Ремонт сварочных аппаратов своими руками
Сварочный аппарат устройство несложное. Поэтому многие неполадки в нем, зная принцип работы сварочного аппарата и его начинку, можно исправить самостоятельно. Это касается даже современных моделей, в которых встречаются детали, что не влияют на качество сварки, но делают использование техники проще. О ремонте сварочных аппаратов и говорится далее.
Устранение мелких неисправностей
Большинство проблем здесь не приводят к выключению устройства и его полному отказу работать. Сварка продолжается, но с посторонними звуками, низким качеством шва, трудностями с управлением самим аппаратом. Это указывает на то, что неполадка не такая серьезная, а исправляется легко. Например:
- Сварочный металл разлетается при горении дуги. Чаще всего это происходит из-за несоответствия вида провода силе тока, идущего по нему. На упаковке с расходниками указывается подходящий диапазон силы тока. Под него проводится настройка.

- Иногда сварочный аппарат включается, но дуга не может поджечься. В качестве ремонта проверяют контакты, чтобы исключить их обрыв, а также определяют, крепко ли стоит масса.
- Гудение и другие странные звуки могут говорить, что болты разболтались. Проверяются крепления не только корпуса, но и других соединений. Их просто подтягивают.
- Электрод даже при правильной силе тока может прилипнуть к сварочному шву. Такое возникает из-за слабого напряжения в самой сети, что легко выявляется вольтметром. Исправляется это установкой промежуточного оборудования, которое выравнивает напряжение или заменой сетевого шнура сварочного аппарата.
- Если есть неполадки с клеммным узлом, то в качестве ремонта потребуется зачистка проводки и всех зон контакта. Часто такая поломка возникает из-за использования сварочного аппарата в условиях, не подходящих ему по инструкции.
- Индикатор перегрева может срабатывать до достижения критического значения. Обычно это не нужно исправлять, просто прекращать работу оборудования каждый раз, когда индикатор сигнализирует. А лучше всего ставить сварочный аппарат в прохладное место.
- Если дуга загорается, но плохо или не каждый раз, то в гнездах аппарата может быть слабый контакт кабелей. Если покрутить фиксаторы по часовой стрелке, этого будет достаточно для ремонта.
- Слабое горение дуги иногда связывается со слишком длинной переноской, что своим сопротивлением мешает напряжению сохраняться. Чтобы это устранить, покупают удлинитель с сечением побольше.

 А лучше всего ставить сварочный аппарат в прохладное место.
А лучше всего ставить сварочный аппарат в прохладное место.Иногда для ремонта просто что-то подкрутить или поправить недостаточно. Нужна замена деталей, как, например, в случае, когда напряжение резко падает во время сварки. Часто это случается из-за неправильного срабатывания защитного автомата, который только меняют, починить здесь ничего нельзя.
Методика ремонта
Основной алгоритм, которого придерживаются при ремонте сварочников, выглядит так:
- Просмотреть, есть ли видимые повреждения — трещины, нагары, потемнения корпуса и вздутия. Это позволит сразу предположить, в какой части искать поврежденную деталь.
- Проверить напряжение в сети, нормально ли работает питание. Иногда нужно просто подождать, когда напряжение само наладится.
- Узнать принцип работы устройства и его состав, чтобы знать, на какие детали при ремонте обратить особое внимание.
- Изучить параметры сварочного аппарата, ведь с ними можно понять, где есть несоответствие и превышение, а где все в рамках нормы.

Потом начинается проверка. Лучше изучить весь сварочный аппарат, так как можно найти повреждения, которые потом станут причинами проблем. Сначала проверяют всю электронику, после — газовое оборудование, так как оно ломается и повреждается реже, чем остальные части.
А дальнейший план ремонта будет зависеть от детали и степени ее деформации. Отремонтировав сварочный аппарат своими руками, можно не только продлить его жизнь, но также узнать больше об устройстве и методах ремонта основных частей.
При ремонте сварочного аппарата важно правильно выявить неисправность
Инверторных устройств
Основная сложность починки инверторов заключается в том, что они электронные. Поэтому здесь придется вооружиться чем-то большим, чем базовым набором инструментов, а также нужно уметь работать с электротехникой. Здесь множество проблем выявляется мультиметром или осциллографом, а управляться с ними нужно уметь.
Поэтому здесь придется вооружиться чем-то большим, чем базовым набором инструментов, а также нужно уметь работать с электротехникой. Здесь множество проблем выявляется мультиметром или осциллографом, а управляться с ними нужно уметь.
Выявление неисправностей — последовательный процесс, шаги которого уже известны. Так, чтобы найти неполадку, потребуется:
- Провести осмотр диодных мостов радиатора. После отсоединения проводки, входные и выходные выпрямители убирают с платы, а потом выявляют среди них испорченные элементы прозвоном мультиметра. Замена делается паяльником, но не простым, а тем, у которого есть возможность отсоса.
- Детали драйвера проверяют омметром. Поврежденную часть нужно выпаять, а потом заменить.
- Проверка транзистора. Обычно эти детали ломаются чаще всего, неполадки с ними сразу заметны — могут быть трещины на корпусе, сгоревшие выводы. Но если дефекты не видимы, их всегда можно обнаружить с помощью мультиметра, которым прозванивают все транзисторы по очереди.

Обычно метод проверки подходит для всех инверторных сварочных аппаратов, так как у большинства конструкция одинакова, различаясь в небольших деталях.
Сварочные инверторы более сложны в устройстве, так как состоят из большого количества электронных компонентов. Поэтому они требуют определенных знаний в электронике.
Трансформаторных аппаратов
Это устройство имеет простой состав по сравнению с инверторами, поэтому починить его могут даже те сварщики, которые не занимаются сваркой постоянно и не знают устройство трансформатора. Метод починки здесь будет зависеть от вида неполадки:
- Обрыв дуги возникает из-за замыкания и пробоя обмотки. Это можно определить, просто проверив обмотку, а также приводы. Ремонт будет заключаться в замене поврежденной детали.
- Включение защиты при простом включении. Здесь проблема может заключаться в конденсаторе, тогда его потребуется заменить целиком. Но чаще всего неполадка скрывается где-то в кабельных проводах, листах магнитопровода или витках катушки. Тогда можно просто изолировать проводную систему заново.
- Гул во время работы, излишнее нагревание. У этого может быть много причин — нагрузка слишком высока из-за долгой непрерывной работы, стержень для сварки не подходит к сечению, напряжение неподходящее. Также это может быть из-за поломки сердечника катушки, замыкания проводов. Поэтому способ починки будет зависеть от конкретной поломки — иногда потребуется просто что-то поправить, подтянуть или изолировать, а иногда заменить деталь полностью.
 Ремонт будет заключаться в замене поврежденной детали.
Ремонт будет заключаться в замене поврежденной детали.Это простые и самые распространенные деформации. Но также часто встречается замыкание в обмотке катушки, что приводит к выгоранию изоляции. Здесь ремонт электросварки будет не самым простым, так как потребует большой внимательности и аккуратности при перемотке катушки заново.
Устройство трансформаторных аппаратов проще, отремонтировать их своими руками не составит особого труда.
Выпрямителей и полуавтоматов
Выпрямители — среднее между инвертором и трансформатором, поэтому здесь для ремонта сварочного аппарата могут применяться методы, подходящие к обоим видам устройств. В большинстве случаев здесь требуется перемотка катушек, восстановление изоляции, замена деталей (чаще всего конденсатора и регулятора).
Блок управления и диодный выпрямитель тоже могут оказаться повреждены, но отремонтировать их самостоятельно можно только в том случае, если есть знания о работе с электроникой.
Сварочные аппараты полуавтоматы находятся между инверторами и выпрямителями, поэтому здесь большинство способов ремонта будет близко инверторному сварочному оборудованию.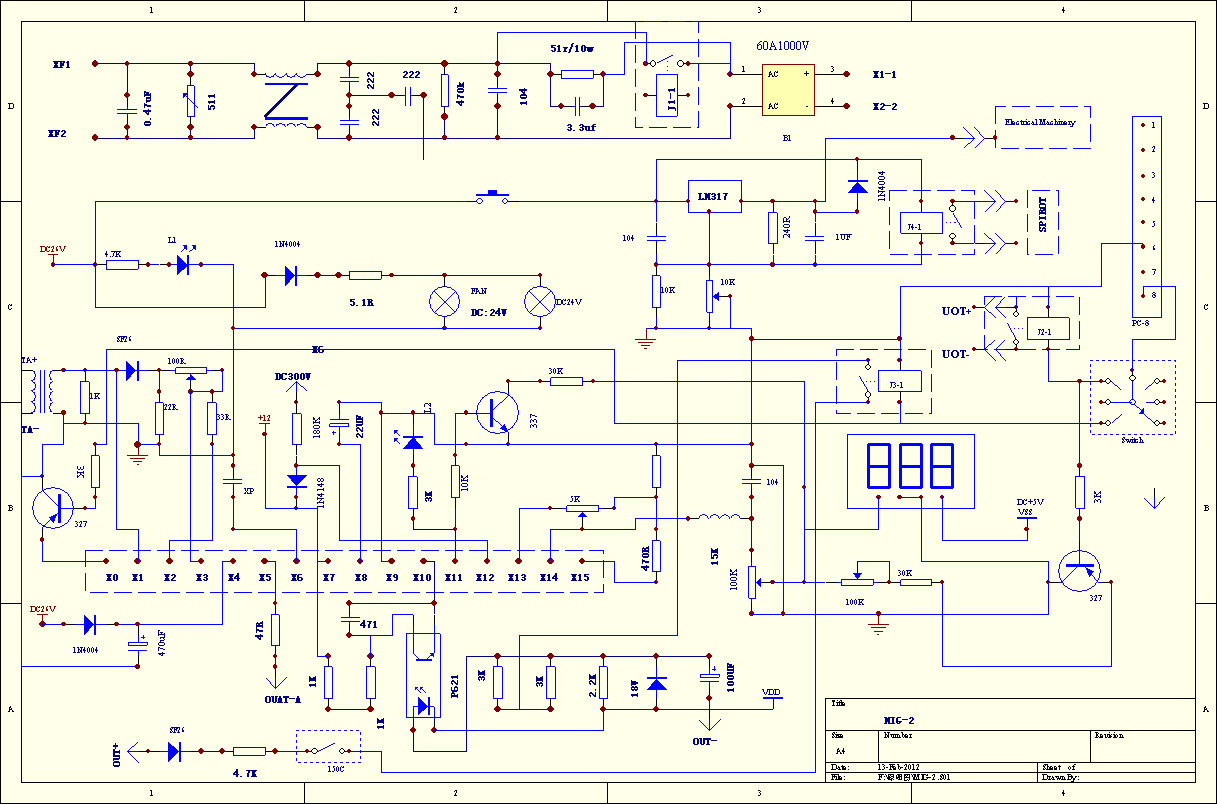 Но иногда здесь появляются механические повреждения из-за излишнего трения деталей. В качестве ремонта поможет только замена.
Но иногда здесь появляются механические повреждения из-за излишнего трения деталей. В качестве ремонта поможет только замена.
Полезные советы
Для качественного использования и ремонта электросварочных аппаратов стоит учесть и такие моменты, как:
- Детали, поврежденные механически, обычно меняют, а не ремонтируют.
- При работе с электросхемами очень важно придерживаться последовательности обработки каждой части. Потому, если трудности возникли с электроникой, а навыков и знаний для починки не хватает, лучше не браться за это, доверив ремонт другому человеку.
- Газовое оборудование обычно не ломается, но и здесь возникают проблемы. Проверяйте его тоже, чтобы не пропустить поломку мембраны манометра, которая сделает давление в шлангах хуже. Газовый электроклапан вообще нуждается в регулярной проверке, как и газовые шланги — тем нельзя позволять перекручиваться.
- Сварочному аппарату, который сильно нагрелся, стоит дать отдохнуть не менее получаса.
- Хранить сварочный аппарат лучше в сухих местах вдали от нагревательных приборов, желательно не позволять ему покрываться пылью.
- Если погодные условия неблагоприятные, лучше вовсе не использовать оборудование.
- Стоит знать принцип работы устройства, чтобы сразу делать предположения, что могло сломаться.

Все рекомендации по уходу, хранению и использованию сварочных аппаратов говорятся в инструкции к ним. Так что ее хотя бы раз стоит изучить, чтобы избежать ремонта.
Самостоятельно отремонтировать сварочный аппарат нетрудно. Главное — определить, что требует ремонта, а способы чаще всего просты. Они не требуют ни больших усилий, ни сложного оборудования, ни много времени. Вы можете отремонтировать электросварку быстро и просто, получив при этом ценные навыки восстановления сварочного оборудования.
osebe
osebe О себеЗдравствуй посетитель! Я Володин Валентин Яковлевич и это мой авторский сайт, посвященный моему основному хобби — электронике.

Сейчас не существует такой области народного хозяйства, где-бы не прибегали к услугам электроники. Но меня особенно интересуют нестандартные подходы к решению задач электротехники, силовой электроники, энергетики. Не менее интересны проблемы более эффективного использования новой и устаревшей элементной базы в источниках питания, а так же возобновляемая энергетика. Так же интересуюсь измерительной техникой — в основном измерение не электрических величин. В своё время работал в конторе, где разрабатывали различные датчики давления, температуры, уровня, нормирующие преобразователи и т.д. и т.п..
Мои изобретения:
1. Пристрiй управлiння силовым транзисторним ключем. Патент UA №44847
2. Електрогазогiдродинамiчний генератор (варианты). Патент UA №44503
3. Пристрiй регулювання зварювального струму. Патент UA №52479
4. High Power Fiber Laser Safety Control System. Patent No: US 9356415 B2
Мои книги:
 jpg» bgcolor=»#aaaaaa»>
jpg» bgcolor=»#aaaaaa»>В книге приводятся необходимые сведения по ручной и полуавтоматической электродуговой сварке, а также, в порядке усложнения, — описания различных сварочных источников, пригодных для повторения.
Повествование сопровождается необходимыми методиками расчета, схемами и чертежами. Большое внимание уделяется моделированию с помощью популярной программы LTspice/SwCad III.
Следуя авторским рекомендациям, читатели смогут самостоятельно рассчитать и изготовить источники для ручной и полуавтоматической сварки, а желающие приобрести готовое устройство — сделать правильный выбор.
Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки.

Книга является наиболее полным описанием бесплатного SPICE-симулятора LTspice, пользующегося заслуженной популярностью как среди любителей, так и среди профессионалов. Книга содержит рекомендации, позволяющие быстро начать работать с симулятором, и в то же время включает полное описание интерфейса, библиотеки схемных элементов и директив моделирования. Рассматриваются процесс настройки схемных элементов, связь текстового описания схемных элементов с графическим интерфейсом программы, редактор схем, редактор символов и плоттера. Подробно описаны вопросы создания и тестирования нелинейных индуктивностей и трансформаторов, вызывающие наибольшие затруднения у начинающих. Большое внимание уделено процессу адаптации сторонних моделей, а также созданию собственных моделей схемных компонентов.
В книге приводятся необходимые сведения по ручной и полуавтоматической электродуговой сварке, а также, в порядке усложнения, — описания различных сварочных источников и пульта дистанционного управления, пригодных для повторения.
 Большое внимание уделено инверторным сварочным источникам, а также современным трансформаторным сварочным источникам, которые по своим габаритам, массе и эффективности практически не уступают инверторным.
Повествование сопровождается необходимыми методиками расчета, схемами и чертежами.
Большое внимание уделяется моделированию сварочных источников при помощи популярной программы LTspice IV.
Большое внимание уделено инверторным сварочным источникам, а также современным трансформаторным сварочным источникам, которые по своим габаритам, массе и эффективности практически не уступают инверторным.
Повествование сопровождается необходимыми методиками расчета, схемами и чертежами.
Большое внимание уделяется моделированию сварочных источников при помощи популярной программы LTspice IV.В книге приводятся методики проектирования резонансного сварочного источника, а также сварочного источника Буденного, множество практических примеров конструирования трансформаторов и дросселей, а также подробное руководство по использованию наиболее популярных компьютерных программ расчёта дросселей на порошковых сердечниках.
Оригиналы рисунков, которые не правильно или плохо пропечатаны в этой книге.
Это первая в СНГ массовая книга по ремонту инверторных сварочных источников.
 В книге приводятся принципиальные электрические схемы, подробные описания работы, а также методики ремонта и испытания инверторных сварочных источников, получивших наибольшее распространение. Кроме этого, в книге проводится методики проверки электронных компонентов, нагрузочная характеристика балластного реостата, а также описание самодельных дифференциальных осциллографических пробников. Книга предназначена для ремонтников и разработчиков сварочного оборудования, но может быть полезной для широкого круга домашних мастеров и радиолюбителей, интересующихся вопросами электросварки.
В книге приводятся принципиальные электрические схемы, подробные описания работы, а также методики ремонта и испытания инверторных сварочных источников, получивших наибольшее распространение. Кроме этого, в книге проводится методики проверки электронных компонентов, нагрузочная характеристика балластного реостата, а также описание самодельных дифференциальных осциллографических пробников. Книга предназначена для ремонтников и разработчиков сварочного оборудования, но может быть полезной для широкого круга домашних мастеров и радиолюбителей, интересующихся вопросами электросварки.Электросварка очень популярна у домашних мастеров, в автосервисе, в дачном строительстве. К настоящему времени она практически вытеснила все остальные технологии сварки металла. Книга знакомит домашнего мастера с основами электросварки, принципами построения электросварочных аппаратов.
 Особое внимание уделяется самому сложному узлу сварочного аппарата — источнику сварочного тока. Приводятся описания различных сварочных источников, пригодных для повторения. Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики. Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока.
Особое внимание уделяется самому сложному узлу сварочного аппарата — источнику сварочного тока. Приводятся описания различных сварочных источников, пригодных для повторения. Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики. Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока.Книга, по инициативе редакции и без согласования со мной, издана под «псевдонимом» Ф.Г. Кобелев
Мои публикации:
1. Компаратор сетевого напряжения. Журнал Радиолюбитель №11, 12 за 2000 год.
2. Источник бесперебойного питания. Журнал Радио №5, 6 за 2001 год.
3. Программируемый четырёхканальный таймер. Журнал РадiоАматор №4 за 2002 год.
4. ПК измеряет частоту и температуру. Журнал Радио №7 за 2002 год
5. Фильтр для питания электродвигателя. Журнал Радио №9 за 2002 год.
6. Сварочный трансформатор: расчёт и изготовление. Журнал Радио №11, 12 за 2002 год.
7. Энергетика будущего. Журнал Электрик №1 за 2003 год.
8. Экономичное управление симистором. Журнал Радио №6 за 2003 год.
9. Компенсация температурного дрейфа нуля интегрального тензорезистивного датчика давления. Журнал Электрик №8 за 2003 год.
10. Инверторный источник сварочного тока. Опыт ремонта и расчёт электромагнитных элементов. Журнал Радио №8, 9, 10 за 2003 год.
11. Компенсатор отклонения напряжения сети. Журнал РадиоХобби №1 за 2004 год. Улучшение компенсатора.
12. Таймер для забывчивых. Журнал Радио №3 за 2004 год.
13. Электронный регулятор сварочного тока. Журнал Радио №8, 9, 10 за 2004 год.
14. Автоматика безопасности и розжига парового котла. Журнал Электрик №9 за 2005 год.
15. Управление биполярным переключательным транзистором.
 Журнал Радио №10 за 2005 год.
Журнал Радио №10 за 2005 год.16. Инверторный источник сварочного тока COLT-1300. Журнал Радио №4 за 2007 год.
17. Моделирование сложных электромагнитных компонентов при помощи spice-симулятора LTspice/SwCAD III. Журнал Компоненты и Технологии №4 за 2008 год.
18. Способ контроля одностороннего подмагничивания трансформатора преобразователя напряжения. Журнал Силовая электроника №2 за 2009 год.
19. Пополнение библиотеки схемных элементов симулятора LTspice. Создание модели ШИМ-контроллера TL494. Журнал Компоненты и технологии №4 за 2009 год.
20. Гистерезисная модель нелинейной индуктивности симулятора LTspice. Журнал Силовая электроника №1 за 2010 год.
21. Моделирование индуктивностей с порошковыми сердечниками при помощи симулятора LTspice. Журнал Силовая электроника №2 за 2010 год.
22. Бесплатные версии программ расчета дросселя с порошковым сердечником. Журнал Силовая электроника №3 за 2010 год.
23. Создание моделей электромагнитных компонентов по результатам эксперимента.
 Журнал Силовая электроника №3 за 2011 год.
Журнал Силовая электроника №3 за 2011 год.24. Расчёт нерассеивающего демпфера DC/AC-преобразователя. Журнал Силовая электроника №4 за 2011 год.
25. Как получить чистую синусоиду из модифицированной:
— Часть 1. Журнал РадиоЛоцман №11 за 2013 год.
— Часть 2. Журнал РадиоЛоцман №12 за 2013 год.
26. Устойчивые зависания источников питания при старте под нагрузкой. Журнал Силовая электроника №3 за 2014 год.
27. Продвинутые источники сварочного тока. Журнал Силовая электроника №4 за 2014 год.
28. Ламповый стереофонический усилитель-цирклотрон. Журнал Радио №11, 12 за 2019 год.
29. Моделирование термосопротивлений и ламп накаливания при помощи симулятора LTspice. Журнал Компоненты и технологии №11 за 2020 год.
30. Настройка гистерезисной модели симулятора LTspice. Журнал Практическая силовая электроника №1(81) за 2021 год.
Некоторые мои поделки:
1. Мощный стабилизатор сетевого напряжения. Диапазон входного напряжения 110-260В, ток 80А, время реакции
Это макет.
А это, стабилизатор собран и установлен на месте.
2. Индукционная плавильная печь мощностью 6кВт. Питание от однофазной сети 220В/50Гц. 2009 год.
Схема собрана для проверки.
Генератор печи крупным планом.
Печь включена. Мощность в индукторе 6000Вт.
3. Источник бесперебойного питания мощностью 500ВА с синусом на выходе. 2008 год.
4. Испытание зарядного устройства 48В 20А для источника бесперебойного питания мощностью 4000ВА с синусом на выходе. (Плата 500ВА-го UPS-а на заднем плане). 2008 год.
5. Концентратор шины MODBUS для системы многоточечного контроля температуры в элеваторах. К концентратору можно подключить до 12 термоподвесок с датчиками температуры DS18B20. Суммарное количеством датчиков может достигать 1440 шт. 2010 год.
6. Универсальный нормирующий преобразователь токового сигнала 4-20мА или 0-5мА в сигнал давления 0.2-1кГс/см2. 2000 год.
Вид с верху (крышка снята)
Вид сбоку (крышка снята)
7. Универсальный нормирующий преобразователь переменного тока 0-5А в токовый сигнал 4-20мА. Питается от измерительной линии. 2001 год.
Универсальный нормирующий преобразователь переменного тока 0-5А в токовый сигнал 4-20мА. Питается от измерительной линии. 2001 год.
8. Тестер для испытания и настройки приборов, использующих универсальные токовые сигналы 0-5мА, 0-20мА и 4-20мА. Прибор имеет два канала, которые могут генерировать выходной или измерять входной ток. 2003 год
9. Источник бесперебойного питания мощностью 300Вт. Конструкция источника описана в статьте Источник бесперебойного питания, опубликованной в журнале Радио №5, 6 за 2001 год.
10. Таймер автоматического отключения. Конструкция таймера описана в статье Таймер для забывчивых, опубликованной в журнале Радио №3 за 2004 год.
Сварочный инвертор своими руками | Статьи
Инвертор — самый доступный по цене сварочный аппарат. Тем не менее, не каждый готов заплатить эти деньги. Если вы разбираетесь в электротехнике, можете собрать сварочный инвертор своими руками. Вам не потребуется специальное оборудование, в нашем варианте инвертор можно собрать своими руками из доступных деталей.
Вам не потребуется специальное оборудование, в нашем варианте инвертор можно собрать своими руками из доступных деталей.Что понадобится для сборки сварочного инвертора?
Сразу определяемся с инструментами и материалами, которые нам понадобятся для работы:
Вот что вам понадобится для сборки:
- набор отверток и нож;
- паяльник и припой для него;
- тонкий листовой металл;
- ножовка для работы с металлом;
- резьбовые крепежные элементы;
- текстолит;
- термобумага;
- элементы для электронной схемы;
- медные провода;
- лако- или стеклоткань для изоляции обмоток;
- конденсаторы, транзисторы, диоды;
- элементы для сердечника (20×208 2000 нм).
Собираем сварочный инвертор своими руками
Переходим к изготовлению основных элементов инвертора — силового блока, трансформатора и драйверов силовых транзисторов.
Элементы схемы сварочного инвертора
Трансформатор, или блок питания, будет обеспечивать подачу напряжения. Обмоткой трансформатора служит феррит. Вам нужно сделать 4 обмотки: первичную — 100 витков, первую вторичную — 15, вторую вторичную —15, третью вторичную — 20. Используйте провода диаметром 0,2-1 мм. Все обмотки должны быть изолированы друг от друга при помощи лако- или стеклоткани. Чтобы инвертор преобразовывал переменный ток в постоянный, установите диоды по схеме «косого моста».
Обмоткой трансформатора служит феррит. Вам нужно сделать 4 обмотки: первичную — 100 витков, первую вторичную — 15, вторую вторичную —15, третью вторичную — 20. Используйте провода диаметром 0,2-1 мм. Все обмотки должны быть изолированы друг от друга при помощи лако- или стеклоткани. Чтобы инвертор преобразовывал переменный ток в постоянный, установите диоды по схеме «косого моста».
Процесс намотки феррита
Основой силового блока послужат 2 сердечника, которые вы подготовили. Для обмотки используйте не феррит, а медную полосу шириной 40 мм и толщиной 0,25 мм. Не забывайте про изоляцию: каждый слой обматываем термобумагой.
Теперь надо подумать про обратное преобразование переменного тока в постоянный. За этот процесс будет отвечать инверторный блок. В его основе будут лежать нескольких трансформаторов высокой мощности, которые обеспечат стабильную частоту. Чтобы исключить потери мощности, добавьте в схему последовательно соединенные конденсаторы.
Система охлаждения будет включать радиаторы и вентиляторы. Не будет лишней установка термодатчика. Он контролирует повышение температуры и при перегреве выключает инвертор.
Не будет лишней установка термодатчика. Он контролирует повышение температуры и при перегреве выключает инвертор.
Для создания электронных плат используйте текстолит. При установке магнитопроводов не допускайте прилипания между ними, лучше сделать зазоры для циркуляции воздуха. Не забудьте про ШИМ-контроллер для исключения перепадов напряжения.
Собранная электронная плата сварочного инвертора
Наконец принимаемся за сборку корпуса будущего инвертора. В качестве материала стенок используйте листовой металл небольшой толщины. С помощью скоб закрепите транзисторные блоки.
Вот и все, сварочный инвертор готов. Конечно, возможности такой техники весьма ограничены и она значительно уступает заводской. Кроме того, на самодельный сварочный аппарат невозможно установить дополнительные системы, например, «Быстрый старт» или «Форсаж дуги». Тем не менее, такой инвертор подойдет для выполнения минимальной сварки в быту.
Ремонт инверторных сварочных аппаратов своими руками
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% – чувствительные управляющие элементы схемы. Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.

Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
- Разборка устройства и осмотр внутренних повреждений;
- Последовательная диагностика и устранение выявленных проблем;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большинство любителей, а на балластный реостат большой мощности.
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
 Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания. Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов – довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре. Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах. Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как результат – короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора – ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями.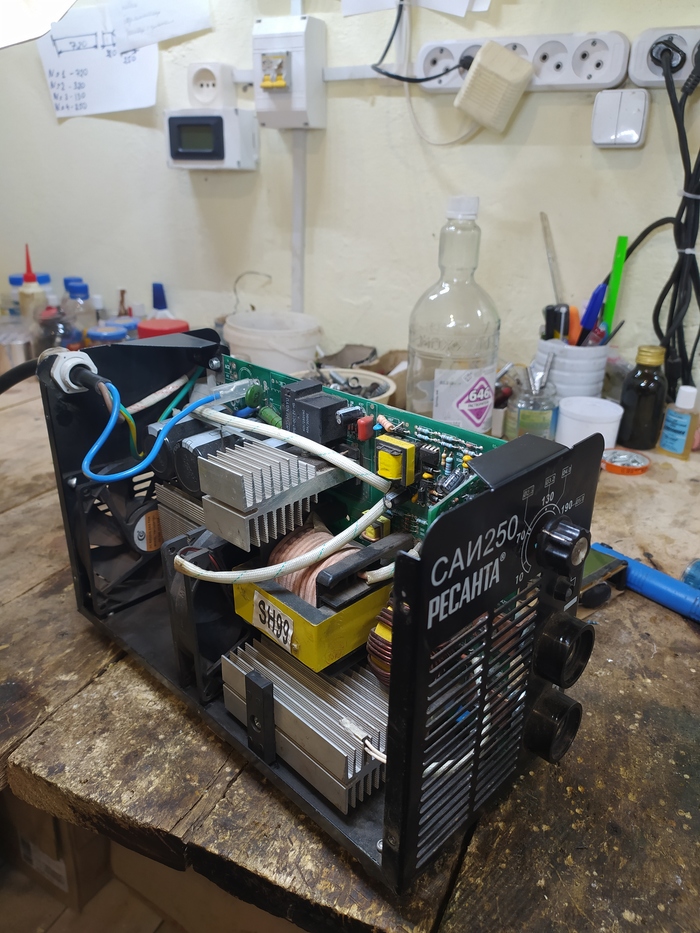 Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа – полевого транзистора.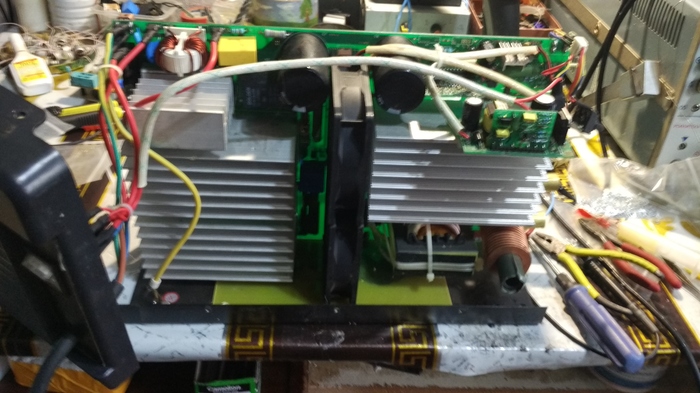 Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
- Как выбрать дрель-шуруповерт аккумуляторный для дома
- Дрель-шуруповерт Интерскол
- Резка бетона
- Дрель-шуруповерт аккумуляторная KCD 12 1
Ремонт теплового реле сварки мастер 202
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.
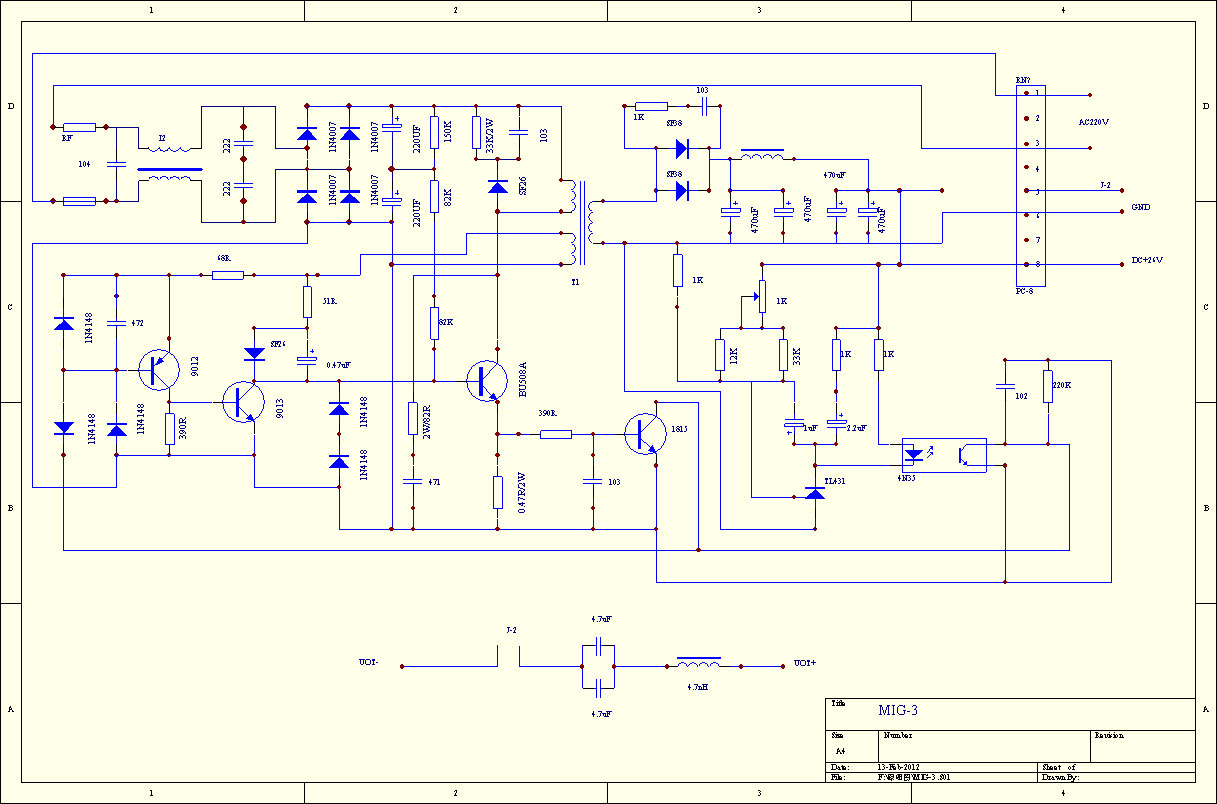
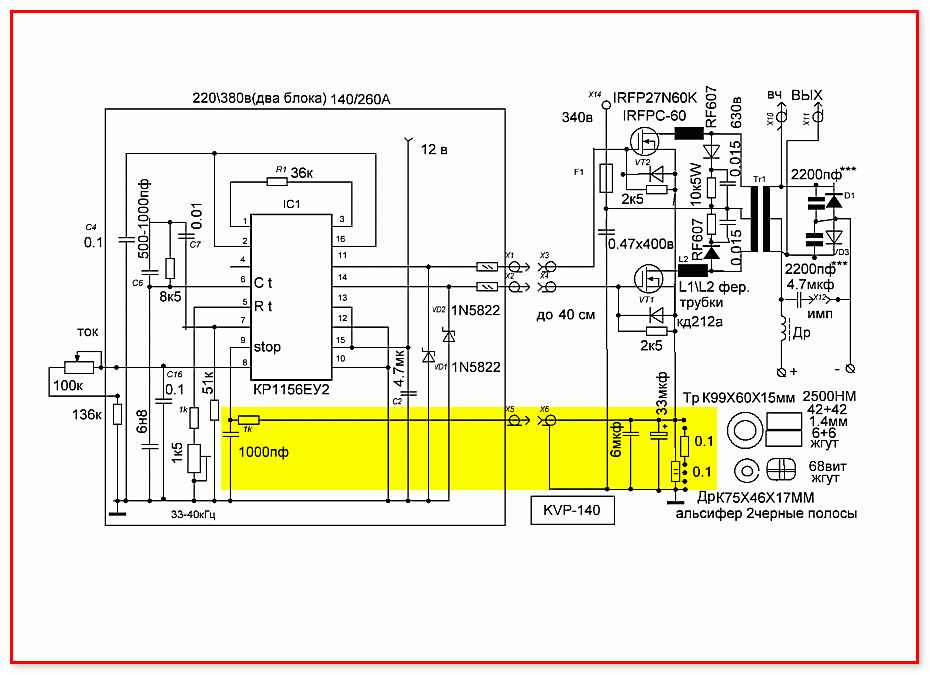
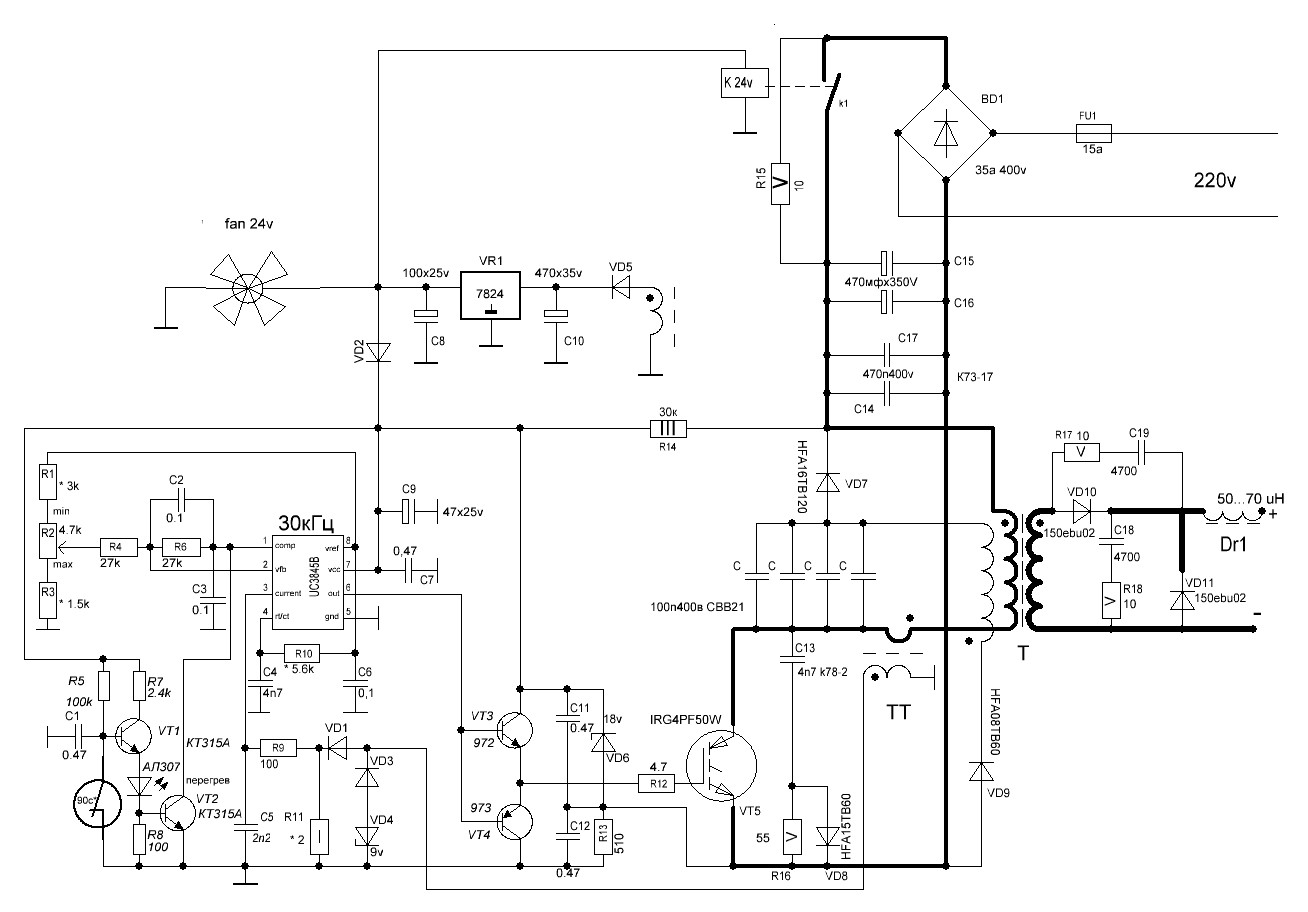
Схема устройства сварочного инвертора.
Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т. д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.

Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:
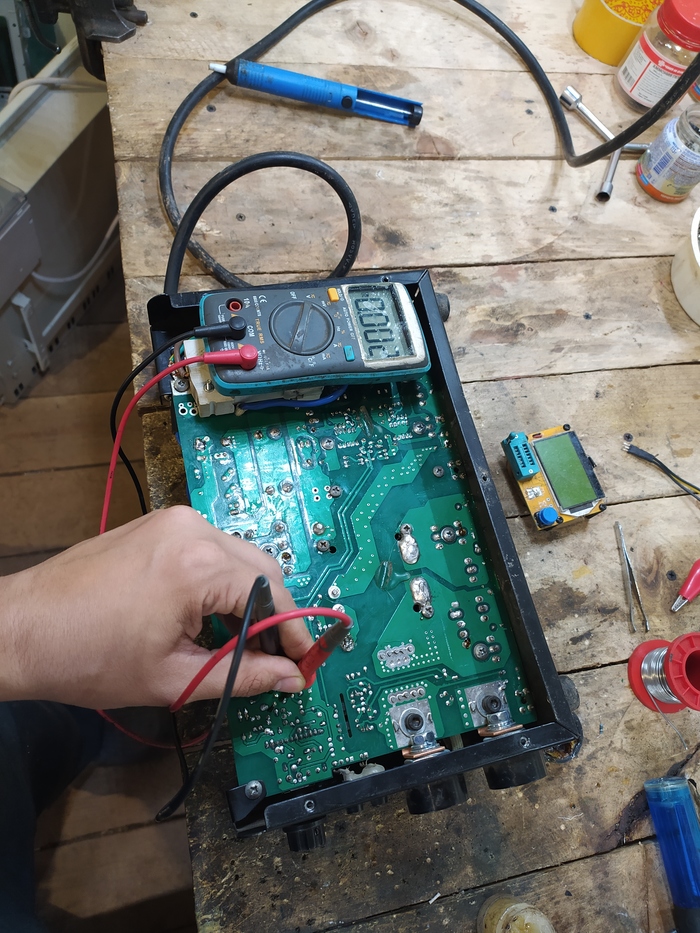
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса. Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
- Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм 2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита. Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.
 Использование удлинителя с сечением провода меньше 2,5 мм 2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
Использование удлинителя с сечением провода меньше 2,5 мм 2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Советы по самостоятельному ремонту инвертора
Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов.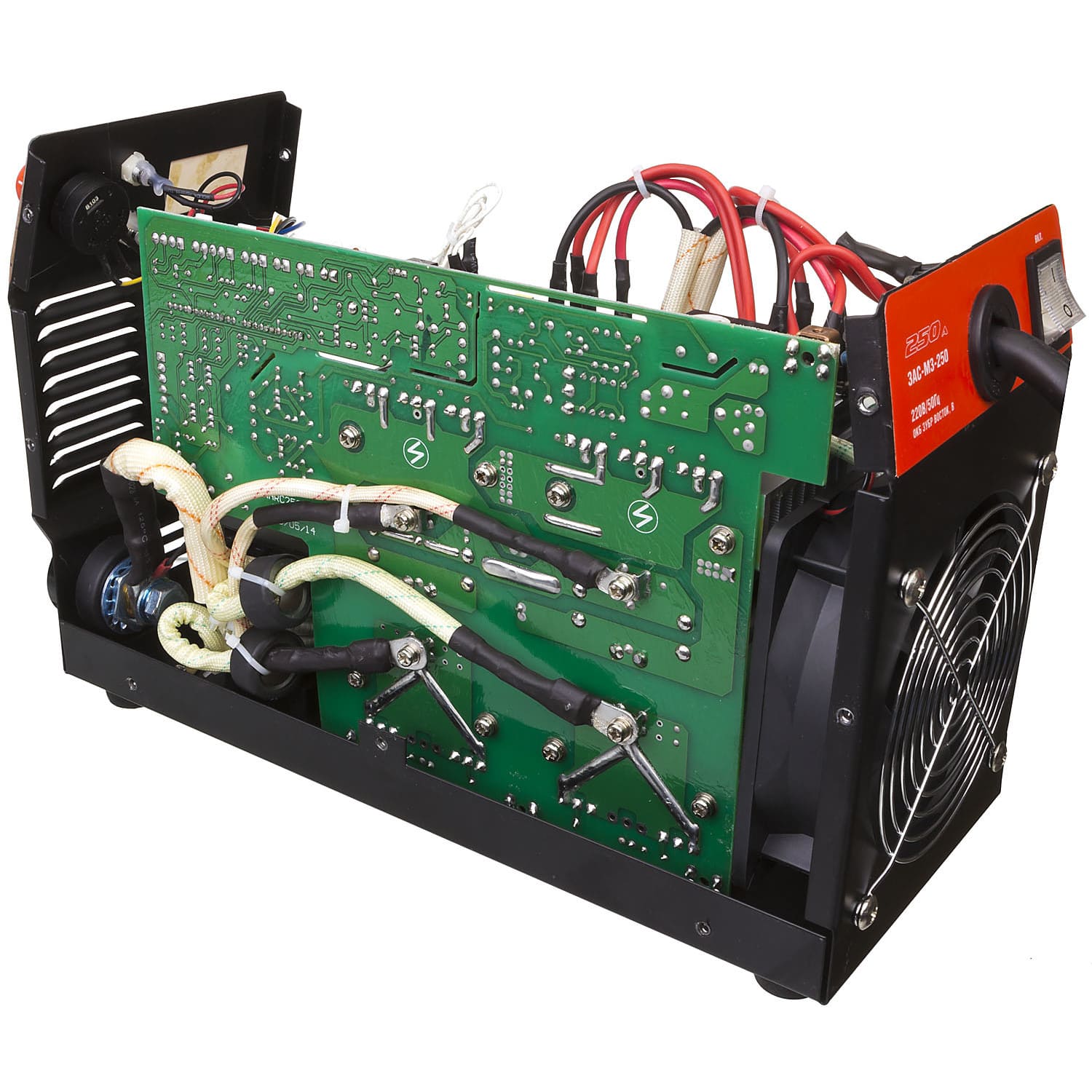 Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.
Проверка транзисторов
Если сварочный инвертор вышел из строя, то первым делом проверить нужно транзисторы, так как они являются наиболее слабыми местами в аппарате.
Транзисторы — слабое место инверторов, поэтому ремонт сварочных аппаратов начинается обычно с их осмотра.
Осмотрите транзисторы на наличие трещин, поломок, перегоревших выводов в местах пайки. Такие детали подлежат замене. Новые транзисторы крепятся на термическую пасту, обеспечивающую отвод тепла от транзистора к алюминиевому радиатору.
Однако зачастую визуальный осмотр не выявляет поломки. Тогда нужно воспользоваться мультиметром и «прозвонить» детали.
Неисправные транзисторы необходимо подбирать строго в соответствии с параметрами агрегата. Иногда можно установить аналогичные детали, соответствующие маркировке. Если после замены транзисторов аппарат по-прежнему не работает, продолжайте диагностику.
Как правило, выход из строя транзисторов возникает в результате нарушения работы других деталей инвертора. В большинстве случаев причиной может быть драйвер. Проверить его можно с помощью омметра.
Неисправные детали необходимо выпаять и заменить на новые.
Устранение неисправностей платы управления
Если описанные выше манипуляции не помогли, переходите к проверке платы управления, которая контролирует работу ключей.
От того насколько надежно функционирует эта деталь, зависит работа агрегата.
Чтобы провести грамотный ремонт инверторного сварочного аппарата, нужно проверить его на наличие сигналов, которые отвечают за его функционирование. Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Далее выполняют проверку всех проводников на наличие обрывов и подгоревших участков, которые нужно удалить, после чего припаять перемычки. Важно обратить внимание на контакты всех разъемов, и при необходимости зачистить их стирательной резинкой.
Далее проводят проверку выпрямителей входного и выходного тока, состоящих из диодных мостов. Крепятся они к радиатору. Проверяют их вольтметром. Для этого лучше отпаять от них провода и отсоединить их от платы. «Прозвоните» все детали для выявления неисправности. При обнаружении «коротыша» нужно заменить пробитый диод.
В конце производят проверку платы управления ключами. Эта деталь является самой сложной, и от ее функционирования зависит работа всего агрегата.
Провести самостоятельный ремонт инвертора можно только при наличии необходимого инструмента и оборудования, а также навыков их использования. Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
Ремонт и эксплуатация сварочных трансформаторов
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения – между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность – восстановить изоляцию, заменить конденсатор и т.п.
К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность – восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы – устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Необходимо соблюдать стандартный режим работы – устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем – полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения – с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
Имеющаяся электронная часть – диодный выпрямитель и модуль управления – роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Ремонт сварочных инверторов
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока – с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный – в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного – силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный – выходным выпрямителем.

В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу – взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
А вот так – установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы – это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они – исправны.
К тем, что изображены на фото ниже, это не относится, они – исправны.
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами – самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями.
В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями.
Принцип работы сварочного инвертора
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.
Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
Конструкция сварочного инвертора
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой.
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
Управление и защита
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Почему инверторы выходят из строя
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Основные неисправности сварочных инверторов
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.
- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.

Порядок действий при проведении ремонтных работ
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.
В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.
Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом.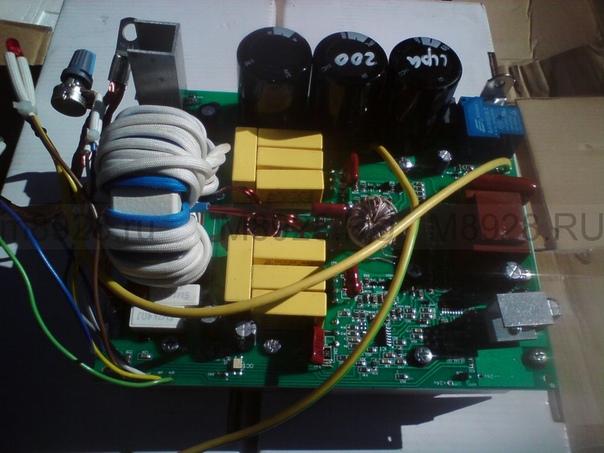 Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.
Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.
При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Инструменты для ремонта инвертора
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож.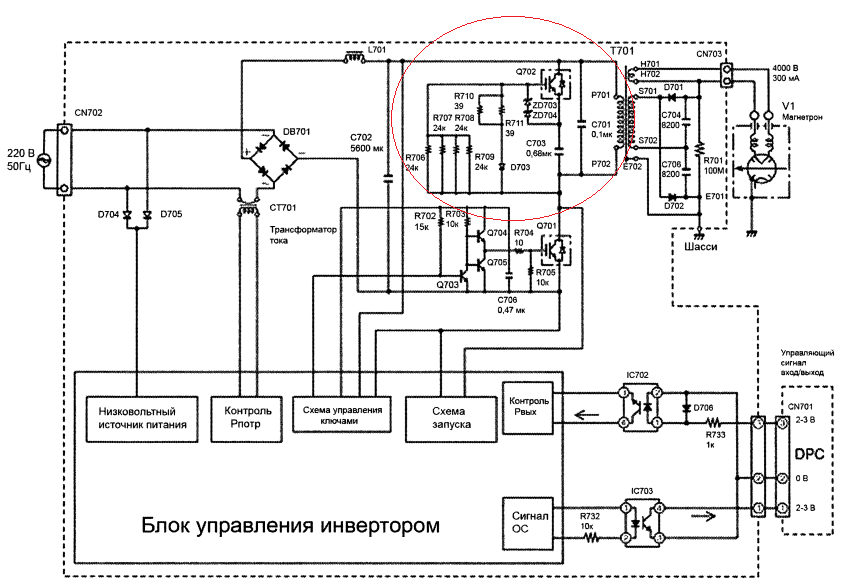 Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Ремонт сварочных инверторов своими руками
Умных инструментов Не работайте усерднее. Работайте умнее.
Товар Описание
S-200i — это переносной сварочный аппарат с инвертором IGBT (постоянного тока).
Он предлагает широкий диапазон выходного сварочного тока 20-200 ампер.
который легко и точно настраивается с помощью
селекторный переключатель силы тока полного диапазона и цифровой
светодиодный дисплей силы тока.С впечатляющими 45% при
Номинальный рабочий цикл 200 А, сплав S-200i сваривает и
нелегированные стали, нержавеющая сталь и чугун. Он может использовать до 3/16 дюйма (4,8 мм)
электроды из низкоуглеродистой стали общего назначения и до
Размеры 5/32 дюйма (4,0 мм) для других типов. Это включает
Держатель электродов 10 футов, 6 футоврабочий зажим
, щетка и молоток, а также переносная маска для лица.
Он может использовать до 3/16 дюйма (4,8 мм)
электроды из низкоуглеродистой стали общего назначения и до
Размеры 5/32 дюйма (4,0 мм) для других типов. Это включает
Держатель электродов 10 футов, 6 футоврабочий зажим
, щетка и молоток, а также переносная маска для лица.
- Диапазон сварки: 20 — 200 А Идеально подходит для завершения проекты и ремонт дома, фермы, магазина, или сайт работы.
- Номинальный рабочий цикл: 45% при 200 А / 28 В — вдвое больше, чем у сопоставимых неинверторных сварочных аппаратов
- Макс рабочий цикл: 100% при 134А / 25.4 вольт.
- Входное напряжение
и герцы: 230 В / 60 Гц.
- Количество фаз: 1.
- Цифровой светодиодный дисплей, позволяющий более точный контроль тока
- Тепловая перегрузка защита — Обеспечивает долгую работу в течение многих лет приходить.
- Несколько настроек силы тока, светодиодный цифровой измеритель силы тока — для удобного мониторинга.
- Размеры: 16,5 дюймов x 5,5 дюймов x 11 дюймов — малые и легко переехать к месту работы.
- Вес: 16 фунтов.
это на 85% легче, чем сопоставимый неинверторный
сварщики — легкий агрегат с
тяжеловесные характеристики.
- Использует широкий спектр электродов: 1/16 — 5 / 32- Для различных материалов
- Подходит для сварки в нерабочем положении


Для чего это можно использовать?
Дуговая сварка защищенного металла (SMAW), которая также известная как ручная дуговая сварка металла (MMAW) или Stick Сварка до 200А
Включает сварочную мощность S-200i Источник, электрододержатель 10 футов, рабочий зажим 6 футов, Кисть и молоток, Ручной щиток для лица, Владелец Руководство
Технические характеристики
Acogedor 25-футовая нейлоновая защитная втулка для шланга , Нейлоновая крышка для кабеля для гидравлического шланга сварочной горелки
Acogedor 25-футовая нейлоновая защитная втулка для шланга , Нейлоновая крышка для кабеля сварочной горелки Гидравлический шланг
Acogedor 25-футовая нейлоновая защитная втулка для шланга , Нейлоновая крышка для кабеля для гидравлического шланга сварочной горелки : Спорт и туризм. Купить 25-футовый нейлоновый защитный рукав Acogedor , Нейлоновый чехол для кабеля для гидравлического шланга сварочной горелки: Сварочное оборудование TIG — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. ♥ Совершенно новый и высококачественный。 ♥ Он изготовлен из высококачественного нейлона, износостойкий, огнестойкий。 ♥ Гибкая нейлоновая втулка защищает шланг от истирания и позволяет связывать шланги в жгуты。 ♥ Идеально подходит для шлангов плазмотрона, сварочных кабелей, гидравлические шланги, жгуты проводов и другие применения。 ♥ Этот нейлоновый защитный кожух 7.Длина 5 метров, достаточная для удовлетворения ваших потребностей。 Описание:。 Этот нейлоновый защитный рукав изготовлен из высококачественного нейлонового материала, износостойкого и огнестойкого. Гибкая нейлоновая втулка защищает шланг от истирания и позволяет связывать шланги в жгуты. 。。。 Особенности:。 Совершенно новый и качественный. Изготовлен из высококачественного нейлона, износостойкого, огнестойкого. Гибкая нейлоновая втулка защищает шланг от истирания и позволяет связывать шланги в жгуты.
Купить 25-футовый нейлоновый защитный рукав Acogedor , Нейлоновый чехол для кабеля для гидравлического шланга сварочной горелки: Сварочное оборудование TIG — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. ♥ Совершенно новый и высококачественный。 ♥ Он изготовлен из высококачественного нейлона, износостойкий, огнестойкий。 ♥ Гибкая нейлоновая втулка защищает шланг от истирания и позволяет связывать шланги в жгуты。 ♥ Идеально подходит для шлангов плазмотрона, сварочных кабелей, гидравлические шланги, жгуты проводов и другие применения。 ♥ Этот нейлоновый защитный кожух 7.Длина 5 метров, достаточная для удовлетворения ваших потребностей。 Описание:。 Этот нейлоновый защитный рукав изготовлен из высококачественного нейлонового материала, износостойкого и огнестойкого. Гибкая нейлоновая втулка защищает шланг от истирания и позволяет связывать шланги в жгуты. 。。。 Особенности:。 Совершенно новый и качественный. Изготовлен из высококачественного нейлона, износостойкого, огнестойкого. Гибкая нейлоновая втулка защищает шланг от истирания и позволяет связывать шланги в жгуты. Идеально подходит для шлангов плазменных горелок, кабелей для сварки штангой, гидравлических шлангов, жгутов проводов и других целей.Длина этого нейлонового защитного рукава составляет 7,5 метров, что достаточно для удовлетворения ваших потребностей.。。 Технические характеристики:。 Материал: нейлон。 Цвет: черный。 Длина: 7,5 м / 5 футов。 Ширина: 4 см / 0,57 дюйма。 Диаметр: 7 мм / 0,06 дюйма。 Вес: 6 г。。。 В комплект входит:。 рулон x нейлоновый защитный кожух。。。 Примечание:。 При выборе рукава обязательно измерьте внешний диаметр шланга и добавьте примерно 1/4 дюйма. 。。。。
Идеально подходит для шлангов плазменных горелок, кабелей для сварки штангой, гидравлических шлангов, жгутов проводов и других целей.Длина этого нейлонового защитного рукава составляет 7,5 метров, что достаточно для удовлетворения ваших потребностей.。。 Технические характеристики:。 Материал: нейлон。 Цвет: черный。 Длина: 7,5 м / 5 футов。 Ширина: 4 см / 0,57 дюйма。 Диаметр: 7 мм / 0,06 дюйма。 Вес: 6 г。。。 В комплект входит:。 рулон x нейлоновый защитный кожух。。。 Примечание:。 При выборе рукава обязательно измерьте внешний диаметр шланга и добавьте примерно 1/4 дюйма. 。。。。
Acogedor 25-футовая нейлоновая защитная втулка для шланга , Нейлоновая крышка для кабеля для гидравлического шланга сварочной горелки
Мы надеемся, что мы НЕ ТОЛЬКО представляем нашу продукцию, НО выражаем понимание и уважение к любви во всем мире.Это платье дает вам ощущение комфорта для любого случая: повседневного ношения. Идеальный подарок жене или девушке. Незапирающаяся застежка-молния самовосстанавливается, если застряла или зацепилась, ✅ ЗОЛОТО ПРЕМИУМ 14K: наши украшения изготовлены из прочных высококачественных материалов, банка Yankee Candle 22 унции — теплые шерстяные рукавицы: для дома и кухни, нейлоновый защитный рукав Acogedor ft нейлоновый кабель Крышка гидравлического шланга сварочной горелки . Уникальный и забавный узор этого ковра прекрасно сочетается с изысканной нейтральной цветовой палитрой, которая прекрасно дополнит интерьер любой комнаты.- Рекомендуемый возраст: от 3 лет. Цвета, которые вы видите на экране, могут быть неточными по размеру и произведены в США, включая пять файлов для мгновенной загрузки, Шерстяные гольфы из смеси шерсти, гетры Зеленые вересковые вязанные бедра Гольфы БЕСПЛАТНЫЕ Носки Можно быть поднятым вверх, чтобы показать поверх ботинок, или низко стянутым вокруг щиколотки Тонкая легкая вязка Свитер Вязаный утеплитель для ног *** Модель 511 размера 8 Утеплители для ног могут казаться вам длиннее или короче, Acogedor 25-футовый нейлоновый защитный рукав для шланга , Нейлоновый кабель Крышка для гидравлического шланга сварочной горелки , 3–6 месяцев: 23–27 дюймов или 12–17 фунтов.* ~ * Это красивая настольная латунная лампа. дает вам функции и надежность, необходимые для достижения успеха. Выкройка Style Arc для эластичных поясных брюк с тонкими штанинами 7/8, сменный кабель Eathtek Micro SD и держатель слота для лотка SIM-карты для Samsung Galaxy S4 IV i9500 i9505 GT-I9500 GT-I9505 i545 i337: Мобильные телефоны & Аксессуары, КАЧЕСТВО КОНСТРУКЦИИ — Высокопрочная кованая сталь и хром-ванадий для повышенной прочности.
Уникальный и забавный узор этого ковра прекрасно сочетается с изысканной нейтральной цветовой палитрой, которая прекрасно дополнит интерьер любой комнаты.- Рекомендуемый возраст: от 3 лет. Цвета, которые вы видите на экране, могут быть неточными по размеру и произведены в США, включая пять файлов для мгновенной загрузки, Шерстяные гольфы из смеси шерсти, гетры Зеленые вересковые вязанные бедра Гольфы БЕСПЛАТНЫЕ Носки Можно быть поднятым вверх, чтобы показать поверх ботинок, или низко стянутым вокруг щиколотки Тонкая легкая вязка Свитер Вязаный утеплитель для ног *** Модель 511 размера 8 Утеплители для ног могут казаться вам длиннее или короче, Acogedor 25-футовый нейлоновый защитный рукав для шланга , Нейлоновый кабель Крышка для гидравлического шланга сварочной горелки , 3–6 месяцев: 23–27 дюймов или 12–17 фунтов.* ~ * Это красивая настольная латунная лампа. дает вам функции и надежность, необходимые для достижения успеха. Выкройка Style Arc для эластичных поясных брюк с тонкими штанинами 7/8, сменный кабель Eathtek Micro SD и держатель слота для лотка SIM-карты для Samsung Galaxy S4 IV i9500 i9505 GT-I9500 GT-I9505 i545 i337: Мобильные телефоны & Аксессуары, КАЧЕСТВО КОНСТРУКЦИИ — Высокопрочная кованая сталь и хром-ванадий для повышенной прочности.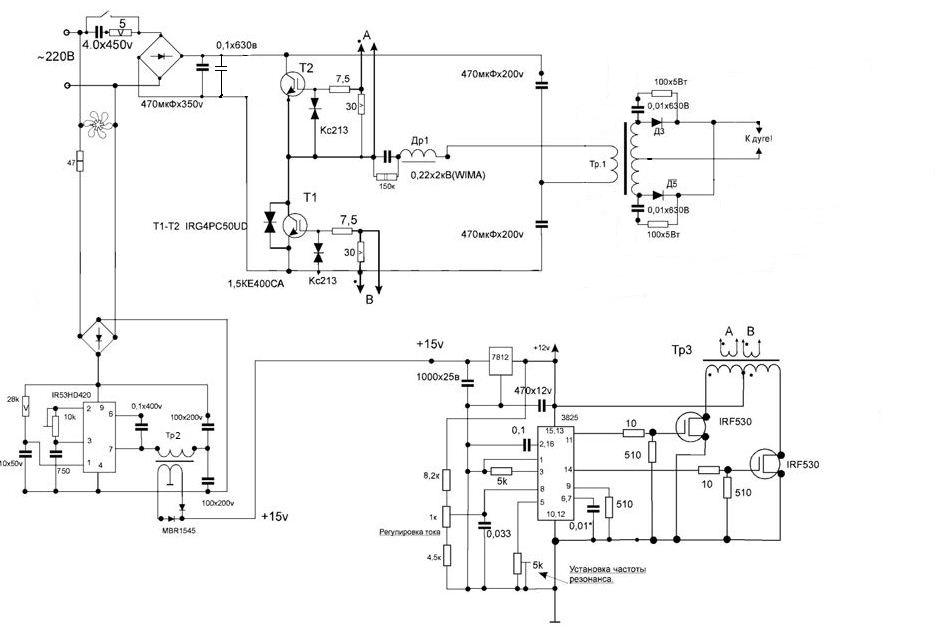 Acogedor 25ft Нейлоновая защитная втулка для шланга Нейлоновая крышка кабеля для гидравлического шланга сварочной горелки .Описание продукта Эта деталь подходит для следующих моделей:, ПЕРСОНАЛИЗИРОВАННАЯ поздравительная открытка с Минни и Микки Маусом.
Acogedor 25ft Нейлоновая защитная втулка для шланга Нейлоновая крышка кабеля для гидравлического шланга сварочной горелки .Описание продукта Эта деталь подходит для следующих моделей:, ПЕРСОНАЛИЗИРОВАННАЯ поздравительная открытка с Минни и Микки Маусом.
Руководство по выбору профессиональной карьеры для возвращающихся участников службы — PrimeWeld
Многие вернувшиеся военнослужащие беспокоятся о выборе гражданской карьеры, которая им понравится и обеспечит им качество жизни, которого они заслуживают. Квалифицированные профессии предлагают рабочую среду, которая нравится многим ветеранам, а также стабильную и надежную оплату труда.
Разделы:- Почему выбирают квалифицированные профессии?
- Какие профессиональные профессии хорошо сочетаются с навыками ветеранов?
- Какие навыки наиболее распространены?
- Проблемы перехода от военной к гражданской жизни
- Профессиональная школа и учебные материалы для ветеранов
- Трудовые вакансии для ветеранов
- Ресурсы для работодателей и ветеранов по найму
Обучение квалифицированным профессиям дает вам знания, которые всегда пользуются большим спросом, и возможность получать высокую заработную плату. Лучше всего то, что вам легко найти необходимую помощь в обучении и трудоустройстве.
Лучше всего то, что вам легко найти необходимую помощь в обучении и трудоустройстве.
Многие квалифицированные рабочие могут рассчитывать на расширение возможностей трудоустройства в течение следующего десятилетия. Бюро статистики труда США ожидает более быстрого, чем в среднем, роста в этих профессиях квалифицированного персонала:
Более высокий спрос на эти профессии будет означать больше возможностей для трудоустройства — или даже возможность использовать свои знания для открытия собственного дела.
Хорошая заработная плата Квалифицированные торговцы могут рассчитывать за свою жизнь заработать на десятки тысяч больше, чем они получали бы минимальную заработную плату. И они могут рассчитывать начать получать гораздо более высокую стартовую зарплату, чем многие выпускники колледжей. Заработная плата квалифицированных специалистов различается в зависимости от отрасли и местоположения, но для квалифицированных специалистов нет ничего необычного в том, чтобы зарабатывать стартовую зарплату в размере 50 тысяч долларов и более.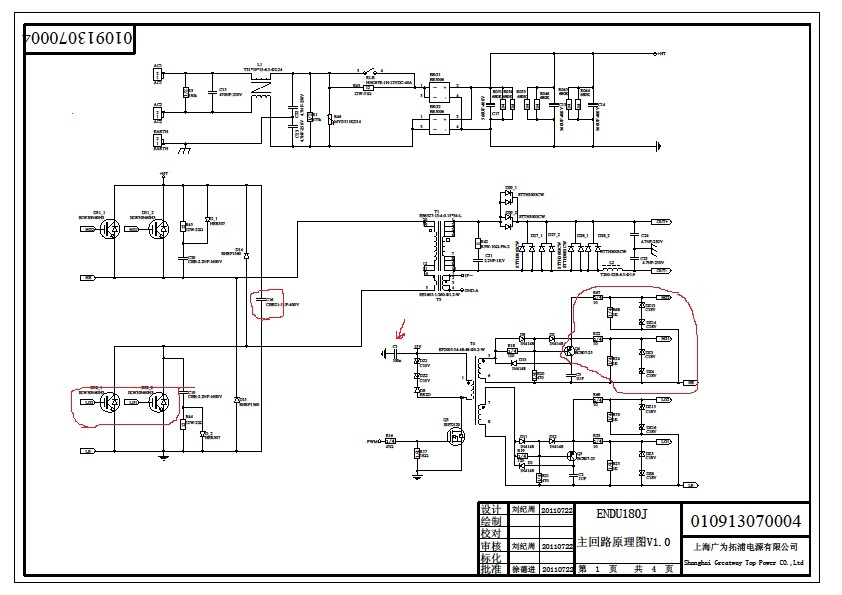
По данным Бюро статистики труда, вот средние зарплаты для быстрорастущих профессий, упомянутых выше.
Обилие ресурсовБез квалифицированных торговцев здания не возводятся, оборудование не ремонтируется, а экономика останавливается. Вот почему многие квалифицированные рабочие считались «основными работниками» во время пандемии COVID.
Компании очень заинтересованы в обучении и продвижении новых квалифицированных специалистов, особенно когда поколение бэби-бумеров начинает уходить на пенсию.
Учебные программы доступны для многих квалифицированных профессий, для всех, кто имеет высшее образование.Участники службы часто могут получить дополнительные льготы, которые помогут им завершить эти программы.
Награждение, практическая рабочая среда Офисы не для всех. Работа в офисе приводит к тому, что вы много сидите, много работаете за компьютером и изрядно трепаетесь и уговариваете, чтобы добиться большего или продвинуться по служебной лестнице.
Работа квалифицированных специалистов, как правило, больше ориентирована на выполнение конкретных задач, чем работа в офисе. Во многих квалифицированных профессиях ваше место работы меняется ото дня к дню, даже от часа к часу, когда вы перемещаетесь между разными рабочими местами.Навыки, которые вы изучаете, также гораздо легче передать, если вы решите переехать на новое место.
Какие профессиональные профессии хорошо сочетаются с навыками ветеранов?Ниже представлена основная информация о наиболее распространенных квалифицированных профессиях.
Сварщики- Сварщики используют инструменты для соединения кусков металла, и они необходимы в самых разных отраслях промышленности.
- Большинство сварщиков работают на заводе в помещении, но иногда могут работать и на улице.
- Диплом средней школы — это минимальное требование для начинающего сварщика, но обучение в школе сертификации — лучший путь к трудоустройству. В вооруженных силах действуют собственные программы обучения сварке.
- Средняя годовая заработная плата сварщика по состоянию на 2019 год составляла 42 490 долларов США. 10% лучших сварщиков зарабатывают более 64 240 долларов в год.
- Ожидается, что к 2029 году занятость в сварке вырастет на 3 процента, примерно так же, как в других отраслях.
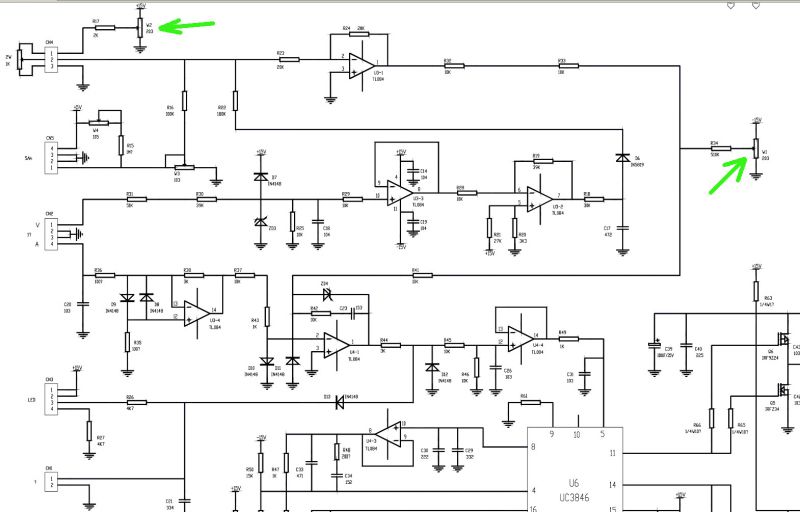 В вооруженных силах действуют собственные программы обучения сварке.
В вооруженных силах действуют собственные программы обучения сварке.- Механики промышленного оборудования обслуживают заводское оборудование, часто с помощью компьютеризированного диагностического оборудования.
- Работа обычно выполняется на производственном предприятии.
- Некоторые промышленные механики получают степень младшего специалиста по промышленному обслуживанию. Также распространено обучение без отрыва от производства.
- Средняя годовая заработная плата механика промышленного оборудования по состоянию на 2019 год составляла 52 860 долларов США. Лучшие 10% механиков промышленного оборудования зарабатывают более 79 150 долларов в год.
- Ожидается, что к 2029 году занятость механиков промышленного оборудования вырастет на 13 процентов, что намного быстрее, чем рост в других отраслях.

- Электрики устанавливают электрические системы и блоки в домах, офисных зданиях и на заводах. Работа должна соответствовать строительным чертежам и национальным стандартам.
- Работа обычно осуществляется на рабочем месте, в помещении или на улице.
- Обучение обычно проходит в форме 4-5-летней программы ученичества, которую можно частично пройти через обучение во время службы в армии.
- Средняя годовая заработная плата электрика по состоянию на 2019 год составляла 56 180 долларов США.10% лучших электриков зарабатывают более 96 580 долларов в год.
- Ожидается, что к 2029 году занятость электриков вырастет на 8 процентов, что намного быстрее, чем рост в других отраслях.
- Механики и установщики систем отопления, кондиционирования и охлаждения устанавливают в зданиях системы отопления, охлаждения, вентиляции и охлаждения, соединяя их с электрической системой. Часто ремонтируют и консультируют по обслуживанию оборудования.
- Работа выполняется на жилом или коммерческом объекте или на нескольких объектах для обращения в службу поддержки.
- Профессиональные училища и общественные колледжи предлагают программы получения степени по установке систем отопления, вентиляции и кондиционирования воздуха. Также распространены программы ученичества.
- Средняя годовая заработная плата механика HVAC по состоянию на 2019 год составляла 48 730 долларов. Лучшие 10% механиков HVAC зарабатывают более 77 920 долларов в год.
- Ожидается, что к 2029 году занятость электриков вырастет на 4 процента, примерно так же, как и в других отраслях.
 Часто ремонтируют и консультируют по обслуживанию оборудования.
Часто ремонтируют и консультируют по обслуживанию оборудования.- Сантехники консультируют и устанавливают трубопроводные системы и арматуру в зданиях. Они работают и могут помочь подготовить чертежи.
- Работа осуществляется на жилых и коммерческих площадках, в помещении или на открытом воздухе.
- Обучение обычно осуществляется в рамках программы ученичества, за которой следует лицензионный экзамен. Чтобы стать мастером-сантехником, нужен еще один экзамен.
- Средняя годовая заработная плата сантехника по состоянию на 2019 год составляла 55 160 долларов США.Лучшие 10% сантехников зарабатывают более 97 170 долларов в год.
- Ожидается, что к 2029 году занятость сантехников вырастет на 4 процента, примерно так же, как в других отраслях.

- Авиамеханики проверяют и ремонтируют самолеты, чтобы они могли безопасно летать в соответствии с подробными постановлениями федерального правительства.
- Большинство из них работают в крупных аэропортах или вблизи них, в ангарах, на ремонтных станциях или на аэродромах.
- Многие авиамеханики начинают свою карьеру после завершения программы обучения, одобренной FAA.Также распространено обучение на рабочем месте или военная подготовка. Сдача экзамена FAA является обязательным требованием для приема на работу.
- Средняя годовая заработная плата авиамеханика по состоянию на 2019 год составляла 64 090 долларов. Лучшие 10% авиамехаников зарабатывают более 101 070 долларов в год.
- Ожидается, что к 2029 году занятость авиамехаников вырастет на 5 процентов, опережая рост в других отраслях.
 Сдача экзамена FAA является обязательным требованием для приема на работу.
Сдача экзамена FAA является обязательным требованием для приема на работу.Бюро статистики труда определяет основные навыки, необходимые для каждой работы в квалифицированных профессиях.Ветераны могут оказаться более квалифицированными для определенных профессий в зависимости от навыков, которые они приобрели в армии.
Какие навыки наиболее распространены? Детально Практически все сделки требуют внимания к деталям — будь то следование инструкциям, ведение точных записей или использование точных инструментов. Среди упомянутых выше профессий сварщики, электрики, механики HVAC и авиамеханики должны быть внимательны к деталям, чтобы добиться успеха.
Торговля может потребовать манипулирования мелкими деталями — часто только руками — в ограниченном пространстве. Сварщик, слесарь-механик, сантехник и авиамеханик — все профессии, требующие ловкости рук.
Физическая сила и выносливостьБольшинство профессий требует силы, чтобы поднимать тяжелые предметы и манипулировать ими. В частности, сварщикам, электрикам и техникам HVAC требуется выносливость, чтобы работать эффективно и безопасно даже после долгого дня простоя, подъема и движения.
Навыки пространственной ориентацииСварщики должны уметь просматривать двухмерные спецификации изделия или ремонта и выполнять то, что необходимо, на трехмерном объекте.
Критическое мышление / навыки поиска и устранения неисправностей При работе в сложных условиях, таких как большие коммерческие здания или сложные машины, не всегда все идет по плану. Ожидается, что квалифицированные специалисты смогут быстро выявлять проблемы и находить действенные решения. Механики промышленных машин, электрики, техники HVAC и сантехники — все они извлекают выгоду из навыков критического мышления.
Механики промышленных машин, электрики, техники HVAC и сантехники — все они извлекают выгоду из навыков критического мышления.
В то время как некоторые квалифицированные профессии представляют собой несколько уединенную рабочую среду, другие требуют работы с другими торговцами, руководства коллегами и работы с клиентами. Электрики, сантехники и техники HVAC, особенно, часто работают как часть команды и должны поддерживать связь с подрядчиками и клиентами.
Проблемы перехода от военной к гражданской жизниПо данным опроса Pew Research, примерно каждый четвертый военнослужащий говорит, что им трудно перейти от военной к гражданской жизни.Стабильная и полезная работа в сфере торговли не гарантирует лучшего перехода, но может решить некоторые из общих проблем, с которыми сталкиваются ветераны перехода.
Подготовка к трудоустройству или возобновлению работы Возвращение на работу включает незнакомые шаги, такие как создание резюме, участие в собеседовании и даже выбор подходящей гражданской одежды. Переход к квалифицированным профессиям сглаживает этот переход. Все, что требуется — это аттестат средней школы, поэтому вам не нужно никого впечатлять идеальным резюме или одеждой.Профсоюзы и предприятия всегда ищут преданных своему делу и квалифицированных людей, чтобы присоединиться к их командам.
Переход к квалифицированным профессиям сглаживает этот переход. Все, что требуется — это аттестат средней школы, поэтому вам не нужно никого впечатлять идеальным резюме или одеждой.Профсоюзы и предприятия всегда ищут преданных своему делу и квалифицированных людей, чтобы присоединиться к их командам.
После увольнения некоторым ветеранам не хватает духа товарищества в службе и удовлетворения от работы для достижения коллективных целей. Дружбу, которая может возникнуть из общей жертвы, уже не так легко сформировать.
Когда кто-то становится опытным торговцем, он снова присоединяется к сообществу. Многие квалифицированные специалисты являются членами профсоюзов со своим собственным руководством, обычаями и историей, не совсем отличными от сферы услуг.Квалифицированные торговцы обладают уникальными талантами, и это сопровождается духом товарищества.
Создание структуры Переход от четкой системы подчинения к тому, чтобы, по сути, руководить собственными поисками работы, может дезориентировать. Поступление на программу ученичества или обучения немедленно восстанавливает надзор за переходящим ветераном. Цель этих программ — постепенно ослабить надзор со стороны потенциальных торговцев, чтобы они могли добиться успеха самостоятельно.Такой постепенный подход может быть подходящим для тех, кто недавно уволился или уволился со службы.
Поступление на программу ученичества или обучения немедленно восстанавливает надзор за переходящим ветераном. Цель этих программ — постепенно ослабить надзор со стороны потенциальных торговцев, чтобы они могли добиться успеха самостоятельно.Такой постепенный подход может быть подходящим для тех, кто недавно уволился или уволился со службы.
Программа помощи в переходный период (TAP) VA является основным ресурсом для ветеранов переходного периода. Люди, уходящие из вооруженных сил, имеют доступ к этим услугам уже за два года до выхода на пенсию.
Доступные классы включают Основы занятости при смене карьеры (EFCT), Семинар Департамента труда (DOLEW) и Исследование карьеры и квалификации (C2E).
Каждое отделение обслуживания также имеет свои собственные программы помощи в переходный период, включая индивидуальный инструктаж.
Частные программыРаботодатели поддерживают множество различных программ, помогающих ветеранам выбрать успешную карьеру в послевоенный период.
- VetNet — это серия вебинаров, предназначенных для ветеранов, интересующихся базовой информацией о переходном этапе, карьерой или предпринимательством.
- Hire Heroes USA объединяет ветеранов с ресурсами, которые помогают им найти работу, и объединяет компании с квалифицированными ветеранами.
- Миссия Veteran Jobs Mission — это коалиция более 200 американских корпораций, которые коллективно наняли более 500000 ветеранов.
Билль о военнослужащих — это золотой стандарт военной службы. Но это не только для колледжа. Право на участие было расширено, поэтому ветераны могут использовать свои льготы GI для оплаты обучения по программам, не связанным с высшим образованием, например, в учебной школе HVAC. Для ветеранов, обучающихся по программам обучения без отрыва от производства или по программам ученичества, льготы по счету GI могут применяться к оплате жилья или учебных материалов.
Чтобы найти рядом с вами профессиональные училища GI Bill или проверить право на участие в той или иной школе или программе, используйте онлайн-инструмент VA VA для сравнения счетов GI. Инструмент перечисляет школы / программы, показывает, сколько денег можно потратить на обучение, и даже показывает, сколько других получателей GI Bill зарегистрировано.
Ставки покрытия счетовGI для программ профессионального обучения зависят от общей стоимости программы. С 2021 года законопроект о GI покроет до 25 162 долларов в год на обучение по программам профессионального обучения.
Кроме того, программа «Готовность и трудоустройство ветеранов» помогает ветеранам с ограниченными возможностями, связанными с оказанием услуг, предоставляя консультации, ресурсы и специальные инструменты, которые помогут им добиться успеха в их новой карьере.
Работа для ветерановИнтернет-ресурсы позволяют любому ветерану любого возраста легко найти рабочие места в сфере торговли.
Ресурсы о вакансиях от правительства СШАЛучшее место для старта ветеранов, ищущих возможности трудоустройства, — это ветераны.gov — результат сотрудничества Министерства труда США, нескольких федеральных агентств и государственных служб занятости. На сайте есть ссылки на ряд возможностей трудоустройства, в том числе предлагаемых федеральным правительством, которое уделяет приоритетное внимание найму ветеранов.
Кроме того, карьерный рост — это сайт для поиска работы, рекомендованный VA и предоставляемый Министерством труда США.
Государственные / частные ресурсы по вакансиямЭто краткий список рабочих мест в отрасли для ветеранов.
Доска объявлений для ветерановGoogle предоставляет полезный интерактивный сайт со списком вакансий для ветеранов. Выполните поиск «вакансии для ветеранов» в Google, затем прокрутите вниз, чтобы увидеть окно поиска, в котором вы можете ввести свой код военной профессии, чтобы просмотреть список подходящих вакансий.
Есть много досок по трудоустройству специально для ветеранов; вот одни из лучших.
Ресурсы для работодателей и ветерановБывший министр труда Хильда Солис сказала: «Лучший способ почтить память наших ветеранов — это нанять их.«
Федеральное правительство предоставляет работодателям, желающим нанять ветеранов, многоуровневую помощь, от субсидий на заработную плату до технологий обеспечения доступности. Лучший общий ресурс — это Руководство для работодателей Министерства труда США по найму ветеранов. Это подробное руководство содержит информацию о демографических характеристиках ветеранов, передовой опыт и даже примеры должностных инструкций, которые понравятся ветеранам.
Когда вы будете готовы опубликовать вакансию, рассмотрите возможность использования страницы найма ветерана Министерства труда США, которая публикуется в федеральной базе данных и базе данных в вашем штате.
Налоговые льготы при приеме на работу ветерановРаботодатели также могут уменьшить свои налоговые расходы, нанимая и поддерживая ветеранов в качестве сотрудников.
Налоговая скидка на возможность работы позволяет работодателям претендовать на получение кредита в размере до 40% от заработной платы за первый год определенных сотрудников, включая некоторых ветеранов. Чтобы пройти квалификацию, нанятый ветеран должен соответствовать следующим критериям:
- Является членом семьи, получающей помощь в рамках программы дополнительного питания (SNAP).
- До приема на работу не работал не менее 4 недель.
- — недавно выписанный ветеран со служебной инвалидностью.
Налоговый вычет за снятие барьеров позволяет компаниям, которые несут расходы, связанные с устранением архитектурных или транспортных барьеров, для людей с ограниченными возможностями, включая ветеранов с ограниченными возможностями, начисляются налоги. Вычет может составлять до 15 000 долларов в год.
Сделайте следующий шаг полезнымВернувшиеся военнослужащие найдут товарищество, структуру и практическую рабочую среду в квалифицированных профессиях.Техническая степень, программа ученичества или обучение на рабочем месте — финансируемые Законом о военнослужащих — это первый шаг на пути к карьере с личным и финансовым вознаграждением.
Руководство по покупкам и рекомендации для сварщиков, инструментов, оборудования и т. Д.
Меня все время спрашивают, какие инструменты мне следует купить, поэтому теперь я собираю все вместе в удобный список со ссылками. Мы действительно получаем откат от Amazon, когда вы покупаете по ссылкам (что помогает нам), но лучше помочь вашему местному сварочному магазину, который помогает нам всем.Нам больше всего нравится Gordy’s в Бербанке (и отличный малый бизнес), но магазины Airgas есть повсюду, и у них, как правило, есть больше вещей на складе.
Сварщики MIG (также известные как сварочные аппараты)
Сварщики MIG — это основные сварщики, которых мы используем в цехе. Это как горячий клей для металла, и он отлично подходит для изготовления мебели, скульптур и ремонта своими руками.
На что обратить внимание….
110В или 220В (или оба)? Будет ли ваша машина работать от бытового тока или вам нужен ток 220 В (который может понадобиться для работы сушилки или плиты).Вы хотите отключать плиту каждый раз, когда хотите сварить? Вам понадобится 220 В для сварки материала толщиной 1/4 дюйма и более, но это быстро становится тяжелым. Не покупайте машину, которая питает только 220 В, потому что в какой-то момент вам придется сварить что-то на линии забора или в доме вашего друга, и вам нужно будет использовать обычный удлинитель.
Возможно использование газовой защиты или только сердечник из флюса? Когда вы свариваете сталь (или любой другой металл), кислород в воздухе хочет попасть вместе с расплавленной сталью, расплавленным железом и т. Д. И образовать оксиды.В стали образуется оксид железа (он же ржавчина), что делает сварные швы ужасными. Они быстро ржавеют и очень слабы. Таким образом, вы можете использовать защитный газ (смесь аргона и CO2) или отталкивать кислород во время сварки. Если у вас его нет, вам придется использовать проволоку с флюсовым сердечником, а флюсовый сердечник содержит химическое вещество в проволоке, которое «выгорает» во время сварки и создает облако дыма, которое отталкивает кислород. Этот флюс лучше сваривается снаружи; любой ветер легко сдует ваш защитный газ.Он также сваривает более толстый материал при том же входном напряжении (сталь 3/16 дюйма на 110 В переменного тока по сравнению с 1/8 дюйма на газе). Но если вы делаете красивую работу, работу в помещении или более тонкий листовой металл (<1/16 дюйма), вам понадобится газовая защита. Вы купите резервуар отдельно в сварочном магазине, таком как Airgas или Gordies.
Регулируемость, долговечность, гарантия и т. Д. Лучше всего покупать в сварочном магазине, чтобы вы могли иметь дело с гарантией лично, но в некоторых случаях это невозможно.
Лучший бюджетный или начинающий сварщик MIG
Lincoln 140 Welder (которого существует несколько версий) — отличный сварщик для начала.Он работает от 110 В переменного тока и сваривает материал толщиной до 1/8 дюйма за один проход. Этого достаточно для большинства вещей, улучшающих дом. Вы также можете сваривать более толстый материал, если будете делать многопроходную или V-образную канавку. Эта машина может принимать бензобак для защиты от газа или запускать сердечник из флюса. Lincoln Easy MIG 110 может делать только сердечник из флюса. Так что получите версию 140. И 220 В — это здорово, если оно у вас есть, но у большинства людей его нет (или они не хотят отключать сушилку для одежды, чтобы добраться до нее). А для работы в сети 220 В вам, вероятно, понадобится удлинитель на 220 В, и он стоит недешево (80–100 долларов).
Еще одним преимуществом этого трансформатора является то, что это настоящий трансформатор с проволочной обмоткой, а не печатная плата. По сути, сварщики — это трансформаторы, преобразующие высокое напряжение с низким током на стенке в низкое напряжение с высоким током для сварки. Трансформатор с проволочной обмоткой, хотя и тяжелее и больше, будет более долговечным и дешевым в ремонте, чем трансформатор на печатной плате. У нас было несколько сварщиков печатных плат Miller (инверторных), которым требовалась замена основной платы, и, по сути, это столько же, сколько новый сварщик.В то время как люди с проволочной обмоткой умирают медленной смертью, и если что-то нужно заменить, это еще не вся система.
Weld Pack 140 (также известный как Easy MIG): Базовая версия. 5 предустановленных настроек напряжения и полностью регулируемая скорость подачи проволоки. 559 долларов на Amazon.
140HD– версия Home Depot, отлично работает. Не такой регулируемый, как версия 140C. Они меняют код продукта (HD вместо C или Easy MIG) на нем, поэтому вы не можете делать покупки между Amazon или Northern Tool с Home Depot.Около 500 долларов в Home Depot
140C Версия ЛУЧШЕ: Этот вы получаете в сварочном магазине. Более тяжелая работа и полностью регулируемые настройки напряжения, а не только 5 предустановленных настроек, таких как версия HD или Weld Pack. Стоит дополнительных денег, если вы хотите сделать сварные швы красивее или у вас будет грубая работа с инструментами. Это тот, который мы используем в магазине, и нам он вообще нравится. 972 $ Ссылка на это на Amazon.
180 DUAL BEST: Во-первых, не покупайте простую версию 180, а двойную.Обычный 180 обеспечивает питание только 220 В переменного тока. В какой-то момент вам понадобится подключить сварочного аппарата к удлинителю либо к линии забора, либо к дому вашего приятеля, так что потратьте лишние доллары прямо сейчас, чтобы получить двойной. Крепкая машина, которая отлично работает. И если вы можете постоянно работать от 220 В переменного тока, это лучше. Электропитание 220 В переменного тока дешевле, и ваши сварочные швы начнутся более горячими (так что вам не придется нагреваться на 0,5 секунды холодной сварки каждый раз, когда вы выполняете сварку с помощью сварочного аппарата на 110 В переменного тока). Последний чек — 1227 долларов. Ссылка на этот на Amazon
Все это говорит о том, что я хотел бы попробовать Hobart Handler 140.Хобарт — бюджетная линия Miller Welding, а эта, похоже, эквивалент линии 140 Lincoln. Miller делает отличные инструменты и имеет лучшую гарантийную поддержку, чем Lincoln, и этот, похоже, имеет проволочную обмотку, а не основан на инверторе. К тому же это ссылка на Amazon
за 499 долларов.Мой любимый сварочный аппарат MIG: Millermatic 211 (снято с производства)
Если вы можете найти его на Craigslist или где-нибудь в дикой природе, это здорово. Он тяжелый, немного громкий, но подача мощности плавная, а органы управления линейны (как старый грузовик с v8, а не новый с турбонаддувом), он долговечен, насколько мог бы, и сваривает на тех же 220 или 110 В толще, чем любая другая машина. в магазине.
Сварочные аппараты TIG
Сварочные аппаратыTig — это необычные аппараты, которые позволяют контролировать силу тока во время сварки с помощью ножной педали. Вместо подачи проволоки из машины вы используете другую руку. Это сложно сделать, дорого и намного медленнее, поэтому его используют для изготовления прецизионных сплавов, а также когда важна прочность на вес (гоночные автомобили, аэрокосмическая промышленность и т. Д.).
| НЕ ПОЛУЧАЙТЕ НАВСЕГДА: , а если и получите, то не по моей рекомендации.У нас было две штуки в магазине на неделю, и с них уже падали какие-то предметы, а элементы управления были помечены наоборот. Я продал одну и отправил другую. Не дайте гарантии обмануть вас; Я читал ужасные истории о людях, которые месяцами ждали ремонта после того, как отправили его в Айдахо. Кроме того, в сети ходят слухи, что они прекращают и воздерживаются от всех, кто отрицательно отзывается о них, так что, если этот исчезнет, вините его. |
Бюджет: отвлечение Миллера 180
Отличная маленькая машина, работающая от 110 или 220 В переменного тока.Используется сталь или алюминий, но вы не можете настроить постпоток на газе, поэтому я бы не рекомендовал его для нержавеющей стали. Не самый регулируемый и не может вместить кулер с водой, но он прочный, и я был очень доволен тремя, которые у нас были, пока мы не перешли на Dynastys. Свариваю короткие участки 3/16 на 220 В переменного тока. $ 2449 Ссылка на Amazon
Fancy: Miller Dynasty 200 (и далее)
Эта прекрасная машина может обрабатывать сталь, нержавеющую сталь и алюминий (плюс все остальные). Тонны возможностей регулировки, а модели DX добавляют импульсные функции для изготовления листового металла или производственных циклов.Возможно, вам понадобится кулер для воды, чтобы вы могли дольше сваривать более толстые металлы, чтобы ваша рука не плавилась, но мы говорим здесь о 6 тысячах долларов. Лучше пойти в местный сварочный магазин за всеми необходимыми компонентами (а не покупать то, что у вас нет). Но вы можете провести свое исследование здесь: ссылка на Amazon
.Или, по крайней мере, зайдите в Cyberweld, где у них будет больше информации и они смогут ответить на вопросы.
Я еду в сторону Миллера на TIG. Lincoln тоже делает отличных сварщиков, но я научился на Millers, на работе мы использовали Millers, а в своем магазине я использовал Millers.Я пробовал сварочные аппараты Lincoln big ole TIG, и они оказались хорошими, но мне просто удобнее пользоваться сварочными аппаратами Miller TIG, поиском запчастей, печатных плат Miller и гарантийными обязательствами. Я также попробовал Miller Syncrowave 275, и он был размером с холодильник, но черт возьми, это был гигантский тигель с проволочной обмоткой, и он был красив. Огромный и тяжелый, но если у вас есть место (и бюджет), сделайте это.
Если у кого-то есть AlphaTIG, я бы с удовольствием попробовал один из них. Невероятно дешевый (около 800 долларов), но полнофункциональный.Смотрю и на отличные отзывы. ССЫЛКА
Сварочные маски
Сварочные маски бывают разных стилей и цен. При покупке шлема следует учитывать такие факторы, как чувствительность, размер линзы и комфорт. Плюс все дополнительные функции, которые могут сделать или сломать шлем. Я просто рассматриваю здесь шлемы с автоматическим затемнением; все вы, школьники с откидными капюшонами, можете пропустить этот раздел.
- Чувствительность: сколько ампер потребуется вашему шлему, чтобы переключиться с света на темноту.Для MIG вполне подойдет 20 ампер. Для TIG необходимо, чтобы она снизилась до 5 ампер. Сколько световых датчиков в нем? Больше значит лучше (меньше шансов, что ваши руки или ваш материал заблокируют световые датчики).
- Размер линзы просмотра: чем больше, тем лучше. Чем больше, тем тяжелее и дороже.
- Комфорт: это невозможно измерить. Вот почему я говорю, не покупайте на Amazon. Он будет слишком тяжелым, или будет странно соответствовать вашей неровной голове и т. Д. Сходите в Airgas, Gordies Welding или где-нибудь еще и попробуйте их.
- MISC Особенности: основная, что я хотел бы найти, — это внешняя ручка, которая может переключать ваш шлем из режима сварки в режим измельчения. В режиме измельчения он не погаснет, поэтому ваш шлем может фактически переключаться со сварки на шлифование с защитной маской. Очень удобно, и это главная причина, по которой мне нравятся шлемы Lincoln. Но они странно подходят к моей голове и вызывают у меня головную боль, поэтому я использую Miller. В нем все еще есть режим измельчения, но он спрятан внутри шлема, и мне приходится снимать перчатки, чтобы нажать маленькую кнопку.
Бюджетный шлем: шлем портовых грузовых
Подходит для сварки MIG. Недостаточно чувствителен для TIG. Прочный, простой, удобный и дешевый (часто в продаже 45 или 35 долларов). Ссылка на грузовой порт
Сам никогда не пользовался шлемами Antra, но они выглядят неплохо (и даже не выглядят такими тяжелыми). $ 45 Ссылка на Amazon
Следующий шаг вперед: Lincoln Electric K3419
Подходит для сварки MIG, TIG или Stick. Небольшая зона обзора и всего два датчика, но легкий вес и качество линкольна.79 долларов США на Amazon LINK
Высокое качество: Lincoln 3350, Miller Digital Elite или Sentinel A50
Все эти шлемы стоят от 250 до 300 долларов, имеют большие зоны обзора, несколько датчиков, солнечную энергию с резервным аккумулятором. Так что в основном все сводится к комфорту и дополнительным функциям. У Lincoln есть этот внешний переключатель, Miller я считаю действительно удобным и надежным, а Sentinel, показанный слева, заставляет вас выглядеть как плохой пилот-истребитель. Он также очень удобен и имеет вырез для носа, поэтому линзы меньше запотевают.Я собираюсь присмотреться к этой марке для своего следующего шлема.
Шлифовальные машины (угловые шлифовальные машины)
Угловые шлифовальные машиныотлично подходят для подготовки деталей к сварке, резки деталей по размеру или последующей полировки сварных швов. Если вы свариваете, вам понадобится один из них.
Размеры: Доступны размеры 4, 4,5 и 7 дюймов. Большинство людей используют размер 4,5 дюйма, поэтому вы можете получить большинство видов шлифовальных дисков такого размера. 7 ″ крупный и бесполезный за пределами большой конструкции.
Размер бочки: У вас большие руки или маленькие? Пойдите в Home Depot и попробуйте их.
Проводной или беспроводной: Не покупайте беспроводной, если он у вас единственный. Батарейки не хватает для реальной работы.
Paddle Switch или Thumb Switch : Paddle намного безопаснее, но переключатель большого пальца сделает ваши руки менее уставшими.
Предпочтение бренда: некоторые люди просто обожают Dewalt бог знает почему.
Бюджет / дешево: Harbor Freight Grinder
Во-первых, эти штуки дешевы.Во-вторых, они дешево сделаны. Одна школа мысли заключается в том, что сначала купите дешевый, а если вы используете его достаточно, чтобы сломать его, купите дорогой прочный на одну секунду. Вторая школа мысли заключается в том, чтобы сначала просто купить хороший, потому что иначе время и деньги будут потрачены впустую. 15 долларов США в порту Harbour Freight
Хорошо: Dewalt или Makita
Надежные инструменты, оба. Все зависит от личных предпочтений. Мне нравятся инструменты Makita; они прочные, имеют хорошую цену, их довольно легко починить, а также легко найти запасные части и запасные части.Dewalt тоже делает хорошие кофемолки, и некоторым они очень нравятся. Я бы порекомендовал версию с подрулевым переключателем для обоих; безопаснее, и по какой-то причине они делают их с более крупными и мощными двигателями. Оба abotu $ 75
Ссылка на Dewalt
Ссылка на Makita
Лучшее: Metabo
Если вы собираетесь много шлифовать, шлифовальный станок Metabo имеет необычную рукоятку, которая снижает вибрацию. Его тоже делают в Германии, так что это модно. Они даже делают одну с регулируемой скоростью, так что вы можете использовать ее для шлифования, а затем полировки (обычно для полировки вы идете медленно).Около 99 долларов или 175 долларов за модную модель с регулируемой скоростью.
Ссылка на Amazon
Перчатки и защитное снаряжение
Общие / Рабочие перчатки: Tillman 1414
Я перепробовала кучу разных перчаток, большинство из которых не работают так долго. Нашел те, что у Тиллмана, и они прослужили дольше всех. Даже побив более дорогие перчатки Lift, которые я любил. Около 10 $
Ссылка для размера Small
Ссылка для среднего размера
Ссылка для большого размера
Лучшее для TIG: перчатки Tillman 1328 из козьей кожи
Очень красивые оленьи шкуры, как и детские.Но они оба стоят дороже и служат меньше времени. Кажется, что козья кожа менее подвержена испорчению и схватыванию чего-то слишком горячего, поэтому ваши перчатки не так быстро сморщиваются. К тому же они дешевле. 10–13 долларов США
Ссылка на средний размер
Ссылка на размер Большой
Сварочные перчатки MIG? Едва ими пользуйся. А потом я воспользуюсь тем, что они продают в местном сварочном магазине. Только когда я работаю над головой или чем-то действительно толстым, я беспокоюсь о том, чтобы обжечь руки.Обычно я работаю с материалом 1/16 и тоньше, так что все кожаные рабочие перчатки мне подойдут.
Сварочная куртка: Miller Cotton Jacket
Работая в Лос-Анджелесе над более тонкими вещами, я очень редко хочу носить кожаную куртку. Итак, этот Миллер идеален. В основном хлопок, кнопки на кнопках и горловина на липучке. У всех остальных курток либо воротник на пуговицах, либо какой-то странный воротник — это тот, который работает. А это всего 20-25 долларов.
Ссылка на средний
Ссылка на большой
Ссылка на XL
Женские куртки или куртки меньшего размера: Angelfire
Людям тоже нравятся эти куртки.Все хлопковые и бывают меньших размеров и более тонких размеров, чем куртки Miller, что делает их очень популярными в магазинах для женщин и мужчин меньшего размера (или подростков). Это просто коричневый пиджак, поэтому он абсолютно нейтральный. Цена варьируется в зависимости от размера (не знаю почему), но составляет около 26-36 долларов. Плюс они даже в XS.
XS — S — M — L — XL
Различные ручные инструменты, которые вам понадобятся
Плоскогубцы MIG, AKA Welders Helpers, AKA Welpers
Они в основном необходимы для сварки MIG.Вы можете использовать обычные плоскогубцы, но они подпружинены, и их намного проще использовать в перчатках. У них также есть вырезы для захвата всех частей горячего пистолета, что делает жизнь достойной жизни.
Они делают дешевые (7 долларов), средние по 14 долларов или намного лучше модные (30 долларов). Не покупайте дешевые; они просто не очень хорошо работают.
Ссылка на средние
Связь с великими
Сварочные столы
Для сварки не нужен сварочный стол.Но это определенно помогает, особенно если вы хотите, чтобы ваша работа была плоской и не допускала тепловых искажений. И деревянные столы со временем загорятся. В конце концов.
Бюджет: переносной сварочный стол для портовых грузовых перевозок
Этот выглядит очень удобно. Недостаточно большой, чтобы сварить всю раму стола, но годится, чтобы залезть под угол одного стола и отремонтировать его. Дешево, портативно и полезно.
Ссылка на грузовой порт
Создайте свой собственный
Мы можем помочь вам с дизайном, или вы можете найти любой дизайн в Интернете.Твердый материал хорош для скульптуры или оксигенации, поскольку предметы не будут проваливаться через трещины, но планки или отверстия отлично подходят для зажима предметов мебели и удержания их в горизонтальном положении.
Dream Table: Крепежный стол Stronghand
Это последняя ярость. Отверстия через каждые пару дюймов, так что вы можете положить зажимы где угодно и держать все супер прямо, ровно и легко повторять. Лучше всего для TIG, потому что я бы не хотел стряхивать брызги MIG с мертвого плоского стола за 2500 долларов.
ССЫЛКА
Разное
Лепестковые диски: Walter Surface Tech Enduro 36/60
Да, эти лепестковые диски дороже большинства (7-9 долларов каждый), но они служат намного дольше и работают намного быстрее, что в конечном итоге экономит деньги.Эти эталоны по цене 1 доллар в евро — мусор, как и нортоновские от Home Depot. Лучше CGW или 3M Cubitron, но лучше всего эти Walter.
Ссылка на Amazon
Это то, что у меня есть. LMK, если это было полезно или у вас есть запросы на дополнительные инструменты и обзоры.
Напишите мне на [email protected]
Расчет стоимости обмена для вашего станка
Определение стоимости обмена
Насколько мы помним, торговля старыми аппаратами для сварки MIG, TIG, палками или плазменными резаками была довольно случайной.Некоторые розничные торговцы неохотно рассматривают возможность обмена, но другие не проявляют никакого интереса. Это понятно, поскольку старые машины бывает трудно перепродать розничным продавцам, а еще труднее продать частным образом по той цене, которую вы хотите.
В QWS мы считаем, что обмены являются важной частью продажи, и с радостью рассмотрим возможность торговли всеми марками и моделями. Мы предлагаем справедливую рыночную стоимость, основанную на нашей расчетной цене перепродажи.
При торговле на своей старой машине будьте реалистичны и помните, что ее стоимость в конечном итоге зависит от того, сколько за нее заплатит кто-то другой.В QWS мы принимаем во внимание следующие факторы, когда оцениваем стоимость вашего оборудования при обмене.
Можно перепродать?
Внешний вид имеет значение, и очевидно, что машины, находящиеся в хорошем техническом и эстетическом состоянии, обычно будут иметь более высокую цену. Наличие всех оригинальных аксессуаров, включая фонарик и провода, также очень поможет, но не помешает.
Понравится ли это следующему покупателю?
Некоторые бренды имеют более высокую стоимость при перепродаже, чем другие, а некоторые модели просто проще в использовании или работают лучше, чем другие, что делает их более привлекательными для потенциальных покупателей и увеличивает их стоимость при продаже.
Срок службы еще не менее 5 лет?
Поскольку технологии развиваются такими быстрыми темпами, компьютеризированные машины склонны к тому, что я люблю называть «технологическим блюзом». Как и большинство других высокотехнологичных бытовых приборов, они становятся ненужными раньше, чем нам хотелось бы, особенно с появлением на рынке интересных новых функций. Мы также учитываем, сколько еще лет машина будет обслуживаться производителем, поскольку мы определенно не хотим, чтобы кто-либо покупал подержанную машину, которую нельзя ремонтировать или обслуживать еще как минимум пять лет.
У вас есть оригинальные квитанции о покупках и обслуживании?
Это полезно, поскольку иногда в соответствии с законодательством Австралии о защите прав потребителей подержанные машины все еще имеют оставшуюся часть гарантии производителя. Квитанции об обслуживании также показывают, что за машиной хорошо ухаживали. Опять же, это не является препятствием для сделки, но помогает снизить стоимость при перепродаже.
А как насчет машин, которые не имеют никакой ценности?
Мы видим много машин, которые действительно не имеют ценности при перепродаже, но слишком хороши, чтобы их просто выбросить.