Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки. Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.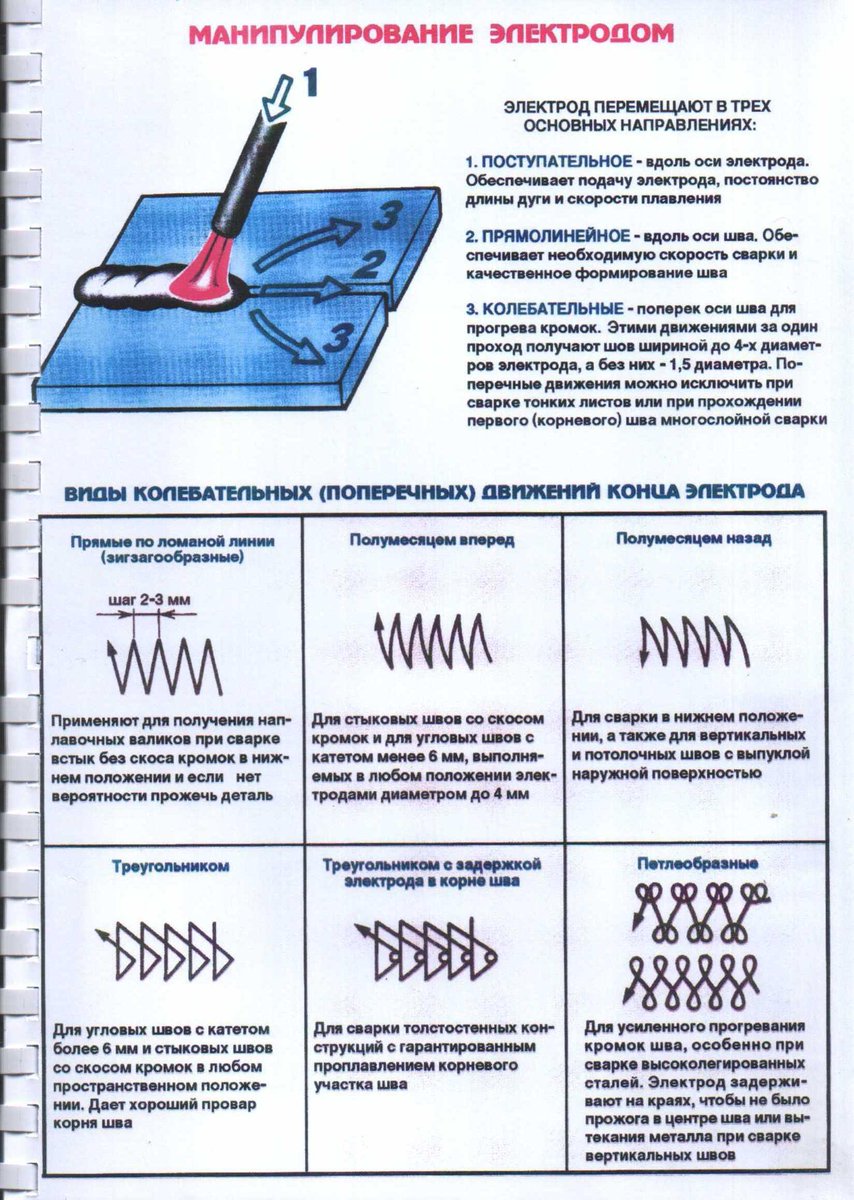
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
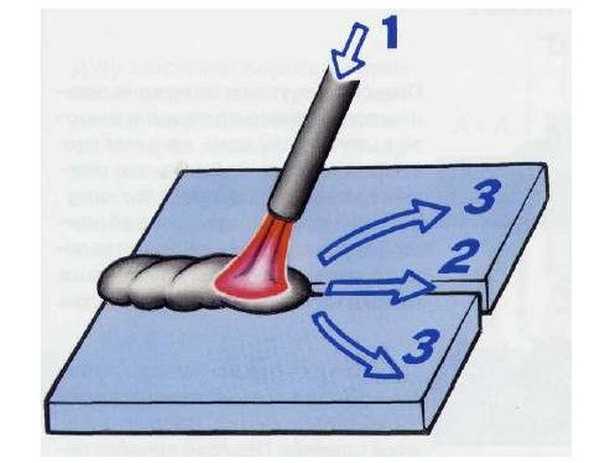
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире.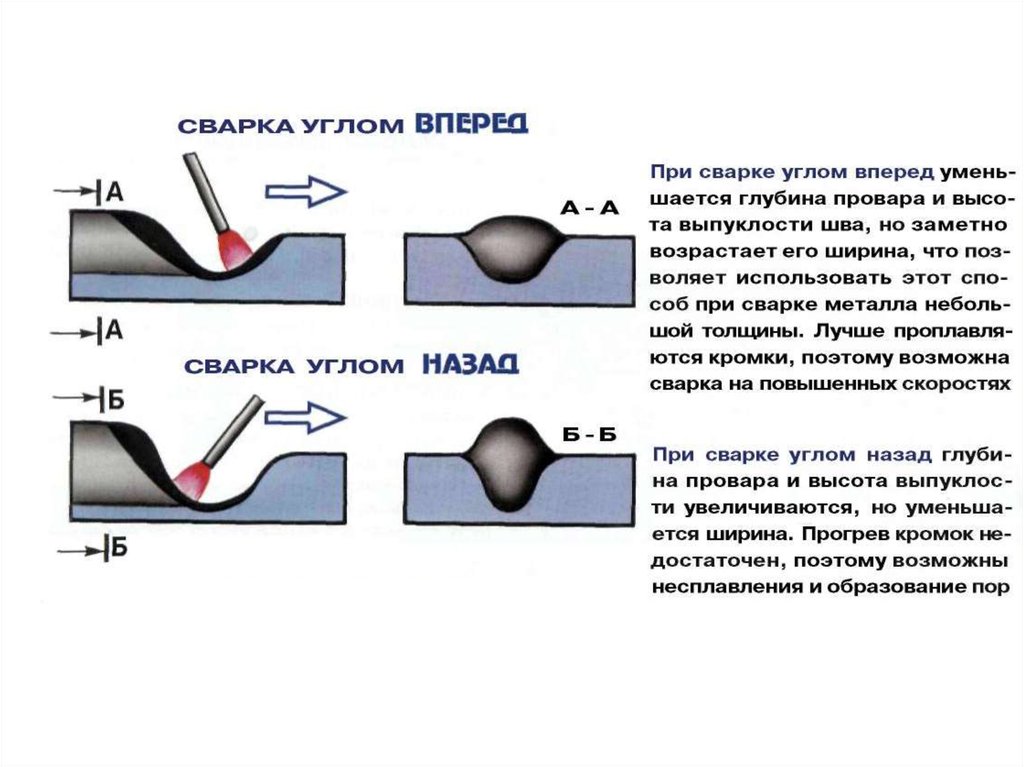 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
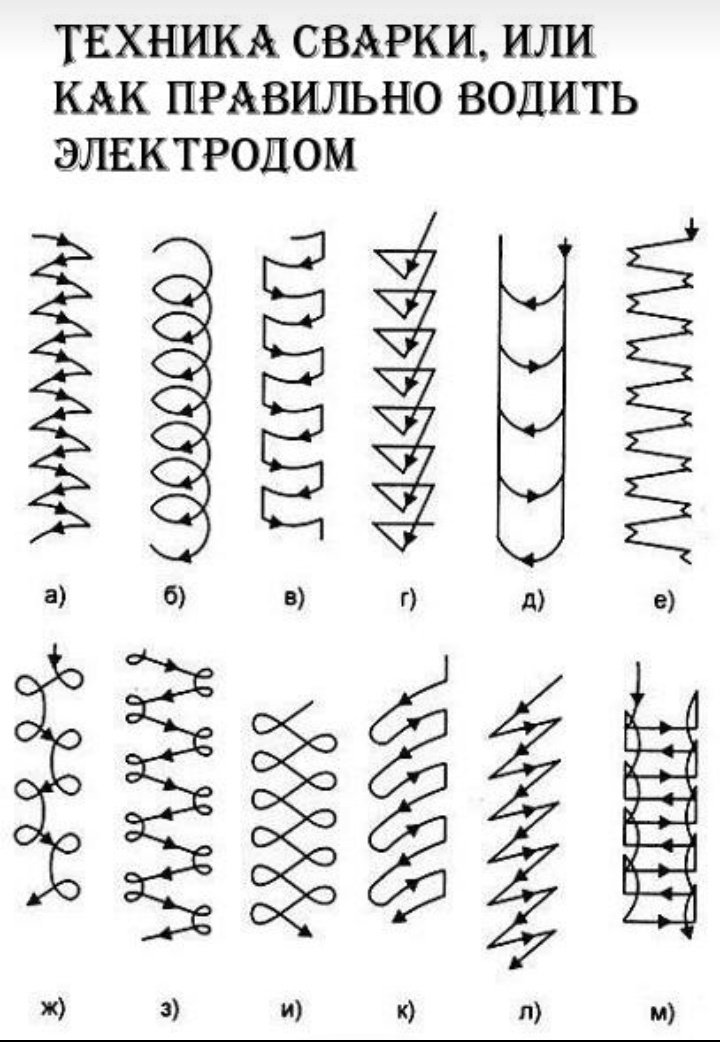
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной.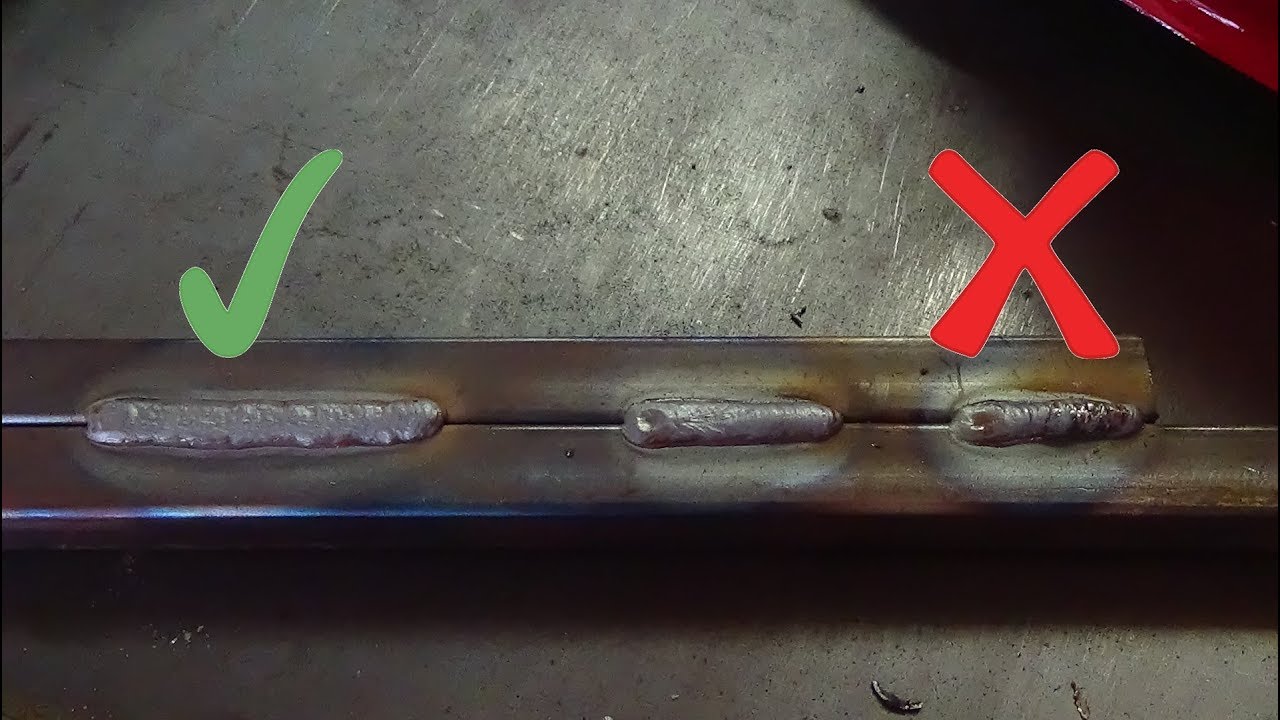 Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Что такое сварочный полуавтомат и как он работает | ММА сварка для начинающих
Порой одних электродов недостаточно и требуется выполнение более тонких работ по сварке. Например, при ремонте автомобилей или когда нужно получить сварочный шов идеального качества. В таких случаях лучше всего использовать полуавтоматическую сварку.
Данный вид сварки идеально подходит для соединения цветных металлов и тех, толщина которых не превышает 1 мм. Для осуществления сварочных работ потребуется специальное оборудование, о котором и будет рассказано в данной статье сайта про MMA сварку.
Что такое сварочный полуавтомат
Сварочный полуавтомат представляет собой более сложное оборудование, намного сложней, чем обычный инвертор для сварки электродами. Сварка полуавтоматом ведётся в среде защитного газа, поэтому конструкция полуавтомата включается в себя следующие узлы и механизмы.
Из чего состоит полуавтомат для сварки:
- Инвертора, который включает в себя трансформатор и механизм подачи сварочного проволоки;
- Газобаллонного оборудования: баллона с газом, сварочный шланг, редуктор и т. д.;
- Горелки, через которую проходит проволока для сварки;
- Системы подачи защитного газа.

Главной особенностью полуавтомата является его мощность. Промышленные полуавтоматы для сварки обладают большой мощностью и возможностью варить толстые металлы. Бытовые модели полуавтоматов сваривают металлы толщиной до 4 мм, они поддерживают максимальный диаметр сварочной проволоки до 1,2 мм.
Принцип работы сварочного полуавтомата
Процесс работы сварочного полуавтомата достаточно прост. Основное управление приходится на горелку с кнопкой включения подачи проволоки и защитного газа в зону сварки.
Когда полуавтомат заправлен и готов к работе, сварщик нажимает на кнопку, которая расположена сбоку горелки. В этот момент включается механизм подачи проволоки, которая начинает выходить из сопла горелки.
Чтобы начать варить, нужно дотронуться проволокой до свариваемого металла. В результате этого появится сварочная дуга, которая начнёт сплавлять кромки металлической заготовки. Вместе с подачей проволоки активизируется и подача защитного газа.
Можно ли варить полуавтоматом без газа
Полуавтоматическая сварка в виду своих преимуществ, привлекает всё больше мастеров. Однако единственной трудностью, с которой им приходится сталкиваться, это бесконечная заправка баллонов газом, а также возникающие сложности при их транспортировке.
Поэтому многие задаются вопросом о том, а можно ли варить полуавтоматом без газа. На самом деле варить можно и, достаточно эффективно, если использовать так называемую «порошковую проволоку».
Принцип сварки полуавтоматом порошковой проволокой прост, достаточно более подробно взглянуть на её устройство. Порошковая проволока сделана в виде трубки, внутренняя полость которой наполнена специальным флюсом.
При сгорании металлической трубки сгорает и флюс, выделяя при этом защитный газ, который надежно укрывает сварочную ванну и защищает её от воздействия кислорода. То есть, только в таком случае не нужен защитный газ для сварки, и можно варить без него.
Еще статьи про сварку:
#сварка #сварщикам #сварочные полуавтоматы #полуавтоматическая
технология, правильная настройка и инструкция для начинающих
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.

Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 Так заготовка не перегреется и не прогорит;
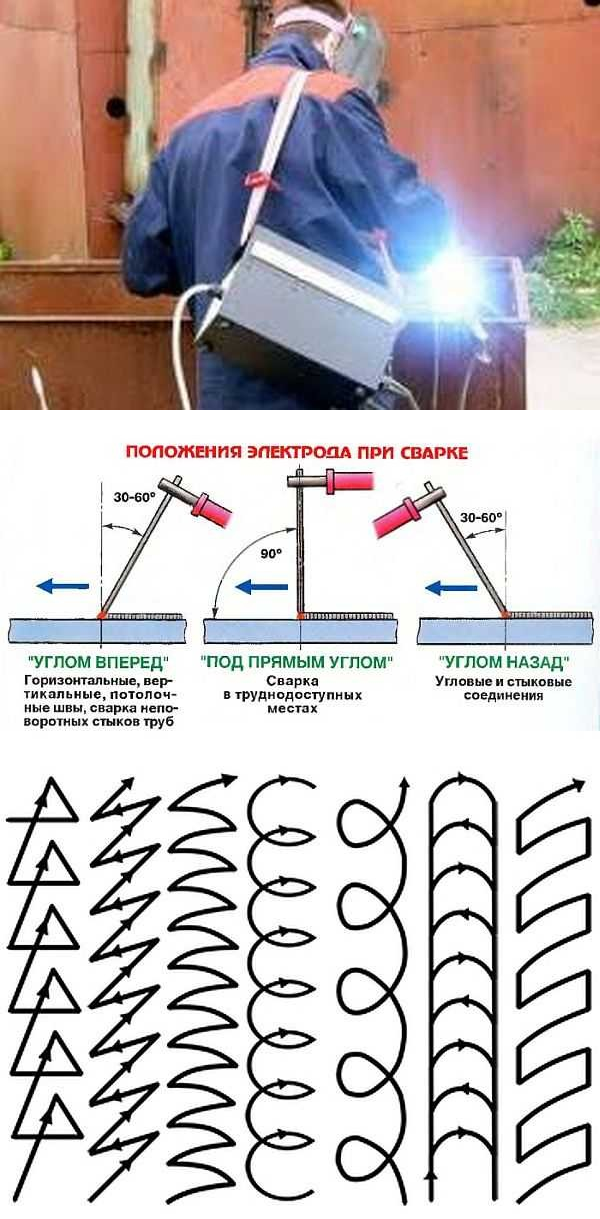
Так заготовка не перегреется и не прогорит;При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Сварка кузовного металла (часть 1)
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т. к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.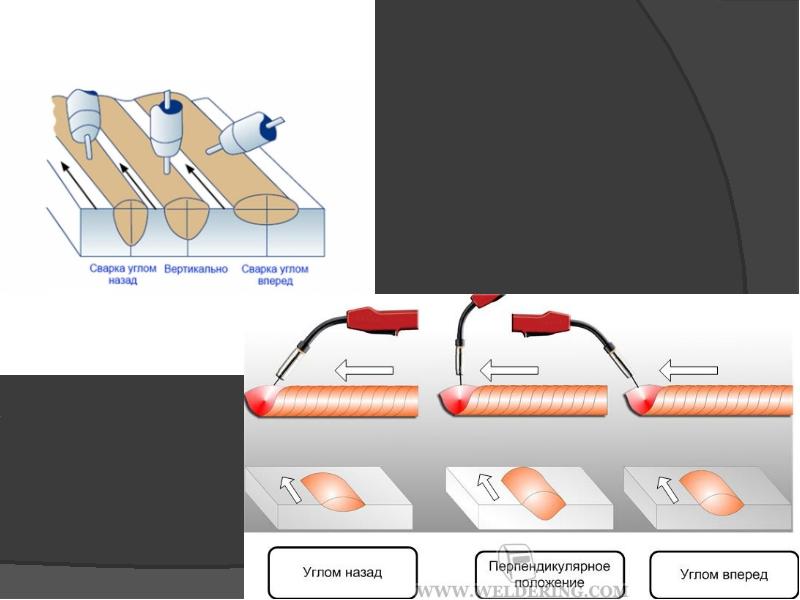 п.
п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
 Для этого нужно:
Для этого нужно:- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока
, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке. - После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.
 Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Теперь подходим к завершающему этапу подготовки сварочного полуавтомата к работе- регулировке.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.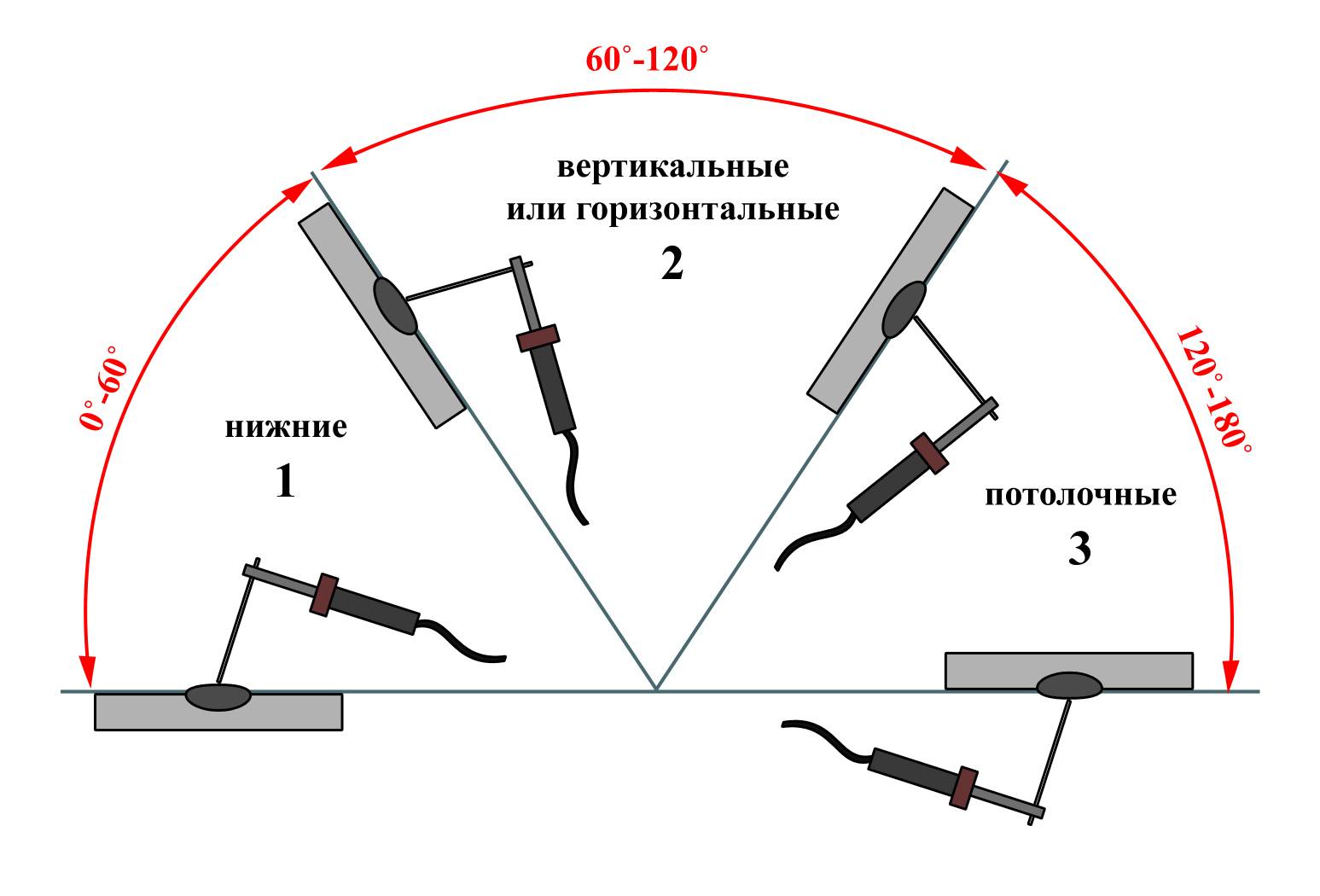
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
 При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
 Если зазора не будет – шов получится поверхностным;
Если зазора не будет – шов получится поверхностным;Это простые правила, которые нужно помнить.
 youtube.com/embed/HJK7hbwLk34?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/HJK7hbwLk34?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Советы и рекомендации
При выполнении данного вида сварки главным условием является правильная настройка аппарата.
Если все выполнено правильно, то рабочий процесс будет происходить без каких-либо разрывов, а дуга всегда будет ровно гореть.
Проволоку, которая выступает в качестве электрода, следует выставлять направлением вперед. В этом случае дуга не оборвется, даже если движение будет не плавным.
Следует отметить, что при данном типе сварки поджиг дуги происходит практически мгновенно.
Выполняя необходимую работу на полуавтомате, отпадает необходимость постоянно менять электроды, а готовый шов не нужно будет обрабатывать и затирать от скопившегося шлака.
Начинающие мастера ознакомиться с процессом сварки на полуавтомате могут с помощью видео, которое размещено ниже.
Видео:
Тот домашний мастер, который освоит данный вид сварки, сможет самостоятельно выполнять самые разные виды работ.
Конечно, данная работа имеет свои тонкости и нюансы, однако разобраться в них при желании не составит большого труда.
Подробно о выполнении сварки полуавтоматом, рассказывает видео в нашей статье.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
 youtube.com/embed/T1y_cHmnjTM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/T1y_cHmnjTM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Используемое оборудование
Для полуавтоматов существует своя определенная классификация применяемого оборудования, которая условно подразделяет все устройства на три основных типа.
Так, разные агрегаты могут работать на разных типах проволоки, кроме этого, существуют и разные способы, обеспечивающие защиты сварному шву.
Следует отметить и то, что горелки полуавтоматов имеют и разный характер перемещения.
Если рассматривать полуавтоматы со стороны используемой проволоки, то она может быть изготовлена из стали и поставляться в цельном виде, намотанной на бухту.
Также в некоторых случаях полуавтоматы используют алюминиевую проволоку, а также проволоку, которая имеет универсальный состав.
Следует отметить и то, что есть несколько раздельных принципов, обеспечивающих защиту шва в момент выполнения сварки.
Здесь защита может быть обеспечена за счет определенной реакции флюса, при помощи образующейся среды газа, а также путем использования порошковой проволоки.
Сами полуавтоматы для сварки могут быть в стационарном исполнении и использоваться для выполнения серийной работы, а также передвижного типа.
ВАЖНО ЗНАТЬ: Сварочная проволока для полуавтомата
Для домашнего использования, как правило, используют компактные переносные полуавтоматы.
Используя для сварки различных видов металлов полуавтоматическое оборудование, домашний мастер получает ряд очень важных преимуществ.
В первую очередь, появляется возможность в домашних условиях работать с металлами, которые имеют небольшую толщину, что практически невозможно при использовании других типов сварки.
Видео:
Следует отметить и то, что при работе с полуавтоматом свариваемая поверхность может содержать как ржавчину, так и всевозможные окислы, нет необходимости проводить предварительную обработку от жировых скоплений.
За счет большого выбора используемых в полуавтоматах расходников, уменьшаются финансовые затраты.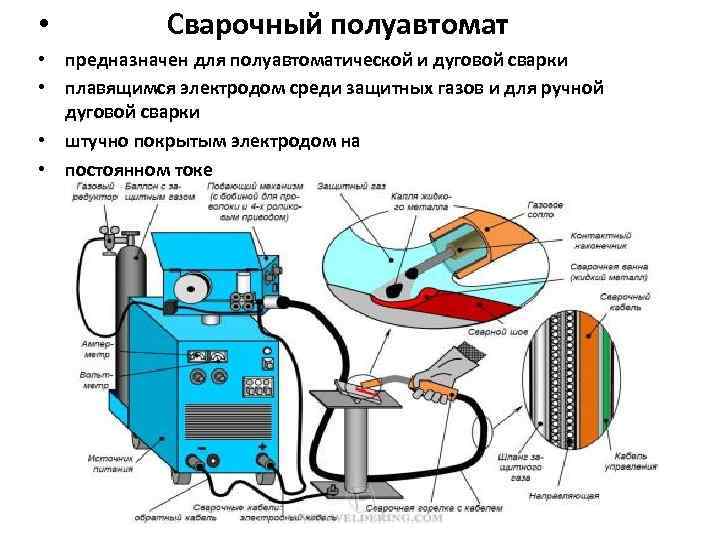
Полуавтомат можно использовать и при необходимости выполнить соединение оцинкованных материалов без повреждения поверхности.
Для этих целей применяется медная проволока. Ознакомиться с процессом выполнения сварного соединения полуавтоматом можно на видео, которое размещено выше.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
 youtube.com/embed/1FpTbU7INU4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/1FpTbU7INU4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов.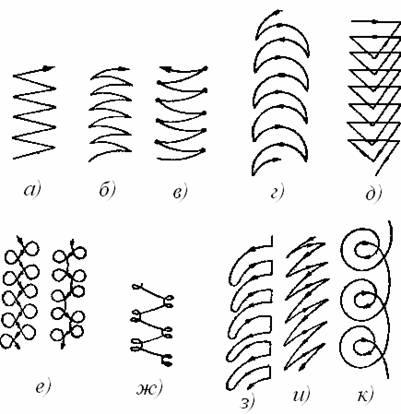 В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
 youtube.com/embed/qT4_1eVLpOg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/qT4_1eVLpOg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока.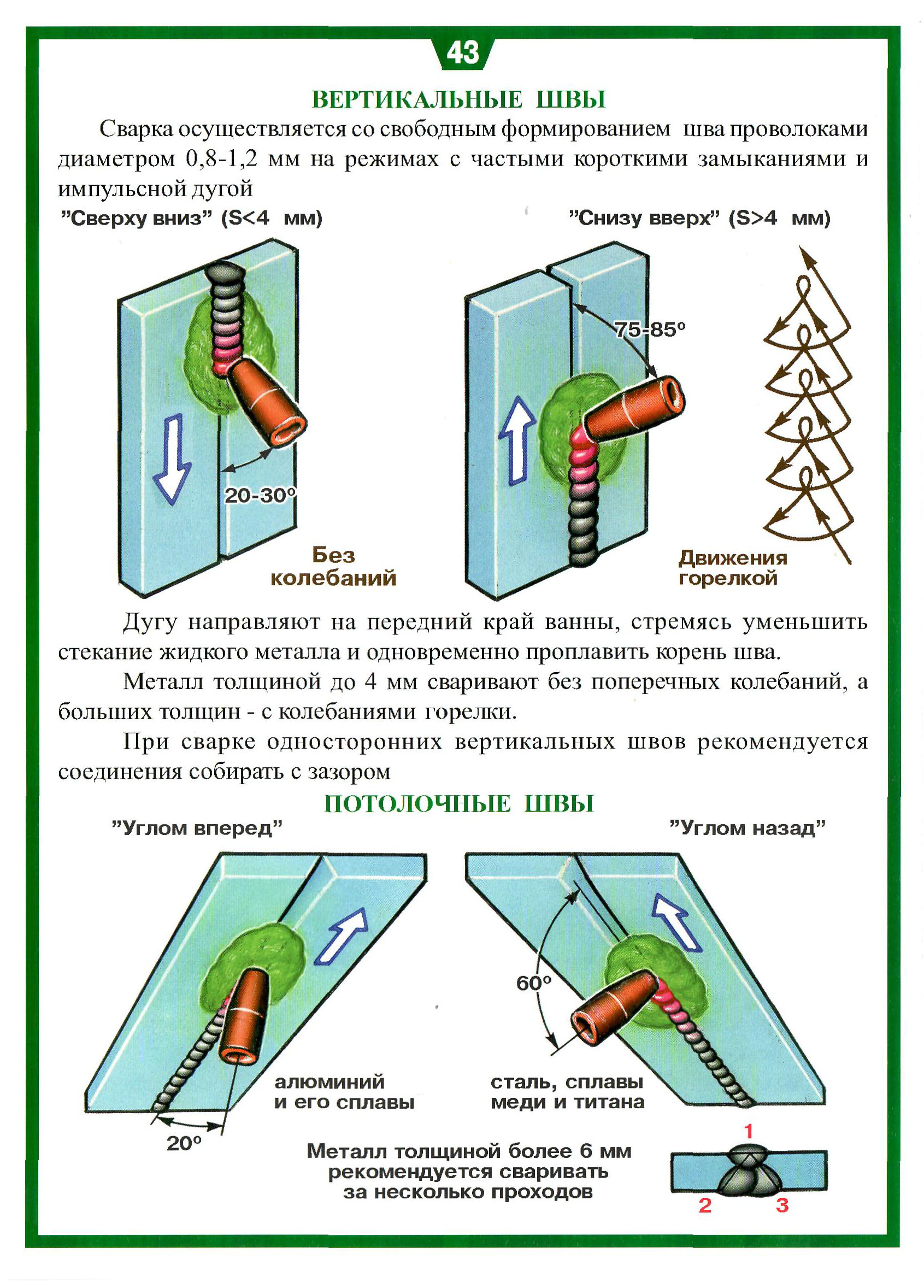 Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получитсяЕсли не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Технология и виды
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.

Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом видео можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.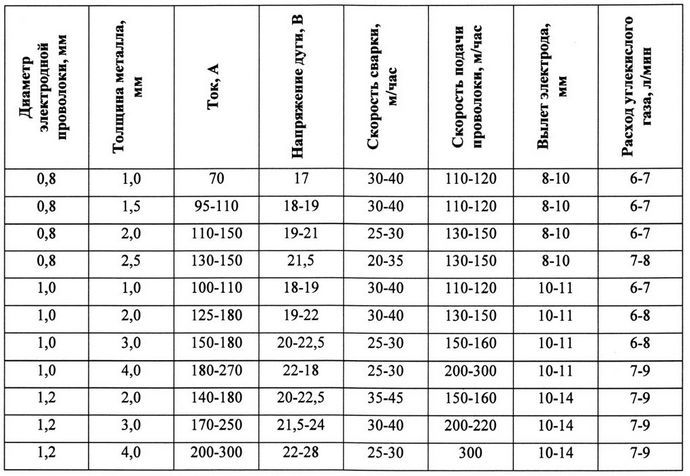
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Обзоры устройств
Для правильного выбора сварочного аппарата нужно посмотреть обзор сварочных полуавтоматов инверторного типа. Необходимо понять, достаточно ли узконаправленного полуавтомата, или требуется более универсальная модель. Универсальные аппараты обладают расширенными функциями, но в случае поломки и ремонта возникают дополнительные проблемы.
Необходимо понять, достаточно ли узконаправленного полуавтомата, или требуется более универсальная модель. Универсальные аппараты обладают расширенными функциями, но в случае поломки и ремонта возникают дополнительные проблемы.
Чем толще заготовки, которые нужно обрабатывать, тем большую силу тока должен уметь выдавать полуавтомат. Кроме того, при выборе помощника надо обращать внимание на перечень дополнительных функций, которые помогают настраивать прибор на различные режимы работы.
Сварог ПРО MIG 200
Сварог ПРО MIG 200 считается одной из лучших моделей исходя из соотношения качества и цены. Аппарат является универсальным и поддерживает все виды проволоки. Кроме того, может работать с обычными электродами. Максимальный рабочий ток может доходить до двухсот ампер. При работе не требуются остановки при использовании четырехмиллиметровых электродах. Достоинством этого устройства является схема управления дугой. Есть несколько режимов работы дуги и все они стабильны и устойчивы.
Кедр 175 GD
Кедр 175 GD является отечественной разработкой и по праву находится в топе рейтинга. Он умеет производить как полуавтоматическую, так и традиционную сварку. Удобное программное управление, настраиваемый стабилизатор позволяет вручную изменять кривую ВАХ. Легко подобрать подходящие настройки для тонких и толстых материалов. Аппарат работает с максимальным током до ста семидесяти пяти ампер. Продолжительность включения (ПВ) может достигать 60%, это позволяет беспрерывно работать при электродах до трёх миллиметров.
Aurora PRO 200
Aurora PRO 200 необходим для большого объема работ, поскольку он очень экономичен за счет возможности присоединять большие катушки. Китайская модель работает с минимальным напряжением в сто сорок вольт, что позволяет ее использовать в местах с ограниченной энергоподачей. В аппарате применены стандартные регуляторы параметров. ПВ находится на уровне 60%. Этот полуавтомат работает с электродами, у которых диаметр до пяти миллиметров. Высота прибора выше, чем у большинства аналогов.
Высота прибора выше, чем у большинства аналогов.
Fubag Irmig 200
Fubag Irmig 200 — хороший и надежный инвертор из Германии, но без большого количества настроек. Он считается самым мощным среди полупрофессиональных аппаратов. Максимальный ток работ равен ста семидесяти амперам при ПВ всего 20%. Продолжительность включения величиной в 100% достигается при токе в девяносто ампер. Устройство работает с электродами диаметром два-три миллиметра. Полярность меняется при снятии крышки.
Aurora PRO Overman 200
Aurora PRO Overman 200 — узкопрофильный инвертор, на котором можно выполнять работы только по сварке проволокой. Способен сваривать при напряжении всего в сто сорок вольт. Аппарат неограничен по типу проволок, поэтому способен сваривать даже алюминиевой. Панель управления имеет регуляторы напряжения и тока, в отличие от большинства других приборов, в которых присутствует только переключатель напряжения.
Сварог MIG 200Y
Этот аппарат отлично подойдет мастерам, которые выполняют задачи самого разного характера. Он рассчитан на сварку только проволокой, но позволяет вставлять массивные катушки. Величина тока при помощи регулировки достигает двухсот ампер. ПВ при этом значении тока равно 60%. Безостановочно можно сваривать одномиллиметровой проволокой. Скорость подхода проволоки регулируется только автоматично. Есть опция подключения к инвертору обогрева редуктора, что помогает при работе в условиях пониженной температуры окружающей среды.
Он рассчитан на сварку только проволокой, но позволяет вставлять массивные катушки. Величина тока при помощи регулировки достигает двухсот ампер. ПВ при этом значении тока равно 60%. Безостановочно можно сваривать одномиллиметровой проволокой. Скорость подхода проволоки регулируется только автоматично. Есть опция подключения к инвертору обогрева редуктора, что помогает при работе в условиях пониженной температуры окружающей среды.
Fubag INMIG 200 Plus
Fubag INMIG 200 Plus — многорежимный профессиональный многофункционал. Подача проволоки происходит в полуавтоматическом режиме и зависит от металла заготовки. Доступен режим сварки короткими швами. Ток достигает двухсот ампер. Розжиг запускается одним касанием. Из недостатков отмечают небольшую величину ПВ. Из-за этого нельзя сваривать электродами диаметром больше двух миллиметров и проволокой толще 0.8 миллиметров.
Elitech ИС 220П
Elitech ИС 220П — лучший из предлагаемых производителями бюджетных устройств. Модель способна перенести напряжение в сто шестьдесят вольт. Аппарат очень экономен и потребляет всего 5,4 киловатт. Очень хорошо подходит для мелких мастерских, гаражей. Максимальный ток составляет сто восемьдесят ампер. При этой величине ПВ достигает 80%. Модель рассчитана на сплавку проволокой до одного миллиметра. Из регуляторов имеется только резистор напряжения и переключатель скорости подачи проволоки.
Foxweld Invermig160 combi
Foxweld Invermig160 combi — бюджетная модель, но разнопланового типа. Величина максимального
тока равна сто шестидесяти амперам, а продолжительность включения поднимается до 60%. Аппарат не рассчитан на длительное беспрерывное использование, но со своими обязанностями справляется достойно. Имеет удобное и наглядное управление. Рабочие параметры выводятся на цифровой индикатор, что позволяет точно регулировать необходимые параметры. Прибор экономичен и его мощность потребления равна 4,6 киловатта. Редуктор в корпусе подогреваем, поэтому полуавтомат подходит для работ в суровых зимних условиях.
Редуктор в корпусе подогреваем, поэтому полуавтомат подходит для работ в суровых зимних условиях.
Ресанта САИПА 200
Ресанта САИПА 200 — популярный надежный полуавтомат с продолжительностью включения (ПВ) до 70% при максимальном токе двести ампер. Имея средние технические характеристики, модель немного завышена по стоимости. За управление аппаратом отвечают два регулятора. Это переключатель напряжения и резистор управления скоростью подачи проволоки. В комплекте имеется шланг длиной два метра.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Основные термины, используемые при сварке
В сварочной промышленности существуют свои особые условия сварки, о которых должен знать каждый сварщик. Конечно, нет необходимости изучать весь словарный запас сварки, но необходимо ознакомиться с некоторыми основными терминами, такими как:
Конечно, нет необходимости изучать весь словарный запас сварки, но необходимо ознакомиться с некоторыми основными терминами, такими как:
Дуговая резка – процесс, который можно выполнять с помощью стержня 6010 или 6011 с очень горячей машина. Это место, где вы прорезаете сталь, используя силу дуги.
Автоматическая сварка — сварка, выполненная на специальном оборудовании.
Flash Burn — Это радиационный ожог от ультрафиолетовых лучей сварочной дуги. Внезапный ожог похож на солнечный ожог, и он начинает болеть через несколько часов, очень болезненно для глаз.
Машинная сварка – сварка выполняется машиной и проверяется человеком.
Ручная сварка – сварка реальным лицом. При сварке электродом сварщик держит жало, обрабатывая сварочный электрод и контролируя сварочную ванну.При сварке МиГ используется проволока, подающая горелку МиГ, чтобы сделать то же самое. При сварке TIG используется горелка, а присадочный стержень подается вручную.
Скорость плавления – скорость, с которой плавится стержень, проволока или стержень ВИГ.
Температура плавления – точка, при которой металл переходит из твердого состояния в жидкое.
MIG Welding – используется сплошная стальная проволока, намотанная на катушку и пропущенная через сварочный провод с направляющей в нем.
Шов Сварной – шов расположен там, где две пластины, полосы и т.д.трогать. Половина сварочной ванны должна приходиться на каждую сторону шва.
Полуавтоматическая сварка – когда машина запускает присадочный металл и подает защитный газ автоматически, но человек должен нажать на спусковой крючок и манипулировать пистолетом, чтобы выполнить сварку.
Дуговая сварка в защитном металле – сварка электродами, удобна при лазании по высотным башням, торговым центрам и большим разбросанным сооружениям.
Сварка электродом – сварка электрическим или бензиновым аппаратом. Для
Для
Сварка ВИГ — процесс сварки, при котором металлы соединяются путем их нагрева неплавящимся вольфрамовым электродом.
Сварка — соединение или сплавление двух материалов, которое выполняется с использованием или без использования присадочной проволоки или проволоки резка.
Сварные соединения — Нахлест, стык, кромка, угол и тройник — это пять основных сварных соединений.
Сварной металл — сплавление присадочного металла и расплавленного основного металла.
Положения сварки — Плоские, горизонтальные, вертикальные и потолочные положения сварки.
Сертификация сварщика — документы, показывающие, какое испытание прошел сварочный аппарат . Испытания доступны Американскому обществу сварщиков – конструкционная сталь; Американское общество инженеров-механиков – котлы и сосуды под давлением; и Американский институт нефти – нефте- и газопроводы.
Испытание на сварку — Визуальные испытания, разрушающие испытания и неразрушающие испытания при сварке.
Страница не найдена |
Политика в отношении файлов cookie
В этом заявлении объясняется, как мы используем файлы cookie на нашем веб-сайте. Для получения информации о том, какие типы личной информации будут собираться, когда вы посещаете веб-сайт, и как эта информация будет использоваться, ознакомьтесь с нашей политикой конфиденциальности.
Как мы используем файлы cookie
Все наши веб-страницы используют файлы cookie.Файл cookie — это небольшой файл из букв и цифр, который мы размещаем на вашем компьютере или мобильном устройстве, если вы согласны. Эти файлы cookie позволяют нам отличать вас от других пользователей нашего веб-сайта, что помогает нам обеспечить вам удобство при просмотре нашего веб-сайта и позволяет нам улучшать наш веб-сайт.
Типы файлов cookie, которые мы используем
Мы используем следующие типы файлов cookie:
- Строго необходимые файлы cookie — они необходимы для того, чтобы вы могли перемещаться по веб-сайтам и использовать их функции. Без этих файлов cookie запрашиваемые вами услуги, такие как вход в вашу учетную запись, не могут быть предоставлены.
- Производительные файлы cookie — эти файлы cookie собирают информацию о том, как посетители используют веб-сайт, например, какие страницы посетители посещают чаще всего. Мы используем эту информацию для улучшения наших веб-сайтов и помощи в расследовании проблем, поднятых посетителями. Эти файлы cookie не собирают информацию, которая идентифицирует посетителя.
- Функциональные файлы cookie — эти файлы cookie позволяют веб-сайту запоминать сделанный вами выбор и предоставлять более персонализированные функции.Например, функциональный файл cookie можно использовать для запоминания товаров, которые вы положили в корзину. Информация, которую собирают эти файлы cookie, может быть анонимной, и они не могут отслеживать ваши действия в Интернете на других веб-сайтах.
 Без этих файлов cookie запрашиваемые вами услуги, такие как вход в вашу учетную запись, не могут быть предоставлены.
Без этих файлов cookie запрашиваемые вами услуги, такие как вход в вашу учетную запись, не могут быть предоставлены. Большинство веб-браузеров позволяют контролировать большинство файлов cookie через настройки браузера. Чтобы узнать больше о файлах cookie, в том числе о том, как узнать, какие файлы cookie были установлены, а также как управлять ими и удалять их, посетите веб-сайт http://www.allaboutcookies.org/.
Чтобы узнать больше о файлах cookie, в том числе о том, как узнать, какие файлы cookie были установлены, а также как управлять ими и удалять их, посетите веб-сайт http://www.allaboutcookies.org/.
Определенные файлы cookie, которые мы используем
В приведенном ниже списке указаны файлы cookie, которые мы используем, и поясняются цели, для которых они используются.Мы можем время от времени обновлять информацию, содержащуюся в этом разделе.
- JSESSIONID: этот файл cookie используется сервером приложений для идентификации уникального сеанса пользователя.
- registrarToken: этот файл cookie используется для запоминания товаров, которые вы добавили в корзину.
- языковой стандарт: этот файл cookie используется для запоминания ваших региональных и языковых настроек.
- cookieconsent_status: этот файл cookie используется для запоминания того, отклонили ли вы уже уведомление о согласии на использование файлов cookie.
- _ga_UA-########: Эти файлы cookie используются для сбора информации о том, как посетители используют наш сайт. Мы используем эту информацию для составления отчетов и помощи в улучшении веб-сайта. Файлы cookie собирают информацию в анонимной форме, включая количество посетителей веб-сайта, откуда посетители пришли на сайт и страницы, которые они посетили. Эта анонимная информация о посетителях и просмотрах хранится в Google Analytics.
 Мы используем эту информацию для составления отчетов и помощи в улучшении веб-сайта. Файлы cookie собирают информацию в анонимной форме, включая количество посетителей веб-сайта, откуда посетители пришли на сайт и страницы, которые они посетили. Эта анонимная информация о посетителях и просмотрах хранится в Google Analytics.
Мы используем эту информацию для составления отчетов и помощи в улучшении веб-сайта. Файлы cookie собирают информацию в анонимной форме, включая количество посетителей веб-сайта, откуда посетители пришли на сайт и страницы, которые они посетили. Эта анонимная информация о посетителях и просмотрах хранится в Google Analytics.Изменения в нашем Положении о файлах cookie
Любые изменения, которые мы можем внести в нашу Политику в отношении файлов cookie в будущем, будут опубликованы на этой странице.
Сварка — Общественный колледж Блу-Ридж
Расписание курсов сварки
Чтобы просмотреть информацию о курсе и зарегистрироваться онлайн, выполните поиск Сварка по адресу:
Регистрация онлайн (CE)
Описание курсов сварки
Изучите символы сварки, расчеты в цеху и правила техники безопасности на основе практического опыта работы с различными типами сварочных процессов. На этом курсе начального уровня вы изучите процессы сварки MIG, TIG и STICK. Этот курс для вас, если вы хотите войти в прибыльную торговлю сваркой.Вы должны приобрести средства индивидуальной защиты до первого дня занятий.
Этот курс для вас, если вы хотите войти в прибыльную торговлю сваркой.Вы должны приобрести средства индивидуальной защиты до первого дня занятий.
Студенты знакомятся со всеми основными процессами сварки.
- Газовая вольфрамовая дуговая сварка
- Газовая дуговая сварка
- Сварка электродом с флюсовым сердечником или SMAW
Специальные занятия готовят учащихся к экзамену AWS Welding Code D1.1 в сварке TIG, MIG или Stick .
- Пластина для дуговой сварки вольфрамовым электродом в газе
- — TIG Пластина
- GMAW FCAW — MIG
- Пластина SMAW — стержень*
Каждый успешно пройденный урок дает артикулированную учебную программу в размере 4 кредитов.*Stick предоставляет 5 кредитов артикулированной учебной программы.
Изготовление листового металла I Описание курса
Изучите основы изготовления листового металла с помощью этого проектного курса. В этом курсе вы познакомитесь с методами изготовления листового металла, чтобы создать проект, который вы сможете забрать домой после его завершения. Будут рассмотрены следующие методы работы с листовым металлом: обратный инжиниринг, идентификация и выбор материала, компоновка, построение по шаблону, гибка, прокатка, усадка, растяжение, формовка, штамповка, резка, клепка, склеивание и подготовка к сварке.
Будут рассмотрены следующие методы работы с листовым металлом: обратный инжиниринг, идентификация и выбор материала, компоновка, построение по шаблону, гибка, прокатка, усадка, растяжение, формовка, штамповка, резка, клепка, склеивание и подготовка к сварке.
Партнеры по сертификации
Сертификаты сертифицированных сварщиков Американского общества сварщиков (AWS)
Сертификаты сертифицированных сварщиков Американского общества сварщиков (AWS) — это основанные на характеристиках тесты, используемые для подтверждения компетентности в различных областях, включая конструкционную сталь, нефтепроводы, листовой металл и химическую переработку.
.