Простой способ литья сложных изделий из алюминия: пошаговая инструкция
Когда мы слышим «литейное производство» это всегда ассоциируется с чем- то очень сложным, доступным только профессионалам. Но сегодня мы развеем этот миф и сами отольем деталь из алюминия. Это сможет сделать абсолютно каждый, не имея профессионального образования. Да, конечно есть в этом деле свои тонкости, как правило, они связаны с характеристиками металла, с которым нужно работать. Также алюминий можно паять без аргона.
Технические особенности алюминия
Алюминий считается одним из самых популярных металлов. С ним очень удобно работать, температура плавления 658 градусов. Обладает отличной тепло и электропроводностью, устойчив к коррозии.
Сегодня мы будем отливать крышку для водяного насоса машины.
Используемые материалы:
- Песок.
- Алюминий.
- Гипс.
- Пластилин.
- Силиконовая смазка.
- Стальная проволока.
- Конструктор lego или любой детский конструктор.


Необходимые инструменты для работы:
- Токарный станок.
- Шуруповерт.
- Муфельная печь.
- Сверло.
- Пассатижи.
- Гравер дремель.
Этап первый
Сломанный насос делим на две секции с помощью пластилина. Для этого нам понадобятся перегородки из пластилина, они используются для разделения патрубков на две части. Лишний пластилин на стыке детали убираем ножиком.
Форма, которую мы будет делать, состоит из трех секций. Прежде чем заполнить первую секцию смесью, смажем ее разделителем. Разделитель можно сделать из подсолнечного масла и стеарина. Теперь переходим к конструктору. Все пустые места в конструкторе залепим пластилином.
Перегородки из пластилина на насосе прикрепим к бортикам конструктора. Необходимо, чтобы конструкция была герметична, иначе смесь может вытечь за пределы конструктора. В таком случае придется все начинать сначала.
Готовим саму смесь. Размешиваем в емкости гипс и песок в пропорции 1:1. Песок можно использовать речной или кварцевый, оба варианта подойдут. Гипс мы взяли марки Г- 16, это обычный художественный гипс для скульптур. Добавляем воду до тех пор, пока не получится довольно густая текущая смесь, напоминающая нежирную сметану. Первую секцию конструкции зальем смесью, постучим по бортикам конструктора, для равномерного распределения смеси и подождем затвердевания.
Прежде чем начать заливать вторую секцию, необходимо убрать пластилиновую перегородку. Теперь патрубки насоса разделим перегородками. Не забудем смазать разделителем деталь и перегородки.
Зальем следующую вторую секцию смесью, также постучим по стенкам конструктора, для равномерного распределения. Разберем опалубку из конструктора. В получившемся изделии сделаем пару отверстий, с помощью сверла 10 миллиметров. Это своеобразные замки, не дающие сместиться секции номер три относительно первой и второй.
Разберем опалубку из конструктора. В получившемся изделии сделаем пару отверстий, с помощью сверла 10 миллиметров. Это своеобразные замки, не дающие сместиться секции номер три относительно первой и второй.
Соединим две получившиеся формы, вставим заготовку. Восстановим опалубку из конструктора. В данном вопросе конструктор незаменимая вещь, из него можно создать любую форму. Смажем разделителем форму. Прибавим сверху один ряд конструктора. Это будет заготовка для третьей секции.
Все мы закончили с заливкой формы. Теперь необходимо очень аккуратно разобрать конструкцию.
Соберем снова первую и вторую секцию и отметим место для литья. Для этого нужно просверлить отверстие диаметром 15 миллиметров. Этого будет достаточно.
Теперь нужно собрать все три формы вместе и скрепить их проволокой.
Второй этап
Обжиг заготовки в муфельной печи. Устанавливаем режим обжига в 350 градусов, необходимо 5 или 6 часов для обжига. По прошествии шести часов вынимаем форму из печи. В данном случае охлаждение не требуется. В печь отправляем плавиться алюминий. Алюминий используется марки АЛ- 9. Это самая подходящая марка алюминия, отлично подходит для отливки изделий. Дно ведра наполняем песком и ставим туда горячую форму. На отверстие для литья устанавливаем литник. Его можно изготовить из песка и жидкого стекла. Заполним ведро песком до границы с литником. В данном случае хорошо подойдет крупный песок, в нем не образуется конденсат, в отличие от мелкого песка. Можно приступать к литью. Все подготовительные этапы выполнены. Не забудьте убрать оксидную пленку перед началом процесса. Часть литника посередине нужно прогреть горелкой. Так металл лучше усядется.
В данном случае охлаждение не требуется. В печь отправляем плавиться алюминий. Алюминий используется марки АЛ- 9. Это самая подходящая марка алюминия, отлично подходит для отливки изделий. Дно ведра наполняем песком и ставим туда горячую форму. На отверстие для литья устанавливаем литник. Его можно изготовить из песка и жидкого стекла. Заполним ведро песком до границы с литником. В данном случае хорошо подойдет крупный песок, в нем не образуется конденсат, в отличие от мелкого песка. Можно приступать к литью. Все подготовительные этапы выполнены. Не забудьте убрать оксидную пленку перед началом процесса. Часть литника посередине нужно прогреть горелкой. Так металл лучше усядется.
Пришло время разбить конструкцию.
Как мы видим, форма отлично пролилась. Конечно, есть следы от стыков, но это не проблема, их легко можно убрать с помощью дремеля. Литник можно убрать, готовимся к токарной обработке изделия.
Третий этап
В патрубках нужно просверлить отверстия и нарезать резьбу.
Теперь осталось только зачистить следы от стыков. Для этого мы используем дремель и фрезы для металла.
Если нужно снять много слоев металла, то лучше использовать эмульсию. В таком случае пыль и стружка не будут разлетаться по всему помещению. Высверлим отверстия для крепежа в крышке насоса.
Наша заготовка полностью готова. Изделия получились практически неотличимы друг от друга. Только наша деталь сделана из алюминия и прослужит хозяину долгую службу. Этот способ литья довольно простой и им может воспользоваться практически каждый. Надеюсь вам помогла данная инструкция, удачи в начинаниях.
Литье металла и алюминиевых сплавов в Беларуси
Унитарное предприятие «КОНТРАСТ» более 30 лет специализируется на литье алюминиевых сплавов (отливке). Компания имеет свое конструкторское бюро, в котором трудятся специалисты высокой квалификации. Фирма владеет новейшим литейным оборудованием, позволяющим производить отливку металла на высшем уровне.
Изготовление алюминиевых отливок осуществляется в собственных производственных цехах в соответствии с мировыми стандартами качества. Опытные мастера изготавливают металлические отливки без каких-либо скрытых дефектов, шероховатостей и погрешностей. Производитель дает гарантию на всю свою продукцию, поэтому литье металла всегда выполняется на высоком уровне.
Наличие собственного конструкторского бюро позволяет производить конструирование продукции, а также её составных частей перед процессом литья алюминиевых металлоизделий. Это исключает вероятность появления погрешностей и брака ещё до момента литья металла (отливки). Конструктора постоянно совершенствуют свои навыки, используя компьютерные инженерные программы исключительно новейших версий.
Унитарное предприятие «КОНТРАСТ» производит изготовление металлических отливок следующими методами:
При литье металла под давлением сплав приобретает форму отливки. Такой метод литья алюминия считается одним из самых производительных. Он обеспечивает изготовление металлических отливок высокого качества. Таким способом можно отлить практически любое алюминиевое металлоизделие.
Он обеспечивает изготовление металлических отливок высокого качества. Таким способом можно отлить практически любое алюминиевое металлоизделие.
Отливка металла в кокиль – также один из популярных методов литья, который осуществляется при помощи свободной заливки в кокиль (кокиль – металлическая форма для литья алюминия с охлаждением, которая заполняется расплавленным металлом). Изготовление сплавов таким образом зачастую используется при серийном производстве.
Литье алюминиевых сплавов в Беларуси
Унитарное предприятие «КОНТРАСТ» за время своего существования изготовило огромное количество металлоизделий при помощи литья алюминия. Производитель сотрудничает как с небольшими частными предприятиями, так и с крупными заводами международного масштаба. Литье алюминия – одно из основных направлений деятельности компании. Многие специалисты «КОНТРАСТ» работают в данной сфере более 30 лет и имеют достаточно высокую квалификацию.
УП «КОНТРАСТ» гарантированно соблюдает сроки литья (отливки) и требования заказчика к выпускаемой продукции, а также предоставляет инженерную поддержку от разработки до поставки, что является бесспорным преимуществом компании. Специалисты по литью алюминия всегда в рабочее время находятся на связи и могут ответить на все вопросы заказчика, касаемые литья деталей.
Специалисты по литью алюминия всегда в рабочее время находятся на связи и могут ответить на все вопросы заказчика, касаемые литья деталей.
Благодаря тому, что проектирование, изготовление и литье происходят на собственных площадях компании, УП «КОНТРАСТ» полностью отвечает за весь процесс производства.
Сотрудничая с данным предприятием, Вы всегда можете рассчитывать на качественное и надежное сотрудничество!
Важная информация! Компания работает только с юридическими лицами и по безналичному расчету.
Алюминиевое литье — Литье алюминия на заказ — Росиндуктор
ЛИТЬЕ АЛЮМИНИЯ — это изготовление изделий из сплавов алюминия методом заливки жидкого расплава в специальные формы. Литье применяются во многих отраслях, в том числе в машиностроении, строительстве и авиации. Алюминиевое литье обладает высокими антикоррозийным свойством. Росиндуктор — это литье алюминия на заказ от профессионалов, в короткие сроки по техническому заданию заказчика.
Содержание
Литье алюминия под давлением
Технология литья алюминия схожа с технологией изготовления отливок из других металлов и сплавов. Чаще всего для алюминиевых сплавов применяется метод литья под давлением. В производстве используется машина литья под давлением алюминия с холодной камерой прессования. Литье изделий из алюминия происходит в специальные пресс-формы под давлением 35-700 МПа.
Формы для литья алюминия
Для изготовления алюминиевых отливок могут применяться разные способы литья, в которых применяются разные виды литейных форм. Пресс-форма для литья алюминия необходима при использовании технологии литья под давлением. Литье алюминия в гипсовую форму подходит для изготовления тонкостенных изделий. Литье алюминия в кокиль используется в серийном и крупносерийном производстве отливок с высокой плотностью и хорошей герметичностью.
Машины литья алюминия
Методы литья алюминия предусматривают наличие современной техники, гарантирующей высокую точность отливок. Машины и станки для литья алюминия позволяют максимально автоматизировать производство и позволяют осуществлять строгий контроль над процессом. Оборудование для литья алюминия включает в себя не только плавильную печь для литья алюминия и литейную машину, но и систему автоматической заливки расплава, манипулятор для извлечения готовой отливки и т.п.
Машины и станки для литья алюминия позволяют максимально автоматизировать производство и позволяют осуществлять строгий контроль над процессом. Оборудование для литья алюминия включает в себя не только плавильную печь для литья алюминия и литейную машину, но и систему автоматической заливки расплава, манипулятор для извлечения готовой отливки и т.п.
Литье алюминия на заказ
Производство литья алюминия на заказ учитывает требования заказчика к точности, герметичности и другим характеристикам требуемой детали. При изготовлении отливок на заказ используются методы литья под давлением и центробежное литье алюминия. Литье по современным технологиям позволяет выпускать детали и заготовки из алюминия любой конфигурации: с полостями и обратными уклонами.
Литьё по моделям напечатанным на 3D-принтере / Хабр
Jeshua Lacock
пишет:
Эта страница описывает мою первую и успешную попытку отлить алюминиевые детали напрямую с моделей напечатанных PLA на 3D-принтере.
Мне нужны были алюминиевые детали, чтобы смонтировать фокусирующую линзу для моего 150W CO2 режущего лазера. Эти детали должны иметь возможность подгонки и их надо было смонтировать на раме собранной из найденного алюминиевого утиля.
Я испытываю восторг, когда думаю о возможности сделать всё за один день: концепция -> дизайн -> 3D-печать -> законченная металлическая отливка
Шаг первый — дизайн деталей.
Я использовал удивительно мощный OpenSCAD, чтобы быстро разработать нужные мне детали. OpenSCAD читает скрипт на своем языке чтобы отрисовать 3D модель. В моем случае я просто нарисовал форму в Adobe Illustrator и сконвертировал ее в формат OpenSCAD используя Inkscape плагин.
Вот дизайн второй детали. Я нарисовал две формы в Illustrator-е и придал им глубину в OpenSCAD. Очень быстро и легко. Теперь у меня есть 3D модели, пора их напечатать!
Процесс печати первой детали на моем
Ultimaker (ускоренная съемка).
Получившаяся деталь в руке.
Печать второй детали.
Вторая напечатанная деталь в руке.
Проверка как обе детали совмещаются.
Литники и воздуховоды прикреплены, всё готово для заливки формовочной массы.
Формовочная масса — 50% мелкого песка и 50% гипс.
После добавления воды и тщательного перемешивания я использовал домашний вакуумный упаковщик для продуктов, чтобы избавиться от пузырьков воздуха в формовочной смеси.
Вторая деталь готова к формовке!
Первая деталь заливается!
Деталь полностью погружена в смесь — надеюсь всё получится.
Обе формы установлены для просушки.
Через пару часов я поместил формы в печь на средний жар.
Моя новая маленькая печь. Быстро разогревается для 10 фунтов (~4.5кг) или менее расплавленного алюминия. В 2 раза больше, когда разгорится.
Формы хороши и прожарены. После разогрева до примерно 1200F (650C) у пластика нет ни шанса. После извлечения я продул формы сжатым воздухом, чтобы выдуть любые остатки пепла.
После разогрева до примерно 1200F (650C) у пластика нет ни шанса. После извлечения я продул формы сжатым воздухом, чтобы выдуть любые остатки пепла.
Все еще горячие формы помещены в сухой песок. Он служит нескольким целям:
- дополнительная поддержка, так как формы — достаточно хрупкие
- изолирует формы и удерживает тепло при застывании
- позволит мне установить расширители для литников(смотри ниже). Расширитель дает дополнительное давление при литье, а также работает как стояк, который остается расплавленным и обеспечивает дополнительный металл в то время, как отливка застывает и сжимается
Мои расширители литников — это просто обрезанные алюминиевые банки. Отлично работает!
После плавления алюминия с небольшой добавкой меди в тигле, удаления шлака — время заливать!
Как классно! Похоже формы заполнились идеально. Теперь тяжелая часть — ждать достаточно долго пока металл остынет, чтобы я узнал получились детали или нет.
Отлично! Детали прямиком из песка, только литники и воздуховоды отрезаны.
Я нарезал центральное отверстие мелким 14мм метчиком. Похоже все замечательно соединяется.
Мне нравятся детали на отливке — можно увидеть все линии от 3D-печати, их ширина всего 0.2мм.
Момент истины — подходят ли к раме? ДА! Я сделал пластиковую деталь, чтобы она идеально подходила к раме, затем напечатал ее еще раз с увеличением размера в 102%. Когда алюминий остывает он усаживается в точности на 2%.
Центр черного нипеля — это место откуда будет выходить сфокусированный луч CO2 лазера. Трубка — для сжатого воздуха, чтобы сдувать дым на пути лазера (так называемый air-assist).
Похоже я смогу этому найти хорошее применение!
Черная дыра в центре — это фокусирующая линза.
Я так рад, что части подошли к раме идеально без дополнительной обработки и даже без напильника!
Это первый тест моего лазера. Примерно на 60% мощности. Мгновенно прожигает дерево.
Примерно на 60% мощности. Мгновенно прожигает дерево.
От переводчика:
Jeshua Lacock сделал замечательное, фактически пошаговое, руководство методики литья алюминия с пластиковых моделей напечатанных на 3D принтере. Для интересующих в практическом аспекте — на сайте instructables.com есть много рецептов как сделать печь для литья алюминия. Даже из кофейной банки!
Алюминий и инновации: новый базовый сплав
Технология формовки сырых песчано-глинистых смесей — еще один пример повышения производительности литья алюминия из портфеля Norican. Эта технология обладает существенными преимуществами над кокильным литьем в некоторых областях работы с алюминием, так как гарантирует значительно более скромные затраты на оборудование и возможность быстрой смены оснастки. Кроме того, эта технология существенно ускоряет скорость производства: от 300 отливок в час и выше.
Для компонентов с жесткими механическими требованиями и требованиями безопасности литье в песчаных формах с низким давлением подходит лучше всего. Печь под давлением выталкивает расплавленный металл в форму, обеспечивая ламинарное движение металла и минимальный контакт металла с воздухом. В результате снижается образование оксида алюминия, и на выходе мы получаем деталь с отличными механическими свойствами.
Печь под давлением выталкивает расплавленный металл в форму, обеспечивая ламинарное движение металла и минимальный контакт металла с воздухом. В результате снижается образование оксида алюминия, и на выходе мы получаем деталь с отличными механическими свойствами.
Удобное и эффективное литье в стержневых формах — еще одно преимущество литья в песчаных формах. Хорошо зарекомендовавшая себя технология стержней из холоднотвердеющих смесей позволяет изготавливать сложные пустотелые секции и тонкостенные детали из алюминия.
Благодаря этому конструкторы вольны создавать самые сложные и необычные геометрии с замкнутыми поперечными сечениями и точной толщиной стенок. Это активно применяется в производстве рычагов автомобильной подвески с жесткими механическими требованиями и требованиями к допускам.
Пустотелые детали из алюминия не только легче — на их производство, естественно, требуется меньше сырья. Для столь сложных производственных процессов идеально подходят высокоточные модели DISAMATIC D3 и (для литья крупных деталей) DISAMATIC 240 и 250..1396616650570.prev.JPG)
Если механические свойства готовой детали не столь важны, идеальным решением для литья алюминия станет гравитационное литье. Более экономичные модели DISA MATCH и DISAMATIC C3 могут быстро и в больших количествах производить высококачественные отливки в песчаных формах.
В DISA MATCH используется запатентованная технология формовки по двусторонним плитам DISA и механизм встреливания и прессования DISAMATIC, гарантирующий высокую скорость, гибкость и точность, — это отличное решение для небольших литейных производств, занимающихся изготовлением фланцев, подставок для подшипников и деталей крепления двигателя.
Так, DISA MATCH 20/24 позволяет изготавливать до 180 бесстержневых форм в час, при этом смещение не превышает 0,2 мм. Механизм для быстрой смены двухсторонних плит (QMC) позволяет быстро менять модели (менее 2 минут) и тем самым существенно повышает эффективность производства с мелкой серией.
Компания DISA и ее партнеры из Norican Group поставляют своим клиентам все необходимое: от отдельных машин формовочных машин до комплексного литейного цеха.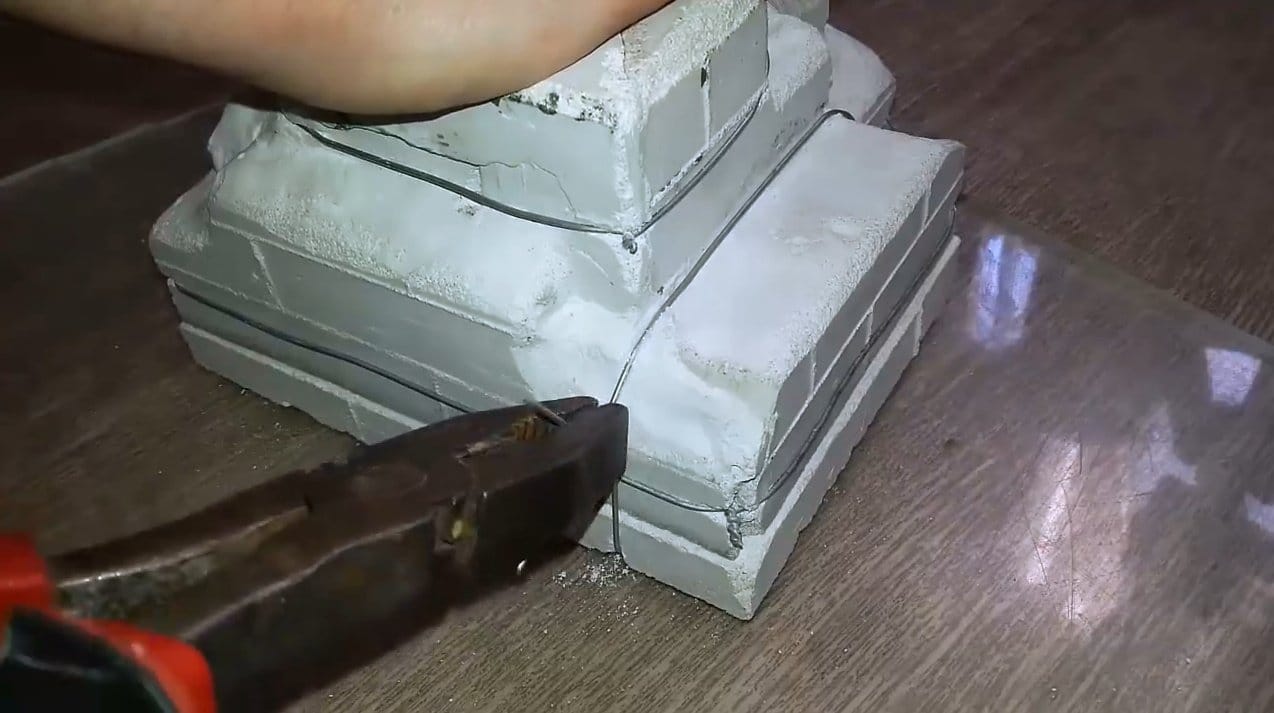 Независимо от размера серии (50 или 50 000 единиц продукции) и важности механических свойств отливки технология DISA открывает новые возможности для эффективного производства литых изделий из алюминия.
Независимо от размера серии (50 или 50 000 единиц продукции) и важности механических свойств отливки технология DISA открывает новые возможности для эффективного производства литых изделий из алюминия.
Литье алюминия на заказ — заказать литье в Москве
Люди научились использовать алюминий не так давно, в середине 19-го века, но сейчас это один из популярнейших металлов применяемых человеком. Впрочем, алюминий довольно редко используется в чистом виде, в основном применяются его сплавы, которые обладают гораздо более ценными свойствами.
Из алюминия и его сплавов (силуминов) изготавливают множество полезных вещей, начиная от тонкой проволоки и заканчивая громадными самолётами. Так как этот металл обладает относительно невысокой температурой плавления, большинство нужных предметов получают при помощи литья силумина. Технология литья из алюминия и его сплавов мало отличается от методов, используемых при обработке других металлов.
Литье деталей из алюминия на заказ
Для отливки деталей из алюминия и его сплавов сегодня применяются три метода. Первый, традиционный, литьё в землю. Сегодня он служит достаточно редко, более часто используется отливка с использованием ХТС — холодно-твердеющих смесей на основе песка и полимерных смол. Такая технология даёт возможность получить большое количество качественных отливок, которым не требуется дополнительная обработка. Ещё один метод, называемый центробежным, это сравнительно новый способ, при котором расплавленный металл заливается во вращающуюся форму. Такой метод особенно хорошо показал себя при изготовлении цилиндрических деталей, таких как втулка и т.д. При вращении центробежная сила вдавливает расплавленный металл во все углубления формы, что даёт высокую точность отливки. При этом из металла одновременно выжимаются газы и частицы шлака, что уменьшает процент брака до нуля.
Первый, традиционный, литьё в землю. Сегодня он служит достаточно редко, более часто используется отливка с использованием ХТС — холодно-твердеющих смесей на основе песка и полимерных смол. Такая технология даёт возможность получить большое количество качественных отливок, которым не требуется дополнительная обработка. Ещё один метод, называемый центробежным, это сравнительно новый способ, при котором расплавленный металл заливается во вращающуюся форму. Такой метод особенно хорошо показал себя при изготовлении цилиндрических деталей, таких как втулка и т.д. При вращении центробежная сила вдавливает расплавленный металл во все углубления формы, что даёт высокую точность отливки. При этом из металла одновременно выжимаются газы и частицы шлака, что уменьшает процент брака до нуля.
Этапы производственного процесса
Чтобы создать отливку из алюминия необходимо сделать модель из подходящего материала. Затем, при помощи модели создаётся форма для заливки. В зависимости от способа отливки форма помещается в землю или песок, и в неё заливается расплавленный металл. После охлаждения изделие поступает на окончательную обработку — очистку, окраску и т.д.
После охлаждения изделие поступает на окончательную обработку — очистку, окраску и т.д.
Почему нужно выбрать алюминиевое литье?
Алюминий практичный и недорогой материал, а с помощью процесса анодирования его можно покрыть красивым долговечным покрытием. Из алюминия можно сделать любую художественную деталь интерьера, которая придаст индивидуальность помещению. Наша компания выпускает в Москве большой ассортимент изделий полученных способом литья из алюминия, применяя различные методы отливки.
При работе с индивидуальным заказом наши дизайнеры помогут оформить пожелания заказчика в готовый проект. Важным аспектом деятельности нашей компанией служит факт, что мы пользуемся новейшими технологиями литья, дающими возможность получать отливки высокого качества. Наше производство позволяет поддерживать привлекательную цену на выпускаемую продукцию, вот почему, если вы желаете заказать литьё из алюминия, стоит обратиться именно в нашу компанию.
Примеры работ
Ниже представлены некоторые работы из алюминия, выполненные нашей Компанией в Москве.
Литье корпусов из алюминия — zavod-litja.ru
«Zavod-Litja.ru» производит литье корпусов из алюминия при массе до 530 кг. Мы специализируемся на производстве корпусов любой сложности отливок из алюминия, а также в нашей компетенции литье крупного масштаба. Качество отливок и лучшие выгодные предложения получают только наши клиенты. Предусмотрена доставка по СНГ и России.
Используемые технологии нашим заводом
Наш завод использует специальную технологию холодно-твердеющих смесей, благодаря которой можно отлить изделие до 530 кг. Такая современная технология может позволить выполнить все виды литья из черных и цветных металлов от 1кг при различной конфигурации, толщина стенки может составить от четырех миллиметров. Также возможны внутренние плоскости и обратные уклоны. Каждый этап таких работ проверяется контролем качества, обширными знаниями и большим опытом сотрудников нашего завода.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72.
 Доставка по России и СНГ!!!
Доставка по России и СНГ!!!Сначала проектируют отливки и ведут разработку всего модельного комплекта при помощи трехмерной проекции. Это дает ведущему специалисту в полной мере смоделировать весь процесс литья. А также отработать полностью всю технологию и собрать модель оснастки. Все это делается до того, как начнется само изготовление. Сама конфигурация отливок устанавливается при помощи модели, высчитанной математическим путем.
Литье корпусов из алюминия
Совершенная точность модельной оснастки, вплоть до 0,1 мм., высчитывается с помощью станков с ЧПУ и самого современного оборудования, также мы используем только лучшие материалы для литья корпусов из алюминия. Весь отлаженный и полностью автоматизированный процесс литья, позволяет исключить участие человека. Это дает нам возможность изготовить изделия с исключительной точностью. А если в модельном комплекте присутствует деталь, которую сложно обработать на фрезеровочном станке, тогда такую деталь создают на специальном трехмерном принтере.
Технические параметры
Характеристика отливок устанавливается точностью размеров и весовой категорией. Благодаря высокотехнологичному оборудованию погрешности в размерах при определенных массах ничтожно малы.
Так, например, при четвертом классе точности – погрешность в размерах 0,40 мм при объемах 100-160мм. Если рассматривать третий класс точности, здесь можно отметить отклонение в 1,2%, при весе 4-10кг.
На «Zavod-Litja.ru» мы пользуемся определенными стандартами качества, например, такими как ГОСТ ISO 9001-2011. Требования такой совершенной системы позволяет нам совершать свои работы и производить литье алюминия на заводе в лучших традициях и в отличном качестве.
Уровень брака, выполненных работ при этом сводится к нулю. Отливки, которые изготавливаются нашим заводом, подвергаются жесткому контролю и постоянным проверкам. Проверкам на герметичность, рентген-контроль и многим другим, которые предусматривает разработчик.
Большие объемы нам не страшны
Наш завод выпускает отливки в разном количестве. Сложные или крупные по своим габаритам отливки, можно выпускать в одном экземпляре или малыми партиями. Если отливки небольшого размера, устанавливается партия в десять штук.
Сложные или крупные по своим габаритам отливки, можно выпускать в одном экземпляре или малыми партиями. Если отливки небольшого размера, устанавливается партия в десять штук.
Для того, чтобы произвести определенное количество отливок, это не занимает специальных подготовок или большого времени. Чтобы сделать, например, двести отливок, нам потребуется всего-навсего один модельный комплект. Если же количество превышает двести, тогда идет вход дополнительный комплект оснащения по литью корпусов из алюминия. Также мы имеем многоместный комплект оснащения для небольших отливок.
Такой вид деятельности очень выгоден, поскольку он позволяет сделать затраты более оптимальными, и не нужно держать заготовки на складе. Просто делайте заказ каждый месяц небольшими партиями. Это будет выгодно для наших клиентов. Так, например, мы изготавливаем 150 штук отливок за месяц.
Если брать соотношение стоимости по подготовке и прямой выработке отливок на основе ХТС, то этот вариант будет дешевле литья под давлением в специальную пресс-форму или кокиля. Материалы для модельного оснащения могут быть разными. От простого МДФ – до составления композитных материалов. Тираж может составлять десять тысяч экземпляров.
Материалы для модельного оснащения могут быть разными. От простого МДФ – до составления композитных материалов. Тираж может составлять десять тысяч экземпляров.
Без дополнительной механической обработки
«Zavod-Litja.ru» предлагает отливку металла, которой не требуется механическая обработка. Дополнительная обработка поверхности, например – зачистка, также не нужна, поскольку в верхних слоях алюминия нет посторонних и лишних соединений. Обработка ведется с припуском в два миллиметра, это также облегчает вес отливки. Цена на инструмент значительно выше, если бы отливку производили в землю.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
«Zavod-Litja.ru» работает со многими предприятиям, которые имеют разные сферы деятельности. Например:
- машиностроение,
- пищевая сфера,
- судостроение и другие.
Мы готовы сделать свою работу с максимальной точностью и лучшим качеством. Выполним привоз готового продукта по России и СНГ.
Выполним привоз готового продукта по России и СНГ.
Литье алюминия: сравнение методов
Алюминий может быть обработан различными способами, включая :
- Литье
- Экструзия
- Ковка
- Прокат
Для любого типа металла литье , возможно, является наиболее универсальным из всех процессов формовки и приводит к наибольшему разнообразию деталей. На самом деле, по оценкам Министерства энергетики США, более 90% всех промышленных товаров содержат изделия из металлического литья.
Те же методы литья, которые используются для других металлов, могут быть применены к алюминию, но некоторые из наиболее популярных методов, используемых с алюминием, это литье в постоянную форму , литье в сырые пески и литье под давлением .
Литье в постоянную форму
Литье в постоянную форму включает создание многоразовой формы из металла с высокой температурой плавления. Если отливается алюминий, форма часто изготавливается из серого чугуна или стали. Две половины формы соединяются и затем предварительно нагреваются.Расплавленный металл заливают из ковша, чтобы заполнить форму, и дают ему застыть до тех пор, пока он не затвердеет достаточно, чтобы удалить отливку. В большинстве случаев отливку убирают для охлаждения, как только она затвердевает; в противном случае негибкая форма может вызвать образование дефектов по мере охлаждения и сжатия отливки. После того, как отливка снята, процесс можно сразу же повторить.
Если отливается алюминий, форма часто изготавливается из серого чугуна или стали. Две половины формы соединяются и затем предварительно нагреваются.Расплавленный металл заливают из ковша, чтобы заполнить форму, и дают ему застыть до тех пор, пока он не затвердеет достаточно, чтобы удалить отливку. В большинстве случаев отливку убирают для охлаждения, как только она затвердевает; в противном случае негибкая форма может вызвать образование дефектов по мере охлаждения и сжатия отливки. После того, как отливка снята, процесс можно сразу же повторить.
Преимущества литья в постоянные формы:
- Поскольку форму можно использовать повторно, первоначальные затраты на оснастку могут быть легко окуплены при больших объемах производства
- Высокая точность размеров может быть достигнута при использовании точно обработанной пресс-формы
- Высокая воспроизводимость, и между отливками требуется небольшая подготовка.
Недостатки литья в постоянные формы:
- «Постоянные» пресс-формы не вечны, и их может потребоваться заменить в середине большого тиража
- Негибкие формы могут привести к дефектам, если отливки не удаляются быстро
- Затраты на оснастку относительно высоки по сравнению с литьем в сырые песчаные формы
Литье из зеленого песка
Литье в сырой песок — это распространенная форма литья в песчаные формы, в которой используется влажный, связанный глиной песок для формирования формы. Сначала вокруг шаблона набивают песок, чтобы сформировать полость формы. Затем шаблон удаляется, а полость формы помещается в скобу и соединяется с другой ее половиной, аналогично литью в постоянную форму. Далее в полость заливают расплавленный металл. После того, как отливка затвердеет, форму разбивают, чтобы извлечь отливку. Затем отливка завершается путем шлифовки ненужных элементов, таких как выступы и стояки. Многие объекты способны регенерировать большой процент песка, используемого при литье в сырой песок.
Сначала вокруг шаблона набивают песок, чтобы сформировать полость формы. Затем шаблон удаляется, а полость формы помещается в скобу и соединяется с другой ее половиной, аналогично литью в постоянную форму. Далее в полость заливают расплавленный металл. После того, как отливка затвердеет, форму разбивают, чтобы извлечь отливку. Затем отливка завершается путем шлифовки ненужных элементов, таких как выступы и стояки. Многие объекты способны регенерировать большой процент песка, используемого при литье в сырой песок.
Преимущества литья в песчаные формы:
- Почти любая деталь может быть отлита из сырого песка в широком диапазоне размеров и веса
- Затраты на инструменты и материалы очень низкие
Недостатки литья в зеленую смесь:
- Поверхность не такая гладкая, как при других методах литья
- Точность размеров также ниже, чем у других методов литья
Литье под давлением
Литье под давлением аналогично литью в постоянные формы тем, что в нем используются многоразовые металлические формы, а не одноразовые формы на основе песка. Однако при литье под давлением расплавленный металл часто впрыскивается в форму под высоким давлением. Высокое давление приводит к большей детализации и более тонкой обработке поверхности по сравнению с другими методами литья, но долговечность литья под давлением может быть поставлена под угрозу из-за захваченных воздушных карманов. Хотя литье под давлением предпочтительнее для больших тиражей мелких деталей, сложность литья под давлением ограничена. Конфигурация устройства для литья под давлением ограничивает разнообразие стержней, которые могут быть вставлены.
Однако при литье под давлением расплавленный металл часто впрыскивается в форму под высоким давлением. Высокое давление приводит к большей детализации и более тонкой обработке поверхности по сравнению с другими методами литья, но долговечность литья под давлением может быть поставлена под угрозу из-за захваченных воздушных карманов. Хотя литье под давлением предпочтительнее для больших тиражей мелких деталей, сложность литья под давлением ограничена. Конфигурация устройства для литья под давлением ограничивает разнообразие стержней, которые могут быть вставлены.
Преимущества литья под давлением:
- Детали могут быть отлиты с большей детализацией и превосходным качеством поверхности
- Матрицы, часто изготавливаемые из высококачественной инструментальной стали, служат дольше, чем другие пресс-формы
Недостатки литья под давлением:
- Первоначальные затраты на инструменты очень высоки
- Сложность ограничена, особенно для изделий с полыми профилями
- Общая прочность может снижаться из-за пористости и других дефектов
Сравнение методов литья алюминия
Этот пост взят из нашей электронной книги
Производство алюминия: история, методы формовки и передовой опыт . Нажмите ниже, чтобы загрузить электронную книгу бесплатно.
Нажмите ниже, чтобы загрузить электронную книгу бесплатно.
какой процесс выбрать
Методы литья алюминия различаются в зависимости от различных производственных процессов, от литья в песчаные формы, литья под давлением, литья под давлением, непрерывного литья, литья в оболочковые формы и т. д. невыгода. D В зависимости от размера и сложности отливки мы можем выбрать наиболее подходящий метод.
Алюминийшироко применяется в различных отливках, используемых в различных отраслях промышленности, как непромышленных, так и промышленных. Для тех, кто часто сомневается в «Как отливать алюминиевые детали» , ответ заключается в том, что алюминиевые литейные заводы используют различные технологии литья, и качество является одним из ключевых факторов при принятии решения о том, какая технология подходит.
Качество отливки является мерой как внутренней, так и внешней отливки, а также ее прочности и пластичности. Инженеры должны всегда продвигать преимущества и преодолевать недостатки методов литья алюминия, чтобы улучшить качество продукции и оптимально удовлетворить потребности клиентов.
Инженеры должны всегда продвигать преимущества и преодолевать недостатки методов литья алюминия, чтобы улучшить качество продукции и оптимально удовлетворить потребности клиентов.
Сравните методы литья алюминия:
| Процесс кастинга | Диапазон размеров | Допуски | Стоимость инструментов | Стоимость относительной стоимости | Относительная стоимость в небольшом количестве | Отделка поверхности | MIN Proke Proke | мин Раздел Толщина | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Литье в песчаные формы | Все размеры | 0-3″ = 1/32″ 3″- 6″=3/64″ 6+”=1/18″.Поперек линии разъема добавьте 0,020 дюйма к небольшим отливкам. 0,090″ до крупных отливок. | $ 50-50 $ 15 000 | минимум | самые низкие | 175-350 RMS | 1-5⁰ | 0.125 » — 0,25 » | ||
| Давление Divity | Маленький размер | не менее 0,002 «. Дополнительные 0,010″ на размеры, на которые влияет линия разъема. Дополнительные 0,010″ на размеры, на которые влияет линия разъема. | $5,000-$150,000 | Самый низкий | Самый высокий | 20-90 RMS | 1-3⁰ | 0,050″ Мелкие детали 0.080″ Средние детали | ||
| Отливка в оболочковую форму | Нормальный максимум 80 см 2 полезная площадь формы. | 1″ =0,004″ 1″-3″ =0,010″ 3″-6″ =0,013″ 6″-12″ =0,016″ 12″-20″ =0,020″. Добавьте 0,005″-0,010″ поперек линий разъема. | 1 500–25 000 долл. США | Средний | Средний | 75–125 | Снаружи: от 0 до 1 1/2⁰. Внутри: от 0 до 2⁰ | 0,100’’ | ||
| Постоянное литье | 0,25–50 кг | 0,015–1″.Поперек линии разъема добавьте +/- 0,010″, если малая отливка, +/- 0,030″, если большая отливка. | $ 1,500189 | $ 1 500-15 000 $ | Низкий | самые низкие | 125-200 RMS | 2-4⁰ | 0.100 «-0189 | 0.100″ -0.150 « |
| Литье инвестирования | 1 унция-100 фунтов | +/- 0,005″ — 3 «+/- 0,002» Там после | $ 500-20189 | $ 500-20 000Высший | Средний | 60-120 ММС | Нет | 0. 3 ‘ 3 ‘ | 0.3′ ‘ | |
| Центробежный литье | Диаметр: 1 — 120′ ‘.Длина: до 50 футов. Вес: до 5 тонн | ± 0,01″ для цилиндрической формы. ± 0,002″ для сложной формы. | Нет информации | Низкий | Средний | 63 – 500 микродюймов для цилиндрической формы 32 – 500 микродюймов для сложной формы. | NOTE | 0,1 — 5.0 » | 0.1 — 5.0 » | |
| До 0,2-1 м | до 0,2-1 м | Высокий | None | зависит от формы |
Обсуждение методов литья алюминия
1.Алюминиевое литье в песчаные формы
Литье в песчаные формы — один из старейших методов литья, появившийся около 2000 лет назад. Литье в песчаные формы использовалось для отливки алюминия с тех пор, как металлический алюминий стал популярным с начала 20 века.
В алюминиевом литье в песчаные формы форма изготовлена из песка и связующих веществ; выкройки помещаются внутрь формы и плотно прижимаются.
После извлечения шаблона создается полость пресс-формы, которая является копией формы алюминиевой отливки.
Через литниковую систему расплавленный алюминий заливается в полость формы и застывает. Когда отливка остывает, литейщик разбивает песчаную форму, и отливка собирается.
Алюминиевое литье в зеленый песокВ настоящее время усовершенствования в технологии литья в песчаные формы привели к увеличению веса и среднего размера алюминиевого литья в песчаные формы. Многие отлитые в песчаные формы алюминиевые изделия весят более 50 кг, даже некоторые отливки размером до 100 м 3 .
См. статью о литье в песчаные формы здесь.
Преимущества алюминиевого литья в песчаные формы
- Низкая стоимость.
- Гибкость в изготовлении количества отливок, будь то малый или крупный заказ.
- Любой алюминиевый сплав может быть отлит в песчаные формы, в том числе сплавы с горячекороткой конструкцией.
- Неочищенный песок имеет низкую прочность на сжатие, что сводит к минимуму риск образования горячих трещин.
- Гибкость настройки рисунка.

Недостатки литья алюминия в песчаные формы
- Поверхность не гладкая.Для улучшения качества поверхности его можно обработать пескоструйной обработкой.
- Размер отливки имеет более высокий допуск, чем другие методы литья алюминия.
Как рассчитать усадку алюминиевого литья: https://vietnamcastiron.com/aluminum-casting-shrinkage/
Применение алюминиевого литья в песчаные формы
Трудно назвать большинство применений литья алюминия в песчаные формы, потому что этот процесс литья алюминия может производить практически все детали любых размеров.
Если у вас умеренный бюджет и вы хотите отливать алюминиевые изделия, не предъявляющие слишком высоких требований к чистоте поверхности, то метод литья в песчаные формы является лучшим выбором.
Деталь литья из зеленого песка:
2. Литье алюминия под давлением
Существует два типа литья под давлением: литье алюминия под высоким давлением и литье алюминия под низким давлением .
Литье алюминия под высоким давлением
Литье алюминия под высоким давлениемЛитье алюминия под высоким давлением — это процесс литья алюминия, при котором изготавливает отливки путем вдавливания алюминиевой жидкости под высоким давлением (примерно 1200 бар) в стальную форму через цилиндр-пистолет.
Жидкий алюминий перекачивается с высокой скоростью и быстро затвердевает, образуя алюминиевые отливки.
Есть два типа литых камер высокого давления алюминий штамп литой ing :
- Горячая камера : литейная камера, в которой цилиндр и пистолет расположены в системе печи и имеют ту же температуру, что и температура плавления алюминиевого сплава.
- Холодильная камера : это литейная камера, в которой расплавленный алюминиевый сплав заливается в цилиндр, затем поршень проталкивает металл в форму под большим давлением. Этот пистолет не ставится в духовку и считается крутым. Холодильная камера в основном используется для алюминиевых сплавов.
 Этот пистолет не ставится в духовку и считается крутым. Холодильная камера в основном используется для алюминиевых сплавов.
Этот пистолет не ставится в духовку и считается крутым. Холодильная камера в основном используется для алюминиевых сплавов.Литье алюминия под высоким давлением подходит для массового производства мелких деталей весом около 5 кг, тонкой режущей поверхностью и толщиной около 0,4 мм.Чем больше алюминиевая отливка, тем выше стоимость.
Литье алюминия под низким давлением
Литье алюминия под низким давлениемПри литье алюминия под низким давлением форма заполняется жидким металлом из тигля с регулируемым давлением (обычно 0,7 бар).
Печь для отжига металла расположена внизу (а не горизонтально, как при литье алюминия под высоким давлением), расплавленный алюминий перекачивается непосредственно снизу вверх для заполнения формы .
Литье алюминия под низким давлением подходит для изготовления алюминиевых отливок с толщиной стенки 3 мм и более, а объем может достигать 150 кг.
При литье под давлением алюминиевый сплав является одним из наиболее часто отливаемых металлов, на его долю приходится вдвое больше, чем при использовании других методов литья металлов.
Типы алюминиевых сплавов, используемых методом литья под давлением
- 380.0 (Al + Si + Cu + Mg): литой алюминиевый сплав, высокая механическая прочность, хорошая коррозионная стойкость, высокое разбавление, низкая цена.Часто используется для литья редукторов. Этот тип сплава составляет 85% алюминиевого сплава, используемого сегодня в литье алюминия под давлением.
- A360.0 (уменьшить количество Cu): высококачественный литой алюминиевый сплав, меньше примесей, лучшая коррозионная стойкость, чем у 380. Используется для литья музыкальных инструментов, антикоррозийных деталей.
- 413.0 (Al + Si): литой сплав, более устойчивый к коррозии, чем 360. Часто используется для литья пистолета, коленчатого вала.
- 518 (Al + Mg): лучший сплав в слитках (слитках), с лучшей износостойкостью, но с низким разбавлением и сложностью отливки, высокой стоимостью.

Преимущества литья под давлением
- Жесткий допуск алюминиевого литья.
- Поверхность гладкая и блестящая, с небольшим количеством дефектов на поверхности, что облегчает нанесение на изделие лакокрасочного покрытия.
- Алюминиевые зерна имеют плотную текстуру, плотные и мелкие, гладкие, что помогает отливке иметь высокие механические свойства и хорошую износостойкость.
- Подходит для автоматических производственных линий.
Недостатки литья под давлением
- Поскольку расплавленный алюминий перекачивается с высокой скоростью и быстро остывает, он увлекает конденсат в отливку, что затрудняет сварку и термическую обработку.Для обработки газа, оставшегося в отливке, литейное производство может использовать технологию вакуумного удаления окалины. Следует выбирать алюминиевые сплавы с коротким диапазоном температур замерзания.
- Инвестиционные затраты на эксплуатацию и пресс-форму высоки, подходят только для больших объемов заказа.
- Очень сложно настроить дизайн продукта, как метод литья в песчаные формы.
- Из-за течения сплава под высоким давлением форма быстро изнашивается.

Применение литья под давлением
Этот процесс литья алюминия имеет широкий спектр применений от простых компонентов, таких как компоненты освещения, до сложных компонентов, таких как двигатели, картеры трансмиссии, колеса, автомобильная подвеска и космические корабли.
3. Алюминиевое литье в оболочковую форму
Литье в оболочковые формыФормование в оболочке — это технология формования с использованием формы, изготовленной из термореактивной фенольной смолы .
Сначала две половинки шаблона проектируются и создаются из металла, а затем нагреваются и покрываются смазкой. Затем поместите выкройку в подготовленную выше камеру с термореактивным песком и переверните ее вверх дном. Смесь смоляного песка прилипает к рисунку, затвердевает, образуя оболочку.
Рисунок удаляется, остается оболочка.Две половины шаблона образуют две формы-оболочки толщиной около 10-20 мм. Эти две оболочковые формы собираются в единую форму. Жидкий алюминий заливается в форму и затвердевает в форму для отливки.
На данный момент, просто разбивая оболочку формы, мы можем собрать отливку .
Литье алюминия в оболочковые формы — это один из методов литья алюминия, который подходит для изготовления полых стержней или литья под давлением .
Преимущества литья в оболочковые формы
- Уровень совершенства обработки поверхности относительно высок.
- Размер отливки более точный; толерантность жесткая.
- Шаблон многоразовый.
Недостатки литья в оболочковые формы
- Высокие производственные затраты.
- Большие и сложные отливки отливать будет непросто.
Литье в оболочковые формы
Этот процесс литья алюминия применим для литья головок цилиндров, шатунов, блоков цилиндров и коллекторов, оснований машин, капотов грузовиков, корпусов клапанов и т. д.
д.
4. Алюминиевое литье в постоянную форму
Литье алюминия в постоянную форму, также известное как литье в металлическую форму, является одним из методов литья алюминия, в котором используется металл в качестве материала формы аналогично литью под давлением. Соответственно, жидкий алюминий выталкивается в форму своей силой тяжести , поэтому скорость заливки довольно низкая.
Из-за металлической формы скорость охлаждения отливки высокая. Пресс-формы имеют длительный срок службы, поэтому их называют постоянными пресс-формами .
Постоянное литье алюминияЛитье алюминия с постоянной формой подходит для литья масс, превышающих литье под высоким давлением, около 10 кг. Чем больше объем, тем дороже стоимость.
В сочетании с методами термообработки механические свойства металлических форм увеличатся. Небольшие отливки быстро остывают, поэтому термическая обработка не требуется.
Для достижения максимальных механических свойств обработать специальным раствором при высоких температурах, затем охладить и дать естественное или искусственное старение .
Алюминиевый сплав, используемый в литье алюминия с постоянными формами
- 366: производство пистолетов и автомобилей.
- 355.0, C355.0, A357.0: производство редукторов для высокопрочных компонентов, таких как детали ракет.
- 356.0, A356.0: детали машин, колеса самолетов, …
Преимущества алюминиевого литья в постоянные формы
- Свойства алюминиевого литья высоки благодаря быстрой скорости охлаждения литья.
- Низкая скорость усадки алюминия и дефект газовой пористости.Допуск размера составляет всего около 1 мм.
- Хорошее качество поверхности Ra 1–6 мкм.
- Меньше лома.
Недостатки постоянной пресс-формы алюминиевого корпуса
- Высокая стоимость.
- Сложные в изготовлении изделия из алюминиевого литья высокой сложности и больших размеров.
- Сложно настроить дизайн изделия.

Алюминиевое литье с постоянными формами
В автомобильной промышленности при создании таких деталей, как шестерни, отливки, подвески, корпуса впрыска топлива и поршни двигателей.Детали самолетов также часто изготавливаются путем литья алюминия в постоянные формы.
Этот процесс литья алюминия используется в автомобильной и авиационной промышленности для создания таких деталей, как шестерни, подвески, пистолеты, корпуса топливных баков и т. д.
5. Литье алюминия по выплавляемым моделям
Литье алюминия по выплавляемым моделямАлюминиевое литье по выплавляемым моделям, также известное как алюминий литье по выплавляемым моделям , представляет собой метод литья алюминия путем вставки воска или термопластов в предварительно изготовленную металлическую или резиновую форму.
Восковая модель собрана и собрана в ветку дерева , соединенную с литниковой системой для отливки в той же партии. Восковая модель теперь будет применяться с огнеупорными материалами . Этот процесс повторяется до тех пор, пока внешняя оболочка не достигнет толщины 5-15 мм. Эта оболочка представляет собой инвестиционную форму .
Восковая модель теперь будет применяться с огнеупорными материалами . Этот процесс повторяется до тех пор, пока внешняя оболочка не достигнет толщины 5-15 мм. Эта оболочка представляет собой инвестиционную форму .
Затем высушите и нагрейте дерево, чтобы воск внутри расплавился, оставив внутреннюю камеру формы в форме желаемой отливки.
Затем форму для выплавки нагревают перед заливкой алюминиевой жидкости. Любые трещины, которые появляются в форме, могут быть отремонтированы керамическими или специальными материалами .
Расплавленный алюминий заливают в форму, после высыхания только разрушают внешнюю керамическую оболочку. Отливка снимается с дерева и передается в отделочный процесс.
Преимущества алюминиевого литья по выплавляемым моделям
- Высококачественная поверхность, высокая точность размеров.
- Возможно литье сложных алюминиевых отливок.
- Многие алюминиевые отливки отливаются одновременно.

Недостатки алюминиевого литья по выплавляемым моделям
- Высокие производственные затраты.
- Если в отливку входит сердечник, отливать его будет сложно и трудно.
- Требует более длительного производственного цикла.
- Обычно подходит только для небольших алюминиевых отливок.
Применение алюминиевого литья по выплавляемым моделям
Технология литья по выплавляемым моделям имеет множество применений, таких как производство алюминиевых отливок в аэрокосмической промышленности, электроэнергетике, оружейной, автомобильной, военной, газовой и нефтяной промышленности, …
6.Алюминиевое центробежное литье
Центробежное литье алюминия Центробежное литье алюминия — это процесс литья алюминия, при котором форма изготавливается из металла, гипса или графита. Форма вращается на машине центробежного литья, при этом снаружи в форму заливается расплавленный алюминий. Жидкий алюминий будет равномерно распределяться по стенке формы под действием центробежной силы и затвердевать в соответствии с формой формы.
Существует два типа кристаллизаторов для центробежного литья: вертикальное центробежное литье с вертикальной осью и горизонтальное центробежное литье с горизонтальной осью.Вращательный двигатель формы вращает форму, чтобы равномерно распределить металл по поверхности формы.
Преимущества центробежного литья алюминия
- Размер алюминиевой отливки очень точен из-за ограниченной центробежной силы, а металл плотно закрыт.
- Алюминиевое литье имеет высокие механические свойства, малую мелкую организацию металла снаружи.
- Нет необходимости использовать стержень, но его можно опустошить посередине, чтобы сократить затраты на производство стержня.
- Нет необходимости в системе заливки для экономии металла.
Недостатки алюминиевого центробежного литья
- Внутренняя поверхность алюминиевых деталей центробежного литья имеет плохую отделку, много загрязнений и внутренний диаметр не соответствует действительности.
- Обычно подходит только для литья круглых или цилиндрических алюминиевых деталей. При сложных формах отливок необходимо сочетать их с методом литья в оболочковые формы.

Центробежное литье
Центробежное литье используется алюминиевыми литейными заводами для производства алюминиевых отливок деталей компрессоров реактивных двигателей, труб нефтехимических печей и многих частей военного и оборонного оборудования.
7. Непрерывное литье алюминия
Непрерывное литье алюминия АлюминийНепрерывное литье — это процесс литья, при котором алюминиевый сплав непрерывно заливают в форму с системой циркуляционного водяного охлаждения. Где бы ни производилась отливка, ее тут же охлаждают и извлекают.
Установка сразу за литейной системой непрерывной штамповочно-прокатной линии. Литые изделия представляют собой алюминиевые прутки, пластины или трубы размерами до 0.2х1м.
Это очень эффективная система литья, широко используемая на алюминиевых и сталелитейных заводах .
Преимущества непрерывного литья заготовок
- Благодаря быстрому охлаждению алюминиевое непрерывное литье обладает высокими механическими свойствами.
- Автоматизация легко приводит к высокой производительности.
- Поверхность отливки идеальная, зерна металла расположены плотно.
Недостатки непрерывного литья алюминия
- Подходит только для изделий из алюминиевого литья простой формы.
- Невозможно отливать предметы с длинами поперечного сечения.
- Высокие первоначальные затраты на строительство.
Непрерывное литье алюминия
АлюминийНепрерывное литье применяется для литья металлических прутков, металлических труб различных размеров.
Кроме того, существует несколько других методов литья алюминия, используемых для изготовления алюминиевых отливок, таких как процесс формования с вакуумным уплотнением, литье с абляцией, выплавляемая пена и т. Д. Они также имеют много преимуществ, аналогичных вышеуказанным процессам литья.
Рассмотрение подходящих технологий литья алюминия
Какую технологию литья следует выбрать для литья алюминияКаждый процесс литья алюминия имеет свои преимущества и недостатки. Внимательно изучив информацию, сравнивающую различные методы литья алюминия в статье, сделайте выбор для своего литейного производства, исходя из вашего бюджета, типа изделий из алюминиевого литья, на которые вы хотите ориентироваться, требований к точности и годовой производительности.
Многие другие факторы влияют на выбор технологии литья алюминия .Тем не менее, мы надеемся, что благодаря информации, представленной в статье, VIC частично помогла читателям лучше понять методы литья алюминия, а также принять правильные решения.
В VIC имеется система литейных цехов с различными технологиями обработки. В частности, в литье алюминия VIC использует технологии литья в сырой песок и литье по газифицируемым моделям и находится на пути к расширению производственной линии за счет других технологий литья, которые соответствуют требованиям рынка.
VIC рада сотрудничеству с партнерами по всему миру, чтобы помочь клиентам продавать изделия из металлического литья с разумным качеством и ценой.
Контактная информация:
Vietnam Cast Iron Company Limited
- Адрес: Lai Xuan, Thuy Nguyen District, Hai Phong city, Vietnam
- Phone: +84 86 543 0133
- Email: [email protected]
,
литой алюминий сложно превзойти. Легкий, привлекательный металл является компонентом тысяч продуктов, от персональных портативных устройств до больших грузовиков.Благодаря своей прочности, термостойкости и легкости он также популярен в производстве товаров для дома, таких как посуда или садовая мебель. Литой алюминийдоступен по цене и долговечен. Когда он трескается или раскалывается, талантливый мастер или самодельщик может отремонтировать деталь, сварив литой алюминий, что продлит срок ее службы.
Что такое литой алюминий?
Литой алюминий создается при нагревании алюминия до чрезвычайно высоких температур. Расплавленному алюминию затем придают форму и охлаждают для изготовления самых разнообразных изделий.Некоторые распространенные формы для литья алюминия включают в себя.
Расплавленному алюминию затем придают форму и охлаждают для изготовления самых разнообразных изделий.Некоторые распространенные формы для литья алюминия включают в себя.
Формы для литья под давлением
Это крупносерийный метод, который позволяет производителям производить продукцию большими партиями. Расплавленный алюминий заливают в стальную форму или форму, а затем формуют под высоким давлением.
Формы для литья в песчаные формы
Процесс литья в песчаные формы характеризуется высокой степенью универсальности. Хотя он медленнее, чем другие методы, он лучше всего подходит для небольших партий продуктов или изделий со сложным дизайном. Это также хорошо работает для особенно большого продукта.
Первым шагом является создание модели готового изделия. Модель вдавливается в песок для создания формы. Расплавленный алюминий заливают в форму. После полного остывания песок можно удалить и смахнуть щеткой, открывая конечный продукт.
Оболочечные формы
Разновидность литья в песчаные формы, формы для оболочек создаются путем сплавления песка в ультратонкую оболочку с использованием смолы. Оболочечные пресс-формы дают очень точные результаты, но это дорогостоящий процесс.
Оболочечные пресс-формы дают очень точные результаты, но это дорогостоящий процесс.
Литье в постоянную форму
Для этого процесса алюминий заливается в форму и затвердевает на месте.Изделия, изготовленные с использованием метода литья в постоянные формы, обычно прочнее и долговечнее, чем изделия, изготовленные с использованием литья под давлением или литья в песчаные формы.
Керамические формы
Керамические формы, также известные как прецизионное литье из-за возможности детализации, работают с техникой литья по выплавляемым моделям. Керамическая форма изготавливается из воска или пластика, который плавится или исчезает во время обжига, оставляя форму открытой для расплавленного алюминия.
Гипсовые формы
Эта техника, разновидность литья по выплавляемым моделям, использует гипсовую смесь, налитую на воск.Когда форма нагревается, воск тает и оставляет рисунок. Затем в форму можно заливать алюминий.
Применение для литого алюминия
Этот тип металла имеет широкий спектр применения в быту и промышленности.
Двумя наиболее распространенными домашними изделиями из литого алюминия являются кухонная посуда и садовая мебель. По сути, кухонная посуда была первым широко распространенным продуктом повседневного использования в доме, сделанным из этого металла. Металл также широко используется для изготовления компонентов мелкой бытовой техники, ручных инструментов, садового оборудования и другой бытовой техники.
Литой алюминий составляет более пятидесяти процентов алюминия в автомобилях, и эта отрасль представляет собой самый большой рынок металла. Он также широко используется в автомобилях уже более 100 лет. Его легкая природа помогает повысить эффективность использования топлива.
Телекоммуникационная промышленность также использует этот металл. Его способность рассеивать тепло делает его идеальным материалом для корпусов радиочастотных фильтров. Алюминиевые отливки также обеспечивают устойчивость и защиту ручных устройств без увеличения веса.
Литой алюминий необходим для электроники. Он хорошо работает при высоких температурах, что делает металл особенно подходящим для разъемов и корпусов.
Он хорошо работает при высоких температурах, что делает металл особенно подходящим для разъемов и корпусов.
Литой алюминий по сравнению с алюминием
При выборе подходящего материала для изготовления детали или компонента может возникнуть трудность выбора между литым алюминием и алюминием. Для тех, кто не знаком с материалами, они могут показаться совершенно одинаковыми, однако есть некоторые различия.
Изделия, изготовленные из этого материала, как правило, прочны, долговечны и не требуют особого ухода.Он хорошо противостоит погодным условиям, ржавчине и ветру. Он также подходит для более детального проектирования благодаря своей пластичности, поэтому вы можете найти множество уникальных вариантов.
Изделия из обычного алюминия, безусловно, будут иметь более низкую цену, но это связано с более низким качеством. Хотя алюминий не так сильно нагревается при высоких температурах, он не обеспечивает такой же прочности. Обычный алюминий легко покрывается вмятинами и царапинами, поэтому изделия, изготовленные из него, быстрее изнашиваются.
Литой алюминий не только универсален и долговечен, но и экологически безопасен. Почти все алюминиевое литье в США производится из переработанного алюминия. От дома до высокотехнологичной промышленности, этот литой металл выполняет свою работу.
Литой алюминийпротив чугуна
Подобно литому алюминию, чугун используется во многих аналогичных областях. Тем не менее, между ними есть некоторые существенные различия.
Литой алюминийимеет множество преимуществ. Во-первых, он намного легче чугуна.Литой алюминий устойчив к ржавчине, в то время как чугун может быстро покрыться ржавчиной, если вы не будете соблюдать осторожность при его очистке и хранении. Литая алюминиевая посуда часто дешевле чугунной.
Одним из основных преимуществ литого алюминия по сравнению с чугуном является то, что он нагревается и остывает быстрее, чем железо. Это очень привлекательная особенность при производстве широкого ассортимента продукции, например посуды из литого алюминия. Кроме того, за алюминием намного проще ухаживать, чем за чугуном. Это особенно важно для тех, кто намерен производить товары народного потребления.
Кроме того, за алюминием намного проще ухаживать, чем за чугуном. Это особенно важно для тех, кто намерен производить товары народного потребления.
Для многих потребителей выбор литого алюминия или чугуна является личным предпочтением. Однако, когда вы на самом деле производите продукт, важно изучить оба варианта, чтобы понять, какой из них лучше всего использовать для вашего конкретного приложения.
Обычные изделия из литого алюминия
Вы можете быть удивлены, узнав, что многие коммерческие продукты, с которыми вы соприкасаетесь каждый день, могут состоять из деталей и компонентов из литого алюминия или даже полностью изготавливаться из литого алюминия.
Автозапчасти и компоненты
Благодаря удивительной прочности и малому весу литых алюминиевых деталей он очень популярен в производстве автомобильных деталей. Например, важные для безопасности детали, такие как корпуса подушек безопасности или катушки натяжителей ремней безопасности, изготовлены из литого под давлением алюминия. Кроме того, из этого материала изготовлены поворотные кулаки, поддерживающие ступичный подшипник. Это важная часть подвески автомобиля, поэтому легкий материал помогает снизить общий вес автомобиля без ущерба для прочности или производительности.
Кроме того, из этого материала изготовлены поворотные кулаки, поддерживающие ступичный подшипник. Это важная часть подвески автомобиля, поэтому легкий материал помогает снизить общий вес автомобиля без ущерба для прочности или производительности.
Медицинские приборы
Многие медицинские приборы также изготавливаются из литого алюминия не только из-за прочности, но и из-за его термостойкости. Некоторое наиболее распространенное медицинское оборудование, изготовленное из этого металла, — это детали для различных насосов, хирургических инструментов, компоненты для мониторов и даже редукторы для больничных коек.
Огнестрельное оружие
Еще одним популярным применением литья под давлением является производство огнестрельного оружия. Хотя многие популярные виды огнестрельного оружия могут иметь пластиковые детали, все еще существует ряд деталей, изготовленных из литых под давлением металлов.Некоторые из этих частей могут включать в себя спусковые крючки, спусковые скобы, предохранители спускового крючка и многое другое.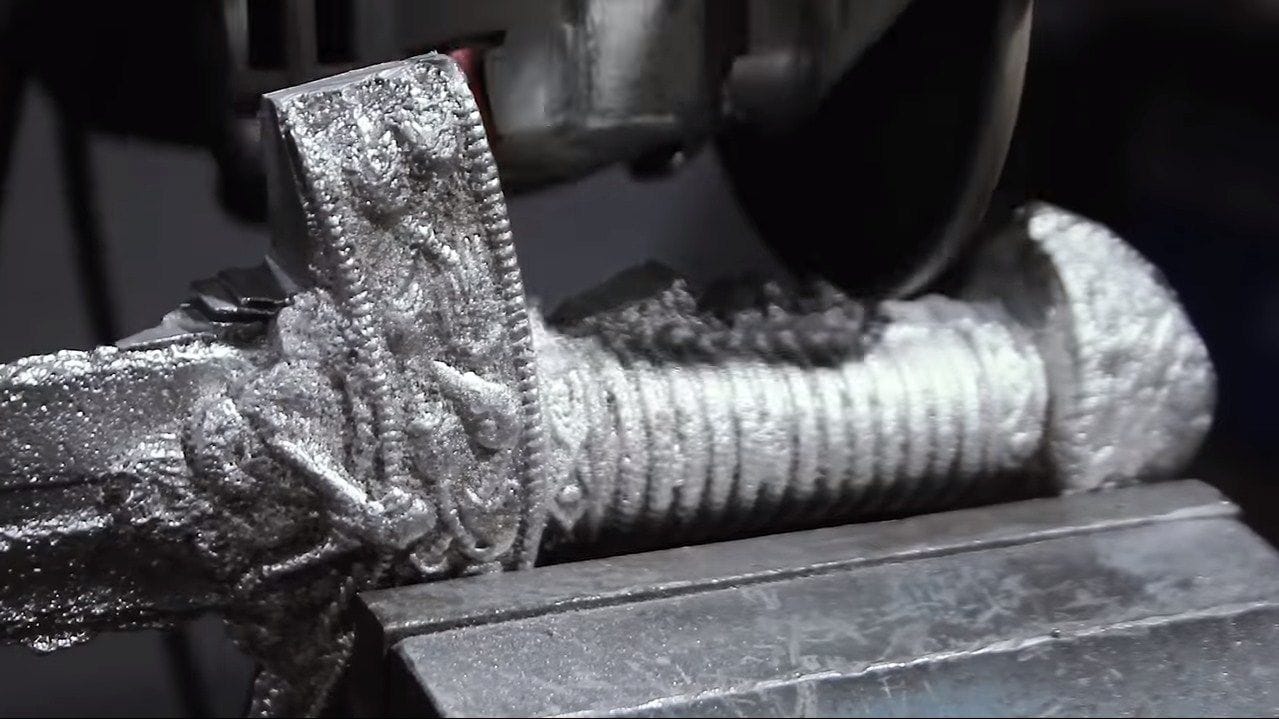
Литая алюминиевая посуда
На протяжении десятилетий литая алюминиевая посуда была жизненно важным инструментом на хорошо оборудованной домашней кухне. Универсальный продукт идеально подходит для приготовления пищи на плите и запекания в духовке. Его можно мыть в посудомоечной машине, что позволяет быстро и легко чистить. Несмотря на некоторые нелепые слухи, его безопасно использовать для приготовления пищи и он не представляет опасности для здоровья.
Если вы ищете кастрюли и сковородки из этого материала, хорошая новость заключается в том, что они есть везде.Вы можете найти совершенно новые наборы на сайтах крупных ритейлеров. Если вам нужен более классический стиль, вы даже можете найти винтажную литую посуду на eBay.
Мебель для патио из литого алюминия
Когда вы думаете об инвестировании в садовую мебель, вы хотите что-то привлекательное, долговечное и не требующее особого ухода. Если вам также нужен наружный ансамбль, доступный в различных стилях, отделках и цветах, литая алюминиевая мебель для патио может предоставить вам идеальные условия для развлечения и отдыха с семьей и друзьями.
Работайте с The Federal Group над своим следующим кастинговым проектом
Независимо от того, изучаете ли вы варианты создания прототипа для нового продукта или у вас есть существующий продукт, который вы хотели бы запустить в производство, Federal Group USA может помочь вам с вашим следующим проектом литья алюминия под давлением. Уже более 30 лет мы предоставляем высококачественные услуги по изготовлению металлоконструкций для самых разных отраслей промышленности. Свяжитесь с нами сегодня, чтобы запросить расценки для вашего проекта литья под давлением.
Литье алюминия в домашних условиях — Самодельный алюминиевый литейный завод и формы
Первоначально опубликовано 18 октября 2018 г.Последнее изменение 8 ноября 2018 г. Есть много энтузиастов-любителей металла, которым нравится литье металлов дома, чтобы либо сделать специальную деталь, которую трудно достать, либо реализовать свои творческие желания.Литье алюминия в домашних условиях — это так весело и увлекательно.
 Простой процесс может позволить вам создать множество вещей, ограниченных только вашими навыками и воображением. Начиная с проектирования и создания моделей и заканчивая изготовлением пресс-форм, все процессы можно легко выполнять в домашних условиях. Тем не менее, люди, плавящие металлы в домашних условиях для создания отливок, должны знать об опасностях, связанных с этим процессом. Взрывы, тепловой стресс и ожоги являются одними из основных опасностей, связанных с плавкой металлов в домашних условиях, и, если не соблюдать осторожность, такие условия могут привести к травмам и даже смерти.Самостоятельное литье алюминия может быть захватывающим, но необходимо убедиться, что вы работаете безопасно, соблюдая надлежащие меры предосторожности, чтобы избежать каких-либо несчастных случаев.
Простой процесс может позволить вам создать множество вещей, ограниченных только вашими навыками и воображением. Начиная с проектирования и создания моделей и заканчивая изготовлением пресс-форм, все процессы можно легко выполнять в домашних условиях. Тем не менее, люди, плавящие металлы в домашних условиях для создания отливок, должны знать об опасностях, связанных с этим процессом. Взрывы, тепловой стресс и ожоги являются одними из основных опасностей, связанных с плавкой металлов в домашних условиях, и, если не соблюдать осторожность, такие условия могут привести к травмам и даже смерти.Самостоятельное литье алюминия может быть захватывающим, но необходимо убедиться, что вы работаете безопасно, соблюдая надлежащие меры предосторожности, чтобы избежать каких-либо несчастных случаев. Здесь мы предлагаем подробное руководство по литью алюминия своими руками и литейным формам, чтобы помочь энтузиастам-любителям осуществить свою мечту о литье своих любимых металлических деталей. Некоторые из ссылок на этой странице являются партнерскими ссылками, и как сотрудник Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Некоторые из ссылок на этой странице являются партнерскими ссылками, и как сотрудник Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Базовый литейный цех, установленный на заднем дворе или дома для специалистов-любителей по металлу для создания небольших металлических отливок для различных нужд, называется домашним литейным цехом. Такой алюминиевый литейный завод «сделай сам» отличается от коммерческого литейного производства, поскольку он обычно создается с использованием материалов и оборудования, легко доступных на рынке, и используется для выполнения простых работ по литью металла. Используя простые процессы проектирования, изготовления моделей и форм, любители литья металлов могут легко создавать различные вещи в домашнем литейном производстве.
Металл плавится в домашних условиях и разливается в формы, а когда он остынет и затвердеет, его достают как блестящую новую металлическую отливку. Специалист по литью металлов-любителей может создавать вещи, которые будут использоваться для специальных проектов, старинных автомобильных деталей, антикварных реставраций и восстановления старых инструментов мастерской. Литейные операции довольно просты, и вы можете отточить свои навыки, практикуясь в литье металлов дома.
Специалист по литью металлов-любителей может создавать вещи, которые будут использоваться для специальных проектов, старинных автомобильных деталей, антикварных реставраций и восстановления старых инструментов мастерской. Литейные операции довольно просты, и вы можете отточить свои навыки, практикуясь в литье металлов дома.
Преимущества домашней литейной:
- Вам не нужно искать источник или платить за металлические детали, которые вам нужны для какого-либо механического устройства или транспортного средства.
- Если вы собираетесь снова делать одни и те же детали в будущем (повторяющиеся детали), у вас уже есть необходимая для этого форма.
- При создании детали или компонента можно легко сделать другие компоненты, насыпав немного песка.
- Хорошая домашняя литейная может быть установлена за небольшую часть стоимости по сравнению с покупкой металлической детали.
- Большая часть литейного оборудования легкодоступна по низкой цене или бесплатно.

Простая и продуманная печь обеспечивает простоту эксплуатации и эффективную плавку металла в домашнем литейном цехе.Печь может помочь вам поддерживать настройку оборудования для домашнего литейного производства. Из подручных материалов, найденных в мастерской, довольно легко построить печь. Единственный материал, который вам нужно купить, это огнеупор, устойчивый к высоким температурам, несколько латунных соединителей и латунный стержень. Используя свои базовые навыки работы с металлом, вы сможете быстро изготовить печь для завершения домашнего литейного цеха для литья металла своими руками.
Можно сделать своими руками печь для плавки алюминия в домашней литейной. Вы можете использовать барабан или стальное ведро в качестве сосуда для печи, срезать его крышку и вырезать отверстие сбоку у дна, чтобы вместить трубу.Для сброса давления можно прорезать отверстие в середине крышки. Присоедините стальную трубу к муфте и трубе и вставьте ее в печь.
Присоедините стальную трубу к муфте и трубе и вставьте ее в печь.
Из-за экстремальных температур внутри печи важно покрыть пол, внутренние стенки и крышку огнеупорным материалом. Хорошим примером такого продукта является Paco Cast. Вы можете смешать необходимое количество и, следуя инструкциям на упаковке, засыпать материал на дно контейнера для печи. Затем вы можете заполнить полость стены огнеупором и, наконец, выровнять крышку.
Когда печь будет готова, вы можете добавить угли и разжечь ее с помощью жидкости. Как только они станут белыми, вы можете бросить алюминий, чтобы начать плавить его в собственной домашней литейной.
Теперь, несмотря на то, что вы можете сделать свой собственный литейный цех, поскольку вы делаете что-то, что работает на пропане (который может взорваться) и выделяет много тепла, я лично не думаю, что это стоит того, когда вы можете купить готовые литейные заводы за очень небольшие деньги, чтобы начать работу. Вы можете увидеть довольно доступный здесь. И самое приятное в этом то, что это комплект, поэтому вы получаете тигель и щипцы в дополнение к литейному цеху — так что все будет готово.
И самое приятное в этом то, что это комплект, поэтому вы получаете тигель и щипцы в дополнение к литейному цеху — так что все будет готово.
Хотя формы могут быть созданы с использованием различных материалов, процесс остается неизменным. Самый простой и доступный материал – это высококачественный гипс, который можно приобрести в магазине товаров для творчества. Хорошей идеей будет сначала спроектировать деталь таким образом, чтобы цельная пресс-форма с открытой поверхностью работала каждый раз, когда вы хотите создать деталь.Это избавит вас от проблемы, связанной с гребнем, подступенками, литником и выравниванием. Сторона алюминия, обращенная наружу, образует на своей поверхности слой кристаллизованного металла, но с этим можно справиться при механической обработке отливок.
Процесс создания песчаной формы включает использование металла, печи, песчаной формы и модели. Алюминий плавится в печи, а затем заливается в полость песчаной формы, сформированной по шаблону. Форма отделяется по линии разъема, чтобы удалить алюминиевую отливку.Песчаная форма создается путем упаковки песка в две половины формы. Он упакован вокруг шаблона, который является копией формы отливки. Удаление шаблона образует полость, образующую отливку.
Форма отделяется по линии разъема, чтобы удалить алюминиевую отливку.Песчаная форма создается путем упаковки песка в две половины формы. Он упакован вокруг шаблона, который является копией формы отливки. Удаление шаблона образует полость, образующую отливку.
Когда печь и формы готовы, вы можете легко расплавить алюминий в домашней литейной, чтобы без особых усилий создавать отливки любимых деталей. Самое приятное то, что это можно сделать за небольшую часть стоимости оригинальной детали, купленной на рынке. Мы надеемся, что это руководство по домашнему литью и литью алюминия своими руками поможет вам попрактиковаться в своем хобби по литью металлов и создать свой домашний литейный цех для изготовления деталей и компонентов из алюминия.
Если вы заинтересованы в литье других видов металла, вы можете ознакомиться с нашей статьей «Литье металла в домашних условиях — руководство по началу работы» здесь.
Обратите внимание: при литье любого металла необходимо сделать все возможное, чтобы обезопасить себя.
Как минимум вы должны использовать следующие элементы защитного оборудования:
Пожалуйста, имейте в виду, что это минимум и ваша личная безопасность должна быть приоритетом.
Алюминий для литья в песчаные формы
Литье алюминия в песчаные формы с угольной печью
Литье в песчаные формы – это процесс литья расплавленного металла в полость формы, сформированную в песке.На самом деле есть только два основных требования: чтобы в песке была полость в форме объекта, который вы хотите отлить, и чтобы был канал, в который вы можете залить металл, который приведет к полости. Существует много способов формирования полости пресс-формы, и в этом уроке мы рассмотрим одну из них.
Скамейка архитектурная лепка.
Как и во многих дисциплинах, литье в песчаные формы имеет свой собственный словарь.
Ригель используется для просеивания формовочной смеси с целью разбивания комков и удаления мусора.
Трамбовки используются для сжатия песка в опоку. Фляга — это контейнер, на котором сидят трамбовщики, в котором находится формовочный песок.
Фляга — это контейнер, на котором сидят трамбовщики, в котором находится формовочный песок.
Объект, вокруг которого будет формироваться полость формы, называется шаблоном. Поиск изображений в Google по запросу «литейный завод» даст много других примеров. Стиль и тип создаваемого рисунка часто определяется предполагаемым объемом производства, доступным оборудованием и материалами, а также другими факторами. Это очень простой 3D-печатный шаблон, выбранный из соображений целесообразности и гибкости.Не отливая эту геометрию раньше, я не был уверен, как я хочу поместить ее в форму, а базовый 3D-печатный шаблон дает возможность попробовать несколько стратегий литья, чтобы выяснить, что работает лучше всего.
Я хочу отлить эти шаблоны в этой ориентации. Причина, по которой я выбрал эту ориентацию, заключается в том, что я хотел бы, чтобы внутренняя и внешняя поверхности этой угловой скобки были параллельны, но мне нужен уклон, чтобы иметь возможность удалить узор с песка. Если бы я сориентировал эту часть, сидящую на плоской плоскости, определяемой внешней стороной двух ножек, с одной ногой, ориентированной вертикально, на каждой вертикальной поверхности должен был бы быть уклон ~ 5 градусов, что резко изменило бы рисунок. В этой ориентации все грани находятся под углом 45° относительно линии разъема.
В этой ориентации все грани находятся под углом 45° относительно линии разъема.
Поскольку первым этапом изготовления формы будет трамбовка песком в верхней части опоки, мне нужно было сделать временную основу под выкройку. Эта основа, простая насыпь формовочного песка, которую я уплотнил рукой и вдавил в нее выкройку, выполняет три функции:
1. Поддерживает выкройку от разрушения во время трамбовки
2. Помогает удерживать выкройку на месте во время трамбовки и
3.Следите за тем, чтобы песок, который я трамбую, не высыпался под узор.
После того, как я уплотнил холмик песка, я вдавил в него шаблон и дополнительно уплотнил формовочный песок вокруг него.
Это хорошая возможность представить формовочный песок. Мы используем Petrobond, так называемый «песок на нефтяной связке», который изготавливается из мелкого кварцевого песка, глины и минерального масла. Глина, смоченная маслом, действует как связующее и придает прочность песку после его уплотнения. Альтернативой пескам, связанным с нефтью, являются «зеленые пески», которые состоят из песка, глины, воды, древесной муки и некоторых других ингредиентов.Нефтяные пески прочнее, требуют меньше обслуживания и, как правило, проще в использовании, но они дороже и требуют нефтепродуктов. Зеленые пески дешевле, и их можно сделать своими руками, но они требуют большего ухода, так как вода будет испаряться. Слишком сухие, и они не будут хорошо формоваться, слишком влажные, и пар, образующийся при заливке расплавленного металла в форму, вызовет множество проблем. В контексте академического магазина более щадящий нефтеносный песок имеет больше смысла.
Альтернативой пескам, связанным с нефтью, являются «зеленые пески», которые состоят из песка, глины, воды, древесной муки и некоторых других ингредиентов.Нефтяные пески прочнее, требуют меньше обслуживания и, как правило, проще в использовании, но они дороже и требуют нефтепродуктов. Зеленые пески дешевле, и их можно сделать своими руками, но они требуют большего ухода, так как вода будет испаряться. Слишком сухие, и они не будут хорошо формоваться, слишком влажные, и пар, образующийся при заливке расплавленного металла в форму, вызовет множество проблем. В контексте академического магазина более щадящий нефтеносный песок имеет больше смысла.
После утрамбовки песка вокруг моих моделей для их поддержки я использовал прямой кусок лома в качестве стяжки, чтобы удалить излишки материала.Здесь выкройки лежат на формовочной доске, очищены дочиста.
Следующим шагом является закрепление накладки на молдинге. Верх, опять же, — это верхняя половина фляги, которая является сосудом, в котором будет находиться песок. Вы можете увидеть следы ожогов на верхней части гребня от контакта с расплавленным алюминием во время предыдущих заливок. Это ориентация, в которой опока будет находиться в процессе литья.
Вы можете увидеть следы ожогов на верхней части гребня от контакта с расплавленным алюминием во время предыдущих заливок. Это ориентация, в которой опока будет находиться в процессе литья.
Перед тем, как утрамбовать песок, я добавляю разделительную пыль (в нашем магазине это детская присыпка), которая позже поможет отделить рисунок от песка и предотвратит сцепление песка, который я собираюсь добавить, с пирамидой из песка, поддерживающей шаблон.
Здесь я пропускаю формовочный песок через загадку, чтобы разбить комки и помочь найти любой мусор, такой как обрезки алюминия, инструменты, такие как ложки, осколки и другие вещи, которые могли смешаться с песком.
Просеянный песок в насыпи, готовый к трамбовке.
Использование трамбовки для уплотнения формовочной смеси в (другую) опоку.
Немного забегая вперед (у меня есть несколько пробелов в этой документации, которые нужно заполнить), мы видим верхнюю часть, теперь перевернутую, с зажатым перетаскиванием (нижняя часть колбы) и пирамиду из песка, которая находилась под шаблоном для поддержки. вычерпывал ложкой.Также была нанесена свежая прощальная пыль.
вычерпывал ложкой.Также была нанесена свежая прощальная пыль.
Деталь выкройки, встроенной в воротничок. Я вычистил свободные кусочки песка перед тем, как утрамбовать половину пресс-формы.
Если пропустить еще несколько шагов вперед, на этом изображении показано перетаскивание (нижняя половина колбы) после того, как оно было отделено от крышки. Я также вручную копал колодцы, полозья и ворота. Это было сделано ложкой после отделения гребня и волока. Колодцы – самые глубокие углубления. Они предназначены для улавливания тяжелых включений, таких как кусочки песка, отколовшиеся от формы в процессе заливки, и улавливания их, чтобы они не попали в полость формы.Бегуны — это горизонтальные каналы, ведущие к самому шаблону, а ворота — это фактические отверстия, которые соединяют шаблон с бегунками. Я понятия не имел, как это обернется, так что это был настоящий тест. Будущая версия шаблона для этой детали будет изготовлена на плоской пластине и будет включать в себя геометрию лунок, направляющих и литников. Когда я пишу это, я намереваюсь добавить эту версию в этот учебник, как только он будет завершен.
Когда я пишу это, я намереваюсь добавить эту версию в этот учебник, как только он будет завершен.
Пропустив еще один шаг вперед, готовая рама, выкройки теперь удалены, а литник и подступенок вырезаны.Литник – это отверстие, в которое заливается металл. На этом изображении не показан конус, который я выкопал ложкой на другом конце литника, чтобы облегчить заливку. Подступенок, расположенный напротив литника, предназначен для того, чтобы поддерживать центральный стержень отливки в горячем состоянии. Цель всегда состоит в том, чтобы детали, которые вы изготавливаете, затвердели в первую очередь, а инфраструктура полости пресс-формы (литники, направляющие, колодцы, стояки, литник) затвердела после. Это делается для того, чтобы, если деталь, которую вы изготавливаете, достаточно сжималась при охлаждении, чтобы в полость втягивался дополнительный металл, имелся резервуар с еще расплавленным металлом, из которого можно было вытягивать.
После некоторых технических трудностей, связанных со сборкой половинок колбы, мы приступили к плавке алюминия. На колбе теперь видно конусообразное отверстие на литнике. Печь зажжена, внутри тигель (сосуд, в котором находится расплавленный металл) с алюминиевым ломом, в основном расплавленным, и я измеряю температуру металла термопарой. Алюминий плавится при температуре около 660 ° C, а наша целевая температура заливки составляет около 750 ° C. Не показанные шаги включают закрытие колбы, поджигание древесного угля, заполнение и размещение тигля.Изображенный на фото фен служит нагнетателем для подачи большего объема воздуха через горящий уголь для выработки энергии, необходимой для плавления алюминия. В зависимости от температуры снаружи, температуры печи и необходимого объема алюминия иногда требуется досыпать древесный уголь на полпути расплава.
На колбе теперь видно конусообразное отверстие на литнике. Печь зажжена, внутри тигель (сосуд, в котором находится расплавленный металл) с алюминиевым ломом, в основном расплавленным, и я измеряю температуру металла термопарой. Алюминий плавится при температуре около 660 ° C, а наша целевая температура заливки составляет около 750 ° C. Не показанные шаги включают закрытие колбы, поджигание древесного угля, заполнение и размещение тигля.Изображенный на фото фен служит нагнетателем для подачи большего объема воздуха через горящий уголь для выработки энергии, необходимой для плавления алюминия. В зависимости от температуры снаружи, температуры печи и необходимого объема алюминия иногда требуется досыпать древесный уголь на полпути расплава.
Здесь алюминий достиг температуры заливки, и я использую щипцы, чтобы вытащить тигель из печи.
Используйте самодельный инструмент для снятия нежелательных частиц с поверхности расплавленного алюминия.Цель состоит в том, чтобы удалить все плавающие примеси на этом этапе.
Заливка завершена, в верхней части литника имеется лужа излишков алюминия.
Здесь я закрываю литник огнеупорным кирпичом. Это сделано для того, чтобы изолировать литник, чтобы он оставался жидким до тех пор, пока деталь не замерзнет.
Вот и готовая отливка. Результат не идеальный, но более удачный, чем я ожидал. Это небольшая часть, и она охлаждалась около 30 минут, прежде чем я открыл колбу, чего как раз достаточно, чтобы очистить инструменты вокруг печи снаружи.Большие отливки требуют более длительного времени охлаждения.
Песок передает более мелкие детали, чем текстура FDM-отпечатка. Здесь вы можете увидеть более шероховатую сторону этой части, где отслоился плот от процесса печати. Я буду шлифовать шаблон больше, если захочу сделать с ним какие-то готовые детали, но это был просто тест.
В этом уроке еще много пробелов и недостающих изображений, но, надеюсь, я скоро пройдусь по нему снова и начну заполнять часть недостающей информации.
Что такое литой алюминиевый сплав? Сильные стороны, слабые стороны и использование
Литой алюминий — это то, о чем вы, возможно, уже слышали. Но знаете ли вы, из чего на самом деле изготавливается этот тип металлического сплава? В этой статье мы рассмотрим литой алюминиевый сплав, объясним, что это такое, почему он используется и другую важную информацию. Вы больше никогда не будете задаваться вопросом, что такое литой алюминий.
Этот литой под давлением алюминий часто используется для производства многих типов автомобильных деталей.Кроме того, он используется для создания многих других продуктов, которые люди используют каждый день. Даже мебель может быть изготовлена из этого металла! Кухонная посуда также обычно изготавливается из литого алюминия, потому что она настолько прочная, мебель для патио также является еще одним местом, где легко найти литой алюминий. Это особый тип металлического сплава, и прежде чем его можно будет использовать, он должен пройти так называемое литье. Это процесс, который придает материалу долговечность и прочность, а также делает его более эффективным в использовании.Существует несколько различных способов литья, в том числе литье в песчаные формы, литье под давлением и литье в формы. Литье под давлением, как правило, является наиболее популярным методом литья.
Это процесс, который придает материалу долговечность и прочность, а также делает его более эффективным в использовании.Существует несколько различных способов литья, в том числе литье в песчаные формы, литье под давлением и литье в формы. Литье под давлением, как правило, является наиболее популярным методом литья.
Когда этот литой материал используется внутри транспортного средства, он используется в дополнение к ряду других компонентов, которые делают возможной определенную операцию. Из этого материала можно изготавливать статоры преобразователя крутящего момента, упорные шайбы пластин статора, бачки радиатора и многие другие детали, важные для эксплуатации автомобиля.Лодки также содержат детали, изготовленные из литого алюминия.
Почему литой алюминий?
Как видите, литой алюминий используется в различных предметах, которыми большинство из нас пользуется ежедневно. Почему он так популярен и почему так много людей используют его? На самом деле есть роса причин для популярности.
Как уже было сказано, он очень прочный и долговечный. Он может быть не таким прочным, как чугун, однако он очень близок и, безусловно, является типом металла, на который вы можете положиться, когда он вам нужен больше всего.Это одна из причин, по которой люди выбирают этот сплав, но им также нравится его стоимость. По сравнению с другими металлами он очень экономичен. Его можно приобрести примерно за половину стоимости других металлов и алюминиевого сплава.
Суть
Этот легированный металл служит для различных целей в нашей повседневной жизни. Это очень прочный металл, который имеет множество преимуществ перед другими металлами. На него обязательно стоит обратить внимание, когда нужно совершить выгодную покупку качественного товара.Это особенно верно, когда речь идет о деталях, найденных внутри вашего автомобиля. Вы хотите, чтобы ваш автомобиль всегда работал в лучшем виде и прослужил как можно больше лет. Когда используются литые под давлением детали, вы можете быть уверены, что это произойдет.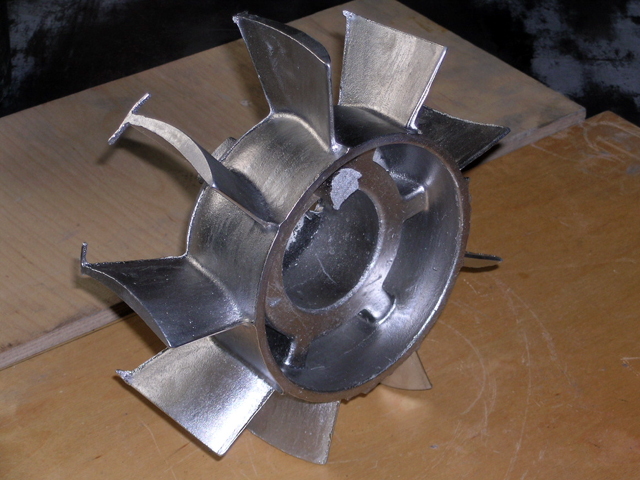 Литье под давлением никогда не разочарует вас и полностью удовлетворит потребности вашего проекта.
Литье под давлением никогда не разочарует вас и полностью удовлетворит потребности вашего проекта.
Все, что вам нужно знать о литом алюминии
Что такое литой алюминий?
Литой алюминийсоздается при нагревании алюминия до чрезвычайно высоких температур.Расплавленному алюминию затем придают форму и охлаждают для изготовления самых разнообразных изделий.
Чтобы подготовить производство литых алюминиевых деталей, форма должна быть изготовлена с высокой точностью, поскольку ее качество будет иметь прямое влияние на форму и чистоту поверхности готовой алюминиевой отливки.
Форма может быть изготовлена из различных материалов, включая инструментальную сталь, поскольку алюминий имеет более низкую температуру плавления, чем сталь. Другим материалом, из которого можно изготовить форму для литья алюминия, является песок.Для этого песок прессуют, чтобы он принял форму желаемой готовой детали. После образования песка в него выливают жидкий алюминий и дают ему остыть.
Детали из литого алюминия обладают свойствами, аналогичными другим алюминиевым компонентам. После завершения процесса литья алюминиевые отливки быстро образуют внешний слой оксида алюминия, который помогает защитить от коррозии.
Обычно используемые литые алюминиевые сплавы в Китае включают: A356, A380, ADC12 и т. д.
Литой алюминий Преимущества
Когда дело доходит до универсальности, литой алюминий трудно превзойти.Легкий, привлекательный металл является компонентом тысяч продуктов, от персональных портативных устройств до больших грузовиков. Благодаря своей прочности, термостойкости и легкости он также популярен в производстве товаров для дома, таких как посуда или садовая мебель.
Литой алюминийдоступен по цене и долговечен. Когда он трескается или раскалывается, талантливый мастер или самодельщик может отремонтировать деталь, сварив литой алюминий, что продлит срок ее службы.
Этот тип металла имеет широкий спектр применения в быту и промышленности. Двумя наиболее распространенными домашними изделиями из литого алюминия являются посуда и садовая мебель. По сути, кухонная посуда была первым широко распространенным продуктом повседневного использования в доме, сделанным из этого металла. Металл также широко используется для изготовления компонентов мелкой бытовой техники, ручных инструментов, садового оборудования и другой бытовой техники.
Двумя наиболее распространенными домашними изделиями из литого алюминия являются посуда и садовая мебель. По сути, кухонная посуда была первым широко распространенным продуктом повседневного использования в доме, сделанным из этого металла. Металл также широко используется для изготовления компонентов мелкой бытовой техники, ручных инструментов, садового оборудования и другой бытовой техники.
Литой алюминий составляет более пятидесяти процентов алюминия в автомобилях, и эта отрасль представляет собой самый большой рынок металла. Он также широко используется в автомобилях уже более 100 лет.Его легкая природа помогает повысить эффективность использования топлива.
Телекоммуникационная промышленность также использует этот металл. Его способность рассеивать тепло делает его идеальным материалом для корпусов радиочастотных фильтров. Алюминиевые отливки также обеспечивают устойчивость и защиту ручных устройств без увеличения веса.
Литой алюминий необходим для электроники. Он хорошо работает при высоких температурах, что делает металл особенно подходящим для разъемов и корпусов.
Он хорошо работает при высоких температурах, что делает металл особенно подходящим для разъемов и корпусов.
по сравнению с кованым алюминием
Фундаментальную разницу между литым и кованым алюминием легко понять: литой алюминий — это алюминий, расплавленный в печи и залитый в форму.Кованый алюминий — это когда металл обрабатывается в твердом виде с помощью специальных инструментов. Эти два производственных процесса дадут два материала с очень разными свойствами.
Алюминийимеет широкий спектр применения во всех основных отраслях промышленности, однако часто бывает трудно решить, какой сорт лучше всего подходит для конкретного применения. Проблема усложняется при сравнении не только сплавов, но и литого и кованого алюминия. Оба являются в основном алюминиевыми сплавами, которые часто содержат одни и те же легирующие элементы, но в разных составах и количествах.Однако области применения и свойства материалов сильно различаются между ними.
Примеры изделий из литого алюминия
Вы можете быть удивлены, узнав, что многие коммерческие продукты, с которыми вы соприкасаетесь каждый день, могут состоять из деталей и компонентов из литого алюминия или даже полностью изготавливаться из литого алюминия.
Автозапчасти
Благодаря удивительной прочности и малому весу литые алюминиевые детали очень популярны в производстве автомобильных запчастей.Например, важные для безопасности детали, такие как корпуса подушек безопасности или катушки натяжителей ремней безопасности, изготовлены из литого под давлением алюминия. Кроме того, из этого материала изготовлены поворотные кулаки, поддерживающие ступичный подшипник. Это важная часть подвески автомобиля, поэтому легкий материал помогает снизить общий вес автомобиля без ущерба для прочности или производительности.
Детали освещения
Благодаря малому весу и хорошей коррозионной стойкости литого алюминия он всегда используется в качестве литейного сплава для различных деталей освещения.Литые алюминиевые детали освещения могут быть спроектированы и изготовлены методом литья под давлением или методом литья под давлением.
Медицинские приборы
Многие медицинские приборы также изготавливаются из литого алюминия не только из-за его прочности, но и из-за его термостойкости. Некоторое наиболее распространенное медицинское оборудование, изготовленное из этого металла, — это детали для различных насосов, хирургических инструментов, компоненты для мониторов и даже редукторы для больничных коек.
Некоторое наиболее распространенное медицинское оборудование, изготовленное из этого металла, — это детали для различных насосов, хирургических инструментов, компоненты для мониторов и даже редукторы для больничных коек.
Огнестрельное оружие
Еще одним популярным применением литья под давлением является производство огнестрельного оружия.Хотя многие популярные виды огнестрельного оружия могут иметь пластиковые детали, все еще существует ряд деталей, изготовленных из литых под давлением металлов. Некоторые из этих частей могут включать в себя спусковые крючки, спусковые скобы, предохранители спускового крючка и многое другое.
Литая алюминиевая посуда
На протяжении десятилетий литая алюминиевая посуда (венчик для взбивания, крюк для теста и т. д.) была жизненно важным инструментом на хорошо оборудованной домашней кухне. Универсальный продукт идеально подходит для приготовления пищи на плите и запекания в духовке. Его можно мыть в посудомоечной машине, что позволяет быстро и легко чистить. Несмотря на некоторые нелепые слухи, его безопасно использовать для приготовления пищи и он не представляет опасности для здоровья.
Несмотря на некоторые нелепые слухи, его безопасно использовать для приготовления пищи и он не представляет опасности для здоровья.
Если вы ищете кастрюли и сковородки из этого материала, хорошая новость заключается в том, что они есть везде. Вы можете найти совершенно новые наборы на сайтах крупных ритейлеров. Если вам нужен более классический стиль, вы даже можете найти винтажную литую посуду на eBay.
Мебель для патио из литого алюминия
Когда вы задумываетесь об инвестировании в мебель для патио, вы хотите что-то привлекательное, долговечное и не требующее особого ухода.Если вам также нужен наружный ансамбль, доступный в различных стилях, отделках и цветах, литая алюминиевая мебель для патио, включая литые алюминиевые ножки стула, может предоставить вам идеальные условия для развлечения и отдыха с семьей и друзьями.
Работа с литейным заводом CFS для вашего проекта по литью алюминия
Независимо от того, выбираете ли вы для своего проекта литье алюминия под давлением или процесс гравитационного литья алюминия, CFS Foundry может помочь вам с вашим следующим проектом по литью алюминия.