Как правильно варить электросваркой видео уроки
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.
Существует несколько аппаратов для сварки:
- Трансформатор. При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.

- Выпрямитель. Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:
Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:
- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.

После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.
Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.
Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
 Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.Первый шов, полученный методом «елочка», не имеет никаких дефектов. Второй шов с пробегом вперед выглядит более аккуратно, хотя и имеет небольшие поры в начале. Угловые швы, хотя и выполнены двумя разными способами, выглядят аккуратно и практически одинаково.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.
Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза. » необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
 В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.

Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Электродуговая сварка: горизонтальные швы.
Электродуговая сварка: вертикальные швы
Как научиться варить электросваркой – Урок 1 от Михаила Щербакова
Урок №2 от Михаила Щербакова. Правила техники безопасности, спецодежда и другие средства защиты. Подготовка места проведения сварочных работ. Огнетушитель, аптечка.
Выбор держателя электродов для сварки
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Правила работы с электросваркой для начинающих. Как варить сваркой электродами для начинающих
Содержание
- Что нужно для работы
- Сварочные аппараты
- Приспособления для сварки
- Сварочные электроды
- Средства защиты сварщика
- Азы электросварки
- Какие виды электросварки существуют
- Чем обоснована надёжность сварки: основы сварочных работ
- Как научиться варить электросваркой
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон
- Движения
- Способы сварки: как самостоятельно научиться варить электросваркой
- Технология работы
- Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
- Видео: как выбрать сварочный инвертор
- Технология сварочных работ
- Учимся варить электросваркой
- Выбираем электроды
- Зажигаем дугу
- Выбираем силу тока
- Держим электрод правильно
- Движения электрода
- Длина дуги
- Скорость ведения сварки
- Положение электрода
- Как научиться варить сваркой
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Пошаговая инструкция для начинающих
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон
- Как научиться пользоваться сваркой и определять скорость движения
- Как правильно сваривать детали
- Выбор тока
- Как получаются вертикальные швы
- Как электросваркой сварить потолочный шов
- Как варятся угловые швы
- Как варятся стыковые швы
- Подбор сварочных электродов
- Зачем прокаливают электроды
- Настраиваем правильно аппарат и выбираем электрод
- Техника безопасности
- Наклон электрода
- Советы начинающему сварщику
- Как правильно сварить металл?
- Как продолжить сварку после её остановки?
- Ошибки при использовании электродов
- Практические советы
- Интересное видео
Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.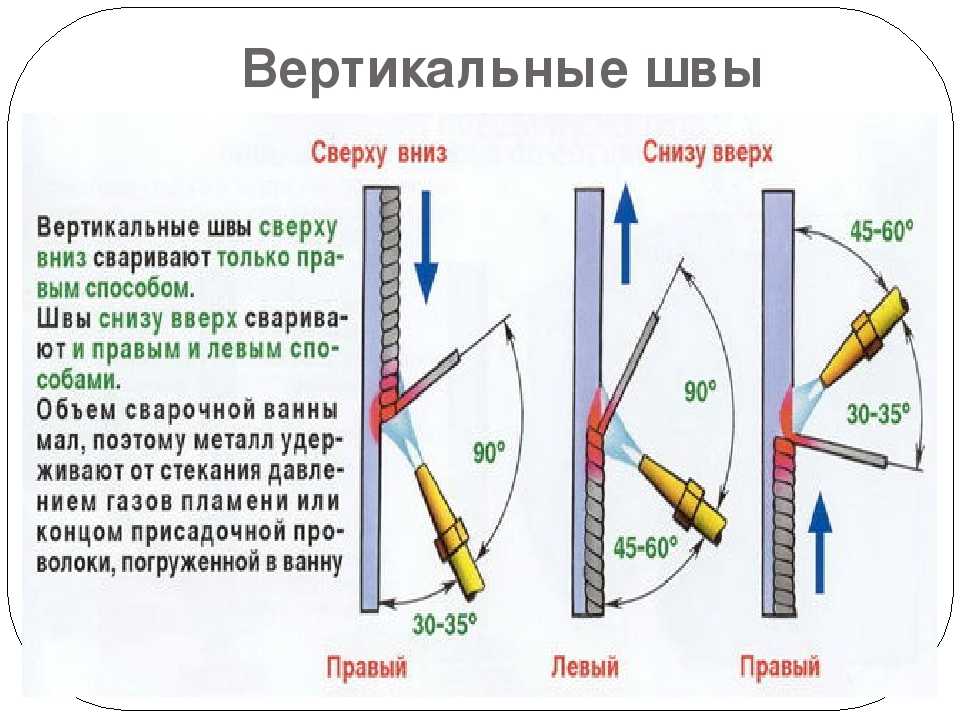
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Азы электросварки
Скрепление металлических конструкций происходит за счет того, что материал нагревается до высоких температур плавления. Делается это с помощью электрических дуг – они могут плавить изделие только на маленькой площади (сварочная ванна), образуя шов. Расплавленный металл при правильном воздействии входит в диффузионный процесс, то есть молекулы начинают переходить из одного участка в другой, образуя прочные связи. Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
 Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач.
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 300 до 600. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.

Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
Наклон сварки
Движения
При перемещении электрода важно учитывать следующие критерии:
- следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками;
- скорость движения определяет на какую глубину будет проплавляться металл;
- формирование шва необходимо тщательно контролировать в процессе работы;
- важно не допускать приближение электрода к поверхности элемента ближе 2 мм;
- перемещение следует осуществлять только после формирования ванны.
Способы сварки: как самостоятельно научиться варить электросваркой
Новичку нужно начинать с основ, а именно с освоения двух техник. Их применяют в соответствии с задачами. Различают:
- Газопрессовую. С помощью ацетилкислорода получается пламя высокой продуктивности, оно позволяет скреплять даже самые мощные конструкции, например, тяжелые трубы с широкой толщиной стенок.
- Контактную. Результат получается за счет напряжения, которое дает электрический ток. При этом можно варить встык, внахлест, а также точечно.
- Роликовую. Автоматический крутящийся аппарат вращает электроды, шов образуется за счет силы сжатия.
- Электрошлаковую, или ЭШС. Расходники выходят очень дорого, поэтому применяется редко, когда важно получить изделие высокой прочности и качества. Сварочная ванна образуется в среде шлака.
- Термитную. Применяется термит – это порошкообразная смесь их алюминия, магния и железной окалины.

Технология работы
При соприкосновении двух противоположно заряженных элементов (металла и электрода) под напряжением появляется сварочная дуга. Сварщик направляет ее в выделенную область, под ее действием происходит значительный нагрев. Плавится не только исходный, свариваемый материал, но и сердцевина электродуги, которая стекает в сварную ванну – на этом месте образуется шов. Защитное покрытие образует газовое облако, которое оберегает процесс от влияния кислорода. Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.
- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.
 Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.Видео: как выбрать сварочный инвертор
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
 Пропуски и непроплавы не допускаются.
Пропуски и непроплавы не допускаются.Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.

Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
 Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
 Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.

Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
«Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.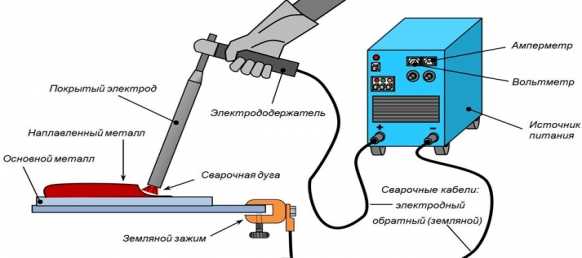
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.

Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому. В качестве завершения предлагаем вам посмотрет
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
(Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Полезным будет применение фильтрующих полумасок или респираторов.
Полезным будет применение фильтрующих полумасок или респираторов.Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы.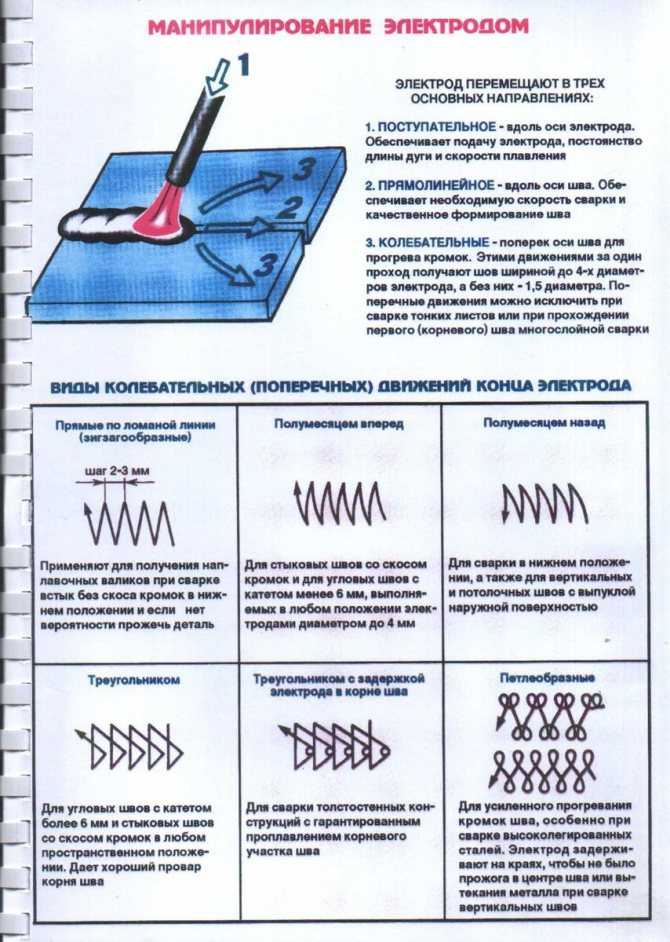 При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).

Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.

Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.


Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
Источники
- https://www.svarbi.ru/articles/kak-varit-svarkoy-elektrodami-dlya-nachinayushchikh/
- https://www.rocta.ru/info/kak-nauchitsya-pravilno-varit-svarkoj-ehlektrosvarkoj-v-domashnih-usloviyah/
- https://metalloy.ru/obrabotka/svarka/kak-pravilno-varit-elektrosvarkoj
- https://remboo.ru/instrumenty/kak-pravelno-varit-svarkoy.html
- https://stroychik.ru/tools/kak-pravilno-varit-svarkoj
- https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta. html
- https://mrmetall.ru/kak-pravilno-varit-jelektrodami-nachinajushhim-jelektrosvarkoj/
- https://osvarka.com/obuchenie-svarke/kak-pravilno-varit-svarkoy-elektrodami
 html
htmlазы, технология, выбор тока, техника ручной дуговой сварки
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора.
Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.
 Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.

Основные этапы
Если стенки имеют ширину 6–12 мм
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.

Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
 » src=»https://www.youtube.com/embed/sASGJzabVTw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/sASGJzabVTw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.

В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см – прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля – один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
Устройство имеет два кабеля – один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Как правильно варить сваркой — руководство с фото и видео
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Читайте также: Алюминиевые сплавы в РФ (деформируемые = под мехобработку). Подробная классификация, физические свойства, коррозионные свойства, механические свойства, круглый и профильный алюминиевый прокат, плоский
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом.
 Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.

Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
Маска сварщика защищает глаза от ожогов и потери зрения
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
У каждого собственника частного дома периодически возникает необходимость в сварке, особенно во время строительства различных объектов. Многие нанимают для проведения таких работ специалистов, однако достаточно часто их можно выполнить и самостоятельно. Чтобы самому выполнить сварку, необходимо предварительно разобраться в том, как правильно проводить сварочные работы, какие этапы включают в себя такие мероприятия, и какое оборудование для этого потребуется.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Перед вами сварочный шов
Преимущества ручной сварки
Ручная методика сегодня наиболее распространена, так как имеет несколько важных преимуществ:
- Универсальность. Позволяет выполнять разные виды работ даже в труднодоступных местах.
- Возможность работы с разными металлами. Для этого необходимо только правильно подобрать электроды, широко представленные на рынке.
- Простой переход между разными металлами. Электроды легко заменять, потому можно быстро перейти от одной обрабатываемой конструкции к другой.
- Легкость и простота оборудования. Используемые устройства отличаются сравнительно небольшим весом и при необходимости их легко транспортировать.

Но и недостатки у электродуговой сварки имеются. Главные из них – вредность выполнения работ, зависимость качества от квалификации исполнителя, а также низкие показатели производительности по сравнению с другими типами сварки.
Правильная техника
Чтобы правильно сварить между собой отдельные металлические детали важно правильно поддерживать и перемещать электродугу. Если она будет слишком длинной, то появляется вероятность окисления обрабатываемого металла, а также разбрызгивание расплавленных частиц. Кроме того, из-за большой дуги возможно создание шва пористой структуры, из-за чего соединение может оказаться менее надежным и долговечным, чем нужно. Перемещение дуги может осуществляться по трем направлениям:
- Поступательное перемещение вдоль оси электрода. Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.
- Продольное по оси шва. Такое направление дает возможность создавать ниточный сварочный валик, толщина которого будут зависеть от диаметра электрода и скорости перемещения. Обычно толщина валика на 2-3 мм превышает диаметр электрода.
- Поперечное перемещение сварки для создания шва нужной толщины. Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
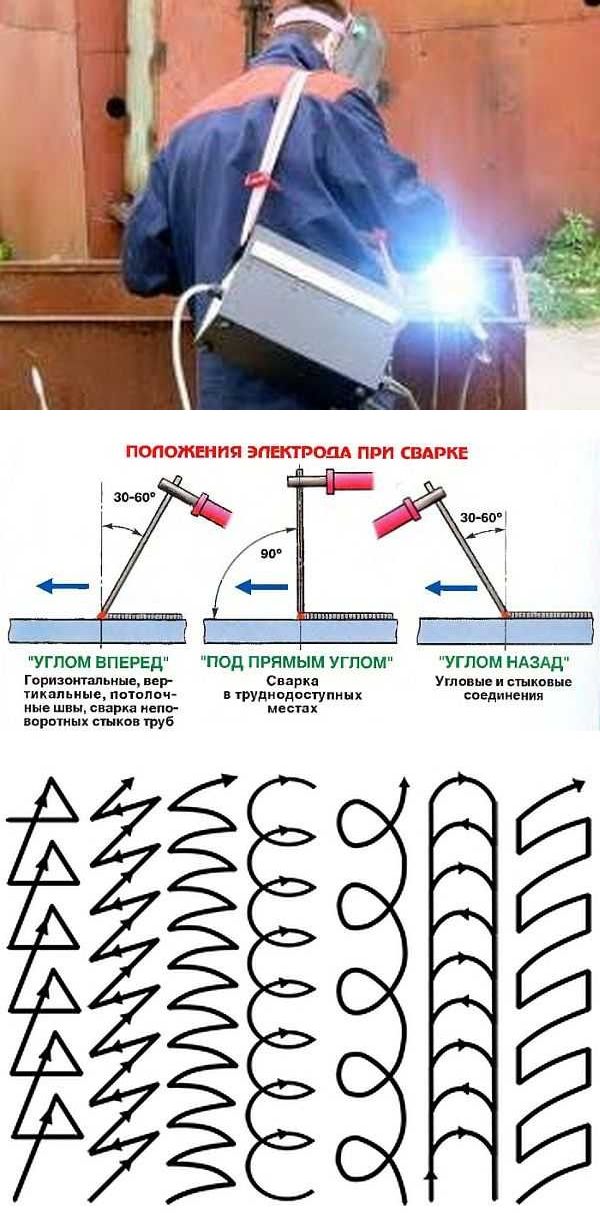
Даже при наличии качественного оборудования не стоит спешить браться за сварку самостоятельно. Неквалифицированная работа может стать причиной плохого соединения, создания ненадежного шва, характеризующегося недостаточной прочностью и устойчивостью к негативным воздействиям и влияниям окружающей среды. В большинстве случаев правильнее доверить проведение всех необходимых мероприятий квалифицированным специалистам. Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
Дуга при сварке
Важным моментом при овладении искусством соединять металлические детали является знание, как держать дугу при сварке. Для начала обучения надо выставить на сварочном аппарате ток 120 ампер, поскольку тогда не возникнет проблем с поджигом электрода, не начнется его затухание и будет хорошо контролироваться сварочная ванна.
Чтобы понять, как можно контролировать расстояние между электоратом и поверхностью, величину тока надо постепенно снижать. При снижении тока, чтобы избежать залипания электрода, расстояние следует увеличивать.
Следует учитывать, что при большой дуге разбрызгивание капель будет больше. Поскольку длина электрода постепенно уменьшается, то не следует забывать его опускать для сохранения длины дуги. При недостаточном расстоянии между концом электрода и деталями металл прогреется плохо и получится выпуклый шов с непроплавленными краями.
При слишком большом зазоре начнет происходить «скакание» дуги, что приведет к образованию бесформенного шва. Если зазор будет выбран правильно, то шов будет соответствовать. Оптимальная длина дуги — не более диаметра электрода с покрытием, что приблизительно соответствует трем миллиметрам.
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
Съдържание
- На чем он основан?
- Способы зажигания дуги
- Важность силы тока для сварки
- Видео: Как научиться варить, вертикальный шов на тонком металле.
- Сварка плоских листов металла
- С чего начинать учиться варить железо
- Как сделать вертикальный шов
- Как сделать красивый и крепкий угловой шов
- Видео: Сварка тонкого металла (вертикальный шов)
- Каким сварочным аппаратом лучше пользоваться
- Видео: Как варить вертикальный шов электросваркой.
- Способы сварки труб
- Видео: Как варить потолочный шов без отрыва

На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.

Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
Видео: Как научиться варить, вертикальный шов на тонком металле.
 com/embed/LX_DdZxQ3LQ» frameborder=»0″ allowfullscreen=»»/>
com/embed/LX_DdZxQ3LQ» frameborder=»0″ allowfullscreen=»»/>- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Видео: Сварка тонкого металла (вертикальный шов)
Каким сварочным аппаратом лучше пользоваться
- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Видео: Как варить вертикальный шов электросваркой.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
Видео: Как варить потолочный шов без отрыва
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Споделяне в социалните мрежи:
сроден
- Как нарисовать мотоцикл: поэтапная инструкция
- Как правильно рисовать людей, не имея навыков?
- Как нарисовать солдата карандашом? Поэтапно рассмотрим несколько способов
- Когда убирают тыквы осенью?
- Канди для пчел: рецепт приготовления. Подкормка пчел зимой: уроки пчеловодства
- Виды сварок и их особенности
- Лазерная сварка: принцип действия и преимущества
- Как правильно подобрать крепежное изделие?
- Виброплита электрическая — необходимое оборудование для хороших дорог
- Краги сварщика – на что обращать внимание при выборе?
- Кабельные наконечники медные. Для чего они нужны, каковы особенности этого изделия?
- Гальваническое покрытие. Технология гальванических покрытий. Гальваника
- Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
- Из чего сделано мыло? Производство мыла
- Шлицевое соединение. Шпоночные и шлицевые соединения
- Сталь 95х18: характеристики, отзывы, термообработка и изготовление ножей
- Сварочные швы: виды швов и соединений
- Тиснение фольгой в домашних условиях. Холодное и горячее тиснение фольгой
- 3D-принтер по металлу. Изготовление изделий из металла
- Электролиз растворов: описание, применение
- Сложение дробей: определения, правила и примеры задач
Как варить электродуговую сварку.
Как варить инверторной сваркой: советы новичкамОвладение техникой получения прочного сварного шва – отличный навык, который приносит много пользы настоящему владельцу. Хорошо изученный процесс может настолько увлечь, что после изготовления простого каркаса для теплицы, печи для гаража или бака для дачи вам захочется создать что-то сложное и оригинальное, например, ажурную живую изгородь, скамейку, мангал. . Но перед воплощением планов необходимо выяснить все вопросы о том, как научиться варить электросваркой, ознакомиться с информацией и обучающим видео. Освоив азы, можно смело приступать к созданию неповторимых металлических шедевров.
Вряд ли другие виды соединения металлических деталей смогут конкурировать по прочности со сварными швами, если их соединение должно быть неразъемным. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов образуются сверхпрочные межмолекулярные связи.
Электросварка — гарантия прочности соединения металлических деталей
Внедрение передовых технологий в настоящее время позволяет выполнять сварку с использованием лазерного и электронного излучения, сварку металлов ультразвуком и газовым пламенем. Чаще всего источником энергии является электрическая дуга, создаваемая инвертором или сварочным аппаратом. С самых простых и распространенных способов сварки следует начинать обучение.
Подготовка к практическим занятиям
Навыки сварщика осваиваются в основном на практике. Поэтому необходимо знать, чем необходимо запастись начинающему сварщику, получившему теоретическую информацию и желающему применить знания.
Внимание. Сварка связана с опасностью получения ожогов от брызг расплавленных металлов, с отравлением ядовитыми выделениями, с возможностью поражения электрическим током. Радиация может вызывать ожоги роговицы глаз. Тщательно подготовьтесь, не экономя на снаряжении и снаряжении.
Работа сварщика связана с травмоопасностью, отравлением газами, ожогами
Выбор подходящего оборудования
Для практических занятий можно изготовить сварочный агрегат своими руками. Но если практики и в этом деле нет, целесообразно арендовать или купить сварочное оборудование с устройством для плавной регулировки показателей силы тока, максимальные значения которых составляют около 160 А. Вам поможет следующее изучить навык сварщика:
- Сварочный трансформатор, преобразующий переменный ток, поступающий от сети, в переменный ток сварочного процесса. Простой в обслуживании, производительный, дешевый агрегат имеет недостатки: не обеспечивает высокой стабильности дуги, «просаживает» напряжение, имеет чрезмерный вес.
- Выпрямитель сварочный, действие которого основано на получении постоянного сварочного тока путем преобразования переменного тока сети. По совокупности недостатков и достоинств аппарат аналогичен предыдущему варианту, но лучше сохраняет стабильность дуги, что улучшает качество сварных швов.
- Сварочный инвертор, подающий постоянный ток и напряжение, полученное в результате преобразования переменного тока для сварки. Это легкое компактное устройство с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким розжигом.
Выбор сварочного оборудования следует производить исходя из потребностей
Опытным сварщикам рекомендуется приобрести инвертор. Это не займет много места и поможет вам лучше учиться. Посмотрите видео о том, как выбрать аппарат, как подготовить и как научиться варить электросваркой — видео поможет наглядно представить начало практического курса.
Чем отличаются электроды?
Дуговая сварка выполняется плавящимися электродами. Их функция заключается в подведении тока к шву. Основной составной частью автоматической или полуавтоматической сварки может быть порошковая проволока, которая механизировано доставляется в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начинать с электродов, которые выпускаются в виде цельных стержней со специальным легкоплавким покрытием. С ними можно быстро «набить» руку и получить навыки формирования четких, ровных спаянных линий.
Сварочные электроды в виде металлических стержней – лучший выбор для начинающих
Стержневые электроды диаметром 3 мм признаны оптимальными для начинающих. Для работы с более толстыми электродами требуется мощное оборудование. Прутки сечением 2 мм применяют для сварки деталей из тонколистового металла. Не стоит использовать старые комплектующие для дуговой сварки, которые у кого-то завалялись, а если они еще и отсыреют, толку не будет вообще.
Оборудование сварщика — обеспечение безопасности
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они защитят глаза от ожогов, полученных в результате воздействия яркого излучения, а кожу лица от брызг раскаленного металла.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук также необходимо защищать от обжигающих брызг расплавленного металла. Вам понадобятся рабочие холщовые варежки или замшевые перчатки (трикотажные и хлопчатобумажные не подойдут).
Костюм или халат с брюками должен быть из плотного материала, желательно из плотного брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить ведро, наполненное водой, запастись старым толстым одеялом, чтобы иметь возможность потушить пожар от случайной искры.
Для практических занятий желательно, но не обязательно находиться на улице. Все легковоспламеняющиеся предметы в зоне проведения работ и вероятном досягаемости искры должны быть удалены.
Первые шаги будущего хорошего сварщика
Изначально каждый из учеников навыка делает ролики на ненужных кусках металла, просто расплавляя материал, не создавая соединительных швов. Поверхность должна быть очищена от ржавчины и грязи.
Начало практических занятий: изготовление роликов
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать подачу тока в зону плавления можно ударив концом стержня о металл, как спичкой, или прикоснувшись к заготовке постукивающими движениями.
- После создания электрической дуги электрод необходимо направить на заготовку. Зазор между электрической дугой и металлом должен быть постоянным, не менее 3, но не более 5 мм.
Примечание. От умения выдерживать постоянный зазор зависит качество будущего шва. При изменении расстояния дуга будет прерываться, шов получится с дефектами.
- Стержень держится под углом к плоскости заготовки. Удобным считается наклон в 70º, а электрод можно наклонять вперед или назад, как удобнее исполнителю. В дальнейшем размер ската может быть изменен в зависимости от предпочтений сварщика и специфики выполняемой операции.
На данном этапе практических занятий необходимо научиться подбирать силу тока для стабильной его подачи. При недостатке тока дуга погаснет, слишком мощный поток расплавит металл. Навыки установки режима сварки можно получить только опытным путем.
Обучение выполнению сварных соединений
Убедившись, что валики выходят ровными и почти красивыми, можно потренироваться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного стажера, умеющего научиться правильно варить электросваркой и реализующего полученную информацию.
Второй этап обучения: выполнение имитации сварного шва на заготовке
Все начальные этапы зажигания электрода аналогичны процессам, описанным выше. Только рука сварщика, соединяющего детали, движется не прямолинейно, а совершает колебательные движения, как бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлеобразной, напоминать череду елочек или серпов.
Несколько видов швов, выполняемых электродуговой сваркой
Нужно еще раз потренироваться на куске ненужного металла, проведя на нем мелом линию, видимую через затемняющее стекло маски. Вдоль него нужно проложить своеобразный шов, проводя непрерывную узкую полосу по одной из вышеперечисленных траекторий.
Из остывшего шва молотком нужно отбить шлак, после чего перед глазами предстанет работа сварщика.
Шлак из остывшего шва необходимо сбить молоточком
После получения первых навыков можно приступать к изготовлению соединительных швов. Они бывают тавровыми, стыковыми, угловыми, внахлест, проходят горизонтально или вертикально снизу вверх и в обратном направлении. Чтобы рука уверенно двигалась, нужно много практиковаться и только потом приступать к изготовлению полезных красивых самоделок.
Виды сварных соединений и их внешний вид
Видео-руководство для начинающих
Навыки работы со сварочным аппаратом помогут изготовить множество полезных металлоконструкций для дач, гаражей, бань, складских помещений. Наверняка после первых шагов хочется сделать что-то потрясающее. Только для того, чтобы освоить все нюансы мастерства, нужно потрудиться, чтобы набраться ловкости. И, конечно же, для более сложных технологий сварки потребуется более подробная информация, например, профессиональные руководства с описанием сложных процессов и перечнем технических регламентов.
Прошло несколько сотен лет с тех пор, как люди впервые соединили две металлические поверхности, используя процесс плавления металлического стержня с помощью электрического тока. Этот стержень является электродом.
Покрытие или его поверхность состоит из смеси металлов — никеля, марганца, железа и минералов — глинозема, магния, известняка, находящихся в порошкообразном состоянии.
Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В эту смесь дополнительно добавляют краситель, облегчающий их распознавание по видам.
Основой для покрытия является тонкая металлическая проволока. Тип которой зависит от работы, для которой предназначено изделие. В основном для этого используется проволока из нержавеющей стали или углеродистая проволока.
Наклон электрода
Через изделие пропускают электрический ток, предназначенный для нагрева и расплавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда в быту необходимо что-то сварить с помощью электросварки и аппарата.
В первую очередь для этого нужно иметь сварочный аппарат и, конечно же, навыки работы, ведь обязательно нужно уметь правильно варить электродами.
Принцип процесса электросварки
При варке электросваркой в домашних условиях используйте любой аппарат для сварки, максимальная мощность которого 160 Ампер. Во время работы между плоскостью заготовки и электродом возбуждается дуга.
Для успешной работы необходимо соблюдать определенные правила:
- К плоскости деталей, нуждающихся в сварке, необходимо присоединить один провод, который отходит от трансформатора — массы, а другой провод, к которому крепится электрод на держателе, вывести на плоскость место сварки и вести по нему конец изделия.
Это создаст дугу.
- Чтобы правильно сварить, надо правильно сварить электродами.
Это достигается выбором нужного расстояния от поверхности стыка. Оптимальное расстояние от 2 до 6 мм.
В результате высокой температуры дуги металл плавится на поверхности сварки и заполняет канавку, которая образовалась в момент воздействия дуги на поверхность металла.
Как варить инверторной сваркой электродами?
При правильном и точном направлении электрода по длине стыка эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих электродов. Для работы используются его виды: стальной, медный, чугунный, биметаллический, латунный.
Они также делятся на марки, например, 332, 350 и другие. Для обозначения их маркировки используют своеобразный индекс, указывающий на параметр вязкости сварного шва, а цифры на индексе указывают на уровень твердости металла. Главное правило, которым необходимо руководствоваться при их выборе, – это расчет на толщину металла.
- Чтобы сварка прошла успешно, необходимо уметь правильно держать сварочный электрод.
К дуге должен быть уклон примерно 80 градусов. Возникновения дуги можно добиться двумя способами: царапаньем (изделие нужно держать как спичку во время зажигания) и приподниманием (постукивают по поверхности и приподнимают во время возникновения дуги).
горизонтальный шов
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока.
Если слишком мало, дуга будет постоянно гаснуть.
Возможность удерживать электрод во время сварки позволяет набить руку и готовить на более высоком уровне и с большей скоростью.
перемещение комля электрода при сварке
Выбор нужного количества
Важной операцией при подготовке к работе является расчет необходимого количества электродов.
При этом необходимо учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет работать эффективно и экономно, при этом равномерно ведя электрод. Для подсчета их количества используется несколько методов. Наиболее популярным является расчет по весу выплавляемого металла. Единицей измерения, в которой исчисляется их количество, является килограмм. Покупка — это довольно большие расходы. Чтобы хоть немного сэкономить на покупке, необходимо учитывать их тип, силу тока при правильной сварке электродом.
Вы также можете использовать автоматический или полуавтоматический тип процесса сварки.
Эти способы заключаются в том, что необходимо вести электрод по кругу, они позволяют значительно сократить их количество, что необходимо для сварки плоскостей деталей и металлов.
Дополнительные материалы
Как варить со сварочным инвертором
Сварочный инвертор — современный сварочный аппарат, простой, удобный в обращении, поможет легко и в кратчайшие сроки справиться с любыми сварочными работами.
Разобраться в тонкостях инверторной сварки тоже несложно.
Как правильно рассчитать расход электродов?
Перед тем, как приступить к сварке, следует заранее позаботиться о приобретении необходимого количества электродов. Но для этого нужно точно знать, сколько электродов нужно для работы.
После всех расчетов можно избежать большого количества излишков или необходимости покупать дополнительные сварочные материалы.
Сварочные работы по чугуну
Для обработки чугунных изделий применяют различные способы и способы сварки.
Большое разнообразие используемых технологий обусловлено особенностями этого металла. Чугун – очень прочный и чувствительный материал, требующий особого внимания со стороны профессиональных мастеров.
Сварить правильно
Как варить сваркой?
Вопрос новичков в сварке: «Как сварить сваркой?» Является одним из самых популярных.
В ответ на него можно посоветовать — сначала научитесь держать электрод и правильно продвигать сварочную ванну. Но опытные сварщики скажут, что этого мало.
Также нужно знать, как поведет себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовку.
Незнание такой тонкости в итоге приводит к сильно искаженному продукту.
Что касается электрода, то при сварке он наклонен к себе под углом 30-60 градусов.
Точный угол зависит от желаемого шва и сварочного тока. Глубокий прогрев металла достигается в положении «угол назад». При этом варианте ванна и расплавленный шлак движутся за острием электрода. Важно применять его наклон и скорость так, чтобы шлак успел покрыть расплав.
Если металл не требует сильного нагрева, то для получения малой глубины нагрева угол наклона меняют на противоположный, а шов и ванну «вытягивают».
Профессионализм сварщика проявляется в умении ровно держать электрод — на два-три миллиметра от обрабатываемой поверхности, опуская его ниже по мере расплавления.
При этом необходимо контролировать размеры и состояние ванны, замедляя или ускоряя движение электрода.
Техника этих движений лучше всего отрабатывается на толстом металле. В самом начале получатся не швы, а валики. Но такие упражнения помогут освоить простые навыки, такие как контроль расстояния от конца электрода до поверхности детали, перемещение по начерченной линии и т. д.
Когда валик сварного шва станет равномерным, с одинаковой шириной и высотой по всей длине, можно переходить к соединению двух деталей.
Здесь первым шагом в технологии сварки является предварительное соединение деталей прихватками — это короткие швы, прокладываемые поперек на расстоянии 8-25 см друг от друга.
Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Как варить сварочным аппаратом?
Чтобы понять, как сварить сварочным аппаратом, необходимо наглядно представить алгоритм процесса сварки:
- сначала на свариваемую деталь устанавливается зажим заземления;
- затем с учетом типа и диаметра электрода подбирается соответствующий сварочный ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.
Кратковременный контакт с металлической деталью — и возникает дуга, которую трудно удержать: если зазор между электродом и поверхностью свариваемой детали слишком велик или мал, она моментально гаснет.
Тебе тоже нужно потренироваться.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Эти параметры не являются постоянными, для каждого металла разной толщины они подбираются отдельно.
В месте соединения деталей начинается движение электрода, который расплавляет металл.
Быстро провести электрод невозможно. Потому что наплавка получится неравномерной, а это негативно скажется на качестве шва или погаснет дуга.
Новое зажигание приводит к чрезмерному привариванию или прожогу детали.
Окалина и лишний металл шва должны быть немедленно удалены с поверхности деталей с помощью молотка или другого инструмента.
Если шов не надо делать непрерывным, электрод надо поднять повыше — и дуга сорвется.
Разжигается по-новому в месте, где продолжается сварка.
Как пользоваться сварочным аппаратом?
Первоначальный страх и незнание того, как пользоваться сварочным аппаратом, является обычным состоянием для новичка.
Поэтому, прежде чем приступить непосредственно к сварке, необходимо изучить некоторые требования безопасности и правила использования сварочного оборудования.
Использование сварочного аппарата требует определенного обучения.
В частности, с места предполагаемых работ убираются все вещи и предметы, подверженные легкому возгоранию. Также необходимо разобраться со всеми горючими материалами и тарой.
Если работы проводятся в помещении, то вентиляция обязательна.
Хорошая вентиляция важна как для сварщика, так и для аппарата. Также необходимо позаботиться об огнетушителях.
После выполнения этих условий и надевания спецодежды аппарат заземляют, включают, выбирают текущий параметр и начинают сварку.
Как научиться варить сваркой?
Инструкций, как научиться готовить сваркой, предостаточно.
Если такой навык нужен только для работы с новыми воротами, то на курсах или в ПТУ учиться этому не обязательно. Однако теоретическая часть подготовки важна даже при самостоятельном изучении.
Основным сварочным инструментом является аппарат. Существуют агрегаты, работающие как на переменном, так и на постоянном токе. Современное инверторное оборудование, такое как инверторы, позволяет выбирать полярность.
Сварочные инверторные аппараты считаются наиболее подходящими для обучения новичков. Вот почему так важно различать прямую полярность и обратную полярность. В первом случае «плюсовой» кабель подключается к клемме «земля», а «минусовой» — к электроду. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде «плюс».
Правильно сварить металл можно только при точно заданной силе тока.
Высокий ток — мощная дуга и глубокая сварочная ванна. Однако превышение оптимального параметра приведет к выгоранию металла и ухудшению качества сварного шва.
При установке силы тока учитывается даже местоположение объекта.
Для заготовок, расположенных горизонтально, значение будет максимальным, по вертикали — меньше на 15%, на потолке — более 20 процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварочного тока, но и полярность. При прямом подключении заготовки хорошо прогреваются. А вот для работы с тонкими материалами подойдет метод обратной полярности. Он также используется при сварке легированных металлов.
Как научиться готовить сваркой?
Сегодня сварочные работы получили широкое распространение как в промышленности, так и в бытовых условиях – знания о том, как правильно сварить металлические элементы, потребуются даже в условиях квартиры.
Сварка – наиболее качественный метод соединения металлических элементов. Если строительные работы будут производиться своими руками, то и сварку можно выполнить самостоятельно.
Каковы основы электросварки?
Как было сказано ранее, сварка представляет собой цельное и достаточно прочное соединение металлических элементов друг с другом в одну конструкцию. Делается это при высоких температурах.
Почти все сварочные аппараты используют специальную электрическую дугу для плавления металла.
Под его воздействием металлический элемент нагревается до температуры плавления, но это осуществляется только на небольшой площади. В связи с тем, что для проведения таких работ используется электрическая дуга, сварку еще называют электродуговой.
Существующая технология электросварки
Формирование электрической дуги может осуществляться постоянным или переменным током.
Последний ток получается при использовании специальных трансформаторов, инверторы варятся на постоянном токе.
Еще одной проблемой, связанной с использованием трансформаторов, является чрезмерная нагрузка на электрическую сеть, вызывающая скачки напряжения.
Это, в свою очередь, может привести к повреждению бытовой техники или другого электрооборудования.
Инверторы работают от обычной электрической сети. Имеют небольшие габариты, а масса составляет около 3-8 кг. При работе они практически не издают шума и не влияют на напряжение в сети.
Дуга формируется на постоянном токе, поэтому она будет работать равномерно и ее будет намного легче перемещать и контролировать. Если человек собирается научиться качественно сваривать металлические элементы, то ему лучше начать со сварочного инвертора.
Как правильно выбрать оборудование?
Чтобы свариваемые элементы плотно прилегали друг к другу, необходимо подобрать наиболее подходящее оборудование для сварки.
Такое оборудование можно купить или арендовать на определенный период времени. Сегодня в продаже можно найти сварочные аппараты, имеющие определенный элемент, с помощью которого можно сделать ток больше или меньше.
Как научиться варить электродной сваркой: технология процесса и подробная инструкция. Видео
Некоторые умельцы собирают сварочный аппарат самостоятельно. В любом случае вам нужно будет использовать один из преобразователей тока:
- Трансформатор, который преобразует электричество из обычной сети в ток, пригодный для сварки. При выборе такого изделия следует учитывать, что слишком дешевые модели не способны обеспечить стабильную дугу.
Они также будут снижать напряжение в основной сети, что со временем может привести к выходу из строя другого электрооборудования. Еще один недостаток – довольно большая масса;
- Выпрямитель используется для того, чтобы сделать переменный ток сети постоянным.
Благодаря этому оборудованию можно научиться сваривать металлические элементы достаточно стабильной дугой, что позволяет получить сварное соединение высокого качества;
- Инвертор не только преобразует ток электрической сети из переменного в постоянный, но и доводит его до необходимого напряжения.
Как уже упоминалось ранее, этот блок весит совсем немного.
Какие электроды предпочтительнее?
Мало уметь варить сваркой, нужно еще уметь правильно выбирать электроды. В бытовых условиях, а нередко и при промышленной сварке берут электроды, подающие на сварной шов необходимое напряжение. Как правило, это проволока из специального плавящегося порошка.
Если человек только начинает постигать азы сварки, то для того, чтобы разобраться, как правильно варить, ему необходимо взять электроды, представляющие собой твердые стержни, покрытые плавящимся веществом.
С их помощью можно получить ровный шов. Наиболее подходящий диаметр таких электродов для начинающих сварщиков – 3 мм.
Более тонкие электроды также можно найти в продаже, они предназначены для соединения довольно тонкого металла друг с другом.
Если брать более толстые электроды, то для них может понадобиться более мощное устройство, которое будет давать большую нагрузку на сеть.
Технология работы
Чтобы разобраться, как варить, нужно точно знать технологию, связанную со сваркой:
- Соединяемые сваркой поверхности должны быть тщательно очищены, чтобы не осталось ни единого пятнышка ржавчины или различных виды загрязнений остаются на них.
Позволяет добиться формирования качественного соединения;
- Перед тем, как приступить к сварке, необходимо взять электрод и зафиксировать его в держателе сварочного аппарата. Затем приступайте к формированию электрической дуги. Чтобы это произошло, необходимо вызвать движение тока в зоне создания электрической дуги. Сделать это достаточно просто – нужно лишь ударить кончиком электрода по поверхности металла или слегка постучать им по поверхности заготовки;
- При получении электрической дуги между ней и соединяемыми металлическими элементами должен быть создан небольшой зазор, который должен иметь постоянную величину на всем протяжении шва.
Обычно составляет от 3 до 5 мм. Если не соблюдать это правило, то дуга будет становиться сильнее или слабее, а то и прерываться, что в конечном итоге вызовет снижение качества сварного соединения.
Однако при необходимости его можно немного изменить, чтобы удобнее было сваривать металл.
Очень важную роль играет стабильность подачи электрического тока. Учтите, что слишком большой ток приведет к плавлению металла.
Если ток меньше необходимого, дуга погаснет.
Когда техника создания сварного соединения освоена, можно приступать к созданию именно цельных элементов. Сначала начинают формировать валик, так как получить этот шов проще всего. На первом этапе получают электрическую дугу, и только потом занимаются созданием неразъемного соединения.
После того, как вы научились варить самые элементарные конструкции, можно приступать к выполнению более сложных операций.
К ним относятся тавровые, угловые соединения, а также швы внахлест в разные стороны. Рука должна двигаться максимально уверенно, иначе в одном месте металла сварного шва будет гораздо меньше, чем в другом. Это в конечном итоге повлияет на конечное качество соединения.
Основы техники безопасности при выполнении сварочных работ
Человек, который только начал постигать основы такого технологического процесса, должен обязательно соблюдать все ключевые правила, связанные с обеспечением максимально безопасной работы.
Необходимо учитывать, что сварка является одной из самых опасных технологий соединения металлических элементов. В связи с этим целесообразно соблюдать определенные рекомендации:
- Категорически запрещается проводить сварочные работы в сырую погоду, а также в мороз — это может вызвать короткое замыкание и поражение электрическим током;
- Работать необходимо в специальной маске и защитном щитке.
Это защитит глаза от слишком яркого света, который исходит из сварочной ванны от образовавшейся дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза;
- Все работы проводятся только в тесной одежде, не оставляющей открытых участков тела.
Это необходимо для того, чтобы расплавленный металл не попал на кожу. На руки лучше надеть толстые перчатки или рукавицы, а костюм сварщика должен быть из плотного брезента;
- Сварочные работы всегда связаны с достаточно высокой температурой, которая может стать причиной пожара. На рабочем месте сварщика обязательно должна быть емкость с водой и огнетушитель.
Если полностью освоить сварочные работы, это облегчит работу по дому, а на производстве можно будет получить требуемый результат гораздо быстрее.
Одинцов Сергей
Как варить электросваркой
Нить, заклепка, клей.
Это то, чем можно скрепить две металлические детали, не прибегая к электросварке. Для многих электросварка – это некая высшая математика, но после выполнения первого качественного шва включается мышечная память, работает калькулятор, ведь каждый сантиметр шва – это деньги, уплаченные специалисту. Научиться пользоваться сварочным аппаратом любого типа несложно, главное поставить перед собой цель. На пути к этой цели есть пара хитростей, о которых мы сегодня и поговорим.
Основы сварки
Чтобы знать, как правильно готовить с помощью электросварки, нужно понимать процесс.
Все действительно просто — сварка металлов — это процесс, в результате которого между двумя деталями при взаимном нагреве устанавливаются межатомные связи. Еще проще — нагревая два куска металла любым способом (а в нашем случае с помощью постоянного тока, который преобразуется из сетевого переменного), можно получить прочное и постоянное соединение.
В результате получаем сварочный шов, но перед этим необходимо хотя бы поверхностно изучить весь процесс его получения от подготовки поверхности до обработки готового шва.
Для электросварки потребуется определенное оборудование, и это в первую очередь сварочный аппарат.
Какой аппарат лучше
Для начинающего сварщика лучшим вариантом будет недорогой и универсальный сварочный аппарат инверторного типа. Кроме них есть трансформаторные сварочные аппараты и самые дорогие аппараты для полуавтоматической сварки, но их мы трогать не будем, так как первые слишком громоздки и прожорливы, а вторые предназначены для профессионального использования, в основном для ремонта автомобилей .
Сварочный инвертор имеет компактные размеры, небольшой вес и может сваривать металл практически любой толщины.
Тонкий металл, трубы, силовые металлоконструкции, листовые металлы — все это можно варить инвертором, и он не слишком требователен к параметрам тока и напряжения сети. Цена сварочного инвертора в пределах 4-6 тысяч рублей. Да, это обычно китайские модели, даже если они содержат название марки на кириллице — Сталь, Бригадир, Фиолент.
Комплектующие только китайские, но эти недорогие устройства тоже могут помочь в быту. Все дополнительные аксессуары чаще всего входят в комплект:
- сварочные электроды; маска сварщика
- ; провод массы
- ;
- электрододержатель с проволокой; металлическая щетка
- ;
- защитные перчатки.
Технология сварки
Сварка металлических деталей осуществляется под воздействием высокой температуры, которая образует электрическую дугу.
Дуга возникает между сварочным электродом и заготовкой. Под его воздействием металл плавится, в результате чего металл электрода смешивается с металлом свариваемых деталей. Когда соединение остынет, мы получим сварной шов. Размер шва зависит от толщины электрода, скорости его движения, режима сварки и формы свариваемой кромки. Ширина шва от 5 до 17 мм, а глубина активного шва может быть от 1 до 9 мм.мм в зависимости от толщины металла.
Электрод состоит из металлического сердечника и покрытия, которое при сварке создает защитную оболочку сварочной ванны, а после сварки затвердевает и образует шлак.
Этот шлак должен быть удален до чистого металла. Только так можно проверить качество сварного соединения. Электрод фиксируется в держателе, который соединяется с плюсовой клеммой сварочного аппарата, а минусовая клемма, масса, соединяется со свариваемой деталью с помощью специального зажима, идущего в комплекте со аппаратом.
Ловим дугу и получаем шов
Теория закончилась, теперь переходим к практике.
Обе свариваемые детали должны быть хорошо очищены от ржавчины и грязи. К одной из деталей надежно крепится зажим массы, а место крепления также предварительно зачищается. Все, включаем сварочный аппарат, надеваем защитные перчатки и сварочную маску, подносим электрод к свариваемым деталям примерно под углом 50-60 градусов и проверяем контакт.
При наличии контакта на электроде в зоне сварки возникнет искрение. После этого прикасаемся к свариваемым поверхностям и удаляем от нее электрод на 3-6 мм. В этот момент должна появиться дуга.
Если не возникает, регулируем сварочный ток в сторону увеличения. В конечном итоге необходимо добиться качественной стабильной дуги и равномерного горения электрода. Собственно, это самое сложное — получить правильную дугу.
Здесь может помочь только опыт и совет хорошего сварщика. Когда электрод выгорит до конца, меняем его, не выключая прибор.
Когда горизонтальный шов получается без проблем, можно переходить к более сложным видам сварки, к которым относятся потолочный шов, вертикальный шов, сложный комбинированный шов.
После освоения азов сварки можно приступить к изучению особенностей сварки не только стали, но и сварки чугуна, для этого используются специальные электроды на основе никеля.
Некоторые виды сварных швов показаны на схемах, и желаем Вам успехов в обучении и получении навыков электросварки.
Отзывов:
Люди, проживающие в собственном доме, имеющие дачу или хотя бы частный гараж, периодически сталкиваются с необходимостью проведения сварочных работ. Как правило, пользуются услугами профессиональных сварщиков. Однако многие, если хотят сэкономить или просто из интереса, готовят самостоятельно, используя для этого специализированное оборудование. Если вы из тех людей, которые любят все делать самостоятельно, но при этом никогда раньше не приходилось работать с электросваркой, бояться не стоит. Всему можно научиться, в том числе и электросварке. Самое главное – ознакомиться с теорией и немного попрактиковаться. И очень скоро вы получите швы не хуже профессионального сварщика.
Подготовка к работе и подбор электродов
Прежде чем приступить к обучению варке электросваркой, следует подготовить необходимые инструменты и средства защиты. Подготовьте следующее:
- маска сварщика
- защитная одежда и перчатки; молоток
- для удаления шлака; электроды
- ; металлическая щетка
- ; сварочный аппарат
- .
Защитная одежда должна быть из плотного материала.
Перед началом работы запомните одно простое правило: электроды нужно подбирать в соответствии с толщиной металла, а силу тока выставлять согласно выбранному электроду. Расчет предельно прост. Например, вы используете сварочный трансформатор.
В этом случае на 1 мм электрода будет приходиться около 30-40 А. Если работать со сварочным инвертором, то 3 мм электрода будут соответствовать 80 А. При повышении силы тока до 100 А уже можно будет резать металл.
Место для сварки должно быть удобным для вас. Особых требований к нему нет. Обязательно принесите ведро с водой на рабочее место.
Подготовьте все необходимое для работы, а также сами заготовки. Тщательно зачистите сварочные швы металлической щеткой. Пока у вас нет опыта, по возможности выставляйте заготовки тисками или струбцинами.
Для того, чтобы понять технологию работы с электросваркой, сначала потренируйтесь сваривать ролики на ровной площадке. В этом случае лучше всего использовать электроды диаметром 3 мм – самый популярный и универсальный вариант.
Не надейтесь, что сможете научиться варить электросваркой «на 1 электрод». Подготовьте хотя бы пачку электродов. Они относительно дешевы, но вы можете получить много практики.
Вернуться к оглавлению
Пошаговая инструкция по работе с электросваркой
Для начала прикрепите зажим заземления к заготовке и вставьте электрод в держатель. Далее вам нужно будет зажечь дугу. Чтобы все было проще и понятнее, во время работы представьте, что электрод – это карандаш. Его нужно будет установить под углом около 70 градусов к заготовке. Выбрав оптимальное положение электрода, проведите по заготовке со скоростью примерно 7-10 см в секунду. Если появился характерный треск и искры, все сделано правильно.
Далее примерно под таким же углом нужно будет коснуться заготовки и сразу приподнять электрод так, чтобы получился зазор 3-5 мм. В результате дуга начнет гореть. При этом будет расплавляться как металл заготовки, так и сама дуга. Нужно стараться выдерживать этот зазор и при этом перемещать электрод горизонтально.
Если электрод начинает прилипать, потрясите его из стороны в сторону, оттягивая от заготовки, и снова зажгите дугу.
Если электрод залипает, то это явный признак слишком малого тока. Поэтому его нужно немного увеличить. Попробуйте изменить силу тока, пока не найдете значение, при котором длина дуги между заготовкой и концом электрода составляет 3–5 мм.
После того, как вы научились зажигать дугу и удерживать ее устойчиво, вы можете научиться сваривать валик. Зажмите дугу и начните плавно перемещать электрод вдоль сварочного шва, т.е. горизонтально. При таком перемещении необходимо совершать движения с амплитудой около 2-3 мм, как бы «подгребая» расплавленный материал к воронке дуги. Так создается красивый шов с едва заметными волнами наплавленного металла. Шов характеризуется достаточно высокой надежностью.
Вернуться к оглавлению
Как делать разные швы?
Однако рассмотренный выше шов не единственный доступный. Прежде чем приступить к изучению различных швов, нужно помнить, что главным условием качественной сварки является грамотное обслуживание и движение дуги. Если дуга слишком длинная, то расплавленный металл начнет окисляться и азотироваться, его капли будут разбрызгиваться по поверхности, а шов будет иметь пористую структуру.
Принцип сварки электродом.
Движение дуги может осуществляться в 3-х основных направлениях. В первом случае имеет место поступательное движение вдоль оси электрода. При этом длина дуги будет поддерживаться в нормальном состоянии. Это зависит от скорости плавления электрода. По мере его плавления расстояние между ним и сварочной ванной будет увеличиваться. Чтобы этого не произошло, перемещайте электрод вдоль оси. Благодаря этому дуга будет иметь постоянную длину.
При продольном перемещении электрода вдоль оси шва, т. н. ролик для приварки резьбы, рассмотренный ранее. Толщина такого шва зависит от того, какой диаметр у используемого электрода и как быстро он перемещается. Ширина валика в большинстве случаев превышает диаметр электрода на 2-3 мм. Валик уже представляет собой сварной шов, но слишком узкий. Для создания прочной связи этого обычно недостаточно. По этой причине, перемещая электрод по оси шва, нужно сделать еще одно движение, но уже поперек.
Можно получить шов нужной длины за счет поперечного перемещения электрода. При этом совершаются возвратно-колебательные движения. В каждом случае ширина этих колебаний определяется в индивидуальном порядке. В первую очередь на него влияют размер и положение шва, форма разделки, характеристики рабочих материалов, а также требования к самому сварному соединению. В большинстве случаев ширина шва не выходит за пределы 1,5-5 диаметров используемого электрода.
При работе с электросваркой подходящее движение дуги следует выбирать таким образом, чтобы кромки соединяемых изделий оплавлялись с образованием необходимого количества наплавленного металла и сварного шва заданной формы.
В быту в собственном доме, на даче или в гараже всегда есть много вещей, требующих навыков сварщика. Это умение особенно пригодится при строительстве своими руками. В природе нет более надежного способа соединения двух металлических деталей, чем сварка. И этому навыку вполне можно научиться самостоятельно и использовать приобретенный навык с пользой. Сегодня мы разберемся, как научиться варить электросваркой и самостоятельно освоим азы этой специальности.
Чтобы понять, как варить электросваркой, сначала нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит сваркой на сегодняшний день является самым надежным и долговечным методом. Это достигается получением высокой температуры. В подавляющем большинстве сварочных аппаратов для плавления металлов используется электрическая дуга: это так называемая электродуговая сварка металлов. В месте удара он нагревает металл до точки плавления и делает это на ограниченной площади.
Возникновение электрической дуги происходит из-за тока — постоянного или переменного. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно усложняет процесс сварки. Из-за переменного тока сварочная дуга постоянно скачет, процесс сварки довольно шумный. Еще одним существенным недостатком таких устройств является сильное воздействие на электрическую сеть, следствием чего являются скачки напряжения;
- Инвертор проще и тише в работе, питается от сети 220В. Из-за постоянного тока дугу легче контролировать и перемещать. Если есть необходимость научиться варить электросваркой, то урок №1 лучше всего пройти на инверторном аппарате.
Образование электрической дуги становится возможным при наличии двух элементов, проводящих ток и имеющих противоположные заряды. В сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным металлическим элементом.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга возникает в момент контакта металлической детали с электродом;
- В месте образования дуги происходит расплавление свариваемого металла;
- Вместе с металлом расплавляется сам электрод, его расплавленные частицы перемещаются в сварочную ванну;
- Защитное покрытие, покрывающее стержень электрода, также сгорает и образует газовое облако. Защищает ванну от воздействия кислорода. Это обеспечивает поддержание температуры плавления металла в месте сварки;
- Образующийся при сварке шлак также способствует поддержанию температуры. Необходимо контролировать, чтобы шлак окружил сварочную ванну;
- Шов при сварке образуется в момент движения электрода и движения ванны;
- При остывании металла после сварки на нем остается шлаковая корка. Отбивается молотком.
Это теория сварки. Без опыта понять, как правильно сварить металл, невозможно, поэтому обратимся к практике.
Инструменты для приготовления пищи
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и одежду для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в сфере обучения профессии сварщика работает без исключения;
- Защита: Сварочная маска, защитная одежда и толстые перчатки. Пренебрегать защитой при сварочных работах нельзя. Это вопрос здоровья и безопасности!
- Вспомогательные инструменты — молоток и щетка по металлу — для удаления сварочного шлака;
- Предмет для обучения — металлические элементы;
- Ведро с водой. Буквально на случай пожара.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а установка силы тока зависит от электрода. На 1 мм электрода уходит примерно 30-40 А, важно не превышать эти значения, иначе дуга будет не варить, а резать металл.
Приступаем к сварке
Итак, давайте пошагово разберемся, как правильно сварить металл сваркой. Вероятно, для получения приемлемого результата вам придется повторить этот алгоритм не один раз. Но научившись, вы быстро вживетесь в роль сварщика и сможете выполнять достаточно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод следует держать под углом примерно 70° к поверхности, это положение является оптимальным.
- После установки угла между электродом и металлом нарисуйте быструю линию, движущуюся со скоростью около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставляя оптимальный угол наклона электрода, им нужно коснуться металла и сразу приподнять электрод, чтобы образовалась дорожка 3-5 мм. Если все сделано правильно, то дуга сгорит и металл начнет плавиться.
- Нередко электрод прилипает к основанию. В этом случае его необходимо слегка встряхнуть и оторвать, а затем снова зажечь дугу. Частое залипание электрода может свидетельствовать о слишком малом токе. Попробуйте увеличить его и сравните результаты.
- Как только освоены зажигание дуги и ее удержание в стабильном состоянии, можно приступать к сварке валика. Зажатая дуга плавно движется вдоль сварного шва. При этом совершаются движения, которые как бы разгребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится сварной шов. Кстати, ровность шва говорит о его высоком качестве и прочности.
На первом этапе лучше всего потренироваться на толстом куске металла и попробовать нарисовать дугой различные траектории — от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как готовить и какой угол наклона электрода лучше выбрать.
После завершения сварки необходимо дождаться остывания металла. Шов будет закрыт шлаком. Чтобы он отлетел, достаточно постучать по детали молотком или щеткой по утюгу.
Некоторые моменты сварочных работ
Конечно, сварка не заключается в написании замысловатых узоров на куске металла. Все вышеперечисленное является лишь подготовкой и обучением этому достаточно сложному ремеслу. Основная цель сварки – надежное крепление металлических элементов и к ней необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, которые нужно знать перед практикой:
- Неправильно соединять сразу две детали непрерывным и длинным швом. В большинстве случаев это коробит металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого на стыках двух деталей делаются мелкие точечные швы с шагом 8-25 см в зависимости от размера скрепляемых элементов.
- Скрепляющие швы лучше выполнять с обеих сторон свариваемой поверхности, так возможное напряжение металла сведено к минимуму.
- После выполнения прихваток выполняется основной шов.
Подведение итогов
Сварка требует специальных знаний, навыков и специального оборудования. Обратите внимание, что это достаточно сложный и опасный процесс, требующий строгого соблюдения техники безопасности.
Навыки сварки требуют определенного времени и практики. Нет ничего плохого в том, чтобы тренироваться на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить знание сварочного аппарата и умение сваривать швы на заготовках, а затем переходить к более сложным элементам.
Моментов, когда требуется сварка сваркой, и это может потребоваться дома, на даче, в квартире, в гараже, в любой многоэтажке, в частности, в таких областях, как строительство или ремонт дома, а также в сантехнике, водоснабжении и канализации и многое другое. Наем специалистов для выполнения сварочных работ стоит недешево, а потому многие предпочитают варить необходимые элементы самостоятельно. Как это сделать правильно? Научиться работать с электросваркой с нуля непросто, но вполне возможно, и для этого можно посетить занятия для начинающих, приобрести самоучитель для чайников или воспользоваться приведенными ниже советами.
Для сварки металлических листов или труб потребуется ознакомиться с техникой безопасности, изучить процесс работы, внимательно соблюдать технологию или нанять сварщика типа трубача.
Многие думают, что достаточно уметь пользоваться электродами и как сваривать швы, но нужно знать все тонкости работы, особенно что касается соединения 2-х разных металлов и какие электроды нужны .
Теория это одно, а чтобы начать сварку различных конструкций самостоятельно без оплошностей и вероятности протечек нужен курс практики. Например, перед сваркой каждый элемент необходимо зафиксировать стяжкой, хомутами и другими элементами.
Необходимо знать:
- Какие проблемы могут возникнуть;
- Как избежать дефектов;
- Что такое технология сварки того или иного типа элементов.
Кроме того, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых скрепляет стык стыков, причем их желательно устанавливать на расстоянии 10 см друг от друга.
Варианты сварки
Существуют различные виды швов, которые могут отличаться друг от друга различными факторами, в частности, тем, как осуществляется соединение металлических изделий. Это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- внахлест;
- Тавровый.
Профессия электросварщика очень сложная и иногда требует слишком больших затрат сил и энергии, так как сварку металлических изделий можно проводить даже под потолком. Классифицировать швы можно по месту их расположения в пространстве, различают вертикальные, горизонтальные, потолочные виды.
Советы: как научиться варить электросваркой самостоятельно
Самостоятельно сварить металлоконструкцию за 1 день вполне возможно, если знать, сколько потребуется электродов, какие нужно использовать и при условии, что изделие не слишком большое.
И что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
- Сварщику важно не только правильно работать, но и изучить азы, в частности, какой режим операция требуется для конкретного материала, так как металл может быть сталью, сплавами или тканями, такими как цвет мет.
- Обязательно изучите методы, которыми можно выполнить тот или иной шов.
- Необходимо правильно подойти к выбору электродов и сварочной проволоки.
Если изначально не требуется становиться профессионалом высшей категории, то научиться сварке можно самостоятельно, если посмотреть видеоуроки, чертежи со швами, а также изучить советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно если постепенно пытаться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и сам сварочный аппарат.
Многие предпочитают использовать резант, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых попытках работы со сваркой лучше использовать настоящий инвертор, а уже потом, при большом опыте, можно и с любым другим устройством. Что касаемо электродов, то желательно выбрать «3». Они просты в использовании, а главное, не перегружают электрическую сеть.
В целом сварочное оборудование делится на типы — трансформаторное, выпрямительное, инверторное. Почему популярность остается за инверторами? Они компактны, легки и просты в обращении для новичка. На первых шагах к обучению сварке стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой необходимо подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- железная щетка;
- Маска, защищающая область лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для предотвращения воспламенения и выгорания полотна;
- Специальная одежда с длинными рукавами.
Не забывайте, что сварочное дело пожароопасно, а потому находиться рядом с горючими или легковоспламеняющимися предметами категорически запрещается во избежание тяжелых последствий.
О каких дефектах следует знать, чтобы сделать правильный сварочный шов
Сделать красивые швы, которые выглядят идеально, не так просто, так как даже специалист с большим опытом не всегда может провести процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и правильно ли выбран угол наклона электрода, но и от многих других факторов.
Стоит отметить, что в любой методичке есть данные о дефектах, с которыми необходимо ознакомиться.
Есть критические, а есть некритичные, то есть такие, которые можно оставить без дополнительной обработки. Узнаем, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар — дефект, при котором произошло недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком высокая скорость, с которой осуществляется движение электрода. После корректировки тока и сокращения длины дуги следует устранить дефект.
- Подрез Этот дефект свидетельствует о наличии канавки, проходящей вдоль шва. Причиной опять же может быть слишком длинная дуга, из-за которой шов получается не просто плохой, а широкий. Это приводит к неполному прогреву металла, из-за чего кромки начинают быстро затвердевать. Для устранения проблемы стоит уменьшить длину дуги и увеличить силу тока.
- Прожоги – это сквозные отверстия в местах соединения. Причина в большом токе, если медленно водить электрод, и слишком больших зазорах между торцами деталей. Дефект может быть устранен коррекцией режима сварки.
- Если на шве образуются поры, беспорядочно разбросанные по всей длине шва, то это связано с наличием в помещении сквозняка, из-за которого газовое облако сдувается с рабочей зоны, или если металл покрывается ржавчиной.
Имеются и другие дефекты в виде трещин, либо шов просто лопается, это происходит сразу после остывания металла. Они могут быть продольными и поперечными. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Меры предосторожности перед сваркой электродами
Независимо от того, где применяется ручная дуговая походная сварка своими руками, необходимо соблюдать технику безопасности, которую отображает каждый учебник по сварке.
Меры предосторожности:
- Категорически запрещается использовать дуговую сварку на морозе и в помещении с повышенной влажностью.
- Обязательно наличие маски и защитного щитка, которые защитят глаза от ожогов.
- Одежда должна быть со специальной пропиткой, от которой будут скатываться искры и капли раскаленного металла.
Руки должны быть покрыты замшевыми перчатками или специальными брезентовыми рукавицами. В связи с тем, что сварочные работы проводятся при высоких температурах, и вероятность возгорания очень велика, процесс следует проводить там, где поблизости есть вода или огнетушитель.
Нюансы для начинающих сварщиков
В деле сварки есть много советов и даже секретов для каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно выполнять работы и складывать швы практически на уровне профессиональный уровень, даже при самообучении.
Нюансы:
- Обязательно помните про заземление, а именно есть специальный зажим, который нужно плотно прикладывать к детали.
- Обязательно проверьте изоляцию кабеля и насколько тщательно он уложен в деталь.
- Как только массы соединены, выбирается сила тока, она зависит от типа электродов и от материала.
- Перед зажиганием дуги необходимо установить электрод относительно материала под углом 60ᵒ.
Принцип действия сварки и схема работы не слишком сложны. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы он возник, электрод нужно держать так, чтобы расстояние между ним и полотном было 5 мм.
В процессе работы электрод сгорит, но торопиться его двигать не нужно.
Скорость, с которой нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. Если электрод прилипает, просто переместите или наклоните его в сторону. Прием простой, но действенный. Стоит отметить, что есть такое понятие, как сварочная ванна, и она может иметь различные размеры. Например, ширина 8-15 мм, длина 10-30 мм, глубина 6 мм.
Формат зависит от:
- Местонахождения — в помещении или в космосе;
- режим сварки;
- Конфигурации каждой подключаемой части;
- Размер и форма края;
- Скорости движения по дуге.
Методы сварки могут быть использованы для изготовления котла для отопления или для соединения водопроводных труб. Мест для использования сварочного оборудования просто уйма, так как с его помощью ставят заборы, делают детские площадки, собирают металлоконструкции многоэтажек, монтируют водосточные системы, устанавливают перила и прочее.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, вы сможете оборудовать свой дом или участок всеми необходимыми удобствами, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как варить электросваркой (видеоуроки)
Отличить новичка от профессионала очень легко, так как он не будет торопиться и переваривать швы придется не раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным выполнить все на высшем уровне и при этом предоставить гарантию качества.
Примеры сварки (фото)
Сварка большого кольца | Библиотека Конгресса
Делиться
Вставить ссылку:
Ссылка на страницу:
Об этом изделии
Заголовок
- Приварка большого кольца
Другое название
- Сварка большого кольца
- Вестингауз работает
Резюме
- Группа мужчин сваривает один участок большого кольца в огне. Они поднимают кольцо, висящее горизонтально на цепях, из огня. Четверо мужчин забивают горячую область на кольце, пока остальные держат кольцо. Они снова бросают кольцо в огонь, вынимают его и относят к машине, которая непрерывно молотит по этому участку кольца. Затем мужчины забирают его из машины и сами придают ему форму. Кольцо предположительно является частью генератора.
Имена участников
- Битцер, Г. В., 1872–1944, фотоаппарат
- Американская компания Mutoscope and Biograph
- Коллекция бумажных принтов (Библиотека Конгресса)
Создано/опубликовано
- США: American Mutoscope and Biograph Company, 19 лет. 04.
Тематические заголовки
- — Westinghouse Electric & Manufacturing Company
- — Производственные процессы — Пенсильвания — Восточный Питтсбург
- — Сварка — Пенсильвания — Восточный Питтсбург
- — Электрические генераторы — Пенсильвания — Восточный Питтсбург
- —
Сварщики (чел. ) — Пенсильвания — Восточный Питтсбург
- — Работники электроэнергетики — Пенсильвания — Восточный Питтсбург
- — Заводы—Пенсильвания—Восточный Питтсбург
Жанр
- Промышленные пленки
- Актуальности (кинофильмы)
- Немое кино
- Короткие фильмы
- Документальные фильмы
Заметки
- — h55002 Бюро регистрации авторских прав США
- —
Авторские права: American Mutoscope & Biograph Co. ; 28 апреля 1904 г .; h55002.
- — Отсутствует оригинальное основное название.
- — Камера, Г.В. «Билли» Битцер.
- — Продолжительность: 2:45 (часть 1) и 3:27 (часть 2) при 15 кадрах в секунду.
- —
Биографическая продукция №. 2869.
- — Номер полки для бумажных принтов (LC 2232) был изменен, когда бумажные принты были перемещены.
- — Могут быть доступны дополнительные владения для этого титула. Связаться со справочным библиотекарем.
- — Снято 18 апреля 1904 года в компании Westinghouse Electric & Manufacturing Co. в Восточном Питтсбурге, штат Пенсильвания.
- —
Также доступен в цифровой форме на веб-сайте Библиотеки Конгресса.
- — Цифровые файлы находятся на выставке American Memory: Inside a American factory. См. номер записи онлайн-каталога LC. 2002564464.
- — Этот фильм вместе с 20 другими короткометражными фильмами был включен в Национальный реестр фильмов под названием «Работы Вестингауза».
- —
Использованные источники: Каталог авторских прав, кинофильмы, 1894-1912; Нивер, К.Р. Ранние кинокартины, 1985, с. 357; Кат. АФИ: Киноначала, 1893-1910, 1995; Биографический фотокаталог, т. 6 [МИ]; Биограф Ко прод. записи [МИ]; веб-сайт базы данных фильмов в Интернете, просмотрено 23 октября 2012 г .; Карточка предварительного каталога M/B/RS.
- — Ранние кинофильмы: Коллекция бумажных принтов в Библиотеке Конгресса / Кемп Р. Нивер. Библиотека Конгресса. 1985.
- — 35-мм распечатка изменена с FEC 2541 на FYA 1216.
Середина
- 1 кинолента из 1 (146 футов): цветная, черно-белая; 16 мм. просмотр печати.
- 1 кинолента из 1 (349 футов): цветная, черно-белая; 35 мм. просмотр печати.
- 1 кинолента из 1 (146 футов): цветная, черно-белая; 16 мм. дуп отрицательный рис.
- 1 рулон из 1 (около 350 футов): si., b&w; 35 мм. бумага поз.
- 1 рулон из 1 (около 350 футов): ч/б; 35 мм. бумага поз (копия 2)
Номер телефона/физическое местоположение
- FLA 5246 (просмотр печати)
- FYA 1216 (просмотр печати)
- FRA 2194 (обманка, отрицательная картинка)
- Коробка 0986A (бумажный поз. )
- Box 5511A (бумажный поз., копия 2)
Репозиторий
- Отдел кино, вещания и звукозаписи Библиотеки Конгресса, Вашингтон, округ Колумбия, 20540, США, округ Колумбия
Цифровой идентификатор
- http://hdl.loc.gov/loc.mbrsmi/westhpp. 2232
Контрольный номер Библиотеки Конгресса
- 96522219
Онлайн формат
- изображение
- видео
Постоянная ссылка LCCN
- https://lccn.loc.gov/96522219
Дополнительные форматы метаданных
- MARCXML-запись
- МОДС Запись
- Дублинская основная запись
Часть
- Внутри американской фабрики: фильмы Westinghouse Works, 1904 г. (39)
- Избранное из Национального реестра фильмов (71)
- Америка на работе, Америка на досуге: кинофильмы с 1894 по 1915 год (158)
- Национальный кинозал (571)
- Отдел кино, радиовещания и звукозаписи (1645)
- Онлайн-каталог Библиотеки Конгресса (1 331 479)
Представлено в
- Америка за работой | Статьи и очерки | Америка на работе, Америка на отдыхе: кинофильмы с 1894 по 1915 год | Цифровые коллекции
Права и доступ
Отдел кино, вещания и звукозаписи, Библиотека Конгресса
Библиотека Конгресса предоставляет доступ к этим материалам в образовательных и исследовательских целях. Письменное разрешение владельцев авторских прав и/или других правообладателей (таких как право на публичное использование и/или право на неприкосновенность частной жизни) требуется для распространения, воспроизведения или иного использования охраняемых объектов, помимо разрешенного добросовестным использованием или другими установленными законом исключениями.
Библиотеке Конгресса ничего не известно об авторских правах США на кинофильмы в этих коллекциях. Как указано в каталоге, большинство названий были зарегистрированы в качестве объектов авторского права до 19 века.16. (Для некоторых наименований регистрационная информация отсутствует.) Библиотека отмечает, что воспроизведение некоторых наименований может быть ограничено правами на неприкосновенность частной жизни, правами на публичное использование, лицензированием и товарными знаками. Кроме того, некоторые произведения могут по-прежнему охраняться авторским правом в некоторых зарубежных странах.
Ответственность за независимую юридическую оценку предмета и получение всех необходимых разрешений в конечном счете лежит на лицах, желающих использовать предмет. Пользователи должны обращаться к информации каталога, которая сопровождает каждый элемент для конкретной информации. Эти данные каталога содержат известные Библиотеке Конгресса сведения о соответствующем предмете и могут помочь пользователям в независимой оценке правового статуса этих предметов в отношении их желаемого использования. Пользователи также должны ознакомиться с ограничениями, связанными с пожертвованиями в пользу Библиотеки.
Предлагаемая кредитная линия: Библиотека Конгресса, Отдел кино, радиовещания и звукозаписи.
Дополнительная информация об американской памяти и авторском праве.
Процитировать этот товар
Цитаты генерируются автоматически из библиографических данных, как для удобства и может быть неполным или точным.
Стиль цитирования в Чикаго:
Bitzer, GW, Camera, American Mutoscope And Biograph Company и Paper Print Collection. Сварка большого кольца . США: American Mutoscope and Biograph Company, 1904 г. Видео. https://www.loc.gov/item/96522219/.
Стиль цитирования APA:
Bitzer, GW, American Mutoscope And Biograph Company & Paper Print Collection. (1904) Приварка большого кольца . США: Американская компания Mutoscope and Biograph. [Видео] Получено из Библиотеки Конгресса, https://www.loc.gov/item/96522219/.
Стиль цитирования MLA:
Bitzer, GW, Camera, American Mutoscope And Biograph Company и Paper Print Collection. Сварка большого кольца . США: American Mutoscope and Biograph Company, 1904 г. Видео. Получено из Библиотеки Конгресса,
лучших каналов YouTube по сварке и производству
На YouTube есть множество каналов, посвященных сварке и изготовлению, поэтому мы составили для вас список некоторых из лучших каналов. Чтобы попасть в этот список, у каналов должно быть более 10 000 подписчиков и последнее видео, опубликованное в течение последних 3 месяцев. Пожалуйста, не стесняйтесь добавлять ссылки в комментариях ниже на любые, которые мы могли пропустить, или на любые новые каналы YouTube, за которыми мы должны следить.
Советы и рекомендации по сварке — более 543 316 подписчиков на YouTube
О советах и рекомендациях по сварке:
Советы по сварке в пух и грязь для всех нас.
Отказ от ответственности: эти видео предназначены для развлечения и вдохновения. Сварка опасна. Всегда обращайтесь за профессиональной консультацией и обучением перед использованием сварочного оборудования. Если у вас есть какие-либо сомнения перед выполнением какой-либо задачи по сварке, остановитесь и изучите более безопасный метод. Не пытайтесь сваривать только потому, что вы видели это в одном из моих видео.
ChuckE2009 — 452 797+ подписчиков
О ChuckE2009:
Привет и добро пожаловать на мой канал! Мои видео о сварке, металлообработке, машиностроении и многом другом! Я занимаюсь сваркой с 2009 года, в том числе 3 года формального образования, получив 5 различных сертификатов на трубы и пластины.
Одно примечание. Сообщения на YouTube предназначены ТОЛЬКО для коммерческого интереса к шоу. За это я приношу свои извинения, хотя я хотел бы отвечать на все личные сообщения, но огромное их количество делает это непрактичным.
О компании Weld.com:
Видеоматериалы о сварке за кадром знакомят вас со сваркой поближе.
Сварочные видеоролики Weld.com представляют собой серию сварочных шоу, наполненных советами, приемами и подсказками по сварке, которые помогут вам каждый раз делать идеальный сварной шов! Если вы пытаетесь стать лучше в области сварки TIG, сварки MIG, сварки электродом или резки; На Weld.com есть то, что вам нужно. Все видеоролики сняты «из-за капота», чтобы вы могли увидеть точку зрения сварщика. Помимо того, что мы покажем вам, как сваривать, мы много раз покажем вам распространенные ошибки и как их избежать.
Новые видеоролики TIG каждую пятницу
Новые видеоролики MIG каждый понедельник
О форумах The Fab:
Добро пожаловать на форумы The Fab. Меня зовут Кайл Восс, и я создаю для вас материалы Custom Motorsports Fabrication всех форм. Углеродное волокно, сварка TIG, формовка металла, хот-роды, маслкары, чопперы на заказ и все, что между ними. Я усердно работаю, чтобы еженедельно приносить вам новый контент.
О сайте 6061.com:
Сварка и изготовление алюминия, а также другие разные видеоролики.
О серии Fabrication
Канал Fabricator на YouTube здесь, чтобы показать вам, как построить что угодно. Многие проекты строятся с использованием моего 15-летнего опыта производства автомобилей, но я строю, ремонтирую, модифицирую, проектирую, исправляю и создаю практически все. Я всегда открыт для новых предложений от зрителей.
О гараже Джимбо:
Этот канал в основном посвящен сварке и металлообработке. Мы будем делать какие-то странные деревянные проекты здесь и там, но, в конце концов, это все потому, что мне нравится строить.
О Ramsey Customs — turbocobra
Меня зовут Гэри Рэмси. Владелец, производитель Ramsey Customs. Мы запустили этот канал в первую очередь для документирования полной реставрации Mustang 1965 года, но с годами канал превратился в место для демонстрации различных проектов, которые мы делаем. Эти проекты в основном связаны с изготовлением металла, изготовлением дерева. Металлообработка. Мы фокусируемся на искусстве металла, домашнем/деловом декоре и мебели, но мы также показываем видео, демонстрирующие различные инструменты, приемы и методы, используемые в металлообработке.
В последнее время мы производим инструменты для производителей. Мы продаем их в виде комплектов, которые можно сваривать или скреплять болтами, или мы продаем только чертежи. В наших видеороликах вы часто будете видеть сварку MIG, сварку TIG, сверление, фрезерование, токарные работы по металлу. Некоторое оборудование, которое у нас есть: Lincoln Mig Welder. Миллер Сварщик. Токарный станок по металлу Monarch 10EE. Фрезерный станок типа Бриджпорт. Фрезерный станок Cincinnati, горизонтальная ленточная пила Ellis, вертикальная ленточная пила DoAll. Плазменный стол с ЧПУ Trucut.
О компании Allen’s Welding/Woodworking:
Видеоролики по сварке и деревообработке. всевозможные постройки от ям для барбекю до рам для зеркал из поддонов.
О производстве DoRite:
Всем привет… Джим Боллинджер. Я изготовитель, сварщик, строитель, пожарный и фельдшер. Люди говорят мне, что я как Ларри-кабельщик встречает МакГайвера. Свой первый сварочный аппарат я купил в 14 лет на деньги, заработанные стрижкой газонов. Сегодня я преподаю сварку для Lincoln Electric на семинарах и выставках. Я никогда не переставал хотеть учиться, и это вдохновляет меня учить других. Мои работы были замечены в телешоу, таких как «Экстремальный макияж», «Кухонные кошмары» и «Спасение в баре». Но не волнуйтесь, Голливуд меня не изменил. Больше всего на свете я люблю работать своими руками… сочетая творческий подход с техническими и инженерными ноу-хау, чтобы создавать все, от детских игрушек до канализационных станций, пожарных спасательных инструментов и машин для перетаскивания.
—
Если вы опытный и талантливый сварщик, рассматривающий возможность командировки по контракту, узнайте больше о преимуществах и принципах работы, нажав ниже.
Что такое приварка шпилек? — Процесс приварки
Процесс приварки
- Обзор приварки
- Оборудование для приварки
- Два метода приварки
- Дуговая приварка
- Процесс приварки шпилек с конденсаторным разрядом (CD)
- Как устанавливается крепежный элемент с приварным шпилькой
- Демонстрационные видеоролики по сварке шпилек
- Общие технические условия для сварки шпилек дуговым и конденсаторным разрядом (CD) 90 Stud3 Industries 3 Преимущества крепежных деталей с приваркой шпилек
Приварка шпилек — обзор
Приварка шпилек представляет собой комплексную одноэтапную систему крепления, в которой используются крепежные детали, называемые приварными шпильками. Приварные шпильки бывают различных конструкций: с резьбой, без резьбы, с резьбой и т. д., размеров и форм для широкого спектра применений.
Приварная шпилька может быть мгновенно соединена торцом с металлической заготовкой для получения высококачественного и прочного постоянного соединения. (Посмотрите видеодемонстрацию.)
Основной металл и приваренная шпилька не обязательно должны быть из одного и того же материала. Например, эти комбинации могут быть сварены вместе — латунь к меди, латунь к стали, медь к стали и подобные комбинации.
Приварка шпилек дешевле, чем другие методы крепления, и может использоваться в местах, где нельзя использовать другие виды крепежа. Приварные шпильки могут быть установлены одним человеком, работающим с одной стороны заготовки, менее чем за секунду.
Существует множество причин, по которым процесс приварки шпилек превосходит другие системы крепления.
Оборудование для приварки шпилек
Оборудование, необходимое для приварки шпилек, состоит из следующего:
- Источник питания постоянного тока
- Контроллер
- Сварочный пистолет
- Кабели для соединения компонентов системы и основного металла 9033
В большинстве систем блок питания и контроллер объединены в один компонент, который называется «Сварщик».
Два метода приварки шпилек
Доступны два метода приварки шпилек — дуговая сварка и приварка шпилек конденсаторным разрядом (CD).
Используемый метод приварки шпилек зависит от типа необходимого крепежного элемента, в зависимости от области применения и основного металла, к которому приваривается крепежный элемент.
Процесс дуговой сварки шпилек
Дуговая сварка шпилек обычно используется для приваривания крепежных деталей большого диаметра к более грубым и толстым основным металлам.
(См. наше Руководство по выбору сварочных аппаратов для дуговой сварки)
Штифты для дуговой сварки могут быть практически любой формы, и существуют буквально сотни конструкций, однако они должны иметь один конец крепежного элемента, предназначенного для оборудования для дуговой сварки.
Мягкая сталь, нержавеющая сталь и алюминий подходят для дуговой сварки.
Этап 1.
Крепеж и керамическая втулка плотно прилегают к рабочей поверхности под действием пружины в сварочном пистолете.
Шаг 2.
При срабатывании сварочного пистолета сварочный пистолет автоматически отрывает крепежный элемент от основного металла и инициирует контролируемую электрическую дугу, которая расплавляет конец крепежного болта и часть основного металла.
Шаг 3.
Керамический дуговой экран концентрирует тепло и удерживает расплавленный материал в зоне сварки, обеспечивая максимальную прочность и надежность сварного шва.
Шаг 4.
В тот момент, когда крепеж и основной металл расплавляются, крепеж автоматически погружается в рабочую поверхность с помощью сварочного пистолета. Металл затвердевает, и выполняется высококачественная сварка плавлением.
| Рекомендуемая минимальная толщина основного металла | ||||
| Шпилька Диаметр основания | Сталь | Aluminum | ||
| SACDIP | ||||
| без закуда | ||||
| 1 без назад | ||||
| 1 назад | ||||
| 1. 1365 | ||||
| (in.) | (in.) | (gauge) | (in.) | (in.) |
| 0.187 0.250 | 0.0359 0.0478 | 20 18 | 0.125 0.125 | 0.125 0.125 |
| 0.312 0.375 | 0.0598 0.0747 | 16 14 | 0.187 0.187 | 0.125 0.187 |
| 0.437 0.500 | 0.0897 0.1196 | 13 11 | 0.250 0.250 | 0.187 0.250 |
| 0.625 0.750 | 0.148 0.187 | 9 | ||
| 0.875 1.000 | 0.250 0.375 | |||
Процесс приварки шпилек конденсаторным разрядом
Приварка шпилек конденсаторным разрядом обычно используется для приварки крепежных деталей меньшего диаметра к тонким металлическим основаниям.
(см. руководство по выбору сварочного аппарата на компакт-диске)
Поскольку весь цикл сварки выполняется за миллисекунды, сварка может выполняться без явных искажений, прожогов или обесцвечивания обратной стороны. Поскольку один конец крепежа предназначен для сварочного оборудования CD, шпильки CD могут быть изготовлены практически любой формы.
Шаг 1.
Крепеж прижимается к заготовке. Большинство шпилек CD имеют специальный наконечник, который обеспечивает точный контроль времени сварки, что обеспечивает последовательную автоматическую сварку.
Шаг 2.
Сварочная горелка активируется, и накопленная энергия высвобождается через крепежный элемент, расплавляя весь диаметр его основания и часть основного материала.
Шаг 3.
Под действием пружины крепеж вдавливается в расплавленный металл.
Этап 4.
Крепеж удерживается на месте, пока расплавленный металл затвердевает и мгновенно создает высококачественный сварной шов.
Установка приварного крепежа
Шаг 1. — Загрузка
Приварной крепеж вручную или автоматически вставляется в сварочный пистолет.
Шаг 2. — Положение
Приварной пистолет для шпилек установлен в плотный контакт с рабочей поверхностью.
Этап 3. — Пожар
Приварочный пистолет активируется, и крепеж приваривается за долю секунды. Сварной шов между крепежным элементом и основным металлом мгновенно набирает полную прочность.
Сварка сварки сварки. /305 нержавеющая сталь. Доступны алюминий, монель, инконель и другие марки нержавеющей стали.
| Диаметр шпильки | Приблизительный Рублект |
| 3/16 «Thru 1/2» | 1/8 « |
| 1/8″ | |
| 1/8 » | |
| 7/8″ и более | 1/4″ |
| Прямоугольная ширина 1/8 дюйма | 1/8 дюйма |
Отрасли, использующие приварку шпилек
Приварные шпильки используются в самых разных отраслях:
- Авиакосмическая промышленность
- Приборы
- Автомобильная промышленность
- Construction
- Electronics
- Forging Process
- Insulation Installation
- Light and Heavy Duty Equipment
- Offshore
- Petrochemical
- Shipbuilding
- Signs and Decorative Trim
- Toys
- Transportation
- Utilities Metalworking
Вирусный сварщик — Производительность сварки
Джим Райт был не из тех, кто ищет всеобщего внимания. На самом деле, он всегда уклонялся от этого — до трех лет назад, то есть. И хотя его личность не обязательно изменилась с тех пор, его отвращение к чему-либо, даже отдаленно близкому к тому, чтобы быть в центре внимания, эволюционировало.
Райт является автором «Гаража Джимбо», канала на YouTube, созданного в январе 2015 года и посвященного тому, чтобы помогать людям, в основном самодельщикам, ориентироваться в инструментах, включая сварочные аппараты, в магазине. Канал Райта по состоянию на начало ноября насчитывает более 39 000 подписчиков, а его видео набирают более 3,7 млн просмотров.
«Честно говоря, — говорит Райт, — я никогда не ожидал, что за такой короткий период времени он получит такую популярность. Это определенно движется в положительном направлении, и мы очень рады этому».
Его самое популярное на сегодняшний день видео, в котором рассказывается, как собрать стол для настольной пилы, набрало почти 400 000 просмотров. Однако его целевая аудитория, или, по крайней мере, аудитория, ориентированная на его канал, — это сварщики.
«Если это вызывает искры и огонь, — говорит он, — это то, что им нравится, и меня это устраивает, потому что мне это тоже очень нравится». Канал
Jimbo’s Garage на YouTube насчитывает более 35 000 подписчиков и 3,2 миллиона просмотров. Посмотрите видео, чтобы узнать, о чем вся эта шумиха. Любопытный юношаВ детстве Райт был из тех любознательных юношей, которые ради развлечения разбирали газонокосилку, а затем собирали ее заново. Он строил велосипеды и многое другое — он был «производителем». Его отец не обязательно был склонен к механике, но Райт обнаружил, что у него это получается от природы. Он самоучка почти во всем, и, как он говорит в своих видео, «я разбираюсь во всем на ходу».
Райт научился некоторым приемам изготовления изделий из металла в старшей школе, пройдя несколько курсов изготовления изделий из металла, дойдя до помощника учителя в одном из классов. Сразу после окончания школы житель округа Ориндж, штат Калифорния, устроился сварщиком и проработал на этой должности пару лет, прежде чем перейти к строительству. Сейчас он владелец бетонного бизнеса.
Его знакомство с бетоном началось после того, как он и его жена купили дом без патио и дорожек, и вы, наверное, догадываетесь, что он сделал дальше — он научился строить их сам.
Вскоре соседи обратились за помощью к Райту с их конкретными проектами, что дало ему больше опыта. Он получил лицензию подрядчика и построил собственный бизнес.
«Это была хорошая жизнь для меня, и она была приятной, но моя страсть — строить вещи и делать вещи», — говорит он. Бизнес Райта теперь работает сам по себе, что позволяет ему уделять больше времени своим видео на YouTube.
Дебют Джимбо Джим Райт, человек, стоящий за гаражом Джимбо, поддерживает порядок в своем магазине. Съемки здесь ведутся почти каждый день. Не проходит и дня, чтобы Райт что-нибудь не построил в своей мастерской, поэтому Дэйну Вагнеру, его будущему зятю, работающему в видеопроизводстве и в качестве режиссера, пришла в голову идея принесите камеру в магазин, чтобы снять Райта, занимающегося тем, что он любит делать. А может быть, если было достаточно интересно, создать канал на ютубе своими руками.
Что-то в голосе Райта, когда он рассказывает об этом предложении Вагнера, указывает на то, что он, возможно, не полностью воспринял эту идею. В конце концов, это человек, который всегда был слишком застенчив, чтобы вставать перед классом в студенческие годы.
«Самое первое видео, которое мы сняли, — начинает Райт, — я так нервничал. Это просто был не я. Но со временем все стало становиться естественным. Я просто был собой. Я становлюсь лучше и двигаюсь вперед, но во многом это связано с обратной связью, которую я получаю».
Зрители Райта видят в нем «обычного парня» и говорят, что он выглядит «очень естественно». Это, вероятно, объясняет, почему 99,9% комментариев к его видео положительные, считает Райт.
Производственный процесс Сейчас Райт снимает около 90 процентов своих видео самостоятельно. Он рано взял пример с Вагнера, получив урок некоторых технических аспектов работы с камерой. Несмотря на эти намеки и подсказки, Райт сменил несколько объективов из-за того, что искры летели слишком близко к камере.
Нет сценария для выполнения. Райт рождает в голове идею, выясняет, как ее построить, какие материалы и инструменты подойдут для работы, настраивает камеру и приступает к делу.
Он также не прочь подшутить над собой, что видно из более чем одного из его видео, содержащих ляпы. Райт даже посвятил ляпам целую серию под названием «Магазинные неудачи».
«Надеюсь, — говорит он, посмеиваясь, — проект окажется таким, каким должен быть. В большинстве случаев так и есть, но бывают заминки. Но это часть выдумки — она не может быть идеальной все время».
Райт является потребителем видео других пользователей YouTube, узнавая все, что он может о фабрикации, от таких же людей, как он сам. У него есть профессиональные сварщики, которые каждый день откликаются на проекты, размещенные на его канале, иногда чтобы дать совет, а иногда просят совета.
«Я получаю ценный совет, — говорит он. «Хорошие идеи исходят от людей, которые занимаются этим полный рабочий день».
Райт постоянно получает запросы на освещение различных проектов, в том числе несколько от новичков в области сварки, поэтому он снял вводное видео о сварке, которое дает им подсказки, необходимые для начала работы.
The So Cal wayНеудивительно, что Райт родился и вырос в южной Калифорнии и предпочитает гардероб, состоящий почти исключительно из футболок, шорт и сандалий — не совсем идеальная одежда для сварки, но идеальная для года. -круглые теплые температуры.
Видео о производстве металла — одни из самых любимых среди подписчиков Райта на YouTube. «Это нехорошая практика», — признает Райт, который никогда не получал серьезных травм в своей мастерской. «Но я думаю, что мои зрители получают от этого больше заряда. В этом нет негатива. Я не собираюсь этого делать; это просто так, как здесь. Я прихожу сюда (в свой магазин) каждый день. Я ношу шорты и сандалии и вперед. Я никоим образом не пытаюсь бросить вызов безопасности; Мне просто удобно».
Райт говорит, что зная, что количество его подписчиков увеличилось, особенно за последние шесть месяцев, он хочет подать хороший пример, чтобы зрители с большей вероятностью увидели его в новых видео в защитной одежде во время сварки.
«В последнее время я стал принимать более экстремальные меры безопасности, — говорит он. «Когда я свариваю, я ношу перчатки, защитные рукава и куртку. Я все больше сосредотачиваюсь на этом, так как знаю, что тысячи и тысячи людей смотрят мои видео».
Будущее ДжимбоГараж Джимбо в среднем выпускает одно видео в неделю, а может и два, если есть время. Вагнер и Райт тратят часы и часы на создание 10- или 15-минутного фильма. видео. И в последнее время им пришлось стать немного более разборчивыми в том, какие темы они освещают, поскольку запросы продолжают накапливаться.
«Сейчас у нас накопилось много идей для видео, — говорит Райт. «У меня есть люди, которые хотят, чтобы я делал самые разные вещи. Сейчас нам нужно быть немного избирательнее».
Райт видит, как молодое поколение отходит от той работы, которая делает его таким счастливым, но он надеется, что его видео вдохновят людей, которым может нравиться то, что он делает, «просто выйти и сделать что-нибудь. Построить это. Сделай что-нибудь — будь творцом».
Сейчас дела в гараже Джимбо развиваются стремительно, и спонсоры начинают это замечать. Каким бы ни было будущее, Райт готов к нему, пока он продолжает оставаться «создателем».
«Мы с Дейном стараемся сосредоточиться на действительно хорошем контенте, — говорит он. «Мы просто хотим производить то, что люди хотят видеть».
Гараж Джимбо
Умная сварка чугуна | Откройте для себя решения Muggy Weld Solutions
В Muggy Weld у нас есть все сварочные материалы, которые могут вам понадобиться для любого применения, в том числе ряд сварочных прутков из чугуна и другие продукты, подходящие для использования с чугуном. Мы предлагаем вам широкий выбор продуктов и гарантируем, что у вас есть необходимые знания для улучшения и развития вашего бизнеса. Чугун является популярным выбором для сварочных проектов из-за его невероятной универсальности, поэтому мы обязательно располагаем продуктами, которые подходят для всех проектов и задач из чугуна, с которыми вы сталкиваетесь.
О компании Muggy Weld
Мы являемся семейным предприятием, которое занимается поставками сварочных материалов уже более 30 лет. Наша высококачественная продукция включает в себя сплавы и электроды, подходящие для обработки различных металлов, от алюминия до чугуна и стали. Мы разработали наши комбинации стержней и флюсов, чтобы они идеально работали вместе и обеспечивали высококачественную отделку для всех областей применения. Если вы хотите сэкономить время и деньги для вашего бизнеса, мы можем сделать это возможным.
Сварка чугуна
Всем сварщикам рано или поздно придется заниматься сваркой чугуна. На самом деле, это металл, с которым вы, вероятно, будете регулярно сталкиваться из-за его чрезвычайной популярности. Чугун прочен, доступен и долговечен, что делает его идеальным выбором для широкого спектра применений. Он может создавать проблемы из-за своего состава, но к его сварке можно легко подойти, если у вас есть нужные инструменты и материалы, а также необходимые знания.
Мы делаем сварку чугуна более удобной с помощью наших электродов, состав которых специально разработан для сварки чугуна. Хотя большинство никелевых стержней, используемых сварщиками, тверже основного металла, что затрудняет работу с чугуном, наши электроды мягче и хорошо поддаются механической обработке. Они были разработаны с уникальными свойствами, так что сварной шов может растягиваться на 300 процентов больше, чем другие стержни. Преимущество этого заключается в том, что основной металл и сварной шов защищены, что снижает вероятность образования трещин во время сварки.
Наши изделия для сварки чугуна включают стержни для серебряного припоя для пайки чугуна (SSF6), а также шприцевую версию серебряного припоя (SSQ6).