Паяем алюминий | Сделай сам своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
-
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.

В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиПайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкойАлюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.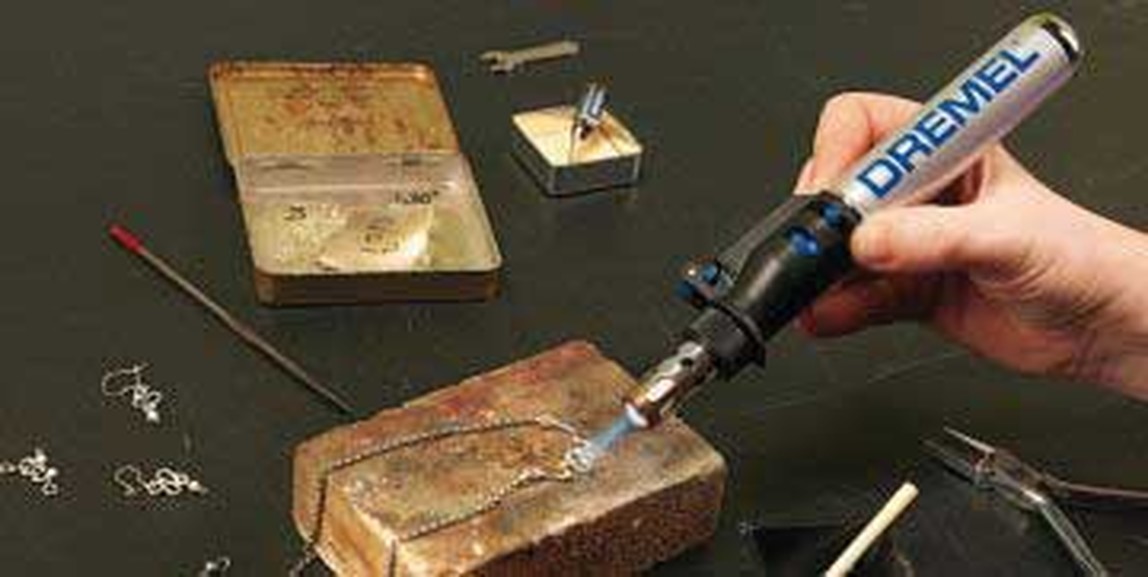
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелкиДля пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Пайка китайским пруткомОдин из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
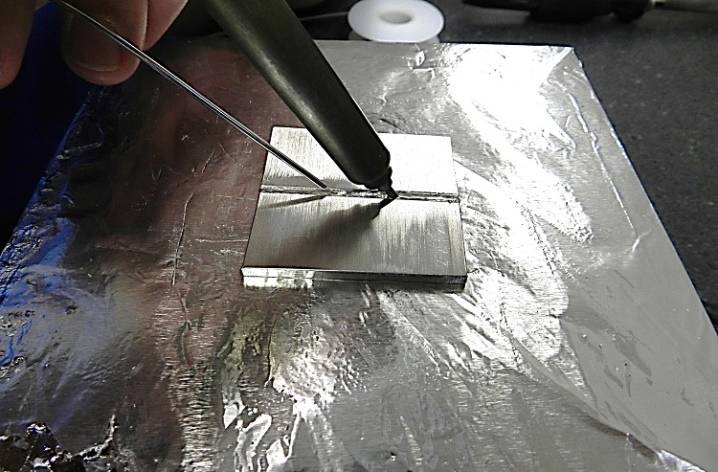
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!Способ с щеткой-насадкой по металлуЕсли нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
100% Эффективность! Инструмент для пайки алюминия без спец флюсаВ сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Мне нравится1Не нравитсяАндрей Васильев
Задать вопрос
Пайка алюминия — флюс, припой, оборудование
Пайка алюминия — флюс, припой, оборудованиеОчень часто приходится сталкиваться с необходимостью паять алюминий: потекла кастрюля, нужно соединить провода, и т. д. При этом пайка алюминия существенно отличается от пайки меди.
д. При этом пайка алюминия существенно отличается от пайки меди.
Во-первых, для того, чтобы паять алюминий в домашних условиях, необходима температура значительно выше. Во-вторых, приходится сталкиваться с необходимостью разрушения оксидной пленки, которая присутствует на поверхности алюминия.
Для её удаления применяются специальные флюсы для алюминия. В этой статье сайта svarkapajka.ru мы рассмотрим процесс пайки алюминия в домашних условиях, и расскажем, какие материалы для этих целей необходимо использовать.
Припой для пайки алюминия
Для пайки алюминия подходит самый обычный припой. Чаще всего это олово, но можно использовать и свинец, цинк, висмут. Наибольше всего для пайки алюминия подходит припой 34А, с высоким содержанием алюминия, меди и кремния. Не меньшей популярностью обладает и специальный припой для алюминия ЦОП-40.
Основное отличие припоев для алюминия не только в процентном содержании всех вышеперечисленных компонентов, но и в температуре разогрева. Самым плавким припоем считается припой с большим содержанием олова. А вот такой припой, как Aluminium-13 поддаётся плавлению только при очень высоких температурах, начиная от 590 градусов с плюсом.
Самым плавким припоем считается припой с большим содержанием олова. А вот такой припой, как Aluminium-13 поддаётся плавлению только при очень высоких температурах, начиная от 590 градусов с плюсом.
Поэтому если пайку алюминия приходится осуществлять в домашних условиях, то лучше взять оловянный припой. Для его разогревания понадобится самый обычный электрический паяльник, мощность которого составляла бы от 60 Ватт.
Флюс для алюминия и сплавов
Вторым материалом по необходимости для пайки алюминия, является флюс. Он содержит специальные вещества, которые способны разрушить оксидную плёнку, что даст припою нормально схватиться с металлом.
Для пайки алюминия применяются следующие виды флюса: Ф-59А, Ф-61А, Ф-64А. Все они имеют в своём составе аммоний и триэтаноламин, которые способны вступать в реакцию с алюминием.
При этом стоит понимать, что если пайка алюминия осуществляется посредством газовой горелки, то для удаления оксидной пленки применяются так называемые высокотемпературные флюсы.
Чем и как паять алюминий в домашних условиях
Для пайки алюминия и изделий из него в домашних условиях можно использовать как газовую горелку, так и паяльник. Он должен быть достаточно мощным, поскольку пайка алюминия требует высоких температур в отличие от пайки меди. Паяльник для пайки алюминия нужен не менее чем на 60 Вт.
Сам процесс пайки алюминия в домашних условиях выглядит так:
- В начале поверхность алюминия тщательным образом обезжиривается. Для обезжиривания допускается использовать бензин, ацетон и растворители;
- Затем производится удаление оксидной пленки с поверхности алюминия. Сначала наждачной бумагой, а затем флюсом для пайки алюминия;
- После этого осуществляется нагрев места пайки (газовой горелкой или паяльником) и распределение припоя.
Припой подносится к месту пайки, после чего расплавляется паяльником и заполняет собой пустоты или место соединение деталей. Вся сложность здесь заключается в быстром остывании алюминия, поэтому часто флюс и припоя приходится подносить к месту пайки повторно, разогревая их паяльником или газовой горелкой.
Вся сложность здесь заключается в быстром остывании алюминия, поэтому часто флюс и припоя приходится подносить к месту пайки повторно, разогревая их паяльником или газовой горелкой.
Как запаять алюминиевый радиатор в домашних условиях
Здесь вы узнаете о том как запаять алюминиевый радиатор в домашних условиях: особенность батарей, способы пайки, холодная сварка, применение клея, как правильно заварить обогреватель и последовательность действий.
Как показывает многолетняя практика использования алюминиевых радиаторов, они отлично себя зарекомендовали, но, как и у других видов обогревателей, у них бывают протечки и аварии.
Чтобы не менять всю батарею или ее секцию, можно произвести пайку, но при этом следует знать и учитывать особенности алюминия.
Особенность батарей
Когда радиаторы начинают течь, существует два способа устранения нарушений. Их можно запаять или заклеить. Пайка алюминиевого радиатора – процедура сложная ввиду химических свойств этого металла.
При соприкосновении с кислородом алюминий окисляется, и на его поверхности образуется тонкая оксидная пленка. Это во всех отношениях полезное покрытие защищает металл от коррозии при столкновении с кислородом, но с другой стороны, он же не дает качественно произвести пайку, во время которой необходим контакт припоя с его поверхностью.
Если не создать прямого контакта металла с припоем, то заделанное отверстие или трещина в скором времени опять дадут течь. Иногда возле некачественного припоя образуются новые трещины, что только усугубляет состояние радиатора.
Чтобы получить нужный результат, оксидную пленку придется удалить, но если это сделать без специальных приспособлений, то металл при соприкосновении с кислородом вновь ее образует, так что вместо того, чтобы паять, придется все время ее удалять.
Чтобы разорвать этот круг, были придуманы специальные растворы для пайки алюминия, которые называются флюсами.
Они обладают следующими способностями:
- В основе такого средства органические и неорганические компоненты, которые способны не только разрушать защитную пленку на металле, но и пресекать ее появление.

- Они предотвращают растекание припоя по остальной поверхности, локализуя его исключительно на обрабатываемом месте.
- Подобный флюс не вступает в химическую реакцию с припоем, обеспечивая качественную пайку.

Таким образом, на вопрос, можно ли запаять алюминиевый радиатор, ответ однозначный: «да» при условии, что под рукой есть подобное средство.
Чтобы работа была выполнена правильно, особенно если предстоит все делать самостоятельно, необходимо подготовить следующие инструменты:
- паяльное устройство;
- горелку;
- специальную емкость для разогрева припоя;
- наждачную бумагу.
В качестве припоя можно использовать железные опилки, канифоль или оловянно-свинцовую смесь.
Как запаять алюминиевый радиатор?
Способ 1
Этот способ, хотя и несложный, и с ним справится даже новичок, требует усидчивости и времени. Чтобы знать, как запаять алюминиевый радиатор с его помощью, потребуется подготовить канифольно-железный припой.
Последовательность действий, которая обеспечит качественное паяние, заключается в следующем:
- Важно подготовить поверхность радиатора к работе. Для этого его нужно снять, удалив заранее из системы теплоноситель. Поверхность места, где будут проводиться работы нужно тщательно промыть от загрязнений, затем зачистить при помощи наждачной шкурки и растворителя. Обязательно подготовленное место следует обезжирить, взяв для этого любое средство, содержащее спирт. После всех манипуляций поверхность вытирается насухо, и радиатор готов к следующему этапу работ.
- Приготовление припоя производится на тигле, который можно поставить на горелку или газовую плиту. В крайнем случае, можно применить паяльник. Канифоль нужно растопить, а затем добавить в него железные опилки и хорошо перемешать. Соотношение материалов должно быть 2:1.
- Флюсовый раствор наносится таким образом, чтобы покрыть весь участок работ, иначе вновь образованная оксидная пленка уничтожит все труды. По окончании пайки вся ремонтируемая поверхность должна находиться под раствором.
- Сам припой выполняется следующим образом:
- на паяльник набирается небольшое количество канифольно-железного припоя;
- его следует наносить на поверхность радиатора так, чтобы он оказался покрыт сверху флюсом;
- все действия паяльником производятся круговыми движениями, это позволяет паяльнику смещать частицы припоя, которые при этом разрушают оксидную пленку, а наличие канифоли не позволяет ей вновь образовываться.
 По окончании пайки вся ремонтируемая поверхность должна находиться под раствором.
По окончании пайки вся ремонтируемая поверхность должна находиться под раствором.Решая, как паять алюминиевый радиатор, следует помнить, что подобный способ годится для устранения мелких дефектов. Если требуется «залатать» большой по площади участок, то придется готовить флюс самостоятельно.
Способ 2
Для этого способа придется применить припой из сочетания олова, свинца и висмута, а средство для снятия оксидной пленки приготовить из следующих компонентов:
- криолит должен составлять 10%;
- добавить 4% сернокислого натрия;
- доля хлористого лития должна быть 23%;
- основой раствора является хлористый калий — 56%;
- поваренной соли оставшиеся 7%.

Смешав все компоненты, получается раствор, которым можно покрыть большую площадь поверхности обогревателя.
Последовательность действий позволит разобраться, как запаять алюминиевый радиатор в домашних условиях:
- Провести предварительные работы по очистке поверхности, как это было описано выше. Алюминий должен быть чистым, сухим и обезжиренным.
- Особенностью этого способа является кропотливое изготовление флюса, для чего каждый компонент по отдельности измельчается до состояния пудры, после чего их нужно соединить и тщательно перемешать.
- Готовую смесь разогреть и вылить на место припоя.
- Пайка выполняется так же, как и в первом способе, обязательно соблюдая условие, что припой должен оказаться под слоем флюса.
Не зависимо от того, каким способом была произведена пайка, качество работы должно быть проверено. Для этого в радиатор наливается подкрашенная и вода. Если спустя час-два она так и не просочилась, значит, пайка была проведена качественно.
Применение клея
Использование клея – это крайний случай, когда ремонт требуется срочный, а отключить радиатор от теплосети не удается. Клей может обеспечить целостность конструкции, но ненадолго, поэтому по истечению отопительного сезона воду нужно из системы слить, радиатор снять и произвести полноценный ремонт.
Заклеить небольшое отверстие или трещину можно при помощи эпоксидного клея, цемента или по методу холодной сварки.
Чтобы применить эпоксидный клей, понадобится:
- Плотная ткань, которой нужно будет обмотать место течи. Этот способ не всегда эффективен, так как далеко не везде ткань можно хорошо закрепить. Полотно необходимо разрезать на длинные и узкие полосы.
- Зачистить поверхность на месте поломки. Требуется удалить всю краску и тщательно очистить металл до самой поверхности. Подготовленное место нужно промыть и обезжирить.
- Место течи смазывается клеем, поверх которого наматывается полоска ткани. На эту полоску так же наносится слой клея и обматывается второй слой ткани. Таких слоев должно быть не менее четырех.
- Зафиксировать полученные слои хомутом или обычной проволокой.
- Дать клею просохнуть, на что может потребоваться от 2 часов до 3-х дней.
 На эту полоску так же наносится слой клея и обматывается второй слой ткани. Таких слоев должно быть не менее четырех.
На эту полоску так же наносится слой клея и обматывается второй слой ткани. Таких слоев должно быть не менее четырех.Для того, чтобы улучшить свойства клея, в него добавляют бронзовую или алюминиевую пудру. Аналогичным способом производится заклейка цементом, только вместо ткани в цементе замачиваются медицинские бинты.
Холодная сварка
Одним из самых надежных способов «подлечить» обогреватель – это сварка алюминиевого радиатора холодным методом. Для этого используют либо одноцветный, либо двухцветный специальный герметик. Одноцветное средство нужно хорошо размять, предварительно надев на руки защитные перчатки. По своей пластичности эта замазка напоминает детский пластилин.
Двухцветный аналог вначале нужно хорошо размешать до однородного цвета, а по мере замеса, он приобретает липкие свойства.
Последовательность действий, как заварить алюминиевый радиатор заключается в следующем:
- Подготавливается поверхность батареи.
- Отрезается кусочек замазки нужной длины и разминается.
- Размягченную сварку нанести на трещину или дыру и хорошо затереть это место, для чего можно использовать смоченный водой шпатель.
- Все 5 минут, что холодная сварка схватывается, нужно следить, чтобы не появлялись пузыри. Если их игнорировать, то спустя время они лопнут и работу нужно переделывать заново. Если пузырь появился над местом сварки, его нужно снова растереть шпателем и так все время, пока замазка схватывается.
- Место, где была закрыта дыра, можно дополнительно прихватить хомутом.
Выполнять подобные работы можно самостоятельно, но при условии, что дефекты небольшие. В случае серьезного прорыва придется либо вызывать специалистов, чтобы они оценили, насколько радиатор пострадал, и произвели ремонт, либо покупать новую секцию, а в случае с панельной моделью – всю панель.
Полезное видео
6 способов пайки алюминиевых деталей с помощью электрического паяльника — Yantai Baodi Copper & Aluminium Co., Ltd
При обслуживании радио и бытовой техники иногда необходимо припаивать небольшие алюминиевые детали, потому что поверхность алюминиевого устройства легко окисляется, что новичкам сложно прочно паять. Автор ссылается на информацию о сварке алюминиевых деталей и успешно прошла проверку. В этой статье для справки представлены эти практические методы пайки алюминия.Сначала на место пайки алюминиевой детали сначала наносится припой, затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой загустевает, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы протереть переднюю и заднюю части паяльной станции. Расстояние трения не должно быть слишком большим. Как правило, пленка алюминиевого сплава на поверхности алюминиевого компонента надрезается жалом паяльника на расстоянии от 3 до 5 мм. Паяное соединение не может образовать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент только что удаленной оксидной пленки. Изотермическая форма олова меняется со сферической на плоскую, что указывает на то, что алюминиевый элемент прочно связан с оловом. В это время трение прекращают и остатки флюса вытирают, а затем припаивают к подводящему проводу или другим компонентам олова. Это очень удобно.Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов не покроется медью. , смыть водой. Избыток раствора сульфата меди и раствор соляной кислоты затем можно сварить паяльником мощностью 45-75 Вт, который работает хорошо. В-третьих, возьмите кусок алюминия в тигель, чтобы нагреть и расплавить, затем добавить от 2 до 5 раз олова, чтобы расплавить, а затем использовать, а затем удобно сваривать в соответствии с обычным методом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с жалом паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в поверхность сварки. Это можно сварить прочно. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути. 5. Алюминиевые детали сварены методом заземления. Белый порошок пилы из стекловолокна готовят заранее, наносят на поверхность свариваемой поверхности и растирают паяльником мощностью 75 Вт по свариваемой поверхности до тех пор, пока слой олова не прикрепится к алюминиевой поверхности, а затем ткань используется.Смесь белого порошка и канифоли удаляют, после чего ее можно сваривать общим методом. Практика проста, а эффект сварки удовлетворительный. Также можно смешать канифоль и железные опилки, затем отшлифовать алюминиевую поверхность наждачной бумагой, поместить канифоль и железный порошок на отполированную поверхность паяльной поверхности, несколько раз протереть паяльником алюминиевую поверхность, а затем нажать общим методом .
Паяное соединение не может образовать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент только что удаленной оксидной пленки. Изотермическая форма олова меняется со сферической на плоскую, что указывает на то, что алюминиевый элемент прочно связан с оловом. В это время трение прекращают и остатки флюса вытирают, а затем припаивают к подводящему проводу или другим компонентам олова. Это очень удобно.Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов не покроется медью. , смыть водой. Избыток раствора сульфата меди и раствор соляной кислоты затем можно сварить паяльником мощностью 45-75 Вт, который работает хорошо. В-третьих, возьмите кусок алюминия в тигель, чтобы нагреть и расплавить, затем добавить от 2 до 5 раз олова, чтобы расплавить, а затем использовать, а затем удобно сваривать в соответствии с обычным методом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с жалом паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в поверхность сварки. Это можно сварить прочно. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути. 5. Алюминиевые детали сварены методом заземления. Белый порошок пилы из стекловолокна готовят заранее, наносят на поверхность свариваемой поверхности и растирают паяльником мощностью 75 Вт по свариваемой поверхности до тех пор, пока слой олова не прикрепится к алюминиевой поверхности, а затем ткань используется.Смесь белого порошка и канифоли удаляют, после чего ее можно сваривать общим методом. Практика проста, а эффект сварки удовлетворительный. Также можно смешать канифоль и железные опилки, затем отшлифовать алюминиевую поверхность наждачной бумагой, поместить канифоль и железный порошок на отполированную поверхность паяльной поверхности, несколько раз протереть паяльником алюминиевую поверхность, а затем нажать общим методом . Гладкая сварка. Наконец, шестой метод, сначала отполируйте поверхность алюминиевых деталей сварки, а затем капните несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем используйте острый нож, чтобы несколько раз очистить его взад и вперед. при сварке, а затем используйте паяльник для пайки и канифоль при сварке. Потирая вперед и назад, олово скоро прочно прилипнет к алюминиевой детали, этот метод также прост и практичен.
Гладкая сварка. Наконец, шестой метод, сначала отполируйте поверхность алюминиевых деталей сварки, а затем капните несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем используйте острый нож, чтобы несколько раз очистить его взад и вперед. при сварке, а затем используйте паяльник для пайки и канифоль при сварке. Потирая вперед и назад, олово скоро прочно прилипнет к алюминиевой детали, этот метод также прост и практичен.
СДЕЛАЙ САМ: Припаяйте, вооружившись легионами практических советов
Когда между двумя кусками металла расплавляется более мягкий металл, называемый припоем, они соединяются. Среди множества применений припоя — работа с листовым металлом, электропроводка, изготовление ювелирных изделий и ремонт.
Припой обыкновенный представляет собой смесь олова и свинца. Припой 60-40 (60 % олова, 40 % свинца) является самым дорогим, но обеспечивает самое прочное соединение и с ним проще всего работать из-за его низкой температуры плавления. Менее дорогой припой 40-60 более сложен в использовании.Припой 50-50 — хороший компромисс между стоимостью и простотой использования. Существуют также высокотемпературные припои, не содержащие свинец. Серебряный припой, например, представляет собой сплав серебра, меди и олова.
Менее дорогой припой 40-60 более сложен в использовании.Припой 50-50 — хороший компромисс между стоимостью и простотой использования. Существуют также высокотемпературные припои, не содержащие свинец. Серебряный припой, например, представляет собой сплав серебра, меди и олова.
Флюс, еще один компонент припоя, используется для очистки соединяемых металлических поверхностей, для предотвращения окисления металла при его нагревании и для снижения поверхностного натяжения расплавленного припоя, чтобы он легче растекался и проникал внутрь.
Припой поставляется в катушках из полой проволоки с канифольным флюсом или кислотным флюсом в центре проволоки.Для некоторых работ, таких как медная сантехника, лучше использовать твердый припой и наносить флюс отдельно.
Свинцовый припой токсичен, поэтому важно проветривать рабочее место, держать руки подальше от рта и мыть их по окончании работы. Используйте специальный бессвинцовый припой на трубах и фитингах, проводящих воду, а также на любых поверхностях, контактирующих с пищевыми продуктами.
Для начала соберите материалы для очистки соединяемых поверхностей: стальную мочалку, наждачную шкурку и спирт или чистящий растворитель. Затем вам нужно выбрать правильный припой и флюс для металла, который вы соединяете, и выбрать инструмент для пайки.
Типы припоя
* Алюминий: специальный алюминиевый припой, специальный алюминиевый флюс.
* Латунь, бронза или медь: 60-40 или 50-50; канифоль или кислотный флюс. Используйте бессвинцовый припой на медных трубах.
* Электропроводка: 60-40; канифольный флюс.
* Оцинкованный металл: 60-40 или 50-50; кислотный флюс.
* Применение при высоких температурах: серебряный припой; флюс для серебряного припоя.
* Серебро: серебряный припой; канифоль или серебряный флюс.
* Сталь, олово, цинк: 60-40 или 50-50; кислотный флюс.
* Нержавеющая сталь: 60-40 или 50-50; флюс из нержавеющей стали.
Кислотный флюс обладает высокой коррозионной активностью; Избегать попадания на кожу и глаза. Очистите все остатки от работы спиртом или коммерческими чистящими средствами.
Очистите все остатки от работы спиртом или коммерческими чистящими средствами.
Инструменты для пайки
Используйте паяльник, паяльник, паяльник (небольшой паяльник) или пропановую горелку. Паяльные пистолеты быстро нагреваются и остывают и полезны для пайки электрических и других тонких работ. Паяльники бывают разных размеров и работают с любой розеткой.Используйте горелку для крупных работ, таких как соединение труб или листового металла.
Как паять
Всегда помните, что при пайке необходимо нагревать металл, а не припой.
Очистите припаиваемые металлические поверхности от ржавчины, грязи, жира, потускнения и влаги. Не прикасайтесь пальцами к чистым участкам.
Чтобы подготовить холодный пистолет или утюг, отшлифуйте каждую поверхность наконечника гладкой и чистой, пока не обнажится блестящий металл.
В качестве дополнительной подготовки нагрейте инструмент, пока припой с флюсовой сердцевиной не расплавится, затем равномерно покройте наконечник припоем. Удалите излишки влажной губкой или чистой сухой тряпкой.
Удалите излишки влажной губкой или чистой сухой тряпкой.
Нанесите флюс-пасту на соединяемые поверхности (если вы не используете припой с флюсом).
Нагрейте рабочую поверхность, предпочтительно снизу, и нанесите припой сверху так, чтобы он расплавился и стекал в соединение. Металл должен быть достаточно нагрет, чтобы расплавить припой и выкипятить флюс. Если слишком жарко, припой сформирует шарик, который не растечется. Смыть лишний флюс.
Пайка алюминия в домашних условиях. Научитесь паять алюминий самостоятельно.Добавление солей к растворам кислот
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления алюминиевых изделий. Если с механической обработкой проблем не возникает (металл легко пилится, шлифуется и гнется), то процесс соединения деталей между собой вызывает затруднения.
Речь не идет о сварке, это вопросы масштабного ремонта. Чаще всего детали приходится паять традиционным способом.
- Самая распространенная проблема – протекающая посуда или отвалившиеся части алюминиевой посуды.Склеивание не всегда подходит из-за низкой термостойкости и плохой эстетики соединения. Заклепки не могут обеспечить герметичность. Пайка алюминия с оловянными остатками.
- Еще одна потребность в качественном подключении – электроприборы. Довольно часто приходится подключать алюминиевые жилы к клеммам, или просто к поверхности электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет крепкий припой.
Как и любой металл, алюминий можно и нужно паять.Обладает хорошей пластичностью и теплопроводностью. Но есть проблема с адгезией. На открытом воздухе металл моментально покрывается прочной оксидной пленкой, на которую, кроме того, что она является теплоизолятором, практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия – первый помощник в работе. Его также можно использовать для пайки алюминия с другими металлами.
Общие принципы пайки алюминия в домашних условиях
Маленькие секреты. Если под рукой нет специального флюса, можно использовать абразивную защиту от мгновенного окисления поверхности:
- Энергично потрите место пайки куском кирпича. Образовавшуюся пыль не нужно сдувать. Нанесите большое количество обычной канифоли на жало паяльника, и залейте ею место пайки прямо поверх кирпичной пыли. Затем облучайте поверхность, плотно прижимая к металлу жало паяльника.
При плоском срезе надо как бы втереть пыль в алюминий.Абразив сотрет тонкий оксидный слой и соединится с припоем. Можно использовать мелко просеянный песок.
- Другой способ — использовать железные опилки. Можно просто сошлифовать толстый ноготь среднезернистой пилкой. В место пайки налить жидкую канифоль и засыпать опилками. Когда канифоль застынет, набираем припой на жало паяльника и интенсивно растираем его по опилкам. Лужение обеспечит мгновенную защиту от окисления.

Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно паяльником.
Можно смешать паяльную пасту с трансформаторным маслом и нанести на только что очищенную поверхность. Затем также энергично потрите его паяльником, пока не появится устойчивый слой припоя.
Важно! Такие работы следует производить с вытяжкой или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым.
А есть способ проще. Обрабатываем будущую точку пайки с помощью мелкой наждачной бумаги. Затем без промедления влейте масло.
Еще раз интенсивно затереть поверхность наждачной бумагой, затем с усилием затереть припой нагретым паяльником.
Тонкой отверткой подденьте оловянный слой, чтобы проверить прочность соединения. Если края припоя оторвались от алюминия, повторите процедуру еще раз. После получения стойкого лужения к этому месту можно припаивать как медные, так и алюминиевые провода.
Какой припой используется для пайки алюминия
На выбор припоя влияет способ соединения алюминиевых деталей.
- Если вы используете обычный паяльник, вам нужен материал с низкой температурой плавления.Для электрических соединений обычно используется обычный припой. Это следующие виды сплавов: цинк-олово, медь-олово и висмут-олово. Они более известны нам как радиолюбительские припои серии ПОС.
Эти сплавы легко плавятся, мало отводят тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же такой материал не сложно купить по доступной цене. Однако легкоплавкие припои имеют низкую прочность.Этот метод подходит только для электроустановок.
Если вы припаивали носик к алюминиевому чайнику, или ремонтировали прогоревшее отверстие в кастрюле, то под воздействием высоких температур соединение быстро разрушится.
В крайнем случае можно использовать обычный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но имеет низкую прочность на растяжение.
- Тугоплавкие припои используются для механически прочных соединений. Кроме того, они не плавятся при высоких температурах. В состав обязательно должен входить собственно алюминий.
Наиболее распространенные сплавы: алюминий-медь-кремний.Алюминий хорошо растворяется в других компонентах композиции и обеспечит связь с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Любимым припоем отечественных лудильщиков является отечественный состав 34А.
Дороже (это не говорит о повышении качества) — импортный «Алюминий — 13».Преимущества таких припоев в том, что ими можно качественно сваривать детали, которые потом работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью дает хороший результат.
Однако припои на основе алюминия плавятся при температуре около 600°С. Паяльником такого результата добиться невозможно.
Для механически прочных и термостойких соединений применяют пайку алюминия газовой горелкой.
примечание
Несмотря на внешнее сходство и качество соединения, пайка горелкой не имеет ничего общего со сваркой.Плавится только припой, основной металл заготовки остается твердым на протяжении всего процесса.
Преимущества пайки горелкой перед аргонной сваркой:
Как правильно паять горелкой
Без подготовки места соединения не обойтись, как при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем нужно закрепить детали с помощью любого приспособления – будь то струбцины или тиски.
При работе горелкой алюминиевые заготовки будут нагреваться по всей поверхности. А учитывая высокую теплопроводность металла, на деталях, за которые можно взяться рукой даже в защитных перчатках, просто не останется места.
В рабочей зоне не должно быть легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений нагретые флюсы выделяют неприятный запах. Позаботьтесь о средствах пожаротушения.
Позаботьтесь о средствах пожаротушения.
Необходимо подготовить проволоку для припоя с запасом по длине.Вы не сможете использовать каждый стержень полностью, оставив 10% длины для удержания припоя. А бросать отопление и идти за новой упаковкой нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (принудительно), перед продолжением работы полностью прогрейте всю область пайки, включая уже застывший припой. То же самое следует делать при нанесении нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено от вас. На его пути не должно быть предметов.
Допускается изменение цвета алюминиевой заготовки на ярко-оранжевый. Металл не расплавится, а при нагреве до максимальной температуры припой ляжет более равномерно.
Обязательно используйте флюс. Есть проверенные составы на основе хлоридов лития и калия, а также хлорида цинка. Это такие марки, как F-59A, F-61A, F-64A. Для более высокотемпературной пайки лучше использовать F-34A.Он содержит фторид натрия.
Для более высокотемпературной пайки лучше использовать F-34A.Он содержит фторид натрия.
Флюс для пайки алюминия своими руками. Однако делать это не рекомендуется, так как обязательно содержит едкие вещества. Готовый состав лучше приобрести в магазине.
Важно! Очень вредно вдыхать пары флюса во время пайки. Используйте респиратор или переносную вытяжку.
Промышленное производство алюминия по историческим меркам началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь.Его основные параметры – высокая электро- и теплопроводность, малый вес, устойчивость к коррозии привели к тому, что этот металл стал основным материалом, используемым в авиационной и космической промышленности. К тому же невозможно представить улицы наших городов без алюминия; из него изготавливают светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.
При его обработке допустимо применять практически все виды обработки — точение, штамповку, литье, сварку и пайку. Последние методы используются для получения неразъемных соединений из алюминиевых заготовок.
Последние методы используются для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях
Многие искренне считают, что пайка алюминия в домашних условиях — достаточно сложный процесс. Но на самом деле все не так уж и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей возникнуть не должно. В том случае, если домашний мастер паяет алюминиевые детали, используя материалы, предназначенные для меди или стали, результат, скорее всего, будет отрицательным.
Особенности процесса
Трудности при пайке алюминия в первую очередь связаны с тем, что на его поверхности имеется оксидная пленка, которая, в отличие от основного металла, имеет более высокую температуру плавления и большую стойкость к различным химическим веществам. Именно эта пленка создает серьезные препятствия при использовании традиционных припоев и флюсов, а например, если паять алюминий с оловом, то сложно гарантировать качественный результат. Для удаления этой пленки применяют либо механическое воздействие, либо флюсы, в состав которых входят сильнодействующие химические вещества.
Для удаления этой пленки применяют либо механическое воздействие, либо флюсы, в состав которых входят сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий, имеет низкую температуру плавления, около 660 °С. Эта разница между температурой плавления оксидной пленки и основного металла также приводит к трудностям при пайке.
Это свойство алюминия в результате приводит к тому, что нагретый алюминий становится слабее. Так, алюминиевые конструкции начинают терять свою устойчивость уже при температурах 250-300°С. Кроме того, в состав алюминиевых сплавов могут входить материалы, которые начинают плавиться при температуре 500-650°С.
В состав большого количества припоев входят олово, кадмий и другие компоненты. Алюминий практически не контактирует с этими материалами и это, в свою очередь, приводит к тому, что швы, полученные с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем цинк и алюминий хорошо растворяются друг в друге.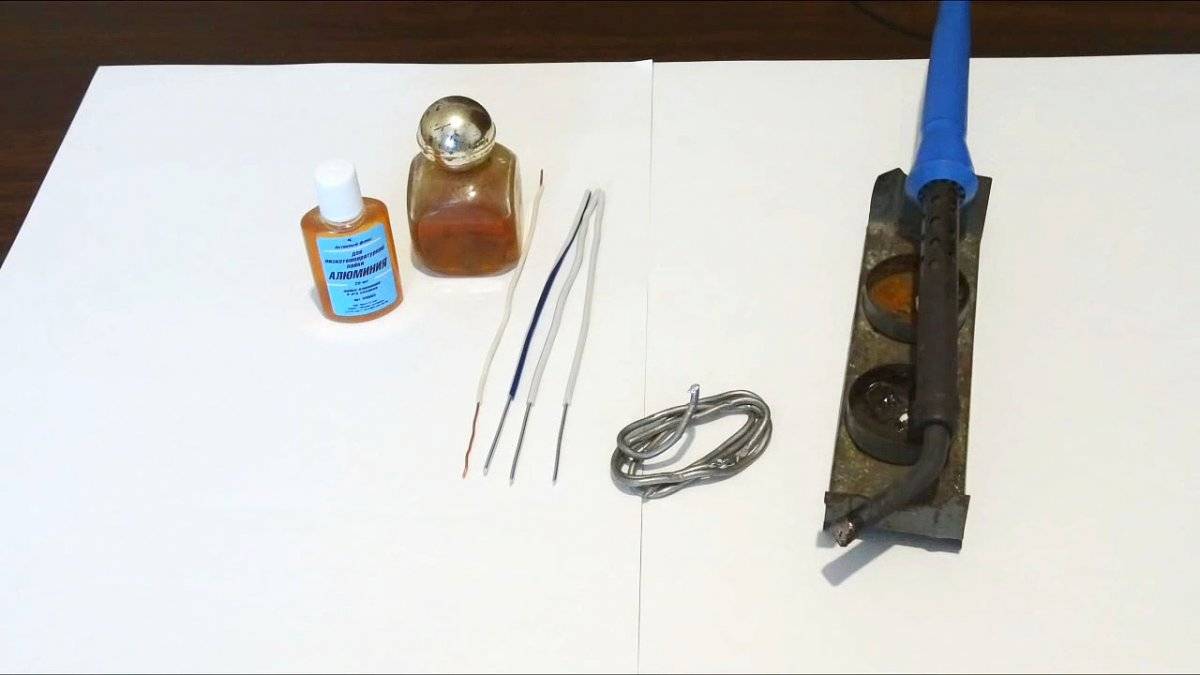 Использование цинка в составе припоев позволяет шву иметь высокие показатели прочности.
Использование цинка в составе припоев позволяет шву иметь высокие показатели прочности.
Использование трансформаторного масла
Как отмечалось выше, основным препятствием для пайки является наличие оксидной пленки.Перед пайкой алюминия его необходимо снять. Для его удаления используются различные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме того, существуют «народные» методы. Один из них связан с использованием трансформаторного масла.
Для удаления оксидной пленки используется следующий состав — в абразивный порошок добавляется трансформаторное масло. При постоянном помешивании в результате должна получиться пастообразная масса. Его необходимо наносить на предварительно очищенную зону пайки. После этого жало паяльника необходимо тщательно покрыть и затереть подготовленные места до появления олова.После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой используется для пайки алюминия
Большинство припоев содержат вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений алюминиевых деталей применяют так называемые тугоплавкие припои на основе алюминия, кадмия, цинка и некоторых других веществ.
Именно поэтому для создания неразъемных соединений алюминиевых деталей применяют так называемые тугоплавкие припои на основе алюминия, кадмия, цинка и некоторых других веществ.
Легкоплавкие припои применяются также для пайки алюминия.
Их применение позволяет выполнять работы при низких температурах.Это позволяет создавать соединения, избегая изменения свойств алюминия. Но следует сразу отметить, что использование таких материалов не может обеспечить должной степени коррозионной стойкости и прочности соединения.
Оптимальный результат пайки можно получить при использовании состава, содержащего алюминий, медь, цинк. Работу с такими припоями необходимо производить паяльником, жало которого нагревают до 350°С. При соединении деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения алюминиевых деталей можно приготовить дома, а можно просто приобрести в магазине.
Одним из коммерчески доступных припоев для алюминия является HTS-2000. Пайка этим припоем возможна без использования флюса. Отличительной особенностью этого состава является то, что он может проникать сквозь оксидную пленку и создавать прочные связи между молекулами. Срок службы соединений, выполненных из этого сплава, составляет 10 лет.
Пайка этим припоем возможна без использования флюса. Отличительной особенностью этого состава является то, что он может проникать сквозь оксидную пленку и создавать прочные связи между молекулами. Срок службы соединений, выполненных из этого сплава, составляет 10 лет.
Как правильно паять горелкой
Необходимость пайки алюминия и его сплавов может возникнуть как в производственных, так и в бытовых условиях.Этот процесс можно использовать при ремонте деталей, но иногда приходится иметь дело с более крупными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционная технология пайки материалов не всегда гарантирует надлежащий результат.
Один из наиболее часто используемых способов получения неразъемных соединений напрямую связан с применением газовой горелки.
Работа с алюминием означает, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей.
Пайка горелкой существенно отличается от работы паяльником и по праву считается более практичной. Работая с горелкой, техник может регулировать температуру. А это дает дополнительные возможности для обработки поверхностей заготовок. При этом толщина материала особой роли не играет. Иногда при работе с горелкой применяют флюсы и дополнительную обработку поверхности.
Работая с горелкой, техник может регулировать температуру. А это дает дополнительные возможности для обработки поверхностей заготовок. При этом толщина материала особой роли не играет. Иногда при работе с горелкой применяют флюсы и дополнительную обработку поверхности.
Пайка алюминия газовой горелкой в домашней мастерской позволяет производить предварительный нагрев заготовок и расходных материалов.
Несомненно, для получения качественного соединения необходим опыт. Дело в том, что алюминий имеет низкую температуру плавления; соответственно расходные материалы, используемые для пайки, обладают хорошей текучестью. Если мастер ошибется, то велика вероятность, что припой просто растечется по заготовке, не попав в шов.
Какой флюс использовать
Преимущества
Пайка – один из способов получения неразъемных металлических соединений. Но в отличие от других способов, до недавнего времени отличался малой производительностью, малой прочностью в месте соединения. Эта и ряд других причин привели к тому, что он не получил широкого, промышленного применения.
Эта и ряд других причин привели к тому, что он не получил широкого, промышленного применения.
С развитием техники стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно улучшить качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла в число основных технологических процессов машиностроения, авиационной и космической промышленности и, конечно же, электроники.
Пайка имеет ряд неоспоримых преимуществ перед сваркой. Процесс соединения деталей таким способом происходит при значительно меньших затратах тепла. Другими словами, в ходе этого процесса в структуре металла не происходит серьезных изменений. Его физико-химические параметры остаются практически неизменными. После пайки могут возникать такие явления, как остаточная деформация, размеры ее несопоставимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров, указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Кроме того, можно сказать, что эти процессы достаточно легко автоматизируются.
Дефекты
Говоря о пайке алюминиевых деталей, всегда нужно помнить, что для работы с ним необходимо использовать специальные припои и флюсы, способные обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет соответствовать требованиям качества.
Существует распространенное мнение, что паять или лужить алюминий (а также сплавы на его основе) невозможно, не имея для этого специального оборудования.
В качестве аргумента приведены два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (АЛ 2 О 3 ), в результате чего создается препятствие для процесса лужения;
- процесс пайки значительно усложняется тем, что алюминий плавится при температуре 660°С (для сплавов этот диапазон находится в пределах от 500 до 640°С). Кроме того, металл теряет прочность при повышении его температуры при нагреве до 300°С (для сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
 Кроме того, металл теряет прочность при повышении его температуры при нагреве до 300°С (для сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Кроме того, металл теряет прочность при повышении его температуры при нагреве до 300°С (для сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.Учитывая вышеперечисленные факторы, паять алюминий обычными способами действительно невозможно. Использование сильных флюсов в сочетании с применением специальных припоев поможет решить проблему. Рассмотрим эти материалы подробно.
Припой
Обычно основой легкоплавких припоев являются олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn).Проблема в том, что алюминий практически нерастворим в этих металлах (за исключением цинка), что делает соединение ненадежным.
При высокой активности флюса и надлежащей обработке соединений можно использовать припой на основе олова и свинца, но этого решения лучше избегать. Кроме того, паяное соединение на основе системы Sn-Pb обладает низкой коррозионной стойкостью. Нанесение лакокрасочного покрытия на место пайки позволяет избавиться от этого недостатка.
Для пайки алюминиевых деталей целесообразно использовать припой на основе кремния, меди, алюминия, серебра или цинка.Например 34А, в состав которого входят алюминий (66%), медь (28%) и кремний (6%), или более распространенный ЦОП-40 (Sn — 60%, Zn — 40%).
Обратите внимание, что чем выше процент цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным припоем считается припой, изготовленный из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34А, или его зарубежный аналог «Алюминий-13», содержащий 87 % алюминия и 13 % кремния, что позволяет производить пайку при температурах от 590 до 600°С.
Флюс
При выборе флюса необходимо учитывать, что не все они могут быть активны по отношению к алюминию. Можно рекомендовать использование для таких целей отечественных препаратов — Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на бутылке есть пометка — «для алюминия» или «для пайки алюминия».
Как правило, на бутылке есть пометка — «для алюминия» или «для пайки алюминия».
Для высокотемпературной пайки следует приобрести флюс, выпускаемый под маркой 34А. Он состоит из хлорида калия (50%), хлорида лития (32%), фторида натрия (10%) и хлорида цинка (8%).Этот состав наиболее оптимален, если выполняется высокотемпературная пайка.
Подготовка поверхности
Перед началом лужения необходимо сделать следующее:
- обезжирить поверхность ацетоном, бензином или любым другим растворителем;
- снять оксидную пленку с места, где будет производиться пайка. Для шлифования используются наждачная бумага, абразивный круг или щетка со щетиной из стальной проволоки. В качестве альтернативы можно использовать травление, но эта процедура не так широко распространена из-за своей специфики.
Следует учитывать, что полностью удалить оксидную пленку не получится, так как на очищенном месте моментально появляется новое образование. Поэтому зачистку производят не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить задачу флюса.
Поэтому зачистку производят не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить задачу флюса.
Нагрев места пайки
Для пайки мелких деталей можно использовать паяльник мощностью не менее 100Вт. Крупногабаритные предметы потребуют более мощного нагревательного инструмента.
Наиболее оптимальный вариант нагрева – использование газовой горелки или паяльной лампы.
При использовании горелки в качестве нагревательного инструмента следует учитывать следующие нюансы:
- не перегревайте основной металл, так как он может расплавиться. Поэтому в процессе необходимо регулярно следить за температурой. Это можно сделать, коснувшись нагретого элемента припоем. Расплавление припоя даст вам понять, что необходимая температура достигнута; Кислород
- нельзя использовать для обогащения газовой смеси, так как он способствует сильному окислению поверхности металла.
Инструкции по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей; осуществляется так же, как со сталью или медью.
Алгоритм действий следующий:
- место пайки обезжиривается и зачищается;
- детали фиксируются в нужном положении;
- место соединения нагревается;
- прикоснитесь стержнем припоя (содержащим активный флюс) к соединению.Если используется бесфлюсовый припой, то для разрушения оксидной пленки наносится флюс, после чего место пайки затирается твердым кусочком припоя.
Щетка со щетиной из стальной проволоки также используется для разрушения пленки оксида алюминия. С помощью этого простого инструмента расплавленный припой втирается в поверхность алюминия.
Пайка алюминия — полная видеоинструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать, если у вас нет нужных материалов?
Когда невозможно подготовить все материалы, необходимые для пайки, можно использовать альтернативный метод, в котором используется оловянный или оловянно-свинцовый припой.Что касается флюса, то его заменяет канифоль. Для предотвращения образования новой пленки оксида алюминия на месте старой очистку производят под слоем расплавленной канифоли.
Для предотвращения образования новой пленки оксида алюминия на месте старой очистку производят под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Повысить эффективность процесса можно, добавив в канифоль металлические опилки.
Процесс выглядит следующим образом:
- нагретым луженым паяльником, канифоль расплавляется в месте пайки;
- когда канифоль полностью покроет поверхность, о нее начинают тереть жалом паяльника.В результате металлические опилки и наконечник разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не пропускает воздух к поверхности алюминия, на нем не образуется оксидная пленка. По мере разрушения пленки будет происходить лужение детали;
- , когда процесс лужения завершен, детали соединяют и нагревают до достижения температуры плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить свои силы и время на такую работу, тем более, что качество и надежность такого соединения будут сомнительными.
Поэтому лучше не тратить свои силы и время на такую работу, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, с которым пайка алюминия даже в домашних условиях не вызовет затруднений.
В настоящее время алюминий и его сплавы широко применяются в бытовых электроприборах, таких как алюминиевые электрические провода и т. п. Поскольку алюминий и его сплавы при контакте с воздухом быстро окисляются, обычные методы пайки не дают удовлетворительных результатов.Ниже описаны различные способы пайки алюминия в домашних условиях оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
1. Для пайки двух алюминиевых проводов, предварительно залуженных. Для этого конец проволоки покрывают канифолью, кладут на наждачную бумагу (средней зернистости) и прижимают к наждачной бумаге горячим залуженным паяльником, при этом паяльник не отрывают от проволоки и канифоли добавляется к заслуженному концу все время. Проволока лужится хорошо, но все операции приходится повторять много раз.Дальше пайка идет как обычно. Наилучшие результаты дает использование минерального масла для швейных машин или щелочного масла (для чистки оружия после стрельбы) вместо канифоли.
Проволока лужится хорошо, но все операции приходится повторять много раз.Дальше пайка идет как обычно. Наилучшие результаты дает использование минерального масла для швейных машин или щелочного масла (для чистки оружия после стрельбы) вместо канифоли.
2. Пайку листового алюминия или его сплавов осуществляют следующим образом: горячим паяльником на шов наносят канифоль с мелкими железными опилками. Паяльник лужится, и им начинают затирать шов, добавляя все время припой. Опилки своими острыми краями удаляют оксид с поверхности, а олово прочно сцепляется с алюминием.Паять хорошо нагретым паяльником. Для пайки тонкого алюминия достаточно мощности паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, при толщине более 2 мм место пайки необходимо прогреть паяльником и только после этого наносить флюс и припой. Минеральное масло также может быть успешно использовано здесь в качестве флюса.
3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность алюминиевой детали предварительно покрывают медью с помощью описанной ранее простейшей гальванической машины.Но можно сделать проще.
Перед пайкой алюминиевую поверхность алюминиевой детали предварительно покрывают медью с помощью описанной ранее простейшей гальванической машины.Но можно сделать проще.
— +
Рис. один
Для этого берется толстая кисть для акварели, и ее металлический ободок, соприкасаясь с волосками, обматывается оголенной медной проволокой (рис. 1). Другой конец провода подключается к положительному полюсу источника постоянного тока (выпрямитель, батарея фонарика или аккумуляторная батарея). Алюминиевая деталь соединена с отрицательным полюсом. Место пайки зачищается наждачной бумагой. Приступая к покраске детали, кисть необходимо тщательно смочить в насыщенном растворе медного купороса и провести по детали, как при покраске.Через некоторое время на поверхность алюминиевой детали оседает слой красной меди, который после промывки и сушки лужится обычным способом (паяльником).
Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок Р150А, Р250А и Р300А. Пайка производится обычным паяльником, жало которого нагревается до температуры 350°С, с использованием флюса, представляющего собой смесь олеиновой кислоты и иодида лития.
Пайка производится обычным паяльником, жало которого нагревается до температуры 350°С, с использованием флюса, представляющего собой смесь олеиновой кислоты и иодида лития.
- Столы для лужения
- Лужение алюминиевой проволоки
Для получения надежного соединения при пайке оловянно-свинцовым припоем необходимо зачищать и облучать провода.
Если пренебречь этими действиями, то вряд ли шип получится качественным и долговечным.
В первую очередь следует подготовить паяльник, при необходимости провести его техническое обслуживание: удалить ножом накипь, зачистить жало паяльника на мелкозернистом наждаке или с помощью напильника.
Перед началом пайки паяльник необходимо прогреть до рабочей температуры. Затем следует обмакнуть жало в канифоль, коснуться твердого олова или оловянно-свинцового сплава
. Если на жало паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Все металлы в воздухе окисляются. Их поверхность покрыта оксидной пленкой, препятствующей смачиванию металла расплавленным припоем. Поэтому все спаиваемые поверхности необходимо зачистить до металлического блеска ножом или мелкой наждачной бумагой; кроме того, их можно обезжиривать растворителями.
Паяльником нужно разогреть провод, нанести на него канифоль, неторопливыми движениями втереть в него припой.
Если все сечение проводника равномерно
копать припоем, лужение можно прекращать.
Лужение медных проводов особых проблем не вызывает. С этой работой справятся даже начинающие сварщики. Но не все умельцы знают, как залудить алюминиевую проволоку.
Алюминиевую проволоку в домашних условиях припаять сложно, многие мастера за такую работу не берутся.
Как паять алюминий
Проблема в том, что если снять оксидную пленку, то алюминий на воздухе практически мгновенно окисляется и пленка восстанавливается. Но, при наличии терпения, можно получить достаточно качественный припой.
- приготовить флюс растворением канифоли в диэтиловом эфире;
- подготовить стальные опилки;
- зачистить провод обычным способом;
- немедленно нанести флюс на проволоку;
- посыпать место пайки металлическими опилками;
- Аккуратно выполните лужение, втирая припой в алюминий.
Металлические опилки играют роль абразивных частиц и постоянно разрушают образующуюся оксидную пленку.
По мере необходимости их нужно заливать на место спайки.
Этот метод не всегда гарантирует достижение желаемого результата. Контакт между спаянными проводами может быть плохим и недолговечным.
Профессионалы предпочитают использовать специальные припои и флюсы. При этом проволоку, подлежащую пайке, следует прогревать не паяльником, а газовой горелкой или паяльной лампой.Температура нагрева припоя и луженой проволоки должна быть не менее 600°С.
Еще один простой способ лужения алюминиевых проводов с помощью медных проводов.
Основан на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт. На зачищенный алюминий в месте пайки наносят несколько капель медного купороса и обматывают его несколькими витками медной проволоки.
Алюминиевый проводник подключается к отрицательному полюсу источника тока, а медный — к положительному. В цепи возникает электрический ток, происходит электролиз, алюминиевый проводник покрывается тонким слоем меди. На алюминиевом проводнике образуется медно-луженый слой. Этот метод нельзя использовать для лужения массивных деталей, но он вполне пригоден для пайки тонких проводников.
Если медного купороса нет, его можно заменить соляной кислотой.
В месте предполагаемой пайки нужно с нажимом передвинуть медный проводник. В этом случае электролиз протекает более эффективно. Но необходимо помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работ его необходимо промыть чистой водой или слабым раствором щелочи.
Кожа – алюминий
Форма алюминиевая не используется для облегчения пайки и изготавливается после цинкования изделия и.
Используйте ультразвуковой паяльник для пайки и лужения алюминия.
Известно, что алюминийна воздухе быстро покрывается слоем оксидной пленки, препятствующей прилипанию припоя к металлу. Под действием ультразвука оксидная пленка разрушается и удаляется с поверхности алюминия.
Особенно трудно закалить алюминий. Ультразвуковая закалка, используемая для пайки узких швов, не подходит для утончения больших поверхностей, таких как алюминиевые шины.
На заводе «Динамо» разработали способ абразивной и абразивной обработки кристаллических частей алюминиевой шины.
Алюминий особенно трудно чистить. Ультразвуковая закалка, используемая для пайки узких калибров, не подходит для утончения больших поверхностей алюминиевых шин.
Алюминий особенно трудно чистить.
Ультразвуковая закалка, используемая для пайки узких калибров, не подходит для утончения больших поверхностей алюминиевых шин. На заводе «Динамо» разработали метод абразивной и абразивной обработки кристаллических частей алюминиевой шины.
На заводе «Динамо» разработали метод абразивной и абразивной обработки кристаллических частей алюминиевой шины.
Кроме ультразвуковых паяльных аппаратов, для шлифовки алюминия используются абразивные растворители. В отличие от обычных паяльников, абразивные шлифовальные детали 5 (рис.
68), спрессованного из порошка припоя и асбеста, выполняющего роль абразива.
Проблемы при пайке, сварке и фрезеровке алюминия и его сплавов, благодаря наличию на их поверхности чрезвычайно стабильной оксидной пленки, легко устраняются с помощью ультразвука.
Кроме ультразвуковых паяльных аппаратов, для шлифовки алюминия используются абразивные растворители.
В отличие от обычных электрических паяльников абразивные шлифовальные станки имеют рабочий стержень 5 (рис. 68), спрессованный из порошка припоя и асбеста, выполняющих роль абразива.
Важным преимуществом перед вышеупомянутыми калий-алюминиевыми методами является использование ультразвука.
Ультразвуковая пайка используется для пайки и лужения алюминия.
Рубрика: «Работа с металлом»
Алюминий на воздухе быстро покрывается оксидным слоем, что препятствует прилипанию припоя к металлу.Ультразвук разрушает оксидную пленку и удаляет ее с поверхности, в результате чего припой подвергается воздействию алюминиевой поверхности.
Страниц: 1 2
Паять любые металлические детали в домашних условиях дело нехитрое, с этим легко справляются многие мальчишки, особенно увлекающиеся радиотехникой. Для пайки, или лужения, нужен сам паяльник (самый примитивный, требующий нагрева у источника тепла или более совершенный — с регулируемой температурой), припой, флюс и канифоль.
Детали, подготовленные к пайке, зачищают и обезжиривают наждачной бумагой, бензином или растворителями.
Затем на поверхность наносится флюс, препятствующий процессам окисления на припаиваемых деталях.
С помощью паяльника, жало которого предварительно обмакивают в канифоль, на место пайки наносят припой.
Как самому паять алюминий
Однако не все так просто — некоторые металлы и сплавы плохо поддаются пайке.
Как паять алюминий? Сложность в том, что алюминиевые сплавы окисляются на воздухе за доли секунды, образуя пленки, делающие пайку обычными методами невозможной.
Однако существует метод, позволяющий паять алюминиевые поверхности с помощью самого обычного паяльника, припоя и канифоли.
Для пайки алюминия потребуется достаточно мощный паяльник (60-100 Вт), так как этот металл имеет очень хорошую теплопроводность.
Возможно, потребуется дополнительный прогрев спаиваемых деталей над пламенем газовой плиты.
Секрет в том, что место спайки затирают кирпичом, песком, раствором и тут же заливают канифолью.
Протираем паиваемые детали жалом паяльника, удаляя оксидную пленку.
В результате получается очень прочное соединение без особых затрат.
Припой для алюминия, состоящий из олова и цинка (олова и висмута) совместно с парафиновым и стеариновым флюсом, также дает хороший результат, если припой защищен от окисления канифолью.
Как паять алюминий, если дело касается проводов? В этом случае, наверное, можно вообще обойтись без пайки: например, использовать клеммник.
Если вам нужно соединить провода в ограниченном пространстве, где невозможно установить клеммную колодку или аналогичный разъем?
Тогда лучше просто сделать скрутку (намотать провода один на другой) и припаять сжать пассатижами.
Активный флюс для пайки алюминия на основе фосфорной кислоты сегодня легко доступен.
Вы можете купить его в любом магазине, где продаются всевозможные радиоприемники, электронные детали и аксессуары.
Пожалуй, это самый простой и эффективный способ пайки алюминия.
Еще по теме:
Состав флюсов для высокотемпературной пайки приведен в соответствующем разделе.
В таблице приведены состав, температурные диапазоны активности и назначение некоторых флюсов, разработанных с 1973 по 1984 гг. Среди органических кислот и других веществ пригодных в качестве активатора флюсов для пайки алюминия и его сплавов при температуре
Среди алифатических кислот наиболее активны одноосновные кислоты: стеариновая, элаидиновая, олеиновая, лауриновая, коприновая, каприловая, нейлоновая, валериановая, масляная, пропионовая, уксусная, муравьиная. Активность этих кислот возрастает с увеличением их относительной молекулярной массы и температуры плавления. При их взаимодействии с оксидом Al2O3 протекают следующие реакции:
Активность этих кислот возрастает с увеличением их относительной молекулярной массы и температуры плавления. При их взаимодействии с оксидом Al2O3 протекают следующие реакции:
Al2O3 + 6RCOOH → 2 (RCOO) 3Al + 3h3O (1)
2Al + 6RCOOH → (RCOO) 3Al + ЗН2 (2)
Наиболее бурно реакция протекает с муравьиной и уксусной кислотами, менее бурно — с капроновой кислотой.
Однако введение этих кислот во флюсы малоперспективно из-за их интенсивного выкипания при температуре пайки и снижения энергии разрыва связи СОО-НС — с увеличением молекулярной массы кислоты.Соли карбоновых кислот, полученные по реакциям (1) и (2), термически неустойчивы. Например, ацетат алюминия разлагается при температуре 200°С.
| Марка флюса или номер | Состав флюса, % | Температура Интервал активности, °С | Примечание |
| 1 | 4-7 борфторид аммония; 4-7 борфторид кадмия; эпоксидная подложка | Для пайки алюминия и алюминиевых сплавов — 2% Mg (АМг2). Высокая коррозионная стойкость | |
| Форма 59А | 10 ± 0,5 фторборат кадмия; 2,5 ± 0,5 фторборат цинка; 5 ± 0,5 фторборат аммония; 82 ± 1 триэтаноламин | 150-320 | Для пайки алюминия или сплава АМц с медью и сталью припоями на основе: Sn — Zn, |
| Форма 61А | 10 фторборат цинка; 8 фторборат аммония; 82 триэтаноламин | 150-320 | Для пайки алюминия, бериллиевой бронзы, оцинкованного железа, меди припоями на основе Sn-Zn, Zn-Cd |
| Форма 54А | 10 Фторборат кадмия; 8 фторборат аммония; 82 триэтаноламин | 150-320 | |
| 3 | 7 висмута бромид; 47.9 уксусная кислота; 55.1 олеиновая кислота | Для лужения в жидком олове более активен, чем флюс F54A | |
| 4 | Для лужения алюминиевых сплавов, слабокоррозионно-активных | ||
| 5 | 1,5 триэтаноламин; 4 салициловая кислота; Спирт этиловый 94,5 | 150-320 | Для пайки алюминия с медью, бериллиевой бронзой, оцинкованным железом с припоями на основе Sn-Zn и Zn-Cd |
| 6 | 30 г йодида лития; 200 мл олеиновой кислоты | Для пайки алюминия | |
| 7 | 4. | ||
| 8 | |||
| 9 | 10-15 тетрафторборат цинка; баланс триэтаноламина | ≥350 | Для пайки изолированных алюминиевых проводов (повышает их устойчивость) Для пайки алюминия |
| 10 | 7,5 анилина фторгидрат; 92,5 канифоль | ||
| 11 | 83 триэтаноламин; 9 фторборат кадмия; 7 кислый фторид аммония; 1 канифоль | > 150 |

 2-10 йодида титана; канифоль 16,8-22; капроновая кислота — остальное
2-10 йодида титана; канифоль 16,8-22; капроновая кислота — остальноеСреди двухосновных предельных кислот, более сильных, чем одноосновные, первые три члена гомологического ряда кислот (щавелевая, малоновая, янтарная) не обладают активностью при пайке алюминия, что связано с их декарбоксилированием при нагревании.
Высшие кислоты обладают такой же активностью в флюсах, как и одноосновные кислоты, с тем же числом атомов в радикале.
Ангидриды кислот не активны при пайке. Галогензамещенные кислоты обладают более высокой активностью во флюсах для пайки алюминия, что объясняется одновременным действием как карбоксильной группы, так и атома галогена на оксид алюминия.
Установлено, что во флюсах активны некоторые твердые аминокислоты: α-аминопропионовая и фениланитронил, обеспечивающие хорошее растекание припоя.
С учетом физических свойств, степени токсичности и активности во флюсах среди органических кислот наиболее подходящими являются высшие жидкие незамещенные кислоты, их твердые аналоги и аминокислоты.
Флюсующая способность смесей кислот в любом соотношении не превышает активности компонента с наибольшей молекулярной массой.
Салициламид и мочевина эквивалентны по действию нейлону или элаидиновой кислоте.
Добавление солей к кислым растворам
Активность аммонийных солей органических кислот близка к активности исходных одно- и двухосновных кислот.Эти соли имеют преимущества перед амидами — меньшая летучесть при пайке и лучшая растворимость в кислотах.
Характерно, что введение в состав триэтаноламина органических кислот и их производных не повышает его активности при флюсовании алюминиевых сплавов.
Дальнейшее повышение флюсующей активности кислых органических растворов достигается введением в них галлоидных солей аминов или металлов.
Введение LiI и SnCb в дециловый спирт (точка кипения 231°С) или в капроновую кислоту (точка кипения 205°С) LiBr, LiI, NaI, SnCb в виде кристаллогидратов активирует раствор.
Введение солей 95% этилового спирта в кислые флюсовые растворы дезактивирует их за счет вытеснения воды по реакции:
Al(OR)3 + 3h3O → Al(OH)3 + 3ROH.
Однако присутствие кристаллизационной воды в спиртовом растворе хлорида олова не влияет на его активность при пайке.
Реактивные органические флюсы
Предложены реактивные органические флюсы для пайки алюминия легкоплавкими сплавами.
Основой этих флюсов является органический аминоспирт триэтаноламин, а активаторами – фторбораты тяжелых металлов и аммония. В местах контакта фторборатов с алюминием через разрывы в пленке оксида Al2O3 осаждаются такие металлы, как кадмий и цинк. Остатки триэтаноламина при нагреве переходят в инертное смолистое вещество, не вызывающее коррозии паяных соединений. Эти флюсы и их остатки после пайки имеют рН=8, что также подтверждает их антикоррозионную активность.
В местах контакта фторборатов с алюминием через разрывы в пленке оксида Al2O3 осаждаются такие металлы, как кадмий и цинк. Остатки триэтаноламина при нагреве переходят в инертное смолистое вещество, не вызывающее коррозии паяных соединений. Эти флюсы и их остатки после пайки имеют рН=8, что также подтверждает их антикоррозионную активность.
Все эти флюсы не отличаются своей коррозионной активностью при пайке алюминия, но при пайке его сплавом АМц, медью и ее сплавами наиболее эффективным является флюс Ф59А.Температурный диапазон действия этих флюсов 150-300°С. Флюсы этого типа непригодны для пайки внахлест с укладкой припоя в зазор деформируемых сплавов АМг, Д1, Д16, В95 и литейных алюминиевых сплавов. Их можно использовать только при лужении паяемой алюминиевой поверхности с последующей пайкой, например, флюсом ЛТИ-120.
При этом температура между спаиваемыми деталями при пайке не должна отличаться более чем на 10°С.
Как паять алюминий паяльником
Остатки флюсов легко смываются водой или протираются влажной тряпкой, смоченной водой или этиловым спиртом, и не вызывают заметной коррозии более 1000 часов. кислота, а в качестве активатора хлорид висмута флюс Ф54А обеспечивает большую площадь растекания припоя П250А по алюминию АД1; но он менее активен при пайке коррозионностойких сталей, латуни и меди, чем флюсы, содержащие хлорид висмута.
кислота, а в качестве активатора хлорид висмута флюс Ф54А обеспечивает большую площадь растекания припоя П250А по алюминию АД1; но он менее активен при пайке коррозионностойких сталей, латуни и меди, чем флюсы, содержащие хлорид висмута.
Флюсы F54A, F59A и F61A подходят для пайки в указанном диапазоне температур припоями P200A, P250A, P300A, P170A и P150A.
Для этого применяют терморегулирующие электропаяльники, индукционный нагрев, пайку погружением в расплавленный припой.Пайка этими флюсами при нагреве открытым пламенем недопустима из-за возможности их возгорания. При температурах выше 350°С в паяных соединениях контактных соединений, выполненных с этими флюсами, образуется непропан. При быстром нагреве (электроконтактном, индукционном) в чистом аргоне пайка этими флюсами возможна при температуре 320°С.
Имеются данные об использовании легкоплавкого припоя Sn-(8-15)% Zn-(2 -5)% Pb для пайки алюминиевых сплавов с температурой плавления 190°С с флюсом в виде раствора фтористого бора и фтористого аммония в моноэтаноламине.
Во флюсах для низкотемпературной пайки алюминия и его сплавов вместо канифоли предлагается использовать бензоат пентаэритрита, более термостойкий, чем канифоль, а его остатки неагрессивны и в виде эластичной пленки защитить паяные швы от окисления. В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой Р250) не разрушаются в солевом растворе в течение 200 дней. Проволочный припой (Sn-Pb-Ag) с сердечником из указанного флюса подходит для пайки всех алюминиевых материалов, содержащих менее 3% Mg и 3% Si.
У мастеров нет проблем с пайкой медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой не держит изделие, и пайка превращается в пытку. Проблемы вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная оксидная пленка Al2O3. Эту пленку можно снять механически – например, почистить изделие наклейкой для ногтей, но при контакте с воздухом или водой металл тут же покроется пленкой.
Несмотря на проблемы, с которыми мы сталкиваемся, алюминиевые изделия можно паять. Существует несколько способов пайки алюминия.
Пайка алюминиевых сплавов
Отличные результаты можно получить со следующими сплавами:
- два куска цинка и восемь кусков олова
- один кусок меди и 99 кусков олова
- одна штука висмута и 30 штук олова
Перед пайкой сплав и деталь должны быть хорошо нагреты.
Следует также помнить, что при данном методе пайки следует использовать паяльную кислоту.
Пайка алюминия специальными токами
Стандартные токи не растворяют оксидную пленку на поверхности алюминия, поэтому необходимо использовать специальные активные токи.
Флюс алюминиевый применяется для работы с пассатижами с рабочей температурой 250-360 градусов. Этот поток при пайке и закалке счищает оксидную пленку, очищает поверхность металла и, следовательно, припой лучше растекается по поверхности.
Все это приводит к созданию более плотного и прочного соединения расплавленных деталей. Излишки этого потока легко удаляются растворителями, спиртом или специальными жидкостями.
Другие способы пайки алюминия
Есть и нестандартные способы решения этой проблемы, например:
- Тщательно очистите паяльник от кусочков алюминия и добавьте несколько капель концентрированного медного купороса.
Небольшой отрезок медного провода, зачищенный по кругу диаметром, равным месту пайки и свободному концу провода, подключается к плюсовой клемме аккумулятора на 4.5 вольт. Часть проволоки при прокатке круга приходится на небольшое количество медного купороса. Отрицательная батарея должна быть подключена к той части, где через определенное время будет установлен определенный слой меди.
Как паять алюминий с помощью консервной банки
После высыхания в эту комнату обычно можно приварить нужные детали или провода.
- В этом случае используйте абразивный порошок с небольшим количеством трансформаторного масла, чтобы получить жидкую пасту.
Эта паста используется для рафинированных припоев.Затем паяльник хорошо подрумянится и нанесет эти пятна до тех пор, пока на поверхностях не отделится слой олова. Затем промыть детали и затем спаять обычным способом.
- Для этого метода требуется трансформатор.
Его минус соединяется с изделием, а к соединению подключается медный провод большой части, состоящей из мелких сосудов. Если соединить этот провод с будущей точкой пайки в течение короткого времени, то получится микропайка меди и алюминия, что в дальнейшем позволит соединить провод обычным способом.
Для упрощения процесса можно использовать паяльную кислоту.

Алюминиевая посуда для пайки (без паяльника)
Некоторые бытовые нужды используют алюминиевую фурнитуру, иногда ломаются и не покупают новую (что очень дорого), можно починить эти изделия пайкой без паяльника.
Следующий способ подходит для герметизации небольших отверстий (диаметром до 7 мм).
- Место пайки следует очистить до металлического блеска с помощью наждачной бумаги или напильника. Если емкости эмалированные, отверстия вокруг эмали необходимо удалить в радиусе 5 миллиметров.
Для этого свет прикасается к молотку из контейнера, который отбрасывается эмалью. Затем нужно очистить металл.
- Место пайки смазывают продувочной кислотой или покрывают земляной канифолью. С внутренней стороны над отверстием помещают кусок горшка, а затем нагревают каменку над печным огнем.
Если емкости эмалированные, то предпочтительнее нагревать их над лампочкой – это позволяет больше прогреть место, чтобы другие губки не нагревались.
- При нагревании слизь тает и закрывает отверстие в горшке.
При этом паяльник не нужен.
 Если емкости эмалированные, отверстия вокруг эмали необходимо удалить в радиусе 5 миллиметров.
Если емкости эмалированные, отверстия вокруг эмали необходимо удалить в радиусе 5 миллиметров. Пайка алюминия — это особый процесс, требующий специального оборудования. В зависимости от поставленной задачи вам потребуются специальные припои, предназначенные для пайки алюминиевых поверхностей или для пайки алюминия с другими металлами. После того, как вам удастся приобрести необходимый припой через интернет или в строительном магазине с необычайно богатым ассортиментом товаров, у вас появится новая проблема: вам нужно будет снять поверхностный оксидный слой с алюминия, а затем припаять достаточно быстро, чтобы металл поверхность не успевает вновь окислиться.
шагов
Часть 1
Подготовка к пайкеЕсли возможно, определите тип алюминиевого сплава. Чистый алюминий поддается пайке, хотя работать с ним непросто. Однако многие изделия изготавливаются не из чистого металла, а из алюминиевых сплавов. Большинство сплавов можно паять так же, как и чистый алюминий, но некоторые из них паять трудно, и в этом случае потребуется помощь профессионала. Если сплав обозначен буквами или цифрами, обратитесь к руководству, чтобы узнать, есть ли особые требования к его пайке.К сожалению, немаркированные алюминиевые сплавы трудно отличить друг от друга, так как для этого требуются специальные методы, использование которых имеет смысл только в том случае, если вы занимаетесь этим профессионально. Если сплав не имеет маркировки, просто попытайте удачу, и, возможно, у вас все получится.
- При соединении алюминия с другим металлом ограничивающим фактором обычно являются свойства самого алюминия, поэтому знать точный состав другого металла не обязательно. Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудно паять, и в таких случаях лучше подходят другие методы соединения.
 Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудно паять, и в таких случаях лучше подходят другие методы соединения.
Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудно паять, и в таких случаях лучше подходят другие методы соединения.Выберите низкотемпературный припой. Алюминий плавится при относительно низкой температуре (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможным использование обычных припоев. Вам понадобится специальный припой с низкой температурой плавления, который можно заказать в Интернете. Обычно этот тип припоя представляет собой сплав алюминия, кремния и/или цинка, но на всякий случай проверьте, подходит ли припой для вашего применения, например, для соединения алюминия с алюминием или алюминия с медью.
- Формально материалы с температурой плавления более 450ºC относятся к классу твердых припоев . На практике, однако, они часто продаются как мягкие припои, и процесс пайки такой же. Использование твердого припоя обеспечивает более прочное соединение, но мягкий припой предпочтительнее для соединения электрических цепей и других чувствительных материалов.
- По возможности не используйте свинецсодержащие припои.

Выберите флюс. Как и припой, флюс также должен быть специально разработан для алюминия или комбинации металлов, которые вы используете. Легче всего взять флюс там же, где и припой, так как они обычно предназначены для совместного использования. Рекомендуемая рабочая температура флюса должна быть близка к температуре плавления припоя. Если температура выбранного вами припоя превышает 450ºC, ищите флюс для пайки.
Выберите источник тепла. Для соединения алюминиевой проволоки можно использовать паяльник, но для пайки более крупных деталей потребуется газовая горелка.Обычно используется низкотемпературная паяльная лампа, пламя которой имеет температуру 315-425ºС.
- Если ваше рабочее место не подходит для газовой горелки, используйте электрический паяльник мощностью 150 Вт.
Подберите дополнительные материалы и инструменты. Если вы ремонтируете не одну деталь, а спаиваете несколько фрагментов вместе, вам понадобится струбцина. Также рекомендуется использовать травильный раствор, представляющий собой специальную жидкость для очистки поверхности металла от окислов после пайки.Также ацетон необходим для удаления с поверхности некоторых смолистых флюсов.
Если вы ремонтируете не одну деталь, а спаиваете несколько фрагментов вместе, вам понадобится струбцина. Также рекомендуется использовать травильный раствор, представляющий собой специальную жидкость для очистки поверхности металла от окислов после пайки.Также ацетон необходим для удаления с поверхности некоторых смолистых флюсов.
Позаботьтесь о своей безопасности. Работайте в хорошо проветриваемом помещении и защищайте себя от ядовитых паров с помощью респиратора. Настоятельно рекомендуется использовать защитную маску или защитные очки и перчатки из плотной кожи или натуральной ткани. Убедитесь, что поблизости нет легковоспламеняющихся материалов, и запаситесь огнетушителем.
Часть 2
Пайка алюминияПрипаяйте соединяемые поверхности (опционально). Если сопрягаемые поверхности имеют большую площадь или принадлежат к различным трудносвариваемым металлам, таким как алюминий и сталь, «лужение» или нанесение тонкого слоя припоя на каждую поверхность может значительно облегчить последующую пайку.
Следуйте приведенным ниже инструкциям для каждой поверхности; после лужения соедините спаиваемые фрагменты и снова нанесите припой.- Пропустите этот шаг, если вы заделываете трещину или дыру в цельной детали.
Очистите алюминиевую поверхность стальной проволочной щеткой. На воздухе поверхность алюминия быстро покрывается оксидной пленкой, препятствующей прочному соединению при пайке. Протрите поверхность стальной щеткой, предварительно руководствуясь инструкцией. Подготовьтесь к очистке, флюсу и нанесению припоя достаточно быстро, чтобы предотвратить накопление оксида.
- Для очистки сильно окисленных или загрязненных поверхностей может потребоваться шлифовка наждачной бумагой или протирка техническим спиртом или ацетоном.
Стыковочные поверхности. Если вы спаиваете не одну деталь, а соединяете две поверхности, состыкуйте их надлежащим образом. Оставьте между ними небольшой зазор около 1 миллиметра, чтобы припой мог затекать в него.
- Если спаиваемые поверхности неплотно прилегают друг к другу, зачистите их наждачной бумагой.
- Чтобы предотвратить окисление алюминия в процессе пайки, соедините соединяемые поверхности как можно ближе друг к другу, очистите их, а затем прочно соедините.
Нанесите флюс. Сразу после очистки металла нанесите флюс на соединяемые поверхности с помощью проволочного припоя. Это предотвратит образование поверхностного оксида и нанесет припой на соединение.
- При пайке проволоки погружайте ее концы в расплавленный флюс.
- Для порошкообразного флюса см. инструкции по методу разбавления.
Нагрейте металл. С помощью горелки или паяльника нагрейте соединение, начиная с дальних концов.Припой и флюс могут перегреться при прямом контакте с нагревателем. Если вы используете горелку, держите ее сопло на расстоянии не менее 10-15 см от металла. Плавными круговыми движениями перемещайте источник тепла по металлу, равномерно нагревая его.
- Перед использованием прогрейте паяльник в течение десяти минут.
- Если флюс почернел, дайте поверхности остыть, очистите ее и повторите процедуру.
Нанесите припой. Когда флюс становится светло-коричневым и начинает пузыриться, это означает, что он нагрелся до необходимой температуры.Приложите пруток припоя или проволоку к стыку, продолжая нагревать металл рядом или с обратной стороны. Медленно проведите припоем вокруг соединения, чтобы равномерно покрыть металл. Если у вас мало опыта в пайке, потребуется некоторая практика, чтобы создать аккуратное и прочное соединение.
- Если припой не прилипает к алюминиевой поверхности, возможно, на ней образовался оксидный слой; в этом случае удалите этот слой и немедленно припаяйте. Это также может быть вызвано использованием неподходящего припоя или тем, что данный алюминиевый сплав плохо поддается пайке.
Удалить излишки флюса и окисленный слой.
Если вы использовали флюс на водной основе, вы можете смыть его водой после того, как металл остынет. Используйте ацетон для удаления липкого флюса. После Для удаления остаточного флюса соединение можно погрузить в «травильный раствор» для удаления оксидов, образовавшихся при высоких температурах.


 Если вы использовали флюс на водной основе, вы можете смыть его водой после того, как металл остынет. Используйте ацетон для удаления липкого флюса. После Для удаления остаточного флюса соединение можно погрузить в «травильный раствор» для удаления оксидов, образовавшихся при высоких температурах.
Если вы использовали флюс на водной основе, вы можете смыть его водой после того, как металл остынет. Используйте ацетон для удаления липкого флюса. После Для удаления остаточного флюса соединение можно погрузить в «травильный раствор» для удаления оксидов, образовавшихся при высоких температурах.- Иногда необходимо нагреть кончик проволоки пламенем, чтобы припой легче поступал в область шва.Будьте осторожны при нагревании проволоки, так как перегрев не позволит припою прилипнуть к металлу.
- Алюминий хорошо проводит тепло, поэтому при нагреве места соединения будет нагреваться и окружающий металл. Если вы не можете расплавить припой, поместите алюминий на проволочную сетку или другую небольшую поверхность, чтобы поглощать меньше тепла, или используйте более горячую паяльную лампу.
Предупреждения
- Используйте припой и флюс в хорошо проветриваемом помещении, так как пары токсичны. Припои, содержащие свинец или кадмий, также токсичны и должны использоваться только в хорошо проветриваемых помещениях и для материалов, не контактирующих с питьевой водой.

Что вам нужно
- Источник тепла: пропановая горелка или паяльник
- Припой для алюминия, например 91% Sn-9% Zn или 85% Sn-15% Zn.
- Флюс для алюминия: обычно выбирается в зависимости от диапазона температур и основного металла, подлежащего пайке. В магазинах сложно найти флюсы для алюминия; лучше всего заказывать их онлайн.
- Щетка из нержавеющей стали
- Зажим
- Ацетон (для удаления смолистого флюса)
- Травильный раствор
- Защитная маска или очки
- Респиратор
- Перчатки
- Огнетушитель
Как сделать паяльник на 12 В в домашних условиях
Паяльник — это электрический инструмент, который используется для пайки электрических и электронных компонентов непосредственно или на Veroboard или печатной плате.Это общий инструмент, который необходим для электронных энтузиастов и любителей. Он компактен, прост в управлении и довольно дешев в самостоятельной сборке. Итак, в этом проекте мы рассмотрим пошаговую процедуру изготовления паяльника на 12 В, используя небольшое количество компонентов.
Итак, в этом проекте мы рассмотрим пошаговую процедуру изготовления паяльника на 12 В, используя небольшое количество компонентов.
Паяльник в основном состоит из нагретого металлического наконечника и изолированной ручки. Жало паяльника сильно нагревается, обычно около 430°C. Он подает тепло для расплавления припоя, чтобы он мог попасть в соединение между двумя заготовками.Нагрев осуществляется электрически, пропуская электрический ток через резистивный нагревательный элемент.
Аппаратные компоненты для паяльника
Для сборки этого проекта вам понадобятся следующие детали.
[inaritcle_1]Полезные шаги
Ниже приведены шаги из раздела «Как сделать паяльник на 12 В».
1) Подпилите один конец медного стержня диаметром 8 мм, придав ему притупленную коническую форму. После этого возьмите несколько термостойких рукавов и накройте ими 1/3 медного провода, обнажая затупленный конец.
2) Возьмите цилиндрический кусок дерева и просверлите в нем отверстие диаметром 8 мм и глубиной 2 см с помощью дрели. После этого прочно вставьте медный стержень Solid в отверстие с помощью плоскогубцев.
3) Намотайте около 35 см нихромовой проволоки вдоль термостойкой втулки, завязав их с обоих концов простой медной проволокой со сплошным сердечником толщиной 1 мм.
4) Привяжите одну клемму выключателя к положительному проводу зажима аккумулятора, а другую клемму к сплошному медному проводу.Закрепите кнопку включения-выключения на деревянной ручке с помощью суперклея
.5) Свяжите отрицательный провод зажима батареи с другим концом цельного медного провода.
6) Подсоедините зажимы аккумулятора к свинцово-кислотному аккумулятору 12 В/7 Ач и включите цепь. Жало паяльника будет дымиться в течение первых нескольких применений из-за обгорания медной эмали. Через минуту накройте жало паяльника припоем.
Жало паяльника будет дымиться в течение первых нескольких применений из-за обгорания медной эмали. Через минуту накройте жало паяльника припоем.
6) Проверить паяльник. Вы также можете прикрепить светодиодные ленты к выключателю, чтобы они служили индикатором питания.
[inaritcle_1]Рабочее объяснение
Работа этой схемы очень проста. При включении цепи нихромовая катушка начинает нагреваться. Преимущество нихромовой проволоки в том, что она нагревается до красна, не нарушая своей структурной целостности благодаря образованию Cr2O3 (оксида хрома).
Огромное количество тепла от нихромовой катушки (около 430°C) передается через сплошной медный провод диаметром 8 мм. Нажатие жала до необходимой температуры пайки.
Приложения
- Паяльник используется для повседневных целей пайки, таких как небольшие проекты и сложные схемы
См. также: 6 основных правил пайки печатных плат | Гибкие печатные платы своими руками | Усилитель сирены с использованием IRF9540
Паяльник: какие типы идеально подходят для каких операций
Паяльники используются для расплавления металла, такого как припой, для соединения компонентов. Устройства состоят из нагреваемого металлического наконечника и изолированной ручки.Тепло обычно является результатом электричества, которое проходит через нагревательный элемент сопротивления. Паяльники не все одинаковые, в зависимости от области применения некоторые типы наиболее подходят. Вот обзор:
- Паяльная игла — мощность от 5 до 15 Вт: Это специальные паяльники для пайки тонких проводов и тонкой работы, например, на дорожках и крошечных компонентах SMD. Иглы для пайки особенно малы, поэтому их можно использовать даже в ограниченном пространстве.
- Паяльник для тонкой пайки — от 15 до 30 Вт: Эти паяльники также предназначены для тонкой пайки и идеально подходят для пайки малых и средних размеров. Примеры применения: работа с распределительными коробками, сборка печатных плат и пайка при изготовлении моделей. Тонкие паяльники маленькие, простые в использовании и недорогие. По этой причине они являются хорошим выбором для начинающих. Как и паяльные иглы, тонкие паяльники обычно питаются от низкого напряжения.Это означает, что они также могут работать при незначительном понижении или повышении температуры.
- Универсальный паяльник — от 30 до 60 Вт: Универсальные паяльники могут быть оснащены различными паяльными жалами, поэтому они справятся практически с любой задачей. Однако из-за своего размера они не так удобны, как утюги меньшего размера, и поэтому не так хороши для тонкой работы. Они не всегда достаточно прочны, чтобы быстро спаять толстые провода. Как единственный паяльник в доме для периодического использования, универсальные паяльники, тем не менее, являются лучшим вариантом.Универсальные паяльники, как правило, работают от сети 230 В, поэтому они могут обходиться без собственного источника питания и подключаться напрямую к электрической розетке. Хотя это удобно, это означает, что невозможно контролировать температуру.
- Паяльник с регулируемой температурой — от 30 до 60 Вт: Паяльник с регулируемой температурой имеет нагревательный элемент с электронным управлением. Он предотвращает чрезмерное повышение температуры и, следовательно, перегрев паяных соединений, поэтому эти утюги особенно подходят для тонких паяльных работ в лаборатории.Паяльники с регулируемой температурой имеют либо встроенный датчик температуры, либо для расчета температуры используется электрическое сопротивление нагревательной проволоки. Недостаток: Паяльники с контролем температуры относительно дороги.
- Большой паяльник > 60 Вт: Эти паяльники предназначены для грубой работы с толстыми кабелями, солнечными элементами и батареями.
 Как и паяльные иглы, тонкие паяльники обычно питаются от низкого напряжения.Это означает, что они также могут работать при незначительном понижении или повышении температуры.
Как и паяльные иглы, тонкие паяльники обычно питаются от низкого напряжения.Это означает, что они также могут работать при незначительном понижении или повышении температуры. Он предотвращает чрезмерное повышение температуры и, следовательно, перегрев паяных соединений, поэтому эти утюги особенно подходят для тонких паяльных работ в лаборатории.Паяльники с регулируемой температурой имеют либо встроенный датчик температуры, либо для расчета температуры используется электрическое сопротивление нагревательной проволоки. Недостаток: Паяльники с контролем температуры относительно дороги.
Он предотвращает чрезмерное повышение температуры и, следовательно, перегрев паяных соединений, поэтому эти утюги особенно подходят для тонких паяльных работ в лаборатории.Паяльники с регулируемой температурой имеют либо встроенный датчик температуры, либо для расчета температуры используется электрическое сопротивление нагревательной проволоки. Недостаток: Паяльники с контролем температуры относительно дороги.Аккумуляторный паяльник: Аккумуляторные паяльники могут работать от газа или батареек.Они используются, когда поблизости нет подключения к электросети. Из-за низкой производительности они обычно используются только в экстренных случаях.
Изображение товара: Fotolia, 53132636, Artalis-Kartographie
Другие интересные статьи:
Представить дом в лучшем свете: выбор внешнего освещения
Эффективная защита от вторжений: окна и двери как слабые места
Следите за своим домом, где бы вы ни находились: светодиодный фонарь VESTA
Как паять | Паяльная проволока, металлы для электроники
Мэтью Вудсон
Для любителей, которые хотят создать свою собственную электронику с нуля, в каждом проекте наступает момент, когда две металлические поверхности должны слиться воедино. Припой, который превращается из гибкого твердого тела в жидкость, а затем обратно в твердое тело за секунды, является волшебным металлическим клеем, благодаря которому это происходит.
Припой, который превращается из гибкого твердого тела в жидкость, а затем обратно в твердое тело за секунды, является волшебным металлическим клеем, благодаря которому это происходит.
Припой тоже может быть неприятным беспорядком. По эстетическим и функциональным причинам вам нужно научиться работать с ним чисто и аккуратно, потому что неаккуратная пайка означает, что ваш проект может не сработать.
Торговые инструментыПаяльная станция Weller
Ничего особенного не нужно.Подойдет карандашный паяльник мощностью от 15 до 40 Вт. Эта подставка очищает утюг и не дает ему скатиться к вам на колени, когда вы не паяете (это не весело).
Инструмент для зачистки проводов
Хороший кабель прост в использовании и подходит для проводов разных размеров.
Микрорезак заподлицо
Вам нужен маленький, около 4 дюймов, который может резать прямо у доски.
Проволока для оловянно-свинцового припоя
ХГМЗЗК
Чтобы избежать липкой каши, не покупайте слишком толстый припой — диаметр около 0,032 дюйма лучше всего подходит для работы с электроникой.
Доска для обучения навыкам пайки
Для дневного проекта ищите комплект, который включает в себя компоненты и печатную плату.
Встреча с материалами
Мэтью Вудсон
Печатные платы (PCBs) соединяют вместе электронные компоненты (конденсаторы, резисторы, светодиоды, микроконтроллеры, розетки и т.д.). Припой дает этим компонентам структурные и электрические точки опоры в местах их установки, называемых контактными площадками. Важно, чтобы эти поверхности изначально были чистыми, поэтому протрите печатную плату неабразивной щеткой.
Выводы компонентов
Мэтью Вудсон
Провода, торчащие из компонентов, называются выводами. Некоторые детали, такие как микроконтроллеры, поставляются с жесткими выводами, которые совпадают с контактными площадками на печатной плате, а другие, например резисторы, поставляются с более длинными выводами, которые изгибаются, чтобы соответствовать.В некоторых частях один вывод, в некоторых два, в некоторых 28 и более.
Некоторые детали, такие как микроконтроллеры, поставляются с жесткими выводами, которые совпадают с контактными площадками на печатной плате, а другие, например резисторы, поставляются с более длинными выводами, которые изгибаются, чтобы соответствовать.В некоторых частях один вывод, в некоторых два, в некоторых 28 и более.
Добавление компонентов на плату
Мэтью Вудсон
Чтобы подключить компонент к плате, проденьте его выводы через отверстия в контактных площадках (в каждую контактную площадку входит только один провод) и согните их примерно на 45 градусов, чтобы компонент не выпал. Затем держите утюг, как карандаш, и прижмите его к подушке и грифелю на 1 секунду. Затем протолкните припой на расстояние от 1 до 3 мм между выводом и контактной площадкой, где он расплавится при контакте с нагретыми компонентами.
Держите наконечник неподвижно еще одну-две секунды, чтобы припой мог обтекать вывод. Важно нагревать сами компоненты, а не непосредственно припой, что может привести к холодному соединению; компоненты, которые недостаточно горячие, не будут должным образом соединяться с припоем, в результате чего соединение будет слабым.
💡 Старайтесь не допускать попадания этого металла на руки — мало того, что припой горячий, свинец токсичен. Мойте руки после пайки, чтобы не осталось следов на коже.
Проверить соединения
Мэтью Вудсон
Идеальное соединение будет выглядеть как небольшая выпуклость вокруг провода и полностью закроет контактную площадку.Если часть контактной площадки все еще открыта или соединение плоское, вы использовали недостаточно припоя, и в итоге соединение может быть неполным. Решение состоит в том, чтобы просто добавить больше припоя, но не слишком много — это может создать соединение там, где оно вам не нужно, замкнуть цепь и направить электричество по неправильному пути.
Обрезать выводы
Мэтью Вудсон
Последний шаг — обрезка проводов. Если они останутся слишком длинными, они могут погнуться и коснуться друг друга, что может привести к короткому замыканию.Используя кусачки, отрежьте каждый провод чуть выше насыпи припоя. Держитесь за конец поводка, чтобы не попасть в глаз летящей проволокой.
Держитесь за конец поводка, чтобы не попасть в глаз летящей проволокой.
Как соединить два провода
Соединение проводов с проводами
Припойтакже отлично подходит для сплавления проводов. Совместите калибр каждого провода с маркировкой на инструменте для зачистки проводов и снимите примерно 3 мм изоляции с его конца.
Олово Концы
Нагрейте оголенные провода паяльником и покройте концы тонким слоем припоя — процесс, называемый лужением, — чтобы обеспечить правильное соединение проводов.Затем соедините провода, прижав утюг к обоим концам проволоки, расплавив их вместе. Как только припой расплавится, уберите утюг и держите провода неподвижно, пока металл не остынет. Тогда вы и ваши провода настроены.
Не забывайте об уборке
Популярная механика
Поскольку паяльник нагревается почти до 400 F, жало быстро окисляется, создавая ржавчину припоя, которая блокирует поток тепла. Поэтому перед пайкой каждого соединения используйте влажную губку для очистки наконечника утюга (он чистый, когда блестит), чтобы удалить любые отложения.
Поэтому перед пайкой каждого соединения используйте влажную губку для очистки наконечника утюга (он чистый, когда блестит), чтобы удалить любые отложения.
Направляющая для пайки
Направляющая для пайки Главная | Карта | Проекты | Строительство | Пайка | Исследование | Компоненты | 555 | Символы | Часто задаваемые вопросы | СсылкиКак паять | Советы по компонентам | Что такое припой? | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. Страница «Необходимые инструменты».
Скачать PDF-версию этой страницы
Как паять
Сначала несколько мер предосторожности:
- Никогда не прикасайтесь к элементу или наконечнику паяльника.
Они очень горячие (около 400°C) и могут сильно обжечь вас. - Соблюдайте осторожность, чтобы не касаться сетевого шнура кончиком утюга.
Для дополнительной защиты утюг должен иметь термостойкий изгиб. Обычный пластик
flex сразу же расплавится, если его коснуться горячим утюгом, и есть серьезные
опасность ожогов и поражения электрическим током. - Всегда возвращайте паяльник на подставку, когда он не используется.
Ни на мгновение не кладите его на верстак! - Работайте в хорошо проветриваемом помещении.
Дым, образующийся при плавлении припоя, в основном состоит из флюса и вызывает сильное раздражение. Не вдыхайте его, держите голову сбоку от работы, а не над ней. - Мойте руки после использования припоя.
Припой содержит свинец, который является ядовитым металлом.
 Обычный пластик
flex сразу же расплавится, если его коснуться горячим утюгом, и есть серьезные
опасность ожогов и поражения электрическим током.
Обычный пластик
flex сразу же расплавится, если его коснуться горячим утюгом, и есть серьезные
опасность ожогов и поражения электрическим током.Подготовка паяльника:
- Поместите паяльник на подставку и подключите к сети.
Утюгу потребуется несколько минут, чтобы достигает рабочей температуры около 400°С. - Смочите губку в подставке.
Лучше всего это сделать, вынув его из подставки и подержав под холодной струей воды в течение на мгновение, затем сожмите, чтобы удалить лишнюю воду. Оно должно быть влажным, а не мокрым. - Подождите несколько минут, пока паяльник не нагреется.
Готовность можно проверить, попробовав расплавить немного припоя на наконечнике. - Протрите кончик утюга влажной губкой.
Это очистит наконечник. - Расплавьте немного припоя на кончике утюга.
Это называется «лужение», и оно помогает теплу отводиться от острия утюга. к суставу. Это нужно делать только тогда, когда вы включаете утюг, и иногда во время пайки, если вам нужно протереть наконечник губкой.
Теперь вы готовы начать пайку:
- Держите паяльник как ручку у основания ручки.
Представьте, что вы собираетесь написать свое имя! Не забывайте никогда не прикасаться к горячему элементу или наконечнику. - Прикоснитесь паяльником к месту соединения.
Убедитесь, что он касается вывода компонента и дорожки. Держите наконечник там на несколько секунд и… - Нанесите немного припоя на соединение.
Он должен плавно стекать по поводку и направляющей, образуя форму вулкана, как показано на рисунке. на диаграмме. Нанесите припой на соединение, а не железо. - Удалите припой, затем утюг, сохраняя соединение неподвижным.
Прежде чем перемещать печатную плату, дайте стыку несколько секунд остыть. - Внимательно осмотрите соединение.
Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его и подайте еще немного припоя. На этот раз убедитесь, что и ведут и направляют полностью нагреваются перед нанесением припоя.

Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагреванием при пайке, поэтому, если вы не эксперт, разумно использовать радиатор, прикрепленный к проводу между соединением и корпус компонента. Вы можете купить специальный инструмент, но стандартный зажим-крокодил работает так же, как
ну и дешевле.
Вы можете купить специальный инструмент, но стандартный зажим-крокодил работает так же, как
ну и дешевле. Дополнительная информация
Более подробное руководство по пайке, включая поиск и устранение неисправностей, см. Основное руководство по пайке на веб-сайте журнала «Повседневная практическая электроника».Начало страницы | Как паять | Советы по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Рекомендации по пайке компонентов
Очень заманчиво начать припаивать компоненты прямо к плате. далеко, но, пожалуйста, найдите время, чтобы сначала определить все части. У вас гораздо меньше шансов совершить ошибку, если вы сделаете это!- Наклейте все компоненты на лист бумаги с помощью клейкой ленты.
- Определите каждый компонент и напишите рядом с ним его имя или значение.
- При необходимости добавьте код (R1, R2, C1 и т. д.).
Многие проекты из книг и журналов маркируют компоненты кодами. (R1, R2, C1, D1 и т. д.), и вы должны использовать список деталей проекта, чтобы найти
эти коды, если они даны. - Значения резисторов можно найти по цветовому коду резистора. что объясняется на нашей странице Резисторы.Вы можете распечатать и сделать свой собственный калькулятор цветового кода резистора чтобы помочь вам.
- Значения конденсаторов может быть трудно найти, потому что
много типов с различными системами маркировки! Различные системы
объясняется на нашей странице Конденсаторы.
 (R1, R2, C1, D1 и т. д.), и вы должны использовать список деталей проекта, чтобы найти
эти коды, если они даны.
(R1, R2, C1, D1 и т. д.), и вы должны использовать список деталей проекта, чтобы найти
эти коды, если они даны.Для получения более подробной информации о конкретных компонентах см. Страница Компоненты или нажмите на название компонента в таблице.
Для большинства проектов лучше всего размещать компоненты на плате в порядке, указанном ниже:
| Компоненты | Картинки | Напоминания и предупреждения | |
| 1 | Держатели микросхем (гнезда DIL) | Соедините правильно убедившись, что выемка находится на правильном конце. Пока НЕ устанавливайте интегральные схемы (микросхемы). | |
| 2 | Резисторы | При работе с резисторами никаких особых мер предосторожности не требуется. | |
| 3 | Конденсаторы малой емкости (обычно менее 1 мкФ) | Их можно подсоединять в обе стороны. Будьте осторожны с конденсаторами из полистирола, т.к. легко повреждается нагреванием. | |
| 4 | Электролитические конденсаторы (1 мкФ и больше) | Соедините в обратном порядке. Они будут отмечены + или — рядом с одним отведением. | |
| 5 | Диоды | Соедините в обратном порядке. Будьте осторожны с германиевыми диодами (напр.г. OA91), потому что они легко повреждается нагреванием. | |
| 6 | Светодиоды | Соедините в обратном порядке. Диаграмма может быть обозначена a или + для анода и k или — для катода; да, это действительно к, а не с, для катода! Катод является коротким проводом и может быть небольшая плоскость на корпусе круглых светодиодов. | |
| 7 | Транзисторы | Соедините в обратном порядке. Транзисторы имеют 3 «ножки» (выводы), поэтому необходимо соблюдать особую осторожность, чтобы обеспечить соединения правильные. Легко повреждается нагреванием. | |
| 8 | Проводные соединения между точками на печатной плате. | одножильный провод | Используйте одножильный провод, это сплошной провод с пластиковым покрытием.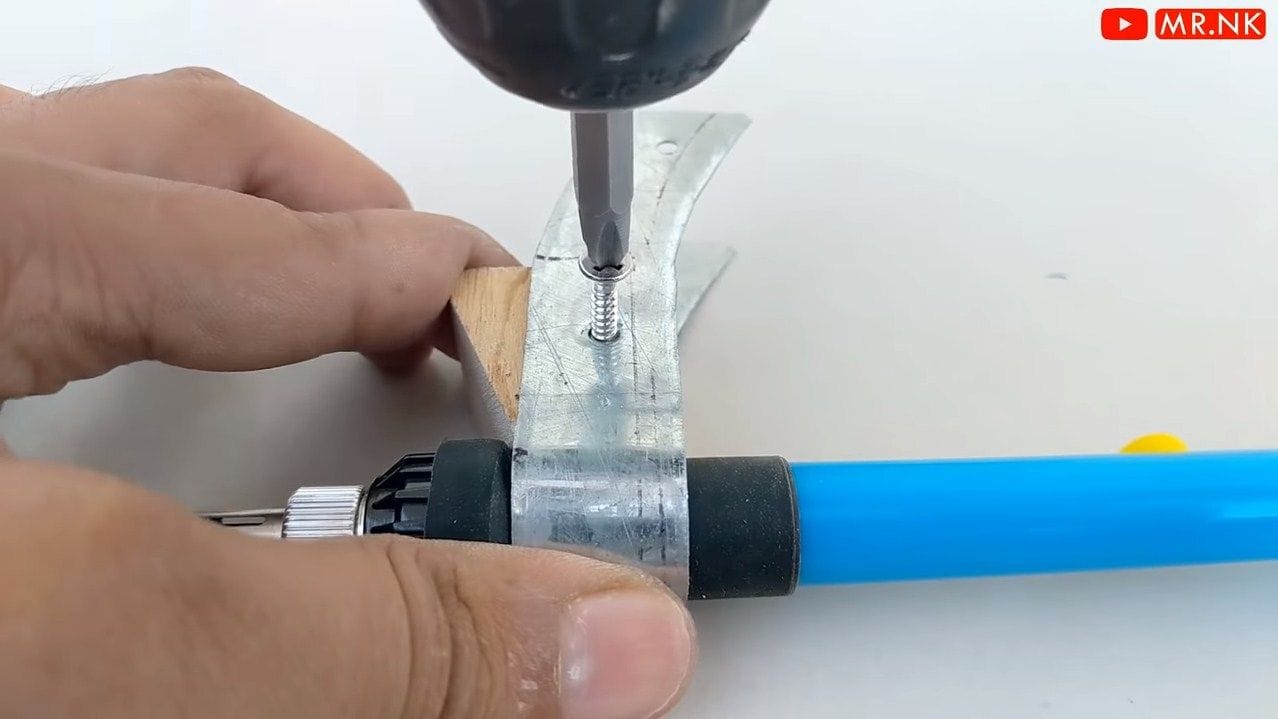 Если нет опасности прикосновения к другим частям, можно использовать луженую медную проволоку, он не имеет пластикового покрытия и выглядит так же, как припой, но он более жесткий. |
| 9 | Зажимы аккумулятора , зуммеры и другие детали со своими проводами | Соедините в обратном порядке. | |
| 10 | Провода к частям печатной платы, в том числе переключатели , реле , переменные резисторы и громкоговорители . | многожильный провод | Следует использовать гибкий многожильный провод с пластиковым покрытием. Не используйте одножильный провод, так как он сломается при неоднократно изгибался. |
| 11 | ИС (микросхемы) | Соедините в обратном порядке. Многие микросхемы чувствительны к статическому электричеству. Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки прикасаясь к металлической водопроводной трубе или оконной раме, прежде чем прикасаться к микросхемам. Осторожно вставьте микросхемы в держатели : убедитесь, что все контакты совмещены с гнездо, затем сильно надавите на него большим пальцем. |
Начало страницы | Как паять | Советы по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Что такое припой?
Припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца.Плавится при температуре около 200°C. Покрытие поверхности припоем называется лужением из-за содержания олова в припое. Свинец ядовит, и вы всегда должны мыть руки после использования припоя. Припой для использования в электронике содержит крошечные ядра флюса, как провода внутри сетевого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя.
Вот почему вы должны плавить припой непосредственно на стыке, а не на железном наконечнике.Без
флюса, большинство соединений не выдержит, потому что металлы быстро окисляются, а сам припой не
должным образом стекают на грязную, окисленную металлическую поверхность.
Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя.
Вот почему вы должны плавить припой непосредственно на стыке, а не на железном наконечнике.Без
флюса, большинство соединений не выдержит, потому что металлы быстро окисляются, а сам припой не
должным образом стекают на грязную, окисленную металлическую поверхность.
Лучший размер припоя для электроники — 22swg (swg = стандартный калибр проволоки).
Начало страницы | Как паять | Советы по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Демонтаж
На каком-то этапе вам, вероятно, потребуется отпаять соединение, чтобы удалить или переместить провод или компонент.Есть два способа удалить припой:| С помощью оловоотсоса (отсасывателя припоя) |
- Установите насос, нажимая на подпружиненный поршень до упора.
- Приложите насадку насоса и жало паяльника к соединению.
- Подождите секунду или две, пока припой не расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и отсосать расплавленный припой в инструмент.
- При необходимости повторите, чтобы удалить как можно больше припоя.
- Периодически необходимо опорожнять насос, откручивая насадку.

2. С фитилем для удаления припоя (медная оплетка)
- Приложите конец фитиля и жало паяльника к соединению.
- По мере плавления припоя большая его часть будет стекать на фитиль, удаляясь от соединения.
- Сначала снимите фитиль, затем паяльник.
- Отрежьте и выбросьте конец фитиля, покрытый припоем.
После удаления большей части припоя из стыка (ов) вы сможете удалить припой. провода или компонента сразу же (подождите несколько секунд, пока он остынет). Если соединение не будет легко разъединяться, примените паяльник, чтобы расплавить соединение.
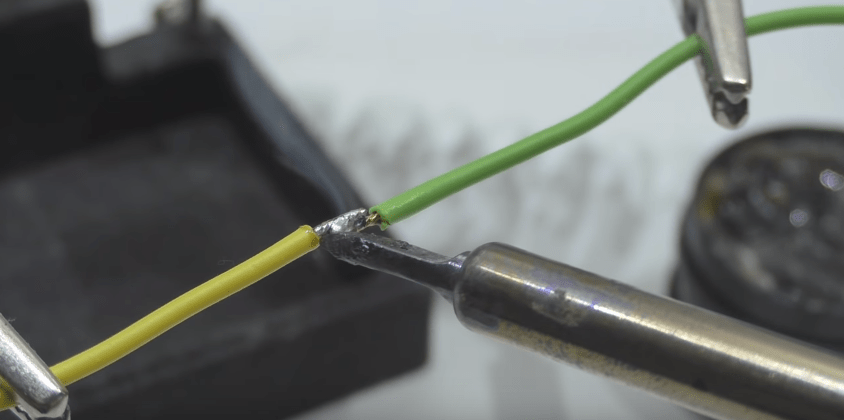 оставшиеся следы припоя одновременно с разъединением соединения, снятием
будьте осторожны, чтобы не обжечься.
оставшиеся следы припоя одновременно с разъединением соединения, снятием
будьте осторожны, чтобы не обжечься.Начало страницы | Как паять | Советы по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение будет простым:- Немедленно охладите пораженный участок под струей холодной воды.
Держите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут). Если лед легко доступен, это тоже может быть полезно, но не откладывайте охлаждение холодной водой. - Не наносите никаких кремов или мазей.
Без них ожог лучше заживает. Сухая повязка, например чистый носовой платок, можно применить, если вы хотите защитить область от грязи. - Обратитесь за медицинской помощью, если площадь ожога превышает площадь вашей ладони.
- Всегда возвращайте паяльник на подставку сразу после использования.
