200-220 А, в результате капли со сварочного электрода капают непосредственно в расплав, глубоко проникая в толщу свариваемых изделий. Струйная дуга используется для сварки толстолистовых деталей и характеризуется более высокими температурами рабочей зоны. Используется сварочная проволока диаметром от 1,2-1,5 мм. Качество шва улучшается вследствие того, что застывших капель металла на поверхности нет.
3. Использование пульсирующего разряда, когда сварочным аппаратом реализуется четкий частотный режим подвода/отвода электрода от соединяемых поверхностей. В отличие от короткой дуги, сброс тока происходит практически мгновенно, что позволяет использовать те же малые токи. Ввиду быстрого остывания поверхности брызги металла отсутствуют. Пульсирующей дугой можно сваривать только алюминиевые изделия небольшой толщины.
4. Использование комбинированного режима с удлиненным импульсом, при котором ток генерируется по двум независимым схемам. В первой импульс несколько растягивается по фазам нагрева и охлаждения, а во второй — наоборот, учащается в 4 раза. Это дает возможность сочетать фазы нагрева и охлаждения сварочной ванны, повышая тем самым качество шва. Однако расход электрода при этом увеличивается.
В современных сварочных аппаратах все вышеперечисленные режимы могут программироваться заранее.
Таким образом, при выборе плавящихся электродов к технологии MIG/MAG необходимо предварительно изучить технические возможности оборудования для электродуговой сварки алюминия и установить требования, касающиеся качества конечного шва.
Выбираем плавящиеся электроды
Электроды по алюминию для электродуговой сварки выбирают с учетом:
1. Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
2. Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
3. Предварительного подогрева до 300-4000С (более высокие значения — для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
4. Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-3000С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Применение находят следующие исполнения плавящихся электродов:
- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 — класс, который предназначается для работ с кремнисто-алюминиевыми сплавами.
 Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов; - Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.
 Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод для алюминия готов к использованию.
Выбор электрода производится в зависимости от марки свариваемого алюминиевого сплава. Изделия нуждаются в предварительной подготовке. Простейшее исполнение можно изготовить и самостоятельно.
Особенности сварки алюминия по методу TIG/WIG
Для алюминия процесс реализуется в основном при обратной полярности тока. Электродом служит вольфрамовая проволока, которая поступает в зону обработки по полому зажимному устройству в горелке. Вокруг этого зажима подается поток аргона, обеспечивающий защиту соединяемых материалов от окисления. Шов получается исключительно однородным. Этому способствуют:
Электродом служит вольфрамовая проволока, которая поступает в зону обработки по полому зажимному устройству в горелке. Вокруг этого зажима подается поток аргона, обеспечивающий защиту соединяемых материалов от окисления. Шов получается исключительно однородным. Этому способствуют:
1. Значительно более высокая температура плавления вольфрама, вследствие чего электрод выполняет функцию дополнительного теплового воздействия на соединяемый металл, а сам в процессе плавления не участвует.
2. Надежное укрытие сварочной ванны от внешних воздействий, что исключает образование брызг алюминия.
3. Равномерность теплового поля внутри зоны обработки, в результате чего металл шва не отличается по своим структуре и свойствам от металла заготовки. При сварке разнородных алюминиевых сплавов состав сварного шва определяется интенсивностью протекания диффузионных процессов. В частности, там всегда присутствуют интерметаллидные соединения, повышающие прочность шва.
Применение процесса TIG/WIG на обратной полярности принципиально возможно, но используется гораздо реже. Наоборот, учитывая постоянно возрастающее количество бытовых сварочных инверторов, целесообразнее применять метод в условиях переменного тока.
Наоборот, учитывая постоянно возрастающее количество бытовых сварочных инверторов, целесообразнее применять метод в условиях переменного тока.
Метод хорош при соединении алюминиевых конструкций с небольшой толщиной (до 2-2,5 мм) и не отличается высокой производительностью. Причина заключается в способе функционирования самого инверторного аппарата. Поскольку в его рабочем контуре постоянно осуществляется двухстадийное преобразование тока — из переменного в постоянный, а затем обратно, то этот контур интенсивно нагревается. Обдув сварочного инвертора проблемы полностью не решает, поэтому для каждой модели инвертора есть свое значение продолжительности включения (ПВ). Реальное ПВ инверторов не превышает 0,85-0,9 (утверждения о конструкциях аппаратов с более высоким ПВ следует рассматривать только как пиар-акцию их производителей). Наконец, для получения качественного сварного шва после сварки алюминия инвертором необходим большой опыт.
Соединение алюминиевых деталей при помощи инвертора возможно при соответствующей квалификации сварщика и с учетом технических возможностей имеющегося сварочного аппарата.
Выбор вольфрамовых электродов
Промышленные типоразмеры вольфрамовых неплавящихся электродов отличаются высокой стоимостью. Они изготавливаются в соответствии с техническими требованиями ГОСТ 23949, и подразделяются на следующие группы:
1. Наиболее бюджетные типа ЭВЧ, которые состоят из 98,5 % химически чистого вольфрама с добавкой железа, кальция, молибдена, никеля и кремния. Профессионалы недолюбливают эти марки электродов, поскольку считают, что зажигание дуги в этом случае происходит нестабильно (для инверторных аппаратов это обстоятельство важно). Такие электроды могут быть шлифованными и не шлифованными.
2. Типа ЭВЛ — отличающиеся тем, что в их составе дополнительно присутствует оксид лантана (в количестве до 1,4%). Наличие этого вещества улучшает условия поджига дуги и уменьшает склонность дугового разряда к прожогу поверхности соединяемых деталей. В электродах марки ЭВЛ-2 количество оксида лантана доведено до 2%.
3. Типа ЗВТ, в составе которых наличествуют тантал и двуокись тория (их суммарное процентное содержание в составе материала электрода достигает 3,5-5%). Наличие указанных компонентов позволяет успешно варить алюминий в сочетании с другими алюминиевыми сплавами. Электроды этого типа выделяются своей наивысшей ценой.
Наличие указанных компонентов позволяет успешно варить алюминий в сочетании с другими алюминиевыми сплавами. Электроды этого типа выделяются своей наивысшей ценой.
Вольфрамовые неплавящиеся электроды выпускаются и за рубежом. Они маркируются буквой W, к которой добавляется еще одна, в зависимости от того, на каком токе будет выполняться сваривание алюминия. Материалы имеют также разный цвет упаковки:
— Марка WP (зеленый цвет) считается наиболее универсальной. Такими электродами можно работать как по чистому алюминию, так и по его сплавам. Пригодны для сварки переменным током, причем с возрастанием частоты осцилляций качество соединения увеличивается. Поскольку теплостойкость материала ограничена, то для обеспечения более равномерного теплового поля торец выполняют полусферическим;
— Марка WZ-8 (белый цвет) используется при наличии специальных требований к химической чистоте шва. Роль такого очистителя выполняет окись циркония, которая входит в состав. Кроме того, оксид циркония повышает стабильность горения дугового разряда и увеличивает термостойкость;
— Марка WТ-20 (красный цвет) по своим потребительским характеристикам примерно соответствует отечественным маркам ЭВТ. Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Как варить алюминий электродом | MastakSvarka
Как варить алюминий электродомМногие знают, что для получения качественного и красивого сварочного шва используют аргоно-дуговую сварку, но к сожалению не у всех есть возможность ей воспользоваться.
В этой статье мы разберем технологию сварки алюминия ручной дуговой сваркой покрытым электродом.
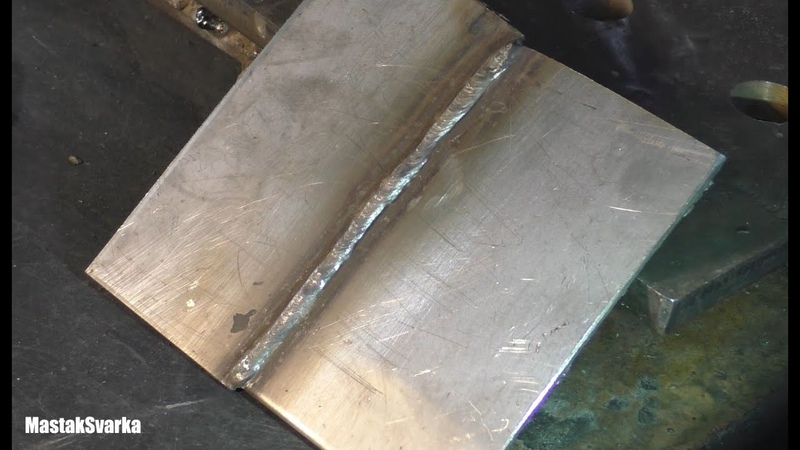
Заранее я собрал тавровое соединение с двух деталей из алюминия. Открыл свежую пачку электродов марки ESAB AlSi12. Данные электроды предназначены для сварки алюминия ручной дуговой сваркой. Диаметр электродов 3.2 мм. Данной маркой электродов можно сваривать в нижнем положении, вертикальном и горизонтальном положениях.
Как варить алюминий электродомСварку произвожу слева направо углом электрода назад. Сварочный ток постоянный , величина сварочного тока 70 А, полярность обратная (+ на электроде).
Сварочный ток постоянный , величина сварочного тока 70 А, полярность обратная (+ на электроде).
Рекомендуемый сварочный ток указан на упаковке с электродами и он составляет 70-120 А. Почему такой разброс, все сварочные аппараты отличаются друг от друга в величине сварочного тока. Даже аппараты одинаковой марки могут выдавать разный сварочный ток.
Как варить алюминий электродомМожете оценить получившийся сварной шов. Сваривать покрытыми электродами алюминий не просто, для этого требуется посвятить некоторое время тренировкам. Электрод в процессе сварки очень быстро плавится и поэтому нужно увеличить скорость ведения электрода.
Как варить алюминий электродомА теперь предлагаю разделить детали по полам для того , чтобы посмотреть на получившийся сварной шов внутри.
Как варить алюминий электродомВ разрезе можно наблюдать, что в целом швы получились удовлетворительно. Есть неприятная особенность при сварке покрытым электродом, это то что могут появляться в сварном шве поры.
В целом, если нет возможности сваривать арго-дуговой сваркой, то данные электроды вполне могут нас выручить в нужный момент.
Кстати, электроды для сварки алюминия имеют высокую стоимость, поэтому небольшая моя рекомендация, посещайте выставки сварочного оборудования , там можно бесплатно получить необходимое количество электродов для сварки алюминия.
Видео по сварке алюминия на моем канале MastakSvarka
или здесь
Как варить тонкий алюминий — Морской флот
Легкий, серебристый металл сегодня прочно закрепился в домашнем хозяйстве. Что только не производят из алюминия — от посуды до деталей автомобилей. Но часто нужно починить вещь, а ремонт возможен только одним методом — сварочным.
Сварка алюминия — это специфический процесс и требует применения отдельной технологии. В этой статье мы рассмотрим, какими способами можно варить «крылатый» металл в домашних условиях с использованием различных приемов и оборудования.
В этой статье мы рассмотрим, какими способами можно варить «крылатый» металл в домашних условиях с использованием различных приемов и оборудования.
Специфика материала
Сварка алюминия затрудняется его химическими и физическими свойствами.
Все дело в способности этого металла образовывать оксидную пленку от контакта с атмосферным кислородом. Эта способность является как главным достоинством, так и недостатком.
Преимущество в том, что оксид на поверхности надежно защищает изделие от коррозии, алюминий практически не поддается этому разрушающему процессу.
Но, в то же время, пленка окиси затрудняет соединение изделий путем сварочных работ. Окислы, образующиеся в сварочной ванне, имеют более высокую температуру плавления, чем сам металл, на выходе сварной шов неоднородный, а значит не прочный.
Также сильный нагрев, значительно превышающий температуру плавления (660°), приводит к следующим негативным последствиям.
- Текучесть расплавленного металла способствует вытеканию его из зоны сварки и быстрому прожиганию детали насквозь. Заварить такие недостатки можно, но с еще большими дефектами.
- Высокая температура может способствовать растрескиванию материала вокруг места сваривания.
- В сплавах алюминия образовываются поры ухудшающие прочность соединения.
- Значительная теплоемкость приводит к рассеиванию тепла по всей детали, а значит нужно более высокая мощность аппарата для качественной сварки.
- Металл образовывает кристаллизационные трещины в теле сварного шва.
 Заварить такие недостатки можно, но с еще большими дефектами.
Заварить такие недостатки можно, но с еще большими дефектами.Так как варить алюминий правильно и возможно ли делать такие соединения в домашней мастерской?
Способы сваривания
Распространенность алюминия в промышленности способствовала разработке различных способов сварных соединений для деталей. Но в домашних условиях возможны такие способы, для которых можно использовать доступное оборудование.
- Тиг сварка алюминия — этот процесс варки обеспечивается за счет применения специального неплавящегося электрода из вольфрама и аргоновой среды.
- Полуавтоматическое сваривание — соединение алюминиевых деталей за счет проволоки (имеющей необходимый присадочный материал), подающейся механизмом в зону электрической дуги.
- Электродуговая сварка алюминия с использованием покрытых электродов.

При использовании любого из этих методов, главным условием получения качественного шва будет разрушение пленки оксидов. Для этого оборудование настраивают на постоянный или переменный ток с обратной полярностью. Это обеспечивает необходимый процесс (катодное распыление), не допускающий образование окиси.
Алюминиевые изделия нельзя варить постоянным электрическим током при прямой полярности, так как не происходит разрушение оксидов в зоне сварки!
Сварка алюминия электродами
Такой способ сварки алюминия (ММА) возможен только для соединения деталей, не несущих ответственной нагрузки. При этом толщина самого металла должна быть не менее чем 4 миллиметра.
Недостатками варки алюминия электродами является недостаточное качество шва (пористость и плохая прочность). Также в процессе сваривания расплавленный металл разбрызгивается вокруг соединения, а шлаки, образующиеся сверху шва, очень плохо отделяются. А это может привести к коррозионным процессам.
А это может привести к коррозионным процессам.
Но все-таки покрытыми электродами и обычным инвертором ММА можно соединять алюминий. Для этого раньше использовались расходники с маркировками ОЗА-1 или ОЗА-2. Есть и более качественные модели — УАНА, а также ОЗАНА. Это отечественные электроды, позволяющие варить чистый металл и сплавы.
Также можно использовать расходные материалы от шведских производственников ESAB. Для чистого алюминия подойдут электроды ОК 96.10., а сплавы можно варить маркой ОК 96.50.
Итак, как сварить алюминий ручной электродуговой сваркой?
- Сваривать алюминий нужно на постоянном токе, но обязательно с обратной полярностью (меняем разъемы на инверторе местами). При этом соблюдается соотношение мощности и диаметра электрода. Сила тока регулируется в соотношении приблизительно 30 ампер на каждый миллиметр диаметра.
- Желательно осуществить предварительный нагрев свариваемых деталей. Алюминий средней толщины нагревают до показателя в 200-300 градусов, а большие массивные части нужно нагреть до 400°.
- Дуга зажигается как обычно, но стоит учесть, что скорость горения электродов для алюминия значительно выше, чем обычных. Поэтому и шов нужно вести несколько быстрее.
- Нельзя обрывать сварочный процесс не закончив соединение. При этом в конце шва образуется корка шлака, которая не даст зажечь дугу снова в этом месте. Все свариваемые швы нужно планировать на плавление одного электрода.
- При ведении сварного соединения не нужно делать поперечных движений как при варке стали.
- По окончанию сваривания нужно тут же удалить весь шлак в месте соединения, также нужно зачистить место сварки щеткой с металлическим ворсом и промыть горячей водой.

Это основные нюансы, которые нужно соблюдать при сваривании деталей из алюминия с использованием плавящихся электродов.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
 Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.

Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
Технология сварки алюминия полуавтоматом совершенствуется постепенно с опытом. Но, научившись использовать такое оборудование, можно получать соединения намного качественные, чем с обычной электродуговой сваркой или ручной тиг.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке комментариев к этой статье.
Чтобы надежно зафиксировать друг с другом два и больше элементов на основе алюминия, лучше всего применять аргонную сварку. Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
А для начинающих в этой сфере очень важно подробно изучить, как варить алюминий аргоном, поскольку специальный аппарат для соединения таких деталей достаточно сложный по своей структуре.
Если соединять их с помощью полуавтомата, то нужно иметь специальную сварочную проволоку и баллон с аргоном. Сварщик должен знать основы работы с металлами и иметь квалификацию. Если вы только учитесь, то лучше посмотрите обучающее видео и изучите инструкцию.
Свойства алюминия
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.

Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.
Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
 youtube.com/embed/BOv3Etp72_I»/>
youtube.com/embed/BOv3Etp72_I»/>
Способы алюминиевой сварки
Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
На предприятиях есть специальные сварочные установки, работающие с переменным током.
Сварка алюминия аргоном для начинающих
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
 Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.Ключевое описание процесса сварки
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Плюсы и минусы аргоновой сварки
Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.
Сам по себе алюминий – это металл, обладающий малым удельным весом, большой вязкостью, теплопроводностью и электропроводностью. Его сплавы выдерживают высокие механические нагрузки. Но при всех его достоинствах сварка алюминия в домашних условиях сопряжена с некоторыми трудностями.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.
Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Методы проведения сварки алюминиевых деталей
Сварку алюминия в домашних условиях можно производить различными методами, среди которых можно выделить:
- электродуговая сварка электродами с покрытием;
- газовая сварка;
- электродуговая сварка в среде нейтральных газов.
- Сварка алюминия без аргона с использованием плавких электродов со специальной обмазкой — самый простой, доступный и распространенный способ соединения деталей. Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.
Сила тока, выставляемая на аппарате, равна 25А на каждый миллиметр электрода. Плавятся электроды достаточно быстро, поэтому наложение шва происходит на большой скорости. Качество и непрерывность сварки зависит от квалификации сварщика.
После замены электрода на новый удаляется шлак. После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.
После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.
Сварка алюминиевых деталей
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
- Сварка газовой горелкой — более простой метод. Необходимость разогреть и расплавить металл в зоне сварки снижает скорость процесса в три раза. Для заполнения шва используется проволока. Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
- Высокое качество, надежность, прочность, эстетичность предоставляет сварка с использованием инертных газов аргона или гелия. Плавление металла происходит от дуги между электродом из вольфрама и деталью. Для присадки применяются алюминиевые прутки.
 youtube.com/embed/eZ0JeGiFgxs?feature=oembed»/>
youtube.com/embed/eZ0JeGiFgxs?feature=oembed»/>
Для эффективного разрушения окислов сварка производится током с переменным напряжением. Выбор режимов зависит от диаметра присадки, электрода, толщины металла и расхода газа. Дорогое оборудование и необходимые расходные материалы не позволяют активно использовать аргонодуговой метод в домашних условиях.
| Метод стыковки деталей | Размер деталей, мм | Наибольшая окружность электрода, мм | Размер присадочного прутка, мм | Токи для сварки, А | Расходование газа, л/мин |
| Отбортованные | 1 | 1 | — | 45-50 | 4-5 |
| 1,5 | 2 | 70-75 | 5-6 | ||
| 2 | 2 | 80-85 | 7-8 | ||
| Без разделки со швом с одной стороны | 2 | 2 | до 2 | 55-75 | 5-6 |
| 3 | 4 | до 3 | 100-120 | 7-8 | |
| 4 | 4 | до 3 | 120-150 | 8-10 | |
| Без разделки со швами с двух сторон | 4 | 4 | до 4 | 120-180 | 7-8 |
| 5 | 5 | до 4 | 200-250 | 8-10 | |
| 6 | 5 | до 4 | 240-270 | 8-10 |
Материалы и инструмент
Если техническая подготовка работника стоит на первом месте при проведении сварочных работ алюминия, то технологическое оснащение для поведения работ занимает второе место. Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
- источник питания – сварочный аппарат, позволяющий выдавать постоянный и переменный ток, а также токи достигающие 300 А;
- электроды марок ОЗАНА и УАНА, предназначенные для всех типов алюминиевых сплавов;
- присадочная проволока или прутки;
- газовое оборудование – баллоны, горелка, шланги;
- надежное заземление;
- рабочая одежда из негорючего материала;
- сварочная маска или очки.
Техника безопасности
Технология сварочного процесса – это интенсивное разбрызгивание, что заставляет, в первую очередь, заботиться о безопасности сварщика.
- На нем должен быть надет костюм из негорючей или огнеупорной ткани, а так же рукавицы, краги из подобного материала.
- Для защиты органов дыхания используются индивидуальные средства защиты.
- Органы зрения защищает сварочная маска.
- Наличие надежного заземления предупредит поражение от электрического тока.
Работа с газовым оборудованием сопряжена с повышенной опасностью. Соблюсти все требования промышленной безопасности в домашних условиях проблематично, но следовать им необходимо.
Подготовка поверхностей металлических деталей к сварке
Свариваемые детали нуждаются в тщательной подготовке. Кромки деталей подвергаются следующей обработке:
- С поверхности заготовки авиационным бензином, уайт-спиритом или ацетоном, растворителем удаляются остатки жиров, масел и других загрязнений, то есть обезжириваются.
- Разделка кромок. При сварке листового материала толщиной не свыше полутора миллиметров их края отбортовываются. Фаска снимается на деталях толщиной более 4мм при сварке покрытыми электродами. Если толщина изделий 20 мм и более, то разделка необходима в любом случае.
- Удаление окислов с поверхности производится напильником или металлической щеткой. Ширина очистки с каждой стороны должна составлять до 15 мм. В некоторых случаях оксиды растворяют раствором каустической соды. Но после такой процедуры требуется промывка проточной водой.
 Но после такой процедуры требуется промывка проточной водой.
Но после такой процедуры требуется промывка проточной водой.Описание процесса
После проведения подготовительных мероприятий производится процесс стыковки. Сварка алюминия в домашних условиях методом электродуговой сварки в среде нейтральных газов производится с соблюдением следующих рекомендаций:
- угол наклона вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, но не более 80°;
- пруток присадочного металла подается в зону перпендикулярно вольфрамовому электроду;
- размер дуги не должен превышать 2 1/2 мм;
- чтобы обеспечить защиту от кислорода расплавленный металл первым перемещаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток периодически вводится в сварочную ванну;
- поперечные движения не рекомендованы, только продольные;
- для отведения излишнего тепла сварку производят на медных пластинах или стальном верстаке;
- инертный газ подается за 3 секунды до образования дуги и в течение 5 секунд после окончания подачи напряжения.

В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Процесс сварки алюминия импульсными полуавтоматами производится с постоянным током, но с обратной полярностью. Равномерная подача алюминиевой проволоки осуществляется роликовым механизмом. Из-за высокого коэффициента температурного расширения проволока может застревать в наконечнике. В связи с этим, используются наконечники для сварки алюминия и имеющие маркировку «AL».
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как приварить алюминий к алюминию
Сваривание алюминия и изделий из его сплавов является достаточно сложным процессом, так как в процессе сваривания поверхность расплавленного алюминия моментально покрывается тугоплавкой пленкой из оксида алюминия, который исключает процесс диффузии отдельных частиц металла.
Температура плавления пленки оксида алюминия составляет 2050°С, а чистого алюминия – 658°С. Поэтому перед тем, как приварить алюминий к алюминию необходимо провести некоторые подготовительные операции.
Условия сварки алюминия
- Первым и очень важным условием является выполнение ряда подготовительных операций перед сваркой.
- Соединяемые изделия необходимо обязательно обезжирить при помощи растворителей (техническим ацетоном, авиационным бензином), при этом удаляется пленка оксида алюминия с поверхности детали методом химического травления или же механической зачисткой.
- Травление и обезжиривание рекомендуется выполнять за 2-4 часа перед сваркой.
- Таким же способом обрабатывается присадочная проволока.
- Стержни электродов перед нанесением покрытия, также очищаются.
- Электроды перед сваркой подлежат просушке при температуре печи 200°С на протяжении двух часов.
- В результате того, что время плавления электрода из алюминия в два-три раза меньше стального, то и скорость сваривания алюминия, соответственно, должна быть выше.
- Сварочный процесс в пределах использования одного электрода следует выполнять непрерывно, так как повторному зажиганию дуги препятствует пленка из шлака на конце электрода и поверхности кратера.
- Значение сварочного тока рекомендуется принимать силой не больше 60А на 1мм диаметра стержня электрода для обеспечения устойчивого сварочного процесса и минимальных потерь металла при разбрызгивании.
- Сваривание алюминия с толщиной до 2-х мм осуществляется без разделки кромок и применения присадок, а алюминиевые листы толще 2-а мм свариваются с предварительной разделкой кромок или с зазором между изделиями равным 0,5—0,7 толщины деталей (листов). Оксидная пленка удаляется при помощи флюса марки АФ-4А.
- Ручная сварка электродами с покрытием применяется в основном для сплавов технического алюминия типа АМг и АМц, а также силумина, который применяется для мало нагружаемых конструкций.

Изделия и конструкции из технически чистого алюминия свариваются ручной дуговой сваркой электродами марки ОЗА-1, а изделия из силуминов свариваются электродами ОЗА-2.
Сегодня в производстве применяются также электроды ОЗАНА, которые существенно превосходят по технологическим характеристикам электроды серии ОЗА. Применение электродов ОЗАНА обеспечивает хорошую формировку шва, мелкокапельный перенос металла и легкую отделимость корки шлака.
Сварка алюминия: как варить, способы, особенности
Алюминий, а также его многочисленные сплавы используются повсюду. Он имеет низкий вес и превосходные механические параметры сплавов, а также хорошую тепло- и электропроводность. Эти отличные качества имеют одно нивелирующее их свойство – трудность сваривания. Для облегчения этого процесса используются специальные электроды и особые методы работы. Необходимость сварки алюминия возникает не только в бытовой сфере, но и в производстве. Обеспечить дома все необходимые условия для сварочной процедуры довольно затруднительно, однако вполне возможно. Перед тем как варить алюминий следует ознакомиться с его параметрами и основными принципами сварки.
Почему алюминий сложно сварить?
Сложность варки алюминия и его разнообразных сплавов заключается в особенности его характерных свойств. На нем постоянно присутствует окисел, который плавится при гораздо большей температуре, чем сам металл. В сварной зоне расплавленный алюминиевый материал практически сразу покрывается окислительной пленкой, мешающей формированию правильного сварного шва.
На нем постоянно присутствует окисел, который плавится при гораздо большей температуре, чем сам металл. В сварной зоне расплавленный алюминиевый материал практически сразу покрывается окислительной пленкой, мешающей формированию правильного сварного шва.
Это определяет особенности сваривания деталей, где необходимо защищать сварной участок от взаимодействия с воздушной средой. Для этих целей применяется аргон. Расплавленная алюминиевая масса имеет высокую текучесть, которая мешает образованию правильной сварочной ванны. Чтобы нивелировать данное свойство используются разнообразные теплоотводящие подкладки.
Алюминиевый состав содержит водород в растворенном виде, высвобождающийся наружу при выполнении сварочных работ. При этом на швах создаются поры, а также трещины кристаллизационного типа. На качество соединений влияет и находящийся в составе кремний, снижающий шовную прочность при охлаждении деталей. Алюминиевый материал обладает высоким линейным расширением, что влияет на сильную усадку металла во время остывания и возникновению деформаций свариваемых изделий. Перед тем как сварить алюминий в домашних условиях, учтите эти нюансы.
Перед тем как сварить алюминий в домашних условиях, учтите эти нюансы.
Для сварки этого металла, а также его сплавов используется сварочный электроток высоких значений. Это обусловлено повышенной теплопроводностью материала. При этом значение тока для стали требуется практически в 1,5 раза меньше. Соединение алюминиевых и сплавных деталей осложняется еще и тем, что трудно определить точную марку свариваемых элементов. Это делает затруднительным выбор необходимого сварочного режима и подбор метода соединения.
Что нужно знать при сварке алюминия
Чтобы понять, как заварить алюминий в домашних условиях, следует ознакомиться с некоторыми особенностями работы. Варить этот металл, а также его сплавы можно не только при помощи аргона, но и другими методами с получением сварного шва хорошего качества. Наиболее приемлемым считается стыковое соединение при сваривании изделий. Нахлесточные и тавровые типы соединений сваркой нежелательны, так как увеличивается вероятность попадания в зазоры шлака, который ускорит коррозионные процессы.
Перед сварным процессом необходимо провести правильную подготовку алюминиевого изделия. Для этого удаляется оксидный слой и принимаются меры, препятствующие его повторному образованию. По окончании сваривания деталей обязательно выполняется промывка обычной водой шва для удаления шлака.
Массивные элементы с толщиной более 3 мм подвергаются дополнительной обработке с созданием в месте соединения кромок V-образного типа под углом 60°. Перед свариванием металл прогревается до температуры порядка 150-250 °С. Учтите, что изделия из чистого алюминия соединяются лучше, чем из его сплавов с входящими в их состав марганцем и магнием (силумин и дюралюминий).
Способы и методы, применяемые для сварки
Сваривание алюминиевых элементов выполняется различными способами, которые отличаются использованием разнообразного оборудования и материалов. Кроме того, применяются особые средства предохранения сварной области, к которым относятся флюсы, а также инертные газы.
Среди нескольких методов, использующихся при сваривании металлов на производстве и в бытовых условиях наиболее приемлемы три вида:
- режим ММА;
- AC TIG;
- DC MIG.
Режим ММА
В этом режиме применяются специальные электроды с покрытием особым составом. Эти работы используются для получения неответственных соединений конструкций с толщиной металла свыше 4 мм. При этом способе сваривания получается невысокое качество шва, который имеет низкую прочность и высокую пористость. В процессе сваривания происходит повышенная разбрызгиваемость металла, а также плохое отделение остывшего шлака. Электродным способом данного типа сваривают как чистый технический металл, так и его различные сплавы.
AC TIG
Данный метод применяет вольфрамовые электроды, а также дополнительную защиту сварной области облаком инертных газов. Он использует аппараты, выдающие высокочастотный переменный ток для облегчения зажигания электрической дуги. Эти устройства снабжаются некоторыми функциями, влияющими на качество сварных работ. К ним относится регулировка частоты выходного тока переменного значения, а также его баланс.
Перед тем как сварить алюминий инвертором, следует ознакомиться с некоторыми нюансами. Регулирование помогает получить фокусирование ширины дуги для получения возможности сваривания труднодоступных мест. Помимо этого, она облегчает работу с тонким материалом. Баланс предоставляет возможность управлять раскислительным процессом алюминия, который еще называют «очищением».
DC MIG
Для соединения изделий применяется полуавтомат с механизмом подачи сварочной проволоки. Выполнение сварки происходит в защитной газовой среде. Чтобы правильно понять, как варить алюминиевое изделие полуавтоматом, необходимо понять специфику. Данный способ несколько отличается от работы со стальными материалами. Высокая теплопроводность алюминиевых изделий требует усиления контроля над скоростью подачи сварной проволоки, а также мощностью дуги. Использование полуавтоматов позволяет получить качественный алюминиевый сварочный шов при достаточно высокой производительности.
При сваривании алюминиевых материалов необходимо соблюдать условие удаления окислительной пленки на соединяемом участке. Это выполняется при использовании переменного или же постоянного электротока обратной полярности. При этом осуществляется катодное воздействие, которое разрушает слой окисла. Прямая токовая полярность не будет проводить разрушающее воздействие на оксидную пленку.
Технологическая последовательность процесса
Соблюдение всех правил технологии позволяет уяснить, как правильно сварить алюминий и получить качественный, прочный шов вне зависимости от применяемого метода.
Подготовка
Перед началом сварочных работ необходимо выполнить подготовку кромок изделий для соединения. Данный процесс проходит в несколько этапов.
Сначала соединяемые поверхности очищаются от масла, жировых пятен, грязи. В этом превосходно поможет ацетон, а также уайт-спирит, авиабензин или же прочие растворители. После этого выполняется разделка соединяемых граней (при толщине деталей более 4 мм). При электродной сварке данная процедура выполняется для изделий с толщиной, превышающей 20 мм. Торцы металлических листов до 1,5 мм отбортовываются перед выполнением соединения.
Удаление слоя окисла производится щеткой с ворсом из стали нержавеющего типа или напильником. Ширина обрабатываемой зоны составляет порядка 30 мм. Эту процедуру можно выполнить с помощью разнообразных химических средств: бензином или каустической содой. После содовой обработки участок обязательно промывается обычной проточной водой.
Сваривание
Электродная сварка алюминиевых изделий (режим ММА) выполняется электродами марок УАНА, а также ОЗАНА. Они предназначены для соединения всех видов сплавов легкого металла. Эти марки используются взамен устаревших ОЗА. Перед тем как варить алюминий электродом, требуется предварительный прогрев металла ориентировочно до 300 °С при небольшой толщине и на 100 °С больше для работы с массивными изделиями. Это позволит получить хорошую проплавку металлического изделия, а также избежать коробления и возможного возникновения трещин.
Сваривание электродами необходимо выполнять непрерывным швом для избегания обрывов дуги и появления шлаковой корки. Чтобы понять, как сваривать алюминий особыми электродами, ознакомьтесь с соответствующим видеоматериалом.
Применение метода AC TIG является наиболее распространенным. В нем используются электродные вольфрамовые стержни диаметром от 1,6 мм и до 5 мм, а также присадочные прутки с диаметром до 4 мм, а также аппарат инверторного типа. Для защиты от внешней среды применяется высокоочищенный гелий или же аргон. Для питания дуги служит источник тока переменного типа, который способствует активному разрушению слоя окиси.
Между электродом и горизонталью выдерживается угол порядка 75 °, между электродным стержнем и присадочным прутком – приблизительно 90 °. Длина сварной дуги составляет приблизительно 2 мм. Горелка должна передвигаться сзади присадочной проволоки, которая подается небольшим возвратно-поступательным ходом.
Лист из соединяемого материала ложится на специальную прокладку из стали или же меди, которые отводят получаемое тепло. Сварная ванна должна иметь небольшие размеры, а скорость выполнения сварки подбирается в соответствии с расходом газа, а также выбранной величиной электротока. За 5 секунд до зажигания дуги начинается подача аргона, а выключается по истечении 6 сек. после ее обрыва.
При использовании режима DC MIG применяется полуавтомат импульсного типа. Чтобы понять, как заварить алюминиевый материал полуавтоматическим агрегатом, следует понять его принцип работы. Высокое напряжение после разрушения оксидного слоя падает до обычной величины. Капли электродного материала «впечатываются» внутрь сварной ванны, что обеспечивает высокое качество шовного соединения. Стоимость таких агрегатов весьма высока, поэтому некоторые умельцы обходятся обычными полуавтоматическими устройствами с небольшими доработками. Для ознакомления с процессом сварки полуавтоматом просмотрите соответствующее видео.
Сварочная проволока, использующая в данном режиме должна полностью соответствовать алюминиевому материалу. Это указывается в ее технических параметрах.
Преимущества и недостатки самостоятельного сваривания
Выполнение самостоятельной сварки алюминиевых изделий без привлечения профессионалов требует строгого соблюдения технологического процесса. Для начинающих это будет весьма тяжелое испытание, которое может закончиться неудачей. Однако, приобретя некоторый опыт и изучив теорию, можно добиться вполне хороших результатов.
К преимуществам сваривания в домашних условиях относится удешевление процесса при наличии соответствующего оборудования, получение моментального результата собственной работы. Помимо этого, дома гораздо проще применять подручные приспособления, отсутствуют высокие качественные нормы, так как требования к соединению невысоки. Перед тем как начинать сваривать алюминий дома, необходимо ознакомиться и с другой стороной данного процесса.
Кроме достоинств сварки в домашних условиях присутствуют и недостатки. Это пониженное качество соединений, сложности в подборе расходных материалов, отсутствие передовых технологий. Помимо этого, хранение электродов может не вполне соответствовать их рекомендованным условиям, а полученный сварочный шов практически невозможно точно диагностировать. При бытовых работах весьма сложно соблюдать все требования безопасности, что чревато тяжкими последствиями.
Внимательно изучив теорию и получив практику, можно создавать сварные алюминиевые соединения с высокой прочностью и надежностью.
Какими электродами варить алюминий, дюралюминий и сплавы
Какими электродами варить алюминий, дюралюминий и сплавыАлюминий относится к тем металлам, при сварке которых возникают определённого рода трудности. На поверхности алюминия присутствует оксидная плёнка, для расплавления которой нужна очень высокая температура, более 2000 градусов.
Кроме того, алюминий сильно растекается, поэтому получить цельный сварочный шов проблематично. Поэтому для сварки алюминия не подходят обычные электроды. Промышленностью с этой целью выпускаются специальные электроды по алюминию, такие как ОЗАНА и ОЗА, УАНА и ESAB.
В данном обзоре сайта про сварку и пайку svarkapajka.ru мы расскажем, какими электродами варить алюминий.
Сложности при сварке алюминия
Оксидная плёнка — на поверхности алюминия присутствует оксидная плёнка, которая сильно затрудняет сваривание этого металла. Чтобы расплавить оксидную плёнку на поверхности алюминия требуется очень высокая температура, намного выше, чем температура плавления самого алюминия.
Сильная текучесть — алюминий обладает высокой текучестью. Поэтому при его сварке необходимо использовать подкладки из теплоотводящих материалов, например, из меди.
Высокое линейное расширение — вследствие воздействия больших температур, алюминий деформируется. По этой причине получить красивый сварочный шов достаточно трудно.
Кроме того, для сварки алюминия нужен гораздо больший ток, чем для других металлов. Применяются с этой целью и специализированные электроды по алюминию, о которых вы сможете узнать ниже.
Какими электродами варить алюминий и его сплавы
Электроды для сварки алюминия от обычных электродов для стали отличаются своим покрытием. В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.
В свою очередь, для низкотемпературной пайки алюминия используются специальные флюсы, которые выполняют такую же самую задачу по разрушению оксидной пленки. Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax.html
Наиболее популярными марками электродов для сварки алюминия считаются:
Электроды ОЗАНА и ОЗА — обмазка данных марок электродов имеет в своём составе фтористые и хлористые соли калия и лития, которые превращают оксидную плёнку на поверхности алюминия в шлак. Покрытие электродов ОЗА и ОЗАНА гигроскопично и обладает низкой прочностью.
Электроды ОЗА-1 и ОЗА-2 — используются для сварки чистого алюминия без каких-либо примесей. Для их изготовления служит проволока СвАК5 и СвАК3. В свою очередь электроды ОЗАНА-1 изготавливают из алюминиевой проволоки.
ОК 96.10 — электроды шведской компании ESAB. Они имеют особый состав обмазки с высоким содержанием солей хлора и фтора. К сожалению, данная марка электродов не поставляется на сегодняшний день шведской компанией в страны СНГ, а на замену ей пришли такие электроды по алюминию, как ESAB OK AlMn1.
Электроды OK AlMn1 — это аналог сварочных электродов по алюминию ОК 96.10. Они имеют солевое покрытие стержня и идеально подходят для сварки алюминиевых сплавов с невысоким содержанием марганца с магнием, не более 3%.
Электроды для сварки дюралюминия
Практически все вышеописанные электроды по алюминию подходят и для сварки дюралюминия. Тем не менее, есть определённые марки электродов, которые предназначены для сварки только чистого алюминия, без каких-либо примесей.
В первую очередь это, электроды ОК 96.10, которые применяются для сваривания изделий из чистого алюминия. В свою очередь, практически такие же электроды данного производителя, но другой марки (ОК 96.50) подходят для сварки алюминиевых сплавов, в том числе и дюралюминия.
Дуговая сварка алюминия: как приклеивать алюминий: Maine Welding Company
Когда a rc сваривает алюминий с использованием процесса дуговой сварки в защитных оболочках (SMAW), используется электрод с толстым погружным или экструдированным покрытием из флюса с обратной полярностью постоянного тока (DCRP). Покрытие электродов такое же, как и у обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удаляется должным образом.
Алюминиевый лист для дуговой сварки. Из-за сложности управления дугой, стыковые и угловые сварные швы трудно производить на пластинах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовым процессом.Этот сварной шов может быть пористым и не подходить для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Дуговая сварка алюминия: настройки тока и полярности . Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем испытания соединений, которые необходимо выполнить.
Дуговая сварка алюминия: подготовка кромок листа .В целом конструкция сварных соединений алюминия вполне соответствует конструкции сварных соединений. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевых листов меньшей толщины предпочтительнее использовать меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения. Управляющий фактор — совместная подготовка. Специально разработанная V-образная канавка, подходящая для алюминия, показана на A, рис. 7-11. Этот тип соединения отлично подходит там, где сварка может быть выполнена только с одной стороны и где требуется гладкий проникающий валик.Эффективность этой конкретной конструкции зависит от поверхностного натяжения, и ее следует наносить на весь материал толщиной более 1/8 дюйма (3,2 мм). Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки. Получены превосходный контроль проплавления и качественные корневые швы. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением при перегреве и горизонтальной сварке.Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
MIG Сварка алюминия для начинающих
Если вы хотите, чтобы MIG сварил алюминий с помощью сварочного аппарата с механизмом подачи проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку низкоуглеродистой стали методом MIG, то, вероятно, вам нужно сделать это до того, как вы начнете сварку алюминия с помощью процесса GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используются одинаковый угол наклона пистолета и скорость потока газа (20-30 куб. Футов в час).
Однако на этом сходство в значительной степени заканчивается.
Алюминий — металл, который сложно сваривать с помощью сварочного аппарата MIG, поскольку он требует больше тепла, чем низкоуглеродистая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 га. К 18 га. Если тоньше этого, вам понадобится сварочный аппарат TIG.
С помощью сварочного аппарата TIG можно сварить банку из-под соды.Довольно круто.
Сварка алюминия с помощью аппарата для сварки проволокой печально известна тем, что у нее возникают неожиданные прожоги, и сварочная ванна буквально проваливается сквозь заготовку, если вы не двигаетесь достаточно быстро.
Вот почему не следует пытаться сваривать тонкие алюминиевые детали.
При сварке низкоуглеродистой стали методом MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление. Однако в случае алюминия сварочная ванна похожа на «мокрую фольгу».
Вы не увидите расплавленной докрасна сварочной лужи с алюминием.Требуется время, чтобы почувствовать, когда сварочная лужа для алюминия становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость перемещения при сварке алюминия методом MIGХорошее практическое правило — использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость движения.
Как я уже говорил, сначала вы будете двигаться с неудобной скоростью с пистолетом MIG с алюминием, пока не привыкнете к нему.
Сварка сталиMIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в стыке, что приводит к образованию расплавленной сварочной ванны.
При сварке алюминия в большинстве случаев используется струйный перенос.
Распылительная передача — это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это поднять напряжение и использовать правильную газовую смесь.
Сварочный пистолет для алюминия MIGЕсли вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с механизмом подачи проволоки, вам понадобится катушечный пистолет.
Почему нельзя просто вставить рулон алюминиевой проволоки в машину MIG?
Потому что алюминиевая проволока для сварки MIG намного мягче стали и имеет тенденцию влезать в кабельную прокладку. Проволока не такая жесткая, как проволока из низкоуглеродистой стали, поэтому вы должны компенсировать это с помощью пистолета для катушки.
Катушечные пистолетыподходят для сварщиков своими руками, и обычно вы можете установить только небольшой вес в 1 фунт.катиться внутрь.
Преимущество пистолета-катушки в том, что алюминиевая проволока не должна проходить через шланг MIG, где она, скорее всего, защелкнется.
Смесь газов для сварки алюминия методом MIGПри сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25% CO2 и 75% аргон).
Для сварки алюминия методом MIG следует использовать в качестве защитного газа чистый аргон.
Это позволит осуществить процесс переноса распылением.
Для более толстого алюминия (1/2 дюйма или более) добавляется от 25% до 75% гелия.
Это обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
MIG-сварка алюминия требует, чтобы на вашем аппарате был установлен DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны проходят от устройства через кабель заземления и обратно через пистолет.
Важно правильно настроить этот набор, иначе сварные швы не вылезут.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать направление сварки вперед (толкающее).Это гарантирует, что защитный газ в достаточной мере покрывает сварочную ванну.
Вот удобное изображение, чтобы проиллюстрировать это »
Предоставлено: Halverson CTSТолкание дает более плоский, широкий борт с меньшим проникновением, в то время как перетягивание дает более глубокое проникновение и более узкий борт.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Если вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это связано с тем, что лужа не попадает в газовое покрытие.
С направлением толчка вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид алюминия перед сваркой.
Вот почему…
Оксид имеет в два раза большую температуру плавления, чем сам алюминий, и, если вы не удалите его, ваши суставы не срастутся.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (а не стальная, потому что она загрязняет сварной шов).
Почистите щеткой алюминиевый стык в том месте, где будет производиться сварка, и все будет в порядке.
Обычно при сварке MIG низкоуглеродистой стали вылет проволоки должен быть меньше (1/4 дюйма). Вылет проволоки — это количество проволоки, выходящей за пределы сопла MIG при сварке.
Для алюминия, поскольку он использует метод переноса распылением и сильно нагревается, вам необходимо использовать более длинный вылет проволоки. Вылет от ¾ ”до 1” — это хорошо.
Как сваривать алюминий — Общее машиностроение Австралии, Вьетнам
Руководство по сварке алюминия
Алюминий — это легкий и тонкий металл, который очень часто используется в сварочных цехах.Сварку с этим металлом следует производить при низких температурах, иначе в материалах вы просто проделаете дыры. Алюминий довольно реакционноспособен, поэтому при обнажении образует оксидный слой. Это создает препятствия для сварки, так как приводит к образованию пористых сварных швов, поэтому перед сваркой вам необходимо очистить оксидный слой проволочной щеткой. Однако вам придется работать быстро, так как на то, чтобы снова сформироваться, потребуется всего несколько минут. Научиться сваривать алюминий на сложнее, чем на , чем сварка стали, поскольку для этого требуется гораздо больше внимания, внимания и специального оборудования.Для каждого типа сварки требуется разное оборудование и методы, но как только вы поймете все, что с этим связано, алюминиевые сварные швы выглядят чистыми, гладкими, умными и очень упругими.
Почему мы используем алюминий?
Алюминий — один из самых популярных материалов для сварки, и тому есть несколько веских причин. Будучи тонким, он невероятно легкий, но при этом очень прочный и эластичный.Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и обладает высокой проводимостью как для тепла, так и для электричества.
Кроме того, алюминий можно сплавить со многими другими металлами, что делает их еще более прочными и долговечными.
Алюминиевые сплавы
Существует много различных типов алюминиевых сплавов, поэтому запомнить детали каждого из них может быть непросто. Существует система классификации, которая присваивает каждому алюминиевому сплаву четырехзначный номер, и учитывается первая цифра.Вот краткое описание каждого числа:
- 1XXX: Алюминиевые сплавы, начинающиеся с цифры 1, очень чистые. Они почти полностью изготовлены из алюминия с содержанием алюминия более 99%.
- 2XXX: Обычно используемые при изготовлении самолетов сплавы, начинающиеся с цифры 2, обычно изготавливаются из меди с алюминиевым покрытием. Они очень прочные, но не очень устойчивы к коррозии.
- 3XXX: Алюминиевые сплавы, начинающиеся с цифры 3, содержат около 1.5% марганца. Они не поддаются термообработке, но с ними очень легко работать, и они станут отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
- 4XXX: Нередко можно встретить сварочные электроды, начинающиеся с цифры 4. Этот тип сплава содержит кремний, который может значительно снизить температуру плавления металла.
- 5XXX: Сплавы, начинающиеся с цифры 5, содержат магний; они довольно просты в использовании, они прочные и устойчивые к коррозии, но они не самые прочные.Хотя для сварки алюминия обычно используются относительно низкие температуры, следует избегать слишком низких температур для этих сплавов.
- 6XXX: Эти сплавы довольно прочные и универсальные, поскольку они поддаются термообработке. Это потому, что они содержат определенное количество кремния и магния.
- 7XXX: Сплавы, начинающиеся с цифры 7, также используются в самолетах и обладают очень высокой прочностью. Они содержат цинк и, как правило, магний, что делает их пригодными для термической обработки.
Только начинаете? Начните свой познавательный путь со статьи: « Три основных этапа металлообрабатывающих работ »
Как MIG сваривать алюминий
MIG-сварка алюминия возможна при условии, что вы настроили оборудование на постоянный ток и с обратной полярностью. Эта сварка возможна в любом положении, хотя более сложные положения должны быть сохранены для более опытных сварщиков.
Перед тем, как приступить к сварке алюминия методом MIG, вам нужно достать баллон с защитным газом .Идеальный газ — аргон, так как это дает действительно гладкую устойчивую дугу. Однако смесь аргона и гелия также будет работать эффективно. Основным преимуществом использования газообразного аргона / гелия является то, что он обеспечивает более глубокое проникновение, но будьте осторожны, если ваш металл очень тонкий. Если вы все же решите выбрать защитный газ, состоящий из комбинации обоих, то, что содержит около 75% гелия и 25% аргона, должно дать вам лучшее из обоих.
Алюминиевая присадочная проволока имеет тенденцию очень легко заклинивать систему, поэтому попробуйте использовать либо пушпульную систему подачи проволоки, либо катушечный пистолет, чтобы избежать этих проблем.Если вы работаете в ограниченном пространстве или выполняете много работы вне положения, то катушечный пистолет должен быть вашим предпочтительным выбором.
Ударьте чистым сварочным электродом примерно на дюйм от начала сварного шва, затем быстро переместите его в точку, с которой вы хотите начать сварку.
При перемещении по сварному шву используйте технику струны борта, но будьте осторожны, чтобы не изменить угол электрода в процессе.В любом случае у вас должно быть , двигающееся довольно быстро, , но по мере приближения к концу сварного шва попытайтесь увеличить скорость. Это уменьшит размер сварочной ванны и, в свою очередь, уменьшит количество трещин.
При сварке в горизонтальном положении рекомендуется направлять пистолет вверх.
Как выполнять сварку TIG алюминия
Сварка алюминия методом TIG обычно предпочтительнее сварки перед сваркой MIG, поскольку она дает очень чистые, гладкие и аккуратные результаты.
При выборе оборудования для сварки TIG необходимо проявлять осторожность. При использовании алюминия сварка TIG должна выполняться на переменном токе (переменный ток) — постоянный ток (постоянный ток) просто не подходит. Не все сварочные аппараты TIG настроены для работы на переменном токе, поэтому перед началом сварки внимательно ознакомьтесь с конкретными деталями каждого аппарата.
Кроме того, при сварке алюминия важен контроль нагрева, поскольку металл очень тонкий. В результате идеально подходит сварочный аппарат с импульсной функцией, так как это предотвратит слишком высокий рост температуры.
Еще раз, как и при сварке MIG, вам потребуется защитный газ, который должен содержать аргон или смесь аргона и гелия.
Деформация — это распространенная проблема при сварке алюминия из-за высоких температур, поэтому перед правильным началом можно подумать о прихваточной сварке. Это избавит вас от лишних хлопот и потраченного времени впустую.
Для сваркиTIG потребуется использовать обе руки , поэтому убедитесь, что вы надели подходящую пару защитных сварочных перчаток и сварочный шлем, чтобы защитить себя и при этом держать руки свободными.В одной руке вы будете держать электрододержатель, а присадочный стержень — в другой.
При использовании методов старта с нуля и старта с подъемом существует риск того, что часть вольфрама от электрода останется на металле, загрязняя сварной шов. Чтобы этого избежать, сформируйте дугу на царапающем блоке, чтобы нагреть электрод, прежде чем разорвать дугу и снова начать сварку на сварном шве.В качестве альтернативы, высокочастотные пуски вообще не требуют, чтобы ваш электрод касался металла, поэтому проверьте характеристики вашего устройства, чтобы узнать, есть ли у него такая возможность. Независимо от того, какой метод запуска вы используете, вам всегда следует ждать образования сварочной лужи, прежде чем начинать движение по длине сварного шва.
Двигайтесь вдоль соединения, медленно двигаясь назад и немного вперед на всем протяжении, следя за тем, чтобы присадочный стержень и электрод никогда не соприкасались.
Как только вы дойдете до конца сварного шва, если вы внезапно отключите дугу, у вас будут трещины и дефектные сварные швы.Вы можете избежать этой проблемы, осторожно уменьшив ток ближе к концу, что очень легко сделать, если вы используете ножной блок управления.
Как сваривать литой алюминий
Литой алюминий гораздо труднее сваривать, чем чистый или легированный алюминий, поскольку он уже нечистый и пористый. Как только металл нагреется, загрязнения и воздушные карманы всплывут на поверхность.
Когда дело доходит до защитного газа, вам нужно использовать аргон, а не что-либо, смешанное с гелием или диоксидом углерода.
СваркаTIG — лучший сварочный процесс для этих работ, поскольку она дает вам больший контроль над сварными швами, особенно с точки зрения нагрева и скорости. Включение в работу элементов кремния, особенно в алюминиевых сплавах, может серьезно улучшить окончательный внешний вид сварных швов, поэтому подумайте об использовании этих металлов в своей работе.
Как приваривать алюминий к стали
Алюминий — относительно мягкий, тонкий и легкий металл, а сталь намного прочнее, тяжелее и толще, поэтому их соединение может быть очень трудным.
Существует два простых метода сварки алюминия со сталью, но оба требуют больше времени и усилий, чем обычная сварка.
Первый — использовать специально изготовленный кусок металла, называемый биметаллической переходной вставкой, что по сути означает просто небольшой кусок металла, содержащий два разных металлических элемента. Один из этих материалов — алюминий; другой уже приварен (без использования дуговой сварки) и может быть легко соединен со сталью. Первый шаг в использовании этих вставок — приварить алюминиевую сторону вставки к металлической части вашей работы; второй шаг — приварить сталь к другой стороне вставки.Выполнение нескольких шагов займет больше времени, но это действительно эффективный способ создания прочных и эффективных сварных швов между алюминием и более прочными металлами.
Кроме того, вы можете попробовать покрыть сталь алюминием погружением или покрыть ее серебряным припоем. Эти методы более дороги и требуют еще одного сложного набора навыков, но они значительно упрощают процесс сварки стальных деталей с алюминием.
Еще о чем следует помнитьВ отличие от стали алюминий не меняет своего внешнего вида при нагревании .Он остается серебристым: нет раскаленного свечения. В результате вам нужно внимательно следить за тем, чтобы ваши материалы не перегревались, иначе они развалятся и разрушат всю работу. Нет простого и очевидного способа сделать это — практика и опыт покажут, что по ощущениям от машины, металла и сварки все становится слишком горячим.
Кроме того, независимо от вашего положения при сварке, вы должны стремиться к сварке вдали от вас, а не подносить горелку к себе.Другими словами, вы должны толкать сварной шов, а не тянуть . На первый взгляд это может показаться не таким уж большим делом, но толкание снизит вероятность образования пористых дефектных сварных швов.
ЗаключениеК настоящему времени вы должны понимать, что сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов. Однако все дополнительные практики и расходы на специализированное оборудование окупятся, так как результаты будут выглядеть действительно профессионально.Алюминий — отличный материал для работы, поэтому это обязательный навык для всех, кто серьезно относится к сварке.
Я надеюсь, что наша статья даст вам фундаментальную основу, из которой вы сможете получить последние знания и информацию о производстве листового металла в области .
Какой вид сварки используется для алюминия? | Металлические супермаркеты
Для сварки алюминия требуются другие методы сварки, другие защитные газы, другие технические характеристики и другая обработка перед сваркой и после сварки, чем для сварки стали.Процессы сварки, которые подходят для обоих видов сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий относительно легко сваривается, но прежде всего необходимо выбрать правильный процесс сварки.
Почему сложно сваривать алюминий?
Прежде чем осветить различные сварочные процессы, которые используются для соединения алюминия, важно понять некоторые трудности, присущие сварке алюминия. Одна из проблем — это присадочный металл.Во-первых, некоторые алюминиевые сплавы невозможно сваривать без присадочных материалов. Сплавы, такие как 6061, будут растрескиваться при затвердевании, если их сваривать без присадочного металла. Кроме того, необходимо выбрать правильный наполнитель. Например, сварка сплава 6061 с присадочным металлом 6061 приведет к разрушению сварного шва. Вместо этого при сварке основного материала 6061 следует использовать алюминиевый присадочный металл 5356 или 4043. Еще одна проблема с алюминиевым присадочным металлом — подача. Если используется механический процесс подачи проволоки, скорее всего, потребуются специальные системы привода.Это связано с тем, что алюминий имеет меньшую прочность колонны, чем сталь, и, скорее всего, будет коробиться и запутываться, если не используются специальные системы подачи проволоки, такие как пушпульный пистолет. Это особенно верно для более тонких алюминиевых присадочных материалов (например, диаметром 0,8 мм или 1 мм).
Алюминий также имеет большую теплопроводность, чем сталь. Тепло, выделяемое при начале процесса сварки алюминия, рассеивается быстрее, чем при сварке сплава на основе железа. Следовательно, полное проплавление может не произойти, пока сварка не продвинется достаточно далеко от начала.Это известно как холодный старт. Необходимо следить за тем, чтобы при сварке алюминия не происходил холодный пуск. Еще один результат повышенной теплопроводности — кратеры большего размера. К тому времени, когда будет достигнут конец сварного шва, тепла будет больше, чем в начале. Это тепло хорошо рассеивается в алюминии и может образовывать большие кратеры. Алюминий очень подвержен образованию кратерных трещин, поэтому кратеры следует заделывать, чтобы не произошло разрушения в конце сварного шва.
Алюминий также требует различной предварительной и послесварочной обработки.Алюминий образует оксидный слой, который имеет более высокую температуру плавления, чем сам алюминий. Чтобы избежать попадания нерасплавленных частиц оксида алюминия в сварной шов, перед сваркой следует использовать процесс удаления оксида, такой как очистка проволочной щеткой или химическая очистка. Некоторые алюминиевые сплавы, такие как 6061-T6, искусственно состарены для повышения их прочности. Тепло от сварки сводит на нет преимущества, полученные от искусственного старения, и значительное снижение прочности будет обнаружено в зоне термического влияния.Следовательно, для таких сплавов может потребоваться искусственное старение после сварки.
Какой тип сварки используется для алюминия?
Следующие способы сварки могут использоваться для алюминия:
- GTAW / TIG
- GMAW / MIG
- Лазерная и электронно-лучевая сварка
- Сварка сопротивлением
GTAW / TIG
Одним из наиболее популярных способов сварки алюминия является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG).GTAW — отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей. Вместо этого сварщик рукой подает присадочный материал в лужу. Кроме того, процесс GTAW является чрезвычайно чистым, что предотвращает загрязнение алюминия атмосферой.
GMAW / MIG
Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде защитного газа (MIG) — еще один отличный выбор для сварки алюминия. Газовая дуговая сварка, как правило, имеет более высокую скорость наплавки и более высокую скорость перемещения, чем GTAW.Однако GMAW использует механическую систему подачи проволоки. Из-за этого может потребоваться двухтактный пистолет или пистолет для катушки, чтобы была возможна подача алюминиевой проволоки. Также важно не использовать защитный газ 100% CO2 или 75% аргон / 25% CO2. Такой газ является приемлемым выбором для стали, но алюминий не может работать с химически активным газом CO 2. Следуйте рекомендациям производителя присадочного металла в отношении типа защитного газа.
Лазерная и электронно-лучевая сварка
Процессы лучевой сварки часто позволяют сваривать алюминий.Кроме того, поскольку удельная мощность процессов лучевой сварки настолько высока, холодный запуск вызывает меньшую озабоченность. При лазерной сварке светоотражающая способность материала может быть проблемой. Кроме того, оптимизация защитного газа является ключом к предотвращению пористости. Электронно-лучевая сварка обычно не имеет этих проблем, потому что она не использует свет в качестве энергетической среды и выполняется в вакууме.
Сварка сопротивлением
Контактная сварка возможна при сварке алюминия. Однако трудности возникают из-за электрической и теплопроводности алюминия.Время разработки параметров может быть значительным, и для решения этих проблем могут потребоваться специальные наконечники и оборудование для контактной сварки.
Процессы, не рекомендуемые для сварки алюминия
Есть несколько процессов, которые не подходят для сварки алюминия. Любой сварочный процесс, в котором используется флюс, например, сварка штучной сваркой, дуговая сварка порошковой проволокой и дуговая сварка под флюсом, как правило, не являются эффективными методами сварки алюминия. Часто сварные швы, создаваемые этими процессами, приводят к большой пористости.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и листы.Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 80+ офисов в Северной Америке сегодня.
MIG Сварка алюминия — электроды, газы, настройки и оборудование для сварщиков
Как сваривать алюминий методом MIG?
MIG-сварка алюминия в значительной степени зависит от наличия подходящего оборудования из-за мягкой природы проволоки сварочного электрода. В случае алюминия необходима специальная система подачи проволоки, иначе проволока сварочного электрода может сломаться и скопиться. После настройки правильного оборудования металл становится довольно легко сваривать.
Сварочный пистолет MIG Сварка MIG с использованием углового электрода Алюминий Сварка MIGПреимущества сварки алюминия MIG
- Сварка для быстрой сварки
- Сварка с рентгеновскими лучами
- Сварка во всех положениях
Сварка алюминия
Суть в том, что, если вам нужно разместить много присадочной проволоки в производственной среде, то это правильно выбор для таких цветных металлов, как алюминий и магний.Все зависит от толщины материала, который будет свариваться. Вам необходимо, чтобы основной материал был достаточно толстым, чтобы выдерживать тепло, и большинство сварных швов должны иметь структурную форму. Если это действительно тонкий алюминий, то лучшим выбором будет сварочный аппарат TIG.
Главный компромисс — это уровень навыков, необходимый для сварки вне позиции. В большинстве случаев это делает MIG выбором для производственной сварки, используемой на верфях, при строительстве трейлеров и при строительстве алюминиевых резервуаров. Доказательством этого является необходимый уровень квалификации, которого ожидают сотрудники верфей.Большинство рекрутеров, нанимающих сварщиков труб (профессиональных сварщиков, которые путешествуют по работе), ожидают, что около половины сварщиков не пройдут ограниченный тест на сварку с помощью рентгеновского излучения 6G. Это просто данность! Принимая на работу сварщиков MIG алюминия, они ожидают, что 9 из 10 сварщиков не пройдут испытание. Если вам нужно знать, этот тест представляет собой испытание пластины 2G, 3G и 4G ½ дюйма, которую просвечивают рентгеновскими лучами. Ничего особенного, но это просто показывает сложность сварки алюминия методом MIG в разном положении.
Алюминий MIG Welding vs. Сварка алюминия TIG
Если у вас есть выбор способов сварки алюминия, все зависит от толщины материала.Сварка MIG отлично подходит для всего, что толще 1/8 дюйма или больше и находится в нужном положении. Сварка TIG лучше всего подходит для тонких материалов и труб.
Обычная электродная проволока для сварки MIG и газы
Когда дело доходит до сварки алюминия, выбор газа и электродов довольно прост!
Защитный газ для алюминия для сварки MIG
Практически во всех случаях выбор газа:
- Аргон (99% времени)
- Аргон / гелий
Вот и все! Смесь аргона и гелия используется только для алюминия, толщина которого превышает 1/2 дюйма.Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При необходимости вы все равно можете использовать 100% аргон для сварки MIG толстолистового алюминия!
Газ аргон для сварки алюминияMIG-сварка Выбор проволоки для алюминиевого присадочного электрода
Выбор электродов зависит от основного металла и толщины. Это еще одна область, о которой вам следует поговорить с вашим местным поставщиком сварных швов. Они знают, какие продукты лучше всего подходят для каких материалов. В большинстве случаев варианты и обозначения алюминиевой проволоки следующие:
ER5356 Алюминий Сварочная электродная проволока MIGМарки алюминия, сваренные с присадочным электродом ER4043, проволока
ER4043 сваривает различные марки алюминия, а именно:
- 2014
- 3003
- 3004
- 4043
- 5052
- 6061
- 6062
- 6063
Литой алюминий марок
Алюминий, сваренный с помощью сварочного электрода ER5356 5016 5016 5016 502 902
- 9016 5154
- 5356
- 5454
- 5456
Довольно просто! Дело в том, что обычно вы не хотите использовать проволоку толще.035 и чем больше число, тем жестче проволока. Проволока ER5356 намного жестче, чем провод ER4043. Это влияет на то, как проволока будет действовать в системе подачи проволоки. Помните, что требуется специальное оборудование, потому что проволока слишком мягкая для обычной подачи. Таким образом, у более жесткой проволоки будет меньше проблем с прохождением через лайнер к пистолету.
Оборудование, необходимое для сварки алюминия MIG
Если вы хотите сваривать алюминий, вам понадобится дополнительное оборудование, которое можно добавить к механизму подачи проволоки сварочного аппарата MIG.Причина в том, что алюминиевая присадочная проволока настолько мягкая, что может застревать и запутываться в обычной системе подачи проволоки. Вы можете выбрать один из следующих вариантов:
- Push Pull Wire Feed
- Spool Gun
MIG Push Pull Wire Feeder System
Двухтактная система подачи проволоки чаще всего используется в производственных цехах. Механизм подачи проволоки проталкивает проволоку, как обычно. Затем вытяжная система — это еще один питатель в рукоятке пистолета MIG, который его тянет.Эта система отлично работает, когда все настроено правильно. Хитрость заключается в том, чтобы правильно настроить двухтактную систему (сложная часть), тогда все остальное в порядке. Плюс этой системы в том, что можно использовать большие катушки с проволокой, а время простоя минимально.
На первом изображении ниже показана двухвальцовая подача с двумя роликами на машине Millermatic 350P MIG. Второе и третье изображения ниже — это вид снизу и вид сверху пистолета с питанием с питанием Python. Алюминиевый сварочный пистолет MIG с вытяжной подачей для пистолета Python
Пистолет для алюминиевой подачи Python с роликовым механизмом подачи проволоки для алюминияСварочный пистолет MIG с алюминиевой шпулей
Пистолет с катушкой — лучший выбор для сварки в нестандартном положении и небольших работ.Это самая беспроблемная из систем подачи проволоки, но за нее приходится платить. Проволока может иметь размер не более 1 фунта (обычно катушка с максимальным диаметром 4 дюйма). Это не очень хорошо, когда дело доходит до производственной сварки, но опять же, она хорошо работает во всех положениях. Gun
Как подготовить стык для сварки MIG Алюминий
Когда дело доходит до сварки MIG, подготовка алюминиевого стыка является обязательной. Применяется очевидное, но методы очистки меняются.Правило №1; Вы же не хотите шлифовать алюминий шлифовальным диском по стали или нержавеющей стали! С алюминием у вас есть три способа очистки стыка:
- Напильником стык
- Шлифование
- Промойте или окуните в кислотную ванну
Для грубой обработки подойдет шлифовка или опиливание! Но если вы строите такое изделие, как лестница, то кислотная ванна — лучший выбор. Если это грубая работа, вы можете добавить к шлифовальному станку шлифовальный диск с заслонкой или просто взять кусок наждачной бумаги и приступить к работе.Кислотная промывка отлично работает, но при использовании кислоты возникают серьезные проблемы со здоровьем. Все сводится к потребностям продукта, его завершенности и вашему бюджету.
Деформация при сварке алюминия
Сварочный алюминий — один из немногих металлов, которые не требуют значительного закрепления стыков. Искажения минимальны, и беспокоиться не о чем. Лучшего металла для работы просто не найти.
Как настроить сварочный аппарат MIG для сварки алюминия?
Если вы готовы выполнять сварку алюминия методом MIG, вам необходимо знать, как правильно настроить свой аппарат! На многих сварочных аппаратах есть таблица, в которой указаны рекомендуемые настройки скорости подачи проволоки и диапазон напряжения.Это ваши ОСНОВНЫЕ рекомендации, но их нужно откорректировать, чтобы получить правильные настройки.
Lincoln MIG Welding Таблица настроек для алюминияНастройки для MIG-сварки алюминия
Настройки, необходимые для MIG-сварки алюминия, практически одинаковы для всех положений. В большинстве случаев для перехода дуги в режим распыления требуется от 21 до 23 вольт. Если сварка не выполняется, скорость подачи проволоки должна быть достаточно высокой, чтобы сварной шов оставался заполненным металлом с быстрым потрескиванием. Алюминий требует скорости подачи проволоки, чтобы протолкнуть проволоку в соединение.Если по какой-либо причине он замедлится, вы получите оплавленный наконечник или сварной шов, который не прилипнет! Не бойтесь увеличивать скорость подачи проволоки!
Алюминий Типы переноса дуги MIG
При сварке алюминия методом MIG существует два трех типа переноса:
В большинстве случаев сварка будет выполняться в режиме переноса распылением. Если вам повезет и у вас будет одна из этих импульсных распылительных машин, работа будет намного проще. Globular используется для более тонких металлов, потому что установленное напряжение недостаточно высокое для обеспечения истинного распыления.
Сварка алюминия MIG в нерабочем положении
Сварка алюминия MIG в положении выполняется с истинным переносом распылением, но сварка в нерабочем положении является либо шаровидной, либо распылением. Разница между истинным переносом струи в плоском положении и вне положения заключается в звуке сварного шва. В позиции издает гудение или шипение. Сварка алюминия в нерабочем положении издает звук FAST Crackle с летящими белыми искрами и случайными брызгами.
Импульсное распыление позволяет изменять напряжение, поэтому дуга никогда не становится горячей и никогда не становится холодной.Лучше всего это описать как точечную сварку, но никогда не гасить дугу. Это серия горячих и холодных сварных швов, которые компенсируют недостаток навыков. Импульсное распыление MIG-сварки в нерабочем положении невозможно превзойти.
Перегрев алюминия
БОЛЬШАЯ ПРОБЛЕМА при настройке машины — ТЕМПЕРАТУРА алюминия! Если вы выполняете холодную сварку алюминия или точечную / прихваточную сварку, настройка аппарата не представляет проблем. С другой стороны, если вы свариваете стыки, температура — БОЛЬШАЯ ПРОБЛЕМА.Когда вы начинаете сваривать холодный шов, кажется, что температура слишком низкая, но по мере того, как вы продолжите, настройки нагрева будут казаться слишком высокими. Это БОЛЬШАЯ ПРОБЛЕМА с алюминием! БОЛЬШАЯ СТОРОНА ПЕРЕГРЕВА — весь СОЕДИНИТЕЛЬ ПОВЕРНЕТСЯ В МЯСЬ и БЕЗ ПРЕДУПРЕЖДЕНИЙ ПАДЕТ на ПОЛ. Да, все идет хорошо, и внезапно все буквально разваливается! Эта проблема затрагивает все типы сварки алюминия, в которых для плавления металла используется дуга или пламя.
Одной из причин, по которой так трудно обнаружить стык — перегрев, является тот факт, что расплавленная лужа не сильно отличается от основного металла.Лужа выглядит как движущаяся оловянная фольга. Если бы это была сталь, было бы ярко-красное свечение, искры из стыка, и вы бы явно почувствовали, что тепло слишком горячее. Алюминий просто требует ощущения и опыта, чтобы знать, что температура не слишком высокая. Если вы действительно хотите обезопасить себя, вы всегда можете взять термосток, чтобы держать отметку рядом со сварным швом, чтобы проверить температуру.
Методы сварки MIG алюминия и магния
Эти методы ничем не отличаются, за исключением скорости, которую необходимо поддерживать для сварки в нестандартном положении.Если приваривать в нужном положении, есть много места для ошибки, потому что у вас есть время отреагировать. С другой стороны, сварка в нестандартном положении — это скорее интуитивное ощущение! Методы сварки алюминия методом MIG — это прямая сварка и, в большинстве случаев, только бусины стрингера (да, вы можете плести, но не стоит рисковать перегревом соединения). Сварка в нерабочем положении — это быстрое взбивание или равномерное движение с упором на то, чтобы оставаться впереди лужи. Это очень странно, так быстро перемещаться по сравнению с другими сварочными процессами, и именно поэтому частота отказов так высока среди сварочных испытаний на верфи.
Сварка алюминия: справитесь ли вы, как это сделать, TIG, MIG
Алюминий — прекрасный кусок металла, обладающий бесчисленными преимуществами и возможностями применения.
Но можно ли сваривать алюминий?
Да, можно! Однако вы не можете сваривать алюминий так же, как стальные сплавы.
С одной стороны, температура плавления алюминия намного ниже, чем у других металлов, не говоря уже о том, что он имеет более высокую проводимость. Уникальные свойства алюминия делают его склонным к прожогу, особенно при работе с более тонкими алюминиевыми листами.Поскольку подающая проволока для алюминия мягче, чем стальная, вероятность того, что металл запутается в подающем устройстве, выше.
Проще говоря, если вы хотите сваривать алюминий, вы должны использовать сложные методы и специализированное оборудование, не говоря уже о специальных навыках, чтобы это осуществить.
Как сваривать алюминий?
Все мы знаем, что такое сварка: плавить две металлические детали и соединять их. Осуществить этот процесс можно с помощью сварочного аппарата. Однако для успешной сварки алюминия требуется большая точность и более прочное соединение.
Что мне нужно для сварки алюминия?
Итак, что нужно для успешной сварки алюминия? Это зависит от метода дуговой сварки, который вы используете. Давайте рассмотрим, как сваривать алюминий для каждого метода сварки.
Аппарат для сварки вольфрамовым электродом в среде инертного газа (TIG)
Сварщик TIG использует вольфрамовый электрод вместе с инертным газом для защиты свариваемой области. Сварка TIG — это наиболее рекомендуемый метод сварки алюминия. Почему? Потому что это метод сварки, который не только сильно нагревается, но и способен сохранять его в течение длительного времени — то, что вам нужно, чтобы сваривать такой металл, как алюминий.Независимо от того, работаете ли вы с тонкими алюминиевыми листами или с толстыми, сварочные аппараты TIG могут обеспечить точность, необходимую для правильного формования алюминия.
При сварке TIG вам понадобится присадочный стержень, чтобы соединить две металлические детали вместе. В этом присадочном стержне также должен использоваться сплав, аналогичный сплаву металлической детали, которую вы свариваете. Таким образом, вам нужно использовать алюминиевый присадочный стержень, чтобы соединить 2 алюминиевые детали. Перед началом сварки убедитесь, что размер присадочного стержня, который вы используете, такой же, как и у вольфрамового электрода.
Сварочный аппарат в среде инертного газа (MIG)
Еще одно оборудование, которое вы можете использовать для сварки алюминия, — это сварочный аппарат в среде инертного газа (MIG), также известный как газовый сварочный аппарат для дуговой сварки металлов (GMAW). Поскольку сварочные аппараты MIG имеют высокую производительность наплавки, вы получаете более высокие скорости сварки. Сварщикам MIG может также потребоваться катушкодержатель, чтобы обеспечить бесперебойную работу механической системы подачи проволоки. При сварке алюминия сварочным аппаратом MIG необходимо выделять больше тепла, поэтому всегда лучше использовать их для более тонкого алюминия
Как и в случае со сварочными аппаратами TIG, сварщикам MIG нужен пруток из сплава, аналогичного сплаву свариваемой металлической детали.При сварке алюминия сварочным аппаратом MIG вам необходимо использовать чистый аргон в качестве защитного газа, чтобы облегчить процесс переноса распылением.
Кислородно-ацетиленовая горелка
В кислородно-ацетиленовых горелках для выработки тепла используется ацетилен и кислород. Хотя кислородно-ацетиленовые горелки дешевле, чем сварочные аппараты MIG и TIG, управлять ими труднее даже опытным сварщикам. Регулировать нагрев также сложно, что делает прожоги более частыми.
Хотите узнать больше о настройках кислородно-ацетиленового газа? Прежде чем вы начнете работу по этой конкретной теме, мы рекомендуем вам прочитать наше руководство по ней.Просто нажмите ссылку на него ранее в выделенной части этого раздела, что поможет вам свести к минимуму количество прожигов, которые вы получите при работе с этим материалом.
Зажим заземления
Зажим заземления — это то, что соединяет кабель заземления с заготовкой. Зажим заземления, являющийся частью сварочной схемы, обеспечивает передачу тока без перегрева.
Как сваривать алюминий
Уже есть то, что нужно для сварки алюминия? Большой! А теперь перейдем к хорошему.Есть много способов сваривать алюминий, но мы рекомендуем только два. Это сварка TIG и сварка MIG.
Давайте рассмотрим шаги для каждого метода один за другим.
Как сваривать алюминий TIG
1. Соберите материалы
Материалы для сварки алюминия:
- Сварщик TIG (вольфрамовый инертный газ). Как уже упоминалось ранее, сварочный аппарат TIG — идеальный выбор, если вы хотите добиться точности при сварке алюминия.Вы можете купить сварочный аппарат TIG в местном сварочном магазине в вашем районе или в ближайшем магазине товаров для дома.
- Заполнитель алюминиевый. Этот инструмент понадобится вам, чтобы соединить две металлические детали. Не забудьте выбрать стержень, который по размеру похож на ваш вольфрамовый электрод.
- Баллон с аргоном. Это служит щитом, который стабилизирует дугу сварщика.
- Защитное снаряжение. Выбирайте тот, который обладает повышенной устойчивостью к ультрафиолетовому излучению. Очевидно, что с длинными рукавами лучше. Если возможно, используйте 100% хлопок.
- Защитные аксессуары, такие как толстые перчатки, респиратор, тяжелый сварочный шлем и пара рабочих ботинок.
2. Подготовьте рабочее место
Алюминий со временем накапливает тонкий слой оксида алюминия. Таким образом, вам необходимо очистить оксид алюминия, отшлифуя материал проволочной щеткой или грубым напильником. Зачем нужно это делать? Во-первых, температура плавления оксида в два раза выше, чем у алюминия. Другими словами, вам будет трудно соединить суставы вместе, если вы не удалите его.Также необходимо заранее очистить металлическую щетку или напильник, чтобы не оставлять металлических следов.
Затем вам нужно очистить наполнитель раствором ацетона или скотч-блеском, чтобы не загрязнить алюминий при использовании.
Ваш следующий шаг — убедиться, что ваши заготовки затянуты. Если вы этого не сделаете, вам придется бороться с зазорами в суставах. Чтобы детали держались, сначала подпилите их, прежде чем скреплять.
Для более плавного процесса сварки необходимо предварительно нагреть заготовку. Можно поставить заготовку в духовку или нагреть ее с помощью пропановой горелки. Рекомендуемая температура составляет от 300 ° по Фаренгейту до 400 ° по Фаренгейту. Вы также можете сделать прихваточные швы на обоих концах зоны сварки, чтобы облегчить процесс предварительного нагрева. Вы также можете предварительно нагреть толстый алюминиевый лист при сплавлении с тонким. Таким образом, процесс сварки может протекать гладко и не будет происходить холодная притирка.
3. Практикуйте сварочные движения
Вы должны убедиться, что делаете это правильно, поэтому потренируйтесь в сварочных движениях, прежде чем работать с алюминием. Не зажигайте пока факел. Держите сварщика под углом 10 градусов и сохраняйте постоянное расстояние (6,4 мм) между вольфрамом и алюминием. Кроме того, убедитесь, что наполнитель находится под углом 10 градусов от кончика резака. Следите за тем, чтобы наконечник горелки и присадочный стержень не соприкасались, иначе в начале сварки не произойдет загрязнения.
Теперь, когда сварочный аппарат находится в правильном положении, перемещайте его вперед и назад по заготовке. Чтобы обеспечить правильное движение, двигайте всей рукой, а не только пальцами.
4. Сварите алюминий
А теперь, прежде чем перейти к интересной части, сначала установите силу тока сварочного аппарата. На каждые 0,001 дюйма толщины должен приходиться 1 ампер. На всякий случай добавьте несколько ампер к настройкам силы тока сварщика, чтобы они служили буфером для выхода предусилителя.
Теперь постучите электродом по заготовке и отведите его примерно на дюйма.
Пока все хорошо? Пришло время создать электрическую дугу. Сделайте это, нажав кнопку на сварочном аппарате. Если на вашем фонаре нет кнопки, вместо этого у него должна быть ножная педаль, на которую вы можете наступить. Если дуга не возникает, возможно, вам придется увеличить силу тока. Поворачивая вверх, вы видите эту красивую дугу.
Продолжайте сварку до тех пор, пока на заготовке не образуется лужа шириной почти с диаметр присадочного материала.При сварке алюминия с помощью MIG всегда лучше нажимать передом. Это позволяет полностью покрыть сварочную ванну защитным газом. Задвигая сварочную ванну таким образом, вы можете обеспечить достаточное покрытие защитным газом, снижение загрязнения и плавную очистку.
Двигайтесь вдоль заготовки, пока все стыки не будут заполнены. Затем дайте сварному шву несколько секунд остыть, прежде чем возобновлять сварку. Добавление дополнительного присадочного стержня в начале сварного шва также поможет вам создать более прочный сварной шов.Затем вы можете добавить больше наполнителя, осторожно проталкивая лужу по стыкам.
Сварку закончили? Пора остановить дугу. Для этого снимите ногу с педали, а затем уберите палец с кнопки на фонаре.
Затем дайте алюминиевой детали немного остыть, прежде чем тестировать готовый продукт.
Как сварка алюминия методом MIG
Как уже упоминалось, использование сварочного аппарата MIG для сварки алюминия обеспечивает более высокую производительность наплавки, что, в свою очередь, способствует повышению производительности.Но для этого вам понадобятся достаточные навыки, особенно в области подачи проволоки. Если вы беспокоитесь о том, как сделать все правильно, следуйте приведенным ниже инструкциям, и это поможет вам правильно сваривать алюминий методом MIG.
1. Выберите сварочное оборудование и инструменты
При выборе оборудования для сварки MIG необходимо учитывать толщину алюминиевого материала. Например, сварочного аппарата на 230 В достаточно для сварки алюминия толщиной 6 мм, а сварочного аппарата на 115 В — для сварки алюминия толщиной 3 мм.
Затем подготовьте защитный газ (предпочтительно чистый аргон) и алюминиевые электроды. В идеале проволока должна быть диаметром менее 1 мм. Проверьте, созданы ли ваши регуляторы для CO2. Если они есть, замените их на те, которые предназначены для аргона.
Что касается выбора правильного инструмента, если вы когда-нибудь захотите получить больше информации о плазменных резаках, мы определенно можем вам в этом помочь.
2. Используйте алюминиевые электроды
Электроды должны иметь подходящую толщину для каждого конкретного металла.Для алюминия подготовьте электроды диаметром 0,035 дюйма. Сейчас самыми популярными являются присадочные сплавы 4043 и 5356. 4043 — более мягкий сплав. Если вас беспокоит возможность подачи, использование присадочного сплава 5356 сделает процесс намного более плавным, хотя вам может потребоваться увеличить ток, пока вы работаете.
3. Подайте электроды алюминиевой проволокой
Вы можете питать электроды, используя алюминиевый комплект для подачи. Убедитесь, что контактные наконечники достаточно большие для алюминиевых проводов.Вы можете использовать неметаллические вкладыши, чтобы уменьшить сопротивление проволоки, когда она проходит через подающее устройство. Не стесняйтесь использовать U-образные приводные ролики, чтобы не срезать алюминиевую проволоку. По этой же причине не рекомендуется использовать стальные питатели или их V-образные приводные ролики.
Насколько это возможно, вы хотели бы избежать «птичьего гнезда» или создания проблем с запутыванием проволоки между приводным роликом и лайнером. Если вы этого не сделаете, вам придется отрезать проволоку и снова ввести новую проволоку в лайнер.
4. Держите сварочную горелку MIG прямо
Всегда держите пистолет прямо, чтобы не перегибать кабель во время сварки. Если вы этого не сделаете, вам будет труднее подавать проволоку. Кроме того, прямое положение пистолета помогает увеличить натяжение, когда проволока подается в руку в перчатке, пока она не выйдет за пределы проскальзывания проволоки.
4а. Используйте катушечный пистолет
Поскольку алюминий сложнее пропускать через гильзу, чем сталь, лучшим вариантом может быть использование пистолета для катушки.Почему? Потому что, в отличие от обычных сварочных аппаратов MIG, катушечный пистолет позволяет подавать проволоку всего на несколько дюймов. Конечно, с катушкой-пистолетом может быть сложно маневрировать, и возможность удерживать только фунт катушки проволочного электрода очень ограничивает, но если вы можете подавать алюминиевую проволоку, не запутывая их каждые несколько минут, тогда компромисс будет стоило того. Еще лучше, использование катушечного пистолета позволяет вам выполнять сварку от источника питания, находящегося на расстоянии более 50 футов.
Альтернативные варианты: сварка алюминия палкой
Важно знать, что мы не рекомендуем сварку алюминия палкой.Однако читайте дальше, чтобы увидеть некоторые из альтернатив, которые вы можете рассмотреть.
Если вы так глубоко изучили сварку алюминия, то теперь знаете, что MIG и TIG являются наиболее распространенными методами, но это не единственные варианты, которые следует учитывать! Есть и другие типы процессов, которые очень хорошо справляются с деликатной природой, связанной со сваркой чего-либо с такой температурой плавления, которую имеет этот материал.
Если вы уже читали о вариантах MIG и TIG и решили, что лучше поискать в другом месте, ваша первая ставка — это начать смотреть на лазерный луч, а электронный луч — это метод выбора.Лучевая сварка дает определенные преимущества по сравнению с другими типами сварки, так как позволяет лучше контролировать выделяемое тепло, что позволяет избежать прожогов. Когда вы работаете с куском материала, такого как алюминий, который имеет очень высокий риск растрескивания, вам нужно будет работать с очень точным методом, который также позволяет вам работать быстро в то же время.
Сварка сопротивлением — еще одна альтернатива MIG и TIG, хотя она работает иначе, чем обычная сварка.Используя эту технику, вы используете давление, чтобы соединить материалы, и в этот момент через материал проходит электрический ток, чтобы соединить их. Высокая теплопроводность и электрическая проводимость являются одними из рисков, связанных с этим методом, поэтому вам придется быть предельно осторожным, если вы выберете этот путь.
Хотите отремонтировать литой алюминий? Также можно использовать метод SMAW, который означает дуговую сварку защищенным металлом. Однако это не тот метод, который мы обычно рекомендуем, но он используется в полевых условиях!
Как и в случае с чем-либо в строительстве, не существует одного подхода, подходящего для всего, но есть подходы, которые подходят больше, чем другие.Существуют также методы, которые гарантируют очень плохой результат при работе с алюминием, например, дуговая сварка порошковой проволокой, дуговая сварка под флюсом или сварка штангой. К сожалению, любой тип сварки под флюсом дает пористый результат и, следовательно, очень слабый сварной шов. Точно так же, как вы хотите убедиться, что вы используете правильный тип газа для вашего сварного шва, вы также захотите убедиться, что вы действительно используете правильный метод и оборудование для этой задачи.
Ошибки, которых следует избегать
Сварка алюминия — непростая задача, и есть определенные вещи, которые неизбежно приведут к катастрофе, поэтому мы подготовили этот раздел о вещах, с которыми вам следует быть осторожными.
Спешка — обычно самый простой способ убедиться, что конечный результат получится плохим, и сварка этого типа металла ничем не отличается. Проявление терпения является ключевым моментом, и в конечном итоге с практикой и настойчивостью вы начнете видеть действительно хорошие результаты. Хотя вы можете разочароваться, знайте, что сварка похожа на любой другой навык и требует времени и усилий, прежде чем вы сможете начать овладение этим ремеслом. Не расстраивайтесь, потому что ваша первая пара попыток оказалась не такой, как вы надеялись, и вы закончите с некоторыми прогораниями.
Если вы еще не научились терпению, важно, чтобы вы начали это делать, поскольку вы не можете просто игнорировать мелкие детали. Это ремесло, которое требует, чтобы вы были сосредоточены при выполнении его, поскольку вы работаете с материалами, которые в противном случае могут не выполнить то, на что вы надеялись. Небольшая ошибка при сварке наверняка приведет к непредвиденным последствиям, а иногда и к тем, которые трудно исправить. Главное — уделять внимание деталям.
Неудивительно, что подготовка является ключевым моментом при сварке.Это не только материал, над которым вы работаете, но и обеспечение того, чтобы у вас были необходимые знания для работы. Чувство и надлежащая подготовка — вот как обеспечить успех вашего проекта по сварке алюминия.
Строительство — это опасная область, но она также полезна, когда вы видите вещи, которые вы можете сделать, когда действительно начинаете овладевать навыком. Однако без правильного защитного снаряжения ваша карьера может очень быстро остановиться из-за несчастного случая.Хотя это может показаться утомительным, подбор подходящих СИЗ — это способ обеспечить долгосрочный успех — в том числе и при этом типе сварки! Например, без правильного сварочного шлема вы обязательно серьезно повредите глаза, причем очень быстро.
Важно помнить, что сварка алюминия сильно отличается от сварки куска металла с совершенно другой температурой плавления, например стали. Не помня об этом, когда вы только начинаете, вы легко можете подвергнуть себя ненужной опасности.Универсальный подход к сварке не работает, поскольку в зависимости от того, что вы пытаетесь сделать, придется использовать очень разные методы.
Убедитесь, что у вас есть необходимое оборудование для работы
Тип подхода, который вы выберете для работы, также потребует другого оборудования, и если вы еще не выяснили, какой сварщик вам нужен, мы будем рады предоставить вам рекомендации по этой теме.
Если вы уже знаете, какое оборудование вы хотите использовать, мы рекомендуем вам посетить наш раздел магазина, но в остальном у нас также есть очень обширные статьи, в которых описаны некоторые вещи, которые вам следует искать, если вы ищете лучший сварщик MIG или лучший сварщик TIG.
Заключительное слово
Поначалу сварка алюминия может быть сложной задачей, но чем чаще вы будете это делать, тем лучше будут ваши результаты. Алюминий — прекрасный металл, и из него можно создать так много прекрасных вещей. Проявите ему заслуженное терпение и усердие, и вы создадите изделия из металла, которые действительно вознаграждаются.
Мы надеемся, что вам понравилась эта статья, и если вы хотите продолжить чтение, у нас есть много других материалов для чтения, которые мы также можем порекомендовать, например, эта статья о лучших сварочных аппаратах с приводом от двигателя.Обязательно проверьте это!
СЛОЖНЫЙ МИР АЛЮМИНИЕВОЙ СВАРКИ
Алюминий, несомненно, является одним из наиболее трудных для сварки материалов. Из-за сложного характера Форни получает массу вопросов по сварке алюминия. Прочтите, чтобы узнать больше о сварке алюминия методом TIG.
Честно говоря, сварка алюминия может быть головной болью, когда дело доходит до получения эстетичных сварных швов. Однако, если все сделано правильно, это может продлить срок службы вашего проекта, уменьшить вес, устранить деформацию и сделать несколько действительно красивых сварных швов.
Обычно для сварки алюминия используются два процесса: GTAW (TIG) и GMAW (MIG). Большинство сварщиков в бизнесе скажут, что TIG — лучший вариант для сварки алюминия, потому что он позволяет добиться лучших результатов при работе с материалами меньшего калибра.
При правильной сварке алюминия TIG можно получить качественные сварные швы. Этот процесс также позволяет лучше контролировать сложные параметры сварки, такие как нагрев, проплавление и общий внешний вид. В дополнение к этим преимуществам сварка алюминия TIG упрощает работу с более тонкими материалами!
Сварка алюминия требует много времени и терпения, поэтому чаще используется там, где эффективность не так важна, как качество и внешний вид.Но как только вы это сделаете, будьте уверены, у вас будут отличные сварные швы.
Теперь, когда вы знаете основы, вот еще несколько полезных советов, которые помогут вам освоить алюминий!
Очистите свои материалыТе, кто не знаком со сваркой алюминия, могут не осознавать, что этот материал образует оксидный слой. Если оксидный слой останется на поверхности алюминия, это может помешать адекватному проникновению. Чтобы этого избежать, перед сваркой можно очистить оксидный слой специальной проволочной щеткой из нержавеющей стали или латунной щеткой.Чтобы избежать загрязнения, используйте одну и ту же щетку для каждого алюминиевого проекта (или тщательно очищайте используемую щетку), не забывайте чистить только в одном направлении.
Размещение руки и горелкиПри сварке алюминия методом TIG лучше всего удерживать горелку, удерживая ее от запястья до кончика мизинца. Положив руку на стол, удерживайте резак в устойчивом положении и двигайтесь вперед. Достаточно лишь слегка наклонить горелку назад.
Используйте правильную полярностьДаже после очистки материала оксидный слой немедленно начинает восстанавливаться, что может блокировать качество сварки.Вот почему крайне важно использовать полярность переменного тока (AC) при сварке алюминия методом TIG. Эта полярность обеспечивает очищающее действие, которое помогает удалить и разрушить оксидный слой на алюминии, создавая красивую плавную сварочную лужу.
Используйте меньшую длину дугиПри сварке алюминия важно использовать дугу меньшей длины, чтобы вы могли локализовать или сосредоточить тепло на небольшой площади.
Добавить присадочный металлЕсли вы добавляете присадочный металл в сварной шов при работе с алюминием, легче добиться того, чтобы сварной шов выглядел «стопкой».Добавление большего количества присадочного стержня вызывает охлаждающий эффект на задней стороне сварочной ванны. Этот эффект придает сварному шву гладкость, заставляя его выглядеть как сложенные десятицентовики.
Умное хранилищеПравильное хранение основных материалов и присадочных материалов поможет избежать загрязнения. Если возможно, храните листы алюминия внутри. Если вам необходимо хранить материалы на улице, поставьте алюминиевые листы вертикально, чтобы не допустить попадания воды.
ЗагрязнениеПричиной многих проблем, связанных с сваркой TIG, может быть загрязнение из атмосферы или окружающей среды.Чтобы избежать загрязнения атмосферы, используйте газовые линии или шланги в новых или хороших условиях и убедитесь, что воздух или атмосфера не проникают в линии.
Регулировка контроля балансаЕсли у вас есть правильный контроль баланса, вы можете регулировать соотношение между током EN (отрицательный электрод) и током EP (положительный электрод). Хорошее практическое правило — около 70% отрицательных электродов. Ток EN считается стороной сварки переменного тока, тогда как EP — местом, где происходит очистка или удаление оксидов.Контроль баланса просто позволяет вам регулировать соотношение между двумя полярностями в зависимости от того, что вы видите в сварочной ванне. Если вы замечаете, что сварной шов покрывается перьями (когда в сварочной луже появляются маленькие черные точки), это хороший признак того, что контроль баланса установлен неправильно. Если это все же произошло, попробуйте повернуть регулятор баланса вниз, чтобы было меньше EN.
Установка выходной частоты переменного токаЧем выше выходная частота переменного тока, тем более стабильна или сфокусирована дуга.Уменьшение выходной частоты переменного тока до 80 или 90 Гц может обеспечить более широкий конус дуги, что может быть полезно при сварке углового соединения, расположенного в трудном положении.
Предварительный нагревВы не поверите, но предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварных швов. Предварительный нагрев может помочь замедлить скорость охлаждения и затвердевания. Типичный предварительный нагрев находится в диапазоне от 100 до 200 градусов. Температура вашего материала не должна превышать 230 ° F. Если вы разместите прихваточные швы в начале и в конце зоны сварки, это может помочь процессу предварительного нагрева.
Выбор электродовGTAW означает сварку вольфрамовым электродом в газовой среде. Это означает, что сварка TIG требует использования вольфрамовых электродов. В старых трансформаторных машинах использовался чистый вольфрам, хотя в настоящее время более новые инверторные машины обычно рекомендуют 2% церированное или 2% лантанированное. Узнайте больше о вольфраме здесь.
Скорость движенияПри сварке алюминия следует помнить два слова; быстрые и горячие. Если ваша скорость движения слишком низкая, вы можете чрезмерно прожечь или расплавиться, особенно если вы работаете с более тонким алюминиевым листом.
Не плестиТехнику ткачества можно использовать со многими недрагоценными металлами, но не с алюминием. Лучшая альтернатива — бусинка для стрингера. Стрингер-бусинка способствует правильному проникновению и сплавлению. Обязательно используйте более высокую тепловую нагрузку и высокую скорость движения, чтобы оставаться перед лужей, особенно при сварке TIG.
Размер соплаРазмер сопла может повлиять на сварной шов. Если сварной шов пористый, попробуйте использовать газовую линзу или большую чашку. Это поможет предотвратить загрязнение и улучшить поток газа.
Безопасность — приоритетКак и сварка любого другого материала, сварка алюминия сопряжена с некоторыми рисками. Чтобы оставаться в безопасности, носите сварочный шлем, защитные очки, сварочную куртку или рукава и сварочные перчатки. Алюминий — это материал с высокой отражающей способностью, и для сварки требуется много энергии.