Как правильно настроить полуавтомат для сварки проволокой?
Содержание
- Как самому настроить сварочный полуавтомат?
- Общая информация
- Особенности настройки
- Настройка полуавтомата
- Вместо заключения
- Настройка параметров сварочного полуавтомата
- Возможности оборудования
- Рекомендации в инструкции
- Настройка тока и скорости подачи проволоки
- Регулировка параметров
- Типичные ошибки
- Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
- Сварка полуавтоматом. Обучающее видео.
- Отличия полуавтоматической сварки от электрода
- Устройство сварочного полуавтомата
- Как работает сварочный полуавтомат
- Режими полуавтоматической сварки
- Как варить полуавтоматом.
- Как правильно настроить сварочный полуавтомат: таблица настройки
- Внешнее влияние на настройки
- Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Настройка аппарата сварочного полуавтомата
- Как проводится сварка полуавтоматом
Как самому настроить сварочный полуавтомат?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки.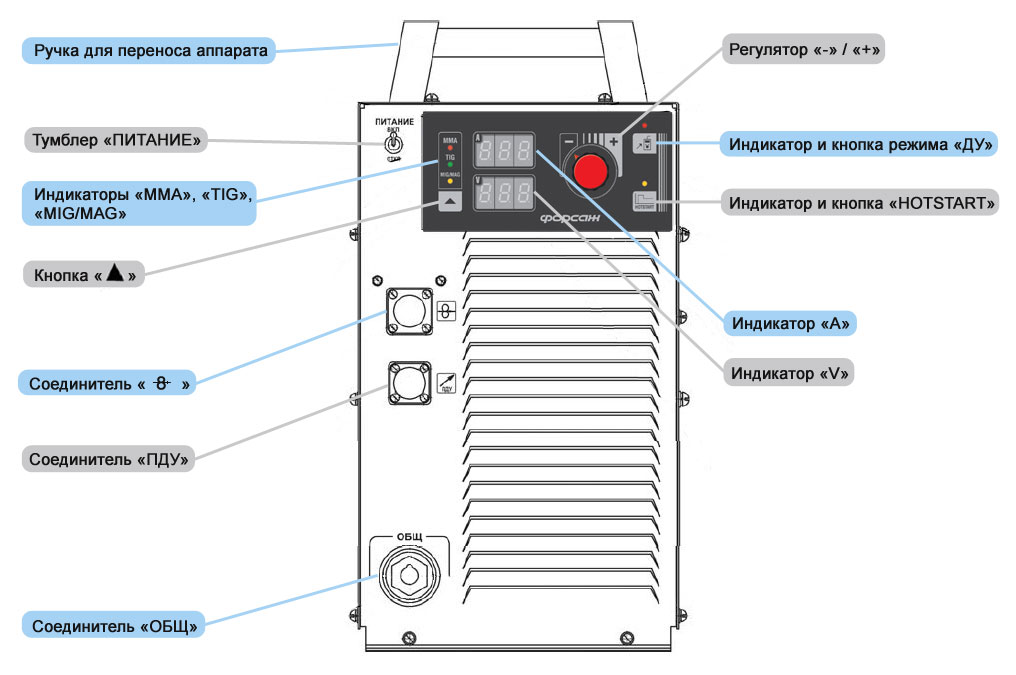 Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».

Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.

- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)

Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.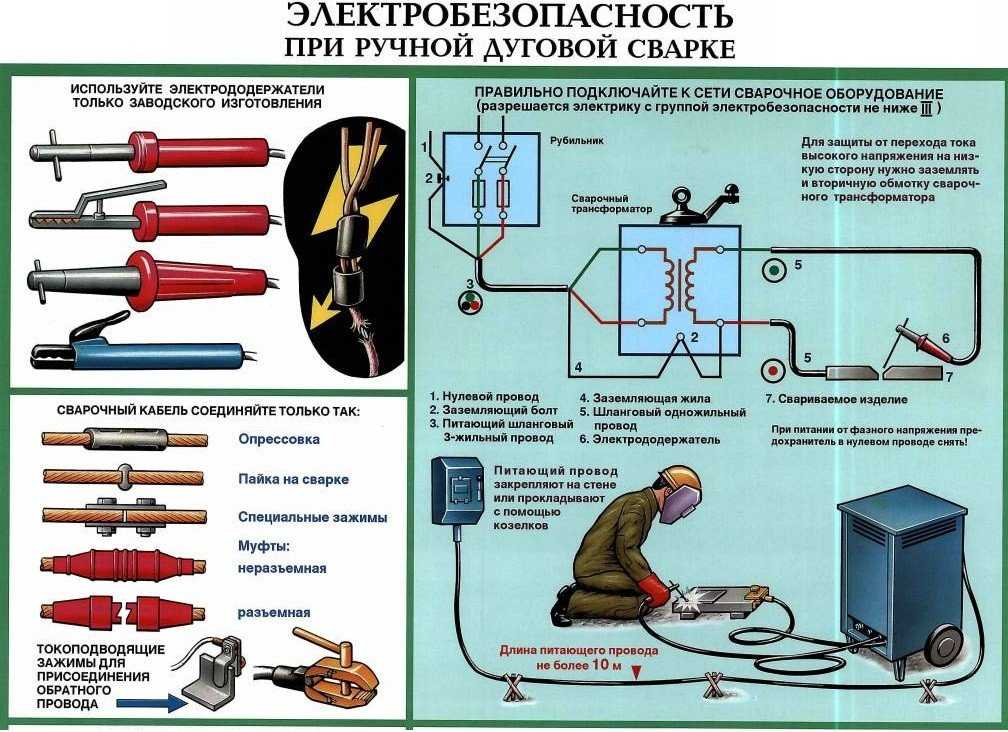
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Как правильно настроить сварочный полуавтомат: таблица настройки
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно.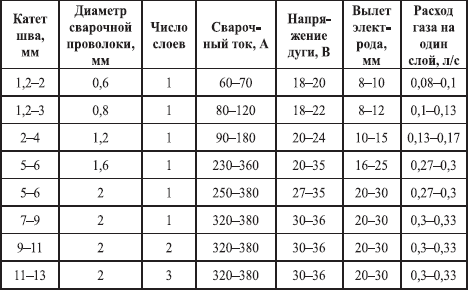 Обратимся к знаниям производственников.
Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.

Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С , которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.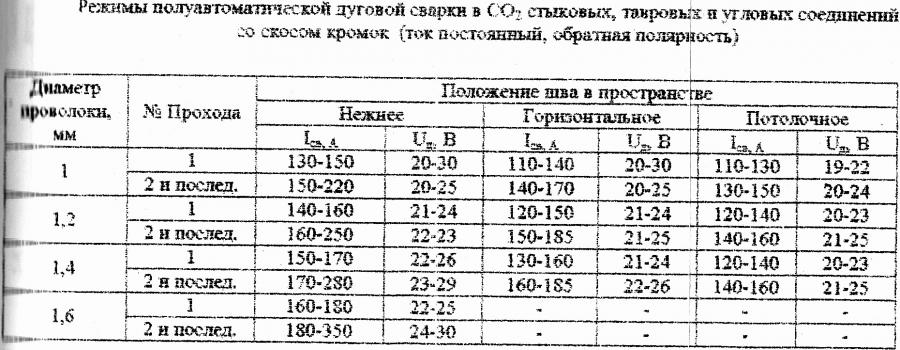
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
 youtube.com/embed/vATrv1MqmUU?feature=oembed»>
youtube.com/embed/vATrv1MqmUU?feature=oembed»> Помогите настроить полуавтомат — Страница 2 — Полуавтоматическая сварка — MIG/MAG
#21 валера1963
Отправлено
ivn12,Вот почитайте http://websvarka.ru/…yj-poluavtomat/
- Наверх
- Вставить ник
#22 ivn12
Отправлено 23 December 2015 11:57
ivn12,
Настройки пусть так пока остаются, давление газа 0.03-0.05(газ с легким шипением выходит из горелки создавая защитное облако, а не свистит как из резака сдувая и охлаждая зону сварки), дальше скоростью пробуйте корректировать-чтоб руку не отталкивало, а проволока выходя расплавлялась и растекалась.
Потом током можно поиграть.Расстояние от изделия от 1 см до 3 примерно.Зачистить все чтоб блестело.И это, не нужно на больших кусках пробовать, пробуйте на всяких обрезках-соединяйте внахлест.Так проще для начала.
Пробуйте варить коротким импульсом-так тоже проще для начала.Удачи!

Дело в том, что overman — это аппарат, на котором нету возможности регулировать вручную скорость подачи проволоки. Есть только возможность переключить кнопкой «быстро» и «медленно», мне все знакомые сварщики говорят «регулируй скорость подачи» , но на моем сварочном аппарате нету крутилки регулятора скорости подачи проволоки, если правильно понял — она регулируется автоматически в зависимости от напряжения и тока.
Для человека, который первый раз работает с полуавтоматом — это вызывает сильное недопонимание и заводит в тупик, потому что все другие сварщики говорят «регулируй скорость подачи», а тут такой функции просто нет.
- Наверх
- Вставить ник
#23 morgmail
Отправлено 23 December 2015 12:15
Модераторы, закройте тему, человек понятия не имеет.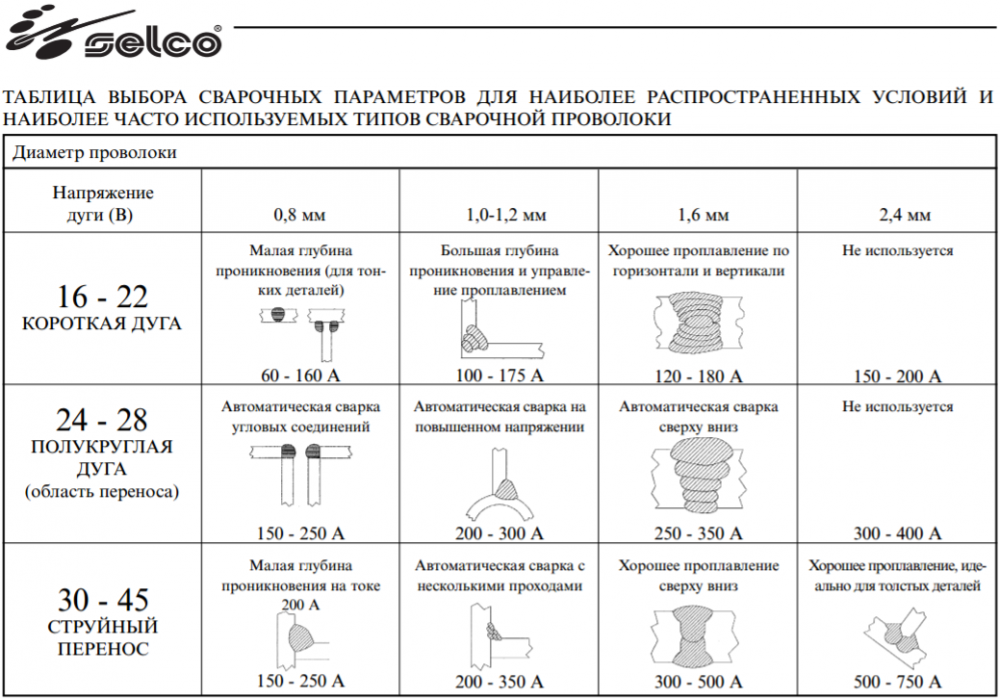 .. он даже ни одной книжки сварочной не прочитал… Тут уже таких тем навалом.
.. он даже ни одной книжки сварочной не прочитал… Тут уже таких тем навалом.
- Наверх
- Вставить ник
#24 штурман 001
Отправлено 23 December 2015 13:05
morgmail,Может у него просто грипп сейчас…
- Наверх
- Вставить ник
#25 Lohus
Отправлено 23 December 2015 13:55
Потерпите, дайте человеку понять все прелести того действа, из-за которого его, вместе с другими дачниками, мучил сосед с трансформатором. Если только не …
Если только не …
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#26 Kurt1
Отправлено 23 December 2015 14:07
Или мы наивные или полные л…хи. Кто из нас при поломке сварочного аппарата идет на форум электронщиков (имея паяльник и тестер) и не задает там вопросы, как мне научиться ремонтировать сварочный аппарат? Я хоть и «дружил» давно в радиолюбительстве и собирал простейшие блоки питания но в их форумах даже не пытался там задавать вопросы т.к. не тот уровень и объять необъятное невозможно, но последнее время менагеры так внушили населению, что современный аппараты чуть ли не сами варят и учиться, вникать, изучать не надо а надо просто » ОК ГУГЛЬ» и ты уже знаешь где купить сварочник и как им пользоваться. Что нас ждет в недалеком будущем???…. Здоровье надо ох как беречь а то попадешь к врачу, который закончил «ОК ГУГЛЬ»…
Что нас ждет в недалеком будущем???…. Здоровье надо ох как беречь а то попадешь к врачу, который закончил «ОК ГУГЛЬ»…
- Наверх
- Вставить ник
#27 Сусанин
Отправлено 23 December 2015 15:43
Могу приехать помочь, настроить, цена вопроса 2500 р
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#28 штурман 001
Отправлено 23 December 2015 15:55
Сусанин,Уважаю! Вот это взаимовыручка!!!
- Наверх
- Вставить ник
#29 Миротворец
Отправлено 23 December 2015 18:30
на котором нету возможности регулировать вручную скорость подачи проволоки.

она регулируется автоматически в зависимости от напряжения и тока.
Что за бред вы пишите? Ручка Current это и есть регулировка скорости подачи проволоки.
- Наверх
- Вставить ник
#30 gonta
Отправлено 23 December 2015 18:37
overman — это аппарат, на котором нету возможности регулировать вручную скорость подачи проволоки. Есть только возможность переключить кнопкой «быстро» и «медленно»
Я бы не взял такого….Ну да ладно.Попробуем так: режим «медленно», газ настроить-как описал выше, пробуем зажечь дугу.
Что чувствуем на руке?
Дуга должна шипеть как сало на сковородке и немного гудеть.При этом металл ложиться ровно.Если щелкает и стреляет-причин много: грязь в зоне сварки, много СО2, велика скорость, мал ток и тд.
Зажигай импульсом и пробуй левой рукой в перерывах дуги током покрутить.
ЗЫ. блин, как сложно описать то что умеешь давно и делаешь на автомате-не думая))))))))
Ко мне обращаться на ты.
- Наверх
- Вставить ник
#31 prometey
Отправлено 23 December 2015 19:06
Сам только начал варить полуавтоматом, но у меня к нему идет книжечка с табличкой.В табличка указаны диаметры проволоки и зависимость подачи проволоки от напряжения.
На слух определи идет ли из сопла горелки защитный газ.Выставь напряжение. А скорость подачи подбирай экспериментально. Так чтобы на металле образовалось красное пятно — то есть образовалась та самая сварочная ванна.
А скорость подачи подбирай экспериментально. Так чтобы на металле образовалось красное пятно — то есть образовалась та самая сварочная ванна.
В общем начни с газа.А там уже подбирай как хочешь.Но такое насыралово — даже если постараться то тяжело сделать)
на двадцати вольтах что у тебя установлены должно отлично варить 3 мм металл.
Сообщение отредактировал prometey: 23 December 2015 19:08
- Наверх
- Вставить ник
#32 Сусанин
Отправлено 23 December 2015 19:10
Если бы еще кто-то скинул сюда конкретные настройки ТОКА, НАПРЯЖЕНИЯ и ИНДУКТИВНОСТИ для сварки 3мм металла для аппарата аврора оверман, то было бы замечательно. ну имею ввиду настройки от которых уже можно начинать вносить коррективы до получения хорошего шва
http://aurora-online. ..g_table_mig.pdf
..g_table_mig.pdf
Источник http://aurora-online…avtomati/4140/
тут и видево и чтиво
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#33 gonta
Отправлено 23 December 2015 19:13
prometey,
А ты каким п\а варишь?Тут вишь у человека скорость ступенчаторегулируемая.Я тоже на своем не кручу обычно, но иногда подправлять приходиться.
Ко мне обращаться на ты.
- Наверх
- Вставить ник
#34 Hlorofos
Отправлено 23 December 2015 19:16
Да там металла нет, что варить???? На фото ржа в 1мм толщиной, о какой сварке речь?
https://vk. com/public202398922
com/public202398922
- Наверх
- Вставить ник
#35 Hlorofos
Отправлено 23 December 2015 19:18
Оверман ох….но варит в кислоте, но по зачищенному металлу правда.
https://vk.com/public202398922
- Наверх
- Вставить ник
#36 prometey
Отправлено 23 December 2015 19:20
prometey,
А ты каким п\а варишь?Тут вишь у человека скорость ступенчаторегулируемая.
 Я тоже на своем не кручу обычно, но иногда подправлять приходиться.
Я тоже на своем не кручу обычно, но иногда подправлять приходиться.
Боюсь что заклюют местные)Варю полуавтоматом SSVA 180P.
Как это ступенчато?Я даже на трансорматорном полуавтомате варил — так там можно скорость регулировать.А напряжение или много или мало(2 положения).
- Наверх
- Вставить ник
#37 gonta
Отправлено 23 December 2015 19:32
Была и на наших такая фича (вроде ПДГ-200): прибавляешь ток-увеличивается скорость подачи, но плавная всеж была.
Ко мне обращаться на ты.
- Наверх
- Вставить ник
#38 gonta
Отправлено 23 December 2015 19:33
Боюсь что заклюют местные)Варю полуавтоматом SSVA 180P.

Здесь не клюют!Я много лет варю ПДГ-160 и ничего-не клюют пока))))))))))
Ну и что что сделано в Украине!
У меня много чего есть что там сделано.
Сообщение отредактировал gonta: 23 December 2015 19:37
Ко мне обращаться на ты.
- Наверх
- Вставить ник
#39 prometey
Отправлено 23 December 2015 19:36
Я так думаю что если человек владеет ММА сваркой то полуавтомат не составит труда настроить.Так что ждем ответа автора топика.
- Наверх
- Вставить ник
#40 prometey
Отправлено 23 December 2015 19:37
Здесь не клюют!Я много лет варю ПДГ-160 и ничего-не клюют пока))))))))))
Просто я знаю что на вебсварке эти аппараты не любят. Ну ладно.Не об этом речь.
Ну ладно.Не об этом речь.
Ну вот уже и минусят мои сообщения)
Сообщение отредактировал prometey: 23 December 2015 19:44
- Наверх
- Вставить ник
Схема настройки сварочного полуавтомата
- Статьи
- Настройка сварочного полуавтомата
2019-11-11 14:21:23
0
858
Настройка сварочного полуавтомата, равно как и обеспечение требуемых условий для работы на полуавтоматическом инверторе, проводится заранее. Но вольтаж, сила тока, скорость подачи проволоки, установка иных параметров для оборудования производится непосредственно перед началом сварочного процесса. При использовании сварщиком корректируется его работа.
Порядок проведения настройки
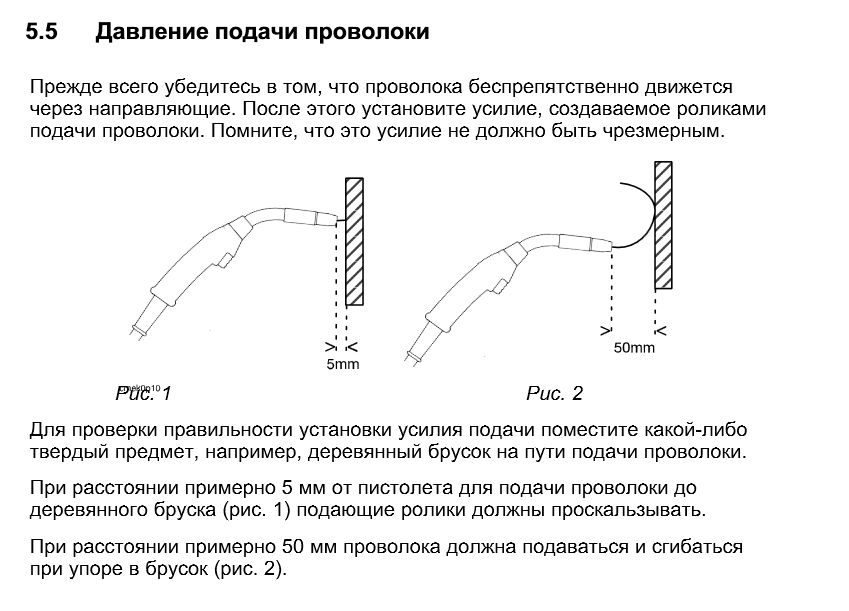
Перед использованием сварочный аппарат проверяется на достаточное количество расходника в барабане. При малом количестве его заправляют, затем подтягивают к рабочей рукояти. Желательно настраивать сварочный полуавтомат согласно схеме сварочного полуавтомата, инструкции по толщине проволоки, свариваемых деталях, их составу, пространственному положению.
При малом количестве его заправляют, затем подтягивают к рабочей рукояти. Желательно настраивать сварочный полуавтомат согласно схеме сварочного полуавтомата, инструкции по толщине проволоки, свариваемых деталях, их составу, пространственному положению.
Скорость подачи газа
Хотя это напрямую не является частью рабочей настройки, во время сваривания этот параметр играет немаловажную роль. Современное оборудование имеет удобные редукторы, а расход указывается в литрах. Значение меняется согласно толщине обрабатываемого металла.
Вольтаж
Параметр используется для указания, сколько тепла отдаётся во время работы. Чем толще металл, тем выше величина вольтажа. При этом быстрее будет происходить нагрев и расправление. Обычно достаточно указываемого диапазона рекомендуемых значений. Могут возникнуть сложности, если приходится осуществлять сварку особенной конструкции или работать с не предусмотренным видом металла.
Скорость подачи расходника и сила тока
Эти параметры являются взаимосвязанными. При увеличении скорости подачи расходника одновременно растёт сила тока. Первоначально устанавливаются рекомендуемые величины. Во время использования проводится их корректировка и подстройка под нужды, благо, заметить потребность в них легко. Так, если формируются сильные сдвиги, есть большие наплавления — скорость необходимо уменьшить. При появлении разрывов, волнистых углублений или проседании валика она увеличивается.
При увеличении скорости подачи расходника одновременно растёт сила тока. Первоначально устанавливаются рекомендуемые величины. Во время использования проводится их корректировка и подстройка под нужды, благо, заметить потребность в них легко. Так, если формируются сильные сдвиги, есть большие наплавления — скорость необходимо уменьшить. При появлении разрывов, волнистых углублений или проседании валика она увеличивается.
Индуктивность
Этот параметр позволяет менять сварной шов, а также менять жесткость дуги. При минимальных значениях понижается температура вместе с глубиной проплавления. Это важно при обработке тонких деталей, использовании чувствительных к перегревам металлов. Высокие показатели полезны при работе с толстыми конструкциями и сварке угловых соединений.
Комментарии:
Рекомендуемые статьи
Как выбрать сварочный полуавтомат?
Приобрести сварочный полуавтомат за доступные деньги – это вполне реальная задача. Сварочные полуавтоматы отлично подходят для сварки тонких материалов. Обеспечивают качественные швы и высокую производительность благодаря механизму автоматической подачи проволоки. Чтобы вы могли подобрать недорогую модель, подходящую для ваших целей, мы рассмотрим несколько популярных моделей: на что способна кажд..
Сварочные полуавтоматы отлично подходят для сварки тонких материалов. Обеспечивают качественные швы и высокую производительность благодаря механизму автоматической подачи проволоки. Чтобы вы могли подобрать недорогую модель, подходящую для ваших целей, мы рассмотрим несколько популярных моделей: на что способна кажд..
2018-10-15 12:46:11
Как создать механизм подачи проволоки для полуавтомата своими руками?
Сварочный автомат — полезный инструмент, используемый как профессионалами, так и в домашних условиях. Его, равно как и составляющие части, можно приобрести в магазине. Но при наличии желания его под силу сделать и самостоятельно, используя необходимые материалы. В статье будет рассмотрено создание его составляющей — механизма подачи проволоки для полуавтомата своими руками. Подготовка Механизм р..
2019-11-11 12:06:21
0
2910
Рейтинг сварочных полуавтоматов
Полуавтоматические сварочные аппараты востребованы в отраслях народного хозяйства и автомастерских, строительстве и частных домах. Спрос на эту технику объясняется возможностью производить швы различного вида: горизонтальные, вертикальные, потолочные, спиральные. Полуавтоматами можно сварить изделия из титана, нержавеющей стали, алюминия, чёрных металлов, причём качество сварки будет на высоком ур..
Спрос на эту технику объясняется возможностью производить швы различного вида: горизонтальные, вертикальные, потолочные, спиральные. Полуавтоматами можно сварить изделия из титана, нержавеющей стали, алюминия, чёрных металлов, причём качество сварки будет на высоком ур..
2019-11-11 12:28:34
0
1018
Сварочный полуавтомат своими руками
Сварка металла может пригодиться в любой момент. Используемый для неё сварочный аппарат полезен в домашнем хозяйстве. Он позволяет самостоятельно решать вопросы с небольшими ремонтными работами. Но приобретение заводского сварочного полуавтомата обходится не дешево. Благо, доступно альтернативное решение — устройство можно сделать своими руками. Лучше всего создавать полуавтомат самостоятельно из ..
2019-11-11 14:37:45
0
1083
Подготовка к GMAW, возвращение к основам: все о настройке
Из всех процессов сварки газовой дуговой сварке легче всего научиться. Однако настроить систему GMAW не так просто. На самом деле процесс подачи проволоки полностью зависит от настройки, и неправильная настройка может привести к серьезным проблемам.
Однако настроить систему GMAW не так просто. На самом деле процесс подачи проволоки полностью зависит от настройки, и неправильная настройка может привести к серьезным проблемам.
Если настройки аппарата неверны, сварщик нажимает на курок и производит явно плохой сварной шов, или проволока вообще не подается. Это лучший сценарий. Худший сценарий: неопытный сварщик начинает сварку на неправильно настроенном аппарате и не знает об этом. Непровар или другие несплошности сварного шва выявляются при осмотре или, что еще хуже, в процессе эксплуатации.
Часто требуется краткая проверка проволоки, контактного наконечника, пистолета, настроек машины и других основных элементов. Это аналог пригородного поезда против гонщика. Водитель обычно открывает дверь, поворачивает ключ и уезжает. Гонщик и его команда просматривают список, чтобы убедиться, что все системы работают, не только перед гонкой, но и перед каждым тренировочным заездом.
То же самое относится и к GMAW, и важно обращать внимание на мелочи.
Желе и спрей
Вы всегда будете получать брызги при большинстве применений GMAW, но чтобы уменьшить накопление брызг на компонентах пистолета, вы можете использовать желе или спрей. Распыление удобно и быстро, и иногда его используют больше для уменьшения прилипания брызг к основному металлу, особенно при переносе методом короткого замыкания (см. Рисунок 1 ).
Желе стоит дешево и хранится вечно, если им правильно пользоваться. Старайтесь не втыкать насадку на морозе; в противном случае желе имеет тенденцию слипаться внутри пистолета. Вместо этого запустите несколько пробных шариков, чтобы нагреть компоненты пистолета, а затем окуните сопло в желе.
Удаление брызг
Пистолет является «рабочей частью» GMAW, где происходит процесс дугового разряда. Поэтому перед сменой снимите насадку и проверьте ее на наличие брызг, особенно если сварщик, работавший в предыдущую смену, выполнял сварку вне рабочего места. Брызги могут попасть между диффузором и соплом, а дуга может фактически расплавить диффузор, превратив небольшую проблему в большую проблему. Также убедитесь, что изолятор находится в
правильном расположении и не закрывая отверстия диффузора (см. Рисунок 2 ).
Также убедитесь, что изолятор находится в
правильном расположении и не закрывая отверстия диффузора (см. Рисунок 2 ).
Вмятины или сколы на сопле, вероятно, образовались в результате того, что люди ударяли соплом по рабочему столу, чтобы удалить брызги, что неблагоприятно для компонентов пистолета и сопла, особенно для пистолета с гибкой шеей. Эти вмятины на сопле могут даже вызвать проблемы со сваркой, потому что они могут изменить подачу вашего защитного газа. Ваша сварочная ванна может немного измениться и вызвать проблемы со сваркой.
Вместо этого попробуйте удалить брызги напильником, если сопло и изолятор являются отдельными частями. Если сопло и изолятор представляют собой одно целое, напильник может испортить резьбу. Так что в этом случае попробуйте использовать сварщики — специализированный инструмент, который особенно полезен при сварке GMAW и дуговой сварке с флюсовой проволокой (FCAW). Концы сварщиков квадратные, так что их можно воткнуть в сопло, придать им
поверните и эффективно очистите сопло. Welpers также имеют выемки, предназначенные для удобного захвата контактных наконечников и насадок, которые помогают, когда приходит время проверять, обслуживать или заменять эти компоненты.
Welpers также имеют выемки, предназначенные для удобного захвата контактных наконечников и насадок, которые помогают, когда приходит время проверять, обслуживать или заменять эти компоненты.
Рисунок 2 Небольшой напильник с закругленными концами подходит для удаления брызг (слева) только в том случае, если сопло и изолятор представляют собой отдельные детали. Вальперы (справа) являются хорошей альтернативой для очистки сопла, особенно если сопло и изолятор представляют собой одно целое.
Тросы
Убедитесь, что трос не намотан туго и не перекручен, что может привести к чрезмерному износу или повреждению вкладыша. Кроме того, сварочные кабели в целом могут выйти из-под контроля, особенно в многопроцессорных цехах. Кабели, разбросанные по полу, покрытому стальной пылью, могут создать серьезную опасность споткнуться. Используйте нужные кабели и организуйте остальные. Некоторые магазины даже устанавливают сварочные кабели и устройства подачи проволоки. стрелы, чтобы освободить пространство на полу и улучшить доступ сварщика к крупным заготовкам (см. Рисунок 4 ).
стрелы, чтобы освободить пространство на полу и улучшить доступ сварщика к крупным заготовкам (см. Рисунок 4 ).
Ведущие ролики
Проверьте правильность натяжения приводного ролика. Небольшие системы обычно имеют один набор приводных роликов, которые проталкивают проволоку в кабель пистолета; более крупные машины имеют двойную систему приводных роликов с двумя наборами роликов, расположенных на одной линии друг с другом. В некоторых системах используется подача, при которой ролики, установленные в пистолете, протягивают проволоку через кабель пистолета. Третьи используют двухтактную систему, удобную для алюминия или другой мягкой проволоки. марок (см. Рисунок 6 ).
Независимо от типа механизма подачи имеет значение натяжение проволоки. Если установить слишком низкое натяжение, проволока может проскальзывать, что приведет к прерывистому свечению сварочной дуги. Если проволока натянута слишком туго, она может быть согнута или сплющена, что может привести к проблемам с зазором при подаче через контактный наконечник. Если контактные наконечники быстро изнашиваются, проверьте натяжение приводного ролика, особенно если вы используете ребристые или рифленые наконечники.
ролики.
Если контактные наконечники быстро изнашиваются, проверьте натяжение приводного ролика, особенно если вы используете ребристые или рифленые наконечники.
ролики.
Защитный газ
Безопасность превыше всего. Перед установкой регулятора убедитесь, что ваш цилиндр прикован цепью. Обеспечьте плотные соединения, чтобы предотвратить утечку газа. Кроме того, убедитесь, что цилиндр не расположен напротив металлической конструкции (например, металлического рабочего стола), которая может привести к замыканию электрической цепи.
Проверьте расходомер, чтобы убедиться, что он имеет правильную CFH (кубических футов в час). Неопытный сварщик может подумать, что «чем больше, тем лучше», но это не так. Вы хотите, чтобы его было достаточно для защиты ванны, но не слишком много, иначе вы будете тратить газ и создавать турбулентность, которая искажает или даже засасывает воздух в расплавленный металл в сварочной ванне.
Рисунок 3
Изношенный, забрызганный контактный наконечник слева следует заменить (справа) новым контактным наконечником, размер которого соответствует используемому проводу.
Чем выше напряжение и длиннее используемый провод, тем больше CFH вам потребуется. Поэтому, если вы используете импульсный или распылительный перенос с 0,052-дюймовым. провода, от 40 до 45 CFH может быть достаточно. Для короткого замыкания с проводом меньшего диаметра где-то между 25 и 35 CFH часто бывает достаточно. Конечно, точные настройки зависят от состава газовой смеси, вылета, диаметра сопла и других факторов.
Настройки станка
Если в предыдущую смену выполнялись работы с разными основными металлами или толщиной, настройки станка могли быть изменены. Не просто включите машину и предполагайте, что она настроена на правильное напряжение и скорость подачи проволоки для вашей работы.
Также учитывайте возраст сварочного аппарата. Старая, хорошо используемая машина, настроенная на 20 вольт и 190 дюймов в минуту, может работать хорошо, но если вы перейдете на более новую (и более точную) машину, те же самые настройки могут вызвать некоторые проблемы со сваркой.
Тодд Бридигам — инструктор по сварке в Общественном и техническом колледже Миннеаполиса, 1501 Hennepin Ave. S., Minneapolis, MN 55403. Он также является автором книги How To Weld, , опубликованной MBI Publishing Co. и доступной в крупных книжных магазинах. , включая Amazon.com, а также через Американское общество сварщиков, www.aws.org. Фотографии, сделанные Монте Свонном, сделаны с How To Weld и перепечатаны с разрешения.
Universal Robots — Как настроить приложение для сварки
Примеры действительны для: Всех универсальных роботов CB3
В этом документе изложены некоторые рекомендации по установке универсального робота для сварки на заводе или в другом месте. Даже если поблизости нет другого крупного оборудования, сварочной горелки и прикрепленного аппарата достаточно, чтобы гарантировать, что робот будет подвержен электромагнитным помехам, что часто рассматривается как проблемы со связью или потеря пакетов на стороне робота.
- Сварочное оборудование производит довольно много электромагнитных помех, но они также могут исходить от другого оборудования, находящегося поблизости, например, при запуске и остановке двигателей. Электромагнитные помехи
- также могут передаваться роботу через шнур питания от всего другого оборудования, подключенного к той же силовой установке.
- При внедрении универсального робота в сварочное приложение необходимо принять как можно больше мер предосторожности
Общая концепция:
Конструкция и установка должны снижать электромагнитные помехи, чтобы предотвратить снижение производительности или причинение вреда роботу, а также ограничить распространение помех на близлежащее оборудование или объекты. Электромагнитная совместимость (ЭМС) — это общий подход к решению этих проблем в электрооборудовании.
Дополнительные покупки перед настройкой робота и среды его применения:
- Изолятор линии. Питание робота может быть серьезной проблемой для электромагнитных помех и проблем со связью. не вызывает таких проблем у робота. Это достигается за счет полной изоляции робота от линейных помех, а также защиты робота от скачков напряжения и всплесков, вызванных перебоями в подаче электроэнергии и работой близлежащего оборудования в той же цепи.
 Питание робота может быть серьезной проблемой для электромагнитных помех и проблем со связью. не вызывает таких проблем у робота. Это достигается за счет полной изоляции робота от линейных помех, а также защиты робота от скачков напряжения и всплесков, вызванных перебоями в подаче электроэнергии и работой близлежащего оборудования в той же цепи.
Питание робота может быть серьезной проблемой для электромагнитных помех и проблем со связью. не вызывает таких проблем у робота. Это достигается за счет полной изоляции робота от линейных помех, а также защиты робота от скачков напряжения и всплесков, вызванных перебоями в подаче электроэнергии и работой близлежащего оборудования в той же цепи.Подходящий вариант: https://www.tripplite.com/isolator-series-120v-1000w-isolation-transformer-based-power-conditioner-4-outlets~IS1000/
- Мю-металл или стальной экран между максимально возможной частью робота и зоной сварки:
-Mu-металл представляет собой никель-железный магнитомягкий сплав с очень высокой магнитной проницаемостью, который используется для защиты чувствительного электронного оборудования от статических или низкочастотных магнитных полей.
- Номер комплекта сверлильного приспособления для электромагнитной совместимости Universal Robots: 185340- Эта модификация оптимизирует омическое соединение между локтем и предплечьем, предплечьем и запястьем 1 и внутри монтажного кронштейна инструмента, что обеспечивает лучшее заземление и ограничивает воздействие электромагнитных помех. . Пожалуйста, обратитесь к документу под названием « Руководство по использованию сверлильного кондуктора — документ EMC №: 99882 » на нашем сайте поддержки для получения подробной информации о том, как внести эту модификацию в вашу руку UR.
ПРИМЕЧАНИЕ: ПРИМЕНЯЕТСЯ ТОЛЬКО ДЛЯ РОБОТОВ, ИЗГОТОВЛЕННЫХ ДО АПРЕЛЯ 2016 ГОДА
 . Пожалуйста, обратитесь к документу под названием « Руководство по использованию сверлильного кондуктора — документ EMC №: 99882 » на нашем сайте поддержки для получения подробной информации о том, как внести эту модификацию в вашу руку UR.
. Пожалуйста, обратитесь к документу под названием « Руководство по использованию сверлильного кондуктора — документ EMC №: 99882 » на нашем сайте поддержки для получения подробной информации о том, как внести эту модификацию в вашу руку UR.
Другие рекомендации:
- Предусмотрите средства для заземления вашего инструмента- Вместо того, чтобы использовать сам манипулятор робота для заземления сварочной горелки, проложите отдельный провод заземления от горелки снаружи вниз по манипулятору, и напрямую подключите его к точке заземления (от робота).
- Следуйте инструкциям/рекомендациям из другого документа, расположенного на нашем сайте поддержки, под названием » Внешнее шумоподавление — 19744 ». Это позволит получить информацию о снижении внешнего шума для робота, находящегося в электрически шумной зоне.
- Ферриты для инструментов:
Ферриты можно использовать для уменьшения проникновения помех в систему. Если есть проблемы со связью робота или устройствами, подключенными через USB или Ethernet, это может быть признаком того, что робот подвергается воздействию электромагнитных помех, проводимых либо через электрическую розетку, либо излучаемых другими проводами рядом с силовым кабелем или кабелем робота.

Добавление феррита в эти точки может решить проблему.
- Феррит, размещенный рядом с блоком контроллера на кабеле питания, заблокирует большую часть помех, исходящих от сетевой розетки.
- Феррит, размещенный на кабеле робота рядом с блоком управления, заблокирует попадание шума, передаваемого кабелю робота, в контроллер.
- Феррит, размещенный на кабеле робота рядом с роботом, будет препятствовать проникновению шума, передаваемого кабелю робота, внутрь робота.
- Ферритовые ферриты на всех входных/выходных кабелях рядом с блоком управления
Рекомендуется использовать феррит от Laird-Signal Integrity Products ( , номер по каталогу 28A5131-0A2 ) с импедансом 425 Ом ( Digi-Key, номер по каталогу 2 9006) в указанных местах, с прохождением кабеля через феррит 2 раза.
*Очень высокие уровни сигнала или чрезмерное воздействие могут необратимо повредить робота. Проблемы с электромагнитной совместимостью обычно возникают в процессах сварки и обычно вызываются сообщениями об ошибках в журнале. Компания Universal Robots не несет ответственности за любой ущерб, вызванный проблемами ЭМС.
Защита манипулятора от случайного попадания сварочного материала:
Степень защиты IP нашего манипулятора составляет IP54 для моделей UR5 и UR10 и IP64 для UR3, что соответствует надежной защите манипуляторов от проникновения твердых предметов и защиты от брызги воды с любого направления. Во время сварки возможен риск попадания горячего сварочного материала в руку, повреждения резиновых уплотнений между каждым соединением и пластиковых крышек. Чтобы защититься от этого, можно приобрести рукав или костюм для руки, который предотвратит попадание нежелательных частиц на руку, несколько сторонних компаний предлагают такие продукты специально для наших роботов.
Roboworld — это компания, которая предлагает несколько вариантов сварочных работ, а также многие другие решения для среды приложений, например «ISOTHERM® WELD SPLATTER UR5 ROBOSUIT®», который защитит руку от низкоинерционных сварочных брызг и сильных искр, также поддерживает безопасную рабочую температуру в 500F и кратковременное воздействие до 700F. PN: ROBO-UR5-ISO
Примеры применения:
В этом разделе представлен общий обзор того, как другие успешно внедрили универсального робота в сварочное приложение. Обратите внимание, что это не обязательно лучшие/простейшие методы сварки с помощью UR, просто то, что уже успешно применялось ранее.
Связь Ethernet:
Связь с источником:
Робот не связывается с источником напрямую, для этого обмена данными используется ПЛК. Некоторые выходы и записи регистров были созданы в Modbus для связи с ПЛК, информируя о том, что робот будет сваривать и когда.
Пример:
Выход_1: «ТРИГГЕР» — Команды, когда дуга источника сварки должна быть запущена / остановлена. Значения либо 0, либо 1.
Output_2: ‘WELD_ID’ — Сообщает, какой участок детали необходимо сварить. Значения 0, 1, 2, 3 … сколько угодно.
Вход_1: «ARC_DETECT» — ПЛК информирует робота о появлении/погасании сварочной дуги.
Информация о параметрах сварки находится в таблице на стороне ПЛК, который при получении информации WELD_ID загружает параметры сварки в источник и ожидает команды ТРИГГЕРА. Чтобы продолжить сварочное движение, робот ожидает информацию ARC_DETECT, как только она будет получена, он инициирует движение, которое формирует сварной шов.
Недостатком реализации этого типа приложений является то, что в настоящее время они не используют систему отслеживания или поиска. Это требует от компании, использующей этот метод сварки, затрат времени и ресурсов на устройства, чтобы попытаться обеспечить правильное позиционирование свариваемой детали, и в некоторых случаях эта попытка оказывается безуспешной. В идеале эта установка должна иметь некоторую систему, интегрированную с универсальным роботом, чтобы упростить и улучшить приложение.
В идеале эта установка должна иметь некоторую систему, интегрированную с универсальным роботом, чтобы упростить и улучшить приложение.
Связь Devicenet:
Тип робота: CB3 UR5 Universal Robot
Сварочное устройство: Lincoln Electric Power Wave® S500 Advanced Process Welder
Связь: Devicenet (цифровая многоточечная сеть, которая соединяет и служит сетью связи между промышленными контроллерами и устройствами ввода-вывода)
Промышленный ПК: Beckhoff
Механизм подачи проволоки: Power Feed® 46; K14109-1
Сварочная горелка: Binzel
ПК Beckhoff управляет всем в этой системе, выступая в качестве клиента по отношению к роботу и другим внешне подключенным устройствам.
Робот выполняет запрограммированные движения и, достигнув места сварки, посылает сигнал на ПК Beckhoff. Когда этот сигнал получен, он передает сигнал сварочному аппарату с указанием начать сварку. ПК также обращается к сварочному аппарату (Lincoln Powerwave) для получения всей другой необходимой информации, такой как натяжение/обрезка, скорость подачи проволоки, режим сварки (файл внутри сварочного аппарата, который устанавливает конфигурации для сварки, например: ток, включение газа и т. д.) . Все это достигается путем выбора ввода/вывода в ModBus.
д.) . Все это достигается путем выбора ввода/вывода в ModBus.
Как начать прибыльный мобильный сварочный бизнес: как это работает?
Последнее обновление
Поскольку все больше и больше людей начинают чувствовать, что ежедневной работы с девяти до пяти едва хватает, чтобы свести концы с концами, самозанятость становится все более привлекательной. вариант. Безусловно, одним из основных мотивов открытия собственного дела является бегство от так называемого «зарплатного рабства». В последние годы во многих отраслях наблюдается рост. Сварка, безусловно, идет в ногу с прогнозируемым ростом на 3% в течение большей части этого десятилетия, согласно данным Бюро труда и статистики США.
Зачем владеть собственным мобильным сварочным бизнесом?
С появлением Uber, DoorDash и других независимых контрактных компаний, которые позволяют работать по нажатию кнопки, многие рабочие с девяти до пяти изучили возможность работать на себя, а не на «человека». сварщики, которые хотят использовать свои навыки и иметь свободу, связанную с самозанятостью.
сварщики, которые хотят использовать свои навыки и иметь свободу, связанную с самозанятостью.
Хотя прогнозы не так высоки, как в 2018 году, ясно, что эта отрасль никуда не денется. Это все еще такая же жизнеспособная карьера в торговле, как и раньше. Предоставление мобильных сварочных услуг является привлекательным вариантом. Поскольку более крупные производственные части проекта выполняются в полевых условиях, потребность в недвижимости для размещения потрясающего магазина снижается. Достижение статуса подмастерья в качестве сварщика/производителя либо благодаря опыту работы в мастерской, либо в рамках программы ученичества дало многим сотрудникам уровень уверенности, необходимый для осуществления этой предпринимательской деятельности.
Возможно, вы один из этих людей, и в этом случае вы задаетесь вопросом: «Как именно мне начать?»
У вас есть все необходимое?
Во-первых, вам нужно подумать, хотите ли вы это сделать. Как и в любой торговле в сфере строительства, здесь полно беспощадных участников торгов и других квалифицированных рабочих. Что вы собираетесь предложить рынку, чтобы выделиться? Большинство предприятий, занимающихся сваркой, терпят неудачу, и в основном это происходит из-за предпринимательской недальновидности или отсутствия дисциплины в управлении.
Что вы собираетесь предложить рынку, чтобы выделиться? Большинство предприятий, занимающихся сваркой, терпят неудачу, и в основном это происходит из-за предпринимательской недальновидности или отсутствия дисциплины в управлении.
Вам также необходимо оценить свое мышление. У вас предпринимательский склад ума или склад ума технического специалиста?
Многие люди становятся жертвами того, что бизнес-тренер Майкл Гербер называет «Е-мифом», то есть, что хороший технический специалист делает человека хорошим владельцем бизнеса. Просто потому, что вы можете правильно настроить параметры своей машины, следовать WPS (спецификации процедуры сварки) и наложить несколько красивых бусин, не обязательно означает, что вы сможете взять на себя маркетинг, бухгалтерию и управление потенциальными сотрудниками. На самом деле, то, что вы делаете с технической точки зрения как сварщик, вероятно, составит лишь около 20% того, что вы делаете.
Финансы Наконец, финансовая сторона. Если у вас уже нет всего, что вам нужно, у вас должен быть капитал в тысячи долларов для начальных затрат, что может быть довольно серьезным обязательством.
Если у вас уже нет всего, что вам нужно, у вас должен быть капитал в тысячи долларов для начальных затрат, что может быть довольно серьезным обязательством.
Изображение предоставлено командующим ВМС США Европа-Африка/США. 6th Fleet, Flickr
Как начать бизнес по мобильной сварке?
Итак, вы все еще набрались смелости и решили открыть прибыльный бизнес по мобильной сварке. Вот несколько шагов, чтобы начать.
Шаг 1 – СертификацияВозможно, вы имеете квалификацию, но сертифицированы ли вы? В зависимости от штата, в котором вы живете, вам может потребоваться получить лицензию на сварку. Это также зависит от объема вашей работы. Для ремонта тренажеров не требуется наличие сертификата Американского общества сварщиков. Тем не менее, проекты металлоконструкций для жилых комплексов с большей вероятностью потребуют лицензирования. Например, штат Вашингтон выдает сертификаты Вашингтонской ассоциации строительных служащих.
Если вы приехали из производственного цеха или работали с другой компанией в этой области, есть вероятность, что у вас уже есть сертификаты города/штата, в котором вы живете. Посмотрите, что требуется вашему штату или городу, чтобы быть юридически честным сварщиком. Возможно, вам придется потренироваться перед сертификационным тестом.
Посмотрите, что требуется вашему штату или городу, чтобы быть юридически честным сварщиком. Возможно, вам придется потренироваться перед сертификационным тестом.
Шаг 2 — покупка грузовика с прицепом
Это мобильный сварочный бизнес. Это означает, что вы будете проводить много времени в своем автомобиле. Если есть что-то, на чем вы не экономите, так это то, как вы доберетесь до места работы. Ненадежный рабочий автомобиль может быть решающим фактором между сохранением этой работы или передачей ее следующему претенденту. Конечно, это должно работать и на ваш бизнес. Просторная кровать, стеллаж для инструментов и, что уж говорить, удобная.
Это также будет вашим мобильным офисом. Принимать телефонные звонки, составлять сметы и обедать, скорее всего, можно будет из рабочего автомобиля. В зависимости от того, сколько вы будете перевозить кузов своего грузовика, вам, вероятно, также потребуется инвестировать в прицеп.
Изображение предоставлено: Джозеф ДеБортоли, Flickr
Шаг 3 – Застраховаться
Это невозможно переоценить. Аварии случаются. Страхование общей ответственности для вашего бизнеса является абсолютной необходимостью, чтобы помочь вам в исках о травмах или повреждении имущества. В зависимости от объема вашей работы вы, возможно, захотите изучить и другие политики. Несчастные случаи на стройке составляют около 20% всех производственных травм. В среднем каждый день в результате несчастных случаев на стройке погибает не менее двух человек. Когда вы имеете дело со сталью, вы имеете дело с материалом, который не уважает людей.
Аварии случаются. Страхование общей ответственности для вашего бизнеса является абсолютной необходимостью, чтобы помочь вам в исках о травмах или повреждении имущества. В зависимости от объема вашей работы вы, возможно, захотите изучить и другие политики. Несчастные случаи на стройке составляют около 20% всех производственных травм. В среднем каждый день в результате несчастных случаев на стройке погибает не менее двух человек. Когда вы имеете дело со сталью, вы имеете дело с материалом, который не уважает людей.
Шаг 4. Приобретение инструментов
Скорее всего, если вы думаете о том, чтобы начать свой собственный бизнес по мобильной сварке, то, вероятно, у вас уже есть необходимые инструменты. Но это не всегда так, особенно если вы пользуетесь некоторыми магазинными инструментами на своей повседневной работе. Самый дорогой предмет, который вам нужно будет приобрести, — это сварочный аппарат/генератор. Вы можете рассчитывать потратить несколько тысяч долларов на приличный сварочный аппарат/генератор. Конечно, это не только ваш сварочный аппарат. Это ваш источник энергии, от которого вы управляете кофемолкой, рабочим освещением и вентиляцией.
Конечно, это не только ваш сварочный аппарат. Это ваш источник энергии, от которого вы управляете кофемолкой, рабочим освещением и вентиляцией.
Вот список некоторых основных инструментов, которые вам понадобятся для начала работы.
- Сварочный аппарат/генератор с проводами
- Кислородная горелка с баллонами и тележкой
- Измельчитель
- Портативная ленточная пила
- Сварочные калибры
- Зажимы Бесси
- С-образные зажимы
- Молоток для шлака
- Рулетка
- Квадрат скорости
Пока вы занимаетесь бизнесом, вы никогда не перестанете приобретать и заменять инструменты. Это базовый список, с которого можно начать. Вы также захотите получить надежный ящик для инструментов в кузове грузовика для хранения.
Изображение предоставлено pikowal0, Pixabay
Шаг 5 — Поиск клиентов
Если вы привыкли думать с точки зрения технического специалиста, поначалу поиск потенциальных клиентов может быть трудным. Ты просто хочешь бросить капот и сжечь провод. К сожалению, чтобы добраться до этой точки, вам придется найти работу. В вашем районе строится новое офисное здание? Им может потребоваться выполнение стальных конструкций, прежде чем они смогут перейти к следующему этапу проекта. Найдите генерального подрядчика и сделайте свою ставку.
Ты просто хочешь бросить капот и сжечь провод. К сожалению, чтобы добраться до этой точки, вам придется найти работу. В вашем районе строится новое офисное здание? Им может потребоваться выполнение стальных конструкций, прежде чем они смогут перейти к следующему этапу проекта. Найдите генерального подрядчика и сделайте свою ставку.
Одним из все более популярных способов найти клиентов стало использование сетевых приложений, таких как Nextdoor. Вы можете просто найти кого-то, кому нужно приварить сцепное устройство прицепа. Не стоит недооценивать устную речь. Если вы расскажете о своем бизнесе в своей сети, в конечном итоге к вам вернутся бесплатные лиды.
Шаг 6. Продвижение вашего бизнеса
Сначала продвигайте свой новый бизнес с помощью личной визитной карточки. Этого нельзя сказать достаточно. Вы теперь предприниматель. Куда бы вы ни пошли, вы должны быть готовы продать себя. Ваша визитная карточка должна содержать важную контактную информацию, но, что более важно, она должна сообщать о том, чем занимается ваш бизнес. Всегда иметь при себе визитную карточку – незаменимая вещь. Вы также можете расширить свою визитную карточку до листовок для распространения в местных ресторанах, кафе и т. д.
Всегда иметь при себе визитную карточку – незаменимая вещь. Вы также можете расширить свою визитную карточку до листовок для распространения в местных ресторанах, кафе и т. д.
Хотя распространение открыток и листовок является более традиционным методом, существует множество безбумажных способов продвижения вашего бизнеса, включая Craigslist. Но Facebook, Twitter, Instagram и даже реклама на YouTube — все это способы продвижения вашего бизнеса. Хотя хорошая реклама обычно стоит денег, даже использование бесплатных аспектов этих приложений для социальных сетей позволит вам распространить информацию в самых дальних уголках вашей личной сети. Преимущество этого в том, что ваши лиды могут быть немного теплыми и, следовательно, их легче продать.
Кредит: Супавит Сретбхакди, Shutterstock
Сколько стоит начать мобильный сварочный бизнес?
Начнем с наиболее очевидных начальных затрат на мобильный сварочный бизнес. Во-первых, вам понадобится надежный рабочий грузовик, который прослужит вам несколько лет. Вы, вероятно, не захотите тратить меньше 10 000 долларов на свою установку, особенно если она является важным компонентом вашего бизнеса. Это то, что делает вас мобильным. Хороший сварочный аппарат/генератор будет стоить от 3000 до 5000 долларов.
Вы, вероятно, не захотите тратить меньше 10 000 долларов на свою установку, особенно если она является важным компонентом вашего бизнеса. Это то, что делает вас мобильным. Хороший сварочный аппарат/генератор будет стоить от 3000 до 5000 долларов.
Затем вы должны учитывать провода, расходные материалы для сварки, защитный газ, установку кислородного топлива, защитное оборудование и множество других инструментов. После затрат на сертификацию, рабочее транспортное средство, страховку и инструменты вы можете рассчитывать на оплату не менее 20 000 долларов США в качестве начальных затрат. Вам также нужно подумать о таких вещах, как наличие шестимесячного чрезвычайного фонда. Ваш бизнес может потерпеть неудачу, и вы останетесь без работы. Важно, чтобы свет был включен, а еда была на столе.
Сколько зарабатывают мобильные сварщики?
Тарифы могут сильно различаться, но в целом услуги мобильной сварки могут варьироваться от 60 до 125 долларов в час. Но прежде чем вы начнете думать, что собираетесь все это прикарманить, вы должны принять во внимание накладные расходы, материалы и все остальное, что обеспечивает бесперебойную и эффективную работу вашего бизнеса.