ТОП 10 сварочных аппаратов для сварки алюминия
В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии. В частности, нередко специалисты применяют аргоновый сварочный аппарат по алюминию. А поскольку сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям, то сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других. Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок. Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.
Фото:https://rozetka.com
Содержание:
1. Рейтинг лучших сварочных аппаратов для сварки алюминия
1.1 Тriton АLUMIG 200 SPULSE SYNERGIC
1.2 Triton ALUTIG 200P AC/DC
1.3 Аurora РRО INТER TIG 200 АС/DC РULSЕ
1.4 RЕАL ТIG 200 P АС/ДС
1.5 ТЕСН TIG 200 Р АСDС (Е101)
1.6 Triton ALUMIG 250Р Dруlsе Synergic 380v
1.7 Wert SWI 190 (TIG, MMA)
1.8 ELITECH АИС 220 Prof (TIG, MMA)
1.9 Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
1.10 Wester MINI 220T (MMA)
Рейтинг лучших сварочных аппаратов для сварки алюминия
Сегодня наши специалисты постарались подобрать самые лучшие модели сварочных аппаратов для сварки алюминия на этот год, опираясь на такие важные характеристики как цена, качество и конечно же надежность. Надеемся, что наша статья окажется полезной для вас, и непосредственно вы сумеете подобрать для себя наиболее привлекательный полуавтомат для сварки алюминия.
Тriton АLUMIG 200 SPULSE SYNERGIC
Фото:https://beru. ru
ru
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце). Удобная функция «Burn Back», позволит настроить аппарат для сварки алюминия на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали. Так что если вы еще не знаете, при посредничестве какого аппарата производить сварку для алюминия, то присмотритесь к данной модели.
Сварочный аппарат Тriton АLUMIG 200 SPULSE SYNERGIC
Достоинства:
- надежный
- хороший срок службы
- мощный
Недостатки:
- не обнаружены
Triton ALUTIG 200P AC/DC
Фото:https://beru.ru
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине — тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, сварочный аппарат для алюминия Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине — тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, сварочный аппарат для алюминия Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Сварочный аппарат ALUTIG 200P AC/DC (TIG, MMA)
Достоинства:
- удобен в использовании
- мощный
- надежный
Недостатки:
- не обнаружены
Аurora РRО INТER TIG 200 АС/DC РULSЕ
Фото:https://beru.ru
Хороший сварочный аппарат для tig сварки алюминия и сплавов. Этот сварочный полуавтомат для сварки алюминия позволяет управлять в удалённом режиме посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов. В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
Сварочный аппарат Aurora Pro Inter Tig 200 AC/DC Pulse Mosfet
Достоинства:
- управление через пульт
- качественный
- мощный
- многофункциональный
Недостатки:
- цена
RЕАL ТIG 200 P АС/ДС
Фото:https://beru.ru
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Этот сварочный аппарат для нержавейки и алюминия имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки. Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Сварочный аппарат PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- сварка при низком напряжении
- несколько режимов работы
- популярный бренд
Недостатки:
- отсутствует возможность заварить кратер
ТЕСН TIG 200 Р АСDС (Е101)
Фото:https://beru.ru
Полуавтомат для алюминия имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Достоинства:
- продувка газом
- режим импульсной сварки
- мощный
- надежный
Недостатки:
- сложности в управлении и настройке
Triton ALUMIG 250Р Dруlsе Synergic 380v
Фото:https://beru.ru
Из имеющихся особенностей данной модели следует выделить наличие особой технологии под названием «Soft Switch», которая защищает этот аппарат для сварки аргоном от перегрева и сильных скачков тока. Также в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Сварочный аппарат ALUMIG 250P Dpulse Synergic 380v (MIG/MAG)
Достоинства:
- защита от перегрева и скачков тока
- горячий старт
- прост в управлении
- мощный
- надежный
Недостатки:
- не обнаружены
Wert SWI 190 (TIG, MMA)
Фото:https://beru. ru
ru
Wert — одна из лучших фирм сварочных аппаратов. Модель SWI 190 универсальна, работает по TIG и MMA технологии. Мощность прибора небольшая — 3,5 кВт, но и стоит сварка алюминия аппарат недорого. Наибольшая токовая сила — 190 А. Благодаря свей компактности и легкости (масса меньше 2,5 кг) аппарат ценится монтажниками, выполняющими высотные работы. Среди полезных опций — хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Сварочный аппарат инверторного типа Wert SWI 190, MMA
Достоинства:
- малый вес
- дешевая модель
- можно регулировать форсирование дуги
Недостатки:
- небольшая мощность
ELITECH АИС 220 Prof (TIG, MMA)
Фото:https://beru.ru
За счет высокого показателя мощности (7,4 кВт) и универсальности модель можно отнести к приборам полупрофессионального уровня. Сварочный аппарат рассчитан на продолжительную безостановочную работу при нормальном и пониженном напряжении. Для удобства управления импульсная сварка аргоном оборудована цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Для удобства управления импульсная сварка аргоном оборудована цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Сварочный аппарат ELITECH АИС 220 Prof (TIG, MMA)
Достоинства:
- горячий старт
- антиприлипание
- форсирование дуги
- точность настройки
Недостатки:
- не обнаружены
Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Фото:https://beru.ru
Компактный сварочный аппарат PRO TIG 200 P DSP AC/DC (E201) от фирмы Сварог, построенный по SMT технологии с туннельным обдувом, позволяет выполнять профессиональную TIG-сварку как при постоянном, так и при переменном токе. При этом пользователю доступен режим импульсной сварки TIG Pulse, точечная сварка TIG, режимы 2Т/4Т и ручная дуговая сварка MMA. Современные функции сварог е201 позволяют добиться стабильного зажигания и горения дуги во всем широком диапазоне сварочного тока.
Сварочный аппарат Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- два типа сварки
- многофункциональность
- импульсный и точечный режим
- удобная ручка
Недостатки:
- тяжелый
- высокая цена
Wester MINI 220T (MMA)
Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели wester tig 220 tig mma — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита.
Сварочный аппарат Wester MINI 220T (MMA)
Достоинства:
- легкость управления
- долгая беспрерывная работа
- устойчивость к нагрузкам и перепадам тока
- встроенная термозащита
Недостатки:
- отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
#Топ 10
Добавить комментарий
Необходимо включить JavaScript, чтобы функции работали правильно
* Обязательные поля
Сообщать мне о новых комментариях по электронной почте
Запомнить мои ответы для этой формы на этом компьютере
Сварочный полуавтомат для сварки алюминия в Украине. Цены на Сварочный полуавтомат для сварки алюминия на Prom.ua
Работает
Сварочный полуавтомат для сварки алюминия Луч Профи ALUMIG 280P Double Pulse Synergia
На складе
Доставка по Украине
38 250 грн
Купить
Сварочное оборудование и комплектующие Welds
Работает
Полуавтомат сварочный инверторного типа MIG/MAG/MMA для алюминия, дома, гаража Сталь Multi Mig-300
На складе в г. Кропивницкий
Кропивницкий
Доставка по Украине
по 6 995 грн
от 2 продавцов
7 600 грн
6 995 грн
Купить
POLOSA — ИНТЕРНЕТ-МАГАЗИН ТОВАРОВ ДЛЯ СТРОИТЕЛЬСТВА, САДА И ДОМА
Работает
Сварочный полуавтомат/ инвертор для алюминия MMA / MIG-MAG / TIG LIF, 180А, Латвия, Vitals Master MIG 1800 ALU
Доставка из г. Днепр
14 015 грн
11 499 грн
Купить
Лобзик — интернет магазин
Работает
Сварочная горелка для сварки алюминия MIG NBC 200 ( SPOOL GUN) 4 m
Доставка по Украине
5 000 грн
Купить
Велдмастер
Работает
Сварочный полуавтомат 2в1 инверторный Кентавр MIG 420 Digitall, работа с газом и без, Съемный «еврорукав» 3 м
На складе в г. Кропивницкий
Доставка по Украине
по 7 200 грн
от 2 продавцов
8 700 грн
7 200 грн
Купить
POLOSA — ИНТЕРНЕТ-МАГАЗИН ТОВАРОВ ДЛЯ СТРОИТЕЛЬСТВА, САДА И ДОМА
Работает
Сварочный Полуавтомат Grand MIG-ММА-360 (6. 5 кВт, 360 А)
5 кВт, 360 А)
На складе в г. Днепр
Доставка по Украине
по 8 987 грн
от 2 продавцов
9 350 грн
8 987 грн
Купить
«Море инструментов»
Работает
Сварочный полуавтомат инверторный EDON Эдон SmartMIG-275 (7.2 кВт, 280 А)
На складе в г. Днепр
Доставка по Украине
по 5 999 грн
от 2 продавцов
7 312 грн
5 999 грн
Купить
«Море инструментов»
Работает
Сварочный полуавтомат 2в1 инверторный Кентавр MIG 420 Digitall, работа с газом и без,Съемный «еврорукав 3 м
На складе в г. Днепр
Доставка по Украине
по 7 999 грн
от 2 продавцов
10 332 грн
7 999 грн
Купить
«Море инструментов»
Работает
Горелка «SPOOL GUN» NBC-200A для сварки алюминия
Заканчивается
Доставка по Украине
1 989 грн
Купить
Интернет-магазин «Электротехника»
Работает
Сварочный полуавтомат для сварки без газа Kaiser ARC Flux 120 INP в комплекте бухта флюсовой проволоки
На складе в г. Кропивницкий
Кропивницкий
Доставка по Украине
6 100 грн
6 000 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Работает
Сварочный полуавтомат инверторный Kaiser MIG-305 2 в 1 (7 кВт, 305 А)
Доставка из г. Запорожье
по 13 494 грн
от 2 продавцов
15 740 грн
13 494 грн
Купить
«Море инструментов»
Работает
Сварочный полуавтомат Stark IMT-200 MIG (6.4 кВт, 200 А)
Доставка из г. Запорожье
по 15 314 грн
от 2 продавцов
15 314 грн
Купить
«Море инструментов»
Работает
Сварочный полуавтомат MegaTec SUPERMIG 500P для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 148 660 грн
от 2 продавцов
148 660 грн
Купить
Интернет-магазин «Лидер»
Работает
Сварочный полуавтомат MegaTec STARMIG 205 для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 11 699 грн
от 2 продавцов
14 652 грн
11 699 грн
Купить
Интернет-магазин «Лидер»
Работает
Сварочный полуавтомат MegaTec STARMIG 175 для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 9 569 грн
от 2 продавцов
11 961 грн
9 569 грн
Купить
Интернет-магазин «Лидер»
Смотрите также
Работает
Сварочный полуавтомат MegaTec SUPERMIG 500DP двойной импульс для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 182 540 грн
от 2 продавцов
182 540 грн
Купить
Интернет-магазин «Лидер»
Работает
Сварочный полуавтомат MegaTec STARMIG-500S для ручной сварки МIG/MAG-MMA
Доставка по Украине
по 89 592 грн
от 2 продавцов
89 592 грн
Купить
Интернет-магазин «Лидер»
Работает
Профессиональный сварочный полуавтомат Сталь Multi Mig-285 Profi с системами Anti Stick, Hot Start, Arc Force
Доставка из г. Кропивницкий
Кропивницкий
7 100 грн
6 800 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Работает
Полуавтомат сварочный Сталь Multi Mig-305 Profi (инверторный)
Доставка из г. Кропивницкий
7 745 — 10 330 грн
от 2 продавцов
8 000 грн
7 745 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Работает
Сварочная горелка (TIG) WP-26 TM Parweld длина 4 м, подключение KZ-2 для полуавтоматов инверторных
На складе в г. Днепр
Доставка по Украине
3 960 грн
3 841.20 грн
Купить
Спарк-Центр
Работает
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 0.8мм 1кг
На складе
Доставка по Украине
399 грн
Купить
Работает
Сварочные прутки для сварки алюминия Ф 2.0мм AlMg-5 (ER 5356, АМг-5) тубус 5кг
Доставка по Украине
2 190 грн
Купить
ТОВ «Київзварювання»
Работает
Сварочная проволока для сварки алюминия Ф 0. 8мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
8мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
375 грн/кг
Купить
ТОВ «Київзварювання»
Работает
Сварочная проволока для сварки алюминия Ф 1.0мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
2 625 грн
Купить
ТОВ «Київзварювання»
Работает
Сварочная проволока для сварки алюминия Ф 1.2мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
2 625 грн
Купить
ТОВ «Київзварювання»
Работает
Сварочная проволока для сварки алюминия Ф 1.6мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
2 625 грн/кг
Купить
ТОВ «Київзварювання»
Работает
Полуавтоматическая сварка MIG/MAG/MMA Сталь Multi Mig-325 Profi для сварки алюминия, цветных металлов
На складе в г. Кропивницкий
Кропивницкий
Доставка по Украине
10 000 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Работает
Инверторный полуавтомат ПАТОН ПСИ-200S DC MIG/MAG/MMA/TIG (8 кВт, 200 А)
На складе в г. Киев
Доставка по Украине
по 15 999 грн
от 2 продавцов
18 499 грн
15 999 грн
Купить
«Море инструментов»
Работает
Сварочный полуавтомат Tekhmann TWI-305 MIG (5.7 кВт, 140 А)
Доставка из г. Запорожье
по 9 376 грн
от 2 продавцов
14 970 грн
9 376 грн
Купить
Сварочный аппарат для сварки алюминия.
Аппарат для сварки алюминия – весьма востребованный прибор на самых различных локациях. Необходимость в таких работах по соединению изделий из этого капризного металла возникает в быту, в ремонтных мастерских различной направленности, в рекламном бизнесе и дизайне, а также на промышленных предприятиях широкого спектра.
Капризность алюминия – отнюдь не аллегория. Этот металл и его сплавы относятся к числу наиболее проблематичных в плане сварки. Оксидные пленки на поверхности алюминия образуются в считанные секунды. При нагреве формирование валика затруднено ввиду высокой текучести металла. Кроме того, цвет его почти не меняется, что осложняет осуществление процесса для исполнителя.
Правильно подобранный сварочный аппарат для алюминия способен существенно упростить ряд условий и исключить некоторые факторы. В отличие от приборов для соединения оптоволокна или иных материалов, принципиально новый тип оборудования в этих целях не применяется. Такие сварочные аппараты представляют собой наделенные особыми режимами и возможностями инверторы и полуавтоматы. Хотя опытные сварщики способны выполнить качественный шов на трансформаторе. При этом с высокой степенью вероятности качество шва будет даже визуально более низким в сравнении с тем, что даст специализированная сварочная техника.
Специфика, преимущества и недостатки аппаратов для сварки алюминия
Одним из первых отличительных особенностей для подобных работ является дополнительная защита рабочей зоны применением защитного газа. В большинстве случаев таковым является аргон. Этот инертный газ за счет на треть большего веса в сравнении с воздухом легко вытесняет его из сварочной зоны. Тем самым количество возможных дефектов, возникающих при окислении алюминия, минимизируется. При соединении деталей большого сечения используется смесь аргона с гелием. Последний позволяет повысить рабочую температуру сварочной ванны.
Преимущества которыми обладает сварочный аппарат для алюминия включает следующие пункты:
- Высокую технологичность, которую обеспечивают всевозможные настройки режимов и регулировки текущих характеристик прибора;
- Наличие стабилизаторов дуги. Оно позитивно сказывается при работе и с другими металлами и сплавами;
- Надежная защита от внешних факторов, что могут оказать негативное влияние на ванну.


Недостатки, характерные для такой техники, включают:
- Более высокую цену с сравнении с инверторами для других типов сварки с более простыми технологиями соединения;
- Необходимость в дополнительных расходных материалах. Это обуславливает более высокую себестоимость эксплуатации аппаратов;
- Более сложный процесс работы. Аргонодуговая сварка алюминия в процессе реализации довольно сложна. Соответственно, от исполнителя требуется определенная квалификация и опыт таких работ;
- Меньшая безопасность для сварщика, нежели у электросварки.
Варианты аппарата для сварки алюминия
Самый простой вариант для соединения алюминиевых элементов в домашних условиях – универсальный инверторный сварочный аппарат с соответствующим режимом. Такие задачи решаются на постоянном токе и применением алюминиевых электродов. Полученный шов, конечно, несколько уступает в прочности итогу аргонодуговой сварки специализированным аппаратом. Но как, правило, для бытовых потребностей и строительстве легких конструкций высокие прочностные характеристики конечного изделия не являются приоритетными.
Но как, правило, для бытовых потребностей и строительстве легких конструкций высокие прочностные характеристики конечного изделия не являются приоритетными.
Аргонодуговая сварка алюминия на аппарате TIG отличается лучшим качеством, но и большими затратами. В этом процессе расходным материалом является алюминиевая проволока, а источником дуги – неплавящиеся вольфрамовые электроды. Среда из аргона защищает сварочную ванну, не позволяя проникать в нее посторонним веществам извне. Аргон как защитный газ подается из специального баллона. Горелка для полуавтомата поставляется в комплекте с прибором.
Практически каждый полуавтоматический аппарат для сварки алюминия имеет ряд особенностей:
- Комплектация горелки особыми наконечниками. В них отверстие для электрода имеет увеличенный диаметр. Это обусловлено тем, что расширение алюминиевой проволоки при нагреве существенно больше, чем стальной. При стандартном размере отверстия под электрод алюминиевый расходник просто застрянет;
- Высокая скорость подачи без замятия обеспечивается четырехроликовыми прижимными системами. Они входят в комплект автомата и имеют гладкие U-образные канавки;
- Подающий канал выполнен из тефлона. Такое решение понижает трение сварочной проволоки, подаваемой в горелку, до минимальных значений;
- Шланг для подачи проволоки должен быть прямым и иметь протяженности, что не превышает 3 метров. Это обусловлено высокой мягкостью проволоки для сварки из алюминия.
 Они входят в комплект автомата и имеют гладкие U-образные канавки;
Они входят в комплект автомата и имеют гладкие U-образные канавки;Функциональные возможности полуавтоматических аппаратов для сварки
Желательно, чтобы сварочный аппарат для сварки алюминия был способен работать в импульсном режиме. Это обеспечивает периодические колебания мощности дуги. Импульсы могут быть как одиночными, так и серийными. Это позволяет направлять расплавленный металл проволоки точно в сварочную ванну, снизить разбрызгивание и повысить качество шва. Кроме того, импульсная сварка за счет создаваемой вибрации обеспечивает вывод газовых пузырьков из сварочной ванной. Это обеспечивает рост плотности швов и оптимизацию их качества.
Аппараты аргонодуговой сварки алюминия при работе в импульсном режиме фактически чередуют горячие и холодные фазы. При этом для сброса капли металла с электрода наблюдается рост сварочного тока до максимального значения, а затем его возврат к начальному показателю. Такой метод снижает общий расход электроэнергии и позволяет варить тонкие детали без риска прожогов.
Также очень хорошо, когда при реализации импульсной сварки выбранный аппарат имеет функцию синергетического управления. То есть, в память аппарата производителем вносятся алгоритмы, что отображают определенные взаимосвязи между параметрами сварочных работ в том или ином режиме. Таким образом, задавая один определенный параметр как основной, исполнитель может получить оптимальные настройки всех остальных автоматических. Отдельные модели инверторных полуавтоматов для работы с алюминием позволяют формировать такие программы самому сварщику.
Где купить аппарат для сварки алюминия
Каталог компании «Элинс» — то место, где широко представлен внушительный ассортимент сварочной техники для работы с алюминием и его сплавами. Вне зависимости от того, бытовой или профессиональный инвертор для таких целей Вы ищете, нам есть, что Вам предложить. Даже самый требовательный покупатель будет впечатлен предложенными вариантами оборудования для сварки.
Вне зависимости от того, бытовой или профессиональный инвертор для таких целей Вы ищете, нам есть, что Вам предложить. Даже самый требовательный покупатель будет впечатлен предложенными вариантами оборудования для сварки.
Квалифицированная помощь наших менеджеров, готовых прийти на помощь при малейших затруднениях поможет подобрать искомое. Обращайтесь – и наслаждайтесь итогами верного выбора как техники, так и ее поставщика в лице нашей фирмы!
Инверторный сварочный полуавтомат для сварки алюминия AuroraPRO SKYWAY 350 DUAL PULSE с водяным охлаждением
Главная Сварочное оборудование Сварочные полуавтоматы (MIG/MAG) Инверторный сварочный полуавтомат Aurora PRO SKYWAY 350 DUAL PULSE с водяным охлаждением
Рейтинг:
(0 голосов)
Цена по запросу
Количество:
Быстрый заказ
Артикул: нет
AURORA
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
К сравнению
Поделиться
Предыдущий Следующий
Дополнительная информация
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC. Аппарат выполнен в едином корпусе со встроенным подающим механизмом, рассчитанным для использования катушек D300 (до 20кг). Тележка с подставкой под баллон, высокая компоновка аппарата, встроенная станция охлаждения, возможность дооснащения дополнительным подающим механизмом «декомпакт» — все эти моменты существенно облегчают работу сварщика и значительно увеличивают время непрерывной работы аппарата. SKYWAY – это передовая технология инверторного блока IGBT, отличные сварочные характеристики и превосходная эргономика управления. Регулировка сварочных параметров при помощи «одной кнопки» позволяет настроить полуавтомат для выполнения широкого спектра сварочных работ на высшем уровне.
AuroraPRO SKYWAY 350 DUAL PULSE предоставляет сварщику возможность настроить аппарата для работы в ручном или синергетическом режиме. Сварщики с высокой квалификаций по достоинству оценят возможность работы в режиме MIG PULSE и DUAL PULSE – для сварки большинства металлов. Особенно востребован режим PULSE будет у специалистов плотно работающих с алюминием и его сплавами. Пульсовый режим позволяет удалить оксидный слой с поверхности алюминиевых деталей и добиться глубокого проплавления металла. Режим DUAL PULSE позволит работать с еще меньшим тепловложением, что особенно актуально для длиных швов и тонких материалов. Функция TIG DC реализованная на аппарате, даёт сварщику возможность выполнять швы на минимальных токах, что позволяет добиться «ювелирного» исполнения шва в случае необходимости. Также, возможно использование аппарата в качестве источника тока TIG PULSE.
Особенности:
- Максимально универсальное использование MIG-MAG/MMA/TIG DC
- Режим ПУЛЬС и двойной ПУЛЬС в полуавтоматической сварке MIG и в аргонодуговой сварке TIG
- Профессиональная сварка алюминия и тонких листовых материалов
- Синергетическое управление с простой и наглядной панелью управления
- Высокая продолжительность работ благодаря водяному охлаждению
- Мощный 4-х роликовый встроенный подающий механизм
- Возможность подключения второго выносного 4-х роликового подающего механизма
- Цифровой дисплей для отображения настроек и контроля сварочного процесса
- Большие резиновые колёса, низкая площадка под баллон и ручки для удобства работы и мобильности аппарата
- Транспортировочные кольца (рымы) для перемещения краном
- Функция VRD в режиме ручной дуговой сварки MMA для безопасности мастера – моментальное снижение напряжения до 24В при замыкании сети
- Силовой блок на базе инверторной технологии IGBT нового поколения
Панель управления SKYWAY 350 DUAL PULSE
Дополнительные функции в режиме ММА:
- VRD функция для безопасности мастера – моментальное снижение напряжения до 24В при замыкании сети
- ForceArc (форсаж дуги) — функция аппарата, которая увеличивает сварочный ток в момент отделения капли металла от электрода. Снижает вероятность прилипания электрода и повышает стабильность горения дуги;
- Antistick (антиприлипание электрода) — функция, автоматически снижающая сварочный ток при залипании электрода. Предотвращает прокаливание электрода, сохраняет его пригодность и позволяет легко отделить электрод от металла для продолжения работы с сохранением параметров сварки;
- Hot Start (горячий старт) — пиковый ток в момент поджига дуги для плавного старта.
 Снижает вероятность прилипания электрода и повышает стабильность горения дуги;
Снижает вероятность прилипания электрода и повышает стабильность горения дуги;Применение:
- авторемонт
- малое и среднее производство
- строительство
- монтаж металлоконструкций
Комплектация:
- станция охлаждения
- транспортировочная тележка
- горелка с водяным охлаждением, 3 метра — 1 шт.
- комплект роликов подачи проволоки 0.8/1.0 и 1.0/1.2
- 2 кабеля 35mm2, 3 метра — 1 шт.
- зажим на массу 300А — 1 шт.

Аппарат может быть доукомплектован дополнительным механизмом подачи для работы с разными типами проволки.
Аппрат AuroraPRO SKYWAY 350 DUAL PULSE является примером «блочной» конструкции. К источнику тока может быть подключена станция охлаждения и второй выносной подающий механизм. В каталоге комплект с водяным охлаждением и соответсвующей горелкой вынесен в отдельную позицию.
Вес брутто:
- Источник тока: 57.3 кг
- Подающий механизм: 16.7кг
- Пакет соединительных кабелей: 10кг
- Станция охлаждения 20кг
- Тележка 22.4кг
Аппарат может быть дооснащён роликами подачи.
Гарантия — 2 года!
Технические характеристики:
| Напряжение питающей сети | 380 | В |
| Частота тока в сети | 50/60 | Гц |
| Потребляемая мощность | 9 | кВт |
| Рекомендуемая мощность генератора | 19 | кВА |
| Напряжение холостого хода | 72 | В |
| MIG/MAG сварка | ||
| Сварочный ток | 20 — 350 | А |
| TIG сварка | ||
| Сварочный ток | 5 — 350 | А |
| MMA сварка | ||
| Сварочный ток | 20 — 350 | А |
| Режим работы при 40° | 40 | % |
| Охлаждение | водяное | |
| Габаритные размеры | 900x390x675 | мм |
| Вес | 49 | кг |
| Производитель | Aurora |
теги:
AURORA, ИНВЕРТОРЫ MIG
Рекомендуемые
Быстрый просмотр
Скользящая «масса» NKK 1200, max нагрузка 1200А
ESAB
Быстрый просмотр
Средство предотвращения налипания сварочных брызг GLAZER 25 (500мл)
FOXWELD
Быстрый просмотр
Паста антипригарная защитная J-5, 200г
ПТК
Похожие
Аксессуары
Быстрый просмотр
Горелка сварочная СВАРОГ PRO MS 24, 4 м, ICT2699-sv001
СВАРОГ
Быстрый просмотр
FoxWeld Горелка UnoMIG-500 3м ж/охл. (500А, пр-во FoxWeld/КНР)
(500А, пр-во FoxWeld/КНР)
UNO
Быстрый просмотр
FoxWeld Проволока медная CuSi3 д.1.0мм, 5кг D200 (пр-во FoxWeld/КНР)
FOXWELD
Быстрый просмотр
Горелка сварочная TECH MS 36, 5 м, ICT2995
СВАРОГ
Быстрый просмотр
Сварочная проволока DEKA ER70S-6 1,2 мм в бочках 250 кг
DEKA
Назад
Сварка алюминия полуавтоматом своими руками
Полуавтоматическая сварка алюминия— один из популярнейших методов сварки металлов, на поверхности которых образуется оксидная пленка. Существует множество других методов, но сварка алюминия полуавтоматом в среде защитного газа является самым эффективным и доступным для домашних умельцев.
Чтобы выполнить работу правильно, нужно знать не только технологию сварки, но и все особенности металла. Новичкам порой непросто сварить детали из алюминия, и они задаются множеством вопросов. В этой статье мы постараемся ответить на них, а также подскажем, что нужно для качественной сварки.
Новичкам порой непросто сварить детали из алюминия, и они задаются множеством вопросов. В этой статье мы постараемся ответить на них, а также подскажем, что нужно для качественной сварки.
Содержание статьи
- Основные нюансы и сложности
- Выбор полуавтомата для сварки алюминия
- Настройка полуавтомата
- Технология сварки
- Вместо заключения
Основные нюансы и сложности
Самое главное, что вам стоит знать перед сваркой алюминия — это наличие на поверхности металла стойкой оксидной пленки. От нее как раз все беды. Оксидная пленка обладает тугоплавкими свойствами. Для ее плавления необходима температура большая, чем для плавления самого алюминия. Именно по этой причине у всех новичков швы получаются неровными и хрупкими.
Также сварка алюминия полуавтоматом в среде защитного газа или с применением любого другого доступного сварочного аппарата усложняется тем, что у алюминия относительно невысокая температура плавления, при этом он хорошо проводит тепло. Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Эта проблема решается правильным выбором режима сварки. А вот проблема оксидной пленки решается предварительной подготовкой металла. Для этого необходимо тщательно зачистить поверхность металла с помощью металлической щетки. А лучше взять для этой цели ручную шлифмашинку.
Также в магазинах можно найти специальные средства и флюсы, ухудшающие активные свойства пленки. Мы рекомендуем использовать оба способа сразу. Также рекомендуем перед сваркой немного подогреть детали в печи. Если печи нет, подойдет газовая горелка, но времени вы потратите в два раза больше.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.
Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Настройка полуавтомата
Мало выбрать аппарат для сварки алюминия, нужно еще правильно его настроить. Как мы писали ранее, именно от правильной настройки во многом зависит исход вашей работы. Скорее всего, вы не сможете с первого раза подобрать правильные настройки, поскольку это дело опыта. Вы можете просмотреть десятки обучающих видео и прочесть статьи, но этого недостаточно. Нужен свой опыт.
Однако, мы попробуем упростить вам задачу первого знакомства со сварочным полуавтоматом и дадим несколько рекомендаций, которые всегда работают. Прежде всего, сварочный полуавтомат для сварки алюминия обладает своими функциями. В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-то определенных универсальных настроек, которыми вы сможете сварить любые детали. Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
Скорость подачи проволоки устанавливайте исходя из скорости своей работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и должна производиться быстро. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, обратную полярность.
Если у вас профессиональный или полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это заметно улучшит качество шва.
Технология сварки
Технология сварки алюминия полуавтоматом— последнее, что вам нужно узнать для качественного результата. Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Как мы писали ранее, для начала нужно металл подготовить. Тщательно зачистите поверхность, комбинируя способы зачистки. Не должно быть очагов коррозии, следов грязи, пыли или масла. Обезжирьте поверхность металла с помощью растворителя.
Убедитесь, что наконечник шланга подачи проволоки большего диаметра, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь методом TIG сварки, то подготовьте электроды.
Зажгите дугу. Следите, чтобы на протяжении всей сварки она горела стабильно. Расстояние между сварочной ванной и дугой должно быть не более 15 миллиметров. Также старайтесь следить за скоростью подачи проволоки. Если чувствуете в себе уверенность, то увеличьте скорость. Но не нужно ставить максимальное значение, поскольку металл не сможет как следует провариться.
Ведите дугу ровно, старайтесь формировать шов равномерно. После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Вместо заключения
Сварка проволокой в защитном газе и с применением полуавтомата — это не самый простой, но экономный и вполне выполнимый в домашних условиях метод. Конечно, нужно учесть множество нюансов. Это не контактная сварка, для которой не требуется ничего, кроме оборудования и самих деталей. Здесь необходимо четко соблюдать технологию сварки и постараться избежать ошибок.
Если вы начинающий сварщик, посмотрите дополнительные обучающие видео, чтобы лучше понять суть данного метода сварки алюминия. Ну а опытные сварщики могут поделиться своим опытом в комментариях к этой статье. Желаем удачи в работе!
MIG/MAG сварка алюминия и алюминиевых сплавов
Для уменьшения вероятности образования трещин при сварке следует помнить:
Сварка разнородных сплавов, как это обычно и происходит, увеличивает их чувствительность к трещинам. При выборе присадочного материала обращайте внимание на хим. состав присадки и базового материала, избегайте повышенного содержания магния и меди в материале шва.
При выборе присадочного материала обращайте внимание на хим. состав присадки и базового материала, избегайте повышенного содержания магния и меди в материале шва.
Плохая подача проволоки – главная причина пригорания проволоки к соплу горелки
В отличии от сплавов серии 5ххх, сплавы серии 4ххх имеют меньшую вязкость и меньший предел прочности на срез в наплавленных участках. Проволока из этих сплавов также имеет повышенное количество проблем с подачей, чем проволок 5ххх того же диаметра.
Присадка из сплава марки 5ххх дает максимально возможную для не термообрабатываемых сплавов прочность шва. Содержание магния в присадке в пределах от 0.5 до 3% дает шов, чувствительный к трещинам. Сплавы Al-Mg с содержанием магния менее 3% могут быть сварены присадкой серии 4ххх Al-Si, поскольку силициды магния повышают вязкость, но одновременно повышают чувствительность к трещинам.
Для оптимальной подачи проволоки настраивайте минимальное торможение на катушке подачи проволоки.
Для подачи мягкой проволоки используйте любой жесткий и твердый пластик вместо мягкого полиамида.
Убедитесь в том, что для направляющих на входе в горелку используется полиамид или фторопласт
Для минимизации растяжения при подаче мягкой алюминиевой проволоки используйте подающие ролики с U-образной канавкой и притупленная фаской гранями. Настройте минимальное натяжение проволоки.
Для ручной сварки алюминия проволокой диаметром 1.2мм используйте обыкновенную 3м горелку с пластиковым шлангом.
Если сварка ведется с помощью сварочного робота, оснащенного устройством контроля подачи проволоки то наличие подающей системы “тяни-толкай” не обязательно при условии оснащения робота системой подачи проволоки с контролем степени ее натяжения.
Используйте повышенные подачи защитного газа – 20-30 л\ч для аргона, 23-50 л\мин для смесей гелий-аргон. Если у вас установлен расходомер, тарированный для аргона, а вы используете смеси с аргоном и установили расход 19л\час – реальный расход будет примерно на 50% выше. Используйте специальный расходомер при работе с гелиевыми смесями.
Используйте специальный расходомер при работе с гелиевыми смесями.
При сварке алюминиевых сплавов избегайте избыточно жестких прижимов/зажимных приспособлений; используйте возможно меньшее их количество для предотвращения трещин.
Поскольку тепло распространяется в алюминиевой детали быстро – подходите внимательно к сварке деталей. Варите тонкие места и стыки/трещины в первую очередь.
Избыточное количество установленных на алюминиевые детали зажимов может привести к трещинам в продольном направлении шва.
Увеличение длины провариваемого участка снижает вероятность образования трещин в продольном направлении шва.
Чтобы уменьшить количество трещин в поперечном направлении шва снижайте количество тепла, приходящее в материал детали при сварке(ток) с одновременным повышением скорости наложения сварного валика при сварке(перемещение горелки).
Для уменьшения вероятности трещинообразования в корне шва необходимо применять т. н. Обратноступенчатый – наложение относительно коротких сварных валиков “задом наперед” так, чтобы каждый новый участок шел позади предыдущего и его заполнение производилось к моменту остывания предыдущего участка для снижения термических напряжений.
н. Обратноступенчатый – наложение относительно коротких сварных валиков “задом наперед” так, чтобы каждый новый участок шел позади предыдущего и его заполнение производилось к моменту остывания предыдущего участка для снижения термических напряжений.
Для минимизации вероятности трещинообразования в центральной части шва убедитесь в отсутствии усиления шва(шов должен бать вогнутый) и проводите сварку на малом напряжении.
Для большего прогрева провариваемого участка (большего провара) повысьте скорость подачи проволоки, используйте самое низкою напряжение, снизьте скорость сварки.
Сварочная ванна и техника сварки:
При сварке алюминия трещина в корне шва в многих случаях является источником брака. Трещина образовывается тогда, когда тонкий слой проваренного металла (впадина) подвергается растягивающим напряжениям после охлаждения детали.
При сварке следует стремиться к тому, чтобы слой наплавленного материала был выпуклым и выступал над прилегающими поверхностями. Тогда возникнет компенсация растягивающих напряжений при охлаждении. Для этого следует подбирать режимы сварки, технику наложения сварных валиков и порядок проходов при сварке.
Тогда возникнет компенсация растягивающих напряжений при охлаждении. Для этого следует подбирать режимы сварки, технику наложения сварных валиков и порядок проходов при сварке.
Импульсная сварка идеально подходит для сварки деталей толщиной от 1 до 2,5мм. При толщине свариваемых деталей более 4мм обычная МИГ сварка дает более однородный шов с малой пористостью.
Импульсная сварка идеальна для сварки потолочных швов и для сварки в вертикальном положении.
Избегайте изгиба шва – проводите сварку с накладками/усилителями.
Используйте проволоку большего диаметра для уменьшения количества проблем с подачей проволоки.
При использовании проволоки диаметром менее 1,2мм возможны проблемы с подачей.
При сварке с толщиной детали выше 6мм, там где нужен повышенный прогрев прилегающих к зоне сварки участков, используйте аргоно-гелиевую смесь. Лучшей считается смесь с 40% гелия и 60% аргона. Необходимо помнить, что значительное содержание аргона необходимо для очистки разделанных кромок от оксида алюминия.
Необходимо помнить, что значительное содержание аргона необходимо для очистки разделанных кромок от оксида алюминия.
Используйте сопла повышенного диаметра чтобы обеспечить бесперебойную подачу защитного газа в зону сварки.
Если с соплом возникают проблемы – замените его на ближайший больший типоразмер или разверните его на диаметр 0.1-0.15мм больше.
При сварке с помощью робота при начале сварки используйте подачу проволоки на повышенной скорости по сравнению с скоростью подачи на остальных участках.
Поскольку при сварке с помощью робота возможны непровары в начале и в конце шва необходимо или увеличить длину шва выше расчетной или подобрать режимы сварки.
Если алюминий анодирован то кремний, содержащийся в присадке типа 4ххх делает шов более темным по цвету. Использование присадки типа 5ххх дает меньшее затемнение шва.
При пульсационной сварке снижается прогар; низкий ток позволяет использовать проволоку большего диаметра, образуется меньше дыма и озона при сварке.
Данные по сварке алюминия:
Используйте аустенитную (300-й серии) нержавеющую сталь для подкладок или для элементов захватных приспособлений, находящихся близко к зоне сварки.
На сплавах 2ххх-7хххх следите за трещинообразованием в самом начале и под конец прохода. Пользуйтесь таблицами рекомендованных режимов.
Для основного металла с чувствительностью к горячему растрескиванию типа 2ххх используйте присадочную проволоку марок 4145, 4047. Эти присадки имеют низкую температуру плавления и, как привило, затвердевают позже отвердения основного металла и набора им прочности.
При сварке алюминия марки 5ххх используйте предподогрев до 65С для избежания трещинообразования.
При сварке алюминия с содержанием 3,5-5,5%Mg для избежания трещинообразования.
не перегревайте деталь выше 120С
При сварке алюминия с содержанием 3,5-5,5%Mg для избежания трещинообразования убедитесь в том, что при сварки температура не превышает 150С в момент наложения очередного валика.
Термообрабатываемые сплавы типа 6ххх после сварки теряют до 50% своей прочности. Последующая термообработка может это исправить в том случае, если присадочный материал пригоден для термообработки.
Присадочный материал тип 4643 предназначен для сварки сплавов типа 6ххх при последующей термообработке для повышения прочностных свойств материала.
Присадочный материал тип 5180 предназначен для сварки сплавов типа 7ххх при последующей термообработке для повышения прочностных свойств материала.
Для уменьшения трещинообразования в зоне термического влияния шва используйте присадку с такой же или меньшей температурой плавления, как и у основного материала.
Для уменьшения трещинообразования в зоне шва присадка должна содержать больше легирующих элементов чем основной материал.
Сплавы тип 4ххх 5ххх более склонны к трещинообразованию когда шов содержит от 0.5 до 2% Si-Mg.
При сварке тонкого алюминиевого листа присадка ER4047 является альтернативой присадке ER4043.
При сварке труб из 5ххх, 6хххх может использоваться присадка ER5656.
Сплавы 5183 и 5556 также могут использоваться вместо ER5656.
Не используйте присадки тип 5356-5183, 5556, 5654 там, где ожидается длительная работа шва при температуре выше 65С – может образоваться усталостная трещина в шве. Допускается использовать сплав тип 5554 поскольку он содержит менее 3% магния.
Будьте осторожны при попытках ремонта несвариваемых марок алюминиевых сплавов. Эти дорогостоящие детали из экзотических сплавов, применяющихся в авиастроении, дельтапланеризме, катерах, спортивном оборудовании дают межкристаллические микротрещины что приводит к трещинообразованию при последующем нагреве.
Данные по сварке алюминия:
Поскольку теплопроводность алюминиевых сплавов весьма велика то при сварке возможен непровар на первых 6мм шва. Вероятность непровара увеличивается при толщине свариваемых деталей более 3мм. Чем больше свариваемая деталь – тем выше теплоотвод. Как правило, вероятность непровара высока на первых 6мм шва.
Чем больше свариваемая деталь – тем выше теплоотвод. Как правило, вероятность непровара высока на первых 6мм шва.
Если длина накладываемых вами швов выше 3мм и свариваемые детали будут подвержены циклически загрузкам либо значительно нагружены то вышеизложенное может помочь уменьшить брак по непровару.
Некоторые виды сварочных аппаратов дают возможность горячего старта на повышенной силе тока для ускоренного прогрева зоны сварки.
При сварке с помощью робота можно поставить большую силу тока или особые режимы сварки на первые 6мм шва.
Если необходима рабочая длина шва, к примеру, 75мм то конструктору было бы неплохо задать на чертеже длину шва 90мм для компенсации дефектов при начале/окончании сварки.
Чтобы минимизировать термические напряжения и снизить количество дефектов в корне шва попробуйте следующее:
Покупая сварочный аппарат Миг сварки убедитесь в том, что он имеет возможность управляемого снижения тока в конце сварки. Те люди, у которых был ТИГ сварочный аппарат с ножным управлением силой тока знают о преимуществах такого контроля.
Те люди, у которых был ТИГ сварочный аппарат с ножным управлением силой тока знают о преимуществах такого контроля.
Если сварка ведется с помощью робота и если он не имеет функции снижения тока в конце сварки – то задайте отдельный режим для этого. Этот режим должен предусматривать или снижение скорости подачи проволоки и напряжения или ту же скорость подачи проволоки и напряжение меньшее на 2-6 вольт чем в основное время сварки.
Если после первого прохода наплавленный валик не выпуклый — применяйте т.н. обратноступенчатый и последние 6мм шва проваривайте на пониженных режимах.
Если вы используете робота для сварки – знаете ли Вы это:
Если вы применяете робота для сварки, имеете полное представление о процессе сварки алюминия и возможных проблемах при сварке – используете ли вы отдельные технологические параметры при наложении однопроходного сварного шва с целью предотвращения брака.
Если при наложении длинного шва выделяется избыточное тепло – используйте отдельные технологические параметры для этого участка и ведите сварку на пониженных режимах.
Если возникает брак в начале шва – используйте отдельный режим сварки с повышенной скоростью подачи присадочной проволоки.
Для получения оптимальных швов уделяйте вниманию соотношению “сила тока/подача проволоки”.
Для сварки более 6мм предпочтительна 062 проволока с обычным струйным переносом металла. При этом скорость перемещения горелки значительно выше, чем у импульсной сварки – более 1,25 м/мин. Также сварка со струйным переносом более предпочтительна в плане провара и стабильности дуги.
Для улучшения качества шва в его начальной точке нужно применять следующие техники:
При ручной МИГ сварке отрегулируйте уменьшенный вылет проволоки и варите слева направо, от себя в начале шва. При сварке роботом варите так же слева направо, от себя выставив малый вылет проволоки из горелки и работая на повышенных режимах.
Если ведется сварка участка менее 3мм то предпочтителен импульсный процесс или контактная сварка.
Если вы работаете на оборудовании с неизвестными параметрами подачи проволоки то необходимо выяснить скорость подачи проволоки, непрерывно подавая ее на протяжении 10 секунд. После этого провести пробную сварку и добиться корректировки скорости подачи проволоки с инкрементов в пределах 10%.
Используйте оптимальный ампераж для проволоки определенного диаметра.
При сварке импульсным током оптимум лежит в пределах 30-60А.
Если сварка проводится проволокой диаметром 1,2мм и от сварочного источника проводите сварку вертикальных швов с подачей проволоки 7м/мин(как правило рукоятка регулятора устанавливается “на 11 часов” , 140А, 23В.
При сварке током КЗ ставьте напряжение дуги в пределах от 14 до 17В. Прислушайтесь ко звуку дуги – если раздаются слабые шлепки то снижайте вольтаж до тех. Пор, пока слабый треск не появится. Если раздастся звук треска и шлепков – повышайте вольтаж до тех пор, пока не останется постоянный звук слабого треска.
Отрегулируйте длину дуги вольтажом так, чтобы ее дуга была наименьшей без затухания и разбрасывания брызг из сварочной ванны.
Типичные данные для сварки МИГ
0.8мм : подача проволоки 12,5-19м/мин, 95-150А, 22-24В.
Оптимум 110-130А, 12,5-17/м/мин, 22В
1мм : подача проволоки 10-17,8м/мин, 120-200А, 23-24В.
Оптимум 150А, 13м/мин, 23В
1.2мм : подача проволоки 7.25-15,3м/мин, 140-270А, 23-25В.
Оптимум 170-230А, 9,4-11,5м/мин, 24В
1,6мм : подача проволоки 5,5-10,4м/мин, 190-350А, 26-28В.
Оптимум 270А, 7,5м/мин, 26-28В
При начале шва используйте нижний интервал указанных диапазонов.
При проблемах с проволокой диаметром 1,2мм (разбрызгивание, приваривание проволоки) можно попробовать проволоку диаметром 1,4мм которая применяется в системах роботизированной сварки и также представлена на рынке.
Проблемы при сварке алюминиевого сплава 6061-Т6.
Происходит сварка сплава 6061-Т6 присадочной проволокой 4043. При испытании сварного шва на прочность не удается добиться хотя бы минимально регламентируемой стандартом прочности шва. В любом случае, прочность в зоне шва снизится примерно вдвое от табличного значения для термообработанного материала.
Данная проблема является общей для сплавов 6ххх и известна как перегрев при сварке. Для ее решения проводите сварку на теплоотводящей прокладке, используйте присадки типов 4ххх, 5ххх и проводите последующую термообработку шва.
Максимальная температура предподогрева 120С. Не проводите сварку, пока температура детали не превысит 93С. По возможности используйте медные подкладки для отвода избыточного тепла из зоны сварки.
При сварке МИГ варите на наименьшем токе и возможно с большей скоростью перемещения горелки.
Наплавляйте шов тонкими валиками а не поперечными волнами.
Не используйте гелий в газовой смеси за исключением особах случав.
При сварке деталей из сплава 6061, работающих при повышенных температурах, используйте проволоку 5554/4047/4043. При использовании проволоки 5356/5556/5183 возможна усталостная коррозия шва или трещинообразование.
Если происходит сварка деталей из сплава 6061, требующих однородного цвета после анодирования применяйте проволоку из сплава 5356. Проволоки серии 4ххх будут давать более серые оттенки.
При термообработке деталей из сплава 6061, подвергающихся последующей термообработке полезно знать что сплавы присадок марок 5183/5356/5556 являются не тремообрабатываемыми и их использование может привести к последующему необратимому браку. Присадка 4043 в этом отношении нейтральна. Присадка 4643 считается пригодной для последующей термообработки.
При растрескивании шва попробуйте заменить проволоку 4043 на 4047. Также поэкспериментируйте с режимами сварки.
При сварке 6063-Т6 Тиг сваркой применяйте присадки серии 5ххх и 4хххх. При МИГ сварке применяйте сварку с повышенным значением катета шва или шириной шва.
При сварке сплава Т6/6063-Т52 сваркой МИГ присадка 4043 имеет наименьшую склонность к трещинам. Сплав 5356/5556 имеет наибольшую прочность шва.
При сварке сплава 6061 МИГ и ТИГ сваркой(ТИГ в 4 раза медленнее) поводки при сварке были практически одинаковыми. Данный феномен занимателен и имеет практическое значение.
Орбитальные сварочные аппараты — Gullco International
Gullco является международным поставщиком оборудования для автоматизации сварки премиум-класса, включая сварочные тележки, тележки для резки и станки для снятия фаски с листа. Обладая более чем шестидесятилетним опытом, мы завоевали мировую репутацию в области предоставления высокопроизводительного оборудования и систем автоматизации, способных удовлетворить потребности даже в самых тяжелых условиях.
Чтобы поддерживать конкурентоспособность в постоянно развивающейся отрасли сварки, мы стремимся к постоянному совершенствованию посредством исследований и разработок. Наши современные машины и оборудование для орбитальной сварки отражают это обязательство благодаря современным функциям и передовым технологиям автоматизации.
Наши машины для орбитальной сварки
Компания Gullco рада предложить различные автоматические машины для орбитальной сварки, предназначенные для выполнения высокопроизводительных тяжелых работ в экстремальных условиях окружающей среды. Наш полный ассортимент оборудования для орбитальной сварки включает:
Труба KAT – Жесткий изгиб
Труба KAT®
Наша система орбитальной сварки для труб KAT® отличается простотой использования, удобным управлением и простой настройкой. Он имеет гусеничную конструкцию с электрическим приводом, которая работает в прямом и обратном направлениях с исключительной точностью.
Преимущества и функции:
- Регулировка дистанционного напряжения
- Точный контроль скорости
- Регулировка моторизованной ширины
- Линейные или радиальные колебания
- Высокая скорость осаждения
- газ и водяные модели
- Максимум 2,5 ackiltation ascillation 199.
 Алюминиевая гусеничная лента
Алюминиевая гусеничная лента
Автоматическая тележка с колебанием сварки KAT®
Комбинация колебательной тележки KAT
Тележка с автоматическим колебанием сварки KAT® оснащена электрическим приводом с направляющей кареткой, которая может работать в прямом и обратном направлениях. Эта конструкция включает в себя прочную алюминиевую гусеницу с самоустанавливающимися колесами и реечный привод для легкого и точного сцепления с гусеницей. В колесном узле используется рычаг для зацепления гусеницы, что упрощает и ускоряет установку каретки.
Преимущества и функции:
- Регулировка удаленного напряжения
- Точный контроль скорости
- Простая настройка
- Легкие в использовании контролей
- Моторизованная настройка ширины
- GAS и Water Cooled Legle
- Lineare или Radial Obillation 2020202020202020
- .
- Максимальная ширина качания 2,5″

Kat® 200
Наша серия Kat® 200 имеет как гибкие, так и жесткие гусеницы:
Гибкая направляющаяГибкая направляющая KAT 200
Каретка Kat® 200 с гибкой направляющей имеет гибкую направляющую, которую можно расположить в соответствии с контуром заготовки, что позволяет работать на криволинейных поверхностях. Благодаря системе самоустанавливающихся колес каретка движется вплотную к заготовке, захватывая верхнюю и нижнюю части направляющей для исключительно точных сварных швов в любой плоскости.
Преимущества и особенности:
- Сварочная тележка
- Variable Speed
- Easy Mounting and Removal
- Programmable
- All Positions
- Low Voltage
KAT 200 Rigid Track
The Kat® 200 rigid track is a reliable and rugged precision орбитальная сварка и резка тележки. Он предназначен для использования на жесткой трассе, что позволяет ему работать на любой плоскости. Жесткая гусеница может быть сформирована для использования на изогнутых поверхностях или для использования на прямых участках.
Он предназначен для использования на жесткой трассе, что позволяет ему работать на любой плоскости. Жесткая гусеница может быть сформирована для использования на изогнутых поверхностях или для использования на прямых участках.
Преимущества и особенности:
- Сварочная тележка
- Переменная скорость
- Программируемая
- Все положения
- Низкое напряжение
Что такое орбитальная сварка?
Орбитальная сварка использует технологию автоматизации для сварки стационарных труб, трубопроводов и других цилиндрических компонентов путем перемещения электрода по орбите вокруг заготовки. Этот метод сварки идеально подходит для труб в труднодоступных местах, к которым может быть затруднен доступ вручную.
Процесс орбитальной сварки может быть полностью автоматизирован для многократной сварки труб и труб в больших объемах. Для обработки небольших партий или нестандартных компонентов могут использоваться различные полуавтоматические и механизированные машины.
Зачем использовать аппараты для орбитальной сварки?
Аппараты для орбитальной сварки обладают многочисленными преимуществами по сравнению с более традиционными сварочными системами, в том числе:
- Повышенная производительность. Благодаря автоматизированным системам орбитальной сварки вы повышаете производительность за счет создания высокоточных сварных швов с большей скоростью и повторяемостью. Настройка также выполняется быстрее и менее трудоемка, что экономит дополнительное время и усилия.
- Превосходная точность. Используя новейшие средства автоматизации и механизации, вы можете положиться на орбитальную сварку, чтобы получить чрезвычайно точные результаты с меньшим риском человеческой ошибки.
- Повышение безопасности на рабочем месте. Орбитальные сварочные системы могут надежно работать в труднодоступных и опасных местах, где сварщики, работающие вручную, могут подвергаться риску. Использование технологий автоматизации позволяет вашим техникам работать с безопасного расстояния без риска получения травм.
 Использование технологий автоматизации позволяет вашим техникам работать с безопасного расстояния без риска получения травм.
Использование технологий автоматизации позволяет вашим техникам работать с безопасного расстояния без риска получения травм.Качественная технология орбитальной сварки от Gullco
Независимо от того, нужна ли вам автоматизация крупномасштабных процессов орбитальной сварки TIG или технология механизированной сварки небольших объемов нестандартных компонентов, специалисты Gullco могут помочь. Уже более полувека мы находимся в авангарде сварочных технологий. Наше стремление использовать новейшие технологии автоматизации и механизации отражается в превосходном качестве нашего оборудования для орбитальной сварки.
Чтобы узнать, как наша технология орбитальной сварки может улучшить ваши операции, запросите предложение сегодня.
Сварка алюминия для стабильных соединений
- Вызов
- Базовые знания
- Плюсы и минусы
- Сварочный процесс
- Приложения
- Товары
Контакт
ПроблемаБазовые знанияЗа и противПроцесс сваркиПримененияПродукцияКонтакт
Проблема сварки алюминия
Наряду со сталью алюминий является наиболее широко используемым конструкционным материалом. Его самым большим преимуществом является то, что он такой же прочный, но примерно вдвое тяжелее. Поэтому для облегченных конструкций предпочтительнее использовать алюминий.
Его самым большим преимуществом является то, что он такой же прочный, но примерно вдвое тяжелее. Поэтому для облегченных конструкций предпочтительнее использовать алюминий.
Интересные факты об алюминии
Чистый алюминий (Al99.5) не очень прочен. Однако он используется в качестве основы для сплавов с прочностью, не уступающей стали.
Сварка алюминия особенно сложна, поскольку материал окружен оксидным слоем. Он плавится только при температуре около 2015 градусов по Цельсию, в то время как сам алюминий плавится при температуре около 650 градусов в зависимости от сплава. Если бы оксидный слой расплавился обычным способом, то алюминий убежал бы, и сварка была бы невозможна. Поэтому необходимо разрушить или вытеснить оксид.
Какие сплавы алюминия существуют?
Свойства чистого алюминия можно изменить с помощью сплавов. Например, добавление магния значительно увеличивает прочность материала.
Наиболее важными компонентами алюминиевых сплавов и их свойствами являются:
- Магний (Mg)
0,3–7% более высокая прочность, меньший размер зерна - Марганец (Mn)
0,3–1,2 % лучшая коррозионная стойкость, более высокая прочность - Медь (Cu)
примерно на 5 % более высокая прочность, более низкая коррозионная стойкость, важна для упрочняющей способности - Кремний (Si)
12% для литья, снижает температуру плавления до 577°C, но с крупным зерном
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.
Процесс сварки алюминия
Сварка MIG/MAG
Идеально подходит, если требуется более высокая скорость наплавки, например, при сварке присадочных валиков. Дополнительная информация о сварке MIG/MAG
Сварка ВИГ
Для визуально безупречных швов и прочных соединений. Дополнительная информация о сварке TIG
Применение алюминия
Производство автомобилей
Строительство
Судостроение
Авиация
Профессиональные источники питания для сварки алюминия
ТПС 320i
- Система сварки МИГ/МАГ
- Интегрированная документация данных
- Интуитивно понятный сенсорный дисплей
Узнайте больше о TPS 320i
ТрансСталь 2200
- Многопроцессная система: MIG/MAG, TIG, ручная дуговая сварка металлическим электродом
- Портативный и легкий для мобильного использования
- Интуитивное управление и простая навигация по меню
Узнайте больше о TransSteel 2200
MagicWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
ТПС 320i
- Система сварки МИГ/МАГ
- Интегрированная документация данных
- Интуитивно понятный сенсорный дисплей
Узнайте больше о TPS 320i
ТрансСталь 2200
- Многопроцессная система: MIG/MAG, TIG, ручная дуговая сварка металлическим электродом
- Портативный и легкий для мобильного использования
- Интуитивное управление и простая навигация по меню
Узнайте больше о TransSteel 2200
MagicWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Подробнее о предмете
Превратите свой сварочный аппарат MIG в аппарат для сварки алюминия с помощью Xtreme 4× — Baker’s Gas & Welding Supplies, Inc.
 . В видео ниже ведущие шоу Spike TV Xtreme 4×4 покажите нам, как это сделать. В этом выпуске Xtreme 4×4 вы узнаете все о сварке сплавов, о том, как преобразовать сварочный аппарат MIG в сварочный аппарат для алюминия, и о многом другом.
. В видео ниже ведущие шоу Spike TV Xtreme 4×4 покажите нам, как это сделать. В этом выпуске Xtreme 4×4 вы узнаете все о сварке сплавов, о том, как преобразовать сварочный аппарат MIG в сварочный аппарат для алюминия, и о многом другом.
Полная стенограмма под видео
Сегодня мы, засучив рукава, приступим к основам создания замечательных нестандартных изделий, которые вы видите на выставке. Все начинается со сварщика; сегодня Extreme 4×4:
- Сварка алюминия
- Как преобразовать машину у вас есть
- Как работает шпулемет плюс
- Как заставить все сиять
Ян Джонсон (ведущий):
Не так давно здесь, в Extreme , мы вынесли все проекты на улицу, целый день говорили о сварщиках MIG, в частности о том, как сваривать MIG трубы из мягкой стали. Теперь многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварочный аппарат MIG — один из самых универсальных сварочных аппаратов, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.
Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.
Теперь, когда вы работаете с алюминием, вы можете получить его в самых разных формах. Вы можете получить большие листы, гладкие или текстурированные, как здесь. Вы можете получить его во всех видах различных размеров и толщины полос, стержней, круглых и даже алюминиевых труб. Затем его можно легко превратить в такие предметы, как этот алюминиевый шкив, или в автомобильном мире вы обнаружите, что его чаще всего расплавляют, заливают в форму, отливают во что-то вроде этой головки блока цилиндров.
Когда мы говорим, что алюминий — это сплав, это означает, что он не чистый.
Они берут алюминий и смешивают его с другими веществами, чтобы сделать его сильнее или слабее. Теперь мы смешиваем его вместе обычно с медью, цинком, марганцем, силиконом и даже магнием. И сильные стороны варьируются от 1000 до 8000, и в этой области есть сотни различных версий этого числа. Наиболее часто используемые сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
И сильные стороны варьируются от 1000 до 8000, и в этой области есть сотни различных версий этого числа. Наиболее часто используемые сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
7075 — один из самых дорогих алюминиевых сплавов, который редко используется в автомобилях. Он стал очень популярным в мире бездорожья для длины подвески из-за его высокой прочности на растяжение и способности противостоять изгибу.
6061 представляет собой сплав, поддающийся термообработке, и поэтому вы видите, что он часто используется в легких и средних конструкциях, таких как эта опора шестерни, особенно после термообработки. Я имею в виду, что это просто. Эта опора шестерни начиналась как кусок алюминия. Затем его вырезали и помещали в печь для термической обработки. По сути, это нагревание и охлаждение предмета с определенной скоростью. Этот нагрев и охлаждение заставляют молекулы выравниваться, что делает его невероятно прочным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, изготовленных из 6061 после его термообработки.
По сути, это нагревание и охлаждение предмета с определенной скоростью. Этот нагрев и охлаждение заставляют молекулы выравниваться, что делает его невероятно прочным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, изготовленных из 6061 после его термообработки.
Мы собираемся разрезать этот лист алюминия 5052. Сейчас 5052 никак не поддается термообработке, но очень легко сваривается и с ним очень легко работать. Он хорошо справляется с вибрациями, не трескается, что делает его идеальным для бездорожья.
Теперь первое, что мы должны сделать с этим листом, это разрезать его. Прелесть работы с алюминием в том, что это легко сделать. Если вы находитесь дома в небольшом гараже, вы можете использовать электролобзик с металлическим лезвием. Если у вас есть доступ к одному, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Вы можете использовать его для панелей кузова, пола, крыши, вы даже можете построить свой собственный топливный элемент. Из-за его толщины в 3/6 дюйма вы даже можете использовать его для защитной пластины, несмотря на то, что он невероятно легкий.
Теперь, независимо от того, для чего вы используете алюминий, он должен быть подготовлен иначе, чем металл. Видите ли, необработанный алюминий плавится при 1200 градусах, но оксидное покрытие, которое находится поверх этого алюминия, плавится при 3700 градусах. Это означает, что если вы просто прыгнете сюда и начнете сваривать алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому, прежде чем приступать к сварке алюминия, вы должны его подготовить. Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Один из самых простых способов сделать это — добавить насадку для катушки. Видите ли, алюминиевая проволока слишком мягкая, чтобы протолкнуть гильзу вверх и наружу из обычного пистолета. Таким образом, добавляя пистолет для катушки, вы монтируете небольшой рулон алюминиевой проволоки прямо здесь, рядом с заготовкой. Он подается через небольшой набор приводных роликов, через короткую втулку, а затем через наконечник, где он сваривается, как в обычном сварочном аппарате. Есть три соединения, которые обычно защищены кожаным чехлом, чтобы предотвратить их повреждение дуговыми искрами.
- У вас есть основной источник питания для подачи дуги до наконечника
- У вас есть подача газа, чтобы газ мог попасть в сопло, и
- Электрическое соединение, позволяющее управлять сварочным аппаратом MIG с помощью удаленных настроек на горелке
Для защиты требуется 100% чистый аргон. Теперь у некоторых сварочных аппаратов есть два блока цилиндров сзади, поэтому у вас может быть баллон с чистым аргоном с одной стороны и газовая смесь с другой, и вы можете продолжать использовать свой сварочный аппарат как для мягкой стали, так и для алюминия, когда захотите. Вы должны убедиться, что ваш сварщик может работать с катушечным пистолетом. Обычно это означает покупку дорогого сварочного аппарата профессиональной серии. А шпулемет конечно недешев, но есть способ сделать дешевле.
Сегодня речь пойдет о сварке алюминия.

На данный момент мы подготовили немного металла и показали вам, ребята, один вариант — это насадка для катушки, которую вы подключаете к профессиональному сварочному аппарату, такому как этот аппарат на 220 вольт, прямо здесь. Но я знаю многих из вас, ребята; вы мечтаете о таком сварочном аппарате, тем более что к тому времени, когда вы добавите к нему шпульный пистолет, он будет стоить почти 2000 долларов. Ну, не волнуйся.
Существует более дешевый способ сварки алюминия.Если у вас есть такой маленький сварочный аппарат — мы купили его некоторое время назад за 350 долларов, а затем переделали. Это машина на 220 вольт, но машина на 110 вольт тоже подойдет. Вы можете переоборудовать эти небольшие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри.
Процесс начинается с замены металлического вкладыша внутри кабеля пистолета на неметаллический вкладыш. Это предотвратит заедание алюминия внутри вкладыша и его заедание. Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключается новый баллон с чистым аргоном.
Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключается новый баллон с чистым аргоном.
Что ж, в алюминии есть одна особенность: вам нужно подобрать присадочный материал или проволоку к этому конкретному типу сплава. Это не похоже на сварку стали, когда вы можете просто взять моток проволоки, бросить его в сварочный аппарат и начать сварку, и обычно в итоге получается довольно хороший сварной шов. Если вы не сопоставите присадочный материал с основным материалом, вы можете получить слабый сварной шов, а иногда он даже не проникнет. Вот тут-то и понадобится небольшое исследование. Лучше всего пойти в магазин сварочных материалов, может быть, даже взять образец того, что вы хотите сварить. Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.
Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.

И мы подобрали вот этот, который нас полностью устраивает: 17,7 и 184, ложится ровно и обеспечивает хорошее проникновение.
Но прежде чем мы начнем сварку, вам нужно понять кое-что об алюминии.См. Алюминий является отличным проводником как электричества, так и тепла. Теперь эта теплопроводность может вызвать то, что называется «обратным выгоранием» на краях. Нет, это означает, что когда вы свариваете, металл на самом деле плавится от вас, независимо от того, сколько присадочного материала у вас будет, вы просто будете продолжать прожигать отверстие. Теперь вы можете остановить это, фактически физически изменив скорость, с которой вы перемещаете резак. Когда вы берете в руки свой шпульный пистолет, вы хотите, чтобы вы хотели сварить этот валик примерно в два раза быстрее, чем вы бы сварили валик из куска стали аналогичной толщины, и это предотвратит обратное прожигание.
Еще одна проблема с алюминием из-за теплопередачи заключается в том, что небольшое количество тепла может очень легко деформировать алюминий.
Мы взяли этот кусок толстого алюминия, просто наложили девять бусин и полностью деформировали его из естественной формы. Есть пара хитростей и советов, чтобы этого не произошло.
На длинных соединениях лучше всего прихватить его в как можно большем количестве мест, а затем сварить различные участки соединения, чтобы предотвратить эту деформацию.
Однако между сваркой стали и алюминия есть некоторые важные различия в безопасности. Самая большая разница — это оттенок вашего шлема. Если у вас есть регулируемый шлем, подобный этому, вы можете просто затемнить его прямо сбоку, и число, которое вы ищете, будет 11 или 12, и это потому, что дуга на алюминии немного ярче, чем когда вы свариваете сталь. Еще одна проблема связана с температурой. Посмотрите на алюминий, он не меняет цвет, как сталь. Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого.
Теперь сварка алюминия не заканчивается сваркой MIG. Есть еще несколько способов сделать это.
Сегодня мы подробно рассмотрим алюминий, различные свойства сплава, как с ним работать и как его сваривать.
И мы только что рассмотрели один из самых простых способов сделать это с помощью шпульного пистолета, прикрепленного к сварочному аппарату MIG. Но если вы имеете дело с очень тонким материалом, как вот этот кусок алюминия, проще и лучше использовать сварочный аппарат TIG. Теперь причина этого связана с контролем. См. [с] сварочным аппаратом TIG и ножным управлением, у вас есть полный контроль над выходной мощностью сварочных аппаратов во время сварки. Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
В последнее время сварка TIG сильно изменилась; старым резервом была машина прямоугольной формы, но новая серия Millers Dynasty полностью изменила то, как мы свариваем алюминий TIG, и она начинается прямо с горелки с материалом, который мы используем в нем.
Видите ли, старым стандартом для алюминия был 100% чистый вольфрам, который вы загружали в горелку, а затем скручивали его конец. Это дало бы вам очень толстую дугу при сварке. Станок Миллера использует 2% тория, тот же вольфрам, который мы используем для стали, и вы затачиваете его до острого острия. Это дает вам более точную дугу, которая выходит из этого факела, и, следовательно, больший контроль. Теперь, чтобы немного упростить сварку TIG, можно приобрести одну из этих горелок с гибкой головкой. Это означает, что вы можете отрегулировать горелку так, чтобы она подходила для труднодоступных мест во время сварки, а защитный газ и газ, которые мы используем, такие же, как и при сварке MIG: чистый аргон.
Подготовка поверхности такая же, как и при сварке MIG. Сначала механическое удаление оксидной поверхности, а затем ее очистка. Присадочный материал доступен в различных сплавах и размерах, как и проволока MIG, которую мы рассматривали ранее. Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Все, что нужно, это время и много практики. И я, конечно же, не могу сейчас охватить здесь все, чтобы сделать вас экспертом по сварке алюминия методом TIG. Но вот пара советов и уловок, чтобы сделать это намного проще.
Номер 1: Комфорт
Приобретите табуретку, чтобы сидеть на ней. В основном это похоже на игру на барабанах. У тебя две руки и одна нога. Поэтому вам нужно занять удобное рабочее положение.
Номер 2
Несмотря на то, что эти присадочные стержни поставляются такой длины, не работайте с ними такой длины. Он очень длинный и упругий. Идите вперед и обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.
Теперь перчатки для сварки TIG отличаются от перчаток для сварки MIG.
У них очень тонкая кожа, так что вы все чувствуете в руке. Просто наденьте их, и на них только один слой овечьей шкуры, так что вы можете почувствовать этот наполнитель между пальцами. И даже если нет брызг, как при сварке MIG, не думайте, что вы сможете обойтись без одежды с длинными рукавами. Ультрафиолетовое излучение сварочного аппарата TIG мгновенно сожжет вашу кожу.
Последний совет, который я вам дал, касается вашего шлема.
Внутри этого шлема у меня есть так называемая увеличительная линза. По сути, если вы наденете этот шлем, вы ничего не увидите, пока не подойдете очень близко. Это как набор очков для чтения. Когда вы доберетесь до сварки TIG, вы сможете увидеть форму лужи и сможете ее расплавить.
Теперь, когда вы свариваете, вы должны держать присадочный стержень как можно ближе к газовому облаку. Вы будете держать горелку почти вертикально и плавить алюминий. Вставляем удочку в растаявшую лужу, отводим назад и двигаемся вниз. Вы захотите держать этот конец наполнительного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и это действительно так. Все, что вы можете сделать, это практиковаться, практиковаться, практиковаться, и вы можете стать только лучше.
Вы захотите держать этот конец наполнительного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и это действительно так. Все, что вы можете сделать, это практиковаться, практиковаться, практиковаться, и вы можете стать только лучше.
Как, я уверен, большинство из вас уже поняли, работа с алюминием аналогична работе со сталью, есть только некоторые тонкие различия.
И как только вы привыкнете к этим различиям, вы обнаружите множество применений алюминия на своей установке. Вы можете построить свой собственный алюминиевый топливный элемент нестандартного размера. Вы можете модифицировать алюминиевый радиатор, чтобы он соответствовал вашему проекту, или даже создать 100% индивидуальную алюминиевую приборную панель.
Когда дело доходит до отделки алюминиевых сварных швов, есть еще несколько тонких отличий. Шлифовальный камень, как этот, предназначенный для мягкой стали, нельзя использовать для сварки алюминия. Он будет собираться с основным материалом по мере измельчения, и это становится проблемой безопасности. Колесо может разбалансироваться и разорваться. Вам нужно найти специальный шлифовальный камень для алюминия, такой как этот, предназначенный для цветных металлов. Вы можете приобрести их в большинстве магазинов сварочных материалов или даже в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
Он будет собираться с основным материалом по мере измельчения, и это становится проблемой безопасности. Колесо может разбалансироваться и разорваться. Вам нужно найти специальный шлифовальный камень для алюминия, такой как этот, предназначенный для цветных металлов. Вы можете приобрести их в большинстве магазинов сварочных материалов или даже в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
Носите не только защитные очки, но и респиратор для защиты от пыли. Алюминиевая пыль связана с некоторыми неврологическими расстройствами.
Когда вы посмотрите на все преимущества использования алюминия, вы удивитесь, почему вы не использовали его в своей установке все время. Он достаточно прочный, чтобы его можно было использовать в качестве защитной пластины, и в то же время достаточно легкий, чтобы его можно было легко снять и изолировать. Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно его красить.
Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно его красить.
Для этого вам понадобится специальный набор для полировки, потому что так далеко вы можете добраться только с гибкими кругами. Теперь наш пришел от Fine Power Tools и включает в себя все, что вам нужно: полировальный мотор и все абразивные круги, а также тканевые круги и пасту для придания зеркального блеска.
Мы начнем с падов Scotch-Brite и средней скорости полировальной машины. А затем пройдитесь по трем разным тканевым кругам с компаундом, переходя от грубого к тонкому. Теперь это зеркальное завершение. Если взять кусок необработанного алюминия от того к этому, это будет огромным изменением. Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Вы можете просто модифицировать свой маленький сварочный аппарат, который вы купили за пару сотен долларов, но вдобавок мы также показали вам суперсовременную технологию и то, как Миллер меняет способ сварки алюминия, а также как вывести этот лак для шоумена. Так что поверьте мне, в следующий раз, когда вы будете пытаться придумать деталь для своего багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
или ваш багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
Подано в: сварка алюминия, преобразовать сварщик МИГ, сварщик, миг сварка, тиг сварщик, тиг сварка, сварочные сплавы, Сварочные видеоролики
Выбор аппарата MIG для периодической сварки алюминия
В: Я хочу купить небольшой аппарат для дуговой сварки металлическим электродом в среде защитного газа (GMAW), предпочтительно такой, который работает от входного напряжения 120 В. В основном я буду сваривать сталь, но иногда я хотел бы сваривать алюминий. Могут ли эти машины действительно сваривать алюминий? Я слышал много разных мнений. Некоторые компании заявляют, что их машины могут сваривать алюминий, некоторые компании вообще не упоминают об алюминии, а некоторые
компании активно отговаривали меня. Какова реальная история?
В основном я буду сваривать сталь, но иногда я хотел бы сваривать алюминий. Могут ли эти машины действительно сваривать алюминий? Я слышал много разных мнений. Некоторые компании заявляют, что их машины могут сваривать алюминий, некоторые компании вообще не упоминают об алюминии, а некоторые
компании активно отговаривали меня. Какова реальная история?
О: Прежде всего, я рад, что вы реалистично указали на случайную сварку алюминия. Если вы хотите каждый день выполнять сварку алюминия «наилучшего качества», ни один из этих аппаратов не для вас. Как и в большинстве сфер жизни, в выборе блоков питания для сварки алюминия бесплатных обедов не бывает.
Хорошей новостью является то, что до тех пор, пока вы понимаете их ограничения, большинство этих аппаратов будут выполнять разумную работу по сварке алюминия, хотя и в несколько ограниченном диапазоне толщин. Итак, давайте обсудим ваши варианты.
Самые дешевые аппараты работают от входной мощности 120 В и продаются как аппараты для дуговой сварки с флюсовой проволокой (FCAW) для сварки стали. Конечно, вы не можете FCAW алюминий. Однако многие производители выпускают комплект для переоборудования GMAW, позволяющий выполнять сварку с использованием проволоки GMAW из углеродистой стали и защитного газа, обычно CO 2 или 75% аргона и 25% CO 2 для стали.
Конечно, вы не можете FCAW алюминий. Однако многие производители выпускают комплект для переоборудования GMAW, позволяющий выполнять сварку с использованием проволоки GMAW из углеродистой стали и защитного газа, обычно CO 2 или 75% аргона и 25% CO 2 для стали.
Некоторые производители выпускают набор для подачи алюминия, предназначенный для подачи алюминиевой проволоки через эти устройства. Однако к тому времени, когда вы купите комплект для переоборудования GMAW и комплект для алюминия, вы, вероятно, потратите больше, чем стоимость лучшего устройства, которое будет легче подавать алюминий. Кроме того, толщина, которую вы можете сваривать с помощью этих устройств, может быть ограничена. Из-за этих двух фактов я не рекомендую покупать Единицы FCAW и их преобразование.
Следующий шаг — сварочный аппарат, работающий от сети 120 В и предназначенный для выполнения GMAW и FCAW. Как правило, эти машины имеют максимальную мощность от 100 до 125 ампер и стоят немного дороже. Обычно они хорошо сваривают алюминий толщиной до 1/8 дюйма. Вам нужно будет купить новый баллон со 100-процентным защитным газом аргоном.
Обычно они хорошо сваривают алюминий толщиной до 1/8 дюйма. Вам нужно будет купить новый баллон со 100-процентным защитным газом аргоном.
Нельзя сваривать алюминий, используя смеси CO 2 или смеси аргон-CO 2 . Опять же, некоторые производители делают наборы для кормления из алюминия. Обычно они содержат различные приводные ролики, специально предназначенные для подачи алюминия, пластиковую гильзу для лучшей подачи и контактные наконечники для алюминия. Хотя комплекты не являются строго необходимыми, они помогают подавать мягкую алюминиевую проволоку малого диаметра. эти машины используют. Эти машины обычно стоят дороже, чем машины FCAW, и в результате часто имеют более прочные приводные системы.
Последним обновлением этих машин малой грузоподъемности перед переходом на промышленное оборудование является небольшая машина, работающая от 230-В, однофазного выхода. Как и в случае с другими машинами, у производителя обычно доступны комплекты для подачи, подходящие для этих машин. Они предлагают расширенный диапазон толщин для сварки алюминия. Обычно они могут сваривать алюминий толщиной не менее 1/4 дюйма. Если вам нужно сварить
алюминий толще 1/4 дюйма, вам следует рассмотреть вариант легкой промышленной установки.
Они предлагают расширенный диапазон толщин для сварки алюминия. Обычно они могут сваривать алюминий толщиной не менее 1/4 дюйма. Если вам нужно сварить
алюминий толще 1/4 дюйма, вам следует рассмотреть вариант легкой промышленной установки.
Итак, вы сделали свой выбор и купили небольшой блок и дополнительный комплект для подачи алюминия, и теперь вы готовы к сварке дома. Ваш первый опыт сварки алюминия может разочаровать. Для качественной сварки алюминия требуются различные методы и практика. Вот несколько советов:
Убедитесь, что на сварочном аппарате установлена правильная полярность. Если ваша машина настроена для FCAW, скорее всего, провода проложены с отрицательным электродом. Если вы попытаетесь сварить алюминий GMAW с отрицательной полярностью электрода, вы получите сварной шов без проплавления, который просто лежит на поверхности. Обязательно подключите провод питания к положительной полярности, а рабочий провод к отрицательной.
полярность.
Правильно установите тормозное усилие. Все эти устройства имеют какой-то простой тормоз на катушке с проволокой. Если вы установите его без натяжения, то проволока будет разматываться на катушке, и вы не сможете ее подавать. Если он установлен слишком туго, двигатель привода проволоки не сможет последовательно стягивать его с катушки, и вы получите много прогораний наконечника.
Правильно отрегулируйте натяжение приводного ролика. Наиболее распространенная ошибка, которую допускают при сварке алюминия, заключается в слишком сильном натяжении приводного ролика. Это деформирует алюминиевую проволоку и затрудняет ее подачу через пистолет. Натяжение должно быть достаточно тугим, чтобы приводные ролики не скользили по проволоке.
Используйте правильный провод. Еще одной распространенной ошибкой является использование проволоки 5356, поскольку она более жесткая и ее легче подавать. Обычно люди затем используют диаметр 0,030 дюйма. провод тоже. И то, и другое — плохой выбор. Все эти агрегаты спроектированы как короткодуговые станки для стальной проволоки. Они имеют ограниченный диапазон скоростей подачи проволоки и достаточно низкое максимальное выходное напряжение.
провод тоже. И то, и другое — плохой выбор. Все эти агрегаты спроектированы как короткодуговые станки для стальной проволоки. Они имеют ограниченный диапазон скоростей подачи проволоки и достаточно низкое максимальное выходное напряжение.
Из-за низкого выходного напряжения вам потребуется относительно большой ток, чтобы расплавить проволоку при доступных скоростях подачи проволоки. Сопротивление 4043 относительно низкое, поэтому он может проводить необходимый ток и хорошо вплавляться в сварной шов.
Однако 5356 имеет более высокое сопротивление. При низком выходном напряжении и скорости подачи проволоки он не будет проводить достаточный ток для качественной сварки, и вы можете разочароваться в своей новой покупке, думая, что виноват сварочный аппарат. Хотя это кажется нелогичным, используйте 0,035 дюйма. Присадочный металл 4043.
Даже если вы все сделаете правильно, подача алюминиевой проволоки с помощью такой системы может быть затруднена. Держите горелку и кабель как можно более прямо во время сварки.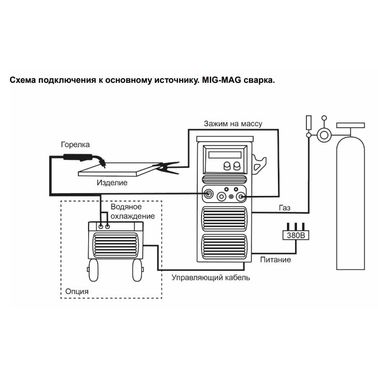 Старайтесь избегать чрезмерного изгиба кабеля горелки. Не удивляйтесь, если кормушка буквально перестанет питаться, если вы это сделаете. Если это произойдет во время сварки, вы, вероятно, сожжете контакт.
кончик.
Старайтесь избегать чрезмерного изгиба кабеля горелки. Не удивляйтесь, если кормушка буквально перестанет питаться, если вы это сделаете. Если это произойдет во время сварки, вы, вероятно, сожжете контакт.
кончик.
Самое главное, помните, что тот факт, что у вас есть сварочный аппарат, не обязательно означает, что вы сразу же будете знать, как сваривать алюминий. Не ждите, пока ваш алюминиевый гаджет сломается, и его нужно будет починить сегодня, чтобы научиться. Практика, практика, практика! Через некоторое время вы обнаружите, что это уже не кажется таким сложным.
Сварочный аппарат VEVOR MIG Welder 200A Flux Core 6 в 1 TIG/MMA Сварка алюминия
Сварочный аппарат 200A
Вместо того, чтобы рассматривать его как инструмент, вы должны думать о нем больше как о большом помощнике на рабочем месте. Превосходящие ожидания результаты сварки и возможности всегда могут удивить каждого клиента. Однако этого недостаточно. Вы можете быть избавлены от многих неприятностей благодаря хорошо оборудованным мерам защиты; полностью цифровой дисплей и аккуратная панель управления обеспечат вам хорошее начало работы.
Splendid Performance
Интегрированная фидер с проволокой
Благодаря пользователю график
Защита от перегрева
Трудное оборудование и инструменты. инструменты. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR3 9003, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Incredibly Low Prices
- Fast & Secure Delivery
- 30-Day Free Returns
- 24/7 Attentive Service
6 in 1 Combo Welder
Multi-mode of LIFT TIG, FLUX- Cored, Solid, MMA, SIG, SIM делают его отличным инструментом для пользователей DIY, обслуживания и ремонта, а также изготовления металлов, включая алюминий, нержавеющую сталь, углеродистую сталь, мягкую сталь и другие металлические материалы.
Усовершенствованная технология IGBT
Сварка ММА: 20–200 А; Дуговая сварка в среде защитного газа: 20–200 А, 35 % при номинальном рабочем цикле 200 А. Технология IGBT, полупроводниковое устройство, состоящее из BJT и MOS, обладает высокой мощностью и энергосбережением, что может значительно повысить надежность инвертора.
Внутренний механизм подачи проволоки
Удаление плавящихся шариков, высокая скорость холостого хода и медленная подача проволоки значительно повышают вероятность успешного зажигания дуги. Встроенный механизм подачи проволоки обеспечивает плавную подачу проволоки. Мы вышлем вам дополнительно 1 кг качественной сварочной проволоки.
Встроенный механизм подачи проволоки обеспечивает плавную подачу проволоки. Мы вышлем вам дополнительно 1 кг качественной сварочной проволоки.
Простота в эксплуатации
Четкий цифровой дисплей удобен для чтения и эксплуатации. Перед началом работы установите силу тока и скорость проволоки в соответствии с различными сварочными материалами, чтобы получить желаемую производительность сварки. Сварочная горелка раздельного типа проста в использовании.
Чрезвычайная защита
Этот сварочный аппарат имеет такой большой сварочный ток во время работы, что естественная вентиляция не может удовлетворить потребность в охлаждении. В то же время внутренний вентилятор позволяет устройству стабильно работать благодаря эффективному охлаждению.
Широкое применение
Сварочный аппарат MIG расширяет горизонты применения, например, для сварки алюминия, нержавеющей стали, углеродистой стали и других металлических материалов. Наш сварочный аппарат подходит как любителям самостоятельных работ, так и профессиональным сварщикам, когда речь идет об обслуживании, ремонте и изготовлении металлоконструкций.
Технические характеристики
Модель: MIG-200A
Входное напряжение питания (В): 110/220 В
Диапазон регулировки тока (А): 20~9MAlding0003
Диапазон регулировки тока (А): 20~200 (дуговая сварка в среде защитных газов)
Диапазон регулировки напряжения (В): 11~26 (дуговая сварка в среде защитных газов)
Диапазон регулировки (регулировка скорости подачи) /мин): 1,5~16
Диаметр сварочной проволоки (мм): 0,6/0,8/1,0
Номинальный входной ток (А): 32
Номинальная мощность (кВА): 0,6/0,8/1,0
Рекомендуемая мощность предохранителя (А): 50
Напряжение без нагрузки (V): 50
Рабочий цикл.
Класс изоляции: F
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR3 9003, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
200A думайте о нем больше как о большом помощнике на рабочем месте. Превосходящие ожидания результаты сварки и возможности всегда могут удивить каждого клиента. Однако этого недостаточно. Вы можете быть избавлены от многих неприятностей благодаря хорошо оборудованным мерам защиты; полностью цифровой дисплей и аккуратная панель управления обеспечат вам хорошее начало работы.
Превосходящие ожидания результаты сварки и возможности всегда могут удивить каждого клиента. Однако этого недостаточно. Вы можете быть избавлены от многих неприятностей благодаря хорошо оборудованным мерам защиты; полностью цифровой дисплей и аккуратная панель управления обеспечат вам хорошее начало работы.
- Великолепная производительность
- Встроенный механизм подачи проволоки
- Удобный интерфейс
- Защита от перегрева
Комбинированный сварочный аппарат 6 в 1 отличный инструмент для пользователей DIY, технического обслуживания и ремонта, а также изготовления металлов, включая алюминий, нержавеющую сталь, углеродистую сталь, мягкую сталь и другие металлические материалы.
Усовершенствованная технология IGBT
Сварка ММА: 20–200 А; Дуговая сварка в среде защитного газа: 20–200 А, 35 % при номинальном рабочем цикле 200 А. Технология IGBT, полупроводниковое устройство, состоящее из BJT и MOS, обладает высокой мощностью и энергосбережением, что может значительно повысить надежность инвертора.-500x500.png)
Внутренний механизм подачи проволоки
Удаление плавящихся шариков, высокая скорость холостого хода и медленная подача проволоки значительно повышают вероятность успешного зажигания дуги. Встроенный механизм подачи проволоки обеспечивает плавную подачу проволоки. Мы вышлем вам дополнительно 1 кг качественной сварочной проволоки.
Простота в эксплуатации
Четкий цифровой дисплей удобен для чтения и эксплуатации. Перед началом работы установите силу тока и скорость проволоки в соответствии с различными сварочными материалами, чтобы получить желаемую производительность сварки. Сварочная горелка раздельного типа проста в использовании.
Чрезвычайная защита
Этот сварочный аппарат имеет такой большой сварочный ток во время работы, что естественная вентиляция не может удовлетворить потребность в охлаждении. В то же время внутренний вентилятор позволяет устройству стабильно работать благодаря эффективному охлаждению.
Широкое применение
Сварочный аппарат MIG расширяет горизонты применения, например, для сварки алюминия, нержавеющей стали, углеродистой стали и других металлических материалов. Наш сварочный аппарат подходит как любителям самостоятельных работ, так и профессиональным сварщикам, когда речь идет об обслуживании, ремонте и изготовлении металлоконструкций.
Наш сварочный аппарат подходит как любителям самостоятельных работ, так и профессиональным сварщикам, когда речь идет об обслуживании, ремонте и изготовлении металлоконструкций.
Содержание пакета
- 1 X Сварная машина
- 1 x TIG Helving Gun
- 1 x ЗАГРУЗКИ
- 1 X MIG Helving Gun
- 1 X Teflon Tub 1 x Алюминиевая сварочная проволока
- 1 x Порошковая проволока
- 1 x Молоток для сварки шлака
- 1 x Набор принадлежностей
Технические характеристики
- 220В
- Диапазон регулировки тока (А): 20~200 (сварка ММА)
- Диапазон регулировки тока (А): 20~200 (дуговая сварка в среде защитного газа)
- Диапазон регулировки напряжения (В): 11~26 (дуговая сварка в среде защитного газа) Сварка)
- Диапазон регулировки скорости подачи (м/мин): 1,5~16
- Диаметр сварочной проволоки (мм): 0,6/0,8/1,0
- Номинальный входной ток (А): 32
- Номинальная мощность (кВА): 7. 1
- Рекомендуемая мощность предохранителя (А): 50
- Напряжение холостого хода (В): 50
- Номинальный рабочий цикл: 35%
- КПД (%): 85
- Коэффициент мощности: 0,7
- Класс защиты: IP21S
- Класс изоляции: F сварщики алюминия быстро поймут, что этот тип сварки сопряжен со многими проблемами. Чтобы иметь возможность успешно сваривать алюминий MIG, вы должны использовать методы и стратегии настройки, которые будут подробно описаны в этом руководстве.
Сварка алюминия MIG требует методов и настроек сварщика, которые компенсируют восприимчивость материала ко многим деформациям, таким как растрескивание сварного шва. Несмотря ни на что, алюминий всегда сваривается MIG с использованием тока DCNP. Существует множество других настроек машины, которые необходимо точно отрегулировать, чтобы сварка прошла успешно.
Здесь вы узнаете, как настроить сварочный аппарат MIG для алюминия. В рамках этого процесса вы узнаете, как выбрать правильный присадочный металл для конкретного типа алюминия, который вы планируете сваривать.
Вы также узнаете, как регулировать основные переменные, такие как напряжение и скорость подачи проволоки.Содержание
Чем отличается сварка алюминия методом MIG?
Сварка алюминия MIG сопряжена с другими проблемами, чем сварка низкоуглеродистой стали, из-за физических и химических свойств алюминия. Заготовки, изготовленные из алюминия, более подвержены дефектам сварки, которые будут подробно рассмотрены ниже. К счастью, эти дефекты можно легко предотвратить, если использовать правильные методы и настроить оборудование для сварки алюминия методом MIG.
Низкая температура плавления
Температура плавления алюминия составляет всего 1220 градусов по Фаренгейту. Алюминиевые заготовки имеют защитный оксидированный слой, плавящийся при температуре 3700 градусов по Фаренгейту. Перед сваркой с заготовки необходимо удалить защитный оксид.
Углеродистая сталь имеет температуру плавления в диапазоне от 2600 до 2800 градусов по Фаренгейту и не содержит защитного оксидированного слоя с температурой плавления, резко отличающейся от температуры плавления основного металла.
Еще одна проблема при работе с алюминием заключается в том, что он просто не так поддается обработке, как другие неблагородные металлы .Пористость
Алюминий также более чувствителен к дефектам и загрязнениям, возникающим в результате сварки. Алюминий быстро поглощает водород при нагревании до расплавленного состояния. Водород отделяется от других компонентов, когда металл возвращается в твердое состояние. Пузыри остаются, а металл может стать пористым и слабым.
Недавно я написал статью на эту тему, посмотрите ее: 11 распространенных дефектов сварки и способы их предотвращения
Загрязнения
Алюминиевые сварные швы особенно уязвимы к загрязнению грязью, мусором и влагой из окружающей среды. Сварка алюминия требует особой осторожности, чтобы место сварки не загрязнилось и не ослабло. Правильный выбор материала наполнителя и защитного газа имеет решающее значение для предотвращения загрязнения.
Толщина
Прожог – распространенный дефект сварки алюминиевых деталей.
Это связано с тем, что алюминиевые детали часто тоньше, чем то, к чему привык сварщик, особенно если они обычно работают с углеродистой сталью . Ремонт кузова автомобиля часто включает в себя сварку алюминиевых деталей, которые могут прогореть.Начните с очистки алюминиевой поверхности
При сварке алюминия первым шагом должна быть очистка поверхности алюминия. Это значительно уменьшит вероятность попадания таких загрязнителей, как пыль и влага, в сварной шов и ослабит его. Существует несколько растворителей, которые можно использовать для очистки алюминия.
Ацетон — всегда хороший выбор для очистки алюминия от жира, масла и водяного пара. Просто намочите тряпку или хозяйственное полотенце и протрите изделие. Вы также можете использовать сильнодействующее мыло, такое как очиститель/обезжириватель Oil Eater. Если вам случится использовать обезжириватель на основе цитрусовых, обязательно промойте алюминий перед сваркой.
Счистите окисленный слой перед сваркой
Алюминий плавится при температуре 1220 градусов по Фаренгейту, но защитный окисленный слой на поверхности алюминия не плавится до 3700 градусов по Фаренгейту. Алюминий нельзя сваривать MIG без предварительного удаления защитного слоя. К счастью, удаление окислительного слоя — довольно простая процедура.
Вы можете удалить оксиды с поверхности алюминиевой детали с помощью проволочной щетки из нержавеющей стали . Перед использованием проволочной щетки важно удалить загрязнения с помощью обезжиривателя. В противном случае вы можете внедрить углеводороды или другие загрязняющие вещества в алюминий. Метод проволочной щетки рекомендуется для начинающих.
Альтернативный метод предполагает использование меньшей очистки для удаления оксидов. Существуют растворы для удаления оксидов, такие как этот один .
Настоятельно рекомендуется проявлять особую осторожность при использовании таких химикатов. При использовании в избыточных количествах эти химические вещества могут повредить алюминий. По этой причине новичкам рекомендуется использовать метод проволочной щетки для удаления поверхностных оксидов с алюминия.Выберите правильную электродную проволоку для сварки MIG
Подумайте, какая проволока MIG лучше всего подходит для ваших нужд. Существует особый класс проволочных электродов MIG, предназначенных для сварки алюминиевых деталей. Эти присадочные металлы были разработаны для предотвращения чрезмерной пористости и других подобных дефектов, обычно связанных со сваркой алюминиевых деталей.
Подходящие присадочные металлы для сварки MIG Алюминий включают:
- ER4043
- ER4047
- ER5183
- ER5356
Из этих присадочных металлов наиболее широко доступными на рынке являются присадочные металлы ER4043 и ER5356 .
В конечном счете, рекомендуемый присадочный металл для вашей алюминиевой заготовки будет зависеть от конкретного типа основного металла. Соответствие присадочного металла и основного металла поможет предотвратить дефекты сварки, упомянутые ранее в статье. Таблицы выбора алюминиевых присадочных сплавов, такие как эта, можно найти в Интернете.ER4043 обычно используется для ремонта после аварии, потому что он мягче, чем присадочный металл ER5356. Если вы занимаетесь ремонтом автомобилей, всегда обязательно перепроверяйте руководство производителя автомобиля, чтобы узнать, есть ли рекомендации относительно того, какой электрод вы используете для ремонта кузова автомобиля.
Вы обнаружите, что присадочный металл ER5356 обычно легче подавать через сварочную горелку MIG. Также сообщается, что ER5356 является наиболее часто используемым из всех алюминиевых присадочных металлов из-за его прочности. Рекомендуется для использования с алюминиевым сплавом 5086, который обычно используется для изготовления небольших алюминиевых лодок.
Это также рекомендуемый присадочный металл для алюминиевого сплава 3003, самого популярного алюминиевого сплава на рынке . Этот алюминиевый сплав используется для изготовления желобов, водосточных труб и многих других подобных алюминиевых предметов, которые можно найти в вашем доме.
Можно разумно предположить, что для большинства алюминиевых деталей вы будете использовать проволоку ER5356 MIG. Тем не менее, обязательно всегда сверяйтесь с таблицей выбора присадочного металла из алюминиевого сплава, чтобы убедиться, что вы соответствуете присадочному металлу и основному металлу.
Связанное чтение: Различные типы сварочных прутков и их применение
Выбор защитного газа имеет важное значение
Защитный газ является важной частью успешной сварки алюминия MIG. Защитный газ предназначен для защиты места сварки от загрязнения газами, обычно присутствующими в окружающем воздухе, включая кислород, азот и водород.
Одной из наиболее распространенных примесей в алюминиевых деталях является избыточная пористость, вызванная пузырьками водорода в сварном шве. Правильный выбор защитного газа может значительно снизить вероятность появления таких примесей. Для некоторых электродов MIG не требуются защитные газы. Они называются проволоками MIG с флюсовой сердцевиной. При некоторых обстоятельствах эти электроды все же нуждаются в защитном газе.
При сварке активных неблагородных металлов, таких как алюминий, следует использовать либо чистый аргон (сокращенно Ar), либо смесь аргона и гелия (Ar-He). Углекислый газ (CO2) или кислород (O2) не будут хорошим выбором в качестве защитного газа в этих обстоятельствах, потому что в этом случае эти защитные газы фактически окислят и ухудшат металл сварного шва.
Чистый аргон является предпочтительным защитным газом для сварки тонких профилей алюминия. Более толстые участки алюминиевых деталей могут нуждаться в смеси аргона и гелия для более толстых участков, где наплавляются сварные швы с высокой тепловложением.
Как правило, при сварке алюминия методом MIG используется защитный газ из чистого аргона.Подготовка защитного газа
Подготовка защитного газа — простой процесс.
- Убедитесь, что ваша система оснащена комбинированным регулятором/расходомером в целях безопасности. Эта система снижает давление в цилиндре, одновременно регулируя поток газа к сварочному пистолету.
Вот пример того, как должен выглядеть расходомер Argon. Настройка системы включает в себя все необходимые проверки технического обслуживания, которые будут подробно описаны в руководстве пользователя. Рекомендуемая скорость потока для сварки MIG алюминия составляет 20-30 кубических футов в час.
Предварительный подогрев заготовки
Еще один способ предотвратить деформацию сварного шва — предварительно подогреть заготовку перед сваркой. Это необязательный шаг, хотя он может помочь предотвратить появление трещин в сварных швах. Температура предварительного нагрева никогда не должна превышать 230 градусов по Фаренгейту.
Улучшите процесс предварительного нагрева, разместив прихваточные швы в начале и конце зоны сварки. Предварительный нагрев необходим для более толстых заготовок. В других обстоятельствах вы обнаружите, что это не обязательно улучшает качество сварки. Если вы новичок, возможно, вам не так часто приходится предварительно нагревать детали, если только вы не пытаетесь сваривать толстые и тяжелые детали.
Однако важно знать, что есть способы облегчить себе жизнь. Есть вероятность, что ваш сварочный аппарат не будет выделять достаточно тепла для сварки самых толстых кусков алюминия, которые проходят через ваш цех. Если вы хотите заняться предварительным нагревом алюминия для сварки, хорошим началом будет изучение индукционных нагревателей.
Связанное чтение: Что такое горячий старт в сварке? Назначение горячего пуска при сварке
Индукционный нагрев
Системы индукционного нагрева являются одним из самых безопасных и надежных инструментов, используемых для предварительного нагрева алюминиевых систем.
Это связано с тем, что открытого пламени нет, а температуру можно лучше контролировать с помощью индукционного нагревателя, чем с помощью горелки. Индукционные нагреватели состоят из ряда нагревательных спиралей. Одним из наиболее полезных инструментов является портативный ручной магнитно-индукционный нагреватель, такой, как этот.Хотя это оборудование не является необходимым для сварки алюминия методом MIG, это, безусловно, разумное вложение, поскольку оно сделает ваш сварочный цех более универсальным. Вы можете найти множество применений для магнитного индукционного нагревателя помимо сварки. Например, вы обнаружите, что этот инструмент полезен для удаления ржавых или трудносъемных крепежных деталей во время кузовных работ.
Использование двухтактного механизма подачи проволоки для мягкой проволоки
Часть процесса настройки должна включать в себя ознакомление с различными системами подачи проволоки, используемыми при сварке MIG, если вы еще этого не сделали.
Поскольку проволока из присадочного металла, используемая для сварки алюминия, мягкая, , вам необходимо уделить особое внимание поиску системы подачи проволоки , которая хорошо справляется с более мягкой и менее жесткой проволокой, такой как ER4043.Основные типы механизмов подачи проволоки:
- Толкающий тип: проволока протягивается с катушки к сварочному пистолету
- Тяговый тип: проволока вытягивается с катушки с помощью проволочных роликов, расположенных внутри рукоятки горелки состоит из тянущего двигателя в сварочной горелке и толкающего двигателя в механизме подачи, вместе они создают дополнительное натяжение проволоки
- Тип пистолета для катушки: эта система состоит из небольшой катушки с проволокой, расположенной на сварочной горелке
Push-Pull
Механизмы подачи проволоки Push-pull, такие как этот, обычно используются для сварки MIG алюминия. Это потому, что они значительно облегчают работу с мягкой проволокой, которая используется для сварки алюминия.
Это особенно актуально при использовании электрода ER4043, так как он еще менее жесткий, чем ER5356.Я недавно написал статью на эту тему, взгляните на нее: Вы тянете и толкаете при сварке электродом
Пистолет для катушки
Механизмы подачи проволоки типа шпульного пистолета также часто используются для подачи мягкой проволоки, используемой для сварки алюминия. . Вы можете сами убедиться в том, как работают эти системы, взглянув на шпулемет Lotus Technology MSG094. Имейте в виду тот факт, что этот и другие механизмы подачи проволоки, упомянутые выше, не являются универсально совместимыми. Всегда проверяйте руководство пользователя вашего сварочного аппарата, чтобы определить, какие приспособления совместимы с вашей конкретной системой.
Связанное чтение: Нужен ли вам шпулемет для сварки алюминия?
Настройка основных параметров процесса сварки
Важными переменными в процессе сварки являются настройки аппарата, которые влияют на производительность сварочной системы.
Даже малейшие корректировки могут оказать существенное влияние на качество сварки. Сварка алюминия методом MIG требует точной настройки основных переменных, как это подробно описано ниже.Ток
Существует только один тип тока, который совместим с алюминием в процессе сварки MIG.
Постоянный ток обратной полярности (DCNP) — это тип тока, который используется для сварки MIG алюминия. Электрод подключен к положительному полюсу, а работа, также известная как «земля», — к отрицательному. Если вы не используете DCNP, то ваш сварной шов станет подвержен многим типам сварочных деформаций.
Среди прочих к этим деформациям относятся
- Избыточная пористость
- Прожог
- Растрескивание сварного шва
приложение. Если вы свариваете алюминий MIG, то у вас действительно нет выбора, какой тип тока и полярность лучше всего подходят для этого приложения.
Тип и размер провода
Выбор типа провода обсуждался в разделе выше.
Типы проволоки должны соответствовать основному металлу. Что касается размера проволоки, это зависит от трех вещей:- Предлагаемый способ переноса металла
- Толщина алюминия
- Положение, в котором будет формироваться сварной шов.
Начните процесс выбора размера проволоки, взглянув на таблицу параметров сварки, которая должна находиться на самом сварочном аппарате. В этой таблице указаны типы проволоки MIG, с которыми совместимы аппарат и сварочная горелка. Обычно для сварки алюминия рекомендуется выбирать проволоку диаметром 0,030 дюйма или 0,035 дюйма.
Если вы будете искать алюминиевую проволоку MIG в Интернете, вы обнаружите, что многие из присадочных металлов ER4043 и ER5356 имеют размеры 0,030 или 0,035 дюйма, как в случае с этой алюминиевой сварочной проволокой Hobart ER5356.
Размер контактного наконечника MIG
Контактный наконечник — это часть сварочной горелки MIG, отвечающая за передачу тока на проволоку, подаваемую через горелку.
Контактный наконечник должен иметь правильный размер, чтобы машина могла успешно сваривать алюминий. Внутренний диаметр контактного наконечника должен соответствовать диаметру провода.Если вы будете использовать проволоку для сварки MIG диаметром 0,035 дюйма, то вам следует оснастить сварочную горелку контактным наконечником диаметром 0,035 дюйма , совместимым с вашим аппаратом для сварки MIG.
Всегда проверяйте совместимость контактного наконечника с вашим сварочным оборудованием перед покупкой, так как эти компоненты не являются универсально совместимыми.
Настройки напряжения
Напряжение является источником тепла в процессе сварки MIG. Правильная установка напряжения зависит от сложных деталей, которые будут более подробно обсуждаться ниже.
При этом производитель сварочного аппарата должен был включить в него таблицу рекомендованных значений скорости подачи проволоки и напряжения. Соблюдайте настройки в соответствии с рекомендациями производителя.
Ваш сварочный аппарат MIG, вероятно, имеет циферблатные ручки для изменения напряжения и скорости подачи проволоки, как показано в руководстве пользователя для этого сварочного аппарата MIG. Если вы отрегулируете настройку напряжения до высокого напряжения, вы заметите большую длину дуги. Если вы отрегулируете настройку напряжения до низкого напряжения, вы заметите малую длину дуги и узкий валик сварного шва.
Правильная настройка напряжения зависит от:
- Толщины алюминия
- Типа соединения
- Положения сварки
- Размера электрода
- Типа сварки, когда дело доходит до напряжения 5 . Если напряжение слишком высокое, будет чрезмерное разбрызгивание. Если напряжение слишком низкое, то будет чрезмерная пористость и непровар. Лучший способ найти правильные настройки напряжения — провести серию испытаний на образцах алюминия. Выполнив серию испытаний, вы сможете почувствовать конкретные настройки, при которых ваша машина работает лучше всего.
- Слишком низкая скорость подачи проволоки приведет к возникновению дуги такой длины, что она может даже сжечь контактный наконечник в процессе, называемом «обратным прожиганием».
- Если скорость подачи проволоки слишком высока, , то наплавленный валик будет иметь высокую выпуклость и большое количество брызг при малом плавлении. Крайне важно обращать внимание как на напряжение, так и на скорость подачи проволоки.
Скорость подачи проволоки
Рекомендации по регулировке скорости подачи проволоки аналогичны рекомендациям по регулировке напряжения. Чтобы понять, что работает правильно, начните с корректировок, основанных на рекомендациях производителя.
Вы также должны выполнять пробные прогоны на пробных образцах, постепенно изменяя скорость подачи проволоки. Скорость подачи проволоки измеряется в дюймах в минуту и регулирует сварочный ток при сварке MIG.
Режим переноса
Рекомендуемый режим переноса для MIG-сварки алюминия — струйный перенос, который сравнивают с распылением воды из садового шланга.
Распыление обычно меньше диаметра используемой проволоки MIG. Напряжение и скорость подачи проволоки также должны быть установлены относительно высокими.Настройка второстепенных переменных
Последний этап настройки сварочного аппарата MIG для алюминия включает в себя настройку второстепенных переменных. Они считаются несущественными переменными, потому что они изменяются в направлении оператора.
Отсутствуют заводские настройки скоростей перемещения при сварке, удлинения электродов или настроек угла наклона электрода . Однако существуют рекомендации по настройке несущественных переменных для сварки MIG алюминия . Эти несущественные переменные будут рассмотрены в этом разделе.
Скорость перемещения и радиатор
Официальных указаний по скорости перемещения для сварки MIG алюминия не существует, поскольку существует множество факторов, характерных для обрабатываемой детали, которые определяют идеальную скорость перемещения. Тем не менее, Универсальный технический институт отмечает, что скорость перемещения и скорость наплавки при сварке MIG, как правило, высоки, независимо от конкретного применения.
Одним из способов контроля скорости движения является использование «радиатора» , рекомендованного Универсальным техническим институтом. Радиатор представляет собой металлическую деталь, чаще всего из меди или латуни, которую размещают так, чтобы она прилегала к заготовке на столе. Это может помочь уменьшить количество искажений в алюминиевой детали. Алюминиевые листы часто деформируются, если скорость перемещения слишком мала и к сварному шву прикладывается слишком много тепла.
Удлинитель электрода
При сварке алюминия MIG важно контролировать удлинение электрода или его «вылет». Это связано с тем, что удлинение электрода определяет поведение защитного газа и глубину проникновения дуги в основной металл. Удлинение электрода обычно определяется как расстояние между концом электрода и контактным наконечником.
Рекомендуется, чтобы удлинение электрода или «вылет» оставалось в диапазоне 1/2″ – ¾” дюйма при сварке алюминия методом MIG.
Это поможет предотвратить проблемы, при которых дуга проникает недостаточно глубоко или копаетУгол электрода
Передний угол, также называемый «угол опережения», представляет собой угол электрода, который всегда используется при сварке. алюминий. Положение сварочного электрода относительно заготовки играет роль в определении формы и размера сварного шва. Угол опережения считается «методом толкания».
Это метод, противоположный бэкхенду или методу «тяни», при котором электрод направлен в противоположную сторону от направления движения. В переднем методе, используемом для MIG-сварки алюминия, электрод будет указывать в направлении движения.
Рекомендуемый угол перемещения электрода составляет от 5 до 15 градусов. Если угол попадает в этот диапазон, управлять расплавленной ванной будет намного проще.
Достижение наилучшего качества при сварке MIG алюминия
Для достижения наилучшего качества сварки при сварке MIG алюминия рекомендуется завершать сварку несколькими проходами прямых валиков.
Прямой или стрингерный валик представляет собой обычно узкий сварной валик. Более прочные валики контрастируют с ткацкими валиками, которые намного шире и «переплетаются вперед и назад» по длине сварного соединения, как следует из названия.
Стрингерные валики обычно позволяют оператору выполнять сварку во всех положениях в большинстве случаев. С многопроходным валиком вы не пытаетесь завершить сварку за один быстрый проход. Скорее, вы тратите время на то, чтобы уложить прямые бусины.
Связанное чтение: Могут ли сварщики MIG сваривать алюминий? Как успешно сварить алюминий
Заключение
Те, кто пробовал, знают, что сварка алюминия методом MIG является сложной задачей. Используя методы и стратегии настройки, подробно описанные в этом руководстве, вы сможете успешно создавать качественные сварные швы и избегать ошибок, характерных для предрасположенности этого материала к растрескиванию сварных швов и другим дефектам.
От выбора правильного присадочного металла для конкретного типа свариваемого алюминия до регулировки напряжения и скорости подачи проволоки ваша техника сварки MIG и результаты улучшатся.
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о сварке алюминия:
Какой тип сварочного аппарата используется для алюминия?
металлический инертный газ обычно используется для сварки алюминия. Выбранный вами сварщик должен использовать методы импульсной сварки или дуговой сварки со струйным распылением.
Для дуговой сварки распылением требуется аппарат постоянного тока и постоянного напряжения, а для импульсной сварки требуется инверторный источник питания.
Прочный ли сварной алюминий?
Сварной алюминий обычно слабее сплава. Как правило, в случае термообрабатываемых алюминиевых сплавов материал нагревается до температуры от 325 до 400 F на заключительном этапе термообработки.
Можно ли паять алюминий?
Да, алюминиевые сплавы можно паять.
Вы можете отремонтировать отверстия, утечки, сломанные уши и трещины с помощью алюминиевой пайки.Как «сварить» алюминий для начинающих >> Посмотрите видео ниже
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье.
 1
1 Вы также узнаете, как регулировать основные переменные, такие как напряжение и скорость подачи проволоки.
Вы также узнаете, как регулировать основные переменные, такие как напряжение и скорость подачи проволоки. Еще одна проблема при работе с алюминием заключается в том, что он просто не так поддается обработке, как другие неблагородные металлы .
Еще одна проблема при работе с алюминием заключается в том, что он просто не так поддается обработке, как другие неблагородные металлы . Это связано с тем, что алюминиевые детали часто тоньше, чем то, к чему привык сварщик, особенно если они обычно работают с углеродистой сталью . Ремонт кузова автомобиля часто включает в себя сварку алюминиевых деталей, которые могут прогореть.
Это связано с тем, что алюминиевые детали часто тоньше, чем то, к чему привык сварщик, особенно если они обычно работают с углеродистой сталью . Ремонт кузова автомобиля часто включает в себя сварку алюминиевых деталей, которые могут прогореть.
 Настоятельно рекомендуется проявлять особую осторожность при использовании таких химикатов. При использовании в избыточных количествах эти химические вещества могут повредить алюминий. По этой причине новичкам рекомендуется использовать метод проволочной щетки для удаления поверхностных оксидов с алюминия.
Настоятельно рекомендуется проявлять особую осторожность при использовании таких химикатов. При использовании в избыточных количествах эти химические вещества могут повредить алюминий. По этой причине новичкам рекомендуется использовать метод проволочной щетки для удаления поверхностных оксидов с алюминия. В конечном счете, рекомендуемый присадочный металл для вашей алюминиевой заготовки будет зависеть от конкретного типа основного металла. Соответствие присадочного металла и основного металла поможет предотвратить дефекты сварки, упомянутые ранее в статье. Таблицы выбора алюминиевых присадочных сплавов, такие как эта, можно найти в Интернете.
В конечном счете, рекомендуемый присадочный металл для вашей алюминиевой заготовки будет зависеть от конкретного типа основного металла. Соответствие присадочного металла и основного металла поможет предотвратить дефекты сварки, упомянутые ранее в статье. Таблицы выбора алюминиевых присадочных сплавов, такие как эта, можно найти в Интернете.
 Одной из наиболее распространенных примесей в алюминиевых деталях является избыточная пористость, вызванная пузырьками водорода в сварном шве.
Одной из наиболее распространенных примесей в алюминиевых деталях является избыточная пористость, вызванная пузырьками водорода в сварном шве.  Как правило, при сварке алюминия методом MIG используется защитный газ из чистого аргона.
Как правило, при сварке алюминия методом MIG используется защитный газ из чистого аргона.
 Это связано с тем, что открытого пламени нет, а температуру можно лучше контролировать с помощью индукционного нагревателя, чем с помощью горелки. Индукционные нагреватели состоят из ряда нагревательных спиралей. Одним из наиболее полезных инструментов является портативный ручной магнитно-индукционный нагреватель, такой, как этот.
Это связано с тем, что открытого пламени нет, а температуру можно лучше контролировать с помощью индукционного нагревателя, чем с помощью горелки. Индукционные нагреватели состоят из ряда нагревательных спиралей. Одним из наиболее полезных инструментов является портативный ручной магнитно-индукционный нагреватель, такой, как этот. Поскольку проволока из присадочного металла, используемая для сварки алюминия, мягкая, , вам необходимо уделить особое внимание поиску системы подачи проволоки , которая хорошо справляется с более мягкой и менее жесткой проволокой, такой как ER4043.
Поскольку проволока из присадочного металла, используемая для сварки алюминия, мягкая, , вам необходимо уделить особое внимание поиску системы подачи проволоки , которая хорошо справляется с более мягкой и менее жесткой проволокой, такой как ER4043. Это особенно актуально при использовании электрода ER4043, так как он еще менее жесткий, чем ER5356.
Это особенно актуально при использовании электрода ER4043, так как он еще менее жесткий, чем ER5356. Типы проволоки должны соответствовать основному металлу. Что касается размера проволоки, это зависит от трех вещей:
Типы проволоки должны соответствовать основному металлу. Что касается размера проволоки, это зависит от трех вещей: Контактный наконечник должен иметь правильный размер, чтобы машина могла успешно сваривать алюминий. Внутренний диаметр контактного наконечника должен соответствовать диаметру провода.
Контактный наконечник должен иметь правильный размер, чтобы машина могла успешно сваривать алюминий. Внутренний диаметр контактного наконечника должен соответствовать диаметру провода.


 Это поможет предотвратить проблемы, при которых дуга проникает недостаточно глубоко или копает
Это поможет предотвратить проблемы, при которых дуга проникает недостаточно глубоко или копает

 Вы можете отремонтировать отверстия, утечки, сломанные уши и трещины с помощью алюминиевой пайки.
Вы можете отремонтировать отверстия, утечки, сломанные уши и трещины с помощью алюминиевой пайки.