Электроды для сварки нержавейки маркировка
https://vtmstol.ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали.

- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
- Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
 Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
- ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
 Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30. Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
- ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63. 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
 Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
- Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
 Материал становится более хрупким.
Материал становится более хрупким.Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 9, Средняя: 3
Может быть интересно
Все статьиЭлектроды для сварки нержавейки: обзор марок, особенности, преимущества
Нержавейка остается востребованным материалом на рынке из-за нулевой коррозии. Сталь не взаимодействует с влагой, поэтому отлично зарекомендовала себя при эксплуатации. Нержавейка выглядит эстетично, поэтому даже без обработки материал выглядит отлично. В процессе сварки нержавейки лучше использовать специальные электроды для создания ровного и надежного шва. Существуют технологии и ключевые особенности сварки электродами, которых важно придерживаться в ходе рабочего процесса.
Сталь не взаимодействует с влагой, поэтому отлично зарекомендовала себя при эксплуатации. Нержавейка выглядит эстетично, поэтому даже без обработки материал выглядит отлично. В процессе сварки нержавейки лучше использовать специальные электроды для создания ровного и надежного шва. Существуют технологии и ключевые особенности сварки электродами, которых важно придерживаться в ходе рабочего процесса.
В промышленности нержавейка остается популярной и за счет прочности, ударной вязкости. В сравнении с мягкой сталью, в ходе сварки могут быть проблемы. Если вы начинающий сварщик, важно учитывать базовые требования. В цене нержавейка может быть в 3-5 раз дороже мягкой стали.
Выбор правильного процесса сварки является ключевым.
Особенности сварки нержавейки электродами и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при чрезвычайно высоких и низких рабочих температурах. Именно поэтому она актуальна в промышленной сфере. Ее используют и для изготовления медицинского оборудования, в пищевой индустрии.
Обычная нержавейка бывает хромоникелевой или прямого хрома. Их главное отличие – коэффициенты линейного расширения. Так, прямая хромовая нержавеющая сталь имеет низкие коэффициенты. Это показатель определяет расширение и сжатие материала при перепадах температур и давлении. Прямые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. В сравнении с углеродистой сталью, как хром, так и хромоникелевые сплавы имеют высокое электрическое сопротивление и низкую теплопроводность.
Применение нержавеющих материалов позволяет улучшать свойства продукции и выводить ее на новый уровень, делая более конкурентоспособной. Нержавейка – более дорогостоящий материал, поскольку:
- содержание сплава в нержавеющей стали улучшает его теплоизоляционные свойства, поэтому он отличается от углеродистой стали. Тепло от дуги не так легко распределяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, ожогу и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подвод тепла.
- нержавеющая сталь подвержена обесцвечиванию. Такое обесцвечивание, известное как засорение, указывает на то, что часть хрома была извлечена из материала, что делает его более подверженным к коррозии. Если этот момент упустить, существует вероятность переделки работы. Плюс ко всему нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже углеродистой стали.

Электроды по нержавейке: технологии сварки
Существует несколько способов сварки нержавеющей стали, которые используют для создания прочных швов. Рассмотрим наиболее популярные методы для оценки их производительности, преимуществ и недостатков:
- дуговая или порошковой проволокой. Чтобы достичь желаемого результата, даже если у вас нет опыта в сварке нержавейки, лучше использовать современное оборудование с возможностью настройки параметров;
- сплошной проволокой. Достаточно иметь базовое представление о сварке. Подойдет импульсный или распылительный режимы сварки. Сплошная проволока стоит дешевле аналогичных вариантов. Здесь расходы направлены на защитный газ. Он предназначен для снижения разбрызгивания;
- дуговая сварка с флюсовой сердцевиной считается более производительной. Недостатком технологии считается сильное разбрызгивание и образование шлака. Следовательно, вам придется больше времени и сил уделить очистке. Присадочные материалы более дорогостоящие из-за флюсовых элементов;
- дуговая сварка с металлическим сердечником обеспечивает высокую скорость, снижая уровень нагрева сварочного шва. В этом случае легче предотвратить деформацию материала при сварке нержавейки. Хотя сварка с металлическим сердечником производит меньше брызг, она будет дороже своих аналогов. В этом случае нужно просчитать производительность и объемы производства;
- вольфрамовая дуговая сварка образовывает очень мало брызг. Несмотря на доступную стоимость, технология требует навыков. Минус технологии – низкая производительность. Для сварки используют защитный аргоновый газ. Удается создать аккуратный сварочный шов.
 Присадочные материалы более дорогостоящие из-за флюсовых элементов;
Присадочные материалы более дорогостоящие из-за флюсовых элементов;
При выборе технологии сварки ориентируются на ее стоимость и требующие знания. Опытные сварщики знают, что практически не существует понятия идеальной сварки. В ходе работы главное правильно расставить приоритеты: насколько важна эстетичность созданного шва, его прочность, затраты на производства и другие факторы.
Марки электродов по нержавейке
Помимо особенностей технологии важно понимать, какие электроды стоит использовать. Рассмотрим популярные марки электродов с рутиловым покрытием:
- марки ОК 63.30 обеспечивает небольшую разбрызгиваемость, поэтому вам не придется убирать образовавшийся шлак. Предназначен для сварки постоянной дугой. В результате удается выполнить аккуратный и прочный шов, что делает электрод популярным на рынке. Чтобы избежать растекания шлака при сварке нержавейки, лучше варить в нижнем положении;
- марки ОК 63.41 подходит для организации большого производства. Поскольку в обмазке содержится металлический порошок, увеличивается степень наплавки. Удобно использовать, поскольку покрытие не нагревается. В результате получаются удлиненные стержни. Преимущественно варят рутиловым электродом в нижнем положении. Несмотря на изобилие электродов разных диаметров, сварщики предпочитают проводники от 3 мм и больше в диаметре;
- марки ОК 61. 35 – с основным покрытием. После него тяжелее убирать шлак, но работать можно в любом положении;
- марки ОК 67.72 предназначены для сварки разнородной стали с нержавейкой. Например, вы сможете сварить мягкую сталь и нержавеющую. Это вид синтетических электродов, которые выпускают длиной до 70 см. Лучше всего электроды для нержавейки подходят для гравитационной сварки;
- ОК 63.34 отлично подходят для сварки тонкого и толстого металла, на постоянном и переменном токе. Они подходят для сварки на спуск. Если вас интересует другое положение, тогда лучше выбрать рутиловые стержни;
- марки ОК 63.20 имеют специальное покрытие, благодаря которому электроды для сварки подходят для точечной сварки. Чаще всего используют для сварки труб и тонких металлических листов.
 35 – с основным покрытием. После него тяжелее убирать шлак, но работать можно в любом положении;
35 – с основным покрытием. После него тяжелее убирать шлак, но работать можно в любом положении;
При выборе марок электродов для сварки на упаковке производитель должен указать важную информацию (или смотрите маркировку), включая полярность, особенности тока, напряжение холостого хода, покрытие и другие характеристики. Исходя из этого, вы поймете, какими электродами можно достигнуть результата.
Исходя из этого, вы поймете, какими электродами можно достигнуть результата.
Советы профессионалов по сварке нержавейки электродами
Если вы решили изучить технологию сварки электродами по нержавейке, перед вами стоит трудоемкая задача. Это технологически сложный процесс, требующий определенных навыков и знаний. Профессиональные сварщики советуют придерживаться следующих советов:
- температура нагрева не должна превышать 500 градусов. При более высоких температурах снижается прочность соединения на молекулярном уровне. При перегреве не исключено образование дыр;
- заготовки предварительно прогревают до 1200 градусов. Затем стоит выдержать время, чтоб поверхность остыла естественным образом. Нагрев нужен непосредственно перед процессом сварки, заранее этого делать не стоит;
- шов электродами нужно делать быстро, чтобы не допускать перегрева поверхности. Для этого у вас должен быть подходящий сварочный аппарат;
- если нужно сделать многослойный шов электродами, после каждого этапа выдерживайте время для охлаждения. Перед следующей сваркой поверхность должна остудиться до 100 градусов;
- придерживайтесь инструкции от изготовителя электрода для соблюдения всех требований использования электродов.
 Перед следующей сваркой поверхность должна остудиться до 100 градусов;
Перед следующей сваркой поверхность должна остудиться до 100 градусов;Как варить тонкую нержавейку?
При сварке тонких листов важно придерживаться ряда правил, поскольку существуют определенные сложности процесса. Профессионалы советуют:
- контролировать температурный режим, поскольку перегрев приводит к деформации листов. Также есть риски прогорания и образования дыр;
- регулировать дугу. Она должна быть постоянной, поскольку в противном случае при отрыве она гаснет;
- важно правильно подобрать хороший диаметр электродов в зависимости от толщины материала.
Важно понимать, что каждый производитель устанавливает индивидуальные требования к использованию расходников. Информация содержится в маркировке. Перед использованием электродов изучите особенности бренда, их технические характеристики и особенности применения. Даже если вы раньше не сталкивались со сваркой электродами, научиться этому можно. Попробуйте свои силы на черновых материалах, а затем переходите к созданию прочных и аккуратных швов.
Даже если вы раньше не сталкивались со сваркой электродами, научиться этому можно. Попробуйте свои силы на черновых материалах, а затем переходите к созданию прочных и аккуратных швов.
Электроды по нержавейке | Статьи «Центр Метиз»
- Особенности коррозионностойких сталей
- Требования к электродам и технологии сварки
- Каким током варят нержавейку
- Электроды по нержавейке для инвертора
- Сварка нержавейки переменным током
Нержавеющие стали – сплавы железа (углерода) с высокой долей в составе легирующих элементов – молибдена, никеля, хрома и других. Это обуславливает их специальные свойства и применяемость в тех или иных отраслях, оборудовании и средах. Это и есть их принципиальное отличие от углеродистых и низколегированных сталей. Для сварки деталей из таких сталей подходят специальные электроды по нержавейке.
Особенности коррозионностойких сталей
Нержавеющие стали обладают высокой стойкостью к коррозии, кроме того, многие ее сорта являются кислото- и жаростойкими, жаропрочными. При всех этих преимуществах они имеют одну особенность: сварка осуществляется только специальными электродами, соответствующими по химическому составу. Это обусловлено тремя основными причинами.
При всех этих преимуществах они имеют одну особенность: сварка осуществляется только специальными электродами, соответствующими по химическому составу. Это обусловлено тремя основными причинами.
Во-первых, низкой теплопроводностью – на 50% ниже чем у сталей углеродистых. Вследствие этого проплавление свариваемых деталей происходит достаточно быстро. Поэтому сварка всегда выполняется на пониженных токах.
Во-вторых, коэффициент расширения у таких сплавов очень высокий. При значительной температуре сварки металл существенно растягивается, а при остывании наблюдается эффект стягивания. Если наплавляемый металл не обладает таким же коэффициентом расширения, что и основной, в зоне шва появляются микротрещины. Поэтому сварка всегда выполняется с зазором между деталями, а химический состав наплавляемого металла должен соответствовать составу основного.
Третья причина – высокая температура сварки. При t более 500 °C металл начинает вскипать, из-за чего в шве образуются поры и межкристаллитные трещины. Поэтому до выполнения работ необходимо тщательно отрегулировать силу тока и другие параметры сварки, а детали из некоторых сплавов требуют принудительного охлаждения.
Все перечисленные проблемы позволяют решить специально разработанные электроды для сварки нержавейки.
Требования к электродам и технологии сварки
Как правило, электроды для работ с нержавейкой имеют основное (реже – рутил-основное или рутиловое) покрытие. В составе стержней содержится значительная доля легирующих элементов, в частности, хрома, никеля, молибдена или марганца – их соотношение варьируется в зависимости от сорта и марки нержавеющей стали (высокомарганцовистые, хромоникелевые, хромоникелемолибденовые и другие).
Расходный материал должен обеспечивать хороший поджиг, устойчивое горение дуги и равномерное расплавление металла. Существует и ряд технологических требований, которые должны соблюдаться при сварке.
- Варить необходимо только по тщательно очищенной поверхности.
- Для нормальной усадки металла шва обязательно наличие зазора между свариваемыми деталями.
- Температура в зоне сварочной ванны не должна превышать 500 °C.
- Для сварки деталей необходимо использовать пониженные (примерно на 20% в сравнении с углеродистыми сталями) токи. Это обеспечивает более медленный прогрев металла деталей и исключает преждевременное разрушение покрытия электрода из-за перегрева.
- Толстостенные изделия требуют предварительного подогрева зоны соединения горелкой до 150 °C.
- При работе с хромистыми сталями участок шва требует немедленного охлаждения после сварочных работ, для чего должна быть предварительно подготовлена охлаждающая жидкость.
Перед работами обязательна прокалка электродов при определенной температуре (указывается на упаковке производителя).
Каким током варят нержавейку
Для выполнения работ может быть использован как постоянный ток обратной полярности, так и переменный. Ключевое преимущество первого варианта – возможность установки на инверторе максимально точных параметров сварки. Его же условный минус – сравнительно высокая цена инверторного аппарата. Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным.
Его же условный минус – сравнительно высокая цена инверторного аппарата. Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным.
Электроды по нержавейке для инвертора
Инверторы позволяют задать точные значения силы тока, которые производитель указывает на упаковке той или иной марки электродов. Постоянный ток обратной полярности следует предпочесть переменному, если необходимо сварить тонкостенные изделия. Для инверторной сварки используются только электроды с основным покрытием.
Для соединения деталей из хромоникелевых сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Б и т. д.) широко применяются электроды МЭЗ ЦЛ-11 – одна из самых универсальных марок для нержавейки. Они обеспечивают отличное качества шва, к металлу которого предъявляются повышенные требования по стойкости к межкристаллитной коррозии. Электродами можно варить во всех пространственных положениях, t сварки 450 °C.
Стали для пищевых производств (хромоникелемолибденовые) часто варят электродами марки МЭЗ НЖ-13. Температура эксплуатации таких конструкций – до 350 °C, к прочности шва предъявляются повышенные требования. Для электродов характерен высокий коэффициент наплавки – 13,0 г/А·ч.
Для сварки высокомарганцовистых сталей, а также соединения деталей из них и аустенитных хромоникелевых сталей с деталями из низкоуглеродистых сталей широко используют электроды НИИ-48Г. Жаростойкость металла получаемого шва – до 800 °C. Рекомендуемая толщина свариваемых элементов – до 12 мм.
Инверторы используются и при работе с электропроводниками марки ОЗЛ-17У. С их помощью создаются конструкции, эксплуатируемые на химических предприятиях и стойкие к воздействию высокоагрессивных рабочих сред.
Сварка нержавейки переменным током
Варить детали из высоколегированных сталей можно и при переменном значении тока. Для этого чаще используются электроды с рутиловым покрытием (реже – с основным), которые могут варить и на постоянном токе. В ряду марок:
В ряду марок:
- ОЗЛ-14 – используются в работе с хромоникелевыми сталями, к металлу шва не предъявляются повышенные требования по стойкости к межкристаллитной коррозии. Имеют рутиловую обмазку.
- ЦТ-50 с рутил-целлюлозным покрытием. Предназначены для производства конструкций, работающих в агрессивных окислительных средах, обеспечивают высокую стойкость шва к МКК.
- Н-48 (покрытие – основное). Ими варят стали, эксплуатируемые при температуре до 300 °C в условиях агрессивных неокислительных сред.
- ЛЭЗ-8 (рутиловая обмазка). Используются для работ с хромоникелевыми сталями, к сварному шву не предъявляются жесткие требования по стойкости к кристаллизационным трещинам.
- АНВ-36 (основное покрытие) – ими выполняют сварку конструкций, работающих при температуре до 500 °C.
Среди наиболее популярных зарубежных марок, отлично зарекомендовавших себя при работе с нержавейкой, следует назвать электроды ESAB с основным (ОК 61. 25, ОК 61.35) и кисло-рутиловым (ОК 61.20, ОК 61.30, ОК 61.50) покрытием.
25, ОК 61.35) и кисло-рутиловым (ОК 61.20, ОК 61.30, ОК 61.50) покрытием.
Сварочные электроды по нержавейке широко представлены в каталоге компании «Центр Метиз». Здесь вы найдете все известные марки для работы с высоколегированными сталями разных сортов и назначения. Продукция поставляется напрямую от ведущих российских производителей и имеет все необходимые сертификаты.
Электроды по нержавейке ОК-61.30 ESAB d=3,2мм, (4,1 кг)
Панфиловцев, 86, Тюмень
Круглосуточно
В наличии 8 уп
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 5 уп
50 лет Октября, 109б, Тюмень (склад)
6:00 — 20:00
В наличии 4 уп
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 4 уп
Домостроителей, 32, Тюмень
7:00 — 21:00
В наличии 4 уп
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 4 уп
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 4 уп
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 3 уп
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
В наличии 3 уп
Ставропольская, 120 к2, Тюмень
Круглосуточно
В наличии 3 уп
Дамбовская, 10 ст19, Тюмень
Круглосуточно
В наличии 3 уп
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
В наличии 2 уп
Трактовая, 15, с. Ембаево
Ембаево
8:00 — 21:03
В наличии 2 уп
Газовиков, 65, Тюмень
8:00 — 21:03
В наличии 1 уп
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 1 уп
Пермякова, 83 к2, Тюмень
8:00 — 21:03
В наличии 1 уп
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
В наличии 1 уп
Республики, 252к, Тюмень
7:00 — 0:00
В наличии 1 уп
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
Привезем завтра при заказе сегодня
Профсоюзная, 63, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Монтажников, 57, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
Привезем завтра при заказе сегодня
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
Привезем завтра при заказе сегодня
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Широтная, 100 к5, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Константина Посьета, 16, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Салманова, 12, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
50 лет Октября, 57в, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Строителей, 6б, с. Червишево
Червишево
8:00 — 21:03
Привезем завтра при заказе сегодня
Олимпийская , 31, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
Привезем завтра при заказе сегодня
Авторемонтная, 49, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Минская, 11, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Тульская, 7, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
2-я Дачная, 80, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Ямская, 92, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Магистральная, 14, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Ватутина, 12/1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Московский тракт, 125б, с. Успенка
Успенка
8:00 — 21:03
Привезем завтра при заказе сегодня
Щербакова, 172, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Губернская, 42, мкр. Комарово
8:00 — 21:03
Привезем завтра при заказе сегодня
Максима Горького, 31, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Федюнинского, 60, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Полевая, 109, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Широтная, 193, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Малыгина, 57, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Согласия, 4, д. Субботина
8:00 — 21:03
Привезем завтра при заказе сегодня
Республики, 204 к4, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Щербакова, 99а, Тюмень
Круглосуточно
Привезем завтра при заказе сегодня
Первооткрывателей, 14, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Сеченова, 161в, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Федорова, 12 к4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Моторостроителей, 5, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Самарцева, 3, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Холодильная, 120а, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Титова, 5, п. Богандинский
Богандинский
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Интернациональная, 117, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
Привезем 24 сентября при заказе сегодня
Переходные электроды для сварки нержавейки и черного металла
Главная » Статьи » Переходные электроды для сварки нержавейки и черного металла
Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
 То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
Чтобы ее провести, можно использовать:
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которых можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.

Становится понятным, что приварить нержавейку к обычной стали, это достаточно ответственный процесс. Не зная тонкостей сварочной технологии, не зная правил выбора расходных материалов, сделать стальной стык качественным не получится. Самое главное, как показывает практика, это поймать ту середину, когда расплавленная нержавейка не стала сильной текучей. А при этом черный металл не остался твердым.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Можно ли сварить черный металл и нержавейку?
Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
 Такие участки будут самыми слабыми,
Такие участки будут самыми слабыми,Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки
В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т.к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая
Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
svarkaed.ru
Сварка нержавейки с черным металлом
Сварка нержавейки с изделиями из черного металла является весьма проблематичной, потому что сама по себе нержавеющая сталь является материалом, сваривать который очень сложно. Бывает, что не получается соединить одноплановые изделия, выполненные из нержавейки.
Сварочные работы, связанные с необходимостью сварить черный металл и нержавейку, могут выполняться только очень опытным сварщиком. Дело в том, что такой материал, как нержавеющая сталь, обладает очень высокой текучестью по сравнению с обыкновенным металлом, кроме того, они имеют различную температуру плавления.
Возможность сваривать такие изделия появляется только при наличии специального оборудования, правильной его настройки, грамотного подхода к выбору расходных материалов. Например, присадочная проволока берется только из нержавеющей стали, куда должен быть добавлен никель и марганец. Если этих элементов не будет, то качество сварного соединения будет значительно ниже. В процессе проведения работ, стараются выполнять шов на наибольшей глубине, чтобы сваренные разнородные изделия обменивались частицами по всей своей толщине.
Например, присадочная проволока берется только из нержавеющей стали, куда должен быть добавлен никель и марганец. Если этих элементов не будет, то качество сварного соединения будет значительно ниже. В процессе проведения работ, стараются выполнять шов на наибольшей глубине, чтобы сваренные разнородные изделия обменивались частицами по всей своей толщине.
Можно ли сваривать сталь с нержавейкой?
Сварка нержавейки и черного металла в условиях промышленного производства с соблюдением всех технологических особенностей не представляет собой нечто особо сложное. Стоит отметить, что с физической точки зрения подобный процесс является вполне выполнимым.
В условиях домашней сварки это сделать тоже весьма реально, тем более что в этом случае наиболее серьезных требований к качеству сварного соединения не предъявляют. Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
 com/embed/jC1Vn4lYJsg?feature=oembed&wmode=opaque»>
com/embed/jC1Vn4lYJsg?feature=oembed&wmode=opaque»> Какую технологию использовать?
Черные и нержавеющие детали проще всего соединять друг с другом при помощи специальных электродов и электрической сварки. Осуществляется это довольно быстро, не требует привлечения каких-то дополнительных средств, однако, качество шва оставляет желать лучшего. Это связано с тем, что под воздействием высоких температур нержавейка становится очень жидкой, а сталь продолжает сохранять вязкость.
Сделать потолочный или вертикальный шов в данном случае практически невозможно, так как расплавленный материал будет попросту стекать вниз. Для проведения работ берут только качественные электроды из нержавейки, которые должны иметь соответствующую обмазку.
В случае с газовой сваркой придется применять флюс, который позволит примерно уравнять текучесть стали и нержавейки. Эта технология значительно сложнее в плане проведения подготовительных работ, нужно будет соблюдать определенные правила техники безопасности, касающиеся использования газовых баллонов.
Сварка нержавейки с черными металлами зачастую производится в аргоновой среде. Данный метод принято считать наиболее надежный, так как он позволяет получить сварное соединение самого высокого качества. Покрытия проволоки здесь может и не быть, так как газовая среда из аргона будет надежно предохранять сварную ванну от попадания воздуха. Однако сама по себе данная технология очень сложная и стоит дорого, поэтому пользоваться ей для подобных целей далеко не всегда имеет смысл.
Технология работ
Перед тем как приступить к свариванию нержавейки и черной стали, нужно правильно подготовить не только сами изделия, но и все необходимое оборудование. Участки деталей, поблизости от которых должен будет формироваться шов, очищают от оксидной пленки с помощью металлической щетки угловой шлифовальной машинки. На стальной заготовке не должно быть следов коррозионных процессов.
Движения должны быть уверенными и очень точными. Это связано с тем, что сталь будет расплавляться значительно медленнее по сравнению с нержавейкой. Следует стараться как можно больше захватить черного металла, чтобы изделия хорошенько проникли друг в друга на молекулярном уровне.
Это связано с тем, что сталь будет расплавляться значительно медленнее по сравнению с нержавейкой. Следует стараться как можно больше захватить черного металла, чтобы изделия хорошенько проникли друг в друга на молекулярном уровне.
Примерно то же самое производится в процессе изготовления шва при помощи газовой сварки, однако все здесь будет происходить значительно медленнее. Шов делают как можно шире и максимально глубоким, чтобы на участке его формирования материал получился наиболее однородным. После того как работы будут завершены, дают изделию полностью остыть.
Как проконтролировать качество соединения?
Когда сварное соединение достигнет приемлемой температуры (хотя бы 40 градусов), приступают к контролированию его прочности и ряда других параметров. Сделать это можно следующим образом:
- При помощи керосина, принцип действия которого базируется на капиллярном проникновении через кристаллическую решетку стали;
- Аммиаком: тут контроль основывается на принципе окрашивания индикаторов при его непосредственном воздействии;
- Гидравлические методы, которые позволяют не только получить сведения относительно надежности шва, но и проверить, насколько прочным он получился.
Если соединение заведомо довольно слабое, то используют разрушающие методы контроля.
Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Сергей Одинцов
electrod.biz
Электроды для сварки нержавейки
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
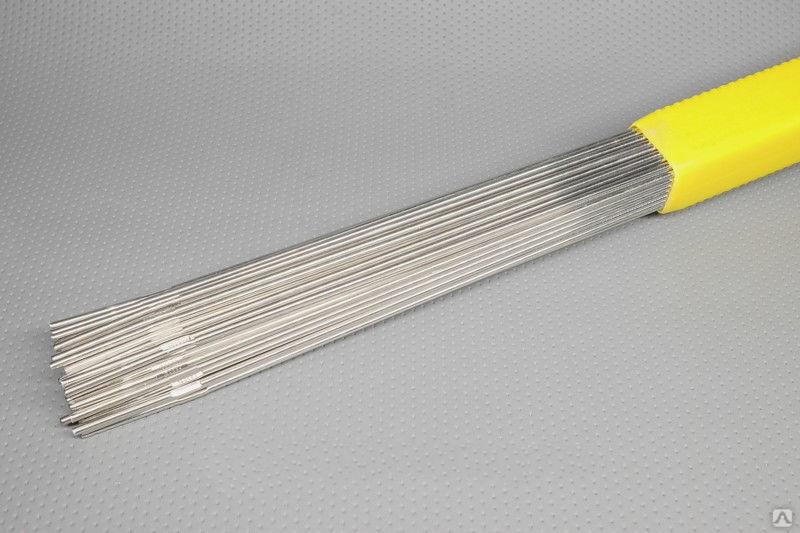
Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.
Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.
Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейки
Достаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.
- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.

Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т. Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.
Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.
Сварочный электрод ОЗЛ 8
Сварочный электрод ОЗЛ 6
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Производители
- СпецЭлектрод;
- ESAB;
- Эком-Плюс;
- Вадис-М;
- Фрунзе-Электрод.

svarkaipayka.ru
Электроды по нержавейке: маркировка и особенности сварки
Содержание
- Особенности сварочных электродов
- Что лучше: переменный или постоянный ток
- Электроды постоянного тока по нержавейке
- ЦЛ-11
- НЖ-13
- ОЗЛ-17У
- ЗИО-8
- Электроды переменного тока
- ОЗЛ-14
- ЦТ-50
- ОЗЛ-14А
- АНВ-36
- Лучшие электроды для сварки – как определиться
При изготовлении металлоконструкций, эксплуатируемых под открытым небом, используется нержавеющая сталь. Для соединения деталей используются болты, гайки или контактная сварка. От корректности подбора марки электродов по нержавейке зависит прочность стыка элементов конструкции.
Для соединения деталей используются болты, гайки или контактная сварка. От корректности подбора марки электродов по нержавейке зависит прочность стыка элементов конструкции.
Особенности сварочных электродов
При сварке нержавеющих сталей учитываются факторы:
- Пониженная теплопроводность нержавейки приводит к локальным перегревам. Для сокращения тепловых нагрузок необходимо уменьшение силы тока и напряжения. Одновременно из-за повышенного сопротивления происходит нагрев стержня сварочного электрода.
- Между сопрягаемыми деталями необходимо поддерживать зазор с увеличенной шириной, который заполняется металлом от расплавленного электрода. При нарушении технологии в теле шва образуются трещины, которые снижают прочность соединения.
Тело электрода изготовлено из тугоплавкого сплава на основе вольфрама, сверху нанесен слой флюса, который защищает сварной шов от негативного воздействия атмосферы. Возможно использование сварочных полуавтоматов, которые подают в линию стыка вольфрамовую проволоку.

В рабочую зону подводится инертный газ, обеспечивающий повышение прочности соединения. Примером является аргонодуговая сварка (АДС или ADS PC), обеспечивающая получение гладких швов без каверн или трещин.
Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Из-за разбрызгивания металла из зоны шва увеличивается расход электродов, в теле стыка возможны зоны непровара.
Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании “СпецЭлектрод”.
При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании “СпецЭлектрод”.
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
Стержень изготовлен из сплава с повышенным содержанием хрома и никеля (49,8% от общего состава), предусмотрено введение молибдена, меди и марганца. Сплав отличается пониженным содержанием углерода, серы и фосфора, негативно влияющих на прочность шва.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Электроды переменного тока
Для оборудования переменного тока созданы электроды:
- ОЗЛ-14;
- ЦТ-50;
- ОЗЛ-14А;
- АНВ-36.

ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.
ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Кромки соединяемых элементов предварительно зачищаются, сварка выполняется короткой дугой. В состав металлической части стержня входит до 22% хрома и 10% никеля, содержание фосфора и серы составляет 0,018 и 0,03% соответственно.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.
АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Лучшие электроды для сварки – как определиться
При подборе электродов для сварки легированных сталей, не подверженных коррозии, необходимо учитывать температуру эксплуатации и марку материала, из которого изготовлена конструкция. Одновременно следует узнать тип оборудования, которое используется для соединения деталей. На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
Существуют комбинированные электроды, которые могут использоваться при постоянном или переменном сварочном токе. Примером таких деталей является ЛЭЗ 8 с рутиловым защитным покрытием. Элементы используются для соединения стальных листов, полученная конструкция не отличается высокой устойчивостью к межкристаллитной коррозии. В состав сплава для стержня входят хром и никель (до 31,5% от массы). При сварке не допускается движение по вертикали вниз, до 45% металла из стержня разбрызгивается или испаряется под воздействием высоких температур.
Мастеринг нержавеющих электродов SMAW
Усовершенствования покрытия позволяют использовать электрод -16 для сварки в положении 2G.
Освоение использования электродов SMAW из нержавеющей стали имеет важное значение для изготовления и ремонта сварочных работ в таких областях, как производство электроэнергии (коммунальные предприятия, промышленные объекты и корабли), резервуары и сосуды, нефтехимическая, целлюлозно-бумажная, пищевая и питьевая и многие другие отрасли промышленности. Поскольку большая часть работы выполняется в полевых условиях и требует результатов кодового качества, процесс SMAW остается разумным выбором, как и постоянное использование новейших составов электродов.
Поскольку большая часть работы выполняется в полевых условиях и требует результатов кодового качества, процесс SMAW остается разумным выбором, как и постоянное использование новейших составов электродов.
Типы покрытия из нержавеющей стали
Электроды SMAW из нержавеющей стали классифицируются в соответствии со спецификацией AWS A5.4/A5.4M:2012 для электродов из нержавеющей стали для дуговой сварки в среде защитного металла. Как определено, электроды классифицируются по составу металла шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь типа AISI 308 (20 % хрома, 10 % никеля), максимальное содержание углерода 0,04 % (L) и положительную полярность электрода постоянного тока (-15). Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Две цифры в конце названия электрода SMAW (-15, -16 или -17) называются «обозначениями удобства использования». Они являются результатом различных составов покрытия, которые влияют на полярность, положение(я) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых характеристик удобства использования на основе покрытия, которому посвящена эта статья.
Они являются результатом различных составов покрытия, которые влияют на полярность, положение(я) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых характеристик удобства использования на основе покрытия, которому посвящена эта статья.
Навык рецептуры
Производители электродов разрабатывают рецептуры покрытий SMAW для оптимизации множества соображений производительности:
- «Скорость замерзания», которая является комбинацией вязкости шлака, поверхностного натяжения и температуры плавления.
- Контроль сварочной ванны.
- Простота зажигания дуги и повторного зажигания.
- Выпуск шлака. Некоторые шлаки выделяются самостоятельно, в то время как другие требуют энергичного соскабливания отбойным молотком.
- Проникновение (глубокое, среднее или мелкое).
- Стабильность дуги и степень разбрызгивания.
- Профиль сварного шва (выпуклый, плоский или вогнутый).
- Внешний вид сварного шва (гладкий или волнистый).
- Физические и механические свойства наплавленного металла.

Покрытия электродов включают элементы для легирования, раскисления, связывания, газообразования, стабильности дуги, пластификации (для формуемости при экструзии) и образования шлака. Общие элементы включают хром, никель, марганец, ферросилиций, феррохром, ферромарганец, силикаты, кальций, магний, оксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Подобно разнице между дешевым самогоном и элитным бурбоном, разница в производительности между электродами является результатом внимания к качеству ингредиентов (поставки от поставщиков, которые строго контролируют химический состав, чистоту и консистенцию) и навыков мастера-дистиллятора ( понимание того, как правильно выбирать, комбинировать и обрабатывать ингредиенты).
Обозначения
Покрытия A-15 содержат значительные количества известняка и плавикового шпата и могут называться покрытиями типа «известковая основа». Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как диоксид титана или оксид титана, с небольшим количеством известняка. Тип покрытия иногда называют основным-рутиловым.
Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как диоксид титана или оксид титана, с небольшим количеством известняка. Тип покрытия иногда называют основным-рутиловым.
A-15 образует тонкий, быстро застывающий шлак, который облегчает сварку в нерабочем положении электродами размером 5/32 дюйма и меньше. Валик умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в высоконагруженных соединениях. Их часто выбирают для работы на стройплощадке и в критических условиях, например, для сварки супераустенитных материалов или материалов с очень высоким содержанием никеля в криогенных установках, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на известковой основе имеют самую плохую свариваемость, потому что то, как металл перемещается поперек дуги, затрудняет контроль сварочной ванны. Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Электроды -16 считаются «удобными для сварщиков». Поскольку они содержат элементы, которые легко ионизируются, такие как калий, электроды -16 легче зажигаются и перезажигаются и имеют стабильную, ровную дугу с точным переносом металла сварного шва в виде распыления. Однако, поскольку шлак замерзает медленно, исторически они ограничивались плоским (1F, 1G) и горизонтальным (2F, 2G) положениями. Возможна вертикальная и потолочная сварка, но поскольку сварочная ванна более жидкая, чем -15, она требует большего мастерства оператора. Валик от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что означает меньше времени на очистку, шлифовку и полировку. Они работают от переменного или постоянного тока (предпочтительнее DCEP).
Покрытия -17 содержат повышенную долю кремнезема для образования жидкой сварочной ванны с превосходным смачивающим действием и очень мелкой рябью для минимизации щелевой коррозии и шлифовки после сварки. Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Среди других применений электроды -17 были разработаны для оборудования для молочной и пищевой промышленности и химических контейнеров, где радиус сварного шва должен быть гладким и вогнутым, чтобы предотвратить захват частиц. При сварке в плоском и горизонтальном угловых положениях вогнутая наплавка и отсутствие неровностей поверхности делают ее идеальной для применений, где важными факторами являются внешний вид, скорость и окончательная отделка.
Улучшения свариваемости
Большинство ведущих производителей электродов постоянно совершенствуют свои рецептуры на основе отзывов клиентов и возможностей улучшения (например, новые поставщики, смещение производственных площадок или наем новых составителей рецептур электродов, инженеров и химиков).
Так обстоит дело с составами покрытий для некоторых наиболее часто используемых аустенитных марок нержавеющей стали, включая 308L, 309L и 316L. Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Более новые электроды -15 обеспечивают лучшую свариваемость, чем электроды, произведенные много лет назад, поскольку стабильность дуги и перенос металла были улучшены. Некоторые из электродов -16, доступных в настоящее время, предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G лишь со средними навыками. Шлак создает полку для поддержки ванны, но позволяет избежать проблемы скученности ванны (нежелательная ситуация, возникающая, когда шлак пытается обогнать ванну, что может захватить шлак или погасить дугу). Эти электроды соответствуют требованиям обозначения -16 и имеют тот же профиль валика от плоского до слегка выпуклого, что и электроды -16, но по существу предлагают характеристики позиционирования и самоотделяющийся шлак электрода -17.
Консультации по сварке
Перед сваркой ознакомьтесь со всеми правилами OSHA, касающимися воздействия шестивалентного хрома, которые могут потребовать использования системы удаления дыма или шлема с PAPR.
При использовании источника сварочного тока с регулируемыми функциями запуска дуги установите регулируемое усилие дуги так, чтобы оно слегка благоприятствовало более «мягкой, маслянистой» стороне характеристик дуги. Если в машине есть настройка для рутиловых электродов, выберите ее. Если необходимо выбрать настройку для основного (EXX18) или целлюлозного электрода, выберите основной. С регулируемой функцией горячего пуска добавьте пусковой ток на 25 % больше, чем сварочный ток, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем мягкие электроды того же диаметра, поэтому следуйте рекомендациям производителя.
По сравнению с низкоуглеродистой сталью электроды из нержавеющей стали имеют медленное и быстрое замерзание сварочной ванны. Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Для системы быстрозамерзающего шлака электрода -15 добавление небольшого количества взмахов электрода (примерно 1/8 дюйма шага вперед и пауза) поможет создать ванну. Для более медленно замерзающих шлаковых систем электродов -16 и -17 используйте технику плетения, чтобы сгладить свод. Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой выпуклости, проведите электродом посередине и сделайте паузу по краям (что также поможет связать выступы сварного шва).
Для сварки вертикально вверх подтолкните электрод вверх, как в случае E7018, но используйте плетение вместо прямого валика. Некоторые операторы используют метод J, при котором шаг электрода вперед происходит на одном конце сварного шва; другие просто перемещают электрод вверх на 1/16 — 1/8 дюйма, когда они проходят через середину.
Несмотря на то, что методы индивидуальны, как и оператор, каждый опытный оператор делится одним и тем же советом по сварке SMAW с использованием электрода из нержавеющей стали: нулевое время в центре валика, пауза на краях, полагайтесь на синхронизацию техники и никогда используйте внешний вид шлака, чтобы предвидеть профиль борта. Общие советы включают в себя «этот стержень будет лгать вам» и «не волнуйтесь; шлак не соответствует профилю борта». Учитывая появление на рынке более новых электродов серии 300, операторы обязаны получить несколько упаковок с образцами и на себе испытать разницу в характеристиках покрытия.
Джефф Липко — инженер по сварке и разработке, а Натан Лотт — инженер по применению в ESAB, 2800 Airport Rd., Denton, Texas 76207, 800-372-2123, [email protected], nlott@esab. ком, www.esabna.com.
Электроды из нержавеющей стали AWS A5.4 для дуговой сварки в защитных газах
E307-16
В настоящее время описание отсутствует. Но удочка в наличии!
Но удочка в наличии! E308-16 и E308L-16
E308/308L-16 представляет собой электрод с низким содержанием углерода, используемый для сварки типов 304L и 347. Наплавленный металл содержит максимум 0,04% углерода, что сводит к минимуму образование карбидов хрома и последующую подверженность межкристаллитной коррозии. Наплавленный металл с контролируемым содержанием феррита обеспечивает превосходную ударную вязкость при температуре -320°F (-196°C).Э308Х-16
В настоящее время описание отсутствует. Но удочка в наличии!Е309-16 и Е309Л-16
E309/309L-16 дает наплавку, аналогичную 309, с пониженным содержанием углерода (максимум 0,04%), что обеспечивает повышенную стойкость к межкристаллитной коррозии. Тип 309/309L идеально подходит для соединения нержавеющей стали между собой или с углеродистой или низколегированной сталью. Сплав 309L предпочтительнее сплава 309 для плакирования углеродистых или низколегированных сталей, а также для разнородных соединений, подвергающихся термообработке.
Э309ЛМо-16
В настоящее время описание отсутствует. Но удочка в наличии!Э310-16
Электроды E310-16 применяются для сварки нержавеющих сталей аналогичного состава в деформируемом и литом виде. Сварной наплав полностью аустенитный, поэтому во время сварки необходимо минимальное тепловложение.Е312-16
Электроды Э312-16 применяются для сварки деформируемых и литых сплавов одинакового состава, а также для сварки разнородных металлов. Наплавленные наплавки обладают высокой прочностью на растяжение и хорошей стойкостью к истиранию.E316-16 и E316L-16
Электроды E316/316L-16 аналогичны электродам типа 316, за исключением того, что максимальное содержание углерода составляет 0,04%. Точный контроль содержания углерода в электродах из сплава 316/316L обеспечивает наплавку, соответствующую антикоррозионным свойствам нержавеющей стали типа 316/316L. Сверхнизкое содержание углерода снижает вероятность образования карбидных отложений и последующей межкристаллитной коррозии.
Э316Х-16
В настоящее время описание отсутствует. Но удочка в наличии!Э317Л-16
Наплавка сплава Alloy 317L аналогична наплавке типа 317, за исключением того, что максимальное содержание углерода составляет 0,04%. Помимо стойкости к точечной и щелевой коррозии, этот расходный материал обладает хорошей стойкостью к межкристаллитной коррозии.Е318-16
В настоящее время описание отсутствует. Но удочка в наличии!Э320ЛР-16
E320LR-16 аналогичен по составу сплаву 320, но содержание углерода, кремния, фосфора и серы регулируется в более низких пределах, а содержание ниобия и марганца в более узком диапазоне. Этот состав предназначен для уменьшения возможности образования микротрещин; однако для сварки рекомендуется низкое тепловложение.Е330-16
Электроды E330-16 используются для сварки кованых и литых форм из нержавеющей стали с аналогичным химическим составом, которые обладают хорошей термостойкостью и стойкостью к окалине выше 1800°F (980°C). Однако среда с высоким содержанием серы отрицательно влияет на характеристики при высоких температурах. Поступление тепла во время сварки должно быть сведено к минимуму, чтобы избежать возможности образования микротрещин.
Однако среда с высоким содержанием серы отрицательно влияет на характеристики при высоких температурах. Поступление тепла во время сварки должно быть сведено к минимуму, чтобы избежать возможности образования микротрещин.Е347-16
Электроды E347-16 представляют собой электроды из нержавеющей стали, стабилизированной колумбием, используемые для сварки нержавеющих сталей типов 347 и 321 и плакированных нержавеющими сталями. Содержание ниобия примерно в десять раз превышает содержание углерода, и когда этот продукт используется для сварки стабилизированного основного металла типа 347 или 321, он предотвращает межкристаллитную коррозию в тяжелых условиях эксплуатации.Е385-16
E385-16 используется для сварки материалов аналогичного химического состава (номер UNS N08904). Эти материалы используются при изготовлении оборудования и сосудов для обработки и хранения серной и фосфорной кислот. Металл сварного шва полностью аустенитный, поэтому содержание легкоплавких компонентов, таких как углерод, кремний и фосфор, должно быть низким. Сварка должна производиться с низкой погонной энергией, методом стрингер-валиков.
Сварка должна производиться с низкой погонной энергией, методом стрингер-валиков.Э410-16
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава, а также для наплавки углеродистых сталей для придания коррозионной, эрозионной и абразивной стойкости. Этот материал, закаливающийся на воздухе, требует предварительного нагрева и температуры между проходами не менее 400°F (200°C) во время сварки.Э410НиМо-16
Э410НиМо-16 предназначена для сварки материалов аналогичного химического состава в литых и кованых формах. Во время сварки рекомендуется температура предварительного подогрева и межпроходного перехода не менее 300°F (150°C).Е430-16
E430-16 предназначен для сварки материалов аналогичного химического состава, а также для наплавки на углеродистые стали. Неразбавленный металл шва является ферритным, но при разбавлении мягкой или низколегированной стали он может стать мартенситным. Поэтому во время сварки рекомендуется предварительный нагрев и межпроходная температура 300°F (150°C).
Поэтому во время сварки рекомендуется предварительный нагрев и межпроходная температура 300°F (150°C).Е630-16
В настоящее время описание отсутствует. Но удочка в наличии!Е209-16
В настоящее время описание отсутствует. Но удочка в наличии!E2209-16
E2209-16 используется для сварки дуплексных нержавеющих сталей, таких как номер UNS N31803. Сварные швы обладают отличной стойкостью к коррозионному растрескиванию под напряжением и точечной коррозии. Микроструктура металла шва состоит из аустенита и феррита. Феррит металла сварного шва будет ниже, чем феррит основного металла типа 2205. Сварка дуплексных нержавеющих сталей требует контролируемых параметров для достижения заданных механических свойств и свойств коррозионной стойкости.Е2553-16
В настоящее время описание отсутствует. Но удочка в наличии!Е2594-16
E2594-16 представляет собой супердуплексный электрод, который обеспечивает соответствие химических и механических характеристик деформируемым супердуплексным сплавам, таким как 2507 и Zeron 100, а также супердуплексным литейным сплавам (ASTM A890). Электрод в целом легирован никелем в количестве от 2% до 3%, чтобы обеспечить оптимальное соотношение феррит/аустенит в готовом сварном шве. Эта структура обеспечивает высокий предел прочности при растяжении и текучести, а также превосходную стойкость к SCC и точечной коррозии.
Электрод в целом легирован никелем в количестве от 2% до 3%, чтобы обеспечить оптимальное соотношение феррит/аустенит в готовом сварном шве. Эта структура обеспечивает высокий предел прочности при растяжении и текучести, а также превосходную стойкость к SCC и точечной коррозии.Е16-8-2-16
В настоящее время описание отсутствует. Но удочка в наличии!| Типовые размеры электродов и сила тока для сварки SMAW нержавеющей стали | ||||
|---|---|---|---|---|
| Сила тока (А) | ||||
| Процесс | Диаметр проволоки | Напряжение (В) | Квартира | Вертикальный и подвесной |
| СТРО | 3/32 дюйма (2,4 мм) | 24-28 | 70-85 | 65-75 |
| 1/8 дюйма (3,2 мм) | 26-30 | 85-110 | 80-90 | |
| 5/32 дюйма (4,0 мм) | 28-32 | 110-140 | 100-120 | |
| 3/16 дюйма (4,8 мм) | 28-32 | 120-160 | 110-130 | |
Электроды из нержавеющей стали | Стержень для дуговой сварки
Наш бесконечный ассортимент включает в себя электроды из нержавеющей стали и многое другое!
Рекомендуемый продукт
Сварочный электрод TIG, классификация AWS ER308, ER308L, материал: нержавеющая сталь, процесс сварки TIG (GTAW), общий диаметр 0,0625 дюйма, общая длина 36 дюймов, предел прочности на растяжение (после сварки) 88 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
фунтов на кв. дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
Посмотреть полную информацию о продукте
$137,81
Сварочный электрод TIG, классификация AWS ER308, ER308L, материал: нержавеющая сталь, процесс сварки TIG (GTAW), общий диаметр 0,0625 дюйма, общая длина 36 дюймов, предел прочности на растяжение (после сварки) 88 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
Посмотреть полную информацию о продукте
Магазин электродов из нержавеющей стали
Сварочный электрод TIG, классификация AWS ER308, ER308L, материал: нержавеющая сталь, процесс сварки TIG (GTAW), общий диаметр 0,0938 дюймов, общая длина 36 дюймов, предел прочности на растяжение (в сварном состоянии) 88 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 59 тыс. фунтов на кв. дюйм, предел текучести (в сварном состоянии) 59 тыс. фунтов на кв. дюйм, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до Нержавеющая сталь, для материалов марок 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
фунтов на кв. дюйм, предел текучести (минимально требуемый) 59 тыс. фунтов на кв. дюйм, предел текучести (в сварном состоянии) 59 тыс. фунтов на кв. дюйм, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до Нержавеющая сталь, для материалов марок 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
Посмотреть полную информацию о продукте
$161,09
Сварочный электрод TIG, классификация AWS ER308, ER308L, материал: нержавеющая сталь, процесс сварки TIG (GTAW), общий диаметр 0,0938 дюймов, общая длина 36 дюймов, предел прочности на растяжение (в сварном состоянии) 88 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 59 тыс. фунтов на кв. дюйм, предел текучести (в сварном состоянии) 59 тыс. фунтов на кв. дюйм, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до Нержавеющая сталь, для материалов марок 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
Посмотреть полную информацию о продукте
Стержневой электрод, классификация AWS E308-16, E308L-16, материал: нержавеющая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности при растяжении (минимально требуемый) 75 тыс. фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 83 ksi, предел текучести (минимально требуемый) 54 ksi, предел текучести (после сварки) 54 ksi, серия E308/308L-16, вес 10 фунтов, для типа материала из нержавеющей стали в нержавеющую сталь, обозначение сварочного тока AC, DCEP
фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 83 ksi, предел текучести (минимально требуемый) 54 ksi, предел текучести (после сварки) 54 ksi, серия E308/308L-16, вес 10 фунтов, для типа материала из нержавеющей стали в нержавеющую сталь, обозначение сварочного тока AC, DCEP
Посмотреть полную информацию о продукте
187,31 $
Стержневой электрод, классификация AWS E308-16, E308L-16, материал: нержавеющая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности при растяжении (минимально требуемый) 75 тыс. фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 83 ksi, предел текучести (минимально требуемый) 54 ksi, предел текучести (после сварки) 54 ksi, серия E308/308L-16, вес 10 фунтов, для типа материала из нержавеющей стали в нержавеющую сталь, обозначение сварочного тока AC, DCEP
Посмотреть полную информацию о продукте
Мартенситная нержавеющая сталь, пруток TIG, 3/32×36″, коробка 10 фунтов
Посмотреть полную информацию о продукте
$78.![]() 00
00
Мартенситная нержавеющая сталь, пруток TIG, 3/32×36″, коробка 10 фунтов
Посмотреть полную информацию о продукте
Стержневой электрод, классификация AWS E309-16, E309L-16, материал: нержавеющая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности при растяжении (минимально требуемый) 75 тыс. фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 79ksi, предел текучести (минимально требуемый) 56 ksi, предел текучести (после сварки) 56 ksi, серия E309/309L-16, вес 10 фунтов, для типа материала из нержавеющей стали в углеродистую сталь, из нержавеющей стали в низколегированную сталь, из нержавеющей стали к нержавеющей стали
Посмотреть полную информацию о продукте
255,50 $
Стержневой электрод, классификация AWS E309-16, E309L-16, материал: нержавеющая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности при растяжении (минимально требуемый) 75 тыс. фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 79ksi, предел текучести (минимально требуемый) 56 ksi, предел текучести (после сварки) 56 ksi, серия E309/309L-16, вес 10 фунтов, для типа материала из нержавеющей стали в углеродистую сталь, из нержавеющей стали в низколегированную сталь, из нержавеющей стали к нержавеющей стали
фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 79ksi, предел текучести (минимально требуемый) 56 ksi, предел текучести (после сварки) 56 ksi, серия E309/309L-16, вес 10 фунтов, для типа материала из нержавеющей стали в углеродистую сталь, из нержавеющей стали в низколегированную сталь, из нержавеющей стали к нержавеющей стали
Посмотреть полную информацию о продукте
Стержневой электрод, классификация AWS E4043, материал алюминий, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 14 тыс. фунтов на кв. дюйм, предел прочности на растяжение (после сварки) 14 тыс. фунтов на кв. дюйм, предел текучести ( (минимум) 20 ksi, предел текучести (после сварки) 20 ksi, серия E4043, вес 5 фунтов, для типа материала «алюминий-алюминий», обозначение сварочного тока DCEP, для положения сварки «плоское», горизонтальное
Посмотреть полную информацию о продукте
$243,23
Стержневой электрод, классификация AWS E4043, материал алюминий, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 14 тыс. фунтов на кв. дюйм, предел прочности на растяжение (после сварки) 14 тыс. фунтов на кв. дюйм, предел текучести ( (минимум) 20 ksi, предел текучести (после сварки) 20 ksi, серия E4043, вес 5 фунтов, для типа материала «алюминий-алюминий», обозначение сварочного тока DCEP, для положения сварки «плоское», горизонтальное
фунтов на кв. дюйм, предел прочности на растяжение (после сварки) 14 тыс. фунтов на кв. дюйм, предел текучести ( (минимум) 20 ksi, предел текучести (после сварки) 20 ksi, серия E4043, вес 5 фунтов, для типа материала «алюминий-алюминий», обозначение сварочного тока DCEP, для положения сварки «плоское», горизонтальное
Посмотреть полную информацию о продукте
Стержневой электрод, классификация AWS E7018 h5R, материал углеродистая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 70 тыс. фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
Посмотреть полную информацию о продукте
239,05 $
Стержневой электрод, классификация AWS E7018 h5R, материал углеродистая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 70 тыс. фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
Посмотреть полную информацию о продукте
SS TIG, сварочный пруток, 1/8″X36″, 1 фунт.
Посмотреть полную информацию о продукте
$11,30
SS TIG, сварочный пруток, 1/8″X36″, 1 фунт.
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER308, ER308L, материал: нержавеющая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,035 дюйма, прочность на растяжение (после сварки) 88 тыс. фунтов/кв.дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, пластиковая катушка типа катушки, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 201, 202, 301, 302, 304, 304L, 304LN , 308, 308L, 321, 347, Обозначение сварочного тока DCEP
фунтов/кв.дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, пластиковая катушка типа катушки, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 201, 202, 301, 302, 304, 304L, 304LN , 308, 308L, 321, 347, Обозначение сварочного тока DCEP
Посмотреть полную информацию о продукте
$124,36
Сварочная проволока Mig, классификация AWS ER308, ER308L, материал: нержавеющая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,035 дюйма, прочность на растяжение (после сварки) 88 тыс.фунтов/кв.дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, пластиковая катушка типа катушки, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 201, 202, 301, 302, 304, 304L, 304LN , 308, 308L, 321, 347, Обозначение сварочного тока DCEP
Посмотреть полную информацию о продукте
Стержневой электрод, классификация AWS E7018 h5R, материал углеродистая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 70 тыс. фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
Посмотреть полную информацию о продукте
$56,92
Стержневой электрод, классификация AWS E7018 h5R, материал углеродистая сталь, процесс сварки электродом (SMAW), общий диаметр 1/8 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 70 тыс. фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
Посмотреть полную информацию о продукте
Ss Arc, сварочный электрод, 3/32 дюйма X 14 дюймов, 1 фунт.
Посмотреть полную информацию о продукте
$16,93
Ss Arc, сварочный электрод, 3/32 дюйма X 14 дюймов, 1 фунт.
Посмотреть полную информацию о продукте
Стержневой электрод, классификация AWS E7018 h5R, материал углеродистая сталь, технологическая сварка электродом (SMAW), общий диаметр 3/32 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 70 тыс. фунтов на кв. дюйм, предел прочности на растяжение (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, предел прочности на растяжение (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
Посмотреть полную информацию о продукте
292,78 $
Стержневой электрод, классификация AWS E7018 h5R, материал углеродистая сталь, технологическая сварка электродом (SMAW), общий диаметр 3/32 дюйма, общая длина 14 дюймов, предел прочности на растяжение (минимально требуемый) 70 тыс. фунтов на кв. дюйм, предел прочности на растяжение (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнать больше
Сварка из нержавеющей стали справа
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Нержавеющая сталь продолжает набирать популярность в производственной отрасли, в основном благодаря своей коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с мягкой сталью этот материал создает некоторые трудности при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Однако по сравнению с мягкой сталью этот материал создает некоторые трудности при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Ключевым моментом является выбор правильного процесса сварки. У каждого варианта есть компромисс, и ни один процесс не дает идеального решения. Чтобы определить наилучший вариант, производители должны учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при экстремально высоких и низких рабочих температурах, что объясняет ее популярность в трубопроводной и нефтехимической промышленности. Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих по всей территории США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для цистерн, предназначенных для перевозки агрессивных химикатов.
Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих по всей территории США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для цистерн, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевыми (аустенитные, или серия 300) или прямыми хромовыми (мартенситные и ферритные, или серии 400). По сравнению с хромоникелевой нержавеющей сталью, прямые сорта хромистой нержавеющей стали и углеродистая сталь имеют одинаково низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под воздействием температуры и давления. Чистые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Поскольку некоторые производители стремятся расширить свои возможности, участие в проектах по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, содержание сплава в нержавеющей стали делает ее лучшим теплоизолятором, чем углеродистая сталь. Тепло от дуги не так легко распространяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, прогоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подводимое тепло.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как засахаривание, указывает на то, что часть хрома удалена из материала, что делает его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
В дополнение к навыкам сварщика и доступности оборудования приоритеты применения — например, стоимость, производительность и внешний вид валика — влияют на то, какой процесс сварки нержавеющей стали в конечном итоге выбирают производители.
Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) использует простое портативное оборудование, поэтому его часто выбирают для работ по техническому обслуживанию и ремонту. Но SMAW, или сварка электродами, менее производительна, чем другие процессы, и может привести к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. Он не использует защитный газ, поэтому, чтобы начать сварку, сварщику нужен только источник питания с поддержкой SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как хромированная (мартенситная и ферритная), так и никель-хромовая (аустенитная) — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость за фунт этих электродов находится на среднем уровне — ниже, чем у порошковой или металлопорошковой проволоки для дуговой сварки, и немного выше, чем у сплошной проволоки. Производители могут приобретать электроды SMAW в небольших количествах, например, в упаковках по 6 или 8 фунтов, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери в остатках SMAW и удаление шлака, чтобы определить, делают ли низкие затраты на электроды процесса экономически эффективным в целом.
Электрод 309 или 312 SMAW является хорошим выбором для электродуговой сварки нержавеющей стали, особенно при техническом обслуживании или ремонте. Он обладает высокой устойчивостью к растрескиванию и хорошей прочностью и, как правило, может соединять нержавеющую сталь, уже находящуюся в эксплуатации, даже если конкретная марка материала неизвестна.
Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой
Когда производительность является приоритетом для сварки нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид валика. Достижения в области оборудования и присадочного металла упростили использование этих процессов даже для тех, кто плохо знаком со сваркой нержавеющей стали.
Многие производители выполняют дуговую сварку в среде защитного газа (GMAW) нержавеющей стали сплошной проволокой. GMAW имеет умеренную сложность оборудования и требования к навыкам оператора, а для сварки нержавеющей стали его можно использовать в импульсном режиме или в режиме струйного переноса.
Стоимость за фунт сплошной проволоки меньше, чем у других вариантов, но защитный газ требует дополнительных расходов. Использование смеси защитного газа на основе аргона, такой как 98% аргона/2% CO2 или смесь аргона/гелия, помогает уменьшить разбрызгивание.
Дуговая сварка с флюсовой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку. FCAW также имеет самую высокую стоимость за фунт нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
FCAW также имеет самую высокую стоимость за фунт нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитного газа, таких как аргон/CO2 или 100-процентный CO2. Изготовителю, плохо знакомому со сваркой нержавеющей стали, вероятно, не потребуется вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка металлическим сердечником с использованием импульсного или стандартного распыления обеспечивает высокую скорость перемещения и меньшее выделение тепла в сварной шов. Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
Хотя при сварке металлическим сердечником образуется меньше брызг, чем при других формах сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный металл и процесс, производители должны взвесить первоначальные затраты с повышением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители используют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая более высокую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на уборка. SAW хорошо подходит для толстых материалов и больших объектов, таких как резервуары для хранения или сжиженного природного газа. Хотя он ограничен плоской сваркой, его могут выполнять менее квалифицированные операторы. При использовании SAW для нержавеющей стали производители используют нейтральный или нелегирующий флюс, в который не добавляются сплавы, которые могут изменить химический состав готового сварного шва.
Нержавеющая сталь продолжает набирать популярность в производственной отрасли, главным образом благодаря своей коррозионной стойкости, прочности и ударной вязкости.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW) дает очень мало брызг, даже по сравнению с SAW. Если сварщики используют присадочную проволоку или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. В то время как эстетика и внешний вид борта с GTAW очень высоки, производительность является самой низкой по сравнению с другими вариантами.
GTAW для нержавеющей стали обычно использует 100-процентный аргон в защитном газе, часто с дополнительным баллоном с аргоном для обратной продувки между проходами.
Большинство операций, в которых используется GTAW для нержавеющей стали, делают это из эстетических соображений просто потому, что в процессе получается такой чистый и точный сварной шов.
Выбор правильного процесса
Поскольку использование нержавеющей стали продолжает расти, все больше компаний должны будут ознакомиться со сваркой этого материала. Стоимость может быть ключевым фактором для некоторых операций, в то время как сокращение времени простоя и повышение производительности могут быть ключевыми факторами для других.
Стоимость может быть ключевым фактором для некоторых операций, в то время как сокращение времени простоя и повышение производительности могут быть ключевыми факторами для других.
При выборе любого процесса и присадочного металла приходится идти на компромиссы. Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Электрод из нержавеющей стали | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Электрод из нержавеющей стали
Номер продукта: Все применимые коды продуктов American Elements, например. СС-М-01-ЭЛЕК
CAS #: 65997-19-5
Соответствующие идентифицированные использование вещества: Научные исследования и разработка
Подробности добавления:
Американские элементы
10884 : +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2.
ИДЕНТИФИКАЦИЯ ОПАСНОСТЕЙ Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с регламентом CLP.
Классификация в соответствии с Директивой 67/548/ЕЭС или Директивой 1999/45/ЕС
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/Д
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Краткая характеристика опасности
Н/Д
Классификация WHMIS
D2A — Очень токсичный материал, вызывающий другие токсические эффекты
Система классификации
Рейтинги HMIS (шкала 0-4)
(Система идентификации опасных материалов)
Здоровье (острое воздействие) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT: N/A
VPVB: N/A
Раздел 3.
 Состав/Информация по ингредиентам
Состав/Информация по ингредиентам вещества
CAS №/СхИЖА САМЕЙ:
меры первой помощи
Общая информация
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза: 905:30 Промыть открытый глаз в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу.
При проглатывании:
Если симптомы сохраняются, обратитесь к врачу.
Информация для врача
Наиболее важные симптомы и эффекты, как немедленные, так и замедленные
Нет данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие огнетушащие вещества
Продукт не воспламеняется. Используйте меры пожаротушения, подходящие для окружающего огня.
Особые опасности, исходящие от вещества или смеси
Если этот продукт вовлечен в пожар, может быть высвобождено следующее:
Рекомендации для пожарных
Защитное снаряжение:
Никаких специальных мер не требуется меры предосторожности, защитное снаряжение и аварийные процедуры
Не требуется.
Меры предосторожности по защите окружающей среды:
Не допускать попадания материала в окружающую среду без официального разрешения.
Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение с
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Сведения о хранении в одном общем хранилище:
Не требуется.
Дополнительная информация об условиях хранения:
Хранить контейнер плотно закрытым.
Хранить в прохладном, сухом месте в хорошо закрытых контейнерах.
Особое конечное использование
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем:
Дополнительные данные отсутствуют; см. раздел 7.
Параметры управления
Компоненты с предельными значениями, требующими контроля на рабочем месте:
Хром металлический
мг/м3
ACGIH TLV 0,5; Not classifiable as a human carcinogen
Belgium TWA 0.5
Denmark TWA 0.5
Finland TWA 0.01
France VME 0.5
Japan OEL 0.5
Korea TLV 0.5
Netherlands MAC-TGG 0.5
Norway TWA 0.5
Poland TWA 0.5
Sweden NGV 0. 5
5
United Королевство TWA 0,5
США PEL 1
Никель и неорганические соединения, такие как Ni
мг/м3
ACGIH ПДК 1,5; А5 (металл)
0,2; A1 (нерастворимые соединения)
0,1; A4 (растворимые соединения)
Австрия Канцероген
Дания TWA 0,5
Финляндия TWA 0,1 (кожа) Канцероген
Франция VME 1; C3-канцероген
Германия Канцероген
Венгрия 0,005-
STEL; Канцероген (нерастворимые соединения)
Япония OEL 1; 2B-канцероген
Корея TLV 1,5
Нидерланды MAC-TGG 1; Канцероген
1 (нерастворимые соединения)
Норвегия TWA 0,05
Польша TWA 0,25
Россия 0,05-STEL
Швеция NGV 0,5 (пыль)
Швейцария MAK-W 0,5; Канцероген
Великобритания TWA 0.1
США PEL 1
Дополнительная информация: Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование: Не требуется.
Защита рук: Не требуется.
Защита глаз: Защитные очки
Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог запаха: Нет данных.
pH: неприменимо
Точка плавления/диапазон плавления: данные отсутствуют
Точка кипения/диапазон кипения: данные отсутствуют
Температура возгонки/начала: данные отсутствуют
Температура вспышки: данные отсутствуют
Воспламеняемость (твердое вещество, газ)
Мелкий порошок: легко воспламеняется
Температура воспламенения: данные отсутствуют
Температура разложения: Данные отсутствуют
Самовоспламенение: Данные отсутствуют.
Опасность взрыва:
Продукт не представляет опасности взрыва.
Пределы взрываемости:
Нижний: Нет данных
Верхний: Нет данных
Давление пара: неприменимо
Плотность: Данные отсутствуют
Относительная плотность: Данные отсутствуют.
Плотность паров: N/A
Скорость испарения: N/A
Растворимость в воде (H 2 O): нерастворим
Коэффициент распределения (н-октанол/вода): Данные отсутствуют.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет данных
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Нет данных
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций
Очень мелкий порошок: самовозгорается на воздухе.
Условия, которых следует избегать
Нет данных
Несовместимые материалы:
Окислители
Интергалогены
Галогены
Сера
Аммиак
Опасные продукты разложения:
Дым оксида металла
РАЗДЕЛ 11.
 ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ Информация о токсикологическом воздействии
Острая токсичность: Эффекты неизвестны.
Значения LD/LC50, важные для классификации: Нет данных
Раздражение или коррозия кожи: Порошок: раздражающий эффект
Раздражение или коррозия глаз: Порошок: раздражающий эффект
Сенсибилизация: Возможна сенсибилизация при контакте с кожей.
Мутагенность зародышевых клеток: Эффекты неизвестны.
Канцерогенность:
EPA-A: канцероген для человека: достаточные данные эпидемиологических исследований, подтверждающие причинно-следственную связь между воздействием и раком.
IARC-2B: Возможно, канцерогенен для человека: ограниченные доказательства для людей при отсутствии достаточных доказательств для экспериментальных животных.
NTP-R: обоснованно предполагается, что он является канцерогеном: ограниченные данные исследований на людях или достаточные данные исследований на экспериментальных животных.
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточно данных для классификации агента с точки зрения его канцерогенности для людей и/или животных.
Репродуктивная токсичность: Эффекты неизвестны.
Специфическая токсичность для системы органов-мишеней — многократное воздействие: Эффекты неизвестны.
Специфическая токсичность для системы органов-мишеней — однократное воздействие: Эффекты неизвестны.
Опасность при вдыхании: Эффекты неизвестны.
От подострой до хронической токсичности:
Порошок хрома, соединения хрома (II) и хрома (III) могут вызывать тошноту, диарею, рвоту, раздражение кожи и глаз и пневмокониоз. Хотя это менее вероятно, чем соединения Cr (VI), НПТ считает весь хром потенциально канцерогенным.
Соединения железа могут вызывать рвоту, диарею, розовую мочу, черный стул и повреждение печени. 905:30 Может повредить почки. Раздражая дыхательные пути, они могут вызвать легочный фиброз при вдыхании пыли.
Никель и соединения никеля могут вызывать форму дерматита, известную как никелевый зуд. Они также могут вызывать кишечные расстройства, судороги и асфиксию. Пыль, загрязненная никелем в воздухе, считается канцерогенной для дыхательных путей.
От подострой до хронической токсичности: Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Акватоксичность:
Нет данных
Стойкость и способность к разложению
Нет данных
Биоаккумулятивный потенциал
Нет данных
Подвижность в почве: нет
Дополнительная информация
допускать выброс материала в окружающую среду без официального разрешения.
Избегайте попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT: н/д
vPvB: н/д
Другие неблагоприятные воздействия
Данные отсутствуют
РАЗДЕЛ 13. РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Обратитесь к официальным правилам для обеспечения надлежащей утилизации.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Материал не опасен для транспортировки.
№ ООН
DOT, IMDG, IATA
Отсутствует
Собственное отгрузочное наименование ООН
DOT, IMDG, IATA
Отсутствует
Класс(ы) опасности при транспортировке
DOT, ADR, IMDG, IATA
Класс
Отсутствует
Группа упаковки
DOT, IMDG, IATA
Нет
Опасность для окружающей среды:
Н/Д
Особые меры предосторожности для пользователя
Н/Д
Транспортировка навалом в соответствии с Приложением II MARPOL73/78 и Кодексом IBC
Н/Д
Транспортировка/Дополнительная информация:
Неопасно в соответствии с выше спецификации.
DOT
Загрязнитель морской среды (DOT):
№
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к данному веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Агентство по защите Закон о контроле за токсичными веществами Инвентаризация химических веществ. Этот продукт содержит химическое вещество, известное в штате Калифорния как вызывающее рак и/или токсичное для репродуктивной системы.
Этот продукт содержит химическое вещество, известное в штате Калифорния как вызывающее рак и/или токсичное для репродуктивной системы.
Раздел 313 SARA (списки конкретных токсичных химических веществ)
Нержавеющая сталь
Предложение 65 Калифорнии
Предложение 65 — Химические вещества, вызывающие рак
Нержавеющая сталь
Предложение 65 — Токсичность для развития
Вещество не указано.
Prop 65 — Токсичность для развития, женщины
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
Этот продукт содержит хром и подпадает под требования к отчетности в соответствии с разделом 313 Закона о планировании действий в чрезвычайных ситуациях и праве общества на информацию от 1986 года и 40CFR372.
Этот продукт содержит никель и подпадает под требования к отчетности в соответствии с разделом 313 Закона о планировании действий в чрезвычайных ситуациях и праве общества на информацию от 1986 года и 40CFR372.
Другие правила, ограничения и запретительные положения
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество не указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Нержавеющая сталь и сварочные электроды | Сварочные прутки из нержавеющей стали | Ador
СВАРОЧНЫЕ ЭЛЕКТРОДЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
левый 124
Электрод из аустенитной нержавеющей стали для сварки AISI 304, 304L
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
UTS: 53-65 кгс/мм 2
Удлинение: 35-40%
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Для соединения нержавеющих сталей 18/8, напр. V2A, AISI 304/308, EN 58A, B, C; Ugine NS 22, Avesta 832 NV, Soderfors 553, Sandvik OR2, UHB Stainless 3, Staybright FSL., Silver Fox 304 и др., которые используются на химических предприятиях, краситель
V2A, AISI 304/308, EN 58A, B, C; Ugine NS 22, Avesta 832 NV, Soderfors 553, Sandvik OR2, UHB Stainless 3, Staybright FSL., Silver Fox 304 и др., которые используются на химических предприятиях, краситель
заводов, пивоварен, пищевой промышленности и больничного оборудования.
LH 125
Кислотостойкий электрод из аустенитной нержавеющей стали для сварки AISI 316, 316L
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
UTS: 54-64 кгс/мм 2
Удлинение: 30-40%
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Сварка аустенитных нержавеющих сталей, Cr-Ni-Mo сталей типа 18 Cr / 8 Ni+Mo (V4A, AISI 316, Ugine NSM 22, Avesta 832 SK, Soderfors 564, Sandvik OR 60, UHB нержавеющая 24 , так далее.). Красильное и молочное оборудование, Химические сосуды, Пивоваренное и пищевое оборудование.
левый 126
Электрод из полностью аустенитной жаропрочной нержавеющей стали для сварки нержавеющих сталей 25/20
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
UTS: 55-65 кгс/мм 2
Удлинение: 30-35%
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Сварка аустенитных нержавеющих сталей, жаропрочных хромоникелевых сталей типа 25 Cr/20 Ni (NCT, AISI 310, Ugine NS 30, Avesta 254 E, Sandvik 15 RE 10). Также подходит для сварки сталей с высоким содержанием углерода, часто используемых в цементной промышленности для сварки анкеров. Футеровки печей, детали печей, горелки, ванны и корзины для термообработки.
ЛГ 126 ХК
Для сварки HK30, HK40 и аналогичных жаропрочных сплавов
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
UTS: 60-70 кгс/мм 2
Удлинение: 10% мин.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Для сварки труб риформинга (также называемых печными трубами) из сплавов HK 30 и HK 40, используемых в производстве удобрений, нефтеперерабатывающих, нефтехимических, цементных, сталелитейных и т. д.
LH 127
Электрод для сварки и наплавки 13% хромистых сталей, гидротурбины
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
UTS: 47-57 кгс/мм 2
Удлинение: 18-25%
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Сварка и наплавка сталей с содержанием 13% хрома, арматуры, турбин, клапанов, насосов и т. д.
LH 128
Аустенитный электрод для сварки высоколегированных и нелегированных сталей
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
UTS : 55-65 кгс/мм 2
Удлинение: 30-40%
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Для соединения нержавеющей стали с низколегированными сталями, углеродистыми сталями, наплавки на мягкую сталь для повышения износостойкости.