Как отличить электроды постоянного тока от переменного
Электроды постоянного и переменного тока внешне не отличаются. Но с завода уже указано для каких токов они разработаны, а именно это стержень электрода и покрытие, полярности и положения при которых можно выполнять сварку,рекомедуемый ток при сварке тех или иных металлов. В чем основные различия переменного и постоянного тока. В том что на электрод при сварке подается ток либо переменно с какой либо частотой, а именно это 50 герц либо постоянно. Возьмем к примеру электроды уони. Они предназначены для постоянного тока. Если взять и попробовать варить переменным то они будут прилипать либо дуга будет гулять или вовсе не будет стабильной дуги.
Давайте рассмотрим ток постоянный и переменный. Буду начинать с переменного так как это будет проще всего понять.
И так как у на работает переменный ток и постоянный при сварке электродом. Я нарисую наглядно.
А теперь посмотрим как поступает к нам переменный ток в дома. Все знают что есть фаза и есть ноль. Ноль это как минус но не совсем так. Ну да ладно рассмотрим фазу переменного тока и как она работает. Переменный ток то он есть то его нет то он опять есть.
Все знают что есть фаза и есть ноль. Ноль это как минус но не совсем так. Ну да ладно рассмотрим фазу переменного тока и как она работает. Переменный ток то он есть то его нет то он опять есть.
Как видим переменный ток то в одну сторону возрастает то в другую (красная линия показано как возрастает то в одну то в другую) то есть ток меняется. Вот почему при сварке электродами переменным током разбрызгивания больше. Ну а постоянный ток тоже как и переменный только пропустив через выпрямитель ( поэтому его так называют потому что он выпрямляет ток который на графике) мы получаем несколько переменных токов которые работают синхронно и образую постоянный ток.
Из этого можно сделать вывод что качественная сварка получится при сварке постоянным током. Наверное не всем понятно что это на графике изображено. Отвечаю на вопрос чем отличаются электроды постоянного тока от переменного. Например электродами мр-3с можно варить как переменным так и постоянным током любой полярности. А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь
А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь
Одним из самых популярных видов сварки является ручная дуговая сварка переменным и постоянным током. Конечное качество сварных швов напрямую зависит от того, какие сварочные электроды при этом используются. На сегодняшний день наиболее широко применяются универсальные электроды, которые предназначены для сварки как постоянным, так и переменным током, обеспечивающие максимальное качество сварки.
Универсальные электроды для постоянного и переменного тока
– универсальные электроды для сварки имеют множество преимуществ, таких, как:
– повышенная производительность сварочного процесса;
– низкий уровень разбрызгивания;- достаточно экономичны;
– хорошее отделение шлаковой корки;
– минимальные требования к квалификации сварщика и к сварочному оборудованию;
– возможность качественной сварки ржавого, влажного, окисленного или загрязненного металла.
Кроме того, универсальные сварочные электроды хорошо держат дугу, в том числе и при повторном поджигании. Они прекрасно подходят как для выполнения точечного прихвата и сварки коротких швов, так и для заваривания длинных зазоров.
Режимы работы
Итак, как правильно выбрать режим, чтобы работа получилась качественной и долговечной? Сначала обратите внимание на пространственное положение. При сварке металл так или иначе стекает вниз, поэтому при вертикальном положении лучше установить минимальную силу тока, чтобы контролировать скорость плавления металла. По такой же логике выбирайте режим тока для других положений. Внизу вы можете видеть таблицу, в которой мы собрали основные режимы работы.
Что такое переменный ток в сварке
Плохо это или хорошо, какой ток лучше? Переменный или постоянный? Однозначного ответа вам не даст никто.
Для начала лучше разобраться с особенностями процессов при переменном токе, они следующие:
- Поведение дуги оставляет желать лучшего: при переменном напряжении она самая нестабильная.

- Сварочный шов не самого высокого качества из-за отклонения от оси сварочной дуги.
- Если дуга гаснет, то возобновить ее горение можно только при повышении напряжения.
- Металл разбрызгивается в значительной степени.

При всех этих сложностях оборудование, необходимое для сварки переменным током, является простым и недорогим. Это, прежде всего, трансформаторы – аппараты, которые по-прежнему весьма популярны среди мастеров сварки.
Казалось бы, что электроды для переменного тока должны постепенно терять свою актуальность: ведь на рынке появилось множество выпрямителей – недорогие и с удобными для работы небольшими габаритами. Тем не менее, эти расходники по-прежнему востребованы на многих производствах и в кустарных мастерских.
Большая часть марок универсальна, что также чрезвычайно устраивает отечественных сварщиков старшего поколения.
Если разобраться, лучшие расходники для «переменки» имеют и показывают очень серьезные производственные плюсы. Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Сварочный трансформатор
Для осуществления сварки с помощью трансформатора необходимые следующие обязательные элементы конструкции:
- Обмотки первичная и вторичная. Первичная – из специального изолированного провода, на вторичной обмотке изоляции нет.
- Магнитный провод.
- Винт для контроля положения двух обмоток и изменения расстояния между ними.
- Защитный корпус для всего агрегата.
- Рукоятка винта, ходовая гайка.
- Вентилятор и другие элементы в зависимости от модели трансформатора.
Несмотря на то, что многие профессионалы сварки расценивают трансформаторы как оборудование «уходящего поколения», на рынке они представлены в виде широкой линейки моделей самого разного значения и для кошельков любой толщины.
Трансформаторы различаются по следующим критериям:
- габаритам и весу;
- силе тока на выходе;
- уровню напряжения на выходе при холостом ходе;
- объему потребляемого электричества;
Сварочный генератор
Устройство генератора включает в себя обязательные конструкционные элементы:
- Важнейшая часть – преобразователь состоит из электрогенерирующего элемента с двигателем переменного напряжения. Они обеспечивают изменение показателей тока.
- Приводной двигатель внутреннего сгорания.
- Индикатор для мониторинга и фиксации силы тока.
- Переключатели режимов.
- Специальный прерыватель цепи.
- Регуляторы силы тока и поведения электрической дуги.
- Клеммы для подключения кабелей и выходы ан 230В.
 Они обеспечивают изменение показателей тока.
Они обеспечивают изменение показателей тока.Такого рода генераторы выпускаются в двух вариантах:
- Коллекторные генераторы.
- Вентильные генераторы.
Главными преимуществами газового генератора в сравнении с другими аппаратами для сварки являются:
- Компактность и, следовательно, высокая мобильность.
- Удобство, относительная дешевизна, бесшумность.
- Широкая функциональность и высокая надежность.
- Достаточно высокие технические характеристики.
Электроды для переменного тока
Электроды для переменного тока обладают интересной особенностью: они универсальны, то есть годятся для работы как с переменным, так и с постоянным напрпяжением. Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Используются электроды переменного тока там, где в качестве сварочных аппаратов стоят трансформаторы и генераторы. Как и сами аппараты, эти электроды весьма востребованы, так как с этими методами можно работать только на «переменке».
И агрегаты, и расходные материалы значительно дешевле, чем сварочные технологии, основанные на использовании постоянного напряжения. Так что популярность и спрос на «переменку» не собирается снижаться.
Преимущества электродов переменного тока:
- Использование расходников для переменке не требует выпрямителей в дополнение к трансформатору.
- Сварочная ванна не подвергается вредному действию азота и кислорода из воздуха.
- Универсальность такого рода расходников.
Недостатки переменных расходников:
- Самый главный минус – качество сварочных швов ниже, чем при использовании постоянного напряжения.
- Разбрызгивание металла во время сварки.
- Низкий уровень вязкость под ударом.
Четыре типа покрытия электродов:
- Кислое покрытие с маркировочной буквой А, имеющее в составе высокую долю кислорода. Это типичный «универсал», с такими расходниками можно работать и на постоянном токе.
- «Основное» покрытие с маркировкой буквой Б. Отличаются высоким потенциалом ионизации, из-за чего на переменном токе с ними лучше не работать.
- Рутиловое покрытие обычно наполовину состоит из специального рутилового концентрата, а он весьма лоялен к переменному току.
- Электроды из целлюлозы годятся для работы с постоянным током.
Как выбрать
Как выбрать электроды постоянного тока. На рынке сварочных материалов представлено большое количество производителей и поставщиков электродов. Далее мы рассмотрим факторы, с помощью которых можно определить какие электроды лучше для постоянного тока.
При выборе расходников, в первую очередь, необходимо обращать внимание на бренд сварочных материалов. С положительной точки зрения себя зарекомендовали следующие торговые марки: ESAB, ЛЭЗ, Ресанта, Lincoln Electric, Kobelco. Узнать, какие самые популярные, можно, посмотрев результаты опроса в рейтинге.
С положительной точки зрения себя зарекомендовали следующие торговые марки: ESAB, ЛЭЗ, Ресанта, Lincoln Electric, Kobelco. Узнать, какие самые популярные, можно, посмотрев результаты опроса в рейтинге.
Следующие составляющие определяются в соответствии с поставленной задачей.
При выборе диаметра электрода следует учитывать какой тип стали предстоит сваривать. Каждая марка материалов имеет определенное назначение.
Также необходимо учесть специфику сварки: бытовая, производственная или промышленная.
Нужно определить следующие параметры:
- тип свариваемых изделий: трубы, ответственные конструкции и т.д.;
- вид свариваемых сталей: разнородные, нержавеющие и т.д.;
- тип сплавов: чугун и т.д.
- вид металлов: алюминий, медь и т.д.
Важное значение играет покрытие сварочных материалов. Начинающим и неопытным мастерам лучше применять электроды с рутиловой обмазкой. Однако, такой тип покрытия не подойдет для соединения ответственных конструкций.
Ознакомившись с вышеперечисленными характеристиками, без особого труда можно определить какие лучше выбрать электроды для постоянного напряжения.
Рейтинг электродов переменного тока
Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
- ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
- МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
- АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
- МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
- АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
- ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
- АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа. Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
- ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
 Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.Пример маркировки
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.

- Данные о диаметре электрода.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
 см;
см;Рейтинг электродов для постоянного тока
Разновидности электродов, применяемых для сварки постоянным током:
- УОНИ – 13/55 – знаменитые в своем роде электроды для постоянного тока, применимы для стальных сплавов – с низкими дозами легирующих элементов и с добавкой углерода. Обладают значительными достоинствами: сварочный шов очень пластичен и вязок для механических воздействий, весьма долговечный. Почти не образуется примесей и газов. Дуга легко поджигается. В стержень помещается проволока параметров Св-08 или Св-08А.
- УОНИ – 13/45 также используются для соединения заготовок из углеродистых и низколегированных сталей. Шов не склонен образовывать трещин – ни горячих, ни холодных. Он весьма пластичный и вязкий, с идеальной герметичностью, что делает его подходящим вариантом для сварки емкостей, которые в дальнейшем будут подвергаться высокому давлению. Швы, выполненные с данными электродами, намного дольше не стареют.
- ОЗЛ – 6 отличаются своей узкой направленностью: они используются в работе с жаропрочными сталями. В швах не образуются поры и трещины, они не подвергаются в дальнейшем коррозии и обладают такой же жаропрочностью, как и основной металл. Подходит для металлов с разной структурой.
- ОЗС – 12 предназначаются для стальных сплавов с низкой долей легирующих добавок и углерода. Работать возможно в любых пространственных положениях, лояльны к поверхностям с ржавчиной. Сварной шов формируется с отличными характеристиками: прочностью и долговечностью. Устойчивая дуга. Во время работы не наблюдается выделений токсических веществ.
- ЦЛ – 11 также узкоспециализированные электроды, которые предназначены для стальных сплавов с добавками хрома и никеля, а также коррозионностойких сталей. Сварные швы отличаются стойкостью к коррозии. Металл почти не разбрызгивается, дуга устойчивая, хорошо отделяется шлак в виде корки.
- АНО – 21 несмотря на то, что предназначены они также для углеродистых и низколегированных стальных сплавов, как и предыдущие марки электродов, данные расходники чрезвычайно популярны среди мастеров самого разного уровня профессиональной подготовки. Их особенности – мелкочешуйчатая структура металла сварочного шва, отличный поджиг дуги, мягкость, небольшое разбрызгивание металла и так далее.
- LB – 52U отличаются высокой производительностью процесса сварки с их помощью. Дуга стабильная, металл почти не разбрызгивается, возможна работа в любом положении в пространстве, в шве почти не образуются трещины.
- МР – 3 типичные универсальные электроды, которые с полным правом присутствуют в обоих списках – и для переменного, и для постоянного тока. В шве практически не образуются поры и горячие трещины, дуга мощная и стабильная, малое разбрызгивание металла, легкое отделение шлака в виде корки.
- ОЗЧ – 2 предназначаются для сварки чугуна. При всей своей кажущейся узкой функциональной направленности они имеют солидные преимущества в виде универсальности, простоте в использовании, отличной дуге с прекрасными характеристиками, пластичности сварочного шва без трещин, хорошо отделяемой корки со шлаком в конце процесса.
 Швы, выполненные с данными электродами, намного дольше не стареют.
Швы, выполненные с данными электродами, намного дольше не стареют.

Немного о сварочных заблуждениях
Точнее, не совсем правильно говорить о то, что есть якобы электроды специально для переменного тока, а есть для постоянного. Да, есть такие, которыми предпочтительнее работать на том или ином роде тока.
Так в народно-сварочном братстве родилось представление, что например МР-3 только для «переменки», а УОНИИ-13/55 или родственные, исключительно для «постоянки». Все дело в покрытии. Например у МР-3 обмазка рутиловая, а у УОНИИ-основная, или иначе фтористо-кальциевая.
Особенности электродов для переменного тока
Екатерина
Современный рынок предлагает множество типов электродов для выполнения различных сварочных работ. Многие из них разделяются по типу используемого тока, что очень удобно как для производителей, так и для мастеров. Поэтому большинство сварщиков используют электроды постоянного и переменного тока. В этой статье мы подробно расскажем, какие электроды лучше для сварки с использованием переменного тока и чем отличаются электроды постоянного тока от электродов переменного.
В этой статье мы подробно расскажем, какие электроды лучше для сварки с использованием переменного тока и чем отличаются электроды постоянного тока от электродов переменного.
Содержание статьи
- Где используется переменный ток
- Достоинства и недостатки электродов для переменного тока
- Виды обмазок для электродов
- Лучшие модели
- Вместо заключения
Где используется переменный ток
Переменный ток, переменное напряжение или, как его часто называют, просто «переменка» широко используется и при любительской сварке в гараже, и при сборке сложных металлоконструкций на заводе. Аппараты с «переменкой» завоевали свою популярность благодаря демократичной цене и простоте эксплуатации. Поэтому многие начинающие и опытные сварщики имеют в своем арсенале хотя бы один сварочник с переменным напряжением.
Для работы сварщику необходим не только аппарат, но и расходные материалы, в частности электроды. У многих начинающих сварщиков возникает вопрос: «В чем отличия электродов для переменного и постоянного тока?». Отвечаем: электроды переменного тока от электродов постоянного отличаются тем, что вы можете без страха использовать их при сварке с любым током, а вот электроды для «постоянки» запрещено использовать для переменного напряжения. Поэтому электроды для переменного тока и качественной сварки можно назвать универсальными, что является большим преимуществом. Какие еще плюсы и минусы есть у такого типа электродов?
Отвечаем: электроды переменного тока от электродов постоянного отличаются тем, что вы можете без страха использовать их при сварке с любым током, а вот электроды для «постоянки» запрещено использовать для переменного напряжения. Поэтому электроды для переменного тока и качественной сварки можно назвать универсальными, что является большим преимуществом. Какие еще плюсы и минусы есть у такого типа электродов?
Достоинства и недостатки электродов для переменного тока
Говоря о достоинствах следует также упомянуть отличные защитные свойства таких электродов: они хорошо защищают сварочную ванну от негативного воздействия атмосферы. Также в работе с трансформатором не нужно использовать выпрямитель.
Но, несмотря на это, сварочные электроды переменного тока имеют свои недостатки. Они проигрывают материалам для постоянного напряжения в качестве получаемого шва, способствуют активному разбрызгиванию металла и слабо поглощают энергию от механических нагрузок, из-за чего менее долговечны.
Виды обмазок для электродов
На данный момент производители предлагают электроды с четырьмя видами обмазки (или покрытия):
- Кислое покрытие. В его состав в большом количестве входит железо и марганец, иногда к ним добавляют титан и кремнезем. Сами электроды маркируются буквой «А». Такое покрытие позволяет варить неочищенный металл, но при этом весьма токсично.
- Основной покрытие. Одно из самых популярных, имеет индекс «Б». Электродами с основным покрытием можно работать на переменном токе, но мы не рекомендуем это делать. Потенциал ионизации у основного покрытия крайне мал, а это важно при работе с переменным напряжением.
- Рутиловое покрытие. Наиболее подходящее и востребованное среди электродов для работы с переменкой. Процесс сварки быстрый и удобный, металл разбрызгивается меньше, а качество шва заметно лучше. Маркируются буквой «Р».
- Целлюлозное покрытие. Оно менее распространено из-за сильного разбрызгивания металла при работе с такими электродами, но в целом подходит и для переменки, и для постоянки. Имеет индекс «Ц/С».
 Имеет индекс «Ц/С».
Имеет индекс «Ц/С».Лучшие модели
Мы выбрали марки электродов, популярных у профессионалов и новичков. Конечно, это не все типы электродов, предлагаемых на рынке, но с них можно начать без страха испортить работу:
- ОЗС-12 с рутиловым покрытием. Эта марка широко используется при сварке особо важных металлических конструкций, когда требуется повышенное качество сварных швов. Дуга очень устойчивая, в шве не образуются поры, материал нетоксичен.
- МР-3. Наиболее популярный диаметр у этой марки — 3 мм. Используется для сварки стали с небольшим содержанием углерода. Швы так же получаются качественными и надежными, можно варить неочищенный металл.
- АНО-4. В большинстве случаев такие электроды используются в работе со сталью, в составе которой содержится большое количество углерода. Они легко зажигаются, не образуют трещин, шлак легко удаляется с поверхности детали, и, по сравнению с другими марками, металл почти не разбрызгивается.
- МР-3С с рутиловым покрытием. Так же, как и предыдущие электроды, применяются для работы со сталью с высоким содержанием углерода. Это самый распространенный тип электрода для работы с переменкой. Дуга легко воспламеняется и стабильно держится, шов не окисляется и получается относительно ровным, надежным и устойчивым к механическим нагрузкам. Можно варить в любом положении, что удобно в труднодоступных местах. Мы рекомендуем эту марку новичкам.
- АНО-6. По аналогии с МР-3 их так же используют для сварки стали с низким содержанием углерода. Можно без проблем варить по неочищенному металлу и в местах слабой коррозии, дуга горит ровно и стабильно, шов получается прочным и долговечным.
 Так же, как и предыдущие электроды, применяются для работы со сталью с высоким содержанием углерода. Это самый распространенный тип электрода для работы с переменкой. Дуга легко воспламеняется и стабильно держится, шов не окисляется и получается относительно ровным, надежным и устойчивым к механическим нагрузкам. Можно варить в любом положении, что удобно в труднодоступных местах. Мы рекомендуем эту марку новичкам.
Так же, как и предыдущие электроды, применяются для работы со сталью с высоким содержанием углерода. Это самый распространенный тип электрода для работы с переменкой. Дуга легко воспламеняется и стабильно держится, шов не окисляется и получается относительно ровным, надежным и устойчивым к механическим нагрузкам. Можно варить в любом положении, что удобно в труднодоступных местах. Мы рекомендуем эту марку новичкам.Вместо заключения
Теперь вы знаете, как выбрать электроды для сварки переменным током, чем отличаются электроды постоянного и электроды переменного тока, и какие электроды лучше для каждой отдельной задачи. Чтобы отличить качественные электроды от некачественных, достаточно выбрать популярного производителя (например, ESAB или Continent) и не стремиться за самой низкой ценой. Желаем удачи в работе!
Желаем удачи в работе!
Похожие публикации
Сварка переменным током и постоянным
Главная » Статьи » Сварка переменным током и постоянным
Отличия электродов постоянного тока от переменнного.
Электроды постоянного и переменного тока внешне не отличаются. Но с завода уже указано для каких токов они разработаны, а именно это стержень электрода и покрытие, полярности и положения при которых можно выполнять сварку,рекомедуемый ток при сварке тех или иных металлов. В чем основные различия переменного и постоянного тока. В том что на электрод при сварке подается ток либо переменно с какой либо частотой, а именно это 50 герц либо постоянно. Возьмем к примеру электроды уони. Они предназначены для постоянного тока. Если взять и попробовать варить переменным то они будут прилипать либо дуга будет гулять или вовсе не будет стабильной дуги.
Давайте рассмотрим ток постоянный и переменный. Буду начинать с переменного так как это будет проще всего понять.
И так как у на работает переменный ток и постоянный при сварке электродом. Я нарисую наглядно.
А теперь посмотрим как поступает к нам переменный ток в дома. Все знают что есть фаза и есть ноль. Ноль это как минус но не совсем так. Ну да ладно рассмотрим фазу переменного тока и как она работает. Переменный ток то он есть то его нет то он опять есть.
Как видим переменный ток то в одну сторону возрастает то в другую (красная линия показано как возрастает то в одну то в другую) то есть ток меняется. Вот почему при сварке электродами переменным током разбрызгивания больше. Ну а постоянный ток тоже как и переменный только пропустив через выпрямитель ( поэтому его так называют потому что он выпрямляет ток который на графике) мы получаем несколько переменных токов которые работают синхронно и образую постоянный ток.
Из этого можно сделать вывод что качественная сварка получится при сварке постоянным током. Наверное не всем понятно что это на графике изображено. Отвечаю на вопрос чем отличаются электроды постоянного тока от переменного. Например электродами мр-3с можно варить как переменным так и постоянным током любой полярности. А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь
Какими электродами можно заварить алюминий?
elektrod-3g.ru
Сварка электродами переменного тока постоянным током
Многие сварщики, которые, возможно, работали уже долгое время по данной профессии, может быть, никогда не сталкивались со свариванием электродами переменного тока с использованием постоянного тока. Одни говорят, что такое нереально, а если и реально, то качество сваривания очень сильно пострадает. Другие сварщики доказывают, что производить сваривание электродами переменного тока можно и даже очень успешно. Как не затеряться во мнениях и получить ответ на вопрос?
Давайте разберем все по порядку и получим верный ответ.
Преимуществом сваривания электродами постоянного тока с использованием постоянного тока обратной полярности, является то, что Вы можете производить сварочный шов более высокого качества. Также преимуществом является возможность производить сваривание с использованием электродов переменного тока. Получается, что Вы можете производить сваривание, электродами переменного тока, используя постоянный ток.
Однако у электродов для сваривания с использованием постоянного тока есть одна особенность. Ними нельзя производить сваривание на переменном токе. Причиной этому является отличие в обмазке сварочного электрода. В переменном токе обмазка рассчитана на то, чтобы в тот момент, когда отсутствует ток, электрод не угасал. Производя сваривание с использованием постоянного тока, Вам нужно использовать вольфрамовые или угольные электроды.
У сваривания постоянным током есть еще много особенностей, поэтому, безусловно, сваривание электродами переменного тока с использованием постоянного тока – это допустимая возможность производить сварочные работы. Однако сварочный аппарат для произведения сваривания постоянным током имеет большую стоимость, чем инвертор для сваривания с использованием переменного тока. Поэтому многие сварщики решают использовать электроды переменного тока для сваривания переменным током.
Рекомендую почитать:
Отказавшись от возможности производить сваривание постоянным током, они теряют как качество сварочного шва, так и комфорт при сваривании вместе со скоростью произведения сварочных работ. Те, кто отказался от сваривания постоянным током, уверены, что приобрести сварочный аппарат для сваривания с использованием постоянного тока по выгодной цене практически нереально. Это означает, что они не знают популярных заводов-изготовителей электродов и сварочного оборудования, которые продают как раз такие инверторы по ценам, выгодным для сварщиков.
Найти магазины, которые продают продукцию таких заводов недорого, Вы можете на странице нашего сайта «Контакты». Там Вы сможете получить ссылки на сайты заводов-изготовителей сварочной продукции и оборудования. Перейдя на их сайт, Вы можете сделать покупку, не вставая со своего мягкого стула. Такую возможность не упускают многие сварщики, потому что, имея в своем распоряжении сварочный аппарат для сваривания постоянным током, Вы сможете делать свою работу быстрее.
Электроды Tigarbo
Электроды мнч-2
elektrod-3g.ru
Сварочный инвертор
Сварочный инвертор – это прибор, где ток электрода регулируется за счёт изменения режима работы внутреннего преобразователя постоянного напряжения в переменное. Посредством такого на первый взгляд странного хода удалось не только снизить вес оборудования, но и обеспечить подстройку под род работ в широких пределах.
Зачем нужен сварочный инвертор
Сварочный преобразователь
Величина сварочного тока
В первую очередь сварочный инвертор позволяет максимально просто реализовать удобный режим работы. Без проблем в такие устройства внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), имеются и другие особенности. Если несколько лет назад можно было сказать, что сварочный инвертор хотя бы стоит дорого, то сегодня данное утверждение утратило силу. Более того, огромная часть моделей потребляет столь мало энергии, что может использоваться в домашних условиях. Тем, кто захочет купить Ресанту, иногда будет сложно понять, сколько именно Вт потребуется для снабжения устройства энергией.
Без проблем в такие устройства внедряется режим Антизалипания (автоматическое выключение при коротком замыкании), имеются и другие особенности. Если несколько лет назад можно было сказать, что сварочный инвертор хотя бы стоит дорого, то сегодня данное утверждение утратило силу. Более того, огромная часть моделей потребляет столь мало энергии, что может использоваться в домашних условиях. Тем, кто захочет купить Ресанту, иногда будет сложно понять, сколько именно Вт потребуется для снабжения устройства энергией.
У сварщиков в противовес большей части техники принято несколько по-другому подходить к измерению возможностей прибора. Каждый из них знает, что для использования электрода такой-то толщины нужно получить на выходе инвертора определённый ток. Эти значения не нужно запоминать, потому что они, как правило, указываются в инструкции. Например, для «четвёрки» ток должен быть от 120 до 200 А. Именно это позволит с одной стороны зажечь дугу, а с другой – не спалить все окончательно. Если попробуете ток поставить меньше, то работу выполнить будет попросту невозможно.
Если попробуете ток поставить меньше, то работу выполнить будет попросту невозможно.
Итак, каждый сварочный инвертор характеризуется некой областью рабочих токов, по которой каждый мастер может сказать, сгодится ли оборудование в том или ином случае. Для домашнего применения обычно не берут инструмент с током более 200 А. Этого вполне хватает, чтобы использовать электроды на 5 мм. А сверху нас ограничивает мощность. Мы уже сказали, что в параметрах она почему-то не фигурирует, но зато значение можно посчитать, по вполне обычной формуле. На каждом сварочном инверторе имеется табличка, где указывается помимо тока и рабочее напряжение. Для наших читателей мы показали на картинке, как в этом случае вычисляется мощность.
Это очень важный параметр, потому что сварочный инвертор может легко спалить проводку. У большинства приборов, как бы то ни было, имеется некий параметр рабочего цикла (на картинке показан в процентах), который определяет, сколько времени от общего занимает активная часть. У многих читателей сразу же возникнет вопрос: сколько длится этот общий интервал. По общепринятым соглашениям считается, что он составляет 10 минут. То есть, если на нашем рисунке указано, что током 160 А можно варить 70% времени, то это и означает 7 минут. А потом нужно сделать 3-минутную паузу, дать оборудованию остыть.
У многих читателей сразу же возникнет вопрос: сколько длится этот общий интервал. По общепринятым соглашениям считается, что он составляет 10 минут. То есть, если на нашем рисунке указано, что током 160 А можно варить 70% времени, то это и означает 7 минут. А потом нужно сделать 3-минутную паузу, дать оборудованию остыть.
Применение таблицы значений
Вы видите, что эти характеристики пока что никак не затрагивают сварочный инвертор сам по себе. Большая часть техники может давать настраиваемый ток. Но только сварочный инвертор позволяет сдвигать настройки очень плавно. Если говорить более подробно, то сварка может идти постоянным током или переменным. В нашем примере рассматривается инвертор первого рода. Это можно понять по значку, расположенному левее продолжительности цикла в процентах (две прямые черты, нижняя пунктирная). Переменный же ток активно применяется для сварки цветных металлов.
Постоянный ток или переменный
Строго говоря, в каждом отдельном случае применяется своя технология. Например, алюминий часто варят током обратной полярности, что помогает удалять оксидную плёнку с его поверхности. Электроды зачастую нужно просушивать, а ещё могут даваться отдельные рекомендации по применению флюса. То есть существует масса технологий, и сварочный инвертор обычно реализует только часть из них. Обычно это сварка постоянным током черных металлов. Во всех других случаях нужно внимательно изучать литературу. Как это уже говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Например, алюминий часто варят током обратной полярности, что помогает удалять оксидную плёнку с его поверхности. Электроды зачастую нужно просушивать, а ещё могут даваться отдельные рекомендации по применению флюса. То есть существует масса технологий, и сварочный инвертор обычно реализует только часть из них. Обычно это сварка постоянным током черных металлов. Во всех других случаях нужно внимательно изучать литературу. Как это уже говорилось выше, сварка цветных металлов ведётся и постоянным, и переменным током, причём важно правильно соблюсти полярность.
Мы ещё раз подчёркиваем, что сварочный инвертор всего лишь является одной из технологий получения переменного или постоянного тока, необходимого для правильной работы электродов. За все остальное отвечает уже мастер. Именно он должен знать, какого рода ток используется, где взять электроды, как правильно все это подключить. Вот ещё несколько терминов, которые обычно идут рука об руку со сварочными работами:
- Дуговая сварка. Во многих источниках можно встретить этот термин. Он означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – то самое ослепительное сияние, с которым знаком каждый. Столь ударное повышение температуры позволяет без проблем плавиться электроду (или проволоке). Иной вид сварки в гаражах и не встречается.
- Слово полуавтомат обычно подразумевает автоматическую подачу электрода (а ещё чаще проволоки), а мастеру остаётся только идти вдоль шва с заданной скоростью. Полуавтомат вполне может быть инвертором, и это достаточно сложное оборудование, которое большинству не по карману. Если мастер использует такую штуковину, то он наверняка не станет читать данный обзор, потому что и так все знает.
- Обычно во всей системе обозначений подразумевается сварка черных металлов. Для этого применяются рядовые электроды, а флюс обычно не нужен, как и среда инертного газа: разные приспособления служат, как правило, для защиты нежного цветного металла от агрессивного действия кислорода. Полярность используется прямая. Это значит, что заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов все может быть с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
 Во многих источниках можно встретить этот термин. Он означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – то самое ослепительное сияние, с которым знаком каждый. Столь ударное повышение температуры позволяет без проблем плавиться электроду (или проволоке). Иной вид сварки в гаражах и не встречается.
Во многих источниках можно встретить этот термин. Он означает, что в ходе сварочного процесс образуется дуга из ионизированного воздуха – то самое ослепительное сияние, с которым знаком каждый. Столь ударное повышение температуры позволяет без проблем плавиться электроду (или проволоке). Иной вид сварки в гаражах и не встречается. Полярность используется прямая. Это значит, что заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов все может быть с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.
Полярность используется прямая. Это значит, что заземление подключается на чёрную клемму, а сварочный электрод на красную. Выше мы говорили, что для цветных металлов все может быть с точностью до наоборот, но это уже тонкости, на которые обычный сварочный аппарат не рассчитан.Пособие для сварщика
Наконец, – где можно почитать о том, какой ток использовать? В любом хорошем справочном пособии для сварщиков. Мы настоятельно рекомендуем найти одно такое и пользоваться им в противовес мнению знакомых мастеров. Не то чтобы это был камень в огород тех, кто за крепкие традиции, но оглянитесь вокруг: много видите вещей, сделанных по уму? Мы уверены, что и сварку можно производить намного более профессионально.
Как работает сварочный инвертор
Мы уже заметили, что все, сказанное выше, относится к большей части сварочных аппаратов, не только инверторов. Чтобы понять, в чем заключается особенность рассматриваемого класса приборов, кратко обратимся к структурной схеме. В состав каждого сварочного инвертора входит блок для преобразования постоянного тока в переменный. Это нужно для того, чтобы снизить вес трансформатора. Чем выше частота, тем меньше и размеры медной обмотки при равных потерях. Эта идея активно используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где также имеется инвертор.
В состав каждого сварочного инвертора входит блок для преобразования постоянного тока в переменный. Это нужно для того, чтобы снизить вес трансформатора. Чем выше частота, тем меньше и размеры медной обмотки при равных потерях. Эта идея активно используется в любом импульсном блоке питания (адаптеры для ноутбуков, зарядные устройства для телефонов, системники персональных компьютеров), где также имеется инвертор.
Долго можно спорить, откуда взялось такое странное название, но по утверждению Википедии дело обстояло примерно следующим образом. На заре времён всеобщей электрификации широко требовалось решать задачи преобразования переменного тока в постоянный. Для этого активно применялись специфические механические устройства, где каждую половину периода направление электродов контакторов менялось на противоположное. То есть инвертировалось. Оказалось, что эти устройства могу выполнять и обратную задачу: получение из постоянного тока переменного.
Как бы то ни было, даже в Википедии имеется оговорка, что данный путь толкования происхождения термина инвертор применительно к рассматриваемому контексту носит скорее характер предположительный. Проще говоря, истинные корни слова остаются неизвестными. А принцип действия понемногу эволюционировал. Если раньше применялись обычные двигатели, вал которых как-то сопрягался с контактором, то сегодня зачастую используются электронные ключи в виде транзисторов, тиристоров и прочих силовых элементов. Путь развития этой ветки начался на заре XX столетия, когда впервые осознали всю полезность тиратронов.
Проще говоря, истинные корни слова остаются неизвестными. А принцип действия понемногу эволюционировал. Если раньше применялись обычные двигатели, вал которых как-то сопрягался с контактором, то сегодня зачастую используются электронные ключи в виде транзисторов, тиристоров и прочих силовых элементов. Путь развития этой ветки начался на заре XX столетия, когда впервые осознали всю полезность тиратронов.
Смысл заключается в том, что по слабому сигналу какой-нибудь управляющей микросхемы большой мощности постоянное напряжение нарезается ключом на импульсы, которые без проблем проходят через трансформатор. Обычно у новичков возникает единственный вопрос: «Зачем? Зачем все это нужно?».
Ключ является дозатором. В зависимости от способа нарезки он пропускает на выход как раз ту мощность, которая необходима. Вы легко заметите, что в режиме на 100 А потребление ниже раза в 1,5. Вот это и реализуется при помощи инвертора. Его ключ нарезает постоянное напряжение пачками, между которыми есть пустой интервал. И чем это пространство шире, тем меньше мощности проходит на выход. Подытожим:
И чем это пространство шире, тем меньше мощности проходит на выход. Подытожим:
- Высокая частота нарезания импульсов позволяет им без проблем пройти относительно малогабаритный трансформатор без потерь.
- Электронный способ управления делает возможным варьирование выходной мощности в широких пределах.
Читайте также: Электрическое поле
Добавим к этому, что в большинстве сварочных инверторов после трансформатора напряжение ещё раз выпрямляется: уже должно быть понятно, что это делается для попадания возможностей изделия в круг задач максимального числа пользователей. Что закономерно повышает спрос на продукцию. Сварочный инвертор с режимом переменного тока понадобится далеко не каждому, не говоря уже о том, что многие цветные металлы позволяют работать и постоянным током.
Какой сварочный инвертор выбрать
Большинство сварочных аппаратов сегодня строится по схеме инверторов. Это значит, что простой трансформатор на три фазы практически не используется. Что касается рода тока, то считается, что сварка цветных металлов переменным оставляет более аккуратный шов. До покупки прибора следует узнать, каким диаметром электрода, каким типом и на каком токе будут осуществляться сварочные работы. Обязательно прибор должен соответствовать. К примеру, сварочный инвертор из нашего примера годится только для сварки покрытыми электродами диаметром до 5 мм включительно.
Что касается рода тока, то считается, что сварка цветных металлов переменным оставляет более аккуратный шов. До покупки прибора следует узнать, каким диаметром электрода, каким типом и на каком токе будут осуществляться сварочные работы. Обязательно прибор должен соответствовать. К примеру, сварочный инвертор из нашего примера годится только для сварки покрытыми электродами диаметром до 5 мм включительно.
Выбор идеального прибора
При всем прочем сварка постоянным током плавящимся металлическим электродом имеет максимальную скорость. В то же время аргон стоит денег, и выполнение всех работ в среде инертного газа потребует больших затрат. Проще говоря, выполняется оценка предстоящих мероприятий, и изыскивается золотая середина между:
- Ценой.
- Качеством.
- Скоростью.
- Простотой.
- Доступностью расходных материалов.
Обратите особенно пристальное внимание на последний пункт, если живете в провинции. Местные дельцы могут вообще не знать, что род тока бывает переменным. Тем более, нет смысла у них спрашивать, зачем это нужно, и когда применяется. Дело доходит до смешного: самоуверенные в своей неграмотности, они даже не попытаются привезти технику на заказ. В этом плане иной раз выгодно подвезти все необходимое из райцентра и не забудьте осведомиться о местах расположения сервисных мастерских. Очень часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции написано, что дилер обязан это сделать.
Тем более, нет смысла у них спрашивать, зачем это нужно, и когда применяется. Дело доходит до смешного: самоуверенные в своей неграмотности, они даже не попытаются привезти технику на заказ. В этом плане иной раз выгодно подвезти все необходимое из райцентра и не забудьте осведомиться о местах расположения сервисных мастерских. Очень часто случается, что магазины товар отказываются принимать обратно, даже если в инструкции написано, что дилер обязан это сделать.
Вы никогда и никому нечего из них не докажете, потому что каждый второй бизнес открывает под крылом родственника из вышестоящих органов. А у них свои законы, о которых многие и не догадываются. Таким образом, иногда бывает более выгодным необходимое заказать в столице и даже съездить за этим самостоятельно. Разница в цене часто окупает расходы на дорогу. Сказанное может быть в полной мере отнесено к великому числу товаров, не только к сварочным инверторам.
Статистику по поломкам рекомендуется набирать на форумах. Наравне с откровенным незнанием темы владельцы сварочных аппаратов охотно делятся опытом и рассказывают о собственных успехах и неудачах.
vashtehnik.ru
Глава 6. АРГОНОВАЯ СВАРКА ПЕРЕМЕННЫМ ТОКОМ
Аргоновая сварка переменным током применяется главным образом для алюминия и его сплавов. С ее помощью получают соединения с более высоким качеством, чем это можно сделать при использовании электродуговой или газовой сварки. Аппаратура для такой сварки считается самой сложной и дорогостоящей. Переменный ток при аргоновой сварке не позволяет работать при низком напряжении холостого хода трансформатора, что вызывает значительное потребление тока из сети.
Для создания аргоновой установки переменного тока вам потребуются следующие устройства: аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновая горелка, вольфрамовые электроды, сварочный трансформатор, компенсатор постоянной составляющей тока дуги, осциллятор.
Если вы уже построили аргоновую установку постоянного тока, то из нее можете использовать аргоновый баллон с редуктором и расходомером, газоэлектроподводящий шланг, аргоновую горелку.
Алюминий является очень активным металлом, из-за этого окисляется практически мгновенно и покрывается пленкой окиси. Эта пленка в дальнейшем предохраняет сам алюминий от окисления, но она же значительно затрудняет процесс сварки.
Для ликвидации окисной пленки существуют три способа: химический, механический и электрический. С химическим и механическим способами вы уже познакомились, изучая процесс газовой и электродуговой сварки алюминия.
Аргоновая сварка обеспечивает процесс электрического удаления окисной пленки. Разрушение окисной пленки алюминия происходит тогда, когда к нему подключен минус питания, то есть используется ток обратной полярности.
В принципе, алюминий можно варить и на постоянном токе обратной полярности. Вырывающиеся из алюминиевого изделия электроны эффективно разрушают окисную пленку. Однако при этом сильно перегревается вольфрамовый электрод, и приходится значительно ограничивать сварочный ток (Таблица 5. 3.). На таком токе можно варить алюминий незначительной толщины.
Однако при этом сильно перегревается вольфрамовый электрод, и приходится значительно ограничивать сварочный ток (Таблица 5. 3.). На таком токе можно варить алюминий незначительной толщины.
На переменном токе одновременно протекают два процесса: в те моменты времени, когда на электроде минус, происходит разогрев и плавление алюминиевой детали; когда направление тока меняется и на электроде появляется плюс, происходит разрушение окисной пленки. Электрод перегревается намного меньше, чем на постоянном токе обратной полярности, соответственно допускается увеличение сварочного тока (Таблица 6. 1.).
Для защиты расплавленного алюминия применяется аргон марки Б. Аргоном этой марки можно пользоваться и при сварке постоянным током, так что вам лучше сразу приобрести аргон этой марки и использовать его как универсальный. По сравнению с защитой стали, расход аргона придется увеличить в 2 раза.
Кроме аргона желательно приобрести баллон гелия. На практике часто приходится сваривать довольно массивные изделия. Может быть так, что подогревающая пропановая горелка работает на полную мощность, электрическая проводка на пределе, трансформатор дымится, а металл все никак не удается расплавить. В этом случае вместо аргона подключаем гелий.
Может быть так, что подогревающая пропановая горелка работает на полную мощность, электрическая проводка на пределе, трансформатор дымится, а металл все никак не удается расплавить. В этом случае вместо аргона подключаем гелий.
Электрическая дуга в гелии имеет в два раза более высокое напряжение, чем в аргоне, что позволяет при том же токе увеличить проплавляющую способность.
Используйте гелий только в таких критических ситуациях, так как он дороже аргона, и расход его придется устанавливать в два раза больше.
Баллоны с гелием окрашены в коричневый цвет и часто используются на народных гуляниях для наполнения летающих игрушек.
Аргоновая горелка воздушного охлаждения, которую вы с успехом применяли для работы на постоянном токе, при работе на переменном токе может оказаться недостаточно мощной.
Постоянный ток обладает одной особенностью: в том месте, куда подводится плюс питания, выделяется намного больше тепла, чем на минусе. Как вы уже убедились, при аргоновой сварке постоянным током используется прямая полярность, то есть на электрод подается минус.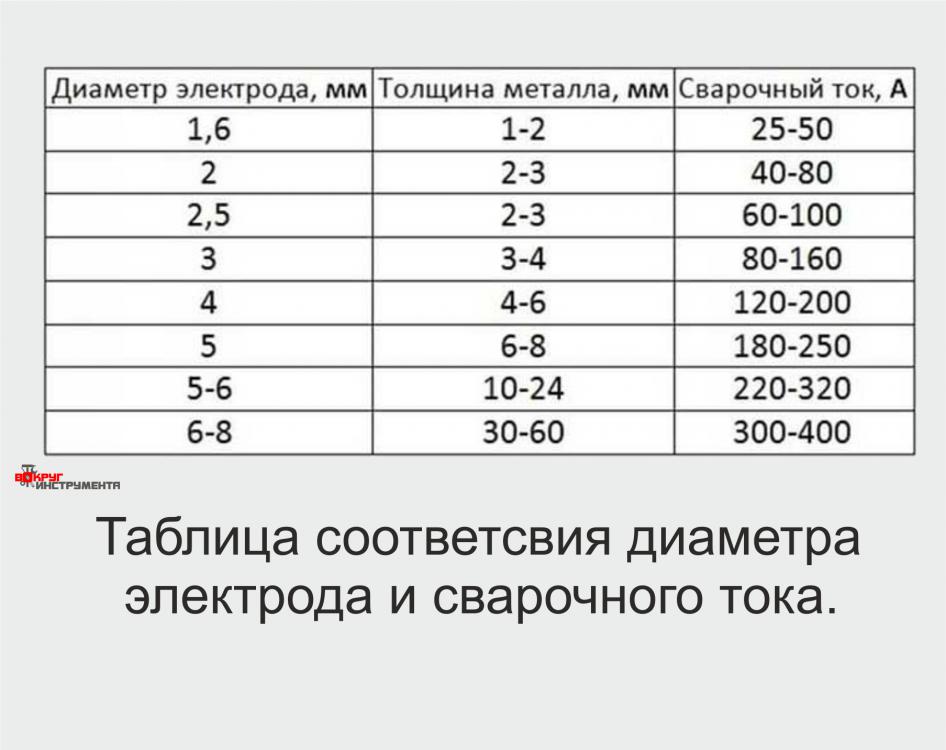 Из-за этого электрод, нагреваясь незначительно, допускает применение больших токов.
Из-за этого электрод, нагреваясь незначительно, допускает применение больших токов.
Совсем иная ситуация при сварке переменным током. Здесь тепловыделение как на электроде, так и на изделии, примерно одинаково. Из-за этого перегревается как электрод, так и горелка.
Горелка воздушного охлаждения может выдержать максимум 160 А. Этого не всегда бывает достаточно при сварке массивных блоков цилиндров. В этом случае вам придется приобрести горелку с водяным охлаждением.
Охлаждение таких горелок можно осуществлять как проточной водой, так и в замкнутой системе.
Охлаждение проточной водой наиболее просто, однако здесь требуется водопровод и канализация.
При замкнутой системе охлаждения используется циркуляционный насос, радиатор и охлаждающий его вентилятор.
Аргоновые горелки водяного охлаждения, ко всему прочему, допускают использование электродов диаметром 4 мм и более.
Для сварки алюминия используются электроды марки ЭВЧ (электрод вольфрамовый чистый). Они ничем не покрыты и на вид блестящие. Конец электрода затачивается в виде полусферы. Можно вообще их не затачивать, а, как говорят сварщики, «обжечь». Перед сваркой электрод зажигается на медной пластине, дуга удерживается до тех пор, пока на конце не образуется искомая полусфера.
Они ничем не покрыты и на вид блестящие. Конец электрода затачивается в виде полусферы. Можно вообще их не затачивать, а, как говорят сварщики, «обжечь». Перед сваркой электрод зажигается на медной пластине, дуга удерживается до тех пор, пока на конце не образуется искомая полусфера.
Для аргоновой сварки переменным током требуется трансформатор с напряжением холостого хода от 60 до 80 В. В принципе, дуга горит и при меньшем напряжении, но в этом случае ее необходимо держать короткой, что приводит к частым касаниям концом электрода изделия. Трансформатор с напряжением 60 – 80 В применяется только вместе с осциллятором.
Если осциллятор у вас отсутствует, следует использовать трансформатор с напряжением холостого хода 100 – 120 В. Такой трансформатор трудно приобрести, поэтому вместо одного трансформатора лучше использовать два, включив их вторичные обмотки последовательно. При этом не забывайте, что вместе с ростом напряжения холостого хода растет потребляемый из сети ток (см. Главу 3.).
Главу 3.).
Если вы решились на покупку готовой аргоновой установки переменного тока, то приобретайте ту, что преобразует синусоидальную форму переменного тока в прямоугольную. Прямоугольная форма переменного тока наиболее благоприятна для сварки; в частности, после касания концом электрода изделия, сварку можно не останавливать, дуга самоочищает шов и электрод (правда, не всегда).
Дуга, горящая между вольфрамовым электродом и алюминием, искажает форму кривой переменного тока. Это связано с разной проводимостью дуги прямой и обратной полярности.
Дуговой промежуток прямой полярности имеет небольшое сопротивление, и через него течет максимальный ток. Дуговой промежуток обратной полярности отличается повышенным сопротивлением, протекающий через него ток намного ниже. В результате общий ток дуги прямой полярности вызывает постоянную составляющую тока дуги.
Небольшой по величине общий ток дуги обратной полярности не может эффективно удалять окисную пленку. Для нормальной сварки алюминия эти два тока необходимо выровнять.
Устройство, выравнивающее токи дуги прямой и обратной полярности, получило название «компенсатор постоянной составляющей сварочного тока».
Дуга переменного тока аргоновой сварки может гореть устойчиво только при высоком напряжении холостого хода трансформатора (100 – 120 В). Такое напряжение вызывает повышенный расход тока из сети и опасно для сварщика. Сварку при обычном напряжении холостого хода можно производить, используя специальное устройство, называемое осциллятором.
Осциллятор подает на дуговой промежуток импульсы с напряжением несколько тысяч вольт. При таком напряжении дугу можно зажечь, просто поднеся конец электрода к металлу. Кроме этого, такое напряжение стабилизирует горение дуги, и она начинает гореть устойчиво при небольших напряжениях холостого хода трансформатора.
Чтобы сделать высокое напряжение осциллятора безопасным для сварщика, его преобразовывают в импульсы высокой частоты. Высокочастотное напряжение не ощущается сварщиком, так как высокочастотный ток проходит по поверхности кожи, не задевая нервных окончаний. Основные характеристики осцилляторов смотрите в Таблице 6. 3.
Основные характеристики осцилляторов смотрите в Таблице 6. 3.
Простейшую аргоновую сварку переменного тока можно собрать, соединив вместе два обычных трансформатора. Первичные обмотки включаются параллельно, вторичные – последовательно (Рис. 6. 3.).
Трансформаторы возьмите с напряжением 50 – 60 В. В качестве компенсатора постоянной составляющей здесь используется аккумулятор.
В те полупериоды, когда на минус аккумулятора подается минус с трансформаторов, происходит зарядка аккумулятора. Когда на минус аккумулятора подается плюс с трансформаторов, напряжение аккумулятора складывается с напряжением трансформаторов, и в полупериоды обратной полярности начинает течь повышенный ток. Таким образом, за счет более высокого напряжения дуги обратной полярности происходит компенсация ее низкой проводимости, токи дуги прямой и обратной полярности выравниваются.
Аккумулятор возьмите автомобильный или тракторный. При сварке следите, чтобы электролит аккумулятора не выкипал, своевременно его доливайте.
Если у вас отсутствует аккумулятор, компенсатор постоянной составляющей тока дуги можно сделать из диода и проволочного сопротивления (Рис. 6. 4.).
Диод D 1 включается так, что свободно пропускает ток дуги обратной полярности; ток дуги прямой полярности сварщик уменьшает с помощью проволочного сопротивления R 1. Диод должен быть рассчитан на ток 100 – 200 А (зависит от мощности ваших трансформаторов). Длину проволочного сопротивления подберите экспериментально.
Для точного уравнивания токов применяется индикатор из двух лампочек.
Возьмите две однотипные лампочки (на напряжение от двух до шести вольт) и два диода небольшой мощности (Д 226 или им подобные). Все спаяйте, как указано в схеме, и с помощью разъемов типа «крокодил» подсоедините к проволочному сопротивлению R 2. Это сопротивление здесь играет роль регулятора тока, и ранее оно уже описывалось. (Рис. 3. 22.).
Разъемы типа «крокодил» вначале подключите недалеко друг от друга. Зажгите дугу на угольной пластине и перенесите ее на алюминий. Если ни одна лампочка не горит, увеличьте расстояние между разъемами.
Зажгите дугу на угольной пластине и перенесите ее на алюминий. Если ни одна лампочка не горит, увеличьте расстояние между разъемами.
В случае, если одна лампочка горит сильнее другой, регулированием длины проволочного сопротивления R 1 выровняйте их яркость.
Компенсатор данного типа удобен тем, что позволяет использовать для сварки так называемый ассиметричный ток. Такой ток применяется в двух случаях:
1) очистка поверхности шва от пленки происходит хорошо, но алюминий расплавляется слишком медленно. Сопротивлением R 1 устанавливаем свечение лампочки Л 2 более ярким, чем Л 1;
2) недостаточная очистка поверхности; электрод данного диаметра допускает увеличение нагрева. Сопротивлением R 1 устанавливаем свечение лампочки Л 1 более ярким, чем Л 2.
Общий ток дуги установите сопротивлением R 2.
В случае, если ваша электропроводка не обеспечивает необходимого тока, придется делать установку с использованием осциллятора (Рис. 6. 5.).
6. 5.).
В этой схеме все настройки выполняются, как и в предыдущей.
Осциллятор приобретите в специализированном магазине. Если там будет выбор, лучше приобрести современную версию осциллятора. Она называется «импульсный возбудитель-стабилизатор сварочной дуги» и позволяет с помощью регулировки точно подстроиться к вашему трансформатору.
Трансформатор должен иметь повышенную мощность. Как показывает опыт, лучше всего использовать самоделку весом не менее 40 кг. Напряжение холостого хода трансформатора 60 – 80 В.
Алюминиевые сплавы подразделяют на две группы: литейные и деформируемые (прокат, штамповка).
Из литейных сплавов наиболее широко применяются силумины – сплавы алюминия, содержащие от 4 до 13% кремния. Из них изготавливают различные детали автомобилей, тракторов, сельскохозяйственных машин. Такие сплавы достаточно хорошо поддаются ремонтной сварке.
Деформируемые алюминиевые сплавы делятся на упрочняемые термообработкой и неупрочняемые.
Из сплавов, упрочняемых термообработкой, больше всего известен дюралюминий (сплав алюминия с медью). Для термически упрочняемых сплавов сварка почти не применяется, так как происходит сильное ослабление прочности околошовной зоны. Детали из таких сплавов соединяют клепкой (самолеты).
Для термически упрочняемых сплавов сварка почти не применяется, так как происходит сильное ослабление прочности околошовной зоны. Детали из таких сплавов соединяют клепкой (самолеты).
Деформируемые неупрочняемые термообработкой алюминиевые сплавы хорошо поддаются сварке.
Частному сварщику приходится иметь дело с двумя видами алюминиевых сплавов:
1) алюминий и сплавы в виде чистых листов, деталей, механизмов, не использовавшиеся ранее в работе;
2) алюминий и его сплавы, контактирующие ранее с водой, горюче-смазочнымим материалами, антифризами.
Общее здесь только наличие алюминия, технология же их сварки отличается.
Если вы, например, занялись мелкосерийным изготовлением алюминиевых лодок, то здесь проблем со сваркой, скорее всего, не возникнет.
Сварка чистого алюминия и его сплавов не представляет особых трудностей.
Подготовка под сварку проводится путем очистки будущего места сварки и присадочной проволоки от пленки окислов. Очистку лучше всего производить круглой проволочной щеткой, насаженной на «болгарку». Большие обороты позволяют эффективно удалять пленку.
Большие обороты позволяют эффективно удалять пленку.
Присадочную проволоку можно очищать также шлифовальной шкуркой. Шкурку возьмите белого цвета, так как в темных сортах шкурок возможно наличие окислов алюминия, что нежелательно.
Если на металле и проволоке имеются следы жира, то их перед механической очисткой протирают чистой тряпкой, смоченной в ацетоне.
В качестве присадочной проволоки лучше всего использовать электротехническую проволоку из чистого алюминия. Она широко используется в электрической проводке и не дефицитна. Как показывает опыт, отлично подходит для всех сплавов алюминия.
Режим сварки установите по Таблице 6. 4.
Если толщина свариваемого металла более 8 мм, то алюминий нужно предварительно подогревать до температуры 150 — 300°С пропановоздушной горелкой.
Сварку ведут без поперечных колебаний аргоновой горелки и присадочной проволоки. Проволока должна все время находиться в защитной зоне. Движение горелки – справа налево, проволоку держите впереди горелки.
Расстояние от конца электрода до металла – 2 мм. При соприкосновении электрода с металлом процесс сварки прекращается, электрод перезатачивается, а металл в месте соприкосновения удаляется.
Сваривать алюминий лучше всего в нижнем положении, при недостаточном опыте используйте асбестовые подкладки с обратной стороны шва.
В начале сварки разведите сварочную ванну, то есть нагрейте металл до плавления. Индикатором плавления является удаление окисной пленки и появление блестящего металла серебристого цвета. Затем отведите горелку немного вправо, окуните присадочную проволоку в ванну, расплавьте дугой. Весь шов в дальнейшем формируйте такими возвратно-поступательными движениями.
В конце сварки удлините дугу и наплавьте небольшое возвышение, оно предотвратит образование в конце шва кратера.
Довольно часто приходится заниматься ремонтом литых алюминиевых изделий: головок и блоков цилиндров, картеров, водяных насосов и др.
Алюминиевые сплавы, какое-то время контактировавшие с различными жидкостями, при сварке ведут себя совершенно иначе, чем чистые алюминиевые сплавы. Жидкости проникают в структуру сплавов, и их не удается удалить поверхностной очисткой.
Жидкости проникают в структуру сплавов, и их не удается удалить поверхностной очисткой.
Сварку таких деталей следует начинать с отжига.
Удалите все горючие детали: манжеты, сальники, кабель и т. д. Алюминий обладает хорошей теплопроводностью, поэтому удаляйте и те горючие детали, что находятся далеко от места сварки.
Место сварки обезжирьте ацетоном и очистите металлической щеткой.
Пропановоздушной горелкой прогревайте деталь до тех пор, пока из нее не перестанет выходить дым. Дополнительно очистите место сварки щеткой.
Горячую деталь можно попытаться сварить. Если удалось с первого раза, считайте, что вам повезло. Сварка с нагревом — самая благоприятная и практически не дает трещин. Оставьте деталь медленно остывать.
Нередки случаи, когда при сварке нагретой детали из расплавленной ванны начинают выходить фракции контактирующей с алюминием жидкости. Скапливаясь на поверхности расплава, они создают пленку, не позволяющую продолжать процесс сварки. В таком случае вам придется освоить метод кратковременно-прерывистой сварки.
В таком случае вам придется освоить метод кратковременно-прерывистой сварки.
Дождитесь остывания детали после отжига. Очистите место сварки до блеска. Сварку произведите до образования пленки. Прекратите сварку, дайте детали остыть, зачистите шов щеткой и опять продолжайте сварку. Такие циклические процессы повторяйте в процессе всего наложения шва. Долго, но других вариантов здесь нет.
Если при остывании деталь дает трещины, охлаждение шва сопровождайте проковкой молотком. Мягкий алюминиевый шов хорошо раздается вширь, не стягивая основной металл.
Page 2
Иногда владельцы битых автомобилей требуют, чтобы автомобиль был восстановлен, «как на заводе». Объясняется это просто: при продаже стоимость битого автомобиля резко снижается. Восстановить битый автомобиль так, чтобы покупатель не заметил подвоха, задача сложная, но выполнимая. Для этого необходимо иметь аппарат точечной контактной сварки.
Работа аппарата точечной сварки показана на Рис. 8. 1. Соединенные внахлестку два листа металла зажимаются между двумя медными электродами. Через металл пропускается большой ток, и буквально за считанные секунды (или доли секунды) происходит неразъемное соединение двух пластин.
8. 1. Соединенные внахлестку два листа металла зажимаются между двумя медными электродами. Через металл пропускается большой ток, и буквально за считанные секунды (или доли секунды) происходит неразъемное соединение двух пластин.
Сварная точка возникает из-за повышенного нагрева металла в том месте, где пластины соединяются между собой. Расплавляясь, металл двух пластин перемешивается, и образуется круглое неразъемное соединение в виде капли (Рис. 8. 2.).
Если вы планируете варить точечной сваркой только внешнюю облицовку легковых автомобилей, то вам достаточно бытового сварочного аппарата, показанного на Рис. 8. 3.
При сварке более толстого металла необходим более мощный аппарат, такой, как на Рис. 8. 4.
Освоить работу точечной сварки довольно просто. Отрежьте от старого крыла автомобиля две полоски металла, полностью удалите с них краску, зажмите между электродами аппарата.
Регулировать сварочный процесс можно несколькими параметрами (Таблица 8. 1. ).
).
Бытовые аппараты чаще всего имеют только одну регулировку: время сварки.
Установите время сварки по Таблице 8. 1, или по инструкции, прилагаемой к аппарату.
После сварки одной точки попытайтесь разъединить соединение так, как показано на Рис. 8. 5.
Объем работ, выполняемых стандартными сварочными клещами, не так уж велик. В автомобиле много мест, сварить которые можно только клещами со специально изогнутыми наконечниками. Некоторые разновидности таких наконечников показаны на Рис. 8. 6.
Приобретайте только тот аппарат контактной сварки, который в комплекте имеет разнообразные сменные электроды.
Иногда сварка производится в том месте, двусторонний зажим которого с помощью клещей невозможен. В этом случае используется специальная медная подкладка (Рис. 8. 7.). Если ее нет в комплекте аппарата, то можно изготовить самостоятельно.
Подготовительные операции под контактную точечную сварку, по сравнению с другими видами сварки, требуют наибольшего количества времени.
Поврежденная деталь удаляется так же, как на Рис. 7. 17. Однако остающиеся полоски удаляются другим способом. Под полоску металла между сварными точками подсовывается тонкая отвертка, и металл немного приподнимается. Затем в этом месте производится разрез полоски отрезным диском. Дальше металл удаляется аккуратными ломающими движениями, остатки зачищаются диском.
Особенно будьте внимательны при удалении старой контактной точки. При сварке электроды сильно сжимают расплавленный металл, и его поверхность может деформироваться (Рис. 8. 8.).
Дальше остающаяся часть рихтуется, очищается от краски. На быстросъемные зажимы ставится ремонтная деталь и проваривается по старым точкам контактной сварки. Этим достигается незаметность проведенного ремонта. При сварке обращайте особое внимание на плотность подгона новой детали к старой основе.
Бывают случаи, когда остающаяся основа также сильно деформирована или подверглась коррозии.
На Рис. 8. 9. изображен разрез порога автомобилей марки ВАЗ. При деформации только наружной части достаточно приварить новую деталь по указанным местам контактной сварки. Но чаще бывает, что деформируется и внутренняя часть 3. Ее рихтовка будет заметна в нижней части контактной сварки. Поэтому внутреннюю часть 3 также необходимо заменить ремонтной деталью. К панели основания она приваривается полуавтоматом сплошным швом. В дальнейшем сплошной шов маскируется противоударной и шумопоглощающей мастиками.
При деформации только наружной части достаточно приварить новую деталь по указанным местам контактной сварки. Но чаще бывает, что деформируется и внутренняя часть 3. Ее рихтовка будет заметна в нижней части контактной сварки. Поэтому внутреннюю часть 3 также необходимо заменить ремонтной деталью. К панели основания она приваривается полуавтоматом сплошным швом. В дальнейшем сплошной шов маскируется противоударной и шумопоглощающей мастиками.
Таким образом, для качественного ремонта автомобилей необходимы как минимум две сварки: полуавтоматическая и контактная. А если учесть, что многие автомобили на заводах дополнительно пропаивают латунью, к этому списку необходимо добавить и газовую сварку.
svarnoj.blogspot.ru
В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
Существует два типа дуговой сварки: переменный ток (AC) и постоянный ток (DC), которые лучше использовать для конкретных целей сварки. Сварка — это ремесло, которое требует адаптации в зависимости от типа проекта, который вы хотите выполнить.
Сварка — это ремесло, которое требует адаптации в зависимости от типа проекта, который вы хотите выполнить.
Что такое сварочный аппарат переменного/постоянного тока? Переменный ток, или переменный ток, и постоянный ток, или постоянный ток, относятся к двум различным типам источника питания, используемого для дуговой сварки. Любая сварка требует использования дуги между электродом, который проводит ток, и материалом, который вы сплавляете вместе. Ток, положительный или отрицательный, создает слияние. Чтобы получить правильный сварной шов, вам нужно использовать правильный ток.
Выбор переменного или постоянного тока является важным решением. Каждый из этих источников питания имеет свое идеальное применение. Выбор неправильного источника питания для вашего идеального сварного шва может иметь различные последствия для конечного продукта вашего проекта.
Содержание
Переменный ток и постоянный ток в сварке
Переменный ток, или переменный ток, и постоянный ток, или постоянный ток, относится к двум различным типам источника питания, используемого для дуговой сварки, которая управляется полярностью.
Постоянные токи возникают там, где электричество течет в постоянном направлении и поддерживает постоянную полярность (положительную или отрицательную). Переменные токи возникают, когда электричество меняет направление вперед и назад, а полярность меняется в ответ на изменение направления тока.
Другие места Работают переменные и постоянные токи
Эти два типа токов протекают через многие электронные устройства, с которыми вы сталкиваетесь каждый день:
- Постоянные токи : аккумуляторы, сотовые телефоны, пульты дистанционного управления электрические розетки и бытовая техника
Плюсы и минусы сварки на переменном и постоянном токе
Сварка на постоянном токе (DC) имеет прямой ток, что позволяет ускорить скорость наплавки.
Это вызвано более быстрым расплавлением электрода. Поскольку переменный ток (AC) меняет свое направление назад и вперед из-за изменения направления тока, наплавка происходит медленнее, чем сварка постоянным током (DC)
для более медленного, но более глубокое проникновение . Его смена полярности происходит 120 раз в секунду при токе частотой 60 герц.
Его смена полярности происходит 120 раз в секунду при токе частотой 60 герц.
Эта обратная полярность переменного тока приводит к его способности проникать глубже.
Сварочные аппараты на переменном и постоянном токе >> Посмотрите видео ниже
Применение сварки на переменном токе
Сварка на переменном токе используется для сварки магнитных металлов, потому что направление переменного тока позволяет ему не подвергаться воздействию магнетизма. Однако сварку постоянным током нельзя использовать для магнитных металлов. Для сварки переменным током идеально подходят следующие типы сварных швов:
- Толстая пластина вниз
- Быстрая заливка
- Сварка алюминия ВИГ
Возможность сварки переменным током на намагниченных материалах является ее основным преимуществом перед сваркой постоянным током.
Сварка переменным током также является предпочтительным методом для:
- Судостроения, особенно шовной сварки, , поскольку более глубокое проплавление листового металла может быть достигнуто за счет более высокой настройки тока
- намагниченное поле и потенциальная ржавчина не являются проблемой для сварки на переменном токе
У сварки переменным током есть существенный недостаток, хотя . Качество сварки переменным током не такое гладкое, как сварка постоянным током. Это вызвано непрерывным изменением направления потока тока. Также более вероятно появление брызг или капель расплавленного материала.
Применение сварки на постоянном токе
Сварку на постоянном токе нельзя использовать для намагниченных металлов, потому что ее ток течет только в фиксированном направлении. Для сварки постоянным током идеально подходят следующие типы сварных швов:
- Buildup of heavy deposits
- Cutting tap
- Hard facing
- Overhead, or vertical welding
- Single carbon brazing
- Stainless steel TIG welding
- Stick (SMAW) welding
DC is commonly preferred for welding по следующим причинам:
- Более гладкий шов: меньше разбрызгивания благодаря постоянному направлению тока
- С ним легче обращаться, чем с переменным током, потому что он поддерживает стабильную дугу
- Оборудование, необходимое для постоянного тока, дешевле и проще в использовании
- Оно сваривает более тонкие металлы лучше, чем переменный ток 5 Хотя сварка постоянным током имеет большое применение, у нее также есть недостатки:
- Не рекомендуется использовать для сварки алюминия.
- Постоянный ток требует внутреннего трансформатора для изменения тока с переменного на переменный. Это делает сварку на постоянном токе потенциально более дорогой в использовании, чем сварку на переменном факторов, чтобы получить максимально прочный сварной шов. Если не принять надлежащих мер предосторожности, время и ресурсы могут быть потрачены впустую, вместо того чтобы продвигаться вперед с сильным конечным продуктом.
Факторы, влияющие на прочность сварного шва:
- Скорость перемещения
- Постоянное поддержание угла наклона электрода
- Подготовка кромок/чистота
- Текущие настройки — знать, когда использовать постоянный или переменный ток
- Качество и свойства металла: магнитный или немагнитный
- Правильный метод: предварительная или последующая термообработка
- Используемые стержни
Сварка как переменным, так и постоянным током позволяет получить прочный сварной шов. Важно помнить, что желаемый прочный шов будет получен только при сварке током, соответствующим материалу.
Сварку переменным током можно использовать для магнитных металлов, а сварку постоянным током нельзя. Если сварка постоянным током используется на магнитных металлах, сварка не будет успешной.
Разрушение сварного шва: дуговой разряд
При сварке существует множество причин, по которым сварной шов может не получиться. Обычная и очень неприятная причина отказа сварки называется магнитным ударом дуги. Удары магнитной дуги вызваны наличием магнитного поля в месте соединения двух металлических компонентов.
Важно помнить, что дуговые разряды возникают только при сварке постоянным током (DC). Хотя известно, что сварка на переменном токе (AC) менее качественна, чем сварка на постоянном токе, если дуга становится проблемой, наиболее эффективный способ решить эту проблему — переключиться на переменный ток.
Дуговые удары могут повлиять на качество сварного шва из-за взаимодействия магнитного поля сварочного тока с магнитным полем, присутствующим в металле.
Почему дуговые разряды возникают только при сварке постоянным током?
Ранее было отмечено, что преимущество сварки переменным током перед сваркой постоянным током заключается в том, что ее можно использовать с намагниченными материалами. Вот почему удары дуги преобладают при сварке постоянным током, а не при сварке переменным током.
Если вместо сварки переменным током используется сварка постоянным током, сварщику придется бороться с дуновением дуги, поддерживая стабильный электрический ток. Это может привести к снижению качества работы, что сведет на нет преимущества качества постоянного тока по сравнению с качеством переменного тока.
Правильный электрод для использования
Электроды используются при сварке для проведения тока через заготовку для сплавления двух частей вместе. В зависимости от того, используется ли сварка переменным или постоянным током, следует использовать разные электроды, также называемые стержнями, чтобы обеспечить наилучшее качество сварки.
- Для сварки постоянным током лучше всего подходит электрод 6010, поскольку он предназначен только для непосредственного использования. Его покрытие натриевого типа с высоким содержанием целлюлозы обеспечивает лучшее проникновение.
- Для сварки переменным током выбор электрода зависит от различных факторов. Электроды, используемые для сварки переменным током, имеют в своем покрытии специальные элементы, поддерживающие зажигание дуги.
Некоторые электроды для сварки переменным током включают:
- 6011: покрытие калиевого типа с высоким содержанием целлюлозы, хорошо работает на ржавом и грязном металле
- 6013: для чистого листового металла
- 7018: также может использоваться для сварки постоянным током
- 7024: может использоваться при высоких уровнях тока, используется в общем производстве, когда требуется более высокая скорость наплавки
сварка использовать: переменного тока или постоянного тока?
Выбор сварки переменным или постоянным током в конечном счете остается за сварщиком.
Хотя они оба имеют свои плюсы и минусы, ваш выбор будет зависеть от материала, который вы используете, и проекта, который вы свариваете.Например, при сварке на постоянном токе всегда получается более качественный шов, но для намагниченных металлов можно использовать только переменный ток.
Существует множество факторов, которые могут повлиять на решение использовать сварку на переменном или постоянном токе. Важно учитывать все факторы проекта, прежде чем решить, использовать ли сварку переменным или постоянным током. Вот их краткое сравнение:
Сварочный аппарат переменного тока Сварочный аппарат постоянного тока Маленький и легкий Большой и тяжелый менее дорого, чем DC Более дорогой, чем AC Легкий для борьбы с дугом . Потребляет больше энергии – дороже в эксплуатации Разница между сваркой переменным и постоянным током
Сварка переменным током :
Сварочный аппарат переменного тока включает в себя трансформатор, который преобразует поступающее от сети питание в требуемое значение напряжения/тока, подходящее для сварки. Трансформатор может быть однофазным или трехфазным. Он размещен в стальном баке, заполненном трансформаторным маслом, или оснащен электрическими вентиляторами для предотвращения перегрева при работе в условиях большой нагрузки.
Мы знаем, что в источнике переменного тока есть положительный и отрицательный циклы, т. е. на каждые 180° напряжение и ток меняются местами. Из-за этого, когда сварочный ток равен нулю, дуга при дуговой сварке гаснет, что затрудняет непрерывную сварку.
Этого можно избежать, используя специальные электроды с покрытием, которое обеспечивает большую ионизацию в потоке дуги и поддерживает зажигание дуги при переходе тока через ноль.
Преимущества сварки переменным током:
- Это самый дешевый, легкий и компактный сварочный аппарат.
- Отсутствие дуновения магнитной дуги, которое часто возникает при сварке на машине постоянного тока.
- Низкие эксплуатационные расходы и расходы на техническое обслуживание.
- Поскольку в трансформаторе нет движущихся частей, шум при работе снижается, а износ практически отсутствует.
- Общий электрический КПД высокий.
Недостатки сварки переменным током:
- Полярность не может быть изменена.
- Из-за переменного характера протекания тока запуск дуги сложнее, чем при постоянном токе.
- Низкий коэффициент мощности.
Сварка постоянным током :
Источник питания постоянного тока для сварки постоянным током может быть получен от генератора постоянного тока, работающего от электродвигателя или дизельного двигателя. Используемый генератор может производить постоянный ток как с нормальной, так и с обратной полярностью, и сконструирован таким образом, что он компенсирует любое изменение напряжения, обеспечивая тем самым стабилизацию дуги.
В отдаленных местах, где нет электричества, хорошо подходят дизельные генераторы.При наличии источника переменного тока используется комплект выпрямителя, состоящий из трансформатора. Выпрямители преобразуют переменный ток в постоянный с помощью кремниевых диодов, что позволяет току течь только в одном направлении.
Преимущества сварки на постоянном токе :
- При сварке на постоянном токе образуется меньше брызг, чем при сварке на переменном токе.
- Дуга, создаваемая постоянным током, более стабильна.
- Можно сваривать почти все черные и цветные металлы.
Недостатки сварки постоянным током:
- Высокая начальная стоимость.
- Более высокая стоимость обслуживания.
- Шумная работа машины.
- При сварке на постоянном токе возникает дуга.
Разница между сваркой на переменном токе и сваркой на постоянном токе:
Сварка на переменном токе Сварка на постоянном токе Электроды, используемые при сварке на переменном токе, должны быть покрыты флюсом. При сварке постоянным током можно использовать электроды любого типа. Дуга, возникающая при сварке на переменном токе, нестабильна. Дуга, возникающая при сварке постоянным током, очень стабильна. Тепло выделяется неравномерно. Равномерное выделение тепла. При сварке переменным током, когда имеется только источник переменного тока, необходим трансформатор. При сварке постоянным током, когда доступен только источник переменного тока, необходим выпрямитель или двигатель-генератор. Стоимость оборудования очень низкая по сравнению со сваркой постоянным током. Стоимость оборудования очень высока, примерно в два-три раза дороже трансформатора. Эффективность работы сварочного аппарата переменного тока очень высока (от 80 до 85%). КПД сварочного аппарата постоянного тока низкий (около 30–40 %). При сварке на переменном токе дуга регулируется автоматически. При сварке постоянным током дуга очень мощная и ее трудно контролировать. Коэффициент мощности очень низкий (примерно от 0,3 до 0,4) и требует конденсатора для коррекции. Высокий коэффициент мощности (от 0,6 до 0,7) по сравнению со сваркой на переменном токе. Однофазный трансформатор, используемый при сварке на переменном токе, вызывает дисбаланс в трехфазной системе питания. При сварке постоянным током в мотор-генераторной установке используется трехфазный асинхронный двигатель, который является сбалансированной нагрузкой. Из-за высокого рабочего напряжения повышается риск поражения электрическим током. Благодаря низкому рабочему напряжению снижается риск поражения электрическим током. Потребляется меньше энергии. Потребляется огромное количество энергии. Трудно сваривать цветные металлы и сплавы из-за смены полярности. Любой тип металла можно сваривать с помощью сварки постоянным током. Сварочное оборудование переменного тока имеет небольшие размеры и легкий вес. Сварочное оборудование постоянного тока больше по размеру и тяжелее по весу. Затраты на техническое обслуживание и эксплуатацию при сварке переменным током невелики. Техническое обслуживание и эксплуатационные расходы при сварке постоянным током высоки из-за присутствия движущихся частей. При дуговой сварке постоянным током возникают проблемы из-за дуновения дуги. При дуговой сварке на переменном токе не возникает проблемы дуновения дуги. Разница сварки переменным и постоянным током
Полярность электрического тока, создаваемого при сварке машина, которая проходит через электрод, работает либо на переменном, либо на постоянном токе. Эти два типа полярности и качество и эффективность сварки зависят существенно зависит от типа используемого тока.
Сварка переменным током
Сварочный аппарат переменного токаПеременный ток означает Переменный ток.
- Сварка толстолистового металла вниз
- Быстрая сварка заполнением
- Алюминий ВИГ с высокой частотой.
Что вам нужно Знать о сварке переменным током
- Дуговая сварка с источником питания переменного тока, полярность дуги постоянно меняется (переменный ток) с положительной на отрицательна, и поток должен изменить направление.
- Используется при сварке алюминия и других цветных металлов
металлы.
- AC используется для нескольких конкретных видов сварки, то есть тяжелая пластина вниз, быстрая заливка и алюминиевая сварка TIG с высокой частотой.
- AC производит большое количество брызг, что приводит к грубый сварной шов и низкий выход продукта.
- Переменный ток эффективен только при сварке толстых и тяжелых металлов. и поэтому не является предпочтительным для многих сварщиков.
- Обычно машины, для работы которых требуется переменный ток, очень дорого.
- Риск возникновения дуги в случае воздействия магнитного поля нарастание значительно снижается при сварке на переменном токе. Таким образом, он может быть использован для намагниченных сварка металла.
- AC позволяет сваривать/ отлично работает при более высоких температурах. температуры.
- Надежность переменного тока очень высока. низкая, поэтому с ней трудно работать.
- Машины переменного тока несколько утомительны в использовании и справиться.
- Сварка переменным током имеет тенденцию быть медленнее и приводит к
медленное расплавление электрода.
- Обеспечивает более глубокое проплавление сварного шва.
Сварка постоянным током
Сварочный аппарат постоянного токаDC означает Постоянный ток . В электрическом постоянном токе цепи, есть постоянный отрицательный полюс и постоянный положительный полюс. поток электричества создается, когда отрицательно заряженные атомы, произведенные источник питания движется к положительному полюсу, чтобы соединиться с положительно заряженные атомы. Это в конечном итоге создает электрический поток от отрицательного полюса. к положительному полюсу. В постоянный ток сварка, полярность к основному металлу и электроду остается прежней во время сварки, если полярность не изменена вручную. Обычно постоянные токи включают ток в батареях и часто используются в низковольтных устройствах, таких как сотовые телефоны и пульты дистанционного управления. Сварка постоянным током лучше всего подходит для:
- Наплавки твердым сплавом
- Потолочная или вертикальная сварка
- Налипание тяжелых отложений
- Пайка одним углеродом
- Сварка ВИГ нержавеющей стали
Что вам нужно Знать о сварке постоянным током
- Дуговая сварка с источником питания постоянного тока, полярность электрической дуги представляет собой постоянный поток в одном направлении от отрицательного к положительному.
- Используется при сварке черных металлов.
- Постоянный ток используется для нескольких определенных типов сварки, таких как вертикальная сварка, пайка одиночным углеродом, сварка TIG нержавеющей стали и т. д.
- Постоянный ток дает меньшее количество брызг, что обеспечивает гладкий шов и более высокий выход продукта.
- Постоянный ток наиболее эффективен при сварке более тонких металлов, поэтому его предпочитают многие сварщики.
- Обычно машины, для работы которых требуется постоянный ток, очень доступны по цене.
- Обычно существует высокий риск возникновения дуги, если возникает магнитное поле.
- Постоянный ток не подходит для интенсивного нагрева.
- Надежность постоянного тока выше, что значительно упрощает работу.
- Сварка постоянным током имеет тенденцию быть более быстрой и приводит к более быстрому расплавлению электрода.
- Машины постоянного тока просты в обращении и использовании.
- Не обязательно обеспечивает более глубокое проплавление сварного шва.
Читайте также : Разница между сваркой TIG и MIG
Разница AC и Сварка постоянным током в табличной форме




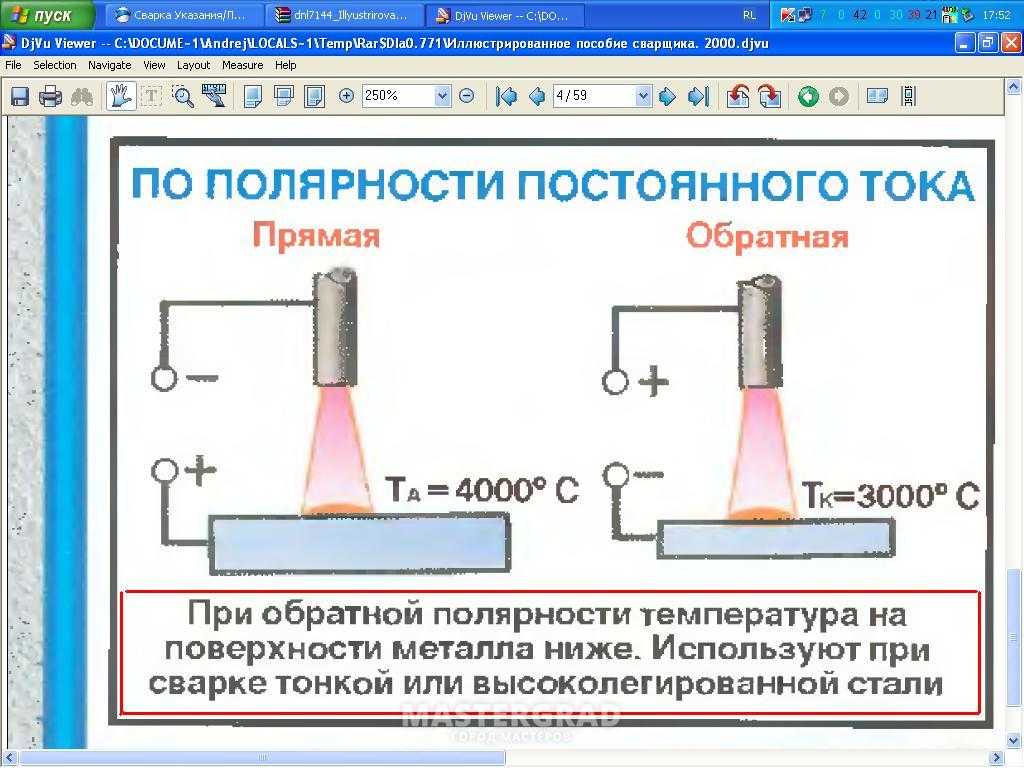 Хотя они оба имеют свои плюсы и минусы, ваш выбор будет зависеть от материала, который вы используете, и проекта, который вы свариваете.
Хотя они оба имеют свои плюсы и минусы, ваш выбор будет зависеть от материала, который вы используете, и проекта, который вы свариваете.
 В отдаленных местах, где нет электричества, хорошо подходят дизельные генераторы.
В отдаленных местах, где нет электричества, хорошо подходят дизельные генераторы.







 тяжелая пластина, быстрая заливка и алюминиевая сварка TIG с высокой частотой.
тяжелая пластина, быстрая заливка и алюминиевая сварка TIG с высокой частотой.