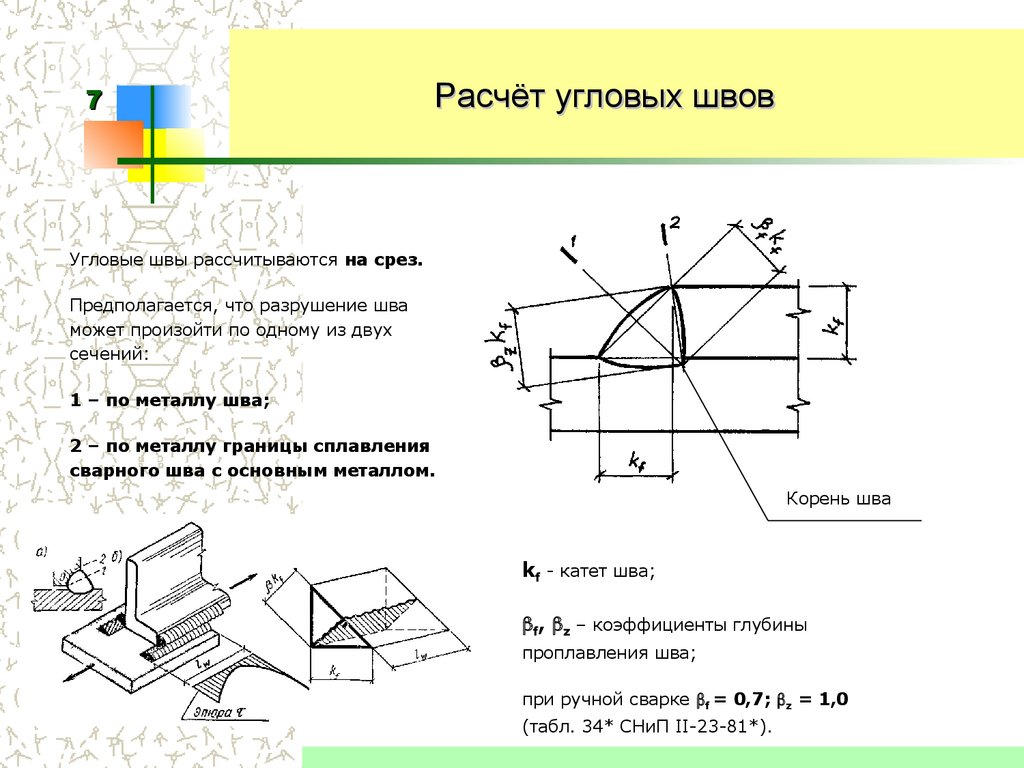
Катет шва при сварке: определение и методы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант. Ведь именно в такой форме концентрируется напряжение.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
Помогите прочитать сноску под чертежом!!!
mackeila_21
Свой
- #1
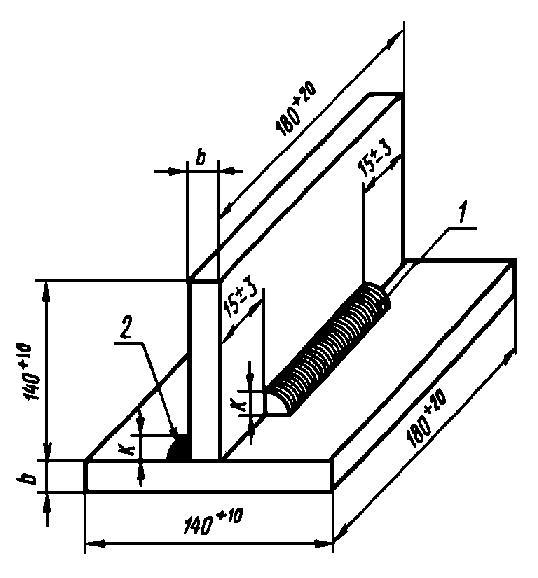
Друзья, под чертежом есть сноска: «катет сварного шва принять по наименьшей толщине свариваемых деталей с коэффициентом 1,2»
что означает этот коэффициент????
Игорь Антонович
Дефектоскопист всея Руси
-

- #2
mackeila_21 написал(а):
Друзья, под чертежом есть сноска: «катет сварного шва принять по наименьшей толщине свариваемых деталей с коэффициентом 1,2»
что означает этот коэффициент????Нажмите для раскрытия…
наименьшую толщину х на 1,2
mackeila_21
Свой
- #3
А для чего он нужен и кто определяет этот коэффициент ?
Игорь Антонович
Дефектоскопист всея Руси
-
 08.2016″ data-time-string=»06:11″ title=»22.08.2016 в 06:11″ itemprop=»datePublished»>22.08.2016
08.2016″ data-time-string=»06:11″ title=»22.08.2016 в 06:11″ itemprop=»datePublished»>22.08.2016
- #4
mackeila_21 написал(а):
А для чего он нужен и кто определяет этот коэффициент ?
Нажмите для раскрытия…
проектировщик (прочнисты)
mackeila_21
Свой
- #5
а для чего этот коэффициент? разве указанного катета недостаточно???
Михаил57
Дефектоскопист всея Руси
-
 08.2016″ data-time-string=»07:00″ title=»22.08.2016 в 07:00″ itemprop=»datePublished»>22.08.2016
08.2016″ data-time-string=»07:00″ title=»22.08.2016 в 07:00″ itemprop=»datePublished»>22.08.2016
- #6
mackeila_21 написал(а):
а для чего этот коэффициент? разве указанного катета недостаточно???
Нажмите для раскрытия…
Странно, что 1,2. Должен быть 1,41 по условию равнопрочности углового сварного соединения и основного металла.
Поясняю: самое «слабое» сечение углового шва проходит по гипотенузе. Длинна гипотенузы 0,707 от катета шва. Чтобы гипотенуза равнялась толщине тонкой (из свариваемых) деталей, катет надо делать 1,41 толщины тонкой (из свариваемых) детали.ardon:
mackeila_21
Свой
-
 08.2016″ data-time-string=»07:43″ title=»22.08.2016 в 07:43″ itemprop=»datePublished»>22.08.2016
08.2016″ data-time-string=»07:43″ title=»22.08.2016 в 07:43″ itemprop=»datePublished»>22.08.2016
- #7
я запуталась))) наименьшую толщину свариваемой детали нужно умножить или разделить на коэффициент???
Михаил57
Дефектоскопист всея Руси
- #8
mackeila_21 написал(а):
я запуталась))) наименьшую толщину свариваемой детали нужно умножить или разделить на коэффициент???
Нажмите для раскрытия.
..
 ..
..Умножить.
Nady
Дефектоскопист всея Руси
- #9
Михаил57 написал(а):
Длинна гипотенузы 0,707 от катета шва.
Нажмите для раскрытия…
Пифагор трясется мелкой дрожью
Михаил57
Дефектоскопист всея Руси
-
 08.2016″ data-time-string=»08:25″ title=»22.08.2016 в 08:25″ itemprop=»datePublished»>22.08.2016
08.2016″ data-time-string=»08:25″ title=»22.08.2016 в 08:25″ itemprop=»datePublished»>22.08.2016
- #10
Nady написал(а):
Пифагор трясется мелкой дрожью
Нажмите для раскрытия…
Нет, тут тригонометрия, однако.
Kaktus_SPb
Дефектоскопист всея Руси
- #11
Михаил57 написал(а):
Странно, что 1,2.
Должен быть 1,41 по условию равнопрочности углового сварного соединения и основного металла.
Поясняю: самое «слабое» сечение углового шва проходит по гипотенузе. Длинна гипотенузы 0,707 от катета шва. Чтобы гипотенуза равнялась толщине тонкой (из свариваемых) деталей, катет надо делать 1,41 толщины тонкой (из свариваемых) детали.ardon:Нажмите для раскрытия…
Есть ГОСТ 5264-80*. РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ.Основные типы, конструктивные элементы и размеры.
А там пункт 9:
«Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.»
| модель | фото | описание | ||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Универсальный измеритель для сварных соединений WG 01 | Измеряет: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 1 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 2 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.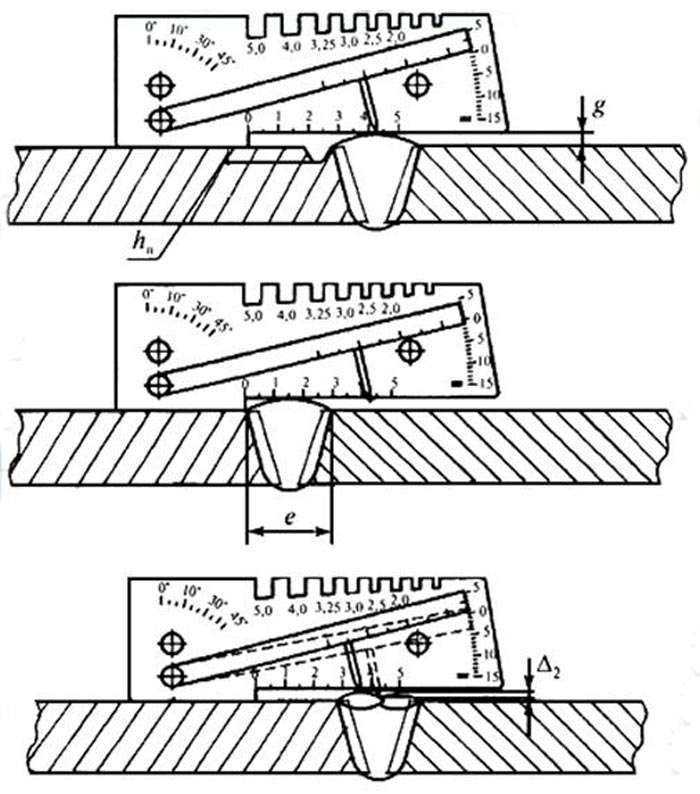
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений WG3, «ласточка» (Универсальный шаблон УШЕРОВА-МАРШАКА) | Предназначен для измерения выпуклости сварного шва, угла разделки кромок соединяемых частей угловым и стыковым сварными швами, скоса кромок при подготовке свариваемых соединений деталей, измерения высоты катета углового шва, измерения высоты валика усиления, измерения зазора в соединении при подготовке
деталей к сварке. диапазон измерения — 0-20 мм цена деления — 0,01 мм размеры углов — 60 / 70 / 80 / 90 C Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Цифровой измеритель WG3 Digital (цифровой шаблон Ушерова-Маршака) | Предназначен для измерения выпуклости сварного шва, угла разделки кромок соединяемых частей угловым и стыковым сварными швами, скоса кромок при подготовке свариваемых соединений деталей, измерения высоты катета углового шва, измерения высоты валика усиления, измерения зазора в соединении при подготовке
деталей к сварке. диапазон измерения — 0-20 мм цена деления — 0,01 мм питание – одна батарея типа SR 44 (1,55 В) габаритные размеры — 100х64х14 мм размеры углов — 60 / 70 / 80 / 90 C Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений HI-LO (WG4) | предназначен для измерений: — внутренней несоосности — зазора при сборке — угла разделки кромок — высоты короны — катета углового шва Отсчет результатов измерения в миллиметрах и дюймах по соответствующим шкалам на противоположных сторонах измерителя.  Имеет шаблон угла 37½°. Имеет шаблон угла 37½°.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
Приспособление контроля качества сварки Hi-Lo economy (Q.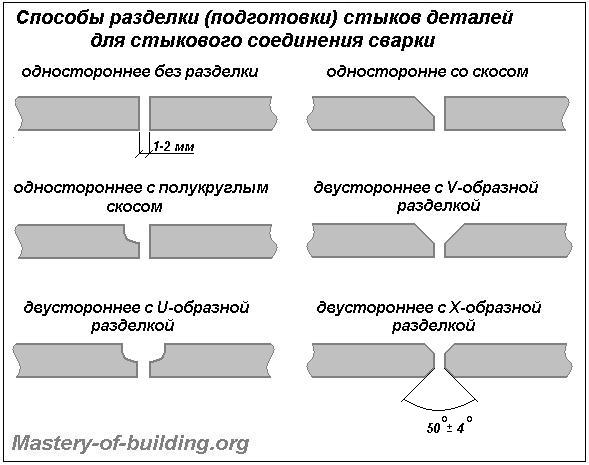 C. WG) C. WG) (Шаблон сварщика) | Приспособление используется для измерения относительного положения поверхностей, промежутка между трубами и разными поверхностями. Приспособление состоит из корпуса, 2-х внутренних подвижных зубцов и 2-х подвижных ног, на тонкой ноге нанесена шкала с шагом 1 мм, стопорного винта. Диапазон измерений 0 — 30 мм с шагом 1 мм (риска 1 соответствует 0 мм, риска 4 – 3 мм) Погрешность ±0,15 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений WG5 (аналог УШС-2) | Набор шаблонов для контроля катетов угловых сварных соединений, а так же для измерения выпуклости и вогнутости шва. Диапазон измерений — 3,2 — 25,4 мм Погрешность: ± 0,1 мм / ± 0,005” Кол-во шаблонов – 7 штук Материал – нержавеющая сталь Каждый из шаблонов имеет точно выполненные выточки определенного катета. Для удобства контроля рядом с каждой выточкой выбит размер соответствующего радиусу катета шва. Контроль катета сварного шва производиться путем последовательного соприкосновения (подбора) лепестков с соединенными сваркой деталями. Размер считается установленным, если длинная сторона лепестка и перемычка между катетами лепестка прилегают к деталям без видимого зазора, а зазор между дугами лепестка и шва является минимальным. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 6 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель размеров сварного шва WG7 | Измеритель состоит из двух компонентов: основной пластины и подвижного указателя. Используется для измерения высоты углового шва, высоты стыкового шва, толщины выпуклого и вогнутого углового шва, имеет 4 шкалы: Используется для измерения высоты углового шва, высоты стыкового шва, толщины выпуклого и вогнутого углового шва, имеет 4 шкалы:MAX-MIN (высота стыкового шва) — 0-3 мм MAX CONCAVITY(макс. вогнутость) – 0-20 мм MAX CONVEXITY(макс. выпуклость) – 0-20 мм LEG LENGTH (катет углового шва) — 0-20 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель Bridge Cam (“CAM TYPE”) | Предназначен для измерений : — вогнутости углового шва — выпуклости шва — катета углового шва — глубины подреза — несоосности/смещения — глубины точечной коррозии, а также для использования как линейки до 60 мм / 2” и измерения угла разделки кромок 0 °- 60 °.
Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
G.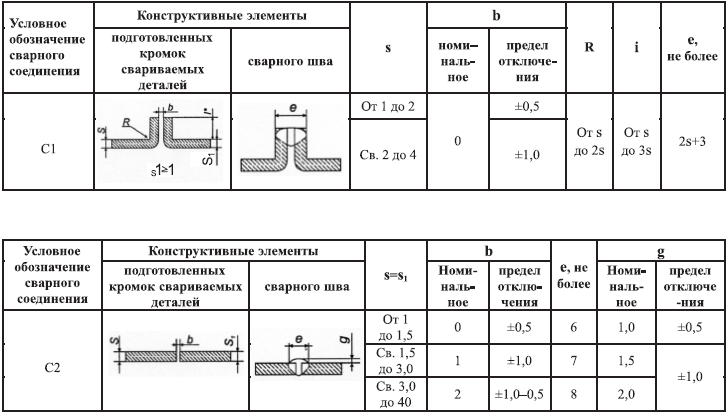 A.L. Измеритель параметров углового шва WG8 A.L. Измеритель параметров углового шва WG8 | G.A.L. Измеритель параметров углового шва WG8 имеет 3 шкалы: 2 подвижные, одна стационарная. Размер 87х57 мм Вес 43 гр.
Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный калибр для сварных швов со считывающим окном WG 9 | Предназначен для измерений углового шва: высоты шва, катета углового шва Измеритель изготовлен из нержавеющей стали, состоит из двух деталей: подвижная пластина с тремя нелинейными шкалами и схемами измерений, пластина с окном для считывания.  Три нелинейные шкалы: А.В.С. Цена деления 0,1 мм
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон для измерения ямок труб WG10 | Шаблон состоит из: основной пластины с измерительной шкалой в дюймах с формулами и таблицами, подвижного индикатора с острием. Диапазон измерения глубины — 0-12,7 мм (1/2’’) Цена деления – 1,59 мм (1/16’’) Габаритные размеры – 68,3х133,3х4,8 мм Вес – 227 гр | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель WG11 | Универсальный многофункциональный измеритель WG11 изготовлен из нержавеющей стали и предназначен для измерений высоты заклепок, сварных швов на сосудах высокого давления и трубах, угла кромки, смещения края, вогнутости, выпуклости и кривизны поверхности, глубины ямок. — Габаритный размер: 320x170x15 мм — Сфера применения: используется на поверхностях с криволинейностью радиусом φ400-φ1800, другие параметры не лимитируются: — Основной принцип: длина и высота основного отклонения внутреннего или внешнего диаметра цилиндра является функцией его диаметра. Формула: H=f (φ) Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель отклонений сварного шва WG12 | Предназначен для измерения: — угла вертикального участка — острой стороны шва — тупой стороны шва Поставляется с калькулятором — сборником математических формул для легкого вычисления значений угла сварного шва, отклонений сварного шва и т.  д. д. Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон конусный для контроля отверстий WG13 | Шаблон конусный для контроля отверстий WG13 состоит из одной конусной детали, изготовленной из нержавеющей стали. На одной стороне нанесена метрическая шкала, на обратной стороне – дюймовая шкала. Диапазон измеряемых отверстий – 0-15 мм Погрешность — ± 0,1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон сварщика «V-WAC» | Применяется для визуальной проверки качества сварных швов. Шаблон имеет: Шкала 0 – 24 мм, для измерения линейных размеров, погрешность 0,2 мм Шкала 0 ± 6 мм, для измерения углублений и высоты шва, погрешность 0,2 мм Отверстия 1,5 мм и 3,0 мм, для измерений раковин, погрешность 0,3 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон «Mini Sub » | Применяется для измерения горла сварного шва | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Карманный измеритель Bridge Cam | Предназначен для измерений : — угол подготовки — избыток наплавленного металла — глубину подреза — глубину коррозии — размер разделки шва — некоаксиальность
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель углов WG14 | Измеритель углов до 180°, указатель уровня. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон сварщика УШС-3 | Применяется для визуальной проверки качества сварных швов. Шаблон имеет: Шкала 0 – 24 мм, для измерения линейных размеров, погрешность 0,2 мм Шкала 0 ± 6 мм, для измерения углублений и высоты шва, погрешность 0,2 мм Отверстия 1,5 мм и 3,0 мм, для измерений раковин, погрешность 0,3 мм Подробнее |

Набедренники для сварки и металлообработки
Джеймс Сильвестр
Ищете надежную защиту для ног во время сварки или работы с металлом? Не ищите ничего, кроме сварки защиты для ног.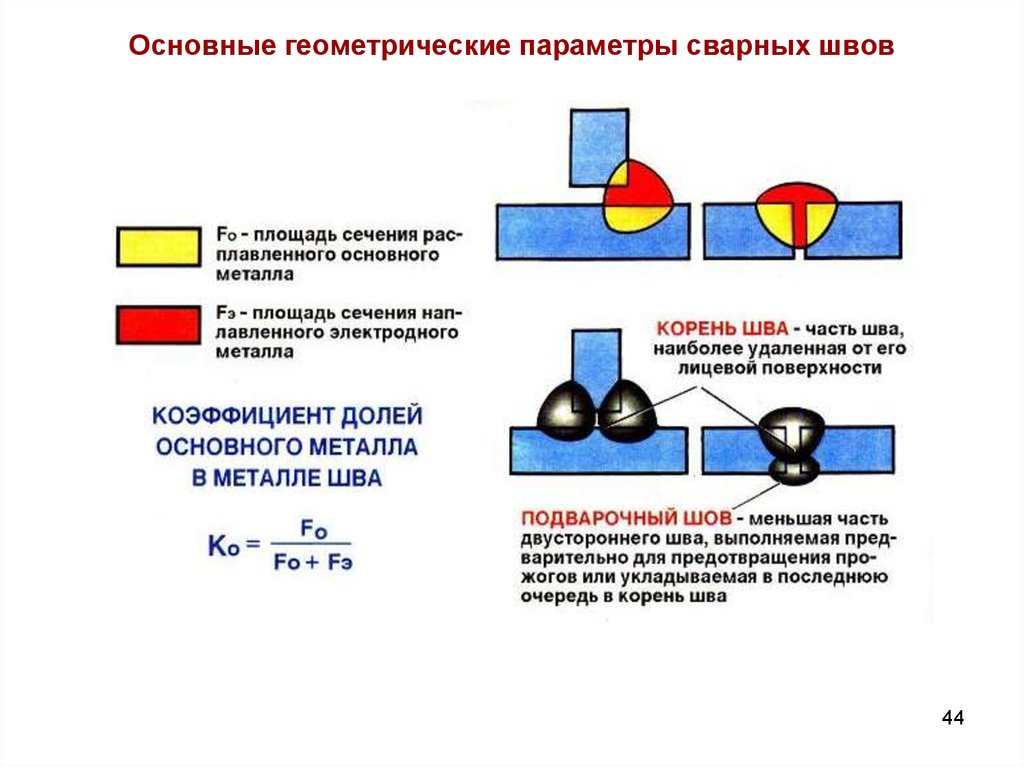 Изготовленные из прочного термостойкого материала, они защитят ваши ноги от искр, мусора и многого другого. Кроме того, их удобно носить в течение всего дня.
Изготовленные из прочного термостойкого материала, они защитят ваши ноги от искр, мусора и многого другого. Кроме того, их удобно носить в течение всего дня.
Содержание
Зачем нужны защитные накладки для ног при сварке и металлообработке
Если вы работаете в сфере сварки или металлообработки, вы знаете, как важно защищать свои ноги. Для этого есть несколько причин:
- Искры от сварки могут вызвать серьезные ожоги при попадании на кожу.
- Тяжелый металлический мусор может нанести травму, если он упадет вам на ноги.
- Длительное воздействие тепла может привести к повреждению кожи.
Использование наколенников может помочь защитить вас от этих опасностей и обезопасить вас во время работы.
Лучшие защитные наколенники для сварки и работы с металлом
На рынке представлено множество различных типов защитных наколенников, и бывает сложно определить, какие из них лучше всего подходят для сварки и работы с металлом. В общем, вам нужен щиток, который защитит ваши ноги от тепла, искр и других потенциальных опасностей.
В общем, вам нужен щиток, который защитит ваши ноги от тепла, искр и других потенциальных опасностей.
Существует два основных типа наколенников: те, которые закрывают всю ногу, и те, которые закрывают только переднюю часть ноги. Полноразмерные щитки обеспечивают наибольшую защиту, но они могут быть громоздкими и неудобными для ношения. Защита передних ног обеспечивает хорошую защиту, но при этом обеспечивает хорошую подвижность.
На рынке представлено множество различных марок и моделей набедренников. Некоторые из наиболее популярных брендов включают Miller Welding Guards, Lincoln Electric Guards и Hobart Welding Guards.
Цены на наколенники варьируются в зависимости от марки и модели, но вы можете заплатить от 30 до 100 долларов за пару хороших набедренников для сварщиков.
Как правильно выбрать защиту для ног для сварки и металлообработки
При выборе защиты для ног важно учитывать тип сварки или работы с металлом, которые вы будете выполнять. Если вы будете выполнять много тепловых работ, например сварку горелкой, вам понадобится защитный кожух, способный выдерживать высокие температуры. Если вы будете работать с острыми предметами, например, при изготовлении металлов, вам понадобится защитный кожух, который защитит от проколов и порезов.
Если вы будете выполнять много тепловых работ, например сварку горелкой, вам понадобится защитный кожух, способный выдерживать высокие температуры. Если вы будете работать с острыми предметами, например, при изготовлении металлов, вам понадобится защитный кожух, который защитит от проколов и порезов.
При работе с легкими металлами вам потребуется меньшая защита, чем при работе с более тяжелыми металлами. Еще один фактор, который следует учитывать, — это среда, в которой вы будете работать. Если вы работаете в жарком помещении, вам понадобятся наколенники, обеспечивающие хорошую вентиляцию.
Преимущества использования защиты для ног при сварке и работе с металлом
При работе с металлом важно защитить ноги от летящих искр и горячих осколков. Вот где на помощь приходят наколенники. Изготовленные из прочных материалов, таких как кевлар или кожа, набедренники защищают ваши ноги от тепла и искр, а также помогают предотвратить ожоги. Некоторые наколенники также имеют встроенные функции, которые делают их еще более полезными, например, усиленные пальцы ног, которые защищают ваши ноги от падающих предметов, или светоотражающие полосы, которые помогают вам оставаться видимыми в условиях низкой освещенности.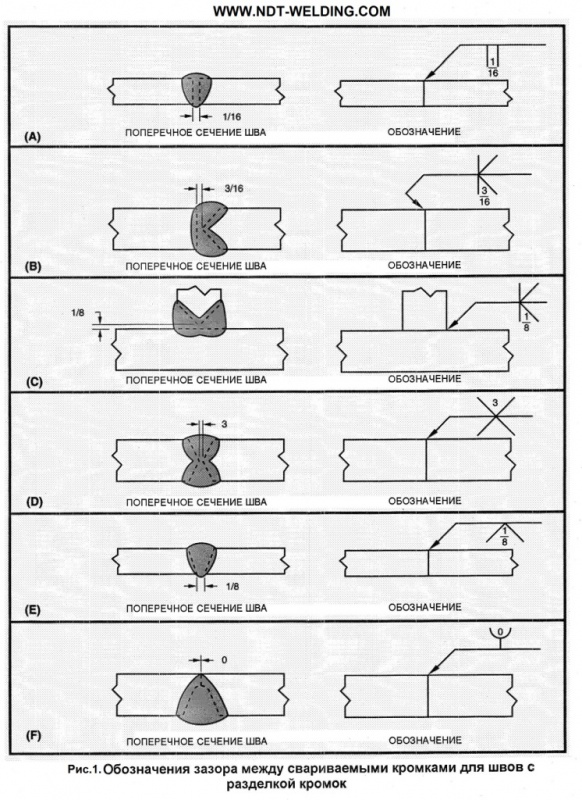
А поскольку их легко надевать и снимать, вы можете использовать их, когда они вам нужны, и хранить их, когда они вам не нужны. Независимо от того, являетесь ли вы сварщиком, слесарем или просто тем, кто любит работать руками, набедренники помогут вам оставаться в безопасности во время работы.
Как использовать наколенники при сварке и металлообработке
Набедренники бывают разных стилей, но все они преследуют общую цель — защитить ноги сварщика от искр, тепла и мусора. Существует множество различных способов использования набедренников для сварки и металлообработки.
Самое главное — выбрать пару, которая хорошо подходит и обеспечивает уровень защиты, необходимый для вашей конкретной задачи. Некоторые сварщики предпочитают надевать набедренники поверх брюк, а другие предпочитают носить их под брюками. После того, как вы выбрали пару набедренников, которые вам подходят, вы можете использовать их любым из следующих способов:
- Носите их поверх брюк: это наиболее распространенный способ ношения набедренников при сварке и работе с металлом. Просто наденьте наколенники поверх брюк и отрегулируйте их так, чтобы они были плотными, но удобными.
- Носите их под брюками: Если вы предпочитаете, вы также можете носить набедренники под брюками. Это может помочь содержать штаны в чистоте, без искр и мусора. Для этого просто наденьте штаны, как обычно, затем наденьте наколенники. Убедитесь, что нижний край наколенников находится на одном уровне с нижним краем брюк.
- Носите их поверх обуви: Другой вариант — надевать наколенники поверх обуви. Это может помочь защитить вашу обувь от искр и теплового повреждения. Для этого просто наденьте наколенники, как обычно, затем наденьте обувь.
- Носите их под обувью. В качестве альтернативы ношению их поверх обуви вы также можете носить наколенники под обувью. Однако это может сделать обувь слишком неудобной для ношения.
 Просто наденьте наколенники поверх брюк и отрегулируйте их так, чтобы они были плотными, но удобными.
Просто наденьте наколенники поверх брюк и отрегулируйте их так, чтобы они были плотными, но удобными.Преимущества набедренников для сварки и металлообработки
Большинство сварщиков подтвердят тот факт, что одним из наиболее важных средств индивидуальной защиты (СИЗ) в их профессии являются хорошие набедренники. Во время сварки на ноги могут попасть многие вредные вещества, в том числе летящие искры, осколки раскаленного металла и вредные химикаты. Накладки на ноги обеспечивают барьер между вами и этими потенциальными опасностями, помогая обеспечить вашу безопасность во время работы. Ношение набедренников во время сварки или работы с металлами имеет несколько преимуществ:
Во время сварки на ноги могут попасть многие вредные вещества, в том числе летящие искры, осколки раскаленного металла и вредные химикаты. Накладки на ноги обеспечивают барьер между вами и этими потенциальными опасностями, помогая обеспечить вашу безопасность во время работы. Ношение набедренников во время сварки или работы с металлами имеет несколько преимуществ:
- Во-первых, они помогают защитить кожу от ожогов. Сварка связана с высокими температурами, и даже кратковременное воздействие этих температур может вызвать серьезные ожоги. Накладки на ноги помогают защитить вашу кожу от этих экстремальных воздействий, предохраняя вас от потенциально серьезных травм.
- Во-вторых, наколенники защищают глаза от летящих искр. При сварке важно надевать защитные очки, чтобы защитить глаза от яркого света и летящих обломков. Однако даже с защитой глаз существует риск попадания случайной искры. Ношение защиты для ног может помочь отразить эти искры от лица и глаз, что еще больше снизит риск получения травмы.

- В-третьих, наколенники помогут защитить вас от осколков раскаленного металла. При резке или шлифовке металла небольшие кусочки горячего металла нередко отлетают и приземляются на кожу. Эти осколки могут вызвать серьезные ожоги или даже проникнуть в кожу. Ношение защиты для ног может помочь отклонить эти осколки от тела и снизить риск получения травмы.
- В-четвертых, наколенники помогут защитить вас от вредных химических веществ. При работе с некоторыми металлами и химическими веществами существует риск воздействия вредных паров или жидкостей. Ношение наколенников может помочь создать барьер между вами и этими потенциальными опасностями, защищая вас от вреда.
В целом наколенники обеспечивают ряд важных преимуществ в плане безопасности для сварщиков и других рабочих, работающих с металлами. Надев наколенники во время работы, вы можете снизить риск серьезных травм, вызванных ожогами, искрами, осколками горячего металла или воздействием вредных химических веществ.
Недостатки наколенников при сварке и металлообработке
Использование наколенников при сварке и металлообработке имеет несколько недостатков. Во-первых, они могут быть горячими и неудобными при длительном ношении. Во-вторых, они могут затруднить обзор вашего рабочего места, что может привести к несчастным случаям. В-третьих, в них также может быть трудно передвигаться, что может затруднить выполнение работы.
Как ухаживать за набедренниками для сварки и металлообработки
Ваши новые наколенники для сварки или металлообработки являются важной частью ваших средств индивидуальной защиты (СИЗ). Они изготовлены из прочных и долговечных материалов, которые защитят ваши ноги от летящих обломков, искр и тепла. Но, как и все средства индивидуальной защиты, за ними нужно правильно ухаживать, чтобы они продолжали выполнять свою работу. Вот несколько советов по уходу за набедренниками:
- Всегда храните наколенники в прохладном, сухом месте.
- Осматривайте наколенники перед каждым использованием. Ищите любые признаки износа или повреждения, такие как отверстия, трещины или износ. Если вы обнаружите какое-либо повреждение, не используйте защиту для ног и немедленно замените ее.
- Если ваши наколенники намокли, дайте им полностью высохнуть на воздухе, прежде чем убрать их на хранение.
- Если вы не используете наколенники, убедитесь, что они полностью чистые и на них нет грязи, мусора или масла.

Часто задаваемые вопросы о набедренниках для сварки и металлообработки
В: Нужен ли водослив?
О: Нет, плотина не нужна. Вы можете использовать любую защиту ног для сварки или металлообработки, которая удобна и соответствует вашим потребностям.
В: В чем разница между защитой для ног и защитой лодыжки?
A: Защита для ног — это устройство, которое закрывает всю ногу от лодыжки до колена. Защита лодыжки закрывает только лодыжку.
В: Каковы некоторые преимущества ношения набедренников?
A: Наколенники могут помочь предотвратить травмы ног, такие как ожоги, порезы или царапины. Они также могут помочь сохранить вашу одежду в чистоте и защитить ее от сварочных брызг или металлической стружки.
Они также могут помочь сохранить вашу одежду в чистоте и защитить ее от сварочных брызг или металлической стружки.
В: Как часто я должен носить набедренники?
A: Вы должны надевать наколенники всякий раз, когда занимаетесь сваркой или работой с металлом.
В заключении
Большинство сварочных и металлообрабатывающих работ требуют использования средств индивидуальной защиты (СИЗ) для защиты сварщика от опасных паров, мусора и тепла. Одним из наиболее важных элементов СИЗ для сварщиков являются хорошие набедренники. Выбор подходящей защиты для ног в основном зависит от личных предпочтений, но при работе с металлом важно иметь правильное снаряжение для защиты от тепла и искр.
СЛЕДУЮЩИЙ: Чапцы или нарукавники – что лучше защищает?
Вы нашли это полезным? Если да, поделитесь!
О Джеймсе Сильвестре
Джеймс С. Сильвестр — опытный инспектор по технике безопасности OSHA с многолетним опытом работы в строительной и нефтегазовой отраслях.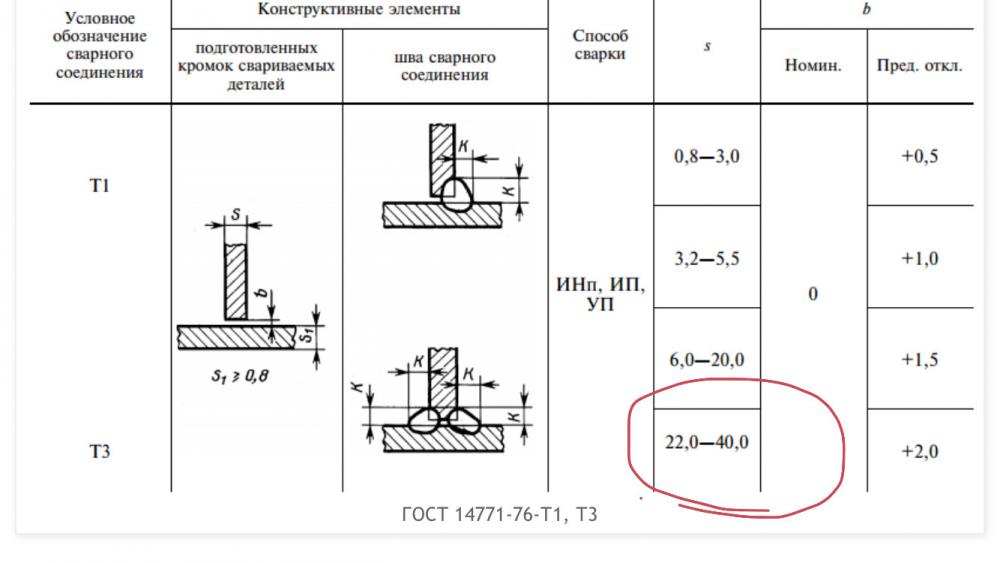 Он специализируется на безопасности на рабочем месте, системах охраны труда и техники безопасности. Узнайте больше о Джеймсе здесь или свяжитесь с ним по телефону Twitter
Он специализируется на безопасности на рабочем месте, системах охраны труда и техники безопасности. Узнайте больше о Джеймсе здесь или свяжитесь с ним по телефону Twitter
…
Анализ причин и принятие несовершенств формы
Часть 2
Щелкните здесь, чтобы перейти к части 1.
Эта вторая статья о дефектах формы относится в основном к угловым сварным швам, но есть два дополнительных дефекта стыковых сварных швов, которые требуют некоторых комментариев.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Чрезмерное проникновение (избыточное проникновение)
Рис.1. Избыточный провар
Избыточный металл шва, выступающий через корень сварного (стыкового) шва, выполненного только с одной стороны.
При сварке труб этот тип дефектов может вызвать эффекты в потоке жидкости, которые могут вызвать проблемы с эрозией и/или коррозией.
Общие причины
Проникновение становится чрезмерным, когда зазор шва слишком велик, притупление слишком маленькое, тепловложение шва слишком велико или сочетание этих причин.
Приемка
Критерии, устанавливающие уровень приемлемого проникновения, зависят главным образом от кода приложения или спецификации.
BS 2971 (дуговая сварка класса 2) требует, чтобы «провар не превышал 3 мм для труб диаметром до 150 мм включительно или 6 мм для труб диаметром более 150 мм».
BS 2633 (дуговая сварка класса 1) устанавливает определенные ограничения для труб меньшего диаметра, например, для труб диаметром 25–50 мм максимально допустимое проникновение в отверстие составляет 2,5 мм.
ASME B31.3 основывает приемлемость на номинальной толщине сварного шва, например, допуская диапазон толщины от 13-25 мм до 4 мм выступа. Однако ASME отмечает, что «более строгие критерии могут быть указаны в техническом проекте».
BS EN ISO 5817 (Уровни качества для дефектов), который заменяет BS EN 25817, соотносит допустимый выступ с шириной нижнего борта следующим образом:0015 Умеренный, D
 Рис. 1 )
Рис. 1 )Избегание
Важно убедиться, что подгонка стыка соответствует требованиям процедуры сварки. Если проблема связана с техникой сварщика, требуется переподготовка.
Вогнутость корня (обратное всасывание; подмыв)
Рис.2. Вогнутость корня
Неглубокая канавка, которая может образоваться в корне стыкового сварного шва.
Общие причины
Вогнутость корня возникает из-за усадки сварочной ванны в направлении толщины сварного шва. Плавление корневого прохода вторым проходом также может привести к вогнутости корня.
Этот дефект часто связан со сваркой TIG, и наиболее распространенной причиной является плохая подготовка, из-за которой корневой зазор либо слишком мал, либо, в некоторых случаях, слишком велик. Чрезмерно высокие скорости сварки повышают вероятность образования вогнутости корня.
Приемка
Вогнутость корня может быть приемлемой. Это будет зависеть от соответствующего стандарта, над которым ведется работа. Например:
Например:
BS 2971 требует, чтобы:
а) имелось полное проваривание корня
б) толщина сварного шва была не меньше толщины трубы.
ASME B31.3 требует, чтобы «общая толщина соединения, включая усиление сварного шва, была больше, чем толщина сварного шва».
BS EN ISO 5817 устанавливает верхние пределы, относящиеся к уровню качества, например, для толщины > 3 мм Умеренная, (D), h ≤ 0,2t, но не более 2 мм для строгой, (B), h ≤ 0,05t, но не более 0,5 мм. Кроме того, требуется плавный переход на концах сварного шва.
В действительности стандарты требуют, чтобы была достигнута минимальная расчетная толщина сварного шва готового сварного соединения. Если первые два условия приемки соблюдены, но поверхность сварного шва не имеет достаточно высокой шапки, может быть наплавлен дополнительный металл шва для увеличения проходного сечения.
Избегание
Важно убедиться, что подгонка стыка соответствует процедуре сварки и соблюдены заданные параметры. Если проблема заключается в технике сварщика, то требуется переподготовка.
Если проблема заключается в технике сварщика, то требуется переподготовка.
Угловые сварные соединения
Этот раздел следует читать вместе с разделом «Знания работы 66 Угловые сварные соединения — обзор практических методов».
Чрезмерная выпуклость
Рис.3. Чрезмерная выпуклость
Этот признак также подпадает под определение избыточного металла шва, см. Часть 1, и может быть описан как металл шва, лежащий за пределами плоскости, соединяющей выступы шва. Обратите внимание, что термин «армирование», хотя он широко используется в спецификациях ASME/AWS, в Европе избегают, поскольку он подразумевает, что избыточный металл способствует прочности сварного соединения. Это бывает редко.
Общие причины
Плохая техника и наплавка больших объемов «холодного» металла сварного шва.
Приемка
Идеализированное конструктивное требование углового шва под углом часто трудно выполнить, особенно при ручной сварке.
Принятие BS EN ISO 5817 основано на форме углового шва под углом со специальной расчетной горловиной, и любой избыточный металл сварного шва измеряется по отношению к этой поверхности под углом. Пределы для этого несовершенства соотносят высоту избыточного металла с шириной валика с максимальными значениями в диапазоне от 3 мм для строгого уровня качества до 5 мм для среднего уровня качества. Удивительно, но нет никаких указаний на необходимость «плавного перехода» на концах сварного шва для такой формы сварного шва.
Пределы для этого несовершенства соотносят высоту избыточного металла с шириной валика с максимальными значениями в диапазоне от 3 мм для строгого уровня качества до 5 мм для среднего уровня качества. Удивительно, но нет никаких указаний на необходимость «плавного перехода» на концах сварного шва для такой формы сварного шва.
AWS D1.1 также имеет ограничения относительно допустимого превышения ширины, как указано ниже:
Избегание
Техника сварки является основной причиной этой проблемы, и может потребоваться обучение. Также важно обеспечить соблюдение параметров, указанных в спецификации процедур сварки.
Угловые сварные швы большого размера (сварные швы с размером шва больше, чем требуется по проекту)
Рис.4. Угловой сварной шов увеличенного размера
Как обсуждалось в разделе «Работа 66», угловые сварные швы увеличенного размера могут привести к значительным дополнительным затратам и снижению производительности.
Распространенные причины
Существуют некоторые причины, связанные со сваркой, например, высокий сварочный ток, низкие скорости перемещения и некоторые связанные с контролем ( например, ‘на всякий случай увеличьте это скругление на x мм’).
Приемка
BS EN ISO 5817 имеет ограничения, связанные с фактическим сечением ( например, для строгих уровней качества, фактическое значение сечения [a] может превышать номинальный (проектный) размер сечения [h] на 1+0,15a с максимум 3 мм Для среднего уровня качества (D) чрезмерная толщина шва не ограничена
Избегать
Придерживаться указанной процедуры и параметров сварки и не увеличивать указанный размер сварного шва По возможности механизировать операцию сварки.
Угловые швы меньшего размера (угловые швы меньше указанных)
Рис.5. Недостаточный угловой шов
Распространенные причины
Причины, связанные со сваркой, связаны с высокими скоростями сварки и малыми сварочными токами.
Приемка
Поэтому обычно предполагается, что угловые сварные швы будут иметь по крайней мере указанный размер. В стандарте BS EN SIO 5817 указано, что ограничения на недостаточную толщину шва не применимы к процессам с доказательством большей глубины провара, поэтому угловой шов с кажущейся толщиной шва меньше предписанной не следует рассматривать как несовершенный, если фактическая толщина шва с компенсирующая большая глубина проникновения соответствует номинальному значению. То есть, если мы можем быть уверены в хорошем проплавлении, может быть приемлемым меньшее скругление, однако это следует обсудить с проектировщиком изготовления. Ограничения, установленные стандартом.
Использование глубокого проникновения для обеспечения требуемой минимальной расчетной толщины горловины может быть трудно обоснованным. Проплавление — это характеристика сварного шва, которую трудно измерить напрямую, и необходимо полагаться на строгий контроль как процесса сварки, так и сварщика. На ручную сварку редко можно положиться для обеспечения требуемой стабильности, но это вариант с механизированными сварочными системами.
На ручную сварку редко можно положиться для обеспечения требуемой стабильности, но это вариант с механизированными сварочными системами.
| Несовершенство: угловой шов имеющий горловину толщина меньше номинальное значение | Уровни качества | ||
|---|---|---|---|
| Умеренный D | Промежуточный С | Строгий B | |
| Длинные дефекты НЕ допускаются | ЗАПРЕЩЕНО | ||
| Короткие дефекты (см. Рис. 5 ) h ≤ 0,3 мм + 0,1 a | |||
| макс. 2 мм | макс. 1 мм | ||
Избегание
Соблюдайте указанную процедуру и параметры сварки. Используйте достаточный ток и соответствующую скорость движения. По возможности механизируйте сварочные работы.
Асимметричный угловой шов (угловой шов, в котором стороны имеют разную длину)
Рис. 6. Асимметричный угловой сварной шов
6. Асимметричный угловой сварной шов
Распространенные причины
Из-за неправильного расположения электрода или силы тяжести, притягивающей расплавленную ванну к одной стороне стыка. В основном это проблема угловых швов, выполненных в горизонтальном/вертикальном (PB) положении.
Принятие
В некоторых случаях может быть указана асимметрия (, например, , чтобы разместить концентрацию нагрузки на зацеп в определенной области).
BS EN ISO 5817 для углового сварного шва длиной 10 мм ( т. е. , горловина 7,1 мм) допускает разницу в длине сторон около 2,5 мм при строгом уровне качества и 3,4 мм при умеренном уровне качества. Приемка зависит от толщины горловины.
Следствием этого дефекта является значительное увеличение объема сварного шва. При условии соблюдения требований к длине ноги потери прочности не будет. Возможно, именно поэтому в других стандартах требования не указаны, и приемлемость оставлена на усмотрение проверяющего персонала для вынесения «инженерного заключения»!
Плохая посадка
Рис. 7. Плохая подгонка
7. Плохая подгонка
Наиболее распространенным недостатком является чрезмерный зазор между сопрягаемыми поверхностями материалов.
Общие причины
Плохая практика мастерской, неправильные размеры и допуски на чертежах.
Приемка
Основной проблемой угловых сварных швов является обеспечение зазора между компонентами в определенных пределах. Стандарт BS EN ISO 5817 определяет критерии приемки следующим образом:
| Уровни качества | ||
| Умеренная D | Промежуточный С | Строгий B |
| h ≤ 1 мм + 0,3 а | ч ≤ 0,5 мм + 0,2 мм | ч ≤ 0,5 мм + 0,1 мм |
| макс. 4 мм | макс. 3 мм | макс. 2 мм |
| Где h = монтажный зазор, а a = раструб углового сварного шва | ||
На рис. 7 показано, что зазор приводит к уменьшению длины плеча на вертикальной пластине, а это, в свою очередь, приводит к уменьшению толщины шва соединения. Скругление длиной 10 мм с корневым зазором 3 мм дает эффективное колено 7 мм (угол 4,9 мм).мм вместо ожидаемых 7мм).
Скругление длиной 10 мм с корневым зазором 3 мм дает эффективное колено 7 мм (угол 4,9 мм).мм вместо ожидаемых 7мм).
Если применение стандарта BS EN ISO 5817 не требуется, можно следовать указаниям стандарта BS EN 1011-2, в котором рекомендуется максимальный зазор 3 мм. В этом стандарте также указано, что размер углового шва может быть увеличен для компенсации большого зазора.
Это несоответствие устранено в AWS D1.1. что обеспечивает корневой зазор до 5 мм для материала толщиной до 75 мм. Однако, «если зазор (в стыке) больше 2 мм, катет углового шва должен быть увеличен на величину корневого отверстия, или подрядчик должен продемонстрировать, что эффективная щель была получена».
Эта статья о вакансиях была первоначально опубликована в журнале Connect в январе 2004 г. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
Приспособление для сварки ножек стола
- Форум
- Сварочные веб-дисциплины
- Схема магазина, оборудование и снаряжение
- Приспособление для сварки ножек стола
18.
08.2021
#1Сварочный шаблон для ножек стола
Мне интересно, есть ли более быстрый способ приварить ножки стола из квадратных труб к раме столешницы. Я изготавливал небольшие торцевые столы с помощью следующего процесса.
- Сварите вместе раму столешницы, чтобы удерживать деревянную столешницу, используя уголок 3/4 дюйма.
- Переверните верхнюю часть на мой стол, установите ножку (квадратную трубку) на угол и закрепите парой сварочных магнитов.
- Проверить/настроить на 90 град. с парой электронных уровней.
- Прихватка на месте. Удалить магниты и сварить. Ноги двигаются, как Пизанская башня, поэтому мне приходится приспосабливаться, нагревая разные стороны и давая вещам остыть.
У меня всегда 0,1-0,4 град. от вертикали последним сварным швом. Есть ли лучший способ сделать это с помощью какого-нибудь приспособления для каркаса, чтобы закрепить ножки (желательно все четыре) перед сваркой? Кто-нибудь делает это и хочет поделиться некоторыми извлеченными уроками?пр.
Последний раз редактировалось johnnycanuck; 18.08.2021 в 23:46.
Hobart Handler 140
Harbour-Freight 4×6
Абразивная ножовка Porter-Cable
Прадедушкин молотокОтветить с цитатой
08-19-2021 #2
Re: Сварочное приспособление для ножек стола
Некоторые из этих недорогих магнитных углов на самом деле не самые большие.
В зависимости от размера столешницы вашего сварочного стола, вы можете прихватить уголок, чтобы сформировать девяносто, который вы также можете зажать.
Если вы хотите потратить немного денег, есть зажимы, которые экономят время.
Я купил эти зажимы BESSEY Welders, когда делал рамы для ворот. Они прекрасны, если вы можете себе их позволить.
https://www.amazon.com/gp/aw/d/B0006…?ie=UTF8&psc=1Также есть 3-х осевые зажимы. Вот пример.
https://www.amazon.com/Strong-Hand-S…g+clamp&sr=8-3
Если вам нужны магниты более высокого класса, выбирайте магниты марки MAGSWITCH. У меня их много и они отличные!
https://magswitch.com/product-catego…g-fabrication/
Иногда у них есть товары на распродаже в День Благодарения. Многие участники здесь воспользовались, когда я опубликовал их продажи.Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
19.
08.2021
#3Re: Сварочное приспособление для ножек стола
Прикрепите все на место и используйте молоток, чтобы выровнять его. Просто прикрепите два внешних края каждой угловой секции.
Я бы не возился с магнитами или электронными уровнями. Просто используйте инженерный квадрат приличного размера. Сохраняйте уровни для сложных форм, которые требуют, чтобы начало и конец были параллельны в разных плоскостях.
При изготовлении верхней рамы вы приметываете ее таким же образом, проверяете квадрат, а затем дважды проверяете квадрат, измеряя диагонали.
Лучше всего все прикрепить, все проверить, а потом все сварить — если сможете.
Иногда вы не можете.Золотое правило Мерфи: у кого есть золото, тот и устанавливает правила.
Ответить с цитатой
08-19-2021 #4
Re: Сварочное приспособление для ножек стола
Квадраты инструментов Fireball. Посмотрите это видео, но перескочите вперед на 22:20, чтобы перейти к части о ножках стола.
 youtube.com/embed/EDeIq3SZNRs?wmode=opaque» allowfullscreen=»true» frameborder=»0″>
youtube.com/embed/EDeIq3SZNRs?wmode=opaque» allowfullscreen=»true» frameborder=»0″> Мультиматик Миллер 255
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
08-19-2021 #5
Re: Сварочное приспособление для ножек стола
Я строил много столов с помощью нескольких дизайнеров интерьера, и у меня были проблемы, о которых вы говорите.
Теперь я использую дешевый прямоугольный зажим, прикрепленный к столешнице, а ножка зажата в другой части. Я регулирую, пока не заподлицо со сторонами и перпендикулярно в обоих направлениях. Хорошо затяните хомут и наденьте на него 4 быстрые кнопки, затем снимите хомут и приварите. Они никогда не двигаются, если их зажать до прихватки.Ответить с цитатой
20.08.2021 #6
Re: Сварочное приспособление для ножек стола
Я поддержу голосование за некоторые квадраты Fireball Tool.
Если у вас их нет, вам действительно нужно их приобрести. Они слишком удобны, чтобы их не было в магазине.Мне нравятся вездесущие трехсторонние зажимы, которые удерживают ножки вверх и прилегают к раме.
Единственным недостатком трехсторонних зажимов в стиле Bessey является то, что они дороги и действительно полезны только для зажима таких вещей, как ноги. Если бы я делал много столов, я бы купил четыре трехсторонних зажима и установил небольшую производственную линию, чтобы я мог поставить все на место и сварить все за один раз.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
20.08.2021 #7
Re: Сварочное приспособление для ножек стола
Плоская поверхность с возможностью зажима (обычно с приспособлениями) — это действительно все, что вам нужно/то, что вы будете использовать, когда вам будет удобно делать что-то.
Как говорили другие, используйте квадратные угловые приспособления и зажимы (я ВСЕ ВРЕМЯ использую толстые куски лома углового железа, работает нормально, пока они находятся под углом 90 градусов).
2-осевые угловые зажимы могут ускорить процесс и сделать его еще быстрее, но я НИКОГДА не буду платить полную цену за 3-осевой зажим.
У меня есть один из мощных ручных инструментов 4″ 3-х осевой зажим, и я использовал его несколько раз. Я взял его, думая, что буду использовать его все время.Вы не будете, если вы не сделаете номера уровня производства, и в этом случае вы купите 2 наших 4.
лучший способ использовать его имо: для прихватки ножек и углов все сразу быстро
Основные причины, по которым я им не пользуюсь:
Он громоздкий, тяжелый, неудобный
Настройка занимает целую вечность (относительно)
Вам в любом случае нужна плоская поверхность, подходящая для сварки
это дорого, и вам неудобно разрывать его при сварке
вы снимаете его, чтобы сделать много окончательных сварных швов, даже несмотря на то, что инструмент имеет вырезы для сварки ( поверьте мне, вы в конечном итоге удалите его до окончательного сварного шва)
Я обнаружил, что настраиваю опору во время окончательной сварки, чтобы она была вертикальной, несмотря ни на что (усилие усадки при сварке БЕЗУМНО СИЛЬНОЕ). Это может включать последовательность сварки и любимый молоток.ГЛАВНАЯ ПРИЧИНА: это ненужный шаг в разовом производстве и не делает конечный продукт лучше.
Несколько советов по углам:
Сопоставление угловых измерений (верхние углы и ножки) — самый быстрый способ проверить перпендикулярность и отвес.
прихватите все, уменьшите последовательность и скорость (чтобы силы усадки при сварке относительно уравновешивали друг друга), не бойтесь начинать обработку угла заново, если что-то выходит из строя (отрезать что-то и заменить часто проще и намного занимает меньше времени, чем попытка исправить, с гораздо лучшими результатами). скрытые соединения, скорее всего, не нуждаются в сварке (в большинстве случаев нулевое преимущество в прочности).Последний раз редактировалось SlowBlues; 20.08.2021 в 17:04.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
20.
08.2021
#8Re: Сварочное приспособление для ножек стола
Каждый зажим может иметь специальное применение.
Зажимы для сварщиков BESSEY, которые я купил, окупили себя, для меня
Что бы вы ни решили, вам нужно проверить «отпечаток» зажима. В зависимости от размеров вашего стола у вас может быть место только для одного зажима ИЛИ устройства за раз.
У меня не было проблем, потому что мои ворота были больше.
Они точно сэкономили мне время. Я смог использовать их и для промежуточных длин.Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
20.
08.2021
#9Re: Сварочное приспособление для ножек стола
Сделайте приспособление, чтобы бросить 4 угловых куска железа, чтобы соединить лоток / верхнюю часть вместе. Затем еще один зажим, чтобы удерживать верхнюю часть под углом 90 градусов к великолепной столешнице с ножками, расположенными под углом 90 градусов к этой части, переверните ее и прикрепите оставшиеся 2 ножки. Выровняйте его снаружи приспособления по мере необходимости и перейдите к следующему 1. процессу в стиле сборочной линии.
Ответить с цитатой
20.08.2021 #10
Re: Сварочное приспособление для ножек стола
Используйте винты.
Все дубли одинаковы?
Если они есть и вы предпочитаете приваривать их, вам понадобится приспособление (например, деревянное), чтобы вы могли вставить их все и сварить.
Ответить с цитатой
22.08.2021 #11
Re: Сварочное приспособление для ножек стола
Спасибо за ваш вклад — я поражен тем, насколько большую поддержку оказывает этот форум.
Я собираюсь попробовать мега-квадрат Fireball и посмотреть, насколько хорошо это работает для меня — я опубликую свои результаты. Наткнулся на эту вещь, которая выглядит довольно простой и полезной: https://stronghandtools.com/strongha…s/90-tru-angl/Hobart Handler 140
Harbour-Freight 4×6
Абразивная пила Porter-Cable
Прадедушкин молотОтветить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
22.08.2021 #12
Re: Сварочное приспособление для ножек стола
Если под «принимает» вы имеете в виду, что каждая таблица имеет одинаковую конфигурацию, то нет.
Обычно они одинаковые h. но различаются на несколько дюймов по w. и я.Hobart Handler 140
Harbour-Freight 4×6
Абразивная ножовка Porter-Cable
Прадедушкин молотокОтветить с цитатой
22.08.2021 №13
Re: Сварочное приспособление для ножек стола
СлоуБлюз — спасибо. Это не одноразовые творения, но создание 3-х одновременно (все они немного отличаются) также не является массовым производством.
Да, я сначала попробую более простые приспособления и посмотрю, они мне подойдут. Я попробую ваше предложение сварить быстрее, чтобы лучше сбалансировать тепло.Louie1961 — Это видео хранителя. Спасибо.
BD1 — Спасибо, что познакомили меня с инструментами Stronghand. У них есть классные вещи.
Боб. Похоже, вы используете что-то похожее на зажимы Bessey, которые рекомендует BD1, да? Как только я продам еще несколько таких, я, возможно, куплю один из них.
Hobart Handler 140
Harbour-Freight 4×6
Абразивная ножовка Porter-Cable
Прадедушкин молотокОтветить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
22.08.
2021
№14Re: Сварочное приспособление для ножек стола
Ага, столы. У меня есть несколько огненных шаров в квадрате. Хороший. Некоторые из них большие и могут мешать друг другу, если вы собираете маленькие столы, как на фото. Если у вас есть кратные и пара размеров, тогда приспособление будет подходящим вариантом. Квадраты хороши, но требуют много времени для объемной работы.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
22.
08.2021
№15Re: Сварочное приспособление для ножек стола
ЕСЛИ надумаете покупать, зайдите на сайт производителя. Подпишитесь на электронные письма, и вы можете найти товары на распродаже, дешево.
Как я уже говорил, у Magswitch есть предметы на досмотре. Это их продукты Magswitch с названием RIDGID.
Bakers Gas — еще одна компания, заключающая сделки. Зарегистрируйтесь, и вы получите скидку 10 долларов США на первую покупку. Иногда даже предлагается бесплатная доставка.https://bakersgas.com/?campaign=3686…SAAEgJ9H_D_BwE
Иствуд — еще один, у которого могут быть сделки.
У них была бесплатная доставка при покупках на сумму более 43 долларов США.
Да 43,00 долл. США. Обычно 100 долларов и больше, но это тоже меняется. Проверьте их распродажи тоже.https://www.eastwood.com/in-store-coupon
Отправлено с моего iPhone через Tapatalk
Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
09-04-2021 №16
Re: Сварочное приспособление для ножек стола
Вау, я только что видел это.
Я сделал подобную работу задолго до того, как этот форум стал поллюцией, и построил 2 или 300 скамеек одинакового общего дизайна. У меня было это к науке, и я купил парню овец подарок, хотя и вырезал детали с типовым и модульным дизайном. Я в основном взял кусок пластины 2×4 и прикрепил кронштейны, чтобы удерживать 2 ножки и 2 части в нем, сделал ножки наборами, затем собрал скамью вверх дном, и мне нужно было только выровнять ножку в 1 сторону на одном конце и добавить наполнители для нижней полки. 905:39 Если бы это было регулярное мероприятие, вы могли бы извлечь выгоду из пары незначительных изменений в дизайне, но мой помощник мог в основном построить 3 за утро задолго до обеда.www.urkafarms.com
Ответить с цитатой
09-04-2021 # 17
Re: Сварочное приспособление для ножек стола
Я поставил джиг-платформу в угол, когда хотел, чтобы ноги вытащили ее на паре лошадей.
 08.2021
#1
08.2021
#1 Ноги двигаются, как Пизанская башня, поэтому мне приходится приспосабливаться, нагревая разные стороны и давая вещам остыть.
Ноги двигаются, как Пизанская башня, поэтому мне приходится приспосабливаться, нагревая разные стороны и давая вещам остыть. В зависимости от размера столешницы вашего сварочного стола, вы можете прихватить уголок, чтобы сформировать девяносто, который вы также можете зажать.
В зависимости от размера столешницы вашего сварочного стола, вы можете прихватить уголок, чтобы сформировать девяносто, который вы также можете зажать.  08.2021
#3
08.2021
#3 Иногда вы не можете.
Иногда вы не можете. Теперь я использую дешевый прямоугольный зажим, прикрепленный к столешнице, а ножка зажата в другой части. Я регулирую, пока не заподлицо со сторонами и перпендикулярно в обоих направлениях. Хорошо затяните хомут и наденьте на него 4 быстрые кнопки, затем снимите хомут и приварите. Они никогда не двигаются, если их зажать до прихватки.
Теперь я использую дешевый прямоугольный зажим, прикрепленный к столешнице, а ножка зажата в другой части. Я регулирую, пока не заподлицо со сторонами и перпендикулярно в обоих направлениях. Хорошо затяните хомут и наденьте на него 4 быстрые кнопки, затем снимите хомут и приварите. Они никогда не двигаются, если их зажать до прихватки. Если у вас их нет, вам действительно нужно их приобрести. Они слишком удобны, чтобы их не было в магазине.
Если у вас их нет, вам действительно нужно их приобрести. Они слишком удобны, чтобы их не было в магазине.
 Это может включать последовательность сварки и любимый молоток.
Это может включать последовательность сварки и любимый молоток.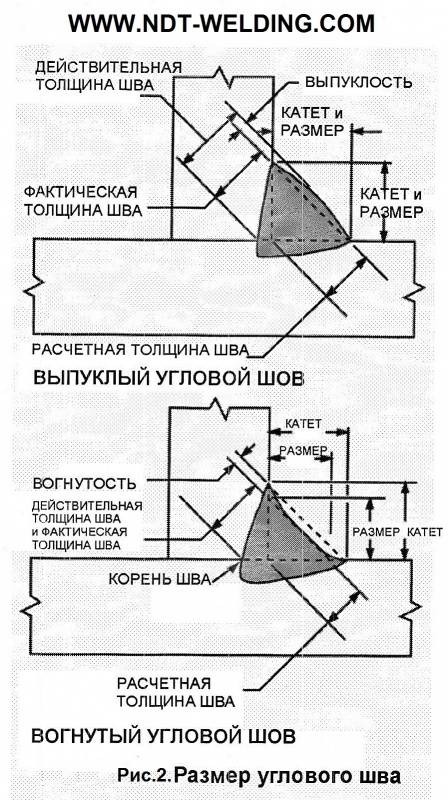 08.2021
#8
08.2021
#8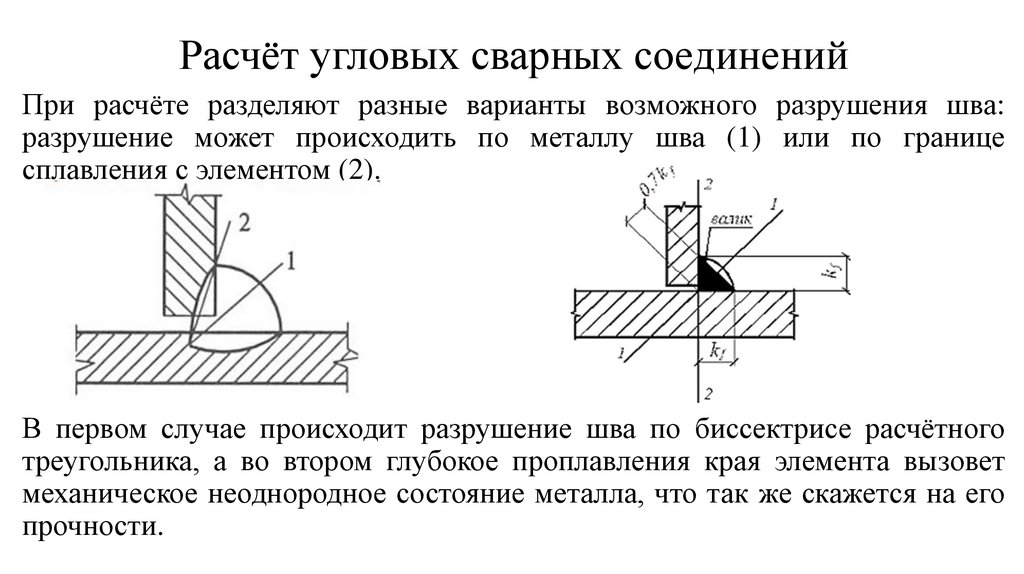 08.2021
#9
08.2021
#9
 Я собираюсь попробовать мега-квадрат Fireball и посмотреть, насколько хорошо это работает для меня — я опубликую свои результаты. Наткнулся на эту вещь, которая выглядит довольно простой и полезной: https://stronghandtools.com/strongha…s/90-tru-angl/
Я собираюсь попробовать мега-квадрат Fireball и посмотреть, насколько хорошо это работает для меня — я опубликую свои результаты. Наткнулся на эту вещь, которая выглядит довольно простой и полезной: https://stronghandtools.com/strongha…s/90-tru-angl/ Обычно они одинаковые h. но различаются на несколько дюймов по w. и я.
Обычно они одинаковые h. но различаются на несколько дюймов по w. и я.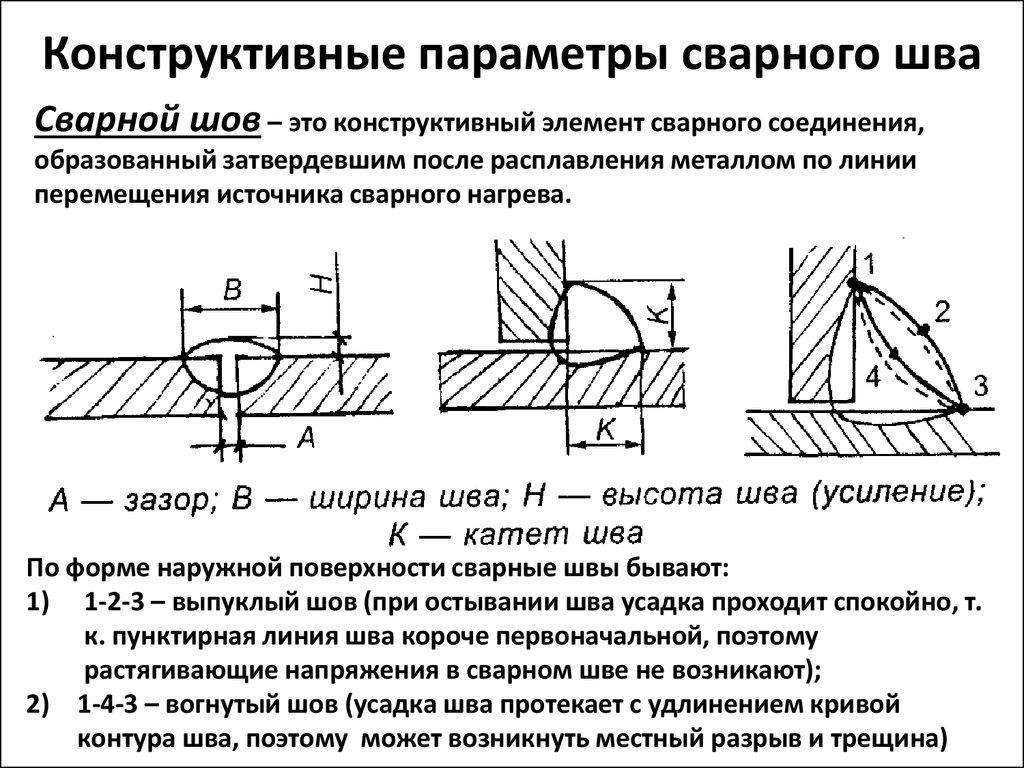 Да, я сначала попробую более простые приспособления и посмотрю, они мне подойдут. Я попробую ваше предложение сварить быстрее, чтобы лучше сбалансировать тепло.
Да, я сначала попробую более простые приспособления и посмотрю, они мне подойдут. Я попробую ваше предложение сварить быстрее, чтобы лучше сбалансировать тепло. 2021
№14
2021
№14 08.2021
№15
08.2021
№15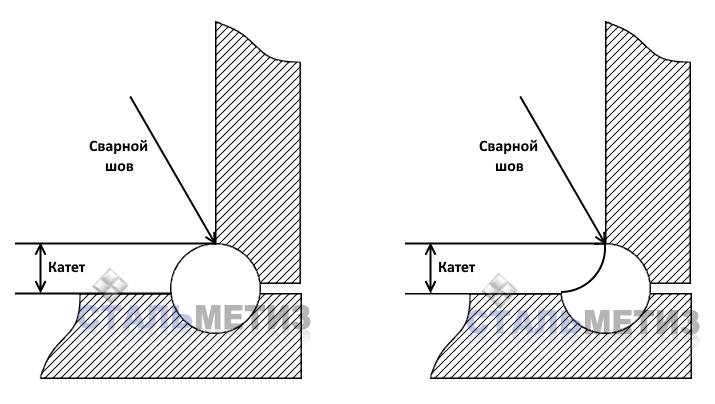 У них была бесплатная доставка при покупках на сумму более 43 долларов США.
У них была бесплатная доставка при покупках на сумму более 43 долларов США. 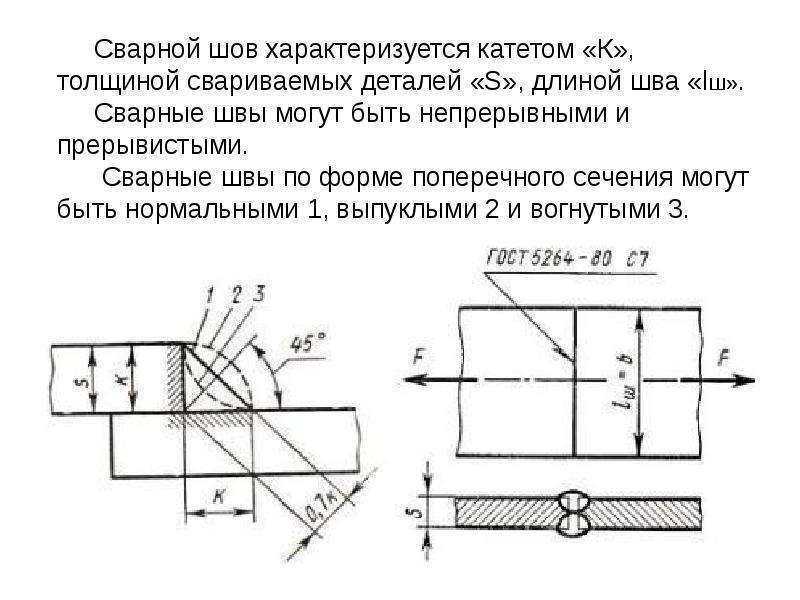 Я сделал подобную работу задолго до того, как этот форум стал поллюцией, и построил 2 или 300 скамеек одинакового общего дизайна. У меня было это к науке, и я купил парню овец подарок, хотя и вырезал детали с типовым и модульным дизайном. Я в основном взял кусок пластины 2×4 и прикрепил кронштейны, чтобы удерживать 2 ножки и 2 части в нем, сделал ножки наборами, затем собрал скамью вверх дном, и мне нужно было только выровнять ножку в 1 сторону на одном конце и добавить наполнители для нижней полки. 905:39 Если бы это было регулярное мероприятие, вы могли бы извлечь выгоду из пары незначительных изменений в дизайне, но мой помощник мог в основном построить 3 за утро задолго до обеда.
Я сделал подобную работу задолго до того, как этот форум стал поллюцией, и построил 2 или 300 скамеек одинакового общего дизайна. У меня было это к науке, и я купил парню овец подарок, хотя и вырезал детали с типовым и модульным дизайном. Я в основном взял кусок пластины 2×4 и прикрепил кронштейны, чтобы удерживать 2 ножки и 2 части в нем, сделал ножки наборами, затем собрал скамью вверх дном, и мне нужно было только выровнять ножку в 1 сторону на одном конце и добавить наполнители для нижней полки. 905:39 Если бы это было регулярное мероприятие, вы могли бы извлечь выгоду из пары незначительных изменений в дизайне, но мой помощник мог в основном построить 3 за утро задолго до обеда.