Как настроить сварочный полуавтомат
Главная
Сварочные полуавтоматы MIG/MAG
Как настроить сварочный полуавтомат
Отличительной чертой работы сварочного полуавтомата является автоматическая подача электрода (проволоки) в сварочную зону. Передвижение горелки, розжиг дуги, поддержание определенного режима сварщик выполняет вручную. Самый распространенный способ использования данного оборудования — сварка в среде защитных газов.
В качестве присадки может применяться порошок. Он входит в конструкцию сварочной порошковой проволоки — полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Сварочные полуавтоматы используются:
- в быту. Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
-
на строительных площадках и станциях технического обслуживания автомобилей.
 Используются полупрофессиональные устройства с силой тока до 300А;
Используются полупрофессиональные устройства с силой тока до 300А; - в промышленности. Применяются профессиональные (сила ток свыше 300А) аппараты с высоким рабочим ресурсом и напряжением 380В.
 Используются полупрофессиональные устройства с силой тока до 300А;
Используются полупрофессиональные устройства с силой тока до 300А;Для лучшего понимания, как настроить сварочный полуавтомат следует разобраться с его конструктивными особенностями. Также компетентная оценка основных характеристик данного оборудования поможет правильно определиться с покупкой нового аппарата.
Комплектация полуавтоматов
Основными составными элементами полуавтоматов являются:
- Источник тока. Для профессионального использования применяются модели с высокой мощностью, высокочастотной стабилизацией тока и цифровым дисплеем. В зависимости от источника питания полуавтоматы подразделяются на следующие типы:
- трансформаторы с выпрямителем;
- инверторы.
- Механизм для подачи проволоки. В зависимости от способов перемещения они бывают:
-
толкающими. Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
- тянущими. Данный способ организуется путем притягивания проволоки в ручку горелки, где располагается рабочий механизм и направлением ее на горелку;
- толкающе-тянущими. Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве.
- Горелка с рукавом. Модель зависит от типа сварки — MIG или MAG. Правильный выбор данных элементов влияет на удобство использования аппарата и производительность процесса. Горелки различаются характеристиками:
- нагрузкой напряжения;
- средой охлаждения;
- способом управления;
- подключением.
 Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
Важно. Выбор горелки должен соответствовать силе тока. При длительной работе несоответствие показателей может привести к перегреву и поломке слишком легкого узла. Для кратковременных работ лучше приобретать горелку, рассчитанную на низкие токи.
Для кратковременных работ лучше приобретать горелку, рассчитанную на низкие токи.
- Кабель для замыкания сварочной цепи. Сварочные кабеля относится к силовым проводам подвижного соединения, и различаются в зависимости от числа жил в кабеле (от 1-й до 4-х) и их сечения.
- Трубка для подачи газа к штуцеру.
- Баллон в комплекте с редуктором.
- Пульт управления пуском, движением проволоки, состоянием дуги.
Основные параметры настройки полуавтоматов
Регулировка параметров аппарата проводится непосредственно перед началом сварки, а более точная — в процессе работы.
 Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Чтобы качественно сваривать поверхности необходимо настроить:
- Силу тока. Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.

Важно. Чем больше толщина металла, тем выше сила тока.
- Скорость подачи проволоки. Этот процесс зависит от узла — регулятора скорости. Его неполадки приводят к сбоям в работе сварочного полуавтомата. При этом медленно подающаяся проволока прихватывается к наконечнику и без постоянной чистки контактной части работа становится невозможной. Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки. Регулирующий узел может сдвинуться со своего места. Это влияет на частые сбои в работе. Для ликвидации проблемы устраняется нарушение положения устройства.
- Давление газа. При работе на полуавтомате используются баллоны с углекислым или другим газом в соответствии с металлом соединяемых поверхностей. Необходимое для работы давление устанавливается редуктором.Защитный газ к соленоиду подается по шлангу, который в процессе эксплуатации грубеет и трескается, в результате чего работа останавливается. Для возобновления работы износившуюся трубку необходимо заменить новой.

Что необходимо знать при покупке полуавтомата?
Чтобы избежать ошибок при работе с полуавтоматом, прежде всего, необходимо ознакомиться с характеристикой аппарата и инструкцией по его эксплуатации. При этом нужно знать:
- напряжение в электросети;
- какие металлы предстоит соединять;
- где приобрести запасные детали в случае ремонта.
Использование сварочного оборудования предполагает определенную теоретическую и практическую подготовку.
Важно. Для хранения проволоки необходимо защищенное от сырости место. Влага способствует появлению коррозии и ухудшению сварочного процесса.
Не допускайте ошибку, приобретая морально устаревшее оборудование.
Вернуться в раздел
Кейс: Тонкости настройки п/а EWM Phoenix, Picomig, Taurus при использовании проволоки ESAB Nicore 55
0
На сумму: 0 р.
Насколько часто вам приходится сталкиваться с нехваткой информации по настройке оборудования? Как часто инструкция пользователя к аппарату или лист с официальными сервисными центрами оказываются забытыми в коробке, которая уже отправилась в утиль? Из моего опыта, каждый 3-ий звонок или обращение на почту от Клиентов это информационные вопросы: «как…?», «где…?», «можно ли…?» и т.
Поэтому я с коллегами решил собирать проверенную информацию для популярных брендов силового оборудования и размещать в одном месте. Назвали такой проект незамысловато – «База знаний». Подробнее узнать, что из себя представляет такая База на примере бренда EWM и получить к ней доступ (да, это не открытый источник) можно по ссылке.
Со вступительной частью закончили переходим к главной теме. От одного из подписчиков Базы EWM к нам поступил запрос с просьбой помочь разобраться с настройками и тонкостями процесса сварки чугуна полуавтоматами EWM. Вопросы ниже, некоторые из них дополнил, чтобы лучше понять контекст.
«Меня интересует настройка п/автомата на проволоку ЕSAB Nicore 55 диаметром 1.2 мм.
По ссылке вы найдете сертификат качества и отчет по истыпаниям этой проволоки.
В наличии имею несколько аппаратов EWM. Настройка желательно на первых два аппарата:
- EWM Picomig 305 pulse;
- EWM Phoenix 303 PROGRESS PULS coldArc;
- EWM Taurus 335 SYNERGIC S TKM;
- EWM Phoenix 355 Progress puls TKM.

Проволоку приобрёл для сварки чугунных автомобильных деталей (блоки ДВС, корпуса КПП, мосты и т.д.), но что-то подружится с ней так и не смог.
- Стартовый ток в % от рабочего тока и его время спада?
- Рабочий ток?
- Напряжение?
- Динамика?
- Нужен ли подогрев и до какой отметки в градусах?
- Метод сварки углом вперёд, назад или под прямым, обратно-поступательный или прямой?
- Режим пульса рекомендован или нет?
- Какие ограничения по длине шва за один проход?
- Нуждается в проковке или нет?
- После сварки изделие нужно медленно охлаждать или естественным способом?»
Обзоры и практика применения оборудования,
инсайды производителей, новости!
Читайте бесплатно эксклюзивные материалы нашего блога.
Знания в 2021 году самый ценный из ресурсов!
Вопросы оказались сугубо технического характера, поэтому пришлось обратиться напрямую к технологам EWM. Такого рода тонкости представители бренда посчитали неуместным обсуждать устно и предложили организовать демонстрацию работы полуавтоматов EWM на базе тренинг-центра в Москве. Для этого необходимо было взять с собой проволоку, типовую заготовку и согласовать дату. В случае возникновения сложностей настройки полуавтомата у подписчика Базы была бы возможность опробовать советы вместе со специалистом EWM.
Такого рода тонкости представители бренда посчитали неуместным обсуждать устно и предложили организовать демонстрацию работы полуавтоматов EWM на базе тренинг-центра в Москве. Для этого необходимо было взять с собой проволоку, типовую заготовку и согласовать дату. В случае возникновения сложностей настройки полуавтомата у подписчика Базы была бы возможность опробовать советы вместе со специалистом EWM.
Я понимал, что такой вариант решения вопроса не подходит, ведь подписчик может находиться за 1000 км от Москвы. Я пошел дальше и сделал официальный запрос ESAB от лица официального дистрибьютора. И в итоге получил ответ от технолога. Смотреть ниже, некоторую информацию дополнил от себя в виде пояснений.
- Отдельно настраивать стартовый ток не потребуется.
- Рабочий ток для работы с Nicore 55 в пределах 200-220А.
- Напряжение выстраивать по синергетической программе для Ni-сплавов: JOB-List вы можете найти на крышке подающего механизма аппарата. Для EWM Picomig 305 pulse, например, используйте программу №233
- Динамика с настройкой индуктивности на MIN: при минимальной индуктивности (время скорости нарастания сварочного тока максимально) мы имеем более высокое разбрызгивание, низкую температуру дуги и более выпуклый валик сварного шва.
- Подогрев не нужен, а межваликовую температуру удерживать до 150°C.
- Использовать метода сварки углом вперед или под прямым углом.
- Режим Pulse использовать, если есть для Ni-сплавов MCW.
- Швы прокладывать без колебаний. SuperPulse допустим.
- Как и электродами с аналогичным химическим составом, лучше короткими валиками.
- Проковка допустима.
- Потребуется медленное охлаждение.

Выражаю благодарность специалистам ESAB, что не оставили вопрос открытым и уделили время.
Если у вас также есть вопросы по оборудованию EWM, ESAB или любому другому из нашего каталога, то в этом блоге вы всегда можете рассчитывать на помощь. Станьте подписчиком Базы знаний EWM и получите доступ к закрытой информации, которая останется у вас всегда под рукой!
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Спасибо за подписку!
Как правильно настроить сварочный полуавтомат для работы?
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
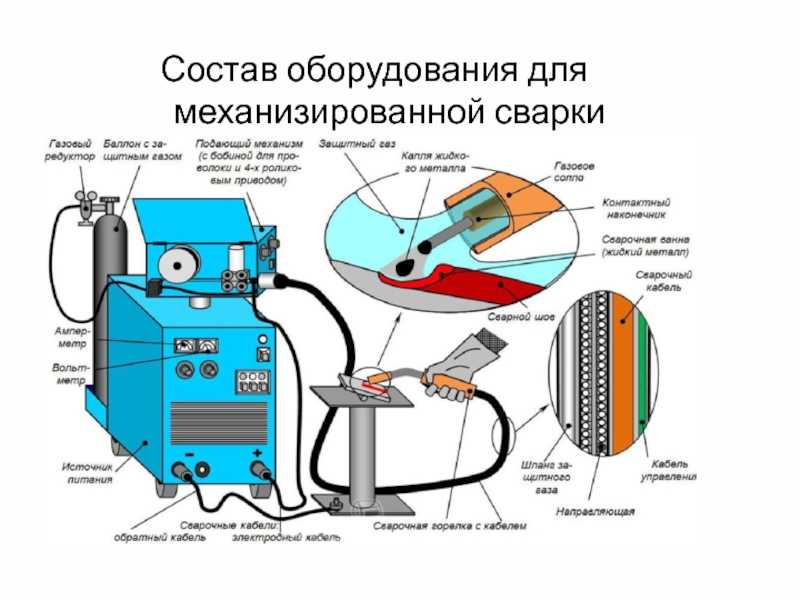
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
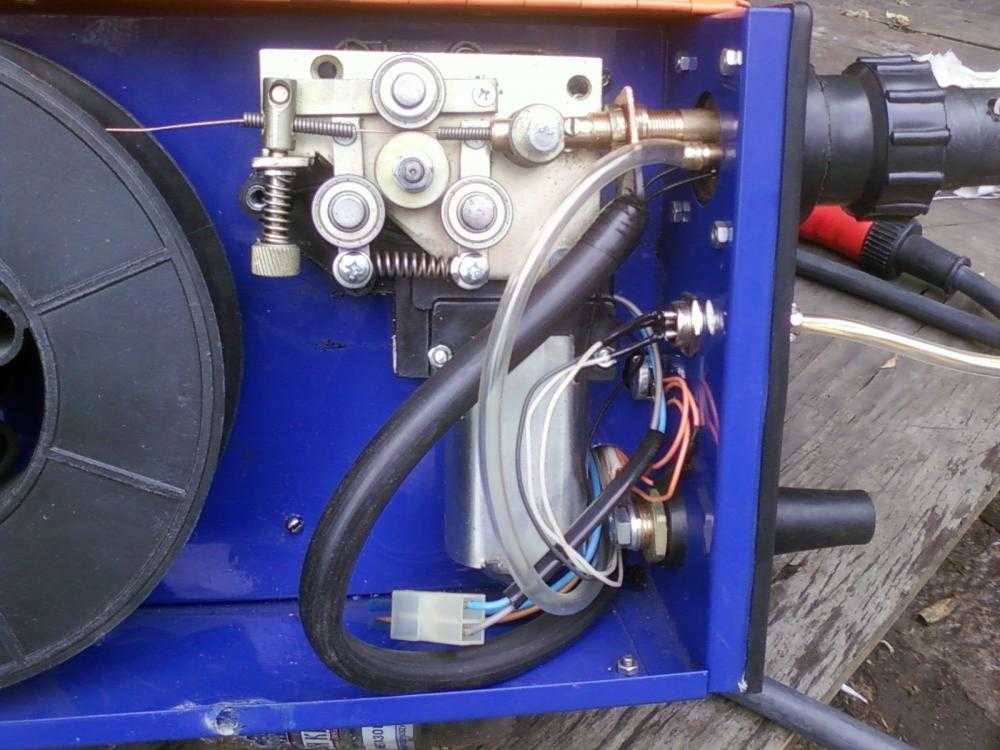
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.
Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку.
 Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Преимущества сварочного инвертора перед обычным сварочным аппаратом
Главное из них, сварочный инвертор обеспечивает высокое качество сварочного шва даже при пониженном напряжении и в руках начинающего сварщика. Второе, немаловажное преимущество, значительно сниженный вес.
Сварка сварочным инвертором значительно проще и легче, чем обычным. Преимущества инверторных аппаратов заключаются также в возможности плавно изменять ток сварки. Если вы ещё сомневаетесь, какому сварочному аппарату отдать предпочтение, проверьте напряжение на своём дачном участке, и если оно у вас пониженное, не колеблясь, берите сварочный инвертор.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.
Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
[Всего: 1 Средний: 5/5]
Настройка механизма подачи проволоки в полуавтомат
Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки.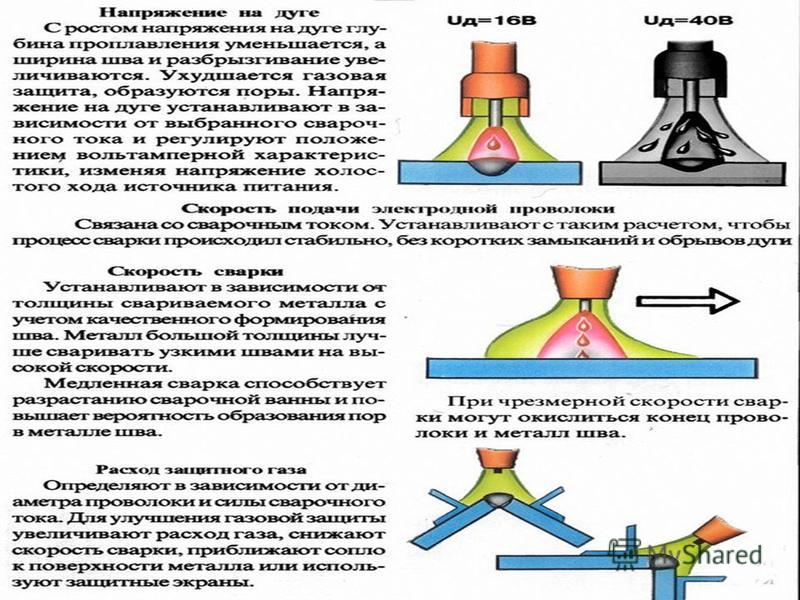 Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя:
1. Катушку, на которой устанавливается кассета с исходным материалом.
2. Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
3. Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
4. Сменные зубчатые колеса, от которых получают вращение подающие ролики.
5. Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
6. Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
7. Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
8. Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов. При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика.
Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов. При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика.
В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя. Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов. Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов. Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Как производится настройка узла
Операции предварительной регулировки значительно облегчаются, если сварочный полуавтомат оснащен блоком электронного управления. В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
Происходит это следующим образом. Асинхронный двигатель может изменять скорость вращения ротора несколькими способами:
1. Увеличением скольжения ротора. Способ имеет существенный недостаток — повышенные потери мощности с последующим перегревом двигателя. Поэтому он пригоден только при кратковременном режиме управления и с проволокой малых диаметров, когда усилие подачи значительно меньше, чем крутящий момент, который развивает электродвигатель;
2. Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
3. Изменением напряжения на статоре, которое выполняется специальным электронным регулятором напряжения. Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Пропорциональное управление, кроме того, позволяет включать регулятор напряжения постепенно. Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.
Кроме регулировки скорости вращения роликов, современные механизмы подачи сварочной проволоки позволяют управлять и иными параметрами. Например, усилием прижима проволоки роликами.
Например, усилием прижима проволоки роликами.
Плавность подачи обеспечивается за счет увеличения количества подающих роликов. Обычно их пять: два ролика (прижимные) располагаются вверху, а остальные (подающие) располагаются ниже оси подачи проволоки. Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов. Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи. В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки. Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки. Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
Как правильно настроить полуавтомат — flagman-ug.ru
Содержание
- Как самому настроить сварочный полуавтомат?
- Общая информация
- Особенности настройки
- Настройка полуавтомата
- Вместо заключения
- Настройка параметров сварочного полуавтомата
- Возможности оборудования
- Рекомендации в инструкции
- Настройка тока и скорости подачи проволоки
- Регулировка параметров
- Типичные ошибки
- Как настроить сварочный полуавтомат самостоятельно?
- Основные правила при выборе режима
- Основные принципы настроек
- Как настроить полуавтоматическое сварочное оборудование
- Как настроить сварочный полуавтомат?
- Какие регулировки имеет сварочный полуавтомат?
- Настройка потока защитного газа
- Какой газ использовать?
- Настройка напряжения сварочного полуавтомата
- Настройка скорости подачи проволоки
- Полярность при сварке полуавтоматом
- Вылет проволоки
- Положение наконечника горелки относительно сопла
- Начало работы сварочным полуавтоматом
- Примеры сварочных швов с разными настройками напряжения
- Как правильно настроить сварочный полуавтомат: таблица настройки
- Внешнее влияние на настройки
Как самому настроить сварочный полуавтомат?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Как настроить сварочный полуавтомат самостоятельно?
Для того, чтобы грамотно выставить настройки сварочного аппарата, недостаточно прочесть инструкцию по эксплуатации.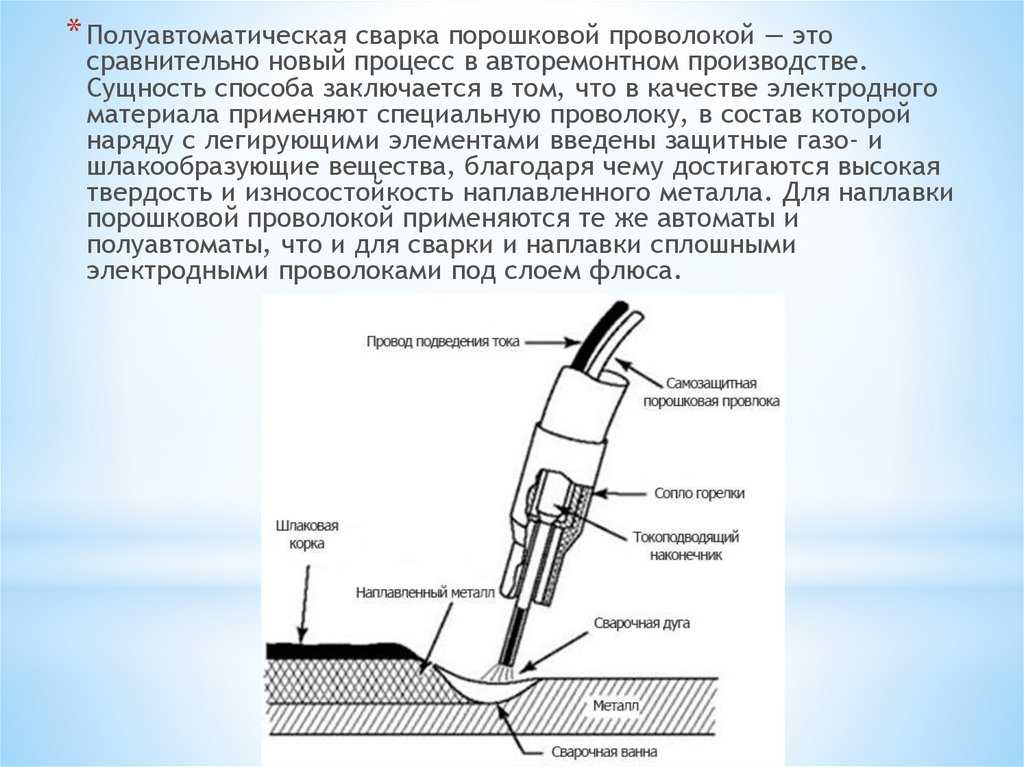 В ней написаны общие параметры, и они не всегда являются целесообразными именно к тем работам, которые вы собираетесь выполнять. Необходимо сделать не один киллометр швов, чтобы на глаз понять, как варить тот или иной материал. А для начинающих сварщиков мы подробно объясним, на что обратить внимание, и какие настройки следует изменить в полуавтоматическом сварочном аппарате.
В ней написаны общие параметры, и они не всегда являются целесообразными именно к тем работам, которые вы собираетесь выполнять. Необходимо сделать не один киллометр швов, чтобы на глаз понять, как варить тот или иной материал. А для начинающих сварщиков мы подробно объясним, на что обратить внимание, и какие настройки следует изменить в полуавтоматическом сварочном аппарате.
Основные правила при выборе режима
Нельзя сказать, что существует какой-то определенный оптимальный режим сварки для всех соединений. В каждом отдельном случае необходимо исходить из свойств материала, особенностей заготовки, поворотных углов, толщины металла и прочее. Идеальный и прочный стык получается только тогда, когда все нюансы учтены. А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Беря в руки заготовку и сварочный аппарат, вам нужно вообразить, сколько тепла потребуется, чтобы расплавить этот металл. Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Теперь перейдем от слов к делу. Сила тока и напряжение дуги являются главными показателями в настройках полуавтомата. Скорость подачи присадки зависит от силы тока, чем ток выше, тем быстрее движется проволока. Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Основные принципы настроек
В процессе сварки, даже если вы выставили все настройки конкретно под свой вид работ, необходимо время от времени их перенастраивать. Почему так происходит и с чем это связано, вот несколько факторов:
Почему так происходит и с чем это связано, вот несколько факторов:
- производители сварочных аппаратов не ставят перед собой цель сделать все агрегаты одинаковыми, в этом и смысл такого ассортимента продукции на рынке. Каждая установка предназначена на определенный круг работ, а значит, ее используют не для единственной детали, а для ряда элементов со своими параметрами и свойствами;
- перепады напряжения электросети вносят особый дискомфорт для настроек подачи тока. Кто-то может включить или выключить мощный электроприбор, что мгновенно отразится на настройках аппарата. Для таких случаев нужно запастись бесперебойными устройствами, иначе сварочный полуавтомат может сгореть;
- если вы сменили баллон с газом, настройки нужно подкорректировать. Не во всех баллонах единая для всех сбалансированная смесь. Диаметр присадочного прутка отличается от предыдущего, в случае, когда вы решили заменить его, даже если он идентичной марки;
- в зависимости от типа шва также нужно подправить настройки или при замене катушки;
Мы рассмотрели наиболее часто встречающиеся варианты, когда необходимо регулировать настройки режима аппарата. В большинстве случаев может и не потребоваться такая процедура, но при смене газа или выборе другого аппарата, при использовании проволоки другого производителя, учитывать вышеперечисленные настройки просто необходимо.
В большинстве случаев может и не потребоваться такая процедура, но при смене газа или выборе другого аппарата, при использовании проволоки другого производителя, учитывать вышеперечисленные настройки просто необходимо.
Как настроить полуавтоматическое сварочное оборудование
Если вы подошли к этому этапу, вы наверняка уже умеете пользоваться настройками подачи газа и правильно устанавливать электрод. Мы поговорим о выборе силы сварочного тока и о напряжении, так как эти два момента наиболее важны при сварочных работах. Вы должны научиться выбирать наиболее благоприятный режим зоны сварки.
Для начала найдите ненужный кусок металла, на котором вы сможете тренироваться. Подготовьте его к работе. Очистите от грязи, ржавчины или краски. Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.
Хотя бывает всякое.
Первый шаг поиска настроек
Первым делом настройте напряжение сварочной дуги. Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Второй шаг поиска настроек
Здесь все намного сложнее и кропотливее. Предыдущие параметры записаны. Теперь снижайте ток, а напряжение оставляйте на неизменном уровне. Дойдите до того предела, когда дуга горит на грани, запишите показания. После доведите силу тока до максимума, при тех же показаниях напряжения. Сделайте заметки.
После доведите силу тока до максимума, при тех же показаниях напряжения. Сделайте заметки.
На данный момент у вас получилось три параметра при постоянном напряжении:
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное.
Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Более точно количество газа в баллоне можно определить по весу.Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
 Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.

Настройка напряжения сварочного полуавтомата
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
 Когда образуется дуга, скорость проволоки снижается.
Когда образуется дуга, скорость проволоки снижается.Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
 Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как правильно настроить сварочный полуавтомат: таблица настройки
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно. Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.

Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.

Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Как правильно выбрать ролики для MIG аппарата?
Сегодня в этой статье мы рассмотрим виды подающих роликов для сварочных полуавтоматов, их отличительные особенности, и для работы с какой проволокой они предназначены. Еще обратим внимание на ошибки, которые начинающие сварщики допускают при заправке проволоки.
Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Какие ролики бывают?Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.
- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
|
Вид сварочной проволоки |
Усилие зажатия |
|
| Стальная | 2,5–3,5 | |
| Алюминиевая | 1–2,5 | |
| Порошковая | 2–2,5 |
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Артикул: 005.040.120
Ролик подающий 30х22х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 300 GW, MIG 300 GDL.
Цена: 431 р
Артикул: 005.040.127
Ролик подающий 40х32х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 521 р
Артикул: 005.040.109
Ролик подающий 40х32х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 521 р
Артикул: 005.040.108
Ролик подающий 40х32х10 V 0,8-1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 521 р
Артикул: 005.040.107
Ролик подающий 30х22х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350-1, MIG 350, MIG 500 с завода HISTER .
Цена: 431 р
Артикул: 005.040.105
Ролик подающий 30х22х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GDM, MIG 300 Y, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GDM, MIG 300 Y, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Цена: 431 р
Артикул: 005.040.106
Ролик подающий 30х22х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Цена: 431 р
Артикул: 005.040.101
Ролик подающий 30х10х12 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
Цена: 406 р
Артикул: 005.040.102
Ролик подающий 30х10х12 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
Цена: 406 р
Артикул: 005.040.103
Ролик подающий 30х10х12 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500.
V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500.
Цена: 406 р
Артикул: 005.040.113
Ролик подающий 35х25х8 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.
Цена: 474 р
Артикул: 005.040.112
Ролик подающий 35х25х8 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.
Цена: 474 р
Артикул: 005.020.102
Ролик подающий 30х10х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 431 р
Артикул: 005.020.103
Ролик подающий 30х10х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 431 р
Подающие ролики для алюминиевой проволокиАртикул: 005.040.116
Ролик подающий 30х10х12 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 P GDM, MIG 300 P GDL.
Цена: 406 р
Артикул: 005.040.111
Ролик подающий 40х32х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 521 р
Артикул: 005.040.130
Ролик подающий 40х32х10 U 1,2–1,6
Ролик подающий для алюминиевой проволоки диаметром 1,2–1,6 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 521 р
Артикул: 005.040.123
Ролик подающий 30х22х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 GDM, MIG 300 GDL.
Цена: 431 р
Подающие ролики для порошковой проволоки Артикул: 005. 020.107
020.107
Ролик подающий 30х10х10 K 1,0–1,2
Ролик подающий для порошковой проволоки диаметром 1,0–1,2 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 485 р
Артикул: 005.040.124
Ролик подающий 30х22х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 GDL, MIG 200 GW.
Цена: 431 р
Артикул: 005. 040.131
040.131
Ролик подающий 40х32х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 575 р
Артикул: 005.040.118
Ролик подающий 30х10х12 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
Цена: 431 р
Артикул: 005. 020.105
020.105
Ролик подающий 30х10х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 485 р
Механизмы подачи проволокиСварочные аппараты MIG/MAGКак заряжать и разряжать полуавтоматический дробовик
То, что вы должны знать о заряжании и разряжании полуавтоматического оружия, очень похоже на то, что вы должны знать о помповом ружье.
Запрет на сохранение файлов cookie на вашем устройстве может помешать вам просматривать видеоконтент.
Вы можете изменить настройки файлов cookie, нажав кнопку ниже.
Единственная реальная разница между полуавтоматическими ружьями заключается в том, что разные производители располагают предохранители и кнопки спуска патронов в разных местах. Например, один производитель может поставить предохранитель сверху (на задней части ствольной коробки), в то время как большинство других размещают предохранитель на спусковой скобе или рядом с ней.
Например, один производитель может поставить предохранитель сверху (на задней части ствольной коробки), в то время как большинство других размещают предохранитель на спусковой скобе или рядом с ней.
Мы поговорим о Winchester SX4. Это очень стандартная установка с точки зрения расположения кнопки предохранителя и сброса оболочки.
Первым шагом в обращении с любым огнестрельным оружием является соблюдение правил безопасности при обращении с огнестрельным оружием и обеспечение того, чтобы вы держали оружие направленным в безопасном направлении, пока вы определяете, что оно разряжено и патронник свободен.
Чтобы открыть затвор ружья, вам нужно потянуть рукоятку затвора ружья назад и открыть затвор. Вы сможете увидеть патронник, чтобы убедиться, что он пуст, прежде чем вы начнете обращаться с огнестрельным оружием.
Для SX4 вы можете найти схему в онлайн-руководстве пользователя. Для полуавтоматического ружья, отличного от SX4, вам следует обратиться к руководству пользователя, чтобы узнать, как открывается затвор, где находится ваша безопасность и есть ли кнопка освобождения магнитной трубки.
Существует два способа заряжания любого дробовика с трубчатым питанием. Один из них заключается в том, чтобы держать патронник пустым до тех пор, пока вы не будете готовы стрелять, загружая патроны только в трубку магазина. Другой включает в себя загрузку патронника и трубки магазина.
Способ 1 — пустой патронник
Если вы заряжаете ружье и хотите оставить патронник пустым, начните с:
1 — Убедитесь, что предохранитель включен и ружье направлено в безопасном направлении;
2 — Потяните рукоятку затвора назад и откройте затвор, чтобы убедиться, что патронник пуст;
3 — Закройте затвор, нажав кнопку разблокировки затвора;
4 — Затем загрузите патроны в трубку магазина. Вы делаете это, нажимая на подъемник и вдвигая гильзы за ограничитель гильзы, который удерживает их в трубке магазина;
Как правило, вы можете зарядить 3 патрона в заводской дробовик с трубчатым магазином. Это значит 2 в трубке и один в патроннике. Если у вашей трубки магазина есть удлинитель послепродажного обслуживания, вы можете загрузить больше патронов. Это то, что многие люди делают, чтобы увеличить емкость магазина, когда у них есть оружие для защиты дома или соревнований.
Если у вашей трубки магазина есть удлинитель послепродажного обслуживания, вы можете загрузить больше патронов. Это то, что многие люди делают, чтобы увеличить емкость магазина, когда у них есть оружие для защиты дома или соревнований.
ПРИМЕЧАНИЕ. Если вы охотитесь, обязательно соблюдайте правила охоты! Для большинства видов охоты на птиц количество патронов в вашем ружье ограничено (не только в стволе, но и в самом ружье). Поэтому проверьте свои государственные правила охоты, чтобы убедиться, что вы их соблюдаете.
5 — Когда вы будете готовы стрелять, дотянитесь до жалюзи или стойки, или вам понадобится патрон в патроннике, вы потянете затвор назад, чтобы зарядить патрон в патронник. Затем вы можете добавить патрон в трубку магазина. Для трубчатых магазинов с ограничительной заглушкой зачастую это единственный способ получить в пистолете 3 патрона: один в патроннике, два в трубке.
Вы также должны помнить, что патронник дробовика пуст, если вы вытащите ружье из сейфа и нажмете на спусковой крючок, это приведет к падению патрона на подъемник через ограничитель гильзы. Затем вы просто оттягиваете рукоятку затвора назад и вставляете патрон в патронник. Это не рекомендуется как обычная практика, потому что это предполагает нажатие на спусковой крючок, потенциально не направленный на цель. Так что лучше не использовать это как метод. Например, если вы стреляете и нажимаете на спусковой крючок, и ничего не происходит, кроме того, что гильза падает на подъемник, вы будете знать, что никогда не вставляли патрон в патронник.
Затем вы просто оттягиваете рукоятку затвора назад и вставляете патрон в патронник. Это не рекомендуется как обычная практика, потому что это предполагает нажатие на спусковой крючок, потенциально не направленный на цель. Так что лучше не использовать это как метод. Например, если вы стреляете и нажимаете на спусковой крючок, и ничего не происходит, кроме того, что гильза падает на подъемник, вы будете знать, что никогда не вставляли патрон в патронник.
Способ 2 — Полностью заряженное ружье с одним патроном в патроннике
Если вы заряжаете ружье и хотите быть «горячим» или иметь патрон в патроннике, готовый к выстрелу:
1 — Убедитесь, что предохранитель включен и пистолет направлен в безопасном направлении;
2 — Потяните рукоятку затвора назад и откройте затвор, чтобы убедиться, что патронник пуст;
3 — Держите действие открытым;
4 — Затем бросьте гильзу в открытое затвор и нажмите кнопку спуска затвора, чтобы закрыть затвор, а затем зарядите патрон в патронник;
5 — Затем вы можете загрузить патроны в трубку магазина. Вы делаете это, нажимая на подъемник и перемещая гильзы мимо ограничителя гильзы, который удерживает гильзы в трубке магазина;
Вы делаете это, нажимая на подъемник и перемещая гильзы мимо ограничителя гильзы, который удерживает гильзы в трубке магазина;
6 — Теперь ваше ружье полностью заряжено, и вы готовы стрелять.
Разрядка
Разрядка ружья, как и зарядка, может осуществляться двумя способами. Независимо от того, каким образом вы его разряжаете, вам нужно сначала убедиться, что предохранитель включен, и держать оружие направленным в безопасном направлении.
Разрядка путем перезарядки ружья
Самый простой способ разряжания — это просто вручную извлечь патроны из ружья. Это означает, что вы:
1 — Убедитесь, что предохранитель включен и пистолет направлен в безопасном направлении;
2 — Потяните рукоятку затвора до упора назад и отпустите ее вперед, чтобы задействовать затвор. Повторяйте процесс циклического действия, пока все патроны не будут выпущены из пистолета. Обратите внимание, что ваш предохранитель включен, а ваш палец находится за пределами спусковой скобы, когда вы делаете это;
3 — Осмотрите трубку магазина, чтобы убедиться, что в ней нет патронов. Ищите толкатель — часть на конце пружины трубки магазина, против которой сжимаются патроны. Вы хотите быть уверены, что видите толкатель, а не обод/основание другой раковины.
Ищите толкатель — часть на конце пружины трубки магазина, против которой сжимаются патроны. Вы хотите быть уверены, что видите толкатель, а не обод/основание другой раковины.
Разрядка путем извлечения патронов из трубки магазина
Вы также можете разряжаться, удаляя патроны из трубки магазина. Это означает, что вы:
1 — Убедитесь, что предохранитель включен и пистолет направлен в безопасном направлении;
2 — Поверните пистолет так, чтобы получить доступ к порту заряжания (мне проще всего это сделать, положив приклад на стол или на бедро). Нажмите подъемник вниз на верхнюю часть затвора. Затем нажмите на стопор гильзы и нажмите на него, чтобы сдвинуть его с пути, чтобы гильзы могли скользить в ружье и выходить из него. Повторяйте, пока трубка магазина не опустеет;
3 — Затем потяните рукоятку затвора назад, откройте затвор и извлеките гильзу из патронника. Если ваше ружье полностью разряжено, затвор останется запертым назад, но вам все равно нужно проверить трубку;
4 — Осмотрите трубку магазина и убедитесь, что в ней нет патронов. Ищите толкатель — часть на конце пружины трубки магазина, против которой сжимаются патроны. Вы хотите быть уверены, что видите толкатель, а не обод/основание другой раковины.
Ищите толкатель — часть на конце пружины трубки магазина, против которой сжимаются патроны. Вы хотите быть уверены, что видите толкатель, а не обод/основание другой раковины.
Разгрузка с помощью ручного велосипеда, вероятно, самый простой метод, но он шумный. Если вы хотите быть в тишине во время охоты, полезно знать, как разрядить ружье из трубки магазина. Вам все равно придется открыть затвор и прокрутить пистолет, чтобы извлечь патрон из патронника, но только один раз.
Мы надеемся, что это поможет упростить процесс заряжания и разрядки дробовика. Убедитесь, что вы подписаны на каналы социальных сетей Winchester, чтобы получать дополнительные советы!
предыдущий next
Заряжание и разряжание полуавтоматического ружья
Заряжание и разряжание полуавтоматического ружья поначалу может показаться немного пугающим. Следуйте простым шагам ниже, и вскоре это станет простой задачей.
Прежде чем начать заряжать огнестрельное оружие
Помните, что четыре правила применяются ВСЕГДА, поэтому соблюдайте их при заряжании и разряжании оружия.
Четыре правила безопасного обращения с огнестрельным оружием:
- Все оружие всегда заряжено.
- Никогда не позволяйте дулу накрывать то, что вы не хотите уничтожить.
- Держите палец на спусковом крючке, пока ваш прицел не окажется на цели.
- Будьте уверены в своей цели и в том, что за ней.
Загрузка и разряжание полуавтоматического пистолета
Убедитесь, что у вас есть боеприпасы нужного калибра. Боеприпасы «могут» сбивать с толку. Знайте, какие патроны подходят и безопасны для вашей модели. Стрельба из огнестрельного оружия неправильными патронами чрезвычайно опасна. Есть 3 места для проверки. 1. Проверьте маркировку на ящике с боеприпасами. 2. Прочитайте внизу патрон патрона, на котором указан калибр. 3. Калибр вашего ружья будет указан на стволе самого ружья.
Если вы не уверены, не заряжайте оружие и обратитесь за советом к специалисту. Револьверы и полуавтоматические пистолеты заряжаются и разряжаются по-разному. Нажмите ЗДЕСЬ, чтобы узнать, как заряжать и разряжать револьвер
Нажмите ЗДЕСЬ, чтобы узнать, как заряжать и разряжать револьвер
Зарядка полуавтоматического пистолета
Напоминаем, что перед зарядкой оружия внимательно прочтите руководство пользователя, в котором содержатся конкретные инструкции по заряжанию для вашего конкретного оружия.
Шаг 1:
Направьте дуло ружья в безопасном направлении. Положите руку на рукоятку пистолета, не кладя палец на спусковую скобу.
Шаг 2: Нажмите кнопку сбоку на рукоятке, чтобы извлечь магазин.
Шаг 3. Убедитесь, что ружье полностью разряжено и в патроннике нет патрона. Большинство полуавтоматических пистолетов после последнего выстрела блокируют затвор в открытом положении. Если камера не заперта в открытом положении, потяните стойку назад и нажмите на «скользящий замок», чтобы открыть камеру. Визуально проверьте камеру, чтобы убедиться, что она пуста.
Шаг 4a. Крепко держите магазин в неосновной руке так, чтобы наконечник патронов был направлен вперед, стороной с более высоким углом или вправо, если вы правша. Задняя часть магазина должна располагаться в форме буквы V между большим и указательным пальцами.
Задняя часть магазина должна располагаться в форме буквы V между большим и указательным пальцами.
Шаг 4b: Ведущей рукой вставляйте патроны по одному, размещая пулю так, чтобы гильза пули упиралась в верхнюю переднюю треть верхней части магазина, а закругленная сторона закруглена вперед. Сильно нажмите большим (или указательным) пальцем на центр закругления и сдвиньте его назад, пока он не окажется ниже удерживающей кромки. Повторяйте, пока магазин не заполнится.
Примечание. Магазины могут быть «тугими», и для вставки патронов может потребоваться некоторое усилие, но при использовании они немного ослабнут. Я обнаружил, что загрузка журнала — отличная практика, и чем больше вы это делаете, тем легче становится.
Шаг 5. Снова вставьте магазин, сильно надавив вверх на рукоятку патронами вперед, пока не услышите щелчок, указывающий на то, что магазин зафиксировался на месте.
Примечание. Не стесняйтесь. Плотно вставьте магазин и аккуратно постучите его тыльной стороной по ладони другой руки, чтобы выровнять патроны.
Не стесняйтесь. Плотно вставьте магазин и аккуратно постучите его тыльной стороной по ладони другой руки, чтобы выровнять патроны.
Есть потрясающий инструмент, который упрощает загрузку журналов. Большинство женщин клянутся им и всегда держат его в своей косметичке. Ознакомьтесь с загрузчиком Maglula здесь.
Многих женщин скручивание горки разочаровывает и обескураживает. Сделайте глубокий вдох, ответ на ваше разочарование может быть найден только в правильной технике. Чтобы успешно и последовательно двигать слайд, требуется очень конкретное движение. Соблюдая правильную технику, вы станете более опытным в этом действии. .380 и 9 мм, как правило, легче вешать. Конечно, определяющими факторами являются сила вашей руки и модель вашего оружия.
РАЗРЯДКА
Если вы только что отстреляли полный магазин, ваш полуавтоматический пистолет заблокирует затвор в открытом положении. Если вы не отстреляли все патроны в магазине, затвор закроется.
Шаг 1: Направьте пистолет в безопасном направлении.
Шаг 2: Нажмите кнопку сбоку на рукоятке, чтобы извлечь магазин.
Шаг 3: Убедитесь, что ружье полностью разряжено и в патроннике нет патрона. Если ваш затвор не был открыт, вам придется потянуть затвор назад и поднять замок затвора, чтобы зафиксировать затвор в заднем положении.
Шаг 4: Осторожно положите пистолет дулом в безопасном направлении.
Шаг 5: Если патроны остались в магазине, слегка нажмите на верхний патрон и большим пальцем вытолкните или выдвиньте патрон из магазина. Продолжайте, пока все круги не будут удалены.
Шаг 6: Безопасно храните свое огнестрельное оружие.
Продолжить обучение стрельбе из пистолета можно здесь: Принятие решения. Часть 4. Как пользоваться пистолетом?
Автоматическая трансмиссия для полуприцепов и механическая | Новости
Как водитель грузовика, вы, вероятно, знаете, что трансмиссия в конечном итоге приводит ваш грузовик в движение. Вы можете замедлиться или ускориться с помощью коробки передач грузовика. Независимо от того, управляете ли вы грузовиком или легковым автомобилем, некоторые люди склонны наслаждаться и предпочитают полный контроль, который они получают, управляя автомобилем с механической коробкой передач. С другой стороны, некоторые люди предпочитают простоту и легкость полуприцепа с автоматической коробкой передач.
Независимо от того, управляете ли вы грузовиком или легковым автомобилем, некоторые люди склонны наслаждаться и предпочитают полный контроль, который они получают, управляя автомобилем с механической коробкой передач. С другой стороны, некоторые люди предпочитают простоту и легкость полуприцепа с автоматической коробкой передач.
Знаете ли вы, что каждый водитель грузовика обычно имеет собственное мнение относительно того, что лучше: популярный полуприцеп с автоматической коробкой передач или традиционная механическая коробка передач? Хотя у обоих типов трансмиссий есть свои стойкие сторонники, у обеих есть определенные преимущества и недостатки.
Если вы водитель полуприцепа, который также является владельцем-оператором, вам необходимо принять важное решение, особенно при модернизации своего полуприцепа. Споры между автоматической коробкой передач для полуприцепов и механической коробкой передач ведутся давно. Однако стоит отметить, что во многих случаях предпочтение часто сводится к тому, в каком стиле водитель грузовика чувствует себя более комфортно.
Полуприцеп с автоматической коробкой передач или механической коробкой передач для полуприцепов: Итак, что вы предпочитаете? Хотя механическая коробка передач значительно более распространена в полуприцепах, чем в легковых автомобилях, безусловно, наблюдается движение в сторону автоматических коробок передач. Вот почему многие водители предпочитают полуприцепы с автоматической коробкой передач.
Автоматическая коробка передач в полуприцепахСледует отметить, что наиболее распространенный тип автоматической коробки передач использует гидравлическую энергию для переключения передач. Устройство органично сочетает в себе преобразователь крутящего момента или, иногда, гидромуфту с подходящими зубчатыми передачами, обеспечивая необходимый диапазон передач для транспортного средства. Знаете ли вы, что автоматические коробки передач являются одним из новейших вариантов трансмиссии для полуприцепов, доступных на рынке?
Обратите внимание, что вместо старых 3-педальных механических коробок передач у автоматической коробки передач всего две педали. Вам не нужно три, так как нет педали сцепления. Автоматическая коробка передач полуприцепа использует датчики для того, чтобы определять, когда пора переключать передачи и переключать их по внутреннему давлению масла.
Вам не нужно три, так как нет педали сцепления. Автоматическая коробка передач полуприцепа использует датчики для того, чтобы определять, когда пора переключать передачи и переключать их по внутреннему давлению масла.
Также стоит отметить, что автоматические коробки передач полуприцепов обычно включают в себя новейшие планетарные автоматические коробки передач, а также коробки передач с двойным сцеплением.
Механическая коробка передач в полуприцепахМеханическая коробка передач в полуприцепах — это коробка передач, которая позволяет водителю грузовика выбирать различные передаточные числа для управления грузовиком. Знаете ли вы, что более низкие передаточные числа обеспечивают больший крутящий момент, но меньшую скорость? С другой стороны, более высокие передаточные числа обеспечивают меньший крутящий момент при более высокой скорости.
Итак, можно сказать, что механическая коробка передач отдает грузоперевозки в руки дальнобойщиков. Если вы управляете автопарком и у вас много опытных водителей, лучше всего использовать механическую коробку передач.
Полуприцепы с автоматической и механической коробкой передач: что выбрать? Давайте посмотрим, как они складываются друг против друга.
Надежность и ремонтЗнаете ли вы, что автоматические коробки передач в большинстве полуприцепов могут вызывать больше проблем с электричеством, чем обычная механическая коробка передач? Стоит отметить, что механические коробки передач были стандартными для полуприцепов в течение нескольких лет. Вот почему меньше механиков и специалистов по ремонту грузовиков знакомы с автоматическими коробками передач.
Это означает, что если у вас полуприцепы с автоматической коробкой передач, ремонт потенциально может занять больше времени, так как вам нужно будет найти местного полумеханика или специалиста, который разбирается в автоматических коробках передач.
Расходы на топливо Вам будет приятно узнать, что в большинстве случаев полуприцепы с автоматической коробкой передач имеют лучшую топливную экономичность по сравнению с грузовиками с механической коробкой передач. Это может сэкономить вам значительную сумму в течение одного года.
Это может сэкономить вам значительную сумму в течение одного года.
Только опытные водители грузовиков, у которых есть полуприцеп с механической коробкой передач, могут сравниться по топливной экономичности с автоматическим полуприцепом.
Безопасность и управление на дорогеВозможно, вы знаете, что полуприцепы с автоматической коробкой передач не справляются со льдом или снегом так же хорошо, как полуприцепы с механической коробкой передач. Вот почему многие автоматические полуприцепы позволяют водителям при необходимости переключаться в ручной режим.
Однако имейте в виду, что для улучшения управляемости в зимних условиях водитель грузовика должен иметь большой опыт переключения передач и управления полуприцепом с механической коробкой передач. Тем не менее, многим водителям нравится легкость вождения, которую обеспечивает полуприцеп с автоматической коробкой передач. Это потому, что они могут лучше сосредоточиться на трафике.
Как управлять полуавтоматическим грузовиком? Хотите водить полуавтоматический грузовик? Вы можете сделать это за пару простых шагов.
Сначала нажмите на педаль тормоза, а затем вставьте ключ в замок зажигания вашего грузовика. После этого потяните оба подрулевых лепестка назад на себя, чтобы перевести грузовик в нейтральное положение. Запустите двигатель грузовика, нажав на педаль тормоза.
Шаг второйОсторожно отключите стояночный тормоз грузовика, потянув правый рычаг назад, чтобы включить первую передачу.
Шаг третийТеперь снимите ногу с педали тормоза и слегка нажмите на педаль газа, чтобы ускориться. После этого потяните правую лопатку назад, чтобы переключиться на более высокую передачу. Чтобы переключиться вниз, вы можете потянуть назад левый лепестковый переключатель.
Шаг четвертый Чтобы включить заднюю передачу грузовика, вы должны нажать кнопку реверса, когда грузовик находится в нейтральном положении, а ваша нога находится на тормозе. Вы можете потянуть оба лепестка переключения передач назад к себе, чтобы вернуться в нейтральное положение. Обратите внимание, что вы можете нажать на педаль тормоза вашего грузовика, а затем полностью переключиться на первую передачу, если вы хотите замедлить и остановить свой полуприцеп.
Обратите внимание, что вы можете нажать на педаль тормоза вашего грузовика, а затем полностью переключиться на первую передачу, если вы хотите замедлить и остановить свой полуприцеп.
Удерживая ногу на тормозе и остановив грузовик, потяните оба лепестка переключения передач на себя и переведите грузовик в нейтральное положение. Когда грузовик находится в нейтральном положении, вы можете включить стояночный тормоз, а затем выключить двигатель вашего грузовика.
Существуют ли автоматические полуприцепы?На рынке представлено множество автоматических полуприцепов. Например, Kenworth T680 — отличный полуприцеп, в котором используется набор современных технологий и конструктивных особенностей, поднимающих ваши впечатления от вождения и производительность на новый уровень эффективности, безопасности и удовлетворения.
Знаете ли вы, что этот грузовик оснащен функцией предиктивного нейтрального движения, круиз-контролем, а также 11- или 13-литровыми двигателями с двенадцатиступенчатой автоматической коробкой передач? Другой пример полуприцепа — International Lonestar.
Читайте также: Парковка грузовиков – проблема грузоперевозок
Почему автоматические грузовики становятся все более популярнымиручные тележки. Автоматическая коробка передач для полуприцепов имеет смысл, особенно если учесть текущее состояние отрасли, а также проблемы, с которыми она сталкивается.
Больше контроляНет сомнений в том, что водители-ветераны или опытные водители любят контролировать свои грузовики, которыми они управляют. Обратите внимание, что часть этого контроля обычно исходит от водителя грузовика, который решает, когда переключать передачи: вниз или вверх.
Возможно, вы знаете, что основная претензия к более ранним версиям автоматических полуприцепов заключалась в том, что эти грузовики очень медленно разгонялись. Имейте в виду, что компьютер эффективно работает с передачами. Кроме того, у водителей может быть возможность вручную переключать передачи быстрее, чтобы набрать обороты.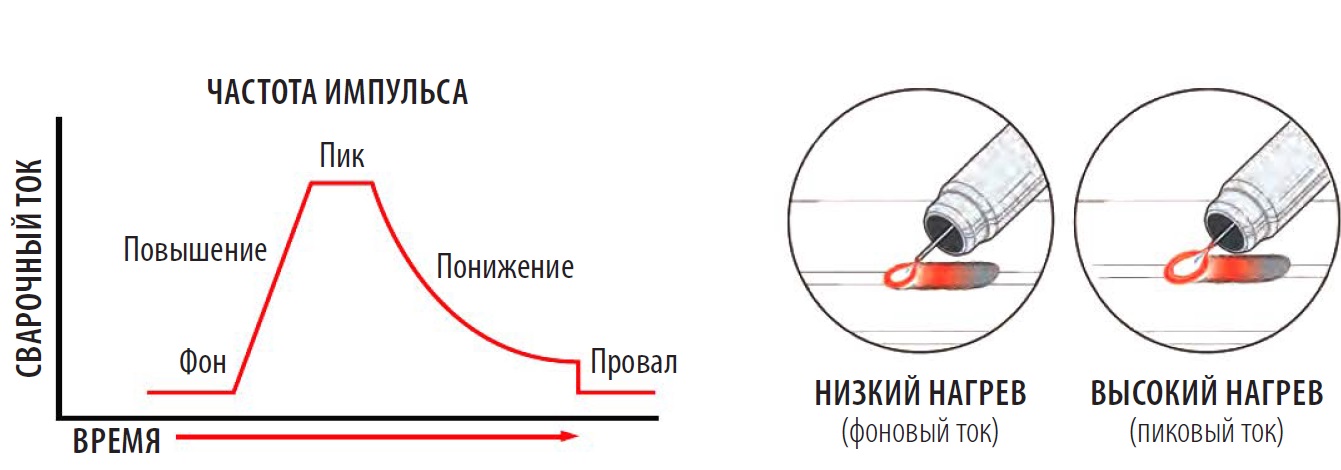 Многие водители чувствовали себя немного сдерживаемыми автоматическим процессом. Хорошей новостью является то, что достижения в области технологий смягчили их опасения.
Многие водители чувствовали себя немного сдерживаемыми автоматическим процессом. Хорошей новостью является то, что достижения в области технологий смягчили их опасения.
Стоит отметить, что одной из самых значительных статей расходов в современной отрасли грузоперевозок являются расходы на топливо. Автоматические полуприцепы отлично подходят для максимальной эффективности использования топлива. Имейте в виду, что с компьютером, эффективно управляющим передачами, экономия топлива может быть значительной.
Легкость Полуприцепы с автоматической коробкой передач легче в управлении. Кроме того, отраслевые эксперты считают, что когда вы отвлекаетесь от переключения передач, вы можете переключить его на то, что происходит в дороге. Вот почему автоматические коробки передач считаются намного более безопасными, чем механические. Многие люди также утверждают, что автоматический полуприцеп — лучший выбор, особенно в условиях интенсивного движения.
Знаете ли вы, что в условиях интенсивного движения полуприцеп с механической коробкой передач может быть довольно утомительным? Это может вызвать стресс у водителей. Вы можете облегчить это напряжение с помощью автоматической коробки передач.
Что следует учитывать при выборе лучшей автоматической коробки передач для полуприцепов?Ниже приведены некоторые ключевые факторы, которые следует учитывать при выборе наиболее эффективной автоматической коробки передач для полуприцепов.
- Тележка должна переключаться между передачами быстро и без задержек
- Стоимость должна быть разумной
- Грузовик должен иметь хорошую управляемость
- Должен быть с коробкой отбора мощности
- Он должен быть пригодным для эксплуатации при разумных затратах на ремонт и техническое обслуживание
- Внешний охладитель не требуется
- Для грузовика не требуются специальные жидкости
Заключительные мысли
Несмотря на то, что у автоматических и механических коробок передач есть свои уникальные преимущества и недостатки, отрасль грузоперевозок постепенно переходит на полуприцепы с автоматической коробкой передач, поскольку они обеспечивают больший контроль, лучшую топливную экономичность и легкость по сравнению с механической коробкой передач.
Законы об оружии и продажа оружия 18-летним подросткам обсуждаются штатами и судами: NPR
Ряд винтовок выставлен на продажу в оружейном магазине в Авроре, штат Колорадо, 20 июля 2012 года. Массовая стрельба в Буффало, штат Нью-Йорк, вызвала вопросы об эффективности «законов о красных флагах», принятых в 19 штатах и округ Колумбия. Алекс Брэндон/AP скрыть заголовок
переключить заголовок
Алекс Брэндон/AP
Ряд винтовок выставлен на продажу в оружейном магазине в Авроре, штат Колорадо, 20 июля 2012 года. Массовая стрельба в Буффало, штат Нью-Йорк, вызвала вопросы об эффективности «законов о красных флагах», принятых в 1919 году. штатов и округа Колумбия.
штатов и округа Колумбия.
Алекс Брэндон/AP
Массовая стрельба в Буффало, штат Нью-Йорк, в прошлую субботу возобновила дебаты о минимальном возрасте для законной покупки того, что некоторые люди, такие как президент Байден, называют «оружием войны».
18-летний подросток обвиняется в том, что он ехал в супермаркет и открыл огонь по афроамериканцам, убив 10 человек. Ему предъявлено обвинение в убийстве первой степени в перестрелке, которую власти называют домашним терроризмом на расовой почве.
Полиция сообщает, что он использовал полуавтоматическую винтовку Bushmaster XM-15, которую он купил на законных основаниях в лицензированном оружейном магазине после прохождения проверки биографических данных.
В заявлении, которое, по мнению следователей, написал и опубликовал в Интернете 18-летний юноша, говорится, что он модифицировал винтовку таким образом, что это сделало бы ее незаконной в соответствии с определением «штурмового оружия», принятым в Нью-Йорке.
Губернатор Нью-Йорка Кэти Хоукул в среду пообещала бороться с бытовым терроризмом и насилием с применением огнестрельного оружия, создав, помимо прочего, новое подразделение правоохранительных органов штата, занимающееся бытовым терроризмом.
Но остается один вопрос: можно ли 18-летнему покупать полуавтоматическую винтовку?
За последние пару лет Калифорния, Флорида и штат Вашингтон отреагировали на череду массовых расстрелов молодых людей, повысив минимальный возраст для покупки некоторых видов винтовок, таких как Bushmaster.
Тем временем группы по защите прав на оружиеподали в суд, назвав это нарушением прав молодых людей, закрепленных во Второй поправке.
На прошлой неделе коллегия из трех федеральных судей в Калифорнии согласилась отменить более высокий минимальный возраст, утвержденный штатом в прошлом году.
«Из-за этих ограничений на оружие для 18, 19 и 20-летних назревает большая борьба, потому что суды находятся в разгаре значительного расширения прав на оружие Второй поправки», — говорит Адам Винклер, профессор права Калифорнийского университета в Лос-Анджелесе. кто пишет о политике оружия.
кто пишет о политике оружия.
Автор калифорнийского закона, сенатор штата Энтони Портантино, надеется, что генеральный прокурор штата обжалует федеральное постановление.
«Есть смысл подать апелляцию. Это бой, за который стоит бороться, и еще раз, посмотрите, что произошло в Буффало», — говорит он. «Вам должно быть 25 лет, чтобы арендовать машину. Вам должен быть 21 год, чтобы пить. Зачем нам давать полуавтоматическую винтовку в руки подростка?
Некоторые люди в возрасте от 18 до 25 лет, владеющие оружием, считают ограничение возраста на владение оружием дискриминацией.
Но людям этой возрастной группы, владеющим оружием, это кажется дискриминацией.
«Я хотел бы отметить, что вождение автомобиля в нетрезвом виде не защищено конституцией», — говорит Эван Джонс, энтузиаст оружия из Техаса, которому недавно исполнилось 22 года. те же права и обязанности, что и любой другой взрослый. И несправедливо выделять и лишать их одного права», — говорит он.
Исторически суды ограничивали такие права. «Пороговый тест — это так называемая «строгая проверка», — говорит Джеффри Фэган, профессор права Колумбийского университета, специализирующийся на законах об оружии. «Это должен быть убедительный государственный интерес, чтобы ограничить право».
Для этого сторонники более высокого минимального возраста ссылаются на науку о мозге.
«Из множества исследований, посвященных автомобилям, пьянству и другим распространенным видам травм, мы знаем, что в этой возрастной группе все еще развиваются лобные доли, контроль импульсов и суждение», — говорит Меган Рэнни, врач скорой помощи и академический декан школы. общественного здравоохранения в Брауновском университете.
Защитники прав на оружие, с другой стороны, говорят, что аргументы науки о мозге не оправдывают лишение права на вооруженную самооборону у целой возрастной группы.
Мэтт Ларозьер из Коалиции по политике в отношении огнестрельного оружия, которая выступила против закона Калифорнии. Он говорит, что достаточно того, что федеральный закон запрещает взрослым в возрасте до 21 года покупать пистолеты у лицензированных дилеров; он говорит, что хуже, когда штаты запрещают той же возрастной группе покупать винтовки и другое длинноствольное оружие.
Он говорит, что достаточно того, что федеральный закон запрещает взрослым в возрасте до 21 года покупать пистолеты у лицензированных дилеров; он говорит, что хуже, когда штаты запрещают той же возрастной группе покупать винтовки и другое длинноствольное оружие.
«Штаты принимают эти запреты на винтовку с 18 до 21 года, и это полностью лишает молодых людей возможности защищать себя», — говорит он. И он утверждает, что молодые люди могут на самом деле полагаться на это право больше, чем пожилые люди.
«В Америке много молодых людей, которые довольно часто имеют более низкий доход или находятся в неблагоприятном положении, причем не только в финансовом плане», — говорит Ларозьер. «И это те самые люди, которые с наибольшей вероятностью станут насильственными жертвами, и люди, которые, скорее всего, нуждаются в эффективном механизме защиты»,
Это юридическое напряжение еще предстоит разрешить. Буквально в прошлом году федеральный судья поддержал новый возрастной закон Флориды, ограничивающий продажу оружия, но он также назвал этот возрастной вопрос «конституционной нейтральной зоной».
Мы можем получить больше ясности по этому вопросу из рассматриваемого Верховным судом дела о контроле над оружием в Нью-Йорке. В этом деле также сопоставляются индивидуальные права и общественный риск, и, если решение будет достаточно широким, по словам экспертов-правоведов, оно может рассказать нам, как новое консервативное большинство может прийти к идее ограничения прав на оружие по возрасту.
Как безопасно разрядить полуавтоматический пистолет, винтовку или дробовик
Знание того, как безопасно разрядить полуавтоматический пистолет, винтовку или дробовик, является наиболее важным навыком a новый владелец оружия должен иметь. В моей учебной компании по обращению с огнестрельным оружием, Renaissance Firearms Instruction , каждый студент должен понимать, как разряжать огромное количество огнестрельного оружия, даже если он не планирует владеть им. Вот пример того, почему: у друга во Флориде есть оружейный магазин. За прилавком стоит банка с боевыми патронами, извлеченными из «незаряженного» ружья покупателя. Это тоже не маленькая баночка.
Это тоже не маленькая баночка.
К сожалению, это распространенная ошибка с полуавтоматическим огнестрельным оружием. Подпружиненный затвор в сочетании с затворной задержкой или рукоятками заряжания, кажется, вызывает наибольшее замешательство у стрелка-новичка (и, будем честными, у многих «опытных»). Поэтому, естественно, мы используем это огнестрельное оружие в качестве основы для демонстрации того, как огнестрельное оружие может быть по ошибке оставлено заряженным. За эти годы я научился вводить функции огнестрельного оружия, объясняя два места, где могут прятаться патроны (магазин и патронник), и две механические основы ЛЮБОГО огнестрельного оружия, в котором есть оба этих места.
— Если действие открывается, ожидайте, что оно удалит все, что находится внутри камеры.
— Если затвор завершается с наличием боеприпасов, ожидайте, что патрон попадет в патронник.
Эти основы применимы независимо от того, открывали ли вы и закрывали действие вручную, или если оно открывалось и закрывалось из-за того, что вы произвели выстрел. Теперь, конечно, это исключает механическую неисправность, поэтому у нас есть правило безопасности № 1 и правило безопасности № 2 .
Теперь, конечно, это исключает механическую неисправность, поэтому у нас есть правило безопасности № 1 и правило безопасности № 2 .
Важно понимать, что магазин представляет собой устройство подачи боеприпасов и что он питает или наполняет патронник. Самый простой способ понять, как разряжать полуавтоматический пистолет или винтовку, — это рассмотреть, как работает детский бассейн. Допустим, вы готовитесь к вечеринке и решили поставить шланг в детский бассейн и начать его наполнять. Затем вы вспоминаете, что не должны устраивать вечеринку, потому что сейчас 2020 год, а ограничения COVID все еще действуют… что делать? Правильно, снимай шланг. В противном случае вы просто будете удалять воду, в то время как этот источник питания мгновенно заменит ее.
Шланг — это ваш магазин, бассейн — это камера. Если магазин остается в ружье, когда вы циклически выполняете действие «очистить патронник», еще один патрон будет доставлен правильно в .
Итак, вот непреложные шаги по разрядке полуавтоматической винтовки или пистолета.
-Удалить магазин.
-Потяните затвор или рукоятку заряжания назад.
— Визуально и физически осмотрите патронник, чтобы убедиться, что в нем нет боеприпасов.
Третий шаг в предыдущем шаге звучит несколько избыточно на первый взгляд, но помните, я упомянул выше механическую неисправность? Экстракторы не всегда извлекают. Я был на матче USPSA, где наблюдал, как стрелок мастер-класса разряжается в конце сцены и, вместо того, чтобы потратить долю секунды на то, чтобы посмотреть, агрессивно прокручивает слайд около дюжины раз, думая, что этого будет достаточно, чтобы «гарантировать» последний патрон был извлечен из патронника. Ну а когда была дана команда «молоток», пушка «бахнула», и он ушел домой на сутки с нулевым счетом.
Полуавтоматические дробовики работают так же. Однако важно понимать, как работает ваше конкретное ружье. Чтобы сделать это, действительно нет способа избежать ужасной деятельности… чтения руководства. Я не могу сказать вам, сколько раз у меня был новый продукт передо мной, который я клялся я мог понять, как использовать, только чтобы понять, что я был совершенно неправ после беглого просмотра руководства.
Одна из вещей, которую вы можете узнать, это то, что ваш полуавтоматический дробовик не делает один выстрел, когда затвор открывается вручную. Считайте это исключением из основного правила (поэтому мы не называем их правилами). В качестве примера я упомяну человека, который также является инструктором DEC штата Нью-Йорк. Однажды днем, когда мы заканчивали охоту на белок, он предложил разрядить для меня дробовик, когда мы возвращались к машине. Он вернул мне мое ружье вместе с одним торжественным патроном для дробовика. Проблема? В пистолете было три штуки, когда он взял его у меня.
Видите ли, мой дробовик построен на классической системе Бенелли, которая выпускает патрон из магазина только при нажатии на спусковой крючок или при нажатии на спусковой крючок. Он не был знаком с этой системой и поэтому оставил ружье заряженным. Быстрый взгляд в журнал спас бы ему лицо, но он этого не сделал. К счастью, день закончился только смущением, а не трагедией.
Если вы были внимательны, то могли заметить, что стрелки в обеих историях были очень опытными. Я указываю на это, потому что необходимо понимать, что никто не застрахован от этой ошибки . Самоуспокоенность реальна и, к сожалению, приводит к самым опасным владельцам оружия в спорте. Все мы люди, и часть человеческого состояния несовершенна. Поэтому узнайте, как работает ваше оружие, выполните следующие шаги, и, пожалуйста, поймите, что подсчет того, сколько патронов вы вложили и произвели, НЕ является средством обеспечения того, чтобы ваше оружие было разряжено. Если начальная сцена Грязный Гарри и научила нас чему-то, так это тому, что лучше быть знающим, чем везучим.
Я указываю на это, потому что необходимо понимать, что никто не застрахован от этой ошибки . Самоуспокоенность реальна и, к сожалению, приводит к самым опасным владельцам оружия в спорте. Все мы люди, и часть человеческого состояния несовершенна. Поэтому узнайте, как работает ваше оружие, выполните следующие шаги, и, пожалуйста, поймите, что подсчет того, сколько патронов вы вложили и произвели, НЕ является средством обеспечения того, чтобы ваше оружие было разряжено. Если начальная сцена Грязный Гарри и научила нас чему-то, так это тому, что лучше быть знающим, чем везучим.
7 штатов повысили возрастной ценз для покупки полуавтоматических винтовок. Защитники хотят, чтобы Конгресс вынудил других 43.
Поскольку законодатели продвигают двухпартийные переговоры по законодательству об оружии, адвокаты призывают их включить положение, которое увеличит минимальный возраст для покупки огнестрельного оружия по всей стране, подобного тому, которое используется 18-летними. боевиков в Ювальде, штат Техас, и Буффало, штат Нью-Йорк.
боевиков в Ювальде, штат Техас, и Буффало, штат Нью-Йорк.
Федеральное законодательство в этой области будет означать повышение минимального возраста с 18 до 21 года для покупателей длинноствольного оружия, такого как полуавтоматические винтовки, в подавляющем большинстве штатов.
Только семь штатов — Калифорния, Флорида, Гавайи, Иллинойс, Вермонт, Вашингтон и, с понедельника, Нью-Йорк — приняли законы, повышающие возрастной ценз до 21 года для класса огнестрельного оружия, включающего дробовики, винтовки и полуавтоматические винтовки. , по данным Юридического центра Гиффорда по предотвращению насилия с применением огнестрельного оружия. Большинство из них приняли свои законы в ответ на массовые расстрелы, в которых молодые люди использовали оружие.
В то время как несколько штатов сталкиваются с юридическими проблемами в связи с ограничением, защитники и законодатели утверждают, что действия Конгресса окажут значимое влияние в 43 других штатах.
«Воздействие будет огромным. Любой федеральный закон, который представляет собой эффективную политику безопасности оружия, имеет гораздо более широкое влияние, чем закон любого отдельного штата. Конечно, это ограничило бы количество людей в этом возрастном диапазоне, которые могли бы покупать огнестрельное оружие», — сказала Эллисон Андерман, старший юрисконсульт Giffords и директор по местной политике, которая указала на данные, показывающие, что люди в возрасте от 18 до 24 лет имеют непропорционально более высокие показатели умственного развития. болезни и склонность к совершению насильственных действий.
Любой федеральный закон, который представляет собой эффективную политику безопасности оружия, имеет гораздо более широкое влияние, чем закон любого отдельного штата. Конечно, это ограничило бы количество людей в этом возрастном диапазоне, которые могли бы покупать огнестрельное оружие», — сказала Эллисон Андерман, старший юрисконсульт Giffords и директор по местной политике, которая указала на данные, показывающие, что люди в возрасте от 18 до 24 лет имеют непропорционально более высокие показатели умственного развития. болезни и склонность к совершению насильственных действий.
«Вполне разумно сделать так, чтобы они не могли купить это огнестрельное оружие», — сказала она.
В соответствии с федеральным законом лица в возрасте 18 лет и старше могут покупать ружья, винтовки и боеприпасы у лицензированных дилеров в штатах, где не установлен более высокий минимальный возраст. Но федеральный закон также устанавливает минимальный возраст 21 год для продажи пистолетов у лицензированных дилеров.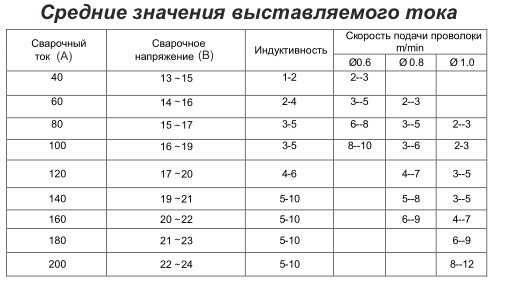
Это явное противоречие, которое, по словам защитников безопасности оружия, коренится в устаревшем предположении, что насилие с применением огнестрельного оружия чаще всего совершается людьми, использующими пистолеты, а винтовки используются только для охоты.
Однако повышение возрастного ценза для покупки винтовок сталкивается с большими шансами на то, чтобы быть включенным в предложение, которое разрабатывает двухпартийная группа законодателей.
Новости NBC сообщили в понедельник, что положение вряд ли будет включено в законодательный пакет из-за оппозиции Республиканской партии и что ему, скорее всего, не хватает 60 голосов, необходимых для преодоления флибустьера в равномерно расколотом Сенате. Но источники сообщили во вторник, что лидер меньшинства в Сенате Митч МакКоннелл, штат Кентукки, в частном порядке говорил коллегам, что готов повысить возраст до 21 года для покупки полуавтоматических винтовок, которые сторонники контроля над оружием часто называют «штурмовыми» винтовками.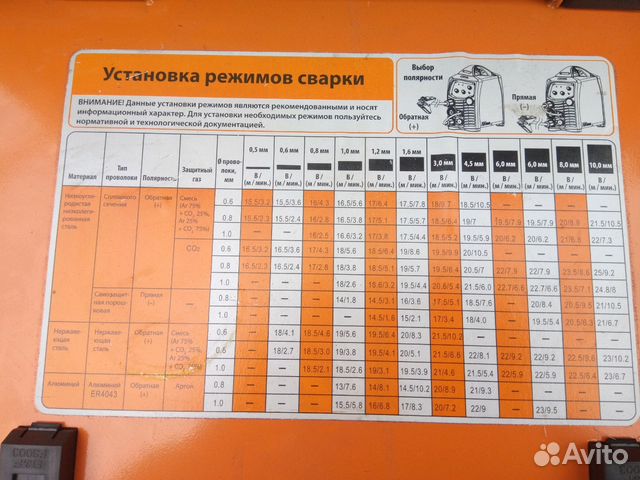
Дуг Андрес, представитель МакКоннелла, сказал: «Лидер МакКоннелл не выступал за какую-либо конкретную политику».
Тем не менее, сенатор Том Тиллис, R-N.C., холодно отозвался о возможности повышения возраста для покупки такого оружия до 21 года. вступил в дискуссию», — сказал Тиллис журналистам во вторник.
Сенатор Джон Корнин, штат Техас, который помогает вести двухпартийные переговоры в Сенате, заявил на этой неделе The New York Times, что законопроект, с которым соглашаются законодатели, «должен быть поэтапным», и при этом он отклонил призывы Президент Джо Байден повысит возраст для покупки полуавтоматических винтовок до 21 года9.0003
Байден неоднократно умолял Конгресс принять более строгие законы о контроле над оружием, поскольку в последние недели страну потрясла череда массовых расстрелов. 14 мая 18-летний боевик убил 10 человек в продуктовом магазине Buffalo. Десять дней спустя другой 18-летний боевик убил 19 детей и двух учителей начальной школы в Увальде..jpg)
Стрелок из Увальде купил две полуавтоматические винтовки в оружейном магазине всего через несколько дней после своего 18-летия. Стрелок из Буффало также получил свои винтовки на законных основаниях.
Но повышение покупательского возраста само по себе не решит никаких проблем, сказал Андерман из Giffords. Она утверждала, что это будет трудно обеспечить без обязательной проверки биографических данных при частных продажах.
Федеральный закон требует проверки биографических данных при продаже оружия лицензированными дилерами, но не в отношении огнестрельного оружия, продаваемого нелицензированными дилерами, такими как те, которые продают через Интернет и на оружейных выставках.
«Если нет проверки биографических данных, трудно обеспечить соблюдение закона о минимальном возрасте», — сказала она.
Мера, которая, скорее всего, будет одобрена в Сенате, сказал Корнин в интервью во вторник, — это та, которая улучшит проверку биографических данных, включив в нее сведения о судимости несовершеннолетних и обязав сообщать о них в федеральную базу данных.
«Я думаю, если бы биографические данные этого молодого человека были частью системы проверки биографических данных, никто бы никогда не поверил, что он должен покупать огнестрельное оружие», — сказал Корнин, имея в виду 18-летнего стрелка, который открыл огонь в начальной школе Робба. в Увальде. «Но поскольку, когда ему исполнилось 18 лет, практически все, что произошло до того, как ему исполнилось 18 лет, было недоступно для системы проверки биографических данных, он смог ее пройти».
Сосредоточение внимания на истории несовершеннолетних может привести к периоду ожидания для покупателей в возрасте от 18 до 21 года.
Сенатор Крис Кунс, D-Del., член Судебного комитета, сказал CNN во вторник, что он «конечно» поддержит введение периода ожидания для 18-21-летнего, которые пытаются купить такие винтовки.
Демократы Палаты представителей тем временем заявили, что крайне важно поднять минимальный возраст для покупки винтовок до 21 года.
Закон о защите наших детей, пакет законопроектов об оружии, повысит возрастной ценз для покупки полуавтоматических винтовок до 21 года. Демократы Палаты представителей планируют принять закон в среду.
Демократы Палаты представителей планируют принять закон в среду.
Пакет также запрещал бы продажу огнестрельного оружия, покупку соломы и «призрачное оружие», в дополнение к усилению проверок криминального прошлого и закрытию так называемой чарльстонской лазейки, которая позволяет продолжать продажу огнестрельного оружия, если проверка биографических данных не завершена в течение три дня.
«На этот раз все должно быть по-другому, и мы собираемся продолжать принимать законопроекты, основанные на здравом смысле, вне Палаты представителей, и мы ожидаем, что наши коллеги в Сенате, особенно республиканцы, присоединятся к нам в этих усилиях», — член палаты представителей Дэвид Чичиллин, Об этом в понедельник MSNBC сообщил член Целевой группы по предотвращению насилия с применением огнестрельного оружия D-R.I.
«Я надеюсь, что республиканцы в Сенате согласятся с максимально возможным количеством частей этих законопроектов», — добавил он.
Для штатов, которые уже предприняли шаги по повышению покупательского возраста, у некоторых есть сообщение для Конгресса: следуйте нашему примеру.