|
Когда Вы собираетесь производить сваривание изделий из алюминия, то могут возникать мысли о том, что нужно иметь специальный сварочный аппарат и электроды специального назначения. Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.
Алюминий и его сплавы Вы можете сваривать с помощью обычного инвертора и не иметь дополнительных специальных приспособлений и особенных навыков. Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания. Далее Вам следует подобрать подходящий сварочный ток, который имеет свои отличия и подходит для каждой определенной толщины металла. Сведения насчет того, какая толщина электродов требуется для определенной толщины металлов, можно найти на упаковке электродов. После подбора электродов и электрического тока, Вам следует прокалить или подогреть электроды в специальной печи для прокалки. Данная печь востребована не только при сваривании алюминия, но и при работе с другими металлами и разными видами электродов.
Теперь плавно переходим к свариванию инверторами. Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами. В сварке специальными электродами нет разительных отличий от сваривания обычного металла, поэтому Вам не требуется обретать специальные умения для работы. Единственным, на то стоит обратить внимание, является то, что он не настолько тугоплавок, как сталь или вольфрам. Если Вы проявляете осторожность и внимательность при сваривании, то можете быть уверенными в том, что сделаете свою работу качественно, а изделие будет долговечным и прочным. Помимо осторожности, внимательности и целеустремленности, Вам следует приобрести качественное сварочное оборудование. Сделать такую покупку Вы можете в специализированном магазине или на официальном сайте одного из заводов-изготовителей. У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар. |


можно ли обычным? – Определенных металлов на Svarka.
 guru
guruВысокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660оС. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200 оС. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.


Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
[stextbox id=’alert’]Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
[stextbox id=’info’]Для предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.[/stextbox]
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.

По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Сварка алюминия в домашних условиях инвертором
Сварка алюминия инвертором считается одним из сложнейших процессов. Его трудно осуществить в домашних условиях, не имея малейшего опыта в данной области. Чтобы в процессе сварки не проявились сквозные отверстия с оплавлением, домашний мастер обязан подойти к процессу серьезно, иметь представление о режимной установке температуры с правильно подобранными электродами, учитывая свойства и характеристику материала.
Технологические данные
В сварочных работах алюминий может применяться не только в чистом виде, но и в сплавах с другими материалами. Его применение под силу только опытным сварщикам из-за химических и физических свойств материала.
Его применение под силу только опытным сварщикам из-за химических и физических свойств материала.
Так, например, алюминий имеет повышенную плавкость. Под влиянием высокого температурного режима этот металл теряет свои качества, что влечет риск разрушить нерасплавленную часть, находящуюся ниже. В таких ситуациях материал способен вытечь через сварочный стык. Чтобы избежать разрушительного действия, сварщики подкладывают керамическую или металлическую прокладку.
Взаимодействуя с кислородом, на поверхности свариваемого объекта образуется пленка тугоплавкого и плотного состояния. Образующийся слой оксида алюминия является барьером на пути соединения металла в единый стык.
Во время осуществления сварки в домашних условиях алюминиевый оксид препятствует конвертации металла, не позволяя создать монолитное соединение. Удалить его можно, используя катодный раствор.
Сварка аргоном
Чтобы избежать появления оксидной пленки, сварочный участок закрывают от воздуха. Для этого рекомендуется использовать сварку аргоном:
Для этого рекомендуется использовать сварку аргоном:
Выбранная сварка создает пористый состав алюминиевого сплава. Проявление характерно высоким содержанием водорода, который испаряется, выходя через поры алюминия.
Высокий кремневый состав, из-за которого появляются мелкие кристаллы, образующие трещины, ослабляет невидимый шов.
Алюминий славится своими теплопроводными качествами. Для его соединения нужны электроисточники
, что соответствуют нормам производительнос ти тока.
При сварке в алюминиевом составе могут быть горячие зазоры, которые появляются в результате внутреннего охлаждения. В таких случаях используются модификационные добавки, что служат дополнением к сварочным швам.
Используя сварку в домашних условиях, часто возникают ситуации, когда в качестве основы берется алюминиевый сплав неизвестного происхождения. Это приводит к тому, что без дополнительных компонентов и особых сварочных режимов выполнить сварочные работы практически невозможно.
Это приводит к тому, что без дополнительных компонентов и особых сварочных режимов выполнить сварочные работы практически невозможно.
С чего начать сварку алюминия?
Сварка алюминия инвертором бывает разной модификации с отличием устройств и конструкций. Правильным выбором сварочного оборудования алюминием или сплавом является инвертор. Он совершает быстродействующи
Подбор подходящих материалов под оборудование. Установка для просушки и закаливания электродов.
Металлическую поверхность зачищают и обрабатывают обезжиривающим раствором.
Оксидную пленку снимают абразивными растворителями или наждаком.Детали, подготовленные для сваривания, с диаметром в 4 мм должны иметь разделяющую кромку.
Чтобы в процессе сварочных работ не произошла деформация сплава из-за перегрева, достаточно использовать специализированн
ую приставку для аппарата. При правильно установленном режиме горелки с соблюдением указанной в техпаспорте последовательнос
ти рабочего действия, результатом сварочного процесса будут надежное соединение и почти незаметный шов. Для более эффективного сваривания необходимо проводить прогрев свариваемых элементов перед процессом и после него. Далее требуется провести термомеханически
е дополнительные меры.
 Оксидную пленку снимают абразивными растворителями или наждаком.
Оксидную пленку снимают абразивными растворителями или наждаком.Несмотря на то, что алюминий считается тяжелым металлом, который поддается термическому влиянию, осуществить сварку с его задействованием в домашних условиях можно, обладая навыками технических знаний и имея специальное оборудование, расходники. Оптимальным выбором оборудования для работы с таким материалом является сварочный инвертор.
Оптимальным выбором оборудования для работы с таким материалом является сварочный инвертор.
Инверторный портативный аппарат для импульсной сварки TIG переменным и постоянным током (GTAW) мощностью 300 А — для сварки алюминия **Сделано в Тайване**
Инверторный портативный аппарат для импульсной сварки TIG переменным и постоянным током (GTAW) мощностью 300 А — для сварки алюминия **Сделано в Тайване**
Тайваньский портативный инверторный сварочный аппарат для импульсной сварки TIG переменного / постоянного тока (GTAW) мощностью 300 А — для сварки алюминия
Спецификация
Основные характеристики
Особенности:
● Усовершенствованная инверторная технология для превосходной производительности TIG.
● Двойной процесс: сварочный аппарат TIG с инвертором постоянного тока для сварки GTAW/TIG/ARGON или сварки SMAW/MMA/STICK.
● Высокочастотное зажигание TIG постоянным током обеспечивает ровную дугу и стабильное качество сварки, что идеально подходит для сварки в различных условиях.
● Небольшой размер, малый вес, высококачественная конструкция и энергосбережение.
● Автоматическое обнаружение защиты от перегрузки по току, защиты от перегрева и защиты от ВЧ.
● Идеально для сварки алюминия
Спецификация:
● Вес: 29 кг
● Выход: 300A
● Идеально подходит для сварки алюминия
● Импульс, Crater
● Повторите
● замедление / вниз
● Высокая частота (H.F.)
● Мощность сварки — электрод 5,0 мм
● Мощность сварки — толщина 0,2 ~ 8,0 мм
Последнее обновление: 2019-03-21 Загрузка.
 ..
..Ваш запрос отправлен
Шаг 1 Заполните форму Шаг 2 Завершение
миссисСтефани Сяо, ХОТВЕЛЛ КО., ЛТД.
Требуется сообщение 0 /1500Форматы файлов: htm, html, doc, docx, pdf, txt, jpg, gif, png, odt, ods. Максимум 3 файла (всего 10 МБ).
Общий размер:0
{{/если}} {{#ifCond ttLoginType 3}}Подтвердите пароль
{{/ifCond}} {{#if isЛогин}} Просмотр и изменение {{/если}}Рекомендовать других поставщиков, если этот поставщик не отвечает.
Пожалуйста, заполните все обязательные поля.
 В ПОРЯДКЕ
В ПОРЯДКЕСварка алюминия | Трудолюбивые грузовики
Сварка алюминия с подачей проволоки возможна при использовании подходящей горелки и сварочного аппарата MIG в качестве источника питания.Существует множество вариантов оборудования, и у вас уже может быть большая часть того, что вам нужно.
Том Джексон
В то время как сталь – это то, что большинству подрядчиков необходимо сваривать большую часть времени, иногда встречаются алюминиевые компоненты машин, архитектурные элементы или конструкции, требующие сварки алюминия. Лучший способ сварки алюминия — это аппарат TIG (вольфрамовый инертный газ) с использованием переменного тока и 100-процентного защитного газа аргона. Но это не означает, что это единственная установка, которую вы можете использовать, и это не обязательно означает, что вам нужно пойти и купить совершенно новый сварочный аппарат для работы с алюминием.
Для быстрого устранения неполадок имеются адаптеры для шпульных пистолетов и высокочастотные генераторы переменного тока, которые устанавливаются на некоторые аппараты MIG и стержневые. Вы также можете приобрести отдельные сварочные аппараты и инверторы переменного/постоянного тока/дуговой сварки TIG, которые можно подключать к машинам с приводом от двигателя с вспомогательным питанием или к розеткам на 115 или 230 вольт в здании или магазине. И если вы хотите пойти на все шебанг, есть «многопроцессные» сварочные аппараты, которые делают все три: палку / MIG и TIG, а также строжку плазменной дугой.
Алюминиевая проволока мягче стальной, и для подачи больших бобин с алюминиевой проволокой требуется использование пистолета для катушек.Рассмотрим эти варианты, начиная с наиболее типичной ситуации, когда у подрядчика уже есть аппарат для сварки MIG или MIG/стержневой сваркой постоянным током с приводом от двигателя.
Катушки и пистолеты-пулеметы
Алюминиевая проволока мягче стали, и ее трудно пропустить через стандартный сварочный пистолет MIG, поэтому вам потребуется специальный сварочный пистолет, либо намотчик, либо двухтактный. Они могут быть установлены на различные сварочные аппараты с приводом от двигателя, а современные регуляторы могут работать с различными газами, поэтому вам не нужен другой регулятор для работы с аргоном.
Они могут быть установлены на различные сварочные аппараты с приводом от двигателя, а современные регуляторы могут работать с различными газами, поэтому вам не нужен другой регулятор для работы с аргоном.
Пистолет для катушки помогает предотвратить гнездование птиц (склонность к накоплению тонкой проволочной стружки), надев на пистолет катушку с проволокой весом в один фунт, которая подает только несколько дюймов. Они позволяют оператору использовать более длинные кабели, обычно от 15 до 50 футов, но могут ограничивать доступ в труднодоступных местах.
У двухтактного пистолета есть двигатель, который протягивает проволоку через направляющий канал, в то время как двигатель на сварочном аппарате или устройство управления механизмом подачи помогают. Это действие «тяни-толкай» поддерживает постоянное натяжение проволоки, помогая избежать застревания птиц.Пушпульные пистолеты легче и эргономичнее, а катушки не нужно менять так часто. Они также позволяют использовать кабели длиной до 50 футов. Двухтактные пистолеты дороже, но обеспечивают повышенную производительность.
Двухтактные пистолеты дороже, но обеспечивают повышенную производительность.
Джон Лейснер, менеджер по продукции компании Miller Electric, рекомендует приобрести более мощный двигатель, если вы собираетесь сваривать с ним алюминий.«Базовая закупочная цена выше, чем у меньшего двигателя, но адаптер, необходимый для работы шпульного пистолета на меньшей машине, значительно дороже», — говорит он. В качестве примера он говорит, что вы можете получить Miller Trailblazer 275 или 302 с полностью алюминиевой настройкой примерно на 200-400 долларов меньше, чем Bobcat 250 с той же настройкой. По его словам, машины с более высокой силой тока позволяют одновременно запускать вспомогательные инструменты, не вызывая отставания в качестве сварки или генератора.
Одним из преимуществ использования аппарата для сварки стержневым электродом/MIG на постоянном токе для сварки алюминия является его высокая скорость, говорит Джим Харрис, старший менеджер по продукции TIG-оборудования в Lincoln Electric.Чем вы жертвуете, так это точностью и внешним видом. И в большинстве случаев трудно сварить MIG тонкий алюминий — материал толщиной не менее 1/16 дюйма, в лучшем случае 1/8 дюйма. Алюминий проводит тепло намного быстрее, чем сталь, поэтому материал легко прожигается. Одним из решений этой проблемы является процесс, называемый импульсной сваркой, при котором пиковый высокий ток чередуется с низким фоновым током. Максимальный пиковый ток создает эффект «распыления», который заполняет сварочную ванну тысячами крошечных капель для структурной целостности, а фоновый ток помогает контролировать температуру.Технология импульсной сварки была внедрена в последнее десятилетие.
Врезка в TIG
Достаточно легкий (38 фунтов), чтобы его можно было носить на плечевом ремне, инверторный сварочный аппарат Invertec V205-T от Lincoln Electric предлагает сварку на переменном или постоянном токе, а также импульсную сварку TIG и высокочастотную сварку.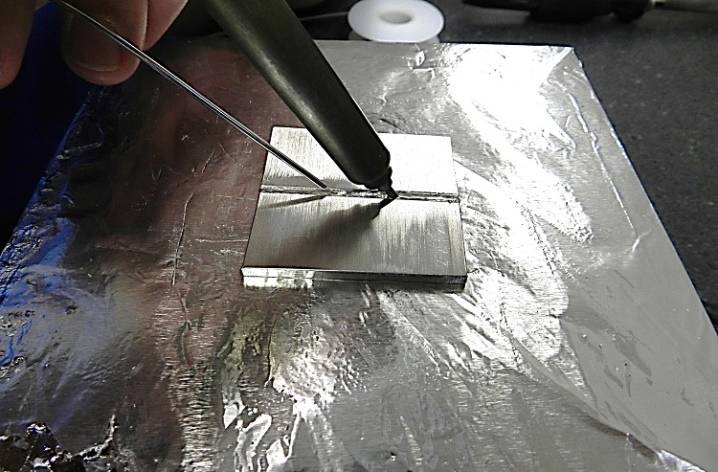 Сварка TIG
Сварка TIG— это выбор профессионалов, когда речь идет о точной сварке, хорошем внешнем виде и работе с цветными материалами, такими как алюминий. Это слишком медленно для таких производственных задач, как наплавка, сварка труб и ремонт стрелы и ковша.Но популярность сварки TIG растет благодаря ряду телевизионных передач, посвященных автомобилям и мотоциклам. Сварка TIG также имеет престижное значение. Если вы хотите, чтобы ваши ребята впечатлились своими навыками и профессионализмом, вам может подойти специальный сварщик TIG.
Алюминий TIG требует газовой защиты, как и MIG (только 100-процентный аргон), специальной горелки с вольфрамовым наконечником, переменного тока и ножной педали для изменения температуры и силы тока. Вольфрамовые наконечники горелок TIG сильно нагреваются.Некоторые используют воздушное охлаждение, но для сварки TIG силой выше 200 ампер обычно требуется горелка с водяным охлаждением.
Есть несколько настроек, которые помогут вам начать сварку TIG. К ним относятся:
К ним относятся:
Высокочастотные генераторы переменного тока. Если у вас уже есть сварочный аппарат с приводом от двигателя, его можно настроить на работу с высокочастотным генератором переменного тока. «Это дополнительный аксессуар, а не отдельный сварочный аппарат, который получает питание переменного тока 120 В от двигателя», — говорит Эрик Снайдер, старший менеджер по продукции для сварочных аппаратов с приводом от двигателя в Lincoln Electric.Высокочастотный генератор переменного тока превращает стержневой аппарат в аппарат TIG, добавляя высокую частоту и газовый соленоид, которые необходимы для сварки TIG на переменном токе. Чтобы узнать, совместим ли ваш привод двигателя, найдите разъем кабеля управления, к которому можно подключить ножную педаль или регулируемый вручную блок управления током, предназначенный для сварки TIG.
Miller Dynasty 200 DX выполняет сварку на переменном или постоянном токе, электродуговую или TIG-сварку и импульсную сварку TIG. Машина инверторного типа, она весит всего 47 фунтов и может работать от двигателя или от сети. Функция Auto-Line устройства позволяет ему работать от любого типа тока, от 120 до 460 вольт.
Функция Auto-Line устройства позволяет ему работать от любого типа тока, от 120 до 460 вольт.Инверторы. Вы также можете купить специальный инверторный сварочный аппарат TIG, который подключается к вспомогательной розетке сварочного аппарата с приводом от двигателя (если он у вас есть) или к настенной розетке. Большинство из них предлагают сварочный ток постоянного и переменного тока, поэтому вы можете выполнять как сварку электродом, так и сварку TIG. Несмотря на то, что инверторные сварочные аппараты TIG дороже, чем стационарные сварочные аппараты TIG, они весят от 40 до 50 фунтов, они меньше по размеру, более портативны и потребляют меньше ампер, чем стационарные сварочные аппараты TIG.По словам Харриса, инверторы позволяют подрядчикам использовать расширенные возможности TIG, такие как импульсная сварка TIG и расширенная настройка дуги, а также предлагают уже знакомые им возможности электродуговой сварки.
«У вас есть очень продвинутые элементы управления для регулировки выходной частоты машины и сужения или расширения дуги», — говорит Харрис. «Если вы увеличите выходную частоту переменного тока, дуга сфокусируется сильнее. Убавьте его, и он расширит его». По его словам, аппараты TIG также могут обеспечить импульсную сварку для контроля нагрева тонкого материала и без брызг.
«Если вы увеличите выходную частоту переменного тока, дуга сфокусируется сильнее. Убавьте его, и он расширит его». По его словам, аппараты TIG также могут обеспечить импульсную сварку для контроля нагрева тонкого материала и без брызг.
от 200 до 300 ампер позволяют сваривать алюминий толщиной от 1/4 до 1/2 дюйма соответственно. Помимо этого и для более производительной сварки TIG, вы можете рассмотреть одну из более тяжелых стационарных моделей TIG.
Многоцелевые машины
Сварочный аппарат Lincoln Electric Ranger 250 GXT с приводом от двигателя выполняет все, что упомянуто в этой статье: дуговую сварку, сварку TIG (переменный ток с модульным высокочастотным генератором TIG от Lincoln или DC), сварку MIG и сварку порошковой проволокой.Он также имеет вспомогательную мощность высокой мощности для работы плазменных резаков, инверторов и двигателей, а также четыре розетки на 120 вольт. Если вы ищете новый сварочный аппарат, это устройства, которые будут выполнять все три процесса: дуговой, TIG и MIG. Самые универсальные аппараты обеспечат вам сварку электродом на постоянном токе, сварку MIG и сварку TIG на переменном токе, а также вспомогательное питание. EW
Самые универсальные аппараты обеспечат вам сварку электродом на постоянном токе, сварку MIG и сварку TIG на переменном токе, а также вспомогательное питание. EW
Можно ли сваривать алюминий электродом постоянного тока?
MIG, который является DC , намного быстрее, чем TIG, но он не так управляем, потому что вы не можете расплавить основной металл без добавления присадочного металла.Ни TIG, ни MIG не могут сваривать алюминий в ветреных условиях. Тем не менее, сварка алюминия стержнем возможна с помощью сварочного аппарата DC , и на самом деле он работает лучше, чем я ожидал.
Нажмите, чтобы увидеть полный ответ.
Из этого какая полярность нужна для приклеивания сварного шва алюминия?
Когда дуговая сварка алюминия с защитным металлом — дуговая сварка ( SMAW ) используется толстый погруженный или экструдированный электрод с флюсовым покрытием с обратной полярностью постоянного тока (DCRP). Электроды имеют покрытие аналогично обычным стальным электродам.
Электроды имеют покрытие аналогично обычным стальным электродам.
Может ли инвертор постоянного тока также сваривать алюминий? Для алюминия вам нужен сварочный аппарат AC / DC Tig Welder, DC только инвертор , к сожалению, не будет работать. Вы можете сваривать алюминий с обычным инвертором постоянного тока с использованием сварки стержнем НО! вам придется предварительно нагреть (пропановая горелка или аналогичная) материал должным образом, и когда сварка очень тонкого материала будет непроста.
Кроме того, вы используете переменный или постоянный ток для сварки алюминия?
AC ток используется по сварка алюминия , потому что его положительный полупериод обеспечивает «очистку», а отрицательный полупериод обеспечивает проплавление. В середине 1970-х годов компания Miller Electric Mfg. Co. установила стандарт для технологии сварки AC TIG , разработав свой первый сварочный аппарат Syncrowave® AC / DC .
Какой сварочный аппарат мне нужен для сварки алюминия?
MIG сварка лучше всего подходит для более тонких листов алюминия из-за количества тепла, необходимого .При выборе защитного газа для сварки MIG алюминия лучше всего использовать 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы создать качественный сварной шов .
Как выполнить контактную точечную сварку алюминиевых сплавов?
Часто задаваемые вопросы
Алюминий и его сплавы обладают высокой тепло- и электропроводностью по сравнению со сталью, и, поскольку процесс зависит от резистивного (джоулевого) нагрева, для них требуются гораздо более высокие сварочные токи.Кроме того, поверхностное контактное сопротивление играет важную роль в тепловыделении. Короткое время сварки используется для быстрого выделения тепла и, таким образом, минимизации потерь тепла за счет теплопроводности. Более твердые сплавы, как правило, легче свариваются, и наоборот, чистый алюминий не рекомендуется для точечной сварки.
Более твердые сплавы, как правило, легче свариваются, и наоборот, чистый алюминий не рекомендуется для точечной сварки.
Оксид алюминия, который естественным образом образуется на поверхности алюминия, обладает очень высоким электрическим сопротивлением. Таким образом, состояние поверхности материала оказывает сильное влияние на выделяемое тепло, требуемые настройки, а также на свариваемость материала.
| Готовый лист: | Обычно поддается сварке, но тяжелый или непостоянный оксид может привести к нестабильности. |
| Химически раскисленный или протертый лист: | Удаление оксида непосредственно перед сваркой может обеспечить постоянное, но очень низкое поверхностное сопротивление, поэтому требуется гораздо более высокий сварочный ток. Такие контролируемые процедуры используются для сварки аэрокосмического качества. |
| Модификация поверхности: | Некоторые специально разработанные химические обработки поверхности, часто применяемые поставщиком материала, обеспечивают сопротивление поверхности от среднего до высокого и могут быть постоянными. Может быть достигнута хорошая свариваемость. Может быть достигнута хорошая свариваемость. |
| Анодированный, сильно хроматированный или с другой пассивацией, или лист с сухой смазкой: | Эти виды обработки обычно обеспечивают очень высокое сопротивление, а иногда и полностью изолирующие поверхностные слои и, как правило, непригодны для сварки. |
Электроды для листового материала толщиной от 1 до 3 мм имеют куполообразную поверхность с радиусом от 50 до 100 мм, предпочтительно увеличивающимся с увеличением толщины листа. Большие радиусы могут использоваться для высококачественной сварки, чтобы свести к минимуму вмятины.Обычно рекомендуются электроды с высокой проводимостью (типы класса 1), но для приложений коммерческого качества можно использовать электроды класса 2 (например, Cu/Cr/Zr).
Поскольку медь легко образует сплав с алюминием, а контактный нагрев высок из-за высоких сварочных токов, износ электрода происходит очень быстро. Внимание к электродам обычно требуется после выполнения нескольких сотен сварных швов, но некоторые специальные обработки поверхности уменьшают износ. Более частая зачистка электродов с помощью автоматизированных инструментов для зачистки электродов является рекомендуемой стратегией для контроля состояния электрода и сведения к минимуму влияния на качество сварки.Электроды заправляются очень часто при выполнении сварных швов аэрокосмического качества, чтобы избежать загрязнения контактных поверхностей. Было показано, что очень частая легкая шлифовка или полировка электродов, которая предотвращает образование видимого слоя сплава на электроде, обеспечивает превосходную воспроизводимость качества сварки и длительный срок службы электрода.
Более частая зачистка электродов с помощью автоматизированных инструментов для зачистки электродов является рекомендуемой стратегией для контроля состояния электрода и сведения к минимуму влияния на качество сварки.Электроды заправляются очень часто при выполнении сварных швов аэрокосмического качества, чтобы избежать загрязнения контактных поверхностей. Было показано, что очень частая легкая шлифовка или полировка электродов, которая предотвращает образование видимого слоя сплава на электроде, обеспечивает превосходную воспроизводимость качества сварки и длительный срок службы электрода.
Подробные настройки сварки доступны в стандартных учебниках или у поставщиков материалов или оборудования и могут зависеть от подробных требований к качеству и используемых материалов.Стандарт «BS EN ISO 18595 Сварка сопротивлением. Точечная сварка алюминия и алюминиевых сплавов. Свариваемость, сварка и испытания» содержит полезные рекомендации.
Для сварных швов товарного качества на обработанных листах толщиной 1,2 мм настройки сварки обычно находятся в районе —
Сила электрода:
Время сварки:
Сварочный ток:от 3 до 5 кН
от 2 до 5 циклов (40-100 мс)
от 22 до 28 кА
В то время как источники питания переменного тока могут использоваться для сварки алюминиевых сплавов, инверторные источники питания постоянного тока были предложены как обеспечивающие больший контроль кратковременного сварочного импульса и, таким образом, улучшающие свариваемость. Следует отметить, что при питании постоянным током наблюдается заметный эффект полярности. Рост самородка немного смещен в сторону положительного электрода, и это можно использовать с выгодой при сварке листов разной толщины, располагая более тонкий лист на положительной стороне. Кроме того, положительный электрод подвергается более быстрому износу, чем отрицательный. Источники питания постоянного тока обычно обеспечивают более эффективное использование мощности сети при требуемых высоких сварочных токах.
Следует отметить, что при питании постоянным током наблюдается заметный эффект полярности. Рост самородка немного смещен в сторону положительного электрода, и это можно использовать с выгодой при сварке листов разной толщины, располагая более тонкий лист на положительной стороне. Кроме того, положительный электрод подвергается более быстрому износу, чем отрицательный. Источники питания постоянного тока обычно обеспечивают более эффективное использование мощности сети при требуемых высоких сварочных токах.
Сварочные брызги могут отрицательно сказаться на качестве сварки, и их следует избегать.Может возникнуть некоторая пористость или растрескивание самородков, особенно в чувствительных типах сплавов. Эти дефекты обычно не оказывают существенного влияния на прочность сварного шва при условии, что при испытании происходит нормальное разрушение пробки (пуговицы). Графики двойного усилия необходимы для высококачественных сварных швов, где требуется контроль очаговых дефектов.
При сравнении материалов одинаковой толщины статическая и усталостная прочность на сдвиг точечных сварных швов из алюминиевого сплава составляет примерно одну треть значения стальных сварных швов (в зависимости от типа сплава).