Как электродом приварить тонкий металл 1 мм к толстому 15 мм | Ручная дуговая сварка
Это фото из интернета для иллюстрации к статье. Источник яндекс картинки.Это фото из интернета для иллюстрации к статье. Источник яндекс картинки.
Друзья, всех приветствую на нашем канале. Кто первый раз у нас, тот должен знать, что этот канал для начинающих самоучек в ручной дуговой сварке. Здесь мы даём только проверенные советы, основанные на многолетней сварочной практике. Таких рекомендаций вы не найдёте в книгах.
Сегодня расскажу важную информацию, как начинающему самоучке сварить металлы разных толщин между собой. Для примера будут сварены две пластины толщиной 1 мм и 15 мм. Удивлены? Нет, это вполне возможно, если знать три основных правила такой сварки.
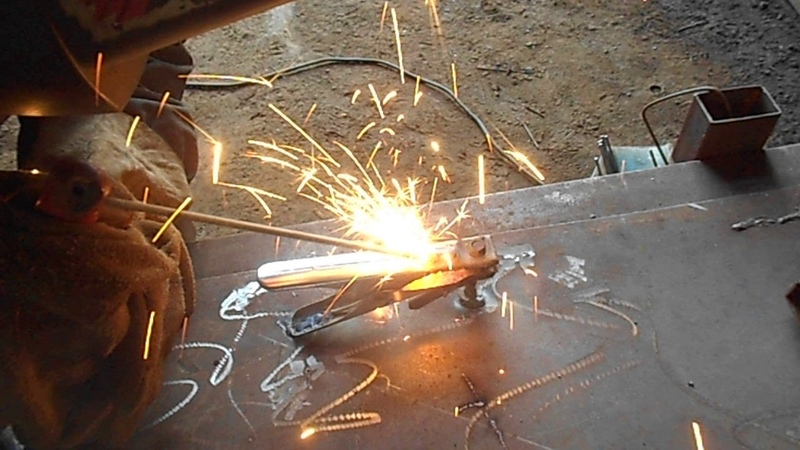
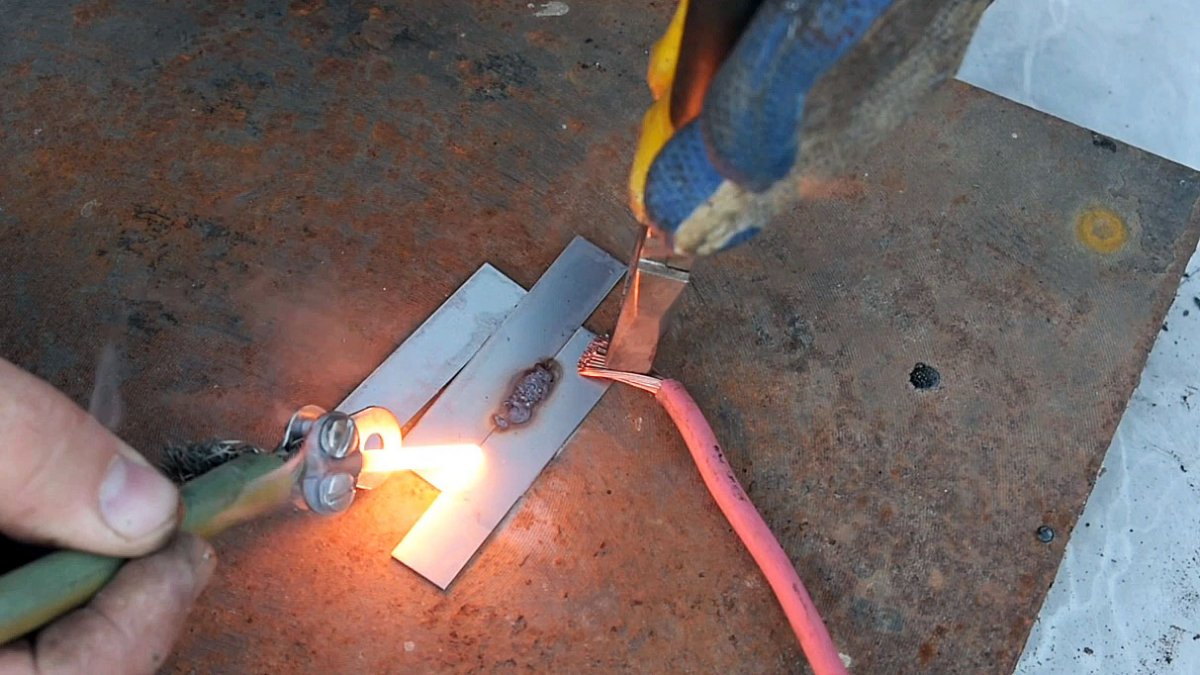
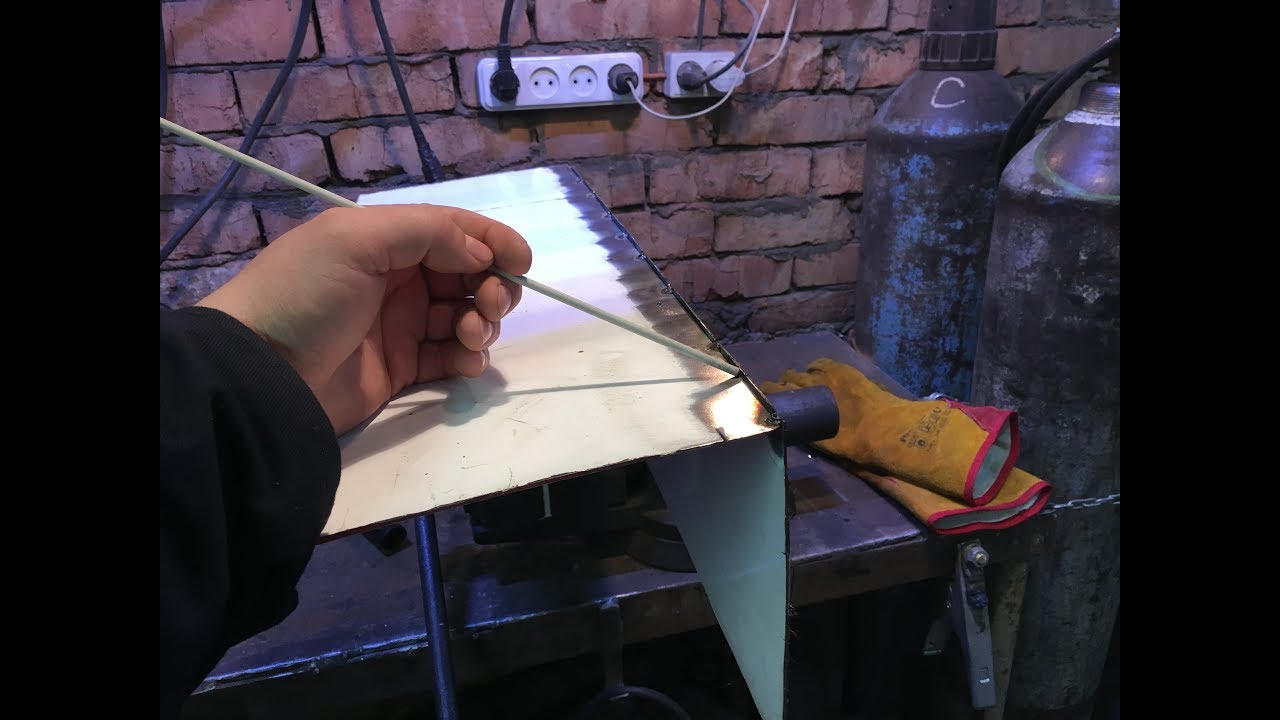
Начнём!Друзья смотрите, на верхних 4 фотографиях я показал материал, который нам предстоит сваривать. Это толстая пластина толщиной 15 мм, плюс она приварена к толстостенному уголку. И пластинки толщиной 1 мм, я их нарезал из старого электрического ящика.
И пластинки толщиной 1 мм, я их нарезал из старого электрического ящика.
Правило первое- ток подбираем на детали большей толщины. Если сделаем наоборот, то такая сварка будет проблемной, электрод будет липнуть к толстой пластине, и нормального соединения добиться будет трудно.
Правило второе, если бы свариваемые пластины имели одинаковую толщину, то электрод во время сварки мы должны держать посередине, те на равных расстояниях от свариваемых деталей. А вот в случае разных толщин, электрод стоит сильнее наклонять в сторону более тонкого металла.
На фото вверху мы представим что вертикальная полка уголка имеет меньшую толщину, поэтому электрод сильнее наклоняем к этой детали. Просто при таком наклоне энергия сварочной ванночки будет меньше взаимодействовать с тонким металлом, то что нам нужно.
Третье правило, это правило наложения сварочного шва при такой сварке. Здесь я нарисовал ( попытался нарисовать!) электрод, а за ним формируется сварочный шов.
А вот рисунок шва в разрезе, он имеет форму плавной ямки, что всё это нам даёт? Смотрите дальше.
Середина шва имеет максимальную глубину проплавления, здесь будет максимальная энергия.
А вот к краям шва энергия уменьшается, и уменьшается глубина проплавления основного металла.
Поэтому при сварке тонкого к толстому, мы цепляем тонкий металл лишь краешком сварочной ванны, поэтому он будет свариваться с толстым металлом, и при этом не будет прожигаться.
Вот мы и узнали в теории три главных правила для сварки тонкого и толстого металла, давайте приступим к самой сварки.
Поставили две прихватки, в некоторых местах оказался зазор, придётся заваривать и его.
Шов заварили, проблем не было.
Отбиваем шлак и зачищаем металлической щёткой, теперь нам всё будет хорошо видно.
Я вынес сваренные детали на улицу, здесь хорошее естественное освещение, и мы можем наблюдать что наша сварка тонкого и толстого металла получилась отлично.
Просто мы знали эти главные правила, теперь их знаете и вы, дело за практикой, и всё будет хорошо!
Друзья, давайте посмотрим видео с процессом этой сварки. Ролик дополнит информацию, которую я дал в тексте.
Сварка тонкого металла MMА
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Сваривание нержавейки электросваркой требует специальных электродов
Дуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах
- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиков
Процесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.

Набор сварщика: защитная маска, аппарат и электроды
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работы
Металл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Лист нержавеющей стали толщиной до 3 мм
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтомат
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металлами
Однако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Качественная сварка толстого металла
Сварка толстого металла основана на методе многослойного шва, при котором элементы должны накладываться на кромки стыков с применением особых технологических процессов. Существует несколько приемов для осуществления сварки металла с толстыми стенками, где предусматривается технологическая подготовка кромок и некоторые тонкости при соединении изделий со стенкой от 20 мм и выше.
Существует несколько приемов для осуществления сварки металла с толстыми стенками, где предусматривается технологическая подготовка кромок и некоторые тонкости при соединении изделий со стенкой от 20 мм и выше.
В месте соединения двух деталей необходимо оставить зазор там, где будет проходить электрод.
Как подготовить кромку: особенности
Перед началом сварки заготовок, какое бы сечение ни имел бы материал, кромки необходимо подготовить, тщательно подходя к этому вопросу:
- первую кромку нужно сточить под U — образную форму;
- под ступенчатый профиль стачивается другая кромка.
Предварительная подготовка перед сваркой толстого металла необходима, так как без нее соединение невозможно.
В верхней части стыкуемых деталей, в месте введения электрода, необходим зазор в 1-1.5 см и больше, а внутри плоскости его не должно быть.
Сварка толстостенного металла
При сварке металла с толстыми стенками существует несколько технологий:
- последовательное наложение шва горкой;
- наложение в виде каскада;
- последовательная или параллельная накладка блоками.

Метод сварки «горкой»
Схема сварки тонкого металла с толстым.
Первоначальный шов накладывается на зазор между деталями, используя для работы электрод сечением 5 мм. Накладываемый элемент должен составлять 1/3 толщины металла, который подвергается обработке.
После снятия окалин и брызг на первостепенный элемент накладывают второй. Размер общей высоты обоих швов будет равен 2/3 толщины.
Следуя первым двум принципам, создавая «горку», накладывается и третий слой. В этом случае толщина наваренного компонента такая же, как и сечение металла.
Накладывая четвертый элемент, выравнивается пространство, которое образовалось между кромкой и горкой.
Метод сварки «каскадом»: нюансы
Применяя этот метод, наложенный шов будет иметь несколько другой вид:
Варианты сварных соединений.
- перед тем как начать основной стык, накладывают корневой шов длиной около 20 см;
- следующий стык, имеющий длину в 40 см, как бы наползает на первый, при этом 20 см будут являться корневыми для третьего шва, а остальные 20 будут наползать на первый;
- 20 см третьего шва также будут корневыми, 20 лягут на корневой шов второго, и оставшиеся 20 будут располагаться сверху первого и второго шва;
- третий закрывается четвертым, который имеет такую же длину в 60 см и переходит на корневой участок второго шва.

Если при каскадной сварке использовать полуавтомат, то качество получается намного лучше, чем при ручном методе.
Использование сварки «блоками»
Если нет возможности использовать сварочный аппарат с полуавтоматом, то метод каскадной сварки легко изменить на блочный метод накладки швов.
При использовании блочного варианта сварка металла выглядит так:
- сварка металла начинается с корневого шва;
- поверх корневого шва наваривается следующий, который является промежуточным. Длина его составляет расстояние меньше, чем у первого шва.
- сверху промежуточного шва укладывается последующий, который выходит на поверхность толстого металла, длина его практически равна длине корневого шва.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сварки
Свои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую сталь
У «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.

В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра.
На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение.
Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0. 5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к.
проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.После рассмотрения данных советов становится понятно как правильно варить тонкий металл.
Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром.
Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер.
Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно.
В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги.
Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги.
Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык.
В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку.
Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
 При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.

Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.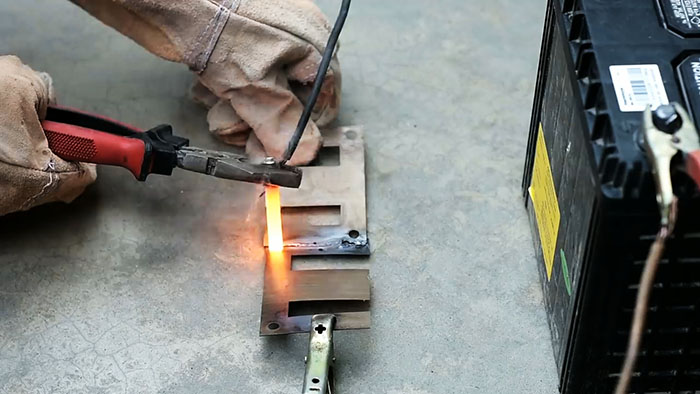
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно.
Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом.
Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Узнаем как варить тонкий металл электродом правильно? Советы сварщикам и процесс
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.
 В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.
В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
 Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры. Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
 Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
полуавтоматическая и газовая. Технология проведения работ
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
 Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.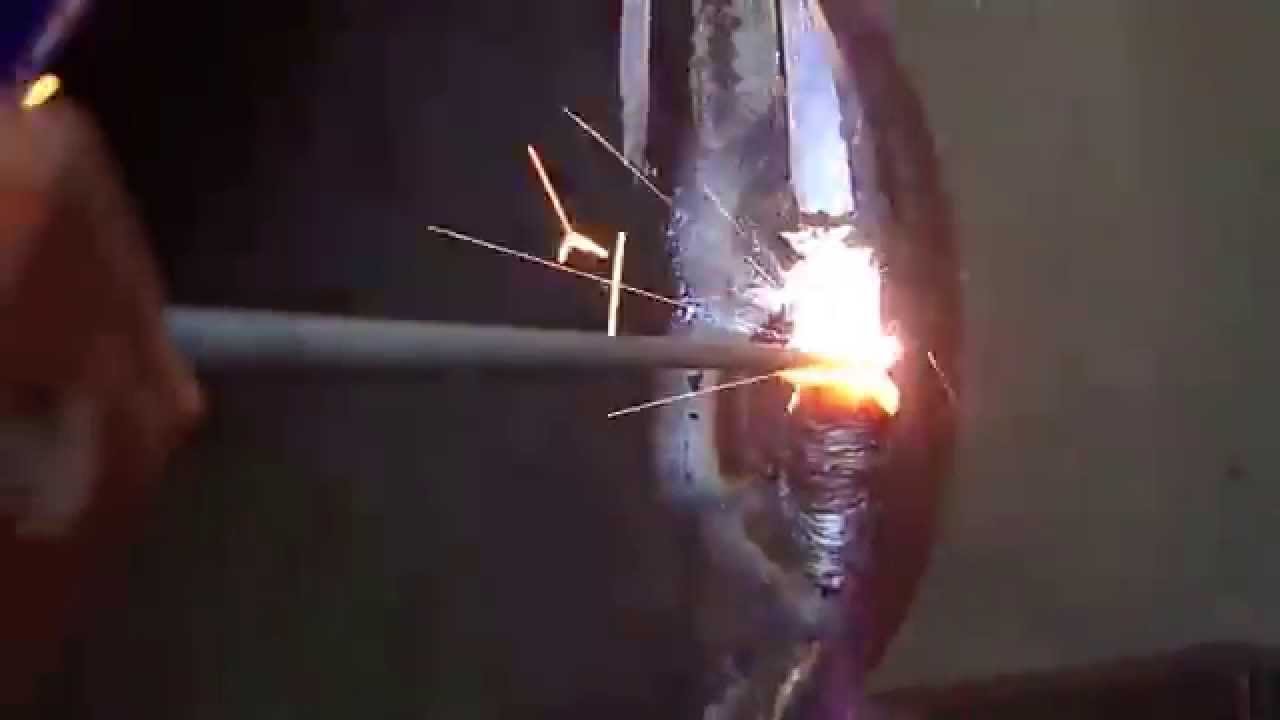
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.

Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
 В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Тонколистовым считается металл, толщина которого составляет в пределах 3-5 мм. Такой материал сегодня используется достаточно часто и поэтому для специалистов, вопрос выполнения сварочных работ остаётся как нельзя более актуальным. Но в то же время есть и определённые сложности, которые имеют место при выполнении подобных операций.
Но в то же время есть и определённые сложности, которые имеют место при выполнении подобных операций.
Основная проблема –это высокая вероятность того, что при неосторожном движении сварка тонкого металла электродомзакончится прожогом металла с образованием на детали сквозного отверстия. В то же время при противоположном подходе к выполнению подобных работ проблемой может стать некачественный сварной шов – «непровар».
Ещё одной технологической проблемой сварки тонких листов металла становится использование в ходе работ исключительно малых токов. При этом даже в случае незначительного увеличения расстояния от электрода до поверхности детали произойдёт обрыв дуги. Именно поэтому из всего вышесказанного можно сделать вывод о том, что сварка тонколистовых деталей требует достаточно большого практического опыта и знания тонкостей процесса.
Сварка тонколистового металла: основные требования
При выполнении сварки тонкого металла электродомважно правильно выбрать его толщину в зависимости от толщины металлической детали, которая будет подвержена обработке.
 Как правило, принимаются равные размеры (для листа толщиной 3 мм берётся электрод 3-4 мм).
Как правило, принимаются равные размеры (для листа толщиной 3 мм берётся электрод 3-4 мм).Существует строгая зависимость между величиной задействованного тока и толщиной металла. Деталь с толщиной 3 мм требует использования 140-180 А сварного тока при электроде диаметром 3-4 мм. Если же берётся более тонкий электрод, необходимо снизить величину тока до 10-90 А.
Сварка тонких листов металлатребует использования электродов, которые имеют покрытие, обеспечивающее стабильное устойчивое горение и лёгкое возбуждение электрической дуги. Также важно, чтобы электрод плавился достаточно медленно для того, чтобы в результате давать необходимый для сварки жидкотекучий металл .
Виды тонколистовой сварки
Дуговая сварка
В ходе технологического процесса для соединения отдельных металлических деталей используется электрическая дуга. Этот вид сварки в свою очередь принято делить на плазменную, электроннолучевую, электрошлаковую и термитную.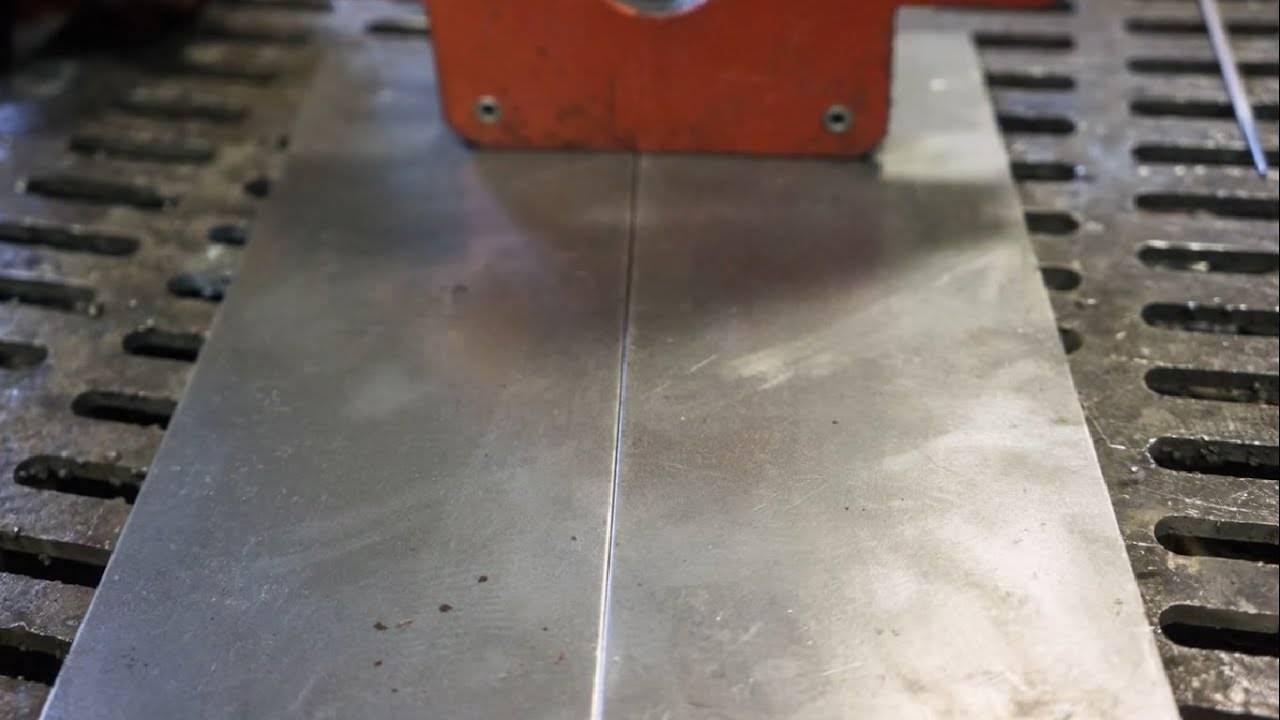
Вне зависимости от используемого при сварке метода суть процесса заключается в том, что под действием высокой температуры образуется жидкий металл, который оплавляет кромки элементов конструкции, заполняя собой расстояние между ними. В результате образуется сварной шов.
В ходе этого процесса активно используется воздействие на металл давления. Сварка по этой технологии может быть выполнена с использованием стыкового или точечного метода. Зажимаются обе заготовки при помощи электродов, которые под действием высокой температуры расплавляются, соединяя под давлением детали.
Ультразвуковая сварка
Сварка тонколистового металлапроисходит путём размещения изделия между специальной опорой и рабочим наконечником сварочной установки. На детали оказывается вертикальное сжимающее усилие и колебания ультразвуковых волн, в результате чего возникают силы трения, за счёт которых и создаётся сварное соединение.
Сварка инвертором (полуавтоматом) тонкого металла
Одним из эффективных инструментов для сварки тонколистового металла тал сварочный полуавтомат.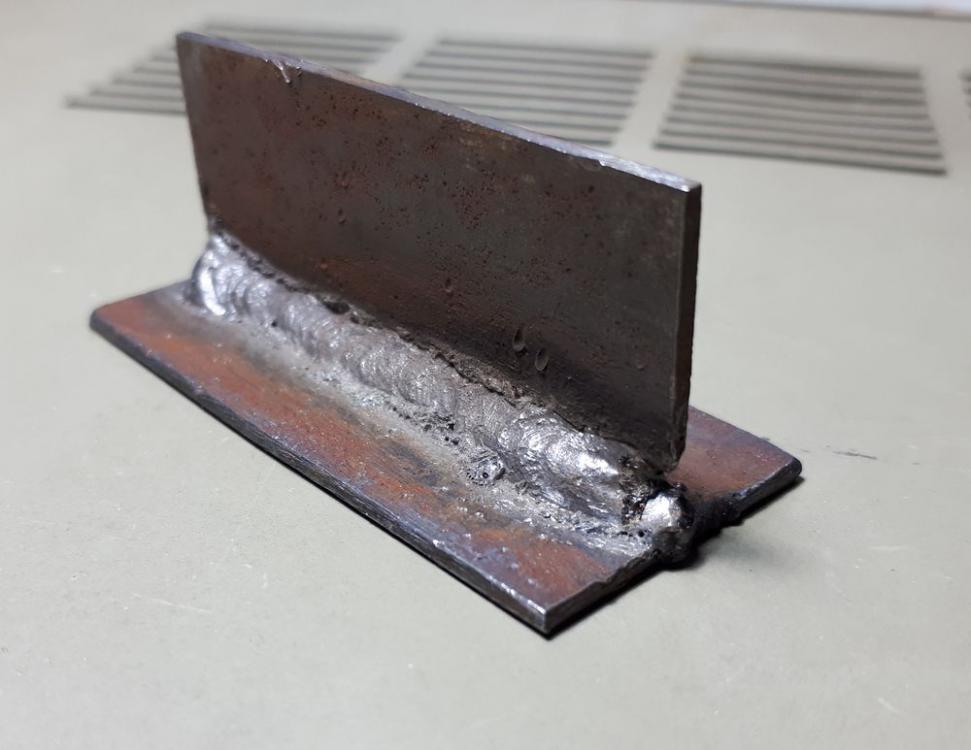 Он обеспечивает высококачественное соединение подобных материалов, так как способен отлично работать на малых токах. При этом должны учитываться качество свариваемого металла, марка электродов, стабильность рабочих характеристик самого аппарата на малых токах.
Он обеспечивает высококачественное соединение подобных материалов, так как способен отлично работать на малых токах. При этом должны учитываться качество свариваемого металла, марка электродов, стабильность рабочих характеристик самого аппарата на малых токах.
Лазерная сварка
Операция выполняется при помощи светового луча, который получен от газового или твердотельного излучателя. Потребности в использовании вакуума в данном случае нет, сварка выполняется в воздухе (при этом расстояние от детали до излучателя может быть значительным).
Способы выполнения сварки тонких листов металла
Шов выполняется непрерывно. Ключевыми факторами, которые влияют на успешность выполнения операции, являются правильно выбранный ток (порядка 40-60 А) и скорость ведения электрода вдоль линии соединения.
Прерывистая сваркатонколистового металла (сварка точками). Этот способ наиболее популярен у сварщиков при работе с изделиями из подобного материала. Каждая операция представляет собой короткое точечное касание электрода к металлу (как вариант возможно проведение коротких линий вдоль будущего шва). В данном случае стоит учитывать, что значение сварного тока будет несколько выше в сравнении с непрерывной сваркой.
Каждая операция представляет собой короткое точечное касание электрода к металлу (как вариант возможно проведение коротких линий вдоль будущего шва). В данном случае стоит учитывать, что значение сварного тока будет несколько выше в сравнении с непрерывной сваркой.
Стоит заметить, что именно этот способ выполнения сварочного соединения металла малой толщины считается самым экономичным: при этом обеспечивается высококачественный шов и минимум деформации металла.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Виды тонколистовой металлической сварки и ее особенности
Соединять листы тонкого металла приходится довольно часто. Множество деталей и механизмов изготовлено из таких материалов:
- катера;
- моторные лодки;
- автомобили.
Хорошо сделанная сварка возможна лишь после изучения тонкостей данного процесса.
Главная особенность соединения тонкого металла состоит в вероятности его повреждения электродами с образованием непригодного для эксплуатации изделия. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению поверхностей металла. Создать правильную сварную дугу под силу лишь опытным мастерам, обладающим навыками по подбору величины тока для сварки.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитываются положение соединяющего шва и толщина листа, подлежащего свариванию.
Условия, которые необходимо соблюдать при сварке тонкого металла
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода. Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления.
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный .
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Процесс работы с использованием сварочного аппарата
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.

Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность. Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Процесс контроля над сварочной дугой
Во время выполнения сварки необходимо контролировать промежутки между изделием из металла и прикасающимся к нему электродом.
Одинаковые размеры возникающего промежутка являются стабильной гарантией грамотно проведенного технологического процесса. При сокращении размеров заданного промежутка получается выгнутый дугой шов с участками расплавленной боковой его части. При увеличении расстояния процесс сварки становится невозможным: искажается размер самой дуги, а металл приваривается с некоторым перекосом в сторону. Только соблюдение заданного зазора во время сварки позволяет приварить ровный, красивый шов.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Достоинства сварки инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности благодаря их низкой материалоемкости. Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность — качество сварочного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать перемещение металла, уменьшать его разбрызгивание.
Самая передовая технология — плазменно-дуговая сварка. При ее использовании возрастает производительность труда за счет изменения скорости резки, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложной техникой, иначе возникают неисправности. Техника дает сбой в работе, если неправильно произведены настройки, нарушены правила эксплуатации изделия. Если сварку невозможно произвести при включенном приборе, возможна неисправность в кабеле.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается залипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна немаловажная деталь — учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии — учет особенностей проведения сварочных работ.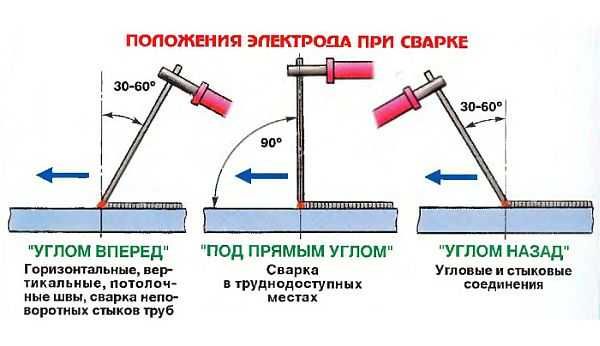 Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
Приварить круглое к квадратному — Ручная дуговая сварка — ММA
О, тут я уже плавал… знаю 🙂 Разок решился подварить ММА гладильную доску китайскую. Тает как сахар!
В наличии есть микроинвертор (детский с 80 А макс), электрод ф2 эльга 45s, если не ошибаюсь, методом проб и ошибок подбирал ток. Это было в диапазоне от 40 до 55, если голова не врёт. Только тогда и не слишком «сухо» (холодно, ток сликшом мал), и не жгёт ещё. К тому же руку чуть набить надо. Гладильную я таки заварил, но там, где «растаяло», даже не пытался заваривать дырки — сталь там наверно 0,5. .. :pardon:
В начале своей практики «лепилы» были в т.ч. следующие ошибки (тут по более толстым деталям):
1. Я почему-то считал, что красота должна получиться с первого прохода. Получались сплошные дыры.
2. Сильно жадничал по току. Теперь ток обычно в районе максимума, за искл. тонких деталей, как у ТС.
3. Не осознавал, что если сварить вместе нужно, например, круг и полосу, то примерно 2/3 всего времени дуга горит на более толстой детали (а то она так и останется холодной и будут сплошь сопли).
4. Торопился. Нужно наверно сколько-то повозиться и напортить, прежде чем придёт понимание, где нужно «поджав хвост», а где лучше двигаться медленно и печально.
На стульчиках я взял бы всё те же вышеназванные электроды ф2, и ток, думаю, в районе 60А. В случае, если вот-вот поплывёт (опыт прожигания дыр у вас уже есть), рвать дугу, ждать пока малиново-красное не станет почти чёрным, и снова зажигать дугу, вернувшись назад на 1/2 ф электрода.
Электрод тыкать по биссектрисе (как выше уже заметили), и чуть наклонить держак ОТ плоской детали. Тогда ей достанется чуть больше тепла. Не забывать подавать электрод (до лёгкого упирания концом электрода в щель между деталями), а то сгоревший электрод укорачивается и дуга соскальзывает аккурат в то место, где у вас дырка 🙂
Примерно так… лепила — лепиле :drinks: Обидеть не собирался. 😉
Кстати, добавлю, что когда первый проход уже сделан, второй проход несёт раза в три меньшую опасность прожога. По ранее положенному «корню» можно пройти снова непрерывным, довольно быстрым, равномерным движением, безо всякого «зигзага» и прочих ухищрений. Детали уже горячие, прогревать их, замедляя движение электрода, не нужно. Греете обе детали вместе, дуга идёт только по ранее положенному металлу шва, и тогда можно получить очень приличную красоту.
Изменено пользователем юный техникКакой полярностью варить тонкий металл (плюс на держак или минус)
Какой полярностью варить тонкий металлЧтобы использовать абсолютно все преимущества сварочного инвертора нужно понимать, что такое прямая и обратная полярность. Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс.
Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше. Всё это дает возможность более эффективно и гибко настраивать сварочный инвертор под свои нужды.
В этой статье мы рассмотрим, на какой полярности лучше всего варить тонкий металл.
Какой полярностью варить тонкий металл
В отличие от обычного сварочного трансформатора, инвертор постоянного тока имеет два режима работы. Они, в первую очередь, связаны со сменой полярности, ведь у постоянного тока, в отличие от переменного, есть плюс и минус.
Соответственно, подключая электрододержатель к минусу или плюсу, мы тем самым настраиваем инвертор на определённый режим работы. Не будем вдаваться в подробности, куда именно течёт ток, от плюса к минусу или наоборот, статья не об этом. Нужно лишь сказать, что там, где подключён плюс, тепла, выделяется гораздо больше.
Например, если плюс подключён к электрододержателю, то при сварке большая часть тепла будет аккумулироваться именно на электроде. Что это нам даст? Особенно хорошо варить на обратной полярности тонкие металлы и нержавейку. Связано это с тем, что при сильном нагревании тонкий металл деформирует. Также чрезмерное выделение тепла может привести к такому дефекту, как прожоги.
Чтобы этого не случилось, важно сильно не нагревать тонкий металл. Вот тут как раз нам и поможет обратная полярность. При подключении к электрододержателю плюса от инвертора, тонкий металл не будет прожигаться.
Прямая полярность для сварки толстого металла
Ну и, наоборот, для того, чтобы хорошо проварить толстый металл и придать определённую прочность сварному соединению, нужно использовать прямую полярность. При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.
При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.
В результате такого подключения толстый металл прогревается лучше, что позволяет нормально его проварить и получить качественное, надежное, а самое главное, долговечное соединение.
Теперь вы знаете, как варить на прямой и обратной полярности инвертором.
Достаточно просто запомнить, что плюс играет важную роль при подключении ММА аппарата для сварки. Если он идёт на электрод, то это обратная полярность, если на свариваемый металл, то полярность прямая.
Поделиться в соцсетях
Можно ли сваривать тонкий металл приклеиванием? И как это сделать
Если вы новичок в сварке приклеиванием (SMAW), скорее всего, вы пытались сваривать очень тонкий металл, например листовой металл. Вскоре вы обнаружите, что это дает плохие результаты и заставляет задуматься, можно ли сваривать тонкий металл приварным сварным швом. Так возможно ли это и как можно худеть?
Так возможно ли это и как можно худеть?
Вы можете сваривать сваркой тонкий металл, например, менее 1/8 дюйма (3,2 мм) с удовлетворительными результатами, если используете надлежащее сварочное оборудование, настройки и технику.Чем больше у вас знаний и опыта, тем более тонкие металлы вы сможете сваривать.
Сварка палкой дает хорошие результаты для металла толщиной 1/8 дюйма и более, но это не идеальный процесс сварки для сваривания более тонких деталей. Прежде чем приступить к сварке штучным электродом с использованием тонкого металла, вам потребуется дополнительная информация о нем.
Содержание
Сварка тонким металлом палкой — сложная задача, поскольку в этом процессе образуется сильная дуга, которая вводит много тепла в стык.Кроме того, при сварке штангой вы всегда тянете за стержень, в результате чего лужа становится более горячей. Более того, большинство аппаратов для ручной сварки не могут выдавать очень малую силу тока, поэтому вы можете работать с тонкими металлами.
Этот чрезмерный нагрев помогает сваривать толстые заготовки с хорошим проплавлением и плавлением, но очень затрудняет сварку более тонких.
Все сводится к тому, что в тонкой заготовке уходит слишком много тепла. Это тепло вызывает:
1. Высокий риск прожечь металл
Самое худшее, что может случиться — это прожечь металл.Высокая сила тока и низкая скорость движения с паузами приведут к высокой концентрации тепла в луже.
Тонкие края заготовки не выдерживают тепла и тают. Сама лужа становится слишком большой и громоздкой и в какой-то момент проваливается через отверстие.
2. Деформация металла или деформация металла
Деформация — это постоянный изгиб, который происходит с заготовкой из-за неравномерного и быстрого нагрева и охлаждения во время сварки.
Тонкие металлы очень чувствительны к деформации, потому что они не могут достаточно быстро поглощать тепло.И у них нет силы противостоять неравномерным силам сжатия и усадки.
Вы можете предотвратить деформацию, контролируя тепло, идущее в стык, делая частые прихватки, используя соответствующие методы направления и т. Д. Они описаны ниже в статье.
Нержавеющая сталь в целом очень чувствительна к деформации и очень плохо поддается привариванию, когда она тонкая.
Не так уж сложно избежать просверливания отверстий в тонком металле, но очень сложно избежать деформации, если заготовка тонкая и маленькая.
3. Дефекты зоны термического влияния (HAZ)
HAZ — это зона вокруг валика, которая не расплавилась, но подверглась металлургическому влиянию тепла сварки.
Количество и скорость нагрева металла определяют размер и уровень дефектов в ЗТВ. Вы можете свести к минимуму, но вы не можете избежать HAZ при сварке любой толщины.
Если вы работаете со сталью прочнее, чем низкоуглеродистая сталь, HAZ может стать тверже, когда она остынет, и возможно растрескивание.
Если вы свариваете нержавеющую сталь, ЗТВ будет в значительной степени затронута даже при правильных методах работы, поскольку она не может быстро поглощать поступающее тепло.
В результате вы получите плохо выглядящий сварной шов с высокой степенью деформации, меньшей прочностью и коррозионной стойкостью. Сварка тонкой нержавеющей стали палкой вообще не рекомендуется.
Лучше сваривать тонкую нержавеющую сталь методом MIG или TIG. То же самое и с алюминием.
4. Слишком много наплавленного металла в стыке.
При сварке штучной сваркой электрод и присадочный металл совпадают.У вас нет прямого контроля над присадочным металлом, как при сварке TIG. Он плавится непрерывно с постоянной скоростью.
При этом в стыке откладывается много присадочного металла. Сварное соединение будет плохо выглядеть и может привести к плохой подгонке, в зависимости от проекта.
Если вы попытаетесь удалить излишки металла с помощью угловой шлифовальной машины, вы рискуете удалить слишком много металла и ослабить соединение. Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Имея некоторый опыт, вы можете прикрепить сварной шов 3/32 ″ (2. 4 мм) низкоуглеродистой стали с приемлемыми результатами. Сварщик, обладающий обширными знаниями в области терморегулирования, может сваривать сварной шов до металла толщиной 1/16 дюйма (1,6 мм) или даже меньше.
4 мм) низкоуглеродистой стали с приемлемыми результатами. Сварщик, обладающий обширными знаниями в области терморегулирования, может сваривать сварной шов до металла толщиной 1/16 дюйма (1,6 мм) или даже меньше.
Предыдущие числа возможны, но они требуют больших знаний, сосредоточенности и практики. Но если вы тщательно выбрали оборудование и потратили много времени на отработку соответствующих приемов, вы сможете это сделать.
Результаты будут приемлемыми в разумных пределах, поскольку сварка штучной сваркой не подходит для соединения тонких металлов.
А теперь давайте посмотрим, какое оборудование вам нужно и как сваривать тонкие металлы сваркой.
Инвертор постоянного тока (DC) — лучший сварочный источник питания для сварки тонким металлом прилипанием. Постоянный ток создает дугу с более плавными сварочными характеристиками и очень полезен для тонких деталей.
Для переменного тока требуется немного более высокая сила тока для того же диаметра стержня, и дуга не такая стабильная, как при постоянном токе.
Кроме того, большинство стержней работают с постоянным током, а не с переменным током, поэтому у вас есть больше вариантов выбора.
Инверторные сварочные аппараты могут дать вам малую силу тока, например, 20-40 А, необходимую для сварки очень тонких металлов.
Кроме того, многие инверторы оснащены такими функциями, как горячий старт и сила дуги, которые позволяют вам контролировать поведение дуги для достижения лучших результатов.
Если у вас есть сварочный аппарат постоянного тока, используйте отрицательный электрод постоянного тока (DCEN или DC-) при сварке тонких металлов. Это подключение держателя электрода или стингера к DC- и рабочего зажима к DC +.У некоторых сварщиков может быть переключатель для выбора полярности.
DCEN нагревает деталь меньше, чем DCEP, и имеет меньшее проникновение.
Чтобы сделать работу лучше, стержень плавится быстрее, так что вы можете проходить его с большей скоростью по суставу и выделять еще меньше тепла в сустав. Это предотвратит продувание металла и сильную деформацию заготовки.
Это предотвратит продувание металла и сильную деформацию заготовки.
Сварочный стержень E6013 лучше всего подходит для сварки очень тонкой низкоуглеродистой стали и известен как стержень для листового металла.E6013 имеет флюсовое покрытие с большим содержанием рутила. Рутил создает самую гладкую дугу с проникновением света, которое не прожигает заготовку так часто, как другие стержни.
E6013 очень прост в использовании, и вы можете легко остановить и перезапустить дугу. Это полезно для методов, при которых обрабатываемая деталь нагревается меньше.
Если у вас есть сварочный аппарат постоянного тока, вы можете использовать DCEN с E6013. Как упоминалось ранее, такая полярность приводит к еще меньшему нагреву детали.
Кроме того, вы можете найти E6013 с самым тонким диаметром 1/16 дюйма (1.6 мм). Этот диаметр стержня имеет низкий диапазон силы тока, около 20-40 А.
Тонкий E6013 1/16 дюйма — это небольшая лужа, для нормальной работы которой требуется всего несколько ампер. В результате на заготовку попадает небольшое количество тепла.
Другие рутиловые стержни, такие как E6012 или E7014, подходят для сварки тонких металлов. Но не так хороши, как E6013, и их нелегко найти, особенно в тонких диаметрах.
Помимо рутиловых стержней, многие сварщики используют целлюлозные стержни, такие как E6011. Эти стержни создают самую горячую и сильную дугу, и с ними трудно сваривать.Но вы можете сваривать относительно тонкие металлы, используя правильную технику и много практики.
Прутки из целлюлозы действительно хороши для сварки тонких металлов в вертикальном и верхнем положении, потому что они очень быстро затвердевают.
Для сварки тонким металлом при помощи сварного шва необходимо плотное и ровное соединение. Кроме того, очень важен чистый металл, который помогает лужам лучше течь. Наконец, частые прихватки вдоль стыка и предварительный нагрев помогут предотвратить деформацию.
1.Убедитесь, что у вас хорошая подгонка.

Тонкие металлы не могут поглощать много тепла и их очень легко расплавить, если у вас нет стыка с хорошей подгонкой.
Если в стыке есть неровные зазоры или края не имеют одинаковой толщины, тепло будет концентрироваться на слабых частях и расплавлять их.
Тонкие заготовки не нуждаются в широком корневом отверстии для полного проплавления. Небольшое корневое отверстие обеспечит прочные сварные швы и поглотит остаточные напряжения от усадки.
Если вы попытаетесь сварить тонкий листовой металл, было бы лучше создать и сварить краевые или нахлесточные соединения, которые лучше переносят тепло, чем обычные стыковые соединения.
Наконец, во время сборки вы можете расположить металлы таким образом, чтобы исключить деформацию, так что в конечном итоге металлы стабилизируются в нужном вам положении.
2. Очистите заготовку.
Очистите стык и место, где вы собираетесь разместить рабочий (заземленный) зажим. Это обеспечит лучшую стабильность дуги и влажность лужи.
Если стык имеет прокатную окалину, ржавчину, краску или другие загрязнения, они действуют как изоляция от электричества. После сварки прихваточным швом удалите весь шлак с помощью отбойного молотка и металлической щетки.
Дуга не зажигается легко и не так стабильна при сварке. Кроме того, расплавленная лужа не может намокнуть должным образом и остается ограниченной. Это даст вам более узкую, но более высокую бусину, которую вам придется шлифовать позже.
Чистый шов поможет избежать включения шлака, который является обычным явлением, если вы собираетесь использовать рутиловые стержни или часто запускать и останавливать дугу.
В то время как ручная сварка хороша при сварке загрязненных металлов, ее следует по возможности избегать для тонких деталей.
3.Часто прихваточный шов
Может помочь частое выполнение низкопрофильных прихваточных швов вдоль стыка, например, каждые 2 дюйма (5 см) или меньше, после зажатия заготовки.
Если прихватки выпуклые, отшлифуйте их, чтобы они стали плоскими. Зажимы и прихваты перед сваркой очень помогут предотвратить деформацию.
Зажимы и прихваты перед сваркой очень помогут предотвратить деформацию.
4. Предварительный нагрев заготовки
Я оставил предварительный нагрев напоследок, но на самом деле это лучшее, что вы можете сделать, чтобы избежать деформации перед началом сварки.
Предварительный нагрев сводит к минимуму неравномерное и быстрое распределение тепла в холодной заготовке.Кроме того, равномерно нагретая заготовка будет остывать симметрично и медленно, что предотвратит наматывание.
Но предварительно разогреть небольшую заготовку сложно, потому что ее нужно равномерно разогреть, например, положить в духовку.
Вы можете использовать такие процессы, как кислородно-ацетиленовый, для предварительного нагрева заготовки, но это требует большого опыта. Если предварительно нагреть заготовку неравномерно, она намотается, даже если вы ее не сварите.
Если вы хотите сваривать тонкую аустенитную нержавеющую сталь, например, 304 или 316, вы никогда не используете предварительный нагрев.
Если вы можете использовать охлаждающий стержень из алюминия или, что еще лучше, из меди, то вам будет очень полезно сваривать тонкие металлы. Эти охлаждающие стержни могут поглощать тепло с высокой скоростью. Более быстрым и дешевым решением будет использование стального стержня. Сталь не так хороша, как медь или алюминий, но это лучше, чем ничего.
Выберите охлаждающую планку (или опорную планку) толщиной 1/8 дюйма (3,2 мм) или толще. Чем толще, тем лучше. Надежно закрепите заготовку на охлаждающем стержне.Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить гриф.
Было бы даже лучше добавить больше стержней поверх заготовки и зажать ее как бутерброд, оставив открытым только стык.
Охлаждающие стержни поглощают большую часть тепла и уменьшают риск деформации или прожига металла.
По возможности старайтесь приваривать тонкий металл в плоском положении, так как это самый простой способ сварки, обеспечивающий лучший контроль и комфорт. Если вам необходимо сваривать в вертикальном положении, то сделайте это, потянув стержень вниз.
Если вам необходимо сваривать в вертикальном положении, то сделайте это, потянув стержень вниз.
Вертикальное нижнее положение лучше подходит для тонкого металла, потому что вы можете сваривать быстрее. Это позволит уменьшить количество тепла в стыке.
Если вы будете сваривать в вертикальном положении вверх, то заготовку очень легко прожечь. Особенно при сварке конца стыка, потому что он перегрет.
Многие тонкие стержни лучше работают при сварке вертикально вниз, чем их более толстые версии с большей силой тока.
Способ создания валика очень важен при сварке тонких металлов приклеиванием.Это самая сложная часть, где вы должны сделать все возможное и сделать предыдущие шаги продуктивными.
При сварке штангой тонкого металла очень часто происходит переваривание стыка. Сварка по своей природе очень прочная. Тонким деталям не требуется много сварочных работ, чтобы обеспечить надежную сварку.
При сварке необходимо использовать небольшую лужу, которая откладывает небольшой объем присадочного металла и нагревается. Более наплавленный металл не добавляет полезной прочности и вызывает большие искажения.
Более наплавленный металл не добавляет полезной прочности и вызывает большие искажения.
Техника, которую вы используете для сварки тонкого металла, должна выделять как можно меньше тепла.
1. Маленький прямой борт
Если соединение короткое, например, 1 дюйм (2,5 см), вы можете использовать прямой борт (или стрингер). Скорость, которую вы используете для сварки, является наиболее важным параметром, на котором вы должны сосредоточиться.
Лучше всего сделать это без малейшей паузы и как можно быстрее, не создавая при этом никаких дефектов. Если у вас есть бусина правильной формы с проплавлением и проплавлением, все в порядке.
При сварке тонкого металла приклеиванием плести пруток не рекомендуется.Это снижает скорость и требует много сварочного металла и тепла.
2. Сварка стыковкой
Если соединение длинное, вы не сможете получить непрерывный валик, потому что это приведет к его перегреву. Было бы лучше использовать такие методы, как сварка стежком (или пропуска, или, более официально, прерывистая).
При сварке стежком приваривается короткий валик, например, 1/2 дюйма (1,27 см). Затем оставляете зазор равной или большей длины. После этого повторяете процедуру, пока не закончите стык.
Последовательность наложения стежков при сварке деформациейОсновным преимуществом стыковой сварки является то, что вы подвергаете заготовку гораздо меньшему нагреву.
Вы можете оставить такой стык, и это нормально. Для большинства проектов, выполненных с использованием тонких металлов, эти стыки с зазорами достаточно прочны. Таким образом вы экономите время, поскольку не свариваете весь стык, и экономите несколько стержней.
Но если вы хотите, чтобы он выглядел лучше или не допускал попадания грязи в зазоры, вы можете приварить их, когда заготовка остынет.Вы можете подождать 15-30 минут или продуть сжатым воздухом, чтобы быстрее охладить.
3. Сварка обратным шагом
При использовании техники обратного шага вы привариваете небольшие валики, которые имеют направление, противоположное основному направлению сварки.
Например, если основное направление сварки идет справа налево, вы свариваете каждый валик слева направо. Сварку начинаете с правого края стыка.
Последовательность наплавки с обратным шагом для искривления при сваркеПри сварке прерывистым швом направление распространения и концентрации тепла совпадает с направлением сварки.В предыдущем примере он идет к левой части заготовки.
Если маленькие валики имеют противоположное направление, выделяемое ими тепло распространяется против основного направления сварки. Благодаря этому тепло распределяется по заготовке более симметрично, а не непрерывно от одной точки к другой. В результате будет меньше искажений.
Вы можете приваривать каждый небольшой валик рядом с предыдущим. Если вы хотите меньше подводимого тепла, вы можете сваривать каждый второй или третий сегмент, как пропущенную сварку.
4. Симметричная сварка
Симметричная сварка начинается с центра стыка. Свариваете сегмент слева, затем справа. Затем вы привариваете слева от первого буртика, затем справа от второго буртика и повторяете, пока не закончите соединение. Изображение ниже лучше описывает это.
Затем вы привариваете слева от первого буртика, затем справа от второго буртика и повторяете, пока не закончите соединение. Изображение ниже лучше описывает это.
Центр заготовки часто коробится из-за слишком большого нагрева. Техника симметричной сварки занимает больше времени, но лучше всего решает эту проблему.
5. Закройте стык прихватками.
Другой способ, если заготовка очень тонкая, а стык короткий, — это сделать много прихваточных швов вдоль стыка, пока вы не закроете его.
Повторяющиеся прихваточные швы — еще один способ избежать чрезмерного нагрева стыка, так как металл остывает между каждым прихваточным швом. Но чтобы зажечь дугу без дефектов, нужно много времени и хорошей концентрации.
Один из способов сделать это — сделать серию непрерывных перекрывающихся прихваток одна за другой.Таким образом вы имитируете импульсную функцию более дорогих сварочных аппаратов.
Другой способ — после того, как вы закончите закрепки инициалов по краям, вы закрепите их посередине. После этого снова прихватите середину каждой половины, пока не заполните стык прихваточными швами.
Но вам не нужно заполнять все стык прихватками, если заготовка небольшая и не будет подвергаться нагрузкам.
Когда удилище новая, трудно удерживать ее в устойчивом положении, и это затрудняет выполнение лавирования. Удерживание стержня в сухих перчатках для сварки помогает сделать стержень более устойчивым и облегчить прихватывание.Он работает до тех пор, пока удочка не нагреется, но после этого она короче и с ней легче обращаться и продолжать прихватывание.
В этих методах используется много перезапусков, которые увеличивают риск возникновения дефектов, но в целом это лучше, чем дыры или деформации. Они также увеличивают нагрузку на источник питания, снижая рабочий цикл.
Какие у вас есть альтернативы?
А теперь давайте рассмотрим две альтернативы свариванию тонких металлов обычным сварочным аппаратом.
1.Используйте сварочные электроды для пайки.
Альтернативой для соединения тонких металлов является использование прутков для пайки пайкой вместо обычных прутков. Сварочные прутки для пайки превосходно снижают опасность повреждения тонких деталей и делают работу проще и быстрее. Они используют одинаковое оборудование для сварки штангой и одинаковую конструкцию соединений.
Прутки для пайки изготовлены на основе меди и плавятся при более низкой температуре, чем сталь. Более низкая температура является огромным преимуществом, так как здесь нет расплавленной лужи. Расплавленный стержень прилипает к поверхности основного металла, не проникая в нее.
В результате тепло, которое проникает в основной металл, намного меньше. Это очень важно для предотвращения прожигания металла или его деформации.
Наиболее распространенными стержнями для пайки для пайки являются кремниевая бронза (ECuSi или SiB), фосфористая бронза (ECuSn) и алюминиевая бронза (ECuAl).
ECuSi и ECuSn имеют более низкий предел прочности на разрыв (50 фунтов на квадратный дюйм), чем низкоуглеродистая сталь (60+ фунтов на квадратный дюйм). Тем не менее, прочности на разрыв 50 фунтов на квадратный дюйм более чем достаточно для большинства проектов по производству листового металла.ECuAl имеет предел прочности на разрыв 70 фунтов на квадратный дюйм, как у стержня E7014.
Основными недостатками сварки припоями являются:
- Низкая прочность на разрыв и более слабое соединение из-за отсутствия проплавления. Но оба не нужны для большинства проектов тонкого металла . Вы можете сварить валик большего размера для дополнительной прочности, если считаете это необходимым.
- Металл сварного шва на основе меди теряет прочность при высоких температурах. Это около 930 ° F (500 ° C). Однако он отлично выдерживает температуру до 400 ° F (200 ° C).
- Соединение необходимо тщательно очистить, чтобы наплавленный металл шва мог свободно течь и прочно связываться с заготовкой.
- Прутки для пайки дороже, чем обычные стальные прутки, но они спасут тонкую заготовку от повреждений при перегреве.
- Наконец, не соответствует цвету , так как бусинка всегда имеет золотистый цвет.

2. Обновите свой аппарат для ручной сварки TIG до базового аппарата для сварки TIG
Существует еще одно решение для сварки тонких металлов с помощью аппарата для ручной сварки, если у вас есть некоторый опыт сварки TIG или вы все равно планируете изучить его.
К аппарату для ручной сварки можно подсоединить горелку TIG со специальным газовым контроллером. Затем подключите его к баллону с аргоном с газовым регулятором. Теперь у вас есть самый простой аппарат для сварки TIG, и вам не нужно покупать другой блок питания.
У вас не будет настоящего сварщика TIG, но после некоторой практики с запуском дуги с нуля вы сможете сваривать тонкую сталь с гораздо лучшими результатами. Этим методом можно сваривать даже листы толщиной 24 мм (0,5 мм).
Кроме того, если ваш аппарат для ручной сварки имеет функцию подъема-старта, вы можете использовать ее, чтобы облегчить зажигание дуги и реже шлифовать вольфрамовый электрод.Вместо того, чтобы поцарапать электрод, вы касаетесь поверхности и поднимаете ее на расстояние сварки, и дуга зажигается.
Имейте в виду, что для этого вам понадобится сварочный аппарат постоянного тока, и всегда подключайте горелку TIG к разъему постоянного тока.
Заключительные мысли
При хорошей подготовке и опыте вы можете сваривать приклеиванием тонкие металлы. Но сложно получить красивые суставы или полностью предотвратить деформацию.
Кроме того, это непродуктивно, если нужно сваривать много тонкого металла.Вам необходимо использовать более подходящий способ сварки.
Сварка MIG идеально подходит для длинномерного листового металла. Также хорошо, если у вас нет большого опыта в сварке и вы хотите сразу работать с тонкими металлами. Идеально подойдет тот, который поддерживает импульсную сварку.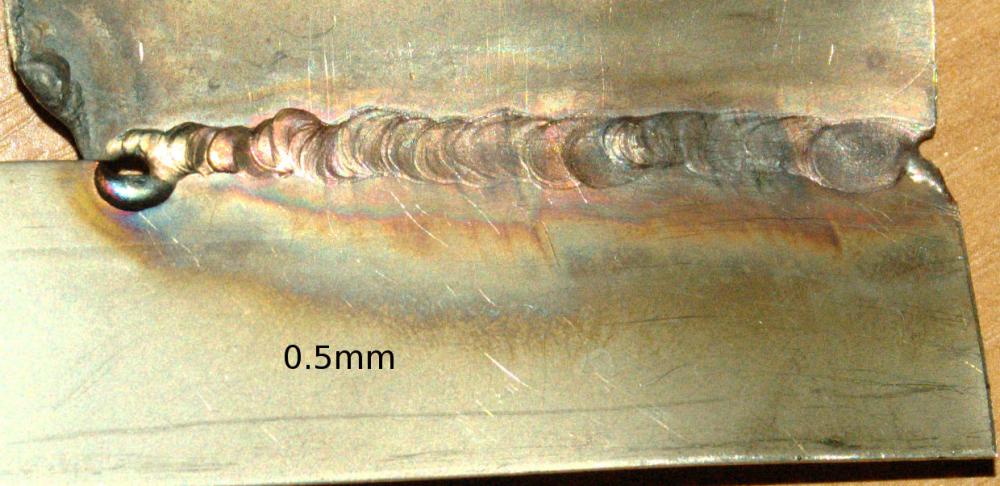
Если вы хотите получить красивые стыки или работать с дорогими тонкими металлами, такими как нержавеющая сталь, вам следует делать это с помощью сварки TIG. Использование сварочных стержней для пайки значительно снижает риск ожога и деформации.
Сопутствующие вопросы
Можно ли сваривать тонкую нержавеющую сталь методом сварки?
Сварку тонкой нержавеющей стали палкой очень сложно.Нержавеющая сталь не может быстро рассеивать тепло при сварке и страдает от перегрева. Чрезмерная деформация, жгучие мысли и резкое падение коррозионной стойкости — вот основные недостатки. Лучшими альтернативами являются сварка MIG или TIG или использование сварочных стержней для пайки твердым припоем.
Попытка сварить нержавеющую сталь толщиной менее 1/8 ″ (3,2 мм) приварной сваркой — сложная и напряженная задача. Здесь нужен большой опыт и концентрация. Кроме того, если вы хотите, чтобы стык выглядел красиво, вам нужно много шлифовать и полировать.
Возможно, более простой альтернативой является использование прутков для пайки и сварки, описанных ранее в статье. Кроме того, холодильные батончики творит чудеса с тонкой нержавеющей сталью, так как лучше всего сохранять ее как можно холоднее.
Другие статьи Weldpundit
Как приваривать чугун для сварки: с предварительным нагревом и без него
Как приваривать сварной шов нержавеющей к углеродистой стали: шаг за шагом.
Можно ли удерживать электрод при сварке электродом? Когда и как.
Сварка палкой — легко или сложно научиться?
Какой сварочный стержень самый простой в использовании?
Почему сварочные стержни остаются прилипшими? и что с этим делать.
Руководство по горячему запуску, дуговой силе и антипригарным действиям при сварке стержнем.
Что такое сварочное одеяло? Полезное руководство.
Сравнение процессов сварки стержнем и порошковой проволокой.
Что такое прокатная окалина для горячекатаной стали: и как ее сваривать
Как варить металл толщиной 2 мм.
 Как сваривать тонкий металл электросваркой
Как сваривать тонкий металл электросваркойСварочный процесс, предназначенный для создания соединения тонкого металла со сварным швом. Для многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная, с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная, если учесть такие параметры как:
- силы;
- антикоррозийная стойкость;
- пластик;
- вязкость.
Как варить тонкий металл инвертором и какие условия используются при его сварке?
Виды сварки листового металла и их особенности
Соединять листы тонкого металла приходится довольно часто.Многие детали и механизмы изготовлены из таких материалов:
- лодки;
- моторные лодки;
- машины.
Качественная сварка возможна только после изучения тонкостей этого процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием непригодного для использования продукта. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей.Для создания правильной сварной дуги только опытные мастера, обладающие навыками подбора тока для сварки.
Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей.Для создания правильной сварной дуги только опытные мастера, обладающие навыками подбора тока для сварки.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед тем, как начать, нужно выбрать размер электрода с диаметром, равным толщине листа. Величину тока выбирают в зависимости от диаметра электрода.Большое внимание уделяется покрытию электродов, выбирайте элементы, имеющие длительный период плавления.
Для соединения изделий используется сварочный инвертор, позволяющий обеспечить хорошую производительность. Сварка тонкого металла без особого труда выполняется на современном сварочном аппарате, который имеет небольшой вес и высокую производительность. Работа инвертором осуществляется от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки. При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А.При использовании электродов диаметром 1,6 мм получается качество.
Работа инвертором осуществляется от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки. При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А.При использовании электродов диаметром 1,6 мм получается качество.
Инвертор имеет идеальные вольт-амперные характеристики, которые можно регулировать для конкретного вида сварки. Мощность, потребляемая устройством, меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонкого металла
Прежде всего, необходимо изучить устройство сварочного механизма, что очень сложно из-за использования высоких значений напряжения, силы тока, максимальных частот.При этом происходит двукратное преобразование напряжения из переменного тока в 220 В, на постоянную и высокую частоту. В состав инвертора входят импульсные батареи, состоящие из модулей. Цифровые процессоры с программирующими микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при замыкании;
- создать дополнительный импульс тока;
- для обеспечения разрушения преград из жидкого металла при сварке короткой дугой.
Рабочий процесс на сварочном аппарате
Многие вещи можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать автомат, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электродов;
- сварочный аппарат;
- перчатки;
- тиски; Молоток
- ;
- щетка;
- маска для лица;
- комбинезон из плотной ткани;
- емкость с водой для тушения возможных пожаров.
Перед сваркой важно убедиться, что напряжение в приборе и в рабочей сети одинаковое. Необходимо осмотреть вилку, розетку и кабель и проверить их исправность. Категорически запрещается работать на неисправном оборудовании.
Аппарат для сварки кладут на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выберите электроды. С помощью ручки на приборе зафиксируйте необходимое количество тока.
Перед тем, как соединить металл с инвертором, необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, пропустив электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. При остывании шва частицы шлака удаляются молотком, а поверхность полируется до появления блеска.
Контроль сварочной дуги
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Такие же размеры образовавшегося зазора — стабильная гарантия отлаженного технологического процесса. При уменьшении размера заданного зазора получается арочный шов с участками расплавленной боковой его части.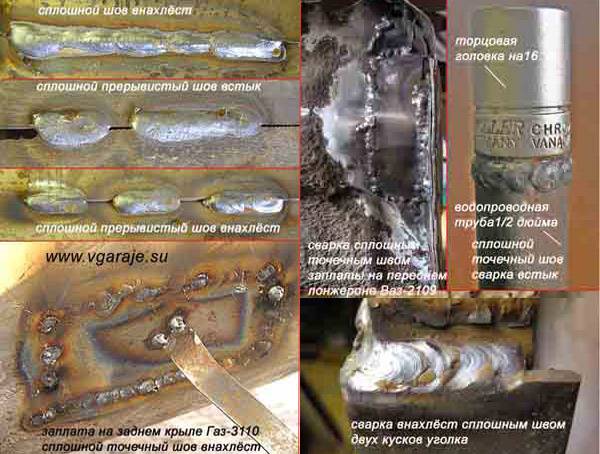 По мере увеличения расстояния процесс сварки становится невозможным: размер самой дуги искажается, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
По мере увеличения расстояния процесс сварки становится невозможным: размер самой дуги искажается, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного шва инвертором
Соединение деталей при сварке должно производиться так, чтобы не изменять скорость электрода, иначе не получится образовать ровный шов. Жидкость сварного шва намного ниже, чем у основной части металла.
Образовавшаяся дуга способна захватить весь основной металл, отодвигая всю ванну на исходное место, образуя сварной шов.Задача сварщика — расположить шов на одной прямой с металлом. Создав руками зигзаги и описав дугу, можно легко проложить ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо не упускать из виду размеры расположения сварного шва. Стоит попробовать и расположить ванну строго по кругу. Благодаря равномерно раскачивающим движениям образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.
Направляя электрод ближе к металлической заготовке, образовать приподнятый шов. Большинство сварщиков добиваются плоского шва и движения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в диапазоне 45-90 ° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. От их значения зависит долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. При работе определите, как использовать зарядку и как ее подключить. Положительный заряд нагревается сильнее. Качественный шов образуется, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод приближают к металлу и образуется красное пятно, пока не появится капля расплавленного металла. Сварной шов образовался после соединения всех капель на листах между собой.
Преимущества сварочных инверторных выпрямителей
Сварка тонких металлов выполняется аппаратами во многих отраслях промышленности из-за их низкой материалоемкости.Сваривать металл легко за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонодуговой сварки, главной ценностью которой является качество сварного шва.
Если производится полуавтоматическая сварка, инвертор способен управлять перемещением металла, уменьшая его разбрызгивание.
Самая современная технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, постоянной сварочной дуги.
Работа со сварочным аппаратом требует правильного обращения со сложным оборудованием, иначе возникнут неисправности.Методика не работает, при неправильных настройках нарушаются правила использования продукта. Если сварка невозможна при включенном устройстве, возможно, неисправен кабель.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается прилипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, образующиеся при окислении стыков, приводят к выходу сварочного аппарата из строя.Чем тоньше и меньше дуга, тем больше вероятность выхода из строя инвертора. В особых случаях в модуле возникает неисправность, которую устраняет сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указать в документах продолжительность включения устройства.
Изучив весь объем предложенных работ, можно приступать к приобретению аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок.Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размеров.
Режимов работы устройства:
- крайний;
- средний;
- долговечный.

Низкое сетевое напряжение в пределах 190 В приводит к низким значениям тока для сварки. Кабели нельзя использовать для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна важная деталь — это учет характеристик электросети.При его низком значении необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Аппарат тепловой защиты зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — это учет особенностей сварки. Устройства с уменьшением холостого хода применяют при работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируется при температуре ниже 0 ° C, и резкие перепады температуры способствуют образованию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие характеристики и во многом превосходит другое сварочное оборудование.

Сейчас Сварка тонкого металла нужна как никогда . Современные автомобили, лодки, лодки и многие другие современные товары не могут обойтись без использования тонкого металла, ведь производить продукцию по советским меркам экономить металл в наше время просто невыгодно.
Как видите, очень востребована сварка тонкого металла, как и мастера, умеющие сваривать такой металл.На самом деле сварка такого металла — очень сложный процесс, потому что при малейшей ошибке металл сгорает и становится непригодным для использования. При сварке тонкого металла применяется ручная дуговая сварка, а не прерывистая и прерывистая сварка, а также сварка на полуавтоматическом сварочном аппарате. Реже используется для сварки тонких металлов газовой сваркой.
Итак, теперь рассмотрим основные требования к сварке тонкого металла: толщину электрода, требуемый ток и тип электродов.Для сварки тонкого металла необходимо использовать электроды диаметром 3-4 миллиметра и силой тока от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Чтобы сварить даже более тонкий металл, нужно использовать электроды от 0,5 мм до 2,5. Следовательно, для таких электродов необходимо использовать ток от 10 до 90 Ампер.
Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Чтобы сварить даже более тонкий металл, нужно использовать электроды от 0,5 мм до 2,5. Следовательно, для таких электродов необходимо использовать ток от 10 до 90 Ампер.
Для сварки на слабом токе необходимо использовать электроды со специальными покрытиями, обеспечивающими легкое возбуждение и устойчивое горение.Также они должны медленно плавиться и давать расплывающийся металл, что придаст шву отличный вид.
Электрод ОМА-2 соответствует этим требованиям. Его покрытие включает 36,5% титанового концентрата, 6% ферромарганцевой руды, 46,8% муки и многое другое — в общем, все, что необходимо для стабильного и постоянного горения дуги — что должно присутствовать при сварке тонкого металла. ОМА-2 идеально подходит для сварки тонких металлов, так как имеет стабильную дугу, которая используется при сварке углеродистой стали.
Электроды MT-2 также хорошо подходят для сварки, которые, как и OMA-2, отлично подходят для сварки тонких металлов и имеют те же качества, что и OMA-2. Однако сварку электродами МТ-2 лучше всего проводить на постоянном токе обратной полярности. Также, если свариваемый металл достигает толщины более 1 миллиметра, то можно смело применять переменный ток.
Однако сварку электродами МТ-2 лучше всего проводить на постоянном токе обратной полярности. Также, если свариваемый металл достигает толщины более 1 миллиметра, то можно смело применять переменный ток.
Вы также должны помнить, что вы обеспечите отличные результаты сварки, если будете выполнять сварку сверху вниз, поскольку это уменьшает глубину проплавления свариваемых деталей. Также в некоторых случаях применяется газовая сварка, но она «калечит» будущее изделие, деформируя его.Многие специалисты не рекомендуют газовую сварку. Слушаться или нет — решать вам.
Лучше всего действовать по совету специалистов и купить электроды ОМА-2 или МТ-2 и готовить со спокойной душой. Кстати, чтобы купить эти электроды, не нужно далеко ходить: их можно заказать через пункт меню «Контакты», выбрав свой
. являются одними из самых доступных. Их чаще всего используют в хозяйственных целях для выполнения небольшого объема работ. Но часто при недостаточном опыте мастера сталкиваются с множеством проблем, начиная от прожига заготовки и заканчивая недостаточно прочным стежком.
Самым сложным является сварка тонкого металла — наши советы новичкам помогут избежать самых распространенных ошибок.
Основные правила
В первую очередь нужно внимательно изучить возможности той или иной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого, можно определить режим работы аппарата для сварки металла определенной толщины.
Помимо вышеперечисленных параметров необходимо учитывать следующие факторы:
- Технические характеристики сварочного металла. От этого будет зависеть.
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указаны на упаковке.
- Подготовьте место для работы. Лучше всего выполнять их на открытом воздухе, так как в процессе сварки будет выделяться газ.

Особое внимание следует уделить марке электродов. Если необходимо варить малоуглеродистые стали или металлы со средним содержанием этого компонента, выбирайте угольные электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных марок сталей.
После подготовки рабочего места и металла можно ознакомиться с процессом сварки. Для создания комфортной обстановки рекомендуется использовать специальный. С его помощью можно контролировать качество шва, не останавливая процесс.
Металл должен располагаться на удобном расстоянии от рабочего. При необходимости листы (деталь) фиксируются струбцинами. Для более качественного сварного шва рекомендуется следовать рекомендациям профессионалов.
Полярность
Электроды должны быть подключены к положительной клемме. Таким образом, на металлической поверхности не будет чрезмерной тепловой нагрузки. Используя такое соединение, можно получить качественный широкий шов с неглубокой проплавкой.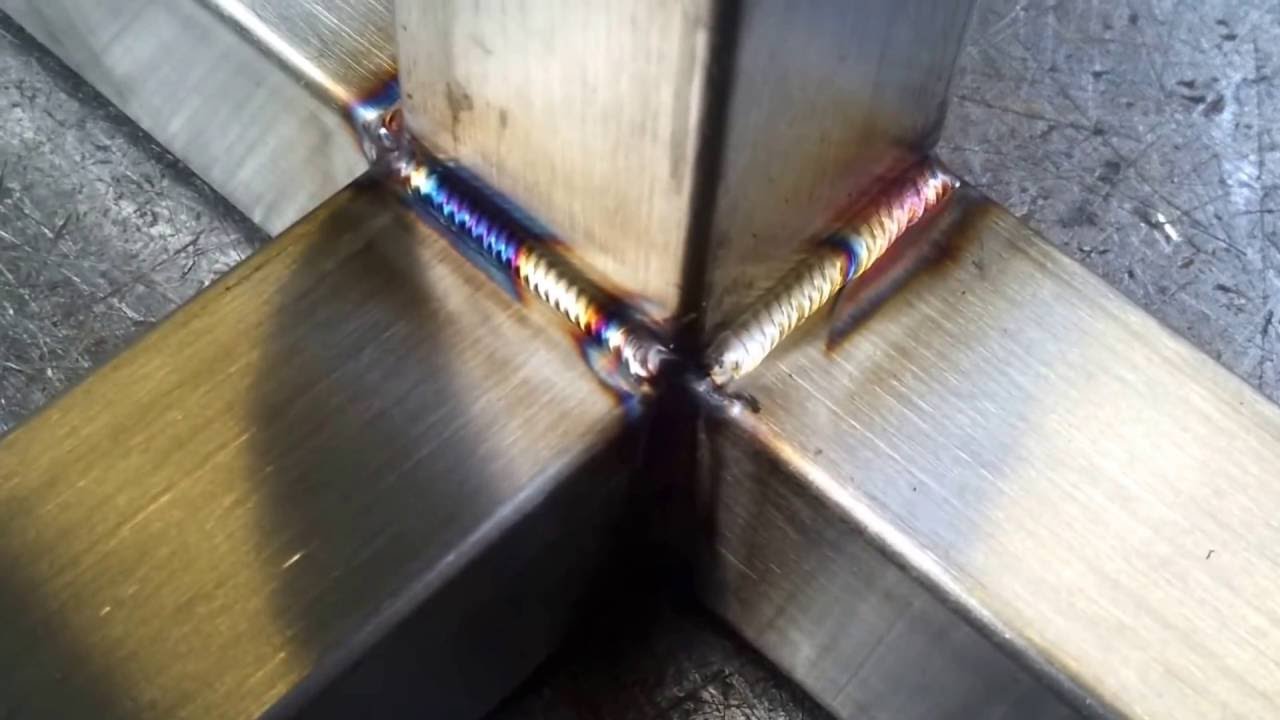
Позиция
При выполнении работ место сварки должно быть в поле зрения. Независимо от направления угол наклона электрода составляет 30-35 ° относительно шва. Так вы сможете контролировать состояние металла и газовой бани. Следует опасаться вытекания расплавленной массы из поля сварки.
Сначала электрод подводится к материалу, но не касается его. По мере образования растопленной капли можно начинать движение фиксирующей ручки по шву.Рекомендуется сначала «набить руку» на ненужные куски металла аналогичной толщины, а затем приступить непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение выполняется внахлест.
Радиатор
Одна из самых частых ошибок неопытного сварщика — перегрев стали. Особенно это актуально для тонкостенных деталей и листов. Поэтому необходимо организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди.Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла без образования зазоров.
Это лишь малая часть профессиональных «хитростей». Чтобы создать действительно надежный и качественный сварной шов в тонкостенном металле, необходимы два компонента — хороший инвертор и опыт. Последнее приходит со временем, и чем больше будет сделано работы, тем быстрее вы научитесь делать хороший сварной шов.
- Особенности инверторная сварка тонких металлов
- Методы сварки тонких металлов полуавтоматические
- Сварка тонких металлов внахлест
- Футерованный сварной шов
Сейчас, наверное, у кого-то есть дача или дом на даче.Потому что инвертор в домашнем хозяйстве незаменим. Часто возникает необходимость приготовить тонкий металл. Но не все умело готовят тонкий металл на полуавтомате, так как процесс имеет свои особенности. О них и поговорим дальше.
Особенности инверторной сварки тонких металлов
Инвертор для сварки сейчас пользуется все большим спросом и имеет своих вентиляторов, потому что удостоен некоторых из преимуществ. Приобретенный в срок полуавтомат придет на помощь в любой ситуации: с его помощью можно отремонтировать забор, ворота или изготовить различные металлоконструкции.Инвертор продается в любом магазине, где они представлены. сварщики. Домашний умелец, не имеющий опыта работы с подобным оборудованием, должен знать, как правильно им пользоваться или как варить металл с помощью инвертора или полуавтомата, который отличается от других тем, что содержит электрический блок. Благодаря ему вес значительно ниже, а рабочий процесс намного эффективнее.
Приобретенный в срок полуавтомат придет на помощь в любой ситуации: с его помощью можно отремонтировать забор, ворота или изготовить различные металлоконструкции.Инвертор продается в любом магазине, где они представлены. сварщики. Домашний умелец, не имеющий опыта работы с подобным оборудованием, должен знать, как правильно им пользоваться или как варить металл с помощью инвертора или полуавтомата, который отличается от других тем, что содержит электрический блок. Благодаря ему вес значительно ниже, а рабочий процесс намного эффективнее.
Полуавтомат имеет еще одну отличительную особенность в том, что он отлично может проявлять себя при низком напряжении.Что очень ценное качество для тех, кто работает над устройством в частном доме на даче. Самое главное, когда нужно что-то приготовить, не забывайте о требованиях личной безопасности.
Обязательно наденьте плотный костюм и перчатки из плотного материала, защищающего от ожогов от капель металла. Обязательным условием является использование маски для сварщиков или защитного экрана, ведь есть риск повреждения глаз ультрафиолетовым излучением. В большинстве случаев бытовые агрегаты для сварки металла очень слабые, поэтому рекомендуется подбирать электроды до 2-х.5 мм. Можно и более тонкие электроды. Но если брать их толще, вряд ли они хоть как-то подействуют.
В большинстве случаев бытовые агрегаты для сварки металла очень слабые, поэтому рекомендуется подбирать электроды до 2-х.5 мм. Можно и более тонкие электроды. Но если брать их толще, вряд ли они хоть как-то подействуют.
Конечно, с инвертором готовить намного проще, чем с обычным агрегатом. Даже такая операция, как установка тока, может быть выполнена одним движением ручки, которая включает ток. Диапазон его мощности — 20-100 А. Мощность тока подбирается, ориентируясь на особенности предстоящей работы и параметры электродов.
Понятно, что чем тоньше сварочный электрод и лист металла, который планируется сваривать, значение тока должно быть меньше и, наоборот, чем толще сварочный электрод и металл, тем больше значение тока.
Вернуться к содержанию
Методы сварки тонкого металла полуавтоматы
Как подключить инвертор тонкий металл? Для этого используются различные методы: встык и внахлест, с помощью несъемной прокладки и без нее.
Вернуться к содержанию
Сварной металлический шов внахлест внахлест
Прежде всего, листы укладываются друг на друга. Затем плотно соедините края верхнего и нижнего листа между собой, приложив нагрузки.Зазоров между металлом быть не должно. Затем установите такой параметр, как значение сварочного тока. Стальной лист толщиной 1 мм соответствует размерам в диапазоне от 30 до 50 А. Если толщина листов имеет отклонения от указанной здесь, то ток либо уменьшается, либо увеличивается.
Затем плотно соедините края верхнего и нижнего листа между собой, приложив нагрузки.Зазоров между металлом быть не должно. Затем установите такой параметр, как значение сварочного тока. Стальной лист толщиной 1 мм соответствует размерам в диапазоне от 30 до 50 А. Если толщина листов имеет отклонения от указанной здесь, то ток либо уменьшается, либо увеличивается.
Следующий пункт — приклеивание металлических листов друг к другу. Выполняется короткими шовными перемычками по всей площади сустава. Сваривайте прерывисто, беря электрод и, не задумываясь, прикладывая (то, что называется «гасим дугу»), при этом материал не должен успевать остывать.После этого происходит полная стыковая сварка листов прерывистым способом. Электрод иногда помещают в холодную зону стыка, что позволяет материалу не сильно коробиться.
Вернуться к содержанию
Шов сварной футерованный
Важно учитывать тот факт, что при более коротком непрерывном шве металл меньше коробится. Затем стараются сделать так, чтобы зазор между концами стали был минимальным. Лучше, конечно, если его не будет.Для сварки требуется тонкая металлическая накладка, прокладываемая под стык. Без него выполнить стыковку тонкой стали практически невозможно.
Лучше, конечно, если его не будет.Для сварки требуется тонкая металлическая накладка, прокладываемая под стык. Без него выполнить стыковку тонкой стали практически невозможно.
Технология аналогична методу перекрытия: установить значение тока с помощью зажимов и выполнить подключение прерывистым шагом. Может быть использован такой вариант, как привлечение стальной неотдвижной футеровки. В этом случае в межсекционный стык кладется стальная полоса толщиной, равной этому параметру у листа.
Важно убедиться, что эта полоса прилегает к листу как можно плотнее. Тогда к заготовкам будет привариваться вагонка, даже если между ними останется небольшой зазор. Бывают ситуации, когда укладывать невыдвижную полосу невозможно. Затем под стык кладется толстая медная полоса, чтобы листы не подгорели из-за отвода тепла. Такая полоса после процесса сварки вытаскивается. Если требуется сварка двух горизонтально расположенных труб, то работа начинается снизу.Причем сварка будет идти снизу вверх. Подъемы выполняйте плавно и постепенно, медленно. В противном случае нить будет хрупкой или трубка пригорит.
Подъемы выполняйте плавно и постепенно, медленно. В противном случае нить будет хрупкой или трубка пригорит.
В процессе работы следует обращать внимание на качество сварного шва и плавления металла. Следовательно, когда металл горит, сварочный ток превышен. Потом его просто сокращают. В случае плохого проплавления стыка существует вероятность того, что напряжение низкое и его необходимо добавить. Инверторные аппараты для сварки деталей позволяют плавно изменять величину тока при работе с ними.
Именно по этой причине они отличаются простотой использования и простотой обращения.
При сварке следует соблюдать предельную точность и выполнять все требования, тогда о какой неуверенности в работе на таком аппарате можно говорить. И даже неопытный человек, который ничего подобного не держал в руках, сможет освоить этот процесс. Удачного освоения сварочного процесса!
- Сварка тонкого металла: в чем сложности работы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонким металлом
- Сварка тонкого металла: практические советы профессионалов
Сегодня время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные станки, бытовая техника и многое другое изготавливается из тонкого металла. И не последнее место в этом вопросе занимает экономика. Использовать толстый металл просто невыгодно.
Все современные станки, бытовая техника и многое другое изготавливается из тонкого металла. И не последнее место в этом вопросе занимает экономика. Использовать толстый металл просто невыгодно.
Поэтому для сварки тонкого металла нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой подгорание металла и, как следствие, повреждение детали.
Тонкий металл можно сваривать разными способами:
- дуга электрическая ручная;
- непрерывный;
- прерывистый;
- полуавтомат;
- газ
Сварка тонкого металла: в чем сложности работы
Основная проблема работы с очень тонким металлом — тончайшая кромка, связанная с прожогом металла, с появлением налипания электрода.
Иногда не прилипает, но появляется еще один дефект, так называемое непробитие.
При неправильной настройке сварочного тока, например, завышении его значения или задержке электрода на одном месте, металл прожигается.
При малых значениях тока образуется непровар, детали не свариваются, отваливаются, возможно заедание.
Если сила тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом приводит к обрыву дуги.
Вернуться к содержанию
Режимы сварки и электроды
Чтобы сварить тонкий металл, нужны электроды небольшого диаметра. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер. Эти размеры применимы для, толщина которых составляет 3 мм. Чтобы металл стал намного тоньше, используйте электроды в диапазоне 0,5-2,5 мм. Величина силы тока находится в пределах 10-90 ампер.
Для проведения сварочных работ при подаче небольшого тока необходимо использовать электроды со специальным покрытием.С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, у них получается расплывающийся металл, из-за чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют «ОМА-2».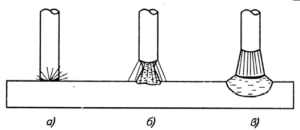 Включает:
Включает:
- титановый концентрат;
- руда ферромарганцевая;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность дуги. Это просто необходимо, когда разваривается тонкий материал.
Электрод типа «ОМА-2» считается лучшим для работы с тонким материалом. Он может создавать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сварить тонкий металл обычной ручной дуговой сваркой довольно сложно. Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используйте определенную технологию:
- отобрано
- электродов малого диаметра;
- установлен наименьший сварочный ток;
- , чтобы сварочная дуга имела устойчивое горение, используются токи высокой частоты.Для этого подключается осциллятор.
Предварительно подобранное соединение, полностью исключившее прогорание.
Если толщина металлического листа меньше 2 мм, лучше всего использовать электрод диаметром менее 1,6 мм. У него должно быть соответствующее покрытие. Величина сварочного тока регулируется так, чтобы его хватило на расплавление электрода. Обычно он колеблется в пределах 50-70 ампер. Применяя осциллятор, получаем нормальную дугу. Устройство помогает быстро получить дугу, исключает возникновение горения.
Вернуться к содержанию
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварка стала доступна практически каждому. Раньше использовались устройства, с которыми было очень сложно работать, они имели большой вес и сложную настройку. Инверторная сварка очень проста, не вызывает затруднений и доступна новичку. Вам просто нужно знать несколько основных правил.
При выполнении инверторной сварки ищется баланс, при котором не должно происходить горения и не должно происходить прилипания электрода.Другими словами, эффективность сварки напрямую зависит от:
- зазор между металлической поверхностью и электродом;
- сила тока;
- электродных скоростей;
- плавность хода.
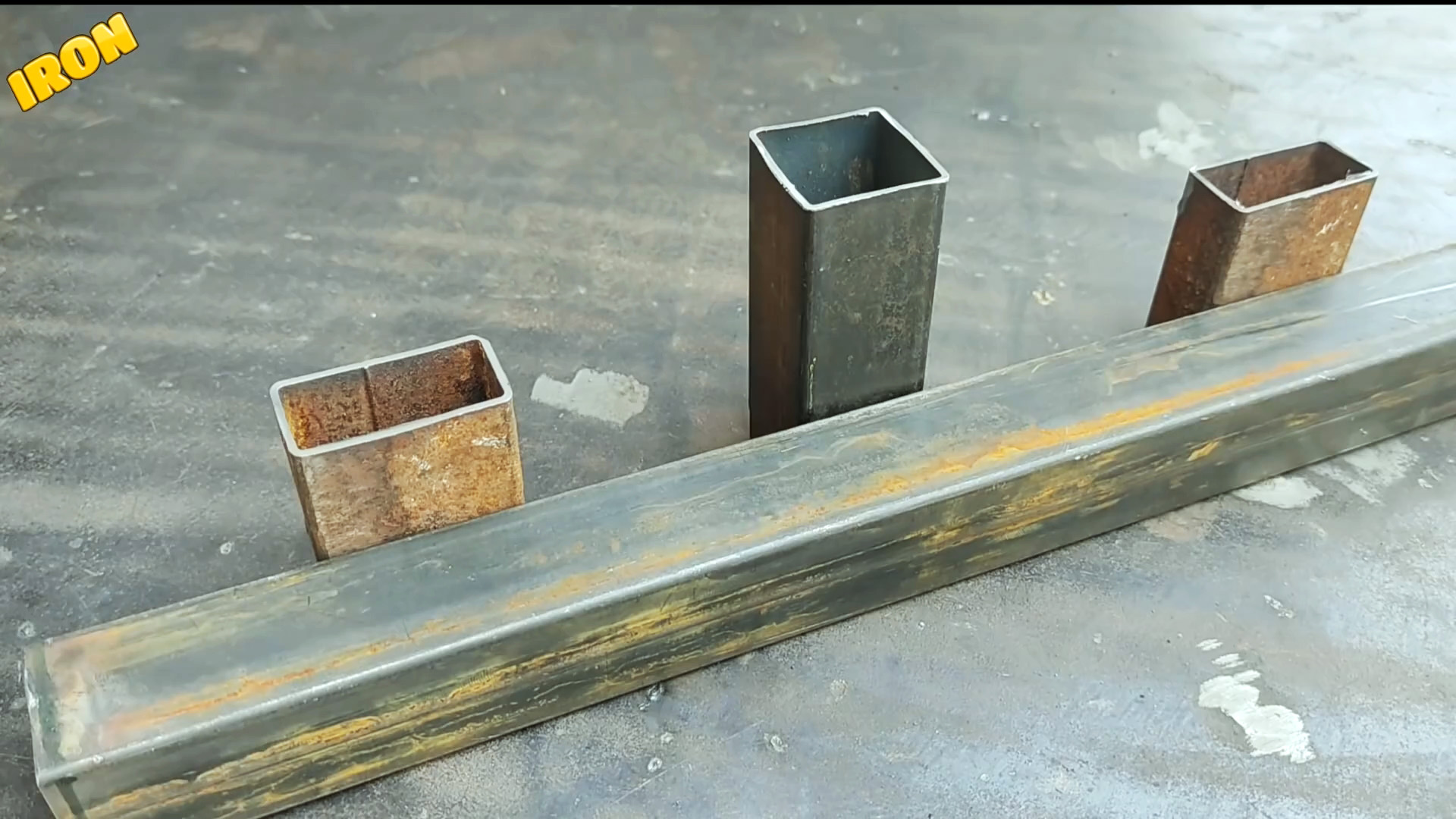
Все эти факторы являются наиболее сложными для тех, кто впервые начал заниматься сварочным бизнесом. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, приобретенные в процессе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро установить на инверторе необходимую силу тока, чтобы исключить выгорание металла и получить надежное соединение.
Приготовить тонкий металл инвертором — дело далеко не простое. Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонная дуга. Он позволяет свести к минимуму появление пригорания, шов гладкий и имеет красивый внешний вид.
Однако не всегда возможна импульсная сварка, готовить нужно инвертором.Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Как сварить листовой металл с помощью аппарата для ручной сварки
Настоящий трюк при сварке листового металла — это использование подачи проволоки. Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал тонким все, что меньше 3/16 дюйма.Итак, с этого момента мы говорим о материале размером менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ. Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать штанги 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, продолжайте, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто приварите это. Скорее всего, если материал такой плохой, сварной шов в любом случае выйдет за пределы остального материала. Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время. Это позволяет вам двигаться намного быстрее, чем это будет делать 7018.
Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал тонким все, что меньше 3/16 дюйма.Итак, с этого момента мы говорим о материале размером менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ. Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать штанги 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, продолжайте, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто приварите это. Скорее всего, если материал такой плохой, сварной шов в любом случае выйдет за пределы остального материала. Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время. Это позволяет вам двигаться намного быстрее, чем это будет делать 7018.
Что касается самой сварки, мне нравится использовать взбивающее движение, при котором сварочный стержень следует в том же направлении, что и я при сварке. В основном просто движение вперед-назад. Причина этого в том, чтобы не перегреваться в одном месте. Если вы будете тянуть стержень медленно, у вас будет довольно хороший шанс прожечь.Если вы выполняете сварку вертикально, не бойтесь спускать 6011 под гору. Если материал действительно тонкий, я также буду использовать взбивающее движение на спуске. Я знаю, что это противоречит некоторым принципам закапывания шлака, но когда материал тонкий, это не имеет большого значения. Почти все, что сделано из тонкого материала, подвергается сварке. Скажем, например, вы ремонтируете резервуар воздушного компрессора, в котором есть ржавая дыра. Вы сварите заплату на 100%, потому что она должна быть герметичной, а не для прочности.Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Вы сварите заплату на 100%, потому что она должна быть герметичной, а не для прочности.Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Я полагаю, что мораль этой истории в том, что с помощью сварочного аппарата в крайнем случае можно сделать что угодно. Чтобы это произошло, нужно лишь немного практики. Просто возьмите кусок листового металла, чтобы правильно настроить тепло, и отправляйтесь в город. Хорошая термоустановка для стержней 1/8 ″ 6011 на тонком материале составляет около 80-90 ампер. Для 3/32 ″ 7018 это примерно то же самое. Все разные, но эти настройки помогут вам сваривать листовой металл.
Reboot Mig Welder Aluminium 5 in 1 200AMP MIG200DP Flux Core Welder 2T / 4T Pulse DSP Control 220V IGBT Inverter Control 220V Gasless IGBT Inverter Control Gasless MIG / Stick / Al Wel Welding Machine —
4,0 из 5 звезд Сработало отлично! Рекомендуется для домашнего любителя.
Автор Ferny 13 октября, 2020
Я хотел посмотреть, можно ли в него использовать катушечный пистолет, поэтому я купил пистолет с вилкой европейского стандарта, И ОНА РАБОТАЕТ! Я МОГУ ТЕПЕРЬ ИСПОЛЬЗОВАТЬ 4043 СПУЛЯ! (Алюминиевая сварочная катушка для тех, кому интересно)
Я оставил инструкцию, как я это делал, для тех, кто в ней нуждается. Потребуется небольшая доработка. Для меня это того стоило.
Я использовал переключатель DPDT и штекер gx16-2, и он выглядит почти заводским, ха-ха.
Плохие результаты публикации, когда я получу подходящие наконечники и газ для сварки алюминия
Обновление: Итак… Я знаю, что есть и другие люди, которые гораздо более квалифицированы, чем я, в сварке алюминия методом MIG. Я старался изо всех сил, я обычно специализируюсь на TIG, это первый раз, когда я использую MIG для алюминия.
После этого настройки, которые я использую, будут опубликованы ниже. Все изображения мира, которые вы видите, были сделаны на алюминии 6061 без предварительного нагрева. В качестве наполнителя при использовании использовалась проволока 0,035 ER 5356. Я попробую это сделать с 4043 в следующий раз, чтобы посмотреть, что из этого получится.
Итак, для этого я использовал катушечный пистолет, я не пробовал использовать оригинальный пистолет, но, учитывая, что это более прочный провод, я почти уверен, что вы могли бы протолкнуть его только через оригинальный пистолет MIG.
Использовались настройки без газа 0.8. Это позволяет снизить напряжение, не волнуйтесь, газовый соленоид по-прежнему открывается при сварке. Что касается напряжения, которое вы должны провернуть в пределах от -16 до -12 вольт, то, как я обнаружил, работает. Вам обязательно нужно использовать установку DCEP, иначе вы не снимете оксидное покрытие и не будете ничего сваривать. Он будет свариваться только в шарообразной форме, если алюминий достаточно холодный, вы можете получить сварку коротким замыканием, но я действительно не рекомендую это, опять же, я не уверен, используется ли короткое замыкание для алюминия или нет.Что касается газа, это должен быть 100% аргон, так как я работаю с TIG, я привык использовать где-то между 15 и 20 CFH, но в этом случае, поскольку в пистолете нет газовой линзы, мне пришлось провернуть ее. до 40, иногда даже выше. Я уверен, что для этого есть решение, но сейчас у меня нет времени. Что касается подачи проволоки, она действительно варьируется в зависимости от температуры алюминия, которую я могу начать с примерно 195 и должен постепенно уменьшаться до примерно 140 или даже ниже, когда алюминий нагревается.
Что касается напряжения, которое вы должны провернуть в пределах от -16 до -12 вольт, то, как я обнаружил, работает. Вам обязательно нужно использовать установку DCEP, иначе вы не снимете оксидное покрытие и не будете ничего сваривать. Он будет свариваться только в шарообразной форме, если алюминий достаточно холодный, вы можете получить сварку коротким замыканием, но я действительно не рекомендую это, опять же, я не уверен, используется ли короткое замыкание для алюминия или нет.Что касается газа, это должен быть 100% аргон, так как я работаю с TIG, я привык использовать где-то между 15 и 20 CFH, но в этом случае, поскольку в пистолете нет газовой линзы, мне пришлось провернуть ее. до 40, иногда даже выше. Я уверен, что для этого есть решение, но сейчас у меня нет времени. Что касается подачи проволоки, она действительно варьируется в зависимости от температуры алюминия, которую я могу начать с примерно 195 и должен постепенно уменьшаться до примерно 140 или даже ниже, когда алюминий нагревается.
Я не уверен, что когда-либо буду доверять этим сварным швам, поскольку они кажутся слишком «холодными». Я бы все же предпочел использовать свой аппарат TIG, хотя он по сравнению с ним медленнее. При этом я проверил тавровое соединение на изгиб, выполнил угловые швы с обеих сторон. На фото включены сварные швы не порвались.
ОБНОВЛЕНИЕ 2: РАБОТАЕТ! проверьте последнее изображение.
Меня все время беспокоило, поэтому я решил купить проволоку 0,030, а позже подумал о том, что алюминий довольно сильно расширяется при нагревании, я считаю, что это вызвало заикание во время сварки. Я считаю, что алюминий был расширяясь и заставляя его застревать на кончике, который был установлен на.035 тоже. На этот раз я оставил наконечник 0,035 и заменил провод на 0,030. Я попробую проволоку 0,035 еще раз позже с наконечником 0,04, но, возможно, это будет слишком сильно давить на машину, если я это сделаю.
Tldr:
Установка DCEP
0,8 без газа опция
150+ подача проволоки
+ 12 В
20+ cfh чистый аргон
0,030 «проволока
0,035″ наконечник
Как сваривать тонкий металл?
Один из наиболее частых вопросов, которые задают люди, — как сваривать тонкий металл? Этот вопрос возникает из-за того, что тонкий металл сложно сваривать, а при неправильном выполнении он может сломаться. Существует множество различных типов сварных швов, которые можно использовать для тонких металлов, но один из лучших способов сварить их вместе — это использовать сварочный аппарат TIG.
Существует множество различных типов сварных швов, которые можно использовать для тонких металлов, но один из лучших способов сварить их вместе — это использовать сварочный аппарат TIG.
Итак, как сваривать тонкий металл? Сварка тонкого металла — это прерывистый процесс. Вам нужно расплавить металл, а затем дать ему остыть, прежде чем вы сможете сделать это снова. Это хорошо, потому что если вы продолжите плавить одно и то же место, оно проделает дыру.
Какой тип сварного шва используется для тонких металлов?Существует два различных метода сварки тонких металлов: TIG и MIG.Оба используются для сварки металлических листов, таких как нержавеющая сталь или алюминий. Однако для тончайших металлических листов TIG — лучший метод. Сварка MIG обычно используется для толстых металлов, таких как конструкционная сталь.
Сварка TIG — это более точный процесс, в котором используется дуга между металлом и вольфрамовым электродом. Сварочная ванна течет из присадочной проволоки, которая плавится при более низкой температуре, чем сталь, что помогает повысить прочность готового изделия.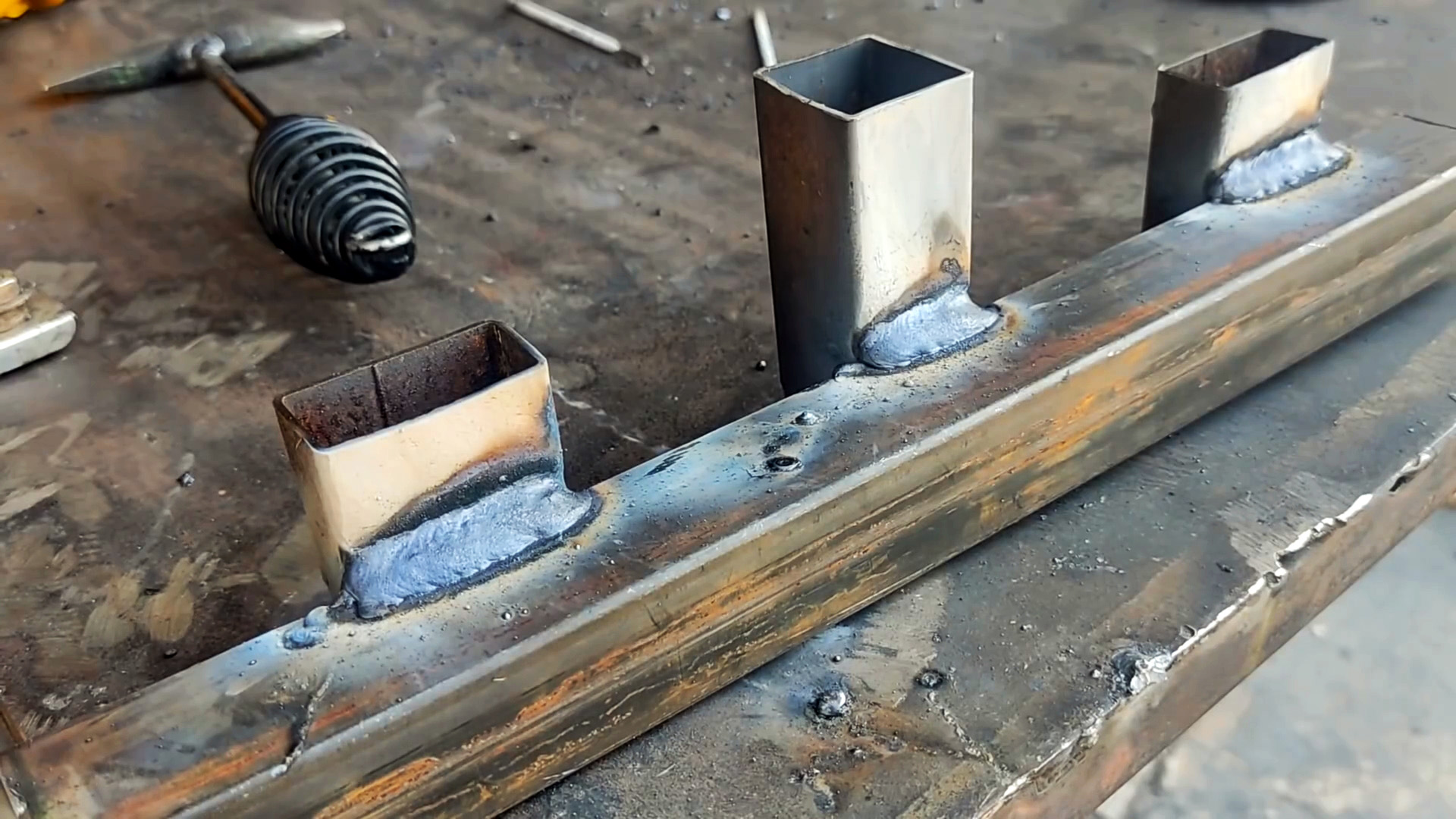
TIG означает «инертный газ вольфрама», потому что для него требуется аргон или гелий в качестве защитных газов, а также прохождение электрического тока через него при нагревании электрической дугой горелки.
Этот метод сварки обычно также приводит к более красивым сварным швам, так как не происходит разбрызгивания (лужи расплавленного металла вокруг заготовки). Его также можно использовать с нержавеющей сталью и другими цветными металлами, такими как алюминий, серебро, никель и медные сплавы, если они достаточно проводящие.
Советы по началу работы со сваркой тонких металлических изделийНесколько основных советов: держите резак под углом 90 градусов, избегайте попадания расплавленного металла на заготовку.Также важно использовать защитный газ при сварке, потому что он помогает защитить от окисления и загрязнений в зоне сварного шва.
Сварка тонких металлов может быть более сложной задачей, чем сварка обычной стали или более толстых кусков металла, но с некоторой практикой любой может приступить к выполнению этого типа проекта.
Следующая статья предоставит вам все необходимые знания и навыки, необходимые для сварки этих типов проектов, которые начинаются с объяснения минимизации прожигания, инструментов, необходимых для такого рода проектов, а также мер безопасности и советов, которые следует учитывать, когда начинающийся.Надеемся, это поможет.
- Минимизация прожога
- Внешний вид сварных швов
- Угол резака
- Защитный газ
Прожог — проблема при сварке. Расплавленный металл в ванне, которую вы кладете на заготовку, падает вниз и оставляет большую дыру. Это случается, когда сварщик нагревает металл слишком сильно. Это означает, что им нужно начинать заново с новой детали.
Вы можете предотвратить прожог, предварительно нагревая заготовку.Это делается в три этапа:
Шаг первый:
Первым шагом является предварительный нагрев заготовки. Это означает нагрев его перед началом сварки или как можно скорее после начала сварки. Цель состоит в том, чтобы нагреть всю заготовку так, чтобы все они были достаточно горячими для плавления металла примерно на 20-30 градусов Цельсия выше их температуры рекристаллизации.
Цель состоит в том, чтобы нагреть всю заготовку так, чтобы все они были достаточно горячими для плавления металла примерно на 20-30 градусов Цельсия выше их температуры рекристаллизации.
Шаг второй:
Второй шаг в предотвращении прожога во время вашего проекта сварки TIG — это держать дугу подальше от областей, где может быть отверстие внизу.Вы делаете это, очень быстро перемещаясь вперед и назад по своему пути, пока не пройдете через эти дыры. Затем двигайтесь медленнее по оставшейся части вашего пути.
Шаг третий:
Последний шаг — убедиться, что вы выполняете сварку в темном оттенке. Это помогает пользователю увидеть, где он уже был, и помогает избежать прогорания, не возвращаясь в одно и то же место снова и снова.
02. Внешний вид сварных швов Внешний вид сварных швов часто является проблемой при использовании присадочных металлов из нержавеющей стали.Небольшое окисление может вызвать появление светлого пятна или обесцвечивания. Чтобы избежать этой проблемы, металл шва следует очистить после того, как он остынет до комнатной температуры, и осмотреть на предмет оставшихся пятен. Если на сварочных присадочных металлах из нержавеющей стали есть видимые пятна, возможно, вам придется использовать другой тип присадочного металла, например, с добавлением бора, чтобы уменьшить их внешний вид или полностью изменить используемый процесс.
Чтобы избежать этой проблемы, металл шва следует очистить после того, как он остынет до комнатной температуры, и осмотреть на предмет оставшихся пятен. Если на сварочных присадочных металлах из нержавеющей стали есть видимые пятна, возможно, вам придется использовать другой тип присадочного металла, например, с добавлением бора, чтобы уменьшить их внешний вид или полностью изменить используемый процесс.
Резак должен находиться в определенном положении, чтобы энергия могла проходить через него.Вам нужно подумать о температуре и плавится ли металл при использовании пламени. Это поможет вам решить, какой угол и скорость использовать.
Кроме того, угол наклона горелки помогает плавить металл. Вам нужно определиться с тем, под каким углом и с какой скоростью он идет, а также с типом металла. Все эти факторы изменят количество энергии, получаемой металлом от горелки.
04. Выбор правильного защитного газа Если газ не передает энергию должным образом, он может создавать слабые стыки. Важно найти правильный газ, который хорошо передает энергию. Если у газа слишком много энергии, то может быть слишком много брызг, и у вас также закончится материал. Если его не хватит, то получится слабый сустав.
Важно найти правильный газ, который хорошо передает энергию. Если у газа слишком много энергии, то может быть слишком много брызг, и у вас также закончится материал. Если его не хватит, то получится слабый сустав.
Существует много типов защитного газа, которые можно использовать при сварке, но наиболее распространены два основных газа: диоксид углерода и аргон. Аргон является более популярным, поскольку он хорошо передает энергию при низких температурах и сводит к минимуму разбрызгивание при работе со сталью.
С другой стороны, диоксид углерода требует более высоких температур для хорошей передачи, что делает этот тип лучше для обработки нержавеющей стали или алюминия вместо мягкой стали. Он также производит меньше дыма, чем другие газы, такие как кислород или азот, что делает этот вариант намного более безопасным, особенно если надлежащая вентиляция недоступна там, где вы выполняете свои производственные работы.
Еще одно преимущество использования CO² заключается в том, что его более дешевые альтернативные материалы дешевле, чем аргон, поэтому вы можете продлить срок службы вашего газового баллона, что также экономит деньги в долгосрочной перспективе.
Наконец, важно выбрать защитный газ, который хорошо передает энергию, но не создает слишком большого количества брызг для эффективной сварки и защиты целостности стыков, выбирая правильный тип газа в нужное время.
Как сварить тонкий металл: пошаговая процедураСварка тонкого металла — сложная задача.
Проблема в том, что сварка тонкого металла требует понимания свойств свариваемых металлов, а также того, как их регулировать для различных толщин и типов материалов.
Эта статья научит вас всему, что вам нужно знать о сварке тонкого металла, от того, что нужно для начала работы с этим набором навыков, до нескольких советов о том, как сделать ваши сварные швы профессиональными.
Следующие шаги показывают порядок операций при обучении сварке тонкого металла.
Для сварки этих типов соединений можно использовать сварку вольфрамовым электродом в среде инертного газа (TIG) или сварку металла в среде инертного газа (MIG).
Как сварить тонкий металл сварочным аппаратом TIG? Иногда возникает необходимость в сварке тонкого металла.
Для сварки тонкого металла требуется аппарат для сварки TIG, который отличается от аппарата для дуговой сварки. В статье рассказывается о том, что вам нужно сделать, чтобы успешно сваривать более тонкие металлы с помощью сварочного аппарата TIG.
Это руководство может оказаться полезным, если вы ищете дополнительную информацию о том, как сваривать тонкий металл с помощью сварочного аппарата TIG.
Приступим.
Шаг 01: Выбор подходящего электродаПри сварке следует использовать электрод меньшего размера. Лучше всего церированный вольфрам, но тоже можно использовать торированный вольфрам.Если вы хотите использовать электроды меньшего размера, лучше всего использовать их при более низком уровне нагрева. Это поможет вам убедиться, что ваша дуга не выйдет из-под контроля, и упростит вам фокусировку дуги на небольшом участке. При сварке стали убедитесь, что ваш электрод направлен и заземлен параллельно длине стали.
Шаг 02: Выберите идеальный присадочный металл При сварке необходимо использовать присадочный металл. Вы можете использовать ER70S-2 или другой более мягкий металл. Вы должны убедиться, что металл, который вы используете, тоньше, чем то, что вы свариваете, иначе его будет трудно расплавить.
Вы можете использовать ER70S-2 или другой более мягкий металл. Вы должны убедиться, что металл, который вы используете, тоньше, чем то, что вы свариваете, иначе его будет трудно расплавить.
Иногда люди используют силиконовую бронзу для сварки листового металла. Сварка — это плавление двух металлических частей вместе, так что они слипаются. Но если один кусок металла толще другого, он может сильно нагреться, прежде чем другой кусок остынет и расплавится вместе с ним. Таким образом, более тонкий должен быть сверху, потому что он будет быстрее остывать.
Step-03: Используйте инверторный источник питания Для получения наилучших результатов на тонком алюминии используйте инверторный источник питания и скрученный вольфрам.По сравнению с чистым вольфрамом, используемым в обычных сварочных аппаратах TIG, заостренный электрод обеспечивает лучший контроль дуги и позволяет направлять ее на стык для меньшего искажения. В качестве сплава можно использовать 3003 или 5052. Для 3003, 4043 — хороший присадочный металл; для 5052 подойдет 4943; если вы хотите сделать именно 5052, а не 3003, то 5356 тоже подойдет.
Для 3003, 4043 — хороший присадочный металл; для 5052 подойдет 4943; если вы хотите сделать именно 5052, а не 3003, то 5356 тоже подойдет.
Используйте гелий в качестве защитного газа для тонких металлов. Вы также можете использовать аргон, смешанный с кислородом или азотом, но вы можете использовать гелий при сварке с алюминием.Аргон отлично работает со сталью.
Шаг 05: Проверка текущих настроек Когда вы будете готовы к сварке, вы должны проверить настройки на вашем аппарате. Сила тока на сварочном аппарате устанавливается с помощью педали. Это сделано для того, чтобы вы могли лучше контролировать дугу и то, как она попадает в металл. Вы можете отрегулировать скорость движения, чтобы не сваривать слишком быстро. Это облегчает нагрев и плавление свариваемой детали, а также поддерживает сплав присадочного металла в правильном состоянии и плавление стали без сжигания или загрязнения ее кислородом или другими элементами, которые могут ухудшить соединение, если они смешиваются в горячем состоянии.
Вам нужно выяснить, где разместить два металлических куска при их сварке. Держите их близко друг к другу, если при плавлении они станут толще. Затем вам нужно наклонить их так, чтобы плоские поверхности обеих частей были обращены друг к другу, а канавки в металле были обращены вниз.
Шаг 07: начните сварку TIG с использованием надлежащей техники Когда вы будете готовы начать сварку, открывайте клапан подачи газа до тех пор, пока не увидите выходящее синее пламя.Отрегулируйте это для достижения наилучших результатов, затем поместите фонарик в нужное место на металле и удерживайте его в устойчивом положении, не раскачиваясь и не сильно перемещая его, в течение 10 секунд, пока не увидите, как зажигается дуга. Вы также должны следить за тем, что происходит со сварочной ванной. Он будет расположен между двумя металлическими частями, однако его форма подскажет вам, слишком много или недостаточно тепла при сварке.
Есть несколько способов сварки. Каждый из них зависит от толщины вашего металла, типа используемого металла и т. Д.То, как это подойдет вам, будет зависеть также от вашего опыта в сварке тонких металлов. Здесь я описываю общие и часто используемые типы сварки тонкого металла:
- Пропускная сварка:
- Опорные стержни:
- Конструкция посадки и соединения:
Пропускная сварка:
Важно иметь нагрейте везде, чтобы металл не коробился. Для этого вам нужно убедиться, что вы используете равномерное количество тепла, используя технику пропуска сварки.Таким образом, металл останется ровным и будет хорошо ложиться друг на друга.
Опорные стержни:
Чтобы быстро охладить свариваемый металл, приложите его к холодному стержню. Вы можете сделать это, используя металлический стержень и зажимая его с другой стороны сварного шва, где вы хотите его охладить.
Здесь металл горячий, и его нужно быстро охладить. Используются алюминиевые или медные стержни, поскольку они проводят тепло лучше, чем другие материалы, такие как сталь.
Используются алюминиевые или медные стержни, поскольку они проводят тепло лучше, чем другие материалы, такие как сталь.
Для сварки тонких металлов требуются определенные методы, которые отличаются от сварки толстых металлов.Прежде чем продолжить, убедитесь, что вы понимаете, как их сваривать. Существует несколько типов тонких металлов, таких как алюминий, нержавеющая сталь и т. Д., Которые могут оказаться трудными для неопытных людей, но с помощью некоторых советов и приемов можно легко сварить тонкие металлы.
Конструкция посадки и соединения:
Сварка тонкого металла затруднена, поскольку детали должны располагаться очень близко друг к другу. Если они не соприкасаются друг с другом, будет дыра, и она не станет достаточно горячей.Вам нужно правило «отмерь дважды, отрежь один раз» или вы можете использовать электрозаклепку в местах, где не имеет значения, нет ли полного сварного шва.
Шаг-08: Поддерживайте постоянную скорость при сварке Во время сварки сохраняйте постоянную скорость и движение. Если вы будете двигаться слишком быстро, металл будет гореть, а не плавиться. Иногда это также может быть плохо для вашего здоровья, потому что, если вы будете двигаться слишком медленно, вашему дуговому бассейну будет сложно оставаться достаточно горячим, а ваш фонарик может не прослужить очень долго.Вам нужно попытаться поддерживать равномерный уровень нагрева ваших металлов, когда вы их свариваете TIG. Это всегда важно, но особенно важно при работе с тонкими металлами.
Если вы будете двигаться слишком быстро, металл будет гореть, а не плавиться. Иногда это также может быть плохо для вашего здоровья, потому что, если вы будете двигаться слишком медленно, вашему дуговому бассейну будет сложно оставаться достаточно горячим, а ваш фонарик может не прослужить очень долго.Вам нужно попытаться поддерживать равномерный уровень нагрева ваших металлов, когда вы их свариваете TIG. Это всегда важно, но особенно важно при работе с тонкими металлами.
Лучше всего, что это руководство помогло вам проинформировать вас о том, какие шаги нужно предпринять, чтобы научиться сваривать тонкий металл с помощью Т-образного сварочного аппарата. Итак, теперь вы можете начать тренироваться и, надеюсь, стать профессионалом.
Советы по сварке TIG тонкого металла- Используйте сварочный аппарат TIG с ножной педалью или управлением горелкой
При сварке тонкого металла важно контролировать горелку.Он не должен гореть по бокам сварного шва.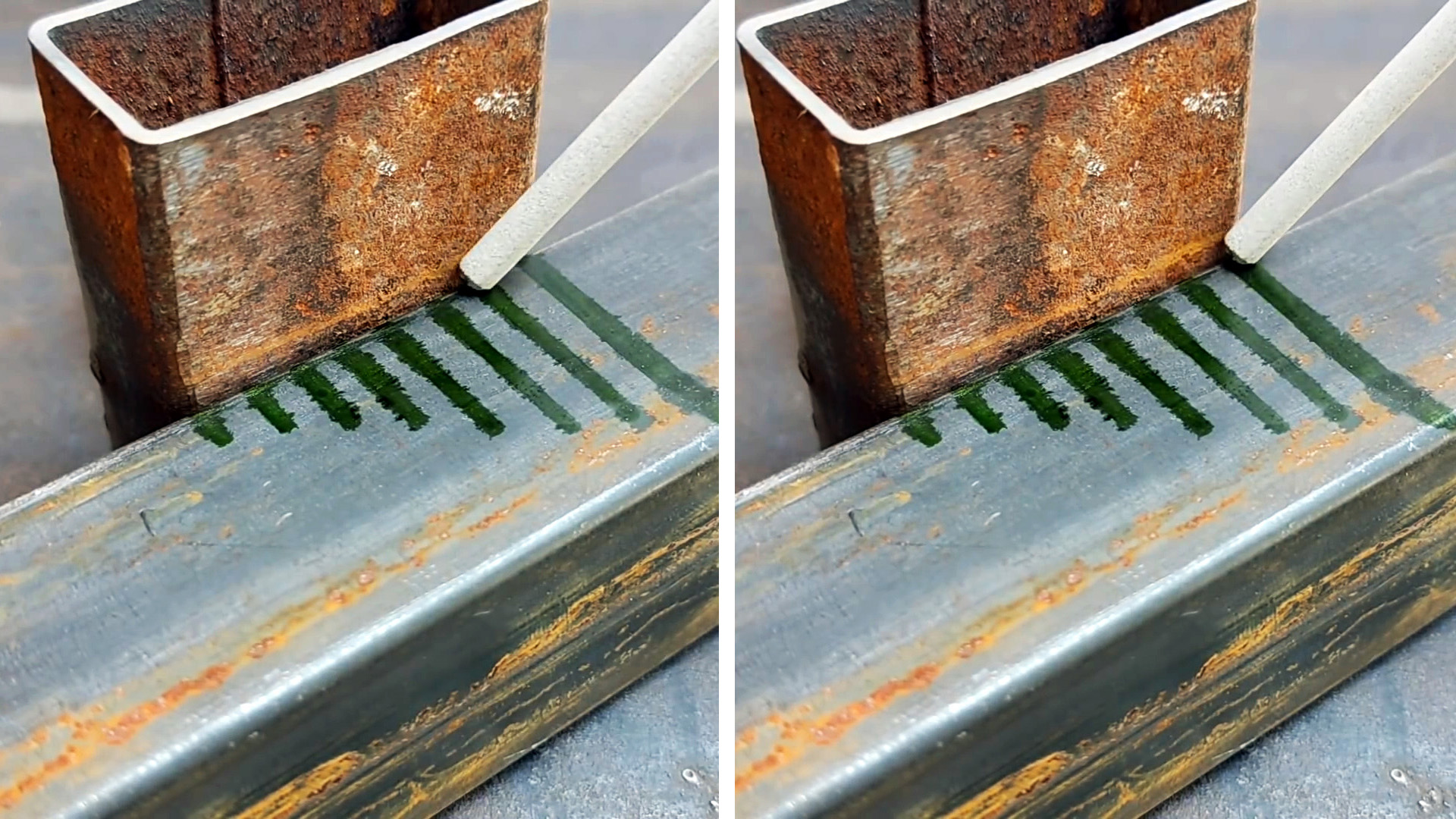 Вы можете использовать ножную педаль, которая вам в этом поможет. При сварке тонкого металла важно, чтобы ваша рука не дрожала, и ножная педаль вам в этом тоже поможет.
Вы можете использовать ножную педаль, которая вам в этом поможет. При сварке тонкого металла важно, чтобы ваша рука не дрожала, и ножная педаль вам в этом тоже поможет.
Некоторые люди могут сваривать тонкий металл по-разному, но спуск под уклон — самый простой способ. Вы можете двигаться с постоянной скоростью, и вам не потребуется для этого много усилий. Это может быть лучше для тех, у кого меньше опыта в сварке. Убедитесь, что во время сварки дуга остается плотной, а лужа движется плавно.Если вы ведете сварку на подъеме, используйте меньшую силу тока, чем на подъеме.
- Узнайте, как выполнить прихватку без плавления металла
Сварочный аппарат TIG проще, чем другие типы сварочных аппаратов. Вы можете сделать это очень быстро. Но если у вас неправильные настройки, ваш металл расплавится, и вы не сможете это исправить. Если вы используете что-то еще, например настройку прихватки, потренируйтесь на своей машине. Возьмите металлолом и попробуйте его, чтобы увидеть, что происходит, когда случаются разные вещи, или если вы используете что-то отличное от сварки TIG.
- Остерегайтесь сварки TIG при слишком большом нагреве:
При сварке, если вы используете слишком много тепла, есть вероятность, что ваши сварные швы в будущем заржавеют. Вы можете снизить этот риск, используя меньше тепла при сварке.
Если вы хотите использовать сварочный аппарат TIG, он действительно хорош для тонкого металла. Если вы учитесь им пользоваться, потренируйтесь на чем-то тонком, прежде чем использовать его на большом. Если вы хотите использовать один из этих сварочных аппаратов, существует множество настроек. Вы можете делать с ними разные вещи, чтобы они работали лучше других.
Как сваривать тонкий металл с помощью сварочного аппарата MIG?Возможно, вам интересно, как сваривать тонкий металл. Что ж, эта часть покажет вам основы сварки тонкого металла с помощью сварочного аппарата MIG.
Шаг 01: Подготовка рабочей зоны Перед началом сварки вам необходимо очистить металл. Используйте металлическую щетку или очистите ее шлифовальной машиной, чтобы избавиться от грязи, ржавчины, масла или краски на поверхности. Не допускайте попадания загрязняющих веществ в сварочную ванну, поскольку они могут загрязнить и ослабить сварной шов.
При сварке всегда используйте проволоку наименьшего диаметра. Маленькие проволоки требуют меньше тепла для плавления металла, и они не нагреваются так быстро. Они также позволяют лучше контролировать сварной шов и могут помочь вам, если вы допустили ошибку, поскольку имеют более низкую скорость наплавки.
В качестве наполнителя лучше всего использовать тонкий металл. Вы можете использовать проволоку тоньше основного металла, но не толще. Например, если вы свариваете сталь 18-го калибра, вы можете использовать проволоку то есть.Толщина 023 дюйма или 0,024 дюйма. Если ваш материал толще стали 18-го калибра, вы можете использовать проволоку толщиной 0,030 дюйма. Лучше всего выбрать ER70S-6 по классификации Американского общества сварки, чтобы он хорошо сваривался.
Всегда используйте защитный газ с большим содержанием аргона, например 75% аргона и 25% CO2. Это уменьшит количество брызг и сделает вашу работу более безопасной.
При сварке нержавеющей стали 304 некоторые виды проволоки взаимодействуют друг с другом.Например, ER308, ER308LSI и ER308L можно сваривать вместе. Но для сварки нержавеющей стали 316L вам понадобится проволока другого типа, например, проволока 316L. Для этих типов материалов используйте газ — 90% гелий, 2% CO2 и 8% аргон.
Шаг-04: Регулировка стиля сварки / скорости проволоки / токаДля сварки металла необходимо использовать положительный электрод. Вы не можете использовать порошковую проволоку для тонких материалов, таких как листовой металл.
Итак, да, очевидно, первое, что вам нужно сделать, это отрегулировать скорость провода и ток.
Для сварки тонкого металла требуется более высокая скорость подачи проволоки (по отношению к толщине материала), поскольку медленная сварка создает больше тепла и затрудняет сварку тонкого материала без прожига.
Что касается тока, обычно подойдет что угодно от 60 до 100 ампер.
Тем не менее, вы должны сначала проверить различные настройки на металлоломе, потому что некоторым сварочным аппаратам MIG требуется больше тока, чем другим.
Шаг 05: Определение угла и прихваточного шваУбедитесь, что резак направлен в правильную сторону, чтобы предотвратить выгорание.Горелка должна быть под небольшим углом. При сварке убедитесь, что расстояние между коротким контактным наконечником и металлической деталью не слишком большое. Если слишком далеко, то будет нестабильная дуга.
Еще одна вещь, которую вам нужно сделать (и, вероятно, самая важная), — это определить, как и где вы собираетесь закреплять заготовку. Для сварки тонкого металла требуется прихваточная сварка, чтобы предотвратить деформацию или смещение материала в начале сварки.
После того, как вы правильно зажали и разместили вашу заготовку, определите, где вы собираетесь сделать первую закрепку, и сбавьте скорость прямо перед этой точкой.
Затем быстрым движением руки быстро переместите сварочный аппарат MIG и скрепите металл скрепками. После того, как вы прихватили участок, немедленно сделайте это снова примерно в полдюйма от первого прихваточного шва.
Это необходимо для того, чтобы надежно закрепить материал перед началом сварки.
Шаг 06: Начало сварки тонкого металла импульсной техникой Теперь, когда ваша заготовка надежно закреплена и все прихваты на месте, можно начинать сварку.Как упоминалось ранее, вы должны использовать более высокую скорость подачи проволоки и увеличивать ток по мере необходимости, чтобы предотвратить прожиг тонкого металла. Продолжайте практиковаться и регулируйте настройки, пока не добьетесь нужного результата, а затем просто начинайте сварку. Просто не забудьте прибить каждые полдюйма или около того для тонкого металла. Вы сможете освоиться в течение нескольких часов. Для получения наилучшего результата при сварке тонкого металла необходимо использовать импульсную технику.
Импульсный метод:
В этом подходе нагрейте небольшой кусок металла, который вы хотите соединить, а затем дайте сварному шву остыть.Затем сделайте это еще раз для другой части. Этот способ лучше, чем заполнение шва сразу, потому что в нем будет дыра.
Этот способ сварки отличается высокой проникающей способностью материалов. А поскольку это интенсивная сварка, нужно быть осторожным, если материал хрупкий.
В процессе убедитесь, что вы используете проволоку наименьшего диаметра. Таким образом, для плавления используется меньше тепла, что снижает риск повреждения основного металла. Это также ограничивает количество тепла, которое может пройти через него от одного провода к другому.
Одна из причин, по которой люди используют эту технику сварки, заключается в том, что вы можете контролировать, сколько энергии имеет сварной шов. Это позволяет более внимательно относиться к тому, как это выглядит. Тогда, если возникнут проблемы со сваркой, их будет легче исправить.
Как всегда, при работе с электричеством или открытым пламенем важно проявлять особую осторожность, чтобы по ошибке не пораниться.Сварка MIG может быть опасной при неправильном использовании, поэтому перед началом работы внимательно прочтите инструкцию по эксплуатации.
Также чрезвычайно важно отметить, что хотя советы и методы, упомянутые в этой статье, должны работать для большинства людей, они не всегда могут быть точными на 100%. В основном это связано с различиями в оборудовании, поэтому еще раз обязательно проверьте свой сварочный аппарат MIG на металлоломе, прежде чем пытаться использовать его на своем тонком материале.
Наконец, я хочу упомянуть, что, хотя работа с открытым пламенем и горячими металлическими деталями может быть интересной и полезной (поверьте мне), бывают определенные ситуации, когда сварка — не лучший способ действий.Иногда ремонт можно выполнить, просто просверлив отверстие и скрутив две детали.
Если возможно, попробуйте взглянуть на картину в целом, прежде чем решить, стоит ли сварка вообще или она безопасна по сравнению с другими вариантами, такими как закрепление, склеивание или даже оставление ее в покое.
Как сварить тонкий металл ручным сварочным аппаратом?Дуговая сварка экранированного металла — это другое название сварки палкой. Это старый вид сварки, но он также хорошо справляется со сваркой.
Сварка палкой — это вид сварки, при которой люди могут использовать анод. На аноде есть специальный стержень, который снижает опасность сварного шва. Палка закрывает сварной шов экраном, который снижает загрязнение, что хорошо для всего мира.
Тем не менее, большинство сварщиков не используют сварку штучной сваркой для тонких металлов. Это сильно нагревает материал. Вероятность того, что он загорится, высока. SMAW — это также способ, при котором в сварном шве остается шлак, оставшийся после процесса сварки.
Заключение Если вы хотите научиться сваривать тонкий металл, вам следует рассмотреть эти пять шагов. Во-первых, найдите подходящий тип сварочной горелки для своего проекта и настройте рабочее место со всеми необходимыми инструментами. Затем выберите одну сторону металла, на которой будет достаточно места с обеих сторон, чтобы ее было легче зажимать во время сварки. Затем начните с предварительного нагрева металла до тех пор, пока его поверхность не станет красивой и достаточно горячей для сварки. После этого расположитесь на безопасном расстоянии от того, что вы собираетесь сваривать, чтобы не обжечься, не подойти слишком близко и не повредить зрение искрами, идущими навстречу во время процесса.Наконец, при запуске по возможности используйте защитный газ, потому что он помогает защитить поверхность металла, создает более чистый сварной шов и обеспечивает лучшие общие результаты.
Во-первых, найдите подходящий тип сварочной горелки для своего проекта и настройте рабочее место со всеми необходимыми инструментами. Затем выберите одну сторону металла, на которой будет достаточно места с обеих сторон, чтобы ее было легче зажимать во время сварки. Затем начните с предварительного нагрева металла до тех пор, пока его поверхность не станет красивой и достаточно горячей для сварки. После этого расположитесь на безопасном расстоянии от того, что вы собираетесь сваривать, чтобы не обжечься, не подойти слишком близко и не повредить зрение искрами, идущими навстречу во время процесса.Наконец, при запуске по возможности используйте защитный газ, потому что он помогает защитить поверхность металла, создает более чистый сварной шов и обеспечивает лучшие общие результаты.
% PDF-1.4
%
1217 0 объект
>
эндобдж
xref
1217 82
0000000016 00000 н.
0000002766 00000 н.
0000002917 00000 н.
0000003684 00000 н.
0000003723 00000 н.
0000003905 00000 н.
0000004020 00000 н. 0000008047 00000 н.
0000008185 00000 н.
0000008752 00000 н.
0000009292 00000 н.
0000009900 00000 н.
0000010533 00000 п.
0000011107 00000 п.
0000011561 00000 п.
0000012074 00000 п.
0000012253 00000 п.
0000012366 00000 п.
0000012841 00000 п.
0000013320 00000 п.
0000013754 00000 п.
0000014270 00000 п.
0000014681 00000 п.
0000015126 00000 п.
0000015647 00000 п.
0000016246 00000 п.
0000016874 00000 п.
0000017520 00000 п.
0000021966 00000 п.
0000022163 00000 п.
0000022399 00000 п.
0000026508 00000 п.
0000029881 00000 п.
0000032289 00000 н.
0000035216 00000 п.
0000035433 00000 п.
0000038701 00000 п.
0000043726 00000 п.
0000044083 00000 п.
0000046807 00000 п.
0000049757 00000 п.
0000051803 00000 п.
0000056014 00000 п.
0000060810 00000 п.
0000060881 00000 п.
0000060967 00000 п.
0000063488 00000 п.
0000063763 00000 п.
0000063931 00000 п.
0000063960 00000 п.
0000064261 00000 п.
0000067283 00000 п.
0000067726 00000 п.
0000068233 00000 п.
0000070336 00000 п.
0000008047 00000 н.
0000008185 00000 н.
0000008752 00000 н.
0000009292 00000 н.
0000009900 00000 н.
0000010533 00000 п.
0000011107 00000 п.
0000011561 00000 п.
0000012074 00000 п.
0000012253 00000 п.
0000012366 00000 п.
0000012841 00000 п.
0000013320 00000 п.
0000013754 00000 п.
0000014270 00000 п.
0000014681 00000 п.
0000015126 00000 п.
0000015647 00000 п.
0000016246 00000 п.
0000016874 00000 п.
0000017520 00000 п.
0000021966 00000 п.
0000022163 00000 п.
0000022399 00000 п.
0000026508 00000 п.
0000029881 00000 п.
0000032289 00000 н.
0000035216 00000 п.
0000035433 00000 п.
0000038701 00000 п.
0000043726 00000 п.
0000044083 00000 п.
0000046807 00000 п.
0000049757 00000 п.
0000051803 00000 п.
0000056014 00000 п.
0000060810 00000 п.
0000060881 00000 п.
0000060967 00000 п.
0000063488 00000 п.
0000063763 00000 п.
0000063931 00000 п.
0000063960 00000 п.
0000064261 00000 п.
0000067283 00000 п.
0000067726 00000 п.
0000068233 00000 п.
0000070336 00000 п. 0000070713 00000 п.
0000071115 00000 п.
0000071683 00000 п.
0000071985 00000 п.
0000072744 00000 п.
0000073074 00000 п.
0000081110 00000 п.
0000081151 00000 п.
0000089437 00000 п.
0000089478 00000 п.
0000095978 00000 п.
0000096019 00000 п.
0000104642 00000 п.
0000104683 00000 п.
0000111181 00000 н.
0000111222 00000 н.
0000172454 00000 н.
0000172495 00000 н.
0000209476 00000 н.
0000209517 00000 н.
0000214758 00000 н.
0000214799 00000 н.
0000214875 00000 н.
0000214974 00000 п.
0000215123 00000 н.
0000002560 00000 н.
0000001980 00000 н.
трейлер
] / Назад 1057891 / XRefStm 2560 >>
startxref
0
%% EOF
1298 0 объект
> поток
hb«`c`Td`g` \ Ā
0000070713 00000 п.
0000071115 00000 п.
0000071683 00000 п.
0000071985 00000 п.
0000072744 00000 п.
0000073074 00000 п.
0000081110 00000 п.
0000081151 00000 п.
0000089437 00000 п.
0000089478 00000 п.
0000095978 00000 п.
0000096019 00000 п.
0000104642 00000 п.
0000104683 00000 п.
0000111181 00000 н.
0000111222 00000 н.
0000172454 00000 н.
0000172495 00000 н.
0000209476 00000 н.
0000209517 00000 н.
0000214758 00000 н.
0000214799 00000 н.
0000214875 00000 н.
0000214974 00000 п.
0000215123 00000 н.
0000002560 00000 н.
0000001980 00000 н.
трейлер
] / Назад 1057891 / XRefStm 2560 >>
startxref
0
%% EOF
1298 0 объект
> поток
hb«`c`Td`g` \ Ā
Инверторные сварочные аппараты | Форум сообщества Screwfix
Несколько лет назад я использовал сварочный аппарат для кузовных работ с рукоятью 1/16 дюйма.Вырежьте ржавую часть и т. Д. Или даже оставьте немного, если она затвердела. Когда дуга загорелась, все было нормально, поэтому при выборе я большой поклонник зажигательного напряжения. Для приличного сварочного аппарата с инвертором это не должно быть большой проблемой. Я также использовал с ним палки 1/8, намного проще, так как сила тока была увеличена.
Для приличного сварочного аппарата с инвертором это не должно быть большой проблемой. Я также использовал с ним палки 1/8, намного проще, так как сила тока была увеличена.Я использовал MIG, приличный бывший прокат, и все еще в порядке, но я не большой поклонник. Слишком легко получить отсутствие проникновения. Я работал в месте, где действительно работали с 1-тонными фургонами, и спросил одного из людей, которые использовали это регулярно, и он просто улыбнулся, указав, что часто это не имеет значения.
Инверторы machinemart имеют хорошую репутацию, и TIG можно использовать на всех из них — даже на маленьком, как мне сказали, даже если они этого не говорят. Я использовал огромный промышленный на алюминии. Ему нужны очень низкие токи, прихватка стали без наполнителя тоже нужна, так как я считаю, что о низком уровне нужно думать так же, как и о высоком. Самая сильная вещь может быть не лучшим вариантом, поскольку некоторые не опускаются очень низко. Мне сказали, что с ними также можно паять — но я сомневаюсь, и мне понадобится дополнительная информация. Возвращаясь к моему старому сварочному аппарату, многие люди сконцентрировались на усилителях, гораздо больше, которые им потребовались бы на практике = гораздо худшие характеристики при низком токе, если только кто-то не откажется от промышленного агрегата, который будет весить во много раз больше, чем обычные вещи.
Возвращаясь к моему старому сварочному аппарату, многие люди сконцентрировались на усилителях, гораздо больше, которые им потребовались бы на практике = гораздо худшие характеристики при низком токе, если только кто-то не откажется от промышленного агрегата, который будет весить во много раз больше, чем обычные вещи.
Решил купить все 3 в одном. Палка, TIG и плазменная резка. Китайский язык. Если вы пойдете по этому пути, лучше внимательно посмотрите обзоры и т. Д., Но люди покупают и используют их. Еще не пользовался. Прошлым летом из него следовало сделать клетку для собак, но помешала кухня и другие вещи.Тогда я мог работать только на улице, так как с крышей гаража были серьезные проблемы, которые сейчас устранены. Причина покупки. В прошлый раз я разрезал все сетчатые панели и отшлифовал острые края и заплатил кому-то, чтобы он скрепил их вместе и покрыл порошковой краской. Стоимость более чем вдвое превышает стоимость инвертора. Плазменный резак может не оставлять острых краев, что экономит много работы.