|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования… Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении… Основы обеспечения единства измерений: Обеспечение единства измерений — деятельность метрологических служб, направленная на достижение… Интересное: Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются… Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все… Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
Свариваемость сталей
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Свариваемость сталей Содержание · Основные критерии, устанавливающие свариваемость · Классификация сталей по свариваемости · Группы свариваемости · Как влияют на свариваемость легирующие примеси · Влияние содержания углерода на свариваемость стали · Свариваемость низкоуглеродистых сталей · Свариваемость закаленной стали o Вам также могут быть интересны статьи: Классификация сталей по свариваемости Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. 1. Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие. 2. Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты. 3. Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса. 4. Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов. Классификация сталей по свариваемости Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Группы свариваемости Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты: 1. Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода. 2. Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений. 3. При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка. 4. Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение. Группы свариваемости Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки. Свариваемость сталей
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее. Свариваемость сталей Содержание · Основные критерии, устанавливающие свариваемость · Классификация сталей по свариваемости · Группы свариваемости · Как влияют на свариваемость легирующие примеси · Влияние содержания углерода на свариваемость стали · Свариваемость низкоуглеродистых сталей · Свариваемость закаленной стали o Вам также могут быть интересны статьи: Основные критерии, устанавливающие свариваемость Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин. Понятие свариваемости К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты: 1. Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой. 2. Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость. 3. Сера становится причиной появления горячих трещин и появлению красноломкости. 4. Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель. 5. Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре. 6. Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. 7. Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала. 8. Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты. 9. В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой. Критерии свариваемости В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)… |
 Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее. По данной характеристике выделяют четыре основных группы:
По данной характеристике выделяют четыре основных группы: Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
 При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Только при учете подобной классификации можно выбрать наиболее подходящий сплав.Свариваемость сталей: классификация, характеристики, определение
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
Свариваемость сталей
Содержание
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%.
 При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов. - Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.
 При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
 Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.Группы свариваемости
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.

Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.
 Примером можно назвать марганец и никель, а также титан.
Примером можно назвать марганец и никель, а также титан.Низкоуглеродистая сталь
Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке.
Повторная обработка швов может не привести к повышению их прочности.
Закаленная сталь
В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Свариваемость сталей: классификация, характеристики, определение
Со стороны кажется, что сваркой заниматься легко, нужно просто научиться держать в руках сварочный аппарат, а потом можно варить что угодно. Но на самом деле это процесс, который требует не только физических, но и интеллектуальных усилий, например, при правильной организации работы. Предстоит учесть множество параметров, в том числе и свариваемость сталей.
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.

Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Способы и технологии сварки в зависимости от разнородности сталей
Выбор способа сварки тех или иных разнородных сталей зависит, в первую очередь, от их физико-химических свойств. В настоящее время чаще всего встречаются следующие виды соединений разнородных сталей:
- стали низкоуглеродистые, низколегированные, инструментальные и стали неизвестного состава. Для оценки свариваемости разнородных сталей следует обратить внимание на эквивалент углерода Се. Когда свариваются стали с различным Се, параметры сварки подбираются по стали с большим Се, а присадочный материал – по стали с меньшим Се. При правильно выбранных режимах и присадочном материале твёрдость и механические свойства наплавленного металла будут находиться в диапазоне между свариваемыми сталями. В противном случае высока вероятность образования трещин. Выбор температуры подогрева перед сваркой также зависит от эквивалента углерода и подбирается по стали с большим Се. При сварке сталей со значительной разницей в значениях Се рекомендуется произвести отпуск для снятия напряжений. Контролируемое остывание свариваемых деталей или снижение скорости их остывания уменьшают риск образования трещин;
- нержавеющие стали с низкоуглеродистыми сталями. Сварка таких сталей приводит к одновременному образованию в сварочном шве твёрдых и хрупких структур, что может быть вызвано нарушением технологий сварки. При этом при сварке нержавеющей стали с низкоуглеродистой или низколегированной сталью сварочные швы получаются высокого качества при условии тщательного соблюдения всех технологических требований к процессу. Однако следует обратить внимание на то, что многообразие комбинаций этих сталей не позволяет сформулировать общих рекомендаций по их сварке, которые для всех случаев гарантировали бы хороший результат. Для сварки высоколегированной и низколегированной сталей обычно используют присадочный материал повышенного легирования или на основе никеля. Также предварительно перед сваркой можно наплавить на кромку из низкоуглеродистой или низколегированной стали переходной слой из нержавеющей стали. Затем сварка ведётся с присадкой, аналогичной нержавеющему металлу;
- чугун со сталью. Чугун обладает ограниченной свариваемостью, это является основным критерием выбора сварочных материалов и параметров сварки. Если к сварочному шву не предъявляются особые требования, то сварка ведётся с применением присадочных материалов на основе никеля. Нежелательно применять сварочные процессы, связанные с высоким тепловложением или образованием большой сварочной ванны. Белый чугун и некоторые другие виды чугуна с высоким содержанием углерода являются несвариваемыми из-за их склонности к образованию трещин. В некоторых случаях целесообразно на чугунные кромки наплавить переходной слой с присадочным материалом на основе никеля. Небольшие детали перед сваркой подвергают общему нагреву, большие заготовки подогреваются вокруг зоны сварки. Немаловажным является тот факт, что чугун обладает низкой пластинчатостью и низким коэффициентом линейного расширения. Для решения этой проблемы необходимо снизить усадочные напряжения. Лучшим способом достижения этого является проковка сварного шва сразу после сварки ударным инструментом со скруглённым бойком. Также во время сварки рекомендуется применять электроды меньшего диаметра. Для наплавки переходного слоя на чугунную кромку применяют ручную дуговую сварку и дуговую сварку порошковой проволокой. Для сварки со стальной кромкой применяют ручную дуговую сварку и сварку плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
- низколегированные стали с низкоуглеродистыми сталями. Ограниченная миграция легирующих элементов при сварке из низколегированной стали обычно не приводит к повышению склонности наплавленного металла к закалке для всех основных видов сварки. Сварочные материалы подбирают под низкоуглеродистую сталь, а режимы сварки – под низколегированную. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка под флюсом, плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
- различные низкоуглеродистые стали друг с другом. Если обе свариваемые кромки относятся к одному типу легирования, но при этом имеют различные эквиваленты углерода Се, то сварка ведётся с использованием сварочных материалов идентичного типа легирования. Для сварки сталей с высокой склонностью к закалке рекомендуется применять ручную дуговую сварку. Во избежание образования холодных трещин в зоне термического влияния желательно уменьшить удельное тепловложение при сварке и избегать медленной скорости сварки. Высокопрочные стали, обладающие очень высокой склонностью к закалке, требуют предварительного подогрева до достаточно высоких температур, а также послесварочную обработку. Альтернативой может быть применение специальных аустенитных присадочных материалов с минимальным предварительным подогревом. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка порошковой проволокой, дуговая сварка под флюсом, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
- инструментальные, пружинные стали с углеродистыми и низколегированными сталями. По причине полиморфных фазовых превращений, происходящих при нагреве и охлаждении, эти стали являются тяжело свариваемыми. Сварка таких сталей требует применения специальных приёмов. При сварке изделий небольшой толщины сварку можно осуществлять без предварительного подогрева. В остальных случаях требуется подогрев до температуры около 300 градусов, которую необходимо поддерживать во время всего сварочного процесса. Необходимо минимальное тепловложение в сварочную ванну. Рекомендуемые способы сварки: ручная электродуговая покрытыми электродами, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
- высоколегированные нержавеющие стали с инструментальными и пружинными сталями. Основное требование при сварке таких сталей – применение сварочных материалов, которые дают аустенитную нержавеющую сталь или сплав на основе никеля. Рекомендуемые способы сварки: ручная электродуговая покрытыми электродами, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
- разнородные высоколегированные нержавеющие стали друг с другом. При сварке таких сталей сварочные швы получаются высокого качества. Однако когда свариваются карбидостабилизированные нержавеющие высоколегированные стали с нестабилизированными нержавеющими сталями, следует применять карбидостабилизированные сварочные материалы или сварочные материалы с пониженным содержанием углерода. Также необходимо ограничить тепловложение в сварочную ванну. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
- стали неизвестного или вызывающего сомнения состава с другими сталями. При ремонте стальных конструкций не всегда представляется возможным проанализировать химический состав сталей. Выполняя сварочные работы со сталями неизвестного химического состава, следует подбирать сварочные материалы и режимы как для тяжелосвариваемых сталей. Предпочтительным способом сварки является ручная дуговая сварка штучным покрытым электродом. Высокое качество сварных соединений при сварке разнородных сталей обеспечивается соблюдением технологии сварки, применяемыми сварочными материалами, способами и режимами сварки. Даже незначительные отклонения от требований, предъявляемых к сварке таких соединений, приводит к образованию дефектов и трещин.
 При этом при сварке нержавеющей стали с низкоуглеродистой или низколегированной сталью сварочные швы получаются высокого качества при условии тщательного соблюдения всех технологических требований к процессу. Однако следует обратить внимание на то, что многообразие комбинаций этих сталей не позволяет сформулировать общих рекомендаций по их сварке, которые для всех случаев гарантировали бы хороший результат. Для сварки высоколегированной и низколегированной сталей обычно используют присадочный материал повышенного легирования или на основе никеля. Также предварительно перед сваркой можно наплавить на кромку из низкоуглеродистой или низколегированной стали переходной слой из нержавеющей стали. Затем сварка ведётся с присадкой, аналогичной нержавеющему металлу;
При этом при сварке нержавеющей стали с низкоуглеродистой или низколегированной сталью сварочные швы получаются высокого качества при условии тщательного соблюдения всех технологических требований к процессу. Однако следует обратить внимание на то, что многообразие комбинаций этих сталей не позволяет сформулировать общих рекомендаций по их сварке, которые для всех случаев гарантировали бы хороший результат. Для сварки высоколегированной и низколегированной сталей обычно используют присадочный материал повышенного легирования или на основе никеля. Также предварительно перед сваркой можно наплавить на кромку из низкоуглеродистой или низколегированной стали переходной слой из нержавеющей стали. Затем сварка ведётся с присадкой, аналогичной нержавеющему металлу; Нежелательно применять сварочные процессы, связанные с высоким тепловложением или образованием большой сварочной ванны. Белый чугун и некоторые другие виды чугуна с высоким содержанием углерода являются несвариваемыми из-за их склонности к образованию трещин. В некоторых случаях целесообразно на чугунные кромки наплавить переходной слой с присадочным материалом на основе никеля. Небольшие детали перед сваркой подвергают общему нагреву, большие заготовки подогреваются вокруг зоны сварки. Немаловажным является тот факт, что чугун обладает низкой пластинчатостью и низким коэффициентом линейного расширения. Для решения этой проблемы необходимо снизить усадочные напряжения. Лучшим способом достижения этого является проковка сварного шва сразу после сварки ударным инструментом со скруглённым бойком. Также во время сварки рекомендуется применять электроды меньшего диаметра. Для наплавки переходного слоя на чугунную кромку применяют ручную дуговую сварку и дуговую сварку порошковой проволокой.
Нежелательно применять сварочные процессы, связанные с высоким тепловложением или образованием большой сварочной ванны. Белый чугун и некоторые другие виды чугуна с высоким содержанием углерода являются несвариваемыми из-за их склонности к образованию трещин. В некоторых случаях целесообразно на чугунные кромки наплавить переходной слой с присадочным материалом на основе никеля. Небольшие детали перед сваркой подвергают общему нагреву, большие заготовки подогреваются вокруг зоны сварки. Немаловажным является тот факт, что чугун обладает низкой пластинчатостью и низким коэффициентом линейного расширения. Для решения этой проблемы необходимо снизить усадочные напряжения. Лучшим способом достижения этого является проковка сварного шва сразу после сварки ударным инструментом со скруглённым бойком. Также во время сварки рекомендуется применять электроды меньшего диаметра. Для наплавки переходного слоя на чугунную кромку применяют ручную дуговую сварку и дуговую сварку порошковой проволокой. Для сварки со стальной кромкой применяют ручную дуговую сварку и сварку плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
Для сварки со стальной кромкой применяют ручную дуговую сварку и сварку плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах; Для сварки сталей с высокой склонностью к закалке рекомендуется применять ручную дуговую сварку. Во избежание образования холодных трещин в зоне термического влияния желательно уменьшить удельное тепловложение при сварке и избегать медленной скорости сварки. Высокопрочные стали, обладающие очень высокой склонностью к закалке, требуют предварительного подогрева до достаточно высоких температур, а также послесварочную обработку. Альтернативой может быть применение специальных аустенитных присадочных материалов с минимальным предварительным подогревом. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка порошковой проволокой, дуговая сварка под флюсом, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
Для сварки сталей с высокой склонностью к закалке рекомендуется применять ручную дуговую сварку. Во избежание образования холодных трещин в зоне термического влияния желательно уменьшить удельное тепловложение при сварке и избегать медленной скорости сварки. Высокопрочные стали, обладающие очень высокой склонностью к закалке, требуют предварительного подогрева до достаточно высоких температур, а также послесварочную обработку. Альтернативой может быть применение специальных аустенитных присадочных материалов с минимальным предварительным подогревом. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка порошковой проволокой, дуговая сварка под флюсом, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах; Сварка таких сталей требует применения специальных приёмов. При сварке изделий небольшой толщины сварку можно осуществлять без предварительного подогрева. В остальных случаях требуется подогрев до температуры около 300 градусов, которую необходимо поддерживать во время всего сварочного процесса. Необходимо минимальное тепловложение в сварочную ванну. Рекомендуемые способы сварки: ручная электродуговая покрытыми электродами, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
Сварка таких сталей требует применения специальных приёмов. При сварке изделий небольшой толщины сварку можно осуществлять без предварительного подогрева. В остальных случаях требуется подогрев до температуры около 300 градусов, которую необходимо поддерживать во время всего сварочного процесса. Необходимо минимальное тепловложение в сварочную ванну. Рекомендуемые способы сварки: ручная электродуговая покрытыми электродами, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах; При сварке таких сталей сварочные швы получаются высокого качества. Однако когда свариваются карбидостабилизированные нержавеющие высоколегированные стали с нестабилизированными нержавеющими сталями, следует применять карбидостабилизированные сварочные материалы или сварочные материалы с пониженным содержанием углерода. Также необходимо ограничить тепловложение в сварочную ванну. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;
При сварке таких сталей сварочные швы получаются высокого качества. Однако когда свариваются карбидостабилизированные нержавеющие высоколегированные стали с нестабилизированными нержавеющими сталями, следует применять карбидостабилизированные сварочные материалы или сварочные материалы с пониженным содержанием углерода. Также необходимо ограничить тепловложение в сварочную ванну. Рекомендуемые способы сварки: ручная дуговая сварка, дуговая сварка порошковой проволокой, сварка неплавящимся вольфрамовым электродом в среде инертного защитного газа, сварка плавящейся электродной проволокой сплошного сечения или металлопорошковой проволокой в инертном или активном защитных газах;Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
 Именно поэтому повышается себестоимость самого процесса.
Именно поэтому повышается себестоимость самого процесса.Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Оборудование для сварки
Вне зависимости от того, о каких свариваемых разнородных сталях идет речь, оборудование для выполнения сварочных работ делится на две группы:
- Рабочее оборудование, которое включает в себя: источник сварочного тока, силовые кабели питания источника от электрической сети или генераторов; кабели для подведения сварочного тока к свариваемым изделиям и создания сварочной цепи, в случае использования технологий с защитным газом – баллоны с газом или специальные устройства-генераторы, сварочные молотки, щетки по металлу, электроинструмент (болгарки и угловые шлифовальные машинки) для итоговой обработки сварных соединений. Кроме того, в качестве оборудования для сварки следует рассматривать присадочные материалы (сварочная проволока, электроды), а также механизмы для их направления в сварочную зону (машинки для подачи проволоки, электродержатели для электродов).
- Защитное оборудование. Данный вид оборудования является чаще всего индивидуальным и включает в себя: защитную одежду, прошедшую пропитку с целью огнезащиты, сварочную маску с темным стеклом или самозатемняющуюся маску, краги или перчатки, защитную обувь.
 Кроме того, в качестве оборудования для сварки следует рассматривать присадочные материалы (сварочная проволока, электроды), а также механизмы для их направления в сварочную зону (машинки для подачи проволоки, электродержатели для электродов).
Кроме того, в качестве оборудования для сварки следует рассматривать присадочные материалы (сварочная проволока, электроды), а также механизмы для их направления в сварочную зону (машинки для подачи проволоки, электродержатели для электродов).В качестве дополнительного оборудования сварочного поста рассматривается сварочный стол, а также инструменты для закрепления свариваемых деталей в необходимых пространственных положениях.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
 Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.Группы свариваемости
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Способы устранения холодных трещин при сварке
Образование трещин ухудшает поверхность металла и, соответственно, уменьшает прочность готовой конструкции. Предотвратить их появление поможет следующее:
- пересмотр (изменение) конструктивных решений, который позволит снизить жесткость в области сварного узла;
- тщательный контроль за ходом проведения сварки при оптимальном режиме поможет уменьшить содержание диффузионного водорода;
- проведение сварочных работ с соблюдением особых параметров, которые воспрепятствуют охрупчиванию металла и будут содействовать удалению из шва диффузионное водорода.
Из перечисленных способов, снижения вероятности появления холодных трещин при проведении сварочных работ, самый востребованный — последний.
К оглавлению справочника
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.

Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Понятие разнородных сталей и особенности их сварки
Разнородные стали – это стали, которые различаются по своему химическому составу, степени легирования, классам, типам, степени теплопроводности и подверженности сваривания между собой.
При осуществлении сварки разнородных сталей следует учитывать ключевую особенность, которая присуща подавляющему большинству создаваемых сварных соединений: в процессе сварки могут образовываться интерметаллидные структуры, то есть соединения двух и более металлов, обладающих более высокой температурой плавления, нежели те исходные стали, что были использованы для создания изделия. Однако такие структуры могут быть очень хрупкими, и это может привести к разрушению сварного шва при несоблюдении технологии сварки.

Для того чтобы полученный шов был максимально плотным и качественным, края свариваемых деталей необходимо предварительно подогревать с помощью газовой горелки или паяльной лампы. Это не только позволит выпарить лишнюю влагу на подготовительном этапе, но также и подготовить деталь к сварке в соответствии с ее физико-химическими параметрами.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.
 Примером можно назвать марганец и никель, а также титан.
Примером можно назвать марганец и никель, а также титан.Низкоуглеродистая сталь
Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Методы расчета углеродного эквивалента
Свойства стали вообще зависят от присутствия в сплаве железа и углерода других металлов. Зная их содержание, с помощью эмпирической формулы не составляет труда рассчитать значение так называемого углеродного эквивалента (Сэ). Эта величина позволяет определить, каких результатов ждать от сварки металлических изделий.
В России для оценки сварных характеристик проката, идущего на создание конструкций, используют формулу, утвержденную ГОСТ ГОСТ 27772-88 :
Сэ=С+(Р/2)+(Сг/5)+(Mn/6)+(Cu/13)+(V/14)+(Si/24)+(Ni/40).
В Европе для расчетов применяется следующая зависимость:
Сэ=С+(Мп/6)+(Cr+Mo+V)/5 + (Ni+Cu)/15.
В Японии такая методика определения углеродного эквивалента:
Сэ=С+(Мо/4)+(Сг/5)+(Мп/6)+(Si/24)+(Ni/40),
где С, P, Cr, Mn, Cu, V, Si, Ni, Мо — массовые доли (в %) углерода, фосфора, хрома, марганца, меди, ванадия, кремния, никеля, молибдена.
Сталь считается не склонной к трещинообразованию, если значение углеродного эквивалента «С» меньше 0,45%. В противном случае, когда уже существует вероятность их появления, перед сваркой части, требующие соединения, необходимо прогреть.
Высокоуглеродистая сталь не имеет в своем составе легирующих элементов, среди которых находятся хром, ванадий и никель. Стоит отметить, что данный вид стали имеет в своем составе углерод свыше 0,6%. Содержание углерода определяет свойства сталей. Таким образом, с увеличением процентного содержания углерода в составе стали, возрастает предел ее прочности и повышается твердость, но, в тот же момент, снижаются ее пластические свойства. Углеродистая сталь более устойчива к высоким температурам и сохраняет свои свойства при подогреве до 450 градусов по Цельсию. Она прекрасно воспринимает динамические нагрузки разной тяжести и способна не поддеваться коррозии. В этом случае углеродистая сталь очень легкая и устойчива к износу. Разные виды углеродистых сталей применяются для производства инструментов, деталей для котлов, труб, турбин и других изделий, которые применяются для эксплуатации при высоких нагрузках. Средне- и высокоуглеродистые стали имеют характерную особенность – образовывать закалочные структуры в сварочном шве и зоне термического влияния, которые могут создавать опасность хрупкого разрушения. Для получения надежных сварочных швов подбирается марка стали в соответствии возможности получения требуемых стабильных механических свойств сварочных соединений. Высокоуглеродистые стали склонны к хрупкости после воздействия термического цикла сваривания и выражается значительно сильнее, в чем в среднеуглеродистых сталях. Стали данного вида чувствительны к горячим и холодным трещинам. Из-за этого следует обязательно подогревать свариваемый металл до температуры 350 – 400 градусов по Цельсию. После подогрева требует производить отжиг и проводить его до тех пор, пока свариваемое изделие не остынет до температуры 20 градусов по Цельсию. Изготовление надежных сварочных соединений может затрудняться из-за нависшей опасности образования холодных трещин и повышенной чувствительности сталей данного вида к концентраторам напряжения при статических и динамических нагрузках. Сварные конструкции проектируются с наименьшей концентрацией напряжений. Радиусы перехода от одного сечения в свариваемой детали к другой должны быть максимальными исходя из допустимых конструктивны соображений. Для того чтобы повысить прочность сварочных швов высокоуглеродистой стали, следует создавать плавные переходы от одного до другого свариваемого металла. Для стыкового сварочного соединения стоит удалять усиление сварочного шва. Особое внимание в этом случае нужно уделять проплаву сварочного шва, который имеет более крутой переход от шва к металлу изделия. В случае, когда механическая обработка внутренней поверхности детали для зачистки и проплавления невозможна, то следует проводить комбинированное сваривание без остающейся подкладки. В таком случае первый сварочный шов производится автоматической аргонодуговой сваркой с использованием неплавящегося электрода без присадки по всей длине сварочного шва, обеспечивая 100% равномерного проплавки металла.
Сварка алюминиевого профиля Электроды для аргонной сварки | ||||||
 Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные). Показатель отпуска будет зависеть от желаемых характеристик материала.
Показатель отпуска будет зависеть от желаемых характеристик материала. Например углеродистой сталью является чугун и его изделия.
Например углеродистой сталью является чугун и его изделия.

 Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.

| Марка электрода | Диаметр электрода, мм | Сила сварочного тока, А, при положении сварки | Характер сварочного тока | Температура прокаливания электрода, °C | ||
| нижнем | вертикальном | потолочном | ||||
| ОЗС-2 | 3 | 80-100 | 60-80 | 60-80 | Постоянный | 250-300 |
| 4 | 130-150 | 120-140 | 120-140 | |||
| 5 | 170-200 | 150-170 | Неприменим | |||
| УОНИ-13/55 | 3 | 80-100 | 60-80 | 70-90 | 350 | |
| 4 | 130-160 | 100—130 | 120-140 | |||
| 5 | 170-200 | 140-160 | 150-170 | |||
| 6 | 210-240 | 180-210 | Неприменим | |||
Для того, уменьшить риск возникновения закалочных структур, перед сваркой выполняют предварительный подогрев изделия, а во время сварки производят сопутствующий подогрев.
Рекомендуемая температура предварительного подогрева составляет 100-200°C. При сварке толстого металла, температура подогрева несколько выше. Подогрев выполняют на расстоянии 50-70мм от сварного шва. По окончании сварки рекомендуется обеспечить медленное охлаждение сварного соединения.
Сварку металла большой толщины выполняют, используя схему сварки «каскадом» или «горкой». Подробнее об этих схемах рассказано на странице «Технология ручной дуговой сварки Ч.3. Техника ручной дуговой сварки». Применение этих схем способствует замедлению охлаждения сварного соединения. И это позволяет снизить риск возникновения закалочных структур в сварном шве и зоне термического влияния.
Способы сварки низкоуглеродистых сталей
Низкоуглеродистые стали относятся к хорошо свариваемым материалам и практически не требуют предварительной подготовки заготовок. Если их толщина не превышает 4 мм, кромкование не проводится, а все предварительные операции ограничиваются очисткой и обезжириванием стыка. В ряде случаев, например, при сварке крупногабаритных изделий, проводится предварительный прогрев в печи до 150-200℃. Другие особенности диктуются конкретным видом сварки.
В ряде случаев, например, при сварке крупногабаритных изделий, проводится предварительный прогрев в печи до 150-200℃. Другие особенности диктуются конкретным видом сварки.
Ручная дуговая сварка
Ручная дуговая сварка проводится покрытым плавящимся электродом с углом наклона в 40-50° в направлении движения инструмента.
Для предотвращения образования закалочных структур рекомендуется выполнять швы каскадом или горкой, что способствует равномерному теплообмену с окружающим металлом и медленному остыванию стыка. Если заготовки уже подвергались закалке, шов наносят послойно, после каждого подхода ожидая полного его остывания.
Особые рекомендации даются в случае устранения трещин, сколов и других дефектов в деталях из низкоуглеродистой стали. В таком случае выбранный тип шва должен обеспечить достаточное заглубление сварочной ванны, что достигается повышением тока или сокращением длины дуги до 1-1,5 мм. Вне зависимости от размера дефекта, длина шва не должна быть меньше 100 мм. При работе с ответственными деталями зону стыка обрабатывают растворами, предотвращающими коррозию.
При работе с ответственными деталями зону стыка обрабатывают растворами, предотвращающими коррозию.
Дуговая сварка в защитных газах
Роль защитной среды при электродуговой сварке чаще всего играет углекислый газ (MAG-технология). Более эффективную защиту обеспечивает смесь активных газов (не более 30% кислорода) или сочетание углекислого газа с аргоном. Для ответственных соединений зачастую выбирается MIG-сварка, которая предполагает подачу к стыку аргона или гелия.
Самым распространенным присадочным материалом при дуговой сварке низкоуглеродистой стали в защитной среде является проволока Св-08Г2С. Ее подают одновременно с началом сварки, то есть через 5-15 секунд после поступления газа к стыку. Для верхнего положения используется проволока диаметром до 1,2 мм, для нижнего – до 3 мм. Угол ведения материала составляет 30-40°, электрод ведется строго перпендикулярно поверхности.
Сварка под флюсом
Автоматическая и полуавтоматическая сварка низкоуглеродистых сталей проводится под слоем флюса плавящимся прутком СВ-08 (-А, -ГА) диаметром от 1,2 до 3 мм. Роль защитных составов обычно играет смесь АН-348-А или ОСЦ-45.
Роль защитных составов обычно играет смесь АН-348-А или ОСЦ-45.
Обратите внимание, что при сварке без разделывания кромок в зоне шва может повыситься содержание углерода, что повысит прочность соединения, но снизит его пластичные свойства.
Полуавтоматическая сварка малопригодна для создания угловых и сложносоставных соединений низкоуглеродистой стали, так как способствует образованию закалочных структур в околошовной зоне. Частично решить эту проблему позволяет предварительный прогрев заготовок.
Классификация металлов по свариваемости
Классификация сталей по свариваемости. Группы свариваемости сталей
Классификация сталей по свариваемости определяется, в основном, их склонностью к образованию горячих и холодных трещин при сварке, а также механическими свойствами сварного шва и зоны термического влияния.
Классифицировать стали по свариваемости достаточно точно можно с помощью формул углеродного эквивалента (Сэкв) и других параметрических выражений, определив склонность той, или иной стали к образованию дефектов сварных швов.
Различают четыре группы свариваемости сталей:
1. Хорошо сваривающиеся стали (Сэкв 0,45)
К первой группе свариваемости относятся стали, которые свариваются без ограничений, любыми видами сварки, без предварительного подогрева и подогрева в процессе сварки, без предварительной и последующей термической обработки. Хотя, в некоторых случаях последующую термообработку выполняют.
Ко второй группе свариваемости относятся стали, которые, обычно, также хорошо свариваются в обычных производственных условиях, однако. Необходим предварительный подогрев таких сталей до температуры 100-150°C и последующая термообработка.
Третья группа сталей сваривается ограниченно. Необходим предварительный подогрев до температуры 200-250°C, подогрев во время процесса сварки, а также, предварительная и последующая термообработка для уменьшения остаточных напряжений в сварном шве, которые могут привести к возникновению холодных и горячих трещин при сварке.
Последняя группа свариваемости — плохо свариваемые стали. Эти стали склонны к образованию горячих и холодных трещин. Сварку металов производят с предварительным нагревом до температуры 250-300°C, с подогревом в процессе сварки и с предварительной и последующей термообработкой. Но, даже эти меры не во всех случаях позволяют предотвратить появление дефектов в сварных швах. Качество сварки невысокое и прочность сварных соединений оказывается сниженным.
Эти стали склонны к образованию горячих и холодных трещин. Сварку металов производят с предварительным нагревом до температуры 250-300°C, с подогревом в процессе сварки и с предварительной и последующей термообработкой. Но, даже эти меры не во всех случаях позволяют предотвратить появление дефектов в сварных швах. Качество сварки невысокое и прочность сварных соединений оказывается сниженным.
Более точно температуру предварительного подогрева, в зависимости от марки стали и толщины свариваемых листов, можно определить по формулам, приведённым на странице: «Оценка свариваемости сталей».
Об особенностях свариваемости различных групп сталей (углеродистых, низко-, средне- и высоколегированных) мы расскажем на других страницах и, для наглядности, приведём таблицу свариваемости сталей, наиболее применяемых на практике, включающей в себя более 300 марок стали и которая позволит сразу определить, к какой группе свариваемости относятся та, или иная марка стали, и какой способ сварки подходит для этой марки.
Источник: taina-svarki.ru
Классификация сталей по свариваемости
Сообщение об ошибке
Классификация сталей по свариваемости
По свариваемости стали подразделяют на четыре группы: первая группа — хорошо сваривающиеся; вторая группа — удовлетворительно сваривающиеся; третья группа — ограниченно сваривающиеся; четвертая группа — плохо сваривающиеся.
Основные признаки, характеризующие свариваемость сталей,- склонность к образованию трещин и механические свойства сварного соединения.
К первой группе относятся стали, сварка которых может быть выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки и без последующей термообработки. Однако применение термообработки для снятия внутренних напряжений не исключается.
Ко второй группе относят в основном стали, при сварке которых в нормальных производственных условиях трещин не образуется. В эту же группу входят стали, которые для предупреждения образования трещин нуждаются в предварительном нагреве, а также в предварительной и последующей термообработке.
К третьей группе относят стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают обработке после сварки.
К четвертой группе относят стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
Хорошо сваривающиеся углеродистые, низко- и среднелегированные стали. Условия сварки нормальные. Литые детали с большим объемом наплавленного металла рекомендуется варить с промежуточной термообработкой (отжиг или высокий отпуск по режиму термообработки для данной стали). Для конструкций, работающих под статической нагрузкой, термообработку после сварки не производят.
Для ответственных конструкций, работающих под динамическими нагрузками или при высокой температуре, термообработка производится в соответствии с техническими условиями. Детали с большим объемом наплавленного металла подлежат отжигу или высокому отпуску.
Детали с большим объемом наплавленного металла подлежат отжигу или высокому отпуску.
При сварке электродами Э42, Э42А, Э50, Э50А, Э55 (ГОСТ 9467 — 75) сварное соединение обрабатывают нормальным режущим инструментом.
Свариваемость сталей по маркам приведена в табл. 1.
Удовлетворительно сваривающиеся углеродистые, низко- и средне- легированные стали. Термообработка стали до сварки различна в зависимости от марки стали и конструкции деталей. Для отливок из стали 30Л и 35Л обязателен отжиг. Детали машин из проката или из поковок, не имеющие жестких контуров, могут подвергаться сварке в термически обработанном состоянии (закалка и отпуск).
Сварка на морозе не допускается. Сварку деталей с большим объемом наплавленного металла, а также сварку усилительных вкладышей рекомендуется производить с промежуточной термообработкой (отжиг или высокий отпуск). При заварке мелких раковин на деталях и элементах из углеродистой стали, содержащей углерода 0,35%, и при невозможности последующего отпуска завариваемую деталь подвергают местному подогреву.
Таблица 1. Свариваемость сталей
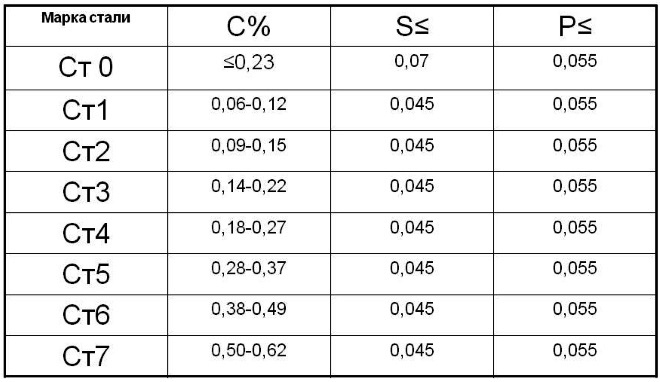
Углеродистые, низко- или среднелегированные стали
Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, СтЗкп, СтЗпс, СтЗсп, Ст4кп, Ст4пс, Ст4сп, Ст1кп, БСт1сп, БСт2кп, БСт2пс, БСт2сп, БСтЗкп, БСтЗпс, БСтЗсп, БСт4кп, Ст4пс, БСт4сп
О,8; 10, 15, 20, 25, 15Г, 20Г
15Х, 20Х, 20ХГСЛ, 12ХН2, 12Х2Н4А, 15НМ
БСт5сп, БСт5сп, БСт5Гсп
15ХСНД (СХЛ-1, НЛ-2)
Ст6пс, Ст6сп, БСт6пс, БСт6сп
35ХМ, З0ХГС, 35СГ, ЗЗХС, 20Х2Н4А
40Г, 45Г, 50Г, 60Г, 65Г, 70Г
50ХГ, 50ХГА, 55С2, 55С2А, 65, 75, 85, 60С2, 60С2А
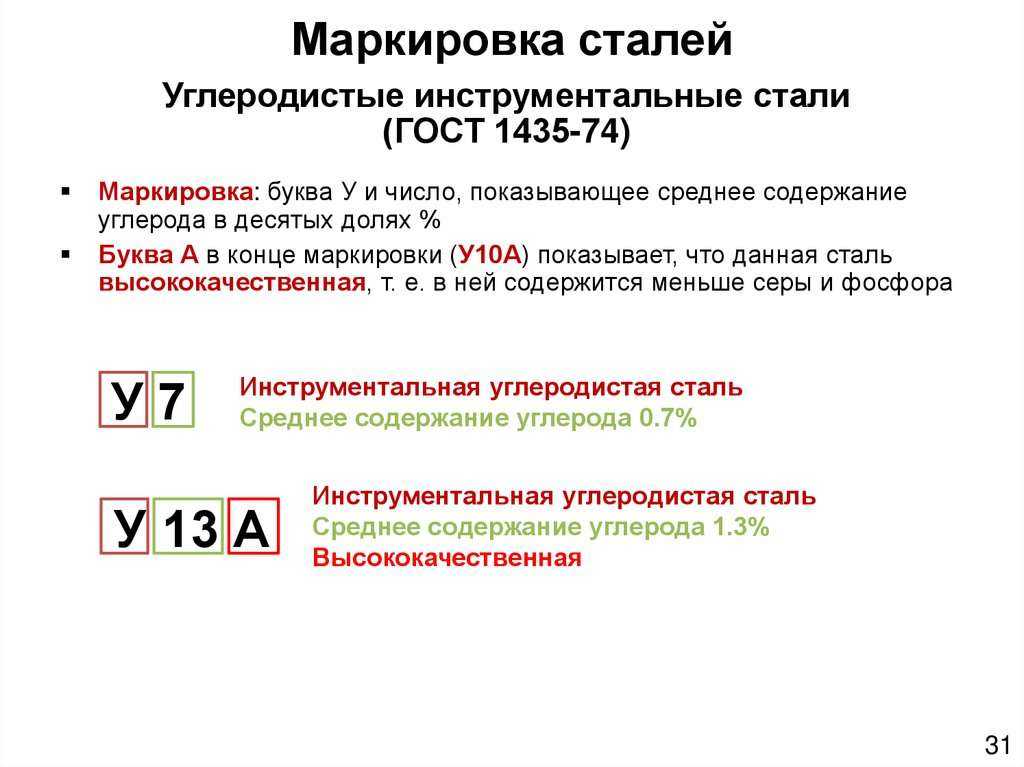
У7, У6, У8Г, У9, У10, У11; У12, У13, У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А
0Х20Н14С2 (ЭИ732), Х23Н18 (ЭИ417), ОХ18Н10 (ОХ18Н9, ЭЯ0), Х18Н9Т (1Х18Н9Т, ЭЯ1Т)
2Х18Н9 (ЭЯ2), Х18Н9 (1Х18Н9, ЭЯ1)
Х12, Х12М, Х, 9Х, 7ХЗ, 8ХЗ, 9ХС, 4ХС. Ф, 8ХФ, В1, ЗХ2В8Ф, 4ХВ2С, 5ХВ2С, ХВГ, 9ХВГ, 6ХВГ, 5ХНВ, ХВ5, 5ХГМ, 6ХВ2С
Термообработка после сварки различна для разных марок стали.
Для отливок из стали 30Л и 35Л при заварке сквозных трещин и сварке усилительных вкладышей обязателен отжиг или высокий отпуск. При заварке мелких дефектов на углеродистой стали, содержащей углерода более 0,35%, для улучшения механических свойств и обрабатываемости термическую обработку ведут по режиму для данной стали. Для других сталей, сваренных в термически обработанном состоянии, обязателен отпуск с нагревом до температуры на 50 — 100°С ниже температуры отпуска стали. Для стали 27ГС, 20ХГС и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области температуры отпускной хрупкости.
При заварке мелких дефектов на углеродистой стали, содержащей углерода более 0,35%, для улучшения механических свойств и обрабатываемости термическую обработку ведут по режиму для данной стали. Для других сталей, сваренных в термически обработанном состоянии, обязателен отпуск с нагревом до температуры на 50 — 100°С ниже температуры отпуска стали. Для стали 27ГС, 20ХГС и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области температуры отпускной хрупкости.
Сварные соединения, выполненные электродами Э42, Э42А, Э50, Э50А, Э55, можно обрабатывать нормальным режущим инструментом при условии, если содержание углерода в углеродистой стали не превышает 0,35% и объем наплавленного металла не меньше 20х20х10 мм.
Металл, наплавленный электродами ЦЛ-2, ЦЛ-4 (ГОСТ 10052 — 62), обрабатывают твердосплавным инструментом.
Ограниченно сваривающиеся углеродистые низко- и среднелегированные стали. Для отливок из стали ЛХН2 и 50Л до сварки обязателен отжиг независимо от конфигурации отливки.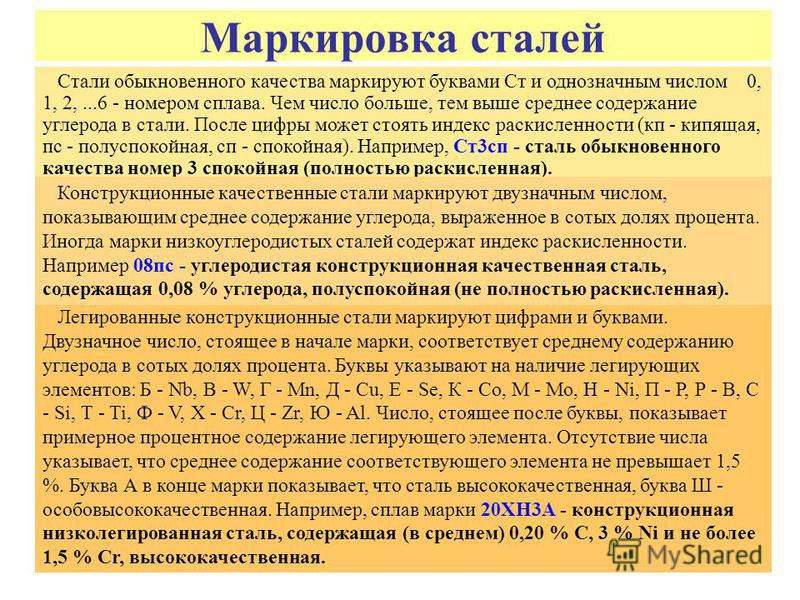 Мелкие дефекты допускается заваривать в термически обработанном состоянии отливки. Для деталей машин из проката или из поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск).
Мелкие дефекты допускается заваривать в термически обработанном состоянии отливки. Для деталей машин из проката или из поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск).
Тепловой режим сварки следующий. Без предварительного подогрева, можно сваривать в случаях, когда сварные соединения не имеют жестких контуров, толщина металла не более 15 мм, температура окружающего воздуха не ниже 5°С, а сварные соединения имеют вспомогательный характер. Во всех других случаях обязателен предварительный подогрев до температуры 200°С.
Термообработка после сварки имеет следующие особенности.
При заварке крупных дефектов на деталях из стали ЛХН2 требуется термообработка по режиму для данной стали. После заварки мелких дефектов в термически обработанной отливке обязателен повторный отпуск по режиму для данной стали. Для всякой другой стали рассматриваемой группы, сваренной в термически обработанном состоянии, обязателен отпуск для снятия напряжений с нагревом до температуры на 50 — 100°С ниже температуры отпуска стали.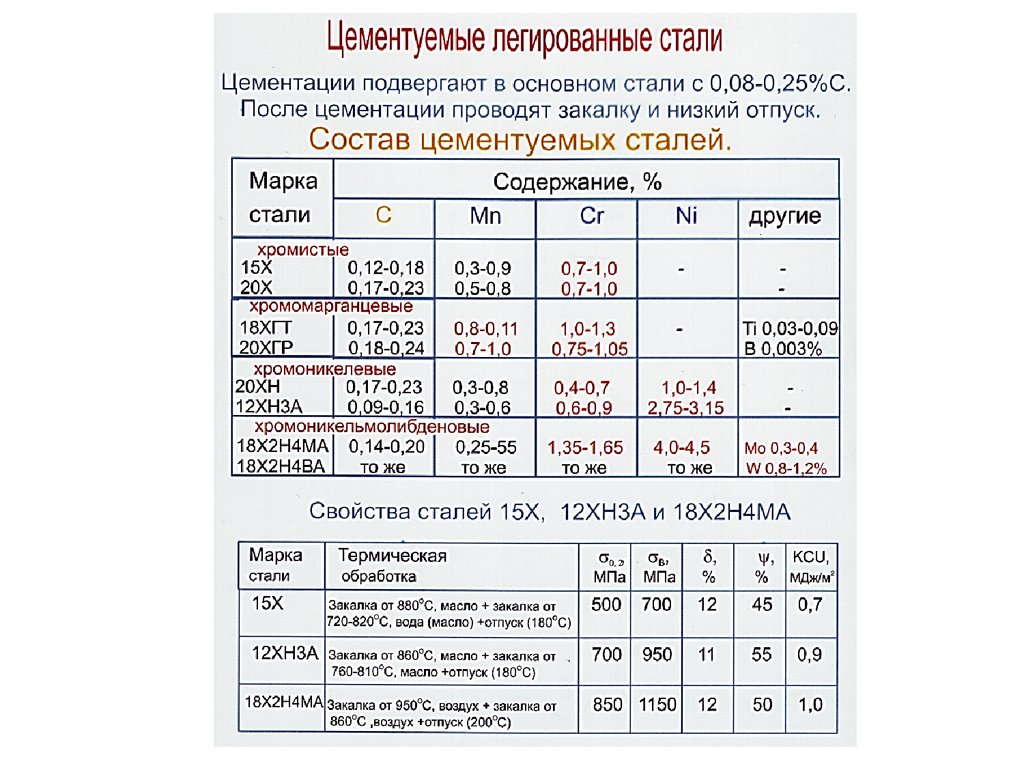 Для стали 30ХГСА и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области отпускной хрупкости.
Для стали 30ХГСА и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области отпускной хрупкости.
При сварке электродами Э42, Э42А, Э50, Э50А, Э55 сварные соединения обрабатываются без затруднении, если деталь подвергнута отпуску при температуре не ниже 550 — 650°С.
Плохо сваривающиеся углеродистые низко- и среднелегированные стали. Сталь перед сваркой должна быть отожжена. Независимо от толщины свариваемых элементов и типа сварного соединения сталь необходимо предварительно подогревать до температуры не ниже 200°С.
Термообработку после сварки производят по специальной инструкции в зависимости от марки стали и ее назначения.
Механическая обработка сварного соединения возможна только после отжига или высокого отпуска.
Хорошо сваривающиеся легированные стали. Термообработку до сварки не производят. При значительном наклепе металл необходимо закалить до температуры 1050 — 1100°С. Тепловой режим сварки нормальный. Термообработку после сварки не производят.
Термообработку после сварки не производят.
Механическая обработка сварных соединений ввиду высокой вязкости большинства сталей рассматриваемой группы затруднена.
Удовлетворительно сваривающиеся легированные стали. Рекомендуется до сварки применять отпуск при температуре 650 — 710°С с охлаждением на воздухе. Тепловой режим сварки нормальный.
На морозе сварка не допускается. Предварительный подогрев до 150 — 200°С необходим лишь при сварке элементов с толщиной стенок более 10 мм.
После сварки для снятия напряжений и снижения твердости околошовной зоны, особенно при сварке электродами из стали 0Х14А, рекомендуется заваренные детали подвергать отпуску при температуре 650 — 710°С с охлаждением деталей на воздухе.
При сварке электродами ЦЛ-2 и ЦЛ-4 термообработку производят по специальному режиму. Механическая обработка возможна только после термообработки по специальному режиму.
Ограниченно сваривающиеся легированные стали. Термообработка до сварки для различных сталей различна. Для сталей 18Х14А и СХНА обязателен отпуск при температуре 650 — 710°С с охлаждением на воздухе. Для других сталей рекомендуется закалка в воде от температуры 1050 — 1100°С.
Для сталей 18Х14А и СХНА обязателен отпуск при температуре 650 — 710°С с охлаждением на воздухе. Для других сталей рекомендуется закалка в воде от температуры 1050 — 1100°С.
При сварке для сталей 18Х14А, СХНА, Х25Н13Л обязателен предварительный подогрев до температуры 200 — 300°С. Стали 9Х19НА, Х18Н9 и 2Х18Н9 сваривают в нормальных условиях с минимальным разогревом и минимальной скоростью охлаждения металла шва и зоны термического влияния.
После сварки для снятия напряжений и понижения твердости металла сварного соединения детали из стали 18Х14А должны подвергаться отпуску при температуре 650 — 710°С. Для стали 9Х19НА, Х18Н9, 2Х18Н9 обязательна закалка в воде от температуры 1050- 1100°С.
Механическая обработка сварного соединения из стали 18Х14А возможна только после отпуска. Для всех других сталей обрабатываемость сварного соединения — на уровне основного металла.
Плохо сваривающиеся легированные стали. До сварки рекомендуется отпуск по определенным режимам для различных сталей.
Допускается сварка инструментальной стали в термически обработанном состоянии, если шов наплавляется не на режущую часть инструмента.
Для стали Г13Л обязательна закалка. При сварке обязателен предварительный подогрев до 200 — 300°С, за исключением сталей РФ18 и Р9, подогрев которых должен быть не ниже 600°С. Сварка стали Г1ЗЛ в состоянии закалки должна производиться без подогрева.
Термообработку после сварки выполняют по специальным инструкциям в зависимости от марки стали и назначения. Для стали Г1ЗЛ термообработка не требуется.
Источник: oitsp.ru
Свариваемость сталей
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.

В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
 При этом создаваемый шов может выдерживать существенное механическое воздействие.
При этом создаваемый шов может выдерживать существенное механическое воздействие.Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
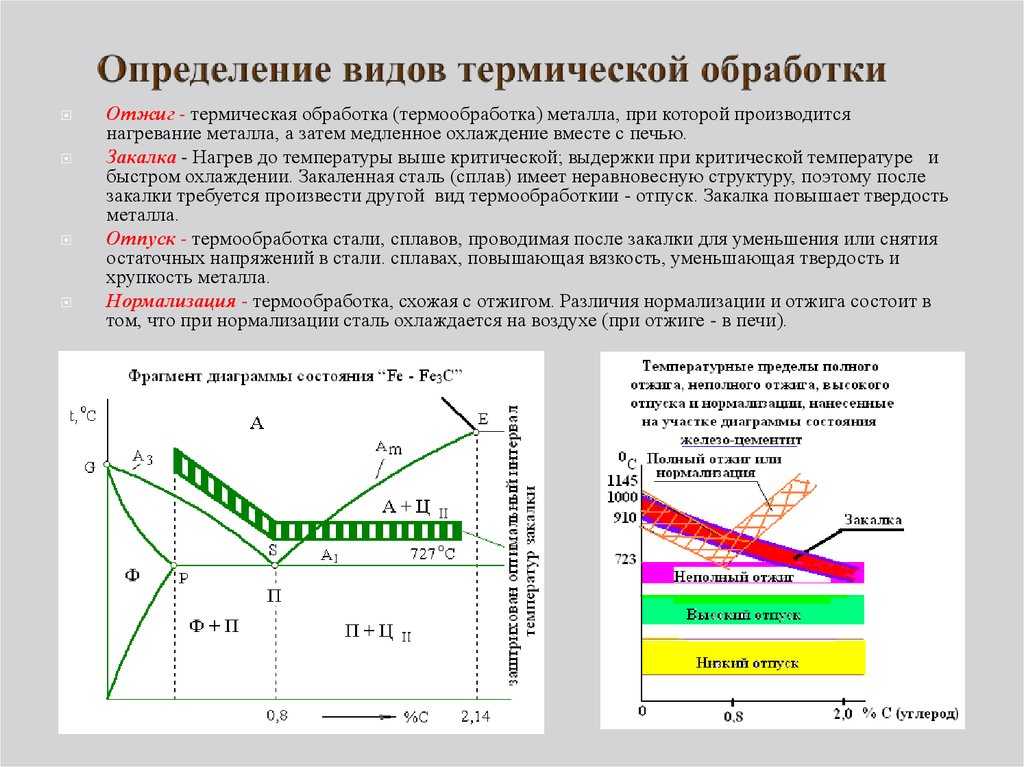
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава.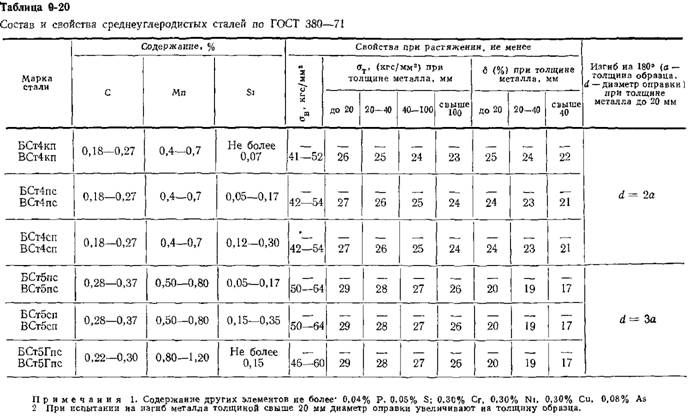 Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.
 Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.
В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.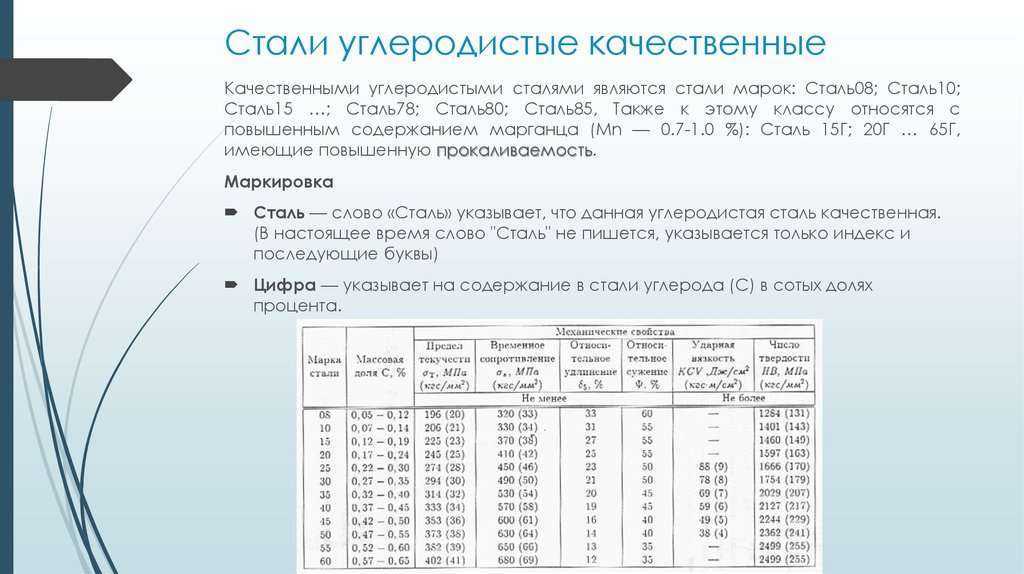
Источник: stankiexpert.ru
Классификация свариваемости сталей
Сталь – основной конструкционный материал, который представляет собой сплав железа с углеродом и разными примесями. Все элементы, которые входят в состав стальных изделий, оказывают влияние на ее характеристики (в частности, на свариваемость сталей).
Основные критерии, устанавливающие свариваемостьГлавным показателем свариваемости является углеродный эквивалент, который обозначается, как Сэкв. Данный условный коэффициент учитывает уровень воздействия на свойства сварного шва карбона, легирующих компонентов.
Факторы, влияющие на свариваемость сталей:
- Толщина металлического образца
- Объем вредных примесей
- Условия окружающей среды
- Вместимость углерода
- Уровень легирования
- Микроструктура
Группы свариваемости
Учитывая все, выше перечисленные критерии, свариваемость можно подразделить на группы с различными свойствами.
Классификация металлов по свариваемости:
- Хорошая – коэффициент Сэкв составляет не менее 0,25 %– для изделий из низкоуглеродистых сталей, независимо от условий погоды, толщины изделия, предварительной подготовки.
- Удовлетворительная – коэффициент Сэкв находится в пределах 0,25-0,35 %. Ограничения: по диаметру свариваемого изделия, условиям природной среды. Толщина материала допускается не более 2 см, температура воздуха должна быть не ниже минус 5 градусов, безветренную погоду.
- Ограниченная – коэффициент Сэкв в пределах 0,350-0,45%. Для формирования высококачественного сварного соединения требуется предварительный подогрев материала. Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
- Плохая – коэффициент Сэкв порядка 45-ти % (стали 45). В данном случае невозможно обеспечить стабильность сварочного соединения без предварительного подогрева металлических кромок, термической обработки готовой конструкции. Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
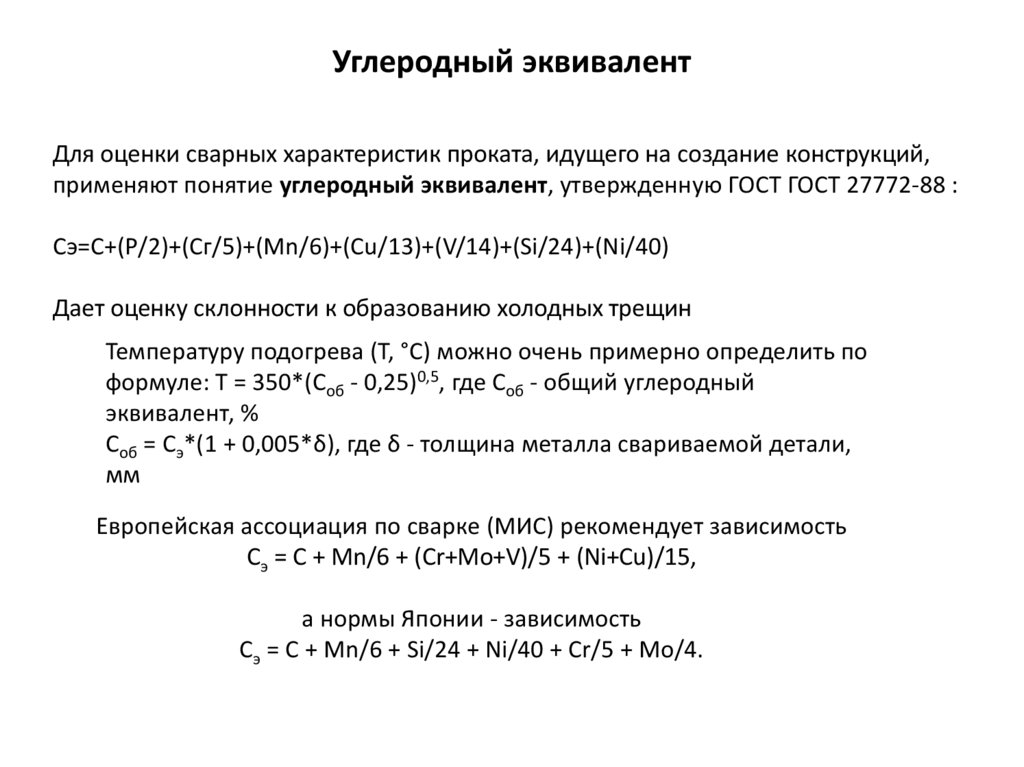 Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.Группы свариваемости предоставляют возможность понимать технологическую специфику сваривания железоуглеродистых сплавов конкретных марок.
Зависимо от категории, технологических параметров, свойства сварных соединений могут корректироваться последовательными температурными воздействиями. Термообработка может осуществляться несколькими способами: отпуск, закаливание, нормализация, отжиг. Наиболее востребованы закалка, отпуск. Подобные процедуры повышают твердость, соответственно прочность сварного соединения, предотвращают формирование трещин на материале, снимают напряжение. Показатель отпуска будет зависеть от желаемых характеристик материала.
Как влияют на свариваемость легирующие примеси?
Влияние главных легирующих элементов на свариваемость стали
- Фосфор, сера – вредоносные примеси. Содержание данных химических элементов для низкоуглеродистых сталей 0,4-0,5%.

- Углерод – важный компонент в составе сплавов, который определяет такие показатели, как закаливаемость, пластичность, прочность, другие свойства материала. Содержание углерода в пределах 0,25% не воздействует на качество сварки. Наличие более 0,25% данного хим. элемента способствует формированию закалочных соединений, зоны термического влияния, образуются трещины.
- Медь. Содержание меди как примеси не более 0,3%, как добавки для низколегированных сталей – пределах 0,15-0,50%, как легирующего компонента – не более одного процента. Медь улучшает коррозионную стойкость металла, при этом не ухудшает показатели качества сваривания.
- Марганец. Содержание марганца до одного процента не затрудняет сварочный процесс. Если марганца 1,8-2,5%, то не исключается образование закалочных структур, трещин, зоны термического влияния.
- Кремний. Этот химический элемент присутствует в металле как примесь — 0,30 процентов. Такое количество кремния не влияет на показатель качества соединения металлов. При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
 При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.- Никель, как и хром, присутствует в низкоуглеродистых сталях, его содержание составляет до 0,3%. В низколегированных металлах никеля может быть около 5%, высоколегированных – порядка 35 процентов. Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
- Хром. Количество данного компонента в низкоуглеродистых сталях ограничено до 0,3 процентов, его содержание в низколегированных металлах может быть в пределах 0,7-3,5%, легированных – 12-18 процентов, высоколегированных примерно 35%. В момент сваривания хром способствует формированию карбидов, значительно ухудшающих коррозионную устойчивость металла. Хром способствует формированию тугоплавких оксидов, которые негативно влияют на качество сварки.
- Молибден. Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
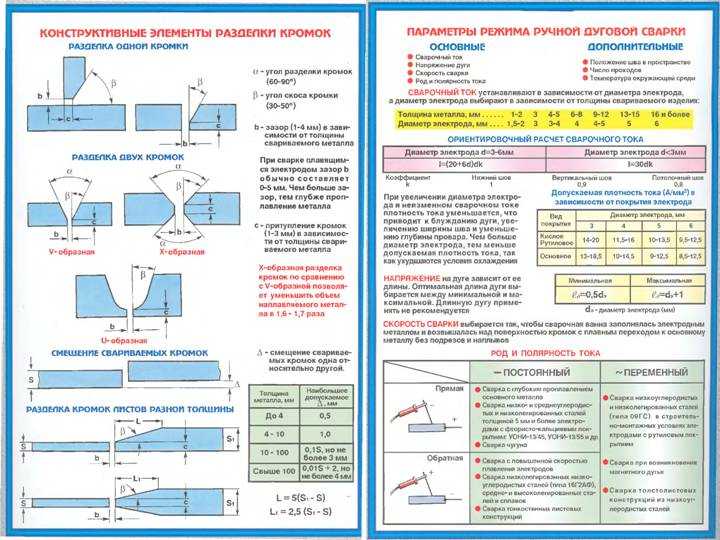 Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.- Ванадий. Содержание этого элемент в легированных сталях может составлять от 0,2 до 0,8 процентов. Ванадий способствует повышению пластичности, вязкости металла, улучшает его структуру, повышает показатель прокаливаемости.
- Ниобий, титан. Данные химические компоненты содержатся в жаропрочных, коррозионно-стойких металлах, их концентрация составляет не более одного процента. Ниобий и титан понижают показатель чувствительности металлического сплава к межкристаллитной коррозии.
Свариваемость стали считается сравнительным показателем, зависящим от химического состава, физических характеристик, микроструктуры материала.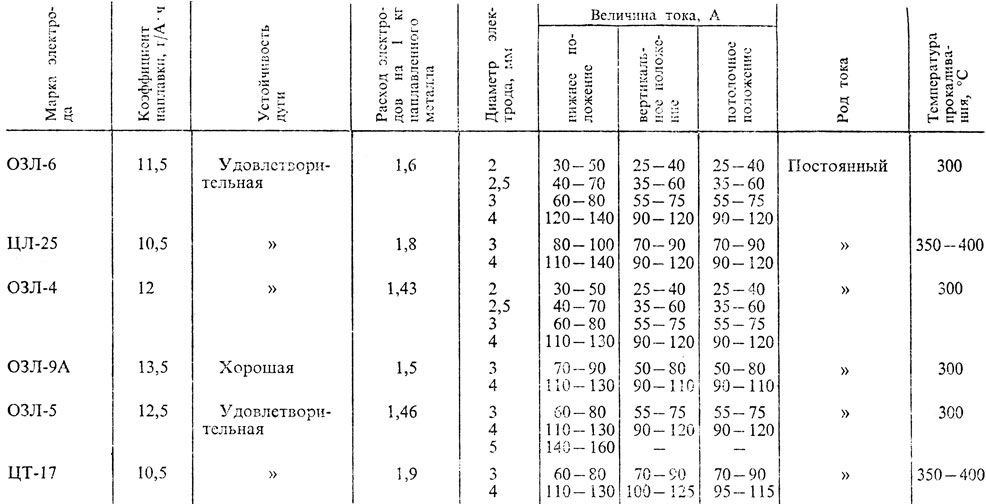 При этом способность создавать высококачественные сварные соединения может корректироваться благодаря продуманному технологическому подходу, выполнения требований, предъявляемых к сварке, наличия современного спецоборудования.
При этом способность создавать высококачественные сварные соединения может корректироваться благодаря продуманному технологическому подходу, выполнения требований, предъявляемых к сварке, наличия современного спецоборудования.
Источник: electrod.biz
Понятие свариваемости сталей, группы и классификации
При изготовлении самолетов, кораблей (космических, морских, речных), автомобилей, строительстве сооружений разного назначения, производстве продукции машиностроительной, пищевой, энергетической и других отраслей промышленности, в ЖКХ используют металлические конструкции, которые свариваются разными способами. Они изготавливаются из углеродистых и легированных марок сталей, чугуна, меди, титана, алюминиевых сплавов и т. д. Каждый раз способ сварки металла конкретной марки и технология проведения выбираются в индивидуальном порядке. В первую очередь смотрят на химический состав, который производитель металлопроката и сортамента обязательно указывает в сопроводительной документации к каждой партии товара.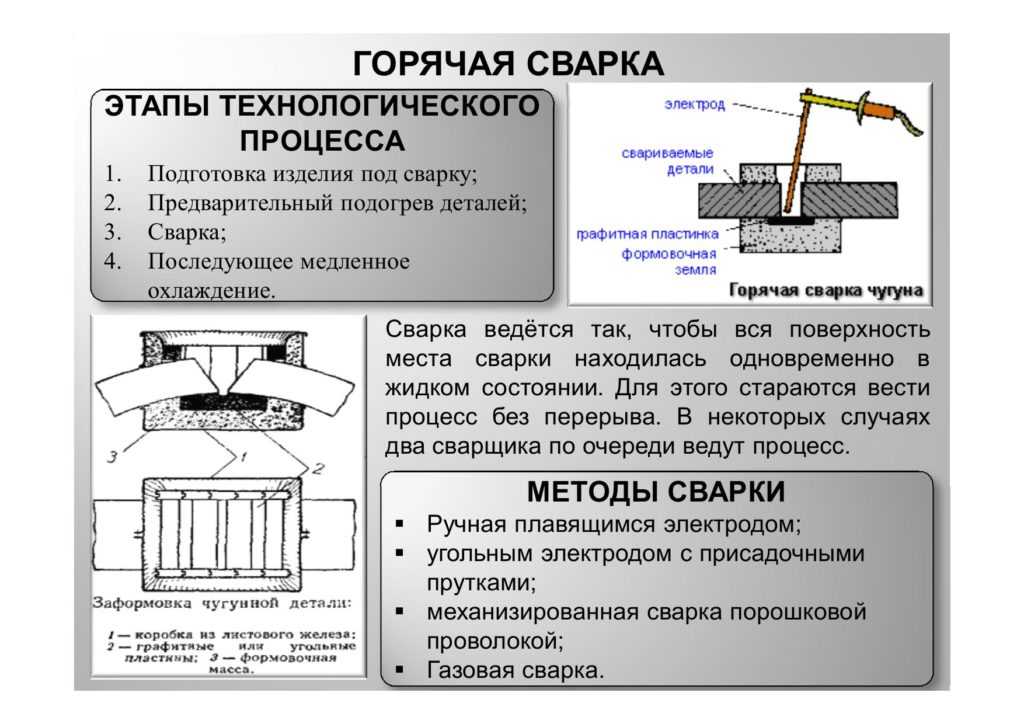 Это позволило отнести любую из почти 700 марок сталей к той или иной группе по свариваемости.
Это позволило отнести любую из почти 700 марок сталей к той или иной группе по свариваемости.
Определение свариваемости и ее категории
Свариваемость сталей – способность получать при выбранном оборудовании и технологии проведения процесса качественное соединение частей изделия, соответствующее требованиям эксплуатации конечного продукта. Проще говоря, место соединения должно максимально приближаться к прочностным характеристикам свариваемой марки стали. Различают два вида свариваемости: физическую и технологическую. В первом случае получают соединение с химической связью, что характерно для чистых металлов и технических сплавов. Технологический вид свариваемости заключается в характеристике места соединения стальных заготовок после выполнения сварочного процесса. Шов и околошовная зона должны соответствовать свойствам, которые предъявляются к изделию, и быть надежными в течение всего срока эксплуатации.
На свариваемость оказывают влияние такие факторы:
- количество углерода, легирующих элементов и вредных примесей, имеющихся в марке стали в %;
- чувствительность металла к нагреву;
- химическая активность;
- склонность к окислительным процессам.
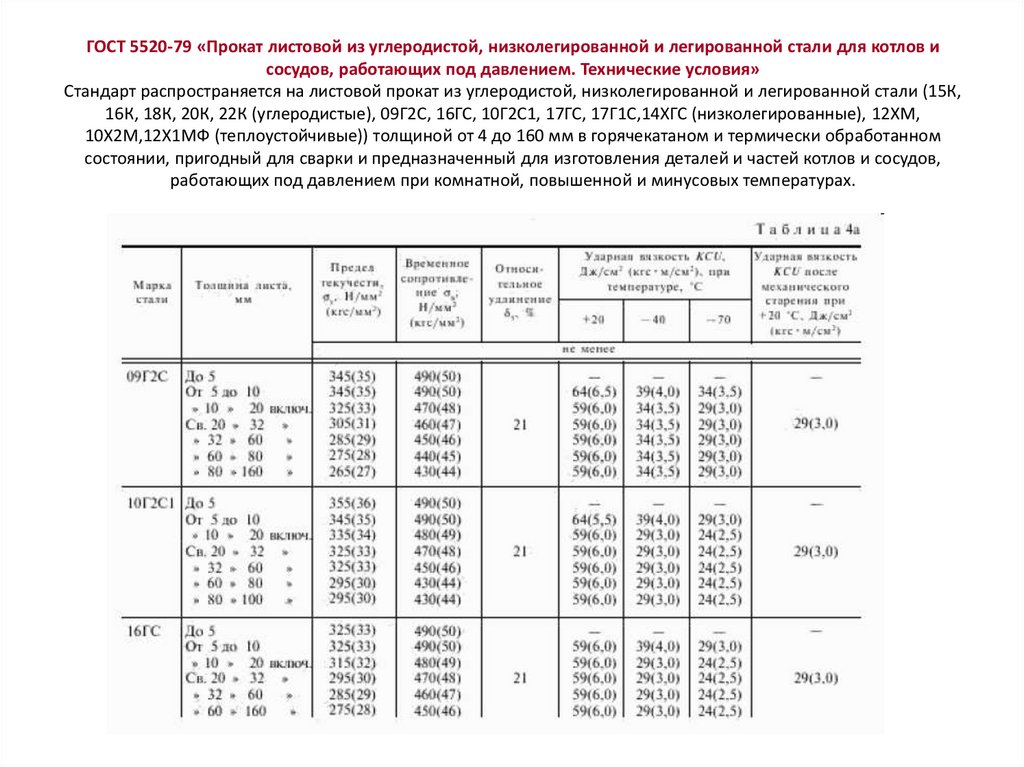
Совокупность факторов позволила марки сталей по свариваемости разделить на 4 группы: хорошо, удовлетворительно, ограниченно и плохо подлежащие сварочному процессу. Влияние оказывает и квалификация сварщика. Если человек – дилетант, то качество соединения будет очень низким.
Вид качественно выполненного сварного шва при соединении труб из высоколегированной стали:
Характеристики групп некоторых марок сталей и нюансы проведения сварки указаны в таблице:
| Группа по свариваемости | Содержание углерода в %, | Содержание легирующих элементов в % | ГОСТ | Марка стали | Особенности проведения сварочного процесса |
|---|---|---|---|---|---|
| I (хорошо) | не более 0,2 | не более 2,5 | 380-94 | Ст1 ÷ Ст4 (сп, кп, пс) | Выполняется по технологии, не требующей дополнительных мероприятий на соответствующих толщине металла режимах |
| 803-81 | 10ЮА, 18 ЮА | ||||
| 977-88 | 15Л, 20Л, 25Л, 08ГДНФЛ, 2ДН2ФЛ, 13ХДНФТЛ | ||||
| 1050-88 | 08 ÷ 25 (пс, кп) | ||||
| 4041-71 | 25пс, 08Ю | ||||
| 4543-71 | 15Г ÷ 25Г, 10Г2, 16Х, 20Х, 12ХН, 15 ХА, 15 ХФ | ||||
| II (удовлетвори- тельно) | 0,2 ÷ 0,35 | 2,5 ÷ 10 | 380-94 | Ст5 (пс, сп) | При сваривании необходимо: — готовить кромки; — придерживаться режима сварки; — применять соответствующие флюсы и присадочные материалы.  В некоторых случаях осуществлять подогрев до температуры 100 ÷ 200 0С с последующей термообработкой В некоторых случаях осуществлять подогрев до температуры 100 ÷ 200 0С с последующей термообработкой |
| 977-88 | 20ГЛ,20ГСЛ, 20ФЛ, 20Г1ФЛ, 20ДХЛ, 12ДХН1МФЛ | ||||
| 1050-88 | 30 | ||||
| 10702-78 | 20Г2С | ||||
| 19281-89 | 15Г2АФДпс, 16Г2АФД, 15Г2СФ, 15Г2СФД | ||||
| III (ограниченно) | 0,35 ÷ 0, 45 | 2,5 ÷ 10 | 977-88 | 35Л 40Л, 45Л,35ГЛ, 32Х06Л, 45ФЛ, 40ХЛ, 35ХГСЛ, 35НГМЛ, 20ХГСНДМЛ, 30ХГСФЛ, 23ХГС2МФЛ | Качество обеспечивается предварительным нагревом заготовок до температуры не выше 250 0С и проведением термической обработки после соединения по режиму, соответствующему марке стали |
| 1050-88 | 35, 40, 45 | ||||
| 4543-71 | 25ХГСА, 29ХН3А, 12Х2Н4А, 20Х2Н4А, 20ХН4А, 25ХГМ, 35Г, 35Г2, 35Х, 40Х, 33ХС, 38ХС, 30ХГТ, 30ХРА, 30ХГС, 30ХГСА, 35ХГСА, 25ХГНМТ, 30ХГНЗА, 20Х2Н4А | ||||
| 11268-76 | 12Х2НВФА | ||||
| IV (плохо) | выше 0,45 | выше 10 | 977-88 | 50Л, 55Л, 30ХНМЛ, 25Х2Г2ФЛ | Сварку выполняют с термообработкой до начала осуществления сварочного процесса, подогревом в процессе соединения и термообработкой после окончания сварки |
| 1055-88 | 50, 55 | ||||
| 1435-77 | У7 ÷ У13А | ||||
| 4543-71 | 50Г, 45Г2, 50Г2, 45Х, 40ХС, 50ХГ, 50ХГА, 50ХН, 55С2, 55С2А, 30ХГСН2А и др. | ||||
| 5950-2000 | 9Х, 9X1 | ||||
| 10702-78 | 38ХГНМ |
Таблица свариваемости позволяет, если известна марка металла, сразу отнести его к конкретной группе и исходя из этого грамотно подобрать режим и способ осуществления соединения. Низкоуглеродистые и низколегированные стали свариваются любыми видами сварки без каких-либо ограничений, остальные марки требуют дополнительных мероприятий, которые позволят выполнить соединение соответствующего качества.
Внимание! Сварка при температуре ниже -5 °C не должна выполняться: качество соединения будет невысоким.
Факторы, оказывающие влияние на процесс сварки
Факторы, которые оказывают влияние на получение качественного соединения: химический состав и содержание вредных компонентов в воздухе.
Содержание углерода в марке стали – это очень важный фактор. Без проблем соединяются металлы с содержанием элемента не выше 0,2%, при более высоком показателе качество ухудшается.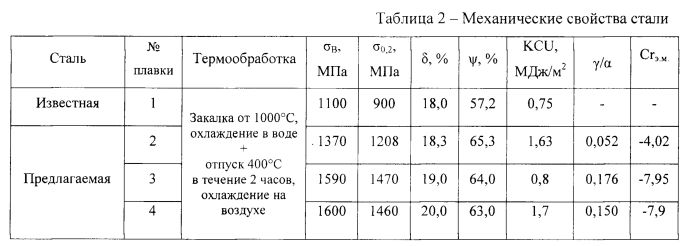 В околошовной зоне возникают трещины как горячие, так и холодные.
В околошовной зоне возникают трещины как горячие, так и холодные.
Содержание серы в количествах, превышающих 0,045%, ведет к такому явлению, как красноломкость, т. е. возникновение горячих трещин.
Вредной примесью является и фосфор. Если его количество превышает 0,4%, то не избежать такого дефекта, как хладноломкость, т. е. охрупчивание структуры.
Содержание марганца в стали в количествах более 1,8% затрудняет сварку. Место соединения становится хрупким, и в нем возникают трещины из-за закалочных процессов.
Хром в повышенных количествах ухудшает коррозионную стойкость шовного соединения, особенно у сталей, которые не содержат никеля. Количество хрома ограничивается верхним пределом – 0,3%.
Стали с количеством кремния до 0,8% свариваются хорошо, при превышении этой величины текучесть увеличивается и свариваемость ухудшается.
Сталь, особенно при сварке ответственных конструкций, необходимо защищать от вредных компонентов, находящихся в воздухе: кислорода и водорода.
 Они приводят к возникновению трещин и пор в сварном шве. Защитит место соединения от окисления при соединении слой флюса или защитный газ.
Они приводят к возникновению трещин и пор в сварном шве. Защитит место соединения от окисления при соединении слой флюса или защитный газ.Режим и способ ведения также оказывают влияние на свариваемость металлов. Особенно когда марка стали неизвестна. В этом случае ее определяют экспериментально. Для этого сначала сваривают образцы из тех заготовок, из которых будет в дальнейшем изготавливаться конструкция или изделие, и отрабатывают режим проведения сварочного процесса.
Просим поделиться опытом тех, кто соединял высоколегированные и высокоуглеродистые стали, стали с высокой технологической пластичностью, а также алюминиевые сплавы и получал качественное соединение. Заранее благодарны за предоставление ценной информации, которая многим пригодится.
Источник: wikimetall.ru
Сварка стали — компания МетКБ
Компания МетКБ производит сварку стали любой сложности, используя самое современное оборудование. Мы выполняем сварку стали как на своей территории, так и на выезде при помощи мобильных агрегатов. Сварка стальных изделий и конструкций является самой распространённой задачей в этом виде деятельности и она постоянно совершенствуется.
Сварка стальных изделий и конструкций является самой распространённой задачей в этом виде деятельности и она постоянно совершенствуется.
Сварка стали существенно зависит от содержания углерода и легирующих элементов в ней. Подобный способ соединения металлов характеризуется высокой эффективностью и проводится сейчас крайне часто, а сварной шов рассчитан на значительную нагрузку. При плохих показателях к свариваемости проводить такую работу сложно, а в некоторых случаях – невозможно и опасно.
Свариваемость сталиСвариваемость – это общая способность металлов образовывать сварное соединение при определённом типе сварки. Металл шва должен при этом получить похожие на основной материал механические свойства.
Различаются понятия технологической и металлургической свариваемости.
- Металлургическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых деталей, которые и образуют неразъемное сварное соединение. На границе контакта соединяемых деталей происходят физико-химические процессы, и протекание этих процессов определяется свойствами соединяемых металлов. Металлы с идентичным химическим составом характеризуются одинаковой металлургической свариваемостью. Свойства же разнородных металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому сварка может не произойти.
- Под технологической свариваемостью подразумевают в целом возможность получения сварного соединения определенным методом сварки. Технологическая свариваемость устанавливает оптимальные режимы и способы сварки, технологическую последовательность выполнения работ и обеспечивает получение требуемого соединения. При разных видах сварки происходит неизбежное окисление компонентов сплавов: в стали выгорает углерод, кремний, марганец, окисляется железо.
 На границе контакта соединяемых деталей происходят физико-химические процессы, и протекание этих процессов определяется свойствами соединяемых металлов. Металлы с идентичным химическим составом характеризуются одинаковой металлургической свариваемостью. Свойства же разнородных металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому сварка может не произойти.
На границе контакта соединяемых деталей происходят физико-химические процессы, и протекание этих процессов определяется свойствами соединяемых металлов. Металлы с идентичным химическим составом характеризуются одинаковой металлургической свариваемостью. Свойства же разнородных металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому сварка может не произойти.Выделяют множество параметров, определяющих основные свойства металла, поэтому, оценивая свариваемость сталей, всегда уделяется пристальное внимание химическому составу металла.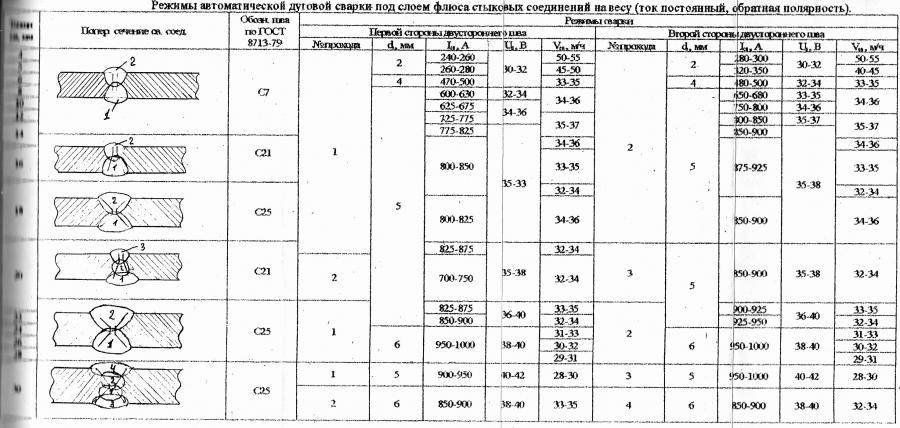 Одни химические элементы могут повысить этот показатель, некоторые – снизить. Самым важным элементов, который определяет пластичность, прочность, степень закаливаемости и плавкость считается углерод. По итогам различных исследований известно, что степень обрабатываемости стали не снижается при концентрации данного элемента до 0,25%. Увеличение доли углерода в составе приводит к появлению трещин и образованию закалочных структур.
Одни химические элементы могут повысить этот показатель, некоторые – снизить. Самым важным элементов, который определяет пластичность, прочность, степень закаливаемости и плавкость считается углерод. По итогам различных исследований известно, что степень обрабатываемости стали не снижается при концентрации данного элемента до 0,25%. Увеличение доли углерода в составе приводит к появлению трещин и образованию закалочных структур.
Также частными особенностями, влияющими на качество сварки, могут быть:
- Содержание (практически во всех металлах) вредных примесей, снижающих или повышающих сварочную обрабатываемость.
- Содержание фосфора, при повышении концентрации которого появляется хладноломкость.
- Содержание серы, которая является причиной появления красноломкости и горячих трещин.
- Если увеличить концентрацию кремния в стали до 1%, неизбежно появляются тугоплавкие оксиды, которые снижают показатели обрабатываемости.
- Количество марганца не более 1% в составе сплава не затрудняет процесс сварки, но уже при 1,5% возникает вероятность появления серьезных деформационных трещин и закалочной структуры.
- Хром является основным легирующим элементом в сплаве. Его добавляются в состав для повышения коррозионной стойкости. Если при концентрации хрома около 3,5% показатель свариваемости остается почти неизменным, то в легированных составах его доля составляет 12%. При нагреве металла присутствие хрома может приводить к появлению карбида, снижающего стойкость к коррозии, и затруднять сам процесс соединения материалов.
- Никель также является легирующим элементом. Его концентрация в стали может достигать 35%. Основные его задачи – это повышение прочность и пластичность, что существенно улучшает основные свойства свариваемого материала.
- Молибден присутствует в составе в небольшом количестве и за счет уменьшения зернистости структуры качественно способствует повышению прочности. Но молибден имеет один весомый минус: в момент воздействия высокой температуры вещество начинает выгорать, из-за чего появляются трещины и другие дефекты.
- Медь не ухудшает обработку стали сваркой, поэтому ее часто добавляют в состав в качестве легирующего элемента. Концентрация меди составляет около 1%, что немного повышается коррозионная стойкость обрабатываемого сплава.

 Но молибден имеет один весомый минус: в момент воздействия высокой температуры вещество начинает выгорать, из-за чего появляются трещины и другие дефекты.
Но молибден имеет один весомый минус: в момент воздействия высокой температуры вещество начинает выгорать, из-за чего появляются трещины и другие дефекты.Только при учете особенностей структуры и химического состава материала подобной можно выбрать наиболее подходящий сплав.
Общая классификация сталей по свариваемостиСплавы, в которых не образуются трещины при нагреве, обладают лучшей обрабатываемостью. По этой характеристике рассматривают четыре группы:
- При хорошей обрабатываемости сваркой сталь после остается прочной и надежной после термической обработки, а новый сварной шов может выдерживать ощутимые механические воздействия.
- Без предварительного подогрева проводить обработку позволяет удовлетворительная степень свариваемости. За счет этого процесс ускоряется, а также затраты снижаются.
- Ограниченно свариваемые стали сложны в обработке и повышают себестоимость процесса. В таком случае сварку можно провести только при применении специального оборудования.
- Плохая свариваемость не позволяет проводить никаких работ по сварке вообще, потому что после получения шва могут появиться трещины. Подобные материалы не могут быть использованы для получения требуемых элементов.
 За счет этого процесс ускоряется, а также затраты снижаются.
За счет этого процесс ускоряется, а также затраты снижаются.Каждая отдельная группа имеет свои определенные особенности, которые обязательно учитывать. Так, к примеру, сталь 20 относится к первой группе, в то время как более распространенная сталь 45 обладает ограниченной свариваемостью.
Группы свариваемостиГруппы свариваемости сталей имеют свои характерные отличительные черты. Среди них можно отметить следующие:
- Первая группа для сварки применяется без предварительного нагревания и последующей термической обработки сварного шва. Отпуск выполняют для снижения напряжения в металле (данное свойство связано с невысокой концентрацией углерода).
- Вторая группа имеет склонность к образованию дефектов на швах и трещин. Рекомендуется осуществлять предварительный подогрев обрабатываемого материала, а также термическую обработку для снижения напряжений впоследствии.
- При ограниченном показателе свариваемости сталь становится склонной к образованию трещин. Во избежание вероятность появления трещин следует предварительно разогреть материал, после сварки в обязательном порядке провести его термообработку.
- И заключительная группа отличается тем, что на швах всегда образуются трещины, а предварительный нагрев материала не улучшает положение. В подобных случаях после сварки проводится дополнительное многоступенчатое улучшение.
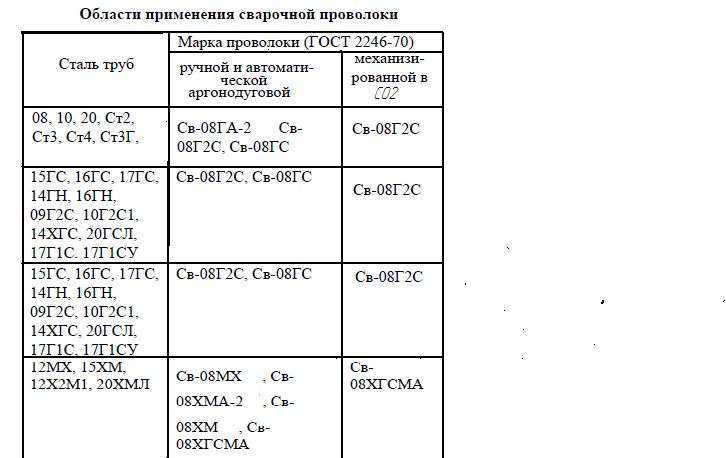
Степень свариваемости может меняться после улучшения обрабатываемого материала, к примеру, после закалки или азотирования.
Разнородная сваркаВиды стали, которые различаются по атомному и кристаллическому строению или принадлежат к разным структурным классам (ферритные, перлитные, аустенитные и др. ), и стали с однотипной решеткой, но которые принадлежат к отдельным группам по степени легирования (низколегированные, легированные, высоколегированные), принято считать разнородными.
), и стали с однотипной решеткой, но которые принадлежат к отдельным группам по степени легирования (низколегированные, легированные, высоколегированные), принято считать разнородными.
При сварке разнородных сталей применяют высококонцентрированные источники тепла (электронный луч, плазма, лазер), проводят разделку и в целом делают выбор в пользу режима сварки с минимальной глубиной проплавления металла. При дуговой сварке в защитных газах должно быть интенсивное перемешивание металла ванны.
Технология сварки перлитной и аустенитной стали включает в себя предварительную наплавку на перлитную сталь аустенитного слоя и предварительный нагрев с отпуском для устранения закалки после. Затем детали из перлитной стали с наплавленными кромками свариваются с аустенитной сталью. В таком случае приоритетным является режим сварки, который будет наиболее подходящим для аустенитной стали.
Немаловажный фактор для всех способов сварки разнородных сталей – это содержание водорода в сварочном шве.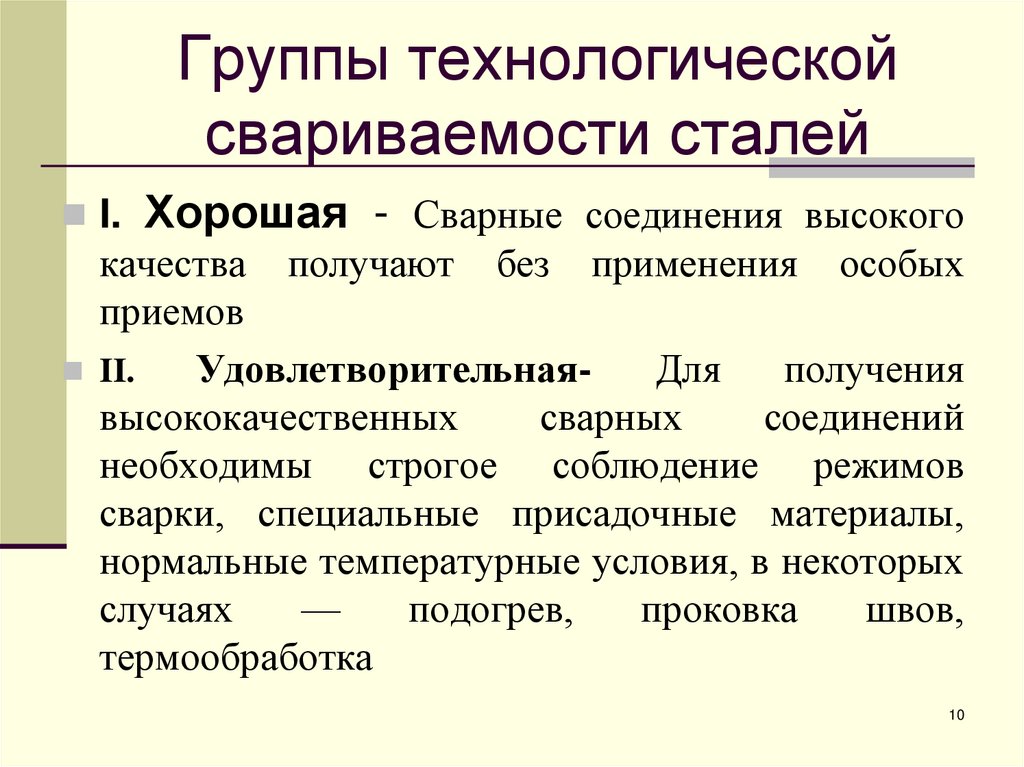 Из-за него могут развиваться зародыши трещин в закаленных зонах. Также водород вызывает пористость сварочных швов. В таких случаях необходимо применять низководородистые электроды с покрытием и флюсы на фтористо-кальциевой основе.
Из-за него могут развиваться зародыши трещин в закаленных зонах. Также водород вызывает пористость сварочных швов. В таких случаях необходимо применять низководородистые электроды с покрытием и флюсы на фтористо-кальциевой основе.
Заказать услугу
Свариваемость сталей – IspatGuru
Свариваемость сталей
- satyendra
- 13 апреля 2016 г.
- Хрупкая зона, HSLA. ЗТВ, жидкая сталь, низкоуглеродистая сталь, SMAW, коррозия под напряжением, свариваемость сталей, наплавляемый валик,
Свариваемость сталей
Существует несколько факторов, которые контролируют свариваемость углеродистых (C) и низколегированных сталей в электрических дуговая сварка. Хорошее понимание химических и физических явлений, происходящих при сварке, необходимо для правильной сварки различных сталей. Эксплуатационные параметры, термические циклы и металлургические факторы, влияющие на превращения металла шва и склонность к горячему и холодному растрескиванию, являются одними из факторов, которые заметно влияют на свариваемость сталей.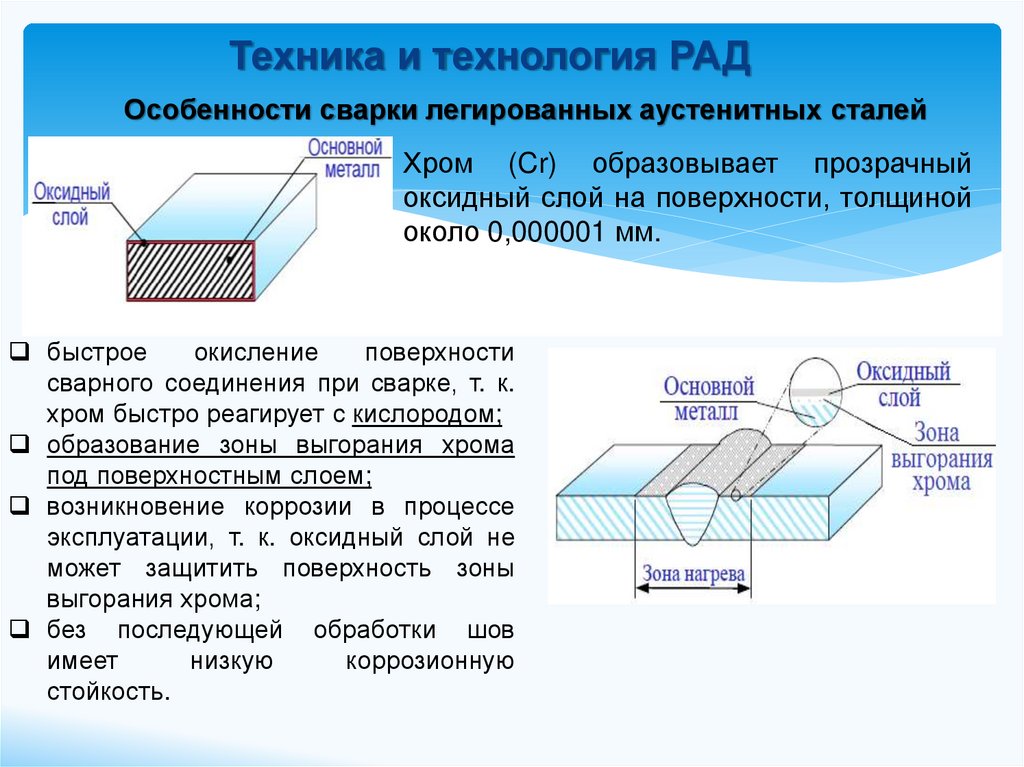 Есть также несколько общих испытаний, которые определяют свариваемость стали.
Есть также несколько общих испытаний, которые определяют свариваемость стали.
Стали и низколегированные стали представляют собой большое количество сталей, различающихся по химическому составу, прочности, термической обработке, коррозионной стойкости и свариваемости. Эти стали можно разделить на (i) простые стали C, (ii) высокопрочные низколегированные (HSLA) стали, (iii) закаленные и отпущенные (QT) стали, (iv) термообрабатываемые низколегированные (HTLA) стали и ( v) стали с предварительно нанесенным покрытием.
Чтобы понять свариваемость сталей, необходимо иметь представление о различных зонах сварки.
Характерные особенности сварных швов
Однопроходные сварные швы
В случае однопроходного валика сварной шов обычно делится на две основные области, а именно (i) зону сплавления, или металл сварного шва, и (ii ) зона термического влияния (ЗТВ), как показано на рис. 1. В зоне сплавления пиковая температура превышает температуру плавления основной стали, а химический состав металла шва зависит от выбора сварочных материалов, основной стали коэффициент разбавления и условия эксплуатации. В условиях быстрого охлаждения и затвердевания металла шва легирующие и примесные элементы интенсивно сегрегируют в центр междендритных или межячеистых областей и в центральные части шва, что приводит к значительным локальным химическим неоднородностям. Следовательно, трансформационное поведение металла сварного шва может сильно отличаться от поведения основной стали, даже если объемный химический состав существенно не изменяется в процессе сварки. Типичный анизотропный характер затвердевшего сварного шва и структуры также показан на рис. 1.9.0021
В условиях быстрого охлаждения и затвердевания металла шва легирующие и примесные элементы интенсивно сегрегируют в центр междендритных или межячеистых областей и в центральные части шва, что приводит к значительным локальным химическим неоднородностям. Следовательно, трансформационное поведение металла сварного шва может сильно отличаться от поведения основной стали, даже если объемный химический состав существенно не изменяется в процессе сварки. Типичный анизотропный характер затвердевшего сварного шва и структуры также показан на рис. 1.9.0021
Химический состав в зоне ЗТВ практически не меняется, поскольку самая высокая температура остается ниже точки плавления основной стали. Однако во время сварки в зоне ЗТВ происходят значительные микроструктурные изменения в результате чрезвычайно жестких термических циклов. Материал, непосредственно прилегающий к зоне плавления, нагревается до температуры аустенита. Выделения микросплава, образовавшиеся на предыдущих стадиях обработки, в основном растворяются, и происходит открепление границ аустенитных зерен с существенным ростом зерен, образуя крупное зерно в зоне ЗТВ.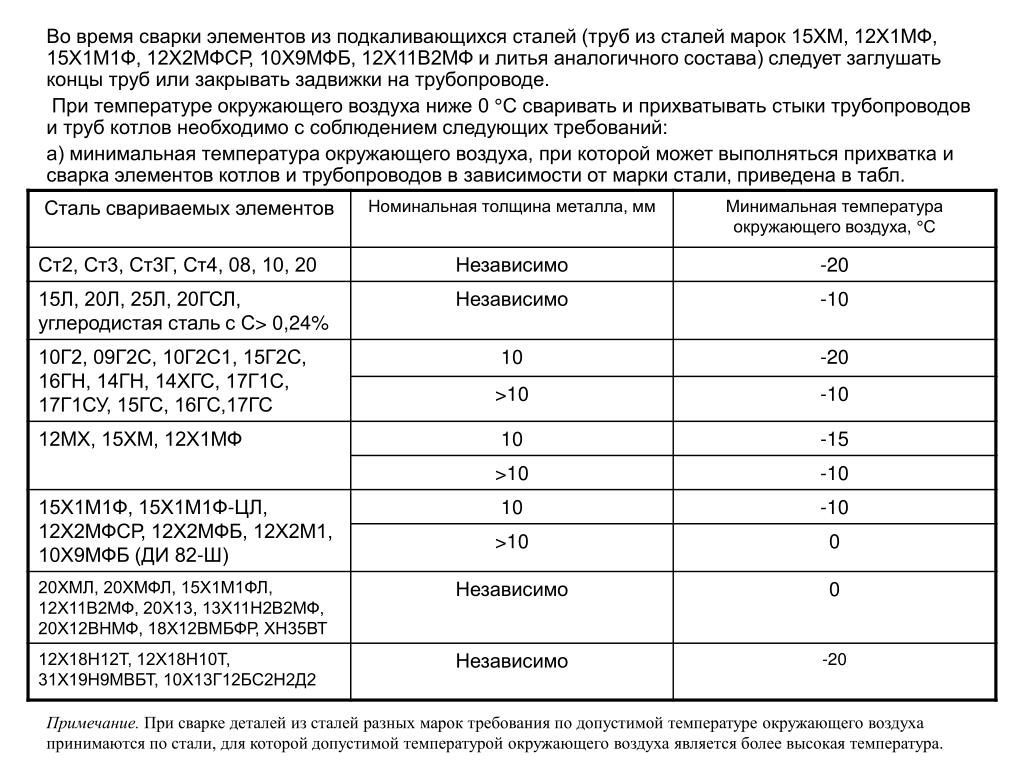 Средний размер аустенитных зерен, зависящий от максимальной достигнутой температуры, уменьшается по мере удаления от зоны плавления. Скорость охлаждения также варьируется от точки к точке в зоне ЗТВ. Она увеличивается с увеличением наибольшей температуры при постоянной наибольшей подводимой теплоте и уменьшается с увеличением подводимой теплоты при постоянной наибольшей температуре. Из-за различных тепловых условий в зависимости от расстояния от линии сплавления область ЗТВ в основном состоит из зоны крупного зерна (CGHAZ), зоны мелкого зерна (FGHAZ), межкритической зоны (ICHAZ) и подкритической зоны (SCHAZ). . Различные области ЗТВ однопроходного стыкового шва низкоуглеродистой стали показаны на рис. 1.
Средний размер аустенитных зерен, зависящий от максимальной достигнутой температуры, уменьшается по мере удаления от зоны плавления. Скорость охлаждения также варьируется от точки к точке в зоне ЗТВ. Она увеличивается с увеличением наибольшей температуры при постоянной наибольшей подводимой теплоте и уменьшается с увеличением подводимой теплоты при постоянной наибольшей температуре. Из-за различных тепловых условий в зависимости от расстояния от линии сплавления область ЗТВ в основном состоит из зоны крупного зерна (CGHAZ), зоны мелкого зерна (FGHAZ), межкритической зоны (ICHAZ) и подкритической зоны (SCHAZ). . Различные области ЗТВ однопроходного стыкового шва низкоуглеродистой стали показаны на рис. 1.
Рис. 1 Структура сварного шва и зоны ЗТВ при однопроходной сварке низкоуглеродистой стали, но сварной шов
Многопроходная сварка
зона сплавления (рис. 2). Частичное измельчение микроструктуры последующими проходами сварки увеличивает неоднородность различных областей в отношении микроструктуры и механических свойств.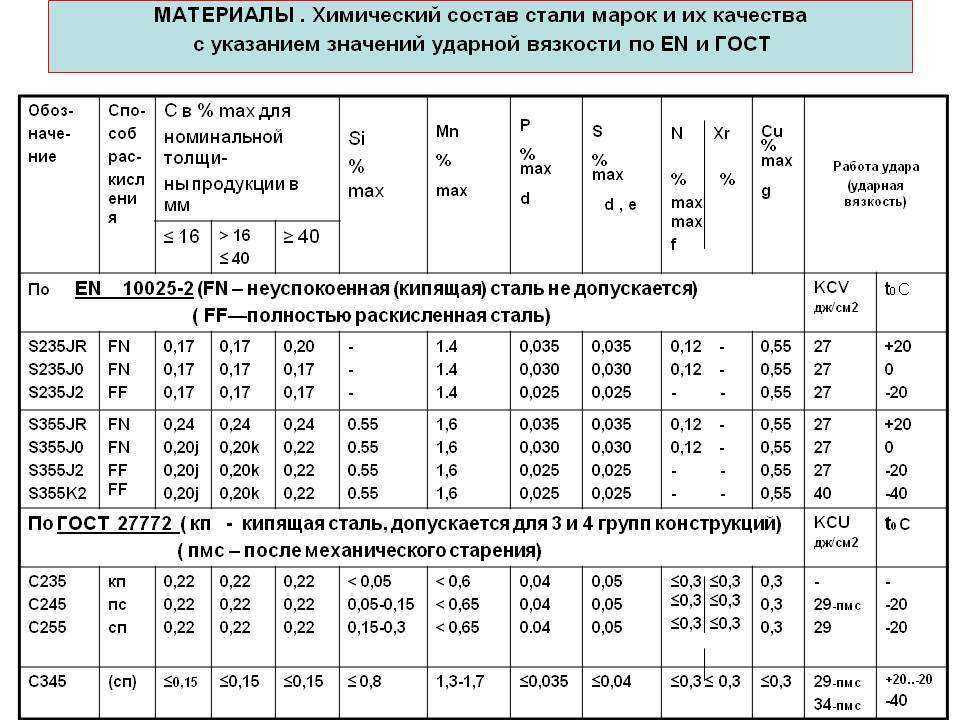 Повторная аустенизация и докритический нагрев могут оказать сильное влияние на последующую структуру и свойства зоны ЗТВ. Ухудшение свойств вязкости связано с небольшими областями ограниченной пластичности и низким сопротивлением скалыванию в пределах CGHAZ, которые идентифицируются как зона локализованной хрупкости (LBZ). LBZ состоят из неизмененной CGHAZ, HAZ крупнозернистого зерна с промежуточным подогревом (IRCG) и HAZ крупнозернистого зерна с субкритическим повторным подогревом (SRCG). LBZ могут быть выровнены по соседней линии сплавления (рис. 2). Выровненные LBZ предлагают короткие и легкие пути для распространения трещины. Перелом происходит по линии сращения. 9Рис. 2. Перекрытие ЗТВ с образованием локализованных зон хрупкости вдоль линии сплавления
Повторная аустенизация и докритический нагрев могут оказать сильное влияние на последующую структуру и свойства зоны ЗТВ. Ухудшение свойств вязкости связано с небольшими областями ограниченной пластичности и низким сопротивлением скалыванию в пределах CGHAZ, которые идентифицируются как зона локализованной хрупкости (LBZ). LBZ состоят из неизмененной CGHAZ, HAZ крупнозернистого зерна с промежуточным подогревом (IRCG) и HAZ крупнозернистого зерна с субкритическим повторным подогревом (SRCG). LBZ могут быть выровнены по соседней линии сплавления (рис. 2). Выровненные LBZ предлагают короткие и легкие пути для распространения трещины. Перелом происходит по линии сращения. 9Рис. 2. Перекрытие ЗТВ с образованием локализованных зон хрупкости вдоль линии сплавления
Прокаливаемость
Прокаливаемость сталей обычно используется для обозначения стабильности аустенита с легирующими добавками. Он также используется в качестве индикатора свариваемости и в качестве руководства при выборе материала и процесса сварки, чтобы избежать чрезмерной твердости и растрескивания в зоне ЗТВ.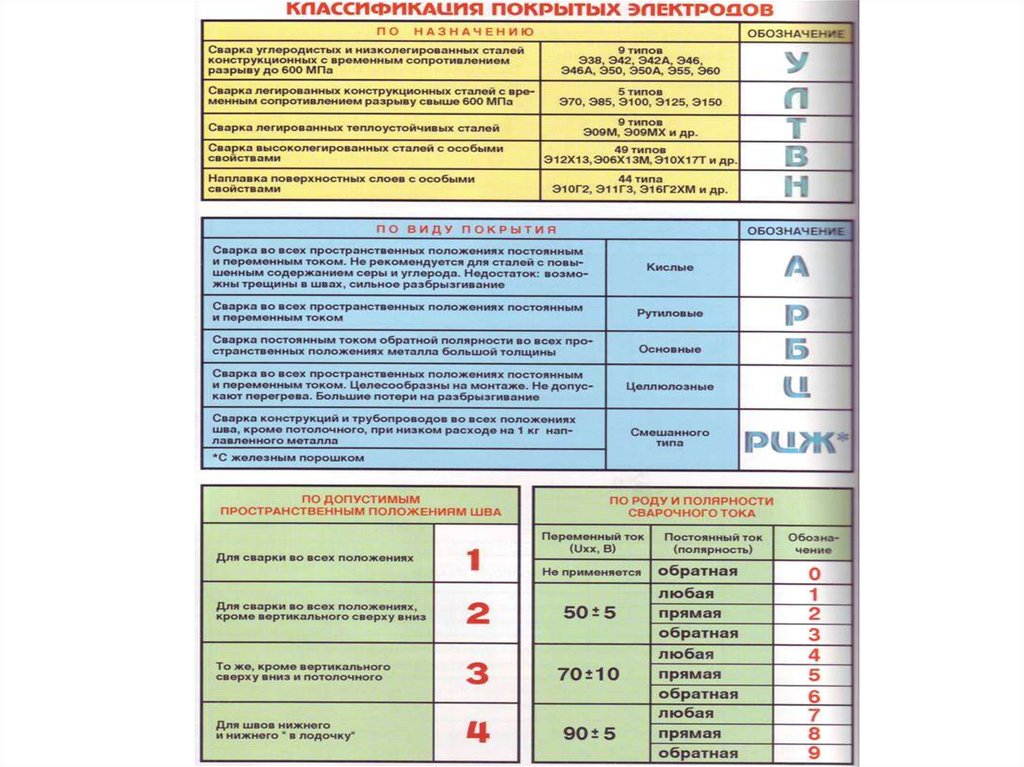 Стали с высокой твердостью часто содержат большую объемную долю мартенсита, который чрезвычайно подвержен растрескиванию в процессе обработки. Прокаливаемость также используется для обозначения склонности стали к растрескиванию, вызванному водородом (h3). Традиционно эмпирические уравнения разрабатывались экспериментально для выражения свариваемости сталей. Углеродный эквивалент (CE) является одним из таких терминов. Он был разработан для оценки склонности стали к растрескиванию во время сварки и для определения того, нуждается ли сталь в термообработке перед сваркой и/или после сварки, чтобы избежать растрескивания. Уравнения CE включают влияние легирующих элементов на прокаливаемость, выражая химический состав стали как сумму взвешенных содержаний сплава. Используется множество терминов CE с различными коэффициентами для легирующих элементов. Уравнение для CE, данное «Международным институтом сварки (IIW)», приведено ниже.
Стали с высокой твердостью часто содержат большую объемную долю мартенсита, который чрезвычайно подвержен растрескиванию в процессе обработки. Прокаливаемость также используется для обозначения склонности стали к растрескиванию, вызванному водородом (h3). Традиционно эмпирические уравнения разрабатывались экспериментально для выражения свариваемости сталей. Углеродный эквивалент (CE) является одним из таких терминов. Он был разработан для оценки склонности стали к растрескиванию во время сварки и для определения того, нуждается ли сталь в термообработке перед сваркой и/или после сварки, чтобы избежать растрескивания. Уравнения CE включают влияние легирующих элементов на прокаливаемость, выражая химический состав стали как сумму взвешенных содержаний сплава. Используется множество терминов CE с различными коэффициентами для легирующих элементов. Уравнение для CE, данное «Международным институтом сварки (IIW)», приведено ниже.
CE = C + Mn/6 + (Ni + Cu)/15 + (Cr + Mo + V)/5
В этом уравнении концентрация легирующих элементов дана в весовых процентах. Из уравнения видно, что С является элементом, который оказывает максимальное влияние на свариваемость. Наряду с другими химическими элементами, C может влиять на диапазон температур затвердевания, восприимчивость к горячему разрыву, прокаливаемость и поведение стального сварного шва при холодном растрескивании.
Из уравнения видно, что С является элементом, который оказывает максимальное влияние на свариваемость. Наряду с другими химическими элементами, C может влиять на диапазон температур затвердевания, восприимчивость к горячему разрыву, прокаливаемость и поведение стального сварного шва при холодном растрескивании.
Применение терминологии CE также является эмпирическим. Например, уравнение CE для IIW эффективно использовалось с обычными низколегированными сталями со средним содержанием углерода. Стали с более низкими значениями CE обычно демонстрируют хорошую свариваемость. Когда КЭ стали менее 0,45 %, растрескивание сварного шва маловероятно и термическая обработка не требуется. Когда CE стали составляет от 0,45 % до 0,60 %, вероятно образование трещин в сварном шве, и обычно рекомендуется предварительный нагрев в диапазоне от 100 до 400 °C. Когда КЭ стали более 0,60 %, существует высокая вероятность образования трещин в сварном шве, и в этом случае для получения качественного сварного шва необходимы как предварительный нагрев, так и термообработка после сварки.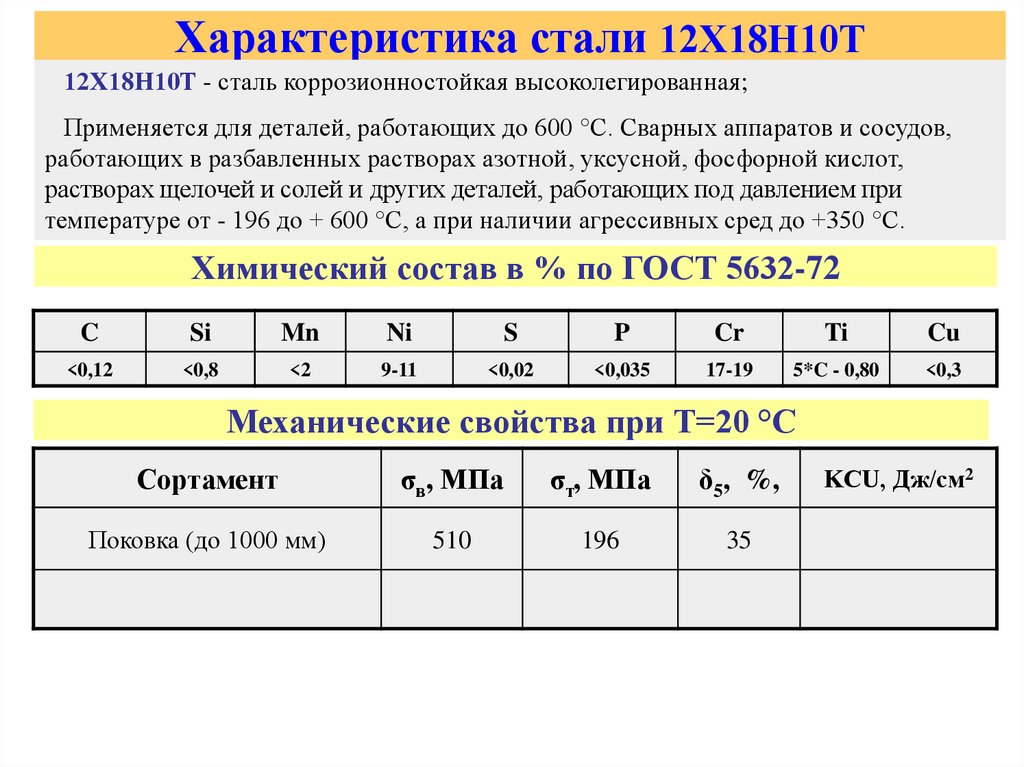
Однако уравнение CE для IIW не точно коррелирует с микроструктурой и свойствами микролегированных сталей с низким содержанием углерода в расширенных диапазонах сплавов. Таким образом, были разработаны новые термины, основанные на термодинамике растворов и кинетических соображениях, чтобы получить более точные прогнозы поведения сплава и свариваемости низколегированных сталей с низким содержанием углерода. В эти уравнения включены сложные интерактивные термины, а не простые аддитивные формы. Уравнения с этими нелинейными членами более полезны для прогнозирования поведения электродуговой сварки.
Некоторые термины также доступны для других групп сталей с более широким диапазоном легирующих элементов и с различной предварительной термообработкой, содержанием h3 и твердостью сварного шва. Одно такое уравнение (приведенное ниже) включает условия изготовления, такие как подводимое тепло, скорость охлаждения, конструкция соединения и условия ограничения.
Ph = Pcm + 0,075 log10 H + Rf /40,000
В этом уравнении Ph — параметр склонности к растрескиванию, H — концентрация h3 (частей на миллион, ppm), Rf — ограничивающее напряжение (в Н/кв.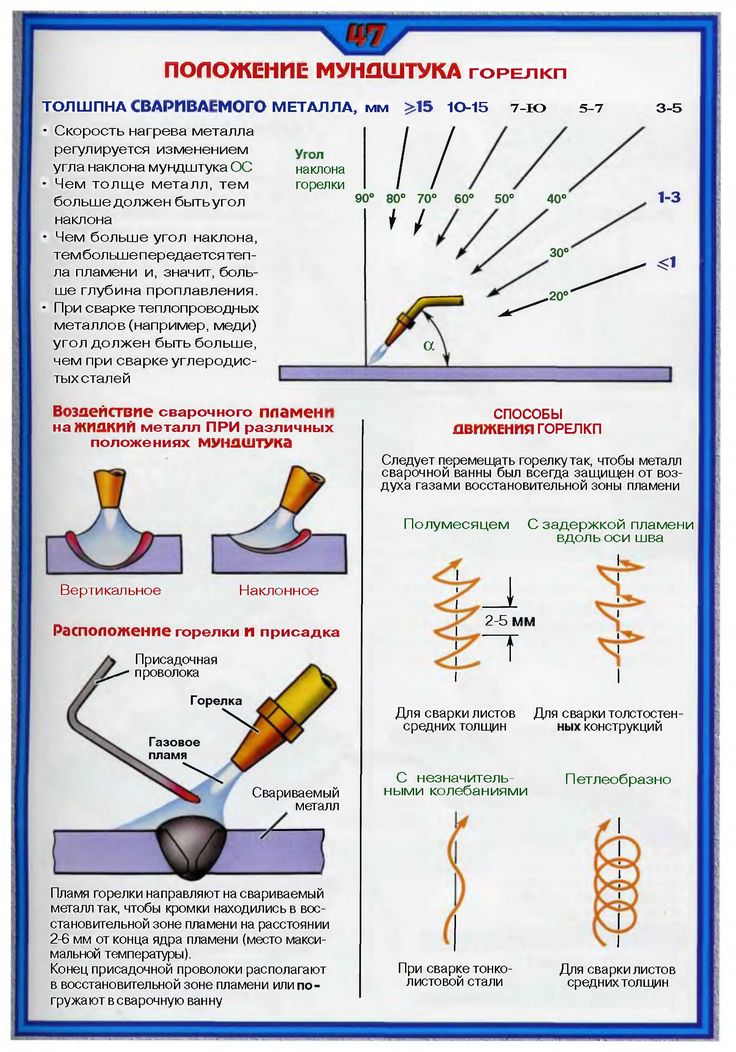 мм), а Pcm соответствует следующему уравнению.
мм), а Pcm соответствует следующему уравнению.
Pcm= C + (Mn + Cu + Cr) /20 + Si/30 + Ni/60 + Mo/15 + V/10 + 5 B
Толщина свариваемой стали также может быть связана с CE как компенсированный углеродный эквивалент (CCE), который равен CCE = CE + 0,00254 t, где t — толщина детали в миллиметрах.
Приведенные выше уравнения действительны только для определенных диапазонов химического состава и условий сварки. Однако, несмотря на различные формы и термины, включенные в прогнозные уравнения, основной целью остается оценка свариваемости и склонности стали к растрескиванию.
Микроструктура металла сварного шва
Неотъемлемым элементом процесса сварки является образование ванны из жидкой стали непосредственно под движущимся источником тепла. Форма этого жидкого бассейна определяется потоком как тепла, так и металла, при этом плавление происходит перед источником тепла, а затвердевание происходит позади него. Подвод тепла определяет объем жидкой стали и, следовательно, разбавление и состав металла шва, а также термические условия, при которых происходит затвердевание. Также важной для затвердевания является скорость роста кристаллов, которая геометрически связана со скоростью перемещения сварного шва и формой сварочной ванны. Таким образом, форма сварочной ванны, состав металла шва, скорость охлаждения и скорость роста являются факторами, которые взаимосвязаны с погонной энергией, которая, в свою очередь, влияет на микроструктуру затвердевания и стойкость сварного соединения к горячему растрескиванию.
Также важной для затвердевания является скорость роста кристаллов, которая геометрически связана со скоростью перемещения сварного шва и формой сварочной ванны. Таким образом, форма сварочной ванны, состав металла шва, скорость охлаждения и скорость роста являются факторами, которые взаимосвязаны с погонной энергией, которая, в свою очередь, влияет на микроструктуру затвердевания и стойкость сварного соединения к горячему растрескиванию.
Начальное плавление на границах зерен основной стали, непосредственно примыкающих к зоне сплавления, позволяет этим зернам служить затравочными кристаллами для эпитаксиального (направленного нарастания кристаллического материала на поверхность другого кристалла другого химического состава, но аналогичной структуры) роста зерен во время сварки затвердевание металла. Непрерывный рост эпитаксиальных зерен приводит к образованию крупных столбчатых зерен, границы которых обеспечивают легкий путь для распространения трещин. В вытянутой сварочной ванне образуются прямые и широкие столбчатые зерна, которые способствуют образованию трещин по осевой линии из-за сегрегации примесей, механического захвата включений и усадочных напряжений, развивающихся при затвердевании.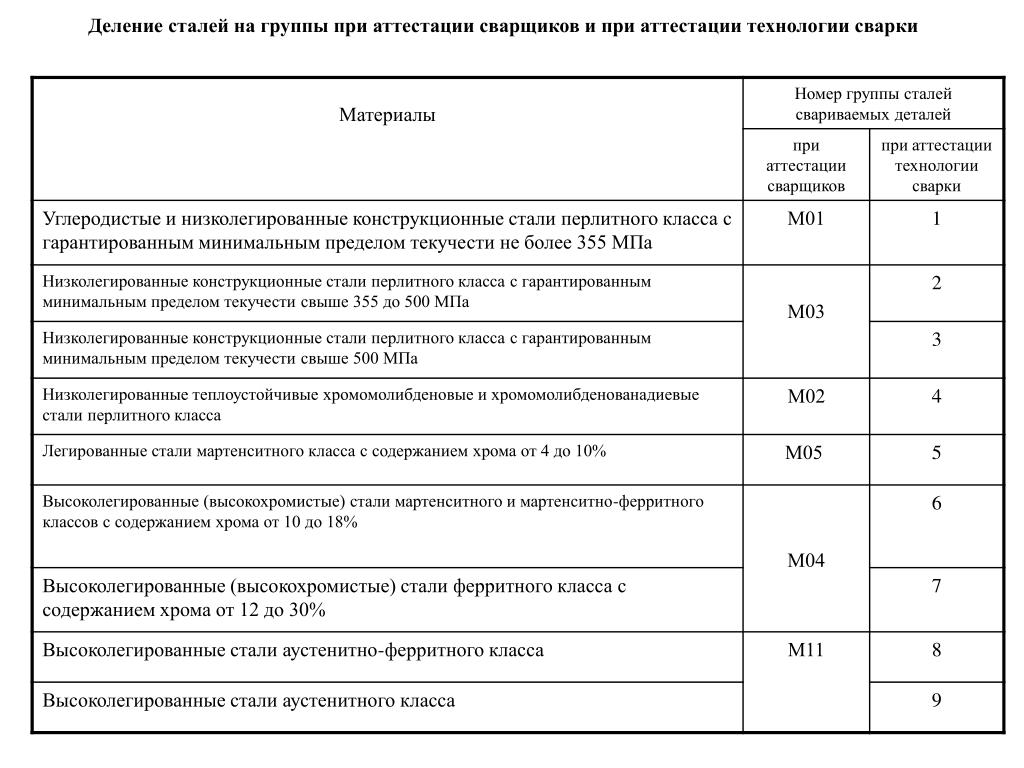 Эпитаксиальный столбчатый рост особенно вреден для многопроходных сварных швов, где зерна могут непрерывно распространяться от одного валика сварного шва к другому.
Эпитаксиальный столбчатый рост особенно вреден для многопроходных сварных швов, где зерна могут непрерывно распространяться от одного валика сварного шва к другому.
Горячие разрывы возникают вблизи границы раздела жидкость/твердое тело, когда деформации от усадки при затвердевании и термического сжатия вызывают разрыв жидких пленок с низкой температурой плавления, расположенных на границах зерен. Восприимчивость стали к горячему разрыву связана с ее неспособностью выдерживать напряжение из-за блокировки дендритов, а также с тенденцией разрывов к обратному заполнению оставшейся жидкостью. Интервал времени, в течение которого могут существовать жидкие пленки, в зависимости от скорости возникновения деформации, также может играть роль в восприимчивости к горячему разрыву. Стали могут быть чувствительными к горячему разрыву в зависимости от количества содержащихся в них примесей фосфора (P) и серы (S). Также известно, что углерод и никель (Ni) влияют на образование горячих трещин при сварке стали.
Когда затвердевший стальной металл сварного шва остывает, могут происходить реакции твердофазного превращения. Как и при затвердевании, конечную микроструктуру определяют два основных фактора: химический состав и термический цикл металла сварного шва. В максимально конструкционных сталях металл шва затвердевает в виде дельта-феррита. При перитектической температуре в результате реакции между жидким металлом шва и дельта-ферритом образуется аустенит, а последующее охлаждение приводит к образованию альфа-феррита. Во время превращения аустенита в феррит сначала образуется доэвтектоидный феррит по границам аустенитных зерен. Это известно как феррит с границами зерен. После образования зернограничного феррита боковые ферритовые пластины развиваются в виде длинных игольчатых ферритовых реек, выступающих из аллотриоморфов. Обнаружено, что крупный размер аустенитного зерна и низкое содержание углерода в сочетании с относительно высокой степенью переохлаждения способствуют формированию боковых пластин феррита.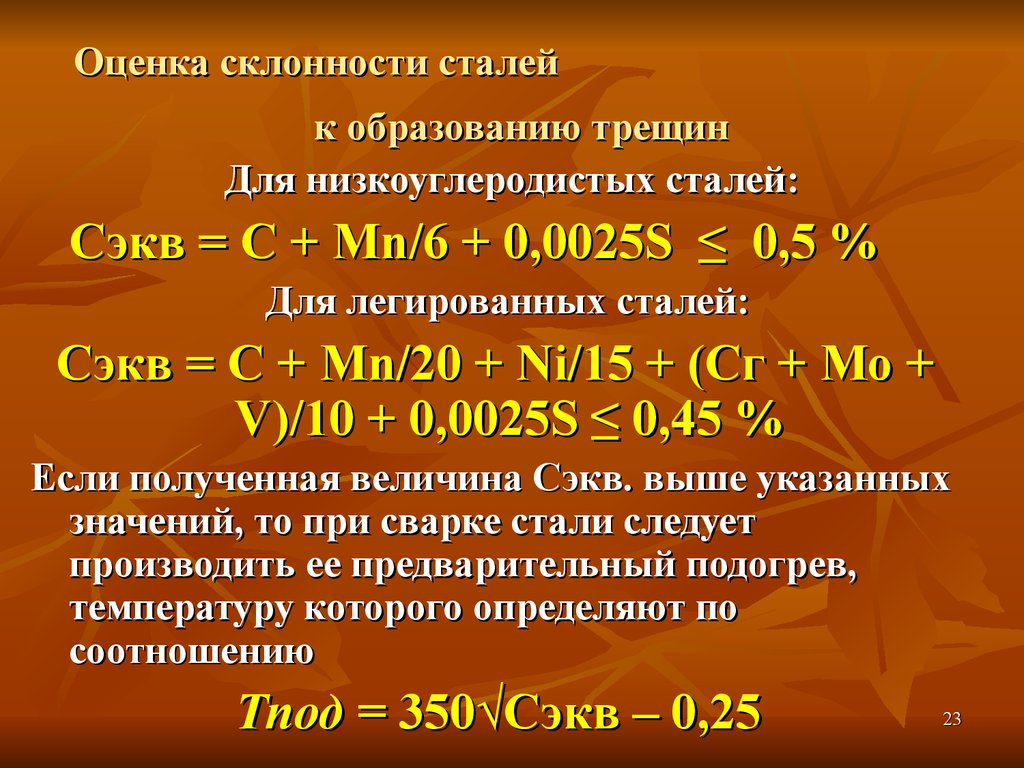 Эти рейки можно правильно охарактеризовать по соотношению длины к ширине (обычные значения больше 10:1).
Эти рейки можно правильно охарактеризовать по соотношению длины к ширине (обычные значения больше 10:1).
По мере дальнейшего снижения температуры внутризернистый игольчатый феррит зарождается и растет в виде коротких реек, разделенных высокоугловыми границами. Наклон между ориентациями соседних игольчатых ферритовых реек обычно превышает 20 градусов. Случайная ориентация этих реек обеспечивает хорошее сопротивление распространению трещин. Игольчатые ферритовые планки имеют соотношение сторон от 3:1 до 10:1.
В процессе образования доэвтектоидного феррита С непрерывно отторгается из ферритной фазы, обогащая оставшийся аустенит, который позже превращается в различные составляющие, такие как мартенсит (как пластинчатый, так и двойниковый), бейнит, перлит и остаточный аустенит. Из-за игольчатой природы бейнитных реек их также можно описать по соотношению сторон со значениями, аналогичными значениям боковых пластин Видманштеттена. Однако очень часто бейнитные лейки встречаются в виде пакетов, связанных с границами зерен.
Микроструктура ЗТВ
С точки зрения микроструктуры, длинные бейнитные пластины с чередующимися слоями соединенных мартенситных островков обычно встречаются в CGHAZ сварных соединений из стали HSLA. Мартенситные островки (мартенситные остаточные аустенитные составляющие) образуются из-за обогащения С аустенитом в межкритической зоне. Крупный размер аустенитных зерен в области околоплавления ЗТВ может подавлять продукты высокотемпературного превращения в мартенсит и бейнит при охлаждении. Верхний бейнит имеет относительно высокую температуру превращения и стабилен по отношению к термическим циклам, последующим за циклами первого прохода. Колебание химического состава микролегирующих элементов также может способствовать изменению CE и количеству твердого мартенсита, присутствующего в CGHAZ.
В случае FGHAZ, несмотря на то, что достигаемая пиковая температура выше термического цикла Ac3, она все же значительно ниже температуры укрупнения зерна. Меньший размер исходного аустенитного зерна и последующее превращение в феррит создают улучшенную микроструктуру с зернами меньшего размера, чем у базовой стали.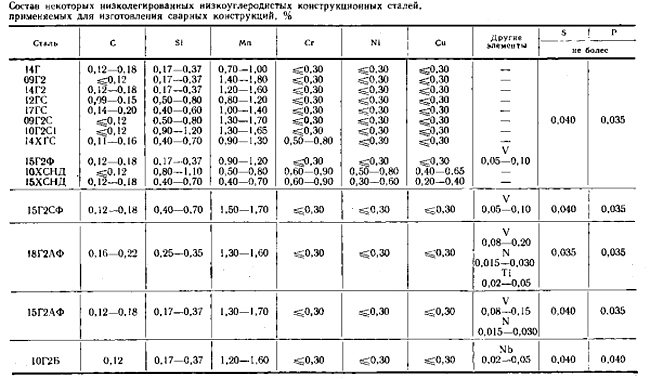 Микроструктура аналогична нормализованной стали со значительной ударной вязкостью.
Микроструктура аналогична нормализованной стали со значительной ударной вязкостью.
В случае ICHAZ происходит только частичное превращение, приводящее к смеси аустенита и феррита при пиковой температуре термического цикла. При охлаждении аустенит в матрице мягкого феррита распадается, и окончательная микроструктура зависит от объемного и локального состава легирующих элементов. Скорость охлаждения также является важным фактором, определяющим количество мартенсита и бейнита в ферритовой матрице.
В случае ЩАЗ заметных микроструктурных изменений не наблюдается. Может происходить некоторая сфероидизация карбидов. При повторном нагреве последующими проходами сварки могут образовываться выделения или кластеры предосаждений, снижающие ударную вязкость. Частицы неправильной формы также могут сливаться и деформировать окружающую матрицу, еще больше снижая ударную вязкость.
Во время термических циклов ЗТВ между Ас1 и Ас3 аустенит обогащается углеродом, который при охлаждении превращается в мартенситные островки. В состоянии после сварки это преобразование влияет на область IRCG больше, чем на другую зону повторного нагрева.
В состоянии после сварки это преобразование влияет на область IRCG больше, чем на другую зону повторного нагрева.
Влияние химического состава
Наличие определенной фазы в конечной микроструктуре сварного соединения обычно объясняется с помощью диаграммы непрерывного охлаждения (CCT), которая формируется двумя наборами кривых, а именно (i) кривые процентного превращения и (ii) кривые охлаждения. Кривые процентного превращения определяют области стабильности различных фаз. Кривые охлаждения представляют фактические термические условия, в которых находился сварной шов. Пересечение этих двух наборов кривых определяет окончательную микроструктуру различных зон сварки. Типичная диаграмма CCT для металла сварного шва стали HSLA приведена на рис. 3.
Рис. 3 Диаграмма CCT для сварного шва стали HSLA
Элементы прокаливаемости, такие как C, марганец (Mn), хром (Cr) и молибден (Mo), подавляют начало распада аустенита до более низких температур .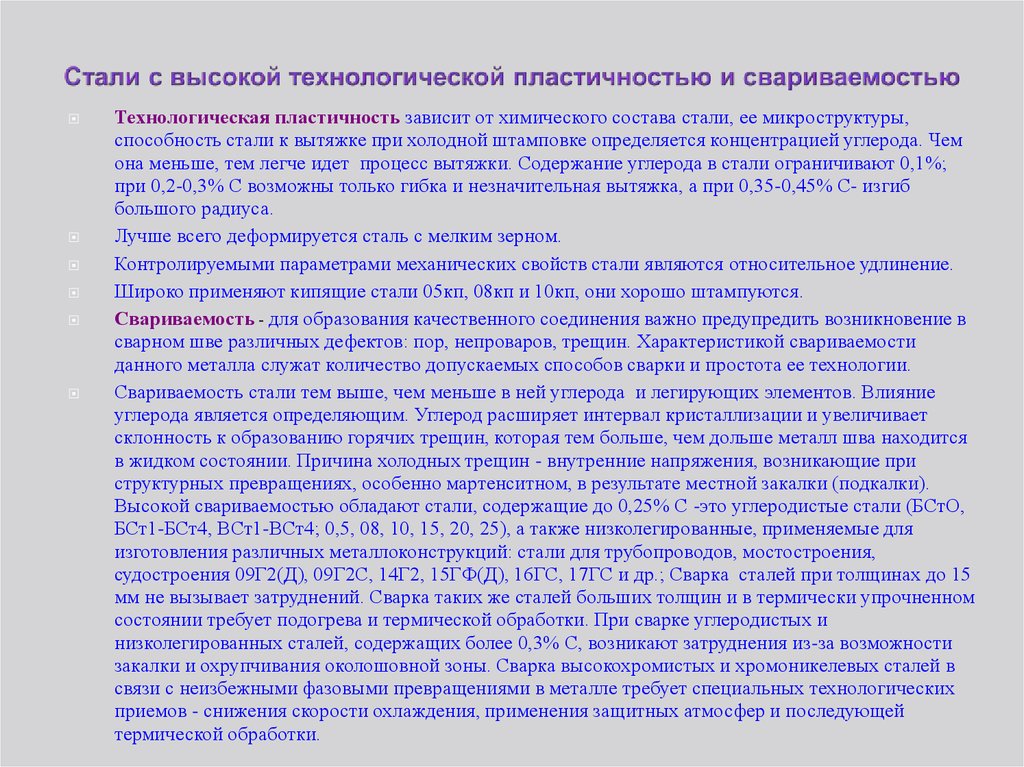 Это эквивалентно смещению кривых преобразования в правую часть диаграммы CCT, что приводит к уточнению микроструктуры. Образующие включения, такие как кислород (O2) и S, ускоряют превращение аустенита в феррит, обеспечивая больше центров зародышеобразования для инициирования реакции при более высоких температурах. Более быстрое охлаждение имеет тот же эффект, что и увеличение элементов прокаливаемости, в то время как более медленное охлаждение действует в том же направлении, что и уменьшение агентов прокаливаемости или увеличение числа поставщиков мест зародышеобразования. Поскольку скорость охлаждения меняется от точки к точке в ЗТВ, соответственно изменяется и микроструктура с мартенситом и бейнитом в областях, близких к линии сплавления.
Это эквивалентно смещению кривых преобразования в правую часть диаграммы CCT, что приводит к уточнению микроструктуры. Образующие включения, такие как кислород (O2) и S, ускоряют превращение аустенита в феррит, обеспечивая больше центров зародышеобразования для инициирования реакции при более высоких температурах. Более быстрое охлаждение имеет тот же эффект, что и увеличение элементов прокаливаемости, в то время как более медленное охлаждение действует в том же направлении, что и уменьшение агентов прокаливаемости или увеличение числа поставщиков мест зародышеобразования. Поскольку скорость охлаждения меняется от точки к точке в ЗТВ, соответственно изменяется и микроструктура с мартенситом и бейнитом в областях, близких к линии сплавления.
Предварительная и послесварочная термообработка
При сварке углеродистых и низколегированных сталей окончательная микроструктура сварного шва в основном определяется скоростью охлаждения от пиковой температуры. Поскольку уровень легирования углеродистых и низколегированных сталей низкий, основные физические свойства стали не изменяются. Таким образом, градиент температуры и погонная энергия становятся важными параметрами эволюции микроструктуры металла шва. Более низкая скорость охлаждения снижает усадочное напряжение, предотвращает чрезмерное отверждение и дает время для диффузии h3. Скорость охлаждения в основном важна и зависит от разницы температур, а также от теплопроводности стали.
Таким образом, градиент температуры и погонная энергия становятся важными параметрами эволюции микроструктуры металла шва. Более низкая скорость охлаждения снижает усадочное напряжение, предотвращает чрезмерное отверждение и дает время для диффузии h3. Скорость охлаждения в основном важна и зависит от разницы температур, а также от теплопроводности стали.
Во время предварительного нагрева начальная температура стального листа увеличивается, что снижает скорость охлаждения и количество твердых фаз, таких как мартенсит и бейнит, в микроструктуре сварного шва. Для сварки закаливаемых сталей важно определить критическую скорость охлаждения (CCR), которую базовая сталь может выдержать без образования трещин. Чем выше КЭ стали, тем ниже критическая или допустимая скорость охлаждения. Использование сварочного электрода с низким значением h3 также становится все более важным. Предварительный нагрев должен применяться для соответствующей регулировки скорости охлаждения.
Растрескивание сварного шва
Максимум свидетельств указывает на то, что механизм разрушения растрескивания сварного шва связан с микроструктурой.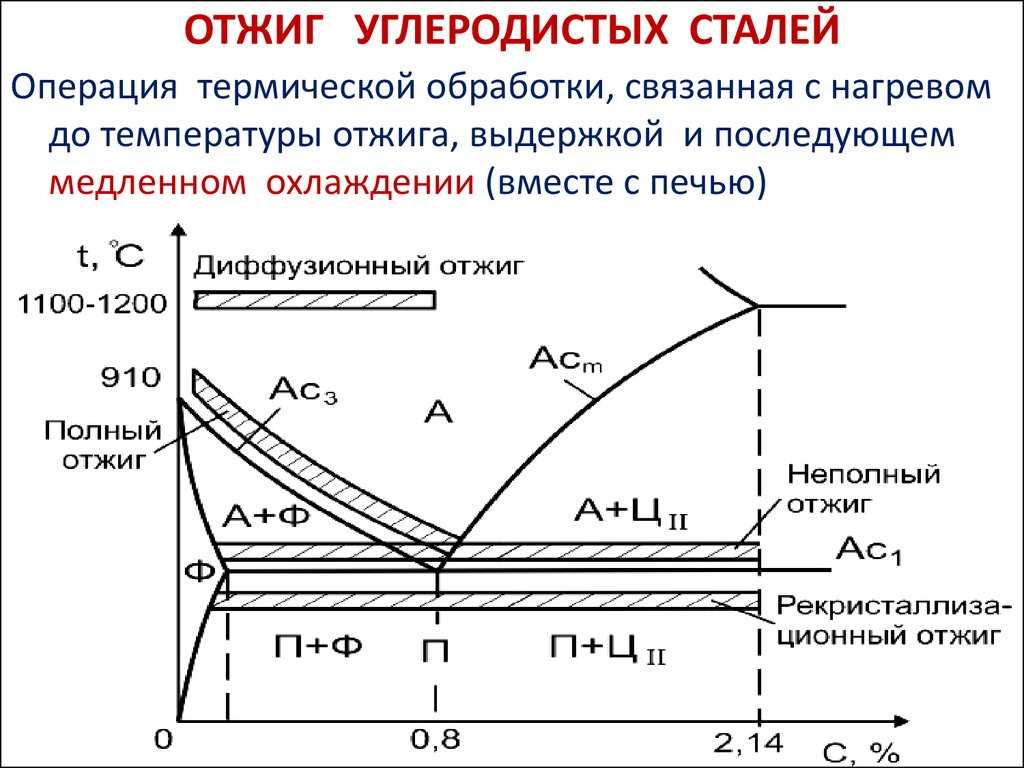 В случае холодного растрескивания результаты недавнего смещения вершины трещины (CTOD) показывают, что снижение ударной вязкости сварных соединений HSLA связано с CGHAZ и что трещины обычно распространяются вдоль или вблизи линии сплавления. CGHAZ сварных швов микролегированной стали обычно показывает самую высокую твердость всей HAZ. Неотпущенный мартенсит с высоким содержанием углерода в этой области является основной причиной охрупчивания. Установлено, что количество выделений (карбидов, нитридов и карбонитридов) наибольшее в областях, примыкающих к ЩАЗ, и наименьшее на линии сплавления или рядом с ней. В результате в ЦГАЗ происходит незначительное увеличение содержания микролегирующего элемента в растворе, что повышает прокаливаемость этой области.
В случае холодного растрескивания результаты недавнего смещения вершины трещины (CTOD) показывают, что снижение ударной вязкости сварных соединений HSLA связано с CGHAZ и что трещины обычно распространяются вдоль или вблизи линии сплавления. CGHAZ сварных швов микролегированной стали обычно показывает самую высокую твердость всей HAZ. Неотпущенный мартенсит с высоким содержанием углерода в этой области является основной причиной охрупчивания. Установлено, что количество выделений (карбидов, нитридов и карбонитридов) наибольшее в областях, примыкающих к ЩАЗ, и наименьшее на линии сплавления или рядом с ней. В результате в ЦГАЗ происходит незначительное увеличение содержания микролегирующего элемента в растворе, что повышает прокаливаемость этой области.
Индуцированное растрескивание h3
Влияние h3 на растрескивание сварного шва также является важным фактором. Влага из атмосферы, попадающая в ванну с жидкостью либо непосредственно, либо через сварочные материалы, является основным источником h3.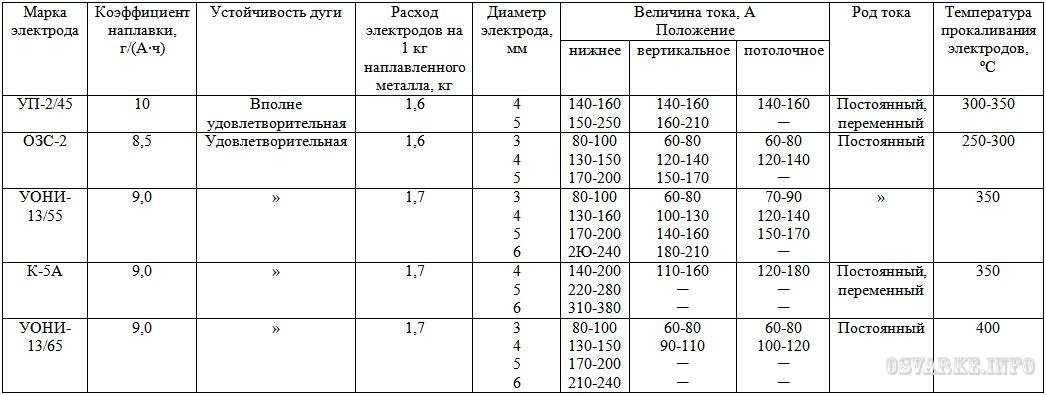 Присутствие h3 увеличивает склонность сварных соединений из высокопрочной стали к растрескиванию в ЗТВ. Также известное как растрескивание под валиком, холодное или замедленное растрескивание, это, пожалуй, самая серьезная и наименее изученная из всех проблем, связанных с растрескиванием сварного шва. Обычно это происходит при температуре ниже примерно 100°С либо сразу после охлаждения, либо по прошествии нескольких часов. Трещины могут носить как трансзернистый, так и межкристаллитный характер. Они в основном следуют границам предшествующих аустенитных зерен. Начало холодного растрескивания, в частности, связано с надрезами, такими как кромка сварного шва, или с неоднородностями микроструктуры, которые показывают внезапные изменения твердости, такими как шлаковые включения, границы раздела мартенсит/феррит или даже границы зерен.
Присутствие h3 увеличивает склонность сварных соединений из высокопрочной стали к растрескиванию в ЗТВ. Также известное как растрескивание под валиком, холодное или замедленное растрескивание, это, пожалуй, самая серьезная и наименее изученная из всех проблем, связанных с растрескиванием сварного шва. Обычно это происходит при температуре ниже примерно 100°С либо сразу после охлаждения, либо по прошествии нескольких часов. Трещины могут носить как трансзернистый, так и межкристаллитный характер. Они в основном следуют границам предшествующих аустенитных зерен. Начало холодного растрескивания, в частности, связано с надрезами, такими как кромка сварного шва, или с неоднородностями микроструктуры, которые показывают внезапные изменения твердости, такими как шлаковые включения, границы раздела мартенсит/феррит или даже границы зерен.
Как и большинство других явлений роста трещин, растрескивание, вызванное h3, усиливается при наличии геометрии сварного шва с высокой жесткостью и упрочнения матрицы.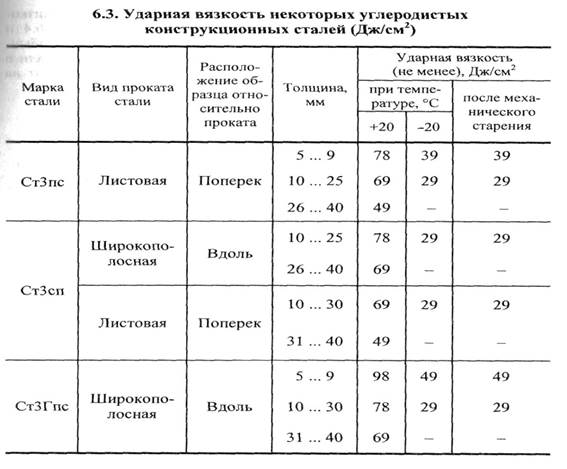 Такое растрескивание связано с комбинированным присутствием трех факторов, а именно (i) присутствием в стали h3 (даже очень небольшого количества), (ii) частично или полностью мартенситной микроструктурой и (iii) высокими остаточными напряжениями (обычно из-за толстого материала). Если одно или несколько из этих условий отсутствуют или находятся на низком уровне, индуцированное h3 растрескивание не происходит. Однако высокие скорости охлаждения, такие как при ручных процессах, еще больше увеличивают вероятность холодного растрескивания ЗТВ сварного шва.
Такое растрескивание связано с комбинированным присутствием трех факторов, а именно (i) присутствием в стали h3 (даже очень небольшого количества), (ii) частично или полностью мартенситной микроструктурой и (iii) высокими остаточными напряжениями (обычно из-за толстого материала). Если одно или несколько из этих условий отсутствуют или находятся на низком уровне, индуцированное h3 растрескивание не происходит. Однако высокие скорости охлаждения, такие как при ручных процессах, еще больше увеличивают вероятность холодного растрескивания ЗТВ сварного шва.
Допуск сталей по h3 уменьшается с увеличением содержания углерода или сплава. Индуцированное h3 растрескивание можно контролировать, выбирая сварочный процесс или электрод, которые производят мало или совсем не производят h3. Послесварочная термообработка может использоваться для уменьшения или устранения остаточного h3 или для создания микроструктуры, нечувствительной к растрескиванию h3. Наконец, методы сварки, которые приводят к низким ограничивающим напряжениям, также снижают риск растрескивания сварного шва.
Растрескивание для снятия напряжения
Растрескивание при снятии напряжения также известно как растрескивание при разрушении под напряжением и растрескивание при повторном нагреве. Это связано с повторным нагревом концевого элемента при сварке закаленных и отпущенных марок стали и жаропрочных сталей, содержащих значительное количество карбидообразователей, таких как Cr, Mo и V. — в ЦГАЗ может иметь место зернистое растрескивание по границам предшествующих аустенитных зерен. Считается, что растрескивание для снятия напряжения тесно связано с явлением разрушения при ползучести. Кроме того, во время повторного нагрева, вероятно, произойдет повторное осаждение карбидов, что еще больше повысит твердость. Выпадение карбидов во время релаксации напряжений изменяет тонкий баланс между сопротивлением скольжению по границам зерен и сопротивлением деформации в крупных зернах ЗТВ.
Определенные процедуры, которые можно использовать по отдельности или в комбинации для уменьшения образования трещин при снятии напряжения в сталях, включают выбор более подходящей конструкции сварного соединения, местоположения сварного шва и последовательности сборки для минимизации ограничений и концентрации напряжений.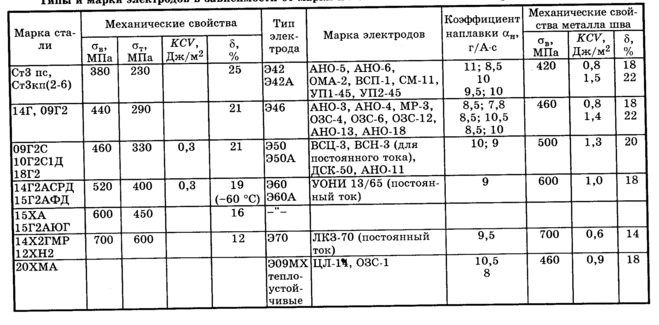 Выбор присадочного металла, обеспечивающего металл шва, который имеет значительно более низкую прочность, чем у ЗТВ при температуре термообработки, является еще одним способом минимизировать растрескивание при снятии напряжения. Проклевка каждого слоя металла сварного шва для создания поверхностного сжимающего напряженного состояния, противодействующего усадочным напряжениям, также очень эффективна.
Выбор присадочного металла, обеспечивающего металл шва, который имеет значительно более низкую прочность, чем у ЗТВ при температуре термообработки, является еще одним способом минимизировать растрескивание при снятии напряжения. Проклевка каждого слоя металла сварного шва для создания поверхностного сжимающего напряженного состояния, противодействующего усадочным напряжениям, также очень эффективна.
Пластинчатое растрескивание
Пластинчатое растрескивание также известно как ламеллярное разрывание. Для него характерна ступенчатая трещина, параллельная плоскости прокатки. Проблема возникает, в частности, при выполнении тавровых и угловых соединений в толстых стальных листах, когда граница плавления сварного шва проходит параллельно поверхности листа. Высокие растягивающие напряжения могут развиваться как перпендикулярно средней плоскости стального листа, так и параллельно ей. Этот разрыв обычно связан с включениями в стали и прогрессирует от одного включения к другому.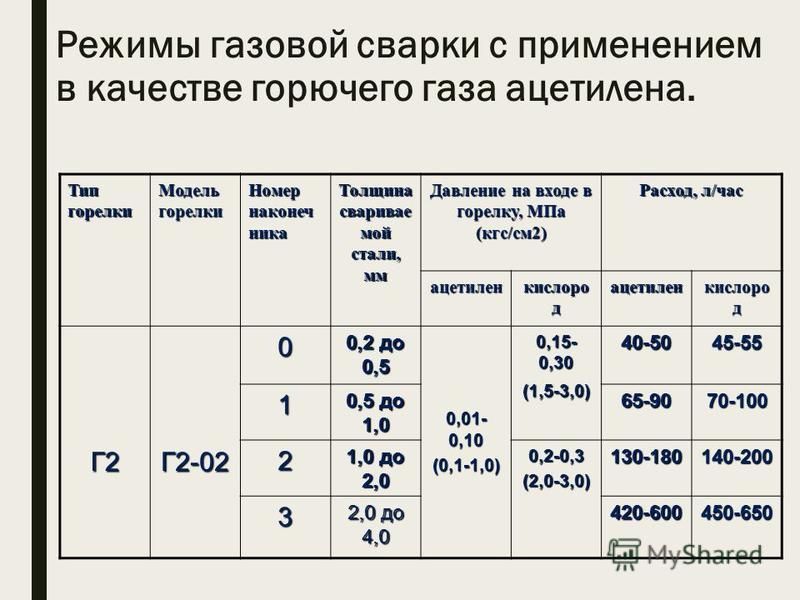
Имеются некоторые указания на то, что чувствительность к ламеллярному разрыву повышается за счет присутствия в стали h3. Включения, содержащие легкоплавкие соединения, такие как P и S, также повышают чувствительность стали к пластинчатому разрыву за счет смачивания границ первичных аустенитных зерен, поскольку это делает их слишком слабыми и хрупкими, чтобы выдерживать термические напряжения при охлаждении. Некоторые подходы, которые могут свести к минимуму расслоение пластин, включают (i) изменение местоположения и конструкции сварного соединения для минимизации деформаций по толщине, (ii) использование металла сварного шва с более низкой прочностью, (iii) уменьшение доступного h3, (iv) нанесение масла на поверхность сварного шва. стальной лист с наплавленным металлом перед выполнением сварки, (v) с использованием температуры предварительного нагрева и между проходами не менее 100 ° C, и (vi) с использованием базовых пластин с контролем формы включения.
Горячее растрескивание
Горячее растрескивание также известно как растрескивание затвердевания. Это происходит при более высоких температурах и обычно локализуется в металле сварного шва. Горячее растрескивание также можно обнаружить в ЗТВ, где оно известно как растрескивание в результате ликвации. Горячее растрескивание в наплавленных наплавках во время охлаждения происходит преимущественно по осевой линии сварного шва или между столбчатыми зернами. Траектория разрушения горячей трещины межкристаллитная. Причины появления горячих трещин хорошо известны. Разделение и удаление легирующих элементов на столбчатых границах зерен и перед продвигающейся границей раздела твердое тело/жидкость приводит к значительной сегрегации. Элементы сегрегации образуют легкоплавкие фазы или эвтектические структуры с образованием сильно смачивающих пленок на границах зерен. Они ослабляют структуру настолько, что на границах образуются трещины под действием растягивающих остаточных напряжений при охлаждении. Ликвационное растрескивание также связано с зернограничной сегрегацией и усугубляется расплавлением этих границ вблизи линии сплавления.
Это происходит при более высоких температурах и обычно локализуется в металле сварного шва. Горячее растрескивание также можно обнаружить в ЗТВ, где оно известно как растрескивание в результате ликвации. Горячее растрескивание в наплавленных наплавках во время охлаждения происходит преимущественно по осевой линии сварного шва или между столбчатыми зернами. Траектория разрушения горячей трещины межкристаллитная. Причины появления горячих трещин хорошо известны. Разделение и удаление легирующих элементов на столбчатых границах зерен и перед продвигающейся границей раздела твердое тело/жидкость приводит к значительной сегрегации. Элементы сегрегации образуют легкоплавкие фазы или эвтектические структуры с образованием сильно смачивающих пленок на границах зерен. Они ослабляют структуру настолько, что на границах образуются трещины под действием растягивающих остаточных напряжений при охлаждении. Ликвационное растрескивание также связано с зернограничной сегрегацией и усугубляется расплавлением этих границ вблизи линии сплавления. Эти границы, ослабленные примесями, имеют тенденцию разрываться по мере остывания сварного шва из-за высоких остаточных напряжений.
Эти границы, ослабленные примесями, имеют тенденцию разрываться по мере остывания сварного шва из-за высоких остаточных напряжений.
Включения
В некоторые стали добавляются большие количества P и S для придания им характеристик свободной обработки. Эти стали имеют относительно плохую свариваемость из-за горячих разрывов в металле шва, вызванных наличием легкоплавких соединений P и S на границах зерен. Включения оксида железа и сульфида железа, если они присутствуют, также вредны из-за изменения их растворимости в зависимости от температуры и их тенденции осаждаться на границах зерен, что способствует низкой пластичности, растрескиванию и пористости. Расслоения, которые представляют собой плоские расслоения или слабости, которые иногда возникают под и параллельно поверхности стального проката, имеют небольшую тенденцию вскрываться, если они достигают сварного соединения.
Стали с низким содержанием углерода
Стали с низким содержанием углерода в основном используются в строительных конструкциях. Стали с содержанием углерода менее 0,15 % могут затвердевать до твердости от 30 до 40 HRC (твердость по Роквеллу). Простые углеродистые стали, содержащие менее 0,30 % углерода и 0,05 % серы, могут быть легко сварены максимальными методами без особых мер по предотвращению растрескивания сварного шва. При сварке профилей толщиной более 25 мм, особенно если содержание углерода в основной стали превышает 0,22 %, может потребоваться предварительный нагрев примерно до 40°С и снятие напряжения при температуре примерно от 520°С до 670°С. Для сталей с низким содержанием углерода , низколегированный присадочный металл обычно рекомендуется для удовлетворения требований к механическим свойствам. Общая процедура заключается в согласовании присадочного материала с базовой сталью с точки зрения прочности или, для разнородных сварных швов, в соответствии со сталью с более низкой прочностью. Однако часто для более прочного металла сварного шва требуется более мягкая ЗТВ, чтобы подвергать относительно большому напряжению, когда соединение подвергается деформации при температуре, близкой к комнатной.
Стали с содержанием углерода менее 0,15 % могут затвердевать до твердости от 30 до 40 HRC (твердость по Роквеллу). Простые углеродистые стали, содержащие менее 0,30 % углерода и 0,05 % серы, могут быть легко сварены максимальными методами без особых мер по предотвращению растрескивания сварного шва. При сварке профилей толщиной более 25 мм, особенно если содержание углерода в основной стали превышает 0,22 %, может потребоваться предварительный нагрев примерно до 40°С и снятие напряжения при температуре примерно от 520°С до 670°С. Для сталей с низким содержанием углерода , низколегированный присадочный металл обычно рекомендуется для удовлетворения требований к механическим свойствам. Общая процедура заключается в согласовании присадочного материала с базовой сталью с точки зрения прочности или, для разнородных сварных швов, в соответствии со сталью с более низкой прочностью. Однако часто для более прочного металла сварного шва требуется более мягкая ЗТВ, чтобы подвергать относительно большому напряжению, когда соединение подвергается деформации при температуре, близкой к комнатной. Тем не менее, присадочный металл с низкой прочностью не следует использовать без разбора в качестве средства, препятствующего растрескиванию.
Тем не менее, присадочный металл с низкой прочностью не следует использовать без разбора в качестве средства, препятствующего растрескиванию.
Стали со средним содержанием углерода
Если сталь, содержащая около 0,5 % углерода, сваривается по технологии, обычно используемой для стали с низким содержанием углерода, то ЗТВ, вероятно, будет твердой, с низкой ударной вязкостью и восприимчивой к холодному растрескиванию. Предварительный нагрев основной стали может значительно снизить скорость охлаждения зоны сварки, что снижает вероятность образования мартенсита. Последующий нагрев может дополнительно замедлить охлаждение сварного шва или отпустить любой мартенсит, который мог образоваться. Подходящая температура предварительного нагрева зависит от CE стали, толщины шва и процедуры сварки. При КЭ в диапазоне от 0,45 % до 0,60 % обычно рекомендуется температура предварительного нагрева в диапазоне около 100°C. Минимальная температура между проходами должна быть такой же, как и температура предварительного нагрева. Для этих сталей требуется процедура сварки с низким значением h3. Изменения в процедуре сварки, такие как использование V-образной канавки большего размера или несколько проходов, также снижают скорость охлаждения и вероятность растрескивания сварного шва. Разжижение можно свести к минимуму, нанеся небольшие валики сварного шва или используя процедуру сварки, обеспечивающую неглубокое проплавление. Это делается для минимизации захвата углерода из основной стали и количества твердых продуктов превращения в зоне сплавления. Для первых нескольких слоев многопроходной сварки также рекомендуется использовать низкое тепловложение для ограничения разбавления.
Для этих сталей требуется процедура сварки с низким значением h3. Изменения в процедуре сварки, такие как использование V-образной канавки большего размера или несколько проходов, также снижают скорость охлаждения и вероятность растрескивания сварного шва. Разжижение можно свести к минимуму, нанеся небольшие валики сварного шва или используя процедуру сварки, обеспечивающую неглубокое проплавление. Это делается для минимизации захвата углерода из основной стали и количества твердых продуктов превращения в зоне сплавления. Для первых нескольких слоев многопроходной сварки также рекомендуется использовать низкое тепловложение для ограничения разбавления.
Стали с высоким содержанием углерода
Стали с высоким содержанием углерода обычно содержат более 0,60 % углерода и имеют очень высокий предел упругости. Они часто используются в приложениях, где требуется высокая износостойкость. Эти стали обладают высокой прокаливаемостью и чувствительностью к образованию трещин как в металле шва, так и в зоне ЗТВ.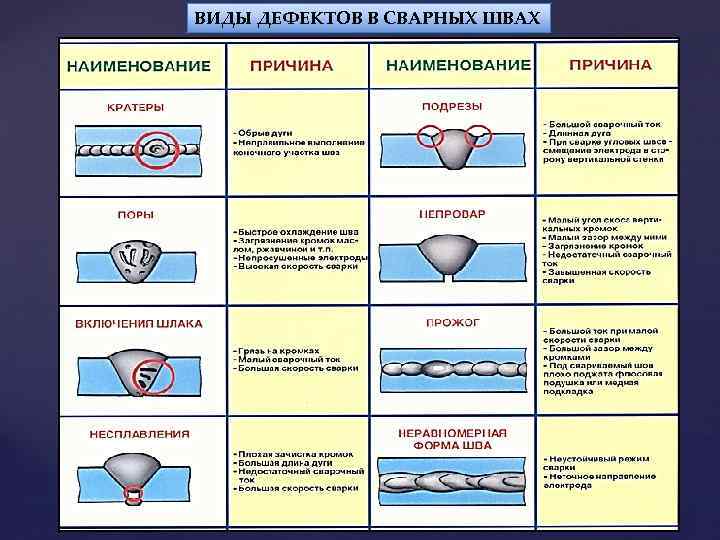 Для электродуговой сварки следует использовать метод сварки с низким значением h3. Предварительный и последующий нагрев фактически не замедляют образование хрупкого высокоуглеродистого мартенсита в сварном шве. Однако предварительный нагрев может свести к минимуму усадочные напряжения, а последующий нагрев может отпустить образующийся мартенсит. Успешная сварка сталей с высоким содержанием углерода требует разработки специальной процедуры сварки для каждого применения. При выборе процесса и расходных материалов необходимо учитывать состав, толщину и конфигурацию составных частей.
Для электродуговой сварки следует использовать метод сварки с низким значением h3. Предварительный и последующий нагрев фактически не замедляют образование хрупкого высокоуглеродистого мартенсита в сварном шве. Однако предварительный нагрев может свести к минимуму усадочные напряжения, а последующий нагрев может отпустить образующийся мартенсит. Успешная сварка сталей с высоким содержанием углерода требует разработки специальной процедуры сварки для каждого применения. При выборе процесса и расходных материалов необходимо учитывать состав, толщину и конфигурацию составных частей.
Стали HSLA
Стали HSLA разработаны с учетом определенных механических свойств, а не химического состава. Легирующие добавки к сталям HSLA укрепляют феррит, улучшают прокаливаемость и помогают контролировать размер зерна. Свариваемость снижается по мере увеличения предела текучести (YS). Для всех практических целей сварка этих сталей аналогична сварке простых сталей C, которые имеют аналогичные CE. Иногда может потребоваться предварительный нагрев, но последующий нагрев обычно не требуется.
Иногда может потребоваться предварительный нагрев, но последующий нагрев обычно не требуется.
Стали QT
Стали QT поставляются в термообработанном состоянии с YS в пределах от 350 Н/кв.мм до 1000 Н/кв.мм, в зависимости от состава. Основная сталь поддерживается на уровне менее 0,22 % C для хорошей свариваемости. Предварительный нагрев следует использовать с осторожностью при сварке сталей QT, так как он снижает скорость охлаждения ЗТВ сварного шва. Если скорость охлаждения слишком низкая, реаустенитизированная зона, прилегающая к металлу шва, может превратиться либо в феррит с областями мартенсита с высоким содержанием С, либо в крупнозернистый бейнит с более низкой прочностью и ударной вязкостью. Однако умеренный предварительный подогрев может защитить от растрескивания, особенно когда свариваемый шов имеет большую толщину и жесткость. Термическая обработка для снятия напряжений после сварки обычно не требуется для предотвращения хрупкого разрушения в сварных соединениях большинства сталей QT.
HTLA-стали
Высокая твердость HTLA-сталей требует, чтобы сварка проводилась на отожженных или переотпущенных материалах с последующей термической обработкой для предотвращения образования мартенсита и холодного растрескивания. Однако для этих сталей в закаленном и отпущенном состоянии часто используется сильный предварительный подогрев с процессом с низким значением h3. Предусмотрен предварительный или межпроходный нагрев как металла шва, так и ЗТВ. Контроль h3 также необходим для предотвращения растрескивания сварного шва. Для сварки предпочтительнее использовать исключительно чистые стали, выплавленные в вакууме. Низкое содержание фосфора и серы необходимо в сталях, чтобы уменьшить горячее растрескивание. Сегрегация, возникающая из-за расширенного диапазона температур, при которых происходит затвердевание, снижает жаропрочность и пластичность. Настоятельно рекомендуются наполнители с более низким содержанием углерода и сплава. Предварительный нагрев и температура между проходами 320°С и выше являются очень тяжелыми условиями для сварщиков из-за физического дискомфорта и образования оксидного слоя на сварном соединении. Однако скорость охлаждения необходимо контролировать, чтобы обеспечить формирование бейнитной микроструктуры вместо твердого мартенсита. После этого бейнитная микроструктура может быть подвергнута термической обработке для восстановления первоначальных механических свойств структуры. Для этих трудносвариваемых сталей необходимо тщательно соблюдать технические условия и процедуры.
Однако скорость охлаждения необходимо контролировать, чтобы обеспечить формирование бейнитной микроструктуры вместо твердого мартенсита. После этого бейнитная микроструктура может быть подвергнута термической обработке для восстановления первоначальных механических свойств структуры. Для этих трудносвариваемых сталей необходимо тщательно соблюдать технические условия и процедуры.
Сталь с предварительно нанесенным покрытием
Тонкие стальные пластины и листы часто предварительно покрываются для защиты от окисления и коррозии. Обычно используемые покрытия представляют собой алюминий (Al), цинк (Zn) и грунтовки с высоким содержанием цинка. Как и предполагалось, первоначальное покрытие в зоне сварки разрушается во время сварки плавлением, а эффективность покрытия, прилегающего к сварному шву, значительно снижается под воздействием тепла сварки. В случае алитированных сталей образование оксида алюминия может неблагоприятно повлиять на смачивание и форму сварочной ванны. Сварочный электрод и присадочные металлы должны выбираться тщательно. Предлагается электрод для дуговой сварки металлическим электродом с основным покрытием (SMAW). Для оцинкованных сталей растрескивание сварных швов обычно связано с межкристаллитным проникновением Zn. Zn значительно растворяется в железе с образованием интерметаллического соединения при температурах, близких к температуре плавления Zn. Таким образом, расплавленный Zn проникает по границам зерен, оставляя после себя хрупкий излом шампанского при охлаждении с наступлением растягивающего напряженного состояния. Растрескивание происходит в основном в области горловины углового шва, где усадочная деформация более значительна. Использование горячеоцинкованных покрытий приводит к более сильному растрескиванию, в то время как тонкие гальванически оцинкованные покрытия наименее подвержены растрескиванию. Электроды с низким содержанием кремния (Si) и стержни SMAW на основе рутила хорошо подходят для сварки оцинкованной стали. Необходимо соблюдать определенные процедуры сварки и настройки, такие как удаление цинкового покрытия кислородно-топливным процессом или шлифовкой, обеспечение большого раскрытия корня и использование более низкой скорости сварки, чтобы обеспечить испарение цинка и предотвратить захват цинка в сварном шве.
Сварочный электрод и присадочные металлы должны выбираться тщательно. Предлагается электрод для дуговой сварки металлическим электродом с основным покрытием (SMAW). Для оцинкованных сталей растрескивание сварных швов обычно связано с межкристаллитным проникновением Zn. Zn значительно растворяется в железе с образованием интерметаллического соединения при температурах, близких к температуре плавления Zn. Таким образом, расплавленный Zn проникает по границам зерен, оставляя после себя хрупкий излом шампанского при охлаждении с наступлением растягивающего напряженного состояния. Растрескивание происходит в основном в области горловины углового шва, где усадочная деформация более значительна. Использование горячеоцинкованных покрытий приводит к более сильному растрескиванию, в то время как тонкие гальванически оцинкованные покрытия наименее подвержены растрескиванию. Электроды с низким содержанием кремния (Si) и стержни SMAW на основе рутила хорошо подходят для сварки оцинкованной стали. Необходимо соблюдать определенные процедуры сварки и настройки, такие как удаление цинкового покрытия кислородно-топливным процессом или шлифовкой, обеспечение большого раскрытия корня и использование более низкой скорости сварки, чтобы обеспечить испарение цинка и предотвратить захват цинка в сварном шве. металл.
металл.
Испытания на свариваемость
Испытания на свариваемость проводятся для получения информации об эксплуатации и характеристиках сварных швов. Однако данные, полученные в ходе этих испытаний, также могут применяться для проектирования полезных конструкций. Часто эти данные получают с образцов того же типа, что и при определении свойств основной стали. Прогнозирование характеристик конструкций на основе лабораторных испытаний очень сложно из-за природы соединения, которое далеко не однородно с металлургической или химической точки зрения. Наряду с основной сталью сварное соединение состоит из металла шва и ЗТВ. Таким образом, во всем сварном соединении следует ожидать различных свойств. Необходимы тщательная интерпретация и применение результатов испытаний.
В настоящее время существует множество испытаний, которые оценивают не только требования к прочности стальных конструкций, но также характеристики разрушения и влияние атмосферных условий на раннее разрушение сварных конструкций. Некоторые основные тесты описаны ниже.
Некоторые основные тесты описаны ниже.
Испытание сварного шва на растяжение
Для точной оценки прочности и пластичности сварных швов можно использовать несколько образцов для испытания на растяжение. Используются как поперечные, так и продольные образцы сварных швов. При испытании всего металла сварного шва разбавление основной стали необходимо свести к минимуму, если испытание должно быть репрезентативным для металла сварного шва. Однако результирующие свойства может быть нелегко преобразовать в свойства, достижимые для сварных швов, выполненных в реальном сварном соединении.
Интерпретация результатов испытания поперечного стыкового сварного шва осложняется различной прочностью и пластичностью, которые обычно обнаруживаются в различных областях соединения. Основная информация, полученная в результате испытаний, — это предел прочности при растяжении (UTS). Требования к текучести и удлинению обычно не указываются.
Испытания свойств ЗТВ, на которые не влияет присутствие основной стали или металла сварного шва, провести непросто, поскольку практически невозможно получить образцы, полностью состоящие из ЗТВ. Кроме того, ЗТВ состоит из различных областей, каждая из которых имеет свои особенности. Смоделированные образцы ЗТВ, созданные и испытанные с помощью системы термомеханических испытаний Gleeble, можно использовать для более точной оценки свойств растяжения этой области.
Кроме того, ЗТВ состоит из различных областей, каждая из которых имеет свои особенности. Смоделированные образцы ЗТВ, созданные и испытанные с помощью системы термомеханических испытаний Gleeble, можно использовать для более точной оценки свойств растяжения этой области.
Испытание на изгиб
Различные типы испытаний на изгиб используются для оценки пластичности и прочности сварных соединений. Результаты испытаний на изгиб выражаются в различных терминах, таких как удлинение в процентах, минимальный радиус изгиба до разрушения, годность/негодность для конкретных условий испытаний и угол изгиба до разрушения. Были использованы различные конструкции образцов, как с надрезом, так и без надреза, а также методы испытаний. В настоящее время образцы без надреза можно использовать в тестах контроля качества, а образцы с надрезом можно использовать для прогнозирования поведения в процессе эксплуатации. Однако большинство испытаний на изгиб с надрезом используются в исследовательских целях и не используются в промышленности. Полезны испытания на поперечный изгиб, так как они довольно часто выявляют наличие дефектов, не обнаруживаемых при испытаниях на растяжение. Однако поперечный образец страдает той же слабостью, что и образец для испытания на растяжение поперечного сварного шва, поскольку неоднородные свойства по длине образца могут вызвать неравномерный изгиб, хотя это часто компенсируется использованием обертки. приспособление для изгиба.
Полезны испытания на поперечный изгиб, так как они довольно часто выявляют наличие дефектов, не обнаруживаемых при испытаниях на растяжение. Однако поперечный образец страдает той же слабостью, что и образец для испытания на растяжение поперечного сварного шва, поскольку неоднородные свойства по длине образца могут вызвать неравномерный изгиб, хотя это часто компенсируется использованием обертки. приспособление для изгиба.
Испытание на твердость
Испытание на твердость можно использовать для дополнения информации, полученной при испытаниях на растяжение или изгиб, предоставляя информацию о металлургических изменениях, вызванных сваркой. Рутинные методы определения твердости металлов хорошо известны. В углеродистых и низколегированных сталях твердость вблизи линии сплавления в ЗТВ может быть значительно выше, чем в основной стали из-за образования мартенсита. В зонах ЗТВ с низкой температурой твердость может быть ниже, чем у основной стали из-за эффектов отпуска.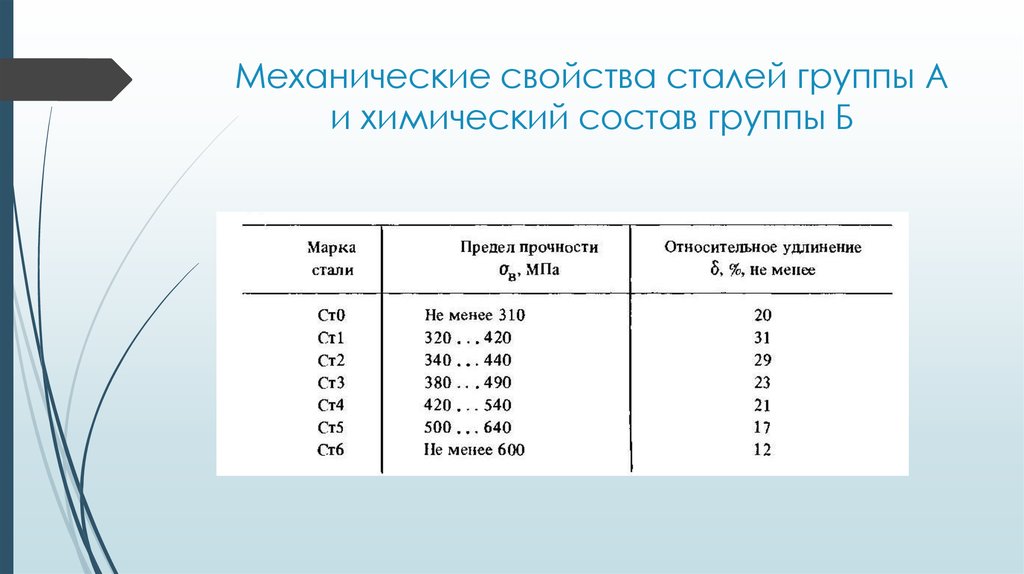
Испытание падающим грузом
Схема испытания падающим грузом основана на эксплуатационных отказах, возникающих в результате инициирования хрупкого разрушения в небольшом дефекте, расположенном в области высокого напряжения. Испытание падающим грузом можно рассматривать как испытание на изгиб с ограниченным прогибом, в котором используется пускатель трещин для создания бегущей трещины в образце. Образец представляет собой стальной стержень, на который нанесен шов, вызывающий появление хрупких трещин. Эта накладка трескается, когда стержень прогибается под действием падающего веса. Серию испытаний проводят при различных температурах, чтобы определить температуру испытаний, ниже которой трещина будет распространяться на края образца. Эта критическая температура также называется температурой нулевой пластичности (NDT), определяемой как самая высокая температура, при которой распространяющаяся трещина достигает края образца. Поэтому испытание падающим грузом также известно как испытание неразрушающего контроля.
Испытание на ударную вязкость по Шарпи с V-образным надрезом (CVN)
Испытание на ударную вязкость по Шарпи с V-образным надрезом является наиболее популярным методом оценки ударных свойств сварных швов. Энергия, поглощаемая образцом при разрушении, определяет ударную вязкость образца. В этом испытании образцы при различных температурах разбиваются маятниковым молотком. Типичный график результатов CVN для углеродистой и низколегированной стали показывает, что существует переход от разрушения с низкой энергией к разрушению с высокой энергией в узком диапазоне температур. Это связано с переходом от транскристаллитного к вязкому разрушению. Следовательно, качество материала можно определить с точки зрения этой температуры перехода.
При испытании сварных швов на ударную вязкость методом CVN надрез обычно располагается на осевой линии сварного шва. Для испытаний CVN в HAZ надрез чаще всего вводится в CGHAZ. Однако, поскольку точное расположение надреза в ЗТВ никогда не бывает простым, вместо этого используются смоделированные образцы сварного шва.
Испытание на раскрытие вершины трещины
Испытание на раскрытие вершины трещины (CTOD) измеряет ударную вязкость, прежде всего, в упруго-пластических условиях. В тестах CTOD измеряется раскрытие зажима в начале разрушения и используется для расчета смещения раскрытия трещины в вершине трещины. Критическое значение CTOD при разрушении представляет собой параметр критической деформации, аналогичный параметру критической интенсивности напряжения. Тест CTOD обеспечивает полезный метод определения критического размера дефекта.
Испытание на CTOD очень чувствительно к изменениям толщины, твердости и прочности образца, и трудно получить достоверные результаты при практической толщине образца. Однако применение механики разрушения для предотвращения катастрофического разрушения сварных конструкций осложняется природой сварного соединения. В дополнение к своей металлургической неоднородности сварные соединения часто содержат высокие остаточные напряжения. Следовательно, недостаточно проводить испытание на разрушение основной стали и предполагать, что критическая длина трещины, определенная таким образом, действительна, когда основная сталь превращается в сварное соединение. Критерий вязкости разрушения необходимо определить для основной стали, ЗТВ и металла шва. Определив сначала зону с наименьшим значением ударной вязкости, можно оценить более реалистичный размер критического дефекта. Тем не менее, испытания на вязкость разрушения при плоской деформации представляют собой предварительные или экспериментальные заводские типовые испытания, которые обеспечивают рациональные средства для проектирования и оценки влияния новых конструкций, материалов или методов изготовления на характеристики устойчивости конструкций к разрушению.
Следовательно, недостаточно проводить испытание на разрушение основной стали и предполагать, что критическая длина трещины, определенная таким образом, действительна, когда основная сталь превращается в сварное соединение. Критерий вязкости разрушения необходимо определить для основной стали, ЗТВ и металла шва. Определив сначала зону с наименьшим значением ударной вязкости, можно оценить более реалистичный размер критического дефекта. Тем не менее, испытания на вязкость разрушения при плоской деформации представляют собой предварительные или экспериментальные заводские типовые испытания, которые обеспечивают рациональные средства для проектирования и оценки влияния новых конструкций, материалов или методов изготовления на характеристики устойчивости конструкций к разрушению.
Другие популярные тесты включают тесты на компактное растяжение (CT) и испытание на раскрытие клина (WOL), которые обычно используются при оценке сварных конструкций.
Испытание на коррозионное растрескивание под напряжением
Наличие коррозионно-активных сред в стальном сварном соединении может ускорить образование трещины.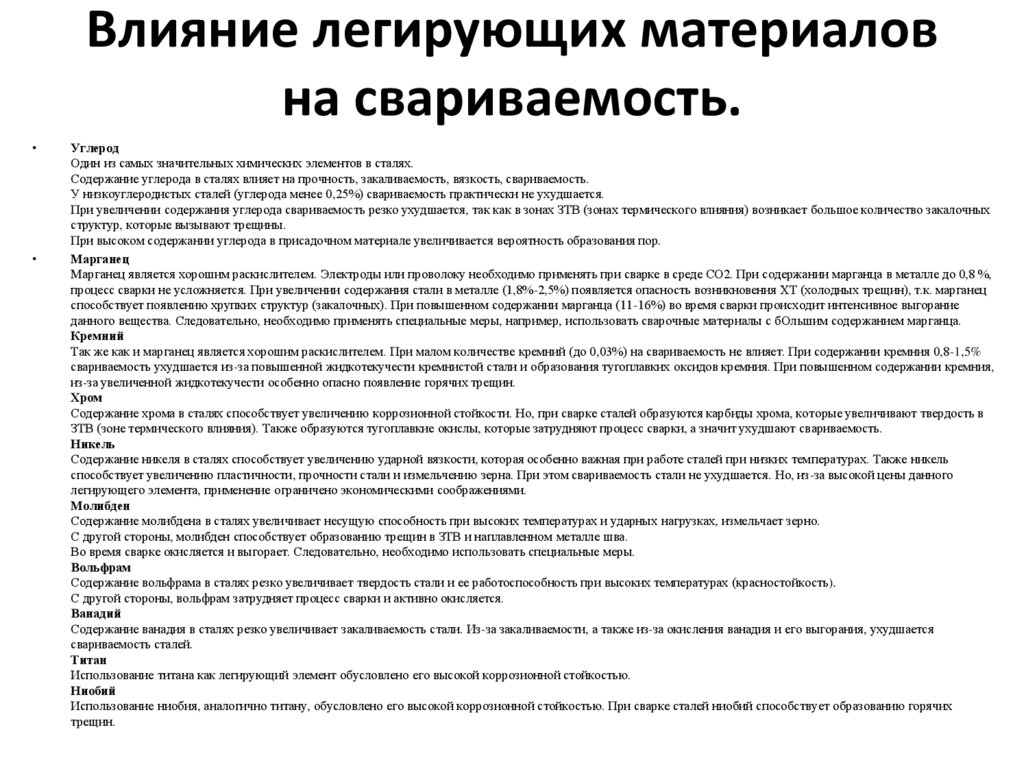 Как правило, чем выше прочность стали, тем больше она подвержена коррозионному растрескиванию под напряжением. C и низколегированные стали обычно не подвергаются воздействию сильно коррозионных сред, а скорее обычной атмосфере, влаге, углеводородам, удобрениям и почве. Однако сварка может снизить коррозионную стойкость за счет введения (i) различий в составе, которые способствуют гальваническому разрушению между металлом сварного шва, ЗТВ и основной сталью, когда соединение погружено в проводящую жидкость, (ii) остаточными напряжениями, которые могут вызвать коррозионное растрескивание под напряжением. , и (iii) поверхностные дефекты, которые могут служить местами для коррозионного растрескивания под напряжением. Коррозионное растрескивание под напряжением обычно представляет собой замедленное растрескивание с более длительным временем до разрушения при более низких напряжениях. Испытания на коррозионную стойкость под максимальным напряжением довольно длительны по времени из-за медленного зарождения трещины, которое происходит в испытательном образце без надреза.
Как правило, чем выше прочность стали, тем больше она подвержена коррозионному растрескиванию под напряжением. C и низколегированные стали обычно не подвергаются воздействию сильно коррозионных сред, а скорее обычной атмосфере, влаге, углеводородам, удобрениям и почве. Однако сварка может снизить коррозионную стойкость за счет введения (i) различий в составе, которые способствуют гальваническому разрушению между металлом сварного шва, ЗТВ и основной сталью, когда соединение погружено в проводящую жидкость, (ii) остаточными напряжениями, которые могут вызвать коррозионное растрескивание под напряжением. , и (iii) поверхностные дефекты, которые могут служить местами для коррозионного растрескивания под напряжением. Коррозионное растрескивание под напряжением обычно представляет собой замедленное растрескивание с более длительным временем до разрушения при более низких напряжениях. Испытания на коррозионную стойкость под максимальным напряжением довольно длительны по времени из-за медленного зарождения трещины, которое происходит в испытательном образце без надреза.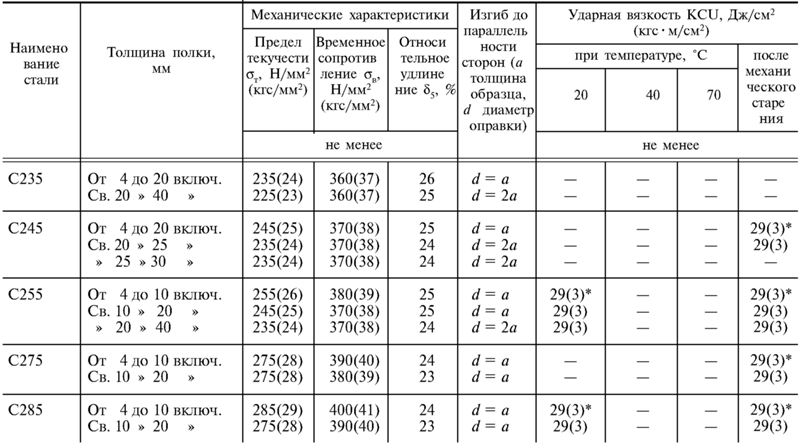 Однако было обнаружено, что длительный период инициирования можно исключить путем испытания образцов, предварительно подвергнутых крекингу.
Однако было обнаружено, что длительный период инициирования можно исключить путем испытания образцов, предварительно подвергнутых крекингу.
Испытания на свариваемость при изготовлении
Существуют различные типы испытаний для определения восприимчивости сварного соединения к различным типам растрескивания во время изготовления. Этими испытаниями являются (i) испытания на сжатие, (ii) испытания с внешней нагрузкой, (iii) испытания на растрескивание под бортом и (iv) испытания на разрыв пластин.
Испытание на стойкость по Лехай
Испытание на стойкость по Лехай особенно полезно для количественной оценки восприимчивости металла сварного шва к растрескиванию в зависимости от параметров электрода. Это испытание дает возможность наложения контролируемой жесткости на корневой валик, наплавляемый в канавку стыкового сварного шва с размерами, подходящими для применения. Прорези вырезаются по бокам и концам стального листа перед сваркой. Изменяя длину щелей, можно изменять степень закрепления пластины на сварном шве без существенного изменения скорости охлаждения сварного шва. Следовательно, для заданных условий сварки можно определить критическое ограничение образования трещин. Этот образец также полезен для взлома h3.
Изменяя длину щелей, можно изменять степень закрепления пластины на сварном шве без существенного изменения скорости охлаждения сварного шва. Следовательно, для заданных условий сварки можно определить критическое ограничение образования трещин. Этот образец также полезен для взлома h3.
Испытание Varestraint
Испытание Varestraint определяет склонность сварного соединения к образованию горячих трещин. В испытании используется внешнее нагружение, чтобы вызвать контролируемую пластическую деформацию стального листа, в то время как валик сварного шва наносится на длинную ось стального листа. Образец устанавливается в виде консольной балки, а пневматический хомут устанавливается так, чтобы прижимать испытуемый образец вниз, когда сварочная дуга достигает заданного положения. Выбрав радиус, по которому изгибается стальной лист, можно определить тяжесть деформации, вызывающей растрескивание. Деформация от 0 % до 4 % может быть выбрана в зависимости от склонности соединения к горячему растрескиванию. Когда изгибающий момент приложен поперек оси сварного шва, испытание называется испытанием на поперечное сопротивление. Также можно провести точечный тест Varestraint, удерживая дугу неподвижной с изгибом в момент гашения дуги.
Когда изгибающий момент приложен поперек оси сварного шва, испытание называется испытанием на поперечное сопротивление. Также можно провести точечный тест Varestraint, удерживая дугу неподвижной с изгибом в момент гашения дуги.
Испытание на контролируемую термическую стойкость
Испытание на контролируемую термическую стойкость предназначено для измерения чувствительности стали к растрескиванию при скорости охлаждения, регулируемой толщиной стальных листов и количеством путей, доступных для отвода тепла сварки. Он выполняется со стальной пластиной, прикрепленной болтами и анкерной сваркой ко второй стальной пластине в положении, обеспечивающем два угловых (нахлестных) сварных шва. Скругление, расположенное на краях пластины, имеет два пути теплового потока. Сварка внахлестку, расположенная около середины нижней пластины, имеет три пути теплового потока, что обеспечивает более быстрое охлаждение. Угловые сварные швы выполняются в первую очередь и дают им остыть, а затем сварные швы внахлестку.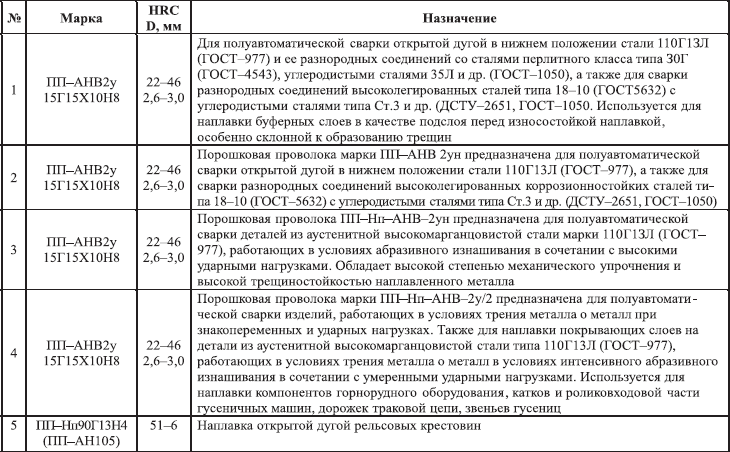 После выдержки 72 часа при комнатной температуре определяют степень растрескивания путем измерения длины трещины на металлографических образцах.
После выдержки 72 часа при комнатной температуре определяют степень растрескивания путем измерения длины трещины на металлографических образцах.
Был разработан ряд других тестов, которые включают сварные швы в круглой конфигурации. Круговой патч-тест имеет, вероятно, самые жесткие условия тестирования. Двумя вариантами являются испытание на ограничение круговой накладки ВМС и уровень ограничения на сегментированную круглую накладку. Растрескивание выявляют визуальным, рентгенографическим и капиллярным контролем. Восприимчивость материала к растрескиванию измеряется как общая длина трещины и выражается в процентах от длины сварного шва. Эти испытания могут быть использованы для определения как горячих, так и холодных трещин в металле шва и ЗТВ. В зависимости от результатов устанавливаются критерии годности/негодности для аттестации сварных швов.
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по темам
- Биомедицинские и биологические науки.
- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки

Журналы по тематике
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Информатика и связь
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Подача статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp.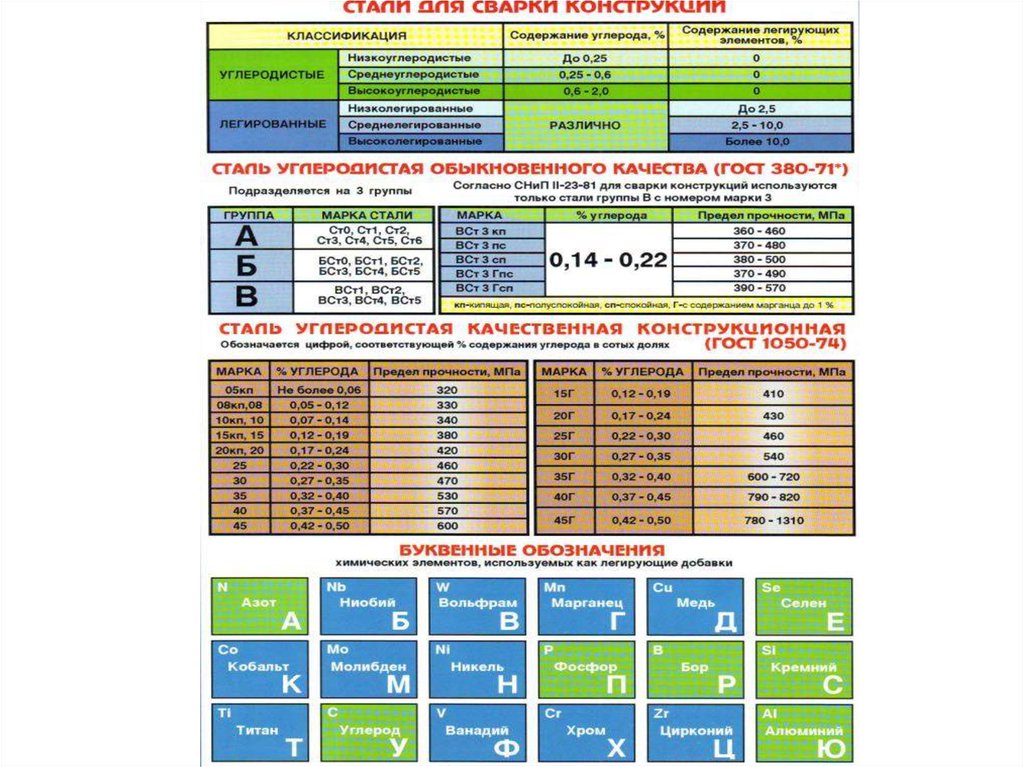 org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Переломы при болезни Паркинсона()
Мегана Анагани, Терри Ороси
Здравоохранение Том 14 № 9, 20 сентября 2022 г.
DOI: 10.4236/здоровье.2022.149070 11 загрузок 47 просмотров
Челюстно-лицевая травма в Дапаонге в Того: около 208 случаев ()
Тамасси Бертран Эссобию, Салиу Адам, Мишель Фабьен Даргани, Солим Узиэль Розелин Боко, Жереми Ананиджин, Александр Палиссам Кехеу, Мохамед Исса, Харефетегена Бисса
Journal of Biosciences and Medicines Vol.10 No.9, 20 сентября 2022 г.
DOI: 10.4236/jbm.2022.109012 3 загрузки 23 просмотра
Дифференциальные эффекты хронического воздействия алкоголя и сигаретного дыма на когнитивно-поведенческую дисфункцию у крыс Long Evans ()
Эмине Б.
Ялчин, Бушра Нур Деликкая, Уильям Пелит, Минг Тонг, Сюзанна М. Де Ла Монте, Шарон РаундсЖурнал наук о поведении и мозге Том 12 № 9, 20 сентября 2022 г.
DOI: 10.4236/jbbs.2022.129024 3 загрузки 41 просмотр
Влияние имбирной муки ( Zingiber officinale ), связанной с Desmodium intortum и/или Stylosanthes guianensis , на показатели роста кролика ( Oryctolagus cuniculus ) в Камеруне ()
Нумедем Фуэгап Джодель Ганди, Мигу Эмиль, Чоффо Эрве, Эбиле Даян Агва, Ямси Седрик, Мучили Мама, Вемо Бертин Нарсисс, Фонтех Флоренс Аньянгве Ангаба
Открытый журнал зоотехники Том 12 № 4, 20 сентября 2022 г.
DOI: 10.
4236/ojas.2022.124047
7 загрузок 33 просмотровАналитические решения определенных интегралов для комбинаций функций Лежандра, Бесселя и тригонометрических функций, встречающихся в задачах распространения и рассеяния в сферических координатах()
Фархад Азади Намин
Journal of Applied Mathematics and Physics Vol.10 No.9, 20 сентября 2022 г.
DOI: 10.4236/jamp.2022.109179 2 загрузки 18 просмотров
Оценка физической подготовленности пациентов с диабетом 2 типа: необходимость назначения адаптированной физической активности ()
Венд Пагнанде Абрахам Герман Багбила, Лиевин Энетт, Йемпабу Санья, Уэдраого Пингдевенде Виктор, Кэрол Жильберте Кьелем, Тене Марселин Ямеого, Самдпавинде Макайр Уэдраого, Юссуфу Джозеф Драбо, Седрик Фагур
Открытый журнал внутренних болезней Том 12 № 3, 20 сентября 2022 г.
DOI: 10.4236/ojim.2022.123018 3 загрузки 27 просмотров
 Ялчин, Бушра Нур Деликкая, Уильям Пелит, Минг Тонг, Сюзанна М. Де Ла Монте, Шарон Раундс
Ялчин, Бушра Нур Деликкая, Уильям Пелит, Минг Тонг, Сюзанна М. Де Ла Монте, Шарон Раундс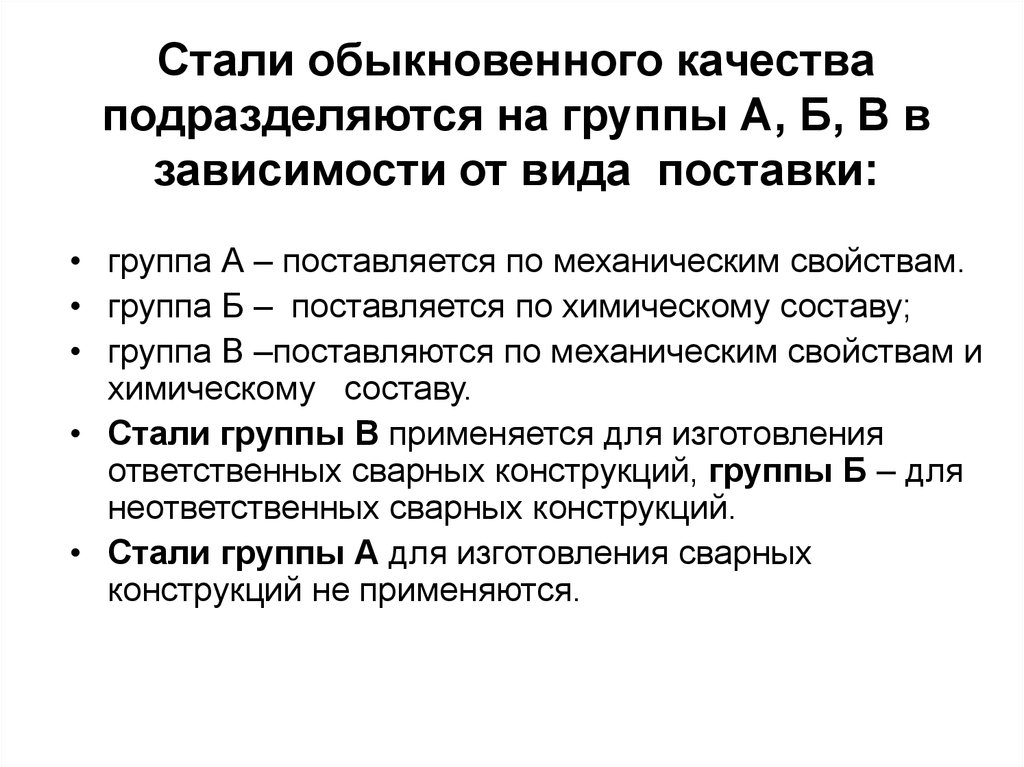 4236/ojas.2022.124047
7 загрузок 33 просмотров
4236/ojas.2022.124047
7 загрузок 33 просмотров
Подпишитесь на SCIRP
Свяжитесь с нами
| клиент@scirp.org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
Бесплатные информационные бюллетени SCIRP
Copyright © 2006-2022 Scientific Research Publishing Inc. Все права защищены.
верхнийСвариваемость конструкционных сталей | Металлургия для чайников
Если подготовка сварного шва выполнена качественно и дефекты, вызванные оператором (например, непровар или непровар), избегаются, все обычные конструкционные стали можно успешно сваривать. Однако некоторые из этих сталей могут потребовать специальной обработки для получения удовлетворительного соединения. Эти методы лечения удобны не во всех случаях.
Однако некоторые из этих сталей могут потребовать специальной обработки для получения удовлетворительного соединения. Эти методы лечения удобны не во всех случаях.
Сварка
Трудность получения удовлетворительных сварных соединений в некоторых сталях возникает из-за экстремального нагрева, охлаждения и деформации, связанных с процессом сварки, в сочетании с микроструктурными изменениями и взаимодействиями с окружающей средой, которые происходят во время сварки. Некоторые конструкционные стали не могут выдерживать эти воздействия без образования трещин в швах. Различные типы трещин, которые могут возникнуть, и меры по их устранению, которые могут быть предприняты, обсуждаются ниже.
Затвердевание металла сварного шва Растрескивание
Затвердевание расплавленной сварочной ванны происходит за счет роста кристаллов от границы плавления к центру сварочной ванны, до тех пор, пока в конце концов не останется жидкости. В процессе роста кристалла растворенные и примесные элементы выталкиваются вперед растущей границы раздела. Этот процесс незначителен до заключительных стадий затвердевания, когда растущие кристаллы сцепляются в центре сварного шва.
Этот процесс незначителен до заключительных стадий затвердевания, когда растущие кристаллы сцепляются в центре сварного шва.
Высокая концентрация растворенных веществ и примесей может привести к образованию жидкости с низкой температурой замерзания в центре сварного шва. Это действует как линия ослабления и может вызвать растрескивание под действием поперечных усадочных деформаций. Элементы-примеси, такие как сера и фосфор, особенно важны при этом типе растрескивания, поскольку они вызывают присутствие силицидов и фосфидов с низкой температурой плавления в металле сварного шва. Схематическое изображение растрескивания при затвердевании показано на рис. 6.9.0021
Mig Welding
Наплавленные металлы с низкой склонностью к растрескиванию при затвердевании (с низким содержанием серы и фосфора) доступны для большинства конструкционных сталей, но растрескивание все же может возникнуть при следующих обстоятельствах:
a. Если во время сварки происходит смещение соединения, например, в результате искажения.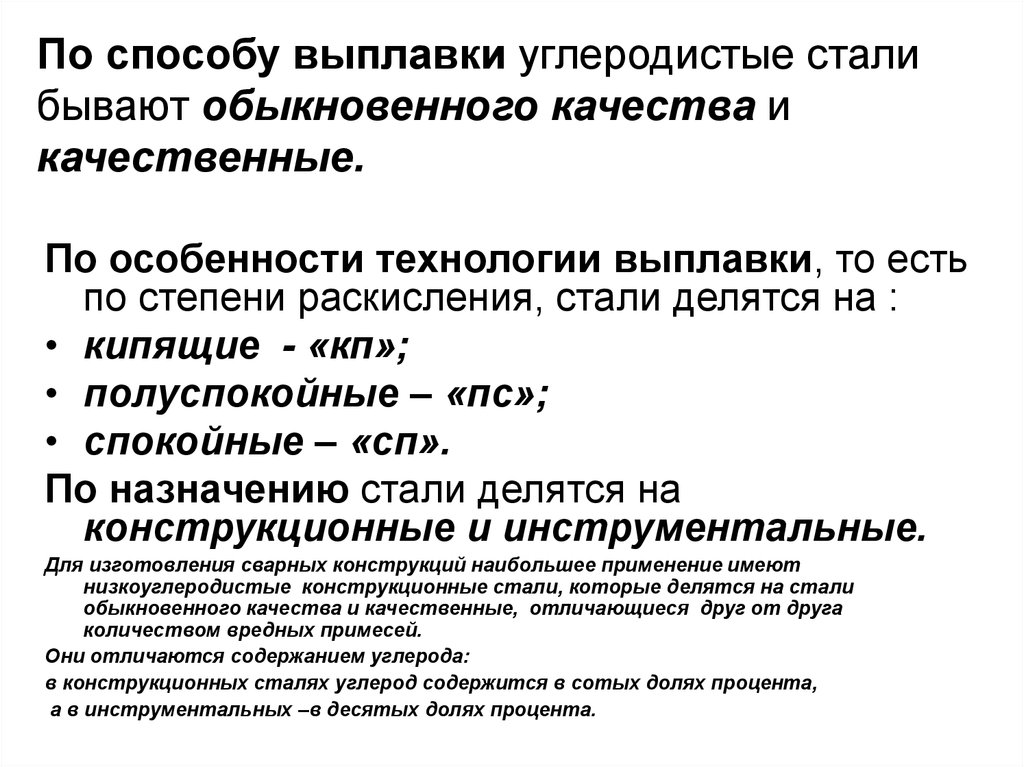 Типичным примером этого является сварка вокруг заплаты или сопла. Если сварной шов непрерывный, сжатие первой части шва создает напряжение во время затвердевания остальной части шва.
Типичным примером этого является сварка вокруг заплаты или сопла. Если сварной шов непрерывный, сжатие первой части шва создает напряжение во время затвердевания остальной части шва.
б. При загрязнении металла шва такими элементами как сера и фосфор возникают. Типичным примером этого является сварка изделий с окалиной, богатой серой, такой как компонент в среде, содержащей серу.
в. Если металл сварного шва должен перекрыть большой зазор, т.е. плохая комплектация. В этом случае отношение глубины к ширине наплавленного валика может быть небольшим. Сжатие сварного шва приводит к большому напряжению в центре сварного шва.
д. Если исходная сталь не подходит в том смысле, что диффузия примесных элементов из стали в металл сварного шва может сделать его восприимчивым к растрескиванию. Склонность к растрескиванию зависит от содержания легирующего элемента в основном металле и может быть выражена следующим уравнением:
Примечание. Чем выше число, тем выше восприимчивость.
Чем выше число, тем выше восприимчивость.
Затвердевание Растрескивание можно контролировать путем тщательного выбора состава основного металла, параметров процесса и конструкции соединения, чтобы избежать описанных выше обстоятельств.
Зона термического влияния (ЗТВ) Растрескивание
Основной материал в ЗТВ не плавится в целом, но температура вблизи границы плавления может быть настолько высокой, что может происходить локальное плавление на границах зерен из-за присутствия компонентов имеет более низкую температуру плавления, чем окружающая матрица. Мелкие трещины могут образоваться в этой области, если остаточное напряжение высокое. Эти трещины могут быть расширены производственными напряжениями или во время эксплуатации. Схематическое изображение ликвационного растрескивания показано на рис. 7.
В сталях низкоплавкие зернограничные пленки могут образовываться из таких примесей, как сера, фосфор, бор, мышьяк и олово. Как и в случае растрескивания при затвердевании, повышенное содержание углерода, серы и фосфора делает сталь более склонной к растрескиванию.
Как и в случае растрескивания при затвердевании, повышенное содержание углерода, серы и фосфора делает сталь более склонной к растрескиванию.
Существует два основных способа избежать ликвационного растрескивания. Во-первых, следует позаботиться о том, чтобы содержание серы и фосфора в исходном металле было низким. К сожалению, многие спецификации стали допускают достаточно высокое содержание серы и фосфора, что может привести к растрескиванию в результате ликвации. Во-вторых, на риск ликвационного растрескивания влияет используемый процесс сварки.
Процессы, включающие относительно высокую скорость подвода тепла, такие как дуговая сварка под флюсом или электрошлаковая сварка, приводят к большему риску ликвационного растрескивания, чем, например, ручная дуговая сварка металлическим электродом. Это связано с тем, что ЗТВ дольше находится при температуре ликвации (что позволяет увеличить сегрегацию элементов с низкой температурой плавления), а сварка сопровождается большей термической деформацией.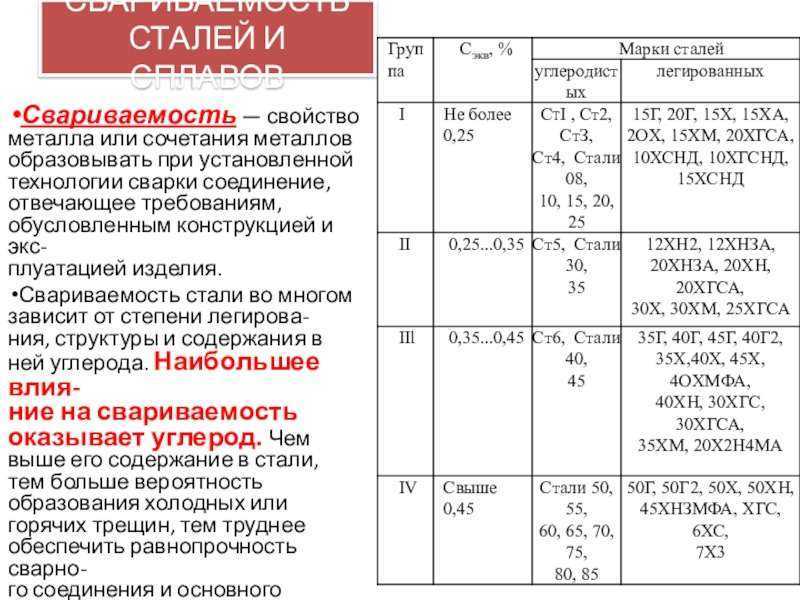
Водородное растрескивание
Эта форма растрескивания (известная также как ЗТВ, растрескивание под валиком, холодное или замедленное растрескивание) возникает в ЗТВ при температурах ниже 200°C. Трещины могут образовываться в течение нескольких минут после сварки или откладываться на несколько дней. Чтобы произошло растрескивание, должны сосуществовать три фактора. Вот эти факторы:
а. Наличие водорода
Водород вводится в сварочную ванну во время сварки в результате разложения водородосодержащих соединений в дуге, т.е. влаги, жирной краски и ржавчины. После растворения газа в металле сварного шва он может быстро диффундировать в ЗТВ как во время охлаждения, так и при температуре окружающей среды. Со временем водород будет диффундировать из стали. Для толстостенного сосуда диффузия может занять несколько недель.
б. Восприимчивый металл сварного шва или HAZ
Скорость охлаждения после большинства процессов сварки плавлением относительно высока.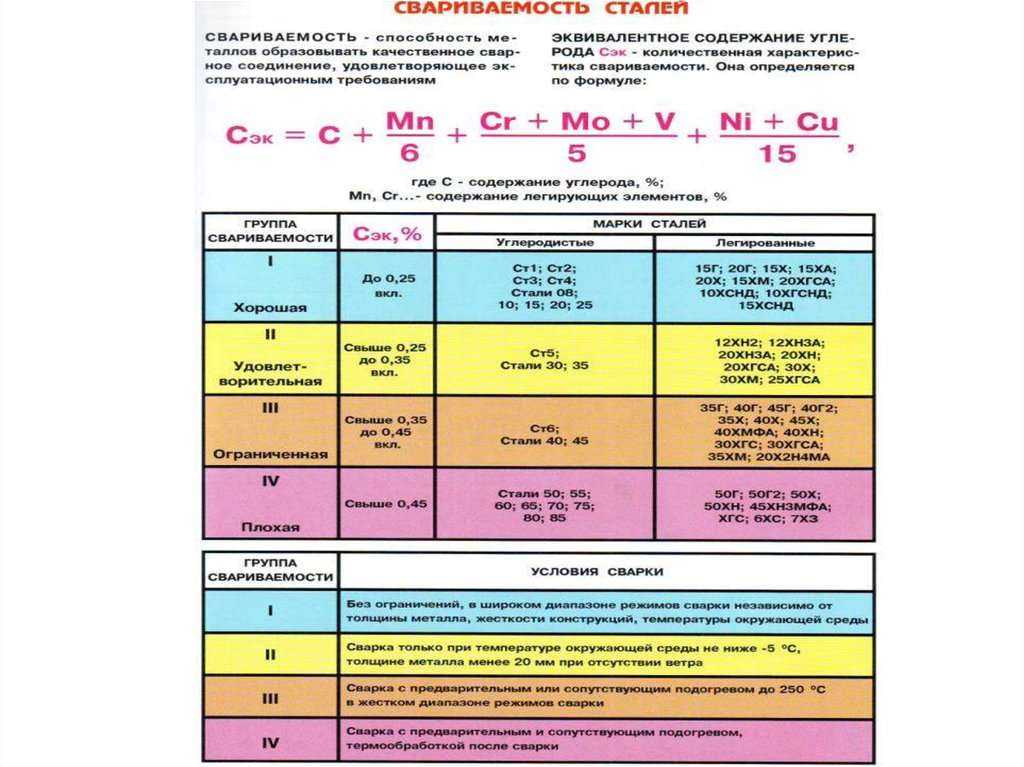 Это охлаждение может привести к образованию мартенсита или других закаленных структур в ЗТВ и, возможно, в металле шва. Эти структуры могут быть охрупчены присутствием лишь небольшого количества водорода.
Это охлаждение может привести к образованию мартенсита или других закаленных структур в ЗТВ и, возможно, в металле шва. Эти структуры могут быть охрупчены присутствием лишь небольшого количества водорода.
в. Высокий уровень остаточных напряжений после сварки
Растрескивание развивается под действием остаточных напряжений от сварки в восприимчивой микроструктуре ЗТВ или металла шва, где произошло охрупчивание из-за присутствия водорода в растворе. Схематическое изображение водородного растрескивания в ЗТВ различных конструкций сварных швов показано на рис. 8.
Методы предотвращения водородного крекинга включают удаление или ограничение одного из трех факторов, необходимых для его возникновения. Водородного растрескивания можно избежать, выбрав материал, который не затвердевает в ЗТВ или металле сварного шва при конкретном применяемом сварочном процессе. Вероятность упрочнения в ЗТВ определяется скоростью охлаждения после сварки и прокаливаемостью основной стали.
Дефект сварки
Прокаливаемость стали определяется ее составом. Полезным способом описания прокаливаемости является оценка общего вклада в нее всех элементов, присутствующих в стали. Эта оценка выполняется по эмпирической формуле, которая определяет значение углеродного эквивалента (CEV) и учитывает важные элементы, влияющие на прокаливаемость. Типичная формула для CEV (принятая в британских стандартах) показана ниже:
Как правило, закалки в ЗТВ можно избежать, используя сталь с CEV менее 0,42, хотя следует отметить, что на это значение влияют параметры процесса сварки. Увеличение скорости подвода тепла в процессе сварки (там, где это возможно) полезно, так как это приводит к более медленной скорости охлаждения после сварки и, следовательно, к меньшей вероятности закалки в ЗТВ. По этой же причине меньше риск водородного растрескивания при сварке тонких листов и профилей, так как скорость охлаждения в ЗТВ меньше, чем в толстых профилях.
Ограничение присутствия водорода за счет предотвращения образования влаги, ржавчины и жира за счет использования контролируемых водородных электродов (должным образом высушенных электродов с основным покрытием) и процессов сварки с низким содержанием водорода (MIG или дуговая сварка под флюсом) является еще одним шагом на пути к предотвращению растрескивания.
Если этих мер предосторожности недостаточно, необходим предварительный нагрев. Предварительный подогрев и поддержание минимальной температуры между проходами при многопроходной сварке имеет два эффекта. Во-первых, это приводит к размягчению ЗТВ из-за снижения скорости охлаждения. Во-вторых, он ускоряет диффузию водорода из зоны сварки, так что после охлаждения сварного шва его остается меньше. Минимальная температура предварительного нагрева, необходимая для предотвращения водородного растрескивания, зависит от химического состава стали, скорости подвода тепла и соединяемых толщин.
Минимальную температуру предварительного нагрева можно рассчитать, соотнеся эти факты на диаграмме процесса сварки. Пример одной из этих диаграмм для углеродистых марганцевых сталей показан на Рисунке 9. Эта диаграмма используется следующим образом:
- Выберите соответствующую подводимую теплоту (энергию дуги) на горизонтальной шкале.
- Переместите вертикально, чтобы пересечь соответствующую комбинированную линию толщины для рассматриваемой конструкции соединения.
- Двигайтесь горизонтально от точки пересечения, чтобы считать температуру предварительного нагрева для CEV стального элемента.

Пластинчатый разрыв
Эта проблема может возникнуть, если остаточные напряжения от сварки приложены по толщине хотя бы одной из соединяемых пластин. Растрескивание происходит, если пластичность пластины по толщине очень низкая. Схематическое изображение этого режима образования трещин показано на рис. 10.9.0021
Растрескивание обычно происходит в основном металле вблизи внешней границы ЗТВ. Трещины имеют характерный ступенчатый вид, при этом «нити» ступенек параллельны направлению прокатки стального листа. В отличие от водородного растрескивания ламеллярные разрывы не обязательно ограничиваются ЗТВ. В некоторых случаях растрескивание может происходить посередине толщины листа, если он скреплен сварным швом с обеих сторон.
Пластинчатый надрыв возникает из-за того, что пластичность пластины по толщине снижается из-за наличия плоских включений, лежащих параллельно поверхности пластины.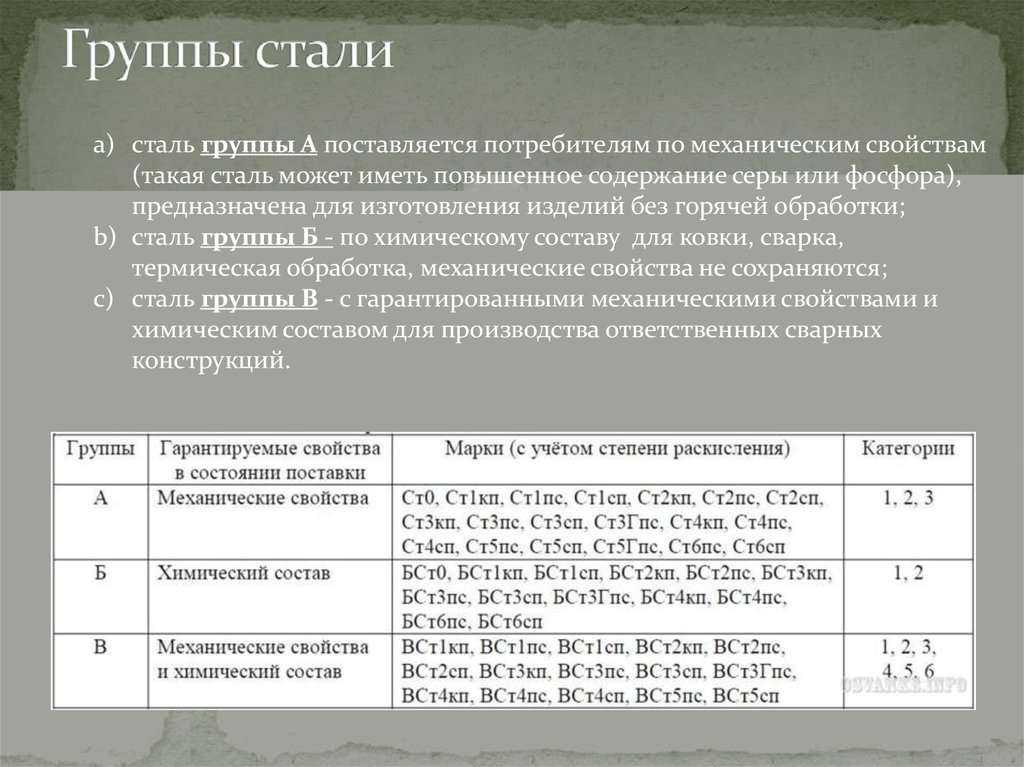 Все распространенные конструкционные стали содержат большое количество включений, которые состоят из неметаллических веществ, образующихся в процессе производства стали, например. сульфаты и силикаты.
Все распространенные конструкционные стали содержат большое количество включений, которые состоят из неметаллических веществ, образующихся в процессе производства стали, например. сульфаты и силикаты.
Эти включения образуются в виде сфер, зернограничных пленок или мелких угловатых частиц в стальном слитке по мере его охлаждения после литья. При прокатке слитка в стальной лист включения деформируются в диски, параллельные поверхности листа. Различные виды включений по-разному деформируются и разрушаются при прокатке. Форма, распределение и плотность включений в толстолистовом прокате определяют сквозную пластичность. Только небольшая часть стальных листов имеет достаточно низкую пластичность по толщине, чтобы быть восприимчивой к пластинчатому разрыву.
Разрыва пластин можно избежать четырьмя основными способами:
a. Усовершенствованная конструкция соединения
Конструкция изделия может быть изменена, чтобы избежать остаточных напряжений в направлении толщины пластины. Примеры показаны на рис. 11.
b. Применение поковок
Пластинчатое распределение включений в пластине является результатом пластической деформации, возникающей при прокатке. Распределение включений в кованых изделиях не столь пагубно.
в. Выбор листа
Использование стальных листов с относительно небольшим количеством плоских включений и, следовательно, с адекватной пластичностью по толщине.
д. Использование слоя низкопрочного металла шва
Это снижает нагрузку, передаваемую через толщину свариваемых стальных листов, поскольку мягкий металл шва может пластически деформироваться. Этот метод, известный как «намазывание маслом», является относительно дорогим, но его можно использовать, когда нельзя избежать восприимчивых суставов.
Трещины при повторном нагреве
Для многих изделий рекомендуется снятие или снижение остаточных напряжений после сварки путем снятия термических напряжений. В этом процессе соединение достигает температурного диапазона, при котором может произойти быстрая ползучесть (от трети до половины температуры плавления). В результате остаточные сварочные напряжения снимаются пластической деформацией. Во время этого процесса может произойти растрескивание, если пластичность сварного шва или ЗТВ недостаточна для восприятия деформации, сопровождающей снятие остаточного напряжения. Схематическое изображение растрескивания при повторном нагреве показано на рисунке 12.9.0021
Остаточное растягивающее напряжение, которое является движущей силой процесса растрескивания, может дополняться переходными термическими напряжениями в зоне сварки. Эти напряжения возникают в результате быстрого неравномерного нагрева до температуры снятия напряжений. Наличие геометрических концентраторов напряжения, т.е. выступы угловых швов и ранее существовавшие трещины, т.е. ликвация и водородные трещины усугубляют проблему.
Проблема растрескивания наиболее распространена во время операций по снятию напряжения, но также может возникнуть в ситуациях обслуживания. В таких случаях ожидается, что начало растрескивания займет гораздо больше времени, поскольку рабочая температура обычно значительно ниже температуры снятия напряжения.
На практике растрескивание при повторном нагреве в основном ограничивается легированными сталями, содержащими значительное количество сильных карбидообразующих элементов, т.е. Cr, Mo и V. Присутствие карбидов в сплаве препятствует скольжению по границам зерен и, таким образом, снижает пластичность при высоких температурах. Растрескивания обычно можно избежать путем профилирования сварного шва, т.е. шлифовка любых геометрических концентраторов напряжения, таких как выступы угловых швов, перед термической обработкой и путем контроля скорости нагрева, чтобы избежать высоких переходных термических напряжений.
Конструкционная сталь может считаться свариваемой только в том случае, если соединения стали удовлетворительно ведут себя в процессе эксплуатации. Для достижения адекватных уровней производительности в конструкционных применениях целостность сварного соединения должна быть хорошей. Высокий уровень целостности может быть достигнут только в том случае, если микроструктура сварного соединения обладает достаточной пластичностью, чтобы противостоять остаточным напряжениям, возникающим в результате термического цикла сварки, без образования трещин.
Химический состав сварного шва и основного металла (значение углеродного эквивалента) вместе с параметрами процесса сварки (теплоподвод и скорость охлаждения) влияют на определение пластичности соединения. Уровень примесных элементов, таких как сера , фосфор и водород, является особенно важным фактором, влияющим на образование трещин во время сварки.
Вам также может понравиться
| Базовый сварочный аппарат Краткое описание процесса сварки Сварка… | Сварка Сварка — это изготовление или скульптура… | Скорость охлаждения Скорость охлаждения при превращении аустенита в феррит. .. | Быстроохлаждаемые стали Образование мартенсита и бейнита Нормализация… |
Термообрабатываемая толстолистовая сталь
Листы и трубы, используемые для применений, требующих повышенной прочности и ударопрочности, обычно подвергаются закалке и отпуску. Примеры включают:
- Крановые стрелы и опорные конструкции
- Механическое оборудование и машины
- Изнашиваемая и броневая плита
- Сосуды под давлением и резервуары для хранения
Области применения толстолистовой стали, подвергаемой термообработке, слева направо: водоводы крупных гидроэлектростанций, гидрошахтный щит, внедорожные самосвалы, используемые для перевозки высокоабразивной породы
Целью использования более прочной стали для таких применений часто является снижение веса за счет уменьшения толщины листа. Молибден является важным легирующим элементом в сортах толстолистовой стали, когда требуемый предел текучести превышает примерно 500 МПа (необходимость легирования молибденом также зависит от толщины листа и производственных мощностей сталелитейного завода). Уменьшенный вес конструкции дает множество преимуществ, в том числе более низкий расход материалов (рис. 1), меньшее количество сварочных работ (рис. 2) и снижение затрат на транспортировку и подъем. Эти преимущества более чем компенсируют повышенную стоимость материала стали, легированной молибденом.
Рис. 1. Возможность уменьшения толщины (и веса) при увеличении предела текучести.
Рис. 2. Схема снижения затрат, связанная с пластиной из быстрорежущей стали, легированной молибденом, на примере замены марки S355 на S890QL.
Конструкционная сталь
Высокопрочные, закаленные в воде и отпущенные конструкционные стали могут соответствовать строгим требованиям прочности и ударной вязкости, напр. те, которые необходимы для мобильных кранов. Эти марки стали имеют минимальный предел текучести в диапазоне от примерно 550 МПа до примерно 1100 МПа. Фактически, стали с минимальным пределом текучести 1100 МПа представляют собой вершину развития высокопрочных конструкционных сталей. Закаленные в воде и отпущенные конструкционные стали с минимальным пределом текучести 500 МПа и низким углеродным эквивалентом также доступны и используются, например, в морской технике. Комбинации механических свойств этих сталей производители корректируют контролируемым отпуском закаленных листов при температурах до 700 °С. Эти стали имеют превосходное сочетание высокой прочности и хорошей ударной вязкости. Их использование в тяжелонагруженных, а иногда и важных для безопасности конструкциях требует сопротивления хрупкому разрушению при отрицательных температурах эксплуатации.
Химический состав этих марок стали должен быть разработан для получения механических свойств, необходимых для каждого конкретного применения. Высокопрочные закаленные и отпущенные конструкционные стали обычно содержат менее 0,2 % углерода и не более 2 % марганца. Они могут также содержать легирующие добавки элементов, которые замедляют процесс диффузионно-контролируемого превращения и, таким образом, повышают их прокаливаемость. Примерами таких добавок являются молибден, хром и никель.
| Сплав | Концепция сплава | Мин. предел текучести (МПа) | Предел прочности при растяжении (МПа) | Мин. A5 (%) | Мин. CVN 27 Дж по адресу: |
|---|---|---|---|---|---|
| S550QL S620QL S690QL | КрМоб | 550 620 700 | 640 – 820 700 – 890 770 – 940 | 16 15 14 | -60°С |
| S890QL S960QL S1100QL | ХрМоНиВ | 890 960 1100 | 940 – 1100 980 – 1150 1200 – 1500 | 11 10 8 | -40°С |
Пластина повторно нагревается до температур выше температуры Ac3 во время термообработки. Важно, чтобы температура пластины была одинаковой от ее поверхности до ее сердцевины, чтобы результирующие механические свойства были одинаковыми. Пластины закаливаются струями воды под давлением, чтобы максимизировать скорость охлаждения и гарантировать трансформацию микроструктуры в мартенситную или бейнитную по толщине. Процесс отпуска, который следует за закалкой, является критическим фактором, определяющим конечные механические свойства листа. Высокая плотность дислокаций и высокие внутренние напряжения характеризуют мартенситную микроструктуру в закаленном состоянии. В результате получается очень твердый и прочный материал, но с небольшой прочностью. Отпуск снижает эти внутренние напряжения и плотность дислокаций, несколько снижая прочность, но значительно улучшая пластичность и ударную вязкость. Слишком сильный отпуск снижает прочность до недостаточного уровня. Молибден эффективно смягчает этот эффект за счет своего вклада в упрочнение твердого раствора и в сочетании с другими элементами, такими как хром и ниобий, которые вызывают вторичное осаждение сложных карбидов. Образуя эти карбиды, молибден эффективно задерживает потерю прочности при отпуске и повышает вязкость разрушения.
Свариваемость
Углерод сильно влияет на свариваемость стали. Увеличение содержания углерода увеличивает прочность стали, но снижает ее пластичность и ударную вязкость. Другие легирующие элементы могут иметь аналогичные эффекты, но с другой силой. Эмпирический фактор, называемый «углеродным эквивалентом», используется для оценки восприимчивости сплава к проблемам сварки. Углеродный эквивалент (CE), вероятно, является наиболее важным критерием для оценки свариваемости марки стали. Существует много определений этого параметра, но два из них обычно используются для закаленного и отпущенного стального листа, CEV и CET, определяемые как:
CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15
CET = C + (Mn+Mo)/10 + (Cr+Cu)/20 + Ni /40
Факторы показывают, что снижение содержания углерода в стали особенно эффективно для улучшения ее свариваемости. Это одновременно повышает ударную вязкость, но снижает прочность. Поэтому прочность необходимо восстанавливать за счет использования других легирующих элементов и термомеханической (ТМ) обработки при производстве листа. Чтобы соответствовать максимальному заданному углеродному эквиваленту, состав сплава должен быть оптимизирован в соответствии с весовыми коэффициентами критерия CE. Термомеханическая обработка в сочетании с ускоренным охлаждением позволяет получать сталь с пределом текучести до 690 МПа. Для указанной прочности сталь TM всегда имеет более низкий углеродный эквивалент, чем сталь QT. Однако для данной прочности максимальная толщина для сталей TM меньше, чем для сталей QT, особенно при более высоких значениях прочности. См. сравнение в таблице ниже.
| Сплав | Макс. калибр | Содержание сплава (масс. %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | Ni | Cu | Nb | V | CEV | ||
| 501 3 TM 9044 | 35 мм | 0,11 | 0,45 | 1,65 | — | — | — | — | 0,05 | 0,07 | 0,41 |
| 500 шт. | 70 мм | 0,10 | 0,30 | 1,40 | 0,15 | 0,20 | 0,60 | 0,20 | 0,025 | 0,05 | 0,47 |
| 690 ТМ | 25 мм | 0,08 | 0,30 | 1,80 | — | 0,30 | 0,50 | 0,30 | 0,03 | 0,05 | 0,51 |
| 690 шт. | 70 мм | 0,13 | 0,30 | 0,90 | 0,40 | 0,40 | 1,00 | 0,25 | 0,025 | 0,04 | 0,53 |
На рис. 3 показано сильное влияние времени охлаждения с 800 до 500°C после сварки (ΔT8/5) на свойства в околошовной зоне (ЗТВ). В то время как содержание углерода контролирует твердость плато мартенсита при очень коротком времени охлаждения, CE определяет, когда мартенсит образуется во время охлаждения. С увеличением КЭ критическое ΔT8/5 смещается в сторону больших времен и попадает в рабочий диапазон, типичный для процессов сварки SMAW и MAG, используемых для сварки на месте участков листа. Сплавы со сравнительно высоким CE требуют особых мер предосторожности при сварке, включая предварительный нагрев зоны сварки. Окно процесса сужается по мере увеличения CE (рис. 4). Сварка со слишком большим подводом тепла снижает как прочность, так и ударную вязкость, тогда как слишком малое количество тепла приводит к чрезмерной твердости и повышенному риску холодного растрескивания в ЗТВ.
Рис. 3. Упрочнение ЗТВ различных марок высокопрочного листа в зависимости от времени охлаждения ΔT8/5 после сварки.
Сварочные материалы, обладающие свойствами при растяжении, превышающими свойства стали QT на 690 или 890 МПа, требуют относительно высокого содержания легирующих элементов. Типична комбинация 1–2,5 % Ni, 0,5–1,5 % Cr и около 0,5 % Mo. Полученный в результате химический состав и микроструктура сварного шва часто делают его более восприимчивым к холодному растрескиванию, вызванному водородом, чем ЗТВ сверхвысокопрочного основного материала. Во избежание растрескивания температуры предварительного нагрева и межпроходного шва должны быть адаптированы к металлу сварного шва. Снижение углеродного эквивалента не позволяет отказаться от этих мер предосторожности при сварке. Следовательно, высокопрочный исходный материал с пониженным углеродным эквивалентом, достигаемый прокаткой TM, требует практически тех же мер предосторожности, что и более высоколегированная сталь QT.
Рис. 4. Окна процесса сварки трех сортов высокопрочного листа.
| Твердость мишени (HB) | Макс. толщина листа (мм) | Химический состав (макс. %) | Тип. CET (%) при толщине | ||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Ni | Mo | 8 мм | 50416 | ||
| 400 | 100 | 0,20 | 0,80 | 1,50 | 1,00 | 0,50 | 0,26 | 0,37 | |
| 450 | 100 | 0,22 | 0,80 | 1,50 | 1,30 | 0,50 | 0,38 | 0,38 | |
| 500 | 100 | 0,28 | 0,80 | 1,50 | 1,00 | 1,50 | 0,50 | 0,41 | 0,41 |
| 600 | 40 | 0,40 | 0,80 | 1,50 | 1,50 | 1,50 | 0,50 | 0,55 | 0,55 |
Характерным типом износа в большинстве случаев является вспашка, что приводит к абразивному износу. При этом типе износа твердый абразивный материал, такой как песок, царапает поверхность пластины. Высокая твердость является важной характеристикой хорошей износостойкости. Более высокая ударная вязкость также повышает износостойкость и снижает потери материала.
Сталь для сосудов под давлением
Низколегированные хромомолибденовые стали (1–3 % Cr и 0,5–1 % Mo) обычно выбирают для изготовления теплообменников и технологических реакторов.
| Марка стали | ASTM/ASME Обозначение | EN 10028-2 Обозначение |
|---|---|---|
| 1Cr ½Mo | А/SA387-12-кл. 1/2 | 13CrMo4-5 |
| 1¾Cr ½Mo | А/SA387-11-кл. 1/2 | 13CrMoSi5-5 |
| 2¼Cr 1Mo | А/SA387-22-кл. 1/2 A/SA542-A/B-3/4/4a | 10CrMo9-10 12CrMo9-10 |
| 2¼Cr 1Mo ¼V | А/СА832-22В А/СА542-Д-4/4а | 13CrMoV9-10 |
| 3Cr 1Mo ¼V | А/СА832-23В А/СА542-Е-4/4а | 12CrMoV12-10 |
Для сосудов, требующих устойчивости к водороду при повышенных температурах и высоких давлениях (например, установки гидроочистки, установки гидродесульфурации и установки гидрокрекинга), требуется пластина со сложными характеристиками. Нефтехимические технологические реакторы должны безопасно работать в этих условиях в течение максимально возможного времени кампании. Предел текучести при комнатной и повышенных температурах, сопротивление ползучести и энергия удара являются важными механическими свойствами для этих применений. Химический состав и толщина листа — не единственные факторы, влияющие на свойства материалов. Все условия термической обработки при производстве пластин (нормализация, отпуск, закалка, отпуск и отжиг для снятия напряжений) влияют на свойства. Процессы изготовления сосудов (горячая штамповка, сварка) также могут играть решающую роль в определении конечных свойств материала. Кроме того, свойства материала могут изменяться из-за термического воздействия при длительной эксплуатации сосудов под давлением.
Инструкции по использованию AS/NZS 1554.6 для сварки нержавеющей стали
Эффективное использование AS/NZS 1554.6 означает больше, чем требование «Окончание сварки в соответствии с AS/NZS 1554. 6». Стандарт — это эффективный способ получить требуемую отделку конструкций из нержавеющей стали. Это руководство должно помочь вам определить качество сварного шва в соответствии со стандартом.
Этот стандарт предназначен для сварки любого оборудования из нержавеющей стали, работающего без давления, и когда он был впервые разработан в 1994, его структура соответствовала части 1, посвященной углеродистой стали. Серьезная редакция 2012 г. удалила избыточный текст, расширила руководство по надлежащему качеству изготовления и обновила оценку сварных швов и финишную обработку, а также включила руководство по мерам предосторожности для сведения к минимуму риска отказа из-за вибрации. Раздел оценки включает обязательные пределы дефектов сварки и теперь включает дополнительные функции, такие как уровень теплового оттенка и шероховатость поверхности, которые могут быть указаны заказчиком или владельцем.
AS/NZS 1554.6 представляет собой смесь обязательных требований и рекомендаций со списками возможных покупок. В частности, послесварочная обработка обеспечивает ряд возможных процессов и результатов, и указание желаемого варианта сведет к минимуму затраты и разочарование и обеспечит требуемый результат. В качестве примера обязательных требований можно привести жесткие требования к квалификации персонала, которые трудно решить задним числом.
Рисунок 1. (см. баннер вверху) представляет собой типичную стыковую сварку TIG двух тонких листов из нержавеющей стали 316, поверхность которой окрашена в цвета радуги. Цвета вызваны оптической интерференцией отражений от передней и задней части сформированного при нагревании оксидного слоя — точно так же, как отражения в масляной пленке на воде. Незащитный оксидный слой, богатый железом, можно увидеть в темных тонах, и он может снизить коррозионную стойкость 316 до уровня ниже, чем у нержавеющей стали с 12% хрома. Они должны быть удалены вместе с небольшим количеством стали под ними, где хром был истощен во время сварки. Указание их удаления рассматривается далее в этой статье. Начнем с раздела 6, потому что именно там оценивается качество сварного шва.
Классификация сварных швов
Сварные швы относятся к категории 1 (конструкционная) или категории 2 (неконструкционная). Сварные швы категории 1 имеют подгруппу усталостных применений (FA), где вибрация и усталостные разрушения могут быть проблемой. Основное отличие состоит в том, что сварные швы категории 1 и категории FA требуют внешнего визуального осмотра, а также внутреннего контроля с помощью радиографического или ультразвукового исследования. Допустимые уровни подповерхностных дефектов перечислены в таблицах 6.3.2(A) и 6.3.2(B) для структурной и усталостной классификаций соответственно.
Однако все категории 1, 2 и FA оцениваются по трем уровням поверхностных дефектов, выявляемых при визуальном осмотре и осмотре методом проникающей жидкости.
Допустимые размеры дефектов указаны в Таблице 6.3.2 и сгруппированы по трем уровням:
A: Дефектов нет и используется для критических структурных, эстетических или коррозионных работ;
B: Высокое качество для общего и некритического эстетического использования, но могут иметь незначительные дефекты, которые способствуют накоплению коррозионных веществ в очень агрессивных средах;
C: Скрытые места или области с низким уровнем стресса и доброкачественными состояниями.
Существует искушение указать уровень A для всего, но это может привести к ненужному увеличению затрат без повышения долговечности. Часто уровень B очень удовлетворительный. Например, требование ASSDA к качеству сварного шва в отношении окрашивания чаем относится к категории 2, уровню B. Сварные швы категории
FA требуют соответствия оценке поверхностных дефектов уровня A плюс ограничения на угол между касательными углового сварного шва и прилегающей поверхностью из нержавеющей стали. Это ограничение дополняет 1 к 4 изменениям толщины сечения, изложенным в другом месте стандарта. В Таблице 6.3.1(B) указан допустимый уровень подповерхностных дефектов. Он применяется только для требований FA.
Отделка поверхности после сварки
Стандарт также предусматривает варианты обработки после сварки и обработки поверхности. Сварные швы могут обрабатываться механически абразивами или химически (или электрохимически). Любая из этих отделок может быть вызвана для Условий I и Условий II, но определяющей особенностью Условий I является то, что валик сварного шва должен быть отшлифован заподлицо. Эта полосовая полировка широко используется при изготовлении резервуаров для пищевой промышленности и производства напитков. Он удаляет термический оттенок и обедненный хромом слой под ним без использования травильных кислот, но также улучшает очищаемость за счет удаления сварного валика с присущей ему неровностью. В условиях вибрации механическое удаление также снижает риск концентрации напряжения вдоль линии жесткости сварного шва.
Стандарт также разрешает чистить нержавеющую сталь щеткой для удаления поверхностных отложений или оставлять поверхность «как сваренная». Эти опции включены в условие III.
В таблице 6.2.1 приведены пути к состоянию поверхности, а в таблице 6.3.3 представлены критерии приемлемости, основанные на обесцвечивании, средней шероховатости поверхности Ra и максимальной шероховатости поверхности (R max ). В версии 2012 г. критерии в значительной степени «указаны директором», но условия I и II для обесцвечивания привязаны к цветовым диаграммам AWS D18. 2 цветового оттенка, которые соответствуют работе Sandvik и Института никеля, подтверждающей, что бледно-соломенный цвет вызывал отсутствие заметного изменения коррозионной стойкости. Есть необязательные примечания, что шероховатость поперечной поверхности должна быть <0,5 мкм R и и чистый срез для коррозионной среды [как для поверхности 2K в EN 10088.2] и о применимости Rmax к возможности очистки в гигиенических условиях. Среди прочих переменных размер зерна будет определять шероховатость (R и и R макс. ) и, следовательно, коррозионную стойкость после истирания и очищаемость.
Условие III не имеет критериев приемлемости.
Таблицы 1 и 2 ниже являются руководством по использованию категории, класса и состояния (используются как для применяемых обработок, так и для результатов оценки) и соотносят их с процессами после сварки.
Прочие виды обработки
Механическая абразия удалит тепловую окраску и слой, обедненный хромом, но обнажит включения сульфида марганца, являющиеся точками возникновения коррозии. Он также может оставлять металлические чешуйки на поверхности, которые создают места щелевой коррозии.
Травление [Раздел 6.2.3(a)] с использованием ванны или пасты с азотной/фтористоводородной кислотой позволяет удалить металлические чешуйки и включения сульфида марганца. Травление не истертого участка сварного шва существенно не изменит шероховатость поверхности, но придаст такую же коррозионную стойкость, что и истертая и травленая поверхность. Если применение плавиковой кислоты затруднительно, то процесс пассивации азотной кислотой шлифованной поверхности улучшит пассивирующую пленку, удалит включения, но не металлические чешуйки. Пассивирующая обработка укрепит пассивную пленку даже на протравленной поверхности. Обработка только азотом не эффективна на тонированной поверхности. Другие модификации условий I и II включают электрополировку [6.2.3(b)] или, совсем недавно, электроочистку [6.2.3(c)]. Оба применяют ток, который растворяет поверхность либо в ванне (электрополировка), либо на месте (электрочистка). Механически полированный стержень, показанный на рисунке 9.1242 Рис. 2. имел R a ~0,7 мкм до электролиза, но на 0,2 мкм меньше после него и с гораздо более ярким внешним видом, который также имеет более толстую пассивную пленку. Электроочистка — это ручной процесс, и, хотя он позволяет получить очень прочную пассивную пленку, его результаты зависят от опыта оператора.
Условия II отделки включают простое травление (HF/HNO3), электрополировку (хотя часто с предварительным травлением для удаления непроводящей сварной окалины) и электроочистку для работ на стройплощадке. Продольный сварной шов в трубе (см. Рис. 3 ниже ) все еще имеет усиление сварного шва, но является химически чистым. Черные линии, параллельные сварному шву, не пострадали от травления кислотой и, вероятно, образовались из-за крекинга масла, не удаленного растворителями перед сваркой. Пассивирование после травления также включено в этот набор процедур Условия II.
Механическая обработка термической окраски брашированием из нержавеющей стали [6. 2.3(d)] просто полирует поверхность и не удаляет нижний слой с низким содержанием хрома, т. е. не восстанавливает коррозионную стойкость. Абразивная полировка, шлифовка, шлифовка [6.2.3(e)] или даже струйная обработка [6.2.3(f)] могут удалить термический оттенок и слой с низким содержанием хрома, оставив некоторое усиление сварного шва, но впоследствии может потребоваться процесс пассивации азотной кислотой. . Кроме того, поверхность может быть слишком шероховатой для хорошей очищаемости или гладкости. В условиях II одним из видов обработки для получения сварных швов труб и трубок без оксидов является использование продувки инертным газом с низким (десятки частей на миллион) содержанием кислорода.
Помимо проверки сварных швов, в Разделе 5 стандарта содержится множество рекомендаций по безупречному изготовлению, включая тепловложение, межпроходные температуры, предотвращение ударов дуги и сварку в неблагоприятных погодных условиях, и это лишь некоторые из них. Существуют также обязательные требования (пункты «должны») по размеру прихваточного шва, отношению глубины шва к его ширине, утончению металла при зачистке сварных швов и даже предельным значениям содержания хлоридов в воде для испытаний на утечку. Стандарт является подробным и требует некоторого изучения для тех, кто хочет производить качественные сварные швы, соответствующие требованиям соответствующих разделов AS/NZS 1554.6 и применимые к рассматриваемому применению или конструкции.
Заключение
Спецификация качества сварки требует понимания механических и химических процессов, используемых для получения гладкой и чистой поверхности, подходящей для конкретного применения. Стандарт предоставляет список покупок, чтобы точно указать, что именно вы хотите. Уважение этого намерения приведет к наибольшей продуктивности при реализации структуры.
Эта статья опубликована в выпуске 58 журнала Australian Stainless Magazine (лето 2016/17).
AWS D1.1:2020 [Последняя версия] Свод правил сварки конструкций, сталь
Сталь, часто с помощью углерода или некоторых металлов,
отмечен несколькими специфическими признаками. Отличается особым сплавом,
что, в свою очередь, влияет на множество свойств — плотность, эластичность, плавление
точка, теплопроводность, прочность и твердость, в том числе структурные
сталь поддерживает мир. На самом деле глобальный
выпуск стали в 2018 году составил 1 808,6 млн тонн.
к методам, которые включают этот универсальный металл, является AWS
D1.1/D1.1M:2020 – Правила сварки конструкций – Сталь.
AWS D1.1:2020 содержит требования к изготовлению и монтажу сварных стальные конструкции. При решении этих требований этот код принимает комплексный подход при определении конкретных соединений и сварных швов, таких как сварные швы с разделкой кромок, угловые швы, пробочные и щелевые сварные швы, а также затрагивает многочисленные другие соображения, такие как расчетные параметры усталостного напряжения и предварительная квалификация спецификации процедуры сварки (WPS).
АМС Кодекс D1.1:2020 также включает информацию, относящуюся к его положениям в договорные документы, а также детализированные положения, относящиеся к обязанностям инженера, подрядчика и инспектора.
Изменения в AWS D1. 1-2020 Публикуется с пятилетним циклом пересмотра, AWS D1.1:2020 пересматривает AWS D1.1:2015. Как двадцать четвертая редакция кодекса, в данный документ внесены следующие изменения:
- Нормативные ссылки, ранее находится в подпункте 1.9и Приложение S, были помещены в новый пункт 2.
- Термины и определения, ранее в подпункте 1.3 и приложении J, были помещены в отдельный пункт 4.
- пункт 5 «Предварительная квалификация WPS» реструктуризация, чтобы следовать обычному процессу написания предварительно квалифицированного WPS.
- Таблица 5.2, «Основные переменные для WPS» был переименован и реорганизован для перечисления основных переменных WPS.
- Новая таблица 5.7, «Предварительно квалифицированный защитный газ WPS Были добавлены варианты электродов GMAW, соответствующих AWS A5.18/A5.18M, и в документ AWS D1.1 добавлены дополнительные требования при использовании защитные газы.
- В таблицу 5.3 «Утвержденные материалы» добавлены новые материалы. Основные металлы для предварительно квалифицированных WPS» и таблица 5.8, «Предварительно квалифицированный минимум
Предварительный подогрев и межпроходная температура»
- Требования к квалификации WPS с использованием технологии формы волны были пересмотрены.
- Все требования к испытаниям с V-образным надрезом по Шарпи (CVN) были включены в Таблицу 6.7, «Изменения дополнительных существенных переменных PQR для Приложения для тестирования CVN, требующие повторной квалификации WPS для SMAW, SAW, GMAW, FCAW, GTAW и ESW/EGW».
- Требования к повторному тестированию WPS уточнены.
- Сварка разделочной кромки с частичным проплавлением (PJP) Пункт был реорганизован, чтобы уточнить квалификацию сварных швов с разделкой кромок PJP с использованием детали соединения на Рисунке 5.2, «Детали сварного соединения PJP с разделкой кромок, прошедшего предварительную проверку».
- Часть D пункта 6, которая охватывает «Требования
для испытаний на прочность CVN», был реорганизован для лучшего согласования процедур испытаний. и квалификация CVN с порядком, в котором они будут выполняться.
- Восстановление сварным швом основного металла с неправильно расположенные отверстия были пересмотрены в пункте 7 «Изготовление».
- Изменения, внесенные в квалификационные требования для инспекционного персонала помочь убедиться, что все инспекторы по сварке квалифицированный.
- Добавлены уточнения для инженера обязанности по осмотру.
- Цифровая рентгенография добавлена в рентгенографическую тестирование.
- Ограничения геометрической нерезкости были добавлено в код, и уравнение для этого было изменено, чтобы соответствовать уравнению в Кодексе ASME по котлам и сосудам под давлением, Раздел V, Статья 2.
- Методика определения затухания фактор был обновлен, чтобы отразить, что инструменты ультразвукового контроля (UT) теперь способны сообщения дробного значения для дБ.
- Код теперь требует
постоянная идентификация на шпильках с головкой и деформированных анкерных стержнях.
- Код теперь предоставляет процедуру сварки Требования к угловой сварке шпилек.
- Расчеты на статическую прочность сварных трубные соединения были удалены в знак уважения к Американскому институту стали. Строительные (AISC) проектные положения.
- Добавлено новое нормативное приложение H для фазированной решетки ультразвуковой контроль (PAUT) вместе с комментариями к настоящему приложению.
- Информационное приложение R, «Параметр овализации Альфа», содержит модификации, содержащие эскизный проект круглой трубы. соединения. Часть этой информации ранее содержалась в трубчатом структурирует пункт документа.
Бывшие пользователи стандарта AWS D1.1 также заметят, что в связи с добавлением новых пунктов нумерация каждого пункта АРМ D1.1:2020 изменился.
АМС
D1.1/D1.1M:2020 – Правила сварки конструкций – Сталь доступна в стандарте ANSI
Интернет-магазин. Те, кто нуждается в этом стандарте и связанных с ним нормах и правилах сварки конструкций
могут извлечь выгоду из получения необходимых документов вместе в качестве стандартов
пакеты.