Измерение и осмотр сварного соединения ( шва) является важным этапом контроля качества и надежности сварных конструкций. Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары, наплывы и т.д. Измерители сварных соединений и сварочные шаблоны ( шаблоны сварщика) позволяют определить размеры швов, ширину шва, выпуклость, плавность перехода шва к основному металлу, катет шва и т.д.
<a href=»http://click.hotlog.ru/?2123565″ target=»_blank»><imgsrc=»http: hit37.hotlog.ru=»» cgi-bin=»» hotlog=»» count?s=»2123565&im=52"» border=»0″ alt=»HotLog»></imgsrc=»http:></a> |

 Имеет шаблоны угла 60°, 70°, 80° и 90°.
Имеет шаблоны угла 60°, 70°, 80° и 90°. 

Что такое катет и.
 Что такое катет шва при сварке и какие критерии его контроля
Что такое катет шва при сварке и какие критерии его контроляИнструкция
Видео по теме
Обратите внимание
При расчете сторон прямоугольного треугольника может сыграть знание его признаков:
1) Если катет прямого угла лежит напротив угла в 30 градусов, то он равен половине гипотенузы;
2) Гипотенуза всегда длиннее любого из катетов;
3) Если вокруг прямоугольного треугольника описана окружность, то ее центр должен лежать в середине гипотенузы.
Гипотенузой называется сторона в прямоугольном треугольнике, которая находится напротив угла в 90 градусов. Для того, чтобы рассчитать его длину, достаточно знать длину одного из катетов и величину одного из острых углов треугольника.
Инструкция
Пусть нам известен один из катетов и прилежащий к нему угол. Для определенности пусть это будут катет |AB| и угол α. Тогда мы можем воспользоваться формулой для тригонометрической косинус – косинус отношению прилежащего катета к . Т.е. в наших обозначениях cos α = |AB| / |AC|..jpg) 2 => 225 + 675 = 900. Проверка выполнена.
2 => 225 + 675 = 900. Проверка выполнена.
Полезный совет
Рассчитав гипотенузу, выполняйте проверку — удовлетворяет ли полученное значение теореме Пифагора.
Источники:
- Таблица простых чисел от 1 до 10000
Катетами называют две короткие стороны прямоугольного треугольника, составляющие ту его вершину, величина которой равна 90°. Третью сторону в таком треугольнике называют гипотенузой. Все эти стороны и углы треугольника связаны между собой определенными соотношениями, которые позволяют вычислить длину катета, если известны несколько других параметров.
Инструкция
Используйте теорему Пифагора для катета (A), если известна длина двух других сторон (B и C) прямоугольного треугольника. Эта теорема утверждает, что сумма возведенных в квадрат длин катетов равна квадрату гипотенузы. Из этого вытекает, что длина каждого из катетов равна квадратному корню из длин гипотенузы и второго катета: A=√(C²-B²).
Воспользуйтесь определением прямой тригонометрической функции «синус» для острого угла, если известна величина угла (α), лежащего напротив вычисляемого катета, и длина гипотенузы (C).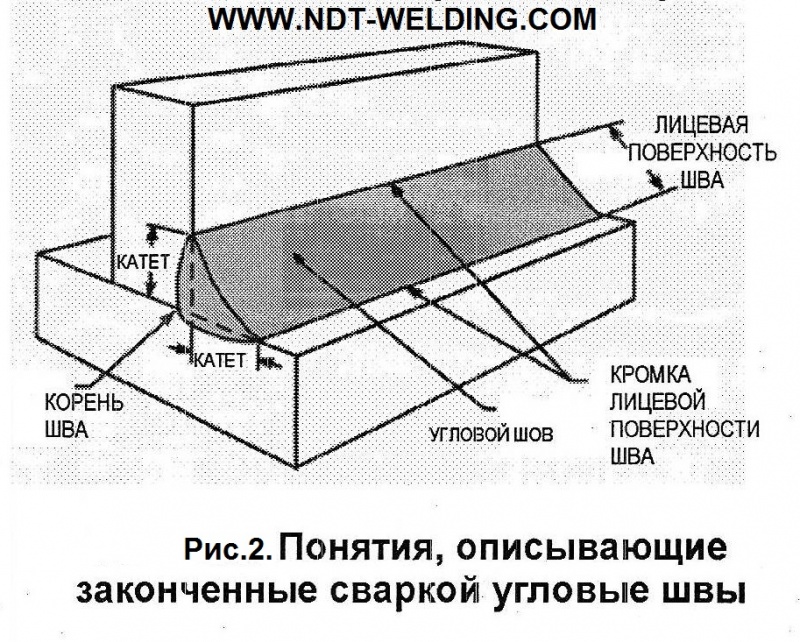 Это утверждает, что синус этого известного отношению длины искомого катета к длине гипотенузы. Это , что длина искомого катета равна произведению длины гипотенузы на синус известного угла: A=C∗sin(α). Для этих же известных величин можно использовать и косеканс и рассчитать нужную длину, разделив длину гипотенузы на косеканс известного угла A=C/cosec(α).
Это утверждает, что синус этого известного отношению длины искомого катета к длине гипотенузы. Это , что длина искомого катета равна произведению длины гипотенузы на синус известного угла: A=C∗sin(α). Для этих же известных величин можно использовать и косеканс и рассчитать нужную длину, разделив длину гипотенузы на косеканс известного угла A=C/cosec(α).
Задействуйте определение прямой тригонометрической функции косинус, если кроме длины гипотенузы (C) известна и величина острого угла (β), прилегающего к искомому . Косинус этого угла как соотношение длин искомого катета и гипотенузы, а из этого можно вывод, что длина катета равна произведению длины гипотенузы на косинус известного угла: A=C∗cos(β). Можно воспользоваться определением функции секанс и вычислить нужное значение, разделив длину гипотенузы на секанс известного угла A=C/sec(β).
Выведите нужную формулу из аналогичного определения для производной тригонометрической функции тангенс, если кроме величины острого угла (α), лежащего напротив искомого катета (A), известна длина второго катета (B). Тангенсом противолежащего искомому катету угла отношение длины этого катета к длине второго катета. Значит, искомая величина будет равна произведению длины известного катета на тангенс известного угла: A=B∗tg(α). Из этих же известных величин можно вывести и другую формулу, если воспользоваться определением функции котангенс. В этом случае для вычисления длины катета надо будет найти соотношение длины известного катета к котангенсу известного угла: A=B/ctg(α).
Тангенсом противолежащего искомому катету угла отношение длины этого катета к длине второго катета. Значит, искомая величина будет равна произведению длины известного катета на тангенс известного угла: A=B∗tg(α). Из этих же известных величин можно вывести и другую формулу, если воспользоваться определением функции котангенс. В этом случае для вычисления длины катета надо будет найти соотношение длины известного катета к котангенсу известного угла: A=B/ctg(α).
Видео по теме
Слово «катет» пришло в русский язык из греческого. В точном переводе оно означает отвес, то есть перпендикуляр к поверхности земли. В математике катетами называются стороны, образующие прямой угол прямоугольного треугольника. Противолежащая этому углу сторона называется гипотенузой. Термин «катет» применяется также в архитектуре и технологии сварочных работ.
Секанс данного угла получается при делении гипотенузы на прилежащий катет, то есть secCAB=c/b. Получается величина, обратная косинусу, то есть выразить ее можно по формуле secCAB=1/cosSAB.

Косеканс равен частному от деления гипотенузы на противолежащий катет и это величина, обратная синусу. Она может быть рассчитана по формуле cosecCAB=1/sinCAB
Оба катета связаны между собой и котангенсом. В данном случае тангенсом будет отношение стороны a к стороне b, то есть противолежащего катета к прилежащему. Это отношение может быть выражено формулой tgCAB=a/b. Соответственно, обратным отношением будет котангенс: ctgCAB=b/a.
Соотношение между размерами гипотенузы и обоих катетов определил еще древнегреческий Пифагор. Теоремой, его именем, люди пользуются до сих пор. Она гласит, что квадрат гипотенузы равен сумме квадратов катетов, то есть с2=a2+b2. Соответственно, каждый катет будет равняться квадратному корню из разности квадратов гипотенузы и другого катета. Эту формулу можно записать как b=√(с2-а2).
Длину катета можно выразить и через известные вам соотношения. Согласно теоремам синусов и косинусов, катет равен произведению гипотенузы на одну из этих функций.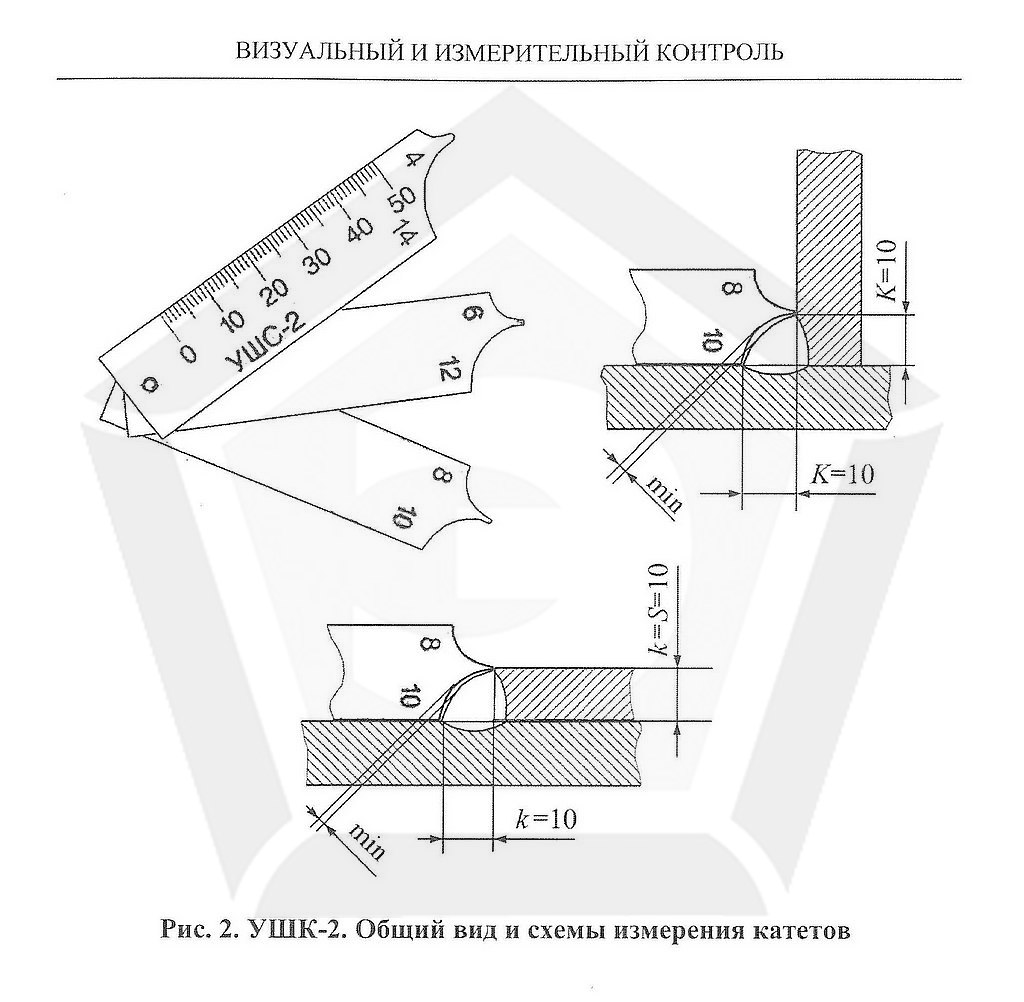 Можно его выразить и или котангенс. Катет а можно найти, например, по формуле a = b*tan CAB. Точно таким же образом, в зависимости от заданных тангенса или , определяется и второй катет.
Можно его выразить и или котангенс. Катет а можно найти, например, по формуле a = b*tan CAB. Точно таким же образом, в зависимости от заданных тангенса или , определяется и второй катет.
В архитектуре также используется термин «катет». Он применяется по отношению к ионической капители и отвес через середину ее задка. То есть и в этом случае этим термином перпендикуляр к заданной линии.
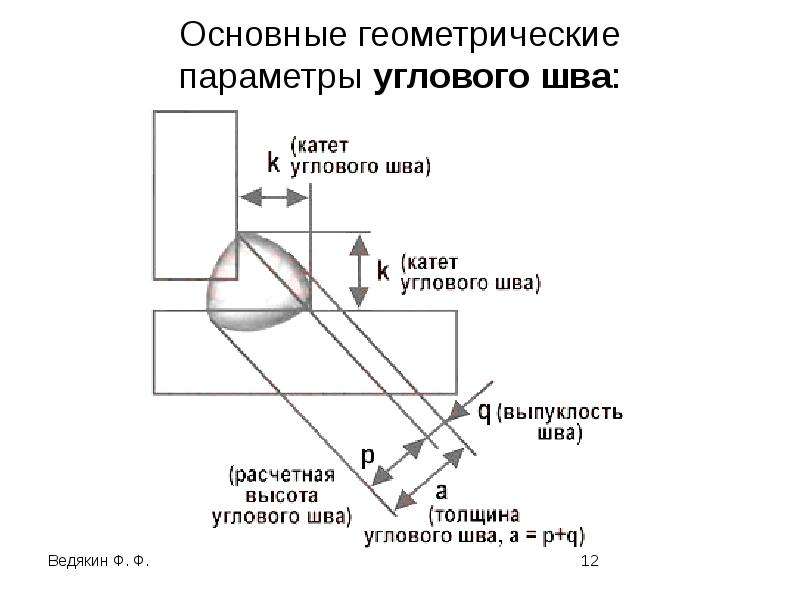
В технологии сварочных работ есть «катет углового шва». Как и в других случаях, это самое короткое расстояние. Здесь речь идет о промежутке между одной из свариваемых деталей до границы шва, находящегося на поверхности другой детали.
Видео по теме
Источники:
- что такое катет и гипотенуза в 2019
Катет ― это сторона прямоугольного треугольника, которая прилегает к углу 90˚. Сторона напротив прямого угла ― это гипотенуза. Имея данные о других сторонах прямоугольного треугольника или о величинах углов, вы сможете определить длину неизвестного катета.
Имея значения длины второго катета и гипотенузы, можно вычислить второй катет по теореме Пифагора. Длина неизвестного катета равна квадратному корню разности квадрата гипотенузы и квадрата второго катета: a=√(c²-b²).
Есть возможность определить катет, если известна величина одного из углов прямоугольного треугольника, который не равен 90˚. Допустим, есть значение угла α. Тогда синус α будет равен отношению противолежащего катета к величине гипотенузы (sin α = b/c), а косинус α -отношению прилежащего к углу катета к значению гипотенузы (cos α = a/c). Значит, b=c*sin α, a=с*cos α. Значения косинусов и синусов, тангенсов и котангенсов углов содержатся в специальных таблицах Брадиса. Если известная величина второго катета (b) и острого угла напротив него (α), значение искомого катета (a) будет равно отношению длины катета b к тангенсу угла α: a=b/tg α. Если же известно значение угла, прилежащего к катету данной длины, то неизвестный катет равен длине известного, поделенной на котангенс угла: a=b/ctg β. При имеющейся длине гипотенузы (c) и угла, расположенного напротив искомого катета (α), неизвестный катет (a) будет равен произведению гипотенузы на синус этого угла: a=c*sin α.
Длина неизвестного катета равна квадратному корню разности квадрата гипотенузы и квадрата второго катета: a=√(c²-b²).
Есть возможность определить катет, если известна величина одного из углов прямоугольного треугольника, который не равен 90˚. Допустим, есть значение угла α. Тогда синус α будет равен отношению противолежащего катета к величине гипотенузы (sin α = b/c), а косинус α -отношению прилежащего к углу катета к значению гипотенузы (cos α = a/c). Значит, b=c*sin α, a=с*cos α. Значения косинусов и синусов, тангенсов и котангенсов углов содержатся в специальных таблицах Брадиса. Если известная величина второго катета (b) и острого угла напротив него (α), значение искомого катета (a) будет равно отношению длины катета b к тангенсу угла α: a=b/tg α. Если же известно значение угла, прилежащего к катету данной длины, то неизвестный катет равен длине известного, поделенной на котангенс угла: a=b/ctg β. При имеющейся длине гипотенузы (c) и угла, расположенного напротив искомого катета (α), неизвестный катет (a) будет равен произведению гипотенузы на синус этого угла: a=c*sin α.
Если же известна величина второго угла, который прилежит к катету a, уравнение примет следующий вид: a=c*cos β. Допустим, у вас есть значение (k) соотношения известного катета (b) к искомому (a). Тогда катет a будет равен: a=c/√(k²+1).
Все эти решения строятся на базе теоремы Пифагора и определениях тригонометрических функций. Знание простых законов алгебры позволит решить практически любую задачу из области геометрии.
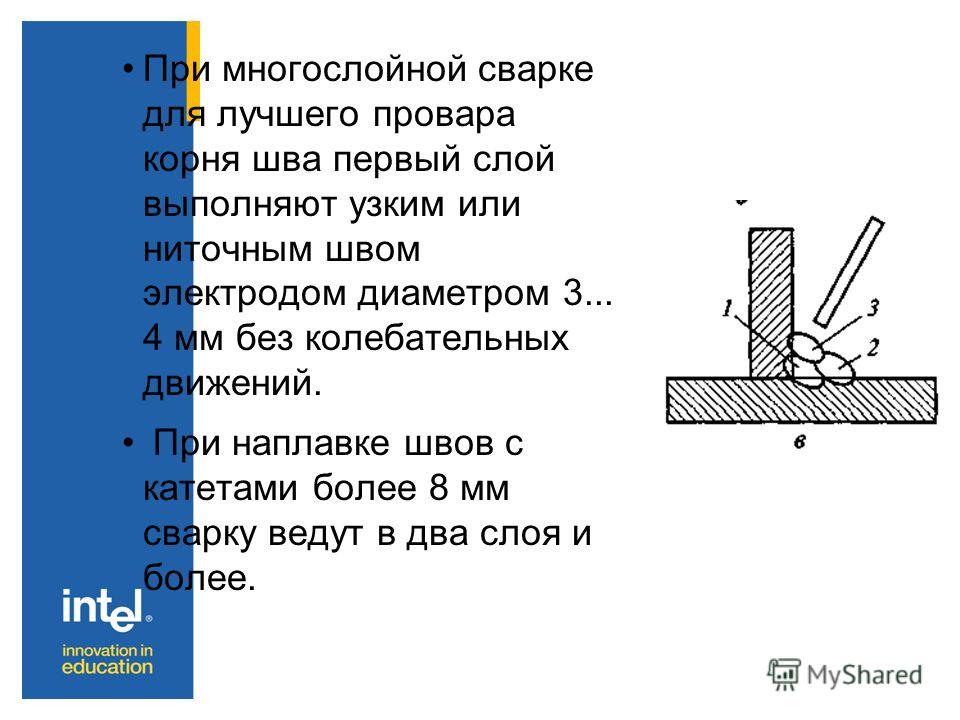
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.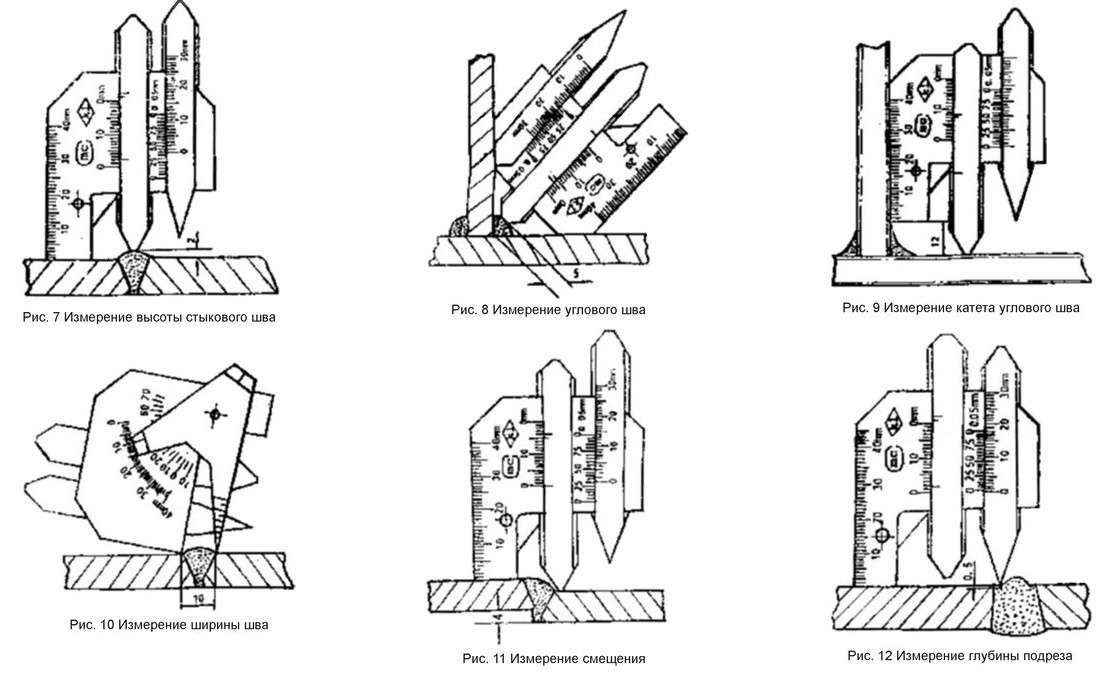
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.
Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
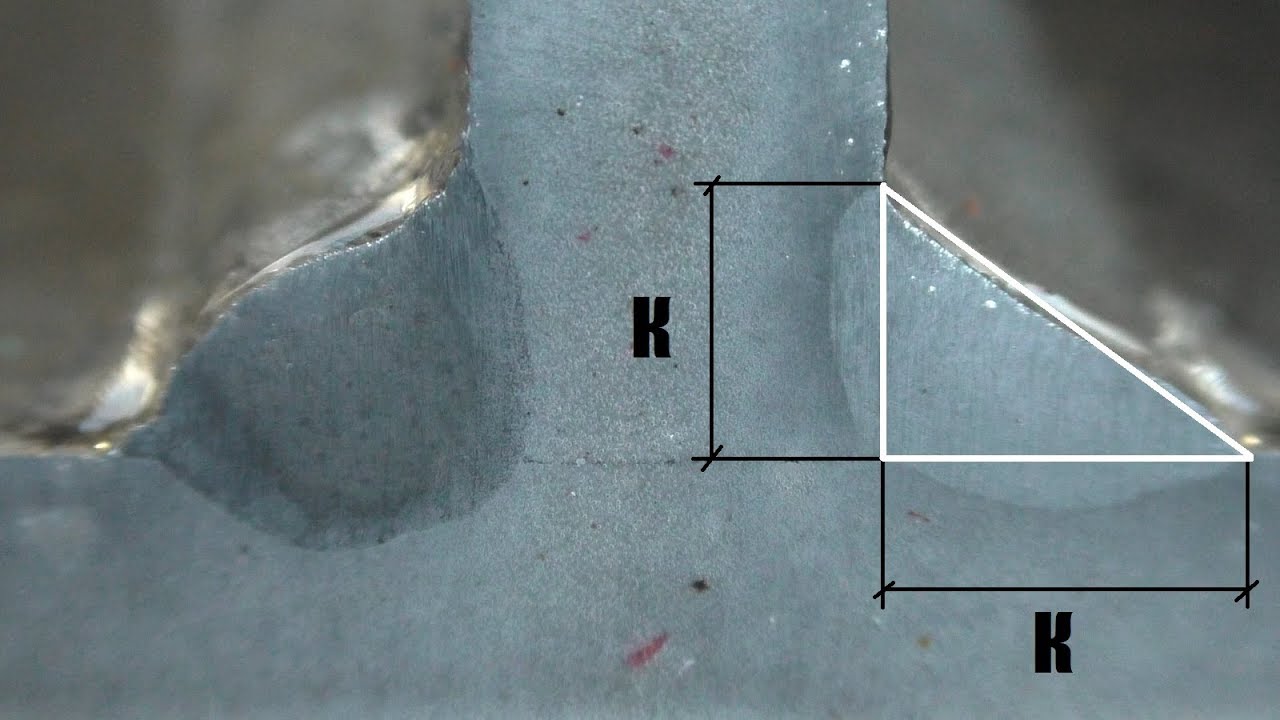
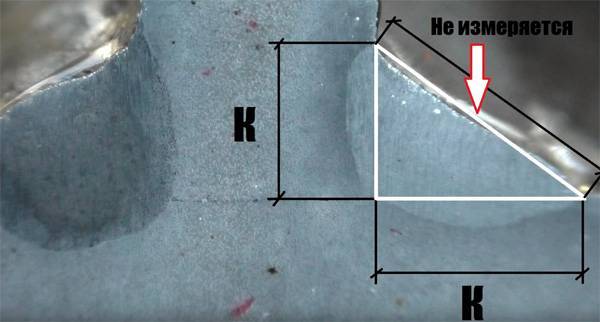
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.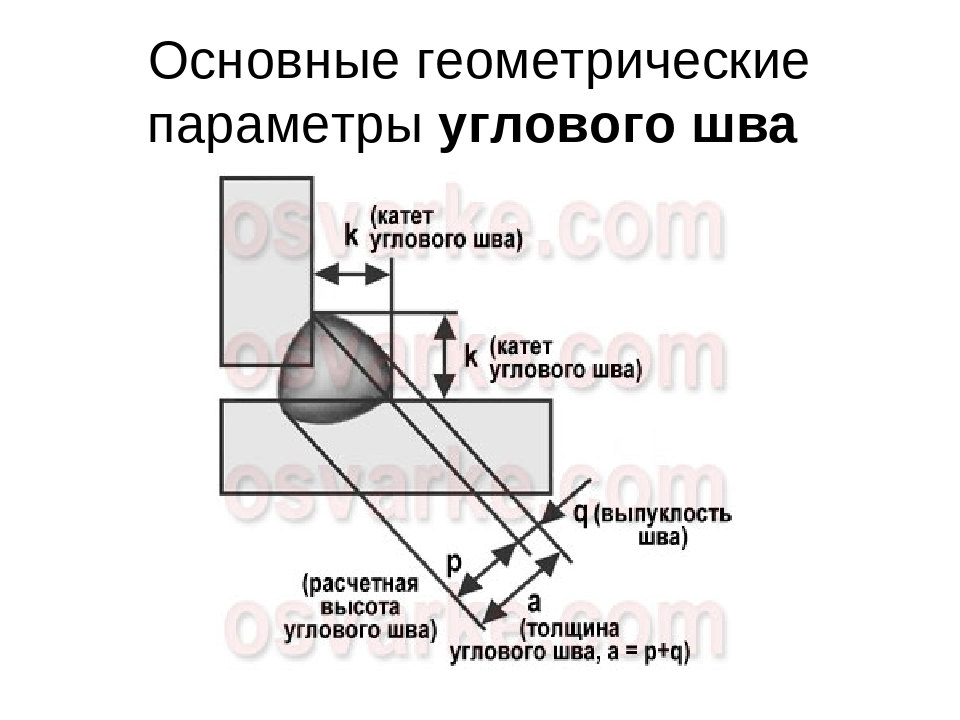
Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
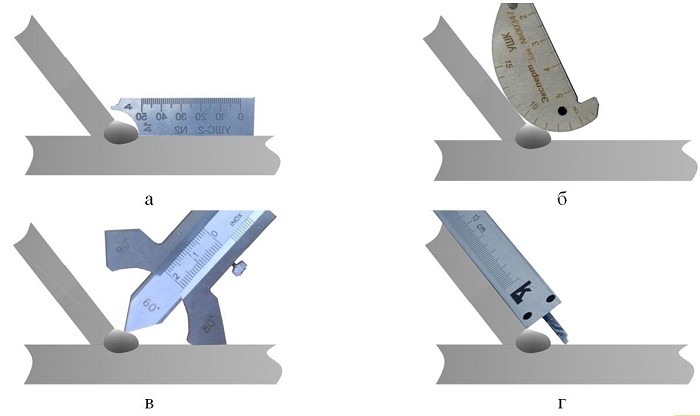
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
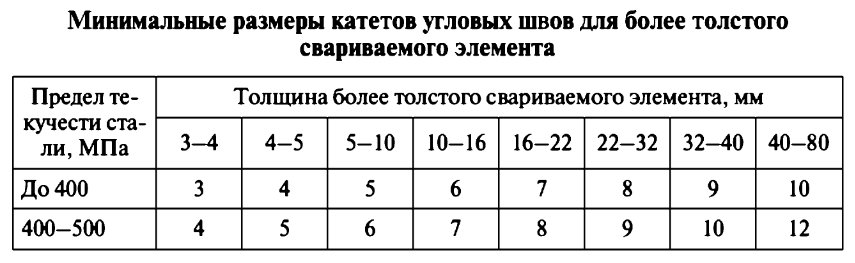
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Катет сварного шва.
Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность.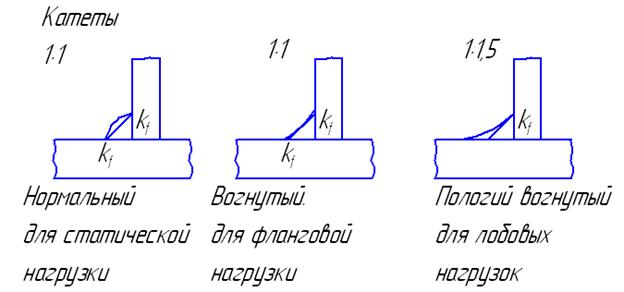 При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Сварной шов с усилением.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Что такое катет и гипотенуза?
- Гипотенуза напротив прямого угла и она самая длинная, а катеты две другие стороны
- Прямоугольный треугольник, катеты c1 и c2 и гипотенуза (h)
Катет одна из сторон прямоугольного треугольника, образующая прямой угол. Противоположная прямому углу сторона называется гипотенузой - Да ну их всех, с ихниими умными ответами.
«… А нам говоряг, что катет —
А нам говоряг, что катет —
Короче гипотенузы.
А я говорю, что хватит!
Устал я от этой обузы… «
(С) Х/ф «Приключения Электроника».
…Между прочим, в этой песенке и ответ есть на ваш вопрос. - Катет одна из двух сторон прямоугольного треугольника, образующих прямой угол. Противоположная прямому углу сторона называется гипотенузой. Для непрямоугольного треугольника катеты не существуют.
Название катет происходит от греческого kthetos перпендикуляр 1, опущенный, отвесный 2. Название также встречается в архитектуре и означает отвес через средину задка ионической капители 3.
С катетами связаны тригонометрические функции острого угла:
синус отношение катета, противолежащего углу, к гипотенузе.
косинус отношение катета, прилежащего углу, к гипотенузе.
тангенс отношение катета, противолежащего углу, к катету прилежащему углу.
котангенс отношение катета, прилежащего углу, к катету противолежащему углу.
секанс отношение гипотенузы к катету прилежащему углу.
косеканс отношение гипотенузы к катету противолежащему углу.
Длина катета может быть найдена с помощью теоремы Пифагора, которая утверждает, что квадрат длины гипотенузы равен сумме квадратов длин катетов.Длина катета равна произведению длины гипотенузы и косинуса прилежащего угла. Длина катета равна произведению длины гипотенузы и синуса противолежащего угла. Длина катета равна произведению длины другого катета и тангенса противолежащего угла, относительно искомого катета. Длина катета равна произведению длины другого катета и котангенса прилежащего угла, относительно искомого катета. Длина катета равна среднему геометрическому длины гипотенузы и длины проекции этого катета на гипотенузу.
Гипотенуза самая длинная сторона прямоугольного треугольника, противоположная прямому углу. Длина гипотенузы прямоугольного треугольника может быть найдена с помощью теоремы Пифагора: квадрат гипотенузы (то есть квадрат е длины) равен сумме квадратов катетов (то есть длин двух других сторон прямоугольного треугольника) .
- Катет одна из двух сторон прямоугольного треугольника, образующих прямой угол. Противоположная прямому углу сторона называется гипотенузой. Для непрямоугольного треугольника катеты не существуют.
Гипотенуза самая длинная сторона прямоугольного треугольника, противоположная прямому углу. Длина гипотенузы прямоугольного треугольника может быть найдена с помощью теоремы Пифагора: квадрат гипотенузы (то есть квадрат е длины) равен сумме квадратов катетов (то есть длин двух других сторон.
- у прямоугольного треугольника есть три стороны — самая длинная это гипотенуза, а две другие это катеты.
- КАТЕТ (от греч. kathetos перпендикуляр), сторона прямоугольного треугольника, прилежащая к прямому углу.
ГИПОТЕНУЗА (греч. hypoteinusa), сторона прямоугольного треугольника, лежащая против прямого угла. - Катет одна из сторон прямоугольного треугольника, образующая прямой угол. Противоположная прямому углу сторона называется гипотенузой.
- Катет — который катает, гипотенуза — которая тянет.
 А нам говоряг, что катет —
А нам говоряг, что катет — 
Универсальный шаблон сварщика УШС-3: как пользоваться, поверка
В ходе проведения сварочных работ обязательным является непрерывный контроль качества произведенных сварных соединений. Это осуществляется прежде всего визуально, используя универсальный шаблон сварщика УШС-3. Как пользоваться им и в каких именно случаях станет ясно из более подробного сравнительного рассмотрения всех четырех используемых сейчас видов таких инструментов.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки.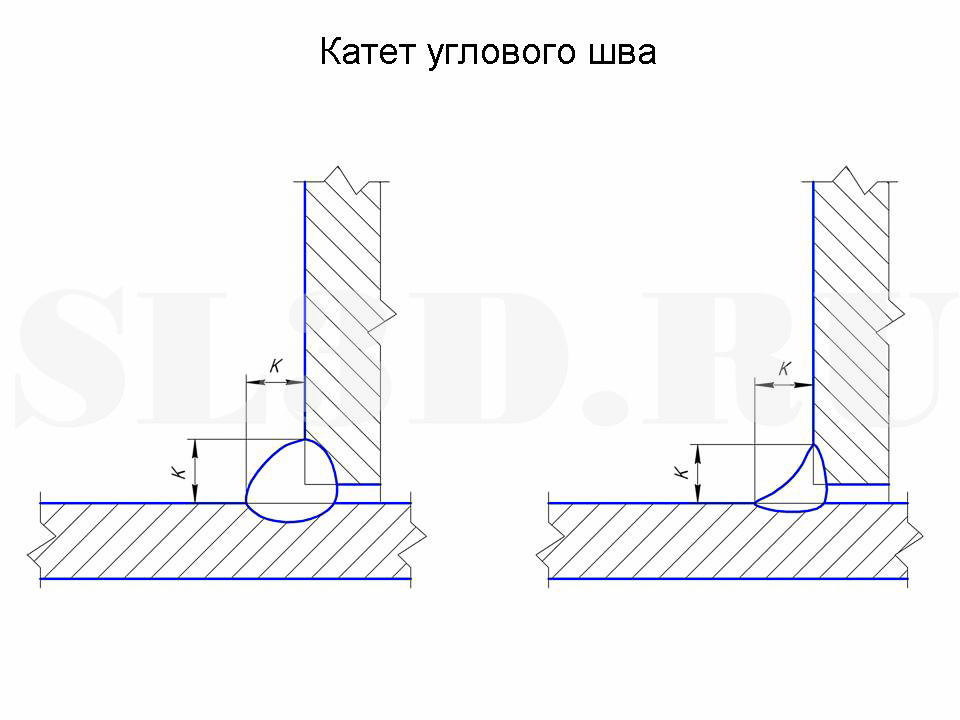 Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью.
Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований.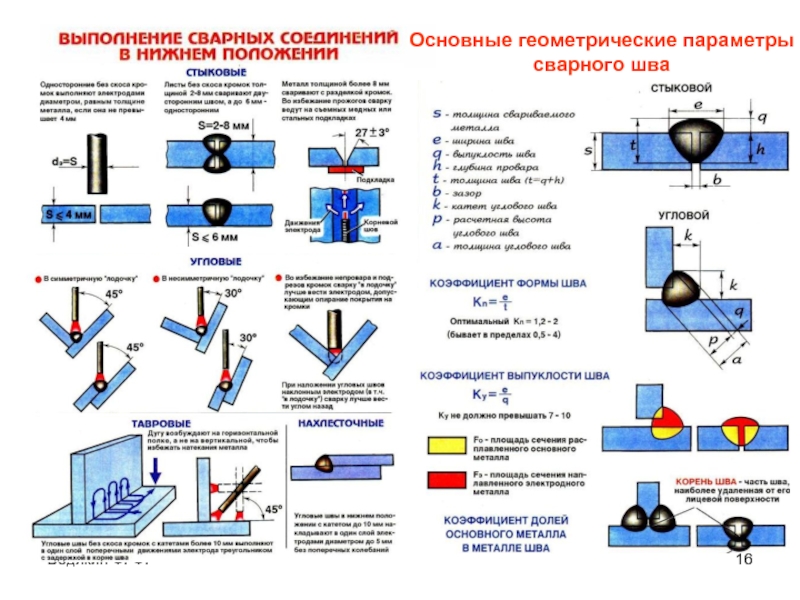 К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
- Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.
Как работать с ушс-3
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
 На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.

 Его величина считывается со шкалы расположенной на правой стороне приспособления.
Его величина считывается со шкалы расположенной на правой стороне приспособления.- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
 youtube.com/embed/-xe5f22QiXc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/-xe5f22QiXc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как читать сварочные контрольно-измерительные приборы, приборы серии WG
, обслуживающий канадские провинции и территории Ньюфаундленд, НФ, НЛ, Нова.
Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON,
Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
города,
Торонто, Миссиссога, Скарборо, Лаваль, Монреаль, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Сент-Луис.Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо,
Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Халтон-Хиллз, Милтон, Оквилл, Миссиссауга, Новый рынок, Ричмонд-Хилл, Вон, Оранжвилль,
обслуживая города США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис,
Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нэшвилл, Портленд, Оклахома-Сити, Лас-Вегас,
Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд,
Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа,
Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Сент-Луис.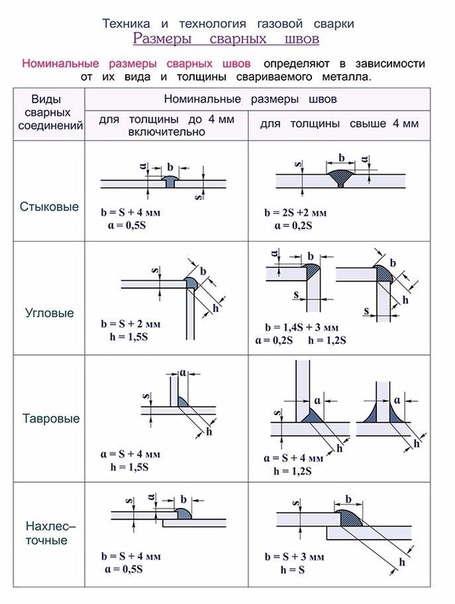 Луи, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт Ст.Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйко
и государства
Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина,
Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг
Мы можем отправить в Афганистан, Аландские острова, Албанию,
Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос
, Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия
, Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова
, Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун
, Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия , Демократическая Республика Конго , Дания , Джибути
, Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор
, Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия ,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская
Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар
, Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала
, Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия
, Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия
, Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония
, Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт
, Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия
, Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom)
, Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали ,
Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий
, Майотта , Мексика , Микронезия , Молдова , Монако , Монголия
, Черногория , Монтсеррат , Марокко , Мозамбик , Н.
Луи, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт Ст.Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйко
и государства
Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина,
Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг
Мы можем отправить в Афганистан, Аландские острова, Албанию,
Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос
, Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия
, Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова
, Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун
, Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия , Демократическая Республика Конго , Дания , Джибути
, Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор
, Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия ,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская
Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар
, Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала
, Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия
, Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия
, Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония
, Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт
, Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия
, Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom)
, Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали ,
Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий
, Майотта , Мексика , Микронезия , Молдова , Монако , Монголия
, Черногория , Монтсеррат , Марокко , Мозамбик , Н.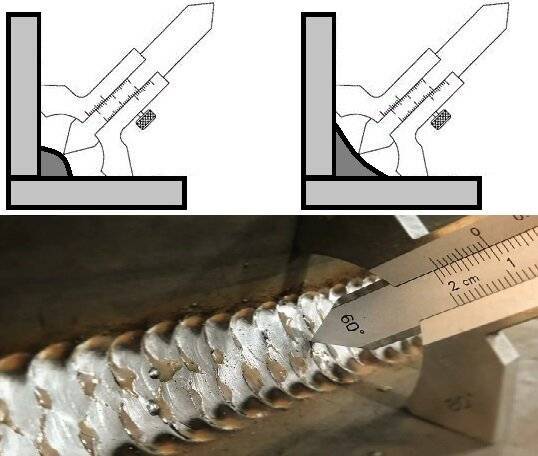 Мариана
острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова
, Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия ,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан,
Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон ,
Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино
, Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра
Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг
Африка, Южная Корея, Испания, Шри-Ланка, Св.Бартелеми, св.
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис , Сент-Люсия , Сен-Мартен , Сент-Мартин , Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Восточный Тимор , Тиниан , Того , Тонга , Тортола , Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа, Яп, Йемен, Замбия, Зимбабве
Мариана
острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова
, Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия ,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан,
Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон ,
Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино
, Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра
Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг
Африка, Южная Корея, Испания, Шри-Ланка, Св.Бартелеми, св.
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис , Сент-Люсия , Сен-Мартен , Сент-Мартин , Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Восточный Тимор , Тиниан , Того , Тонга , Тортола , Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа, Яп, Йемен, Замбия, Зимбабве
мы стараемся отправлять в крупнейшие города мира
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели, Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины , Лос-Анджелес, США , Калькутта, Индия , Москва, Российская Федерация.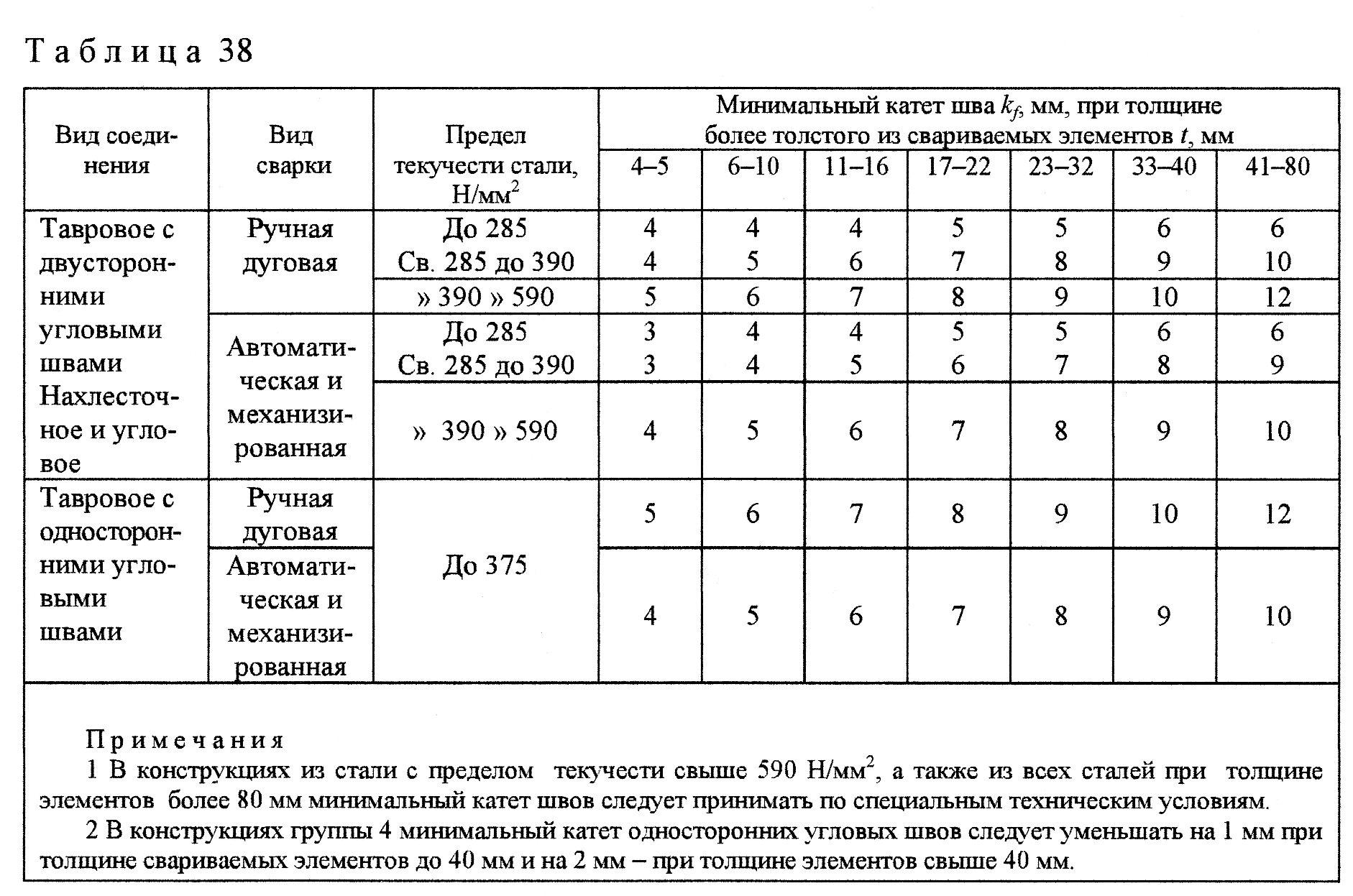 , Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима , Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан , Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, ул.Санкт-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон, США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Юг Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунгин, Китай, Медельин, Колумбия, Детройт , США , Ханьдань, Китай , Франкфурт, Германия , Порту-Алегри, Бразилия , Ханой, Вьетнам , Сидней, Австралия, Санто-Доминго, Дом.
, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима , Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан , Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, ул.Санкт-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон, США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Юг Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунгин, Китай, Медельин, Колумбия, Детройт , США , Ханьдань, Китай , Франкфурт, Германия , Порту-Алегри, Бразилия , Ханой, Вьетнам , Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Дефекты проплавления сварных швов и оптимизация измерений и контроля | Автомобильная и аэрокосмическая промышленность | Цифровой микроскоп 4K — примеры применения и решения
Сварка обычно используется при соединении металлических компонентов таких продуктов, как автомобили, самолеты, железнодорожные вагоны и корабли.Для автомобилей соединение происходит в основном с помощью различных видов дуговой сварки, контактной точечной сварки и лазерной сварки. Эти методы используются на кузовах, рамах, двигателях, трансмиссиях, шасси и других подобных компонентах, к которым прикладывается нагрузка во время движения автомобиля.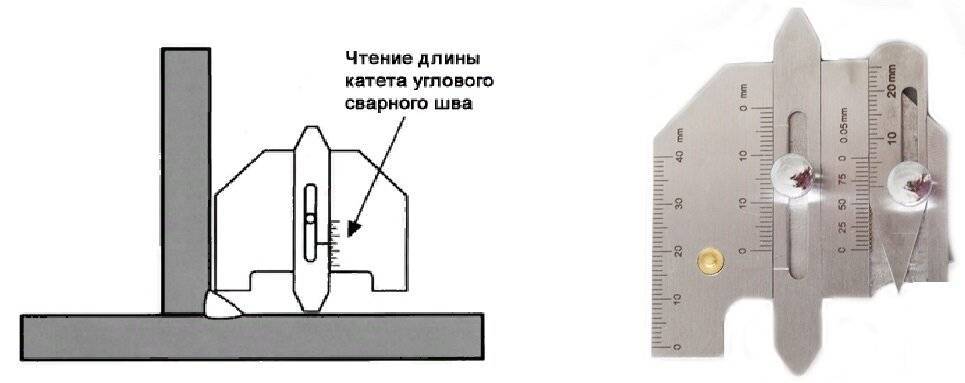 Это придает большое значение расчету прочности сварных швов и контролю качества сварных швов путем измерения размеров поперечных сечений.
Это придает большое значение расчету прочности сварных швов и контролю качества сварных швов путем измерения размеров поперечных сечений.
Сварные швы (сварные валики и провары), которые соединяют эти основные материалы, хотя и являются металлическим материалом, включают присадочные материалы (такие как сварочные стержни и сварочная проволока), которые расплавились и затвердели.
Например, при типичной дуговой сварке металлические конструкции непрерывно изменяются не только в металле шва, но и в частях основного материала, на которые воздействует тепло сварки. Наряду с этим изменением непрерывно изменяются и механические свойства металлических материалов. С другой стороны, арматура, образующаяся на поверхности сварного шва, имеет разрывы. Концентрация несплошностей приводит к отклонению механических свойств, вызывая тем самым трещины из-за концентрации напряжений.
При расчете прочности металлических изделий материалы обычно выбираются исходя из предположения о нагрузке, прикладываемой к изделиям, и определения нагрузки, прикладываемой к каждому металлическому материалу. Кроме того, при расчете прочности необходимо учитывать нагрузки, прикладываемые к сварным швам каждого материала, тем самым устанавливая стандарт качества сварки, которого необходимо достичь.
Кроме того, при расчете прочности необходимо учитывать нагрузки, прикладываемые к сварным швам каждого материала, тем самым устанавливая стандарт качества сварки, которого необходимо достичь.
Поэтому важно проверять качество сварки на основе расчета прочности путем измерения, например, толщины шва (или поперечного сечения шва, размера поперечного сечения сварного шва после сварки), длины катета и Глубина проникновения.Качество сварных швов можно оценить путем макроскопического измерения поперечных сечений после сварки.
Глубина проникновения тесно связана с прочностью соединения. Любые дефекты проплавления на сварных швах, такие как несоответствующее соотношение между глубиной проплавления и основным материалом, сильно повлияют на качество и прочность сварки. На примере стыковой сварки ниже описаны типичные дефекты провара.
- Недостаточное проникновение
- Дефект, при котором степень проникновения недостаточна по сравнению с требуемой глубиной проникновения из-за таких факторов, как недостаточное подвод тепла к расплавленному металлу. На рисунке показан пример угловой сварки внахлестку. При стыковой сварке этот дефект легко возникает на дне разделки. В случае тройника с тонкой пластиной (горизонтальное угловое соединение) проникновение считается недостаточным, если глубина проникновения составляет 20 % или менее от толщины тонкой пластины.
 На рисунке показан пример угловой сварки внахлестку. При стыковой сварке этот дефект легко возникает на дне разделки. В случае тройника с тонкой пластиной (горизонтальное угловое соединение) проникновение считается недостаточным, если глубина проникновения составляет 20 % или менее от толщины тонкой пластины.
На рисунке показан пример угловой сварки внахлестку. При стыковой сварке этот дефект легко возникает на дне разделки. В случае тройника с тонкой пластиной (горизонтальное угловое соединение) проникновение считается недостаточным, если глубина проникновения составляет 20 % или менее от толщины тонкой пластины.- Неполное сплавление
- Дефект, при котором части основного металла не пропитаны расплавленным металлом. На рисунке показан пример тройника из тонкой пластины (горизонтального углового соединения).Этот дефект вызван, например, недостаточным подводом тепла к расплавленному металлу и предварительным течением расплавленного металла. При кольцевой сварке это также происходит из-за того, что предыдущий и последующий валики переносятся на сварку внахлест до того, как они достаточно проникнут.
Различные канавки также вызывают различные схемы проплавления, что приводит к разнице в прочности сварных швов.
- Сварка с полным проплавлением
- Сварка с полным проплавлением — это метод сварки, при котором паз соединяемого материала объединяется и заливается расплавленным соединительным материалом (присадочная проволока и сварочная проволока), как и при стыковой сварке.
Можно сказать, что сварные швы с полным проплавлением обладают высокой надежностью с точки зрения прочности, поскольку они имеют такое же условное напряжение, как и основной материал. С другой стороны, они требуют высокого качества сварки. Особое внимание требуется на концах сварных швов, чтобы предотвратить такие дефекты, как подрезы сварных швов. Также важно контролировать и регулировать армирование, потому что напряжение концентрируется на чрезмерном армировании, вызывая растрескивание или другие подобные проблемы.

- Сварка с частичным проплавлением
- Сварка с частичным проплавлением — это метод, при котором на основном материале создается частичная разделка.В этом методе основной материал сваривается только частично, в то время как сварка с полным проплавлением сваривает всю толщину листа основного материала. Хотя обычно используется сварка с полным проплавлением, в некоторых случаях требуется сварка с частичным проплавлением, например, когда соединяемые участки переплетаются из-за конструкции и изготовления материалов.
Однако требуется осторожность при сварке с частичным проплавлением в местах, к которым приложен изгибающий момент или растягивающая сила, поскольку прочность сварки с частичным проплавлением часто недостаточна.Таким образом, расчет прочности сварных швов, а также измерение и проверка того, удовлетворяют ли размеры фактического проплавления сварного шва, такие как толщина шва, проектным условиям, имеют особое значение.
Поперечные сечения сварных швов обычно имеют низкий контраст между проплавлением и основным материалом, поэтому измерение с помощью обычных микроскопов затруднено и приводит к различиям между операторами. Также в случае стереоскопических микроскопов необходимо визуально проверять шкалу и вручную вводить измеренные значения.
Однако в последние годы технологические достижения в области цифровых микроскопов решили проблемы обычных микроскопов и значительно изменили четкость проплавления сварного шва и эффективность измерения размеров. Цифровой микроскоп сверхвысокого разрешения 4K серии VHX компании KEYENCE повышает эффективность контроля проплавления сварных швов благодаря четким изображениям и измерению размеров, поддерживаемым новейшим объективом с высоким разрешением, 4K CMOS, инновациями в области освещения и технологией обработки изображений.
Цифровой микроскоп сверхвысокого разрешения 4K серии VHX компании KEYENCE повышает эффективность контроля проплавления сварных швов благодаря четким изображениям и измерению размеров, поддерживаемым новейшим объективом с высоким разрешением, 4K CMOS, инновациями в области освещения и технологией обработки изображений.
Поперечные сечения сварных швов иногда затрудняют оценку и измерение из-за низкой контрастности границ сварных швов как для проплавления, так и для основного материала. Следовательно, эти границы невозможно четко наблюдать с помощью обычного микроскопа.
Цифровой микроскоп 4K серии VHX может четко фиксировать края изображений с высоким разрешением 4K. Даже для поперечных сечений угловой сварки, граница между металлом шва и основным материалом трудно различима, теперь можно быстро и отчетливо наблюдать четкие граничные кромки, различия в структуре металла и дефектные участки.
Эти наблюдения устраняют путаницу при обычном измерении размеров проникновения и сокращают рабочее время, одновременно повышая точность контроля.
Слева: высокое разрешение/справа: нормальное (30x)
Измерение размеров поперечных сечений сварных швов является важной проверкой, связанной с прочностью и качеством.Однако с помощью обычного стереоскопического микроскопа трудно судить о точках измерения из-за низкого контраста между основным материалом и шариками. Кроме того, требуется визуальное сопоставление с памятью и ручной ввод полученных значений, что приводит к проблемам человеческой ошибки и усложнению работы.
Благодаря изображениям с высоким разрешением 4K на мониторе, которые могут четко представлять границы сварного шва, цифровой микроскоп 4K серии VHX позволяет измерять в двух измерениях такие элементы, как длина ноги, глубина горловины и глубина проникновения, с помощью простого нажатия на точку, чтобы мера.Вы можете легко и за короткое время выполнять даже высокоточные измерения субмикронного порядка, тем самым значительно сокращая рабочее время.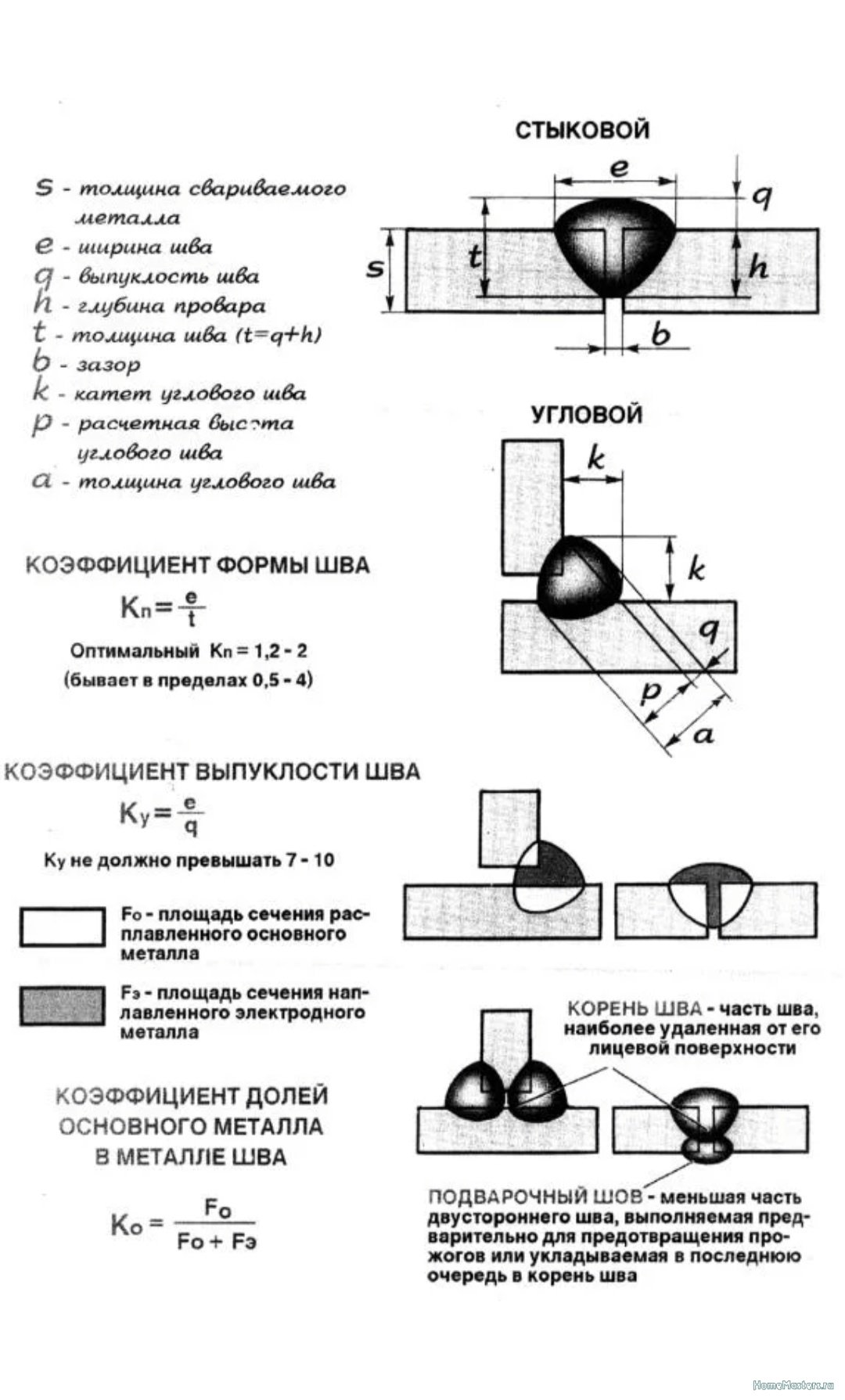
Кроме того, новейшая функция автоматического определения границ предотвращает различия в точках измерения между операторами. Кроме того, благодаря функции, позволяющей пользователям повторять измерения размеров, можно удовлетворить широкий спектр потребностей в контроле, выбирая измеренные и сохраненные данные из альбома.
Измерение проникновения в сварной шов
Также возможно измерение субмикронного порядка.Сварные швы имеют непрерывную неровную форму. Если на поверхности борта имеются (прерывистые) дефекты, такие как недостаточное армирование, нахлесты, подрезы, ямки и трещины, требуемые механические свойства не могут быть достигнуты, и могут возникнуть трещины. Обычные микроскопы, однако, не могут сфокусировать всю неровную поверхность шарика и не могут предоставить информацию о высоте, необходимую для оценки таких элементов, как армирование.
Цифровой микроскоп 4K серии VHX обеспечивает полностью сфокусированное наблюдение и трехмерное измерение объектов с неровной поверхностью. Кроме того, отображая 3D-форму сварных швов, вы можете не только свободно проверять форму под разными углами, но и измерять профиль любого поперечного сечения. Поскольку можно анализировать форму и шероховатость, вы также можете проверять брызги, трещины и другие подобные проблемы на поверхности основного материала вокруг сварных швов.
Кроме того, отображая 3D-форму сварных швов, вы можете не только свободно проверять форму под разными углами, но и измерять профиль любого поперечного сечения. Поскольку можно анализировать форму и шероховатость, вы также можете проверять брызги, трещины и другие подобные проблемы на поверхности основного материала вокруг сварных швов.
Обычно операторам приходилось иметь дело не только со сложными измерениями и проверками, но и с большой рабочей нагрузкой, связанной с созданием отчетов.
Цифровой микроскоп 4K серии VHX оснащен функцией создания отчетов. Вы также можете установить Excel на серию VHX, как на ПК. Предварительная настройка шаблонов позволяет мгновенно вводить не только увеличенные изображения с включенными размерами, но также измеренные значения и оценки «годен/не годен». Эти шаблоны значительно сокращают усилия и трудозатраты, необходимые для создания отчетов.
Серия VHX — это мощный инструмент, который решает проблемы традиционных измерений и проверок, повышая при этом эффективность работы.Это достигается благодаря четкости, которая может быть достигнута только с изображениями с высоким разрешением 4K, сбору числовых данных посредством высокоточных измерений, а также сохранению и использованию данных. Он оснащен многими другими расширенными функциями, которые обычно недоступны. Кроме того, предусмотрено множество других функций для удовлетворения требований к скорости и точности на месте, таких как функция плавного масштабирования, которая автоматически изменяет увеличение между 20-кратным и 6000-кратным без замены объектива, режим оптического эффекта тени и функции многократного освещения, которые помогают четко передать мелкие детали неровных поверхностей, а автоматические шаблоны для повторных измерений.
Чтобы получить дополнительную информацию о продукте или задать вопросы, нажмите кнопки ниже.
(PDF) Проверка качества сварки с помощью лазерного триангуляционного измерения
Sakari Penttilä et al. / Procedia Manufacturing 51 (2020) 408–415 415
8 S. Penttilä et al. / Procedia Manufacturing 00 (2020) 000–000
сварного шва. Симметричное несоответствие также уменьшает номинальную толщину шва
, что приводит к снижению прочности конструкции
.Однако, что касается предела допуска
ISO 5817, может быть значительная позиционная ошибка, пока она
не повлияет на уровень качества сварного шва (1,0 мм позиционной ошибки
). Несоосность заготовки, нестабильность процесса и аномалии
, такие как дуновение дуги, могут существенно повлиять на качество сварного шва
. Следовательно, можно сказать, что процесс сварки
должен быть оптимизирован для сварных швов для применения робота GMAW
, даже если точность позиционирования и повторяемость
робота достаточны для достижения и выполнения требований
уровня ISO 5817. Б последовательно.Следует отметить
Б последовательно.Следует отметить
, что исследование учитывает только параметры сварки
, использованные в исследовании, и может не применяться для
меньшей или большей толщины шва, а также для различных скоростей сварки
или других изменений параметров. Для создания банка данных
о влиянии положения горелки на достигнутое качество сварного шва и дефекты
необходимо создать больший набор данных
. Будут проведены дальнейшие исследования погрешности положения горелки
, используемой при различных размерах корневых зазоров между пластинами, чтобы
выяснить влияние ошибок позиционирования заготовки на достигнутое качество сварного шва
.Результаты будут использованы для определения требований
к автоматизированной обработке заготовок и сборке
для достижения стабильного качества. Кроме того, результаты можно
использовать в промышленности для отслеживания и оценки важности и факторов различных условий сварки.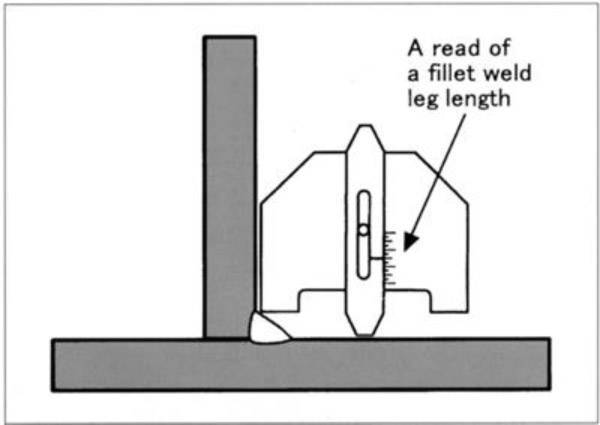
Исследование показывает, что лазерное триангуляционное измерение
можно использовать для
геометрического анализа сварного шва и оценки качества сварного шва.В дополнение к этому точность измерения
и точность позиционирования робота достаточны также в условиях согласованности
для достижения уровня сварки B в соответствии с
ISO 5817. Можно также сделать вывод, что измерение лазерной триангуляции
достаточно для параметров сварки. контроль
целей, в зависимости от точности, воспроизводимости и
чувствительности самого программного обеспечения управления параметрами.
5. Благодарности
Исследования выполнены в рамках проекта ENI CBC
Энергоэффективные системы на основе возобновляемых источников энергии для Арктики
условия «EFREA» финансируется Юго-Восточной Финляндией –
Россия Программа CBC 2014-2020 (Европейский Союз, Российская Федерация
и Республика Финляндия).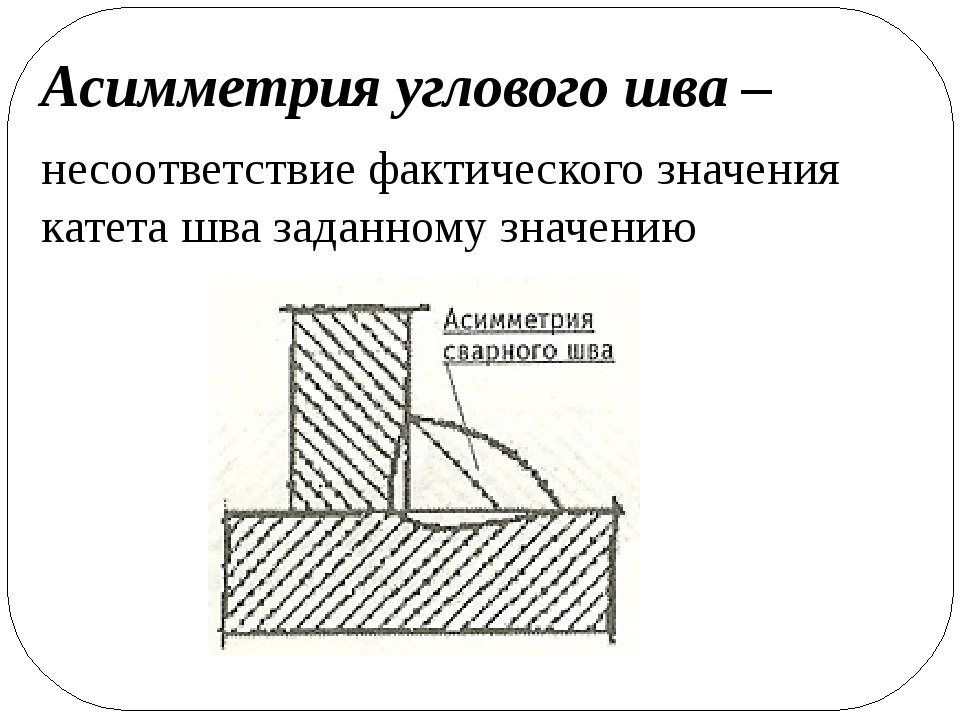
Ссылки
[1] T. Björk, J. Samuelsson, G. Marquis, Необходимость системы качества сварки
для конструкций, нагруженных усталостью, Weld. Мир. (2008).
doi:10.1007/BF03266615.
[2] Э.А. Gyasi, P. Kah, H. Wu, MA Kesse, Моделирование системы искусственного интеллекта
для прогнозирования структурной целостности в роботизированном GMAW
угловых сварных соединений UHSS, Int. Дж. Адв. Произв. Технол. 93
(2017) 1139–1155. doi: 10.1007/s00170-017-0554-0.
[3] С. Пенттиля, П. Ках, Й. Ратава, М. Пиринен, Контроль проникновения и качества
с помощью системы сварки с искусственной нейронной сетью, в: Proc. Междунар.
Offshore Polar Eng. Conf., 2017.
[4] J. Ratava, S. Penttilä, M. Lohtander, P. Kah, Оптическое измерение
геометрии канавки, Procedia Manuf. 25 (2018) 111–117.
doi: https://doi.org/10.1016/j.promfg.2018.06.064.
[5] В.А. Кархин, Тепловые процессы при сварке, 2019.
doi: https://doi. org/10.1007/978-981-13-5965-1.
org/10.1007/978-981-13-5965-1.
[6] А.Э. Оберг, Э. Остранд, Изменение процедуры сварки
, подход к спецификации и его влияние на производительность, в: Procedia
Manuf., 2018. doi:10.1016/j.promfg.2018.06.111.
[7] A.E. Öberg, E. Åstrand, Повышение производительности за счет уменьшения вариаций
в дуговой сварке металлическим электродом в среде защитного газа (GMAW), Int. Дж. Адв. Произв.
Техн. (2017). doi: 10.1007/s00170-017-0214-4.
[8] с.Ках, М. Шреста, Э. Хилтунен, Дж. Мартикайнен, Robotic arc
Датчики сварки и программирование в промышленных приложениях, Int. J.
Мех. Матер. англ. 10 (2015) 13. doi:10.1186/s40712-015-0042-y.
[9] S. Penttilä, H. Lund, J. Ratava, M. Lohtander, P. Kah, J. Varis,
Производство сложных деталей с поддержкой виртуальной реальности,
Procedia Manuf. (2019). doi:10.1016/j.promfg.2020.01.224.
[10] Й. Ратава, С. Пенттиля, Х. Лунд, М.Лохтандер, П. Ках, М.
Олликайнен, Дж.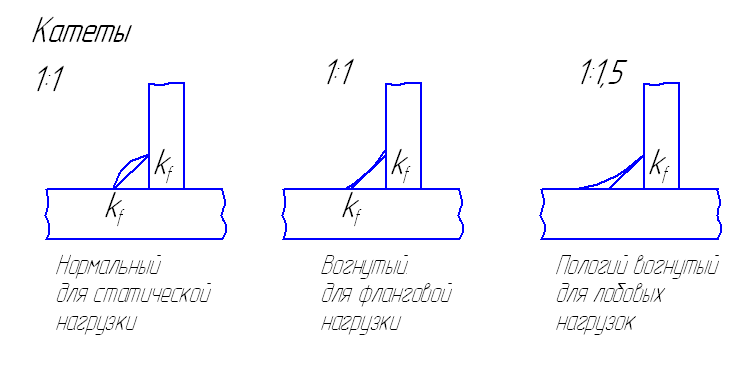 Варис, Обеспечение качества и управление процессами в виртуальной реальности
Варис, Обеспечение качества и управление процессами в виртуальной реальности
, Procedia Manuf. (2019).
doi:10.1016/j.promfg.2020.01.063.
[11] H. Lee, C. Ji, J. Yu, Влияние сварочного тока и параметров положения горелки
на геометрию валика при сварке холодным переносом металла, J.
Mech. науч. Технол. (2018). doi: 10.1007/s12206-018-0831-3.
[12] J. Li, H. Li, H. Wei, Y. Gao, Влияние положения горелки и угла на
качество сварки и стабильность процесса сварки в импульсном режиме
Сварка MIG–пайка алюминиевых нержавеющая сталь, внутр.Дж.
Доп. Произв. Технол. (2016). doi: 10.1007/s00170-015-7734-6.
[13] F.Q. Лю, З.Ю. Wang, Y. Ji, Точное начальное положение сварного шва
Идентификация углового шва с использованием технологии лазерного видения,
Int. Дж. Адв. Произв. Технол. (2018). doi:10.1007/s00170-018-
2574-9.
[14] С.Б. Чен, Н. Лв, Эволюция исследований интеллектуальных технологий
для процесса дуговой сварки, J.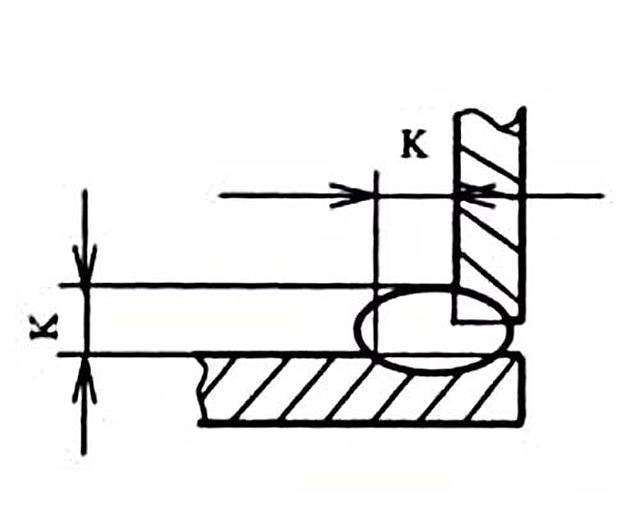 Manuf. Обработать. 16 (2014)
Manuf. Обработать. 16 (2014)
109–122.doi: 10.1016/j.jmapro.2013.07.002.
[15] Ф. Сикстрём, А. Э. Оберг, Прогнозирование провара в односторонних угловых швах
путем контроля зазора в процессе соединения — экспериментальное исследование
, Weld. Мир. (2017). doi: 10.1007/s40194-017-0448-7.
[16] N. Wang, X. Shi, X. Zhang, Распознавание начального положения сварки
на основе структурированного света для робота для дуговой сварки, в: Lect. Примечания
Вычисл. науч. (Включая Subser. Lect. Notes Artif. Intell.Лект.
Notes Bioinformatics), 2017. doi:10.1007/978-3-319-65292-4_49.
[17] ISO 5817, Сварка. Соединения сваркой плавлением из стали, никеля, титана
и их сплавов (исключая балочную сварку). Уровни качества для
дефектов, 2014 г. (2014 г.).
[18] Micro-Epsilon, Компактный лазерный сканер высокой точности (2019 г.).
https://www.micro-epsilon.com/2D_3D/laser-
сканер/scanCONTROL-2900/.
[19] Европейский стандарт, SFS-EN 1993-1-8, Еврокод 3: Расчет конструкций из стали
.Часть 1-8: Проектирование соединений, 2005 г.
Сварочные калибры – как их использовать
Существует несколько типов калибров, используемых для измерения сварных швов и дефектов сварки, включая, помимо прочего, пористость, подрезку, недолив и вогнутость. Двумя наиболее часто используемыми типами являются стандартный датчик угловых сварных швов и датчик AWS (автоматический датчик размера сварного шва). Эта статья покажет вам, как правильно использовать оба датчика.
Измеритель угловых сварных швов — один из самых простых в использовании измерительных приборов, который полезен для проверки размера угловых швов и вогнутости.Мы всегда хотим, чтобы наши сварные швы были от плоских до слегка выпуклых. Измеритель угловых сварных швов сообщит вам, является ли ваш сварной шов вогнутым. Этот тип датчика обычно включает 7 или более частей.
Например, вот несколько инструкций по использованию углового сварного шва 1/2 дюйма:
Просто сдвиньте калибр и прижмите его верхний конец к вертикальной детали. Этот конец должен быть точно на верхней кромке сварного шва, чтобы получить галтель 1/2″. Если у вас есть пространство между датчиком и носком сварного шва, то размер сварного шва слишком мал.Нижний край скругления имеет больше места, что позволяет увеличить размер ноги. Это особенно полезно при больших угловых сварных швах, когда сила тяжести имеет тенденцию увеличивать нижнюю часть. Вертикальная линия покажет, где должен быть нижний носок.
После того, как вы определили, что размер сварного шва соответствует размеру 1/2″, проверьте вогнутость или выпуклость.
Как правило, сварные швы никогда не должны быть вогнутыми. Выступ в середине калибра должен соприкасаться со сварным швом, чтобы убедиться, что сварной шов не вогнутый.Если между лицевой стороной сварного шва и этим концом калибра есть дневной свет, сварной шов вогнутый и больше не является приемлемым галтелем 1/2″.
Однако AWS Gauge более универсален, чем стандартный Fillet Gauge. Есть несколько вещей, которые он может измерить:
Размер углового сварного шва
Поместите измеритель на носок сварного шва и сдвиньте указатель вниз к нижней части свариваемой конструкции.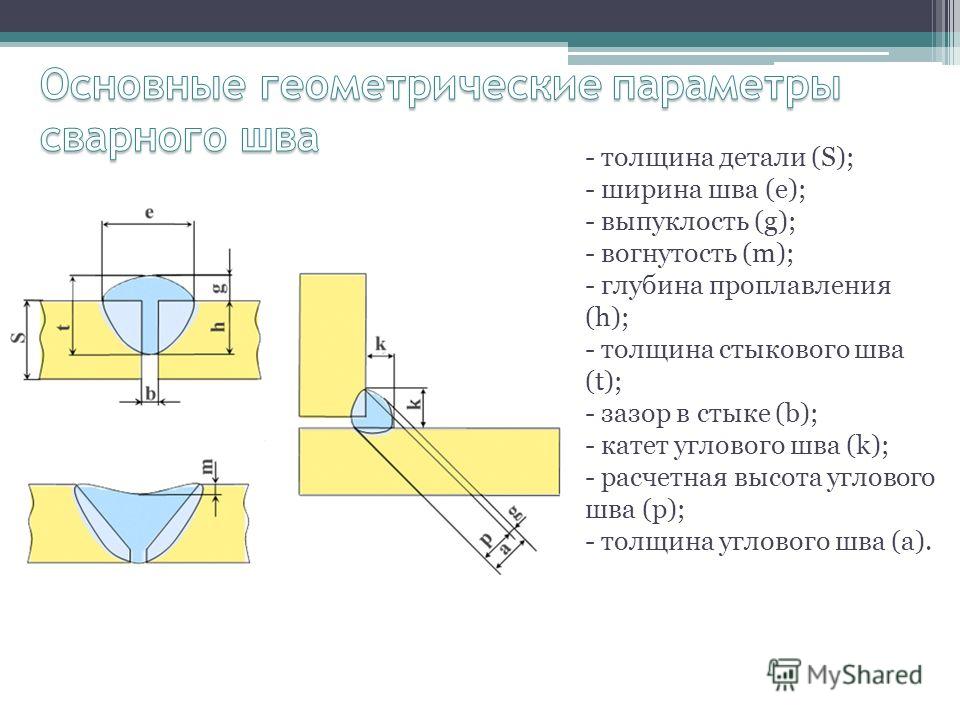 Размер углового шва будет указан калибром.
Размер углового шва будет указан калибром.
Допустимый допуск выпуклости
Концом калибра со сторонами под углом 45 градусов подведите калибр до касания обеих свариваемых деталей. Сдвиньте указатель вниз, на этот раз, пока он не коснется поверхности сварного шва. Датчик покажет, если армирования слишком много.
Допустимый допуск вогнутости и недолива
На этот раз вы делаете то же самое, что и при проверке допустимой выпуклости. Датчик покажет, есть ли вогнутый сварной шов.
Допустимый допуск армирования
Стыковой сварной шов иногда имеет максимально допустимое армирование. Чтобы измерить усиление стыкового сварного шва, поместите калибр под углом 45 градусов.
Это лишь некоторые из нескольких доступных типов датчиков. Другие типы могут измерять поднутрение, несоосность, степень пористости и угол препарирования.
Компания PCES предлагает ряд сварочных калибров, подходящих для различных целей.Все эти контрольно-измерительные приборы и приборы для сварки имеют высочайшее качество и позволяют быстро и легко измерять сварные швы.