Настройка сварочного полуавтомата перед сваркой
Настройка сварочного полуавтомата перед сваркой – важный этап перед началом процесса. Идеально подобрать сам аппарат и расходники под конкретную задачу – только половина дела. Не выставив правильно параметров сварки, даже самому опытному исполнителю не получить качественного шва и не добиться оптимальной производительности процесса. Поэтому значения этого этапа нельзя преуменьшать. А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья.
Содержание
- Настройка сварочного аппарата: общие сведения
- Настройка сварочного полуавтомата: регулируем напряжение
- Настройка силы тока и скорости подачи проволоки
- Подбор газа и настройка сварочного полуавтомата по его расходу
- Настройка полярности при сварке полуавтоматическим инвертором
- Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Настройка сварочного аппарата: общие сведения
Прежде всего, необходимо понимать, что процесс настройки регулирует параметры сварочных работ. Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
При этом в распоряжении сварщика всего четыре возможные регулировки:
- Значение силы тока;
- Скорость подачи присадочной проволоки выбранной толщины;
- Величина напряжения дуги;
- Расход защитного газа.
Разумеется, многие эти факторы являются взаимосвязанными. Поэтому для настройки первичных значений, осуществляемых путем ручек на лицевой панели инверторного автомата, можно воспользоваться таблицей. Но тонкая подстройка аппарата в процессе работы все равно понадобится. И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
Настройка сварочного полуавтомата: регулируем напряжение
Регулировка напряжения сварочной дуги является первым шагом при настройке сварочного полуавтомата. Рекомендуется установить для начала (тестового процесса варения) невысокие значения – 15-20 В и силу тока до 100 А.
Процесс варения требует наличия горелки в одной руке сварщика, в то время как вторая остается свободной. Вот ею и регулируются параметры в режиме реального времени. Для этого применяется цифровые или механические регуляторы на инверторе. Регулировка может выполняться плавно либо ступенчато. При этом отслеживаются несколько факторов – процесс формирования сварного валика, звук дуги и ее горение, степень разбрызгивания металла.
Таким образом, возможно прийти к оптимальному показателю рабочего напряжения. Это имеет важное значение, потому что:
- Слишком низкое в сравнении с оптимальным значение параметра дает слишком узкий шов с плохим проваром.
 Это негативно сказывается на прочности соединения;
Это негативно сказывается на прочности соединения; - Слишком высокое напряжение (в сравнении с оптимальной величиной) дает очень широкий шов, приводит к риску прожига и привару проволоки к наконечнику горелки.
 Это негативно сказывается на прочности соединения;
Это негативно сказывается на прочности соединения;Для конкретных полуавтоматических аппаратов производители нередко вкладывают табличку с рекомендуемыми значениями напряжений. Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Настройка силы тока и скорости подачи проволоки
Эти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа.
Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
- Слишком высокое значение скорости подачи обеспечит большой разлет брызг металла, неравномерный шов с наплывами;
- Слишком низкое значение скорости подачи обеспечит ее расплавление еще до выхода из сопла горелки. Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.
 Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.
Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.Подбор газа и настройка сварочного полуавтомата по его расходу
Выбор защитного газа – фактор, не выбираемый исполнителем по желанию. То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения.
Исходя из этого мы рекомендуем придерживаться следующих рекомендаций:
- Углекислый газ как наиболее дешевый вариант защитного покрытия сварочной ванны предпочтителен. Но стоит помнить, что несмотря на глубокий проплав, его применение дает довольной грубый шов. Поэтому для изделий с высокими требованиями по эстетике или аэродинамике такой вариант не подходит;
- Сочетание аргона и углекислоты в пропорции 3:1 отлично подходит для сварки тонкостенных конструкций. Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;
- Алюминий и алюминиевые сплавы требуют применения чистого аргона;
- Оптимальным вариантом защиты для соединения нержавейки является аргон (98%) с небольшой добавкой углекислого газа (2%).
 Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;
Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;Осуществлять контроль правильности соблюдения этого фактора можно даже визуально. Если при формировании шва он получается пористым, это говорит о том, что воздух попадает в рабочую зону и взаимодействует с раскаленным металлом. То есть, подачу защитного газа необходимо увеличивать. А вот чрезмерный расход газов определить может только человек с большим опытом. Как правило, это осуществляется на слух при работе с одной и той же моделью полуавтомата.
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу.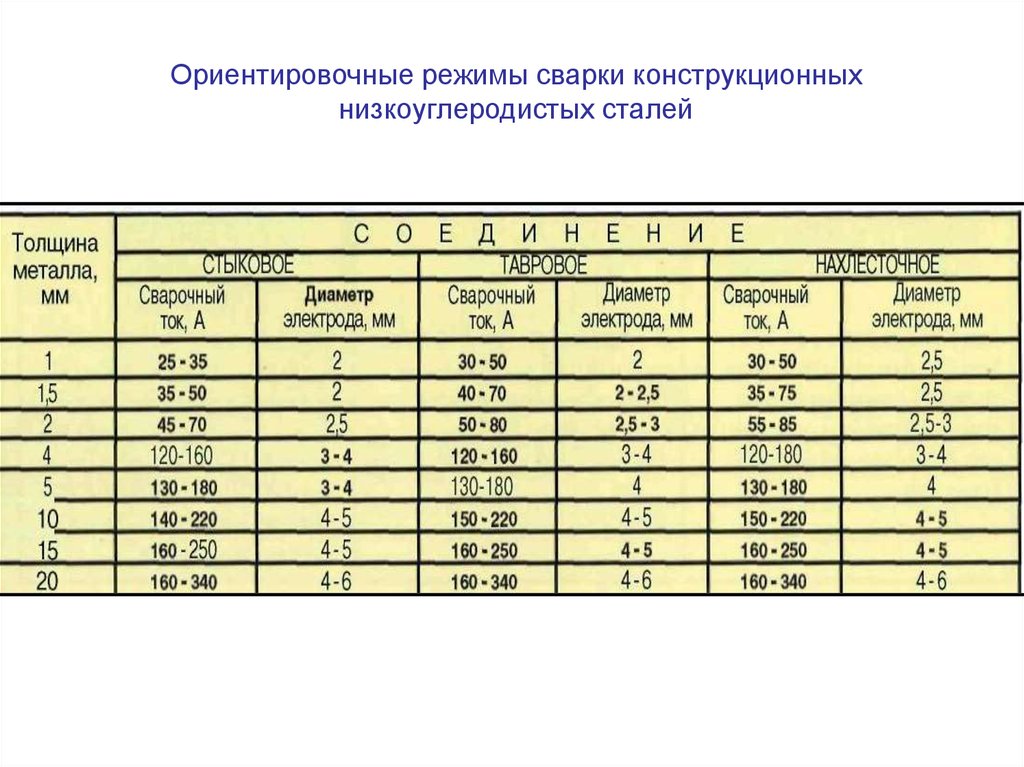 Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Алюминиевые конструкции ввиду специфики материала являются наиболее сложными при сварке и требуют особого подхода. Но если следовать рекомендациям, то проблем с соединением таких элементов не возникнет. В числе таковых особенностей:
- Сварочные работы необходимо выполнять с обратной полярностью подключения. Такой вариант эффективнее разрушает оксидную пленку на поверхности конструкций;
- В подающем механизме должно быть четыре ролика для подачи расходника без ощутимого смятия мягкого металла;
- Диаметр используемой проволоки должен быть меньшим в сравнении с диаметров наконечника горелки. За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке;
- Канал подачи расходника в горелке для снижения трения должен быть тефлоновым.
 За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке;
За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке;Выполняя перечисленные рекомендации, Вы получите оптимальный результат сварки, который потребует минимальной доработки.
Как правильно настроить сварочный полуавтомат для работы?
Сварочные технологии уверенно вошли в нашу жизнь. Сегодня сварка используется не только для производственных целей, но и для бытового использования, естественно, потребители задаются вопросом, как настроить полуавтомат сварочный для правильной работы. Если инверторный сварочный аппарат доступен практически каждому, то покупка полуавтомата вызывает ряд вопросов и выполнения, определённых правил эксплуатации. Перечислять все возможные положительные характеристики полуавтоматов можно бесконечное количество раз, но многие покупатели, которые приобретают сварочное оборудование, не знают, как правильно настроить сварочный полуавтомат.
Сварочный аппарат Вестер
Операции перед началом работы
Перед тем, как приступить к работе, опытный сварщик проводит качественную настройку и регулировку сварочного полуавтомата. В частности производится непосредственная регулировка подачи силы тока, а также вспомогательные узлы и компоненты, в частности – скоростной режим подачи проволоки, иные вспомогательные характеристики. В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
Устройство в обязательном порядке должно быть подключено к специальной системе подачи защитных видов газа – аргон, углекислотный баллон или к смеси газовых компонентов. Обязательно проверяем требуемое количество, и объем проволоки, которую мы используем в барабанном механизме. Если проволоки недостаточно или мало, заправляем барабан новым материалом и протягиваем до рабочей рукоятки.
Для того чтобы обеспечить качественные и необходимые первичные параметры подготовки к работе, необходимо выполнить следующие условия и принцип как настроить сварочный полуавтомат инверторного типа для конкретных характеристик работы:
- Определяемся с размерами и толщиной свариваемой поверхности металлов любого типа.
- Выявляем характеристики пространственного положения сверяемых частей металла- вертикальное или горизонтальное.
- Учитываем толщину используемой проволоки для технологической работы.
Учитывая вышеуказанные требования, можно потом с лёгкостью решить вопрос как настроить сварочный полуавтомат для работы с различными видами и вариантами металлических изделий. Далее вы можете по своим ощущениям и по условиям проведения технологической операции производить корректировку агрегата, и добавлять свои функционалы управления.
Табличные значения данных для сварочных работ
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Скоростной режим подачи газа
Настройка подачи газа
Хотя этот параметр не является важным и существенным, тем не менее, вы должны контролировать требуемый расход газа по показателям редуктора, который установлен на газобаллоном оборудование. Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Сколько вольт нужно для сварки?
Теперь остаётся решить, как настроить сварочный полуавтомат Telwin Bimax, используя данные таблицы по вольтажу. Как видно чем толще металл для сварки и резки, тем выше вольтаж оборудования. Используя ведомые данные, можно настроить оборудование для эффективного расплавления и резки металла. Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Выбор напряжения полуавтомата
Для высоколегированных материалов и цветных металлов, можно найти данные в интернете. Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Режим скорости подачи проволоки
Скоростной режим подачи проволоки является вспомогательным решением вопроса, как настроить полуавтомат сварочный Сварог. В данном случае необходимо учитывать скорость подачи совместно с силой используемого тока. Оба ведомых параметра взаимосвязаны между собой. Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
Регулировка скорости подачи проволоки
Сегодня промышленность выпускает автоматические режимы скоростной подачи проволоки, но такие агрегаты, как правило, рассчитаны на профессиональную работу сварщика. Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Дополнительные параметры точной настройки
Кроме этого, есть варианты дополнительной настройки регулировки оборудования, которые предполагают реализацию таких вариантов:
- Индуктивность. Параметр позволяет настроить основную жёсткость дуги и добиться эффективного показателя качества шва. Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.
- High/Low. Переключатели подачи скоростного режима проволоки «быстро-медленно», в отличие от стандартного варианта скоростного режима подачи проволоки в барабане. Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.
Заключение
Полуавтомат стал незаменимым помощником, как в быту, так и в промышленном производстве. Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Видео: настройка полуавтомата
индуктивность, подключение, параметры режима, (ток, напряжение, подача проволоки)
Во многих отраслях промышленности, а также и в быту применяется сварка полуавтоматом. Это простой и эффективный способ соединения металлических поверхностей при помощи оборудования работающего в полуавтоматическом режиме.
Это простой и эффективный способ соединения металлических поверхностей при помощи оборудования работающего в полуавтоматическом режиме.
В различных источниках данный способ называют по-разному сварка mig, mag иногда даже пишут так миг маг. Правильное название это способа механизированная в среде защитного газа плавящимся электродом.
В зависимости от защитного газа данный способ называют mig если для защитной атмосферы используется инертный газ или mag, если газ является активным. В качестве активного газа очень часто используется углекислота CO2.
Во время сваривания металлических поверхностей полуавтоматом, проволока подается в точку стыковки деталей автоматически при помощи подающего механизма.
Вместе с проволокой в зону сварки подается защитный газ через сопло, расположенное на горелке сварочного полуавтомата. Газ защищает расплавленный метал проволоки и изделия от атмосферных газов. Формирование шва идет за счет плавления как металла сварочной проволоки, так и металла изделия и их перемешивания в сварочной ванне.
Содержание
- Перенос металла
- Настройка полуавтомата перед началом работ
- Основные параметры режима при полуавтоматической сварке стали
- Основные ошибки при настройке
- Схема настройки полуавтомата
- Индуктивность
- Газы. Инертные, активные, смеси
- Порошковая проволока.
- Особенности сварки полуавтоматом
- Плюсы сварки полуавтоматом очевидны:
- К минусам можно отнести:
- Полуавтомат для сварки — что это такое
- Основные элементы конструкции сварочного полуавтомата:
- Какие бывают сварочные полуавтоматы
- Как правильно выполнять полуавтоматом сварку
- Проверяем все ли готово
- Зажигание дуги
- Основной этап
- Положения и различия сварочных швов полуавтоматической сварки
- Вертикальное положение
- Потолочное положение
- Горизонтальное положение
- Как сварить сварочным полуавтоматом алюминиевые детали?
- Сварка в углекислом газе
Перенос металла
Плавящийся металл может переноситься как капельным, так и струйным. Капельный подразделяется на крупнокапельный, мелкокапельный.
Капельный подразделяется на крупнокапельный, мелкокапельный.
Последний в свою очередь более предпочтителен так как при нем разбрызгивание металла минимально. Это будет зависеть сварочного аппарата, используемой присадочной проволоки, а также от защитной газовой среды. Все остальные манипуляции, как и в случае сварки штучным электродом, мастер проделывает ручным способом.
Электродом служит проволока из алюминия, медного сплава, стали. С помощью данного способа можно сделать множество операций, например, выполнить кузовной ремонт автомобиля, соединить детали из алюминия, черного металла, цветных сплавов, починить ювелирные украшения и т.п.
Настройка полуавтомата перед началом работ
Чтобы правильно варить начинающие работать с полуавтоматической или как ее еще называют механизированной сваркой необходимо выполнять следующее:
- Перед началом работы полуавтомат необходимо настроить напряжение, силу сварочного тока по заводской инструкции. В комплект сварочного полуавтомата входит инструкция, в которой подробно описано каким образом подбирается эта величина.
- Настройка механизма подачи. В инструкции написано, с какой скоростью необходимо подавать электродную проволоку к месту сварки для конкретного случая. Регулировка скорости подачи осуществляется при помощи рукоятки. Когда нет инструкции полуавтомат можно настроить согласно усредненным значениям, приведенным в таблице ниже.

Основные параметры режима при полуавтоматической сварке стали
После настройки полуавтомата, необходимо проверить, как он работает, правильно ли выполнен расчет режимов для полуавтоматической сварки. Проверка выполняется на пробных заготовках.
Настроить полуавтомат для выполнения сварки не получится без сварки пробных деталей, так как условия сварки отличаются. Также каждый сварщик варит по своему, кто-то быстро на большом токе, кто-то медленно. Пробные швы осматриваются на наличие сварочных дефектов, размер валика, глубины проплавления. Если, что-то не соответствует нормативным стандартам, то можно изменить параметры, внести корректировки.
Если сварочный полуавтомат настроен правильно, то шов получается прочным, ровным. Аппарат выдает стабильную дугу, процесс идет без треска и брызг.
👉Разработка техкарт по сварке👈
Основные ошибки при настройке
Если при выполнении сварки летят брызги и громкий треск от дуги, то скорее всего у Вас недостаточно сварочного тока. Необходимо добавить силу тока и увеличить скорость подачи проволоки.
На большинстве сварочный аппаратов настройка силы тока совмещена с настройкой скорости подачи проволоки. Но есть и с отдельной настройкой.
Если в процессе сварки получается наплывы. Расплавленного металла очень много или сварочный валик получается широким. В случае сварки такого металла он прогорает, то необходимо уменьшить напряжение или увеличить скорость сварки. Быстрее вести горелку.
Вообще настройка напряжения влияет на глубину и ширину сварочного шва. Если напряжение высокое, то появляются брызги и увеличивается ширина шва. Глубина же провара уменьшается.
Также после завершения процесса сварки посмотрите нет ли на шве пор. Если есть, по скорее всего у вас подается мало газа. Это также будет заметно и при сварке так как процесс будет нестабилен. Причиной брызг металла также может служить и недостаток газовой защиты.
Вообще расход газа зависит от того как быстро идет сварка и где она происходить. Потому что на улице, где ветер или в помещении со сквозняком, защитный газ сдувает. От этого процесс сварки идет, как уже говорилось нестабильно и результат будет неудовлетворительный.
Схема настройки полуавтомата
- Выставляем параметры от заводи или из таблицы с сайта
- Начинаем варить заготовку
- Если перенос металла крупнокапельный, летят брызги, то добавляем скорость подачи и напряжение.
- Если при этом металл прожигается или проволока утыкается в дно ванны — уменьшаем скорость подачи.
- Ищем оптимальный вариант. Как это выглядит, можете посмотреть на видео в конце статьи.
Перед свариванием металлические поверхности необходимо подготовить. С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
Индуктивность
Индуктивность полезная настройка в сварочном полуавтомате. На сварочном полуавтомате при наличии регулировке значений индуктивности ее нужно правильно использовать что бы это улучшало процесс сварки. Она обеспечивает более плавное протекание процесса сварки, за счет управления переносом металла. Настраиваем индуктивность исходя из поставленной задачи к примеру для сварки в потолочном положении можно сделать дугу мягче, а при сварке в узкий зазор жестче.
На практике индуктивность влияет на жесткость дуги. Увеличивая жесткость дуги увеличивается глубина проплавления. С уменьшением же увеличивается ширина шва, но уменьшается глубина провара. Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Надо знать то что индуктивность нужно увеличивать при увеличении силы тока. Потому что на малых токах до 140А перенос металла идет мелкокапельный и увеличение индуктивности лишь нарушить процесс. Шов будет грубый и появится много брызг. В режимах до 140-160 индуктивность должна быть минимальна.
С увеличением тока необходимо добавлять индуктивность для более плавного формирования шва. Вообще наличие регулировки индуктивности у полуавтомата заметно улучшает процесс и уменьшает количество брызг.
Газы. Инертные, активные, смеси
Чаще всего применяется полуавтомат с газовой защитой в виде инертного (аргон, гелий), активного (СО2) или смесей газов в различных соотношениях. Самые часто используемыми смесями является смесь Ar с СО2 в соотношении 5-15% и 85-95% соответственно.
При использовании данной смеси становиться возможным мелкокапельный и струйный перенос металла. Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Данная смесь обеспечивает весьма высокие показатели защиты в результате минимум дефектов сварного шва. Для снижения стоимости сварочных работ также используется смесь гелия совместно с аргоном в соотношении один к одному. Данная смесь универсальна для тонких и толстых изделий обеспечивая высокое качество.
Порошковая проволока.
Полуавтоматическую сварку в некоторых случаях ведут без газовой защиты, но с использованием порошковой проволоки. Данные методы редко используются ввиду дороговизны порошковой проволоки, а работа с флюсом ограничивает область применения данного способа в потолочном и вертикальном положении.
Что неприменимо в монтажных условиях. Их очевидный плюс — это возможность варить при ветре так как газовая защита сдувается и это приводит к сварочным дефектам в виде пор, несплавления и кратеров.
Особенности сварки полуавтоматом
Плюсы сварки полуавтоматом очевидны:
- Очень простой способ. Очень быстро можно научиться варить качественные соединения. Начинающим будет легко его освоить.
- Скорость соединения металлических поверхностей намного выше, чем при использовании обычной ручной сварки электродом.
- В процессе возможно наблюдение за сварочной ванной и процессом формирования и кристаллизации шва. Что в свою очередь повышает качество получаемого изделия ввиду своевременного обнаружения дефектов и внесения корректив в сам процесс.
- Сварочный шов отличного качества. Мелкая чешуйчатость соединения обеспечивает высокую пластичность.
- Также имеет место высокая степень автоматизации, а это увеличение производительности в целом.
- Механизированную сварка можно вести как в нижнем положении, так вертикальное и потолочное без ограничений.
- Не большой нагрев изделия и как следствие возможность выполнение процесса тонких изделий и снижение деформаций металла.
- Место соединения не требует зачистки.
- Цена выполнения процесса полуавтоматическим оборудованием ниже, чем при других способах сваривания.
- Сварка полуавтоматом позволяет соединить оцинкованные поверхности без повреждения покрытия.

К минусам можно отнести:
Что при сваривании деталей полуавтоматом, уровень дугового излучения сильнее, чем при использовании других способов.
Также во время работы идёт сильное разбрызгивание металла. Это ведет к существенным потерям электродной проволоки, а также необходимости зачистки. Какой газ лучше подходит для сварки полуавтоматом? В подавляющем большинстве ситуаций для сварочных работ применяют углекислый газ.
Также подходит гелий и аргон. Данные газы используют как в чистом виде, так и в смесях. На полуавтомат подается постоянный ток с подключением обратной полярностью: на проволоку– подается плюс, на заготовку – минус.
Полуавтомат для сварки — что это такое
Это специальный прибор для выполнения сварки расплавленным электродом.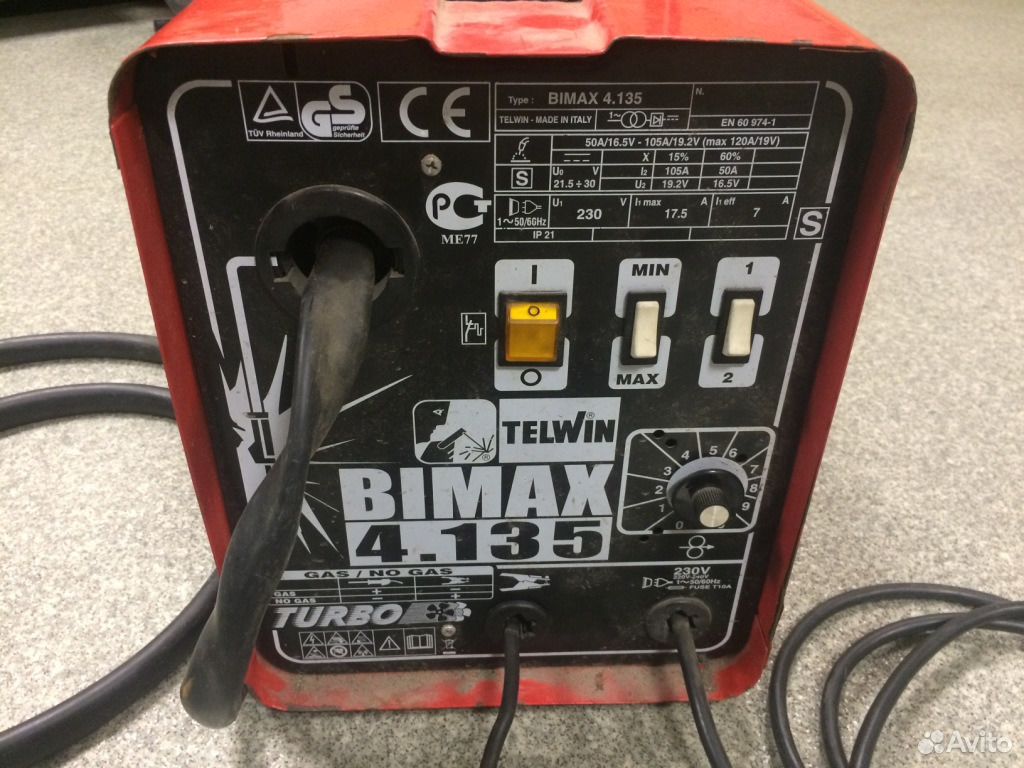 Электродом является сварочная проволока, подающаяся автоматически.
Электродом является сварочная проволока, подающаяся автоматически.
Основные элементы конструкции сварочного полуавтомата:
- Источник электрического тока;
- Проволочная катушка;
- Горелка. Ее еще иногда называют держак;
- Электрические кабели для подсоединения полуавтомата к электрической сети;
- Сварочные кабель массы с зажимом;
- Рукав стыковки с емкостью, заполненной газом;
- Контрольные и пускорегулирующие механизмы для управления оборудованием.
- Механизм, подающий электродную проволоку к месту сваривания.
Во время сваривания используется баллон, заполненный газом под давлением.
Электродная проволока, поставляемая в катушках и установленная в аппарат, подается автоматически особым подающим механизмом, входящим в состав аппарата.
Выбор скорости сваривания поверхностей, напряжения для полуавтомата, перемещение электродной проволоки в месте стыковки производится вручную.
Какие бывают сварочные полуавтоматы
Данный вид оборудования бывает разных видов. Различают компоновочные, однокорпусные, двухкорпусные модели.
Различают компоновочные, однокорпусные, двухкорпусные модели.
По способу перемещения на месте соединения деталей полуавтоматы делят на стационарные, мобильные.
По способу присоединения оборудования к источнику питания полуавтоматы делятся на однофазные, трехфазные.
В зависимости от вида применяемого материала:
- Применяемые для стыковки деталей под флюсовым слоем. Применяются редко.
- Применяемые для работ в защитной среде из газов. Используются чрезвычайно часто.
- Аппараты, выполняющие сваривание с применением порошковой проволоки. В этом случае шов также защищают газы. Широкую популярность приобрели сварочные аппараты фирмы kemppi (кемпи). Иногда даже данный вид называют кемпинговая сварки или кемпингом.
По способу подачи, полуавтоматы разделяются на три вида – тянущие, тянуще-толкающие, а также толкающие устройства.
Как правильно выполнять полуавтоматом сварку
Проверяем все ли готово
Проверяем размер вылета сварочной проволоки. Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Проверяем подается ли защитный газ при нажатии кнопки. Если сварка ведется в холодное время года, то необходимо использовать подогрев газа. Для этого применяют специальное подогревающее устройство.
Зажигание дуги
Поджигаем дугу. Для этого требуется коснуться концом сварочной проволокой заготовки в нижнем углу разделки кромок, нажать кнопку, расположенную на корпусе горелки.
Сразу после запуска происходит одновременно два процесса – подается газ и электродная проволока в зону процесса. Горелку в процессе сварки необходимо держать таким образом, чтобы была возможность контроля сварочной ванны. Это обеспечить правильное расположение сварочного шва.
Основной этап
В процессе работы необходимо контролировать звук сварочной дуги. Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Важно следить за геометрией получаемого сварочного соединения. Если получается малое проплавление основного металла, а валик узкий необходимо увеличить напряжение сварочного тока. Сварка выполняется зажженной дугой.
Во время работы необходимо вести горелку не только вдоль стыка, но и перемещать ее, совершая колебательные горизонтальные движения изображенные на рисунке. Этим можно улучшить структуру сварочного шва, значительно измельчив структуру сварного соединения.
I – сварка корневого прохода, II – заполнение кромок (второй слой),
III- заполнение и облицовка шва (3 и последующие слои)
Необходимо обязательно защищать тело от разбрызгивания металла.
Чтобы остановить сварочный процесс, нужно просто перестать нажимать кнопку и убрать горелку с места сваривания металлических поверхностей.
Положения и различия сварочных швов полуавтоматической сварки
Для того чтобы быстро освоить сварку полуавтоматом нужно понимание положений в которых приходится вести процесс.
Положения сварочных швов в пространстве различны. Они делятся на швы, которые выполняемые сварщиком в нижнем положении, отсюда и название – нижнее. Варить в этом положении можно вести как справа на лево, так и с лева на право. Можно использовать технику наложения узких валиков или варить с поперечными колебательными движениями.
Вертикальное положение
Следующее положение это вертикальное. Выполнять сварочные швы удобнее на спуск при расположении горелки углом к низу. Это обеспечить удерживание металла сварочной ванны от вытекания за счет давления сварочной дуги.
Данный метод хорош для тонкого металла, когда не требуется глубокое проплавление. В случаях, когда это требуется, применяют метод сварки на подъем. Оно выполняется при угле наклона сварного шва в пределах от 60 до 120 градусов.
Потолочное положение
Более 120 до 180 градусов идет так называемое потолочное положение сварочного шва. Он наиболее сложный для выполнения. Так как метал сварочной ванны вытекает, создавая дефект в виде наплыва, а процесс ведется в крайне неудобном положении практически над головой сварщика. Для его сварки горелку расположить перпендикулярно изделию или с наклоном назад. Также необходимо совершать колебательные движения горелкой в процессе сварки.
Горизонтальное положение
Рассмотрим еще одно положение сварочного шва – горизонтальное. Его выполнение более сложно чем нижнее ввиду все того же вытекания металла. При сварке горизонтальных швов удобнее всего осуществлять колебания поперечные горелки начиная с нижней части кромок изделия.
Горизонтальные швы необходимо выполнять с колебаниями горелки, начиная варить от каря кромки.
Для выполнения вертикальных швов тонких листов используется метод сварки на спуск (сверху вниз), так как использование метода на подъем дает большое тепло вложение, что негативно отражается на конструкции прожогами и деформацией. Наклон электрода 20-35º
Наклон электрода 20-35º
Существует множество видов сварных соединений. Для механизированной сварки их определяет ГОСТ 14771-76. Согласно которому определяются виды швов: стыковые, нахлесточные, угловые, тавровые. Применяемые как для сваривания труб и профильных конструкций, так и для листовых конструкций.
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Угловой сварной шов У1
Знания, что представляют собой сварочные полуавтоматы, как ими пользоваться позволяет соединять металлы максимально эффективно, качественно.
Управление горелкой можно осуществлять как одной, так и двумя руками. Во втором случае, сварочный шов будет намного ровнее, качественнее, потому что сварщик работает увереннее, крепче удерживает устройство в руке.
Одна рука обхватывает горелку таким образом, чтобы указательный палец смог расположиться на кнопке запуска. Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Как сварить сварочным полуавтоматом алюминиевые детали?
Соединения алюминиевых поверхностей необходимо пользоваться проволокой из алюминия. Пластичная проволока может легко залипать внутри горелки, загибаться в разные стороны. Избежать этого можно, применяя особые токосъемы.
Для защиты места соединения применяют высококачественный аргон. Давление выбирайте правильно. Оно должно ограждать сварочную ванну от подсасывания воздуха.
Подобное явление возникает, когда защитный газ подается слишком быстро. Необходимо правильно выполнить на сварочном полуавтомате регулировку индуктивности.
При выполнении сваривания сварщику нужно пробить пленку, которая покрывает алюминий, с определенной скоростью тянуть дугу, следить за сварочной ванной. Только так можно добиться ровного, прочного шва.
Сварка в углекислом газе
СО2 – один из самых недорогих газов. Сваривание металла полуавтоматом в углекислоте – распространенный вид сварки.
Подходит для соединения цветных и черных металлов, в том числе тонких заготовок. Для соединения деталей достаточно узкой кромки.
Проволока расплавляется очень быстро, что сокращает период сварки в несколько раз. Получается шов превосходного качества.
Полуавтомат качественно соединяет металлические поверхности разной толщины.
Сварка полуавтоматического типа расплавляющимися электродами помогает сваривать поверхности намного качественнее, легче, быстрее, чем при пользовании другими методами.
Шов получается, прочным, ровным, устойчивым к коррозии и загрязнениям. Освоить, как правильно работать сваркой полуавтоматом несложно. С каждым разом, результат работы будет все лучше и лучше.
Много полезной информации читайте на сайте mrmetall.ru
подбор и отладка оптимальных режимов
Эксплуатация сварочного аппарата предполагает осваивание обширных знаний и практик. Табличные схемы с пропорциональностью силы тока и металла — это всего лишь база.
Табличные схемы с пропорциональностью силы тока и металла — это всего лишь база.
Только практикой возможно достичь качественного результата, используя разные настройки, в частности — свойства самого полуавтомата и заготовок.
Ниже изложены универсальные рекомендации по самостоятельной настройке полуавтоматического сварочного аппарата, включая критерии, с учетом которых возможно добиться рационального режима сварки.
Они будут особенно полезны для новичков, но сведущие мастера тоже могут почерпнуть что-то новое.
Содержание статьиПоказать
- Краткие сведения
- Критерии регулировки
- Наладка сварочного полуавтомата
- Этап подготовки
- Подбор оптимальных настроек : 1 этап
- Подбор оптимальных настроек : 2 этап
- График настроек
- Заключение
Краткие сведения
Прежде чем начать рассчитывать оптимальный режим сварки, нужно принять во внимание следующие факты. Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Чтобы получить оптимальный результат, нужно просчитать тип, толщину металла, тип шва, пространственное положение при сварке. Опираясь на эти данные, подбирать необходимые настройки полуавтомата.
Для этого, однозначно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, применяемого к плавлению присадочной проволоки.
Логично, что количество тепла для металла разной толщины, потребуется разное. Игнорируя этот фактор, тонкий металл может быть прожжен, а толстый — непроварен.
Теперь перейдем к конкретике. Полуавтомат имеет две базовые установки: напряжение дуги и сила сварочного тока. Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока увеличивается скорость подачи проволоки.
При самостоятельной настройке сварочного полуавтоматического аппарата стоит помнить о том, что значения напряжения дуги и силы тока — взаимосвязанные величины.
 Неприемлемо устанавливать регулировки наобум.
Неприемлемо устанавливать регулировки наобум.Наиболее подходящий режим сварки будет достигнут только при точных показателях, пропорциональных друг другу, силы тока и напряжения дуги. На иллюстрации показан принцип этой связи. Сила тока обозначается «скоростью подачи».
Критерии регулировки
Чтобы самостоятельно отрегулировать настройки сварочного полуавтомата, нужно опираться на определенные критерии. Однозначно, при работе потребуется делать постоянную регулировку аппарата и корректировать режим сварки. О причинах обязательности таких действий расписано ниже.
Завод-производитель выпускает одинаковые модели полуавтоматических аппаратов, но в силу несущественных различий деталей появляется специфичность позиции каждого полуавтомата по сравнению с другими, такой же модели.
Поэтому любые сведения о настройке определенной модели, неактуальны для конкретно вашего полуавтомата. Такая информация поможет приблизиться к нужным вам настройкам, но в случае слепого следования, вряд ли они подойдут на 100%.
Чтобы предупредить сгорание прибора, либо его выход из строя, нужно учитывать несколько факторов. Особое влияние имеет напряжение электросети.
Его перепад, проседание могут спровоцировать разные причины — от немощной проводки до электроприбора, параллельно включенного в общую сеть.
Также на параметры влияет температура при сварочных работах, диаметр и марка присадочной проволоки. Кроме того, необходимо постоянно перенастраивать устройство, если был дозаправлен газовый баллон.
Характеристики и свойства состава защитной смеси или газа могут различаться, что тоже влияет на наладку.
Помимо указанных критериев, нужно брать в расчет потребность корректировки установок аппарата при смене катушки проволоки, или при изменении положения в пространстве самого сварочного аппарата.
Эти характеристики базовые. Описанные ситуации могут не возникнуть, к тому же далеко не всегда понадобится перенастройка прибора. Однако есть обстоятельства, которые делают надстройку обязательной.
Например, при смене типа, марки сварочной проволоки, или же замене модели аппарата. Или при смене газа, в частности, если заменили углекислоту аргоном.
Либо газовой смесью заменили аргон. Существуют различные критерии, которые нужно учитывать, поднастраивая аппарат.
Наладка сварочного полуавтомата
Конкретизируем, какие именно самостоятельные настройки полуавтомата понадобятся для подбора подходящего режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки или регулировки подачи защитного газа.
С особенностями этих этапов рекомендуем ознакомиться заранее. Сейчас же сделаем упор именно на подбор силы тока и напряжения.
Именно эти две величины играют большую роль при регулировке для наиболее подходящего режима сварки, как показано на схеме выше.
Этап подготовки
Первоначально понадобится лист металла небольшой величины, толщиной около 5 мм. Его необходимо подготовить к сварке. Почистить все загрязнения, удалить коррозию, а также возможные остатки краски.
После этого следует зачистить поверхность. Можно использовать наждачную бумагу, металлическую щётку или шлифовальную машинку.
Этот кусок металла нужен для того, чтобы на нем можно было пробовать установленный режим, при этом обучаясь.
Не стоит сразу брать детали и заготовки. Чтобы их не повредить, для таких случаев лучше использовать куски металла, испортить которые не жаль.
Подбор оптимальных настроек : 1 этап
В первую очередь рекомендуем отрегулировать напряжение дуги. Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Очень удобно, что в работе свободна одна рука, так как вы держите горелку одной рукой. Задействуйте вторую для подстройки. Так вы сможете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных настроек сварочного полуавтомата является чистый, равномерный звук и относительно постоянное горение дуги с минимальным разбрызгиванием.

Не следует озадачиваться глубиной проплава и формой валика, сейчас нужно определить при каких показателях можно добиться правильного горения дуги. При этом важно делать регулировку буквально на 1-2 значения, чтобы максимально точно подстроить аппарат.
Подбор оптимальных настроек : 2 этап
Теперь приступаем к рутинной части. Обязательно фиксируйте все значения! Самыми первыми запишем исходные параметры начальной точки работы дуги. Затем пробуем уменьшать силу тока при постоянном значении величины напряжения.
Снижайте ток на несколько значений, пытаясь подобрать то граничащее, при котором дуга горит стабильно, но ещё устойчива. Фиксируйте эти показатели.
Далее, не изменяя значение напряжения, постепенно увеличивайте ток, подбирая значение, при котором дуга будет гореть относительно стабильно. Зафиксируйте эти данные также.
В итоге вы сделаете 3 записи. При постоянной величине напряжения 15-20В, сила тока: менее 100А, минимально допускаемая сила тока и максимально допускаемая сила тока.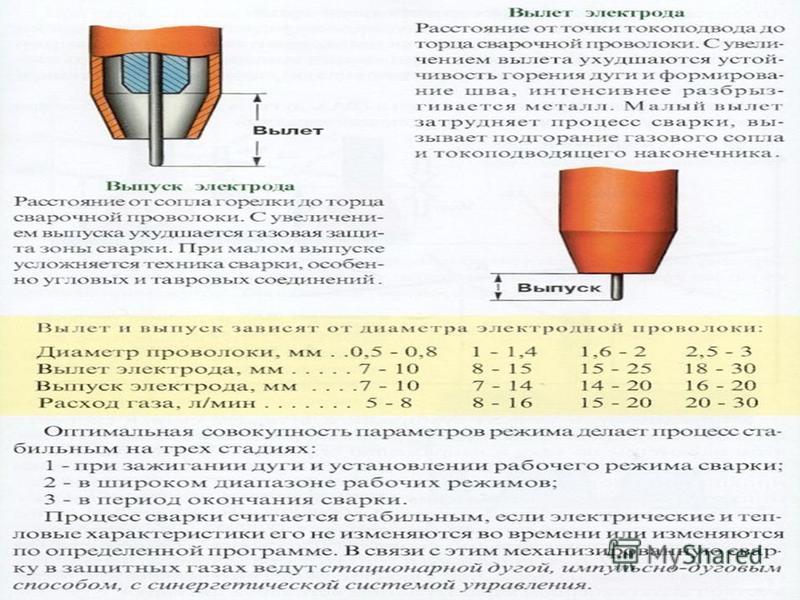
Далее пробуем понизить на 0,5В начальную величину напряжения (15-20В) и снова регулировать ток, находя показатели, при которых дуга будет гореть стабильно. Зафиксируйте эти данные.
Продублируйте процесс понижения значения напряжения на 0,5В с целью выведения подходящих значений силы тока до той границы, пока полуавтомат не прекратит варить. Опять фиксируйте все показатели.
После проведения описанных манипуляций, вы получите значение минимальной величины напряжения и значение минимальной, а также максимальной силы тока, при которой аппарат сможет выполнять сварочные работы.
На последующем этапе верните исходные показатели (15-20В, 100А) и повторите процесс самостоятельной настройки сварочного полуавтомата, только изменяя напряжение дуги на 0,5В больше установленного значения.
Шаг за шагом, вы приблизитесь к значению точки напряжения, при которой сварка станет нереальной. Запишите этот показатель.
График настроек
Что дают проведенные действия? Вы составляете рабочую схему, применимую именно для вашего аппарата. Для наглядности хорошо начертить график с указанием ваших настроек.
Для наглядности хорошо начертить график с указанием ваших настроек.
За образец можно использовать график самостоятельной настройки сварочного полуавтомата, изображенный на иллюстрации выше.
Вы ориентируетесь в возможностях вашего сварочного аппарата, осведомлены о минимально и максимально дозволенных величинах силы тока и напряжения для нужного режима.
При выполнении последующих работ вы сможете легко разобраться в деталях сварочного процесса и выстроить подходящие настройки.
Заключение
Подведем итоги. В статье собран опыт практикующих специалистов, которые неоднократно сталкивались с самостоятельной настройкой полуавтоматического аппарата и осуществлением сварочных работ.
Учитывайте, что не бывает комплекса установок, единственно подходящего для всех видов сварочных работ.
При настройке берите в расчет тип и толщину металла, диаметр и тип посадочной проволоки,положение аппарата в пространстве, тип газа и другие факторы, способные влиять на результат.
Не нужно слепо следовать схемам настроения, представленным в интернете либо в пособиях. Они дают лишь примерные рекомендованные значения напряжения и силы тока.
На деле их применение редко оказывается возможным. Каждый аппарат необходимо настраивать отдельно. Особенно важно следить за настройками при сварке тонкого или толстого металла, и корректировать их.
Настройка полуавтомата для сварки своими руками
Содержание
- Техника безопасности при работе с полуавтоматом
- Что влияет на настройку аппарата
- Толщина металла
- Наличие газовой среды и ее состав
- Полярность и необходимое напряжение
- Положение электрода и подача проволоки
- Начальные настройки
- Общая детальная таблица настроек автомата
Сварочный полуавтомат удобен для использования в небольших мастерских или в домашних условиях. Он отличается компактными размерами и не требует подготовки специального рабочего места. С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
Он отличается компактными размерами и не требует подготовки специального рабочего места. С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
Техника безопасности при работе с полуавтоматом
Перед соединением заготовок необходимо заземлить аппарат, после чего начать настройку с подключения газового баллона, проверить катушку с проволокой. Последняя иногда перезаряжается и припой протягивается к рукоятке горелки.
При использовании полуавтомата необходимо соблюдать требования техники безопасности.
Главные ее положения:
- Не допускать прямого попадания лучей солнца на газовый баллон, не заправлять его самостоятельно, беречь вентили от повреждения, не заносить резервуар с холода в теплое помещение.
- Все действия производить в огнестойком костюме, защитной маске, специальной обуви и перчатках.
- Убрать подальше взрывоопасные и горючие вещества.
- Использовать полное освещение.
- Не сваривать бензобаки, канистры и бочки, в которых хранились опасные составы.

При соблюдении перечисленных правил результаты будут хорошими у всех сварщиков.
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.
Устройство подачи проволоки включает в себя тянущие ролики, редуктор и электродвигатель.
 По результатам проверки режима сварки с использованием ПА настройки корректируются.
По результатам проверки режима сварки с использованием ПА настройки корректируются.Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.
Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar – 75%, СО² – 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar – 98% + СО² – 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
 Мастера не рекомендуют применять эту смесь для производства тонких работ.
Мастера не рекомендуют применять эту смесь для производства тонких работ.Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата. Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали – к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
При подключении обратной полярности плюс идет к горелке, минус – к заготовке, которая остается в относительно холодном состоянии, электрод тем временем разогревается. Метод годится для соединения тонкого металла.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких – уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция – индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее – до 1 мм, при больших размерах заготовки – 10% от их величины.
Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном – припой сгорает без образования шва.
Начальные настройки
Сначала устанавливается сила тока, которая зависит от толщины и вида материала. Следующий этап – регулировка скорости движения проволоки. Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Если настройки выполнены с ошибками, полуавтомат будет издавать треск. Щелчки громкие: скорость движения припоя малая. Ее увеличивают до наступления относительной тишины. Расплавленный металл сильно разбрызгивается: в месте сварки мало защитного газа. Его подачу увеличивают, регулируя редуктор.
Как подключить сварочный аппарат
Общая детальная таблица настроек автомата
На качество сварочных работ влияют многие факторы.
Для регулировки аппарата существуют различные таблицы, например:
| Толщина металла (мм) | Диаметр электрода | Ток (А) | Напряжение (В) | Скорость проволоки (м/час) | Расход газа (л/мин) |
| 1,0 | 0,8 | 70 | 17 | 110-120 | 6-7 |
| 1,5 | 0,8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2,0 | 0,8 | 110-150 | 19,0-21,0 | 130-150 | 6-7 |
| 2,5 | 0,8 | 130-150 | 21,5 | 130-150 | 7-8 |
| 1,0 | 1,0 | 100-110 | 18,0-19,0 | 110-120 | 6-7 |
| 2,0 | 1,0 | 125-180 | 19,0-22,0 | 130-150 | 6-8 |
| 3,0 | 1,0 | 150-180 | 20,0-22,0 | 150-160 | 6-8 |
| 4,0 | 1,0 | 180-270 | 18,0-22,0 | 200-300 | 7-9 |
| 2,0 | 1,2 | 140-180 | 20,0-22,5 | 150-160 | 7-9 |
| 3,0 | 1,2 | 170-250 | 21,5-24,0 | 200-220 | 7-9 |
| 4,0 | 1,2 | 200-300 | 22,0-28,0 | 300 | 7-9 |
 Как правильно настроить полуавтомат,сварка профиля 1.5 мм толщина mig 1.5мм» src=»https://www.youtube.com/embed/NoIP_nSnvbQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как правильно настроить полуавтомат,сварка профиля 1.5 мм толщина mig 1.5мм» src=»https://www.youtube.com/embed/NoIP_nSnvbQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Даже после полного изучения рекомендаций мастеров и производителей настроить аппарат правильно не всегда удается. Регулировка режимов должна осуществляться постоянно.
Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
 Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.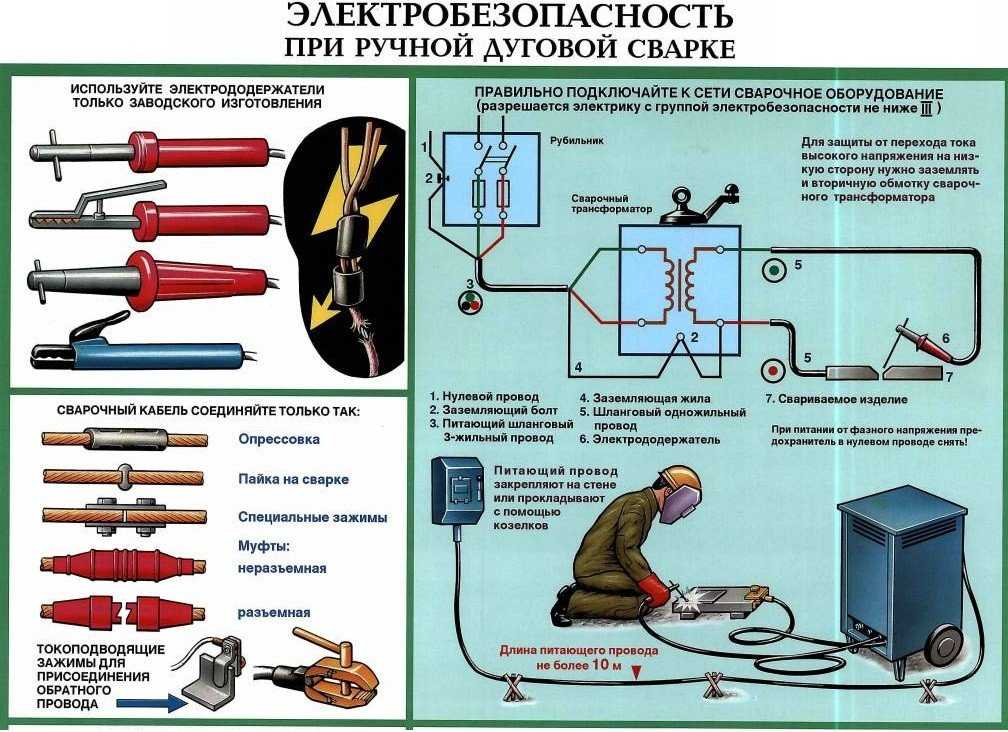 Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
 При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.

[adsp-pro‑3]
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
 В них скорость увеличивается автоматически при увеличении напряжения.
В них скорость увеличивается автоматически при увеличении напряжения.- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
 Когда образуется дуга, скорость проволоки снижается.
Когда образуется дуга, скорость проволоки снижается.Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
 Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании; Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Для вертикальных швов работа в режиме струйного переноса практически невозможна. Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
 Поэтому поверхность нужно подготавливать тщательно.
Поэтому поверхность нужно подготавливать тщательно.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
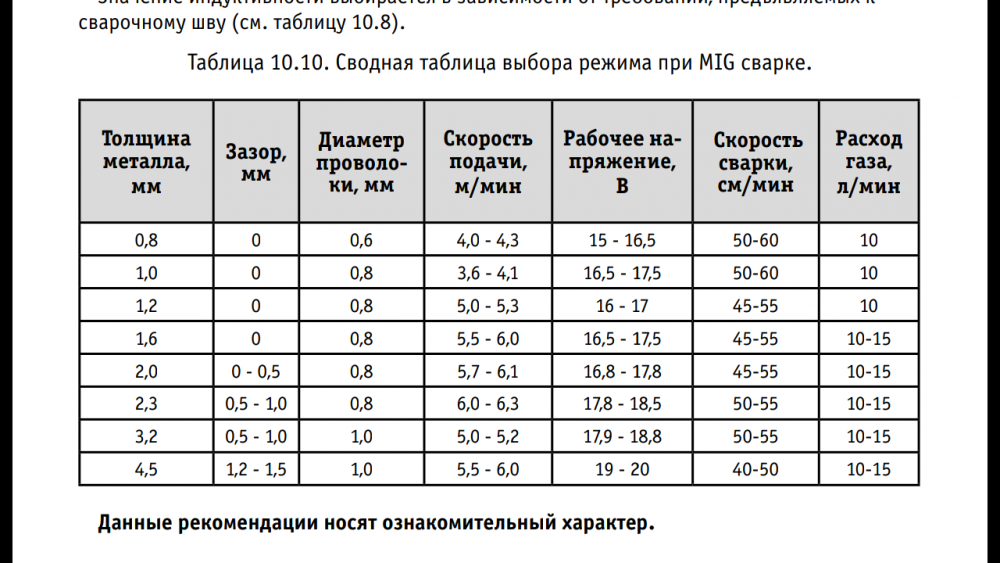
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.

Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.

Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
[adsp-pro‑2]
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Виды полуавтоматов
Проводится их классификация по разным характеристикам: по тому, какой характер перемещения, какой род защиты сварного шва, какой тип проволоки.
Схема устройства передней панели инвертора.
- По признаку характера перемещения выделяют полуавтомат стационарного класса (его используют в крупносерийном или серийном производстве), а также переносное и передвижное оборудование.
- По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. Шов может быть защищен защитными газами, порошковой проволокой или находиться под слоем флюса.
- Сварочный полуавтомат может иметь различные типы проволоки. Он считается универсальным, если есть соединение двумя проволоками — алюминиевой и стальной. Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
 Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.
Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0. 3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.

Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Советы новичкам по правильной сварке проволокой
Сварка металлов в среде инертного газа (МИГ) — один из самых известных и популярных методов соединения деталей. Технология не сложная даже для новичка, главное правильно подобрать расходный материал и придерживаться инструкции при настройке и эксплуатации сварочного полуавтомата. Также возможно пройти онлайн-обучение, после которого новичок сможет изучить все нюансы работы.
Сварка металла полуавтоматом значительно облегчает работу оператора, проволока подается автоматически, остальные процессы выполняет мастер.
Итак, как правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие способы полуавтоматической сварки существуют? Читайте в нашей статье.
Содержание
- Что нужно для сварки MIG
- Как настроить аппарат для сварки MIG
- Как выполнять сварку методом MIG
- Как выбрать аппарат для сварки MIG
- Как выполнять сварку MIG: различные типы сварки
- 2
- 2
- 2
- 2 сварка
- Сварка тонкого металла
- Сварка толстых металлов
Что необходимо для сварки МИГ
Полуавтоматическая сварка выполняется газовой и медной, алюминиевой проволокой, толщина которой зависит от марки металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются по использованию расходных материалов:
- в среде инертного газа;
- с использованием защитного газа;
- С использованием порошковой проволоки.
Полуавтоматическая сварка в среде инертного газа – это сварка MIG/MAG, которая выполняется металлической проволокой. Скорость автоматической подачи проволоки должна быть установлена в зависимости от силы тока. Лучшим способом выполнения сварки в среде инертного газа является аргон, обеспечивающий надежность, прочность, долговечность сварного шва.
Лучшим способом выполнения сварки в среде инертного газа является аргон, обеспечивающий надежность, прочность, долговечность сварного шва.
Углекислый газ, смесь аргона и гелия используются в качестве защитного газа. Принцип работы сварочного полуавтомата достаточно прост: проволока подается с определенной скоростью, при этом в само устройство поступает газ через специальное отверстие (сопло). За счет углекислого газа легко обрабатывается тонкий металл, толщина которого не превышает 0,2 дюйма, а также более толстый металл. Аргон с гелием применяется для сварки толстого низколегированного металла, алюминия, отлично подходит для сварки чугуна.
Как настроить сварочный аппарат МИГ
Прежде чем приступить к работе на сварочном полуавтомате, желательно пройти теоретическое обучение. Многие люди также спрашивают, как настроить аппарат для сварки металла.
Многие люди также спрашивают, как настроить аппарат для сварки металла.
Настройка происходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, подача которого зависит от толщины обрабатываемого металла. Убедиться, что эти два значения соответствуют норме, очень легко — в инструкции к каждому устройству есть пункты, содержащие всю необходимую информацию. Стоит отметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе машины и ухудшению качества сварки.
- Настройка подачи проволоки. Также это зависит от силы тока и толщины свариваемого металла. Чем толще металл и выше сила тока, тем выше должна быть скорость подачи проволоки. В инструкции к каждому полуавтомату также есть таблица с установкой ориентировочных режимов.
- Регулировка силы и напряжения тока. Эти два параметра зависят от мощности машины.
- Выбор режимов для каждого типа металла. На пробном образце необходимо подобрать режимы, при необходимости скорректировать полярность и силу тока. Если аппарат настроить правильно, с учетом всех нюансов, вы получите стабильную, сварочную дугу. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет новичку в подготовке аппарата к работе.
 Если аппарат настроить правильно, с учетом всех нюансов, вы получите стабильную, сварочную дугу. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет новичку в подготовке аппарата к работе.
Если аппарат настроить правильно, с учетом всех нюансов, вы получите стабильную, сварочную дугу. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет новичку в подготовке аппарата к работе.Как сваривать MIG
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода сварщик может приступать к работе.
Сначала нужно отрегулировать держатель мундштука, кончик которого должен находиться в зоне сварки. Нажав на спусковой крючок, наконечник следует зачистить в области, где будет происходить процесс сварки. Необходимо сделать два действия, нажать на курок и одновременно сжать металлическую заготовку.
Сварщик выполняет весь процесс, кроме подачи проволоки, и он должен внимательно следить за скоростью жала, которое должно находиться в правильном положении и под правильным наклоном.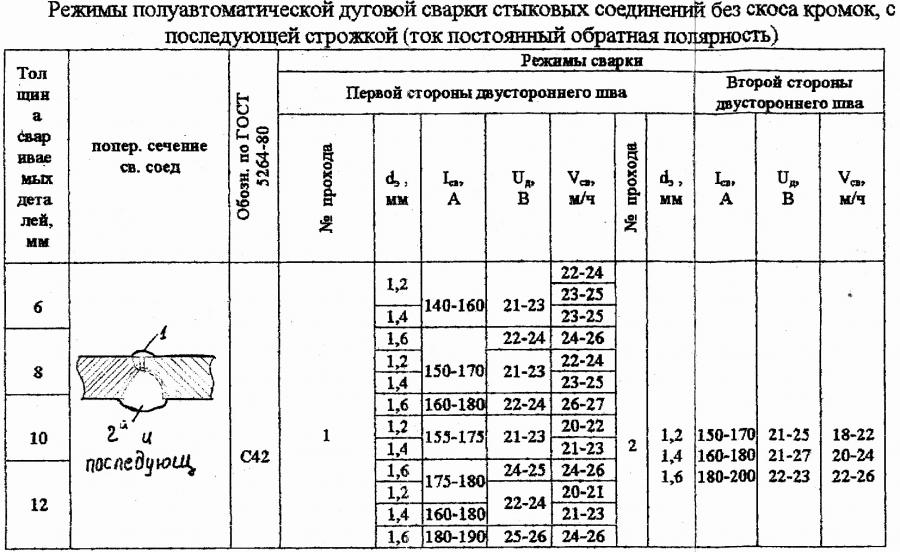
Как выбрать сварочный аппарат МИГ
Прежде чем выбрать сварочный аппарат, необходимо проверить параметры электросети, а затем выбрать аппарат, ориентируясь на силу тока. Также необходимо определиться, для каких целей вы покупаете станок и какие металлы нужно будет сваривать.
Кроме того, вы можете посмотреть различные обучающие видео, которые помогут вам научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на YouTube-канале, на специальных сайтах, где размещена инструкция по эксплуатации сварочного аппарата.
Поскольку в интернет-магазинах представлено большое разнообразие сварочных полуавтоматов, для правильного и быстрого выбора можно ориентироваться на топовые модели.
Как выполнять сварку MIG: различные виды сварки
Различные типы сварных швов отличаются своими настройками. Вид сварного шва различают по типу соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолок;
- дно.
По типу соединения:
- стыковое соединение;
- Тройник;
- внахлест;
- угловой.
Простейшие соединения заготовок — внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы в полной мере использовать сварку, необходимо знать, как сварить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Заготовки толщиной до 0,1 дюйма – направление сверху вниз.
- Толщина более 0,1 дюйма – направление снизу вверх.
- Резак расположен под углом 45 градусов к заготовке. Как правило, нужно уменьшить сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Чтобы получить качественный шов, сварщик должен соблюдать три условия:
- Равномерная скорость горелки.
- Расстояние от резака до заготовки.
- Правильный угол.

Важно не перегревать свариваемый металл, чтобы он не стекал. Все остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сварке деталей толщиной до 1 мм нет ничего сложного. Наоборот, сварить тонкий листовой металл сварочным полуавтоматом не сложнее, чем толстый.
Тонколистовой металл сваривают двумя способами:
- обычный – все виды соединений;
- клепаные – заготовки укладываются внахлест и привариваются через предварительно проделанные в верхнем листе отверстия.
Для такой сварки есть несколько правил:
- сила тока и скорость подачи проволоки снижены;
- не держите горелку на одном месте – получите либо сварочный шов, либо прожжете заготовку;
- метод клепки – сварка начинается от центра нижней заготовки. Если начать сварку с краев верхней заготовки – металл просто заполнит отверстие, т.е. плохо сварится
- Если вы не хотите делать герметичное соединение, сплошной шов сваривать не нужно. Для тонких деталей достаточно точек с зазором 0,4-2,0 дюйма.
 Для тонких деталей достаточно точек с зазором 0,4-2,0 дюйма.
Для тонких деталей достаточно точек с зазором 0,4-2,0 дюйма.Сварка толстых металлов
При сварке заготовок тоньше 0,16 дюйма кромки скошены. Это делается для получения глубокого проникновения. Факел ведут не прямолинейно, а небольшими колебательными движениями. Например, зигзаг, спираль, вперед-назад и т. д. Так шов получится глубже и шире.
Правила:
- Между деталями делается зазор 0,4-0,8 дюйма;
- Ширина шва должна быть равна толщине заготовки (примерно), например, если сваривать две детали толщиной 6 мм, то шов должен заходить на каждую из них на 0,1 дюйма
- Если толщина заготовок более 0,2 дюйма, может потребоваться сварка в несколько проходов. Первый шов делают по центру, второй и третий – вверху и внизу первого шва.
На практике понять, как работать с полуавтоматом, несложно. Получить приемлемые результаты можно уже в первый день тренировок. Главное не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Сварка МИГ — Как сварить МИГ, обзор процесса и настройка аппарата
Что такое сварка МИГ?
Сварка MIG — это аббревиатура от Metal Inert Gas Welding. Это процесс, разработанный в 1940-х годов и считается полуавтоматическим. Это означает, что от сварщика по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемый шов, и электроды не нужно менять между сварками.
MIG Welding Сварочные аппаратыMIG состоят из четырех основных частей, необходимых для сварки. Во-первых, это источник питания для сварки MIG, который обеспечивает электричество для создания тепла. Во-вторых, это система подачи проволоки, которая подает проволоку с катушки на сварной шов. Третий — ручка с триггером, который управляет механизмом подачи проволоки, подающим проволоку с катушки к сварному соединению. Он очень похож на бесконечный тормозной трос велосипеда. Четвертый — защитный газ для защиты сварного шва от воздуха.
MIG WelderMIG Welder Wire FeederРучка сварочного аппарата MIG с устройством подачи проволоки Ручка сварочного аппарата MIG или сварка GunMIG Сварка GasMIG на нержавеющей сталиДля чего используется сварка MIG?
Сварка MIG чаще всего используется в производственных цехах с высокой производительностью, и маловероятно, что ветер сдует вашу газовую защиту. Его основное назначение – производство и обработка листового металла.
Его основное назначение – производство и обработка листового металла.
MIG Welding Names
Тем, кто ищет работу сварщика, рекомендуется знать все названия, под которыми известен этот процесс. Работодатели могут использовать другие имена в объявлениях или на письменном тесте.
Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc. Он также известен как; GMAW или дуговая сварка металлическим газом. Технически различия в названиях заключаются в типе используемого газа, инертного газа и неинертного газа. GMAW или
Дуговая сварка металлическим газом — это официальное название, используемое в сертификатах сварки и инженерами.
Как работает сварка MIG?
Сварка MIG требует трех вещей: электричества для производства тепла, электрода для заполнения шва и защитного газа для защиты сварного шва от воздуха. Сварка MIG выполняется с использованием очень маленького электрода, который подается непрерывно, в то время как оператор контролирует объем сварного шва. В некоторых случаях, когда робот берет на себя этот процесс, он становится автоматической сваркой.
В некоторых случаях, когда робот берет на себя этот процесс, он становится автоматической сваркой.
Все это работает следующим образом: сварщик нажимает на спусковой крючок горелки MIG, затем электричество заряжает электрод, в то время как подача начинает подавать проволоку, и, наконец, защитный газ подается через сопло горелки MIG. Что происходит, как только электрод соприкасается с металлом, он образует дугу и начинает плавить сварной шов и присадочный металл одновременно, будучи защищенным от воздуха защитным газом.
Сопло для сварки MIG, подающее сварочный шовЛегко ли научиться сварке MIG?
MIG очень прост по сравнению со сваркой Stick и TIG. Есть подвох. Сварка MIG проста, но знание того, как настроить оборудование, может быть затруднено в зависимости от типа используемого оборудования. Я работал в цехах, где сварщики умели сваривать, но не умели настраивать свои машины, что делало их бесполезными.
В наши дни новые сварочные аппараты MIG, выходящие на рынок, не требуют особых знаний, и каждый может сваривать с ними.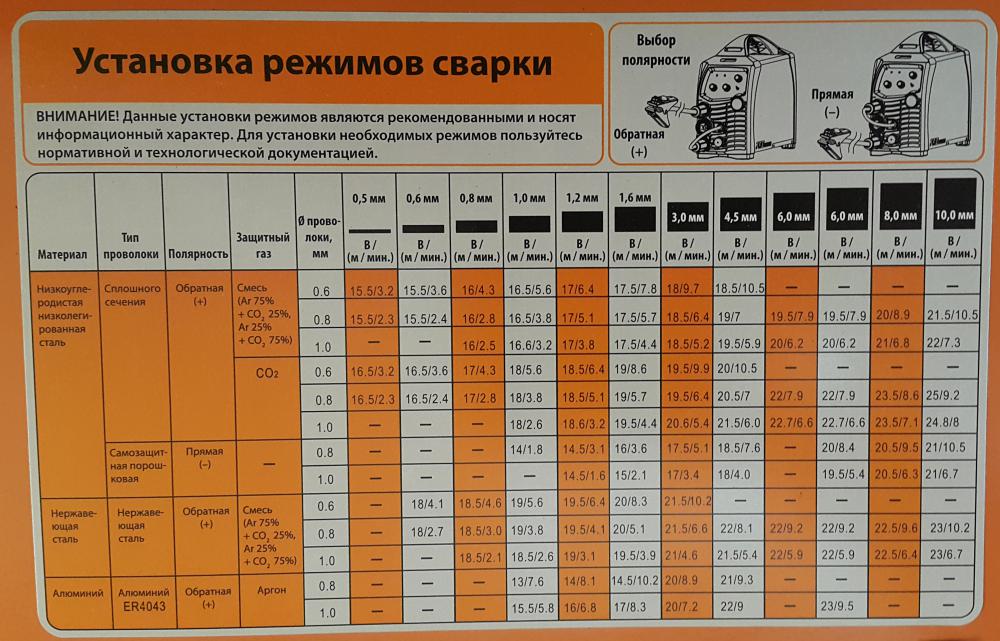 На изображении ниже показан MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат в соответствии с толщиной металла и нажать на спусковой крючок.
На изображении ниже показан MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат в соответствии с толщиной металла и нажать на спусковой крючок.
Тип напряжения и полярность сварки MIG
Сварка MIG, в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Используемое напряжение представляет собой постоянный ток постоянного тока, очень похожий на ток в автомобильном аккумуляторе. Постоянный ток течет в одном направлении, от минуса (-) к плюсу (+).
Используемая полярность также является стандартной и представляет собой положительную (+) электроду постоянного тока. Это означает, что ручка является положительной стороной цепи, или можно сказать, что электричество течет от металла к сварочной ручке.
Источник питания, используемый для сварки MIG, называется «источник постоянного напряжения». При сварке MIG контролируется и регулируется напряжение.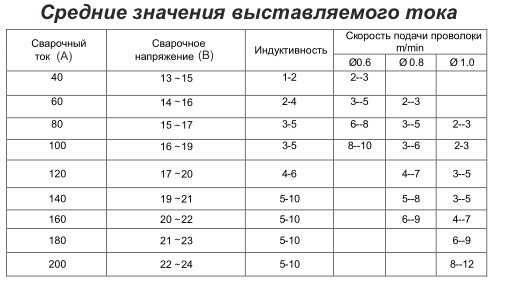 При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».
При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».
Более подробная информация ниже о:
- Сварочные аппараты и источники питания для сварки MIG
- Сварочное оборудование и аксессуары для сварки MIG
Как выбрать электроды для сварки MIG?
При выборе подходящей проволоки или электрода для MIG необходимо, чтобы тип проволоки соответствовал типу свариваемого металла. Некоторые другие соображения включают тип переноса, положение для сварки и устойчивость к истиранию. В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это обратиться в магазин сварочных принадлежностей, и они настроят вас. Другой вариант: некоторые сварочные аппараты MIG имеют таблицу выбора электродов на внутренней крышке, как показано на рисунке ниже.
Другой вариант: некоторые сварочные аппараты MIG имеют таблицу выбора электродов на внутренней крышке, как показано на рисунке ниже.
Наиболее часто используемые проволоки для сварки MIG
Наиболее распространенной проволокой, используемой для сварки углеродистой стали, является ER 70S-6. В некоторых случаях вы можете сварить два разных металла вместе. Примером этого является сварка нержавеющей стали 304 с углеродистой сталью А36 с использованием электрода из нержавеющей стали 309 «ER 309L».
Наиболее распространенные размеры проволоки для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры:
- .023
- .030
- .035
- .045
Сварочная проволока MIG Обозначение и значение Например, код на этикетке
ER 70S-6 представляет собой следующее:- ER — Электрод или присадочный стержень, который используется как для сварки с подачей проволоки, так и для сварки TIG.
- 70 – Прочность на растяжение не менее 70 000 фунтов на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде.

Типы сварочного газа MIG, настройки и использование
Сварка MIG требует использования защитного газа. Как следует из названия, «Сварка металлов в среде инертного газа», электрод или присадочная проволока не защищены. Сварка MIG невозможна без защитного газа. Принцип работы защитного газа заключается в том, что он подается через горелку MIG и буквально удушает зону сварки от любого воздуха. Это обеспечивает свободную от воздуха зону, в которой сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Сварочный газ MIG с регуляторомСварка MIG обычно использует три типа защитного газа:
- Аргон
- Углекислый газ
- Гелий
Эти три газа обычно используются в виде смеси в зависимости от металлов, которые свариваются. сварной. Защитный газ должен соответствовать электроду и основному металлу. Если они несовместимы, то сварные швы будут либо непрочными, либо просто не сварятся должным образом.
сварной. Защитный газ должен соответствовать электроду и основному металлу. Если они несовместимы, то сварные швы будут либо непрочными, либо просто не сварятся должным образом.
Тип использования газа также определяет:
- Насколько глубоко шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего обратиться за информацией в магазин сварочных материалов. Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Если у вас есть сварочный аппарат MIG со схемой внутри, как показано ниже, вы можете следовать этим рекомендациям.
Настройки таблицы газов для сварки MIGБолее подробная информация о очках для сварки MIG приведена ниже:
Выбор газа для сварки MIG и настройки для стали, нержавеющей стали и алюминия
Типы переноса при сварке MIG
Сварка MIG имеет четыре способа подачи проволоки к соединению.
- Короткое замыкание
- Шаровидное
- Распыление
- Импульсное распыление
Типы переноса, используемые для сварки MIG, зависят от типа металла, используемого защитного газа и настроек аппарата. Типы переноса сварки MIG больше связаны с настройкой машины, чем со сваркой.
Для получения более подробной информации о типах переноса нажмите на ссылку ниже:
Сварка MIG Типы переноса, газы и настройки
Какие металлы можно сваривать MIG?
Сварка MIG — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию. Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальным механизмом подачи, так как алюминиевая проволока очень мягкая.

Самый простой способ сварки металлов методом MIG — углеродистая сталь
Сварка углеродистой стали почти безупречно выполняется с помощью сварочного аппарата MIG. Проблем очень мало, если не считать недостатков конструкции сварочного аппарата MIG. Жесткость проволоки как раз подходит для прохождения через направляющую из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без намотки. В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидный или струйный.
Для получения более подробной информации о сварке этих металлов щелкните по ссылкам ниже:
Сварка стали MIG – настройки, газы и выбор проволоки
Сварка MIG нержавеющей стали – настройки, выбор газов и проволоки
Алюминий MIG – настройки, газы, выбор проволоки и оборудование
Сварка MIG за и против
Сварка MIG имеет много преимуществ и некоторые недостатки, и все зависит от того, где и что вы свариваете. Вот плюсы и минусы:
Вот плюсы и минусы:
MIG Welding Pros
Сварка MIG имеет ряд очень хороших преимуществ!
- Сварные швы чистые с очень небольшим дымом.
- Производство дешевое и быстрое.
- Длинные сварные швы с меньшим количеством перезапусков.
- Требуемый уровень навыков по сравнению с другими процессами сварки упрощает процесс,
- Сварочная проволока работает непрерывно с меньшим временем простоя для замены электродов.
- Отлично подходит для точечной и прихваточной сварки.
Сварка MIG Минусы
Сварка MIG имеет несколько проблем!
- Сварщик не может отходить слишком далеко от аппарата MIG.
- Ветер является основным фактором на открытом воздухе.
- Всегда нужен баллон с газом.
- Трос, по которому перемещается катушка с проволокой, требует хорошего обслуживания.
- На контактные наконечники попадают брызги, после чего они заедают.
- Требуется чистый шов.
- Наконец, в сварочном аппарате MIG есть много частей, которые должны работать правильно, и иногда это может очень раздражать, пытаясь выяснить, что не так.

Установка и подготовка шва
При сварке MIG очень важно, чтобы зона сварки была чистой. Сварка MIG не будет успешной с грязным соединением. В отличие от некоторых стержней для сварки палочкой / SMAW, которые могут прожечь ржавчину, сварка MIG имеет много трудностей при сварке более грязных металлов. Он также не содержит шлака, защищающего сварной шов при отсутствии газа. При сварке MIG убедитесь, что у вас чистый шов, удалив все посторонние вещества. При сварке MIG небольшое количество грязи или ржавчины допустимо, но все остальное вызывает проблемы. Сварка MIG окрашенных металлов или металлов с покрытием вообще не работает.
Правильно очищенный сварной шов MIGКак выполнять сварку MIG
На этой странице представлен общий обзор сварки MIG, но если вы ищете дополнительную информацию о настройке сварочного аппарата MIG и методах сварки, нажмите на ссылки ниже. У них есть более подробная информация, которую просто слишком много, чтобы поместиться здесь.
Безопасность сварки MIG
Как настроить сварочный аппарат MIG?
Что такое методы сварки MIG?
Поиск и устранение неисправностей сварочного оборудования MIG и дефектов сварки
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Полное руководство по орбитальной сварке для начинающих [включает ресурсы]
В этом руководстве мы расскажем все, что вам нужно знать об орбитальной сварке.
- Что такое сварка?
- Что такое орбитальная сварка?
- Когда использовать орбитальную сварку?
- Преимущества орбитальной сварки
- Оборудование, необходимое для орбитальной сварки
- Достижение сварного шва наилучшего качества: процесс подготовки
- Марки орбитальных сварочных аппаратов
Что такое сварка?
Проще говоря, сварка — это процесс, при котором два отдельных куска металла (известных как электроды) сплавляются вместе с использованием высокой температуры.
Посмотрите базовую демонстрацию сварки здесь:
Сварочные электроды: плавящиеся и неплавящиеся
Существует 2 категории сварочных электродов.
Что такое орбитальная сварка?
По определению, орбитальная сварка относится к автоматизированной сварке закрепленных труб или труб с вращением электрода (или по орбите) вокруг трубы.
Это особый вид сварки, при котором дуга непрерывно вращается на 360° вокруг объекта (трубы/трубы).
Как работает автоматический сварочный аппарат:
 com» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> История орбитальной сварки
Орбитальная сварка была разработана в 1960-х годах, когда в аэрокосмической промышленности возникла потребность в более точном методе сварки.
Затем этот конкретный процесс начал находить свое место в различных областях, от автомобилестроения до пищевой промышленности.
Когда использовать орбитальную сварку?
Итак, как выбрать между сваркой и орбитальной сваркой?
Орбитальная сварка должна использоваться, если
✓ Производство включает в себя трудные положения для ручной обработки
Место, где происходит сварка и где находится сам аппарат, влияет на безопасность сварщика. Кроме того, он играет роль в определении сложности выполнения задачи.
Следовательно, если безопасность сварщика будет поставлена под угрозу, рекомендуется автоматическая процедура.
✓ Для производства большого количества сварных швов
Поскольку процесс полностью автоматизирован, орбитальная сварка идеально подходит для производства большого количества сварных швов благодаря своей повторяемости.
С другой стороны, если производство требует
- Небольшие количества или
- Индивидуальные детали
Можно использовать комбинацию полуавтоматических и механизированных машин.
Преимущества орбитальной сварки
Оборудование, необходимое для орбитальной сварки
AXXAIR SASL 200/300
1. Программируемое источник питания
Портативные источники электроэнергии
Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Веса: Вес.
Расход защитного газа, сила сварочного тока и частота импульсов, перемещение скорость сварочной головки и операций подачи проволоки
Мобильные источники питания среднего размера
Ток: до 400 ампер
Напряжение: 3-фазное 415 В
- Тяжелый вес: крепления на колесах для мобильности
- Контролирует до 6 осей настроек
Поток защитного газа, сила сварочного тока и частота импульсов, скорость перемещения сварочной головки, операции подачи проволоки, а также контроль и колебания напряжения дуги.
Полноразмерные источники питания
Ток: 300–600 ампер
Напряжение: 3-фазное 415 В или вход с несколькими напряжениями
- Управление 6 осями или более
2. Сварочная головка
Функции:
- Удерживает электрод на месте
- Оказывает давление на свариваемые детали
- Протекает сварочный ток
- Поддержание температуры нагрева
Сварочные головки для сварки труб
AAXAIR SATF 40nd
- Сварочная головка с закрытой камерой
Диаметры: 1,6–168 мм
Автогенная сварка труб без присадочной проволоки
AXXAIR SATO 40E0x
- U-образная открытая сварочная головка
Диаметр: 8–275 мм
Обычно используется для орбитальной сварки ВИГ с присадочной проволокой или без нее
- Открытая сварочная головка кареточного типа
Диаметры: от 114 мм (внешний) и далее
Орбиты вокруг труб/трубок на специальных рельсах с присадочной проволокой или без нее
Головки для сварки труб с трубными решетками
- Закрытые орбитальные головки для сварки труб с трубными решетками (без присадочной проволоки)
Диаметры: 9,5–33,7 мм (внутренний)
Сварка ВИГ (GTAW) без присадочной проволоки
- Открытые головки для сварки труб с трубными решетками (с присадочной проволокой или без нее)
Диаметры: 10 мм (внутренний) – 60 мм (внешний)
3.
Устройство подачи проволокиВ зависимости от мобильности сварочного оборудования может потребоваться механизм подачи проволоки. Он может быть встроен в сварочную головку или поставляться как отдельное устройство.
4. Система охлаждения (вода/воздух)
Функция: защита сварочного оборудования от перегрева
Это необходимо для защиты оборудования от теплового повреждения и оператора от теплового поражения.
Существует 2 основных типа систем охлаждения: водяная или воздушная.
Система воздушно-водяного охлаждения
Несомненно, достижение качественного сварного шва зависит от знаний и опыта оператора для установки точных параметров.
Достижение сварного шва наилучшего качества: процесс подготовки
Планирование играет ключевую роль в достижении идеального сварного шва.
Помимо подготовки материалов и обеспечения безопасных условий, вы также должны привыкнуть к оборудованию.
1. Подготовка конца трубы/трубы
Убедитесь, что режущие лезвия заточены для получения чистого реза без деформации труб.
2. Выбор материала
При одинаковых параметрах выполните пробные сварные швы с использованием разных партий металлов, чтобы убедиться, что конечные продукты однородны.
3. Выравнивание сварного соединения
- Выравнивание: Используйте инженерные зажимы для выравнивания и фиксации сварных труб на месте. Это ускоряет процесс подготовки.
- Зазоры: не более 5% толщины стенки трубы/трубы
- Толщина стенки трубы: ±5% для обеспечения качества сварки
4. Сварочные газы
Подходящая газовая смесь зависит от плавких материалов. Некоторые распространенные смеси:
- Аргон и водород
- Гелий и аргон
5. Геометрия вольфрамового электрода
Источник: Подготовка к победе
- Конус (угол)
Источник: 8 практических советов по орбитальной сварке
- Диаметр наконечника
Источник: 8 практических советов по орбитальной сварке
Выбор вольфрамовых электродов должен обеспечивать оптимальный баланс срока службы электрода и производительности сварки.
6. Параметры сварки
Каждый сварочный аппарат поставляется с регулируемыми настройками параметров. Перед настройкой вы должны изучить сварочный аппарат и оборудование, чтобы иметь возможность настроиться на точные, точные параметры.
Марки аппаратов для орбитальной сварки
Диапазон цен: $, 15–30 тыс.
Компания AXXAIR, имеющая 98 дистрибьюторов в 60 странах, предлагает один из самых широких ассортиментов машин и оборудования для орбитальной сварки. Они получили признание за свой многолетний опыт работы в отрасли, став брендом, которому доверяют во всем мире.
Диапазон цен: $$, 20k+
Компания Swagelok, твердо приверженная постоянному совершенствованию, стремится быть надежным консультантом по всем вопросам, связанным с наукой, логистикой и инженерией.
Ценовой диапазон: $$$, 25k+
Еще одним выдающимся брендом, известным своим качеством, долговечностью и функциональностью, является Arc Machines Inc. (AMI). Основанная в 1976 году, с тех пор они заключили более 3000 партнерских отношений по всему миру.
Ценовой диапазон: Доступен по запросу
POLYSOUDE придерживается принципа «нулевой риск и отсутствие брака» при работе с клиентами. Их продукты предоставляют инновационные решения для ваших операционных потребностей, независимо от отрасли, в которой работает ваш бизнес.
Аппарат для орбитальной сварки Firefly Особенности и преимущества
- Главная
- Особенности и преимущества
Firefly
Обзор Firefly
Firefly, обычно называемый «сварочным жуком» или «сварочной головкой», представляет собой полуавтоматический сварочный аппарат, разработанный и производится в Великобритании компанией IPWL.
Благодаря уникальным характеристикам Firefly вы получаете умный сварочный аппарат, который будет работать в самых сложных условиях.
Светлячок разработан в соответствии с самыми строгими стандартами и
особенно подходит для приложений, требующих высокого уровня
повторяемость сварки.
Основной целью системы Firefly является повышение производительности сварщика за счет постоянного получения стабильных результатов сварки.
Мы считаем, что это дает нашим клиентам конкурентное преимущество в сегодняшних сложных экономических условиях.
Hearfly Held Head
Регулируемый держатель кабеля факела
Ручки для подъема
Ручки для подъема
Регулируемый UMBILICA грузоподъемность 10 кг
Сделано в Великобритании
Полуавтоматический сварочный аппарат, разработанный и изготовленный в Великобритании компанией IPWL.
Адаптируемая система
Адаптируемая система для сварки, резки и снятия фаски с множеством продуманных функций, облегчающих вашу жизнь.
Автоматизированная сварка
Умный сварочный аппарат, отвечающий вашим требованиям к автоматизированной сварке
Особенности и преимущества Firefly
- В Firefly используются передовые цифровые технологии для точного управления ключевыми параметрами сварки.
- Firefly позволяет сваривать детали в несколько проходов во всех положениях силы тяжести.
- Светлячок имеет секторный контроль. Эта функция позволяет настраивать определенные секторы для обеспечения максимальной гибкости и повторяемости параметров сварки.
- Firefly в стандартной комплектации имеет функцию автоматической регулировки высоты горелки (с подходящими инверторами).
- Надежная конструкция Firefly позволяет с самыми требовательными приложениями и местность.
- Системы Firefly откалиброваны таким образом, чтобы все процедуры сварки выполнялись одинаково при использовании нескольких машин Firefly.
- Firefly позволяет выполнять корневой проход без использования медных или керамических опорных башмаков.
- Компактный размер Firefly означает, что он может работать в ограниченном пространстве.
- Firefly может выполнять сварку как твердой, так и флюсовой проволокой. Благодаря установленному двигателю с высоким крутящим моментом возможна эффективная подача всех типов сварочной проволоки.
- Firefly совместим с подходящими инверторами всех производителей.
- Все это в совокупности дает вам умный сварочный аппарат, отвечающий вашим требованиям к автоматизированной сварке.
ВСТРОЕННЫЙ РЕГИСТРАТОР ДАННЫХ СВАРКИ
Firefly включает в себя встроенный регистратор данных дуговой сварки и блок мониторинга.
Устройство предлагает встроенное решение — бесшовную интеграцию с минимальным временем запуска и отсутствием внешних кабелей.
Установленный на передней панели блока управления Firefly восьмидюймовый сенсорный экран будет контролировать такие переменные, как напряжение дуги, ток дуги, скорость подачи проволоки, скорость перемещения, время дуги и скорость траверса.
Данные собираются в цифровом виде непосредственно от источника сварочного тока.
Назначение
Назначение устройства — помочь в процессе принятия решений, предоставляя пользователям информацию о фактическом сварном шве.
- Мониторинг сварки в режиме реального времени – устройство измеряет определенные переменные, чтобы обеспечить возможность сравнения этих переменных с верхним и нижним пределами в рамках процедуры сварки, а затем сообщает результаты этого сравнения.
- Сбор данных сварки – устройство измеряет, отображает и сохраняет определенные переменные для оценки конкретных характеристик дуги.
- Производственные данные — устройство предоставляет различные уровни информации, связанной с производительностью.
Значение единицы получается при сравнении выходных данных с заданные допуски на заготовку.
Обладая информацией в режиме реального времени, пользователь может быстро определить потенциальные отклонения в процессе и принять соответствующие корректирующие меры для обеспечения соблюдения процедуры сварки.
Box управления Firefly
Ручка подъемника
Разъем кабеля питания
ВКЛ/OFF Выключатель
Веса подъема 17 кг
. кнопки
экран удаленного дисплея оператора с защитной пленкой
кнопка аварийной остановки
Использование регистратора данных
Регистратор данных Firefly уже полностью интегрирован; нет дополнительного времени на настройку.
Оператор вводит основные данные о сварке, такие как идентификатор пользователя, номер сварки, положение сварщика, после чего все готово.
Просто нажмите «дуга включена», и устройство начнет запись данных сварки.
Идти в ногу со временем информационные требования
Записи о сварке составляют значительную часть огромного количества документации, необходимой для подтверждения сварки.
Регистратор данных Firefly позволяет экспортировать фактические данные сварки непосредственно в компьютер для составления записей о сварке для задания — нет необходимости повторно вводить данные вручную из стопок печатных материалов.
Если для обеспечения качества требуется печатная документация, данные можно распечатать из автоматически созданных отчетов в формате PDF.
Пульт оператора
Firefly — это полуавтоматический аппарат. Сварщик должен использовать свои навыки, чтобы внести окончательные коррективы в сварку, управляя пультом дистанционного управления, когда сварка уже началась.
При постоянном использовании в течение сварочной смены пульт дистанционного управления Firefly отличается простотой обращения и эксплуатации. Большое внимание было уделено размеру, весу и физической прочности устройства. Аналогичное внимание было уделено расположению и цвету кнопок положительного клика. В пульте дистанционного управления используются передовые цифровые технологии для увеличения времени отклика.
Экран с хорошей видимостью упрощает идентификацию параметров, а кнопки качества обеспечивают долгий срок службы и надежность.
Пульт дистанционного управления подключен к блоку управления Firefly и управляет такими функциями, как скорость движения, направление движения и колебания.
Каждый пульт дистанционного управления Firefly взаимозаменяем со всеми
ящики управления.
После обширных полевых испытаний простота использования и физическая надежность удаленного подойдет большинству пользователей. Однако другие варианты доступны.
НОУТБУК ДЛЯ ПРОГРАММИРОВАНИЯ HMI
Firefly использует прочный портативный компьютер в качестве пульта программирования, позволяющего настраивать параметры сварки в знакомой среде Windows — стандартная память на 50 параметров. Каждый человеко-машинный интерфейс Firefly совместим со всеми блоками управления Firefly, поэтому для каждого рабочего места требуется только один человеко-машинный интерфейс.
ЧМИ Firefly имеет функцию удаленной поддержки «группового просмотра». Эта функция позволяет техническим специалистам проводить онлайн-диагностику. ЧМИ Firefly позволяет пользователю загружать фактические данные программирования сварки на карту памяти USB для дальнейшей обработки в формате электронной таблицы Excel.
ХОДОВЫЕ ЛЕНТЫ
Firefly представляет собой систему «жучок и лента»: жучок или сварочная головка перемещается по направляющей ленте (иногда называемой направляющей или кольцом), которая крепится к заготовке.
Поскольку время наладки является ключевым фактором для большинства сварочных проектов, этому важному процессу уделяется большое внимание. Сварочная головка Firefly оснащена простым замковым механизмом зажима ленты, обеспечивающим быстрое и эффективное крепление сварочной головки к ленте. Позиционирование сварочной головки на заготовке очень просто с помощью настройки «холостого хода» перед окончательной фиксацией сварочной головки в выбранном положении.
Снять Firefly с ремешка так же просто с помощью защелки. Крепление направляющей ленты к заготовке облегчается простым механизмом крепления и освобождения направляющей ленты. Firefly может работать на различных конструкциях диапазонов — орбитальном на внешней дорожке или орбитальной на внутренней дорожке. Firefly также имеет линейные возможности; где он может работать на плоской трассе, как вертикальной, так и горизонтальной.
Для применений, где заготовка не круглая или прямолинейная, а овальная или изогнутая, возможна специально модифицированная Firefly. Firefly поддерживает двунаправленную связь на всех конфигурациях диапазонов — нет необходимости в отдельных устройствах для левой и правой руки.
Спецификации Firefly
| Минимальный диаметр сварного шва | 6 дюймов (150 мм) |
| Максимальный диаметр сварного шва | Без ограничений |
| Максимальная толщина стенки | Без ограничений |
| Максимальная ширина колебаний | 3,6 дюйма (92 мм) с независимой регулировкой с шагом 0,0001 дюйма (0,01 мм) |
| Время ожидания | 0-8 настраивается независимо с шагом 0,01 с |
| Скорость перемещения | 0–270 дюймов (0–6858 мм) в минуту 909:40 |
| Емкость проволоки | 0,8–2,0 мм |
| Вес машины | 10 кг Провод вне платы, модель |
| Модель с проводом на плате 14 кг (без катушки 5 кг) | |
| Размеры машины | Длина 30см |
| Ширина 17см | |
| Высота от 27 см до 33 см |
НАЖМИТЕ ДЛЯ ПРОСМОТРА 360° ВИДЕО
Скачать PDF
Понимание стационарных автоматических сварочных пистолетов
Обновлено: Опубликовано:
Стационарная автоматизированная сварка обычно используется для сварки труб и резервуаров, резервуаров, структурных балок до их перемещения на рабочую площадку, где они будут введены в эксплуатацию.Когда дело доходит до автоматизации процесса сварки, многие компании выбирают роботизированные сварочные системы из-за их гибкости и способности достигать и сваривать несколько соединений. Эти системы обеспечивают преимущества скорости и точности и могут быть перепрограммированы для управления новыми проектами.
Но эти роботизированные системы подходят не для всех задач. В таких отраслях, как нефть и газ, производство железнодорожных вагонов, производство металлоконструкций и судостроение, конфигурации соединений часто менее сложны и состоят из одной свариваемой детали, а не из полных узлов. В этом случае обычно предпочтительнее стационарная автоматическая сварка.
О стационарной автоматизированной сварке
Стационарная автоматическая сварка, иногда называемая жесткой автоматизированной сваркой, обычно используется для сварки труб, конструкционных балок, резервуаров и сосудов в условиях цеха до их перемещения на рабочую площадку, где они будут введены в эксплуатацию. . Его также можно использовать для сварки стальных листов в промышленности общего назначения или при производстве водонагревателей и баллонов с пропаном.
Общие факторы для подходящих применений
Одним из общих факторов в этих применениях является потребность в продольных или кольцевых (внутреннем или внешнем диаметре) сварных швах, которые требуют повторяемости, а не универсальности. Другие факторы, которые делают приложения подходящими для стационарной автоматической сварки, включают:
1. Большой объем аналогичных деталей с небольшим разнообразием
2. Большие детали с очень длинными сварными швами или несколькими одинаковыми сварными швами
3. Крупные детали, которые было бы трудно сварить вручную
В некоторых случаях стационарная автоматизированная сварка может помочь компаниям достичь высоких производственных целей при относительно низких затратах. И одному оператору легко контролировать и загружать детали, что делает его желательным с точки зрения рабочей силы, особенно с учетом нехватки квалифицированных сварщиков, с которой сталкивается отрасль.
Настройки
Стационарную автоматическую сварочную ячейку можно настроить двумя способами. Первый вариант требует инструментов, которые удерживают деталь на месте, в то время как стационарная автоматическая горелка перемещается по сварному шву с помощью механизированного сварочного аппарата или гусеницы и каретки, удерживающей горелку на месте. Этот вариант подходит, например, для длинной конструкционной балки.
Во втором сценарии сварочная горелка может быть закреплена в одном месте с помощью оснастки, в то время как деталь, такая как труба, вращается на токарном станке или периферийном приспособлении в процессе сварки. На современном рынке существует оборудование, которое может вращать детали в широком диапазоне диаметров и веса.
Инструменты для стационарной автоматической сварки обеспечивают минимальную гибкость и могут быть дорогими при настройке новых деталей. Это особенно верно по сравнению с роботизированной системой сварки, которую можно перепрограммировать для поворота и сварки в разных положениях по осям X, Y и Z.
Инвестируя в инструменты для стационарной автоматической сварки, компаниям важно заранее определить, каковы будут их долгосрочные области применения. Будут ли они продолжать сваривать прямые или круглые детали в обозримом будущем?
Как избежать ловушек в процессе На рынке обычно доступны грифы разной длины, примерно от 4 до 12 дюймов, с прямым грифом или изгибами под углом 22, 45 и 60 градусов. Одной из очень важных частей стационарной автоматизированной сварочной системы является сварочная горелка. Компании нередко применяют подход «сделай сам» (DIY) к этой части оборудования. А именно, установка полуавтоматического пистолета на место с помощью различных компонентов, чтобы имитировать работу стационарного автоматического пистолета. Иногда это делается из-за удобства, из-за того, что в магазине много полуавтоматического оружия, или из-за предполагаемой экономии средств.
К сожалению, самостоятельная сборка пистолета для этого процесса может занимать много времени на настройку и обслуживание, что отрицательно сказывается на производительности. Он также не оптимизирован для стационарной автоматической сварки. Качество может пострадать из-за сварки вне шва или других несоответствий, что приведет к доработке, что еще больше снижает производительность и увеличивает затраты. Кроме того, если требуются запасные части, сборка может отличаться, поскольку она не предназначена для этого процесса. Опять же, это может привести к проблемам с качеством.
Вместо этого важно инвестировать в фиксированный автоматический пистолет, предназначенный для этого процесса. Эти пистолеты имеют унифицированные компоненты, которые могут быть получены от производителей, что обеспечивает повторяемость сварных швов. А производители оружия могут предоставить сервис и техническую поддержку.
Рассмотрение вариантов
Пистолеты должны быть указаны или адаптированы для применения в соответствии с доступным пространством, принимая во внимание расстояние между пистолетом и деталью, а также расстояние до механизма подачи проволоки. Эти факторы влияют на длину грифа, изгиб или угол, а также на выбор кабеля.
Шейки
Для стационарной автоматической сварки с высокой силой тока, требующей более длительной сварки более толстых материалов, хорошим выбором может быть пистолет с водяным охлаждением. Шейки обычно доступны на рынке разной длины, примерно от 4 до 12 дюймов. Доступен либо с прямой шейкой, либо с изгибами на 22, 45 и 60 градусов. Компаниям необходимо определить расстояние, необходимое для выполнения сварного шва, а также необходимый угол для завершения качественного сварного шва.
Длина кабеля
Длина кабеля варьируется от 3 футов до 25 футов. Более длинные кабели идеально подходят для доступа к механизму подачи проволоки, расположенному дальше от детали, в том числе на стреле. В других случаях компания может установить питатель непосредственно на оснастку или рядом с ней. В этом случае для работы с воздушным охлаждением можно использовать бескабельный пистолет. Эти горелки подключаются непосредственно к механизму подачи проволоки через разъем питания и не требуют кабеля. Сила тока и рабочий цикл также должны учитываться при выборе стационарной автоматической горелки, и оба они зависят от толщины свариваемого материала и требуемого времени горения дуги.
Стационарные автоматические пистолеты с воздушным охлаждением, как правило, доступны в моделях с током от 300 до 500 ампер, с рабочим циклом 60 % или 100 %. Рабочий цикл определяется количеством времени в течение 10-минутного цикла, в течение которого горелка может выполнять сварку без перегрева.
Шейки этих ружей особенно прочны, поскольку в них меньше внутренних каналов, чем в ружьях с водяным охлаждением, и для их охлаждения используется окружающий воздух. Они также более устойчивы к изгибу, а запасные части дешевле.
Для стационарной автоматической сварки с более высокой силой тока, требующей более длительных периодов сварки более толстых материалов, лучшим выбором может быть пистолет с водяным охлаждением. Эти модели обычно доступны с силой тока от 450 до 600 ампер и предлагают 100% рабочий цикл.
Гибридные пистолеты с водяным охлаждением — еще один вариант. Эти стационарные автоматические пистолеты имеют прочную шейку, похожую на модель с воздушным охлаждением, с внешними водяными каналами. Эти каналы облегчают обслуживание пистолетов по сравнению с пистолетами с водяным охлаждением.
Дополнительные соображения
Наряду с выбором подходящих компонентов для стационарного автоматического пистолета важно также выбрать качественные расходные материалы — сопла, контактные наконечники и газовые диффузоры. Это помогает свести к минимуму время простоя из-за частых переналадок и поддерживает производственные цели. Они также могут уменьшить проблемы с качеством, которые могут потребовать доработки на более поздних стадиях сварки.
Доступны расходные материалы, которые можно использовать с различными типами сварочных горелок, включая полуавтоматические и стационарные автоматические горелки. Эта совместимость может быть полезной для упрощения инвентаризации и предотвращения ошибок при установке новых расходных материалов на любой тип пистолета.
Posted in Блог Amperage, Automation3Tagged articleПриготовьтесь к сварке: как настроить сварочный аппарат
Опубликовано BOC
Если вы хотите безопасно и эффективно сваривать и получать наилучшие результаты, вам необходимо правильно настроить сварочный аппарат.
Существует несколько ключевых аспектов работы сварочного аппарата, с которыми необходимо разобраться. В основном это скорость подачи проволоки, ток, напряжение и пробные швы.
Скорость подачи проволоки, измеряемая в миллиметрах в минуту, имеет решающее значение для получения удовлетворительного наплавленного металла. Скорость и характеристики проволоки, такие как толщина, должны соответствовать металлу, с которым вы работаете.
Сварочные аппараты имеют элементы управления для установки скорости подачи проволоки, поэтому вам должно быть достаточно просто отрегулировать скорость в соответствии со своими задачами сварки.
Важность напряжения и тока
Также следует обратить внимание на регуляторы сварочного напряжения и тока на сварочном аппарате.
Некоторые источники питания позволяют устанавливать напряжение. Эти источники питания «постоянного напряжения» обычно используются для автоматических и полуавтоматических процессов сварки (GMAW, FCAW). В этом типе источника питания напряжение устанавливается ручкой на станке, а сила тока регулируется скоростью подачи проволоки механизма подачи проволоки. Это так, потому что при небольшом изменении напряжения происходит очень большое увеличение силы тока. За счет ускорения подачи проволоки длина дуги сокращается, что приводит к несколько более низкому напряжению, что приводит к гораздо более высокому току. Затем этот более высокий ток сжигает больше провода.
Мы видим, что это «саморегулирующаяся» система, предотвращающая «вонзание» проволоки в заготовку. Очевидно, что этому есть пределы. Что усложняет настройки напряжения и силы тока (скорости подачи проволоки) для этого типа источника питания, так это то, что вы можете переключаться между различными «режимами передачи» в зависимости от вашего напряжения, силы тока и газа, используемого в качестве защиты, в случае GMAW. Сварочное напряжение в первую очередь определяет длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине.
Используйте слишком низкое напряжение, и проволока не будет достаточно плавиться для получения хорошего сварного шва. Однако при выборе слишком высокого напряжения сварочная проволока может перегреться, что также приведет к плохим результатам.
Некоторые источники питания позволяют установить только силу тока. Эти источники питания «постоянного тока» обычно используются для процессов ручной сварки (GTAW, SMAW). В этом типе источника питания напряжение является функцией дугового промежутка. Чем длиннее дуга, тем выше напряжение. Таким образом, вы не можете «установить» напряжение. Это функция техники сварщика.
Соотношение V=IR (закон Ома, где V = напряжение, I = ток и R = сопротивление) выполняется для дуги, но не для самого источника питания. При таком типе источника питания, когда сварщик изменяет напряжение, изменяя длину дуги, сила тока не изменяется линейно, как это следует из закона Ома. Скорее всего, сила тока изменится незначительно при изменении напряжения. Отсюда и название «постоянный ток».
Подготовка сварочного аппарата
Теперь, когда вы рассмотрели скорость подачи проволоки, ток и напряжение, пришло время перейти к подготовке сварочного аппарата.
Это можно разделить на несколько этапов, каждый из которых имеет решающее значение для достижения хорошего результата:
1. Закрепите механизм подачи проволоки – Убедитесь, что ролики подачи проволоки на вашем аппарате правильно отрегулированы для толщины и типа проволоки. вы собираетесь использовать. Это можно сделать, затягивая пальцами стопорную гайку провода, пока провод не будет надежно, но не чрезмерно удерживаться на месте. Проведите проволоку через механизм подачи проволоки – проволока выйдет и затем подается во втулку шланга подачи проволоки, который соединяет блок подачи проволоки с горелкой.
Наконец, задействуйте ролики подачи проволоки, которые должны быть установлены с удовлетворительным натяжением. Чтобы начать подачу проволоки, используйте внутренний переключатель на вашей машине или курок, который вы можете найти на рукоятке горелки.
2. Проверьте крышку и кабель . Затем убедитесь, что крышка проводов на вашей машине закрыта и внутри ничего не хранится. Этот шаг повышает безопасность, а также помогает гарантировать, что ваша проволока не загрязнится пылью и маслом в процессе проектирования.
Убедитесь, что обратный провод прикреплен к свариваемому изделию или, в качестве альтернативы, прикреплен к рабочему столу. Шланг горелки должен быть как можно более прямым, чтобы сварочная проволока подавалась плавно во время работы.
3. Установите длину провода – Стремитесь к 10-кратному диаметру провода (например, для провода диаметром 1 мм хорошим ориентиром будет стержень из 10 мм). Это позволит вам увидеть наплавку сварного шва во время сварки, а также повысит эффективность защитного газа.
Выполнение пробной сварки
Какими бы хорошими ни были современные сварочные аппараты (и насколько бы вы ни были уверены в своих сварочных навыках), метод проб и ошибок часто является единственным способом добиться идеального сварного шва.
Вот почему рекомендуется потренироваться в виде пробного сварного шва, прежде чем приступить к реальной задаче, которую вы хотите выполнить.
Вот некоторые моменты, на которые следует обратить внимание:
- Используйте кусок металла, аналогичный тому, который вы фактически будете сваривать, чтобы получить правильные настройки и приспособиться к условиям
- Настраивайте скорость подачи проволоки, напряжение или силу тока во время выполнения тестовой сварки, чтобы точно определить наилучший подход
- Во время сварки следить за низкой скоростью подачи проволоки, что может привести к перегреву наплавленного металла. Будьте также осторожны с высокой скоростью проволоки, которая может оставить после себя волокнистый вид и брызги.
После того, как вы будете довольны результатами пробной сварки и все остальное на вашей машине настроено правильно, можно приступать к работе. Теперь вы можете сохранить свои настройки и с уверенностью перейти к полноценной сварочной работе.