Как паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Содержание
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха.
 Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. - Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.

припой для пайки, способы, особенности
Содержание
- 1 Особенности и принципы пайки
- 2 Методы пайки
- 2. 1 С канифолью
- 2.2 С применением припоев
- 2.3 Электрохимический метод
- 2.
- 3 Припои, материалы, флюсы
- 4 Подготовка изделий
- 5 Нагревательные инструменты
- 6 Технологический процесс
 1 С канифолью
1 С канифольюПроцедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Содержание
- Особенности и принципы пайки
- Методы пайки
- С канифолью
- С применением припоев
- Электрохимический метод
- Припои, материалы, флюсы
- Подготовка изделий
- Нагревательные инструменты
- Технологический процесс
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
 youtube.com/embed/uMYnZHWBy7Y» allowfullscreen=»allowfullscreen»>
youtube.com/embed/uMYnZHWBy7Y» allowfullscreen=»allowfullscreen»> Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт.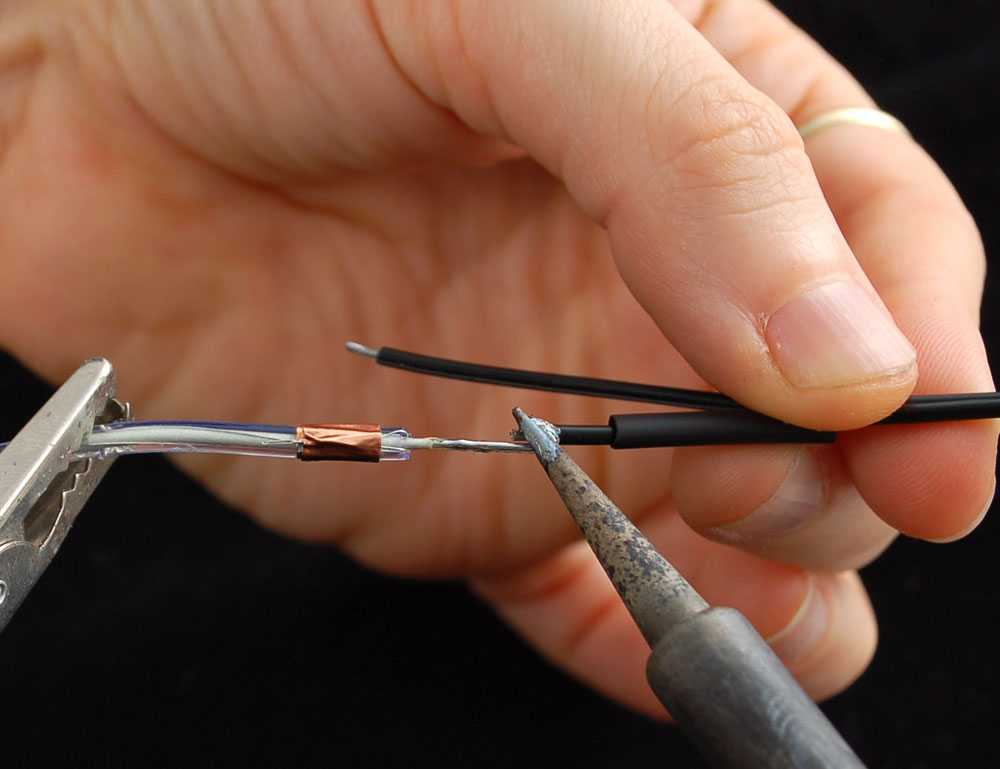 При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей.Какой припой применяется для пайки алюминия

Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится.
В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.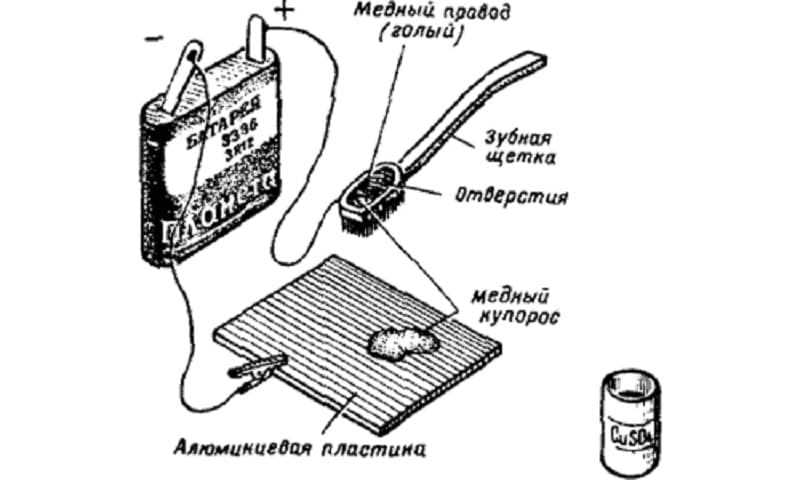
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.

Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
Пайка алюминия в домашних условиях: принцип работы
Представить настоящего хозяина дома без паяльника в хозяйстве сегодня, как и несколько десятилетий назад, практически невозможно. В условиях производства сварка и пайка алюминия, а также его сплавов производится при помощи специальных материалов, установок. Пайка различных алюминиевых деталей в домашних условиях возможна благодаря оловянно-свинцовым припоям ПОС-50 и ПОС-61.
Пайка припоями в домашних условиях, где нет специального оборудования (осваивать работу газовой горелкой не нужно), а также материалов, может производиться несколькими способами, которые будут рассмотрены далее. Так как поверхность алюминия и сплавов неустойчива к образованию оксидной пленки (при контакте с воздухом), обыкновенные способы пайки алюминиевых изделий не подойдут.
Основной задачей во время пайки алюминия является удаление оксидной пленки с поверхности металла, а также последующая защита его от контакта с воздухом посредством наносимой на алюминий канифоли, минерального масла (для швейных машинок), щелочного масла или насыщенного раствора медного купороса.
Способы подготовки алюминия к пайке
Способ №1
Данный способ предполагает применение канифоли в предварительно очищенном (обезжиренном) месте потенциальной пайки. После этого в работу вступает мощный паяльник, которым прижимается шкурка к месту пайки. Далее шкуркой трут поверхность, время от времени облуживая электрическим паяльником поверхность, обработанную шкуркой.
Следующим этапом готовится алюминиевая заплатка, после чего припаивается обычным методом. Несмотря на то, что канифоль является часто используемым при пайке материалом, процедуру лучше проводить с помощью масла для швейной машинки.
Способ №2
На место пайки наносится канифоль, в которую предварительно добавляются железные опилки. Далее залуженный и достаточно разогретый паяльник натирает место, тем самым добавляя припой.
Металлические опилки своими острыми гранями отлично снимают с поверхности алюминия окись, тем самым позволяя между оловом и алюминием достигнуть отличного сцепления. Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Способ №3
Сразу стоит акцентировать внимание на том, что технология применения данного способа хотя и является наиболее надежной, но самой трудоемкой, требующей много времени и сил.
Порядок работы:
- Перед началом пайки рабочий участок алюминиевых деталей очищается от оксидной пленки путем омеднения (воздействием медью). В этом случае применяется гальванический метод покрытия металлических поверхностей металлом.
- Сначала в области места пайки создается пластилиновый бортик, позже образующий ванночку. На дно ванночки наносится тонкий слой насыщенного раствора медного купороса. Отметим, что вопреки распространенному мнению о проблематичном доступе к медному купоросу, достать его совершенно не сложно, так как он достаточно часто встречается в опрыскивании растений от всевозможных специфических болячек и вредителей. Ванночка не потребуется в том случае, если повреждение алюминия незначительно. Таким образом, готовить ванночку из пластилина для нескольких капель медного купороса нецелесообразно.
- Также не обойдемся без участия проводов: в ванночку помещается оголенный медный провод (много проводов не потребуется). Диаметр помещаемых в ванночку проводов должен находится в пределах 1-2 миллиметров. Стоит отметить, что провод должен быть наполнен медью.
- Провод посредством какой-либо опоры необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности алюминия (вместе с тем, контакт между проводом и купоросом есть).
- Далее к проводу подводится положительный контакт какого-либо источника постоянного тока напряжением от 3 до 12 В путем соединения концов проводов. В качестве источника постоянного тока может отлично послужить аккумулятор, выпрямитель, либо батарейка для карманного фонарика.
- Необходимо оборудовать электрическую цепь лампочкой, которая будет служить предохранителем (последовательно подключение), на номинальное напряжение постоянного питания. Таким образом, лампочка загорится в случае соприкосновения алюминиевой поверхности и медью провода, опущенного в ванночку. Лампочка будет сигнализировать вам о том, что провод коснулся дна ванночки, и наоборот – гальванический процесс прервался, если лампочка погасла. Разумеется, ванночка вставляется в электрическую цепь перед установкой проводов.
- К алюминию подводится отрицательный заряд («-») постоянного тока посредством тех же медных проводов. Спустя некоторое время после начала электролиза медный купорос выкипает, тем самым позволяя образоваться слою красной меди на поверхности алюминия. Красный слой промывается, после чего сушится. После этого поверхность алюминия благополучно лудят обыкновенным и привычным способом.
Пайка карандашом
Сварочный карандаш представляет собой припой-герметик, поджигая который можно получать крепкое соединение алюминиевых деталей, проводов, трубок радиаторов и т. п. Карандаш успешно применяется при пайке алюминия. Некоторые отказываются от работы газовой горелкой, прибегая к простому карандашу. Однако и в работе газовой горелкой, и в применении карандаша есть свои преимущества.
Порядок действий:
- Технология довольно простая. Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
- В результате горения карандаша образуется расплавленная масса.
- Далее нужно набрать требуемое количество массы и нанести его на рабочую поверхность. Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.
- Как только происходит соприкосновения припоя с рабочей поверхностью, карандаш перестает гореть, в то время как масса на детали продолжает гореть. Необходимо выждать 10-20 секунд, пока поверхность достаточно прогреется от горения массы.
- По истечении указанного выше времени, приступаем к заполнению чистого алюминия (в расплавленном виде) в рабочую поверхность. Для этого можно взять карандаш, либо воспользоваться кусочком стекла.
Пайка алюминиевого радиатора
Нередко для изготовления радиаторов используется алюминий. Данный материал по своему составу не слишком подвластен пайке. Отметим, что этим качеством владеют практически все алюминиевые сплавы. Так, рано или поздно встает вопрос ремонта алюминиевых радиаторов. Как известно, ничего на белом свете вечного не существует, в том числе радиаторов. Таким образом, иногда возникают поломки радиаторов, которые вполне возможно устранить в домашних условиях путем пайки.
Понадобятся следующие материалы и инструменты:
- Паяльник;
- Тигель;
- Канифоль;
- Припой;
- Опилки железные;
- Сернокислый натрий;
- Поваренная соль;
- Хлористый литий;
- Хлористый калий;
- Ступка с пестиком;
- Криолит.
Порядок работы:
- Нужно подготовить место пайки: очистить от посторонних загрязнений, зачистить наждачной бумагой. Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.
- В отдельном тигле необходимо расплавить канифоль, добавив в нее чистые железные опилки (помешивая). Пропорция должна быть следующей: 2 части канифоли:1 части опилок.
- Пайка радиаторов заключается в следующем: на подготовленную заранее поверхность следует нанести флюс, натирая его разогретым паяльником; следите, чтобы канифоль полностью покрыла рабочую зону пайки от воздействующего воздуха; во время интенсивного растекания канифоли можно наносить припой. Железные опилки нужны для того, чтобы удалять оксидную пленку с поверхности алюминиевых радиаторов, позволив сделать качественное сцепление. Пайка проводится привычным способом.
Если имеется неисправность трубок, подключаемых к теплообменнику, желательно заменить их на новые, а не заниматься ремонтом в домашних условиях. Отметим, что также доступен способ пайки алюминия газовой горелкой.
Похожие статьи
- Пайка радиаторов своими руками: принципы и особенности работы
- Что нужно знать о соединении проводов?
- Карандаш для сварки: характеристики универсального приспособления
- Пайка паяльником: вся необходимая информация
Содержание:
Алюминий широко используется в качестве материала для самых разных конструкций. Он лишь немногим уступает стали по своей прочности. Алюминий гораздо легче обрабатывать, он имеет очень высокие показатели электро- и теплопроводности. Однако существует серьезная проблема при решении вопроса, как паять алюминий паяльником, поскольку здесь существуют специфические особенности и сложности. Техника пайки алюминияСложности при пайке алюминия обусловлены его способностью к образованию окисных пленок буквально за доли секунды. Поэтому для этой операции к паяльникам требуются специальные сменные жала или флюсы на ртутной основе. Если алюминиевые провода сравнительно легко поддаются пайке, то с неудобными плоскими поверхностями возникает множество проблем. Чтобы их решить, необходимо провести тщательную подготовку к работам. Процедуру пайки можно выполнять обыкновенным паяльником с обычным припоем и канифолью. В связи с высокой теплопроводностью алюминия, паяльник должен иметь повышенную мощность от 60 до 100 ватт. Если же имеющийся в наличии паяльник не в состоянии прогреть большие детали, они дополнительно прогреваются на электрической или газовой плите. Перед началом пайки место соединения тщательно зачищается напильником, крошащимся кирпичом или наждачной бумагой. Дальнейшая процедура практически не отличается от работы с обычными металлами. Очищенное жало паяльника опускается в припой и удерживается в нем пока полностью не покроется пленкой. После этого, небольшое количество припоя захватывается жалом, переносится на место спаивания и разравнивается по всей поверхности, предварительно залуживая ее. Затем наносится основное количество припоя, обеспечивающее прочное соединение алюминия. Необходимо подождать, пока припой остынет, а затем протереть место соединения влажной тряпкой. Окончательная зачистка производится с помощью напильника или наждачной бумаги. Флюс для пайки алюминияОсобую роль в процессе спаивания алюминиевых деталей играет флюс. Он позволяет эффективно снимать оксидные пленки, образованные на воздухе, и жировые загрязнения. Кроме того, флюс обеспечивает защиту поверхностей от окисления во время спаивания. Флюс для пайки алюминия продается в готовом виде, но его вполне возможно приготовить самостоятельно. Для приготовления флюса: берется 30 г хлорида цинка, 10 г хлорида аммония и растворяется в 60 миллилитрах воды. Нередко вместо флюса используется так называемая паяльная жидкость или паяльная кислота. Она получается путем взаимодействия концентрированной соляной кислоты с металлическим цинком. С этой целью кислота наливается в посуду из стекла или фарфора. Это действие нельзя производить возле открытого пламени из-за взрывоопасности выделяемого водорода. Цинк в кислоту добавляется небольшими порциями. В результате химической реакции происходит образование хлорида цинка. После того как водород перестанет выделяться, посуда с полученным веществом помещается в теплую воду. При нормальном соблюдении технологии, прочность соединения получается выше, чем у многих металлов. Пайка алюминия в домашних условиях |
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Читать также: Изготовление цилиндрических зубчатых колес
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Читать также: Рейтинг самых лучших бензопил
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Как паять алюминий паяльником
Йост Нуссельдер | Обновлено: 20 июня 2021 г.
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас. Я не принимаю платных спонсоров, мое мнение — мое личное, но если вы найдете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я могу заработать комиссию без каких-либо дополнительных затрат для вас. Узнать больше
Паять алюминий может быть сложно, если вы не делали этого раньше. Оксид алюминия сделает большинство ваших попыток тщетными. Но когда у вас есть четкое представление о процессе, все становится очень просто. Вот где я вхожу. Но прежде чем мы углубимся в это, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
- Что такое пайка?
- Пайка алюминия
- Как паять алюминий паяльником| Шаги
- Заключение
Что такое пайка?
Пайка — это метод соединения двух металлических частей. Паяльник плавит металл, который склеивает две металлические заготовки или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Довольно крепкий клей для металла.
Относительно более мягкие металлы спаяны, чтобы скрепить их вместе. Более твердые металлы обычно сваривают. Вы можете сделать свой собственный паяльник только для ваших конкретных задач.
Припой
Представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца. Сейчас чаще используются варианты без свинца. Паяльная проволока обычно содержит олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припою является способность проводить электричество, поскольку пайка широко используется при создании схем.
Флюс
Флюс имеет решающее значение для создания качественных паяных соединений. Припой не будет должным образом смачивать соединение, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, используемых в электронных припоях, которые обычно используются, обычно изготавливаются из канифоли. Вы можете получить неочищенную канифоль из сосен.
Пайка алюминия
Никогда не бывает прежней ортодоксальной пайки. Будучи вторым по пластичности металлом в мире и обладая высокой теплопроводностью, алюминиевые заготовки часто бывают тоньше. Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно может сломать и/или деформировать их.
Необходимые инструменты
Прежде чем начать, очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия. Поскольку алюминий имеет относительно низкую температуру плавления, около 660°C, вам также понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую необходимо иметь при себе, это флюс, предназначенный для пайки алюминия. Канифольные флюсы на него просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но поскольку это твердый металл, работать с ним непросто. Большинство алюминиевых изделий, которые вы найдете, представляют собой алюминиевые сплавы. Большинство из них можно паять одним и тем же методом. Тем не менее, есть несколько, которые потребуют профессиональной помощи.
Если алюминиевое изделие, которое у вас есть, помечено буквой или цифрой, вам следует ознакомиться со спецификацией и придерживаться ее. Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы с большим их содержанием будут иметь плохие характеристики смачивания флюсом. Если сплав имеет высокое процентное содержание меди и цинка, он будет иметь плохие паяльные характеристики в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Пайка алюминия может быть трудной по сравнению с другими металлами. Вот почему ты здесь, в конце концов. В случае алюминиевых сплавов они покрыты слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия не поддается пайке, поэтому перед этим его необходимо соскоблить. Кроме того, имейте в виду, что эти оксиды металлов довольно быстро преобразуются при контакте с воздухом, поэтому пайку следует выполнять как можно скорее.
Теперь, когда вы ознакомились с основами, вы должны быть готовы приступить к пайке. Внимательно следуйте этим шагам, чтобы убедиться, что вы делаете это правильно.
Шаг 1: Нагрев утюга и меры безопасности
Вам потребуется некоторое время, чтобы нагреть паяльник до идеальной температуры. Я бы посоветовал вам держать под рукой влажную ткань или губку, чтобы очистить утюг от излишков припоя. Носите защитную маску, очки и перчатки, пока вы на нем.
Шаг 2: Удаление слоя оксида алюминия
С помощью стальной щетки удалите слой оксида алюминия с алюминия. Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: Нанесение флюса
После очистки деталей нанесите флюс на те места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит формирование оксида алюминия, а также натянет железный припой вдоль длинной стороны соединения.
Шаг 4: Зажим/позиционирование
Это необходимо, если вы соединяете вместе два куска алюминия. Зажмите их в том положении, в котором вы хотите их соединить. Убедитесь, что между кусочками алюминия есть небольшой зазор при зажиме, чтобы железный припой мог течь.
Шаг 5: Нагрев заготовки
Нагрев металла предотвратит легкое растрескивание «холодного соединения». Нагрейте части деталей, прилегающие к стыку, с помощью паяльника. Применение тепла к одной области может привести к перегреву флюса и припоя, поэтому не забывайте медленно перемещать источник тепла. Таким образом, помещение будет прогреваться равномерно.
Шаг 6: Нанесение припоя в соединение и финишная обработка
Нагревайте припой, пока он не станет мягким. Затем нанесите на сустав. Если он не прилипает к алюминию, вероятно, оксидный слой восстановился. Боюсь, вам придется еще раз почистить и почистить кусочки. Для высыхания припоя потребуется всего несколько секунд. После высыхания удалить остатки флюса ацетоном.
Все дело в понимании процесса пайки алюминия. Удалите верхний слой оксида алюминия стальной щеткой или наждачной бумагой. Используйте правильный паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить лишний припой для получения качественной отделки. О, и всегда соблюдайте меры предосторожности.
Вот и все. Надеюсь, теперь вы поняли, как паять алюминий. Теперь в мастерскую, мы идем.
Я Йост Нуссельдер, основатель Tools Doctor, контент-маркетолог и папа. Мне нравится пробовать новое оборудование, и с 2016 года вместе со своей командой я пишу подробные статьи в блогах, чтобы помочь постоянным читателям с инструментами и советами по изготовлению.
Цены и доступность товаров указаны на указанную дату/время и могут быть изменены. Любая информация о цене и доступности, отображаемая на Amazon.com во время покупки, будет применяться к покупке этого продукта.
Как паять алюминий паяльником
0 Share
- Share
- Tweet
Соединение алюминия без специального сварочного оборудования может быть довольно сложной задачей. Алюминий можно паять, но это довольно сложно по сравнению с другими металлами. Чтобы упростить пайку алюминия, специалисты рекомендуют использовать правильную смесь припоя. Возможно, вам также придется удалить оксид алюминия.
Как пользоваться паяльником
Включите JavaScript
Как пользоваться паяльником
Содержание:
- 1. Определите сплав
- 2. Выберите низкотемпературный припой
- 3. Выберите флюс
- 5 Источник тепла
- 5. Установка безопасной рабочей станции
- Пошаговое руководство
- Шаг 1: Очистите алюминий
- Шаг 2: Скрепите вместе основные металлы
- Шаг 3: Нанесите флюс
- Шаг 4: Нагрейте металл
- Шаг 5: Нанесение припоя
- Шаг 6: Удаление излишков флюса
- Итог
Эта подробная статья расскажет вам, как паять алюминий паяльником. Прежде чем приступить к работе, вам необходимо иметь соответствующий набор для пайки и другое важное оборудование. После удаления оксида алюминия следует быстро выполнить процедуру пайки, прежде чем снова образуется оксид алюминия.
1. Определите сплав
Чистый алюминий поддается пайке, хотя с ним нелегко работать, поскольку он считается твердым металлом. Большинство доступных алюминиевых изделий представляют собой алюминиевые сплавы. Большинство из них можно паять таким же образом. С некоторыми случаями может быть сложно работать, если вы не являетесь экспертом.
Некоторые изделия из алюминия маркируются цифрами или буквами. К каждому маркированному алюминию предъявляются особые требования. Другие алюминиевые изделия не имеют маркировки, и их может быть трудно идентифицировать.
Свойства алюминиевого изделия определяют возможность соединения материала с другим металлом. Некоторые комбинации, такие как алюминий-сталь, трудно свариваются и могут потребовать более специализированных методов и профессионального сварщика.
2. Выберите низкотемпературный припой
Алюминий обычно плавится при температуре 1220 градусов по Фаренгейту (660 градусов по Цельсию), что является относительно более низкой температурой. Следовательно, будет сложно припаять его обычными припоями, поскольку они обладают более высокой теплоемкостью.
Вам потребуется приобрести специальный припой с более низкой температурой плавления. Как правило, для этой цели может служить сплав, изготовленный из комбинации цинка, кремния и алюминия. Дважды проверьте этикетку, чтобы убедиться, что это идеальный припой для работы.
Избегайте припоев, содержащих свинец. Для присадочных металлов, которые плавятся выше 840 градусов по Фаренгейту (450 градусов по Цельсию), соединяйте алюминиевые металлы с помощью пайки, а не пайки. Пайка создает более прочную связь. С другой стороны, пайка предпочтительнее для деталей из деликатных материалов, таких как электрические схемы.
3. Выберите флюс
Причина, по которой мы используем флюс, заключается в быстром образовании слоя оксида алюминия, что делает невозможным смачивание алюминия припоем. По сравнению с оксидом меди, удалить оксид алюминия сложнее. Для удаления оксида может потребоваться более сильный флюс, такой как флюс на основе органического амина, неорганический флюс или соли фторалюмината.
Очень важно иметь правильный флюс для алюминия. Если возможно, купите флюс и паяльник в одном магазине и убедитесь, что их следует использовать вместе. Температура плавления вашего паяльника должна быть равна требуемой температуре вашего флюса.
4. Выберите источник тепла
Вы можете соединить алюминиевые провода с помощью паяльника, но для некоторых работ потребуется горелка. Если у вас нет горелки, попробуйте использовать паяльник мощностью 150 Вт.
5. Настройка безопасной рабочей станции
При пайке алюминия всегда следует надевать респиратор для защиты от токсичных паров. Кроме того, убедитесь, что рабочее место хорошо проветривается. Мы рекомендуем носить одежду из несинтетических материалов и плотные перчатки.
Пошаговое руководство
Шаг 1: Очистка алюминия
Оксид алюминия быстро образуется на алюминиевых материалах после прямого контакта с воздухом. Оксидный слой делает невозможным соединение двух алюминиевых материалов.
Тщательно очистите его стальной щеткой, но будьте готовы к быстрой очистке, флюсу и пайке до того, как оксид снова сформируется. Старый алюминий отшлифуйте, отшлифуйте или протрите оксид ацетоном или изопропиловым спиртом.
Шаг 2.
Сожмите вместе основные металлыЕсли вы соединяете два куска алюминия, сожмите их вместе. Убедитесь, что между ними есть небольшой зазор, чтобы улучшить поток железного припоя.
Возможно, вам придется сделать стыки гладкими путем сгибания или шлифования, если они не подходят друг к другу.
Шаг 3: Нанесите флюс
После очистки металла немедленно нанесите флюс на область, которую вы хотите соединить. Это помогает предотвратить образование большего количества оксида.
Если вы паяете провода, опустите их во флюс. Некоторые флюсы поставляются в виде порошка и сопровождаются инструкциями по смешиванию.
Шаг 4. Нагрев металла
Нагрейте металлический алюминий паяльником. Вы должны начать с нижнего конца и нагреть объект, прилегающий к его соединению.
При прямом воздействии пламени на место ремонта происходит перегрев припоя и флюса. Медленно перемещайте тепло по поверхности, чтобы убедиться, что она нагревается равномерно.
Возможно, вам придется подождать до десяти минут, пока паяльники нагреются. Если вы заметили, что флюс стал черным, дайте ему остыть, очистите его и повторите процесс.
Шаг 5. Нанесение припоя
Проведите железным припоем по стыку, продолжая медленно нагревать область с противоположной стороны или близлежащей поверхности. Медленно перемещайте железный припой, нанося его, чтобы добиться равномерного результата. Создание прочного и ровного соединения требует практики.
Если припой не сцепляется с алюминиевыми материалами, то весьма вероятно, что оксид алюминия образовался до того, как вы смогли припаять. В этом случае вам нужно очистить и запустить процесс еще раз. Другими причинами могут быть неправильный припой или трудносвариваемый сплав.
Шаг 6: Удаление излишков флюса
Флюс на водной основе можно смыть водой после охлаждения. Для флюса на основе смолы используйте только ацетон. После удаления флюса вы можете приступить к удалению любого оксида, который мог образоваться из-за высокой температуры.
Bottom Line
Эти важные советы помогут вам паять алюминий с помощью паяльника. Однако железный припой, который вы используете, может не склеить металл по разным причинам. Как я уже упоминал бесчисленное количество раз, оксид алюминия — ваш самый большой враг. Если он образуется, вы не сможете спаять соединение. Вам потребуется еще раз очистить поверхность и припаять ее, чтобы получить желаемые результаты.
Убедитесь, что вы применяете наконечники соответствующим образом, и если это не сработает, проверьте припой и флюс, который вы используете. Если это правильная пара, обратитесь за помощью к эксперту по алюминию.
Как пользоваться паяльником
Пайка — полезный навык: вы можете быстро починить что-то по дому вместо того, чтобы звонить мастеру на все руки и выкладывать деньги. Чтобы спаять два компонента, вам нужно знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д.
В этом руководстве вы узнаете, что такое пайка, что вам понадобится, меры безопасности, методы очистки и обслуживания.
Краткое описание
Как паять (смотреть видео)
Введение в пайку
Пайка — это процесс, посредством которого два или более компонента могут быть соединены вместе путем плавления кусочка металла, называемого наполнителем или припоем, при сустав. Когда расплавленный припой остывает, он затвердевает и действует как клей, соединяющий компоненты вместе.
Что можно паять?
Техника пайки была изобретена для соединения металлов. Благородные металлы, такие как золото, серебро, олово и т. д., обеспечивают более прочную пайку по сравнению с другими металлами из-за их низкой реакционной способности и высоких температур плавления. Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца.
Наиболее трудными для пайки металлами являются алюминий, высоколегированные и нержавеющие стали, титан и магний. Эти металлы можно паять с некоторым предварительным покрытием и предварительным лужением.
Пайка обычно используется в электронной промышленности для соединения проводов, ремонта разорванных цепей, ремонта радиоприемников, телевизоров, антенн и т. д. Однако пайка также может использоваться для соединения сантехники, компонентов холодильного оборудования и даже ювелирных изделий!
Почему пайка?
Пайка — это метод соединения двух компонентов. Лучше клеить или лучше припаять? Узнайте со следующими преимуществами.
- Низкое тепловое воздействие: припой часто имеет более низкую температуру плавления, чем другие компоненты, и, следовательно, не подвергается воздействию тепла.
- Как постоянные, так и временные соединения: после затвердевания припоя образуется очень прочное соединение, которое нельзя разрушить. Однако его можно выпаять без ущерба для других компонентов. И временные, и постоянные швы в одном!
- Соединение различных материалов: пайка может использоваться для соединения различных металлов, если припой имеет более низкую температуру плавления.
- Быстрый сделай сам: пайке легко научиться, и каждый может быстро освоить ее. Более того, это очень быстрый метод соединения вещей, который отлично подходит для проектов «сделай сам».
Какие инструменты вам нужны?
Ниже приведен простой список вещей, которые вам понадобятся для пайки.
- Паяльник
- Припой
- Паяльное жало
- Паяльная станция
- Подставка для пайки
- Чистящая подушка
- Защитные очки
Меры предосторожности
Пайка связана с использованием экстремальных температур и токсичных веществ. Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить.
- Прочтите все инструкции и руководства к используемому оборудованию
- Убедитесь, что вы находитесь в хорошо проветриваемом помещении
- Используйте защитные очки, чтобы пары не попали в глаза
- Не вдыхайте пары. При необходимости используйте устройство для удаления дыма .
- Мойте руки после того, как закончите
- Безопасное хранение оборудования
Перед пайкой
Теперь, когда вы знаете основы пайки, вот некоторые вещи, которые вам нужно знать перед пайкой.
Первое, что вам нужно проверить, это правильно ли вы выбрали наконечник для работы. Вот руководство по выбору правильного жала паяльника. Следующее, что нужно проверить, это чистота наконечника.
Многие металлы реагируют с кислородом и образуют слой окисления. Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.
Чтобы очистить это, вам нужно будет потереть его о чистящую подушечку. Если он очень сильно окислился, возможно, вам придется применить реактиватор наконечника. Если после очистки или повторной активации наконечник выглядит блестящим, то можно сделать следующий шаг – лужение.
Чтобы «лужить» наконечник, его необходимо покрыть слоем припоя. Это предотвращает окисление и улучшает теплопередачу. Лужение жала непосредственно перед и после пайки; Вы также должны залуживать наконечник после каждых двух паяных соединений. Это поможет сохранить долговечность наконечника.
Пошаговая инструкция по пайке
- Определите правильную температуру для вашего проекта, которая зависит от материалов, которые вы паяете, и используемого припоя. Как правило, выбирайте самую низкую температуру, чтобы выполнить работу.
- Как только утюг нагреется до выбранной температуры, держите кусок припоя в одной руке, а паяльник в другой.
- На секунду поднесите горячий утюг к месту, где соединяются оба компонента. Обратите внимание, что вам нужно просто немного нагреть металлы.
- Теперь прикоснитесь припоем к нагретым компонентам. Припой расплавится и заполнит зазор между двумя компонентами. Необходимое количество припоя варьируется от проекта к проекту. Если вы новичок, потренируйтесь на кусках металла, прежде чем начинать свой проект.
- Дайте припою остыть. Хорошее соединение будет однородным и прочным. Не должно быть никаких зазоров или больших капель припоя. Если есть пробелы, вам нужно будет заполнить еще немного припоя. Если есть капли, вы должны удалить припой, чтобы восстановить соединение.
Демонтаж
Возможно, вам потребуется демонтаж припоя для фиксации некоторых видов соединений. Или, возможно, вы случайно нанесли слишком много припоя! Не волнуйтесь, вам просто нужно снова нагреть утюг до необходимой температуры и расплавить припой. Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.
Завершение
После того, как вы закончите ремонт, вам нужно убрать и убрать оборудование. Все, что вам нужно сделать, это использовать ткань или металлическую вату, чтобы очистить и залудить наконечник, как упоминалось ранее. Храните его в герметичном контейнере. Точно так же храните паяльник в герметичном контейнере, чтобы предотвратить окисление и увеличить срок службы паяльника.
Надеемся, вам понравился этот контент. Оставайтесь с нами, чтобы получить больше советов по проектам в области электроники!
Как паять: полное руководство для новичков по плавке металла
luchschen/123RFПаяние — важный навык для всех, кто хочет собирать печатные платы, экспериментировать с настройками Arduino или работать практически над любым электрическим проектом. Однако, когда вы только начинаете, сама перспектива спаять что-либо может быть пугающей. К счастью, вам не нужно проходить весь курс, чтобы научиться эффективно паять — вам просто нужно правильное руководство по началу работы!
Шаг 1. Приобретите нужные материалы для работы
Три материала, которые вам действительно понадобятся для начала работы, — это паяльник, припой и паяльное жало. Для каждого из них доступно множество различных вариантов, и новичкам легко заблудиться. Как правило, сопоставляйте свои материалы с конкретным проектом, который вы имеете в виду. Например, пайка проводов отличается от пайки соединений на печатной плате и, следовательно, требует других ресурсов.
Как правило, стоит заплатить больше за высококачественный паяльник с функцией регулировки температуры. Для небольших проекторов подойдет 15- или 30-ваттный утюг. Для более крупных проектов — подумайте о создании индивидуальной деки или развлекательной системы — вам, вероятно, следует выбрать утюг мощностью от 40 до 50 Вт, что увеличивает мощность и скорость утюга. Портативность также обычно важна для любителей, поэтому при покупке следите за требованиями к питанию и простотой использования.
Что касается припоя, то для разных целей существуют разные типы проволоки. Они имеют разный состав и разную температуру плавления, поэтому внимательно следите за техническими характеристиками. Большинство припоев состоит из смеси олова и свинца. Провод, который на 60 процентов состоит из олова и на 40 процентов из свинца — или пополам — обычно подходит для компьютерной электроники. Бессвинцовый припой более безопасен для окружающей среды, но он также нагревается и плавится по-разному, поэтому для его использования требуется больше опыта. Вы также должны обратить внимание на флюс или материал сердечника в паяльной проволоке, который испаряется и образует кислородный барьер. Начинайте использовать канифоль в качестве флюса — другие флюсы имеют специальные свойства для определенных типов проволоки или металлов и, вероятно, не нужны для базовой пайки.
Наконец, паяльное жало : скошенное жало является обычным для базовой пайки малых электронных устройств и, вероятно, должно быть вашим первым выбором. Зубчатые наконечники чаще используются для проводов и более крупных компонентов, а конические наконечники используются для очень точной работы, требующей опыта и твердой руки. Существуют и другие советы, предназначенные для еще более специализированных задач.
Шаг 2. Обеспечьте максимальную безопасность
Мы подчеркиваем, что нужно действовать медленно и принимать меры предосторожности, особенно при первых экспериментах с проектами пайки. Всегда помните, что вы имеете дело с большим количеством тепла — обычно около нескольких сотен градусов по Фаренгейту, — а также с расплавленным металлом и токсичными парами. Меры безопасности абсолютно необходимы, и вам обязательно нужно надеть защитные очки и защитную одежду, которые не жалко обжечься.
Во-первых, внимательно прочитайте инструкцию к паяльнику и знайте, чего следует избегать. Это включает в себя и никогда прикосновение утюга к проводу под напряжением любого типа. Вы также должны всегда следить за тем, где находится ваш утюг, а не просто «класть его на пол». Всегда возвращайте его на зарядную базу, когда он не в ваших руках. В противном случае могут возникнуть случайные возгорания. Когда закончите с утюгом, всегда отключайте его от сети, даже если вы планируете вернуться позже.
Наконец, пары, образующиеся при пайке, токсичны, как и расплавленный свинец в обычной проволоке для припоя. Работайте в хорошо проветриваемом помещении, надевайте респиратор, если вам приходится находиться близко в течение длительного времени, и всегда тщательно мойте руки по окончании работы.
Шаг 3. Подготовьте компоненты
Предварительная организация сэкономит вам много времени, и это особенно важно, когда вы только начинаете знакомиться. Расположите все ваши компоненты в правильной ориентации и шаги для завершения вашего проекта, соблюдая все необходимые меры (обработка цепей с соответствующей защитой и т. д.). У Science Buddies есть небольшое удобное руководство, в котором изложен порядок установки различных компонентов в зависимости от вашего проекта. Для некоторых деталей, таких как проволока, может потребоваться зачистка и другие дополнительные шаги для их подготовки.
Кроме того, заранее настройте все, что вам может понадобиться. Несколько плоскогубцев, полотенец, тряпок, влажных губок и подносов — а также первая помощь при ожогах — могут очень помочь на разных этапах пайки.
Шаг 4: Нагрейте паяльник
Подключите паяльник к розетке и приготовьтесь уделять пристальное внимание следующим трем шагам, которые вы будете повторять каждый раз, когда начнете паять.
- Очистка: Ваше жало паяльника должно быть безупречным — буквально. Любая грязь или остатки на наконечнике вызовут неприятное окисление и помешают процессу. Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв.
- Лужение: Большинство наконечников для припоя необходимо «лужить». Когда наконечник нагреется, возьмите немного припоя и покройте его — небольшой комок, но достаточный для шеллака. Это одновременно покажет вам, как быстро плавится припой, и обеспечит блестящее покрытие, которое сделает процесс пайки более плавным и легким в управлении. Делайте это только тогда, когда вы будете готовы приступить к пайке сразу после этого, и будьте готовы к повторному лужению жала, когда это необходимо.
- Смачивание: Смачивание – это проверка того, насколько хорошо вы выполнили этапы очистки и лужения. Смачивание относится к процессу создания простого мостика из расплавленного металла между наконечником и компонентом с использованием дополнительного количества припоя. Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).
Шаг 5. Припаяйте компоненты
- При нагреве и лужении слегка наклоните паяльное жало к месту, которое вы хотите припаять — это поможет вашей руке оставаться устойчивой и избежать ненужного ожога, а также это просто хорошая техника для большинства жал. Не бейте кончиком по поверхности и не старайтесь, чтобы он как можно больше соприкасался. Когда все будет готово, осторожно вставьте проволоку припоя в небольшой угол, который вы создали, чтобы смочить соединение и создать серебристый мост из расплавленного припоя. Не зажимайте проволоку и не пытайтесь ее раздавить. Температуры, с которыми мы имеем дело, настолько высоки, что проволока легко расплавится, но приложите слишком много силы, и вы просто получите сгоревшие комки.
- После того, как припой полностью расплавится, легкими движениями направьте его на соответствующие контактные точки, добавляя при необходимости больше припоя. Как только у вас будет достаточно припоя, сначала снимите проволоку, используйте наконечник, чтобы убедиться, что припой полностью расплавлен и направлен в нужное место, а затем уберите наконечник через секунду. Слово «дэб» прекрасно описывает то, что вы хотите делать (пока мы не говорим о танце). Нанесение хорошего шарика припоя занимает всего несколько секунд, поэтому стремитесь к этому времени во время практики, но помните, что точность важнее скорости.
- Припой самостоятельно остынет через несколько секунд. Не трогайте его и не дуйте на него. Хорошее соединение превратится в гладкий, блестящий металл. Плохое соединение будет выглядеть темнее, непрозрачнее и часто имеет ямки или пятна. Очевидно, что этот внешний вид зависит от того, над чем вы работаете, но вы понимаете, на что обращать внимание. Вы также можете перепаять соединение, чтобы исправить его, но только на пару попыток, прежде чем все пятно превратится в беспорядок.
- Вы устанете держать проволоку, утюг и себя в осторожном положении, особенно поначалу. Не бойтесь делать перерывы — просто не забывайте очищать наконечник от луженого припоя перед отдыхом и снова лужите при перезапуске.
Шаг 6: Практика, практика, практика
Получите дополнительный припой, запасной провод и ненужные компоненты или учебные доски для практики. Мы действительно не можем особо подчеркнуть этот шаг, потому что новички будут делать ошибки. Это нормально, но вы не хотите делать ошибки на ценных проводах, цепях или поверхностях. Так что потратьте большой кусок времени и потренируйтесь. Даже не планируйте начинать работать с реальными компонентами раньше второго дня, если это возможно. Это ваше время, чтобы почувствовать свой паяльник, припой и жало, которое вы используете. Вы можете везде получить комья припоя, или испортить и сжечь компоненты, или работать слишком медленно для хорошего сварного шва… чего и следовало ожидать поначалу. Дайте ему время, прежде чем становиться серьезным.
Шаг 7. При необходимости используйте аксессуары
Существует ряд принадлежностей для паяльных работ. Многие из этих продуктов могут облегчить пайку или помочь справиться с неопытностью, когда вы учитесь тому, что делаете. Кому-то нравятся определенные аксессуары, а кто-то считает их совершенно бесполезными. Тем не менее, важно знать, что они есть, если вы хотите попробовать их.
Популярные продукты включают олово, фитиль и флюсовые ручки. Олово — это своего рода очиститель и полироль для наконечников припоя, которые помогают вам при очистке и лужении. Фитиль — это тип специальной проволоки, которая помогает вам удалять плохие биты припоя и заменять их. Ручка для флюса позволяет добавлять больше флюса к определенным деталям для улучшения внешнего вида или соединений. Также могут пригодиться другие более общие аксессуары для схемных проектов.
Рекомендации редакции
- Лучшие роботы на CES 2021
- 9 военных роботов, которые ужасны… и до странности очаровательны
- Лучшие машины белого шума
- 10 протезов конечностей, настолько крутых, что они лучше настоящих
- Израильский стартап считает, что освоил искусство веганских стейков
Как и когда использовать горелки, тепловые пушки и паяльники
Небольшое тепло прожигает некоторые тернистые домашние проблемы. На нижнем уровне, от 200 до 400 градусов по Фаренгейту, тепло размягчает старую краску и шпаклевку. На более высоком уровне, от 400 до 800 градусов, он может оттаивать замёрзшие замки и ржавые гайки, а также паять электрические и сантехнические соединения. Тем не менее, более высокая огневая мощь, до 3000 градусов, позволит паять металлы (более прочная форма пайки, в которой используются более твердые наполнители), а также резать или сваривать железо и мягкую сталь.
Высокое тепло для бытового использования создается с помощью электричества или воспламенения газа, такого как пропан, МАПП (метилацетилен-пропадиен) или ацетилен, каждый из которых горит горячее, чем предыдущий. Хотя эти газы будут гореть сами по себе, используя кислород воздуха, для получения наибольшего количества тепла их необходимо сжигать вместе с чистым кислородом из отдельного резервуара.
Важно, чтобы тепловая мощность инструмента соответствовала поставленной задаче. Кислородно-ацетиленовая горелка за 245 долларов может сваривать сталь; он также может потеть медные трубы или карамелизировать, но это было бы излишеством. Приблизительно по 50 долларов за штуку ручная пропановая горелка и кислородно-топливная комбинация, если вы часто ремонтируете забор или трубу, должны дать вам необходимое тепло в удобной упаковке.
Типы горелок
Кислородная горелка (MAPP или пропан) Подходит для: Резка и сварка железа и стали, например, при ремонте ограждений. Эти газы не дают такого острого и эффективного пламени, как кислородно-ацетиленовая горелка.
Подходит для: Пайка, резка и сварка чугуна и стали. Внимание: ацетилен труднее контролировать, и он более опасен, чем другие виды топлива. Посетите магазин сварочных принадлежностей, чтобы купить защитные очки и другое защитное снаряжение, а также курсы сварки, которые вам понадобятся для безопасного использования. 9№ 0005
На фото: Компактный комбинированный кислородно-ацетиленовый комплект, типичный для продажи этих горелок.
Пропановая горелка Иллюстрация Jennifer ThermesПодходит для: Пайка медных труб, пайка и нагрев замерзших труб и ржавых гаек.
На фото: Горелка с электронным зажиганием, которое безопаснее и надежнее искры, и наконечником для распространения пламени, снижающим температуру для размягчения краски и карамелизации продуктов.
Типы тепловых пушек и паяльников
Электрическая тепловая пушкаПодходит для: Смягчение старой краски, шпаклевки и асфальтовой плитки; термоусадочные полиэтиленовые пленки и электротехнические трубки; пайка (требуется специальное крепление).
На фото: Пистолет-пистолет с регулируемым управлением, более безопасный, чем однотемпературный жезл.
Электропаяльник Фото Петра МерецкогоПодходит для: Пайка электрических соединений.
На фото: Утюг в виде карандаша и паяльник. Утюг дольше нагревается, но стоит дешевле.
Горячие точки
Пламя факела состоит из множества частей, каждая из которых имеет разную температуру. В то время как разные газы производят разное пламя, самая горячая точка любого пламени находится на кончике внутреннего конуса, где бледное пламя встречается с более глубоким внешним пламенем.
Как пользоваться фонариками
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО ЭТО МОЖЕТ СДЕЛАТЬ |
|---|---|---|
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО ЭТО МОЖЕТ СДЕЛАТЬ |
| ГОРЯЧИЙ | 200-400 градусов по Фаренгейту | Размягчающая краска и шпаклевка |
| 350-840 градусов по Фаренгейту | Пайка: соединение металлов с низкотемпературным металлическим наполнителем | |
| ГОРЯЧЕЕ | 840-1500 градусов по Фаренгейту | Пайка: пайка твердым наполнителем |
| 1300-1600 градусов по Фаренгейту | Резка стали | |
| САМЫЙ ГОРЯЧИЙ | 1250-2800 градусов по Фаренгейту | Сварка: плавление металлов (обычно алюминия, железо или сталь) вместе |
Где найти?0600 800-729-3878
Milwaukee
Электроинструменты для пайки:
Универсальный многоцелевой паяльник Weller с двойным нагревом (140/100 Вт) и паяльник с подсветкой Weller 25 Вт
Cooper Tools, Barrie
9 Ontario, Канада Cooper Tools
Trigger-start cast-aluminum torch head:
Model #TS4000T
Bernz-Omatic
Newell Company
Medina, NY
800-654-9011
Bernz-Omatic
Oxygen/ MAPP gas brazing/ комплект сварочной горелки/резака: 9 шт. 0004
Модель #OX2550KC
BernzOmatic
Газы для горелки:
Пропан, MAPP и кислород от BernzOmatic.
кислород-ацетиленовая горелка:
Модель #WT5000
Campbell Hausfeld
Harrison, OH
800-543-6400
Campbell Hausfeld
10 лучших резервных станций 2018
10 Best Soldering-Iden-Ider-Iden-Ider-Ider-Iden-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Iden-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider-Ider. СтратегКаждый продукт независимо отбирается (одержимыми) редакторами. Вещи, которые вы покупаете по нашим ссылкам, могут приносить нам комиссию.
Фото предоставлено продавцом
Здесь, в Strategist, нам нравится считать себя сумасшедшими (в хорошем смысле) в отношении того, что мы покупаем, но как бы нам ни хотелось, мы не можем попробовать все. Вот почему у нас есть People’s Choice , в котором мы находим продукты с лучшими отзывами и выбираем наиболее убедительные. Мы писали о лучших инструментах для домашнего ремонта и Инструменты для самостоятельного изготовления стоимостью менее 20 долларов , но на этот раз мы расскажем о лучших паяльных станциях, по мнению обозревателей на Amazon. (Обратите внимание, что обзоры были отредактированы для увеличения длины и ясности.)
Комплект паяльника ANBES
25 долларов сейчас скидка 20%
4,3 звезды, 729 отзывов
20 долларов США
«За потраченные деньги трудно найти более качественный набор для обычного любителя или домовладельца. Вы получаете почти все, что вам нужно для пайки практически любой электроники в доме, и, что еще лучше, ничего из того, что входит в комплект, не является хламом. Это все оборудование достойного качества. У меня в жизни было три или четыре паяльника, и ни один из них не регулировался так, как этот. Не хватает только небольшого тюбика флюса. Я понимаю, что это только увеличит стоимость, но я бы заплатил еще 3 или 4 доллара за маленькую ванночку просто для завершения набора. Прилагаемый чехол также очень хорош, чтобы держать все вместе. Отличный набор.»
20 долларов на Амазонке
Купить
Комплект паяльника Sywon 60W ESD
4 звезды, 204 отзыва
$23
«Хотел бы я вернуться на 20 лет назад и иметь эту станцию. Он работает намного лучше, чем мой дешевый утюг мощностью 30 Вт за 15 долларов, вероятно, купленный в RadioShack. Все в этом паяльнике ХОРОШЕЕ… отдельный переключатель включения/выключения и регулятор температуры, сам утюг, держатель и т. д.… Некоторые вещи выглядят красиво на фото, но стоят дешево, когда вы их покупаете, но это так же хорошо в реальности жизнь. Также приятная на ощупь, хорда от контроллера к утюгу из гибкого силикона (по-моему), она не жесткая и не перекручивается».
$23 на Амазонке
Купить
Паяльная станция Weller WLC100 40 Вт
$61 сейчас скидка 33%
4,4 звезды, 1279 отзывов
41 $
«Отличная паяльная станция; это то, что нужно купить! Я часто пользуюсь этим паяльником и полностью доволен его работой. От паяных соединений в моей машине до радиоразъемов радиолюбителей/CB или электрических соединений в моих радиоуправляемых автомобилях — все это делается с легкостью. Станция имеет отличный контроль температуры и прекрасное место для безопасного хранения горячего утюга, когда он не используется. Лоток справа содержит небольшую губку, которую вы смачиваете водой, чтобы вытереть наконечник до блеска перед нанесением на паяное соединение, и его будет легко заменить, когда он загрязнится или сгорит. Вам не нужно быть профессионалом, чтобы оценить ценность, которую предоставляет эта станция. Для меня очевидно, что этого должно хватить на долгие годы».
$41 на Амазонке
Купить
Цифровая паяльная станция Sealody с подставкой для пайки из чистого алюминия
4,4 звезды, 113 отзывов
Купить на Амазонке
Купить
X-Tronic Model #3020-XTS Паяльная станция с цифровым дисплеем
4,6 звезды, 736 отзывов
$55
«Почему я всегда такой скептичный??????? Почитал отзывы и заказал. Ну… я поражен. Работает НАМНОГО ЛУЧШЕ, чем я когда-либо ожидал. Мы являемся магазином автомобильной аудиотехники в Орегоне, и нам это нужно постоянно. У этого есть самая удивительная особенность … когда вы его не используете … устройство нагревается до низких 200 градусов, но как только вы берете паяльник, он почти мгновенно достигает желаемой температуры. Это здорово, так что это не просто сидеть на скамейке на полном газу весь день. Всем пока нравится. Заказываю еще один домой. Эта мелочь тебя испортит».
$55 на Амазонке
Купить
Набор для пайки Aoyue 469
4,3 звезды, 458 отзывов
50 $
«Он у меня уже около шести месяцев, и он работает безупречно! Эта паяльная станция сделала пайку УДОВОЛЬСТВИЕМ, и теперь я ЛЮБЛЮ работать с печатными платами! Температуру утюга можно легко отрегулировать, так что я могу установить ее в зависимости от типа детали, которую я паю. Он нагревается ДЕЙСТВИТЕЛЬНО быстро, готов к пайке в несколько раз быстрее, чем мой старый утюг. Кроме того, он становится ГОРЯЧИМ, и мне не нужно вечно держать утюг на детали, ожидая, пока она нагреется настолько, чтобы расплавить припой. Железная ручка очень красивой формы с резиновым чехлом спереди, поэтому ее очень удобно держать. Наконечник, который поставляется с ним, представляет собой хороший стандартный тонкий наконечник карандаша, но удобно, что этот утюг имеет стандартное соединение наконечника, которое можно заменить на любой другой наконечник стандартного размера с помощью кольцевой гайки. Маленький резервуар из металлической губки — бесценный инструмент! Это действительно помогло сохранить наконечник утюга в первозданном состоянии. Есть только одна вещь, которую я бы хотел, чтобы у него был настоящий датчик температуры. Не совсем критично, и легко исправить, если у вас есть датчик температуры. Это единственное отрицательное, что я могу сказать об этом!»
$50 на Амазонке
Купить
Hakko FX888D-23BY Цифровая паяльная станция FX-888D FX-888
$115 сейчас скидка 9%
4,8 звезды, 439 отзывов
105 $
$105 на Амазонке
Купить
Аналоговая паяльная станция Weller WES51 и рука помощи SE MZ101B с увеличительным стеклом
4,4 звезды, 859 отзывов
137 долларов
Если вы любитель и ищете паяльник, это то, что вам нужно. Не скупитесь. Не перерасходуйте. Получите этот. Вы будете рады, что сделали это сейчас; вы будете рады, что сделали это через 50 лет, когда вы все еще используете его».$137 на Амазонке
Купить
Цифровая паяльная станция Weller WESD51
4,4 звезды, 382 отзыва
251 $
«Это был инструмент, которого мне не хватало на моем домашнем ремонтном верстаке! Между моими пушками и маломощными утюгами это позаботится обо всем, что между ними. Я использую Weller с подросткового возраста, и они всегда помогали. Это очень гибкий инструмент по разумной цене».
$251 на Амазонке
Купить
X-TRONIC XTR-4040-XTS Комплект цифровой термовоздушной ремонтной станции и паяльника
220 долларов
4,1 звезды, 204 отзыва
220 $
$220 на Амазонке
Купить
получить информационный бюллетень стратега
Действительно хорошие предложения, умные советы по покупкам и эксклюзивные скидки.
Этот сайт защищен reCAPTCHA и Google Политика конфиденциальности и Применяются Условия использования.
The Strategist предназначен для предоставления наиболее полезных экспертных рекомендаций по покупкам в обширном пространстве электронной коммерции. Некоторые из наших последних завоеваний включают в себя лучшие Средства от прыщей , Чемодан на колесиках , Подушки для сна на боку , Натуральные средства от беспокойства , и 03 93 76 Банные полотенца , и 03 93 76 9000 Мы обновляем ссылки, когда это возможно, но имейте в виду, что срок действия сделок может истечь, и все цены могут быть изменены.