Пайка латунью в домашних условиях видео
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка — соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие — 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.


Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).

Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.

В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Латунь для пайки: технология, особенности, область применения
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
ВАЖНО ЗНАТЬ: Техника сварки алюминия в домашних условиях инвертором
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.

При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.
Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.
Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
| Марка | Содержание элементов, % | ||
| Серебро | Медь | Фосфор | |
| ПМФ 102 | 2 | 91,3 | 6,7 |
| ПМФ 105 | 5 | 88,5 | 6,5 |
| ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
| Элемент | Процентное содержание |
| Серебро | 40 |
| Кадмий | 28,5 |
| Цинк | 17 |
| Медь | 17 |
| Никель | 0,5 |
| Железо | 0,1 |
| Свинец | 0,05 |
| Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
| Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
| ПМФ 102 | 645 | 820 |
| ПМФ 105 | 630 | 780 |
| ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
| Наименование свойства | Значение |
| Температура плавления, градусов Цельсия | 590-610 |
| Сопротивление удельное, Ом | 70 |
| Удельная теплоемкость, Дж/кг градусы | 20 |
| Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
«Важно!
Марки с содержание серебра выше 60% не рекомендуется использовать, так как они окажутся слишком мягкими на практике.»
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:

По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово.![]() Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
технология пайки нержавейки твердым припоем
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
 Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.Пайка с помощью газовой горелки
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.

Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
советы мастера Пайка латуни в домашних условиях пошаговая инструкция
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.

Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов.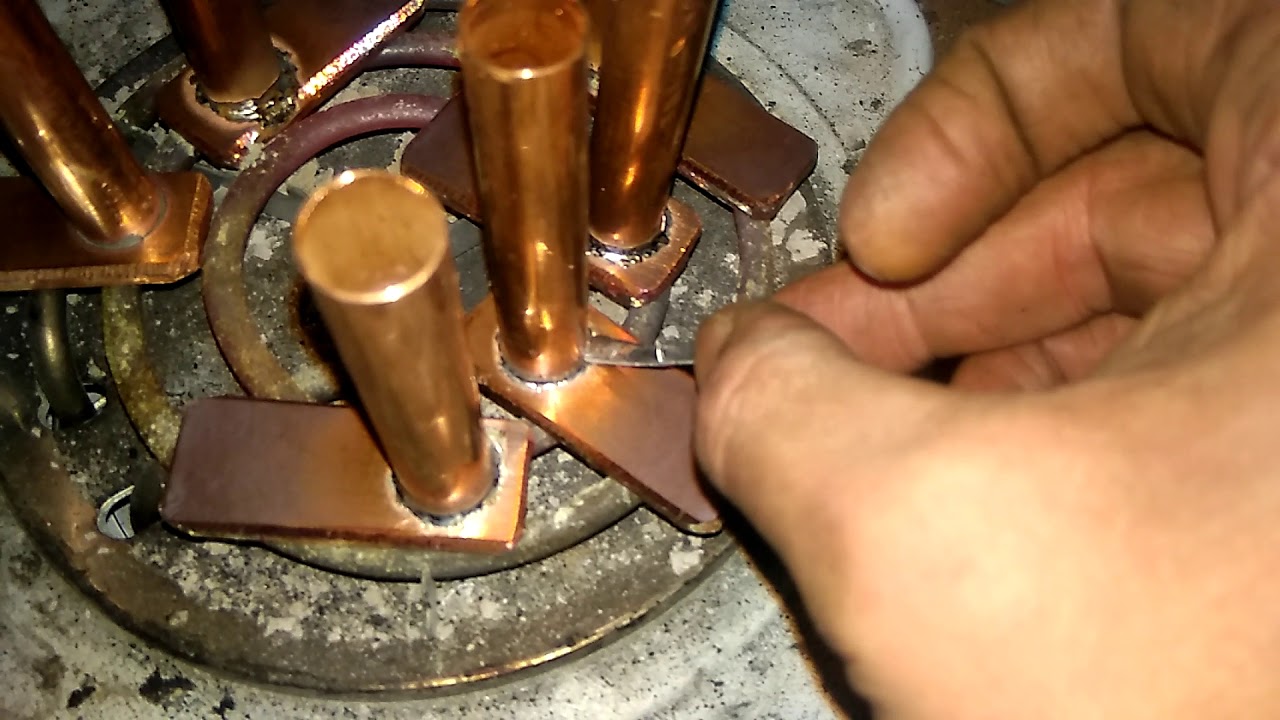 Приготовить припой можно и в домашних условиях.
Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).

Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Узнаем как аргоном варить? Описание процесса и инструкция
Сварка латуни аргоном – решаем трудности вместе
Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Проблематика
Латунь — металл, представляющий собой бинарный или многокомпонентный сплав на основе меди, в котором главным легирующим компонентом служит цинк, частично могут добавляться свинец, олово, марганец, никель, железо. Из-за своих свойств латунь трудно сваривается, так как она меняет свои физические свойства при быстром нагреве и последующем охлаждении. К примеру, на прочность сварного соединения сильно влияют такие факторы как — наличие цинка; — присутствие в оксидной пленке водорода. В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни), из-за чего выделяются опасные пары, а латунь приобретает плохую пластичность. Во втором из-за водорода происходит насыщение пузырьками сварочного шва и как последствие – его слабая прочность.
Из-за своих свойств латунь трудно сваривается, так как она меняет свои физические свойства при быстром нагреве и последующем охлаждении. К примеру, на прочность сварного соединения сильно влияют такие факторы как — наличие цинка; — присутствие в оксидной пленке водорода. В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни), из-за чего выделяются опасные пары, а латунь приобретает плохую пластичность. Во втором из-за водорода происходит насыщение пузырьками сварочного шва и как последствие – его слабая прочность.
Сварка латуни аргоном — технология
Сразу нужно обозначить важный момент. Сварке подлежат латунные изделия толщиной более 3 мм. Все что тоньше нужно паять.
Итак, вам все–таки приходиться делать сварку. Сначала нужно подготовить кромки свариваемого изделия. При толщине латуни до 4 мм сварку проводит без разделывания кромок, при толщине 4—10 мм необходимо сделать одностороннюю разделку с углом 60—70°. Если толщина металла большая, фаски снимают с двух краев (20 -35°). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить кромки.
Если толщина металла большая, фаски снимают с двух краев (20 -35°). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить кромки.
После этого можно приступать к обезжириванию и зачистке, предварительно одев респиратор. Чаще всего латунные окислы, жирные следы удаляют посредством азотной кислоты. Также возможно применения специальных флюсов для снижения испарений цинка- буры.
Следующий этап – сварка латуни аргоном. Включите вытяжку, оденьте респиратор для защиты от испарений цинка.
Под свариваемым стыком подлаживается прокаленная асбестовая подкладка. Настройки параметров вашего аппарата (инвертора) напрямую зависят от рекомендуемых инструкций для каждой отдельной модели и подбираются путем тестирования. Ток необходимо ставить небольшой чтобы обеспечить хорошее проплавление. Если есть возможность предварительно протестируйте весь процесс на опытном образце или сделайте несколько пробных швов чтобы посмотреть что получается. Важный момент, при толщине свариваемого металла более 10 мм может применяться предварительный подогрев до 750 (±50)С°.
Важный момент, при толщине свариваемого металла более 10 мм может применяться предварительный подогрев до 750 (±50)С°.
Саму сварку производят короткой дугой без колебаний конца электрода постоянным током обратной полярности. Для сварки используется технология с «перехлестом» или отдельными валиками.
Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но потом нужно будет провести хорошую зачистку шва и шлифовку всего изделия. В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
Во время сварочных операций нужно быть внимательным и аккуратным, не только в связи с испарениями цинка, но и ввиду высокой вероятности к трещинообразованию латунного шва при температурах от 300 до 600 градусов по Цельсию.
Итог
Сварка латуни аргоном позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Главное при этом не забывайте про меры безопасности, соблюдайте технологию и вы сможете получить требуемый результат.
Электродуговая сварка
Электродуговую сварку осуществляют инверторными аппаратами, работающими в режиме MMA. Для этого используют специальные электроды. От их типа зависит способ сварки. Различают сварку латунными или угольными электродами. Сварка латунными электродами ведется постоянным током прямой полярности. Для работы характерна короткая дуга при силе тока в 250 А, этот параметр приведен для электродов диаметром 5 мм. С такими показателями скорость наложения шва достигает 30 см в минуту. После наложения шва его подвергают ковке и разогреву до 600°C градусов.
Сварка угольными электродами предполагает использование графитированного расходного материала (толстопокрытых электродов). Они состоят из латунной проволоки, которая содержит в своем составе такие элементы, как марганец, железо, алюминий и кремний. Для изготовления покрытия применяются смеси жидкого стекла с сухими примесями. К наиболее популярным относят марганцевую руду, ферромарганец, меловую крошку, алюминий и графит.
Они состоят из латунной проволоки, которая содержит в своем составе такие элементы, как марганец, железо, алюминий и кремний. Для изготовления покрытия применяются смеси жидкого стекла с сухими примесями. К наиболее популярным относят марганцевую руду, ферромарганец, меловую крошку, алюминий и графит.
При пользовании угольными электродами применяют присадку, покрытую специальными флюсами. Такая сварка ведется при вышеуказанных параметрах, однако они уже подходят для электродов сечением 10 мм. Можно выделить ряд обязательных условий, необходимых для получения прочного шва при ведении электродуговой сварки:
- Заготовки толщиной от 6 мм следует локально нагревать перед наложением шва.
- Тонкие листы свариваются за одни проход. при наложении нескольких слоев на заготовке в области шва начнут появляться трещины.
- Ограничение по толщине для одного прохода составляет 3 мм.
- Снизу или с внутренней стороны шва помещают подкладку из асбеста. Она нужно, чтобы предотвратить вытекание металла.

 youtube.com/embed/ueUJEKCJPXI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ueUJEKCJPXI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
 Отходы сразу же удаляются из рабочей зоны газовой струей.
Отходы сразу же удаляются из рабочей зоны газовой струей.Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.

Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
 Часть 1″ src=»https://www.youtube.com/embed/DnkTZeqnMF4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Часть 1″ src=»https://www.youtube.com/embed/DnkTZeqnMF4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.

Читать также: Выводы полевого транзистора называются
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов.![]() Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
 Но необходимо выдерживать зазор в 2 мм.
Но необходимо выдерживать зазор в 2 мм.Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
 How to brew brass» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/1SZS8mb4tog?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
How to brew brass» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/1SZS8mb4tog?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварка латуни аргоном: особенности
Автор admin На чтение 3 мин. Опубликовано 23.06.2014
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.

Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.

Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Сварка латуни аргоном — технология
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Данное явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход из данной ситуации специалисты нашли относительно недавно, придумав новую технологию сварки образцов из латуни с применением аргона. Это стало огромным прорывом в сварочной деятельности.
Большинство молодых сварщиков при необходимости соединения двух деталей из латуни, конечно же, выберут традиционную технику сваривания данного материала, предполагая, что так намного эффективнее и проще. Но это абсолютно не так. В итоге они только испортят заготовку, добьются занижения самооценки.
Особенности технологии
Сущность процесса — в образовании шва в один слой. После его завершения соединение проковывается. Повторное прохождение по шву не допускается, так как при выполнении сварочных работ на соединительном участке откладываются шлаки, образуя корочку, которую просто невозможно пробить.
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда данную технологию применять не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемые режимы температур при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град./час — скорость смены нагрева охлаждением.
- Рекомендуемая мощность горелки — 120 л/ч горючего состава на 1 мм материала.
Чтобы отличить латунь от прочих сплавов, нужно в процессе сваривания обратить внимание на поведение расплавляемого материала.
 При аргонодуговой сварке латунь будет плеваться, шипеть.
При аргонодуговой сварке латунь будет плеваться, шипеть.Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
- Благодаря применению инертного газа края свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.

Важно помнить! Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть оборудовано эффективной вентиляционной системой, вытяжкой или стоит проводить сварочные работы исключительно под открытым небом.
 Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяется в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора – лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процессе, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая сварка кондиционеров способна удалить такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) – единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.

Сварка латуни в домашних условиях аргоном и другими способами
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.

Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.

Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Сварка аргоном
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину с деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться. Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполняют за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтоб не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха. При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
 » src=»https://www.youtube.com/embed/PJleJOqFYx0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/PJleJOqFYx0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка латуни аргоном: технология для домашней мастерской
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.
Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
.jpg)
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Как припаять медь к латуни
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
 youtube.com/embed/NM9cW9IQcVY?feature=oembed»/>
youtube.com/embed/NM9cW9IQcVY?feature=oembed»/>
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью.
 Поэтому для паяния латуни применяют специальные припои.
Поэтому для паяния латуни применяют специальные припои.Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Примеси есть, но их количество минимально — около 0,2%.
Примеси есть, но их количество минимально — около 0,2%.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие – теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь – так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть – значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Пайка латунью в домашних условиях видео
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря полезному качеству сплав становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка — соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Для создания самых разнообразных вещей необходима пайка — соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начинает темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде.Вслед за этим понадобится сода, которая засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Надежно не рекомендуется дышать, а также следует защищать руки перчатками.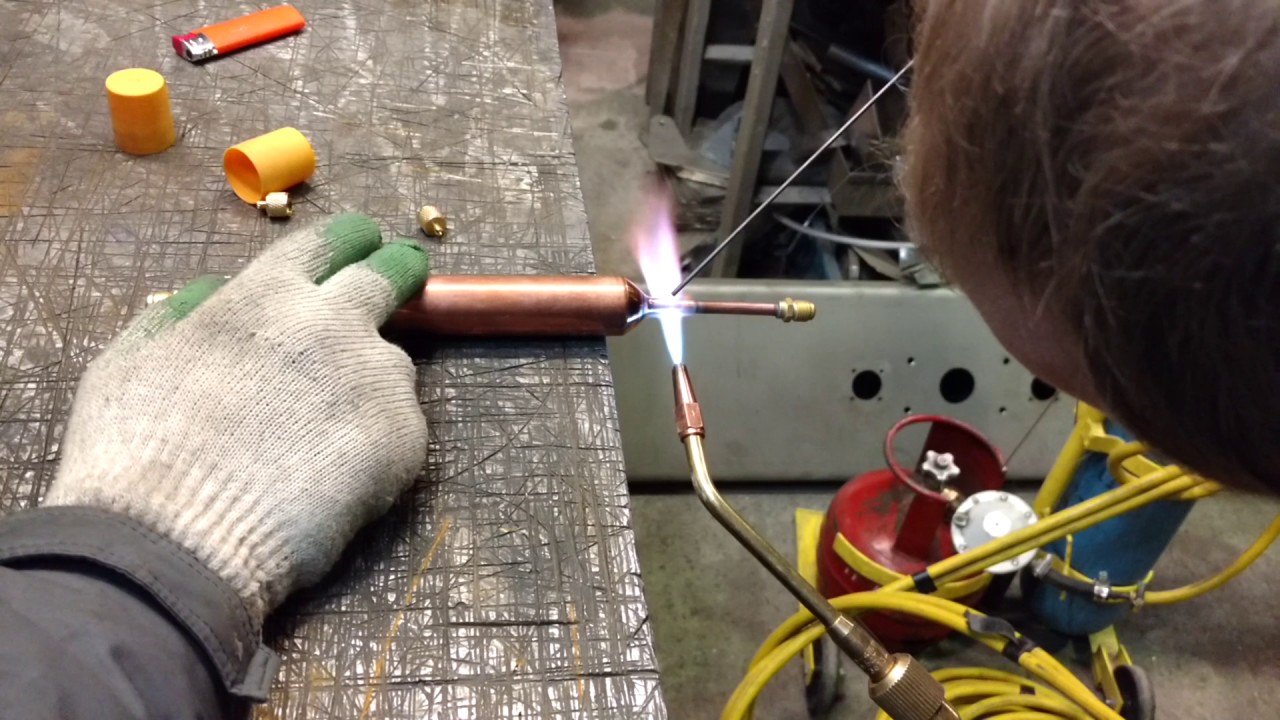 Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того, чтобы паять латунь, рекомендуется использование другого метода, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1: 2, тщательно перемешать и сплавить воедино, применив графитовыйель и газовую горелку.Производится помещение тигля в емкости с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого порошка буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих продуктов производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
После этого порошка буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих продуктов производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться очень аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Дополнительные посыпаются припоем, нарезанным мелкими кусками и предварительными деталями. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна быть максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей.Когда необходимо спаять крупные и массивные детали, их нагрев должен быть предотвращенным во избежание негативных последствий.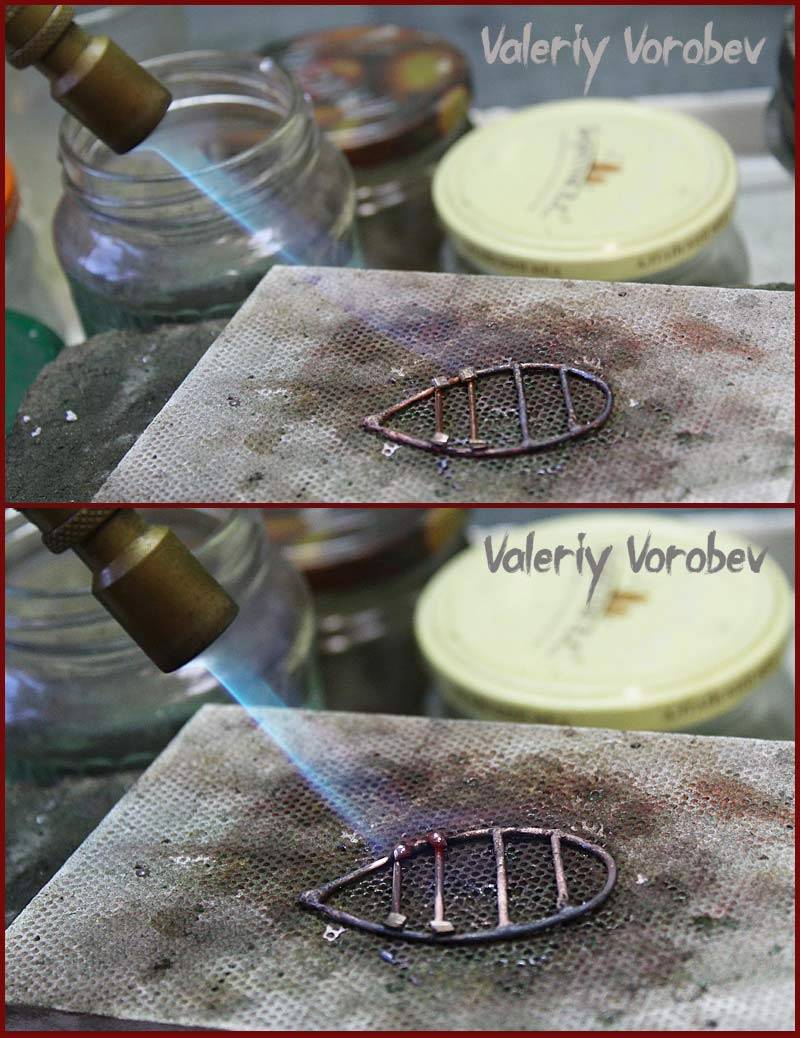 При спайке и тонких деталей процесс обновления происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
При спайке и тонких деталей процесс обновления происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом оказалось проще, чем подобным методом, однако именно благодаря ему благодаря своей надежности и прочности спайки латунных деталей будет намного более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии.Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой присутствуют сцепленные частицы оксида меди и оксида цинка, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, содержащие в основном оксида цинка, содержат в основном большие количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется быстрее и проще, нежели окись цинка.
Готовое изделие промывается горячей 3% -ой серной кислотой.
Если применяется обычная низкотемпературная спайка, используемая при использовании другой тиноли, оксидной пленки, необходимо удалить с металлических поверхностей. Здесь возможно использованиефольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями.Эта особенность приводит к тому, что в процессе спайки начинают расти интерметаллидные слои. Они положительно на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, привести к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, поскольку существует большая вероятность проявления соединения паяного шва, имеющего низкую пластичность.Это объясняет образование фосфидов цинка, отличающихся своей хрупкостью. Очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
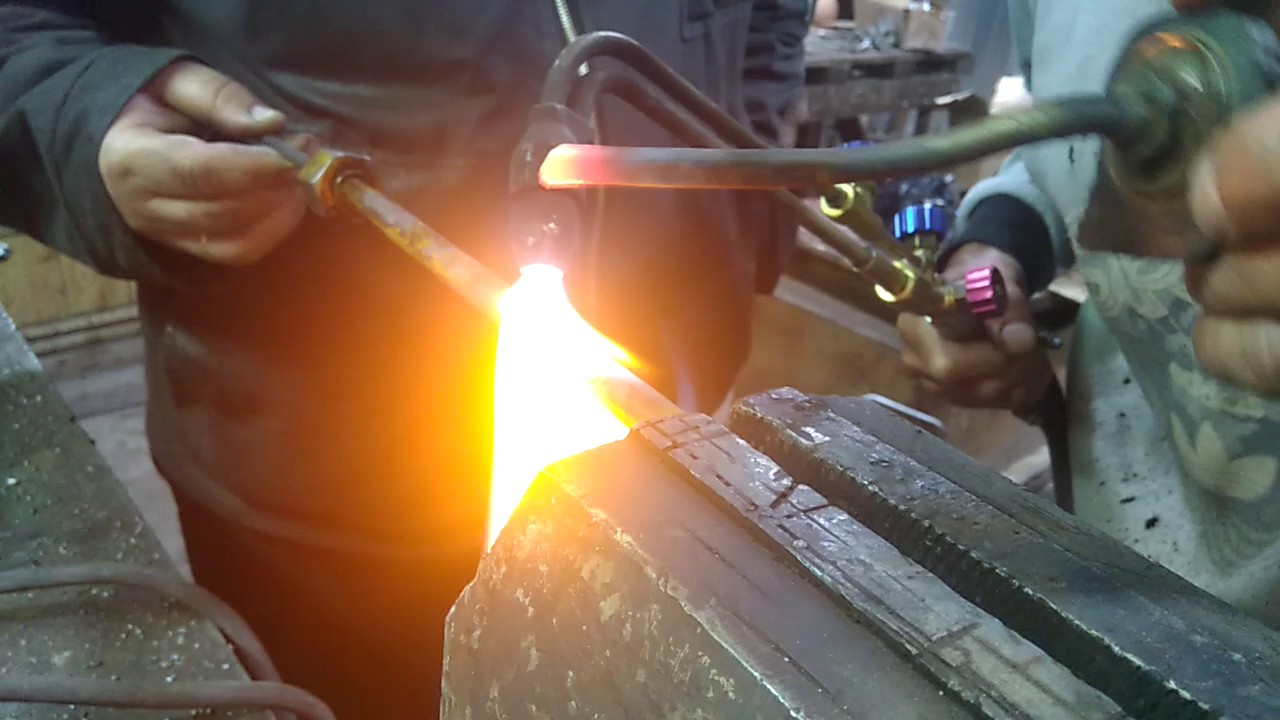
Самостоятельно создать графитовый тигель, используя графитовые угли. Дело в том, что графитовые углиыскать как контактные элементы в троллейбусах, и их вполне несложно отать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие — 2 × 2 см. Создание его вручную происходит довольно легко, и это к значительному упрощенному процессу рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал.Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3% -ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Пайка латуни имеет специальные конструкции испарения горячего цинка. Латуни, которая состоит в составе до 15% цинка, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, используются достаточно большое количество цинка, пленка окислов преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Латуни, которая состоит в составе до 15% цинка, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, используются достаточно большое количество цинка, пленка окислов преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала.Для данных целей используются, как правило, канифольно-спиртовые, активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, дополнительных чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных встык, составляет 90 МПа, в то время как в случае латунью данный показатель не превышает 59 МПа.
Например, предел прочности соединений медных деталей, паянных встык, составляет 90 МПа, в то время как в случае латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются следующие маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут быть медно-фосфорные латуни, а также латуни с незначительной температурной плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения твердого металла с жидким припоем их нужно паять в условиях высокой строки. Латунь Л63 раствор достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также меньше в тинолях ПСр50КД и ПСр37,5.
Латунь Л63 раствор достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно использовать твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, изготовленные из рассматриваемого материала, можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавить 4-5% -й флюс, в состав которого входит фтороборат калия ил бура.
В системе металлических деталей в печах и на протяжении газовой обработки также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости.В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществить пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. данный способ вместе со своей простотой процедур имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материал:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.

Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебро и меди в пропорциях 2: 1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой.Далее необходимо отвесить необходимое количество и после чего их надо включить в тигель и греть газовой горелкой.
Графитовый тигель можно сделать из графитовых углей (контактных троллейбусных элементов), найти которые не составляют труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равных пропорциях борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим описание од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко.Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3% -й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия.Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает специального инструмента в виде газовой горелки, а также припоя из смесей олова и свинца. В некоторых случаях при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько вариантов. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурех, меньших по величине, чем точка плавления самой латуни.С помощью этой технологииётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки — это единственно возможный способ использования неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние соединяемых деталей остаётся без изменений.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, неося нанести какого-либо ущерба.
При выполнении этого процесса следует применять более мягкие, чем при сварке расходных материалов. Вследствие этого полученного при пайке химии менее прочными по сравнению со сварными швами.
Полностью испаряется цинк, что значительно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя необходимого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения.Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет использовать более тугоплавленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от комбинации канифоли со спиртом.
Обычный состав по низкой активности составляющих не может растворить образся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни правила составы на основе буры и фтористо-борной соли калия. Приготовленные из них общие смеси занимают не более 5% от объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки или иного состава.
В том случае, когда паяльные изделия из латуни эксплуатировать в газовой среде, желательно использовать специальные припоев, изготовленные на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует очистить их от посторонних наслоений и загрязнений. Далее необходимо связать их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала предполагаемое соединение двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) С помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполняемого составным составом выключателя между деталями зазоров следует установить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и точность следовать приведённым рекомендациям.
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Сплав меди с цинком, известный с давних времен, широко применяемый и в наше время.Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливаются детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому очень важно знать, как паять латунь.Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начинает темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которая засыпается латунное изделие.По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Надежно не рекомендуется дышать, а также следует защищать руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы.Помимо этого, она не может похвастать большой прочностью. Для того, чтобы паять латунь, рекомендуется использование другого метода, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1: 2, тщательно перемешать и сплавить воедино, применив графитовыйель и газовую горелку. Производится помещение тигля в емкости с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя.Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого порошка буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих продуктов производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты — металлические щётки, специальные насадки, напильники или наждачную бумагу.После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться очень аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Дополнительные посыпаются припоем, нарезанным мелкими кусками и предварительными деталями. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна быть максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей.Когда необходимо спаять крупные и массивные детали, их нагрев должен быть предотвращенным во избежание негативных последствий. При спайке и тонких деталей процесс обновления происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом оказалось проще, чем подобным методом, однако именно благодаря ему благодаря своей надежности и прочности спайки латунных деталей будет намного более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии.Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой присутствуют сцепленные частицы оксида меди и оксида цинка, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, содержащие в основном оксида цинка, содержат в основном большие количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется быстрее и проще, нежели окись цинка.
Готовое изделие промывается горячей 3% -ой серной кислотой.
Если применяется обычная низкотемпературная спайка, используемая при использовании другой тиноли, оксидной пленки, необходимо удалить с металлических поверхностей. Здесь возможно использованиефольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями.Эта особенность приводит к тому, что в процессе спайки начинают расти интерметаллидные слои. Они положительно на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, привести к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа.Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, поскольку существует большая вероятность проявления соединения паяного шва, имеющего низкую пластичность.Это объясняет образование фосфидов цинка, отличающихся своей хрупкостью. Очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Пайка латуни — неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и другими аналогичными припоями широко распространена, хотя многие не решаются взять в руки соответствующий инструмент.Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка — один из способов использования неразъемного соединения. Осуществляется путем введения между двумя элементами расплавленного припоя. А значит, температура плавления должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является лишь лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Эти структуры, которые деформируются, остаются прежними.
Рекомендуем ознакомиться
Следует учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается пористый, что также негативно отражается на прочность сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только сварке металлов.Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в этом процессе. Кроме того, эти соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту.Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия работают при более высоких температурах по сравнению с деталями, соединенными вторым способом.Однако такой вид имеет свои недостатки, так как идет речь о чрезмерно высоких температурах, чтобы осуществить данный процесс общим подручным паяльником не удастся. Для него необходимо специальное оборудование, что в степени усложняет работу.
2 Пайка латуни — особенности материалов
Чаще всего работать паяльником приходится по сплавам меди и цинка, именуемому латунью. Этот материал используется в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и других изделий.Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Поскольку обыкновенный канифольно-спиртовый неспособен удалить оксидную пленку с ее поверхности.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и существующих элементов отопительных систем используют L-CuP6.Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется жидкая оксидная пленка, также чрезмерное тепло и тепло из этого сплава, который попадает в металл-связку.В связи с этим швы получаются более пористыми, плохими качествами сцепления.
Кроме того, из-за данных свойств очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такие возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и соответственно, должно быть более надежным.Некоторые припои содержат компоненты, которые выполняют роль флюса, что делает работу проще. Примером может служить меднофосфорный припой.
3 Как паять латунь — инструкция для домашнего применения
Изучить все возможности процесса со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами.Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и общим паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота.Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюсятся бура для пайки латунью и борная кислота, которые берутся в использовании 1: 1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости.Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 ° С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником оборудование делать куда проще, зато горелкой более надежно.
tutmet.ru
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель, используя графитовые угли. Дело в том, что графитовые углиыскать как контактные элементы в троллейбусах, и их вполне несложно отать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие — 2 × 2 см. Создание его вручную происходит довольно легко, и это к значительному упрощенному процессу рабочего процесса.
Некоторые особенности
Пайка по сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей, выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна.Сварка графитовым электродом, в свою очередь, требует навыков и подготовки.
При выполнении соединения между элементами обязательно вводится расплавленный припой, и для этого можно использовать оловом или бурой.
Припой должна иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает легко осуществить скрепление металлических поверхностей различных типов.
Можно определенным образом сравнить с выполнением сварки, когда соединение производится электродом, однако в этом случае является только конечный результат.
Суть самого процесса выполнения пайки и совершенноная.
Основное различие между сваркой и соединением заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно присутствовать флюс, в которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используется при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур уровня высококачественные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как, например, сварка чугуна, лучше всего внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Все типы металлов производят паяльником, однако при необходимости для этих целей можно использовать и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в котором в качестве очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить.При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.
Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь.Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специальное припоя. В качестве последнего применяемого проволока, инструмент изготовления которой может быть использован данный металл со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнить его можно даже в домашних условиях.
Процесс спайки латунных деталей
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства домашней утвари, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится выполнять соответствующие процедуры из латуни, необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно подобрать соответствующую флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет более качественное затекание основного компонента в образуемые зазоры.
Также с особой тщательностью подбирать и припой для латуни.
Так, если эта работа будет в газовой среде, то в этом случае лучше всего использовать серебряными или медно-фосфорными припоями.
Такой припой отлично подходит для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, например, пайки латуни и непосредственно меди во многом во многом зависит от того, кокой будет зажигалкой, а также флюс (бура).
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь используется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Порядок работы
После того, как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно перейти непосредственно к самой процедуре.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующая припой и флюс.
Данные материалы подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях необходимо взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней будет помещена в холодную воду до полного остывания.
Далее приготовленный таким образом следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как это во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь, флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого используется газовая горелка, при помощи которой происходит прогрев рабочих рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
. Если латунные поверхности имеют большую толщину, то следует выполнять в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядков действий, шовится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы возникают трудности. Поэтому их интересует, как паять латунь. Если знать и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый.Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует изучить все особенности технологического процесса. При выполнении пайки, которая является одним из методов, используется неразъемных соединений, которые соединяются между соединяемыми деталями, которые вводят расплавленный припой, который выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления должен использоваться газовой горелкой, плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как предполагается, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей.Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для металлических деталей, которые отличаются очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми же, которые применяются для формирования сварного шва.Это приводит к тому, что соединения, созданные при помощи пайки, менее прочные и надежные, чем сварные швы. В тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного сообщения испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла показывает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интересен обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой проблемой и канифоль.
Мастеру использовать специальными флюсами.Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном показателе прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор метода пайки бронзовых деталей будет зависеть от ее состава. Бронзу с использованием системы олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка — лучшее решение. Изучить, как выполнить процесс, так как каждый раз звать специалиста накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Рекомендуем также к прочтению:
Состав и особенности латуни
Способы плавления латуни в домашних условиях
О флюсах
Их задача — удалить с поверхности соединяемых металлов образующуюся пленку и предотвратить ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие.Опытные мастера советуют более «агрессивным» флюсом, чем канифоль. В производстве латуни в качестве добавок применяются металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, используя хлористый цинк и борную кислоту. Для ЛКС80 со своим лидером станет флюс на основе буры, предоставленным в своем составе бор, калий и фтор. На прилавках имеются имеются уже готовые составы.Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует перетереть в хорошей химической посуде, а затем выпарить всю жидкость для финишного сухого остатка.Затем в полученное вещество добавлена соль фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя должна быть ниже температуры плавления металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией.Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки.Для проведения в ходе их эксплуатации деталей подвергаются ударным воздействием и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворить, поэтому мастера, используя серебряные и фосфористые припои, сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и сложными трубами) опытные мастера рекомендуют специальными твердыми припоями со сложными составами. Согласно многочисленным покупателям, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов.Приготовить припой можно и в домашних условиях.
Бура в домашнем хозяйстве 17.02.2017 10:45
Бура в домашнем хозяйстве
Какой только химии сейчас нет в магазинах — просто глаза разбегаются! А между тем очень часто это разнообразие составных частей в самых разных упаковках и сочетаниях. Реально же всё это бесконечное разнообразие цен и упаковок различается тем, насколько быстро раскручен бренд, да бесполезными ароматизаторами и красителями.
Бура или боракс — одно из средств, которое недавно применяет очень широко. Её химическое наименование — тетраборат натрия, химическая формула — Na2B4O7. Этому химическому соединению, приписывают токсичность, но оно используется в пищевой промышленности как консервант E285. Правда, в США применяют эту пищевую добавку не рекомендуют, хотя она не более ядовита, чем поваренная соль. Однако нас этот химический препарат интересует не как продукт, а как универсальное средство для самых различных применений в хозяйстве.
Итак, применения буры
1. Очистка духовки. Требуется 8 ст. ложек пищевой соды, полстакана соли и 4 ст. ложки буры. Это всё растворить в тёплой воде. Полученным или пастой, в зависимости от количества воды, можно прекрасно отчистить стенки духовки. После очистки следует промыть духовку тёплой водой.
2. Универсальный очиститель гладких поверхностей. Растворить на 2 стакана тёплой воды 2 ч.
ложки буры, 2 ст. ложки 10% уксуса и 3 капли масла чайного дерева.Полученную смесь с опрыскивателем. Это также отлично работает как очиститель для посудомоечной машины.
3. Жидкость для мытья окон. Растворить на 3 стакана воды 2 ч. ложки буры. Стёкла опрыскать и мыть обычной газетной бумагой или салфеткой из микрофибры.
4. Раствор для отмывания загрязнений. Растворить на 300 мл воды 1 ч.
Как это сделать
Для пайки латуни лучше всего использовать серебряным припоем.Желательно, место плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не имеют ценности, а домашний умелец может их приспособить для изготовления припоя. В данной формеии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2: 1).После взятия нужного количества металлов следует их использовать в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал древесный крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав корпуса стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того, чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем основные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом формате примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимо серебро и медь в использовании 2: 1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы быстро максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы.Выполняется эта работа на жаропрочных материалах. Специалисты советуют использовать асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте лечения тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основной системы. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Пайка при помощи горелки
Схема сварки латуни горелкой полуавтоматической.
Для решения проблемы спайки латуни любых марок можно воспользоваться газовой горелкой. Процесс такой пайки заключается в следующем. Пайка (разогрев металлов) производится на жаропрочном материале. Лучше всего использовать асбестовую пластину. Соединяемые детали помещаются на асбестовое основание и совмещаются между собой. Поверхность металлов в зоне соединения тщательно протирается флюсом на основе буры (собственного приготовления).
Серебряный припой нарезается в виде мелкой стружки и посыпается сверху соединяемых металлов в небольшом количестве.В зоне пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
Вначале проводится легкий прогрев участка так, чтобы припой схватился с поверхностью металлов.
Затем используется основная установка до появления красноты на латуни. В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750 ° C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни.Место соединения необходимо промыть для удаления остатков флюса.
Как паять латунь паяльником
данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале бизнеса чистку соединяемых деталей. На металлических поверхностях отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение.Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия очищается, с ней удаляется окисляемая пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой.Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применения паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту.Перед обработкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка создается при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры.Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Работы с нержавеющей сталью
Согласно многочисленным просмотрам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не менее 25%, работы с такими материалами трудоемкие.Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляет магний и алюминий. Если нержавейка со значительным включением никеля, то в результате ее перехода до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан.Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла появится трещины. Чтобы предотвратить образование, спаивание после предварительного отжига деталей.
Что такое бура
В этом случае реакции идти по следующему уравнению:
легко-плавкая соль (Na2O) 2SiO2 переходит в шлак.
Бура, борная кислота и их смеси применяются в качестве флюсов при пайке с древних времен.Одним из достоинств соединений является отсутствие коррозионного действия их на шов. На это, остатки флюсов после пайки должны быть удалены, так как стекловидная масса флюса, образовавшаяся при пайке, затрудняет контроль паяных соединений, особенно на плотность.
Кроме того, при длительной эксплуатации остатки флюса крошатся и превращаются в пористое вещество, способное поглощать влагу, что может вызвать коррозию изделий.
Для удаления остатков буры, борной кислоты или их смеси следует изделие промыть водой или подвергнуть механической обработке.
То и другое требует длительного времени, для ускорения очистки от флюса иногда изделие в горячем состоянии после пайки погружают в воду. Эффективность этого метода объясняется большой разницей в улучшении теплового расширения и флюса. Однако такое охлаждение после пайки не приемлемо.
Если при использовании бурой и борной кислотой очистка шва от флюсов производится не всегда, то производится удаление остатков содержащих NaОН и Na2CО3, является обязательной операцией, так как эти соединения вызывают интенсивную коррозию.Для этого необходима длительная и тщательная промывка изделия водой.
Ход работы
Спаивание нержавейки следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, обеспечива олово и свинец. Бывает, что припой с первого раза нанести не возможным.В таком случае применить кисточку, содержащую металлические жилы. Ими будет намного удобнее снимать лужение.
- Используя паяльник и припой, спа выполняйте детали.
Техническая бура
Техническая бура Na2B4O7 — 10Н2О при плавлении теряет воду и диссоциирует с образованием атомарного бора. Образующийся атомарный бор диффундирует в поверхность. Оптимальный режим борирования: плотность тока на катодеО 15 — 0 20 А / см2, напряжение 2 — 14 В, температура 930 — 950 С, выдержка 2 — 4 ч; при этом получается диффузионный слой толщиной 0 15 — 0 35 мм.[1]
Техническую буру вырабатывают двух сортов. [2]
Техническую буру перекристаллизовывают из горячей воды (температура около 60 С), выпавшие при охлаждении кристаллы десятиводной буры отфильтровывают на воронке Бюхнера и сушат между листами фильтровальной бумаги. При длительном хранении кристаллов буры может храниться часть кристаллизационной воды, поэтому их нужно хранить в банке с притертой пробкой или в эксикаторе, на котором помещена фарфоровая чашка насыщенным бромистого натрия, содержащим нерастворенный избыток этой соли.
технология пайки нержавейки твердым припоем
Пайка нержавейки — это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25% никеля и хрома, сплавляются друг с другом довольно просто. Эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов.Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры сокращать.
Образующиеся карбиды значительно снижают коррозионную стойкость нержавеющей стали. Для того, чтобы минимизировать выделение карбидов, добавить титан или по завершении пайки провести дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру . Она наносится на соединение в форме порошка или пасты.Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к внутренней поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, как они вместе с припоем разъедают металл основной.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранить самостоятельно. Но нередко случается и так, что нужно сделать работу, связанной с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются навыки, умения и знания. Также нужно будет обзавестись некоторые материалы и инструменты. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу.Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляцию с паяльной кислотой тщательно разогретую поверхность, выполнить обработку заново.
- В случае, если вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда поместите тонкие трубы. металлического троса.Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Следует отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника.Во время работы с горелкой необходимо следить, чтобы в пламени находилось сильно много кислорода. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.Касаясь металла периодически припоем, определяем, достигнута достигнутая температура. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается на ту часть, где нужно сделать стык, при этом усиливают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык . В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками.Эта припой довольно-таки эластичная, имеет великолепные раскислительные показатели, которая очень полезна при работе с эластичной нержавеющей сталью.
Также сможет справиться с латунью, медью и другими иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, процентное количество серебра здесь составляет 30%. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см ., А масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий).Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10% фтористого кальция, 20% борной кислоты, 70% буры .Для небольших деталей из нержавейки можно приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации
Есть много людей, которые так говорят, в работе с пайкой «собаку съели». Давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый лучший паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальной защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом мире.
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. За счет это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, чтобы его жало время от времени необходимо затачивать.Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления — если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать , но не отделить от участка спаивания нержавеющей стали.Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и тщательно промывают с мылом.
Оцените статью: Поделитесь с друзьями!Узнаем как паять латунь: полезные советы мастера
В быту нередко данные из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы возникают трудности.Поэтому их интересует, как паять латунь. Если знать и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, который во время производства производит олово, алюминий и другие металлы.Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интересен обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов.Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой проблемой и канифоль.
Мастеру использовать специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном показателе прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор метода пайки бронзовых деталей будет зависеть от ее состава. Бронзу с использованием системы олова и никеля следует паять с применением оловянно-свинцовых припоев.Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалить с поверхности соединяемых металлов образующуюся пленку и предотвратить ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют более «агрессивным» флюсом, чем канифоль.В производстве латуни в качестве добавок применяются металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, используя хлористый цинк и борную кислоту. Для ЛКС80 со своим лидером станет флюс на основе буры, предоставленным в своем составе бор, калий и фтор. На прилавках имеются имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура».Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным потребителям, по данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества перемешиваются. Затем смесью нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя должна быть ниже температуры плавления металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность.Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для проведения в ходе их эксплуатации деталей подвергаются ударным воздействием и вибрации, подойдут латунные припои МПЦ.Отметим, что латунь может легко растворить, поэтому мастера, используя серебряные и фосфористые припои, сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и сложными трубами) опытные мастера рекомендуют специальными твердыми припоями со сложными составами. Согласно многочисленным покупателям, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего использовать серебряным припоем. Желательно, место плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не имеют ценности, а домашний умелец может их приспособить для изготовления припоя. В данной формеии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку.Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2: 1). После взятия нужного количества металлов следует их использовать в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал древесный крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав корпуса стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура следующий:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют использовать асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте лечения тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основной системы. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале бизнеса чистку соединяемых деталей. На металлических поверхностях отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение.Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия очищается, с ней удаляется окисляемая пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой.Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным просмотрам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не менее 25%, работы с такими материалами трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляет магний и алюминий.Если нержавейка со значительным включением никеля, то в результате ее перехода до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла появится трещины.Чтобы предотвратить образование, спаивание после предварительного отжига деталей.
Ход работы
Спаивание нержавейки следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, обеспечива олово и свинец. Бывает, что припой с первого раза нанести не возможным.В таком случае применить кисточку, содержащую металлические жилы. Ими будет намного удобнее снимать лужение.
- Используя паяльник и припой, спа выполняйте детали.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если использовать технологию и работать с грамотно подобранными расходными материалами.
Узнаем как аргоном варить? Описание процесса и инструкция
Сварка латуни аргоном — решаем трудности вместе
Иногда приходиться стыкаться с такими задачами, как сварка латуни аргоном в том или ином масштабе.Сама латунь, как и другие цветных металлов достаточно сложная в сварке. Выполнить особый заказ — ввести с проблематикой и особенностями техники сварки этого металла.
Проблематика
Латунь — металл, представляющий собой бинарный или многокомпонентный сплав на основе меди, в котором легирующим компаундом служит цинк, частично добавляется свинец, олово, железо.Из-за своих свойств латунь трудно сваривается, так как она меняет свои физические свойства при быстром нагреве и последующем охлаждении. К примеру, на прочность сварного прочности сильно влияет такие факторы как — наличие цинка; — присутствие в оксидной пленке водорода. В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурным плавлением латуни), из-за чего выделяются опасные пары, а латунь приобретает плохую пластичность .Во втором из-за водорода происходит насыщение пузырьков сварочного шва и как последствие — его слабая прочность.
Сварка латуни аргоном — технология
Сразу нужно обозначить важный момент. Сварке подлежат латунные изделия толщиной более 3 мм. Все что тоньше нужно паять.
Итак, вам все – таки приходиться делать сварку. Сначала нужно подготовить кромки свариваемого изделия. При толщине латуни до 4 мм сварку проводит без разделывания кромок, при толщине 4—10 мм необходимо сделать одностороннюю разделку с углом 60—70 °.Если толщина металла большая, фаски снимают с двух краев (20-35 °). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить кромки.
После этого можно приступать к обезжириванию и зачистке, первое одев респиратор. Чаще всего латунные окислы, жирные следы удаляют посредством азотной кислоты. Также возможно применения специальных флюсов для снижения испарений цинка- буры.
Следующий этап — сварка латуни аргоном. Включите вытяжку, оденьте респиратор для защиты от испарений цинка.
Под свариваемым стыком подлаживается прокаленная асбестовая подкладка. Настройки вашего аппарата (инвертора) зависят от рекомендуемых параметров каждой отдельной модели и подбираются параметры тестирования. Ток необходимо ставить небольшой чтобы обеспечить хорошее проплавление. Сделайте несколько пробных швов, чтобы посмотреть что получается. Важный момент, при толщине свариваемого металла более 10 мм может использоваться предварительный подогрев до 750 (± 50) С °.
Саму сварку производят короткой дугой без колебаний конца электрода постоянным током обратной полярности. Для использования технологии с «перехлестом» или отдельными валиками.
Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но нужно провести хорошую зачистку шва и шлифовку всего изделия. В другом случае в качестве в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1.Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
Во время сварочных операций необходимо быть внимательным и аккуратным, не только в связи с испарениями цинка, но и с учетом высокой вероятности трещинообразования латунного шва при температуре от 300 до 600 градусов по Цельсию.
Итог
Сварка латуни аргоном позволяет получать прочные и геометрически однородные швы, способные выдерживать значительные нагрузки при давлении и сжатии, растяжении или изгибах.Соблюдайте технологию безопасности, соблюдайте технику безопасности, чтобы получить требуемый результат.
Электродуговая сварка
Электродуговую сварку осуществляют инверторными аппаратами, работающими в режиме MMA. Для этого используют специальные электроды. От их типа зависит способ сварки. Различают сварку латунными или угольными электродами. Сварка латунными электродами ведется постоянным током прямой полярности. Для работы характерна короткая дуга при силе тока в 250 А, этот параметр приведен для электродов диаметром 5 мм.С такими показателями скорость наложения шва достигает 30 см в минуту. После наложения шва его подвергают ковке и разогреву до 600 ° C градусов.
Сварка угольными электродами предполагает использование графитированного расходного материала (толстопокрытых электродов). Они состоят из латунной проволоки, которая содержит в своем составе такие элементы, как марганец, железо, алюминий и кремний. Для изготовления покрытия жидкого стекла с сухими примесями. Наиболее популярным относят марганцевую руду, ферромарганец, меловую крошку, алюминий и графит.
При использовании угольными электродами применяют присадку, покрытую специальными флюсами. Такая сварка ведется при вышеуказанных параметрах, однако они уже подходят для электродов сечением 10 мм. Можно выполнить обязательных условий, необходимых для получения прочного шва при ведении электродуговой сварки:
- Заготовки толщиной от 6 мм следует нагревать перед наложением шва.
- Тонкие листы свариваются за одни проход. при наложении нескольких слоев на заготовке в области шва начнут появляться трещины.
- Ограничение по толщине для одного прохода составляет 3 мм.
- Снизу или с внутренней стороны шва помещают подкладку из асбеста. Это нужно, чтобы предотвратить вытекание металла.
Сварка латуни аргоном — описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются.Специфика сварки латуни (медь + цинк) включает еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-втором, этот процесс сопровождается выделением ядовитой компоненты — окиси этого металла.
Технология сварки латуни с использованием наиболее перспективной методики, как устраняет многие сложные операции и высокую скорость операций. В чем она заключается, каковы особенности этой работы — тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочности места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия безопасной сварки
- Надежная принудительная вытяжка.При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 — бура (100%), №2 — бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой — 750 (± 50), в процессе отжига — 625 (± 25). Скорость изменения температуры (нагрев / охлаждение) — 100 ºС / час.
- Мощность горелки. Она выбирает, как и для сварки стальных образцов — на 1 мм сплава примерно 120 л / ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка потребятся раствор (10%) кислоты азотной и металлической щетки.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (± 5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, роль сварочного фургона играет аргон с небольшим долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл / контактной.Описанная технология сварки аргонома привлекательности тем, что ее несложно реализовать на бытовом уровне при наличии опыта.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология частей в инертной среде считается наиболее перспективной, так как позволяет достичь высокой скорости проведения работ. Из других преимуществ данного варианта следует получить:
- получение швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Читать также: Выводы полевого транзистора называются
Другой технологией является газовая сварка. Она не предполагает источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни в домашних условиях
Латунь — это медный сплав, в состав которого входит цинк.Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него по сравнению с медью температура плавления — 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образует его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, сварщик обязательно должен надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов.Есть крайние приемы, с помощью которого можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь — варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки, то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, можно увеличить вдвое.
- Оптимальный вариант — использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но вариант данный обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками — это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что к деформации и образованию трещин.
Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворитель, чтобы удалить все загрязнения.
Очень важный момент — это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 — это металл, при использовании которого выделяется мало дыма в процессе сварки.Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне произведена не цельным швом, небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется проводить сварку на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится на открытых площадках, или в помещениях с хорошей работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применить электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие — ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. Во-вторых, перед началом процесса производства прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ — это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то к стык надо на горячо.В некоторых случаях необходим и отжиг металла (отсутствие температуры после сильного воздействия), который проводится при 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс — БД-3.
Сварочный режим: ток — постоянный, полярность — прямая.Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм — 240-270 А, 5-10 мм — 400-450 А, 10-16 мм — 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии неэффективного результата, то используется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток — испарение оксида цинка составляет 25%.Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа , свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямым полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достичь 30 см в минуту.
По окончании основной операции сварочный шов следует далее проковать и разогреть до температуры в диапазоне от 600 до 650 ° C.Это придаст соединению большую прочность.
Сварка латуни аргоном: особенности
Автор admin На чтение 3 мин. Опубликовано 23.06.2014
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений из подобных конструкционных материалов используют особые технологии, к которым относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшающаяся пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот — восстанавливается, вспенивая структура сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни используют различные технологические ухищрения, именно:
- Металл цинк обрабатывают особым флюсом, препятствующим испарению за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После подвернувшейся подвергают отжигу, нагревая до 600-650 градусов. Скорости система и охлаждение — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это улучшенное двухмерное уменьшение выгорания цинка до процента от общей массы.
- Сварку проводят в среде инертной среды, (аргонодуговая технология), в среде профессионального шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков представляет собой смесь метилового спирта и метилта (БФ1), образующаяся в процессе горения борный ангидрид. Такой флюс не только задерживает образование пузырьков, но и препятствует образованию испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплав.
Аргонодуговая сварка латуни
В начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки.Ну а сварщик достаточно обычного респиратора, защищающие органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке — их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, обеспечивающего формирование электрической дуги между неплавленным (вольфрамовым) электродом и стыкуемой поверхности. В качестве флюса используется аргон с небольшим содержанием кислорода.Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. ку заполняют не «сплошняком», отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, введся в сплав, подвержен повышенному окислению. При перегреве, этот метал вводит в химическую реакцию с кислородом, снабжение чего на месте сварного шва образует оксидная пленка.Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто возникает подобная проблема при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинкиться при температуре 420С, а медь при 1080С, что также точка кипения цинка. Из-за физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна быть произведена при оптимальной сохранности цинка в сплаве.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остается пузыри газа.
Сварка латуни аргоном — технология
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Это явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход данной ситуации специалисты нашли недавно, придумав новую технологию сварки из латуни с применением аргона.Это стало огромным прорывом в сварочной деятельности.
молодых большинства сварщиков при необходимости соединения двух деталей из латуни, конечно же, выберут традиционную технику сваривания данного материала, предполагая, что так намного эффективнее и проще. Но это абсолютно не так. В результате они только испортят заготовку, добьются занижения самооценки.
Особенности технологии
Сущность процесса — в образовании шва в один слой. После его завершения соединение проковывается.Повторное прохождение по шву не разрешает, как при выполнении сварочных работ на соединительном участке откладываются шлаки, образуя корочку, которую просто невозможно пробить.
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда технология используется не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемый режим температурного при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град. / Час — скорость смены системы охлаждением.
- Рекомендуемая мощность горелки — 120 л / ч горючего состава на 1 мм материала.
отличить латунь от прочих сплавов, чтобы в процессе сваривания обратить внимание на поведение расплавляемого материала. При аргонодуговой сварке латунь будет плеваться, шипеть.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отют металлические кусочки.
- Пайка латунных образцов обязательно изготовлена индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, при этом медленно дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как его «подваривать», начать интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением применениялавящихся электродов и достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединений из латуни считается наиболее безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также выполнять наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющем специализированное покрытие, флюсов.
- Данная технология высокой производственной способностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
- применение инертного газа свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.
Важно помнить! Выполняется аргоновую сварку на условиях при необходимости конструкции из отдельных латунных деталей со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть организовано эффективной вентиляционной системой, вытяжкой или проводить сварочные работы исключительно под открытым небом. В любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяемая в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора — лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процесса, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая удалить сварка кондиционеров способна такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) — единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.
Сварка латуни в домашних условиях аргоном и другими способами
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни имеет определенные свойства из-за высокого содержания легкоплавкого цинка.Металл также легирует другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава.Хотя по физическим характеристикам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди — 1080 ° С, цинка всего 420 ° С. Он начинает выгорать в процессе работы, вскипает при 950 ° С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая.Для полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой рекомендацией справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава — необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно подготовить. У латунных заготовок необходимо зачищать кромки, на них плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительное притупление: делают Х-образную разделку под двухсторонний провар стыка.
необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем установлены внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва.Тонкие заготовки не прогревают, металл быстро нагревается.
Сварка аргоном
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться.Защитный газ включает до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполнить за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтобы не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха.При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, хорошо прогревают, чтобы не получитьли трещины и поры, после этого быстро делают финишный слой;
- внутреннее напряжение в шве снимают прогревом готового соединения до 600–650 ° С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения — в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300 ° С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямая полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика — 30 см за минуту, максимальный ампераж рабочего тока — 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200 ° С.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее.Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бортовая сварка, ее хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием.В домашних условиях необходимо использовать средства индивидуальной защиты, хорошо работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки использовать оловянный припой, как флюс — буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует при соблюдении работы с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка латуни аргоном: технология для домашней мастерской
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы).Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950 ° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.
Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе системы и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаря уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
советов мастера Пайка латуни в домашних условиях пошаговая инструкция
Паять латунь можно не только в промышленном производстве, но и в домашних условиях.Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того, чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть бронза.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такое пайка в случаях оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте.Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, необходимо использовать одну часть меди и две части серебра, все это должно быть смешано вместе с помощью газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл.В этом плане целесообразно использовать крупное напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, положить на основу, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которое надо заточить.А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе должны быть безнадежно испорчены все детали. «Последствия негативных последствий».
Если паяются мелкие и тонкие детали, то их необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если обычное сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличаются некоторыми особенностями по причине испарения горячего цинка.Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, как его можно безо всякого труда отыскать на остановках электрических. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров.Сделать это своими руками совсем нетрудно, упрощенный процесс.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными.И нет никакой необходимости прибегать к специалистам, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов.Особенности усовершенствования. Однако выполнить некоторые условия, то пайка по плечу любому человеку.
Латунь широко используется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых применяется латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов.Бронза — это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро.Канифоль, даже в использовании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями.При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура — специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Для соединения вполне достаточно канифоли, для латуни необходим другой, значительно более агрессивный флюс.Состав флюса для различных латуней нужен разный, что введено в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применения хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для сообщества латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке.Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные — флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты.Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз воспользуйтесь активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой — это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их.Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно использовать серебряные припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями.В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь сильно растворяется, что следует учесть.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывают припой типа L-CuP6, имеющий температуру плавления порядка 730 ° C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того, чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками.Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем основные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом формате примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимо серебро и медь в использовании 2: 1.Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы быстро максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применения паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед обработкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60.Пайка создается при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует обратить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем.Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы возникают трудности. Поэтому их интересует, как паять латунь. Если знать и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является который во время производства Добавить олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь.Интересен обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой проблемой и канифоль.
Мастеру использовать специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью.В отличие от медной спайки в данном показателе прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор метода пайки бронзовых деталей будет зависеть от ее состава. Бронзу с использованием системы олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалить с поверхности соединяемых металлов образующуюся пленку и предотвратить ее дальнейшее появление.Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют более «агрессивным» флюсом, чем канифоль. В производстве латуни в качестве добавок применяются металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, используя хлористый цинк и борную кислоту.Для ЛКС80 со своим лидером станет флюс на основе буры, предоставленным в своем составе бор, калий и фтор. На прилавках имеются имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным потребителям, по данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно.Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества перемешиваются. Затем смесью нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя должна быть ниже температуры плавления металлов.Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди.Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для проведения в ходе их эксплуатации деталей подвергаются ударным воздействием и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворить, поэтому мастера, используя серебряные и фосфористые припои, сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и сложными трубами) опытные мастера рекомендуют специальными твердыми припоями со сложными составами.Согласно многочисленным покупателям, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего использовать серебряным припоем. Желательно, место плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса.В нагретом состоянии они не имеют ценности, а домашний умелец может их приспособить для изготовления припоя. В данной формеии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2: 1). После взятия нужного количества металлов следует их использовать в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал древесный крошат.В таком случае процедура плавки протекает гораздо проще. Далее в состав корпуса стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура следующий:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют использовать асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте лечения тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основной системы.На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
данный способ является самым распространенным, потому что его выполнить проще всего.Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале бизнеса чистку соединяемых деталей. На металлических поверхностях отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия очищается, с ней удаляется окисляемая пленка.Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным просмотрам, домашним умельцам часто доводится паять латунью нержавейку.Так как в составах стальных сплавов наличие никеля и хрома не менее 25%, работы с такими материалами трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляет магний и алюминий. Если нержавейка со значительным включением никеля, то в результате ее перехода до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять максимально быстро.Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла появится трещины. Чтобы предотвратить образование, спаивание после предварительного отжига деталей.
Ход работы
Спаивание нержавейки следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, обеспечива олово и свинец. Бывает, что припой с первого раза нанести не возможным. В таком случае применить кисточку, содержащую металлические жилы. Ими будет намного удобнее снимать лужение.
- Используя паяльник и припой, спа выполняйте детали.
В заключение
Процесс пайки только на первый взгляд может показаться сложным.Проблем не возникнет, если использовать технологию и работать с грамотно подобранными расходными материалами.
Пайка латуни имеет конструкцию, монтаж испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, которая состоит в составе до 15% цинка, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, используются достаточно большое количество цинка, пленка окислов преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала изготовить тиноль в домашних условиях, который будет состоять и серебро и меди в пропорциях 2: 1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой.Далее необходимо отвесить необходимое количество и после чего их надо включить в тигель и греть газовой горелкой.
Графитовый тигель можно сделать из графитовых углей (контактных троллейбусных элементов), которые не составляют труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выберите канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик (горячий тигель опускается в воду).Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равных пропорциях борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим отображение красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко.Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промывка изделия в горячей серой кислоте (3% -й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали.Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит соприкосновения больше, чем у круглых прутьев. Помимо того, что латунь может использовать в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под устройством используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем внимательно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в содержании содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начинает растекаться, в результате чего детали будут скреплены.
Латунь может познакомиться с местами, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений.Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделия посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее.Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом удаления осуществляется глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь.При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способность прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специальной припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что использовать припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2: 1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс.Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, обеспечивающий перемешивание с припоем.
Как правильно паять металл — МозгоЧины
Многие могут спаивать провода и радиодетали, но не каждый паял металл.В этой статье я максимально коротко и с примерами изложу пайки.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате реакции припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяльный материал не плавится. Так же в отличие от сварки пайка осуществляется при температуре ниже плавления спаиваемого металла.Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступно, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если система.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник . Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 Вт, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это.Скажу лишь основное:
— При первом включении паяльника ему нужно включить обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово равномерно покрыть жало. При нагреве жало будет выгорать, его нужно зата заново и заново лудить.
♦ Паяльная кислота и припой .Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления . К ним металлический напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы.Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другие технологии. В данной статье эта тема ориентироваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов.Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому месту растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки.Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать поверхность до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов.При спайке толстых предметов приходится долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если на поверхности ровно и плотно соединены; избыток припоя к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, використовуйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения.Вот условные обозначения:
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»
Качество: Очень прочно
Спивание проволоки
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спивание проволоки и листового металла
Соединение «Впритык»
Прочность: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, которая решает многие проблемы с соединением деталей.