изготовление форм, технологический процесс :: BusinessMan.ru
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг.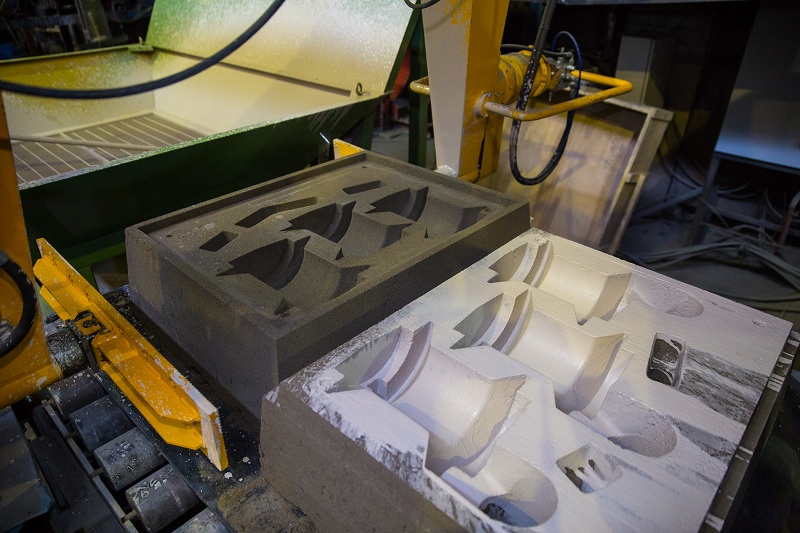 Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.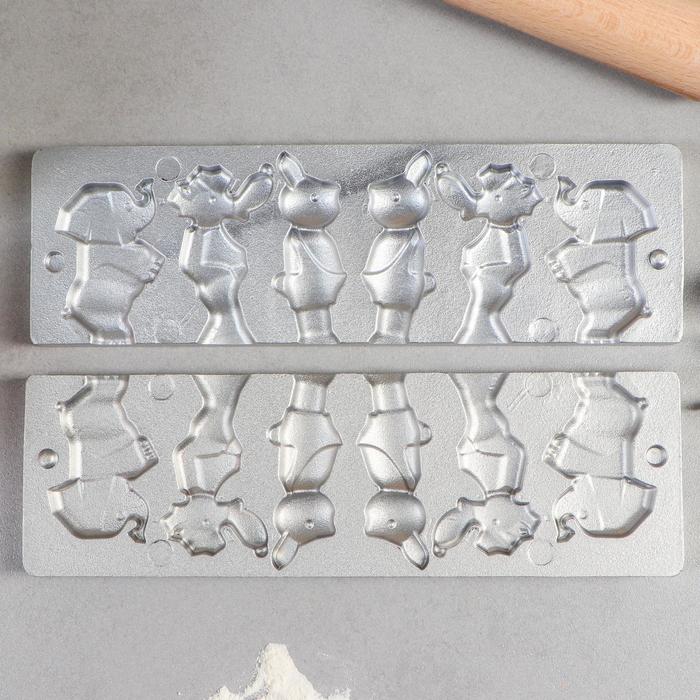
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Пузыри при литье под давлением
- Содержание страницы:
- Природа происхождения пузырей
- Захваченный газ
- Пустоты
- Оставить заявку
Сначала выясните, являются ли пузыри газовыми раковинами или вакуумными пустотами. А затем следуйте инструкции для их устранения.
Один из самых распространенных косметических дефектов отливок – это пузыри. Это доставляющий неудобства дефект влияет не только на внешний вид изделия, но и на физические характеристики. Пузыри – это обычное явление, от которого порой сложно избавиться.
Производители часто неправильно определяют природу происхождения пузырей, а затем приступают к немедленному исправлению настроек литья с целью убрать дефект. Я советую вам удержаться от искушения сразу подстроить параметры оборудования для литья пластмасс, сначала определите, что из себя представляют пузыри.
Я советую вам удержаться от искушения сразу подстроить параметры оборудования для литья пластмасс, сначала определите, что из себя представляют пузыри.
Существует лишь 2 типа:
- Захваченный газ, включая воздух, пар, летучие газы из резины или газы, образующиеся при распаде полимеров и добавок.
- Вакуумные пустоты.
Очень важно определить тип пузыря и установить источник проблемы, чтобы выработать последовательность действий по устранению дефекта. Как же понять, газ это или вакуумная пустота. Многие (как и я когда-то) утверждают, что можно определить по форме, расположению или другим характеристикам пузыря. Но вероятность ошибки при таком подходе велика. Вместо этого, вы можете воспользоваться простым тестом, занимающим менее 15 минут, однако требующим немного терпения.
Аккуратно нагревайте ту часть изделия, которая содержит пузыри, до тех пор, пока она не станет мягкой. Обратите внимание на слово «аккуратно», потому что некоторые операторы берут первую попавшуюся под руку горелку и направляют на отливку. Пластик медленно пропускает тепло через номинальную стенку, поэтому человек с горелкой, вероятнее всего, просто сожжет изделие.
Пластик медленно пропускает тепло через номинальную стенку, поэтому человек с горелкой, вероятнее всего, просто сожжет изделие.
Вместо горелки используйте тепловую пушку или что-то подобное. Тогда, по мере того, как вы нагреваете место с пузырем, пузырь будет менять форму. Если он содержит газ, то газ нагреется и расширится, приподнимая поверхность, а зачастую даже разрывая ее, после того как она стала мягкой. Если в пузыре не воздух, а вакуум, то пузырь сомнется из-за атмосферного давления, давящего на поверхность отливки. Таким образом, вы получите больше информации о проблеме.
Однако существует несколько условий для выполнения данного теста. В идеале пузырь должен иметь диаметр более 3 мм, а отливка отлита не позднее 4 часов назад. Есть вероятность, что изначально пузырь был пустотой, но со временем воздух перемещается через пластик и пустота становится газовым пузырем. В это, возможно, трудно поверить, но я сам лично наблюдал это явление во время своего последнего публичного семинара.
Рис. 1. Изделие с пузырьком перед нагревом. После короткого осмотра вы, вероятнее всего, заключите, что пузырь наполнен газом.
Рис. 2. Только отлитая часть после нагрева. При осмотре спустя несколько минут после изготовления дефект выглядит как усадочная раковина.
Рис. 3. Спустя 16 часов пузырь увеличился. Оказалось, что внутри не газ и не воздух, а вакуумная пустота.
Посмотрите на Рис. 1, 2 и 3. На Рис. 1 изображено изделие перед нагревом. На Рис. 2 мы видим деталь, отлитую несколько минут назад. На Рис. 3 деталь отлита 16 часов назад. На Рис. 1 вы видите пузырь. Похоже, что внутри газ, не так ли? Большинство сделают именно такой вывод. На Рис. 2 отливка после тестирования, видна вмятина или раковина. На Рис. 3 отливка спустя 16 часов, пузырь надулся. Изначально это был не газовый пузырь, а вакуумная пустота, потому что на свежеотлитом изделии появилась впадина при нагреве.
ЗАХВАЧЕННЫЙ ГАЗ
Давайте начнем нашу инструкцию по устранению проблемы с предположения, что тест показал, что это действительно пузырь с газом, т. е. пузырь увеличился и даже лопнул с хлопком.
е. пузырь увеличился и даже лопнул с хлопком.
Газовые пузыри могут появляться по причинам, связанным с направлением движения потоков расплава, таким как слияние потоков, впрыскивание струей, или из-за проблем с пресс-формой/термопластавтоматом, таким как невентилируемые оформляющие шпильки, плохое удаление газов (попробуйте вакуумный отсос), слишком сильная декомпрессия или распад пластика из-за перегрева или долгой выдержки. Газ также может появиться из водяного пара, летучих веществ из пластика или распада побочных продуктов. Воздух, захваченный на ребрах или на невентилируемых проекциях вне номинальных стенок, будет продвигаться по мере заполнения изделия, оставляя след из пузырьков. В большинстве случаев определение откуда идет газ имеет большее значение, чем знание состава газа. И есть один простой метод узнать это.
Первым этапом процедуры является отключение удержания или второй фазы с помощью настройки давления удержания до минимальных значений. Посмотрите, остались ли пузыри./0eebf41d1b658a6.ua.s.siteapi.org/img/8f7d36bf7747dd26fb2734f5e12ffad0fac369bd.jpg) Если да, то, по крайней мере, вам не надо беспокоиться о настройках второй фазы. Следующий этап – понять направление заполнения, чтобы определить, захватывается ли газ во время проливания.
Если да, то, по крайней мере, вам не надо беспокоиться о настройках второй фазы. Следующий этап – понять направление заполнения, чтобы определить, захватывается ли газ во время проливания.
Когда вторая фаза закончена и изделие пролито на 99%, осуществите неполный впрыск, т.е. снизьте массу впрыска с 99% до 5% с 10%-ным приростом. Не начинайте быстро и не увеличивайте массу впрыска, потому что в этом случае направление заполнения может измениться. Кроме того, данный тест требует контроля скорости на первой фазе впрыска. Если будет задан предел для давления на первой фазе, вы не получите стабильность, которая необходима для получения точных результатов.
Где и когда появляются пузыри? Проверьте схему заполнения каждой отливки, чтобы понять, поворачивается ли поток сам или есть задержка перед заполнением узких мест. Пузыри появляются в одних и тех же местах? Если да, то происхождение пузырей каждый раз одинаковое. Отметьте, присутствует ли эффект закольцевания или впрыск струей, которые могут быть причиной захвата воздуха.
Проверьте ребра и все ответвления от номинальной стенки. Если они короткие, это значит, что в этой области захватывается воздух, а затем при заполнении ребер выталкивается, образуя пузыри. Иногда вы даже можете увидеть след от движения пузырей на этих ответвлениях. Появляются ли пузыри только тогда, когда изделие отлито на 85%? Если да, то проблема может быть связана с плохим воздухоотводом. Проверьте вентиляционные отверстия.
Один из источников образования пузырей довольно странный – это эффект Вентури (эффект инжекции потока). Есть разные пути засасывания воздуха в расплав при эффекте Вентури: ребра, толкатели, неплотное прилегание кончика сопла к литниковой втулке, неотрегулированное сопло, разделенные плиты в горячем канале. Эти проблемы обнаружить гораздо сложнее, но если остальные варианты вы исключили, то их следует проверить. Нанесите синьку в районе горячеканального литника и на поверхности, прилегающие к плите. Если синька показалась при запуске, вы нашли источник проблемы. Слишком сильная декомпрессия, особенно это касается горячеканальных пресс-форм.
Слишком сильная декомпрессия, особенно это касается горячеканальных пресс-форм.
Другой вероятной причиной может быть шнек, особенно задняя зона и зона загрузки. Например, шнеки общего назначения с соотношением длины к диаметру равным 18:1 или ниже. Попробуйте задать более низкую температуру задней зоны шнека и/или более высокое противодавление. Другим решением может стать создание вакуума в пресс-форме прямо перед впрыском.
ПУСТОТЫ
Пустота образуется во время охлаждения, пока изделие находится внутри или вне пресс-формы, обычно в местах утолщений. В утолщениях центр остывает медленно и усадка выражена сильнее, в ходе усадки образуется пузырь. Если вы увеличите температуру в пресс-форме, пузырь исчезнет, но вы получите последствия в виде утяжин. Это доказательство того, что пузырь был пустотой. Пустоты и утяжины – это показатели внутреннего стресса, они предупреждают, что изделие будет вести себя не так, как планировалось.
Недостаточное количество пластика – это основная причина появления пустот и утяжин, поэтому рекомендуется заполнение гнезда большим количеством расплава. Убедитесь, что используете достаточную подушку и не отводите слишком сильно шнек, тогда изделие будет отлито нужным образом. Более высокое давление удержания или более долгое время удержания могут помочь, однако материал, остающийся в литнике, успеет не раз затвердеть прежде чем центр номинальной стенки прольется.
Убедитесь, что используете достаточную подушку и не отводите слишком сильно шнек, тогда изделие будет отлито нужным образом. Более высокое давление удержания или более долгое время удержания могут помочь, однако материал, остающийся в литнике, успеет не раз затвердеть прежде чем центр номинальной стенки прольется.
Попробуйте медленное заполнение, газовое опорное давление или увеличение противодавления для решения проблемы появления пустот или утяжин. Убедитесь, что материал в литниковом канале или втулке на застывает раньше времени и что более длительное время удержания способствует большему заполнению во второй фазе. Если литниковая втулка застывает быстро, то решением может быть простое приоткрытие втулки, поскольку небольшое изменение диаметра приводит к значительному увеличению времени закрытия втулки. Кроме того, можно попробовать снизить температуру плавления, если это возможно.
Еще одним методом устранения пустот и утяжин является уменьшение толщины номинальной стенки. В пластиковых изделиях толще не всегда значит прочнее. Толстые номинальные стенки необходимо заменить на тонкие с ребрами прочности. Это позволит сэкономить материал и время цикла.
В пластиковых изделиях толще не всегда значит прочнее. Толстые номинальные стенки необходимо заменить на тонкие с ребрами прочности. Это позволит сэкономить материал и время цикла.
Сделайте выемки в толстых частях по возможности. Если расположить литники таким образом, чтобы сначала заполнялись более толстые места, то благодаря этому больше расплава успеет попасть в изделие, прежде чем литник застынет. Вы также можете попробовать увеличить температуру пресс-формы и/или выталкивать изделие раньше, что может помочь избавить от образования пустот, позволяя внешним стенкам оседать во время охлаждения, однако это может привести к появлению утяжин.
Оценить статью:
Рейтинг: 5/5 — 2 голосов
Оставьте заявку для консультации с менеджером
Реакции алюминия с водородом и другими веществами
It looks like you are visiting our site from Germany.
Please switch to our regional site for more relevant pricing, product details, and special offers.
Choose another country
Химические свойства самого распространенного металла
Твитнуть
Отправить
Алюминий — активный металл. Он устойчив на воздухе, при нормальной температуре быстро окисляется, покрываясь плотной пленкой оксида, которая защищает металл от дальнейшего разрушения.
[Deposit Photos]Взаимодействие алюминия с другими веществами
При обычных условиях не взаимодействует с водой даже в состоянии кипения. При удалении защитной оксидной пленки алюминий вступает в энергичное взаимодействие с водяным паром воздуха, превращаясь в рыхлую массу гидроксида алюминия с выделением водорода и тепла. Уравнение реакции:
2Al + 6H₂O = 2Al(OH)₃ + 3H₂
Гидроксид алюминия [Wikipedia]Если снять защитную оксидную пленку с алюминия, то металл вступает в активное взаимодействие с кислородом. При этом порошок алюминия сгорает, образуя оксид. Уравнение реакции:
При этом порошок алюминия сгорает, образуя оксид. Уравнение реакции:
4Al + 3O₂ = 2Al₂O₃
Этот металл также активно взаимодействует со многими кислотами. При реакции с соляной кислотой наблюдается выделение водорода:
2Al + 6HCl = 2AlCl₃ + 3H₂
При обычных условиях концентрированная азотная кислота не взаимодействует с алюминием, так как будучи сильным окислителем, она делает оксидную пленку еще крепче. По этой причине азотная кислота хранится и перевозится в алюминиевой посуде.
Транспортировка кислот [Deposit Photos]Алюминий при обычной температуре пассивируется разбавленной азотной и концентрированной серной кислотами. В горячей серной кислоте металл растворяется:
2Al + 4H₂SO4 = Al₂(SO4)₃ + S + 4H₂O
Взаимодействие с неметаллами
Алюминий реагирует с галогенами, серой, азотом, углеродом и всеми неметаллами. Для протекания реакции необходимо нагревание, после чего взаимодействие происходит с выделением большого количества тепла.
Для протекания реакции необходимо нагревание, после чего взаимодействие происходит с выделением большого количества тепла.
Взаимодействие алюминия с водородом
Алюминий непосредственно с водородом не реагирует, хотя известно твердое полимерное соединение алан, в котором существуют так называемые трехцентровые связи. При температуре выше 100 градусов Цельсия алан необратимо разлагается на простые вещества. Гидрид алюминия бурно реагирует с водой.
Алюминий напрямую не реагирует с водородом: металл образует соединения путем потери электронов, которые принимаются другими элементами. Атомы водорода не принимают электроны, которые отдают металлы для образования соединений. «Принуждать» атомы водорода принять электроны с образованием твердых ионных соединений (гидридов) могут только очень реактивные металлы (калий, натрий, магний, кальций). Для прямого синтеза гидрида алюминия из водорода и алюминия требуется огромное давление (около 2 миллиардов атмосфер) и температура выше 800 К. Здесь вы сможете узнать о химических свойствах других металлов.
Здесь вы сможете узнать о химических свойствах других металлов.
Следует отметить, что водород — это единственный газ, заметно растворяющийся в алюминии и его сплавах. Растворимость водорода изменяется пропорционально температуре и квадратному корню из давления. Растворимость водорода в жидком алюминии значительно выше, чем в твердом. Это свойство незначительно изменяется в зависимости от химического состава сплавов.
Алюминий и его водородная пористость
Алюминиевая пена [Wikimedia]Образование в алюминии пузырей водорода непосредственно зависит от скорости охлаждения и затвердевания, а также от наличия центров зарождения для выделения водорода — захваченных внутрь расплава оксидов. Для образования пористости алюминия необходимо значительное превышение содержания растворенного водорода по сравнению с растворимостью водорода в твердом алюминии. При отсутствии центров зарождения для выделения водорода требуется относительно высокая концентрация вещества.
При отсутствии центров зарождения для выделения водорода требуется относительно высокая концентрация вещества.
Расположение водорода в затвердевшем алюминии зависит от уровня его содержания в жидком алюминии и условий, при которых происходило затвердевание. Так как водородная пористость — это результат механизмов зарождения и роста, контролируемых диффузией, то такие процессы, как снижение концентрации водорода и увеличение скорости затвердевания, подавляют зарождение и рост пор. Из-за этого выполненные методом литья в разъемный кокиль отливки металла более подвержены дефектам, связанным с водородом, чем отливки, изготовленные методом литья под давлением.
Есть разные источники попадания водорода в алюминий.
Шихтовые материалы (лом, слитки, литейный возврат, оксиды, песок и смазки, применяющиеся при механической обработке). Эти загрязнители — потенциальные источники водорода, образовавшегося при химическом разложении паров воды или восстановлении органических веществ.
Плавильные инструменты. Скребки, пики, лопаты являются источником водорода. Оксиды и остатки флюсов на инструментах впитывают влагу из окружающего воздуха. Печные огнеупоры, распределительные каналы, ковши для отбора проб, известковые желоба и цементные растворы — потенциальные источники водорода.
Атмосфера печи. Если плавильная печь работает на мазуте или на природном газе, возможно неполное сгорание топлива с образованием свободного водорода.
Флюсы (гигроскопичные соли, готовые мгновенно впитывать воду). По этой причине влажный флюс неизбежно вносит в расплав водород, образовавшийся при химическом разложении воды.
Литейные формы. В процессе заполнения литейной формы жидкий алюминий течет турбулентно и захватывает воздух во внутренний объем. Если воздух не успеет выйти из формы до начала затвердевания алюминия, то водовод проникнет в металл.
Твитнуть
Отправить
Больше статей о химии:
- Эксперимент «Реакция Дюма» Самый простой способ получить метан
- Эксперимент «Цветной дождь в стакане» Понадобится только растительное масло и пищевые красители
Делайте эксперименты дома!
Трансмутация
Узнать больше
Попробовать
Литье алюминия под давлением в домашних условиях
Содержание
- Как отлить алюминий
- Литье алюминия: выбор источника тепла
- Подготовка алюминия
- Литье в песчаные формы
- Литье по выплавляемым моделям
- Видео «Литье алюминия под высоким давлением»
- Как отлить деталь сложной формы из алюминия
- Литье по выжигаемым моделям: особенности технологии
- Техника безопасности и подготовка рабочего места
- Основные ошибки при литье алюминия
- Интересные факты об алюминии
- Особенности алюминия
- Процесс литья
- Необходимое оборудование
- Производство форм
- Алгоритм работы в домашних условиях
- Алюминий: характеристики
- Литье алюминия в домашних условиях
- Технологический процесс
- Условия и необходимое оборудование
- Самодельная печь для плавки
- Использование кухонной плиты
- Тигель и вспомогательное оборудование
- Простые формы
- Материал
- Изготовление сложных форм
- Ошибки при литье
- Безопасность
 youtube.com/embed/Z2rkKgDqpHQ?feature=oembed»> Как отлить алюминий
youtube.com/embed/Z2rkKgDqpHQ?feature=oembed»> Как отлить алюминийХарактеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье.
 С помощью муфельной печи можно очень просто отлить алюминий.
С помощью муфельной печи можно очень просто отлить алюминий. - Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
 С помощью муфельной печи можно очень просто отлить алюминий.
С помощью муфельной печи можно очень просто отлить алюминий.Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.
- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.
- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.
- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
 В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.

Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
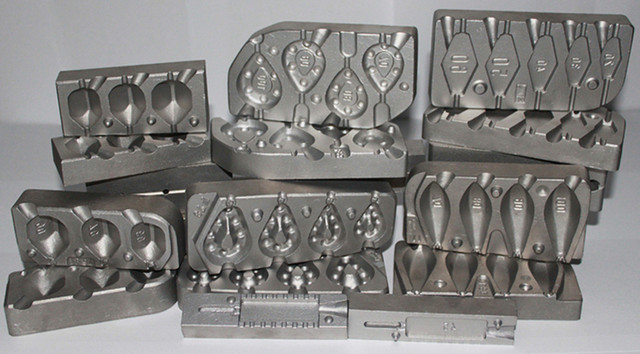
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Реставрируем древнюю находку / Хабр
Хомяки приветствуют вас, друзья!
Сегодняшний пост будет посвящен удивительно редкому артефакту, история которого началась около тысячи лет назад. В ходе поста попробуем реконструировать предмет с помощью подручных средств, а затем отлить его из античного серебра.
В ходе поста попробуем реконструировать предмет с помощью подручных средств, а затем отлить его из античного серебра.
История начинается с бескрайних просторов тридевятого царства. В тридцати километров от великого княжества, одному человеку посчастливилось найти крайне редкую для наших мест находку!
Это половинка монетовидной привески скандинавского типа, ориентировочно конца 10-11 века. Материал — оловянистая бронза. Похожие предметы были ранее найдены в городе Бирке, Швеция. Там находился крупнейший торговый центр шведских викингов в 800— 975 гг.
Детальное изучение предмета показало значительный износ металла на ушке, кто-то долго его носил пока не перетерлась ниточка. Поломано изделие было еще тогда, на изломе хорошо видно вековой слой патины, а сзади современный след от лопаты.
Рентгенофлуоресцентный анализ металла показал: cодержание олова в образце 35%, так же в сплаве содержится свинец, кремний, фосфор, алюминий, сурьма, железо, никель, серебро и марганец. Богатая смесь! Уверен, мастера-литейщики того времени часто экспериментировали с рецептами сплавов для ювелирного литья, а самые удачные наверняка держали в секрете.
Богатая смесь! Уверен, мастера-литейщики того времени часто экспериментировали с рецептами сплавов для ювелирного литья, а самые удачные наверняка держали в секрете.
Переходим к реконструкции. Рисунок на подвеске зеркальный, а значит если сделать пару восковых копий, то можно будет попробовать совместить их.
Запекаем железку в ювелирной резине для получения точного слепка. Конкретная резина низкотемпературная и вулканизируется при температуре 90 градусов.
Вулканизатор для этих целей выглядит так. Мы уже неоднократно разбирали его конструкцию в предыдущих постах. Терморегулятор выполнен на цифровом датчике температуры DS18B20.
Резина запекается часа два, пора извлечь её с духовки. Как только установка остынет, достаем брусок из формы. Зигзагообразными движениями разрезаем его на две половинки и аккуратно извлекаем привеску.
Параллельно разогреваем инжекторный воск, набираем его в шприц, а затем уверенным движением впрыскиваем в резиновую матрицу.
В конечном результате у нас получилась полная копия изделия из воска. Теперь каким-то образом нужно соединить две половинки. Узор на амулете полностью зеркальный. Нужно убрать лишний материал на месте излома и выровнять края для совмещения рисунка.
Ушки на привеске с обоих сторон нам не нужны, удаляем одно из них. Половинки соединяем обыкновенным паяльником, желательно чтобы он имел регулировку температуры и не пропалил сквозную дыру в воске. С лицевой стороной нужно работать очень аккуратно, чтобы в дальнейшем было меньше мороки с восстановлением рисунка.
Обратную сторону можно выровнять с помощью канцелярского лезвия, а для более тонких работ используем самодельные резцы по воску. Рабочая их часть — это медицинские иголки и заточенные под конкретную задачу свёрла.
Работа по восстановлению рисунка требует много терпения и усидчивости. Конкретная марка инжекторного воска не очень подходит для резьбы, так как имеет свойство прилипать к резцам. Был у меня как-то опыт работы с пчелиным воском, пытался воссоздать по рисунку с интернета оберег от злых духов — амулет змеевик. Вот там, действительно была липкая работа.
Был у меня как-то опыт работы с пчелиным воском, пытался воссоздать по рисунку с интернета оберег от злых духов — амулет змеевик. Вот там, действительно была липкая работа.
Подготовка опок перед отливкой. Для начала нам нужно залить их формовочной смесью. Время жизни этого коктейля восемь минут. Нужно успеть все перемешать, несколько минут завакуумировать состав чтобы избавится от лишних пузырей, разлить всё по опокам и снова завакуумировать все это болото. Скажу наперёд, что данная процедура полностью исключает корольки на отливках. Раньше без такого оборудования с этим у меня были проблемы.
Снимаем скотч, так как он нам больше не понадобится. Литники в виде гвоздей проще удалять, если их заранее окунуть в воск, а внешний нагрев позволит извлечь металл без повреждения каналов. Сверлом делаем небольшую зенковку отверстий. Важно чтобы мусор не попал внутрь. Опоки обязательно подписываем. Если не сделать данную процедуру потом, фиг пойми что-где находится, однажды обжегся на этом этапе.
Прокалочный цикл. К каждой формовочной смеси производитель прилагает инструкцию с прокалочным циклом. Вот простой пример для нашего состава. Тут видны конкретные полки по температурам в определенное время. Весь процесс занимает 15 часов.
Пока опоки проходят многочасовую прокалку формовочной смеси, подготовим для работы серебро. Так как изделие у нас будет историческое, серебро тоже должно соответствовать той эпохе. Правда оно немного старше и относится к Черняховской культуре — это когда был Древний Рим, императоры и динарии с изображением правителей. Из серебряного лома отсортировал различные оплавки мало представляющие историческую ценность.
Общий вес металла составил почти 61 грамм.
Плавить будем небольшими порциями, время от времени посыпая бурой.
В результате у нас получились серебряные слитки. Отмеряем необходимое количество для нашей восковки и переходим к самому интересному.
Из практики, центробежное литье дает самый лучший результат отливок так как металл в этом случае кристаллизуется под давлением. Махать кружкой можно начиная с самого утра и заканчивая поздней ночью, чтобы чашка успела остыть за это время. Дальше достаем опоку и погружаем ее в холодную воду.
Махать кружкой можно начиная с самого утра и заканчивая поздней ночью, чтобы чашка успела остыть за это время. Дальше достаем опоку и погружаем ее в холодную воду.
Облои на отливках появились из-за неправильного цикла прокалки формовочной смеси, амулеты отливались в тот момент, когда шли эксперименты с подбором оптимальных температур. Тогда центробежная кружка не успевала отдыхать! Процесс затягивает и вдохновляет.
Две восковки с амулетами полностью пролились. Сейчас нужно отбелить металл в лимонной кислоте чтобы перейти к дальнейшей механической обработке. В которой нужно убрать облои, следы от литников и прочие видимые дефекты литья.
После механической полировки амулет получился слишком блестящий и неестественный. Исправим это нанеся патину с помощью серной мази.
Натираем поверхность привески и оставляем металл отдыхать на несколько часов, а иногда и дней для достижения необходимого результата. Изделия из разных партий слитков дало разный результат чернения, отличаются примесями в металле. Учитывая что тогда серебро отличалось от партии к партии, то это, вполне нормальное явление.
Учитывая что тогда серебро отличалось от партии к партии, то это, вполне нормальное явление.
Параллельно с амулетом отливались и другие не менее интересные предметы. В этих опоках находилась монетка и два крестика Киевской Руси. Старинные нательные кресты с молитвой на задней стороне. Амулеты-топорики Черняховской культуры, у них тоже разные примеси в составе, оттенки металла отличаются. Половинки морских ракушек, отливал их для Енота, одного хорошего знакомого. Интересно, какое украшение он из них придумает!?
Вот такая красота получилась! Каждый предмет на руке имеет свою отдельную историю и прикоснутся к ней для меня большая честь!
По итогу из половинки скандинавской привески мы получили полную реконструкцию предмета из римского серебра.
Приятно продолжать ремесло, которое человечество осваивало веками. Лишь по таким предметам дошедших до наших дней можно попытается сложить картину прошлого, представить быт людей и многое другое. Человек, который потерял привеску вероятно мог путешествовать, он спал с этим предметом на шее, принимал пищу, растил детей. Иногда, пересматривая старинные находки появляется непреодолимое желание собрать машину времени, да и вообще…
Человек, который потерял привеску вероятно мог путешествовать, он спал с этим предметом на шее, принимал пищу, растил детей. Иногда, пересматривая старинные находки появляется непреодолимое желание собрать машину времени, да и вообще…
Поддержи нас на YouTube
Поддержи нас на Patreon Наш Instagram
Методы дегазации алюминия и измерения
Для производства качественных алюминиевых отливок литейщики должны удалить избыточный водород из расплавленного металла, одновременно проводя испытания, чтобы убедиться в этом.
A MODERN CASTING Отчет персонала
(Нажмите здесь, чтобы просмотреть статью в августовском выпуске Modern Casting.)
Расплавленный алюминий чрезвычайно реактивен, поэтому при контакте с влажным воздухом или мокрые инструменты, вода разлагается с выделением водорода в расплаве. Чрезмерное количество этого растворенного газа оказывает хорошо задокументированное пагубное влияние на механические свойства конечных алюминиевых отливок. Всем, кто занимается отливкой, также хорошо известно, что растворенный газ оказывает решающее влияние на распределение и величину пористости и усадки. Уровни растворенного водорода необходимо контролировать, чтобы свести к минимуму брак. Чтобы контролировать газ в алюминии, литейщики металла должны выполнить две вещи:
Чрезмерное количество этого растворенного газа оказывает хорошо задокументированное пагубное влияние на механические свойства конечных алюминиевых отливок. Всем, кто занимается отливкой, также хорошо известно, что растворенный газ оказывает решающее влияние на распределение и величину пористости и усадки. Уровни растворенного водорода необходимо контролировать, чтобы свести к минимуму брак. Чтобы контролировать газ в алюминии, литейщики металла должны выполнить две вещи:
1. Предотвратить и свести к минимуму попадание водорода в расплав.
2. Отмерьте и удалите водород перед заливкой.
В этой статье основное внимание будет уделено измерению и удалению.
Удаление газа
Способность дегазировать расплавленный алюминий обычно достигается за счет использования продувочного газа, обычно вводимого в расплав с помощью роторной дегазационной установки. Этот процесс дегазации ограничен термодинамическими законами; когда пузырьки продувочного газа вводятся в расплав, они собирают водород, когда всплывают к поверхности. В лучшем случае эти насыщенные водородом пузырьки покидают расплав и снижают уровень водорода. В этом случае эффективность процесса с термодинамической точки зрения составляет 100%. Но по мере того, как содержание газа в расплаве падает, падает и равновесное давление водорода в пузырьках, поэтому количество продувочного газа, необходимого для удаления остаточного водорода, должно увеличиваться.
В лучшем случае эти насыщенные водородом пузырьки покидают расплав и снижают уровень водорода. В этом случае эффективность процесса с термодинамической точки зрения составляет 100%. Но по мере того, как содержание газа в расплаве падает, падает и равновесное давление водорода в пузырьках, поэтому количество продувочного газа, необходимого для удаления остаточного водорода, должно увеличиваться.
Равновесный коэффициент удаления газа показан на рис. 1 для чистого алюминия при температуре выше 1400F (760C). Например, коэффициент удаления газа 200 означает, что для удаления одного литра водорода потребуется 200 литров инертного газа. Такое поведение ограничивает способность металлического литья к дегазации до очень низкого уровня водорода. Растворимость также экспоненциально увеличивается с температурой, то есть повышение температуры на 200F (111C) удваивает растворимость. При прочих равных более высокая температура алюминиевого расплава увеличит необходимое время дегазации.
Легирующие элементы также могут влиять на растворимость водорода. Влияние легирующих элементов характеризуется изменением поправочного коэффициента сплава, при этом некоторые распространенные литейные сплавы показаны в таблице 1. Сплавы с более высокими значениями труднее дегазировать, поэтому, например, для алюминия 535 потребуется в четыре раза больше времени для дегазации, чем для алюминия 535. чистый алюминий. К счастью, эти факторы можно контролировать, а содержание газа и процесс, необходимые для устранения чрезмерной пористости в алюминиевых отливках, в большинстве случаев могут быть достигнуты без чрезмерных трудностей.
Влияние легирующих элементов характеризуется изменением поправочного коэффициента сплава, при этом некоторые распространенные литейные сплавы показаны в таблице 1. Сплавы с более высокими значениями труднее дегазировать, поэтому, например, для алюминия 535 потребуется в четыре раза больше времени для дегазации, чем для алюминия 535. чистый алюминий. К счастью, эти факторы можно контролировать, а содержание газа и процесс, необходимые для устранения чрезмерной пористости в алюминиевых отливках, в большинстве случаев могут быть достигнуты без чрезмерных трудностей.
Практические процедуры дегазации
Дегазация обычно выполняется в одной из трех зон литейного производства:
1. В передаточном ковше, используемом для перемещения металла между плавильной и раздаточной печами.
2. В тигельных печах, обычно непосредственно перед разливкой расплавленного алюминия.
3. В поточной системе, когда металл подается в раздаточные печи через желоб.
Первые два варианта наиболее распространены, и операция дегазации в обоих случаях обычно выполняется с помощью дегазатора с вращающимся импеллером (RID). С практической точки зрения, все ротационные дегазаторы не одинаковы. Важно иметь оптимальную конструкцию головки для получения высокоэффективных маленьких пузырьков. Значительная экономия средств может быть достигнута за счет более короткого времени обработки и меньшего использования газа. В прошлом литейная промышленность тяготела к простым конструкциям головок, которые менее затратны в обработке, но дают более крупные пузыри. Этот путь представляет собой ложную экономию из-за снижения эффективности.
С практической точки зрения, все ротационные дегазаторы не одинаковы. Важно иметь оптимальную конструкцию головки для получения высокоэффективных маленьких пузырьков. Значительная экономия средств может быть достигнута за счет более короткого времени обработки и меньшего использования газа. В прошлом литейная промышленность тяготела к простым конструкциям головок, которые менее затратны в обработке, но дают более крупные пузыри. Этот путь представляет собой ложную экономию из-за снижения эффективности.
Настройка параметров процесса
После того, как блок RID будет полностью опущен в жидкий металл с установленным валом, можно начинать операцию дегазации. Наилучшее расположение вала немного от центра тигля или ковша, чтобы избежать образования вихрей при его круговом вращении в жидком металле. Обычно достаточно смещения на 2-4 дюйма от центральной линии. Использование перегородки также является хорошей идеей, поскольку перегородка препятствует циркуляционному движению металла и уменьшает образование вихрей.
Когда RID находится в нужном месте, устройство должно быть включено, а скорость вращения вала должна быть установлена на 300 об/мин. Поток инертного газа также должен быть включен, после чего операторы должны отрегулировать расход газа и скорость вращения вала. Поток газа следует увеличивать до тех пор, пока не станут видны пузырьки газа, всплывающие на поверхность жидкого металла. По мере увеличения потока газа размер пузырьков должен увеличиваться.
Желаемый результат – хорошее рассеивание мелких пузырьков при сохранении относительно спокойной поверхности. Когда будет найдено оптимальное сочетание расхода и скорости вращения вала, запишите параметры для дальнейшего использования. Также обратите внимание на общее время дегазации, которое обычно составляет от четырех до восьми минут, если только температура не очень высокая или необходимое количество газа невелико.
Измерение газа
Существует два основных метода анализа газа: методы отбора проб и методы на месте. Методы отбора проб можно разделить на два класса. В первом жидкий образец отбирается и вводится непосредственно в измерительный прибор до того, как произойдет затвердевание. Во втором образец жидкости заливают в специально разработанную форму и анализируют твердый образец. Методы анализа приведены в таблице 2.
Методы отбора проб можно разделить на два класса. В первом жидкий образец отбирается и вводится непосредственно в измерительный прибор до того, как произойдет затвердевание. Во втором образец жидкости заливают в специально разработанную форму и анализируют твердый образец. Методы анализа приведены в таблице 2.
Все три метода анализа жидкой пробы в некоторой степени зависят от содержания включений в расплаве, так как эти включения являются зародышами пузырьков газа. На рис. 2 показана пора в отливке из сплава А356, зародившаяся на оксидных пленках. Несмотря на эту проблему, испытание пониженным давлением (RPT), процедура исследования твердого образца, является широко используемым и эффективным инструментом. Процедура проста для понимания и выполнения. Оборудование простое, прочное и недорогое, а результаты обычно коррелируют с качеством литья. Однако во время затвердевания необходимо контролировать давление.
Либо затвердевший испытательный образец RPT разрезается и полируется для получения качественного или полуколичественного показателя содержания газа, либо плотность образца определяется путем измерения веса образца, когда он сухой, а затем взвешен в воде. Пока в образце нет усадки, измерение плотности является предпочтительным методом, поскольку он устраняет субъективность, связанную с визуальным осмотром поверхности среза.
Пока в образце нет усадки, измерение плотности является предпочтительным методом, поскольку он устраняет субъективность, связанную с визуальным осмотром поверхности среза.
При использовании методов на месте процесс отбора проб не вызывает ошибок, поэтому эти измерения могут быть наиболее точными и надежными. В большинстве методов in situ используется система, включающая рециркуляцию инертного газа, вводимого в расплав пробоотборным зондом. Инертный газ рециркулирует через расплав, собирается и проходит через датчик дифференциальной теплопроводности для определения содержания водорода в газе. Эта рециркуляция продолжается до тех пор, пока содержание водорода не достигнет значения, равновесного с расплавом.
Новый метод измерения водорода перспективен. Последняя версия электрохимического датчика почти эквивалентна термопаре. Это был бы святой Грааль измерения газа, позволяющий нам измерять газ так же, как мы измеряем температуру с помощью портативных устройств.
Практические соображения по RPT
Не менее 90% литейщиков алюминия в Северной Америке используют RPT для определения качества металла. Несколько практических подходов могут улучшить производительность.
Несколько практических подходов могут улучшить производительность.
Необходимое оборудование для вакуумной оценки алюминиевого расплава состоит из насоса, манометра для контроля уровня вакуума внутри испытательной камеры и системы управления для регулирования давления (рис. 3). На практике расплавленный образец помещают на подставку, над образцом помещают камеру со смотровым окном, камеру откачивают до желаемого давления и дают образцу затвердеть при пониженном давлении. Снижение давления в камере приводит к тому, что растворенный водород выходит из раствора в расплаве и либо выходит из образца через расплавленную поверхность, либо образует пузырьки внутри затвердевающего образца.
Важно, чтобы оператор мог наблюдать за образцом во время затвердевания, чтобы увидеть, образуются ли на поверхности пузырьки. На практике испытание пониженным давлением проводится двумя способами:
1. Низкое содержание газа: Иногда может потребоваться металл с низким содержанием газа, например, для высококлассных аэрокосмических отливок или критических компонентов безопасности. В этих случаях лучше всего использовать низкое испытательное давление (высокий вакуум) и подсчитывать пузырьки, образующиеся на поверхности. Когда на поверхности отливки появляется менее двух-трех пузырьков, газосодержание низкое.
В этих случаях лучше всего использовать низкое испытательное давление (высокий вакуум) и подсчитывать пузырьки, образующиеся на поверхности. Когда на поверхности отливки появляется менее двух-трех пузырьков, газосодержание низкое.
2. Содержание газа от среднего до высокого. Иногда более высокие уровни газа полезны, например, при литье в постоянные формы, где более высокий уровень газа может помочь избежать усадки. В этом случае используется более высокое испытательное давление (более низкий вакуум), чтобы газ оставался внутри затвердевающего образца. Результат испытания обычно измеряется путем определения плотности или удельного веса образца RPT.
В любом случае рекомендуется научить операторов смотреть на поверхность образцов как во время теста, так и после него. Два образца RPT показаны на рис. 3. Образец справа имеет лучшее качество металла, содержит меньше оксидов и предположительно меньшее содержание газа.
Важно выбрать правильное тестовое давление для теста RPT. Для этого нужно немного больше узнать о том, как измеряется давление и как определяется давление при обнаружении пористости во время затвердевания. Большинство манометров, используемых в тестере RPT, являются дифференциальными и измеряют разницу давлений между вакуумной испытательной камерой и окружающим воздухом. На уровне моря среднее атмосферное давление будет поддерживать столб ртутного столба 29,92 дюйма (760 мм) или 30 дюймов для простоты. Большинство металлитейщиков будут использовать манометрическое давление 26-28 дюймов, которое называется уровнем вакуума или давлением. 9В качестве примера можно выбрать сплав 0007
Для этого нужно немного больше узнать о том, как измеряется давление и как определяется давление при обнаружении пористости во время затвердевания. Большинство манометров, используемых в тестере RPT, являются дифференциальными и измеряют разницу давлений между вакуумной испытательной камерой и окружающим воздухом. На уровне моря среднее атмосферное давление будет поддерживать столб ртутного столба 29,92 дюйма (760 мм) или 30 дюймов для простоты. Большинство металлитейщиков будут использовать манометрическое давление 26-28 дюймов, которое называется уровнем вакуума или давлением. 9В качестве примера можно выбрать сплав 0007
A356, чтобы показать, что происходит во время затвердевания. Металл содержит газообразный водород в количестве 0,12 см3/100 г, что является довольно низким содержанием газа. Когда образец этого металла берется из тигля и помещается в РПТ, давление водорода увеличивается из-за двух факторов:
1. Образец охлаждается до более низкой температуры.
2. По мере замораживания водород и кремний выделяются и накапливаются в оставшейся жидкости.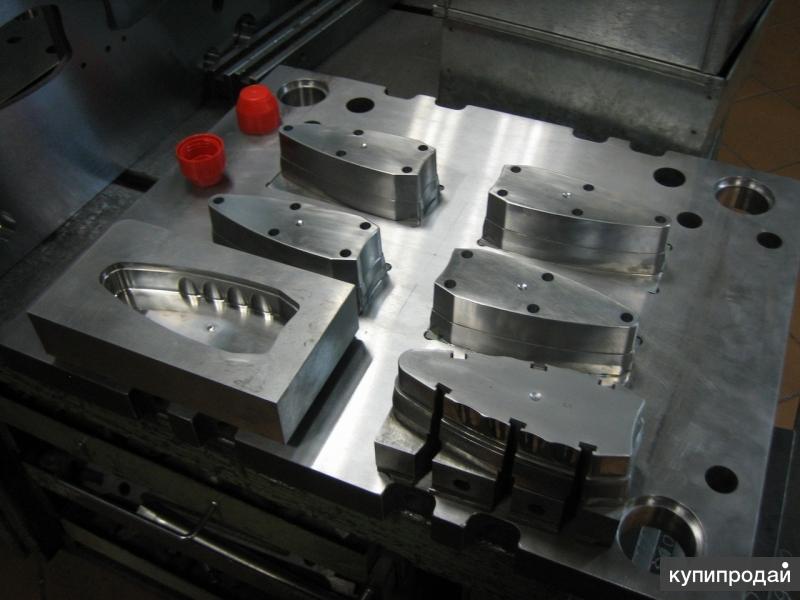
Давление газа продолжает расти во время затвердевания, пока не достигнет среднего атмосферного давления, когда 70% образца затвердеет.
При отливке этого металла, замерзающего в цеху, пористость не может образоваться до тех пор, пока 70% материала не замерзнет. Однако при применении вакуума ситуация иная. Сначала рассмотрим случай, когда к затвердевающему образцу прикладывается манометрическое давление 28 дюймов. Манометрическое давление 28 дюймов соответствует абсолютному давлению 50 торр. Это немного ниже равновесного давления газа в этом образце в начале затвердевания, поэтому пузырьки газа могут образоваться на поверхности этого образца до того, как он начнет замерзать.
Получение точных показаний при испытаниях при пониженном давлении имеет важное значение для создания качественных отливок. Вот несколько из многих способов обеспечения надлежащих процедур RPT:
- Используйте чашку с тонкими стенками для сбора проб.
- Обезжиренные оксиды из расплава
- поверхность.
- Предварительно нагрейте чашку на прилегающей поверхности.
- Быстро перенесите образец в вакуумную установку с надлежащими уплотнениями и мощностью насоса.
- Накройте камеру, чтобы можно было наблюдать за ней.
- Отрегулируйте вакуум до заданного уровня.
- Отрегулируйте время цикла, чтобы обеспечить полное затвердевание образца.
- Измерьте удельный вес образца и сравните его со спецификациями процесса (или подсчитайте пузырьки на поверхности).

Эта статья взята из книги Джеффри К. Сигворта «Передовой опыт литья алюминия» за 2014 год, опубликованной AFS и доступной для покупки на сайте www.afsinc.org/store.cfm.
E
nСценарий, в котором вы вынуждены внезапно и немедленно приостановить плавку на длительный период, может стать смертным приговором для многих литейных производств. Малый и средний бизнес является основой отрасли, но многие из них не выживают, когда вынуждены длительное время простаивать. Однако один пострадавший от стихийного бедствия литейщик обрел устойчивость благодаря собственной настойчивости и кругу поддержки со стороны коллег, друзей, поставщиков, команд поставщиков услуг по установке и ремонту, производителя оригинального оборудования и даже конкурентов.
Однако один пострадавший от стихийного бедствия литейщик обрел устойчивость благодаря собственной настойчивости и кругу поддержки со стороны коллег, друзей, поставщиков, команд поставщиков услуг по установке и ремонту, производителя оригинального оборудования и даже конкурентов.
Tonkawa Foundry, семейное предприятие в третьем поколении в Тонкаве, штат Оклахома, в этом году вступало в свой 65-й год работы, когда 17 января из-за серьезного технического сбоя были повреждены электроснабжение и плавильные печи. По словам операционного менеджера Кэрри Хейли, во время инцидента никто не пострадал физически, но степень эмоционального и финансового ущерба, а также то, как долго событие отключит Тонкаву, было неясным.
Блок питания Тонкавы и две печи со стальным кожухом должны быть перестроены. Никакая часть процесса реконструкции не может быть начата до тех пор, пока страховая компания не одобрит удаление оборудования с площадки. Потенциальная потеря сотрудников и клиентов Tonkawa из-за конкурирующих металлургических заводов казалась неизбежной. 900:15 В течение двух дней после инцидента представители по ремонту, установке и оборудованию прибыли на место в Тонкаве для осмотра повреждений. После того, как страховая компания выдала разрешение на начало работ, в течение 24 часов была мобилизована монтажная бригада для демонтажа оборудования и разборки плавильного настила.
900:15 В течение двух дней после инцидента представители по ремонту, установке и оборудованию прибыли на место в Тонкаве для осмотра повреждений. После того, как страховая компания выдала разрешение на начало работ, в течение 24 часов была мобилизована монтажная бригада для демонтажа оборудования и разборки плавильного настила.
Поскольку поврежденное оборудование было установлено в 1980-х и 1990-х годах, Tonkawa и компания по обслуживанию и ремонту оборудования быстро разработали план и определили способы повышения безопасности, эффективности и общей производительности плавильной площадки Tonkawa.
«Наиболее важной задачей для нашей команды была организация плана реагирования, — сказал Стив Отто, исполнительный вице-президент отдела установки EMSCO в Нью-Джерси. «Нам нужно было прибыть в Тонкаву готовыми к работе как можно скорее и доставить быстро и тщательно, чтобы они могли вернуться к плавке и производству отливок и свести к минимуму риск закрытия».
Через несколько лет после первоначальной установки плавильной плиты Tonkawa потребовалось изменение высоты, чтобы можно было использовать ковш большей вместимости под выпуском печей. Вместо того, чтобы поднимать всю плавильную плиту, была поднята только область, поддерживающая печи. В результате источник питания и рабочая станция находились на две ступени ниже печей, что создавало ряд неудобств и проблем, влияющих на общий рабочий процесс в зоне плавки. Кроме того, близость источника питания к печам не только способствовала ограничению рабочего пространства, но и увеличивала вероятность повреждения источника питания.
Вместо того, чтобы поднимать всю плавильную плиту, была поднята только область, поддерживающая печи. В результате источник питания и рабочая станция находились на две ступени ниже печей, что создавало ряд неудобств и проблем, влияющих на общий рабочий процесс в зоне плавки. Кроме того, близость источника питания к печам не только способствовала ограничению рабочего пространства, но и увеличивала вероятность повреждения источника питания.
Повреждение расплавленной палубы потребовало ее реконструкции. Было решено, что это идеальная возможность поднять всю палубу на одну высоту и расположить блок питания, рабочую станцию и печи на одном уровне. Компания по установке печи предоставила концепции компоновки, и с помощью Раджеша Кришнамурти, инженера по прикладным программам Университета штата Оклахома, Тонкава использовала эти концепции для создания чертежей новой конструкции настила. В результате была получена модернизированная система плавления с равномерным подъемом, стратегически расположенным источником питания, повышенной безопасностью рабочих и повышенной производительностью оператора.
«Устранение ступеней и перемещение источника питания дальше от печей стало значительным улучшением нашей плавильной площадки, — сказал совладелец Tonkawa Джим Солсбери.
В течение четырех дней после утверждения страховой компанией все поврежденное оборудование было удалено и отправлено на ремонт.
Страховая компания потребовала вскрытия поврежденной печи, прежде чем можно было начать какие-либо ремонтные работы. Судебно-медицинская экспертиза была проведена EMSCO в Аннистоне, штат Алабама, в присутствии персонала страховой компании, а также собрания представителей компаний, которые получили от страховой компании уведомления о потенциальной суброгации.
Печь Тонкавы была полностью разобрана, в то время как судебно-медицинский инспектор страховой компании направлял, фотографировал, каталогизировал и анализировал каждый поворот каждого болта в печи в течение девятичасового рабочего дня. Змеевик был рассечен, а образцы футеровки сохранены для дальнейшего использования.
Несмотря на то, что печь сильно пострадала, ее не пришлось полностью заменять.
Выполнена конструктивная реконструкция для устранения повреждений, вызванных биением в днище печи, изготовлен новый змеевик, переуплотнены и герметизированы гидроцилиндры. К счастью, основные компоненты удалось спасти, и в конечном итоге печь была перестроена за половину стоимости новой печи.
«В печи произошел значительный технический сбой, — сказал Джимми Хортон, вице-президент и генеральный менеджер по южным операциям EMSCO. «Однако блок был не только восстановлен, он был восстановлен с использованием минимального количества запасных частей».
Несмотря на то, что работа над печами велась, Tonkawa столкнулась с трудностями из-за прогнозируемого времени выполнения заказа в 14 недель на блоке питания.
При подсчете трех недель, потерянных из-за удержания страховой компанией, и времени, необходимого для установки, Tonkawa рассчитывала на общие производственные потери в размере 18-20 недель. С точки зрения братьев и сестер совладельцев Сэнди Солсбери Линтон и Джима Солсбери, Тонкава не могла пережить такой длительный период потери производительности. После того, как они сошлись во мнениях с поставщиком печи, было установлено, что причина длительного ремонта источника питания может быть связана с производителем стального шкафа, в котором размещался источник питания.
С точки зрения братьев и сестер совладельцев Сэнди Солсбери Линтон и Джима Солсбери, Тонкава не могла пережить такой длительный период потери производительности. После того, как они сошлись во мнениях с поставщиком печи, было установлено, что причина длительного ремонта источника питания может быть связана с производителем стального шкафа, в котором размещался источник питания.
Решение? Существующий шкаф будет полностью отремонтирован, и Tonkawa выполнит эту работу, а не первоначальный производитель. Это сократило 14-недельный срок выполнения заказа до пяти недель.
Tonkawa является единственным поставщиком для ряда своих клиентов. Несмотря на то, что время выполнения заказа значительно сократилось, команде Tonkawa по-прежнему требовалась стратегия, позволяющая удержать в бизнесе клиентов из одного источника, а также план по удержанию более крупных клиентов.
Tonkawa производит множество износостойких сплавов с высоким содержанием хрома для сельского хозяйства и дробеструйной промышленности. Kansas Castings, Belle Plaine, Kan., дружественный конкурент, расположен в 50 милях к северу от Тонкавы. Канзас Кастингс предлагал Тонкаве от двух до трех заездов каждую пятницу столько, сколько было необходимо.
Kansas Castings, Belle Plaine, Kan., дружественный конкурент, расположен в 50 милях к северу от Тонкавы. Канзас Кастингс предлагал Тонкаве от двух до трех заездов каждую пятницу столько, сколько было необходимо.
«Мы сделали формы, поместили их на бортовой прицеп, помолились, чтобы в Оклахоме не было дождя, и отвезли формы в Kansas Castings. Мы занимались формовкой, дробеструйной очисткой, очисткой, шлифовкой и отправкой каждую пятницу», — сказал Солсбери Линтон.
Другие присоединились к кругу поддержки, который быстро окружил семью Tonkawa Foundry.
Modern Investment Casting Corporation (MICC) расположена в 12 милях к востоку от Тонкавы в Понка-Сити, штат Оклахома.Хотя MICC является инвестиционным магазином, а Тонкава — предприятием по литью в песчаные формы, отношения MICC с Тонкавой восходят к тому времени, когда отец Сэнди и Джима, Джин Солсбери был у руля.
«Джин всегда был готов помочь вам, — сказал владелец MICC Дэйв Кэшон. «Его советы были бесценны для нас на протяжении многих лет, поэтому, когда появилась возможность поддержать Сэнди и Джима, мы вызвались помочь».
MICC предлагал каждую пятницу заливать в печь все, что нужно Тонкаве. Tonkawa привезла свой сплав, печную печку и формы, а MICC предоставила свою печь и печную ручку для трех плавок. Многие специальные детали, производимые Tonkawa, были изготовлены при поддержке MICC.
Когда Солсбери Линтон подошел к Кэшону и попросил его выставить ей счет для покрытия накладных расходов Тонкавы, Кэшон сказал ей, что если она будет приносить шесть дюжин пончиков каждую пятницу утром, они сочтут это равным.
«Мы все вроде как семья», — сказал Кэшон. «Мы все являемся частью одной отрасли, и хотя иногда мы можем быть дружественными конкурентами, вы не хотите, чтобы кто-то прошел через то, через что прошел он, и с таким же успехом это могла быть наша печь, которая вышла из строя. Хотя мы все принимаем соответствующие меры и проводим техническое обслуживание, чтобы предотвратить возникновение таких сценариев, они, к сожалению, все еще время от времени случаются в нашей отрасли».
Tonkawa недавно добавила стальные работы в свой список услуг, и Central Machine & Tool, Энид, Оклахома, смогла взять модели Tonkawa и выполнить свои заказы на сталь, чтобы не отставать от этих клиентов, в то время как CFM Corporation, Блэквелл, Okla. , на временной основе взял трех сотрудников Tonkawa и оставил их работать во время простоя. Кроме того, несколько основных поставщиков Tonkawa продлили условия кредиторской задолженности.
, на временной основе взял трех сотрудников Tonkawa и оставил их работать во время простоя. Кроме того, несколько основных поставщиков Tonkawa продлили условия кредиторской задолженности.
Благодаря энтузиазму, настойчивости и самоотверженности поставщиков, друзей и собственного персонала Tonkawa бизнес находится в рабочем состоянии и восстанавливается, что делает его одним из немногих магазинов такого размера, которые преодолевают трудности и остаются в бизнесе после того, как столкнулись с бедствием.
Спустя почти восемь месяцев после того разрушительного субботнего вечера в январе Солсбери Линтон размышлял о людях и событиях, которые помогли Тонкаве восстать из пепла. «У нас, конечно, не было бы возможности увидеть, что ждет Тонкаву в будущем, если бы не все добросердечные люди, которым было небезразлично то, что с нами случилось. Все до сих пор проверяют нас».
Общие | алюминиевое литье — как вынуть кислород? | Практик-механик
ВИЛЕО6709
Алмаз
- #1
Я помню, как в младших классах колледжа, когда производственный класс отливал алюминий, у инструктора была таблетка, похожая на лепешку из писсуара, которую он бросил в верхнюю часть расплавленного котла, чтобы «убить» алюминий… кто-нибудь знает, что эта пуля называлась? еще законно купить? где я могу получить их? Глядя на отливку нескольких алюминиевых деталей с низким напряжением из переплавленного лома.
черт!
Пластик
- #2
Таблетки Дега
Перейдите по этой ссылке.
http://www.budgetcastingsupply.com/Aluminum_Degas_Tablets.php
На остальной части сайта есть и другие обязательные элементы для литья.
Боб Уорд
Алюминий
- #3
backyardmetalcasting.com
Поговорите с ребятами или просмотрите архивы форума на www.backyardmetalcasting.com, там много информации.
Джо Д. Гриндер
Титан
- #4
Я всегда бросал большой кусок картофеля. Не знаю, почему, но меня так учили, и это, казалось, очень хорошо дегазировало расплав… Джо
Д. Спенсер
Горячекатаный
- #5
Кусочек картофеля? вау, я бы подумал, что произойдет извержение/взрыв расплавленного алюминия из воды в картошке, соприкасающейся с расплавленным алюминием
МехВеркс
Чугун
- #6
Давненько я не заливал, но столы от Buget Casting довольно экономичны. Есть ряд других расходных материалов. В зависимости от размера вашей загрузки, вы можете разбить таблетки. Небольшой стакан из нержавеющей стали с просверленными в нем отверстиями можно использовать для того, чтобы протолкнуть таблетки или кусочки на дно расплава, чтобы газ работал лучше всего. Кажется, я припоминаю рекомендацию пропускать газообразный хлор через расплав с помощью зонда… казалось, что происходит достаточно плохих вещей, чтобы не добавлять в окружающую среду объемный отравляющий газ.
Во-вторых, я избегаю идеи с картошкой… влага в расплавленном алюминии — ПЛОХО. (даже если это как-то сработает, риск того не стоит).
Циклотронгай
Нержавеющая сталь
- #7
Я пользуюсь таблетками для хлорирования бассейнов или электрошоком для бассейнов, дешево и эффективно.
Циклотронгай
FlatBeltBob
Нержавеющая сталь
- #8
Я помню, как посетил литейный завод в Милуоки под названием AceCo, который отливал специальные сковороды и масляные поддоны для дизельных двигателей. Все их формы были постоянными железными формами. Они выкапывали расплавленный металл из большой лужи и заливали его в форму. Каждая печь имела длинное устройство с металлической ручкой и металлической корзиной на конце. Они положили картошку в корзину, отступили и бросили ее на дно плавильного котла. Я помню, у них были стандартные бумажные пакеты с трафаретной надписью «Картофель из Айдахо». Не знаю, было ли это важно, но они, кажется, так думали.
Они положили картошку в корзину, отступили и бросили ее на дно плавильного котла. Я помню, у них были стандартные бумажные пакеты с трафаретной надписью «Картофель из Айдахо». Не знаю, было ли это важно, но они, кажется, так думали.
МехВеркс
Чугун
- #9
Я увидел огромную дыру в крыше здания, где плавился алюминий. Кто-то не поместил лом (чистые/сухие возвраты экструзии переплавили обратно в заготовку для экструзии) в предварительный нагрев перед сбросом. История заключалась в том, что на куче осталась бутылка с водой, из-за чего работы пробили потолок. Просто не вижу давления пара под загрузкой расплавленного алюминия .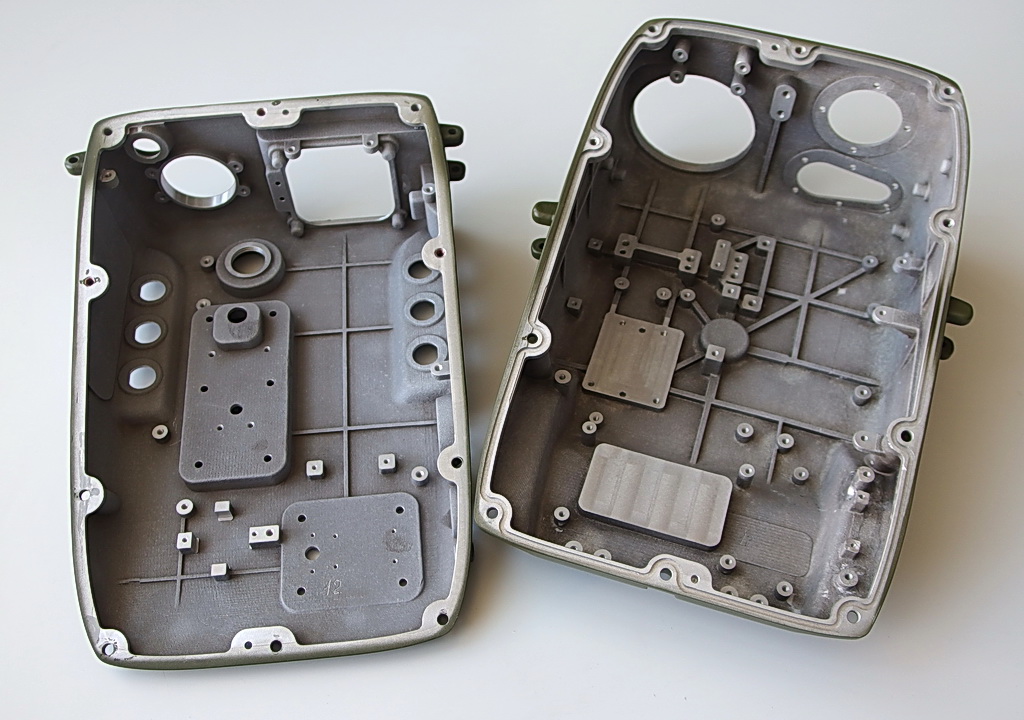 .. может быть, в большом расплаве, где много места, но не для типичного хобби.
.. может быть, в большом расплаве, где много места, но не для типичного хобби.
Питер из Голландии
Алмаз
- #10
Первое, что нужно сделать при плавке алюминия, это использовать ЧИСТЫЙ лом
Не окрашенный и т.п. Тогда потребность в дегазации намного меньше
Вода на поверхности расплавленного металла не слишком опасна (Хотя это нехорошо для расплава) Она становится опасно, когда вода погружена
Я помню, как плавил немного бронзы и добавлял несколько старых водопроводных кранов Я думал, что они высохли, но внутри они накопили примеси мела, который очень гигроскопичен. Ну, теперь я, по крайней мере, знаю, как сделать модель вулкана
Ну, теперь я, по крайней мере, знаю, как сделать модель вулкана
Еще кое-что для размышления при плавке алюминия
Не допускайте контакта расплавленного алюминия с медвежьим железом или сталью
Алюминий растворяет железо (как ртуть растворяет золото), и в итоге вы получите сплав алюминия/железа, который никуда не годится
Кроме того, расплавленный алюминий имеет большую теплоемкость (энтальпию), чем расплавленный чугун или бронза. Поэтому, несмотря на более низкую температуру, он дает более неприятные ожоги
peter
Peter
Иоганн Онезорг
Горячекатаный
- #11
Hy,
держитесь подальше от этих таблеток хлора, по крайней мере, если вы работаете внутри или ваши детали не являются конструкционными. Они удаляют водород из расплавленного металла, образуя соляную кислоту, которая реагирует с соляной кислотой при контакте с водой. . Ничто не заставит ваши инструменты ржаветь быстрее.
Они удаляют водород из расплавленного металла, образуя соляную кислоту, которая реагирует с соляной кислотой при контакте с водой. . Ничто не заставит ваши инструменты ржаветь быстрее.
Начните, как указано выше, с чистого алюминия, избавьтесь от окалины поверх расплава перед заливкой, и все должно быть в порядке.
Используйте большой стояк/питатель, газ будет пытаться оставаться в расплавленном металле как можно дольше, и он поднимется наверх.
Я отлил много мелких деталей и время от времени просто расплавляю барахло, пока печь еще горячая, и заливаю в виде квадратных стержней или цилиндров. Я использую их для изготовления приспособлений и других приспособлений. Если мне придется фрезеровать один из них по всей длине, я не найду или почти не найду пузырьков или других дефектов в нижних 75% детали и весь газ и неприятные вещества в верхних 25%. Кроме того, я использую стальную пластину в качестве основания песчаной формы этих удилищ. Этот холод позволяет мне контролировать направление затвердевания.
Ура,
Иоганн
К Уоллес
Алюминий
- #12
Мы промышленное алюминиевое литье. Обычно мы используем слиток для плавки и вообще не беспокоимся о дегазации при гравитационном литье.
Если вы используете слиток для плавки, все в порядке.
Питер С
Алмаз
- №13
Для объяснения того, как можно сделать дегазацию: я провел некоторое время в литейной бронзы по выплавляемым моделям за эти годы. Раньше они покупали специальные гранулы для дегазации, сделанные из гнутого тонкого металла и содержащие химикат. У них был отрезок стального стержня, раздвоенный на одном конце. Таблетку забивали в раздвоенный конец, затем стержень вставляли в дно тигля непосредственно перед заливкой.
В последние годы я заметил, что они не утруждают себя дегазацией. Есть много проблем при работе с потерянным воском, но, в конце концов, кажется, что дегазация не была большой проблемой. А вот насчет алюминия не уверен.
Джо Д. Гриндер
Титан
- №14
Знаю, я вздрогнул, когда в первый раз вошел кусок картошки, но без драмы. Когда я немного покрутил его и вытащил обратно, он был просто приготовленным и сморщенным, но не сожженным. У меня были проблемы с дымом, исходящим от рукояти и тормоза. Не знаю, что это было, но это вызвало у меня что-то вроде бронхита, который каждый раз длился несколько дней… Джо
Тодд Гофф
Горячекатаный
- №15
Я всегда пропускаю через расплав аргон, когда заливаю алюминий. Я использовал флюс, о котором вы говорили, но перестал его использовать. Флюс был очень коррозийным для тиглей из карбида кремния, и в настоящее время они недешевы. Я сделал себе стальной щуп длиной около 5 футов, заварил конец и просверлил в нем отверстия. К другому концу присоединен шланг, отходящий от регулятора, соединенного с баллоном с аргоном. Когда алюминий имеет правильную температуру. Я вытаскиваю тигель и ставлю его на опорный блок, а затем открываю регулятор вверх, чтобы наполнить его аргоном. Я барботирую аргоном около 10 секунд, а затем заливаю его. Мне это нравится гораздо больше, чем планшеты, но любой может в любой момент меня поправить. Кстати, пробники стоят около 300 баксов, если найдешь литейное место поставки, которое знает, о чем ты говоришь. Кроме того, у меня были некоторые из них, говорящие мне, что вы не можете сделать, что это не сработает, на что я отвечаю, когда вы хотите, чтобы это сработало?
Флюс был очень коррозийным для тиглей из карбида кремния, и в настоящее время они недешевы. Я сделал себе стальной щуп длиной около 5 футов, заварил конец и просверлил в нем отверстия. К другому концу присоединен шланг, отходящий от регулятора, соединенного с баллоном с аргоном. Когда алюминий имеет правильную температуру. Я вытаскиваю тигель и ставлю его на опорный блок, а затем открываю регулятор вверх, чтобы наполнить его аргоном. Я барботирую аргоном около 10 секунд, а затем заливаю его. Мне это нравится гораздо больше, чем планшеты, но любой может в любой момент меня поправить. Кстати, пробники стоят около 300 баксов, если найдешь литейное место поставки, которое знает, о чем ты говоришь. Кроме того, у меня были некоторые из них, говорящие мне, что вы не можете сделать, что это не сработает, на что я отвечаю, когда вы хотите, чтобы это сработало?
МехВеркс
Чугун
- №16
Происхождение этого поста связано с «переплавленным ломом». Пуристы будут вздрагивать, но отливки в домашних мастерских часто представляют собой поршни, экструзии сетчатых дверей и старую коробку передач, сгоревшую в пожаре из-за материала… все это расплавилось в куске трубы с приваренной крышкой на одном конце. Не очень чистый алюминиевый сплав, но все же дает пригодные для использования отливки. По ходу дела вы добавляете промывочную футеровку в сырые тигли и газированные гранулы, чтобы еще больше улучшить отливки. Сделано с осторожностью, все это весело, и вы можете поднять его на любой уровень, который вам нужен. Стоит взять книгу Dave Ginery Charcoal Foundry и книги о металлообрабатывающих инструментах, которые вы можете сделать из отлитых вами деталей, в основном позволяя машинам строиться самостоятельно. Не для всех, а для вдохновения перехода от маленького магазина к способному работать с машиной. .. но в основном это знание и вдохновение на пути. Во всяком случае, это упражняет ум в том, что есть другие способы добиться цели.
.. но в основном это знание и вдохновение на пути. Во всяком случае, это упражняет ум в том, что есть другие способы добиться цели.
ВИЛЕО6709
Алмаз
- # 17
первичным материалом является стружка от сверления и фрезерования поковок 7075-T6. Некоторые из них будут отлиты в слитки только для того, чтобы сделать лом более ценным, попутно играя с несколькими полезными частями. в основном есть 3 машины, каждая из которых производит 55-галлонную бочку щепы в смену. Может происходить плавление большей части, но в основном это будет измельченная стружка.
Питер из Голландии
Алмаз
- # 18
WILLEO6709 сказал:
основным материалом является стружка от сверления и фрезерования поковок 7075-T6. Некоторые из них будут отлиты в слитки только для того, чтобы сделать лом более ценным, попутно играя с несколькими полезными частями. в основном есть 3 машины, каждая из которых производит 55-галлонную бочку щепы в смену. Может происходить плавление большей части, но в основном это будет измельченная стружка.
Нажмите, чтобы развернуть…
фрезерная стружка очень трудно плавится
Из-за своей большой поверхности они окисляются
Обычно они плавятся в среде инертного газа
Кстати, многие из этих добавок (таблетки и газы) предназначены не для извлечения кислорода, а для удаления водорода
Питер
ржавая рябь
Чугун
- # 19
Кажется, мне говорили, что буру можно использовать для дегазации во время литья бронзы, я не знаю, будет ли это работать с алюминием, я знаю, что использую буру на 20 мулов из продуктового магазина при кузнечной сварке, не уверен, что есть корреляция или нет
Питер из Голландии
Алмаз
- #20
ржавая рябь сказал:
Кажется, мне говорили, что буру можно использовать для дегазации во время литья бронзы, я не знаю, будет ли это работать с алюминием, я знаю, что использую буру на 20 мулов из продуктового магазина при кузнечной сварке, не уверен, есть ли есть корреляция или нет
Нажмите, чтобы развернуть.
 ..
..Я знаю, что бронза очень легко впитывает водород. Один из способов справиться с этим — окислить ее добавкой. Таким образом, расплав больше не может принимать водород. Затем непосредственно перед заливкой вы раскисляете его фосфором в виде небольшого количества фосфорной меди сплав меди и фосфора, изготовленный для этого
Бура используется для обработки латуни, а не бронзы, чтобы предотвратить окисление цинка Образует слой поверх расплава, препятствующий вступлению воздуха в реакцию с цинком Цинк очень легко горит
Для этого также используется песок, стекло или древесный уголь или также горит
Не знаю насчет алюминия
Питер
Порошковое покрытие алюминиевого литья
Где в мире собрано
вопросов и ответов для отделки с 1989 года
(——)
Текущая дискуссия, начавшаяся еще в …
2001 г.
В. Сэр,
Я хочу нанести порошковое покрытие на алюминиевые отливки, так как сейчас я делаю обезжиривание, промывку водой, хроматирование, промывку водой, сушку, а затем нанесение порошкового покрытия, выдерживание в печи для отверждения при 200 °C. После отверждения я нахожу пузырьки, образовавшиеся на работе. Я хочу избежать этих пузырей и хочу получить чистую отделку.
Пожалуйста, помогите.
Покрытия Harshad M. Trivedi
— Сурат, Гуджарат, Индия
2001 г.
A. Harshad,
Наиболее распространенной причиной этих «пузырей» является выделение газа, и ее легко устранить. Причиной дегазации является попадание воздуха в отливку, и когда объект нагревается в печи, воздух расширяется и пытается выйти через покрытие, вызывая «пузыри». Наиболее распространенным методом снижения этого риска является предварительный нагрев объекта, подлежащего распылению, до температуры, немного превышающей температуру отверждения. В вашем случае попробуйте 220 ° C, затем сразу же распылите, пока объект еще горячий, и поместите в духовку. Это должно решить вашу проблему.
В вашем случае попробуйте 220 ° C, затем сразу же распылите, пока объект еще горячий, и поместите в духовку. Это должно решить вашу проблему.
Надеюсь, это поможет.
Дрю Девлин
— Линкольншир, Великобритания
2003 г.
В. У нас проблема, идентичная проблеме Харшада. Мне просто интересно, позаботился ли предварительный нагрев отливок о пузырьках воздуха для него. Пока я здесь, мы услышали от продавца, что изогнутые поверхности более склонны к образованию пузырьков воздуха, чем плоские поверхности. Кто-нибудь слышал это раньше?
Джеймс Боннема
— Бедфорд, Массачусетс, США
5 октября 2010 г.
A. Рекомендуется протереть растворителем перед нанесением порошкового покрытия (после этапа сушки после последней промывки водой). Это заберет влагу, оставшуюся даже после высыхания. Просто убедитесь, что рабочая зона хорошо проветривается. Я предлагаю использовать нафту или ИПС. Удачи!
Я предлагаю использовать нафту или ИПС. Удачи!
Гэри Арнесто
— Манила, Филиппины
29 декабря 2012 г. — эта запись добавлена к этой теме редактором вместо создания дублирующей темы.
В. Мы используем несколько типов алюминиевых отливок и профилей для наших медицинских изделий. Все они были окрашены полиуретаном в течение последних двух лет, и недавно мы решили перейти на порошковое покрытие из-за стоимости и долговечности.
Мы сталкиваемся с серьезной проблемой пузырей на алюминиевых литейных деталях с порошковым покрытием (проблем с экструдированными деталями нет). Литые детали очищаются и хромируются перед переходом на порошковое покрытие. Перед порошковой покраской их предварительно нагревали до 230-240°С для удаления газа из отливок, охлаждали, покрывали порошковой краской и снова обжигали в печи при 230°С. При извлечении из печи пузырьки наблюдались на 95-98% отливок. Вы видите что-то неправильное в этом процессе??
Вы видите что-то неправильное в этом процессе??
Все наши отливки имеют изогнутые поверхности и угловатые поверхности. какие-то особые меры предосторожности??
Пожалуйста, ответьте немедленно.
Раджендра Симха
— Майсур, Карнатака, Индия
2 января 2013 г.
A. Звучит как классическое «дегазирование» (у него есть несколько названий).
Вы упомянули о предварительном нагреве, а затем охлаждении, чтобы удалить из него газ. Есть ли доказательства того, что эта система работает?
Сомневаюсь, что эта так называемая процедура дегазации (многие безуспешно ею пользуются) работает во многих случаях.
Часто считается, что в металле находится газ (возникает с оцинкованной сталью, стальным литьем и литым алюминием). Что кажется не доказанным, так это то, что газ находится в металле, или даже то, что это газ.
Мы сейчас проводим некоторые исследования по этой проблеме (в первую очередь с гальванизированной сталью). До сих пор было показано, что есть несколько способствующих факторов, но пока нет четкого решения.
До сих пор было показано, что есть несколько способствующих факторов, но пока нет четкого решения.
Джефф Кроули
Crithwood Ltd.
Westfield, Шотландия, Великобритания
11 сентября 2018 г.
В. Это изделие из литого алюминия размером примерно 250 x 30 x 30 мм. Он сделан из ADC12.
Литье производится в Китае. Они проходят дробеструйную обработку и упаковываются для отправки в Великобританию.
В Великобритании на них нанесена отделка. Для этого будет использоваться резервуар для травления, а затем порошковое покрытие стандартного цвета RAL. Это выполняется нанятым по контракту специалистом по порошковой окраске, которого мы без проблем используем для многих различных продуктов.
Проблема в том, что сотни людей испытали окисление, которое выглядит так, как будто оно происходит из-под поверхности. Это произошло за месяцы, а не за годы. Материал был проверен и находится в пределах допусков спецификации.
Кто-нибудь знает, в чем может быть проблема? Было предложено нагреть отливку перед обработкой, чтобы удалить влагу и воздух.
Мэтт Стэгг
Покупатель — Тэтчем, Великобритания
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металла, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2022 Finishing. com, Пайн-Бич, Нью-Джерси, США -литейная пористость
com, Пайн-Бич, Нью-Джерси, США -литейная пористость
НУЖНА ПОМОЩЬ ДЛЯ ВАШЕГО СЛЕДУЮЩЕГО ПРОЕКТА?
Пожалуйста, заполните форму ниже и наши специалисты свяжутся с вами в течение 12 часов! Для более оперативного ответа вы можете связаться с нами по телефону или WhatsApp: +86-180-2619-3705.
- Главная
- Новости
- Новости компании
- 6 способов решения проблемы пористости при литье алюминия под давлением содержания алюминия в воде. Своевременно удаляйте пену, пузырьки и другие окислы с поверхности жидкости, чтобы предотвратить повторное попадание газа в детали для литья под давлением.
Выберите отличный разделительный состав. Выбранный разделительный состав не должен выделять газ в процессе литья под давлением и обладает хорошими разделительными свойствами.
Убедитесь, что выход из формы беспрепятственный, и убедитесь, что газ в форме полностью выпущен, особенно выпускной канал для окончательной полимеризации алюминиевой жидкости.
Отрегулируйте параметры литья под давлением, скорость наполнения не должна быть слишком высокой, чтобы предотвратить захват воздуха.
Обратите внимание на использование вытягивания и охлаждения стержня при проектировании изделий и пресс-форм, чтобы свести к минимуму недостатки чрезмерной разницы стенок.
Поры, которые часто появляются в фиксированном положении, должны быть улучшены за счет формы и конструкции. 1. Небольшая зона термического влияния зона сварки. Добиться эффекта холодной сварки без термической деформации основного материала.
2. Толщина тонкой сварки
Контролируемая температура плавления составляет 0,1–0,8 мм, поэтому можно сваривать тонкие пластины из алюминиевого сплава толщиной менее 0,2 мм.
3. Высокая степень интеграции
Эта машина относится к металлургическому соединению, и прочность соединения после сварки высока. Он может адаптироваться к различным формам обработки без падения.
4. Высокая эффективность ремонтной сварки
Принята автоматическая подача проволоки. Диаметр сварочной проволоки 0,8-1,2 мм, диаметр точки сварки 1,6-2,0 мм. Мгновенный нагрев, короткое время формирования паяного соединения.
Сосуды под давлением имеют сварные швы или поры после сварки, такие как разрядники, расширители и другие суда.
Например, головка блока цилиндров, всасывающая труба, корпус, корпус коммуникационного оборудования.
Ремонт износа форм из алюминиевого сплава, таких как линии на пресс-формах для обуви из алюминиевого сплава, ремонт признаков износа и т. д.
Ремонт дефектов различных материалов из алюминиевого сплава.
Связанные новости
Меры предосторожности в отношении деталей конструкции штампов для литья под давлением
Как говорится: детали определяют успех или неудачу.
Будь то детали обработки или детали конструкции штампа для литья под давлением, это может повлиять на качество деталей для литья под давлением. Сейчас…4 способа предотвратить поломку формы для литья под давлением
1. Конструкция пресс-формы Старайтесь избегать острых углов в конструкции пресс-формы, а расположение отверстий и пазов должно быть разумным. 2. Выбор штамповой сталиВыбор штамповой стали должен дополнить нас…
Почему литой алюминий трудно анодировать?
Многие клиенты будут спрашивать мой продукт-алюминиевые детали для литья под давлением могут быть анодированы? В настоящее время детали для литья под давлением можно анодировать, но это сложно.
Силикон – важный элемент, влияющий на весь …
Новости
- Новости компании
- Центр знаний
Отрасли
- Автозапчасти
- Запчасти для электромобилей
- Аккумулятор для электромобиля
- Зарядное устройство для электромобилей
- Электронный блок управления EV/блок управления двигателем
- Приводной двигатель электромобиля
- Запчасти для газовых автомобилей
- Аксессуары для двигателя
- Детали трансмиссии
- Запчасти для электромобилей
- Детали машин
- Изготовленный на заказ кронштейн ADC12 Алюминиевый штамп
- Литье под давлением часть
- Die Base
- Алюминиевый монтажный кронштейн
- Запчасть сиденья
- Телекоммуникационные запчасти
- Телекоммуникационная крышка
- Телекоммуникационная полость
- Алюминиевый литой радиатор
- Корпус радиатора
- Детали насосов и клапанов
- Корпус водяного насоса
- Корпус масляного насоса
- Алюминиевые детали клапана для литья под давлением
Пористость при литье под давлением | Как предотвратить дефекты
Все мы знаем о порах на нашем лице или о пористой природе таких вещей, как дерево, которые оставляют материал открытым для захватчиков, таких как вода и бактерии, поэтому многие повара рекомендуют использовать пластиковые разделочные доски вместо деревянных.
для разделки сырой курицы.Пористость также является серьезной проблемой при литье под давлением, поскольку она может означать наличие какого-либо дефекта в материале, с которым вы работаете или который только что создали. Хорошая новость заключается в том, что пористость не всегда означает, что отливка неисправна и что необходимо внести изменения. Полная проверка может показать, что он соответствует вашим требованиям к стабильности и структурной целостности.
Что такое пористость при литье под давлением?
Эта пористость возникает, когда в металле есть небольшие пустоты, отверстия или карманы с воздухом.
Как правило, эта пористость возникает, когда воздух задерживается в металле оборудованием для литья под давлением, часто оставляя зазоры в верхней части штампа или заполняя форму слишком медленно, и некоторое затвердевание происходит слишком рано. Это также может произойти, когда воздух, используемый для нагнетания расплавленного металла в форму, не полностью вытесняется или не может выйти через вентиляционные отверстия и переливы.
Причины пористости при литье под давлением
- Конструкция формы и литых деталей
- Чистота используемого металла или сплава
- Давление и скорость выстрела машин
- Усадка толщины стенки материала
- Слишком много смазки в матрице
- Острые углы формы
- Низкие температуры металла
- Воздух попал в металл
Наиболее распространенным способом проверки пористости является рентгеновский снимок материала с использованием компьютерной томографии или разрезание и полировка среза с последующим его анализом под микроскопом.
Методы предотвращения
Пористость различается по степени тяжести. Иногда это допустимо, но чаще всего лучше максимально ограничить его.
Самый прямой способ контролировать пористость — это работать со всеми вашими партнерами над созданием эффективного процесса литья под давлением, обеспечивая при этом высокое качество материала, с которым вы работаете.
Мониторинг процесса должен быть сосредоточен на техническом обслуживании и стабильности оборудования, что может помочь гарантировать равномерное и адекватное давление на протяжении всего литья.Газовой пористости, которая представляет собой образование пузырьков воздуха внутри отливки при ее охлаждении, можно избежать путем плавки материала в вакууме или в среде малорастворимых газов, включая аргон. Эта пористость возникает из-за того, что жидкости могут естественным образом удерживать растворенный газ. Иногда это можно решить, подвергая расплавленный материал воздействию другого газа — два газа вступают в реакцию и вытягивают друг друга из жидкости.
Если образование оксидов является причиной вашей пористости, то ваши материалы также выиграют от надлежащей дегазации после плавления или фильтрации перед использованием металла для изготовления отливки.
Горячие разрывы и горячие точки — это металлургические дефекты, возникающие из-за проблем во время охлаждения.
Если это произойдет, вам сначала нужно убедиться, что ваша отливка правильно охлаждается в этой локальной области детали. Если горячие точки сохраняются, вам нужно будет скорректировать методы охлаждения, либо увеличив распыление штампа, либо добавив больше локализованных каналов охлаждения в этой проблемной области.Устранение дефектов
Пористость в основном описывает отверстия и пустоты, обнаруженные в отливке, хотя вы можете услышать более конкретные термины, когда речь идет о пустотах, основанных на различных формах, местоположениях или частотах. Дефекты и причины (перечисленные выше) могут влиять или не влиять на общую эффективность вашего продукта или детали.
Однако мы всегда ставим перед собой цель ограничить дефекты пористости или, по возможности, устранить их. Это означает анализ дефектов по различным причинам. При литье под давлением может наблюдаться пористость из-за конструкции, материалов, используемых для этой конструкции, или производственного процесса — иногда из-за сочетания трех факторов.
Наш опыт в области литья под давлением означает, что мы можем лучше понять ваши материалы, конструкции и детали, а также факторы процесса литья, которые с наибольшей вероятностью вызывают различные типы дефектов. Это позволяет нам предотвращать многие дефекты до их возникновения. Мы также можем помочь с перепроектированием элементов, чтобы устранить области, подверженные пористости, и переместить их в места, которые не повлияют на структурную целостность.
Процесс проверки качества производителя и поставщика услуг литья под давлением обычно выявляет дефекты, хотя вы также можете обнаружить некоторые из них в процессе обработки. Важно отметить местоположение, частоту и тип дефекта, чтобы определить наилучший путь решения проблемы.
Ваши партнеры должны работать с вами, чтобы определить допустимую пористость. Когда вы заметите проблему, предоставьте своему партнеру как можно больше информации и поделитесь кастингом, когда это возможно, чтобы помочь в устранении дефекта.
Американское общество по испытаниям и материалам (ASTM) перечисляет стандарты пористости отливок, если вам нужна помощь в разработке собственных пределов допуска. Стандарты можно найти на веб-сайте ASTM, хотя некоторые из них также были бесплатно размещены в Википедии — помните, что Википедия не всегда точна на 100%, поэтому лучше проверить эти допуски в другом месте.
Если вас беспокоит пористость вашего литья, мы рекомендуем вам связаться с нами напрямую, чтобы узнать больше.
Парное литье с механической обработкой
Перемещение отливки через несколько партнеров перед обработкой может означать, что затраты на механическую обработку и время доставки исчезнут. Вы также можете сэкономить на расходах на испытания, поскольку в обработанном штампе можно использовать метод контроля проникающей жидкости, который дешевле, чем рентгеновский контроль, для обнаружения дефектов пористости на поверхности отливки.
Если мы сможем проверить пористость и найти проблемы на образце из ваших первых отливок, то мы сможем определить причину и провести повторный затвор для ее устранения.
Это также дает вам больше времени, чтобы определить, какой уровень пористости является приемлемым, какие изменения вы можете принять для конструкции детали, и выбрать варианты для улучшения общей литейной способности.Свяжитесь с нами для получения услуг литья под давлением
Типы дефектов литья и способы их предотвращения
Если вы хотите освежить информацию о различных типах дефектов литья, их причинах и способах устранения предотвратить их, это руководство здесь, чтобы дать вам краткое изложение всех этих областей. Есть много вещей, которые могут пойти не так при кастинге, но по результатам может быть трудно сказать, в чем проблема, вызвавшая это. В этом руководстве мы разбираем шесть различных областей дефектов литья, чтобы помочь вам определить, исправить и избежать проблем с вашими литьями. Вот что будет рассмотрено в этом руководстве:
- Газовая пористость
- Отверстия
- Дыры
- Открытые отверстия
- Дефекты усадки
- Открыть
- Закрыто
- Деформация
- Дефекты материала пресс-формы
- Порезы и стирки
- Набухает
- Капли
- Проникновение в металл
- Крысиные хвосты
- Фьюжн
- Выход из строя
- Дефекты заливки металла
- Холодный выстрел
- Холодное отключение
- Промах
- Металлургические дефекты
- Горячие слезы
- Горячие точки
- Шлаковые включения
- Дефекты формы отливки
- Несоответствия
- Вспышка
Газовая пористость
Когда литой металл затвердевает в форме, он не может удерживать столько газа, сколько в жидкой форме, поэтому он высвобождает его.
Это одна из причин, по которой формы являются проницаемыми, позволяя газу выходить. Несколько факторов могут вызвать непроницаемость, что может привести к попаданию пузырьков газа внутрь металла. Эти пузыри могут включать:Отверстия
Также известные как пористость, точечные отверстия представляют собой отверстия меньшего размера в верхней части отливки. Обычно они располагаются группами вблизи или на поверхности отливки и видны невооруженным глазом.
Отдушины
Дыхания — это более крупные отверстия, которые могут появиться внутри отливки. Невидимые невооруженным глазом внутренние дыхала обнаруживаются с помощью рентгеновского, гармонического, ультразвукового или магнитного анализа. Волдыри, вариант дыхала, представляют собой тонко покрытые неглубокие отверстия.
Открытые отверстия
Тип дыхала, открытые отверстия появляются на поверхности детали. Эти дефекты вызваны попаданием воздуха во время заливки металла в форму. Существует также неглубокий вариант открытых отверстий, называемый рубцом.
Что вызывает газовую пористость?
Подобные отверстия чаще всего появляются в плохо проветриваемых помещениях или в местах с повышенной влажностью. В частности, они могут быть вызваны слишком влажным песком, мокрыми ковшами, недостаточно газифицированным песком или слишком высокой температурой расплавленного металла, что приводит к избыточному поглощению газа.
Как предотвратить пористость газа
Избегайте точечных отверстий, пузырей и открытых отверстий, следя за тем, чтобы формовочная смесь была сухой и проницаемой. Следует отметить, что чем крупнее песок, тем он более проницаем. Даже использование слишком мелкого песка может помешать оптимальной проницаемости. Кроме того, слишком утрамбованные песчаные формы теряют свою проницаемость, поэтому важно не переусердствовать. Убедитесь, что формы и стержни сухие перед использованием и хранятся в сухих условиях, а также убедитесь, что в формах достаточно вентиляции для выхода газов.
Вы также должны использовать хорошие методы плавки, плавя материал в вакууме, вокруг газов с низкой растворимостью или под флюсом, который предотвращает контакт воздуха с расплавленным металлом.
Если ничего не помогает, попробуйте заливать расплавленный металл при более низкой температуре во время литья, чтобы он не поглощал слишком много газа.Дефекты усадки
Дефекты усадки появляются из-за усадки металлических сплавов при охлаждении. Для детали из сплава нормальная усадка по мере затвердевания (это следует учитывать при расчетах при проектировании пресс-формы). Однако дефекты возникают, когда металл сжимается неравномерно, что приводит к искажению формы конечного продукта или образованию внутренних отверстий. Это также может вызвать напряжение металла.
Открытые дефекты усадки
Открытая усадка проявляется на поверхности отливки либо в виде углубления (также называемого выемкой), либо в виде отверстия (также известного как труба). Когда металл сжимается неравномерно, он втягивает воздух внутрь формы в этой области, создавая дефекты такого типа.
Закрытые дефекты усадки
Закрытая усадка проявляется в виде отверстий внутри отливки, как правило, там, где часть жидкого металла была более горячей, чем остальная часть материала.
Он может проявляться в макро- или микроформе. Микроусадка, также называемая усадочной пористостью, невооруженным глазом выглядит как зубчатые метки или линии. Отверстия, которые выглядят угловатыми, можно увидеть только в микроскоп.Деформация
Коробление может происходить либо во время затвердевания металла, либо после него, изменяя размеры и форму отливки. Это создает напряжение в металле и вызывает искривление, особенно в больших и плоских частях отливок.
Что вызывает дефекты усадки?
Дефекты усадки проявляются, когда жидкий металл в литейной форме имеет разную температуру. Этому есть две возможные причины: либо металл, заливаемый в форму, слишком горячий, либо металл затвердевает неравномерно. Неравномерное затвердевание часто происходит, когда конструкция пресс-формы игнорирует правило направленного затвердевания. Это правило гласит, что самые тонкие детали формованной формы должны затвердевать первыми, а самые толстые – последними, чтобы гарантировать, что усадка не изменит и не повредит изделие.
Как предотвратить дефекты усадки
Проблемы с непрерывным потоком при правильной температуре (что способствует неравномерному затвердеванию) можно уменьшить, обеспечив непрерывную и равномерную подачу жидкого металла в формы. Этого можно достичь с помощью системы желобов и литников с стояками для подачи расплавленного металла, которая включает в себя каналы для протекания металла в форму (рабочая система) и резервуары с жидким металлом в верхней части формы (также известные как стояки) для заполнения мест усадки металла.
Кроме того, пресс-формы могут иметь прокладку, которая расширяет концы узких деталей, прикрепленных к более толстым деталям, поскольку это помогает гарантировать, что более толстые секции получат достаточное количество жидкого металла до того, как тонкая часть затвердеет. Некоторые производители также размещают охлаждающие ребра, охлаждающие змеевики или охладители внутри форм для более быстрого рассеивания тепла. Заливка металла при более низкой температуре также может помочь.
В частности, деформации можно избежать с помощью термической обработки сплавов железа, которая устраняет остаточное напряжение. Для алюминиевых сплавов правка отливки между процессами закалки и старения позволяет избежать коробления. Это также может предотвратить деформацию, чтобы большие области имели более ребристую форму, например, гофрированную, чтобы изделие охлаждалось более равномерно.
Дефекты материала пресс-формы
Как следует из названия, дефекты материала пресс-формы вызваны материалом пресс-формы, но они также могут быть вызваны проблемами конструкции пресс-формы. Это самая большая категория дефектов литья, состоящая из семи основных типов.
Стрижка и мойка
Порезы и промывки возникают, когда жидкий металл разъедает часть формы при заливке, а песок не обладает достаточной термостойкостью, чтобы противостоять ему. Промывки и порезы проявляются в виде небольших выпуклостей на поверхности готового изделия, наклоненных к одному концу, где расплавленный металл имел большую силу при втекании.
0007Набухает
Вздутия проявляются в виде вздутий на готовой детали. Эти дефекты возникают, когда форма слишком мягкая, так что вес жидкого металла выталкивает песок наружу.
Капли
Капли появляются в виде бугорков неправильной формы на верхней части отливок. Они возникают, когда форма ослабевает и песок попадает в жидкий металл. Капли также загрязняют металлическую поверхность.
Биение
Выход из формы происходит, когда форма дает течь, в результате чего остается недостаточное количество металла для формирования желаемой отливки.
Фьюжн
Fusion проявляется в виде стекловидной корки на поверхности отливки. Это происходит, когда часть песка в форме плавится и сплавляется с отливкой.
Металлическая проходка
Когда песчинки рыхлые и крупные, расплавленный металл может проникнуть в форму, создавая шероховатую поверхность отливки.
Крысиные хвосты
Крысиные хвосты, также известные как прожилки, представляют собой неровные линии вдоль поверхности отливки, возникающие, когда тепло расплавленного металла вызывает расширение песка.
Пряжки — это более экстремальные версии крысиных хвостов.Что вызывает дефекты материала пресс-формы?
Как уже отмечалось, причины могут варьироваться в зависимости от произведенного дефекта. Однако большинство дефектов вызвано либо слишком мягкими формами, требующими дополнительной трамбовки, либо заливкой металла, когда он еще слишком горячий.
Как предотвратить дефекты материала пресс-формы
Обеспечение того, чтобы формы получали достаточную набивку для удержания расплавленного металла, является эффективным способом сократить все эти проблемы, а также убедиться, что разливаемый металл не слишком горячий. Однако, если это не сработает, существуют другие методы устранения этих проблем, которые варьируются от дефекта к дефекту.
- Для разрезов и промывок может потребоваться перепроектирование систем ворот или добавление в песок дополнительных связующих веществ.
- Набухание можно остановить, уменьшив содержание воды в песке в форме.
- Падения можно избежать, укрепив выступы формы гвоздями или заглушками.
- Выход из строя происходит из-за изношенных пресс-форм, требующих замены, или из-за плохо спроектированных пресс-форм.
- Можно избежать плавления, обеспечив устойчивость песка в форме к температуре расплавленного металла.
- Проникновение металла можно исправить, убедившись, что внутренние поверхности должным образом покрыты формовочным раствором, а песчинки достаточно малы и непроницаемы для расплавленного металла.
- Крысиные хвосты можно остановить, изменив форму формы, чтобы она имела меньшие плоские поверхности, или сделав форму достаточно мягкой, чтобы правильно расширяться от тепла.
Дефекты заливки металла
В отличие от многих других дефектов, описанных в этом руководстве, эти дефекты появляются при слишком низких температурах в процессе заливки. Они делятся на три категории:
Холодный выстрел
Холодная дробь – это шары или капли, свободно прикрепленные к отливке, оставшиеся от брызг расплавленного металла при его заливке.
Поскольку они меньше, брызги остывают раньше остальной части отливки и встраиваются или прикрепляются.Холодное отключение
Холодное смыкание происходит, когда металл затекает в форму из двух или более точек, но слишком холодный, чтобы слиться в бесшовную деталь. Вот тогда и образуется трещина посередине с закругленными краями, которая становится слабым местом отливки.
Ошибки
Пропуски, близкие родственники холодных затворов, случаются, когда металл настолько холоден, что затвердевает, не успев заполнить всю форму. Ошибки проявляются в виде отливок с отсутствующими деталями.
Что вызывает дефекты заливки металла?
Дефекты от заливки металла возникают из-за слишком низкой температуры металла, когда он достигает внутренней части формы. Эти дефекты могут быть вызваны простой заливкой металла, когда он недостаточно горячий. Однако даже если металл изначально разливался при оптимальной температуре, дефекты могут быть вызваны плохой системой литников, которые позволяют металлу слишком сильно охлаждаться, прежде чем он попадет в форму, или слишком тонкими секциями формы.
Тонкие секции могут затвердевать и блокировать другие секции формы из-за их тонкого размера.Как предотвратить дефекты заливки металла
Дефектов при заливке металла можно, по большей части, избежать, если обеспечить, чтобы расплавленный металл оставался достаточно теплым, чтобы полностью соответствовать внутренней части формы. Система литников может быть переработана для более быстрой транспортировки расплавленного металла или для того, чтобы избежать участков, которые достаточно тонкие, чтобы затвердеть, прежде чем металл сможет заполнить более крупные полости за ними. Если это невозможно, температуру заливки можно просто увеличить. Повышение газопроницаемости формы также может привести к более быстрому удалению газов, так что у металла будет меньше времени для охлаждения, пока он все еще течет в форму. В частности, холодная дробь может быть вызвана небрежной заливкой, поэтому обеспечение ровной заливки металла также может решить эту проблему.
Металлургические дефекты
Металлургические дефекты проявляются при наличии проблем в металле отливки.
Есть три типа, которые включают в себя:Шлаковое включение
Шлаковое включение происходит, когда металл не очищен от шлака должным образом перед заливкой. Это просто означает, что готовая отливка будет содержать примеси или посторонние материалы. Когда включением является грязь, отливки будут иметь вид сот или губчатого вещества.
Горячие слезы
Горячие разрывы, также известные как горячие трещины, появляются, когда остывающий металл сжимается. В этом состоянии, когда металл все еще слаб, остаточное напряжение в металле или неправильная конструкция пресс-формы могут привести к разрыву металла, что приведет к разветвлению, неравномерным трещинам. Иногда их трудно увидеть невооруженным глазом.
Горячие точки
Эти дефекты, также известные как твердые пятна, возникают, когда определенные части отливки остывают быстрее, чем области вокруг них, что приводит к образованию более твердых частей отливки. Они могут изнашивать инструменты и мешать процессу обработки.
Что вызывает металлургические дефекты?
Металлургические дефекты вызываются различными факторами в зависимости от дефекта.
- Включение шлака происходит до того, как металл попадет в форму, когда металл не очищается должным образом или в заливку попадает слишком много верхней части металла (где находится шлак). Когда появляется грязь или другой посторонний материал, кроме шлака, это также может быть признаком того, что формы не были чистыми.
- Горячие разрывы обычно возникают из-за плохо спроектированных форм, которые не позволяют отливке усаживаться во всех направлениях. Однако они также могут быть вызваны тем, что металлу не хватает прочности на растяжение, избыток тепла заливаемого металла заставляет его усаживаться больше, чем рассчитано на форму, или охлаждение неравномерно, создавая внутренние напряжения. Горячие разрывы также могут быть вызваны стержнями или формой, которые не деформируются должным образом при нагревании.
- Горячие точки появляются при неправильном охлаждении из-за конструкции пресс-формы или при неправильном химическом составе металла.
Как предотвратить металлургические дефекты
С горячими точками и горячими слезами плесень является ключом. Вероятность того и другого может быть значительно снижена за счет использования хорошо спроектированных форм, которые равномерно охлаждают отливку и должным образом деформируются в горячих условиях. В качестве альтернативы для горячих точек изменение химического состава может помочь решить проблему.
Перед заливкой необходимо удалить шлак. Это можно сделать, добавив в жидкость элементы, чтобы шлак всплывал наверх, откуда его можно было удалить, или используя ковш, который выливает металл со дна. Также можно предотвратить попадание шлака в отливки, установив в литниковую систему керамический фильтр.
Дефекты формы отливки
Дефекты формы отливки проявляются либо несоответствием, либо заусенцами. Дефекты формы исправить проще всего, так как они, как правило, требуют переналадки существующих форм.
Несоответствия
Несовпадения, также известные как смещения, возникают, когда разные части отливки выходят несоосными друг с другом, обычно горизонтально.
Точно так же смещение ядра (также известное как вертикальное смещение) происходит со смещенным ядром.Вспышка
Также называемые литейными ребрами или заусенцами, заусенцы проявляются в виде дополнительного материала, прикрепленного к отливке, обычно в виде тонкого листа, который образуется там, где встречаются части формы. Облоя — один из самых распространенных дефектов литья.
Что вызывает дефекты формы отливки?
Несоответствия возникают, когда верхняя и нижняя части формы не выровнены должным образом до заливки металла или опока (в которой находится форма) смещена. Смещение сердечника, с другой стороны, может произойти, когда установочные штифты коробки или шаблона ослаблены или неточны. Вспышка возникает из формы, которая не утяжелена или не закреплена должным образом. Он образуется, когда в стержне или форме есть зазоры.
Как предотвратить дефекты формы отливки
Во избежание дефектов формы отливки убедитесь, что монтаж и выравнивание рисунка пластин одинаковы.
Это может помочь увидеть, есть ли неточности в выводах. Иногда повторная сборка пресс-формы может решить проблему. В то же время от небольшого заусенца на готовых отливках можно избавиться, сломав его и подпилив, хотя это может дорого обойтись.Заключение
Здесь мы рассмотрели основы газовой пористости, усадки, материала формы, заливки металла, металлургических дефектов и дефектов формы отливки, включая конкретные примеры дефектов, которые могут появиться в отливках. Готовы ли вы начать поиск поставщиков, теперь, когда вы лучше знакомы с типами дефектов, которые могут возникнуть в отливках? Если это так, вы можете посетить нашу страницу поиска поставщиков, на которой есть информация о более чем 500 000 поставщиков из Северной Америки. Или, если вы хотите ознакомиться с другими промышленными руководствами, вы можете посетить раздел руководств на нашем веб-сайте, чтобы получить полезную информацию, которая поможет вам лучше найти источник.
Источники:
- https://www.


 Будь то детали обработки или детали конструкции штампа для литья под давлением, это может повлиять на качество деталей для литья под давлением. Сейчас…
Будь то детали обработки или детали конструкции штампа для литья под давлением, это может повлиять на качество деталей для литья под давлением. Сейчас… Силикон – важный элемент, влияющий на весь …
Силикон – важный элемент, влияющий на весь … для разделки сырой курицы.
для разделки сырой курицы.
 Мониторинг процесса должен быть сосредоточен на техническом обслуживании и стабильности оборудования, что может помочь гарантировать равномерное и адекватное давление на протяжении всего литья.
Мониторинг процесса должен быть сосредоточен на техническом обслуживании и стабильности оборудования, что может помочь гарантировать равномерное и адекватное давление на протяжении всего литья. Если это произойдет, вам сначала нужно убедиться, что ваша отливка правильно охлаждается в этой локальной области детали. Если горячие точки сохраняются, вам нужно будет скорректировать методы охлаждения, либо увеличив распыление штампа, либо добавив больше локализованных каналов охлаждения в этой проблемной области.
Если это произойдет, вам сначала нужно убедиться, что ваша отливка правильно охлаждается в этой локальной области детали. Если горячие точки сохраняются, вам нужно будет скорректировать методы охлаждения, либо увеличив распыление штампа, либо добавив больше локализованных каналов охлаждения в этой проблемной области.

 Это также дает вам больше времени, чтобы определить, какой уровень пористости является приемлемым, какие изменения вы можете принять для конструкции детали, и выбрать варианты для улучшения общей литейной способности.
Это также дает вам больше времени, чтобы определить, какой уровень пористости является приемлемым, какие изменения вы можете принять для конструкции детали, и выбрать варианты для улучшения общей литейной способности. Это одна из причин, по которой формы являются проницаемыми, позволяя газу выходить. Несколько факторов могут вызвать непроницаемость, что может привести к попаданию пузырьков газа внутрь металла. Эти пузыри могут включать:
Это одна из причин, по которой формы являются проницаемыми, позволяя газу выходить. Несколько факторов могут вызвать непроницаемость, что может привести к попаданию пузырьков газа внутрь металла. Эти пузыри могут включать:
 Если ничего не помогает, попробуйте заливать расплавленный металл при более низкой температуре во время литья, чтобы он не поглощал слишком много газа.
Если ничего не помогает, попробуйте заливать расплавленный металл при более низкой температуре во время литья, чтобы он не поглощал слишком много газа. Он может проявляться в макро- или микроформе. Микроусадка, также называемая усадочной пористостью, невооруженным глазом выглядит как зубчатые метки или линии. Отверстия, которые выглядят угловатыми, можно увидеть только в микроскоп.
Он может проявляться в макро- или микроформе. Микроусадка, также называемая усадочной пористостью, невооруженным глазом выглядит как зубчатые метки или линии. Отверстия, которые выглядят угловатыми, можно увидеть только в микроскоп.

 0007
0007 Пряжки — это более экстремальные версии крысиных хвостов.
Пряжки — это более экстремальные версии крысиных хвостов.
 Поскольку они меньше, брызги остывают раньше остальной части отливки и встраиваются или прикрепляются.
Поскольку они меньше, брызги остывают раньше остальной части отливки и встраиваются или прикрепляются. Тонкие секции могут затвердевать и блокировать другие секции формы из-за их тонкого размера.
Тонкие секции могут затвердевать и блокировать другие секции формы из-за их тонкого размера. Есть три типа, которые включают в себя:
Есть три типа, которые включают в себя:

 Точно так же смещение ядра (также известное как вертикальное смещение) происходит со смещенным ядром.
Точно так же смещение ядра (также известное как вертикальное смещение) происходит со смещенным ядром. Это может помочь увидеть, есть ли неточности в выводах. Иногда повторная сборка пресс-формы может решить проблему. В то же время от небольшого заусенца на готовых отливках можно избавиться, сломав его и подпилив, хотя это может дорого обойтись.
Это может помочь увидеть, есть ли неточности в выводах. Иногда повторная сборка пресс-формы может решить проблему. В то же время от небольшого заусенца на готовых отливках можно избавиться, сломав его и подпилив, хотя это может дорого обойтись.