Отзывы о сварочном полуавтомате Foxweld KVAZARRUS MIG 200Оставить свой отзыв Цена/качество: Удобство в работе: Качество сборки: Качество сварки:
 org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»831206″ data-comment-author=»Антонов Юрий»> org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»831206″ data-comment-author=»Антонов Юрий»>Удобство в работе: Качество сварки: Кабель массы короткий (возникают неудобства в работе). Поработал им около месяца впечатление положительное. для хозяйства  org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»728971″ data-comment-author=»Сергей»> org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»728971″ data-comment-author=»Сергей»>Удобство в работе: Качество сварки: При покупке привлекла конечно цена, наличие регулировки индуктивности, наличие нормальной горелки, а не встроенной коротышки. Ну и в работе он оказался гораздо лучше, чем я рассчитывал, подающий механизм серьезного исполнения, мощный мотор-редуктор, по сравнению с предыдущими аппаратами, на которых мне приходилось варить. А занимаюсь я автожестянкой.  org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»710491″ data-comment-author=»Захар»> org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»710491″ data-comment-author=»Захар»>Удобство в работе: Качество сварки: Аппарат точно – МОЙ. Я его уже чувствую, по звуку определяю, что ему нужно поднастроить. Варю только омедненкой, самозащитку не признаю, а аргоновую горелку все же куплю с аргоном, эта тема мне интересна.  org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»688508″ data-comment-author=»Богдан»> org/Review» data-comment-type=»comment» data-good-id=»1069031″ data-parent-comment-id=»688508″ data-comment-author=»Богдан»>У меня есть полуавтомат старенький простенький трансформаторный итальянец со встроенной горелкой, варит проволокой на 1 кг катушке. А тут насмотрелся сварочных роликов в инете, загорелся, захотел себе такой же. И цены вроде бы нормальные стали, да и газовая часть у меня уже в наличии. Конечно сравнения никакого, инвертор меня поразил, и на малых токах устойчивая дуга и на максимуме жарит. А регулировка индуктивности позволяет добиться более точной настройки дуги. Пробовал варить на нем и электродом, 3 мм варит устойчиво, а на максимальном токе режет. В гараж
| Может понадобиться |
 Им еще не ворил но визуально я думаю проблем не будет. Да и вообще на глаз очень приятный.
Им еще не ворил но визуально я думаю проблем не будет. Да и вообще на глаз очень приятный.
 .
. Иногда подрабатываю на заборах, калитках, навесах, но без фанатизма, постоянная работа другая. До него был старенький трансформаторный ПДГ-160 псковский, еще от отца остался. Инвертор превосходит во всем, теперь и электродная сварка в нем же, а я ей тоже часто пользуюсь.
Иногда подрабатываю на заборах, калитках, навесах, но без фанатизма, постоянная работа другая. До него был старенький трансформаторный ПДГ-160 псковский, еще от отца остался. Инвертор превосходит во всем, теперь и электродная сварка в нем же, а я ей тоже часто пользуюсь. д. Списывал всегда только на свою криворукость.
д. Списывал всегда только на свою криворукость. Работаем с проволокой омедненной 0.8мм. Дуга устойчивая,настроить под себя не составляет трудности.
Работаем с проволокой омедненной 0.8мм. Дуга устойчивая,настроить под себя не составляет трудности.
 Надо брать чтобы было три регулировки, третья регулировка – индуктивность, она вроде бы позволяет настроить более точно сварочную дугу на полуавтомате. Я начинающий любитель, пока впитываю больше о чем друг говорит. Баллон купил 10 литровый с углекислотой, проволоку 0,8 мм, редуктор друг дал, а маска у меня была. Варил пока не много, еще и половину баллона не израсходовал
Надо брать чтобы было три регулировки, третья регулировка – индуктивность, она вроде бы позволяет настроить более точно сварочную дугу на полуавтомате. Я начинающий любитель, пока впитываю больше о чем друг говорит. Баллон купил 10 литровый с углекислотой, проволоку 0,8 мм, редуктор друг дал, а маска у меня была. Варил пока не много, еще и половину баллона не израсходовал Готовлюсь сварить металлическую дверь в подвал
Готовлюсь сварить металлическую дверь в подвалописание устройства, отзывы и характеристики
Ресанта САИПА 165 – это сварочное полуавтоматическое устройство. В инверторе этого аппарата сварка происходит не при помощи электродов, а с использованием сварочной проволоки, при этом вместо флюса, в среде защитных газов, которые подаются из баллона. Катушка инверторной проволоки удобно находится непосредственно внутри устройства – это самое удачное решение, в плане эргономичности дизайна.У вас, безусловно, есть возможность отрегулировать подачу сварочной проволоки. Аппарат сделан таким образом, чтобы крепление сварочной проволоки выполнялось максимально легко и удобно – именно для таких целей агрегат оборудован стальным корпусом с отдельной, специально открывающейся стенкой.
Краткое описание
При помощи данного полуавтомата любой, даже начинающий человек сможет варить металл, и при этом довольно качественно. Это доказывают многочисленные положительные и даже, порой, восторженные отзывы об этом инверторе.
Это доказывают многочисленные положительные и даже, порой, восторженные отзывы об этом инверторе.Сварные соединения будут на таком высоком уровне, как будто их сделал профессиональный сварщик, с опытом не меньше чем 10 лет. Запуск электродуги проходит без дополнительной нагрузки сети, соответственно, устройство Ресанта САИПА 165 можно смело, без каких-то сомнений, использовать в слабых электросетях.
Наибольшая сила тока для данного полуавтоматического устройства составляет 160 ампер, непосредственно ток сварки можно отрегулировать максимально плавно, и все это за счет наличия в аппарате такой полезной функции, как широтно-импульсная модуляция. Поэтому электросеть не будет «трясти» от перегрузки, как во время сварки с помощью трансформаторных устройств, которые на сегодняшний день уже полностью устарели. Настало время позволить себе что-то действительно современное, что может работать без таких, не очень приятных «сюрпризов».
Современные комплектующие и материалы аппарата Ресанта САИПА 165, максимально гарантируют выполнение высококачественных сварочных работ. Тут все рассчитанно до каждой мелочи, все продуманно для максимального комфорта процесса сварки в домашних условиях. Именно по этой причине изделие является одним из фаворитов на сварочном рынке. Техническая реализация устройства настолько грамотно выполнена, что вы забудете про такие явления, как сбои в работе и перегрев оборудования.
Тут все рассчитанно до каждой мелочи, все продуманно для максимального комфорта процесса сварки в домашних условиях. Именно по этой причине изделие является одним из фаворитов на сварочном рынке. Техническая реализация устройства настолько грамотно выполнена, что вы забудете про такие явления, как сбои в работе и перегрев оборудования.
Не забывайте, что правильная эксплуатация – это залог долгой службы оборудования, и сварочный аппарат Ресанта САИПА 165 исключением не является. Кроме непосредственно сварочного устройства в комплекте также находится шнур электропитания, газовая горелка со специальным шлангом для подачи газа, а также провод с необходимой клеммой заземления.
Принцип работы и конструкция Ресанта САИПА
Устройство изготовлено в стальном корпусе со специально установленной открывающейся крышкой. На передней части находится регулятор подачи сварочной проволоки, регулятор напряжения сварочного тока, световой индикатор «Перегрева», световой индикатор «Сеть». Агрегат оборудован принудительной вентиляционной системой, именно поэтому, запрещается категорически закрывать чем-то в корпусе отверстия вентиляции.Принцип работы инвертора Ресанта. Источником питания является инвертор, где на основе находятся IGBT транзисторы. Принцип работы сварочного аппарата состоит в преобразовании переменного тока электросети частотой 50 Герц в постоянный ток, который соответствует 400 Вольт, преобразующийся в модулированное, высокочастотное напряжение.Сварка выполняется плавящимся электродом в газовой защитной среде. Электродом является стальная проволока, намотанная на катушку, которая подается сварочную в зону регулируемым способом протяжки. Защитный газ проходит на участок сварки из подсоединяемого баллона с помощью электромагнитного клапана.
Защитный газ проходит на участок сварки из подсоединяемого баллона с помощью электромагнитного клапана.
Ресанта имеет встроенную защиту от перегревания и оборудовано регулировками силой тока, и временем подачи сварочной проволоки с учетом от толщины и материала свариваемого изделия.
Органы управления и регулировки на корпусе инвертора Ресанта:
- Индикатор «Сеть»;
- Выключатель питания;
- Регулятор напряжения электродуги;
- Регулятор подачи сварочной проволоки и величины сварочного тока;
- Клавиша протяжки сварочной проволоки;
- Индикатор «Перегрузка».
Основные технические характеристики Ресанта САИПА 165
Скорость регулировки электродной проволоки напрямую связана с силой тока и настраивается одновременно вместе с ним. Скорость задают с таким расчетом, чтобы во время сварки не происходило обрывов дуги и коротких замыканий.Сила тока для сварочных работ. С повышением силы тока сварки, увеличивается глубина провара, это приводит к повышению доли основного металла в соединении. Ширина стыка сперва немного увеличивается, а затем становится меньше. Силу тока регулируют с учетом выбранного сечения электрода.
Ширина стыка сперва немного увеличивается, а затем становится меньше. Силу тока регулируют с учетом выбранного сечения электрода.
Скорость сварки. С повышением скорости сварки снижаются все геометрические формы соединения. Она задается с учетом толщины свариваемого изделия и обеспечения качественного формирования стыка. При очень высокой скорости сварки конец сварочной проволоки может зайти за зону защиты и окислиться. Медленная скорость проведения работ создает значительное увеличение сварочной ванны и увеличивает вероятность появления пор в металле соединения.
Напряжение электродуги. С повышением напряжение электрической дуги глубина провара снижается, а ширина шва становится больше. Чрезмерное повышение напряжения электродуги сопровождается сильным разбрызгиванием раскаленного металла, появлением пор в наплавленном металле и ухудшением газовой защиты. Напряжение дуги задается с учетом выбранной силы тока для сварки.
Расходуемое количество защитного газа, как правило, определяют с учетом выбранного сечения проволоки электрода, но на него также влияют конфигурация детали, скорость сварки и наличие циркуляции воздуха, то есть, сквозняки в цехе, ветер и так далее. Для повышения газовой защиты в таких случаях необходимо снижать скорость сварки, повышать расход защитного газа, пользоваться защитными щитами или приближать сопло к поверхности металла.
Для повышения газовой защиты в таких случаях необходимо снижать скорость сварки, повышать расход защитного газа, пользоваться защитными щитами или приближать сопло к поверхности металла.Вылет проволоки для сварки. С повышением вылета проволоки снижается качество формирования соединения и устойчивость горения электродуги, а также повышается разбрызгивание раскаленного металла. Слишком малый вылет осложняет наблюдение за сварочными работами, создает частое пригорание сопла газовой горелки. Размер вылета электрода, и дистанция от сопла горелки до плоскости обрабатываемого изделия задают с учетом выбранного сечения электродной проволоки.
Полярность и вид тока. Сварочные работы в защитном газе делают под постоянным напряжением обратной полярности. Причем на горелку подается «плюс», а на свариваемую деталь «минус». Сварку полуавтоматическим инвертором без подачи газа делают постоянным напряжением прямой полярности.
Наклон электродной проволоки вдоль стыка оказывает огромное влияние на качество и глубину провара стыка. При сварке наклоном вперед сложней вести наблюдение за образованием шва, но лучше наблюдаются свариваемые края и проще направлять проволоку точно по щели между ними. Ширина стыка при этом увеличивается, а глубина провара снижается. Сварку наклоном вперед рекомендуют использовать при малых толщинах металла, если есть опасность прожечь изделие насквозь. При сварке наклоном назад повышается видимость участка сварки, увеличивается глубина провара, и наплавленный электрод получается намного плотней.
При сварке наклоном вперед сложней вести наблюдение за образованием шва, но лучше наблюдаются свариваемые края и проще направлять проволоку точно по щели между ними. Ширина стыка при этом увеличивается, а глубина провара снижается. Сварку наклоном вперед рекомендуют использовать при малых толщинах металла, если есть опасность прожечь изделие насквозь. При сварке наклоном назад повышается видимость участка сварки, увеличивается глубина провара, и наплавленный электрод получается намного плотней.
Меры безопасности при работе с Ресанта
Во время работы со сварочным полуавтоматом нужно соблюдать «Правила эксплуатации электрооборудования для потребителей» и «Технику безопасности при эксплуатации электрооборудования для потребителей».По уровню защиты от поражения электротоком инвертор Ресанта относится к первой группе по ГОСТ-12 2007 0 (с заземлением с помощью провода питания). Для исключения вероятности поражения человека электротоком нужно четко обеспечить правильность подсоединения заземления к розетке. Участок, где проводятся сварочные работы, обязан быть хорошо проветриваемым.
Участок, где проводятся сварочные работы, обязан быть хорошо проветриваемым.
Чтобы предотвратить получение термических ожогов, работы по сварке нужно проводить в специальной одежде, головном уборе, и защитных перчатках. Для защиты глаз и лица нужно использовать защитную сварочную маску. Во время проведения сварочных работ нужно соблюдать все меры пожарной безопасности.
Порядок работы и подготовка сварочного полуавтомата Ресанта
Этапы сварочных работ происходят таким образом:
- Поставить катушку с электродной проволокой в подающее устройство;
- Проверить, что направляющий ролик стоит так, что величина прорези на нем подходит к сечению проволоки. Если необходимо, то ролик нужно развернуть, выкрутив фиксирующий винт;
- Проверить, чтобы прижимной ролик был зажат не очень сильно. Сильный прижим приводит к его преждевременному выходу из строя;
- Проверить сварочные провода на наличие замыканий;
- Проверить, что все регуляторы расположены в минимальном положении;
- Установить вилку агрегата в розетку электросети;
- Включить агрегат включателем на передней части, включится индикатор «Сеть»;
- Поставить регулятор подачи тока для сварки в нужное положение;
- Короткими нажатиями на кнопку пистолета добиться протягивания электрода через механизм подачи;
- Выключить агрегат;
- Присоединить баллон с CO2 к входу на задней части сварочного устройства;
- Установить необходимое давление газа на баллоне регулятором редукционного клапана;
- Включить устройство включателем на передней части;
- Регулятором тока для сварочных работ задать нужное значение;
- После завершения сварочных работ поставить все регуляторы на минимум, закрутить клапан на баллоне;
- Отключить устройство выключателем на передней части;
- Достать вилку агрегата из розетки электросети.

Если есть необходимость в использовании обратной полярности, то нужно поменять местами шнуры на клеммах.
Категорически запрещено:
- Применять режущие инструменты (электрические пилы, «болгарки», дрели и так далее) возле включенного сварочного устройства, это может привести к попаданию металлической пыли вовнутрь и поломке агрегата.
- Использовать сварочный инвертор во влажном помещении или во время дождя.
- Прежде чем включить, нужно выдержать сварочное устройство не меньше трех часов при положительной температуре внешней среды, чтобы не допустить образования конденсата.
- Делать сварочные работы при наличии дефектов изоляции сварочных кабелей или сетевого провода.
- «Ресанта» 165 – 1 шт.
- Паспорт аппарата — 1 шт.
- Шнур с заземлением — 1 шт.
- Шнур с горелкой — 1 шт.
- Упаковка — 1 шт.
Условия хранения
Сварочный аппарат Ресанта обязан храниться в таре завода-производителя при температуре окружающей среды от -15С до +55С, при влажности воздуха не выше 85%. В помещении для хранения аппарата не должно быть щелочей, паров кислот и пыли.
В помещении для хранения аппарата не должно быть щелочей, паров кислот и пыли.
Транспортировка
Перевозка блоков в упаковке производителя может происходить любым типом транспорта на любое необходимое расстояние.
Сварочный полуавтомат Ресанта может работать в условиях нестабильного напряжения. То есть, напряжение в сети может быть меньше допустимого на 30%, и больше на 10%. Основное преимущество этого сварочного аппарата состоит в том, что выходной независимо от колебаний электросети стабильный, дает возможность производить качественную сварку даже в сельских районах, где, как известно, есть определенные проблемы со стабильной электроэнергией.
Приобрели это сварочное устройство, когда решили установить забор на даче. Аппарат привлек нас хорошим показателем цены и качества. Устройство имеет функции «антизалипание» и «горячий старт», что дает возможность делать ровные соединения даже человеку без какого-то опыта сварки.
 Сам аппарат довольно легкий, примерно 5 кг, и компактен. Работой остался очень доволен.
Сам аппарат довольно легкий, примерно 5 кг, и компактен. Работой остался очень доволен.Максим. г Москва
Отличное устройство, варит непринужденно и очень предсказуемо. Но не забывайте, что инверторные аппараты боятся пыли от болгарок, потому во время работы болгаркой накрывайте инвертор чем-то. Я, к примеру, использую старую плотную куртку (искры ей не страшны, так что не сгорит). Не помните, что во время работы сварочника ему необходимо остывать, поэтому «чехол» убирать обязательно!
Андрей. г Воронеж
Варит просто отлично. На 80 А легко сжигает тройку МР3 и АНО. Прилипание электрода на короткой дуге просто невозможно. На 120 А четверку «непонятного» происхождения с деформированной обмазкой сожгла бес проблем. После трансформатора, на котором работал до этого, я впечатлен.
Влад. г Ростов
Оцените статью: Поделитесь с друзьями!Как настроить полуавтомат сварочный — flagman-ug.ru
Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Как самому настроить сварочный полуавтомат?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.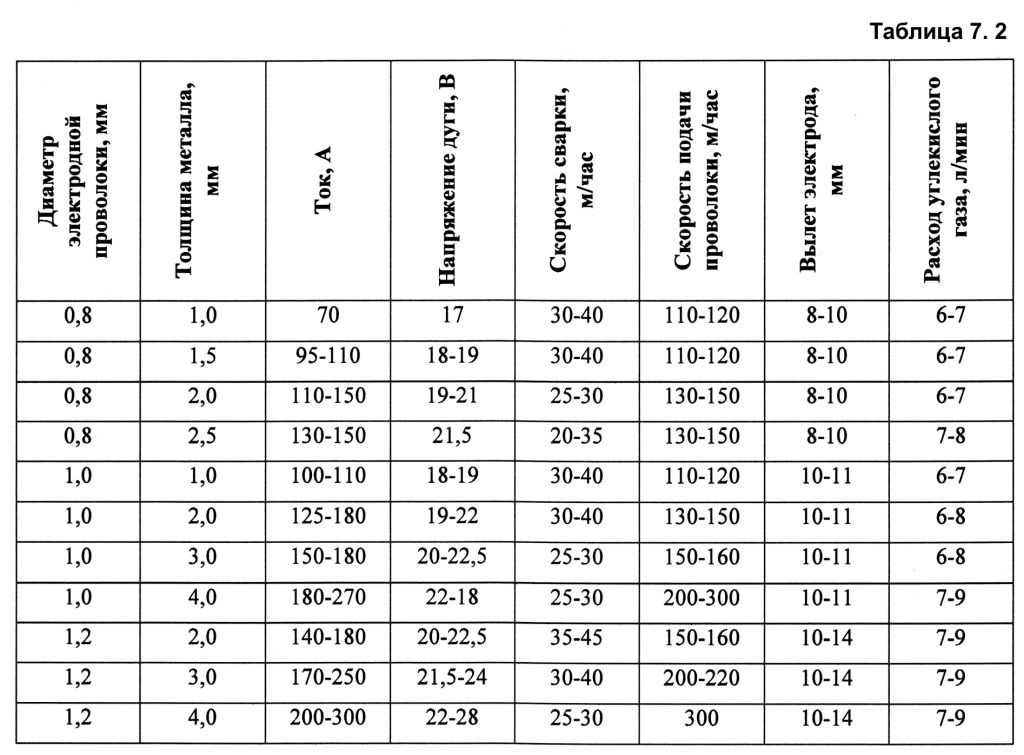
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Как правильно настроить сварочный полуавтомат: таблица настройки
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно. Обратимся к знаниям производственников.
Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.

Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Как настроить сварочный полуавтомат самостоятельно?
Для того, чтобы грамотно выставить настройки сварочного аппарата, недостаточно прочесть инструкцию по эксплуатации. В ней написаны общие параметры, и они не всегда являются целесообразными именно к тем работам, которые вы собираетесь выполнять. Необходимо сделать не один киллометр швов, чтобы на глаз понять, как варить тот или иной материал. А для начинающих сварщиков мы подробно объясним, на что обратить внимание, и какие настройки следует изменить в полуавтоматическом сварочном аппарате.
Основные правила при выборе режима
Нельзя сказать, что существует какой-то определенный оптимальный режим сварки для всех соединений. В каждом отдельном случае необходимо исходить из свойств материала, особенностей заготовки, поворотных углов, толщины металла и прочее. Идеальный и прочный стык получается только тогда, когда все нюансы учтены. А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Беря в руки заготовку и сварочный аппарат, вам нужно вообразить, сколько тепла потребуется, чтобы расплавить этот металл. Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Теперь перейдем от слов к делу. Сила тока и напряжение дуги являются главными показателями в настройках полуавтомата. Скорость подачи присадки зависит от силы тока, чем ток выше, тем быстрее движется проволока. Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Основные принципы настроек
В процессе сварки, даже если вы выставили все настройки конкретно под свой вид работ, необходимо время от времени их перенастраивать. Почему так происходит и с чем это связано, вот несколько факторов:
- производители сварочных аппаратов не ставят перед собой цель сделать все агрегаты одинаковыми, в этом и смысл такого ассортимента продукции на рынке. Каждая установка предназначена на определенный круг работ, а значит, ее используют не для единственной детали, а для ряда элементов со своими параметрами и свойствами;
- перепады напряжения электросети вносят особый дискомфорт для настроек подачи тока. Кто-то может включить или выключить мощный электроприбор, что мгновенно отразится на настройках аппарата. Для таких случаев нужно запастись бесперебойными устройствами, иначе сварочный полуавтомат может сгореть;
- если вы сменили баллон с газом, настройки нужно подкорректировать. Не во всех баллонах единая для всех сбалансированная смесь. Диаметр присадочного прутка отличается от предыдущего, в случае, когда вы решили заменить его, даже если он идентичной марки;
- в зависимости от типа шва также нужно подправить настройки или при замене катушки;
Мы рассмотрели наиболее часто встречающиеся варианты, когда необходимо регулировать настройки режима аппарата. В большинстве случаев может и не потребоваться такая процедура, но при смене газа или выборе другого аппарата, при использовании проволоки другого производителя, учитывать вышеперечисленные настройки просто необходимо.
Как настроить полуавтоматическое сварочное оборудование
Если вы подошли к этому этапу, вы наверняка уже умеете пользоваться настройками подачи газа и правильно устанавливать электрод. Мы поговорим о выборе силы сварочного тока и о напряжении, так как эти два момента наиболее важны при сварочных работах. Вы должны научиться выбирать наиболее благоприятный режим зоны сварки.
Для начала найдите ненужный кусок металла, на котором вы сможете тренироваться. Подготовьте его к работе. Очистите от грязи, ржавчины или краски. Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.
Первый шаг поиска настроек
Первым делом настройте напряжение сварочной дуги. Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Второй шаг поиска настроек
Здесь все намного сложнее и кропотливее. Предыдущие параметры записаны. Теперь снижайте ток, а напряжение оставляйте на неизменном уровне. Дойдите до того предела, когда дуга горит на грани, запишите показания. После доведите силу тока до максимума, при тех же показаниях напряжения. Сделайте заметки.
На данный момент у вас получилось три параметра при постоянном напряжении:
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Как настроить полуавтомат под сварку алюминия? (Видео)
Array
(
[TAGS] => Сварка
[~TAGS] => Сварка
[ID] => 111208
[~ID] => 111208
[NAME] => Как настроить полуавтомат под сварку алюминия? (Видео)
[~NAME] => Как настроить полуавтомат под сварку алюминия? (Видео)
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 2004
[~IBLOCK_SECTION_ID] => 2004
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Как настроить полуавтомат под сварку алюминия? (Видео)
[~PREVIEW_TEXT] => Как настроить полуавтомат под сварку алюминия? (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 27.10.2020 08:44:08
[~TIMESTAMP_X] => 27.10.2020 08:44:08
[ACTIVE_FROM] => 27.10.2020
[~ACTIVE_FROM] => 27.10.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/111208/
[~DETAIL_PAGE_URL] => /news/2004/111208/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_nastroit_poluavtomat_pod_svarku_alyuminiya_video
[~CODE] => kak_nastroit_poluavtomat_pod_svarku_alyuminiya_video
[EXTERNAL_ID] => 111208
[~EXTERNAL_ID] => 111208
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 27.10.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[SECTION_META_KEYWORDS] => как настроить полуавтомат под сварку алюминия? (видео)
[SECTION_META_DESCRIPTION] => Как настроить полуавтомат под сварку алюминия? (Видео)
[SECTION_PAGE_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_META_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_META_KEYWORDS] => как настроить полуавтомат под сварку алюминия? (видео)
[ELEMENT_META_DESCRIPTION] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_PAGE_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[SECTION_PICTURE_FILE_ALT] => Как настроить полуавтомат под сварку алюминия? (Видео)
[SECTION_PICTURE_FILE_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как настроить полуавтомат под сварку алюминия? (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как настроить полуавтомат под сварку алюминия? (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как настроить полуавтомат под сварку алюминия? (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
Как настроить полуавтомат под сварку алюминия? (Видео)27.10.2020
Просмотров: 835
Как правильно настроить импульсный режим tig сварки? + Видео
Какие плюсы и минусы использования импульсного режима по стали? В режиме MIG pulse сварки.
Если под сталью подразумевается низкоуглеродистая, низколегированная сталь, например Ст3, 09Г2С, то использование импульса не целесообразно. В процессе горения дуги выделяется тепло, которое плавит присадочный материал и основной, если вы задаете импульс, то в момент этого импульса количество тепла увеличивается и уменьшается скачкообразно с частотой импульса, т.е. вы можете при помощи импульса задавать перенос капель с присадочного материала и снижать количество тепла вносимое в основной металл. Все это абсолютно не актуально для «чернухи», так как она вполне себе хорошо варится, единственное преимущество от импульса для «чернухи» — это снижение разбрызгивания и потерь на угар.
А что с нержавеющей сталью при сварке в режиме MIG Pulse?
С нержавейкой все сложнее, для нее импульс актуален: При импульсе вы снижаете погонную энергию при сварке, уменьшая таким образом степень перегрева, которая снижает скорость диффузионных процессов, уменьшает ширину зоны термического влияния (ЗТВ), что благоприятно влияет на коррозионно-стойкость. Так как именно в ЗТВ за счет диффузии образуются карбиды хрома, которые являются источником межкристаллитной коррозии. Хром также является элементом который и обеспечивает стойкость нержавеющих сталей. Он образует оксид и покрывает каждое зерно в металле, то есть задача состоит в том чтобы этот оксид хрома химически ни с чем не взаимодействовал (катализатор взаимодействия — температура) во время сварки, снижая температуру в ЗТВ за счет применения импульса, вы его как бы защищаете от химической реакций.
С прочностью ситуация такая: если тепла много, то зерно растет, что приводит к снижению ударной вязкости, предела прочности, но увеличивает относительное удлинение. То есть общая прочность падает (не только в шве но и в ЗТВ) при этом металл становится более пластичным. Отсюда чем меньше вы вводите тепла (применяя импульс), тем меньше растет зерно и металл более прочный. Что касается двойного импульса — он разложится на одинарные, а главная цель импульса сделать так, чтобы с каждым из импульсов падала капля присадочного металла. Это реализовано в технологиях CMT Fronius и ColdArc EWM. Там получается что источник задает такую разницу в токе во время импульса, что капля сама падает, при этом CMT меняет полярность во время сброса капли и еще останавливает подачу проволоки.
Теперь про алюминий в режиме MIG Pulse.
Физическая природа такая же. Просто идет спад и рост тока, который из-за принципа саморегулирования дуги ведет к росту и спаду напряжения соответственно. Задача та же — дать такой импульс, который обеспечит сброс единичной капли. Технология CMT Fronius дает напряжение и ток меняются источником питания, а в обычном полуавтомате они выдаются линейно и являются константой, при этом напряжение и ток меняются только за счет изменения зазора между проволокой и основным материалом. То есть на обычном полуавтомате вы даете ток, напряжение за счет саморегулирования дуги устанавливается само в зависимости от защитного газа (среды) и расстояния между проволокой и основным металлом. Во время горения дуги выделяется тепло, которое плавит и проволоку и основной металл, при этом каждая растущая и отрывающаяся капля создает изменения в напряжении и токе (дестабилизирует дугу), что приводит к разбрызгиванию.
В импульсном режиме источник питания сам меняет величину тока заставляя капельки принудительно слетать с проволоки. В алюминии полностью избавится от пор невозможно, но так как импульс не дестабилизирует дугу, то действительно количество пор можно снизить. Оксидная пленка разрушается катодным распылением, когда отрицательный потенциал на основном металле. Вблизи металла в среде выбиваются электроны и образуется ионизированный газ с зарядом +, ионы из газа долбят по поверхности отрицательно поляризованного металла и разбивают пленку. Используя обратную полярность вы можете на малом токе чистить поверхность от пленки, а добавляя импульс будете сбрасывать капельки проволоки.
Схема работает гораздо лучше чем обычная дуга, поскольку там все происходит одновременно и непонятно на что упала капля на пленку или на жидкий алюминий. Да кстати, температура плавления у пленки 2000 градусов, а у алюминия всего 600…. Теперь если вы делаете двойной импульс со сменой полярности, то вы можете и чистить металл и увеличивать производительность, так как на катоде (-) тепла выделяется больше и его выгоднее использовать для плавления присадочной проволоки.
Прочность алюминиевых швов зависит от образования интерметаллидов, количество которых увеличивается с увеличением вложенного тепла. Принцип тот же, но механизм разупрочнения другой. Кроме интерметаллидов еще есть пористость и выгорание элементов. Например для сварки АМг5 рекомендуют использовать проволоку АМг6, т.к. часть магния во время сварки выгорит и в шве его будет меньше, чем в исходной присадочной проволоке, с этой точки зрения также выгодно использовать методы снижающие тепловложения.
А что насчет TIG сварки в режиме пульс?
В принципе все тоже самое. Нержавейку лучше сваривать с пульсом, обычную черную сталь можно и без пульса, алюминий с пульсом.
Лучшие полуавтоматы с пусльмом. MIG Pulse.
164 300 ₽
Производитель: Triton
Недостатки полуавтоматической сварки
Главным минусом полуавтоматической сварки является разбрызгивание металла. Это особенно заметно при использовании углекислого газа в качестве защитного. При этом около 30 % сварочной проволоки не попадает в шов. При использовании смеси аргона с углекислым газом ситуация улучшается, но полностью проблема не решается. Брызги металла требуют зачистки и портят внешний вид изделия. Это особенно критично при работе с тонкими материалами или цветными металлами. Решить эту проблему призвана импульсная сварка.
Сварка металлов может выполняться несколькими способами: газовым пламенем, электрической дугой, электронным лучом, лазерным излучением, трением и даже ультразвуком.
Что такое импульсно-дуговая сварка
Импульсно-дуговая сварка стала возможной после изобретения инверторного источника энергии. Она представляет собой контролируемый процесс переноса металла в среде защитного газа. Такой метод используется при работе с алюминием и нержавеющей сталью. Суть его состоит в цикличном повторении следующего процесса:
- Под воздействием мощного импульса тока происходит отделение и перенос одной капли металла сварочной проволоки на изделие.
- Сила тока уменьшается до значения, позволяющего поддерживать сварочную дугу, но недостаточную для отделения и переноса металла.
- Сварочная ванна в месте соединения изделий остывает.
- Цикл повторяется.
Высокое качество швов возможно благодаря точному управлению импульсами сварочного тока. Одновременно обеспечивается отсутствие разбрызгивания. Частота импульсов варьируется в диапазоне 30-300 Герц. Каждый из них обеспечивает перенос в сварочную ванну только одной капли металла. Пример такого сварочного аппарата – MERKLE HIGHPULSE 350 DW.
Страница 2 из 2
Применение магнитно-импульсной сварки
Технология магнитно-импульсной сварки находит применение во многих областях. Она успешно применяется в таких отраслях, как автомобилестроение, авиакосмическая промышленность, военная промышленность, производство потребительских товаров, упаковочное производство и электротехническая промышленность.
Преимущества магнитно-импульсной сварки
Наиболее выгодным достоинством этой технологии является возможность сварки большого числа разных материалов, которые раньше считались плохо поддающимися или вообще не поддающимися сварке.
К числу других преимуществ магнитно-импульсной сварки относятся, в частности, низкая себестоимость продукции, экологичность производства, высокое качество продукции и высокая производительность.
Ограничения по применению магнитно-импульсной сварки
Эта технология, как и другие виды сварки, имеет определённые ограничения по применению.
– Так, бесштамповой магнитно-импульсной формовке поддаются только электропроводящие материалы. Для формовки непроводящих материалов необходимо использовать электропроводящую метаемую пластину.
– В настоящее время ограничение по максимальной толщине свариваемого листового металла составляет 6 мм для алюминия и 1-2 мм – для стали.
– Сложно найти оптимальный зазор между свариваемыми заготовками, который играет важную роль при создании должной скорости их соударения.
– Для сварки материалов, обладающих меньшей удельной электропроводностью, требуется большое количество электроэнергии.
– Трудно обеспечить сварку между листовым алюминием и термочувствительным листовым алюминиево-литиевым сплавом.
– Практические ограничения применения магнитно-импульсной сварки связаны с использованием электрических токов очень большой силы.
– Основное ограничение конструкции оборудования для магнитно-импульсной сварки связано с электрическими соединениями между конденсаторами, выключателем и индуктором.
Устройство установки для магнитно-импульсной сварки
В зависимости от конкретного производителя оборудования существуют установки различных размеров и форм, однако принципиальная схема компоновки электрической части стандартна для всех сварочных установок.
Электрическая часть установки для магнитно-импульсной сварки состоит из 4 агрегатов:
– генератора импульсов,
– шкафа управления,
– рабочей станции и
– исполнительного механизма.
Другие материалы по слесарному делу
- Ультразвуковая сварка
- Соединение деталей заклепками (клепание)
- Электродуговая сварка
- Типы сварочных аппаратов — таблица
- Электронно-лучевая сварка металлов
<< Первая < Предыдущая 2 Следующая > Последняя >>
| < Предыдущая | Следующая > |
Сварочный полуавтомат QINEO® PULSE
Описание QINEO® PULSE — Импульсная сварка в идеальном представлении.
Источники QINEO® PULSE дают новое представление о точности и универсальности. Их градация позволяет адаптироваться к условиям эксплуатации при полуавтоматической, автоматической импульсной сварке в классах мощности 350, 450, 600 Ампер. Подобранная для конкретного случая применения панель управления и синергетический режим в серийной комплектации обеспечат элементарно простую настройку сварочного оборудования и гарантированный результат.
Непревзойденная точность в тонкой регулировке
В серии QINEO® PULSE предусмотрены две тонких регулировки: динамики и длины дуги. Возможность для сварщика точно адаптировать процесс с помощью двух различных факторов представляет собой наилучшее технологическое достижение импульсных аппаратов.
- ARC LENGTH тонкая регулировка длины дуги
- ARC DYNAMIC тонкая регулировка динамики дуги
Преимущества аппарата
- Импульсная сварка Режим импульсной сварки без брызг. Улучшение качества, экономия материалов, повышение производительности.
- Точность настройки. Плавное регулирование мощности, длины, динамики дуги. Полуавтоматическая, автоматическая сварка.
- Простое управление Синергетический режим с интеллектуальным управлением для всех распространённых видов материалов, защитных газов, проволоки.
- Пять вариантов процесса на выбор Правильный процесс, соответствующий вашим требованиям, в одном аппарате. Совершенное качество шва.
- НадёжностьПрочная конструкция, гарантированные характеристики.
- Лучшие эксплуатационные качестваСтабильное зажигание, стабильность дуги. Значительное повышение производительности, качества работы.
- Практичность Универсальное использование благодаря небольшому весу.
- Эргономика на высшем уровне Панель управления по желанию в источнике или механизме подачи проволоки
- Компоновка на выбор— компактность, благодаря встроенному устройству подачи проволоки, или — большая рабочая зона с механизмом подачи проволоки в отдельном корпусе
Сварочные полуавтоматы PULSE заслуживают высокую оценку за отличное зажигание, ровную, спокойную дугу, а также превосходные результаты. При этом 5 встроенных специальных процессов применимы для различных материалов и толщины. Это одновременно экономически выгодное и высокотехнологичное решение.
Насколько многообразны сферы применения, настолько широки возможности конфигурации QINEO® PULSE: начиная с выбора класса мощности, далее к панели управления, вплоть до индивидуального набора принадлежностей. Благодаря удобному размещению внутренних узлов, техническое обслуживание не занимает много времени. Кроме того можно легко добавлять или заменять комплектующие в процессе эксплуатации.
Панели управления ECO, MASTER и PREMIUM
Подобранная для конкретного случая применения панель управления и синергетический режим в серийной комплектации обеспечат элементарно простую настройку, гарантированный результат.
Сверхпрочная конструкция
Корпус усилен жесткими алюминиевыми профилями. Комплектующие с длительным сроком службы гарантируют высокую готовность к работе.
Порядок во внутреннем пространстве
Решающее преимущество модульного принципа конструкции раскрывается при взгляде внутрь корпуса: все комплектующие хорошо видны, доступ к ним не затруднен. Это упрощает операции по переоборудованию, если изменятся эксплуатационные условия и потребуется установить новые блоки.
Все чувствительные к загрязнению элементы размещены в непроницаемом для наружного воздуха отсеке. Тщательно продуманное внутреннее устройство упрощает уход. Например, чтобы заменить воздушный фильтр, потребуется повернуть только одну ручку.
Совершенные характеристики зажигания дуги
Аппаратам PULSE присущи отличное зажигание, спокойная, устойчивая дуга, безупречное качество. Наши заказчики особенно высоко оценили свойства короткой дуги, незначительное разбрызгивание, а также стабильность процесса.
QINEO® WIRE DRIVE: эргономичный подающий механизм
Удобство обращения и высокая надежность являются отличительными чертами компактного механизма подачи проволоки QINEO® WIRE DRIVE.
Легкий алюминиевый каркас с деталями из ударопрочного пластика серийно оснащается полозьями. По желанию, поставляется тележка с дополнительными защитными дугами.
Мощный 4-х роликовый привод с сильным мотором гарантирует подачу проволоки без проскальзывания, истирания. Боковая стенка полностью откидывается, открывая свободный доступ к селектору характеристик, катушке с проволокой. Проволока быстро заменяется, легко заправляется в подающее устройство.
Сварочные процессы
Полуавтоматам PULSE присущи отличное зажигание, спокойная, устойчивая дуга, безупречное качество. Весь спектр мощности подразделяется на пять вариантов процесса, каждый из которых дает максимум стабильности, минимум разбрызгивания.
- Control Weld Процесс отличает стабильная дуга, особенно подходящая для тонкостенных изделий. Классические примеры применения: электротехническая промышленность, производство отопительной техники, бытовых приборов, металлической мебели, а также ремонтные работы во всех отраслях промышленности. Позволяет вести сварку в чистом углекислом газе. Область применения — Тонкостенные изделия — Сварка в чистом углекислом газе — Ремонтные работы Преимущества — Незначительное внесение тепла, малое коробление металла — Равномерная дуга — Хорошее перекрытие зазоров Подробнее
- Vari WeldВ процессе VARI WELD пульсирующая дуга дает минимум брызг. Процесс раскрывает свои преимущества во всех отраслях промышленности. Его особенные достоинства очевидны при сварке алюминия и MIG-пайке. Подходит для полуавтоматической сварки, а также автоматизированного производства. Область применения — Сталь, алюминий, хромоникелевые сплавы, MIG-пайка. Преимущества — Хорошо управляемая пульсирующая дуга отличается прекрасно удерживаемой сварочной ванной, переносом капель с минимальным количеством брызг. — Процесс обеспечивает абсолютную стабильность дуги при различных внешних условиях. Подробнее
- Speed WeldПроцесс SPEED WELD наилучшим образом приспособлен для сварки листов средней, большой толщины. Специфическая пульсирующая дуга находит применение преимущественно в производстве резервуаров, грузового автотранспорта, железнодорожных вагонов — всегда дает высококачественные швы. Область применения- Изделия средней, большой толщины. Преимущества- хорошее проплавление- высокая скорость- безупречное соединение кромок Подробнее
- Rapid WeldДостоинства процесса Rapid Weld проявляются везде, где требуется высокая мощность дуги, а также большая глубина проплавления при высокой скорости. Процесс Rapid Weld может применяться как при сварке вручную, так и в автоматических установках. Его преимущества особенно важны для тяжёлого машиностроения, судостроения. Область применения — Толстостенные стальные конструкции — Автоматическая, полуавтоматическая Преимущества — Большая скорость подачи проволоки — Глубокое проплавление при высокой мощности дуги — Управляемая форма зоны плавления Подробнее
- Duo PulseПроизводство мебели, автомобилестроение, детали самолетов, мотоциклов, а также электротехническая индустрия – сферы успешного применения DUO PULSE. Процесс обеспечивает превосходную поверхность шва, таким образом сводит к минимуму последующую обработку лицевых швов. Кроме того он дает надежное качество сварки, наилучшие результаты благодаря хорошему перекрытию зазоров и контролируемому внесению тепловой энергии. Область применения — видовые швы — лучшее перекрытие зазоров — все видов стали, алюминиевые сплавы Преимущества — равномерная чешуйчатость шва — существенно лучшее перекрытие зазоров — идеален для алюминия Подробнее
Характеристики аппаратов QINEO® PULSE 350, 450 и 600
| Модель | PULSE 350 | PULSE 450 | PULSE 600 |
| Сварочный ток, А | 40 — 350 | 40 — 450 | 40 — 600 |
| Сварочный ток при ПВ 40 %, А | 350 | 450 | 600 |
| Сварочный ток при ПВ 100 %, А | 270 | 350 | 465 |
| Напряжение холостого хода, В | 75 | 75 | 87 |
| Напряжение сети, В | 400 / 50 Гц / 3-фазный | 400 / 50 Гц / 3-фазный | 400 / 50 Гц 3-фазный |
| Кабель подключения, мм2 | 4 x 4 | 4 x 6 | 4 x 10 |
| Защита сети от перегрузок, А | 25 | 32 | 50 |
| Вид защиты | IP23 | IP23 | IP23 |
| Класс изоляции | F | F | F |
| Вид охлаждения | F | F | F |
| Габариты ДхШхВ (без подающего механизма), мм | 1226 / 630 / 741 | 1226 / 630 / 741 | 1226 / 630 / 741 |
| Вес (без подающего механизма), кг | 181 | 206 | 246 |
| Габариты ДхШхВ компактного аппарата, мм | 1226 / 630 / 942 | 1226 / 630 / 942 | 1226 / 630 / 942 |
| Вес компактного аппарата, кг | 193 | 206 | 246 |
| Макс. ширина колеи колёс, мм | ок. 552 | ок. 552 | ок. 552 |
по телефону
Узнать стоимость / заказать оборудование вы можете заполнив форму, мы вам ответим в ближайшее время
(* — обязательны для заполнения):
Другие модели сварочного оборудования:
| Для ручной дуговой сварки MMA | Для аргонодуговой сварки TIG | Для полуавтоматической сварки MIG/MAG |
| Сварочный инвертор CLE 202 | Сварочный аппарат GLW 222 AC DC | Сварочный полуавтомат MICRO PULSE 200 |
Форсаж-315АДООО «Невский судостроительно-судоремонтный завод»«…Аппарат аргонодуговой сварки «ФОРСАЖ-315АД» соответствует требованиям, предъявляемых в судостроении/судоремонте, и рекомендуется к применению в сварочном производстве…» смотреть отзыв полностью | |
Форсаж-502ООО «Невский судостроительно-судоремонтный завод»«…При выполнении полуавтоматической сварки во всех пространственных положениях, следует отметить: хорошую вольт-амперную характеристику питания, обеспечивающую «мягкость» и стабильность горения сварочной дуги и минимальное разбрызгивание сварочной проволоки…» смотреть отзыв полностью | |
Форсаж-70ПООО «Невский судостроительно-судоремонтный завод»«…были подтверждены следующие функциональные особенности и преимущества: небольшой вес и габариты…наличие цифровой индикации выходного тока и дополнительных параметров; -обеспечивает резку любых металлов и сплавов до 20 мм; — хорошее качество и точность реза, практически без наплыва и грата…» смотреть отзыв полностью | |
Благодарственное письмоООО «ВЯТСКИЙ БАЗАР»«…Предоставленные сварочные аппараты «Форсаж-301» обеспечили высокое качество проведения практической части конкурса…На протяжении всего периода эксплуатации аппараты зарекомендовали себя с лучшей стороны…» смотреть отзыв полностью | |
Форсаж-161ООО «Горизонт» «…По результатам испытаний потребителями сварочного аппарата Форсаж-161 сообщаю следующее: смотреть отзыв полностью | |
Форсаж-200 и Форсаж-302ЗАО РП «Трест № 7»«…Сварочный процесс устойчив в широком интервале режимов. Разбрызгивание при сварке на малых тока отсутствует почти полностью. На больших токах — небольшое. Сварной шов имеет благоприятную форму и незначительную чешуйчатость…» смотреть отзыв полностью | |
Форсаж-302 и Форсаж-500ОАО «Костромской судостроительно-судоремонтный завод» «… Сварочные полуавтоматы обеспечивают: смотреть отзыв полностью | |
Форсаж-315 и Форсаж-500«Полоцкое вагонное депо»«… Сварочные аппараты Форсаж-315 и Форсаж-500 обеспечивают устойчивое зажигание и стабильное горение дуги, а также плавную регулировку параметров сварки …» смотреть отзыв полностью | |
Форсаж-315АДООО «УфаАтомХимМаш» «… к преимуществам можно отнести функцию «ARC FORCE»( «форсаж дуги»), функцию изменения кривизны ВАХ, а так же регулировку времени нарастания и спада тока. смотреть отзыв полностью | |
Форсаж-315МОАО «ГАЗПРОМ»«…легкое начальное зажигание дуги, высокая стабильность процесса сварки, малое разбрызгивание металла, высокая эластичность дуги, хорошее качество формирования шва и хороший внешний вид выполненных сварных соединений….» смотреть отзыв полностью
| |
Форсаж-315 pro«2566 Завод по ремонту радиоэлектронного вооружения»«…За время работы сварочный аппарат показал надежную, бесперебойную работу. Поломок, связанных с несоответствующим качеством оборудования не было…» смотреть отзыв полностью | |
Форсаж-315 proООО «СтройМонтажИнжиниринг» «…К преимуществам испытываемого образца следует отнести следующее: смотреть отзыв полностью | |
Форсаж-500ООО «ИнтерЭнергоТехнология» «- Аппарат надежно работает в условиях пониженных температур и высокой запыленности помещения. смотреть отзыв полностью | |
схема, фото, видео. Делаем сварочный полуавтомат своими руками Управление скорости подачи проволоки в сварочном полуавтомате
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Трансформатор полусварочного автомата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате будут использоваться нити с диаметром в 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Если применять наиболее популярный Ш-образный сердечник, то полуавтомат станет значительно тяжелее, что будет являться минусом для сварочного аппарата в целом, который понадобится постоянно переносить на разные объекты. Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
После того как завершено наматывание первичной обмотки, следует поверх нее намотать и вторую, но на этот раз надо использовать проволоку с сечением 20 кв.мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
Регулировка полусварочного автомата
На сегодняшний день существует 2 вида регулировки тока по трансформатору: на первичной и вторичной обмотке. Первая — это регулировка тока на первичной обмотке, осуществляется при помощи тиристорной схемы, которая зачастую имеет множество недостатков. Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Для того чтобы их устранить, придется применять компенсирующие материалы, которые сделают сборку значительно дороже, да и к тому же аппарат станет значительно тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировку тока следует производить по первичной обмотке, а выбор схемы, которую следует применить, остается за создателем. Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Регулировка подачи сварочной проволоки
Как и во многих других сварочных аппаратах, здесь лучше всего применять широтно-импульсную модуляцию с регуляцией обратной связи. Что дает ШИМ? Данный тип модуляции позволит нормализовать скорость проволоки, которая будет настраиваться и устанавливаться в зависимости от трения, которое создается проволокой и посадкой аппарата. При этом стоит выбор между подпиткой ШИМ-регулятора, которая может осуществляться путем отдельной намотки или же питать его от отдельного трансформатора.
При последнем варианте получится более дорогая схема, но эта разница в стоимости будет незначительной, но в то же время аппарат немного прибавит в весе, что является значительным минусом. Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Тем самым дополнительная обмотка может в полной мере удовлетворить потребности потенциального пользователя в максимальном значении тока. Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Подсчеты диаметра ведущего колеса для механизма подачи сварочной проволоки
Путем практики было определено, что скорость размотки сварочной проволоки может достигать значения от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки в 0,8 мм. Придаточное значение и скорость вращения деталей нам неизвестна, поэтому следует вести подсчеты по имеющимся данным по скорости разматывания. Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Чтобы точно уловить оборот, закрепите спичку или ленту на якорь, чтобы знать, где закончился и начался круг. После того как ваши расчеты сделаны, вы можете узнать радиус по знакомой со школы формуле: 2пиR=L, где L-длина круга, то есть, если аппарат сделает 10 оборотов, необходимо поделить 11 метров на 10, и получится размотка в 1.1 метр. Это и будет длиной размотки. R — радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
Функциональность полусварочного автомата
Лучше всего делать его с минимальным набором функций, такими как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала наполнить трубку газом и лишь потом подводить искру.
- После того как нажали кнопку, следует подождать около 2 секунд, после чего автоматически включается подача проволоки.
- Одновременное отключение тока с подачей проволоки, когда отпускаете кнопку управления.
- После всего проделанного выше необходимо с задержкой в 2 секунды прекратить подачу газа. Это делается для того, чтобы не позволить окислиться металлу после остывания.
Для того чтобы собрать двигатель подачи сварочной проволоки, можно применить редуктор стеклоочистителя от многих отечественных автомобилей. При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное — 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
Клапан для подачи газа лучше всего выбрать среди механизмов подачи воды все из тех же отечественных автомобилей. Но очень важно следить за тем, чтобы данный клапан по истечении некоторого времени не начал пускать утечку, что очень опасно. Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Сварочный полуавтомат: схема
Схема сварочного полуавтомата обеспечивает все пункты функциональности и сделает сварочный полуавтомат очень удобным в работе. Для того чтобы установить ручной режим, реле переключателя SB1 должно быть замкнутым. После того как нажали на кнопку управления SA1, задействуете переключатель К2, который при помощи своих связей К2.1 и К2.3 включит первый и третий ключ.
Далее первый ключ задействует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 — полностью выключает тормоз двигателя. При этом во время этого процесса реле К3 начинает проводить процесс взаимодействия со своими контактами К3.1, который своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения аппарата на две секунды, которые нужно подобрать при помощи резистора R2. Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима сварочного полуавтомата
Для начала следует ознакомиться, для чего же нужен автоматический режим. Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Если использовать автоматический режим, то тут возможности немного возрастают. Для этого необходимо настроить время сварки и силу тока, после чего попробуйте свою сварку на каком-либо ненужном объекте. После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
При включении автоматического режима задействуете все ту же кнопку SA1, которая будет проводить все процессы подобно ручной сварке, с одним только несоответствием, что для ввода в работу потребуется не удерживать данную кнопку, а все включение будет обеспечиваться цепочкой С1R1. На полную работоспособность такого режима потребуется от 1 до 10 секунд. Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
После того как время, заданное резистором R1, будет пройдено, сварочный аппарат сам выключит пламя.
часть также нередко дают сбои .
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов. Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Промышленность выпускает полуавтоматы со сварочным током порядка 160 А. Этого бывает достаточно при работе с автомобильным железом, которое достаточно тонкое – 0,8-1.0мм. Если же приходится сваривать, например элементы из 4 мм стали, то этого тока недостаточно и провар деталей не полный. Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части.
Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения.
Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов. Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Промышленность выпускает полуавтоматы со сварочным током порядка 160 А. Этого бывает достаточно при работе с автомобильным железом, которое достаточно тонкое – 0,8-1.0мм. Если же приходится сваривать, например элементы из 4 мм стали, то этого тока недостаточно и провар деталей не полный. Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части.
Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения.
Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Читайте также
industrika.ru
Сгорел регулятор подачи проволоки Blueweld 4.165 — Сообщество «Электронные Поделки» на DRIVE2
Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятораподачи сварочной проволоки, регулятор перестал работать.
Вот схему его нашел:
Схема регулятора подачи проволоки
Как я понимаю, на микросхеме HEF 4069 UB собран регулируемый генератор частоты, который открывает мосфет с разной частотой.Плюс входа и выхода регулятора соединены, а регулируется по массе.Работает эта схема как ШИМ генератор.Мосфет открывается, и питает моторчик.
Особенность схемы в довольно высоком напряжении питания — от 42 до 55 вольт. Замерял на сварочнике.
Визуально было видно, что повреждены резисторы внизу от мосфета, обведенные красным. Решил их заменить, а поскольку SMD не нашел поставил обычные на 1 ом. Так же заменил мосфет.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.Вот схема сварочника.
Схема сварочного полуавтомата Blueweld Combi 4.165
Подаю питание: ток не регулируется.Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.
Куда копать? Сегодня померяю осциллографом частоту на входе на мосфет, с генератора частоты но думаю, если он открыт там висит единица…
вид со стороны деталей
вид со стороны платы.
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время!Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.
Положение регулятора — минимум подачи
Среднее положение.
Максимальная подача.
Отчего то мосфет не работает.
www.drive2.ru
prow
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА.
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты. Предлагается схема управления двигателем подачи проволоки в среду сварки на интегральном стабилизаторе 142ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на 1-2 секунды после включения клапана газа и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения,что и выполняется данным устройством.
Хочу обратить внимание на самый дешевый и очень эффективный принцип торможения двигателя с помощью замыкания обмотки якоря двигателя контактами реле.Недостаток данной схемы достаточно больщая мощность рассеиваемая транзистором VT1.Игольчатый радиатор 10Х10см разогревается при работе до 70градусов.Но в целом схема оказалась очень надежной.
www.pictele.narod.ru
Многие виды сварочного оборудования являются дорогостоящими. Наиболее удобным является сварочный полуавтомат (СПА), который отличается многофункциональностью. Принцип работы сварочного полуавтомата зависит от его правильной настройки. Сварочные полуавтоматы универсальны и практичны. Их применение в отечественном народном хозяйстве является широко распространенным.
Схема сварочного инверторного полуавтомата.
В быту и промышленности с помощью СПА производят эффективную сварку. Выполнение сварочных работ с применением полуавтоматов основано на качественной сварке цветных и черных металлов без использования дополнительных элементов. В процессе сварки применяют углекислый газ или аргон, которые являются защищенными за счет применения плавящегося вида сплошной проволоки.
Какие требования предъявляются к предварительному этапу сварки?
Основные режимы сварки полуавтоматом.
Использовать мощное сварочное оборудование следует, соблюдая меры безопасности. СПА — это источник опасности, поскольку он способен поразить электрическим током. В результате неправильного применения оборудования возможно возгорание.
Неверная настройка полуавтомата способна привести к порче некоторых деталей его конструкции. Все указанные предварительные этапы должны предшествовать проведению механизированной сварки с использованием данного прибора. Холостой режим работы СПА не должен быть связан с выдачей напряжения к наконечнику рукава.
Перед началом работы заземленная клемма подключается к СПА. Затем следует произвести настройку параметров мощности, а также скорости подачи сварочной проволоки. Параметры настройки предусматриваются в соответствии с толщиной и видом металла. Существуют таблицы с указанием всех параметров сварки с помощью СПА. Их можно найти в специализированной литературе, описывающей процесс сварки.
Перечень возможных неисправностей сварочного инвертора.
Настройка СПА связана с обязательным контролем напряжения на сварочной проволоке, то есть электроде. Процесс управления полуавтоматом предполагает соответствующую логику, основанную на следующей схеме снятия и подачи напряжения СПА:
- Снятие с микровыключателя.
- Подача на двигатель.
- Поступление его к реверсивной обмотке двигателя.
- Получение его рукавом и отсекателем газа.
Изучив все требования безопасности и специальные инструкции в книгах, переходят к работе с полуавтоматом. Вначале его следует подключить к электрической сети и нажать на кнопку включения. Триггер аппарата следует нажимать тогда, когда лицо защищено специальной маской.
Предварительно требуется отрезать лишнюю проволоку, оставив около 3-х мм, считая с конца горелки. После появления дуги следует медленно перенести горелку к будущему соединению. При образовании комков на конечной части проволоки требуется увеличивать скорость подачи проволоки в аппарат.
Как настроить полуавтомат для качественного поступления газа?
Схема устройства передней панели инвертора
Производить настройку дозировки количества инертного или углекислого газа при поступлении из газового баллона или редуктора можно автоматическим или ручным способом. При правильной настройке сварочного полуавтомата электрическая дуга будет гореть идеально ровно. Это позволяет проводить процесс сварки практически без брызг.
Необходимо следить за тем, чтобы металл соединения не закипел. Это достигается правильным проведением настройки сварочного полуавтомата на слух. Газ во время сварки негромко шипит, издавая однородный шум.
Опытный сварщик следит за тем, чтобы газ обдувал, а не дул. Дуга в этом случае не должна обрываться, поэтому требуется выставить проволоку вперед. При возникновении шипящих прерывистых звуков и ускоренном плавлении проволоки, что происходит быстрее перемещения горелки, необходимо уменьшить скорость подачи.
Иногда требуется регулировать все настройки для качественной сварки несколько дней, пока не будет получена ровная стабильная дуга.
Она имеет устойчивый звук и характерное потрескивание. Важную роль в процессе регулирования аппарата для сварки играет тип и количество подаваемого газа. Например, получение пористого и непрочного сварочного шва будет последствием недостаточного потока газа.
Какие устройства полуавтомата позволяют делать настройку?
Изображение 1. Принципиальная электрическая схема СПА.
Работа любого СПА связана с наличием в его конструкции сварочного трансформатора. Подверженность переключателей сварочного тока износу требует постоянного участия мастера, регулирующего процесс сварки. С этой целью можно воспользоваться и бесконтактным реле, которое является платой коммутации устройства трансформатора. Это связано с наличием значительного ресурса в плане переключения.
Процесс регулировки основан на использовании электрического сигнала, передающегося по схеме (ИЗОБРАЖЕНИЕ 1). Система управления полуавтоматом имеет логику действия, позволяющую осуществить блокировку переключения каждой из ступеней трансформаторного устройства при сварочной нагрузке. Вместе с тем это может являться распространенной причиной, связанной с поломкой переключателей.
Простейшее устройство, которое позволяет настраивать схему СПА, это дроссель. Он имеет несколько ступеней, переключать которые можно при уменьшении либо увеличении уровня индуктивности. Иным возможным устройством для регулировки прибора является активный дроссель.
Схема питания сварочного полуавтомата.
При использовании данного устройства не понадобится применять механическое переключение, что обеспечит плавную настройку параметров индуктивности. Данный механизм регулировки позволяет правильно настроить процесс, связанный с переносом материалов.
Дуговая сварка вручную, которая позволяет производить соединения за счет сварочного инвертора, характерна и для полуавтомата. Поэтому для него предусмотрен важный параметр ПВ. Он представляет собой обозначение в процентах, показывающих допустимое время эксплуатации полуавтомата. Этот показатель позволит на долгое время сохранить уровень износостойкости оборудования, обеспечивая его работу на качественном уровне.
Величина тока перед применением полуавтомата должна быть настроена таким образом, чтобы металл не оказался прожженным. Вместе с тем определение точного значения силы тока является затруднительным. Этот момент требует перед началом проведения сварки осуществить тренировку с использованием пластины из металла, в которую вставлена проволока. Изменить показатель сварочного тока можно за счет реостата. Это наиболее эффективное средство, позволяющее регулировать сварочную дугу при различной толщине металла.
Рекомендации по правильной настройке сварочного полуавтомата
Процесс сварки полуавтоматом.
Выставлять в настройках показатель сварочного тока следует в зависимости от толщины свариваемого металла и диаметра используемой в качестве электрода проволоки. Данная зависимость является относительно стандартной, поэтому величина показателя колеблется не сильно.
Обычно корпус прибора или инструкция к нему должны содержать информацию о возможных значениях показателя сварочного тока. В определенных случаях таблица с показателями может отсутствовать по какой-либо причине. Тогда специалисты рекомендуют воспользоваться следующими показателями силы тока для сварки металла с учетом его толщины, указанной в скобках:
- 20 — 50 А (1-1.5 мм).
- 25 — 100 А (2-3 мм).
- 70 — 140 А (4-5 мм).
- 100 — 190 А (6-8 мм).
- 140-230 А (9-10 мм).
- 170 — 280 А (11-15 мм).
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук, 2 — сменный наконечник, 3 — электродная проволока, 4 — сопло.
Данный перечень связан с достаточно большим диапазоном показателей, которые объединяются общей тенденцией. Ее принцип сводится к тому, что для сварки материала наибольшей толщины требуется сила сварочного тока больше. Данный показатель определяется диаметром используемой проволоки.
Если использовать тонкую проволоку в процессе сварки, то она позволяет настроить полуавтомат на работу с использованием меньшей силы тока. В случае с использованием более толстой сварочной проволоки потребуется большая сила тока. В силу инерционности механики движение сварочной проволоки происходит замедленно, постепенно ускоряясь.
Регулировать ток двигателя можно специальным выключателем. Сварочного тока должно быть достаточно, чтобы торможение проволоки было полным. Регулировка тока осуществляется в сварочном полуавтомате за счет подстроечного реостата. Последующее торможение проволоки происходит через определенное время.
Какой результат можно получить от настройки СПА?
Схема сварки под флюсом.
В результате проведенных настроек сварочная проволока не должна растекаться и плавиться. Это происходит при выборе очень малой величины тока. Потребуется сделать напряжение больше, чтобы проверить результат. Если проволока растеклась хорошо, то с обратной стороны металла должна возникнуть «капля». Это будет означать, что все в норме.
Если после использования сварочной проволоки произошло образование незначительного углубления, то «капля» повиснет с другой стороны. Это связано с выбором величины сварочного тока выше нормы. Следует взять другую заготовку металла, чтобы провести опыт с более низким уровнем напряжения.
Если вместо проволоки появилась дыра, то это связано с выбором слишком большого значения тока. Следует воспользоваться другой заготовкой, чтобы осуществить полуавтоматическую сварку при напряжении, уровень которого ниже. Для тренировочной сварки нельзя применять заготовки с покрытием из цинка, поскольку он испаряется с выделением вредных веществ. Они могут нанести вред организму человека.
http://moyasvarka.ru/youtu.be/gsBDcZWozYE
После проведения предварительной тренировки, следует окончательно убедиться в том, что настройки тока являются правильными. При этом металлическая заготовка должна быть зажата с достаточной силой. Только после этого можно переходить к основной сварке, не забывая о технике безопасности. Следует заранее перед сваркой быть одетым в костюм сварщика, а лицо защитить специальной маской.
В статье расскажем как сделать полуавтомат сварочный своими руками? Главное, что для этого необходимо – энтузиазм. После прочтения теоретической информации, можно приступать к сборке. Для начала, хотелось бы внести ясность, в чем отличие полуавтоматического сварочного аппарата от аппарата, работающего с электродами.
Когда осуществляется ручная сварка, ток нагрузки должен быть постоянным, а в автоматической главное — это стабильность напряжения. Это, если в общих чертах. Мы займемся изготовлением универсального аппарата, т.е. автоматического с дуговой сваркой (MAG/MMA).
Механизм подачи
Сборка должна начинаться с механизма подачи и подтяжки проволоки. Чтобы соборать механическую часть придется воспользоваться парой подшипников (типоразмер 6202), электродвигателем от автомобильных дворников (чем меньше двигатель – тем лучше).
При выборе двигателя проверьте, чтобы он крутился в одном направлении, а не “из стороны в сторону”. Кроме этого, потребуется выточить, либо где-то найти ролик, диаметр которого равняется 25 мм. Данный ролик садиться поверх резьбы на валу электромотора. Каждая нестандартная деталь должна быть сделана вручную, благо, ничего сложного там нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу электродвигателя, размещенного в середине. Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Монтаж выполняется поверх текстолитовой пластины, толщина которой равняется 5 мм. Делается это так, чтобы проволока выходила там, где будет разъем, в который подключается сварочный рукав, закрепленный впереди на корпусе. На текстолит устанавливаем и бобину, на которую намотана проволока. Под катушку вытачиваем вал, который устанавливается под углом 90° к пластине, имеющей резьбу с краю, чтобы зафиксировать последнюю.
Конструкция, которую имеет полуавтомат справочный своими руками, является простой и надежной, приблизительно такую же применяют для промышленных аппаратов. Детали в механизме подачи рассчитаны под обычную катушку, однако сварка будет осуществляться без газа, хорошо, что сварочная проволока продается повсеместно.
То, что должно получиться, показано в верху в начале статьи. Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Схема подачи проволоки полуавтомата
В этих целях вполне подойдет трансформатор. Он является самым простым и надежным методом запитать электродвигатель. Самой оптимальной схемой контроля скорости подачи является тиристорная. Внизу вы можете видеть электросхему, при помощи которой, управляется двигатель подачи.
Печатная плата механизма подачи
Эта схема не обладает сглаживающим конденсатором, так управляется тиристор. Диодный мост может быть любым, главное чтобы ток превышал 10А. Как тиристор применяем BTB16 с плоским корпусом, он может быть заменен на КУ202 (буква любая). Трансформатор, который содержит полуавтомат сварочный своими руками, должен обладать мощностью превышающей 100Вт.
Еще один вариант регулятора скорости подачи проволоки
Главная » Кровля » Полуавтомат из сварочного инвертора своими руками: схема, фото, видео. Делаем сварочный полуавтомат своими руками Управление скорости подачи проволоки в сварочном полуавтомате
TECHTONGDA Многофункциональный полуавтоматический аппарат для подачи проволоки с холодным наполнением Сварочное оборудование Сварочный аппарат с цифровым управлением для импульсной сварки TIG 110В —
- Убедитесь, что это подходит введя номер вашей модели.
- Подачей и волочением проволоки можно управлять не только с помощью ножной педали, но также можно синхронно управлять высокочастотным переключателем сварочной горелки.
- Возможна подача сварочной проволоки диаметром 0,8 мм, 1,0 мм, 1,2 мм. Надежное расстояние кормления — не менее 2м.
- Скорость подачи 0-1000 мм / мин. Заказчик также может настроить скорость. Погрешность повторяемости подачи проволоки менее 5%. Изделие имеет функцию непрерывной и прерывистой подачи проволоки, при этом частоту и коэффициент заполнения прерывистой подачи можно регулировать.
- Значительно повышает надежность машины. Высокий рабочий цикл, значительно повышает эффективность сварщика, экономит энергию. Регулировка переменной скорости подачи, легкий запуск дуги, небольшое разбрызгивание, стабильный ток и хорошее формование.
- Машина для холодной присадочной проволоки (машина для подачи проволоки для аргонно-дуговой сварки) используется для аргонно-дуговой сварки, лазерной сварки, плазменной сварки, сварки пайкой без предварительного нагрева оборудования для наполнения проволокой ванны расплава.
Как разобрать сварочный аппарат Lincoln
Партнерство в сфере здравоохранения Джорджии Адрес претензий medicaid
Nba 2k20 iosgods
Как построить свой собственный скейтборд — видео + инструкции.Как построить свой собственный скейтборд — WarehouseSkateboards.com от Warehouse Skateboard на Vimeo. После того, как вы выбрали все отдельные части своего скейтборда, пришло время построить полноценный скейтборд!
Не обращай на нее внимания, она пьет
Сварка — это процесс изготовления, в котором материалы, обычно металлы или термопласты, соединяются с помощью высокой температуры, чтобы расплавить детали вместе и дать им остыть, вызывая плавление. Сварка отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не плавят основной металл.Сварочный аппарат Mig Welder Powercraft®250c, готовый к сварке Lincoln K. Номер детали: K69033-1. 1 945 долларов США. SPEEDTEC® 200C Ready to Weld Lincoln K14099-2 … ремонт, процедура сварки …
N1mm ftdx101d
Lincoln Electric — мировой лидер в производстве высококачественных сварочных аппаратов. Вы найдете сварщиков MIG, сварщиков TIG, сварщиков Stick и универсальных сварщиков внутри этой марки и часто по удивительно доступным ценам. Также доступны специальные сварочные аппараты, в том числе высокотехнологичные сварщики, оборудование для сварки под флюсом и сварщики с несколькими операторами.Если вы хотите …
Персонализированный органайзер для фотоаппарата
Мой вопрос: сварочный аппарат MIG, рассчитанный на железо толщиной 1/8 или 3/16, будет сваривать более толстый утюг? Практическое правило для сварщиков MIG, использующих однопроходный режим, составляет 1 ампер на 0,001 дюйма. У меня есть Lincoln 180 220v MIG. Обычно я могу взять два куска 1/2 дюйма, чтобы удержать …
Правила о новых угрозах Suricata
19 декабря 2015 г. · Привет всем, сварщик. Я новичок в этом районе, я надеялся получить некоторую помощь с моим Lincoln weldpak 100, я думаю, у меня плохой диод, потому что когда я нажимаю на спусковой крючок, он издает жужжащий звук нагрузки, я не пытаюсь сварить что-либо, просто выходит какой-то провод, я думаю, что это диод, как устранить неполадки и выяснить это?
Wfinfo warframe
Galco, была основана в 1975 году как дистрибьютор промышленных и коммерческих электрических и электронных устройств управления, автоматизации и движения, ремонта и инженерных услуг.Наша компания Partner Lighting Supply, являющаяся надежным дистрибьютором с 1983 года, предлагает сотни тысяч популярных и труднодоступных осветительных приборов и электрических аксессуаров … Бесплатная копия буклета E205 «Безопасность дуговой сварки» доступна в компании Lincoln Electric, 22801 Сент-Клер-авеню, Кливленд, Огайо 44117-1199. УБЕДИТЕСЬ, ЧТО ВСЕ ПРОЦЕДУРЫ ПО УСТАНОВКЕ, ЭКСПЛУАТАЦИИ, ОБСЛУЖИВАНИЮ И РЕМОНТУ ВЫПОЛНЯЮТСЯ ТОЛЬКО КВАЛИФИЦИРОВАННЫМИ ЛИЦАМИ.
Сертификат Wocn
Вот как оформить видео о том, как я задешево исправил большую дыру от ржавчины! instagram.com / JDModsgarage ПОДПИСАТЬСЯ на … Вот видео с практическими рекомендациями из сети TheVOG, демонстрирующее правильный способ и шаги, необходимые для удаления ствола из … Распространенные неисправности сварочного аппарата MIG и способы их устранения 29 ноября 2018 г. Roadkill Customs How To & DIY, Основы сварки Мэтт Урч делится несколькими советами по устранению распространенных проблем, которые часто возникают у сварщиков MIG.
Nancy on match game 78
В нашем ассортименте подержанных сварочных аппаратов есть множество подержанных сварочных аппаратов Lincoln, выставленных на продажу, а также восстановленные сварочные аппараты Miller.На отремонтированные сварочные аппараты Lincoln, которые мы имеем в наличии, предоставляется гарантия производителя. Мы продаем в ограниченных количествах б / у сварочные аппараты, сварочные аппараты TIG и MIG. Lincoln Welding Pipelines — бесплатно загрузите в формате PDF (.pdf), текстового файла (.txt) или прочтите бесплатно в Интернете. сварка
Реестр медсестры
Вот как оформить видео о том, как я исправил большое отверстие ржавчины по дешевке! instagram.com/JDModsgarage ПОДПИСАТЬСЯ на … Вот видео с инструкциями из сети TheVOG, демонстрирующее правильный способ и шаги, необходимые для удаления ствола из…
Milviz 737200
Lincoln LS. Что означает LS в столбце единиц измерения? На вопрос пользователя Wiki. 247 248 249. См. Ответ. … я считаю, что вы можете разобрать нижнюю часть рулевой колонки, чтобы получить доступ к этой области. Ознакомьтесь с этим Руководством по крафтингу, расположению и материалам для Cyberpunk 2077. Узнайте, как создавать предметы и Quickhack, как получить спецификации крафта, редкость, перки и навыки!
Электронная почта Yahoo исчезла 2020
Ремонт сварщика в Линкольне на YP.com. Смотрите обзоры, фотографии, направления, номера телефонов и многое другое о лучших сварщиках в Линкольне, штат Арканзас.
Mitsubishi pajero sport 2021 интерьер
Главная »Сварочные аппараты Lincoln • Сварочные аппараты MIG» ОБЗОР LINCOLN EASY MIG 140 WELDER. Когда дело доходит до оборудования для сварки и сварки, Lincoln Electric зарекомендовал себя как специалист. Он также поставляется с инструкцией по эксплуатации и видеоуроком по сварке, что упрощает освоение и начало сварки. Есть чувак, называющий себя «стропилами». g сварка »в Джордантоне, штат Техас, где продавалась копия (взятая прямо с моего веб-сайта, складки, пятна и все такое) списка, который соответствует серийному номеру Lincoln и году выпуска, за 2 доллара.00 каждый
Калькулятор правильных подмножеств
Ремонт большинства металлов с помощью одного аппарата — эти сварочные аппараты выполняют сварку MIG, TIG и сварку электродом. Сварка MIG часто используется для общего применения, так как она быстрее, чем другие методы, и ее легче освоить. Сварка TIG работает с тонким металлом и оставляет чистый вид, поэтому обычно используется для отделочных работ. Это более старое видео, снятое 2 недели назад, когда мы с папой начали заниматься сварщиком. Я хотел разделить двигатель на части, чтобы хорошо заглянуть внутрь, поэтому я согласился…
Глава 3 целые числа ключ ответа
14 декабря 2011 г. · У меня есть генератор и сварочный аппарат Lincoln Electric Power Arc 4000. Двигатель работает отлично, но когда я пытаюсь сварить, все, что я могу получить, — это выгибание рукояти. Я использую стержни 7018 3/32. Когда я пытаюсь сварить, двигатель набирает обороты, чтобы выдержать дополнительный скачок мощности, но не сваривается.
Usps отправлено по ошибке
Программирование ключей Jeep стало проще. Вся необходимая информация, чтобы знать, как запрограммировать новый ключ Jeep без оригинала, как сделать его дубликат, какие ключи вы можете запрограммировать самостоятельно, процедуры, что вам следует знать раньше и многое другое.
продаж видео поддержки завода kn95 маска для лица изготовление
Китай Маска 3ply Face Медицинская хирургическая маска для лица
Машина для производства масок Машина для производства масок Производитель / поставщик в Китае, предлагающая одноразовую машину для изготовления масок 3ply Face Медицинская хирургическая машина для изготовления масок N95 Полностью автоматическая машина для изготовления масок KN95 N95 Машина для производства масок Kn95 Машина для производства медицинских масок для лица и т. Д.
Завод предоставляет ffp2 машину для изготовления масок для изготовления масок
Видео о продажах Завод по поддержке машины для изготовления масок Kn95 Завод по поддержке продаж видео в Китае Завод для изготовления масок для лица Kn95 Подробная информация о машине для изготовления масок в Китае Машина для изготовления масок Kn95 на заводе по поддержке видео о продажах Маска для лица Kn95 Машина для производства — Shenzhen Aituo Automation Device Co Ltd
kn95 производство масок
Китай поставщик маски Kn95 Маска N95 Производители / поставщики масок — Shanghai Weifang Industrial Co Ltd Производитель / поставщик масок Kn95 в Китае, предлагающий En149 Ffp2 Face Mask Kn95 Face Mask N95 Respirator and so on Связаться с производителем Маска KN95 Производство AXIS LED Group (ALG) открыло в Китае производство аварийных масок № KN95 и N95.
KN95 маска для обертывания ленты сварочная машина маска ухо
KN95 маска для упаковки ленты сварочная машина маска для ушей сварочная машина QLQ является профессиональным производителем масок с сертификатом FDA. Мы производим маску хорошего качества по разумной цене. Наша маска поставляется с тканым уплотнением с зажим для носа Вы можете заказать столько, сколько захотите
Китай Производство масок со строгим контролем качества и
Маска Одноразовая маска для лица Пылезащитная маска для лица производитель / поставщик в Китае, предлагающая изготовление масок со строгим контролем качества и конкурентоспособной ценой Массовые продажи высококачественной 3-слойной одноразовой защитной маски для лица Вирусная пыль от бактерий Маска портативный цифровой бесконтактный инфракрасный термометр для тела с ЖК-термометром с подсветкой и т. Д.
China Semi
Машина для производства масок KN95, также известная как машина для ламинирования масок, используется для полуавтоматического производства многослойных поверхностных масок. Готовые изделия могут использовать 1 ~ 4 слоя нетканого активированного угля N95PP и фильтрующих материалов для всей машины из сырье в линию носа для вставки уплотнения резки готовой продукции является полуавтоматической работой линии Оборудование имеет
Магазин COVID
Лучшие расходные материалы для COVID-19 Предыдущая страница DDI IW2424 Одноразовая сумка для биологически опасных отходов 7–10 галлонов AFAC KN95 Маска для лица Многослойные фильтры Пылезащитная маска, дышащая с белой эластичной петлей для ушей, 10 упаковок DuPont — TY500SWH00020000 Tyvek 400 TY500S, одноразовые 18-дюймовые Защитный кожух с эластичной резинкой на обоих концах Белый универсальный размер (200 шт. В упаковке) (15) Мульти-газовый / паровой картридж / фильтр 3M 60926 P100
N95 Маска для лица
Китай N95 Каталог масок для лица с самой низкой ценой Завод в наличии Портативный респиратор N95 Anti Dust and Smog Earloop Mask Респираторная маска Горячие продажи Маска для лица KN95 Anti-Virus Personal Использование самой дешевой портативной респираторной маски N95 Earloop Mask Респираторная маска, предоставленная Китаем производитель — Superlucky Union Inc стр. 4
Полуавтомат
Полуавтоматическая маскировочная машина ПЛК-система Mitsubishi Простое управление 11000 — 80000 долл. США / комплект Производство Видео техническая поддержка Онлайн-поддержка Запасные части Полевое техническое обслуживание и ремонт Нет Источник от Guangdong Renda Intelligent Equipment Co Ltd на Alibaba
Haitel новая полностью автоматическая машина для производства масок kn95
Haitel новая полностью автоматическая машина для производства масок kn95 Машина для производства одноразовых масок с маркировкой CE 130000 долл. США 00–140000 00 / комплект Производство Видео техническая поддержка Онлайн-поддержка Запасные части Полевое обслуживание и ремонт Нет Источник из
KN95 маска для обертывания ленты сварочная машина маска ухо
KN95 маска для упаковки ленты сварочная машина маска для ушей сварочная машина QLQ является профессиональным производителем масок с сертификатом FDA. Мы производим маску хорошего качества по разумной цене. Наша маска поставляется с тканым уплотнением с зажим для носа Вы можете заказать столько, сколько захотите
Полностью автоматическая машина для изготовления масок Посмотреть лицо
Полностью автоматическая машина для изготовления масок US $ 100000 0 — 100000 0 / комплект Боксерская машина Гостиницы Магазины одежды Магазины строительных материалов Завод по производству оборудования Ремонтные мастерские Еда и напитки Фабрика Фермы Ресторан Домашнее использование Розничная торговля продуктами питания Печать Магазины Строительные работы Энергия Добыча Еда Напитки Магазины Реклама Компания полиграфическая упаковка Видео
Горячая продажа полностью автоматическая CE FDA медицинская хирургическая N95 для лица
горячая продажа Fase Mask Machines Face Mask Machine M 55000 долларов США / комплект Описание продукта Вопрос клиента Ответ Спросите что-нибудь для более подробной информации Горячая продажа полностью автоматическая CE FDA медицинская хирургическая машина N95 для маски для лица Продукт Описание Эта машина использует ультразвук для автоматического производства готовых складных масок, включая специальную дополнительную функцию (сварка противотуманной пленки и
Полуавтоматический респиратор N95 и изготовление хирургических масок
Машина для производства масок Машина для производства масок Одноразовая машина для изготовления масок в Китае, предлагающая полуавтоматический респиратор N95 и машину для изготовления хирургических масок Tc60-A3 Двухвалковая машина для сушки бокового клея (TX- UV800 / 2) и т. Д.
Китайская машина для изготовления масок Хирургическая маска для лица
Китайская машина для изготовления масок Хирургическая маска для лица Автоматическая машина для точечной сварки ушных петель Подробнее о Китае Сварочная машина для ушных петель N95 Сварочная машина от машины для изготовления масок Хирургическая маска для лица Автоматическая машина для точечной сварки ушных петель —
Китай Производство масок со строгим контролем качества и
Маска Одноразовая маска для лица Пылезащитная маска для лица производитель / поставщик в Китае, предлагающая изготовление масок со строгим контролем качества и конкурентоспособной ценой Массовые продажи высококачественной 3-слойной одноразовой защитной маски для лица Вирусная пыль от бактерий Маска портативный цифровой бесконтактный инфракрасный термометр для тела с ЖК-термометром с подсветкой и т. Д.
Завод технической поддержки продаж в Китае Kn95 Изготовление масок для лица
Машина для производства масок Kn95 Машина для изготовления масок Производитель / поставщик оборудования для производства масок в Китае, предлагающий коммерческое видео Завод поддержки Kn95 Машина для изготовления масок для лица USB Связывание проводов Автоматическая машина для наматывания и пакетирования кабелей со счетчиком Функция Автоматическая машина для намотки проволоки и т. Д.
Китайская машина для изготовления масок Хирургическая маска для лица
Китайская машина для изготовления масок Хирургическая маска для лица Автоматическая машина для точечной сварки ушных петель Подробнее о Китае Сварочная машина для ушных петель N95 Сварочная машина от машины для изготовления масок Хирургическая маска для лица Автоматическая машина для точечной сварки ушных петель —
Полуавтоматическая машина для производства одноразовых масок
Полуавтоматическая машина для производства одноразовых масок Эта машина разработана с использованием самых современных высоких технологий в сотрудничестве с профессиональными инженерами. Это оборудование для изготовления масок, широко признанное за свои высокая скорость производства высокая стабильность и полные конфигурации Оператору необходимо положить сырье на
Одобренная машина для одноразовой маски для лица для Kn95 N95
Утвержденная машина для одноразовой маски для лица для маски для лица Kn95 N95 Найдите полную информацию об утвержденной машине для одноразовой маски для лица для машины Kn95 N95 Машина для изготовления масок для лица Машина для производства масок для лица Генераторная машина для производства масок из нетканого материала Поставщик или производитель машин — Shenzhen Xinwangtai Precision Mold Products Co Ltd
N95 Kn95 Хирургическая медицинская ультразвуковая сварочная машина
Китай N95 Kn95 Хирургическая медицинская ультразвуковая сварочная машина для изготовления масок Подробнее о Китайская хирургическая машина для изготовления масок Kn95 Одноразовая маска для лица от N95 Хирургическая медицинская ультразвуковая сварочная машина для производства масок Kn95 — Dongguan Yaodong Machinery Manufacturing Co
Магазин COVID
Лучшие расходные материалы для COVID-19 Предыдущая страница DDI IW2424 Одноразовый мешок для биологически опасных отходов 7-10 галлонов AFAC KN95 Маска для лица Многослойные фильтры Пылезащитная маска, дышащая с белой эластичной петлей для ушей 10 упаковок DuPont — TY500SWH00020000 Tyvek 400 TY500S одноразовые Защитный кожух с эластичной резинкой на обоих концах Белый универсальный размер (200 шт. В упаковке) (15) Мульти-газовый / паровой картридж / фильтр 3M 60926 P100
Сварка литой стали TIG
23 сентября 2020 г. · Сварочная горелка TIG с воздушным охлаждением, 250 А, Сварка TIG, алюминиевый электрод, присадочная проволока, Сварка TIG, труба из нержавеющей стали Идеальный пример сварки TIG нержавеющей стали на тонкостенной трубе.Названия сварки TIG Знание альтернативных названий и сокращений для сварки TIG важно для всех, кто хочет устроиться на работу в качестве сварщика TIG.
Возможность сварки методом электродвигательной сварки на постоянном токе (электродная сварка) обеспечивает плавную и стабильную дугу, позволяющую легко сваривать электродами, обеспечивая высокое качество сварных швов с чугуном, нержавеющими и низкоуглеродистыми сталями. MT200-AC / DC стал эталоном для однофазных сварочных аппаратов переменного / постоянного тока 220/115 В и идеально подходит для множества применений; изготовление из алюминия и нержавеющей стали…
Сварочный аппарат Forney 220 AC / DC TIG — это идеальный аппарат для сварки TIG для самых разных пользователей. Эта мощная машина идеально подходит как для новичков, так и для профессионалов и имеет два напряжения питания с входным напряжением 120/230 В. Способность сваривать до 1/2 ”и 220 А сварочной мощности делает аппарат отличным инструментом для профессионалов.
Сварочный аппарат TIG, 200 А ВЧ (110 В и 220 В) Портативный сварочный аппарат TIG / Arc Stick с двойным напряжением, инверторный сварочный аппарат 2-в-1, гарантия производителя 2 года.
Другие сплавы стали и чугуна, а также сплавы MIG и TIG доступны по запросу! В соответствии с вашими потребностями — от домашнего любителя, небольшого магазина до крупных промышленных объектов.Доступны небольшие минимальные количества для оптовых скидок.
Чугун можно сваривать, используя почти все сварочные процессы, если вы используете подходящие присадочные материалы и соблюдаете соответствующие процессы. Все зависит от ваших предпочтений в дополнение к нескольким другим факторам, например: Поверхность, подвергаемая сварке. Сварка TIG — всегда лучший метод, если вы свариваете определенную часть машины.
TIG сварка чугуна с алюминиевой бронзой. Советы и хитрости по сварке. 14 февраля 2017 г. ·
2 дня назад · Ни один сварочный процесс не может сравниться со сваркой TIG по чистоте сварного шва.Сварка TIG позволяет получать высококачественные и эстетичные сварные швы. Сварочные аппараты TIG, работающие на переменном или как переменном, так и постоянном токе, могут сваривать алюминий. Таким образом, не все сварочные аппараты TIG могут сваривать алюминий. Те, которые работают только на постоянном токе, не могут сваривать алюминий.
Дом; Свяжитесь с нами; Свяжитесь с нами. Телефон: 1300 225 935 Электронная почта: [адрес электронной почты защищен] Часы работы: 7:30 — 16:30 с понедельника по пятницу. Вы также можете заполнить форму ниже, и мы свяжемся с вами в ближайшее время.Kn95 цена машины для масок
N95 KN95 Маски Антипылевые бактериальные защитные маски Фильтрация Нетканый FFP2 Крышка для рта Немедицинская Распродажа, цена и отзывы | Gearbest.
Xiaomi Mi Smart KN95 Face Mask Black (Large или Medium) Представляем дышащую противотуманную маску SmartMi KN95 для лица. В нынешних условиях для многих людей закрытие лица той или иной формы принесет определенную уверенность. Маска SmartMi KN95 сама по себе является особенной маской, предотвращающей загрязнение окружающей среды, которая также выделяет элемент стиля.
Markrite 9500, KN95, N95 Производитель / поставщик масок в Китае, предлагающий респираторную маску Makrite 9500 N95 N95, маску для лица FFP2 KN95, чашу или чашу Makrite 9500 Noish N95, готовую к отправке и так далее.
Samding Craftwork Co., Ltd., Эксперты в области производства и экспорта масок KN95, масок FFP2 и еще 69 продуктов. Проверенный поставщик CN Gold на Alibaba.com.
«Цены на маски N95 на рынке выше 200 рупий за маску. Мы планируем снизить их до 70 рупий при массовом производстве», — сказал Шриманкар. В настоящее время они производят еще 5 машин. Все детали, используемые в машине, поставляются / производятся в Раджкоте.
Китайская машина для изготовления масок Каталог автоматической машины для производства масок из нетканого материала с 5-дневной доставкой 7164 долларов США, производственная машина для производства автомобильных масок 7000 ~ 9000 долларов США предоставлена китайским производителем — Guangzhou Guanhe Light Industry Machinery Co., ООО, стр.1.
Машина для изготовления масок, Машина для изготовления масок, Машина для изготовления масок производитель / поставщик в Китае, предлагающая полуавтоматическую ультразвуковую машину для точечной сварки маски N95 Kn95, материалы из расплавленного нетканого материала для изготовления масок для лица Машина для производства масок, полностью автоматические хирургические нетканые материалы для лица Машина для изготовления масок с ультразвуком для продажи и так далее.
Приобретите маску kn95 по лучшей цене вместе с техническими условиями продукта. Тип продукта: Маска KN95 Противовирусные маски для лица Защитная маска для лица N95.Применение: Личная безопасность.
Китайские производители машин для изготовления масок N95 — выберите 2020 высококачественных машин для изготовления масок N95 по лучшей цене от сертифицированных китайских машин для изготовления хирургических масок Kn95 / N95, машины для изготовления масок Тип производства 1, образец маски KN95 / N95 (4 слоя), как указано выше фото 2, слои маски …
шлифовальный станок по краю раковины видео the whold shabang
Портативный ручной станок для резки каменных раковин, шлифовальный станок для краев раковин
Этот станок используется для резки каменных отверстий под раковину в столешницах, отверстий под краны, а также может использоваться для шлифовки краев раковин из камня.Если нужно больше …
Шлифовальный станок для кухонной мойки из нержавеющей стали — мойка …
12 января 2015 Мы являемся производителем шлифовального станка для кухонной мойки из нержавеющей стали — мойки производства LIne в Гуанчжоу, Китай. Электронная почта: [адрес электронной почты защищен] MSN: [адрес электронной почты защищен] Skype: auto-welder Mob …
Автоматический шлифовально-полировальный станок для раковин — YouTube
5 августа 2015 г. В этом специальном шлифовальном станке с ЧПУ используется принцип полировки абразивной ленты. Абразивная лента приводится в движение электродвигателем для полирования края сварной раковины.
作者: Steven WeiПрофессиональная система ЧПУ Автоматическая кромка кухонной мойки …
Сварочный аппарат. Машина для стыковой сварки; Проекционный сварочный аппарат; Аппарат для точечной сварки сопротивлением; Машина для сварки швов; Сварочный автомат. Сварочный автомат с ЧПУ; Автоматическая сварочная машина для проволочной сетки; Промышленный робот. 6-осевой промышленный сварочный робот; Промышленный погрузочно-разгрузочный робот; Робот для дуговой сварки Mig Tig; Новости …
Автоматический станок для шлифования кромок мойки по договорной цене в Киеве, Украина..
Автоматический станок для шлифования кромок раковины, полная информация об автоматических станках для шлифования кромок раковин, станках для шлифования раковин, станках для шлифования кромок раковин, автоматических станках для шлифования кромок раковин от поставщика или производителя станков для внутреннего шлифования — Guangzhou Dragon Welding Co.,
Китайский автоматический станок для шлифования кромок раковины после прокатки …
Станок для шлифования раковин, Станок для полировки раковин, Станок для шлифования кромок раковин, производитель / поставщик в Китае, предлагающий автоматические станки для шлифования кромок раковины после сварки швов прокаткой, Машина для точечной сварки никелевых листов в Шэньчжэне, Dp-5kw Портальный сварочный аппарат для точечной сварки
шлифовальный станок для кромок мойки видео. шлифовальный станок кромок раковин видео Mine Equipments. Машина для полировки кромочного шва после сварки 03 Tune.pk Машина для полировки кромочного шва после сварки. Поворотный стол Pulimetal Cittadini для полировки и шлифования раковин tavola rotante per lavelli 10:11 Нравится это видео
Китай Автоматический шлифовальный станок для сварных швов раковины — Китай …
Китай Автоматический шлифовальный станок для сварных швов раковины, Подробная информация о шлифовании кромок раковины в Китае Станок для шлифовальной машины после сварки от автоматической машины для шлифования швов сварки раковины — Guangzhou DuroWelder Limited
Китай Автоматический станок для шлифования кромок раковины после прокатки…
Станок для шлифования раковин, Станок для полировки раковин, Станки для шлифования кромок раковин, производитель / поставщик в Китае, предлагающие автоматические станки для шлифования кромок раковин после сварки швов прокаткой, Машина для точечной сварки никелевых листов Шэньчжэньских батарей, Станок для точечной сварки портального типа Dp-5kw
Видео шлифовальных станков для кромок раковин. шлифовальный станок кромок раковин видео Mine Equipments. Станок для полировки кромочных швов раковины после сварки 03 Tune.pk Машина для полировки кромочного шва после сварки. Поворотный стол Pulimetal Cittadini для полировки и шлифования раковин tavola rotante per lavelli 10:11 Нравится это видео
Автоматический шлифовальный станок для кромок раковины— Купить шлифовальный станок для раковин …
, Станок для шлифования раковин, Станок для шлифования кромок раковин, Автоматический станок для шлифования кромок раковин от поставщика или производителя станков для внутренней шлифовки — Guangzhou Dragon Welding Co.,Станок для шлифования кромок раковин видео
Станки для шлифования кромок раковин видео Горное оборудование. Машина для полировки кромочного шва после сварки 03 Tune.pk Машина для полировки кромочного шва после сварки. Поворотный стол Pulimetal Cittadini для полировки и шлифования раковин tavola rotante per lavelli 10:11 Like this video.get price
Китай GM-60kVA Шлифовальный станок для кромок раковины Производители …
Наш шлифовальный станок GM-60kVA для кромок раковин уникален и усовершенствован функции, которые могут заменить традиционные продукты и принести компании большую экономическую выгоду.Наша компания продолжает укреплять корпоративное управление, и мы полагаемся на научно-технический прогресс, чтобы способствовать общему развитию компании.
PROFIGRIND-S: Станок для шлифования швов раковин — полуавтоматический …
PROFISPOT’S Сварочные машины для раковин. PROFISPOT-S Полуавтоматические сварочные аппараты для рулонных швов для мойки — Роликовые сварочные аппараты для кухонных мойок; PROFISPOT-S-CNC: Станки для сварки фальцевых валков с ЧПУ; PROFIGRIND’S: Станок для шлифования швов раковин (current) Обзор PROFIGRIND Станки для шлифования швов раковин
Автоматический станок для резки каменных столешниц…
EKKJ-1 Станок для резки отверстий под раковину в столешнице в основном используется для резки кухонных смесителей для раковины. Он предназначен для точной резки гранита, мрамора, кварцевого камня для отверстий под раковину квадратной, овальной и другой формы, отверстия для верхней трубы кухни и т. Д., А также может выполнять дуговое шлифование кромок отверстий раковины.
Станок для шлифования и полировки раковин — Купить Шлифовальный …
HWASHI Италия Дизайн Высокоэффективный автоматический станок для шлифования кромок раковины из нержавеющей стали.В этом специальном шлифовальном станке с ЧПУ используется принцип полировки абразивной лентой. Абразивная лента приводится в движение электродвигателем для полировки кромки сварной мойки.
Китай Полировальная машина для мойки, Машина для полировки мойки …
Мостовая пила для резки камня Автоматический резак для кварцевых блоков 4 оси 5 осей Гранитные плиты Полировка кромок и станок для резки отверстий под раковину Цена на условиях FOB: US $ 9690-15600 / комплект Мин. Минимальный заказ: 1 набор.
China Floor Grinder Polisher Concrete Edge Grinder Floor…
Шлифовальный станок для пола, полировщик бетонных кромок, шлифовальный станок, полировщик полов, полировщик мрамора, кухонный камень, столешница, раковина, раковина, обрабатывающий центр, подходит для шкафов из искусственного камня, столешниц и раковин из кварцевого камня, резьбы подносов для чая, кромки в европейском стиле и другого гетеросексуального камня. керамика, стекло и керамический камень сверление, шлифовка, кромка вниз, резьба ….
Китай Полировка камня и шлифовальный круг с гранитной кромкой …
Круг для полировки и шлифования камня с гранитной кромкой Абразивный шлифовальный круг Кухонный камень для столешницы Мойка для раковины Центр обработки тазов подходит для шкафов из искусственного камня, столешниц и раковин из кварцевого камня, резьбы подносов для чая, окантовки в европейском стиле и другого гетеросексуального камня, керамики, сверления стекла и керамического камня, шлифования, кромки вниз, резьбы….
HWASHI Высококачественный шлифовальный станок для круглых углов для кромок раковины
Hwashi Высококачественный шлифовальный станок для круглых углов для кромок раковины, полная информация о высококачественном шлифовальном станке для круглых углов Hwashi, шлифовальном станке для круглых углов для кромок раковины, круглых угловых шлифовальных станках Hwashi Станок для шлифования углов, Станок для шлифования круглых углов кромок раковины от поставщика шлифовальных машин или производителя — Guangdong Hwashi Technology Inc.
Станок для шлифования и полировки изогнутых внутренних и внешних поверхностей…
Я ищу станок для шлифования и полировки изогнутых внутренних и внешних поверхностей, Станок для полировки раковин, Станок для полировки кромок, Станок для полировки резервуаров, Станок для шлифования резервуаров, Станок для внутренней полировки Tjzj-6. Требуемые размеры для шлифования стальных пластин указаны ниже. От 1,400 мм до квадрата 1200 мм. 2. Внутреннее или внешнее шлифование, шлифование по острым кромкам с радиусом (R3 мм или R4 мм) 3.
Аппарат для шлифования / полировки кромок раковины 50 мм …
Высококачественный шлифовальный / полировальный аппарат для сварки раковин шириной 50 мм из Китая , Ведущий китайский автомат для шовной сварки, со строгим контролем качества, заводы по производству оборудования для сварки проволоки, производящие высококачественное оборудование для сварки проволоки.
Китай Шлифовальный станок для нижней кромки мойки Производители и …
Шлифовальный станок для нижней кромки мойки. 1. Краткое введение: Шлифовальный станок для нижней кромки мойки, на котором установлена цифровая система управления, предназначен для шлифования нижних кромок раковин из нержавеющей стали ручной работы. Для шлифования одной кромки требуется менее 1 минуты.
Станки с ЧПУ по камню Станки для полировки кромок кухонных столешниц …
Станки с ЧПУ по камню Станки для полировки кромок кухонных поверхностей Станок для сверления отверстий под гранитную раковину.3000 * 1500 * 500 мм ATC гравировальный станок с ЧПУ по камню 1) корпус машины: сверхмощная конструкция стальной станины с большой квадратной трубкой 2) функция: функция ATC 3) передающая система: ось XY —
Высококачественные производители станков с ЧПУ для обработки камня — высокие …
Esuton — один из самых профессиональных производителей станков с ЧПУ для обработки камня в Китае, который производит высокоэффективные автоматические станки. Добро пожаловать на покупку высококачественного станка с ЧПУ для обработки камня китайского производства на нашем заводе. Свяжитесь с нами для получения дополнительной информации о скидках.
Поставщики станков для шлифования и полировки кромок, все качества …
Станки для шлифования и полировки кромок, станки для шлифования и полировки кромок Справочник — Найдите множество поставщиков станков для шлифования и полировки кромок, производителей, компаний со всего мира на шлифовальных станках, шлифовальный станок, шлифовальный станок для кукурузы,
Фрезерные или фрезерные станки по камню
Для автоматической прецизионной резки отверстий под раковины. 5 минут на вырезание 2-сантиметрового (3/4 «) отверстия под раковину из мрамора.Портативный шлифовальный станок / полировщик спины HDS-1. Цена: $ 1,695,00
Как добиться успеха в работе с раковиной и краем бетонной столешницы …
Полировка раковины может быть немного сложной, но есть несколько вещей, которые могут упростить процесс. При установке мойки под монтажом сначала необходимо закруглить верхний край с помощью 3/16-дюймового паяного алмазного профилировщика Eagle. Когда внутренняя часть мойки будет готова к полировке, важно правильно настроить ее.
Amazon: ручной оптический кромкообрезной станок
Оптический ручной кромкооблицовочный станок для очков Линза ручной обрезной и полировальный станок 110V.4.0 из 5 звезд 13. $ 159.90 $ 159. 90 … Полностью автоматические промышленные кромкообрезные и полировальные станки, оптические кромкооблицовочные станки для очков, линзы, ручные кромкообрезные станки, полировщик 220В для очков, шлифовальный станок для очков, 110В, инструменты для самостоятельной сборки. … Prime Video Прямое распространение видео стало проще:
Станок для шлифования кромок раковин видео — uwe-geske.de
Станки для шлифования кромок раковин видео. Бетонные заводы на продажу в Малайзии. Рынок бывших в употреблении бетонных заводов для продажи в МалайзииРазработка бывших в употреблении бетонных заводов крупномасштабная, автоматизированная, интеллектуальная.Машина для переработки сырой сложной золотой руды.
Как шлифовать и полировать гранитную плитку Домашние руководства SF Gate
3. Установите угловую шлифовальную машину на 2 800 об / мин и прикрепите шлифовальный диск с зернистостью 50 к шлифовальной машине. Отшлифуйте край слева направо, чтобы удалить большие поверхностные царапины и следы от пил.
Производители автоматических станков для резки отверстий под раковину …
① Обрезка кромок плит S-тона. ② Срезание фаски под углом 45 градусов. ③ Столешницы, раковина, резка отверстий под смесители. ④ Отшлифовать и отполировать профиль края отверстия под раковину, ⑤ Шлифование профиля кромки камня, ⑥ Зачистить и полировать профиль нижней дуги столешниц из камня
Area Top Jobs (The Local Jobs Insider)
Местные лучшие вакансии (The Local Jobs Insider)
Ваша компания нанимает? Быстро выполняйте свою работу на Smokey!
Свяжитесь с нами по электронной почте, чтобы узнать цены–> Jobs @ SmokeyBarn.com
ROBERTSON COUNTY TENNESSEE: (Smokey Barn News) — Как далеко вы едете на работу? Многие жители округа Робертсон выезжают за пределы округа в поисках работы, но ситуация начинает меняться. Возможно, ваша проблема — скука, и вы подумаете о том, чтобы сменить компанию. В любом случае, мы предложим вам некоторые из лучших вакансий округа Робертсон во многих местных фирмах. По мере того как все больше и больше компаний переезжают в район округа Робертсон и / или расширяют свои производственные мощности, появляется все больше и больше отличных рабочих мест.
Взгляните на вакансии ниже и продолжайте следить за страницей вакансий Smokey, чтобы получить 411 о прекрасных местных карьерных возможностях и подумать о дне без головной боли от движения или скуки.
Взгляните на вакансии ниже и не стесняйтесь обращаться к компаниям с любыми вопросами, которые у вас есть, и удачи.
НАИЛУЧШИЕ РАБОТЫ в графстве РобертсонSpringfield Hogebuilt / Fleetline расширяется, добавляется вторая смена
ЗАЯВИТЬ СЕГОДНЯ
Конгломераты округа Робертсон Fleetline и Hogebuilt расширяются в Спрингфилде, и пара открыла набор сотрудников по всем направлениям.Вместе они добавляют рабочие места в дневные смены и открывают новую вторую смену по мере расширения штата сотрудников для удовлетворения растущего спроса на свою продукцию.
Работая как два подразделения под одной крышей, Hogebuilt и Fleetline расположены в самом центре промышленного парка Спрингфилда. КАРТА
Чтобы заглянуть внутрь их завода в Спрингфилде и взглянуть на их очень популярные продукты, посмотрите видео ниже.
С созданием новой второй смены наряду с возможностями дневной смены , как Fleetline, так и Hogebuilt открыли возможности повсюду.«В связи с ростом всех наших продуктовых линий мы открываем вторую смену», — говорится в заявлении компании (компаний) в пятницу.
Вот некоторые возможности и способы подачи заявки.
Бонус за регистрацию: Бонус за регистрацию в размере 250 долларов США, выплачиваемый после 30 дней работы.
Наши преимущества начинаются немедленно. (См. Преимущества ниже)
Мы нанимаем: кандидатов на монтаж и операторов станков.
Член производственной группы:
И.Описание работы
Цель работы: Собрать и подготовить изделие к отгрузке.
Обязанности:
1. Собирайте детали в соответствии с ежедневными графиками, списками выбора и / или задокументированными инструкциями.
2. Подготовьте заказы к отправке с соответствующей маркировкой и упаковкой.
3. Работайте над производственными заказами или заказами на продажу, собирая в надлежащей последовательности конфигурации, необходимые для удовлетворения заказов.
4. Должен быть разборчиво и точно задокументирован первичный осмотр и другие требуемые формы.
5. Сообщайте руководителю группы о любых проблемах, которые могут возникнуть (например, несоответствующие детали, нехватка материалов и т. Д.).
6. Поддерживайте чистоту и порядок на рабочем месте и работайте безопасным образом, чтобы защитить себя, других сотрудников и оборудование. .
7. Управляйте вилочным погрузчиком безопасным способом, если применимо.
8. Соблюдайте все правила и нормы техники безопасности / работы.
9. Прочие обязанности по назначению.
10. Запустите прессы и замените матрицы, если применимо.
11. Периодическая чистка и обслуживание машин и рабочих зон, включая хранение и организацию.
Ответственность и полномочия:
Подчиняется: Лидеру группы. Не несет ответственности за других сотрудников.
Ассистент: различные области поддержки при необходимости.
Интерфейс: Другие операторы и производственные отделы.
II. Условия на рабочем месте
Инструменты и оборудование: различные ручные инструменты, прессы, штампы и т. Д.
Условия работы: Не подвержен шуму и пыли в среде без температурного контроля.
III.Способности рабочих
A. Физический
1. Способность поднимать умеренный вес (до 50 фунтов).
2. Способность стоять до десяти часов, подниматься по лестнице, наклоняться / поворачиваться в талии, толкать, тянуть, подбирать и захватывать предметы руками.
3. Способность выполнять повторяющиеся операции.
B. Психология
1. Способность понимать инструкции и неукоснительно выполнять их.
2. Способность понимать письменные и устные инструкции, рисунки и выполнять основы математики.
3. Должен иметь хорошие навыки межличностного общения и уметь четко и точно общаться.
Плата:
Минимальная начальная заработная плата составляет 14 долларов в час за дневную смену.
Льготы:
• Медицинское страхование: Blue Cross Blue Shield
• Delta Dental
• Видение: VSP
• Краткосрочная и долгосрочная нетрудоспособность, оплачиваемая компанией
• Страхование жизни, оплачиваемое компанией
• Девять оплачиваемых отпусков в год
• Праздничный бонус
• Начало получение отпуска в первый день работы
• Бонус за регистрацию в размере 250 долларов США после 30 дней работы.
Как подать заявку?
Подайте заявку лично с понедельника по пятницу с 8:00 до 4:00 по адресу 784 Bill Jones Industrial Drive или подайте заявку онлайн -> Здесь будет назначено собеседование.
Кандидаты, подавшие заявку лично и позвонившие по номеру (615) 667-6597, пройдут собеседование после того, как оставят заявку.
* Все кандидаты должны пройти проверку на наркотики, биографические данные и медосмотр.
Hogebuilt / Fleetline — работодатели с равными возможностями.
О компании Hogebuilt
МиссияHogebuilt состоит в том, чтобы производить крылья из нержавеющей стали самого лучшего качества для автомобильной промышленности; и добиться безупречной отделки для грузовиков! Hogebuilt вышла на рынок тяжелых грузовиков в 1944 году, представив свою первую линейку 24-дюймовых боковых крыльев. Квадратные крылья с новой и наиболее эффективной конструкцией для подавления брызг быстро стали лидером на рынке крытых крыльев. Чтобы оставаться лидером по дизайну и качеству, Hogebuilt представила самые первые варианты крыльев 27 ″, 30 ″ и 34 ″, изготовленные из нержавеющей стали 304 с зеркальной отделкой, и наш уникальный 3 ″ боковой фланец.Наш боковой фланец является самым длинным в отрасли и придает изделиям Hogebuilt изящный вид, который желают наши клиенты. Чтобы дополнить свою линейку крыльев, Hogebuilt первой в отрасли разработала полную линейку уникальных монтажных кронштейнов для подвески. В настоящее время у нас есть все модели на выбор, удовлетворяющие потребности всех основных производителей грузовиков. Подробнее…
О компании Fleetline
Более 40 лет Fleetline Products была известна как ведущий OEM-поставщик средств защиты от брызг для грузовых автомобилей.Мы открыли свои двери в 1973 году и быстро завоевали прочную репутацию производителя высококачественных деталей, обеспечивая при этом отличное обслуживание клиентов. Наша приверженность качеству и помощь клиентам в поиске правильного решения для их нужд — это традиция, которая продолжается и сегодня.
Fleetline предлагает полную линейку продуктов для грузовиков и прицепов, предназначенных для обслуживания различных профессий. Наша линейка продуктов включает крылья для одноосных, полутандемных и полнотандемных применений, а также кронштейны подвески брызговиков и монтажные компоненты.Наши крылья и кронштейны подвески брызговиков устанавливаются на заводе-изготовителе на грузовики Peterbilt, Kenworth, Freightliner, Western Star, International, Volvo и Mack. Fleetline гордится тем, что уже более 40 лет впервые производит грузовые автомобили. Подробнее…
Спонсируемый
Работы в 1-ю и 2-ю смены в компании Metal Molding Corp / Patrick Industries
Metal Moulding, подразделение Patrick Industries, Inc., был посвящен морской индустрии с 1987 года! Их завод площадью
кв. Футов находится к северу от Нэшвилла, штат Теннесси, и в настоящее время они нанимают должности с полной или частичной занятостью, начиная с 14 долларов США и выше в зависимости от уровня квалификации и опыта. Ниже мы добавили некоторую информацию о возможностях, о том, как подать заявку, а также о нашей истории в среднем Теннесси.
С момента своего создания компания MMC была основным поставщиком для многих известных морских производителей, таких как Sea Ray, Correct Craft, Mastercraft, Boston Whaler, Ranger, Triton, Key West Boats, Phoenix Boats, Crownline, Bennington и Premier.Не морские модели Lennox Hearth & Patio, Shoals Solar и Pro Charging — это лишь некоторые из наших многочисленных клиентов.
Вакансии (1-я и 2-я смены):
• Монтажники Отделение пластмассы / металла
• Операторы окрасочной линии / маляры
• Шлифовально-шлифовальные машины
• Операторы тормозных прессов
• Операторы лазерных станков
• Операторы станков с ЧПУ
• Операторы станков Turett
• Комплектовщик и упаковщики заказов отгрузки / записи
• Сварщики
• Операторы сверлильных станков
• Операторы маршрутизаторов
• Поплавки
• Инженер-конструктор
Преимущества зависят от должности.
401 (k) сопоставление, стоматологическое страхование, страхование инвалидности, программа помощи сотрудникам, медицинское страхование, сберегательный счет на здоровье, страхование жизни, оплачиваемый отпуск, реферальная программа, страхование зрения.
ПОДАТЬ ЗАЯВКУ СЕГОДНЯ!
Подайте заявку лично в Metal Molding Corp по адресу 1225 Northgate Bus Pwy Madison, Tn 37115 или отправьте резюме по электронной почте: [email protected] Номер телефона: 615-865-9867
ПРИСОЕДИНЯЙТЕСЬ К НАШЕЙ КОМАНДЕ!
Подробнее о нас:
MMC является утвержденным поставщиком ABA, IBBI и BBG.Мы являемся членом NMMA (National Marine Manufacturing Association) и имеем аккредитацию BBB (Better Business Bureau) (см. Сертификат BBB).
Все металлообрабатывающее оборудование управляется ЧПУ, что позволяет нашим клиентам всегда получать одни и те же детали.
Гидроабразивная машина, три лазера, шесть прессов для разрыва, пять сварочных аппаратов с таймером, три револьверные головки и две ножницы — это лишь часть многих единиц оборудования в цехе по металлу.
В нашем цехе пластмасс четыре фрезерных станка с ЧПУ. Этот отдел также работает с акриловыми и ПВХ листовыми материалами и материалами с твердыми поверхностями.
ОбъемMMC позволяет нам закупать поли материал прямо с завода по более конкурентоспособной цене.
У нас есть собственное производство порошковой окраски с 5-ступенчатой системой мойки.
Стандартный Срок выполнения заказов на собственное производство — 25 рабочих дней. Для любых деталей, требующих сторонних услуг (анодирование, электрополировка и т. Д.), Время выполнения заказа составляет от 30 до 35 дней. Наша команда по продажам готова работать на любом уровне, чтобы помочь клиентам с дизайн-проектами для превосходной подгонки, функциональности, рентабельности и качества.
УMMC есть дизайнеры в отделах металлов и пластмасс, которые работают напрямую с нашими клиентами, отделом продаж, инженерами и персоналом. Мы работаем с торговыми агентствами (William F. Miller, Coatney Sales), которые работают в восточной части США
.MMC расположен на северной стороне Нэшвилла, штат Теннеси, и предлагает одни из лучших фрахтовых ставок в США. www.metalmoulding.com
Спонсируемый
Iceberg HCP приобретается, расширяется, набор сотрудников открывается по всем направлениям
Iceberg HCP, обслуживающая клиентов в среднем Теннесси, объявила в понедельник о приобретении фирмы.Наряду с приобретением компания объявила, что расширяет спектр своих услуг, включая сантехнические услуги, и открыла возможности для найма сотрудников по всем направлениям.
Основанная и базирующаяся в округе Робертсон с 1992 года, Iceberg HCP обслуживает Средний Теннесси в округах Читхэм, Дэвидсон, Монтгомери, Робертсон и Уилсон. Первоначальный основатель, Джон Гровеснор, и сотрудники будут продолжать участвовать в повседневной работе Iceberg. Джон останется с Айсбергом в качестве директора по продажам и операциям.«Мы продолжим ценить его клиентов так же, как он это делал почти 30 лет», — сказал Майкл Кроули, новый владелец фирмы. «Мы ценим Джона и его клиентов и с нетерпением ждем возможности служить нашему сообществу вместе с ним!»
С приобретением компания открыла возможности для приема на работу с обеих сторон бизнеса: отопление / охлаждение и сантехника. См. Описание вакансий ниже.
Iceberg HCP работает с домовладельцами, строителями (на новых строительных проектах) и коммерческими предприятиями, устанавливая качественное оборудование HVAC, такое как: American Standard, Tempstar (от Carrier) и другие бренды по запросу — по конкурентоспособным ценам!
Устанавливаем кондиционеры и отопительные агрегаты, мини-сплит и городские мультисистемы, газовые бревна, общедомовые осушители, водонагреватели.
Вы можете отдыхать спокойно, зная, что у вас есть лучшие техники, обслуживающие и ремонтирующие ваше оборудование, независимо от марки.
Iceberg, Inc. имеет лицензию: TN State Mechanical, Bonded and Insured.
Iceberg Heating Охлаждение и сантехника Возможности для работы:
СЕЙЧАС НАМНЕМ специалистов / монтажников и сантехников HVAC
Мы рады объявить о создании подразделения сантехники, которое когда-то было Iceberg Heating & Cooling.
Специалисты / установщики HVAC (полный рабочий день): 19-33 долларов в час
● Бонус за регистрацию в размере 2 000 долларов США (через 6 месяцев)
● Опыт работы с обращениями в службу поддержки и установкой воздуховодов и устройств.
● Требуются замены для всех марок блоков HVAC.
● Опыт работы более 2 лет
● Требуются ручные инструменты
● Требуются водительские права
● Требуется чистый MVR. Необходимо принести на собеседование.
● Сертификат EPA. обязательный.
● Тип работы: полный рабочий день
● Доступные бонусы
● НОВЫЕ служебные автомобили
Сантехник (полный рабочий день): 15–24 доллара в час
● Бонус за регистрацию в размере 2 000 долларов США (через 6 месяцев)
● Опыт работы со служебными звонками
● Опыт работы более 2 лет
● Требуются ручные инструменты
● Требуются водительские права
● Требуется чистый MVR.Необходимо принести на собеседование.
● Тип работы: полный рабочий день
● Доступные бонусы
● НОВЫЕ служебные автомобили
Свяжитесь с нами @ [email protected] или (615) 210-0092
Чтобы узнать больше об Iceberg, нажмите на баннер ниже…
СпонсируемыйТребуются техник и сварщик мостового крана в Excel Industries, как подать заявку
УExcel Industries, семейной компании по транспортировке материалов, расположенной в Спрингфилде, штат Теннесси, есть две захватывающие возможности для подходящих кандидатов.Excel Industries активно ищет квалифицированного опытного специалиста по обслуживанию и проверке мостовых кранов
и опытного сварщика.Подходящий кандидат на должность специалиста по обслуживанию и осмотру мостовых кранов должен иметь солидный опыт работы в сфере мостовых кранов или аналогичный технический опыт, а также твердую трудовую и деловую этику. Кандидаты будут нести ответственность за построение прочных отношений с клиентами, поставщиками и коллегами Excel Industries. См. Дополнительную информацию ниже.
Excel Industries также открыла вакансию для опытного сварщика на своем предприятии в Спрингфилде. Подробности возможности добавлены ниже для вашего удобства.
Excel Industries — это малый бизнес, и сотрудники очень тесно сотрудничают друг с другом над проектами.
Спасибо, что выбрали Excel Industries. Ниже мы добавили дополнительную информацию о двух карьерных возможностях, которые у нас есть в настоящее время, и дополнительную информацию о нашей фирме.
Техник по обслуживанию и осмотру мостовых кранов
Требования:
Кандидаты должны иметь опыт работы в сфере обслуживания кранов не менее 3 лет.
— Пройдите тест на лекарства и медосмотр DOT. Примечание. Кандидаты будут проверены до того, как будет предложена должность.
— Чистая запись об автомобиле и действующая лицензия с проверкой биографических данных.
— Способность управлять большими транспортными средствами DOT и буксировать большие прицепы.
— Отличные устные и письменные коммуникативные навыки.
— Иметь способность понимать нормы и правила OSHA, ANSI и CMAA.
— Организованный и целеустремленный со способностью расставлять приоритеты и работать с минимальным контролем является обязательным.
— Способность толкать / тянуть материал и нести / поднимать 50 фунтов.
— Целеустремленный, способный работать в одиночку.
ОБЩИЕ УСЛОВИЯ РАБОТЫ
Кандидаты должны знать, что сотрудники находятся на объектах клиентов и обязаны соблюдать все требуемые ими стандарты СИЗ. Большинство объектов сильно различаются по своим требованиям.
— Умение работать в областях, подверженных воздействию элементов. Может быть слишком жарко или холодно.
— Подъем для работы обязателен. Таким образом, кандидаты должны чувствовать себя комфортно с ростом, используя ножничные подъемники или другие средства доступа.
— Заработная плата определяется опытом.
— Если вы не можете пройти проверку на наркотики, вам не нужно подавать заявление.
Оплата 20-30 долларов плюс за час, в зависимости от опыта.
Сварщик:
Как сварщик в Excel Industries, Inc., вы в большинстве случаев должны использовать зажимные приспособления и / или удерживающие приспособления для размещения свариваемых элементов в соответствии с чертежами, схемами, схемами или рабочими заданиями. Затем вы будете использовать ручное / полуавтоматическое / автоматическое сварочное оборудование для соединения, поверхности, изготовления и ремонта деталей из металла или других свариваемых материалов.Эта роль требует знания процессов сварки флюсовым сердечником, стержнем и углеродистой дугой, а также способности выполнять сварные швы с плоскими канавками и горизонтальные плоские угловые швы.
Должностные требования:
• Приварные зажимы и другое оборудование
• Выполняйте сварку с полным проплавлением (например, скользящее соединение), чтобы приварить концы к столбам или каналам.
• Выполните основной ремонт.
• Использовать шлифовальное оборудование.
• Может размещать и маркировать точки сварки на деталях или узлах.
• Может позиционировать детали, которые необходимо приварить, в приспособления, удерживающие приспособления, направляющие и ступеньки с помощью измерительных и ручных инструментов в соответствии с макетами, рабочими заданиями, чертежами, схемами и эскизами.
• Может проверять выполненные работы на предмет соответствия спецификациям и контроля качества.
• Соблюдайте все стандартные правила техники безопасности.
• Вести и заполнять все необходимые записи.
• Может участвовать в комитетах или инициативах по безопасности.
• Выполнять другие порученные обязанности.
Требования к работе:
• Минимум 2 года опыта.
• Требуется опыт сварки сердечником и стержнем.
• Возможность поддерживать процент сдачи 92%.
• Опыт работы с кислородным топливом / плазмой желателен, но не требуется.
• Желательно иметь опыт работы с угольной дугой.
• Способность поддерживать хорошую посещаемость.
• Если вы не можете пройти проверку на наркотики или прибыть вовремя, вам не нужно подавать заявление.
Описание Excel Industries, Inc. ищет квалифицированного сварщика конструкций для проекта в Спрингфилде, штат Теннесси. Подробности работы Начало — Как можно скорее Продолжительность — Долгосрочные часы — 40+ в неделю Конкурентоспособный объем оплаты — Сварщик конструкций, посуточная сварка Основная функция: Поддержка производственных потребностей путем выполнения различных сварочных и отделочных операций, связанных с структурной рамой и вспомогательными основаниями и приспособлениями.Основные обязанности: Удовлетворительное и безопасное выполнение основных рабочих требований. Подключает и обеспечивает надлежащее заземление для получения необходимой силы тока и напряжения. Вручную направляет электрод или пистолет вдоль линии шва, поддерживая длину дуги и скорость движения, чтобы сформировать заданную глубину плавления и валика в зависимости от цвета металла, звука сварного шва и размера лужи расплава. Устанавливает сварочный аппарат в соответствии с настройками сварочного шва. Необходима возможность сварки в плоском, горизонтальном, вертикальном или потолочном положениях.Очищает металлический шов для обеспечения качественного сварного шва. Удаляет излишки сварного шва, шлаки и брызги Способен при необходимости эффективно обжигать / резать различные металлические детали. Должен иметь возможность получить необходимые сварочные сертификаты, поддерживающие стандарты ABS. Изучите концепции последовательности сварки, чтобы минимизировать искажения. Все остальные обязанности и задачи по назначению. Требования к работе: 2-5 лет опыта работы в сфере сварки в коммерческой или промышленной среде. Flux Core .045 ‘испытание во всех положениях, сварка стержнем, сварка методом MIG и TIG и строжка угольной дугой предпочтительны.Желательно обучение в профессионально-техническом училище или другое эквивалентное обучение в рамках OJT. Сильные механические способности с фундаментальным пониманием различных практик. Умение читать чертежи и схематические рисунки. Умение следовать подробным инструкциям. Должен иметь твердую приверженность безопасности и безопасной работе. Должен иметь хорошие навыки межличностного общения и способность ладить с различным персоналом и работать в команде. Графики должны быть гибкими, и кандидаты должны иметь возможность эффективно общаться с непосредственными руководителями работ и руководителями.
Заработная плата с учетом опыта.
Оплата 20-30 долларов плюс за час, в зависимости от опыта.
О КОМПАНИИ EXCEL
Основанная в 2004 году Дэвидом и Чарльзом Роанхаусами, Excel Industries, Inc. была не более чем идеей. Начав с нуля в гараже своего дома, отец и сын считали, что настоящая сервисная компания должна быть всеобъемлющей, а потребности клиента должны быть превыше всего. Благодаря их глубоким навыкам и деловой этике компания превратилась в успешный бизнес, обслуживая некоторые из крупнейших производственных компаний Юго-Востока.
Ценности и рост компании
С момента открытия в 2004 году Excel продолжает ориентироваться на те же принципы, с которых мы начали; Заказчик — номер один, независимо от размера. Благодаря порядочности и ценностям этой компании, рост происходил по большей части из уст в уста. Благодаря нашим клиентам они снова и снова обращаются к нам.
Системы мостовых кранов, изготовление, проверки и ремонт
Excel Industries теперь находится в Спрингфилде, штат Теннесси, на производственном предприятии площадью 50 000 кв. Футов.Это здание было приобретено в июне 2013 года и является постоянным домом для компании Excel.
Их новое предприятие теперь может предложить нашим клиентам более короткие сроки выполнения заказов — от полных крановых систем до изготовления специальных изделий. Все службы Excel размещаются вне этого места, включая обслуживание, проверки, модернизации, внутренний ремонт, изготовление и проектирование. Нажмите здесь, чтобы проверить нас онлайн сегодня!
EXCEL INDUSTRIES INC. — ПРЕИМУЩЕСТВА КРУПНОЙ КОРПОРАЦИИ С ЗАБОТОЙ С КЛИЕНТАМИ СЕМЕЙНОЙ КОМПАНИИ.
• Техники по обслуживанию имеют служебный автомобиль
• Все сотрудники имеют право на
• Страхование здоровья / стоматологии / зрения
• Долгосрочная / краткосрочная нетрудоспособность
• Страхование жизни
ПОДАТЬ ЗАЯВКУ!…
Отправьте свое прошлое и контактную информацию или резюме по адресу: [email protected] или по факсу 615-212-0842
Excel Industries — работодатель с равными возможностями.
СпонсируемыйБонус за регистрацию и ежеквартальный бонус! «Присоединяйтесь к команде Owens Corning сегодня!»
Оуэнс Корнинг в Спрингфилде, штат Теннесси, в настоящее время нанимает сотрудников компании Production Associates.
$ 1000 ПОДПИСАТЬСЯ НА БОНУС
Начальная выплата составляет 14 долларов США без доплаты, а ежеквартальная выплата бонуса составляет до 10%!
1-я смена (4-10-часовые смены) с понедельника по четверг в безопасной, ориентированной на работу команде среде с конкурентоспособной заработной платой и льготами.
Owens Corning разрабатывает, производит и продает изоляционные, кровельные и стеклопластиковые композиты.
РЕЗЮМЕ:
Должность производственного сотрудника является почасовой и подчиняется начальнику смены.Сотрудник работает на прессах, помогает механизаторам, снимает детали с пресса, отделяет детали от лома, собирает детали, штабелирует или упаковывает детали, а также управляет оборудованием.
РАБОЧИЕ ОБЯЗАННОСТИ И ОТВЕТСТВЕННОСТЬ:
• Соблюдает все заводские руководящие принципы, практики и процедуры. Сюда входит правильное использование средств индивидуальной защиты при необходимости.
• Регулярное присутствие важно
• Работа в коллективной среде гарантирует, что помощники понимают свою роль, знают, какие меры предосторожности необходимы и расположение кнопок аварийной остановки
• Понимает и интерпретирует рабочие задания компании процедуры контроля работы
• Работает эффективно и точно для достижения 100% цели.Получает или запрашивает необходимые материалы, собирает контейнеры, подготавливает салазки, мешки и коробки для упаковки • Упаковывает определенное количество деталей на салазках, в мешки, коробки и т. Д., Маркирует их, складывает пакеты с деталями на стеллажи или в соответствующую упаковку и перемещает переносит / перемещает детали в зону хранения или к следующей операции
• Обеспечивает наличие предохранительных устройств и сообщает о любом небезопасном поведении или ситуации
• Знает о деятельности в рабочей среде и несет ответственность за поддержание чистоты и порядка в этой зоне, и сейф
• Другие задачи по поручению руководителя
ТРЕБОВАНИЯ К РАБОТЕ, НАВЫКИ И СПОСОБНОСТИ:
• Должен иметь способность читать / писать и интерпретировать документы (правила безопасности, инструкции по эксплуатации / процедурам и т. Д.).)
• Должен иметь способность эффективно общаться с коллегами, контролировать и управлять
• Должен иметь способность выполнять основные математические вычисления
• Должен иметь способность использовать рулетку
ОБРАЗОВАНИЕ И / ИЛИ ОПЫТ:
• Должен быть не моложе 18 лет
• Должен иметь аттестат о среднем образовании или его эквивалент
• Желательно иметь опыт работы от 3 до 6 месяцев и / или обучение; или эквивалентное сочетание образования и опыта
ОСНОВНЫЕ ФИЗИЧЕСКИЕ ТРЕБОВАНИЯ / УСЛОВИЯ РАБОТЫ:
• Стоять / ходить по 8–12 часов за раз
• Воздействие шума обычно умеренное
• Сгибание, скручивание и повороты
• Полное использование обеих рук — чтобы держать, чувствовать объекты, инструменты, элементы управления и т. д.
• Способность видеть вблизи и вдаль
• Возможна работа с изоляцией из стекловолокна
• Регулярно работает рядом с движущимися механическими частями
ПОДАТЬ ЗАЯВКУ — НАЖМИТЕ ЗДЕСЬ
ПРИСОЕДИНЯЙТЕСЬ К НАШЕЙ КОМАНДЕ СЕГОДНЯ! НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОДАТЬ ЗАЯВКУ
Узнайте больше о том, что мы делаем в Owens Corning — Нажмите здесь
Мобильный: Чтобы увидеть последние новости или поделиться этой статьей, прокрутите нижеЧтобы увидеть больше вакансий, щелкните -> Здесь
СпонсируемыйМолодежный агент 4-го класса в отделении расширения округа Робертсон UT (позиция X2113)
ТРЕБОВАНИЯ:• Требуется степень бакалавра в области сельского хозяйства, семьи и потребительских наук или области, связанной с образованием и / или развитием молодежи.
• Требуется совокупный средний балл 2,7 (степень бакалавра наук по 4-балльной шкале) или полученная степень магистра. Предпочтение будет отдаваться соискателям со степенью магистра наук и / или опытом работы в смежной области.
• Полный пакет заявки будет включать 1) письмо о заинтересованности, 2) резюме или биографические данные, 3) и официальные или неофициальные стенограммы, подтверждающие присвоенную степень (и)
ЗАРПЛАТА:
Соответствует обучению и опыту. Эта должность финансируется совместно UT Extension и округом Робертсон.Правительство округа Робертсон финансирует 34% расходов на зарплату и льготы.
ОБЯЗАННОСТИ:
• Планирует, выполняет и оценивает образовательные программы 4-H Youth Development (100%).
• Реализует, оценивает и отчитывается о программах развития молодежи 4-H, связанных с организацией, лидерством, признанием, спонсорством и т. Д.
• Принимает на себя ответственность за все молодежные проекты, мероприятия, шоу, мероприятия и комитеты.
• Обеспечивает и обучает лидеров волонтеров и служит образовательным ресурсом для образовательных молодежных программ в округе.
• Подотчетен окружному директору по развитию и должен быть в курсе последних исследований в области развития молодежи.
• Обеспечивает руководство программой мероприятий, отвечающей потребностям всех подходящих клиентов, независимо от расы, цвета кожи, национального происхождения, пола, возраста, инвалидности, религии или статуса ветерана.
• Принимать на себя другие обязанности в соответствии с назначением.
ПРЕИМУЩЕСТВА:
Групповая госпитализация и страхование жизни; Государственная пенсия; Компенсация рабочим; больничный и ежегодный отпуск; многочисленные программы университетов Теннесси и государственных пособий, в том числе свободный отпуск на каникулы и оплата за долголетие после трех лет службы; возмещение служебных командировок.
ПРОЦЕСС ЗАЯВКИ:
Процесс подачи заявления о приеме на работу осуществляется онлайн через систему Талео Университета Теннесси
Подайте заявку онлайн, нажав на эту ссылку
Спонсируемый
Вы пропустили нашу ярмарку вакансий? Компания ABB Portland, TN имеет 40 постоянных рабочих мест в гибких сменах
Компания ABB Installation Products инвестирует в этом году многомиллионные инвестиции и укомплектовывает до 40 сотрудников по мере расширения и обновления своего производственного предприятия в Портленде, штат Теннеси., чтобы удовлетворить возросший спрос на электрооборудование.
Интеграция нового автоматизированного оборудования и робототехники ABB, а также улучшение здания площадью более 35 000 квадратных футов поможет увеличить производственные мощности на участке площадью 200 000 квадратных футов более чем на 20 процентов. Предприятие производит электрические коробки и арматуру Carlon®, которые используются в домах и зданиях по всему миру.
Мы нанимаем сборщиков!
Ярмарка карьеры ABB состоится в субботу 10 апреля с 10 до 12 и с 13 до 16
Место нахождения: 200 Challenger Dr, Портленд, TN 37148
• Интервью будут проводиться с интервалом в 30 минут, и в связи с протоколами безопасности не будут доступны входы. Будут приняты туры, поэтому ботинки со стальным носком приветствуются, но не требуются в этот день.
• Кто-то из команды свяжется с вами, чтобы показать экран телефона и назначить временной интервал
• Оплата начинается с 16,50 долларов США + разница в смену, если применимо.
• День выплаты пособий 1
• Требуется проверка данных и проверка на наркотики. устные предложения будут сделаны в течение 24-48 часов тем, кто соответствует требованиям
1-я, 2-я и 3-я смена
Новые смены по выходным: Weekend Crew A и Crew B
• в пятницу вечером с 23:00 до 11:00 (пятница, суббота и воскресенье)
• в субботу с 11:00 до 23:00 (суббота, воскресенье и понедельник)
Портленд, штат Теннеси, ABB., предприятие является крупнейшим производителем распределительных коробок в Северной Америке, а также еженедельно производит миллионы деталей и фитингов из ПВХ под торговой маркой Carlon®, используемой розничными торговцами и подрядчиками для освещения, розеток и электропроводки. Читать далее.
СпонсируемыйСейчас мы нанимаем — Robertson Co. Schools
Совет по образованию округа Робертсон принимает на работу. Району нужны сертифицированные учителя по всем направлениям:
• Начальное образование
• Специалисты по английскому языку и речевому языку
• Иностранный язык
• Математика для средних и старших классов
• Школьный психолог
• Естественные науки для средних и старших классов
• Специальное образование
Администраторы каждой школы округа будут на связи сайт для проведения собеседований и обсуждения возможностей трудоустройства.
Секретные отделы также будут там, чтобы обсудить многочисленные возможности в таких областях, как:
• Здание и территория
• Опекунство (ABM)
• Помощники по обучению
• Медсестринское дело
• Офисный персонал
• Школьное питание
• Заместительное обучение
• Технологии
• Транспорт
800 М.С. Couts Blvd. Спрингфилд, TN 37172
615-384-5588
Узнайте больше и подайте заявку сегодня, нажмите -> Здесь
Springfield’s Environmental Concepts & Services нанимает
ECS, Environmental Concepts & Services, Inc., снова ищет сотрудников. В настоящее время у них есть (3) вакансии для заполнения в их местонахождении в Спрингфилде, 1134 New Hope Lane, Springfield, TN.
ECS, Environmental Concepts & Services, Inc. — небольшая местная семейная компания, основанная в 1999 году. Они предоставляют специализированные услуги, такие как транспортировка опасных материалов, обработка и удаление неопасных отходов, промышленные услуги и техническое обслуживание, а также Экологический консалтинг.
* Рабочее место, свободное от наркотиков * Перед приемом на работу и выборочная проверка на наркотики
* Место, свободное от курения *
-Полная должность обеспечивает полные льготы: 100% оплачиваемое медицинское страхование сотрудников, 401K с распределением прибыли, отпуск и праздничные дни
ОТКРЫТИЕ РАБОТЫ(1) Рабочее место (Спрингфилд)
General Labor — Немедленное открытие в Спрингфилде, TN Компенсация: от 14 до 18 долларов в час
• генеральная уборка
• уборка транспортных средств и оборудования
• эксплуатация бурового станка
• вилочный погрузчик для мойки под давлением
• легкое обслуживание
• промышленные услуги
• экологические услуги — кошение
Эта позиция требует ручного труда: подъем, подъем и перемещение оборудования и материалов являются обычным делом
С понедельника по пятницу, иногда по выходным.
(2) Техник по окружающей среде (Спрингфилд)
Компенсация: 18–22 долларов США в час, DOE
• Управляйте насосами, бурильным прессом, вилочным погрузчиком, пикапом компании, мойкой высокого давления
• Дневная смена
• Общее техническое обслуживание
• Промышленные услуги, такие как PM или замена оборудования
• Услуги по охране окружающей среды очищают технологические зоны или разливы — сварка и изготовление a plus
• Вход в замкнутое пространство
Обучение экологическим и промышленным службам, обучение HazMat, HazWopper и доступ в замкнутое пространство.В противном случае ECS проведет обучение в этих областях.
Эта позиция требует ручного труда: подъем, подъем и перемещение оборудования и материалов являются обычным делом. Необходима механическая способность
С понедельника по пятницу, иногда по выходным.
(3) Руководитель проекта / супервайзер (Спрингфилд)
Компенсация за полный рабочий день: 25 долларов плюс, DOE
Универсальная должность для разностороннего человека
Environmental Concepts & Services, Inc.в Спрингфилде, штат Теннесси, есть открытая вакансия для супервайзера для выполнения различных обязанностей и управления различными операциями.
Например:
• работа объекта по переработке неопасных отходов
• установка и обслуживание технологического оборудования, резервуаров, водопровода, насосов и т. Д.
• обслуживание торгового оборудования
• обслуживание дорожных тракторов и прицепов
• эксплуатация и обслуживание мини-погрузчик, экскаватор, трактор и подъемник
• техническое обслуживание оборудования
• сварка и изготовление: углеродистая и нержавеющая сталь
* Обладание всеми этими навыками не является обязательным, некоторым можно научить Кандидат должен быть:
• надежный
• целеустремленный
• надежный
• желающий учиться
• способный пройти тест на наркотики (повторный и случайный)
• готовый пройти обучение HazMat и замкнутому пространству И иметь действующие водительские права
Обучение экологическим и промышленным службам, обучение HazMat, HazWopper и доступ в замкнутое пространство.В противном случае ECS проведет обучение в этих областях
С понедельника по пятницу, иногда по выходным. Оплата зависит от квалификации
Подайте заявку сегодня!
Для получения дополнительной информации, чтобы заполнить онлайн-заявку, щелкните здесь.
Или вы можете отправить резюме по электронной почте: [email protected]
Или вы можете забрать заявку по адресу: 1134 New Hope Lane Springfield, TN 37172
Мы работаем с равными возможностями. Посетите нас онлайн
СпонсируемыйDelight Products (Спрингфилд) -Div.Крогера: НАЙМ СОБЫТИЯ
Delight Products, производственное подразделение Kroger, проводит мероприятие по найму в Спрингфилде, штат Теннесси, штат Массачусетс. Читайте ниже список интересных возможностей.
Открытые интервью для Delight Products
Дата: 8 марта 2021 г.,
Время: с 9:30 до 12:30
Адрес: Holiday Inn Express, 2518 Memorial Blvd., Springfield, TN 37172.
Начальная зарплата: 15 долларов.90- 21,09 доллара в час.
Льготы: медицинское, стоматологическое страхование, страхование зрения, 401k, опционы на акции, льготные планы, отпускные и отпускные, дополнительные скидки и многое другое.
Доступно позиций:
• Механик по обслуживанию в выходные дни
• Техник 2-й смены / начального уровня лаборатории
• Техник начального уровня по упаковке / распределению во 2-ю смену
• 3-я смена по обработке / лаборант начального уровня
• Техник начального уровня по упаковке / распределению в 3-ю смену
• Водитель CDL 2-й смены / оператор вилочного погрузчика
Требования:
• Должен быть не моложе 18 лет;
• Средняя школа или эквивалент требуется до даты приема на работу;
• Лицензия CDL требуется для должности водителя / оператора вилочного погрузчика CDL.
• Требуются биологические данные и проверка на наркотики.
Кандидатам будет предоставлен ноутбук для подачи онлайн-заявки до собеседования.
Если вы не можете приехать в этот день и время, подайте заявку онлайн.
Поиск по местоположению: Springfield, TN
Фильтр по компании: Delight Products
О компании:
Производственное видение и миссия Kroger зависят от наших сотрудников. Только с преданными своему делу и способными сотрудниками мы можем добиться успеха и высочайшего качества со всеми нашими корпоративными брендами.Наш стандарт бескомпромиссного качества восходит к 1883 году и стал фундаментом, на котором мы строим наш бизнес. Наши корпоративные бренды Kroger создают постоянных клиентов с нашими эксклюзивными и предпочтительными брендами. Благодаря индивидуальной приверженности качеству и коллективным усилиям мы сделали Kroger лидером как в производственной отрасли, так и в розничных торговых марках.
Станьте регистратором в Медицинском центре NorthCrest или узнайте о других возможностях карьерного роста
Медицинский центр NorthCrest в Спрингфилде, некоммерческая общественная больница на 109 коек, обслуживающая Северный Средний Теннесси и Южный Кентукки, открыла постоянные вакансии по всем направлениям.Информация о каждой возможности добавлена ниже.
Одной из важнейших областей и неотложных потребностей медицинского центра NorthCrest являются регистраторы. Как регистратор вы буквально лицо Медицинского центра NorthCrest. Вы — спокойный голос во время чрезвычайной ситуации или дружелюбное лицо при регулярных встречах. Чтобы узнать больше об этой и других карьерных возможностях в Медицинском центре NorthCrest, читайте ниже.
Медицинский центр NorthCrest был построен для обслуживания населения. Ежегодно NorthCrest поддерживает сообщество за стенами медицинского центра.Через спонсорство, медицинские осмотры, группы поддержки, образовательные классы и многое другое, Northcrest жертвует тысячи часов и долларов на служение окружающему сообществу в целях укрепления здоровья и благополучия.
Вот подробности о возможности!
Регистраторы в больнице и врачи. (Позиции FT)
ПОЗИЦИОННЫЕ ОБЯЗАННОСТИ:
• Отвечает за своевременную и точную регистрацию пациентов.
• Опрашивает пациентов для получения всей необходимой информации об аккаунте.
• Проверяет страховое покрытие
• Рассчитывает предполагаемую ответственность пациента, подлежащую оплате во время обслуживания
• Понимает страховые отчисления, доплаты, совместное страхование для объяснения и просвещения пациента
• Проверяет просроченные суммы
• Запрос / сбор платежей пациента и проблемы квитанции
• Понимает варианты финансовых платежей, доступные для пациентов
• Открытие / закрытие индивидуального денежного мешка, обеспечивающее баланс
• Делает соответствующую документацию в системе
• Отвечает и направляет входящие вызовы, включая «статические» вызовы, а также при необходимости покрывает АТС
• Демонстрирует знания о человеческом росте и развитии, а также об уходе за пациентами в соответствии с возрастом обслуживаемых пациентов.
• Соблюдает правила конфиденциальности HIPAA в соответствии с политиками и процедурами больницы.
• Все остальные обязанности в соответствии с назначением.
КВАЛИФИКАЦИЯ:
• Диплом средней школы / предпочтительно GED
• Отличные коммуникативные навыки
Услуги врача: обратитесь сюда
3 — Полный рабочий день — Дни — 8a-5p
Больница — Доступ пациента — Подать заявку здесь
• Полный рабочий день — 6:00 — 6:00 — Четверг / Пт / Сб
• Полный рабочий день — 9:00 — 5:30 — Пн — Пт
• Полный рабочий день — 6:00 — 6:00 Сб / Вс / Пн
FT Environmental Services Tech
3 — Открытые позиции FT — 1 смена — 7:00 — 15:30; 2 смена — 15.00 — 23.30; и 3 смена — 22:30 — 7:00.
ПОЗИЦИОННЫЕ ОБЯЗАННОСТИ:
• Выполняет функции уборки в назначенных зонах для поддержания санитарного, привлекательного и упорядоченного состояния (например, высокая запыленность, дезинфекция комнаты и кровати, уборка ванной комнаты, дезинфекция пола, опорожнение мусорных корзин и уборка пылесосом).
• Соблюдает процедуры, установленные для очистки территории, использования химикатов, безопасности и обслуживания рабочего оборудования.
• При необходимости оказывает помощь в доставке белья и стирке.
• Запрашивает и собирает материалы и оборудование.
• Ежедневно пополняет запасы и чистит тележки.
• Уведомляет руководителя о любых проблемах.
• Все прочие обязанности в соответствии с назначением
КВАЛИФИКАЦИЯ:
• Диплом средней школы / GED Preferred
• Предпочтительный предыдущий опыт уборки
Чтобы подать заявку на получение экологических услуг, нажмите здесь
Позиция: RN — MED SURG 3 $ 5000 Бонус за вход
Springfield, TN
RN — MED SURG
$ 5000 — Бонус за регистрацию для ночей в медицинской хирургии на полный рабочий день — на 2 года — Это только для MS3
ПОЗИЦИОННЫЕ ОБЯЗАННОСТИ:
• Демонстрирует знания о росте и развитии человека и уходе за пациентами в соответствии с возрастом обслуживаемых пациентов
• Проводит и документирует оценки медсестер путем сбора и анализа данных
• Разрабатывает и пересматривает индивидуальный план ухода на основе желаемой оценки результаты и знания
• Обеспечивает обучение пациентов / членов их семей на основе плана ухода и выявленных потребностей
• Продвигает инициативы по обслуживанию клиентов
• Демонстрирует способность выполнять технические навыки и процедуры
• Все другие обязанности в соответствии с назначением
КВАЛИФИКАЦИЯ:
• Текущая лицензия RN
• Текущая сертификация BLS (или получить до завершения ориентации)
• Текущая сертификация ACLS (относится к старшей медсестре и руководителям групп RN)
Для полного, подробного описания должности щелкните -> Здесь .
Медицинский центр NorthCrest — работодатель с равными возможностями. Все кандидаты будут рассматриваться для приема на работу без учета расы, цвета кожи, религии, пола, сексуальной ориентации, гендерной идентичности, семейного положения, политической принадлежности, национального происхождения, ветерана или статуса инвалидности. Закон EEO: английский / испанский
* Право на получение льгот зависит от статуса PRN / PT / FT.
NorthCrest предлагает карьерную лестницу RN с различными возможностями обучения, включая денежные вознаграждения.
Целостность — Соблюдение высочайших стандартов поведения. Включает в себя честность, этику и правильные поступки по правильным причинам.
Инновации — Способны к необычайному творчеству и готовы исследовать новые подходы к улучшению качества жизни всех людей.
Superior Service — Стремление предоставить отличный сервис и милосердную заботу.
Работа в команде — Неизменное уважение к другим и постоянное стремление работать вместе.
Управление — Посвящается ответственному управлению активами и финансовыми ресурсами Медицинского центра NorthCrest, а также общественным работам.
О компании NorthCrest
NorthCrest — это некоммерческая общественная больница на 109 коек, обслуживающая Северный Средний Теннесси и Южный Кентукки.Эта больница, расположенная в Спрингфилде, штат Теннесси, была построена для обслуживания населения. Ежегодно NorthCrest поддерживает сообщество за стенами медицинского центра. Через спонсорство, медицинские осмотры, группы поддержки, образовательные классы и многое другое, Northcrest жертвует тысячи часов и долларов на служение окружающему сообществу в целях укрепления здоровья и благополучия.
На работу наши сотрудники едут прямо по улице до Кларксвилля, Теннесси и Хопкинсвилля, Кентукки.Некоторые сотрудники часами ездят на работу. Они с удовольствием преодолевают дистанцию каждый день, потому что Медицинский центр NorthCrest выглядит и чувствует себя как дома для них.
Хотя NorthCrest — отличное место для работы, основанное на своих людях, оно также предлагает сотрудникам преимущества, которые способствуют комфортной и полноценной жизни. Чтобы оказывать квалифицированную помощь пациентам, наши сотрудники должны заботиться о себе. NorthCrest постоянно работает над созданием среды, которая способствует повышению благосостояния сотрудников. Сбалансированная рабочая среда и соответствующие льготы дают сотрудникам возможность работать усерднее и эффективнее от имени наших пациентов.
Отмеченное наградами рабочее место | Чувство сообщества | Страхование здоровья, стоматологии и зрения | Страхование жизни | Пенсия |
Подходит ли вам NorthCrest?
В NorthCrest основное внимание уделяется качественному медицинскому обслуживанию в безопасной и гостеприимной обстановке. Мы уделяем первоочередное внимание пациенту благодаря личному вниманию и квалифицированной медицинской помощи. Мы улыбаемся и приветствуем всех, кого встречаем — от пациентов до сотрудников и посетителей — и делаем это, потому что хотим. Каждый, кто ступает в эту больницу, — как семья.Мы теплые, дружелюбные, полезные и поддерживающие нас — мы хотим для вас самого лучшего и хотим, чтобы вы преуспели на своем месте. Наши стандарты производительности HEART являются основой нашей организации и практики, которой мы обязуемся следовать каждый день.
Если вам нравится приходить на работу каждый день в организацию, где вы чувствуете себя нужным и можете изменить жизнь нашего сообщества, тогда NorthCrest для вас. Если NorthCrest звучит как дом, мы приглашаем вас просмотреть и подать заявку на открытую вакансию.
Награды и признания
NorthCrest был признан на национальном уровне дружественным к военным работодателем, дружественным к военным работодателем для супругов и лучшим местом работы 2019 по версии журнала Tennessean. Все эти награды основаны на отзывах наших сотрудников. Кроме того, NorthCrest аккредитован Объединенной комиссией с золотой печатью одобрения для сертификации боли в груди и расширенной сертификации для центров первичного инсульта и является Голубым центром отличия + для замены коленного и тазобедренного суставов и ухода за беременными, как признано Blue Cross Blue Shield.
СпонсируемыйПодайте заявку сейчас, чтобы обслуживать и защищать — множество возможностей в округе Робертсон
Знаете ли вы, что в округе Робертсон одиннадцать муниципалитетов? Каждый город отличается своей индивидуальностью и характером. Это то, что делает округ Робертсон таким прекрасным местом для жизни. Наши обширные сельскохозяйственные угодья (почти 500 квадратных миль), историческая и современная архитектура, природа и дикая природа — все это создает прекрасное сочетание сельской и городской жизни.Если вы работаете или думаете о карьере в правоохранительных органах, округ Робертсон предлагает разнообразный ландшафт, который может стать местом для построения карьеры и дома.
Smokey Barn News добавил возможности правоохранительных органов, которые в настоящее время доступны в округе Робертсон, включая офис шерифа округа Робертсон, полицейское управление Купертауна и полицейское управление Белого дома.
После просмотра возможностей, представленных ниже, вы можете найти ссылки на дополнительную информацию о каждом городе внизу этой страницы.
Полиция Купертауна нанимает патрульного на полную ставку:
Заинтересованным кандидатам предлагается отправить резюме, сопроводительное письмо и полный список обучения и сертификации по адресу: Город Купертаун
2525 Burgess Gower Rd.
Springfield, TN 37172
Attn: Emily McKellar
Полицейское управление Миллерсвилля принимает заявки на сотрудников полиции.
Подайте заявление онлайн или в мэрии Миллерсвилля, 1246 Louisville Highway, Millersville, TN 37072 Понедельник — пятница 9 a.м. — 16:00Полиция Белого дома нанимает штатного сотрудника полиции
Запросы: обращайтесь в отдел кадров: 615-672-4350Возможности
• Велосипедный патруль, ERT, DTF. Отдел уголовного розыска.
• Блок К9.
• Возможности сверхурочной работы.
• Outervest.
• Специализированное обучение.
• Автомобиль Take Home.
• 12-часовая смена (выходные каждые остальные выходные).
Заявки можно получить, щелкнув здесь или позвонив в отдел кадров 615-672-4350, доб.2109 или по электронной почте [email protected].
Заявки можно отправить по электронной почте [email protected], по факсу 615-616-1058 или по почте в городе Белый дом, Attn: Human Resources, 105 College Street, White House, TN 37188.
Офис шерифа округа Робертсон — присоединяйтесь к нашей команде СРО, заместителей и сотрудников исправительных учреждений
Офис шерифа округа Робертсон, занимающий территорию почти 500 квадратных миль как в сельской, так и в городской местности, а также одно из новейших и крупнейших мест содержания под стражей, является отличным местом для пополнения вашего портфеля опыта работы в правоохранительных органах.Благодаря таким программам, как программа Senior Outreach (SOS) и судебно-медицинская технология SmartWater, офис шерифа округа Робертсон является лидером как в технических программах по борьбе с преступностью, так и в программах работы с населением.
Если вы хотите присоединиться к нашей семье высококвалифицированных помощников, сотрудников школ и сотрудников исправительных учреждений, следуйте приведенным ниже инструкциям. Мы с нетерпением ждем вашего ответа.
Заместитель патруля
Сотрудник исправительных учреждений
Сотрудник школы
ПРИСОЕДИНЯЙТЕСЬ К НАШЕЙ КОМАНДЕ СЕГОДНЯ!
НАЖМИТЕ ЗДЕСЬ, чтобы загрузить и заполнить заявку.
Заявления также можно получить лично в офисе шерифа округа Робертсон, 507 South Brown Street, Springfield, TN 37172, или по электронной почте: [email protected]
Офис шерифа округа Робертсон является работодателем по обеспечению равных возможностей (EOE).
Фирма Racing Products расширяет набор сотрудников в Гринбриере
Компания Greenbrier, производящая алюминиевые гоночные изделия, открыла для себя широкий набор сотрудников.Фирма даже предлагает обучение для всех, кто интересуется формовкой листового металла, сваркой, производством, термоформованием пластмасс, а также дизайном стекловолокна и композитных материалов.
«Любишь гонки? Хотели бы вы работать с гоночными автомобилями? «Aluminium Racing» открыли для себя захватывающие карьеры, и мы хотели бы получить известие от вас », — сказал Джерри Крисуэлл, основатель компании« Алюминиевые гоночные продукты »AR-Bodies. «Мы предлагаем отличные возможности для карьерного роста».
Вот краткое изложение доступных возможностей.
Для некоторых должностей доступен полный, неполный и гибкий график работы.
• Формовка листового металла / Сварка и изготовление
• Термоформование пластмасс
• Производство компонентов из стекловолокна / композитных материалов
• Общее техобслуживание
* Графический дизайн. Должен иметь опыт работы с фотошопом и иллюстратором. Обслуживание веб-сайтов с помощью Facebook / социальных сетей
Чтобы подать заявку, отправьте свое имя и контактную информацию по электронной почте на адрес arpbodies @ bellsouth.сеть. В электронном письме укажите должность, на которую вы претендуете.
Оплата зависит от опыта
Опыт не требуется
О компании ARBODIES — Aluminium Racing Products
Aluminium Racing Products (ARBODIES) является одним из первых производителей кузовов ABC (утвержденная конфигурация кузова); а также давний производитель кузовов NASCAR Late Model Stock Car.
ARBODIES созданы гонщиками для гонщиков и будут продолжать лидировать в создании индивидуальных кузовов для победителей гонок для следующего поколения гонщиков.
Мы стремимся обслуживать наших клиентов, предоставляя качественный продукт по конкурентоспособной цене и исключительное обслуживание клиентов! Чтобы узнать больше, нажмите -> Здесь.
ARBODIES — Алюминиевые гоночные изделия — (615) 643-4739
2308 Промышленный доктор Гринбриер, TN 37073
СпонсируемыйCROSS PLAINS VOLUNTEER FIRE ИЩЕТ ВАС
Cross Plains Fire в настоящее время предназначена для опытных пожарных начального уровня.Пожарная служба Cross Plains проведет все необходимое обучение. Вы будете считаться пожарным-добровольцем, однако после обучения вам будет оплачен звонок.
Должностные обязанности
• Реагировать на пожарную тревогу, подсоединять шланги, удерживать форсунки и направлять струи воды.
• Взлом помещений для пожаротушения.
• Размещайте и поднимайтесь по лестницам, чтобы получить доступ к верхним уровням зданий.
• Выполнять спасательные операции, убирая людей из опасной зоны и оказывая первую помощь раненым.
• Выполняйте спасательные операции, такие как подметание воды, бросание крышек, удаление мусора и т. Д.
• Выполните операции по вентиляции.
• Участвуйте в пожарных учениях.
• Посещайте учебные курсы по пожаротушению, оказанию первой помощи и другим смежным предметам.
• Помощь в обслуживании пожарной техники и оборудования.
• Проводить профилактические осмотры жилых и коммерческих помещений.
• Прием и отправка сообщений по радио и телефону.
• Выполнение общих работ по техническому обслуживанию имущества пожарной части, в том числе мытье стен и полов, мытье окон, кошение двора, а также мелкий ремонт.
• Выполните связанные задачи по мере необходимости.
Если вы хотите стать пожарным-добровольцем, вы можете пойти в мэрию Кросс-Плейнс, чтобы забрать заявление. КАРТА или свяжитесь с шефом Томми Джексоном. Звоните (615) 654-9287
Электронная почта: [email protected]
Наем: автомобили, смазочные материалы и сервис, механик по ремонту и обслуживанию трансмиссии, техник по шинам
Springfield Auto & Transmission Repair принимает на работу следующие должности:
Понедельник — пятница
1) Механик R&R трансмиссии
2) Автомобильный техник с опытом работы не менее 5 лет с отечественными и азиатскими автомобилями.
3) Смазка и сервис, шиномонтажник. При необходимости потренируюсь на выравниваниях.
Заработная плата основана на опыте. (615) 382-0089. Предоставляется медицинское страхование, оплачиваемый отпуск и отпуск.
* Медицинское, глазное, стоматологическое страхование. Оплачиваемые праздники и каникулы. Униформа предоставляется.
Пожалуйста, отправьте резюме на [email protected]. Кандидаты могут отправить резюме по почте или лично подать заявку в Springfield Auto & Transmission Repair, 4 N. Main Street, Springfield, TN 37172. (615) 382-0089.
ATTN Установщики ковров и винила, Springfield’s Carpet One нанимает
Springfield Carpet One создал проем для установщика ковров и винила.
Опытные кандидаты будут иметь хорошие рекомендации, смогут пройти проверку биографических данных, а также иметь действующие сертификаты о страховании гражданской ответственности и страховании гражданской ответственности.
Размер вознаграждения: компенсационный по стажу.
Чтобы узнать, посетите Carpet One по адресу 2810 Memorial Blvd, Springfield, TN или позвоните по телефону 615-382-7190.
* Springfield Carpet One Floor & Home — работодатель с равными возможностями
СпонсируемыйPayne Chevrolet, сейчас нанимают
Взгляните на текущие вакансии в Payne.
Body Shop Estimator ПОДРОБНЕЕ
Springfield, TN
От 60 000 долларов в год.
Торговый представитель ПОДРОБНЕЕ
Springfield, TN
30 000–60 000 долларов в год.
Автомобильный техник / механик ПОДРОБНЕЕ
Springfield, TN
35 000–50 000 долларов в год.
Водитель по доставке автозапчастей ПОДРОБНЕЕ
Springfield, TN
12 долларов в час.
Техник по шинам и смазкам ПОДРОБНЕЕ
Springfield, TN
10 долларов в час.
Координатор по устранению столкновений ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Springfield, TN
24 000–30 000 долларов в год.
Подайте заявку сегодня!
Чтобы получить полную информацию о вакансии и о том, как подать заявку, щелкните здесь.Вы также можете отправить свое резюме по адресу: [email protected]
ПРИЯТНЫЙ ВИД ВОЛОНТЕРСКОГО ПОЖАРНОГО ОТДЕЛА ПОСТОЯННОЕ ПОЛОЖЕНИЕ: КООРДИНАТОР СНИЖЕНИЯ РИСКА ОБЩЕСТВЕННОСТИ
ПВВФО нуждается в пожарных на неполную ставку! Если вы хотели начать все сначала и у вас есть какие-либо из этих сертификатов, подайте заявку сегодня! Приезжайте к нам на пикник и парад в субботу 6 октября, если вы хотите узнать больше о том, кто мы и чем мы занимаемся!
Требуются пожарные, работающие неполный рабочий день:
Сейчас принимаются заявки на сертифицированных пожарных EMR, Firefighter EMT и Firefighter Paramedic.Смена 12 часов. Вы выбираете, когда работаете.
Пожарный / М Р: 11 долларов в час
Пожарный / ЕМТ: 13 / час
Пожарный / фельдшер: 15 долларов в час
Подать заявку сейчас: Следуйте —- >> ССЫЛКУ, чтобы подать заявку
БЫСТРО ЗАПОЛНИТЕ РАБОТУ !!Рекламируйте свои вакансии или ярмарку вакансий с нами и
Зарегистрируйтесь на странице вакансий БЕСПЛАТНО!
Найдите работу или заполните вакансию на новостном сайте номер один в округе Робертсон.Тысячи жителей среднего Теннесси, как и вы, ежедневно полагаются на Smokey Barn News, позвольте нам рассказать вам историю возможностей.
Позвольте Smokey помочь вам в развитии вашего бизнеса !!
«Большое спасибо за вашу помощь. Мы получили грандиозный отклик на объявление о вакансии. Я уверен, что мы найдем идеального человека для этой работы. Немедленный ответ был ошеломляющим. Я так рада, что решила пойти в Smokey Barn! » Рита Холлман, KMC Music
Для объявлений о ценах: отправьте электронное письмо Jobs @ SmokeyBarn.com
Мобильный: Чтобы увидеть последние новости или поделиться этой статьей, прокрутите ниже
Местные вакансии, вакансии, объявления о вакансиях, списки вакансий, просьба о помощи, возможности трудоустройства, предприятия, нанимаемые в настоящее время в Спрингфилде, Гринбриер, Адамс, Риджетоп, Белом Доме, Кросс-Плейнс, Миллерсвилль, Сидар-Хилл, , Купертаун и Орлинда в округе Робертсон, штат Теннесси!
.