Электродная сварка алюминия инвертором
Содержание
- Технология инверторной сварки алюминия
- Сварочный аппарат-инвертор для алюминия
- Как варить алюминий инверторной сваркой
Алюминий используется практически во всех промышленных отраслях и производстве, прочно обосновался он и в быту. Этот металл отличает небольшой удельный вес, способность в четыре раза быстрее проводит ток и тепло по сравнению с обычной сталью, высокая прочность.
Не удивительно, что детали из алюминия или сплавов используются практически в любой бытовой технике и предметах быта. Соответственно время от времени их необходимо ремонтировать. И если раньше сварка алюминия инвертором выполнялась исключительно в промышленных условиях, сейчас можно выполнить сварной шов и дома самостоятельно.
Технология инверторной сварки алюминия
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
- Специальные электроды – для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.
- Сварочный инвертор для сварки алюминия – для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов – в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.
При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала.
 Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
Чтобы избавиться от пленки, деталь зачищают с помощью абразива. - Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия – это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.
- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
 Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
Чтобы избавиться от пленки, деталь зачищают с помощью абразива.Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.
Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.
Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.
Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
- Подготовительные работы – зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы – накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
Сварка алюминия в домашних условиях инвертором
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость. Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы. Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Содержание страницы
- 1 Важные нюансы
- 2 Электроды для сварки алюминия
- 3 Инвертор для сварки
- 4 Как варить
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств. Из распространенных марок подойдут:
- ОЗА;
- ОЗА-1;
UTP 48;
- ОЗР;
- ОЗР-2;
- ОЗАНА;
- ОЗАНА-1.
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке. При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
| Толщина стенки, мм | Сила тока, А | Диаметр электрода, мм |
| 2 | 50-60 | 2.5 |
| 3 — 4 | 80-90 | 3.2 |
| 5 — 6 | 90-140 | 4 |
Как варить
https://www. youtube.com/watch?v=Z8gsfb_1eNI
youtube.com/watch?v=Z8gsfb_1eNI
В домашних условиях процесс сваривания алюминия имеет несколько пошаговых действий:
- В случае толщины стенки более 5 мм следует выполнить разделку кромок. Болгаркой делается косой срез верхнего угла кромки каждой из свариваемых частей. Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны.
- Для пластин от 5 мм и тоньше необходима подложка из неплавящегося материала (графит, керамика). Это предупредит протекание жидкого алюминия.
- Следующим шагом является прогрев изделия. Можно воспользоваться паяльной лампой. Если габариты свариваемых частей из алюминия малы, то подойдет и покупной баллончик с газом. Поскольку не у всех дома найдется аппарат для измерения температуры материалов, определять результат придется визуально. Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
- Сразу требуется очистить зону начала соединения от оксидной пленки, поэтому под рукой должна находиться щетка по металлу.
- Теперь можно приступать к сварке. Накладываются прихватки для фиксации сторон. Шов ведется электродом, расположенным перпендикулярно изделию. Сохраняется короткая дуга для четкого воздействия на место соединения.
- После первого прохода следует отбить шлак и убедиться в качестве шва. Он будет таким же светлым, как и основной металл. Должны отсутствовать поры и непроваренные участки.
- Если изделие толстое необходимо выполнить второй проход. Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.

Стоит отметить, что электроды плавятся очень быстро. Тем, кто привык работать инвертором на низколегированной стали нужно попрактиковаться на черновом изделии из алюминия, чтобы привыкнуть к сохранению короткой дуги.
Сварить алюминий инвертором дома не сложно. Приложенное видео подтверждает простоту манипуляций и качество результата. Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Возможна ли сварка алюминия в домашних условиях инвертором?
Екатерина
Алюминиевые и изготовленные из сплавов этого металла изделия широко применяются как на производственных предприятиях, так и в быту. Их популярность обусловлена достоинствами металла, в том числе легкостью и пластичностью. При этом алюминий – материал не самый прочный, из-за чего изделия часто ломаются. И если ранее их починка осуществлялась только в производственных условиях, то сейчас возможна сварка алюминия в домашних условиях инвертором – для этого нужно изучить свойства материала, приобрести необходимый инвентарь и выполнить работу согласно инструкции.
Содержание статьи
- Сложности при сварке изделий из алюминия
- Требования к сварке
- Оборудование для работы
- Инструкция выполнения работы
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Инструкция выполнения работы
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор. При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций.
С процессом сварки алюминия можно ознакомиться на видео:
Похожие публикации
можно ли обычным? – Определенных металлов на Svarka.
 guru
guruВысокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Содержание
- 1 Особенности работы
- 2 Что нужно знать, чтобы сделать качественный шов?
- 3 Можно ли инвертором?
- 4 Специфика
- 5 Каким должен быть аппарат?
- 6 Электроды
- 7 Техника сварки покрытыми
- 8 Правила подготовки и проведение
Особенности работы
Температура плавления металла 660оС. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.

Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
[stextbox id=’alert’]Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
[stextbox id=’info’]Для предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.[/stextbox]
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.

По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Электроды по алюминию для инверторной сварки. Какие электроды по алюминию выбирать
Содержание
- Электроды для сварки алюминия и алюминиевых сплавов: технические особенности
- Марки электродов для сварки алюминия
- Электроды ОЗАНА
- Электроды ОЗА
- Марка УАНА
- Сварка алюминия электродами (MMA)
- Сварка инвертором
- Особенности технологии
- Химические свойства алюминия
- Механические свойства алюминия
- Использование легирующих компонентов
- Требования к электродам по алюминию
- Необходимые легирующие компоненты в составе электродов
- Электроды для инвертора
- Характеристики для дуговой сварки
- Особенности для дюралюминия
- Варим с инвертором без аргона
- Выполнение сварки алюминия
- Способы сварки алюминия
- Почему алюминий сложно варить
- Виды электродов для алюминия
- Варим с инвертором без аргона
- Самодельные расходники по алюминию
- Обмазка алюминиевых электродов
- Электроды для инверторной сварки
- Электроды по дюралюминию
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Характеристики электродов для сварки алюминия дуговой сваркой
- Технология сварки алюминия инвертором
- Выбор электродов по алюминию: правила и нюансы
- Почему алюминий сложно варить?
- Нюансы сварки
Электроды для сварки алюминия и алюминиевых сплавов: технические особенности
Алюминий относится к тому типу металлов, которые труднее всего сваривать. Свойства этого металла существенно усложняют процесс сварки, поэтому на крупных предприятиях очень редко используется ручная сварка электродами. Для этого применяется специальная техника.
Свойства этого металла существенно усложняют процесс сварки, поэтому на крупных предприятиях очень редко используется ручная сварка электродами. Для этого применяется специальная техника.
Однако в домашних условиях или в небольших мастерских использование спецтехники может быть дорогим и невыгодным. Поэтому в таких условиях допускается применение ручной дуговой сварки.
Основные особенности алюминия, которые усложняют сварочный процесс:
- Оксидная плёнка. Образуется на поверхности алюминиевых изделий и создаёт дополнительные проблемы, так как для её расплавки нужна температура более 2000оС. При том, что сам алюминий начинает плавиться при 600оС.
- Тяжело сделать цельный шов. Метал быстро окисляется и на расплавленных каплях появляется тугоплавкая плёнка. Поэтому приходится принимать меры по снижению уровня кислорода в окружающей среде (с помощью специального оборудования это сделать проще, чем вручную).
- Алюминий быстро плавится и сильно растекается. При сварочных работах нужно использовать теплоотводящие подкладки.
- Склонность к образованию кристаллизационных трещин. В большинстве алюминиевых сплавов находится кремний. Из-за этого при сварке швов могут образоваться расколы.
- Высокий показатель линейного расширения. В процессе затвердения шва форма может деформироваться.
- Для сварки конструкция и деталей из алюминия нужно применять ток в 1,5 раза сильнее, чем при работе с другими металлами.

Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора. Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
Электроды ОЗАНАОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания — как и для марки ОЗА. Расположение шва — верхнее и нижнее.
Сварка алюминия электродами (MMA)
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
 Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию. Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки.
- Выбор электродов.
Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую. - Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.

Химические свойства алюминия
Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла. С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3оС, температура плавления оксидной плёнки — 2037оС.
С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3оС, температура плавления оксидной плёнки — 2037оС.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
ВАЖНО! Алюминий имеет хорошую теплопроводность, поэтому при проведении сварочных работ рекомендуется использовать теплоотводящие подкладки. Это поможет сохранить остальные части заготовок от усадок и деформаций.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.
- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.

Требования к электродам по алюминию
Стандартный электрод для сварки алюминия вручную имеет угольный или металлический стержень с покрытием, которое разрушает оксидную пленку и одновременно защищает расплав в зоне стыка от преждевременного контакта с атмосферным воздухом.
Для выполнения работ в бытовых условиях используется инвертор с выпрямительным блоком для получения постоянного напряжения. Аппарат пригоден как для соединения малогабаритных элементов, так и для заделки трещин в корпусах узлов, отлитых или отштампованных из алюминиевых сплавов.
Электрод защищает расплав от преждевременного контакта с воздухом.Если применяется плазменная установка, то оборудование рассчитано на использование вольфрамового стержня диаметром 1,5 мм, который не плавится в процессе сварки..jpg) В зону дугового разряда подают присадочную проволоку из алюминиевого сплава. Технология отличается повышенной скоростью выполнения работ и предусматривает использование переменного тока.
В зону дугового разряда подают присадочную проволоку из алюминиевого сплава. Технология отличается повышенной скоростью выполнения работ и предусматривает использование переменного тока.
При автоматической сварке в зону соединения подают флюс и присадочную проволоку.
Автоматизированные линии предназначены для ускоренной сварки деталей, имеющих толщину до 4 мм.
Необходимые легирующие компоненты в составе электродов
Алюминиевые электроды имеют центральный сердечник из проволоки, которая может содержать присадки:
- марганец, повышающий устойчивость расплава к коррозии;
- кремний, улучшающий свариваемость деталей;
- магний, обеспечивающий повышение прочности стыка;
- кремний с магнием, позволяющие улучшить термическую устойчивость шва.
Электроды для инвертора
Специализированных деталей из технически чистого алюминия или сплавов для инверторной сварки не существует. При присоединении инвертора необходимо выбрать постоянный ток и подключить провода по схеме обратной полярности (отрицательный полюс – к заготовкам). Подобная технология позволяет разрушать оксидную пленку дугой, при прямой коммутации варить алюминий инвертором затруднительно.
Подобная технология позволяет разрушать оксидную пленку дугой, при прямой коммутации варить алюминий инвертором затруднительно.
Характеристики для дуговой сварки
При проведении дуговой сварки плавящимся электродом формируется постоянный разряд, обеспечивающий быстрый переход материала стержня в жидкое (а также газообразное) агрегатное состояние.
Сварка алюминиевых деталей занимает в 2-3 раза меньше времени, чем соединение стальных листов с аналогичными габаритами. Поскольку при остановке электрода на наконечнике стержня и поверхности шва образуется слой шлака, то повторный розжиг дуги затруднителен. Опытные сварщики формируют шов до полного израсходования длины электрода.
Электроды для дуговой сварки.Поверхность стержней для сварки алюминиевых сплавов покрыта плотным слоем, состоящим из соединений хлора и фтора с щелочными или щелочноземельными металлами. При горении дуги флюс вступает в химические реакции с оксидной пленкой, формируя нерастворимые в алюминии шлаки, которые затем удаляют с поверхности шва механическим способом.
Встречаются электроды с покрытием, содержащим легирующие металлы, но стандартно присадки вводят в состав плавящегося стержня.
Особенности для дюралюминия
Помимо стандартных электродов для алюминия (которые теоретически подходят и для работы с дюралем), существуют специальные изделия, которые отличаются химическим составом стержня и покрытия. Например, шведский производитель ESAB выпускает продукцию под маркой ОК-9620 или ОК-9650, рассчитанную на дюралюминий.
Шведский производитель электродов ESAB.Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Устройство горелки для сварки.Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение.
 Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.
Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Инвертор для сварки алюминия может быть самой различной модификации. Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512.
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа.
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.

Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.
Сварочный шов при использование электродов ОЗАНА-2.
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
В качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом.
Такой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
В аппаратах, работающих по данной технологии, применяются вольфрамовые электроды (диаметр 0,8–1,5 мм), а защита дуги обеспечивается гелием или азотом.
Почему алюминий сложно варить
Сварка алюминия при помощи инвертора TIG.
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
 Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
 Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11.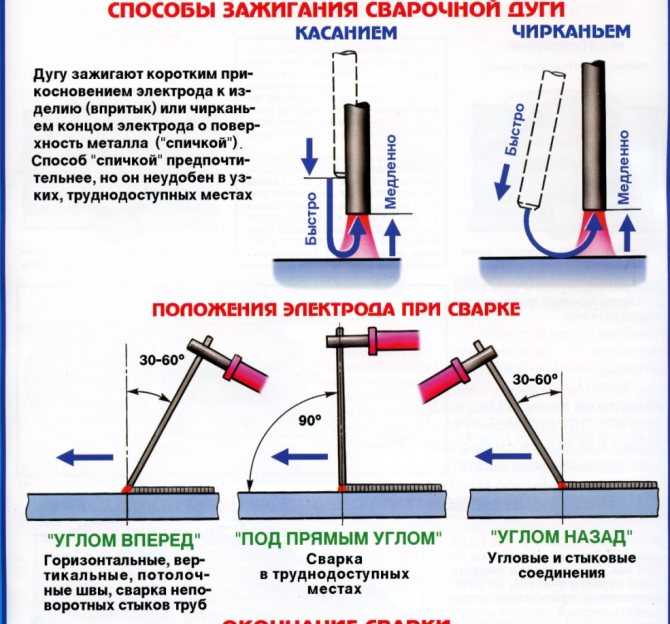 Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.

УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.

Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение. Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.
Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.

Самодельные расходники по алюминию
Поскольку покупные алюминиевые электроды – удовольствие не из дешевых, домашние мастера придумали способы изготовления расходников.
Марки электродов для сварки алюминиевых конструкций.
Самодельные электроды для сварки алюминия производятся по несложной технологии:
- Нарезать на ровные куски длиной 30 см из алюминиевой проволоки диаметром не более 4 мм.
- Покрытие или обмазку приготовить из измельченного мела, который нужно перемешать с силикатным клеем и тщательно перемешать. Опустить алюминиевые прутки в смесь.
- Слой обмазки должен составлять примерно 1,5 – 2,0 мм. Высушить до полной твердости слоя.
Предварительная очистка поверхностей заготовок перед сваркой – классическое правило во всех видах работ. Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Требования к очистке изложены в инструкциях к каждому виду алюминиевых электродов в качестве обязательного компонента технологии. Самым тщательным образом следует удалять масла, смазки и мелкие частицы металлов. Для минимизации риска образования окалины и высокой пористости кромки должны быть идеально ровными и чистыми.
Обмазка алюминиевых электродов
Покрытие электродов, предназначенных для работы с конструкциями из чистого алюминия или его сплавов, изготавливается из хлоридов и фторидов щелочных и щелочноземельных металлов. Такой состав покрытия позволяет ему вступать в реакцию с оксидом алюминия во время горения сварочной дуги. При этом образуются комплексные соединения, которые переходят в шлаки.
При этом образуются комплексные соединения, которые переходят в шлаки.
В зависимости от конкретной задачи подбираются расходники с разным составом покрытия. Некоторые виды позволяют осуществлять легирование металла шва, благодаря добавлению в состав обмазки дополнительных элементов. Хотя чаще всего легирование производится за счёт особого состава стержня.
Электроды для инверторной сварки
От неопытных сварщиков часто можно услышать вопрос по поводу того, можно ли сваривать алюминий при помощи инвертора. И какие при этом электроды использовать. Ответ на этот вопрос очень простой — если у вас нет специального оборудования, и вы решили проводить сварку электродами, обязательно нужно использовать инвертор.
Так как алюминий — металл трудносвариваемый, применение инвертора обеспечит формирование ровного и качественного шва. Вот основные преимущества инвертора:
- Потребляет сравнительно мало электричества. При этом достигается высокий КПД.
- Защищает от перепадов напряжения, позволяет поддерживать стабильный ток на протяжении всего сварочного процесса.
- Компактность аппарата. Имеет небольшие габариты, удобно использовать в любых условиях.
- Можно работать с трудносовместимыми сплавами.
- Можно использовать электроды любого типа. Поэтому все покрытые электроды, которые могут применяться для сварочных работ с алюминиевыми конструкциями, подойдут для инвертора.

ВАЖНО! При сварке алюминия нужно использовать постоянный ток обратной полярности. В таком случае образуется катодное распыление, которое разрушает оксидную плёнку на поверхности металла. Если же использовать прямую полярность — плёнка не разрушится, и сварить конструкцию будет очень сложно.
При обратной полярности должна быть стабильная подача сильного тока. Так как снижение силы тока может привести к плохому горению сварочной дуги и формированию плохого шва. Инвертор поможет поддержать нужный уровень тока и обеспечить стабильную сварку.
Электроды по дюралюминию
Почти все виды электродов, которые предназначены для сварки алюминия, подходят и для работы с его сплавами. В том числе и для сварки дюралюминия. Однако есть некоторые марки, состав покрытия которых разработан исключительно для работы с чистым алюминием (например, изделия шведской компании ESAB OK 96.10). Другие же марки подходят для работы с алюминиевыми сплавами (от того же производителя, марка ОК 96.50).
В том числе и для сварки дюралюминия. Однако есть некоторые марки, состав покрытия которых разработан исключительно для работы с чистым алюминием (например, изделия шведской компании ESAB OK 96.10). Другие же марки подходят для работы с алюминиевыми сплавами (от того же производителя, марка ОК 96.50).
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе.
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки.
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой.
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.

Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сварка
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
 youtube.com/embed/jIhdTIL_G7M» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/jIhdTIL_G7M» frameborder=»0″ allowfullscreen=»allowfullscreen»> Характеристики электродов для сварки алюминия дуговой сваркой
Дуговая сварка — выгодный и простой вариант при обработке конструкций из алюминия или его сплавов. При этом используются покрытые плавящиеся электроды.
Одна из главных особенностей алюминиевых электродов — быстрая скорость плавления. Поэтому сварка происходит в 2-3 раза быстрее, чем при работе с другими металлами.
При остановке сварки (или при обрыве дуги) на конце стержня, а также на поверхности кратера сварочной ванны образуется слой шлака. Из-за этого сложно повторно разжигать дугу. Рекомендуется варить одним электродом непрерывно, до полного расплавления расходника.
Технология сварки алюминия инвертором
Процесс сваривания алюминия в общем плане практически ничем не отличается от стандартной работы при работе с черным металлом. Разница состоит лишь в типе используемого электрода. Он должен быть из специального металла – вольфрама для сваривания в газовой среде. Для работы без газа продаются другие.
Для работы без газа продаются другие.
Перед началом работы электроды необходимо хорошенько подогреть. Что касается маркировки, то это должны быть следующие типы: E 4043, E 4047, ESAB OK, UTP 48, ОЗА и другие. Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
| Марка электродов | Для каких сплавов | Толщина изделий, мм |
| E 4043 | С содержанием кремния до 7% типа AlMgSi5, AlMgSi1, AlMg1SiCu , AlSi7Mg, AlSi6Cu4 | до 5 |
| E 4047 | С содержанием кремния до 12% типа AlSi12, AlSi10Mg(Сu), AlSi9Mg | до 10 |
| ОЗА-1 | А0, А1, А2, А3, с нагревом до 250-400 ºС | до 5 |
| ОЗА-2 | АЛ-4, АЛ-9, АЛ-10, 250-400 ºС | до 5 |
| ОЗАНА-1 | Технически чистый, 250-400 ºС | до 10 |
| ОЗАНА-2 | АЛ-4, АЛ-9, АЛ-10, 200 ºС | до 10 |
| Kjellberg Finsterwalde CMA 512 | AlSi12, AlSi10Mg(Сu), AlSi9Mg, с нагревом до 150-200 ºС | до 10 |
После того, как электроды прожарены, можно приступать к работе. Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Выбор электродов по алюминию: правила и нюансы
Уникальные свойства алюминия как металла выливаются в серьезные сложности сварочных работ с ним. Эти сложности вполне объяснимы, и способы их решения известны. Чтобы выбрать самую оптимальную рабочую технологию в том или ином «алюминиевом» случае, необходимо разбираться в свойствах этого чрезвычайно интересного и капризного металла.
От работ по нему никуда не деться: по популярности с ним не может сравниться ни один металл, одна автомобильная промышленность чего стоит. Алюминий широко используется в авиационной, космической и многих других отраслях.
Вместе с тем этот металл чрезвычайно капризен в сварочных работах, это один из самых сложных материалов, требующих дифференцированного подхода к каждому технологическому случаю. Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
- Почему алюминий сложно варить
- Виды электродов для алюминия
- Варим с инвертором без аргона
- Самодельные расходники по алюминию
Почему алюминий сложно варить?
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Нюансы сварки
Перед началом сварочного процесса производятся дополнительные работы по удалению плёночного покрытия с поверхности деталей, иначе соединение будет ненадежным. Один из эффективных методов — это выдержка заготовок в ваннах со щелочной средой, а для приготовления аналогичного раствора нужны простые составляющие: около литра чистой воды; по 50 грамм карбоната и фосфата натрия; 30 граммов жидкого стекла.
Затем проводят зачистку соприкасающихся частей при помощи подручных средств, чтобы дуга устойчиво горела и образовывался шов высокого качества используют инвертор и электроды для сварки алюминия, которые прокаливают в течение двух часов при температуре не менее 200 0 C.
Источники
- https://WeldElec.com/m/po-alyuminiyu/
- https://electrod-svel.ru/rashodniki/vidy-elektrodov-po-alyuminiyu-i-pravila-kachestvennoy-svarki.html
- https://svarkaved.ru/materialy/elektrody-dlya-svarki/kakie-elektrody-po-alyuminiyu-vybirat
- http://met-all.org/metalloprokat/metizy/vidy-i-harakteristiki-elektrodov-po-alyuminiyu.html
- https://tutsvarka.ru/vidy/elektrody-po-alyuminiyu
- http://met-all.org/metalloprokat/metizy/elektrody-po-alyuminiyu.html
- https://printeka.ru/prochee/elektrody-po-aljuminiju-dlya-invertornoj-svarki.html
Сварка алюминия инвертором с аргоном в домашних условиях
Алюминий относится к тем металлам, которые сложно поддаются свариванию. Во время этого процесса возникает множество проблем, которые мешают создать качественный шов, поэтому, необходимо использовать различные дополнительные средства, которые должны помочь решить данные проблемы. Сварка алюминия инвертором решает лишь часть данных проблем, так как здесь требуется еще обеспечивать дополнительную защиту сварочной ванны, которая подвергается ряду негативных факторов, ухудшающих качество шва.
Во время этого процесса возникает множество проблем, которые мешают создать качественный шов, поэтому, необходимо использовать различные дополнительные средства, которые должны помочь решить данные проблемы. Сварка алюминия инвертором решает лишь часть данных проблем, так как здесь требуется еще обеспечивать дополнительную защиту сварочной ванны, которая подвергается ряду негативных факторов, ухудшающих качество шва.
Сварочный шов по алюминию
При сваривании алюминий образует не вязкую ванну расплавленного металла, а слишком текучую, словно она наполнена водой. Это требует опыта работы с такими вещами у мастера. Помимо этого возникают еще сложности с оксидной пленкой, усадкой металла, деформациями и трещинами. Сварка нержавейки во многом схожа с алюминием, поэтому для них применяются практически одни и те же инструменты. Благодаря частому использованию алюминия в промышленности, сварщикам нередко приходится иметь с ним дело, несмотря на плохую свариваемость. Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.
Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ. В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
«Важно!
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Влияние режима сварки на качество шва
Сварка алюминия инвертором предполагает точное передерживание заданных режимов, так как в ином случае возникает большая вероятность, что шов получится некачественным или испортится заготовка. Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.
Шов сварки алюминия инвертором в домашних условиях
Если сила тока окажется выше, то появляется высокий риск пропалить дыру в свариваемых материалах. Это может полностью испортить деталь или же потребуется ремонт путем заваривания, что очень сложно, особенно, при работе с алюминием. Таким образом, даже когда происходит сварка алюминия в домашних условиях инвертором, следует четко придерживаться заданных параметров.
Необходимые материалы и инструменты
Возможна сварка алюминия с аргоном и без него, так что список используемых вещей может отличаться. В основном применяются такие виды техники и инструментов:
- Инвертор – как основной источник питания, создающий электрическую дугу. Модель аппарата зависит от требуемых работ, так как приходится сталкиваться с различными вариантами деталей.
- Электроды – могут быть стандартные плавкие с обмазкой или неплавкие. Сварка алюминия инвертором без аргона проводится плавкими, так как обмазка создает защитную среду, которая ограждает сварочную ванну от негативных факторов. При аргонодуговой сварке используется неплавкий вольфрамовый или угольный электрод.
- Баллон с аргоном и шланги – дополнительные средства, которые помогают создать высокий уровень защиты за счет горения газа. Горелка может применяться как подогревающий инструмент для металла.
Подготовка алюминия к сварке
Перед тем, как будет происходить сварка алюминия инвертором постоянного тока, металл следует подготовить к применению. В первую очередь нужно зачистить место будущего соединения. При большой толщине заготовки можно применять щетку по металлу, в ином случае пойдет и наждачная бумага. После зачистки требуется обработка растворителем, которая поможет снять налет, обезжирить и растворить оксидную пленку, с которой нельзя бороться температурным воздействием. При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.
Зачистка алюминия для сварки инвертором
Инструкция
Если вам требуется сварка алюминиевого профиля, или других деталей, то следует придерживаться следующих шагов для соблюдения правильной технологии:
- Предварительная подготовка металла;
- Обработка краев флюсом;
- Настройка оборудования на нужный режим согласно толщине детали;
- Сам процесс сваривания, во время которого нужно быть предельно осторожным, чтобы сформировать валик шва, который слабо держится, из-за особенностей свойств материала;
- Дать остыть металлу и проверить качество сварки различными методами.
«Важно!
Из-за повышенной жидкотекучести следует проводить все операции только в нижнем положении.
Техника безопасности
Когда проходит контактная сварка алюминия, или любая другая ее разновидность, то очень важно соблюдать условия, которые гарантируют безопасность. В первую очередь нужно позаботиться о наличии сварочной маски и огнеупорной одежды. Далее убедиться в исправности заземления и корректной работоспособности самого оборудования. При работе с газом баллоны необходимо помещать на максимально удаленное расстояние от источника огня, которое должно составлять от 5 метров и выше.
Сварка алюминия | Hard Work Trucks
Сварка алюминия с подачей проволоки возможна при использовании подходящей горелки и сварочного аппарата MIG в качестве источника питания.
Существует множество вариантов оборудования, и у вас уже может быть большая часть того, что вам нужно.
Том Джексон
Хотя большинству подрядчиков большую часть времени приходится сваривать сталь, иногда встречаются алюминиевые компоненты машин, архитектурные элементы или конструкции, требующие сварки алюминия. Лучший способ сварки алюминия — это аппарат TIG (вольфрамовый инертный газ) с использованием переменного тока и 100-процентного защитного газа аргона. Но это не означает, что это единственная установка, которую вы можете использовать, и это не обязательно означает, что вам нужно пойти и купить совершенно новый сварочный аппарат для работы с алюминием.
Для быстрого устранения неполадок имеются адаптеры для катушечных пистолетов и высокочастотные генераторы переменного тока, которые устанавливаются на некоторые аппараты MIG и стержневые машины. Вы также можете приобрести отдельные сварочные аппараты и инверторы переменного/постоянного тока/дуговой сварки TIG, которые можно подключать к машинам с приводом от двигателя с вспомогательным питанием или к розеткам на 115 или 230 вольт в здании или магазине. И если вы хотите пойти на все шебанг, есть «многопроцессные» сварочные аппараты, которые делают все три: палку / MIG и TIG, а также строжку плазменной дугой.
Алюминиевая проволока мягче стальной, поэтому при подаче больших бобин с алюминиевой проволокой необходимо использовать «шпульный» пистолет.
Рассмотрим эти варианты, начиная с наиболее типичной ситуации, когда подрядчик уже имеет аппарат для сварки MIG с приводом от двигателя или аппарат для сварки MIG/стержневым электродом на постоянном токе.
Пистолеты для намотки и затяжки
Алюминиевая проволока мягче стали, и ее трудно пропустить через стандартный пистолет MIG, поэтому вам понадобится специальный пистолет для проволоки, либо пистолет для катушки, либо пистолет для затяжки. Они могут быть установлены на различные сварочные аппараты с приводом от двигателя, а современные регуляторы могут работать с различными газами, поэтому вам не нужен другой регулятор для работы с аргоном.
Пистолет для катушки помогает предотвратить гнездование птиц (склонность к накоплению тонкой стружки проволоки), надев на него катушку с проволокой весом в один фунт, которая подает только несколько дюймов. Они позволяют оператору использовать более длинные кабели, обычно от 15 до 50 футов, но могут ограничивать доступ в труднодоступных местах.
У двухтактного пистолета есть двигатель, который протягивает проволоку через направляющий канал, в то время как двигатель на сварочном аппарате или устройство управления механизмом подачи помогают. Это действие «тяни-толкай» поддерживает постоянное натяжение проволоки, помогая избежать застревания птиц. Пушпульные пистолеты легче и эргономичнее, а катушки не нужно менять так часто. Они также позволяют использовать кабели длиной до 50 футов. Двухтактные пистолеты дороже, но обеспечивают повышенную производительность.
Модуль высокочастотного генератора переменного тока для сварки методом сварки методом сварки вольфрамовым электродом в среде инертного газа устанавливается поверх более крупного сварочного аппарата с приводом от двигателя и позволяет подключать и использовать горелку для сварки вольфрамовым электродом в среде инертного газа и органы управления.
Джон Лейснер, менеджер по продукции компании Miller Electric, рекомендует приобрести более мощный двигатель, если вы собираетесь сваривать с ним алюминий. «Базовая закупочная цена выше, чем у меньшего двигателя, но адаптер, необходимый для работы шпульного пистолета на меньшей машине, значительно дороже», — говорит он. В качестве примера он говорит, что вы можете получить Miller Trailblazer 275 или 302 с полностью алюминиевой сборкой примерно на 200–400 долларов меньше, чем Bobcat 250 с той же настройкой. По его словам, машины с более высокой силой тока позволяют одновременно запускать вспомогательные инструменты, не вызывая отставания в качестве сварки или генератора.
Одним из преимуществ использования аппаратов для дуговой сварки MIG на постоянном токе для сварки алюминия является их высокая скорость, говорит Джим Харрис, старший менеджер по продукции TIG-оборудования в Lincoln Electric. Чем вы жертвуете, так это точностью и внешним видом. И в большинстве случаев трудно сварить MIG тонкий алюминий — материал толщиной не менее 1/16 дюйма, в лучшем случае 1/8 дюйма. Алюминий проводит тепло намного быстрее, чем сталь, поэтому материал легко прожигается. Одним из решений этой проблемы является процесс, называемый импульсной сваркой, при котором пиковый высокий ток чередуется с низким фоновым током. Максимальный пиковый ток создает эффект «распыления», который заполняет сварочную ванну тысячами крошечных капель для структурной целостности, а фоновый ток помогает контролировать температуру. Технология импульсной сварки была внедрена в последнее десятилетие.
Подключение к TIG
Достаточно легкий (38 фунтов), чтобы его можно было носить на плечевом ремне, инверторный сварочный аппарат Invertec V205-T Lincoln Electric с ручкой/TIG обеспечивает сварку переменным или постоянным током, а также импульсную сварку TIG и высокочастотную сварку.
Сварка ВИГ — это выбор профессионалов, когда речь идет о точной сварке, хорошем внешнем виде и работе с цветными материалами, такими как алюминий. Это слишком медленно для таких производственных задач, как наплавка, сварка труб и ремонт стрелы и ковша. Но популярность сварки TIG растет благодаря ряду телевизионных передач, посвященных автомобилям и мотоциклам. Сварка TIG также имеет престижное значение. Если вы хотите, чтобы ваши ребята впечатлились своими навыками и профессионализмом, вам может подойти специальный сварщик TIG.
Алюминий TIG требует защиты газа, как и MIG (только 100-процентный аргон), специальной горелки с вольфрамовым наконечником, переменного тока и ножной педали для изменения нагрева и силы тока. Вольфрамовые наконечники горелок TIG сильно нагреваются. Некоторые используют воздушное охлаждение, но для сварки TIG силой выше 200 ампер обычно требуется горелка с водяным охлаждением.
Есть несколько настроек, которые помогут вам начать сварку TIG. К ним относятся:
Высокочастотные генераторы переменного тока. Если у вас уже есть сварочный аппарат с приводом от двигателя, его можно настроить на работу с высокочастотным генератором переменного тока. «Это дополнительный аксессуар, а не отдельный сварочный аппарат, который получает питание переменного тока 120 В от двигателя», — говорит Эрик Снайдер, старший менеджер по продукции для сварочных аппаратов с приводом от двигателя в Lincoln Electric. Высокочастотный генератор переменного тока превращает стержневой аппарат в аппарат TIG, добавляя высокую частоту и газовый соленоид, которые необходимы для сварки TIG на переменном токе. Чтобы узнать, совместим ли ваш привод двигателя, найдите разъем кабеля управления, к которому можно подключить ножную педаль или регулируемый вручную блок управления током, предназначенный для сварки TIG.
Аппарат Miller Dynasty 200 DX выполняет сварку на переменном или постоянном токе, электродуговую или TIG-сварку и импульсную сварку TIG. Машина инверторного типа, она весит всего 47 фунтов и может работать от двигателя или от сети. Функция Auto-Line устройства позволяет ему работать от любого типа тока, от 120 до 460 вольт.
Инверторы. Вы также можете купить специальный инверторный сварочный аппарат TIG, который подключается к вспомогательной розетке сварочного аппарата с приводом от двигателя (если он у вас есть) или к настенной розетке. Большинство из них предлагают сварочный ток постоянного и переменного тока, поэтому вы можете выполнять как сварку электродом, так и сварку TIG. Несмотря на то, что инверторные сварочные аппараты TIG дороже, чем стационарные сварочные аппараты TIG, они весят от 40 до 50 фунтов, они меньше по размеру, более портативны и потребляют меньше ампер, чем стационарные сварочные аппараты TIG. По словам Харриса, инверторы позволяют подрядчикам использовать расширенные возможности TIG, такие как импульсная сварка TIG и расширенная настройка дуги, а также предлагают уже знакомые им возможности электродуговой сварки.
«У вас есть очень продвинутые элементы управления для регулировки выходной частоты машины и сужения или расширения дуги», — говорит Харрис. «Если вы увеличите выходную частоту переменного тока, дуга сфокусируется сильнее. Убавьте его, и он расширит его». По его словам, аппараты TIG также могут обеспечить импульсную сварку для контроля нагрева тонкого материала и без брызг.
Инверторы от 200 до 300 ампер позволяют сваривать алюминий толщиной от 1/4 до 1/2 дюйма соответственно. Помимо этого и для более производительной сварки TIG, вы можете рассмотреть одну из более тяжелых стационарных моделей TIG.
Многоцелевые аппараты
Сварочный аппарат Lincoln Electric Ranger 250 GXT с приводом от двигателя выполняет все, что упомянуто в этой статье: дуговую сварку, TIG (на переменном токе с высокочастотным генератором Lincoln TIG или на постоянном токе), MIG и сварку порошковой проволокой. Он также имеет вспомогательную мощность высокой мощности для работы плазменных резаков, инверторов и двигателей, а также четыре розетки на 120 вольт.
Если вы ищете новый сварочный аппарат, это устройства, которые будут выполнять все три процесса: дуговой, TIG и MIG. Самые универсальные аппараты обеспечат вам сварку электродом на постоянном токе, сварку MIG и сварку TIG на переменном токе, а также вспомогательное питание. РЭБ
СЛОЖНЫЙ МИР АЛЮМИНИЕВОЙ СВАРКИ TIG
Алюминий, несомненно, является одним из наиболее трудных для сварки материалов. Из-за сложного характера Форни получает избыток вопросов, касающихся сварки алюминия. Читайте дальше, чтобы узнать больше о сварке алюминия методом TIG.
Давайте будем честными, сварка алюминия может быть головной болью, когда дело доходит до эстетически привлекательных сварных швов. Однако, если все сделано правильно, это может продлить срок службы вашего проекта, уменьшить вес, устранить искажения и сделать несколько действительно красивых сварных швов.
Обычно для сварки алюминия используются два процесса: GTAW (TIG) и GMAW (MIG). Большинство сварщиков в бизнесе скажут, что TIG — лучший вариант для сварки алюминия, поскольку он позволяет получить лучшие результаты при сварке более легких материалов.
При правильном выполнении сварка алюминия методом ВИГ позволяет получить качественные сварные швы. Этот процесс также позволяет лучше контролировать сложные параметры сварки, такие как тепло, проникновение и общий эстетический вид. В дополнение к этим преимуществам, TIG-сварка алюминия упрощает работу с более тонкими материалами!
Сварка алюминия требует много времени и терпения, поэтому она чаще применяется в тех случаях, когда эффективность не так важна, как качество и внешний вид. Но как только вы это сделаете, будьте уверены, у вас будут великолепные сварные швы.
Теперь, когда вы знаете основы, вот еще несколько полезных советов, которые помогут вам освоить алюминий!
Очистите материалыТе, кто не знаком со сваркой алюминия, могут не знать, что этот материал образует оксидный слой. Если оксидный слой останется на поверхности алюминия, он может помешать адекватному проникновению. Чтобы избежать этого, вы можете очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или латунной щетки перед началом сварки. Чтобы избежать загрязнения, используйте одну и ту же щетку для каждого алюминиевого изделия (или тщательно очищайте используемую щетку), не забывайте чистить только в одном направлении.
Расположение руки и горелки При сварке алюминия методом TIG лучше всего держать горелку, удерживая ее от запястья до кончика мизинца. Положив руку на стол, держите горелку неподвижно и двигайтесь вперед. Вам нужно лишь немного наклонить горелку назад.
Даже после очистки материала оксидный слой сразу же начинает восстанавливаться, что может повлиять на качество сварки. Вот почему крайне важно использовать полярность переменного тока (AC) при сварке алюминия методом TIG. Эта полярность обеспечивает очищающее действие, которое помогает удалить и разрушить оксидный слой на алюминии, создавая плавную сварочную ванну.
Используйте дугу меньшей длиныПри сварке алюминия важно использовать дугу меньшей длины, чтобы можно было локализовать или сосредоточить тепло на небольшой площади.
Добавить присадочный металл Если вы добавите присадочный металл в сварной шов при работе с алюминием, то сварной шов будет выглядеть как «сложенные десятицентовики». Добавление большего количества присадочного стержня вызывает охлаждающий эффект на обратной стороне сварочной ванны. Этот эффект придает сварному шву гладкий вид, делая его похожим на сложенные стопкой десятицентовики.
Правильное хранение основных материалов и присадочных металлов поможет избежать загрязнения. Если возможно, храните листы алюминия внутри. Если вы должны хранить свои материалы снаружи, ставьте алюминиевые листы вертикально, чтобы предотвратить попадание воды.
ЗагрязнениеВо многих проблемах сварки TIG можно обвинить загрязнение из атмосферы или окружающей среды. Во избежание загрязнения атмосферы используйте газовые линии или шланги в новых или в хорошем состоянии и убедитесь, что воздух или атмосфера не проникают в линии.
Регулировка баланса При правильном балансе можно настроить соотношение между EN (отрицательный электрод) и EP (электрод положительный) током. Хорошее эмпирическое правило — около 70% электродов с отрицательным электродом. Ток EN считается стороной сварки формы волны переменного тока, тогда как EP — это место, где происходит очистка или удаление оксида. контроль баланса просто позволяет вам регулировать соотношение между двумя полярностями в зависимости от того, что вы видите в сварочной ванне. Если вы заметили, что ваш сварной шов покрывается перцем (когда в сварочной ванне появляются маленькие черные точки), это хороший признак того, что ваш контроль баланса не установлен должным образом. Если это все-таки произошло, попробуйте повернуть регулятор баланса вниз, чтобы EN было меньше.
Чем выше выходная частота переменного тока, тем более стабильной или сфокусированной является ваша дуга. Уменьшение выходной частоты переменного тока до 80 или 90 Гц может обеспечить более широкий конус дуги, что может быть полезно при сварке угловых соединений, расположенных в труднодоступных местах.
Предварительный нагрев Хотите верьте, хотите нет, но предварительный нагрев алюминиевой детали может помочь избежать растрескивания сварного шва. Предварительный нагрев может помочь замедлить скорость охлаждения и затвердевания. Типичный предварительный нагрев находится в диапазоне 100-200 градусов. Температура вашего материала не должна превышать примерно 230°F. Если вы размещаете прихваточные швы в начале и в конце зоны сварки, это может помочь процессу предварительного нагрева.
GTAW расшифровывается как дуговая сварка вольфрамовым электродом в среде защитного газа, что означает, что сварка TIG требует использования вольфрамовых электродов. В старых трансформаторных машинах использовался чистый вольфрам, хотя в настоящее время в более новых инверторных машинах обычно рекомендуется 2% церия или 2% лантана. Узнайте больше о вольфраме здесь.
Скорость перемещения При сварке алюминия следует помнить два слова: быстрые и горячие. Если ваша скорость движения слишком мала, вы можете получить чрезмерное прогорание или проплавление, особенно если вы работаете с более тонким алюминиевым листом.
Технику плетения можно использовать со многими недрагоценными металлами, но ее нельзя использовать с алюминием. Лучшая альтернатива – бусина-стрингер. Стрингерный буртик помогает правильному проникновению и сплавлению. Обязательно используйте более высокие тепловложения и высокую скорость перемещения, чтобы оставаться перед сварочной ванной, особенно при сварке TIG.
Размер соплаРазмер сопла может повлиять на сварной шов. Если ваш сварной шов имеет пористость, попробуйте газовую линзу или чашку большего размера. Это поможет предотвратить загрязнение и улучшить поток газа.
Безопасность превыше всего Как и сварка любого другого материала, сварка алюминия сопряжена с некоторыми рисками. Чтобы защитить себя, наденьте сварочный шлем, защитные очки, сварочную куртку или рукава и сварочные перчатки. Алюминий является материалом с высокой отражающей способностью, и для его сварки требуется большое количество энергии. Это может привести к тому, что дуга станет еще более интенсивной и, возможно, обожжет вашу кожу.
С помощью этих рекомендаций и небольшой практики сварка алюминия может быть такой же простой, как сварка стали. А теперь выходи и покажи алюминию, кто в доме хозяин!
Если у вас возникнут вопросы, позвоните в нашу службу поддержки клиентов по телефону 1-800-521-6038 или посетите сайт askforney.com.
Forney Industries хотел бы поблагодарить следующую за информацию, включенную в этот блог: TheFabricator.com, Lincolneleric.com и MechanicalInventions.blogspot.com00 Aluminum Tegnumentions.
05-03-2015 #1
Алюминиевые настройки Tig для инверторной машины
Я уверен, что делаю что-то не так, но решил попробовать 6061 с моим новым AHP.
Маленький калькулятор Миллера сказал, что для инверторов что-то вроде 100 ампер, вольфрам 3/32 дюйма и около 75% баланса, и около 100+ Гц. установить на 100 ампер
75%(иш) остаток
100 ГцЯ зажёг дугу и мгновенно выплюнул вольфрам, и он фактически сжал его, так как в моем случае вольфрам исчез внутри чашки.
Любой ввод?
Кто-нибудь может дать примерные рекомендации по настройке сварки алюминия с инверторной машиной?
(с использованием AHP AlphaTig200x)Спасибо!
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоны
Ответить с цитатой
05-03-2015 #2
Re: Настройки алюминиевого сплава TIG для инверторной машины
У тебя аргон включен? Нужно больше информации.
Lincoln Precision TIG 185.
Резак Flex-Loc 150.
Шланг супергибкий.
Линкольн МИГ 180.
Набор фонариков Victor Oxy/Act.
Ленточнопильный станок DeWalt со стойкой SWAG
Ответить с цитатой
05-03-2015 #3
Re: Настройки алюминиевого сплава TIG для инверторной машины
Не используйте торирование для сварки алюминия переменным током.
— Пол С
Ответить с цитатой
05-03-2015 #4
Re: Настройки алюминиевого сплава TIG для инверторной машины
Это действительно похоже на отсутствие Аргона.Дэн
——————————————
Измерьте дважды. Сварить один раз. Отшлифовать в размер.МИГ: Линкольн SP100
TIG/STICK: AHP Alphatig 200X
Ответить с цитатой
05-04-2015 #5 9
Сварка методом «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.
Ответить с цитатой
05-04-2015 #6
Re: Настройки алюминиевого сплава TIG для инверторной машины
Попробуйте сварить 16 калибр на 75 ампер на автомате. Если это не убьет ваш вольфрам, вы узнаете об этом, потому что вольфрам 1/16 не может выдержать такой ток
Ответить с цитатой
05-04-2015 #7
Re: Настройки алюминиевого сплава TIG для инверторной машины
Я согласен с тем, что баланс слишком высок.
Ответить с цитатой
05-04-2015 #8
Re: Настройки алюминиевого сплава TIG для инверторной машины
Я согласен, что вольфрам 1/16 дюйма слишком мал.
Батарея 12 В, соединительные кабели и 6013.
9
У меня есть только страница в фейсбуке. https://www.facebook.com/pages/VPT/244788508
Ответить с цитатой
05-04-2015 #9
Re: Настройки алюминиевого сплава TIG для инверторной машины
Установите «уборку» примерно на 9 или 10 часов на этой машине. Если это что-то вроде эффекта зазора на других TIG начального уровня, полный против часовой стрелки составляет 80% EN / 20% EP. 12 часов — это 50% EN/50% EP, полный угол по часовой стрелке — 20% EN/80% EP.Убедитесь, что у вас есть чистый аргон, чаша #7 или больше, 15-20CFH, с постподачей 5-6с и предварительной подачей 0,5-0,6с. Предварительная подача очень важна — если в линии есть воздух, то при зажигании дуги она иногда может реагировать так же резко, как если бы вообще не было потока аргона, таким образом, вольфрам испаряется из-за дуги. поступление в него тепла от цикла ЭП. Также убедитесь, что провода не перепутаны. Это переключит EN/EP для вас, чего вы не хотите.
Последний раз редактировалось Оскаром; 04.05.2015 в 11:08.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
05-05-2015 #10
Re: Настройки алюминиевого сплава TIG для инверторной машины
Я ценю все ответы.
Также может быть отставание по балансу переменного тока. Как только я смогу получить еще немного газа и вольфрама, я снова зажужжу.Материал ок. 1/8″ 6061 предварительно вырезанный 3’x6″ (или около того) от IMS. Затем я буду приваривать дверные кронштейны 1/4 дюйма для пары грузовиков с закрытым кузовом на моей основной работе, какие-нибудь предложения по настройке для этого? без выдувания прерывателей
-Также кое-что не по теме.Примерно 6 часов работы по расписанию, и мой баллон на 55 куб. Обеспокоенный тем, что у меня может быть утечка в фитинге в задней части машины, так как все остальное покрыто тефлоном.
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоны
Ответить с цитатой
05-05-2015 #11
Re: Настройки алюминиевого сплава TIG для инверторной машины
15 кубических футов в час * 6 часов = 90 кубических футов.Я думаю, что вы сварили всего за:
55/15 = 3,66 часа, или на самом деле вы не текли так много, как думали.
Сварка TIG на переменном токе довольно быстро расходует аргон.
Чай
Ответить с цитатой
05-05-2015 #12
Re: Настройки алюминиевого сплава TIG для инверторной машины
Хм-м-м, не понимаю, почему 1/16 вольфрама комкает 100 ампер, не так ли много для этого вольфрама? 76 Бал должен быть в порядке Мне нравится 120 герц и нет пульса, вы сказали, что он комкается .
Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
05-05-2015 №13
Re: Настройки алюминиевого сплава TIG для инверторной машины
Из того, что я знаю, AHP управляет балансом, ориентированным на позитив.
Эсаб Мигмастер 250
Линкольн С.А. 200
Линкольн Рейнджер 8
Установка Smith Oxy Fuel
Everlast PowerPlasma 80
Everlast Power iMIG 160
Everlast Power iMIG 205
Everlast Power iMIG 140E
Эверласт PowerARC 300
Everlast PowerARC 140ST
Everlast PowerTIG 255EXT
Ответить с цитатой
05-05-2015 №14
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано 00silv4.
Я ценю все ответы. Рискну сказать, что рассматривал множество вопросов. У меня было очень мало газа (прямой аргон), я использовал чашку № 7, 1/16 торирован (буду собирать 3/32 и 1/16 2% лантина). Так же как и у моей машины нет пред стока.
Также может быть обратным балансом переменного тока. Как только я смогу получить еще немного газа и вольфрама, я снова зажужжу.Материал ок. 1/8″ 6061 предварительно вырезанный 3’x6″ (или около того) от IMS. Затем я буду приваривать дверные кронштейны 1/4 дюйма для пары грузовиков с закрытым кузовом на моей основной работе, какие-нибудь предложения по настройке для этого? без выдувания прерывателей
-Также кое-что не по теме.Примерно 6 часов работы по расписанию, и мой баллон на 55 куб. Я обеспокоен тем, что у меня может быть утечка в фитинге в задней части машины, так как все остальное покрыто тефлоном.0003 1/4″ всего на 120 А? Это происходит только в том случае, если молния одновременно ударяет в алюминий.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
05-05-2015 №15
Re: Настройки алюминиевого сплава TIG для инверторной машины
1/4″ всего на 120 А? Это происходит только в том случае, если молния одновременно ударяет в алюминий.Забавно…. Резак Flex-Loc 150.
Шланг супергибкий.
Линкольн МИГ 180.
Набор фонариков Victor Oxy/Act.
Ленточнопильный станок DeWalt со стойкой SWAG
Ответить с цитатой
05-05-2015 №16
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально написал miller300a
15CFH*6hours = 90 кубических футов.
Я думаю, что вы сварили только:
55/15 = 3,66 часа, или на самом деле вы не текли так много, как думали.
Сварка TIG на переменном токе довольно быстро расходует аргон.
Чай
это имело бы большой смысл. Я действительно считаю, что у меня слишком низкий выход газа, может быть, нет? и все мои сварные швы сначала были действительно серыми, я на самом деле думаю, что только что понял, и мои сварные швы были действительно блестящими, а затем снова стали серыми, когда мой счетчик показывал ноль на стороне бутылки.Исходное сообщение от Оскар
1/4″ только с 120A? Единственный способ, которым это происходит, — это если молния одновременно ударяет в алюминий. неправильно может быть больше около 10 г, я не тратил, но, может быть, 30 секунд, глядя на них. глубокий скос с обеих сторон, может быть?
Последний раз редактировалось 00silv4.8; 05.05.2015 в 19:43.
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоны
Ответить с цитатой
05-05-2015 # 17
Re: Настройки алюминиевого сплава TIG для инверторной машины
Правило для алюминия составляет 1 ампер на 0,001 дюйм + 25 ампер сверх того, что является базовой настройкой тока.
Другие верны, AHP показывает % ОЧИСТКИ , Миллер (калькулятор) показывает % ПРОНИКНОВЕНИЯ, если вы хотите, чтобы термины были идентичными.Таким образом, наблюдение будет совершенно противоположным, если калькулятор говорит, что 80% установлено на 20% на AHP.
Последний раз редактировалось soutthpaw; 05-05-2015 в 22:26.
Продажа Tiger: Дистрибьютор AHP r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250
Ответить с цитатой
05-05-2015 # 18
Re: Настройки алюминиевого сплава TIG для инверторной машины
Большое спасибо Southpaw.
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоны
Ответить с цитатой
05-06-2015 # 19
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано 00silv4.8
Большое спасибо Southpaw. облом. Похоже, мне придется найти где-нибудь розетку на 220. Спасибо всем.
У вас есть электрическая сушилка для белья?
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
05-11-2015 #20
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано Оскаром
У вас есть электрическая сушилка для белья?
Да, но я уверен, что любые сварочные работы в моей квартире вызовут неодобрение.
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоны
Ответить с цитатой
05-11-2015 # 21
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано 00silv4.
Я знаю, но я уверен, что это будет неодобрительно делать любую сварку в моей квартире. А еще 3 лестничных пролета со сварщиком и аргоном — это не самое приятное времяпрепровождение. Я уже достаточно передвинул свой **** один, ха-ха.
Тогда сварка алюминия 1/4 дюйма, скорее всего, в данный момент вам не по силам. Не поймите меня неправильно, если вы каким-то образом заставите это работать только с 120 А, тогда вам будет больше мощности. Все, что я хочу сказать, это то, что вы вы отрицаете, что вы «инвалид», если не видите во всем этом «признаков».
1-е место на WeldingWeb с прокручивающимся знаком!
Ответить с цитатой
05-11-2015 # 22
Re: Настройки алюминиевого сплава TIG для инверторной машины
извините, я дал вам неверную информацию о весах.
Я думаю о Миллере….
Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
Как сварить алюминий методом TIG — шаг за шагом (сила тока, напряжение, газ и т. д.)
Алюминий — это уникальный металл, обладающий многими преимуществами. Эти преимущества делают его отличным выбором для многих проектов. Поэтому нередки случаи, когда сварка TIG выполняется на алюминии.
В этой статье вы найдете информацию о каждом аспекте сварки TIG на алюминии. Это руководство содержит чрезвычайно ценная информация для всех, кто начинает сварку такого рода на алюминий впервые, от текущих настроек до свариваемости с другими материалы. Давайте начнем.
Содержание
- 1 Основы сварки ВИГ
- 2 Какие параметры важны при сварке ВИГ?
- 3 Применение сварки TIG с алюминием
- 4 Выбор электрода и присадочного металла для сварки TIG алюминия
- 5 Какую полярность следует использовать
- 5. 1 Переменный или постоянный ток на алюминии
- 5.2 DCEN и DCEP Рекомендации по частоте 5319 AC
- 5.
- 5.4 Высокие и низкие частоты при сварке TIG алюминия
- 8.1 Является ли аргон хорошим вариантом
- 8.2 Подходит ли гелий Смеси аргона и гелия
- 8.3 Any Good
- 8.4 Является ли углекислый газ на алюминии Any Good
- 9.1 Этапы сварки TIG алюминия
- 9.1.1 Очистка поверхности от загрязнений и масел
- 9.1.2 Подготовка машины
- 9.1.3 Процесс
- 9.1.4 СИЗ или средства индивидуальной защиты
Перед изучением этого процесса на
алюминиевых сварных швов, я напишу небольшое введение в основы сварки TIG. Если вы уже
знакомы с этим методом, вы можете прокрутить вниз до фактических методов и
рекомендации , которые я предоставляю. Если нет, то это
хорошая идея прочитать несколько строк, потому что они помогут вам понять все, что я
собираюсь упомянуть.
Этот метод также известен как вольфрамовая дуговая газовая сварка и представляет собой производственный процесс. Это когда два куска металла сливаются в одно целое. Основные детали, которые вам понадобятся, — это нерасходуемые вольфрамовые электроды, защита от инертного газа, наполнитель и машина, которая подает требуемый ток.
TIG — отличный метод для соединение различных металлических материалов. Помимо стали, TIG широко используется для сварка цветных металлов, таких как медь, магний, алюминий.
Кроме сварщика
техника, на процесс влияет множество факторов. Некоторые из них связаны с вашим
оборудование, в то время как некоторые из них связаны с материалами, участвующими в
сварка. В любом случае, когда дело доходит до основ, вы должны знать следующее.
- Защитный газ : Сварщики по всему миру выполняют 90% операций с помощью чистого Аргон. Нержавеющая сталь, алюминий и углеродистая сталь легко свариваются с этот вид газа. Кроме того, вы, возможно, слышали о газовых смесях, используемых в сварке TIG. сварка. Смеси гелия и аргона создают более горячую дугу.
- Свойства электрод : Приложение Требования влияют на размер электрода. В зависимости от силы тока и Толщина металла, электроды определенных размеров работают лучше, чем другие. Также в некоторых проектах лучше использовать электроды, содержащие другие материалы. кроме вольфрама.
- Расход газа: Достаточный расход газа для большинства операций сварки TIG составляет от 20 до 30 кубов в час. Если вы выберете большой размер чашки, то это может требуют большего потока.
- Текущие настройки : Текущие настройки являются неотъемлемой частью любого сварного шва. Есть тонны
машины, доступные в Интернете, которые предлагают расширенные настройки, идеально подходящие для тех, кто
хочет быстро учиться или часто выполнять сварку. Предлагает ли ваша машина
эти уникальные особенности или нет, два параметра по-прежнему важны. я говорю
про силу тока и полярность. Эти двое — ваша главная забота.
- Дополнительный параметры : Давайте рассмотрим некоторые другие факторы. это могло сыграть роль. Другими жизненно важными факторами являются тип соединения, толщина материала, положение сварки и основной материал.
Вам может быть интересно, где сварщики TIG сварка алюминия. Ну, это широко распространенный метод, и вы найти множество применений в промышленности. Распространенным является сварка тонкостенных труб. или трубы небольшого диаметра. Таким образом, метод получил широкое распространение в велосипедная промышленность.
Many welders use it on:
- Bicycle frames
- Cylinder heads
- Engine blocks
- Injector bungs
- Rims
- Radiator
- Intake manifolds
You can weld on aluminum foil
с применением дуговой или точечной сварки. Лазерная сварка также является хорошим вариантом; Oни
может регулировать мощность для тонкой алюминиевой фольги, а также для микрообработки.
Вы можете сваривать алюминиевые банки с помощью вольфрамового электрода диаметром 1/16″ на своей машине Dynasty 200. В качестве наполнителя можно использовать проволоку MIG, а затем начать сварку при 20 ампер. Хитрость, чтобы не проделать дыру в банке, заключается в том, чтобы начать дугу на присадочной проволоке. Когда у вас образовалась лужа, увеличьте силу тока до 25 и начните наматывать валики, переключая банку между сварными швами.
Как вы, наверное, знаете, в TIG
при сварке в качестве электрода используется стержень из вольфрама. Вольфрам имеет
высокая температура плавления, и он не становится жидким в процессе.
Однако не все электроды сделаны из чистого вольфрама, потому что в некоторых
случаях вам нужны особые условия внутри сварочной ванны. Помните, что немногие
молекулы вольфрама попадают внутрь сварочной ванны из-за электромагнитных явлений
(не плавится). Итак, в уникальных процессах, таких как сварка алюминия, все
имеет значение.
Правильный выбор электрода которые могут быть использованы для правильного типа материала и толщины, могут быть трудными. Давайте рассмотрим, как каждый тип электрода влияет на сварку алюминия.
Типы вольфрамовых электродов являются следующие.
- Торированный
- Цирконированный
- Чистый вольфрам
- Серийный
Давайте посмотрим, как эти электроды помогают в создании идеальных сварка на алюминии. Я рассмотрю их один за другим.
Чистый вольфрам: Этот тип электрода идеален для работы с переменным током, но не идеален для постоянного тока. Он на 99,5% состоит из вольфрама и дает им возможность легко скруглять или шарить. Это идеально подходит для низких и средних токов с алюминиевыми и магниевыми сплавами. Таким образом, чистый вольфрам является идеальным электродом для опытных сварщиков, когда речь идет о сварке алюминия.
Редкоземельный металл: это новейший тип вольфрама с различными добавками, такими как гибридные комбинации оксидов. Это используется для постоянного тока и не идеально подходит для переменного тока. Тем не менее, эти электроды являются хорошей рекомендацией для любителей сварки алюминия методом TIG.
Циркониевый, белый: состоит из 99,1% чистого вольфрама и 0,15-0,4% циркония в форме оксидов. Этот вид электродов используется вместо чистого вольфрама, поскольку они способны сохранять скругленные кончики и противостоять загрязнению. Я настоятельно рекомендую эти электроды любителям сварки алюминия методом TIG.
Торированный: Этот тип вольфрама имеет чистоту 97,3%. вольфрама и 2-процентного оксида тория, обладающего низкой радиоактивностью. Это используется для сварки постоянным током сталей, а также других материалов. это ужасно выбор для алюминия.
Ceriated: лучше всего использовать в приложениях переменного или постоянного тока с использованием источников постоянного тока на основе инвертора. Скорость эрозии низкая, и они идеально подходят для низкого диапазона силы тока. Это еще один хороший вариант для сварки алюминия методом TIG.
Полярность при сварке TIG проста как концепция, но определение правильных настроек может быть сложным. Это потому что дуга совершенно разная при разных настройках полярности. Учитывая что условия сварки критичны для алюминия, можно легко понять что оптимальные настройки могут сделать вашу жизнь намного проще.
Как и при любой другой дуговой сварке тип, электрический ток создает дугу. Вид тока значительно влияет на процедуру. Двумя основными типами тока являются постоянный и переменный. Каждый тип лучше в различных проектах сварки.
Если вам интересно, что
разница между переменным и постоянным током, вот краткое объяснение. В округе Колумбия
электроны движутся непрерывно в определенном направлении и в то же время в
электрическая дуга, положительно заряженные частицы движутся в противоположном направлении.
В зависимости от направления, в котором движутся электроны, постоянный ток может быть помещен в
одна из двух подкатегорий, называемых DCEN и DCEP. В DCEN отрицательный полюс
электрод, в то время как в DCEP отрицательный полюс является основным металлом.
Теперь в AC поток электроны меняют направление с определенной частотой. Очевидно, положительно заряженные частицы движутся в направлении, противоположном движению электронов. Следовательно, одновременно происходят два противоположных колебания — полярность в каждом круг меняется от отрицательного постоянного тока до положительного постоянного тока.
Переменный или постоянный ток на алюминии
Перейдем к самой важной части выяснить, какой тип тока лучше для сварки TIG алюминия. Магний и алюминий — два наиболее распространенных металла, которые сварщики используют в качестве источника переменного тока. Он отличается от нержавеющей стали и стали в целом тем, что выход постоянного тока обычно это лучший выбор. Так, для большинства алюминиевых сплавов и положений сварки переменный ток является текущий тип, который я предлагаю.
DCEN и DCEP
DCEP или обратная полярность — стандартная полярность для Stick
сварка и сварка МИГ. В MIG, если он использует газ, без металлического сердечника или флюса,
нужен положительный электрод. Металкор и двойной щит могут различаться. DCEP
обеспечивает более стабильную дугу в целом при сварке электродом. С другой стороны, для
сварные швы, требующие легкого проплавления, используйте DCEN, если электрод предназначен
для запуска любой полярности.
Частота предложений для AC
Как я упоминал ранее, в В большинстве проектов TIG с алюминием переменный ток предлагает больше преимуществ, чем постоянный ток. Первичный характеристикой переменного тока является то, что он колеблется между DCEN и DCEP. Полярность меняется много раз каждую секунду.
Так как это периодический явление, число, которое описывает, сколько из этих полных циклов происходит в каждая секунда называется частотой. Частота считается в герцах, т. обратная секунда. Хватит заниматься математикой. Посмотрим, к кому это относится сварка.
В некоторых аппаратах TIG пользователь может определить частоту этого тока. В настоящее время вам не нужно иметь дорогую машину с расширенными настройками. Например, при частоте 50 Гц каждую секунду совершается 50 полных оборотов. В каждом периоде полярность меняется дважды. Следовательно, при такой частоте полярность меняется 100 раз в секунду.
Высокие и низкие частоты при сварке TIG алюминия
Как вы уже догадались, частота влияет на свойства сварочной ванны. В большинстве аппаратов TIG можно использовать ток частотой от 20 до 250 Гц. Кроме того, дуга зажигается при использовании настроек высокой частоты и высокого напряжения. Во многих сварочных аппаратах есть кнопка для включения этой функции
Высокая частота сварки обеспечивает более сфокусированный конус дуги с
улучшенный контроль направления, а также более узкий сварной шов и очистка
области. Высокая частота очень помогает при сварке углов, угловых швов, корневых швов.
проходит, внахлест даже Т-образные соединения. С другой стороны, низкая частота создает более широкое
конус дуги, который расширяет профиль сварного шва и лучше удаляет загрязнения
с поверхности металла. Кроме того, он передает максимальное количество энергии
заготовка, которая ускоряет приложения, необходимые для расширенного осаждения металла.
Один из наиболее важных аспектов дуговой сварки, как правило, это количество тока, который вы используете. Ты вероятно, слышали об этой метрике как о силе тока. Сила тока описывает количество тока, проходящего через проволоку и дугу. Это число имеет большое значение когда вы свариваете алюминий TIG. Количество электрического тока можно пересчитать в амперах.
Вам может быть интересно, как сила тока влияет на сварку TIG на алюминии. Как и в большинстве сварочных процессов, сила тока в основном влияет на проникновение. Когда дело доходит до проникновения, TIG является отличный метод, потому что сварщик может создать дугу со стабильным количеством Текущий.
В алюминиевом сплаве TIG сила тока регулируется ножной педалью или
управление кончиками пальцев. Тем не менее, лучше всего установить правильную максимальную силу тока на
получить наилучшие результаты. Для 1/1 канала
дюйма алюминия, требуемая сила тока составляет от 60 до 90 ампер. Если вы 1/8
дюймовый алюминий, вам нужно от 125 до 160 ампер. С другой стороны, от 190 до 240 ампер.
требуется для алюминия 3/16 дюйма, а для алюминия ¼ дюйма требуется от 260 до 340 ампер,
и от 330 до 400 ампер необходимы для алюминия 3/8 дюйма.
Эмпирическое правило для сварки алюминия TIG заключается в использовании 1 Ампера для каждую тысячную толщины материала. Это означает, что сварка основного материала, толщиной 12,5 мм или 1/8 потребуется 125 ампер. Когда материал имеет толщину более ¼ дюйма, эмпирическое правило начинает отклоняться, и не так много усилителя нужный.
Величина напряжения сильно коррелирует с количеством тепло, которое производит дуга. Это означает, что при высоком напряжении дуги больше в части. Если бы вы хотели спросить, какое напряжение подходит для TIG, сварка алюминия, ответ в том, что это зависит.
Обычно для зажигания дуги требуется чуть более 60 Вольт. и высокая частота. Если вы используете большой ток, вы не можете также использовать высокий
Напряжение. В зависимости от величины тока, который вы используете, существует максимальное
количество напряжения. Поэтому самый безопасный вариант — начать с низкого или среднего уровня.
напряжения и откалибровать соответственно.
Неотъемлемая часть сварки TIG является защитным газом. Без защитного газа сварочная ванна будет загрязнена окружающим воздухом. Я видел людей, использующих все виды газов и смеси при сварке TIG. Выбор этих газов чаще, чем вы думаю, не является оптимальным или даже совершенно неправильным.
Правильно подобранный газ может вам помочь несколькими способами. Это может либо облегчить вашу жизнь, помогая вам контролировать дуги или добавить полезные свойства к самой сварочной ванне.
Газы, которые в основном используются в
Для сварки TIG используются аргон, гелий и углекислый газ. Я не предлагаю все
над. Кроме того, вы можете столкнуться со смесями. Посмотрим, какой из этих газов
подходят для алюминия.
Является ли аргон хорошим вариантом
Когда дело доходит до сварки алюминия методом TIG, аргон, вероятно, является лучшим выбором. Для большинства алюминиевых сплавов у вас не будет проблем с этим типом газа. Это тяжелый инертный газ, который позволяет создавать прочные сварные швы. Это гораздо более дешевый вариант, чем гелий, и свойства шва будут превосходными, когда он остынет.
Итак, я советую вам использовать эти баллоны с чистым аргоном на случай, если вы будете сваривать алюминий методом TIG. Вы сэкономите много времени, используя этот газ.
Подходит ли гелий
Да. Гелий является одним из
лучший выбор для сварки TIG на алюминии. Просто потому, что это обеспечит
хорошая стабильность дуги, а также улучшенное очищающее действие. Если бы мне пришлось использовать между
100% гелий и 100% аргон, тогда я бы выбрал аргон. Однако гелий
дешевле в Соединенных Штатах, и многие сварщики любят его использовать.
Смеси аргона и гелия Все хорошо
Такие смеси обеспечивают лучшие характеристики зажигания дуги при сварке алюминия GTAW. Иногда используются газовые смеси, обычно 75 процентов аргона и 25 процентов гелия, которые могут увеличить скорость перемещения при дуговой сварке вольфрамовым электродом. Я бы предпочел использовать такую смесь вместо чистого гелия. С помощью этого регулятора вы можете создавать собственные газовые смеси. В зависимости от ваших потребностей, вы можете увеличить процентное содержание некоторых из этих газов. В каждой смеси дуга меняется, поэтому вы можете найти смесь, которая соответствует вашим потребностям.
Углекислый газ на алюминии Все хорошо
Углекислый газ, как и кислород, вступает в реакцию с алюминием, образуя оксиды. Таким образом, использование любого из этих газов создаст более слабые сварные швы в алюминии. Поэтому я бы не рекомендовал использовать CO2 для алюминиевых сварных швов.
Неотъемлемая часть любой сварки
процедура. подготовка. Если вы планируете сварку TIG, то вам необходимо
- Подушечки для рук
- Проволочные щетки
- Травильная паста
Люди проявляют интерес к с помощью подушечек для рук, но это определенно не самый быстрый метод. Другой метод для более проблематичных загрязнений используются проволочные щетки. Оба эти метода будет работать в большинстве случаев. Вы также можете воспользоваться травильной пастой.
Этапы сварки TIG алюминия
Подготовка материалов перед сваркой очень важно сделать правильно. Есть причины, по которым вам нужно очистить необработанный алюминиевый материал.
Натуральный алюминий образовывать оксидный слой на его внешней поверхности, пока он остывает на заводской
Очистка загрязнений и масел на поверхности
Очистка алюминиевой поверхности Перед началом сварки TIG можно выполнить два важных шага, таких как:
1: Удалите загрязнения и
масла с алюминиевой поверхности. Важно сделать этот шаг до
чистка. Чистка щеткой может привести к попаданию загрязняющих веществ в алюминий.
2: почистить поверхность материала для устранения оксидов алюминия. Обычно этот оксидный слой нетрудно удалить. с поверхности алюминия с помощью кисти. Обязательно используйте щетка из нержавеющей стали.
Совет: пометьте разные кисти с алюминием, нержавеющей сталью и сталью, поэтому вы не будете смешивать разные кисти вверх. Конечно, вы не хотите случайно использовать кисть, которую вы всегда использовать на углеродистой стали на алюминиевом материале.
Подготовка аппарата
Убедитесь, что сварочный аппарат настроен
к нужным настройкам. Как я уже говорил, переменный ток
лучший вариант для алюминиевых сварных швов. Предположим, вы один из тех сварщиков, которые
как с помощью педали; вы можете настроить свою машину на больший ток, чем вам нужно
имеют. Таким образом, регулируя усилители с помощью педали, вы можете использовать ровно столько же,
текущий, как вы хотите в любое время. Вот
машина с ножной педалью.
Электрод TIG должен быть чистым вольфрам из-за лучшей чистоты и долговечности. Электрод не должен быть заточены до заостренной точки, так как грубый обменный ток может вызвать отламывание кончика электрода и попадание в сварной шов. Защитный газ должен быть чистым аргоном для обеспечения максимальной чистоты сварного шва, а также производительности. сварка алюминия.
Процесс
Обязательно подготовьте контрольный список. Сюда должны входить следующие элементы:
- Убедитесь, что вокруг заготовки нет ничего, что может загореться
- Установите силу тока
- Убедитесь, что ток установлен на переменный ток или переменный ток.
- Проверьте машину на наличие необходимого количества охлаждающей жидкости.
- Затяните соединение на шланге и кабеле горелки ВИГ
- Проверьте электрод, чтобы убедиться, что он находится в надлежащем состоянии и имеет правильный уровень выступания.
- Откройте клапан баллона с защитным газом.
- Установите регулятор защитного газа на нужный расход
- Включите и отрегулируйте маску сварщика с автоматическим затемнением
- Носить средства индивидуальной защиты
- Сваривать, не позволяя электроду касаться основного металла или сварочной ванны.
Важно Совет: Поскольку нужно хранить много экземпляров Перед началом сварки может быть полезно составить список на бумаги, а затем прикрепите ее к верхней части сварочного аппарата, чтобы вы могли сослаться это без усилий.
СИЗ или средства индивидуальной защиты
Убедитесь, что ваши СИЗ находятся в место и работает нормально. Поскольку безопасность очень важна в полевых условиях, всегда перед началом сварки убедитесь, что средства индивидуальной защиты работают. СИЗ необходимы для TIG сварка включает:
- Безопасные очки
- Защита слуха
- Стальные ноги
- Автоматический темнеющий сварки
- . сварка,
для сварки алюминия TIG вы можете сосредоточиться в первую очередь на следующих элементах:
- Защитные очки
- Автоматические затемняющая сварочная маска
- Сварка
перчатки.
Алюминиевая труба Сварка TIG типична для ряда отраслей, в которых наблюдается значительный рост рабочих мест. Это требует техники и правильное исполнение. Вот советы о том, как сваривать алюминиевые трубы TIG.
При сварке вокруг алюминиевой трубы для корня пройти, могут быть случаи, когда он может пройти чашку. Это требует твердой рукой, когда вы перемещаете электрод и используете чашку TIG, чтобы дать дополнительную стабильность. Это также обеспечивает чистый и равномерный сварной шов.
Движения вперед и назад эффективны, когда вы хождение чашкой с электродом для корневого прохода по алюминиевой трубе даст более глубокое проникновение в металл. Поступательное движение будет способствовать присадочный металл проникает глубже в сварной шов. Обратное движение, с другой
В то время как вы можете деформировать металл после запуска сварочного аппарата TIG очень горячий, не бойтесь нагревать сварочный аппарат до такой степени, чтобы сломать края заготовки, чтобы получить прочный сплав с алюминием.
Слишком холодная работа приведет к слабому сварному шву, поэтому вам нужно научиться сваривать с большим количеством тепла, не повреждая материалы.
Если вы уже работаете на горячей силе для рута проход, используйте те же настройки для горячего прохода. Не проворачивайте его слишком сильно, иначе вы будет иметь беспорядок на ваших руках.
Если вы добавите дополнительные проходы вдоль алюминиевой трубы, вы может сплести сварные швы, как и любой другой сварной шов. Вы можете использовать ряд курсив или тип дуги из стороны в сторону.
Сварка ВИГ выполняется на алюминиевых пластинах, которые обычно в качестве материала компонента в конструкционных целях, таких как химическая и криогенная промышленность перерабатывающие отрасли. Образование пористости и затвердевание растрескивание — это известные дефекты при сварке TIG-сплавом, который очень реагирует на погонную энергию сварки. Поступление тепла отклонилось от от 0,89 кДж/мм до 5 кДж/мм при объединении сварочной горелки скорость перемещения, а также сварочный ток.
Обычно достаточно 1-1,2 кДж/мм тепловложения.Сварщики TIG работают при сильном нагреве и нуждаются в защите, но чувствительность к прикосновениям имеет решающее значение. Поэтому нужна изрядная ловкость. Силового нагрева можно избежать с помощью пальцев TIG, а также хорошей пары перчаток. Есть много сварочных перчаток на выбор, поэтому обязательно приобретите высококачественную.
Одним из лучших вариантов для сварки алюминия является сварочный аппарат TIG. который работает от сети переменного тока, и вы получите многие из самых отличных цен. лучшие сварочные аппараты для сварки TIG алюминия должны обеспечивать чистый пуск, ровную дугу, т.к. а также удобные настройки и относительно более важные функции. Вот краткий обзор лучших аппаратов для сварки алюминия TIG, доступных на рынке рынок сегодня:
- Lotos TIG/Stick Welder: Этот сварочный аппарат предлагает функции, необходимые для большинства видов сварки TIG или дуговой сварки, а также для бесконтактного возбуждения дуги TIG. Он обеспечивает стабильный запуск дуги, а также более высокую надежность по сравнению с обычными ВЧ-пускателями дуги. Это легко установить и повысить производительность. Автоматические системы управления питанием линии позволяют подключать входное напряжение без ручного подключения, что обеспечивает удобство настройки работы. Это идеальное решение для ненадежного или грязного питания.
- Forney Easy TIG Welder: Идеально подходит для домашнего использования. Это одна из самых надежных машин за свою цену.
- Lincoln 210: Этот универсальный сварочный аппарат идеально подходит для преподавателей, мелких подрядчиков, а также преподавателей, которым нравится выполнять сварку MIG. Он поставляется с цифровыми элементами управления, а также цветным дисплеем для быстрой и легкой работы.
- Miller Multimatic 215: Это удобный и универсальный аппарат для сварки MIG, TIG и электродуговой сварки, который помогает приобрести навыки. Он поставляется с цветным экраном с автоматической настройкой элиты. Это ваш универсальный сварочный аппарат, который подключается к входной мощности от 120 до 240 В и может сваривать низкоуглеродистую сталь толщиной до 3/8.
Алюминий и его сплавы известны своей хорошей коррозионной стойкостью, малым весом и свариваемостью. Даже если они имеют низкую прочность, некоторые сплавы могут иметь такие же механические свойства, как сталь. Широкий спектр методов может объединить бронзовые сплавы. Поэтому необходимо знать свойства бронзовых сплавов.
Высокая теплопроводность алюминия и быстрое затвердевание сварочной ванны делают его сплавы особенно склонными к дефектам профиля. Чтобы избежать риска подреза, несоответствия и недостаточного провара или сплавления, обязательно используйте правильную технику и параметры для сварки.
Одним из полезных приемов является размещение металлического переда. Имейте в виду, что стержень из алюминиевой бронзы обеспечивает подходящую износостойкую поверхность после нанесения на чугун, сталь, медь и другие металлы.
Алюминий и его сплавы легче стали, с плотностью примерно 2,70 г/см3 вместо диапазон от 7,75 до 8,05 г/см 3 для сталей. Таким образом, имеется в виду, что сравнимый объем стали примерно в три раза тяжелее алюминия.
В то время как алюминий может быть легко присоединен к другим металлам с помощью механического крепления или клеевого соединения, необходимы специальные методы, если он должен быть приварен дуговой сваркой к другим типам металлов, таким как сталь. Чрезвычайно хрупкое интерметаллическое соединение образуется, когда такие металлы, как медь, сталь, титан или магний, свариваются дугой прямо с алюминием. Чтобы не допустить образования хрупких соединений, были разработаны некоторые жизненно важные методы, позволяющие изолировать другие металлы от размягчения алюминия в процессе дуговой сварки. Биметаллические переходные вставки — лучший способ соединения алюминия со сталью.
Идея использования биметаллических компаундов заключается в том, чтобы вставить металл между алюминием и сталью, который перекрывает зазор между этими двумя металлами.
Таким образом, сварной шов будет разделен на два разных. Первый находится между алюминием и переходным металлом. Второй находится между переходным металлом и сталью. Кроме того, вы можете покрыть стальную деталь серебряным или алюминиевым припоем и сварить ее дуговой сваркой с алюминием. Ни один из описанных методов не является идеальным, и требуются более сложные методы, такие как сварка взрывом.Техника выполнения сварных швов между алюминием и титаном заключается в расплавлении алюминиевого сплава или алюминиевого наполнителя, который прилипает к обоим металлам на границе соединения. Оба металла размягчатся при использовании достаточной энергии сварки.
Однако имейте в виду, что когда дело доходит до температуры, существует верхний предел в 2000 градусов Цельсия. Кроме того, внутри алюминиевого наполнителя содержится максимальное количество процентного содержания титана. Во многих случаях вам не нужно более 10 процентов титана. Наконец, вы можете ожидать прерывистую фазу между обоими металлами.
Я надеюсь, что это руководство помогло вам начать сварку алюминия уже сегодня. Кроме того, ознакомьтесь с другими статьями о сварке и обработке с ЧПУ, потому что вы найдете полные руководства, подобные этому.
Лучшие сварочные аппараты для алюминия (TIG и MIG)
Последнее обновление
Ищете лучший сварочный аппарат для алюминия? Алюминий гораздо сложнее, чем стальные сплавы для сварщика. При более высокой проводимости и более низкой температуре плавления неправильная сварка может привести к многочисленным прожогам. Чтобы выбрать наилучший метод сварки алюминия, необходимо учитывать множество факторов. Начиная с материалов, используемых в производстве, и заканчивая ценой, которую вы должны заплатить за продукт, мы рассмотрели все, чтобы получить наилучшие результаты.
Ознакомьтесь с нашими обзорами сварочных аппаратов для алюминия и посмотрите, какие машины заняли первое место в нашем списке.
Мы сузили выбор до 10 лучших сварщиков в этом году: двух для сварки методом TIG и двух для сварки MIG.Краткий обзор наших фаворитов 2022 года
Изображение Продукт Детали Лучший в целом Альфа-TIG200X - Усовершенствованная инверторная технология IGBT
- Удобная настройка и простое ручное управление
- Поставляется с легким, качественным футляром
ПРОВЕРИТЬ ЦЕНУ Премиум выбор Хобарт EZ-TIG - Простота использования и настройки
- Хорошая цена за высокое качество
- Прочные и высококачественные материалы
ПРОВЕРИТЬ ЦЕНУ Лучшее значение Хобарт Хэндлер 140 - Простота настройки и использования
- Множество дополнений
- Встроенное хранилище
ПРОВЕРИТЬ ЦЕНУ ЛОТОС МИГ175 - Бесступенчатая регулировка нагрева
- Очень строгий производственный процесс
- Подходит для сварки различных материалов, включая алюминий
ПРОВЕРИТЬ ЦЕНУ Четыре лучших сварочных аппарата для алюминия (TIG и MIG)
1.
Аппарат для сварки TIG алюминия Alpha-TIG200X — лучший в целомПроверить последнюю цену
Наш первый выбор сварочных аппаратов TIG, которые вы можете использовать для сварки алюминия, — это потрясающий Alpha-TIG200X 2018 года. позволяет пользователю с легкостью использовать новейшие инверторные технологии для сварки тонких материалов. Продукт имеет очень доступную цену по сравнению с другими аналогичными продуктами и является одним из очень немногих, который может использоваться буквально каждым сварщиком — профессионалом или новичком.
Если вы хотите сваривать сталь или алюминий, эта модель AHP поможет вам успешно закончить ваши проекты. Совсем недавно производитель усовершенствовал продукт, добавив технологию IGBT, которая позволяет легко преобразовывать в высокое напряжение и контролировать каждый функциональный параметр.
Кроме того, Alpha TIG 200X весит всего 28 фунтов, что делает его портативным и очень простым в использовании. Для большей гибкости и удобства они добавили ручку, которая помогает вам перемещать и контролировать процесс.
Вместо стандартных элементов управления с кнопками на панели управления этой машины есть ручки и ряды, которые помогают управлять настройками.Pros
- Очень точная сварка алюминия и нержавеющей стали
- Усовершенствованная инверторная технология IGBT
- Удобная настройка и простое ручное управление
- Поставляется с легким, качественным футляром
Минусы
- При использовании на максимальной мощности и скорости вентиляторы могут не работать очень долго
2. Сварочный аппарат EZ-TIG Hobart 500551 — лучший выбор премиум-класса
Проверить последнюю цену
Если вы хотите превратить сварку алюминия в хобби, возможно, вы раздумываете, покупать ли этот продукт или нет из-за относительно высокой цены. Но, это точно не самый дорогой продукт на рынке и он неожиданно хорош для предложенной цены.
Эта конкретная модель известна как EZ-TIG. Он эффективен и доступен даже для начинающих сварщиков, предлагая быструю настройку в дополнение к другим полезным функциям.
Его вес почти вдвое больше, чем у нашего лучшего выбора, но он по-прежнему достаточно портативный (50 фунтов). Благодаря ручке для переноски, расположенной на его верхней части, портативность значительно улучшена.Каждый элемент управления на машине разработан для обеспечения простоты. Вы можете управлять всеми функциями с помощью одного диска и одного переключателя, который четко обозначен для всех. Это идеальная деталь для начинающих сварщиков.
Для предотвращения загрязнения сварочная горелка EZ-TIG оснащена функцией высокочастотного запуска и бесконтактным запуском дуги. Он использует инверторный источник питания, который помогает процессу сварки и экономит ваши деньги, которые в противном случае тратились бы на электроэнергию. Чтобы отрегулировать силу тока, вы можете просто использовать функцию ножного управления.
Профи
- Простота в использовании и настройке
- Прочные и высококачественные материалы
- Хорошая цена за высокое качество
Минусы
- Цена может быть слишком высокой для домашних пользователей и новичков
3.
Hobart Handler 140 Aluminium MIG Welder – лучшее соотношение цены и качестваПроверить последнюю цену
Шумиха вокруг этого продукта существует уже довольно давно, и мы согласны с хорошими словами многих, кто использует этот аппарат для сварки алюминия. Hobart Handler 140 MIG известен своей уникальной способностью работать на всех уровнях, включая промышленный.
Какой бы домашний проект вы ни задумали; эта машина может помочь вам завершить его. Он отлично подходит для сварки алюминия, стали, нержавеющей стали и других тонких металлов. Кроме того, он чрезвычайно прост в настройке и поставляется с различными дополнительными функциями. Его универсальность является ключевой причиной, по которой мы поставили его на первое место в этом списке, в сочетании с высококачественными материалами и широко известным сроком службы.
Профи
- Простота настройки и использования
- Множество дополнений
- Встроенное хранилище
- Высокая универсальность с точки зрения материалов для сварки и мест использования
Минусы
- Без защитного снаряжения
- Низкая портативность
4.
LOTOS MIG175 Сварочный аппарат MIG для алюминияПроверить последнюю цену
Наконец, вы получаете второй сварочный аппарат MIG для алюминия и последний в нашем списке. Наш список очень ограничен, но мы постарались выбрать самое лучшее. Если вам интересно, почему LOTOS MIG175 занимает второе, а не первое место в списке, то это из-за меньшего количества функций, которые он предлагает.
Тем не менее, это отличная альтернатива, и вы не ошибетесь, купив ее. Машина специально разработана для нержавеющей стали и алюминия и помогает пользователю производить продукцию отличного качества.
Пистолет для катушки можно использовать для сварки алюминия. Все, что вам нужно сделать, это подключить Lotos MIG 175 к розетке 240 В, и вам потребуется 10 минут, чтобы настроить его. Это делает его доступным для использования как дома, так и в коммерческих помещениях.
Pros
- Плавная регулировка нагрева
- Очень строгий производственный процесс
- Подходит для сварки различных материалов, включая алюминий
Минусы
- Трудно сказать, какую скорость применить к проекту
- См. также: 7 лучших сварочных аппаратов MIG до 500 долларов – обзоры и лучшие решения
Руководство по покупке
Какой тип сварки можно использовать для сварки алюминия?
Для тех, кто хочет сварить алюминий, есть три лучших варианта на выбор:
Сварка ВИГСварка ВИГ является наиболее популярным методом сварки алюминия. Поскольку алюминий — это материал, для сварки которого требуется много тепла, для него требуется машина с таким контролем. Алюминий может удерживать тепло довольно долго, а машины TIG отлично защищают эти нагретые детали от перегрева. Если вы умеете пользоваться аппаратом TIG, вы не должны вызывать прожог.
В дополнение к этому сварка ВИГ может использоваться как для толстых алюминиевых листов, так и для тонких алюминиевых листов. Поскольку для этого требуется присадочный стержень, человек, использующий машину, должен выбрать отдельный сварочный стержень, сплав которого максимально близок к сплаву деталей.
Если вы хотите сварить алюминий с помощью аппарата TIG, вам необходимо иметь хотя бы некоторые знания о процессе. TIG намного сложнее в освоении, чем сварка MIG, но с ее помощью можно получить более качественные сварные швы.
Сварка МИГСварка МИГ также является хорошим способом сварки алюминия. Когда вы пытаетесь выбрать лучшего сварщика, вы должны решить, будете ли вы использовать методы импульсной сварки или дуговой сварки со струйным распылением.
Первый требует инвертор питания. Последнее требует постоянного напряжения и тока машины.
Сварка MIG рекомендуется, если вы хотите сварить тонкие алюминиевые листы, в основном из-за тепла, необходимого для этого. При выборе защитного газа рассмотрите 100% аргон как наиболее известный вариант для сварки MIG алюминия.
Газовая сваркаНаконец, есть возможность сварки газовой горелкой, но она намного сложнее, чем сварка MIG и TIG. Опытные профессионалы могут выбрать этот вариант, потому что они могут контролировать тепло, подаваемое на заготовку, но тем, кто новичок или не очень хорошо обращается с горелкой, вероятно, следует какое-то время воздержаться от этого метода.
Вероятность прожога гораздо выше при сварке горелкой. Чтобы сделать это хорошо, нужно быть ловким сварщиком.
Как очистить алюминиевые детали ?На самом деле не имеет значения, какой тип сварочного аппарата вы выберете для сварки алюминия — вы должны очистить каждую деталь перед началом процесса. Оксид алюминия имеет более высокую температуру плавления, чем чистый основной алюминий. Если вы оставите какие-либо оксиды на поверхности детали, с которой будете работать, вы можете столкнуться с такими проблемами, как включение оксида и снижение прочности сварного шва.
В большинстве случаев алюминиевые детали очищают механически проволочной щеткой или химическим травлением.
- Как очистить алюминий для сварки
Заключение
Основываясь на своих знаниях о сварке алюминия и сварке в целом, вы можете выбрать наиболее подходящий инструмент для этого процесса. Конечно, вы должны учитывать свой бюджет, а также функции, которые эти машины предлагают своим пользователям.
Что бы вы ни выбрали, вы не ошибетесь. Будь то номер один в наших списках: Alpha-TIG200X-2018 или Hobart 500559140 MIG или второй вариант: Hobart 500511 EZ-TIG и LOTOS MIG 175, все они превосходно помогают сварщикам достичь поставленных целей.
Наши обзоров сварочных аппаратов для алюминия имеют единственную цель – помочь вам найти лучший способ и инструмент для сварки алюминия так, как вы этого хотите. Прочитайте наше руководство, чтобы увидеть, какой из нашего списка лучше всего подходит для вас. Наше исследование предоставило нам четыре превосходных сварочных аппарата для алюминия, но вам решать, какой из них будет вашим инструментом для завершения таких проектов.
Связанные страницы:
- Пять лучших сварочных аппаратов для новичков на данный момент
- Сварочные маски, на которые стоит обратить внимание
- Краткий обзор наших фаворитов 2022 года
- 4 лучших сварочных аппарата для алюминия (TIG и MIG)
- 1. Alpha-TIG200X Aluminium TIG Welder — лучший в целом
- 2. Hobart 500551 EZ-TIG Welder — Best Premium Выбор
- 3. Аппарат Hobart Handler 140 для сварки MIG алюминия – лучшее соотношение цены и качества
- 4. Аппарат LOTOS MIG175 для сварки MIG алюминия
- 1.
- Руководство по покупке
- Какой тип сварки можно использовать для сварки алюминия?
- Сварка ВИГ
- Сварка МИГ
- Газовая сварка
- Как очистить алюминиевые детали?
- Какой тип сварки можно использовать для сварки алюминия?
- Заключение
Как сваривать алюминий | UNIMIG Welding Guides & Tutorials
Алюминий является одним из наиболее распространенных материалов, используемых для сварки, с несколько свойств, которые делают его уникальным по сравнению со сталью и нержавеющей сталью. Это мягко, так что с ним легко работать и обрабатывать, он немагнитный, довольно устойчивый к ржавчине и коррозии, и не загорается. Вот почему его основное применение в самолетах. и лодки.
Очевидно, что создание самолета может быть немного затруднительным, если вы
сварка дома для удовольствия, но вы могли бы абсолютно точно построить свою собственную лодку в своем
задний двор, как только вы освоились.Прыжки до:
- MIG сварки алюминий
- TIG сварки алюминий
- . Упобсовство
Существует несколько типов алюминиевой присадочной проволоки, но наиболее распространенными являются 4043 и 5356. Оба этих наполнителя представляют собой алюминиевые сплавы: 4043 содержит 5 % кремния, а 5356 — 5 % магния.
- 4043 : использовать с алюминием серий 4000-6000
- 5356: использовать с алюминием серий 3000, 5000 и 6000 чем 5356. По этой причине проволока 5356 обычно предпочтительнее при сварке MIG, так как она лучше подается из-за этой небольшой дополнительной твердости. Однако, если вы свариваете алюминий серии 4000, вам придется использовать наполнитель 4043. Горячий
Короткость
Алюминий является «горячекоротким», что означает, что он склонен к растрескиванию, когда он близок к температуре плавления. В основном, когда сварной шов остывает, алюминий с большей вероятностью треснет. Обычно он начинается там, где закончился сварной шов, и часто распространяется по всей длине шва. Трещины в вашем сварном шве — это плохая новость, и вам нужно будет переделывать его, потому что они структурно слабы.
Металл ПодготовкаКогда речь идет об алюминии, подготовка очень важна. Алюминий совсем не прощает ошибок; все, что останется на нем, испортит сварной шов.
Любая грязь, краска, масло или что-то другое необходимо полностью удалить, и это только первая часть очистки. На алюминии также есть слой оксида, который необходимо очистить.
Есть несколько способов очистить этот оксидный слой. Первый – ручной проволочной щеткой. Выберите щетку, которую вы можете посвятить алюминию, только потому, что использование щетки, которую вы ранее использовали для стали или нержавеющей стали, может загрязнить алюминий.
Вы хотите чистить щеткой, пока она не станет тусклой и не потеряет свой блеск. Он не должен быть блестящим, потому что обычно это указывает на то, что на металле все еще есть внешний слой.
Использование проволочной щетки или чего-либо подобного недопустимо, потому что алюминий мягкий. Он не очистит оксид; он просто еще больше вонзит его в металл из-за высокой скорости вращения колеса, нагревающего металл.
Если вы используете проволочную щетку, старайтесь чистить только в одном направлении, так как движение вперед и назад может также глубже проникнуть в алюминий.
Очистка металлической проволочной щеткойВторой способ очистки алюминия — изопропиловый спирт или ацетон. Рекомендуется протереть металл, прежде чем ударить по нему проволочной щеткой, просто чтобы убедиться, что на поверхности нет ничего, что может случайно застрять.
Имейте в виду, что вам не нужно слишком усердствовать с чисткой, потому что, как бы хорошо вы ни старались очистить это, это никогда не будет идеальным.
Алюминий сразу же начинает восстанавливать свой оксидный слой, когда к нему прикасается кислород, поэтому после того, как вы протерли его и/или проволочной щеткой, пусть ваш сварщик сделает все остальное, потому что вы никогда не снимете его ВЕСЬ.
Если вы свариваете алюминий методом TIG, быстро протрите присадочную проволоку. вниз тоже не больно.
Звучит хлопотно, но тщательная очистка алюминия имеет решающее значение из-за температуры плавления металла. Дуга все равно загорится, даже если металл загрязнен или все еще имеет оксидный слой. Однако, если вы оставите слишком много оксидного слоя на алюминии, вы не сможете запустить сварочную ванну.
Алюминий плавится при температуре около 660°C, но верхний оксидный слой плавится при температуре около 2000°C. Это означает, что вы можете плавить алюминий, который находится под поверхностным слоем, но на самом деле вы не сможете запустить сварочную ванну, пока не прожжете оксид.
MIG Сварка алюминияСварка алюминия MIG может быть намного быстрее, чем сварка TIG, и вы можете придерживаться стандартных настроек постоянного тока, поэтому вам не понадобится аппарат с функциями переменного/постоянного тока.
Однако сварка алюминия в среде MIG похожа на «проталкивание мокрой лапши через соломинку», если вы используете стандартную горелку. Это возможно, но это может быть очень сложно и невероятно неприятно.
Алюминий — более мягкий металл, чем сталь и нержавеющая сталь, поэтому попытка пропустить его через провод горелки становится намного сложнее, поскольку он легче гнется.
Есть несколько способов справиться с этим с помощью горелки MIG.
Первое, что вам нужно сделать, это заменить лайнер на тефлоновый, так как он предназначен для алюминия, к которому вы прикрепите пружину шейки. Пока вы меняете вкладыш, замените направляющую трубку на алюминиевую.
Убедитесь, что у вас есть ролики с U-образными канавками, так как они будут лучше сцепляться с алюминием и предотвращать застревание птиц. Наконец, вы можете приобрести специальные алюминиевые контактные наконечники, которые также помогут при подаче проволоки.
Второе, что нужно сделать, это постараться держать фонарик прямо, как возможно при сварке.
Чем короче у вас фонарик, тем проще
(и чем короче расстояние для алюминия), но это становится сложнее
если у вас есть 3 или более метра факел. Большие свободные кривые или петли могут быть в порядке, но
любые узкие круги почти наверняка перегнут ваш провод.Вам также понадобится отдельный газовый баллон. В отличие от стали и нержавеющей стали , сварки MIG (в которой используется смесь ArCO2), для алюминия требуется чистый аргон. Если вы не собираетесь сваривать алюминий в большом количестве, то подойдет и маленькая бутылка.
Вы загружаете алюминиевую катушку в сварочный аппарат MIG так же, как сталь и нержавеющая сталь, путем совмещения установочного выступа и отверстия, прорезания шпули на место и закрутите гайку, чтобы зафиксировать ее. начало провода в входной направляющей, над роликом и в начало направляющей трубы.
Иногда это сработает, но у вас должны быть правильные настройки. В противном случае вы столкнетесь с птичьим гнездом.
Что делать, если ваш w
ire продолжает гнездитьсяЧто такое птичье гнездо? Как это выглядит? Большой вопросы.
Гнездо в вашей проволоке происходит на приводных роликах. Это происходит, когда ролики проталкивают проволоку через горелку, но где-то на линии она останавливается, поэтому она не выходит из конца вашей горелки.
Однако провод все еще проталкивается, так что он должен куда-то идти. Это где-то повсюду вокруг ваших водителей, где оно запутывается и зацикливается и немного похоже на расшатанное птичье гнездо.
Есть несколько вещей, которые вы можете проверить, если на вашем проводе нет гнезда, но даже если вы все проверите, это может не сработать.
Смените вкладыш
Вернемся к нашей идее «мокрая лапша в соломинке». Вы хотите, чтобы ваша соломинка была настолько гостеприимной для вашей лапши, насколько вы можете ее приготовить. Для этого вы установили в горелку новый тефлоновый вкладыш по двум причинам. Во-первых, он более скользкий и менее устойчив к алюминию. Во-вторых, проталкивание алюминия через стальной вкладыш может привести к его загрязнению.
Держите соломинку как можно более прямой. Если вы думаете о тех сумасшедших фигурных соломинках, которые вы получили в детстве, нет никаких шансов, что мокрая лапша протолкнется через них, независимо от того, насколько они скользкие.
Вот почему очень важно, чтобы ваш фонарик оставался прямо, а также чтобы вы случайно не перегнули его в руках во время движения. Даже если вы этого не видите, лайнер в горелке сам удержит некоторые из этих небольших изгибов, даже если горелка не согнута.
Когда вы меняете лайнер, если бы вы вставляли стальной, вы бы отрезали все лишнее, что свисало с конца наконечника резака. Алюминий отличается (конечно). После того, как вы проденете тефлоновый вкладыш через горелку, ничего не отрезайте сзади, вы хотите сохранить излишки. Он войдет в новую направляющую трубку, которую вы собираетесь вставить в машину.
Замените направляющую трубку
Вы можете использовать плоскогубцы с длинными губками (или что-нибудь другое), чтобы снять эту стальную направляющую трубку.
Когда резак отключен от сети, вы можете дотянуться до отверстия в передней части машины, чтобы схватить его.Замените ее на направляющую трубку, изготовленную специально для алюминия (вам нужно будет обрезать ее по размеру, поэтому используйте стальную, которую вы удалили, для правильного измерения).
Излишки тефлоновой прокладки можно вставить в новую направляющую трубку при повторном подключении резака. Если ваш тефлоновый вкладыш выступает дальше трубы и над приводными роликами, то вы должны отрезать этот кусок. Вкладыш должен быть на одном уровне с направляющей трубкой.
Эта направляющая трубка и вкладыш предотвращают свободную вибрацию алюминиевой проволоки на расстоянии около 6 см между концом стальной направляющей трубки и началом вкладыша горелки, что является одной из основных причин застревания птиц.
Проверьте расходные материалы
Когда катушка установлена и проволока продета через приводные ролики (которые вы заменили на U-образные канавки), вы можете, удерживая нажатой кнопку горелки, протянуть ее.
Убедитесь, что сначала вы сняли сопло и контактный наконечник с горелки, потому что вы не хотите, чтобы проволока ударилась о них и застряла, так как это может привести к образованию птичьего гнезда в аппарате.
Имейте в виду, что подложка, ролики и контактный наконечник должны соответствовать размеру проволоки (например, для проволоки диаметром 1 мм требуются расходные материалы размером 1 мм). Несоответствие размеров также вызовет проблемы из-за мягкости алюминия.
Вот почему лучше всего использовать специальные расходные материалы для алюминия; они просверлены немного больше, чтобы учесть тот факт, что проволока набухает от тепла.
В большинстве случаев вы сможете провести провод насквозь свинец и наконечник без проблем. Это как только вы поместите свой наконечник и насадку обратно и попробуйте сварить с ним, что вы начинаете видеть проблемы.
Проверьте натяжение
Если ваша горелка стоит прямо, и вы подали проволоку без контактного наконечника, но попытка сварки не удалась, проверьте натяжение проволоки.
Стальная или нержавеющая проволока может иметь большее натяжение, чем алюминиевая, и слишком сильное напряжение может сплющить или деформировать проволоку. Будьте осторожны, чтобы не ослабить его слишком сильно, так как недостаточное натяжение означает, что драйверы будут просто вращаться, а не толкаться. (Получить все эти вещи правильно может быть немного жонглированием; метод проб и ошибок — основной способ найти то, что лучше всего подходит для вас.)
Теперь вы зафиксировали натяжение на проволоке, подали проволоку обратно через факел, там проблем нет. Вы готовы к сварке. Твои проволочные птичьи гнезда снова. Обычно это тот момент, когда люди начинают рвать на себе волосы, но есть еще одна вещь, которую вы можете проверить, чтобы попытаться решить проблему.
Натяжение контргайки золотника. Это (опять же) немного крутить ручку, пока вы не поймете, что это правильно. Слишком сильное давление на катушку означает, что водителям приходится прилагать дополнительные усилия, чтобы натянуть проволоку и заставить ее вращаться.
С другой стороны, недостаточное давление и проволока будет разматываться на катушке, и подача будет невозможна. Вы можете отрегулировать это давление, ослабив или затянув гайку, которая удерживает катушку на месте.
UNIMIG продает алюминиевый комплект, который содержит алюминиевый вкладыш, горловину пружина, приводной ролик, направляющая трубка и контактные наконечники. Вы можете получить все, что вы нужна стандартная горелка MIG в одном месте, все за один раз.
Если ваши провода снова загнездятся, и вы исчерпали все эти варианты, возможно, пришло время попробовать вместо этого пистолет с катушкой. Жизнь станет намного, намного проще если вы покупаете шпульный пистолет.
Пистолет для катушкиПистолет для катушки был разработан специально для сварки алюминия. Вместо подачи проволоки через длинный провод горелки, держатель катушки прикреплен к пистолет, уменьшая расстояние перемещения с 4 метров до примерно 30 см. Это также включает в себя небольшой привод для проволоки внутри, который пропускает проволоку.
150AMP Spool Gun PLSP150A Нет никаких
возиться с правильным лайнером или поправлять фонарик; Вы можете
зафиксируйте катушку и будьте готовы к работе уже через несколько минут.Настройка шпульного пистолета относительно проста, и большая часть процесса очень похожа на настройку стандартной горелки MIG.
Имейте в виду, что при отсоединении горелки MIG, если в нее уже загружена катушка из стали или нержавеющей стали, вам нужно будет разрезать ее за входной направляющей и зацепить в рулоне или приклеить скотчем. Затем вам нужно будет вытащить весь провод, который все еще находится в горелке.
После того, как вы сняли горелку MIG, вы можете присоединить шпулемет. Катушечные пистолеты UNIMIG имеют евроразъем, поэтому они подключаются к вашей машине так же, как и ваша горелка MIG.
Следующим шагом будет установка катушки с проволокой. Это, опять же, сделано красиво аналогично обычной горелке:
- Отвинтить гайку и снимите пластиковый кожух
- Разблокировка тормоз катушки
- Сдвиньте намотайте на вал
- Подайте первую часть проволоки через входную направляющую (находится внизу) и между ведущими роликами
- Нанести повторно тормоз катушки
- Поместите пластиковый кожух на место и снова закрутите гайку
Катушки предварительно нагружены роликами с U-образными канавками, но помните, что если вы измените толщину присадочной проволоки, вам, возможно, придется изменить эти ролики под стать.
Есть еще один шаг для пистолета с катушкой, и это обязательно щелкнуть переключатель на машине в положение «пистолет с катушкой». Теперь вы можете удерживать курок и протягивать провод.
Вам все равно придется снять сопло и контактный наконечник, чтобы проволока не зацепилась, но, по крайней мере, вам не придется ждать, пока она заполнит 4 метра горелки.
Несмотря на то, что установка такая же, для сварки алюминия с помощью шпульного пистолета требуется немного другая техника. Вам нужно будет увеличить скорость передвижения.
С увеличением скорости перемещения увеличивается скорость подачи проволоки, что означает повышение напряжения. Ваша подача проволоки и напряжение по-прежнему должны работать вместе.
Поскольку вы добавляете больше проволоки в сварной шов, чтобы получить надлежащий сварной шов, а не просто маленькие пятна на поверхности, вам нужно будет перемещаться по стыку быстрее, чем со сталью. Алюминий также невероятно хорошо поглощает тепло, что является еще одной причиной, по которой вам нужно ускорить темп.
Машины UNIMIG поставляются с инструкцией по настройке внутри дверцы, которая включает рекомендуемые настройки для алюминия. Неплохая идея начать с более низкого напряжения, чем рекомендуется (если рекомендовано 13 В, попробуйте 11 В), чтобы вы могли убедиться, что они правильные, а также чтобы вы могли увидеть, как выглядит слишком низкое напряжение.
Если у вас слишком низкое напряжение, на конце проволоки будут образовываться маленькие круглые шарики или шарики (потому что она не плавится должным образом) и они будут падать в сварной шов, а не выглядеть так, как будто она течет равномерно.
Пистолет-пулемет Советы по сварке алюминия методом MIG1. Используйте правильную технику
Одним из наиболее важных факторов для получения качественного сварного шва алюминия является угол. Алюминий всегда нужно толкать. (Все, что содержит газ, следует проталкивать.)
Если вы потянете (или перетащите) алюминиевый сварной шов, вы можете захватить загрязняющие вещества внутри сварочной ванны, что приведет к некачественному сварному шву.
Кроме того, вы не получите никакого проникновения, если потянете его.Однако, если вы нажмете, газообразный аргон может должным образом защитить расплавленную сварочную ванну и сохранить ее в чистоте.
Техника проталкивания2. Тщательно очистите металл
Сварка алюминия MIG, естественно, более грязный процесс, чем сварка TIG, и тонкий слой черной сажи на сварном шве является нормальным явлением, а также небольшое количество брызг, но слишком много сажи — это нормально. проблема.
Тщательная очистка алюминия и проверка его чистоты так же важны для MIG, как и для TIG.
3. Обеспечьте правильный поток газа
Одним из факторов, влияющих на степень черного сварного шва, является угол перемещения и газ. Как правило, для алюминия рекомендуется более высокий расход газа по сравнению со сталью. Если вы получаете много черной сажи, попробуйте сначала увеличить газ, направляя ружье под углом примерно от 5° до 10°.
Не переусердствуйте с газом, вы не сможете избавиться от всей сажи, какой бы высокой она ни была, а слишком много газа приведет к нестабильной дуге.
Кроме того, это расточительно.Если поток газа у вас достаточно большой, и вы толкаете, но все равно получаете сажу, проверьте, не загрязнен ли сам газ (да, такое может случиться) или нет ли мест в горелке, куда попадает кислород дюймов
4. Заполните концы
Когда вы закончите сварку алюминия, у вас часто остается кратер или «рыбий глаз» в конце. Это выглядит как круглая вмятина, и может вызвать некоторые проблемы, если она не заполнена.
Чтобы заполнить ее, когда вы дойдете до конца сварного шва, втяните горелку обратно в ванну и дайте ей пузыриться, прежде чем вы отпускаете курок.
Другой способ заполнить его — бросить несколько раз. Когда вы дойдете до конца сварного шва, отпустите курок на полсекунды, а затем быстро нажмите его, как если бы вы добавляли прихватки, на конец шва, чтобы заполнить его.
Если вы оставите кратер незаполненным, через некоторое время вы можете обнаружить, что сварной шов треснул. Это особенно верно для любой сварки прицепов или всего, что подвергается постоянной вибрации.
Кратер — самая слабая часть сварного шва, поэтому при слишком сильном давлении или постоянной вибрации он может треснуть. Трещина может распространиться по всему сварному шву, даже если остальная его часть была прочной.
Когда вы заканчиваете сварки, делаете ли вы прихватки или выполняете соединение, ваша алюминиевая проволока будет обычно образуют небольшой шар. Вам нужно будет отрезать это, прежде чем вы начнете следующий сварной шов.
Сварка алюминия MIG может быть сложной, и это не так хорошо выглядит как сварка TIG, но она намного быстрее, поэтому обычно предпочтительнее для многих производственной работы. Это также зависит от толщины материала. 2 мм толстый основной металл настолько тонкий, насколько это возможно с помощью MIG; любой тоньше и вам нужно TIG это.
Сварка алюминия ВИГ
Сварка алюминия ВИГ, возможно, сложнее, но есть больше вариантов игра с этим повлияет (и, вероятно, улучшит) сварной шов, чем с МИГ. Самостоятельная подача проволоки, безусловно, более медленный процесс, но с его помощью можно получить более тонкие и красивые сварные швы.
Как и для всех сварочных аппаратов TIG , первое, что вам нужно сделать, это выбрать и подготовить вольфрам.
Итак, какой вольфрам выбрать? Технически вы можете использовать любой вольфрам, который может работать на переменном токе (лантанированный, циркониевый, цериевый и редкоземельный). В зависимости от того, кого вы спросите, вы получите другой ответ, но мы рекомендуем Zirconiated из-за его стабильности дуги и характеристик переменного тока.
Направляющая для вольфрамаТеперь, когда вы выбрали вольфрам, вам нужно подготовить его к сварке. Раньше правило заключалось в том, что если вы свариваете алюминий, вам нужно скруглить наконечник вольфрама (в основном потому, что операторы использовали в основном чистый вольфрам).
Каждая машина раньше была трансформаторной, и это, в сочетании с чистым вольфрамом, означало бы, что для подготовки вольфрама вы держали его над куском меди (в переменном токе) при высокой силе тока, пока наконечник не сформировал шар .
В наши дни, благодаря усовершенствованным технологиям, аппараты TIG теперь почти всегда являются инверторными аппаратами, что означает, что вы можете подготовить вольфрам так же, как и для сварки стали, путем шлифовки его до точки.
Заостренный наконечник сделает дугу более сфокусированной, но при использовании переменного тока вольфрам все равно будет естественным образом сжиматься. Шар в этих случаях будет далеко не таким большим, как тот, который появился бы на чистом вольфраме, и, как правило, не очень сильно влияет на сварной шов.
Вы можете влиять на то, насколько сильно шарит ваш вольфрамовый наконечник, изменяя настройки усилителя и баланса переменного тока.
В отличие от MIG, сварка алюминия методом TIG всегда выполняется на переменном токе. Для этого есть одна основная причина: переменный ток счищает оксидный слой во время сварки. Но как это сделать?
Баланс переменного тока
Переменный ток означает переменный ток. Когда вы используете постоянный ток, вы можете выбрать, используете ли вы отрицательный или положительный ток.
В AC вы получаете и то, и другое. Он течет между негативом и позитивом в «цикле».Однако вы можете выбрать, сколько времени будет потрачено на позитив и сколько времени будет потрачено на негатив. Это ваш баланс переменного тока.
320 Управление последовательностью сварки ACDCПоложительный и отрицательный токи имеют свои собственные свойства, которые почему для некоторых сварных швов может потребоваться разное процентное соотношение положительного к отрицательному.
Положительная часть цикла переменного тока очищает металл, а отрицательная часть обеспечивает нагрев и проплавление сварного шва.
В общем, если вы предварительно очистили свой металл, соотношение 30% положительного к 70% отрицательному будет работать очень хорошо. Настройки различаются между машинами, но они должны либо говорить «баланс», «%», либо иметь изображение прямоугольной волны, что указывает на то, что вы можете отрегулировать баланс.
Увеличение вашего положительного процента увеличит очистку вашей заготовки.
Однако, чем больше вы убираете, тем меньше проникновения у вас будет. Вы почти никогда не захотите баланса 50/50, так как у вас не будет достаточно тепла, чтобы на самом деле создать сварочную ванну.Помимо того, что вам не хватает проникновения, повышение уровня уборки означает, что вы проводите больше времени в положительной части цикла переменного тока. Чем дольше вы проводите в плюсе, тем горячее становится ваш вольфрам.
Однако это тепло не передается металлу. Вместо этого он находится внутри вольфрама, в результате чего вольфрам сжимается, а затем полностью плавится. Если ваш вольфрам начнет плавиться, велика вероятность того, что его часть попадет в сварочную ванну, что загрязнит ее.
В UNIMIG каждый из наших специализированных сварочных аппаратов TIG оснащен возможностью регулировки баланса переменного тока (кроме сварочного аппарата Razor 200 DC TIG/Stick Welder, так как он не может работать на переменном токе).
При использовании любой из наших машин, настроенных на переменный или импульсный переменный ток, вы можете прокрутить с помощью ручки до настройки «Баланс переменного тока», которая имеет изображение прямоугольной волны.
Сварочные аппараты UNIMIG TIG являются частично синергетическими, поскольку после того, как вы запрограммируете размер вольфрамового электрода и силу тока, он автоматически выберет то, что, по его мнению, является наилучшей настройкой баланса для вашего сварного шва. Однако, если вы обнаружите, что не получаете достаточной очистки или проникновения, вы можете настроить его вручную.
Когда вы прокрутите до настройки, машина покажет 0, что и выбрала машина. Вы можете изменить это значение до +5 и вниз до -5, где отрицательные числа означают меньшую очистку (и большее проникновение), а положительные числа означают большую очистку (и меньшее проникновение).
Частота переменного тока
Баланс переменного тока — не единственная настройка, влияющая на сварку. частота вашего цикла также играет роль в том, как ваш сварной шов будет поворачиваться вне. В то время как ваш баланс определяет, сколько времени вы тратите на положительные и отрицательные токов за цикл, ваша частота будет определять, сколько циклов завершено в секунду.
Старые машины вообще не позволяют изменить это значение и обычно устанавливаются на стандартные 60 Гц в секунду. Однако, благодаря новым технологиям, теперь у вас есть возможность увеличить или уменьшить вашу частоту, а также.
Изменение частоты вверх и вниз изменит профиль сварки и звук, издаваемый машиной. Аппараты UNIMIG TIG имеют диапазон частот от 20 до 200, и его можно отрегулировать, прокрутив до настройки «AC Hertz».
Чем выше частота, тем больше циклов в секунду, что создает более тонкий и заметный вид сварного шва, поскольку дуга становится меньше и сфокусирована. Чем ниже частота, тем более плоским будет сварной шов.
Более высокая частота обычно рекомендуется для более тонких металлов, так как дуга более плотная, поэтому вы можете быть более точными в тонких соединениях (например, во внешних углах).
Чем выше частота, тем выше шаг сварного шва, поэтому, если вы целый день свариваете на частоте 200 Гц, инвестиции в беруши спасут вам жизнь.
Насадки для сварки алюминия методом TIGФактический процесс сварки алюминия методом TIG практически не отличается как сварка TIG стали или нержавеющей стали. Запустите дугу, сформируйте сварочную ванну и подайте ваш наполнительный стержень. Однако есть некоторые вещи, которые отличаются.
1. Приобретите ножную педаль
Возможность управления усилителем очень полезна для качественной сварки алюминия. Несмотря на то, что вы можете запрограммировать начальный ток, ток нарастания, пиковый ток, спад и конечный ток, использование педали, вероятно, является самым простым способом сварки алюминия.
Возможно, вам придется изменять силу тока в середине сварного шва, что на самом деле невозможно с помощью простой горелки. Алюминий быстро нагревается, поэтому уменьшение пиковых токов на середине сварного шва может помочь с искажениями и проплавлением на другую сторону.
Ножная педаль означает, что вы можете медленнее ослаблять давление в конце сварки и постепенно охлаждать металл.
Ножная педаль управления Это, а также последующий поток, имеет решающее значение для предотвращения растрескивания сварного шва из-за «горячей короткой» алюминия. Педаль также позволяет начинать с более низкой температуры и дольше очищать начало сварного шва.2. Убедитесь, что очистка происходит
Вы можете увидеть, как происходит очистка, когда вы начинаете сварку, так как верхний оксидный слой выглядит почти как снег, тающий с земли, когда металл нагревается.
Эта очистка продолжается по всей длине сварного шва, поэтому, когда вы закончите, вы обнаружите, что вокруг сварного шва будет внешний край белого цвета. Этот морозный вид — это оксидный слой, который был удален с вашего сварного шва с помощью переменного тока.
Это хороший знак, который становится шире или уже в зависимости от вашего баланса переменного тока. Его можно без проблем очистить в конце сварного шва проволочной щеткой.
3. Дайте образоваться сварочной ванне
Прежде чем приступить к добавлению присадочного металла, вам нужно будет дождаться, пока сварочная ванна полностью сформируется и у вас появится блестящая ванна.
Из-за действия по очистке, которое происходит в начале, это может занять некоторое время. Дайте вашему сварному шву несколько секунд, чтобы образовалась надлежащая лужа, прежде чем вы начнете наносить наполнитель.4. Наблюдайте за жарой
Как и при сварке MIG, вам, как правило, придется перемещаться по стыку быстрее, чем при сварке стали. Если ваш металл становится слишком горячим, а у вас есть ножная педаль, вы можете немного снизить мощность усилителя, чтобы уменьшить нагрев.
В противном случае вы можете добавить больше наполнителя или чаще наносить мазки, чтобы сварной шов оставался холодным. Более холодный наполнитель помогает снизить общую температуру.
5. Прочная, не жесткая отделка
После того, как вы дойдете до конца сварки, а также ослабите усилители медленно, чтобы предотвратить растрескивание, вы также можете добавить немного дополнительного наполнителя, чтобы заполнить кратер, который в противном случае образовался бы. Если вы используете фонарик, установите конечные усилители ниже рекомендуемого пика; вам не нужно держать свое усилители на полную мощность на краю вашего металла.
Уменьшить дугу — слишком сильно Уменьшить дугу — снизить силу токаУстранение неполадок при сварке алюминия
Ваш металл чистый?
Одним из основных факторов, влияющих на сварку, является степень очистки заготовка есть. Это, вероятно, самый важный шаг, и большинство проблем можно решить. решается более тщательной чисткой.
Такие явления, как чрезмерное количество черной сажи (при сварке MIG), пористость, черный цвет поплавки, перчинка в сварном шве и «кожица» (подумайте о слое, который образуется на упущенный томатный суп) обычно можно исправить, вернувшись к шаг первый и дать металлу хорошую чистоту.
Проверьте свой газ
Если у вас появляется толстое кольцо черной сажи вокруг сварного шва при сварке MIG, а ваш алюминий настолько чист, насколько вы можете его получить, то, скорее всего, это проблема с газом.
Прежде всего проверьте, используете ли вы правильный газ. Вы должны использовать чистый аргон. Попробуйте увеличить скорость потока на газовом баллоне и посмотрите, поможет ли это, так как вы можете не получить достаточного покрытия.
Если это не поможет, возможно, ваш газ загрязнен или произошла утечка. Если это загрязненный газ, вам понадобится совершенно новый баллон. Если ваш газовый шланг негерметичен, вам необходимо его заменить.
Маловероятно, что вы полностью избавитесь от копоти, но тонкое кольцо обычно означает, что газ очищает загрязняющие вещества и выдувает их из сварного шва, так что фактическое соединение будет в порядке.
Поддерживайте контактные насадки
Пока мы говорим о типичных проблемах, возникающих при сварке MIG, давайте поговорим о контактных насадках. Независимо от того, используете ли вы стандартную горелку или шпульный пистолет, вам следует ознакомиться с несколькими контактными советами.
Поскольку алюминий быстрее поглощает тепло, и вам нужно быстрее двигаться вдоль сварного шва, вам нужно увеличить скорость подачи проволоки, чтобы соответствовать. Проблема в том, что если у вас недостаточно скорости проволоки или слишком высокое напряжение, присадочная проволока сгорает.
Это называется прожогом, и это то, насколько проволока уходит, когда вы прекращаете сварку. Если ваша проволока снова пригорает к контактному наконечнику, она может испортить его, и вам придется заменить его, чтобы продолжить сварку.
Заполните концы
Независимо от того, используете ли вы сварку MIG или TIG, «рыбьи глаза» в кратере на конце шов не хороший. В обоих случаях вы хотите добавить больше присадочной проволоки, чтобы заполнить в кратере. Вы также должны оставить горелку над сварным швом, чтобы он остается защищенным вашим газом, пока он полностью не остынет, чтобы предотвратить растрескивание после.
Какой толщины основной металл?
Толщина основного металла также будет играть роль в качестве сварного шва.
Если она слишком толстая и вы используете сварку MIG, велика вероятность того, что ваша присадочная проволока теперь находится поверх соединения, а не внутри него.
Если вы используете сварку TIG, вы, возможно, не сможете даже запустить сварочную ванну, потому что горелка не может нагреть металл в достаточной степени.
Убедитесь, что у вас есть машина, мощность которой соответствует толщине вашего материала. Вы также можете попробовать предварительный нагрев (подробнее об этом позже), но это не всегда гарантирует работу.
Еще один трюк, который вы можете попробовать, это использовать смесь аргона и гелия. Обычно рекомендуется использовать чистый аргон, но добавление гелия к вашему газу даст вам больше тепла, если вам нужно немного больше проникновения. Это как превратить вашу машину на 200 ампер в машину на 250 ампер.
Выбор вольфрама
Есть ряд проблем, которые могут возникнуть при сварке методом TIG. специфический.
Использование неподходящего размера вольфрама является относительно распространенным явлением, так как обычно для алюминия требуется увеличить размер вольфрама по сравнению со сталью.
Например, предположим, что у вас есть аппарат, рассчитанный на ток до 120 ампер, и вы свариваете сталь на постоянном токе. Вы можете поставить 1,6-миллиметровый вольфрам в свою горелку и увеличить силу тока до 120, и это нормально; ваш вольфрам может справиться с этим без проблем (хотя 120 А обычно максимум для вольфрама 1,6 мм).
Однако, если бы вы использовали тот же вольфрам на 120 ампер переменного тока, это была бы совсем другая история. Поскольку ток течет в двух направлениях, а не только в одном, вольфраму гораздо труднее справиться с ним.
Ваш вольфрам начнет слипаться, плавиться, расщепляться и так далее. Он сломается. Технически, вы все еще можете сваривать им в этом состоянии, но ваша дуга будет очень неустойчивой, и есть большая вероятность, что кончик вашего вольфрама попадет в сварочную ванну, загрязняя ее.
Однако есть очень простое решение этой проблемы, и это переход на вольфрам следующего размера. Если 1,6 мм не выдерживает, возьмите вместо этого 2,4 мм.
Не используйте баланс 50/50
Следующее, что может пойти не так, это ваши настройки, особенно баланс переменного тока. Звук 50/50 от очистки до проникновения кажется оптимальным. Лучшее из обоих миров, верно? Неправильный.
Слишком много времени на очистку цикла переменного тока может серьезно повредить сварной шов и в большинстве случаев даже сделать его более грязным.
Загрязнения, которые он пытается удалить, часто застревают на поверхности сварного шва, и в итоге вы получаете эффект перца.Слишком большой положительный ток в переменном токе также делает ваш вольфрамовый шарик очень быстрым, поэтому вы можете обнаружить, что ваша дуга начинает блуждать на полпути вдоль соединения. Это потому, что ваша хорошая острая точка (с которой вы начали на инверторной машине) теперь превратилась в толстый круг, который не концентрирует вашу дугу. Уменьшите очистку, добавьте еще немного проникновения, и все будет хорошо.
Загрязнение вольфрамом
Как и при обычной сварке TIG, загрязнение вольфрамом — еще одна вещь, которая может повлиять на сварной шов.
Когда во время сварки стали на вольфрам попадает присадочный металл, это может быть довольно очевидно; дуга начинает разбрызгиваться и становится нестабильной. То же самое касается алюминия.
Как только алюминий оказывается там, дуга начинает блуждать. Некоторыми из распространенных симптомов загрязнения вольфрамом являются шаровидные образования (ваш наполнитель сидит поверх металла, а не сплавляется с ним), черная сажа, блуждающая дуга или ваша лужа не течет.
К сожалению, если ваш вольфрам загрязнится, вы не сможете просто его отшлифовать, потому что алюминий очень хорошо маскирует вольфрам, и даже если он выглядит чистым, это может быть не так.
Вместо этого вам нужно отломить конец. Для этого можно отломать его об острый край, а можно отрезать болгаркой. Вам нужно будет сломать его одним быстрым движением, так как вольфрам имеет тенденцию раскалываться, если вы ломаете его медленно.
После того, как загрязненный наконечник будет удален, вы можете снова придать ему форму и начать заново.
ХранениеАлюминий необходимо хранить правильно, так как он может загрязниться, если нет, что повлияет на качество сварки.
Лучше всего разместить его в сухом, чистом месте, желательно в постоянная комнатная температура. Если алюминий хранится в холодном месте, а затем перемещается в помещение с комнатной температурой или в более теплое место, это может привести к образованию конденсата на металл.