Пайка латуни газовой горелкой и паяльником технология, припои, флюсы
Латунь как материал известна уже давно. Хорошие физические и химические свойства дали возможность ей получить большое распространение. У деталей сделанных из латуни тоже иногда появляются изъяны (трещины, отверстия, изломы). Данные проблемы решить можно при помощи пайки. Чтобы результат вышел отличного качества нужно отлично знать состав латуни, физические и химические характеристики, как проводить пайку, какие припои и флюсы используют для выполнения подобных работ.
Главные сведения о латуни
Латунь по собственному составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк исполняет функции ключевого легирующего компонента. Чтобы придать самых разных параметров в её состав добавляют разные металлы: олово, свинец, марганец. По этому чрезвычайно важно бывает знать, с каким составом латуни необходимо работать. Это нужно, Чтобы узнать условия и специфику пайки.
Современная латунь классифицируется по следующим критериям:
В зависимости от химического состава:
- С двумя компонентами сплавы. В его составе находится всего лишь два металла цинк и медь. Процент содержания каждого бывает очень разным. Подобный тип отмечается большой буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. К примеру, марка Л85 — в этом сплаве 85% меди и другие 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специализированные. Такие сплавы содержат очень много добавок. Они маркируются 2-мя большими буквами и числами. К примеру, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому нередко специализированные латуни получают своё наименование в зависимости от названия легирующего элемента с самым большим процентом (металлические, оловянные, никелевые, марганцевые и так дальше).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволки, круглая трубка, лист и лента.
- Литейные. Это арматура, изделия которые уже готовы, изготовленные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в границах от 5 до 20%, то такой сплав называется красной латунью (томпак).
- Если это процент меняется от 21% и может достигать 36%, такая латунь именуется жёлтой.
Все марки латуни обладают схожими качествами. Они отлично поддаются отделке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном уменьшении температуры берегут собственную эластичность.
Данные показатели установили просторный круг использования латуни.
Использование латуни
Помимо указанных позитивных параметров, латунь достаточно долговечный и надёжный сплав. Латунь применяется в таких областях:
- Изготовление арматуры трубопроводной (переходники, вентили, трубы).
- Устройств сантехники (краны, смесители рукомойники)
- Фурнитуры для мебели (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство подарков.
- Производство посуды.
- Эстетическое литьё.
- Производство драгоценностей. Ювелиры по большей части используют с двумя компонентами сплавы. Это может быть: жёлтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения положительных результатов пайки в первую очередь используются добавки в виде флюсов и разных припоев.
Припоем именуется определённый металл, какой после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы достичь надёжного контакта, марка припоя должна владеть температурой плавления, которая будет значительно меньше температуры плавления самой латуни.
В то же время он должен владеть хорошей адгезией с латунью. По этому для паяния латуни используют специализированные припои.

Только в любом случае, если паяют детали, на которых не лежит большой ответственности за весь аппарат, и нет больших требований к прочности, используют обыкновенные сплавы олова со свинцом.
Современные припои классифицируются так:
- По температуре плавления. Они могут быть мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твёрдых припоев превосходит 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По методу получения припоя. Производятся готовые припои, и припои которые появляются в процессе пайки. Такая пайка именуется контактно – реактивная.
- По списку элементов химии, добавленных в состав. Подобных элементов применяется очень и очень много. От популярных металлов цинка, олова, алюминия, до редкоземельных элементов галлия, индия, палладия.
- По производственные технологии припоя. Они могут быть: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их делают в виде проволки, готового порошка, в виде ленты и некоторых листов, в форме таблеток и готовых к использованию закладных деталей.
- По методу образования флюса. Припои разделяют на две большие категории: флюсуемые и говоря иначе самофлюсующиеся.
Припои, также как и латунь, маркируются большими буквами и числами. По маркировке можно определить для какой латуни предназначается определенный припой. К примеру, если нужно спаять деталь из латуни, в которой высокий процент меди, то предлагается применять припой марки ПСр12 или ПСр72. Этот припой у себя в составе имеет высокий процент серебра. Если в латуни находится высокий процент цинка, то имеет смысл применять припой ПСр40. Таким образом, чтобы получить надёжное соединение после пайки, нужно понимать, какую нагрузку возлагаются на ремонтируемую деталь.
Припои для латуни
Чтобы правильно подобрать марку припоя, воспользуйтесь следующим методом:
- Определить температуру плавления деталей, которые предполагается спаять.
- Узнать показатель теплового расширения. У латуни, которую предполагается паять и припоя он должны быть предельно близким.
- После пайки припой не должен уменьшать механичные характеристики отремонтированной детали.
- Припой должен образовывать с главной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны подходить всем эксплуатационным и техническим свойствам.
- Припой должен гарантировать в процессе пайки хорошую смачиваемость важной детали.
Флюсом называют специализированное вещество, которое дает возможность приготовить металлическую поверхность, другими словами, снять с неё появляющийся налёт окисла, жирные и водяные пятна. Без использования флюса качественно спаять латунную деталь невозможно. Флюсы выбираются в зависимости от химического состава латуни.
Как показывает опыт, чтобы качественно спаять детали из популярных марок латуни ЛС59 и Л63 необходимо иметь флюс, который состоит из хлористого цинка, растворённого в борной кислоте. Если нужно спаять латунь, в ее составе есть свинец и кремний (к примеру, марка ЛКС80), то нужен флюс, имеющий соединения фтора и калия. Их также разводят в борной кислоте, или буры. Аналогичный флюс для пайки можно подготовить и дома, применяя необходимые детали в требуемом процентном соответствии.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. Сюда можно отнести: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Сюда можно отнести: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает конкретной особенностью. Латунь нагревается и происходит исчезновение компонентов горячего цинка. В данный момент возникает оксидная плёнка, которая весьма не легко убирается с поверхности детали и благодаря этому ухудшается качество пайки. В большинстве случаев латунь паяют двумя вариантами: при помощи паяльника и при помощи специализированной горелки
Пайка при помощи паяльника
Чтобы качественно спаять латунь паяльный аппарат должен владеть мощностью не ниже 1000 Вт. Такой паяльный аппарат обеспечит нужную температуру нагрева самих деталей и припоя. Она должна равняться 500?С и выше. Низкотемпературная пайка латуни возможна только к примеру если в ней есть большой процент содержания меди.
Пайка латуни паяльником
Очень удобным считается паяние при помощи паяльной станции, которая имеет температурную регулировку жала паяльника. Такая регулировка дает возможность установить хороший режим нагрева. А дело все в том, что во время паяния следует избегать ненужного перегрева зоны паяния. Самой лучшей считается температура нагрева жала паяльника до 350°С.
Пайка с использованием атмосферной горелки
Установленную задачу по паянию латуни решить можно, используя маленькую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен держать большие температуры. Под эти цели используют асбестовые пластины.
Пайка латуни атмосферной горелкой
Детали, которые следует спаять, размещают на данной пластине и соединяют между собой. Подготовка к паянию аналогичная, как и при паянии паяльником. Дальше припой нарезают в виде очень маленькой крошки металла или стружки и посыпают ею стык деталей. После регулируют величину пламени горелки, и подводят его в территорию паяния.
В первую очередь нужно произвести не крепкий подогрев участка паяния, чтобы случилось прихватывание припоя к поверхности латуни. После чего приступают к полному нагреву до той поры, пока на поверхности латуни не возникнет отличительный красный цвет. При правильно отрегулированной горелке температура в зоне паяния может достигать 700 °С. После того как остынет стоит убрать наплывы и останки флюса.
После чего приступают к полному нагреву до той поры, пока на поверхности латуни не возникнет отличительный красный цвет. При правильно отрегулированной горелке температура в зоне паяния может достигать 700 °С. После того как остынет стоит убрать наплывы и останки флюса.
Итак, дабы получить добротные результаты пайки деталей сделанных из латуни нужно правильно выбрать припой. Наблюдать за чистотой стержня паяльника и степенью его прогрева. Ни когда не начинайте пайку, если паяльный аппарат не нагрелся до необходимой температуры. Тщательно приготовить поверхности латунной детали, которые предполагается спаивать (вытереть от пыли и грязи и обезжирить). Тщательно наблюдать за степенью нагрева зоны для работы паяемых деталей.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Аккуратная пайка / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru
Готовлю материал о почти самодельной пропанобутановой горелке, но процесс несколько затянулся. Сайт без внимания не оставляю, ну и подвигло поделиться некоторым опытом пайки. В недавней показанной работе, не плохой работе, обозначилась как раз проблема с излишками олова, при пайке элементов и сложностью зачистки от избытка олова.(В материал добавлены новые фото. Макросъёмка.)
Попытаюсь показать способ с возможностью почти полной скрытности мест пайки, хотя для пайки мягкими припоями это довольно сложно, цвет припоя выделяется и отличен от цвета меди и латуни.
Однако, помня давний опыт, набрался наглости показать это на одном из самых сложных элементов, на котором «натаскивают» ювелиров, — пайка колец и цепочек.
Что нам потребуется видно на снимке.
Обычная медная или латунная проволока для изготовления звеньев цепочки. Естественно потребуется паяльник, горелкой быстрей и надёжней, но «набить руку» лучше с паяльником.

В качестве флюса пойдёт канифоль, но нужен спиртовой раствор канифоли, либо любой жидкий флюс. Я применил хлористый цинк. Требуется и олово, но вот олово надо сделать в виде тонкой пластинки, толщиной 0,1 – 0,3 мм. Лучше потоньше. Олово взял самое тонкое и сплющил его древними пассатижами. Ещё потребуется хитрая державка.
Прежде делал такую из деревянной бельевой прищепки, иногда усиливая её резинкой от велокамеры и малость подрезав «губки», что бы они прочно удерживали и сжимали вложенную для пайки деталь. Сейчас деревянной прищепки не нашёл и сделал примитивный зажим слегка похожий на прищепку, который «вихляется» и несколько менее удобен.
Аккуратно намотав проволоку на подходящий стержень, снимаем полученную «пружинку» и насекаем отдельные звенья будущей цепочки. Как правило, это выполняется бокорезами и концы звеньев имеют «фасонный» срез, однако лучше отсекать колечки звеньев будущей цепочки лезвием. Срез будет чище, и «припасовка» торцов получится более лёгкой. Применяя бокорезы, получим «фасонные» срезы проволоки и их будет сложней подготовить к пайке. С помощью плоского надфиля, а лучше применить металлическую пилку для ногтей (алмазная быстро «засалится») надо припасовать концы каждого звена до плотного соприкосновения всей поверхностью разреза. Ни в коем случае не следует зачищать поверхность звена там, где не будет пайки, а лучше, если проволока будет в лаковой изоляции. Обрабатываются только торцы.
Начав работать, вдруг обнаружил, что ничерта не вижу рабочую зону!!! Пришлось срочно искать бинокуляр, приводить в порядок и цеплять на голову.
Итак – продолжим….
На серии снимков показываю как готовились звенья цепочки. Намотать проволоку на подходящий стержень могут все, это пропустим.
Вот такие срезы получаются при работе бокорезами.
Здсь почти готово к пайке, но на левом срезе остался след бокорезов, его надо ещё поправить, иначе в лунке будет видно припой и его не удалить. Я нарезал заготовку из чистой медной проволоки, на которой нет ни лака, ни окислов. Паять будет несколько сложней.
Паять будет несколько сложней.
Здесь можно сравнить первично отрезанное звено и почти готовое к пайке.
Следующий снимок сделан мобильником и плоховат. В фотике сдохли батарейки. Потом заменю фото.
Зажимаем звено губками прищепки (в губках надо сделать выборку, для удобства работы и надёжного удержания звена), вкладываем в разрез звена тонкую пластинку припоя, смоченный флюсом и, помогая прищепке, плотно сжимаем срезы и отсекаем лишний припой. Далее надо только прогреть место пайки любым доступным способом до плавления припоя и полного смыкания места пайки. Есть маленькая тонкость в момент пайки. С М О Т Р И Т Е….
Греть надо не жалом паяльника и не припой. На жале всегда есть остатки припоя, который в данном случае может навредить. Греть надо приложив паяльник горячим стержнем к плоскости колечка, прогревая проволоку звена кольца и уже проволока передаст тепло олову. В этом случае олово спаяет плоскости среза и будет просто тончайшей ниточкой, которую можно с трудом заметить. Когда олово расплавится, это сразу видно, надо чуть поджать колечко, что бы оно плотней сомкнулось, и шов был как можно более тонким. Если олово было несколько толстовато, то часть его может быть выдавлена, но к лакированной наружной поверхности оно не прилипнет и его очень просто убрать.
У меня проволока была довольно чистая, а олово я хоть и обжал пассатижами, но видимо недостаточно тонко и в нижней части звена олово всё же показалось. С дуру мазнул пальцем и только размазал, пришлось чуточку зачистить. Для того, что бы увидеть шов, надо его искать. Приглядевшись, конечно найдёшь, но не сразу….
Всё. Успехов всем. Может быть, этот способ пайки кому пригодится.
Звено в образце преднамеренно сделал чуть крупней, для лучшей видимости процесса. С более мелкой деталькой работа такая же, но показать сложней, да и выполнить будет более сложно. Мелочь, она всегда кропотливая….
PS При пайке твёрдыми припоями и правильном подборе припоя по цвету и температуре плавления шов получается абсолютно не заметен. Это можно проверить на любом обручальном кольце, паяным таким способом.
Это можно проверить на любом обручальном кольце, паяным таким способом.
Как и обещал даю дополнительные фото в режиме макросъёмки. Переделывать ранее написанное не стану — долго. Текст будет с верху и за ним будет фото.
Показываю правильно подготовленное место пайки.срезы ровные и параллельные. Это не то колечко, что паял ранее. Подготовил другое.
Так заправляется олово в место пайки. Промерил толщину пластинки — 0,2 мм.Оставляется только зажатый в звене кусочек. Всё остальное надо срезать. Я срезал скальпелем. Прежде, для такого дела был специальный ножичек. Маленький, но острее бритвы.
Здесь в другом ракрусе и покрупней.
Это снять было сложно 10копеек и олово в плоскости
Вот так прогревалось место пайки. Это снимок телефоном, вчера забыл его разместить.
Место пайки вверху. Звено сжато «прищепкой» и поджато тисочками.
Ну и наконец макросъёмка шва паяного. Сделано 2 снимка но на одном подсветка обычной лампой, а вторую сторону подсветили светодиодом холодного света и получились дурацкие блики похожие на размазанное олово. Сегодня заходил внук. Показал ему запаянное звено. Спрашивает — а что в нём такого? Отвечаю — паяное.
ГДЕ !???? Пришлось показать.
Ну ты дед даёшь!!!
Как паять паяльником — примеры пайки на определенных деталях
Как паять паяльником — примеры пайки на определенных деталях.
Паять паяльником это не столь сложно, как это кажется с первого взгляда. Пользоваться паяльником начали еще в Египте более пяти тысяч лет назад. И в технологии пайки от той поры практически ничего не изменилось.
Технология пайки паяльником на самом деле не сложная. Суть ее в том, что при использовании расплавленного металла, имеющего низкую температуру плавления, соединяются любые и в любом сочетании металлы, имеющие большую температуру плавления.
Перед тем, как приступить к пайке, нужно изначально подготовить поверхность тех деталей, что будут паяться. Нужно очистить поверхность от следов грязи, если таковы имеются и удалить оксидную пленку.
Нужно очистить поверхность от следов грязи, если таковы имеются и удалить оксидную пленку.
Оксидная пленка – это пленка, что образовывается на поверхности металла за счет определенных условий воздуха или не очень сильно окисленной среде. Толщина такой пленки может быть разной, поэтому от этого будет зависеть, при помощи чего ее можно будет удалить – напильника или наждачной бумаги. Если площадь пайки не большая или это будут паяться круглые провода, то эту площадь можно зачистить лезвием обычного ножа. После очистки поверхность должна быть блестящей без всяких пятен, окислов и неровностей. Если на поверхности имеются жирные пятна, то их убирают при помощи ацетона или растворителя уайт-спирита (очищенного бензина).
Когда поверхность полностью подготовлена, то ее нужно залудить, то есть покрыть слоем припоя. Это делается следующим образом: вам нужно нанести на поверхность, что будет паяться, флюс и приложить жало паяльника с припоем.
Что бы жало паяльника хорошо передавало тепло к детали, его необходимо прикладывать таким образом к детали, что бы площадь соприкосновения жала паяльника и детали была максимальной. Для этого можно использовать паяльник с жалом, имеющим срез.
Главное в процессе пайки это прогреть те поверхности, что спаиваются до той температуры, которую имеет расплавленный припой. Если поверхности не были прогреты до нужной температуры, то пайка будет матовой и иметь низкую механическую прочность. Если в процессе пайки поверхности перегреть, то припой растечется, и вы вовсе не сможете выполнить процесс пайки.
Когда все описанные выше пункты выполнены, прикладываем детали друг к другу, и выполняем пайку электрическим паяльником.
Сколько будет длиться процесс пайки зависит от того какая толщина и вес детали, но приблизительно это от одной до десяти секунд.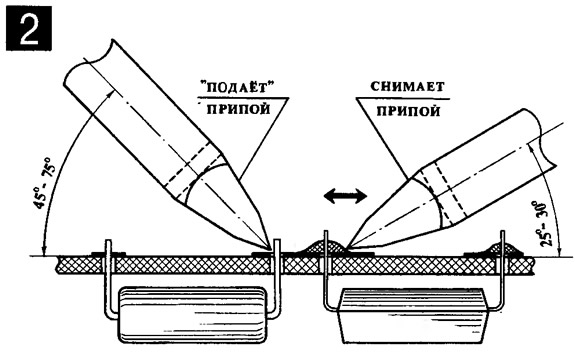 Большая часть радиоэлектронных компонентов паяются не дольше чем две секунды. Паяльник отводится в сторону, как только припой растекся по поверхности. Смещать детали нельзя до той поры, пока припой полностью не затвердеет. Ведь если сместить детали, то будет низким качество механической прочности и герметичности пайки. Если вы случайно сместили детали, все может быть, то нужно выполнить процесс пайки снова.
Большая часть радиоэлектронных компонентов паяются не дольше чем две секунды. Паяльник отводится в сторону, как только припой растекся по поверхности. Смещать детали нельзя до той поры, пока припой полностью не затвердеет. Ведь если сместить детали, то будет низким качество механической прочности и герметичности пайки. Если вы случайно сместили детали, все может быть, то нужно выполнить процесс пайки снова.
Когда жало паяльника горячее, то припой на нем, при ожидании, покрывается окислами и остатками сгоревшего флюса.
Поэтому перед пайкой жало паяльника нужно обязательно очищать. Для этого можно взять кусочек увлажненного поролона (плотность его может быть разной) и быстро жалом провести по этому поролону, тогда все остатки из жала останутся на поролоне.
Перед тем, как начать пайку нужно убедится в том, что поверхности или провода, что будут паяться уже облужены, это обязательно. Ведь пайка уже облуженых поверхностей и проводов будет действительно качественной, да и вы, выполняя пайку, будете получать удовольствие от работы.
Если Вы никогда раньше не работали с паяльником, то лучше всего перед тем, как выполнить ответственное задание по пайке паяльником необходимо потренироваться паять. Начните с самого простого, попробуйте паять одножильный медный провод, что используется для электропроводки. Первое, что стоит сделать, это снять с проводника изоляцию.
Как правильно залудить провода из меди.
Сняв изоляцию с провода, оцените, в каком состоянии находится проводник. Если провода новые, то их проводник не имеет оксидной пленки и такие провода можно паять, не выполняя зачистку. Возьмите небольшое количество припоя на жало паяльника, а потом коснитесь им канифоли и проведите жалом паяльника по поверхности проводника.
Если проводник имеет чистую поверхность, то по ней припой растечется тонким слоем. При нехватке припоя, берется еще одна порция с обязательным касанием канифоли.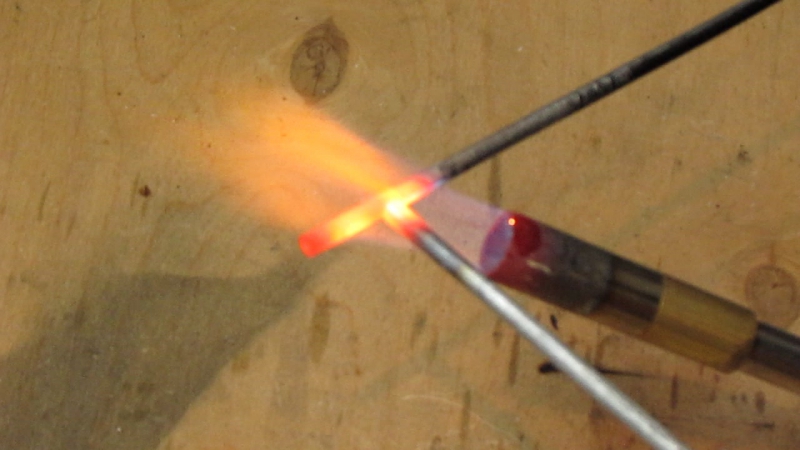 И так необходимо делать до той поры пока проводник полностью не будет залужен. Что бы работать с проводником было максимально комфортно, положите его на деревянную площадку, такая используется в качестве подставки для паяльника. Всегда в том месте, где выполняется лужение, скапливается определенное количество канифоли, что ускоряет процесс лужения, ведь припоя на жало можно взять больше, и каждый раз не касаться канифоли.
И так необходимо делать до той поры пока проводник полностью не будет залужен. Что бы работать с проводником было максимально комфортно, положите его на деревянную площадку, такая используется в качестве подставки для паяльника. Всегда в том месте, где выполняется лужение, скапливается определенное количество канифоли, что ускоряет процесс лужения, ведь припоя на жало можно взять больше, и каждый раз не касаться канифоли.
Бывают и такие случаи, что вроде и проводник без оксидной пленки, а лудится, он не хочет. В таком случае необходимо использовать паяльную кислоту. Но если у Вас под рукой, ее, не оказалось можно обойтись и таблеткой аспирина. Разогреть пару секунд, а потом лудить на площадке. Вот увидите, будет лудиться без всяких проблем. Если вы используете метод с аспирином для медного провода, на котором будет оксидная пленка, он сразу будет покрываться тонким слоем припоя. (Но этот метод желательно использовать в крайних случаях, поскольку запах от процесса будет не самый лучший)
Если у Вас получилось залудить проводник, то вас можно поздравить с первыми успехами в работе с паяльником.
Если первый раз работает с паяльником, то будьте готовы к тому, что хорошая пайка у вас не получится. На это есть пару причин. Очень сильно нагрет паяльник для данного вида припоя. Это определить можно по жалу паяльника, ведь на припое, что есть на нем, образовывается темная оксидная пленка. Если сильно нагреть жало паяльника, то рабочая часть жала будет покрыта черным окислом, из-за чего припой на жале держаться не будет. Жало паяльника не разогрето до необходимой температуры. В таком случае внешне пайка будет матовой и рыхлой. Чтобы правильно подобрать температуру можно использовать регулятор температуры. Еще может быть недостаточно прогрет провод во время обслуживания. Такое часто случается, если на рабочей части жала паяльника имеется небольшое количество припоя. Тогда площадь соприкосновения маленькая, и тепло не так как нужно передается на проводник. Тренироваться паять нужно до той поры, пока не получится правильно залудить провод.
Тренироваться паять нужно до той поры, пока не получится правильно залудить провод.
Часто бывает такое, что по окончанию лужения паяльником проводов, на них можно увидеть остатки припоя, что похожи на наплывы. Что бы от них избавиться расположите провод вертикально, концом вниз, а паяльник наоборот – вертикально, чтобы его жало «смотрело» вверх, а потом аккуратно проведите жалом по проводам. Так, как припой тяжелый, то все образовавшиеся наплывы перейдут на жало паяльника.
Но, прежде, чем это сделать, удалите весь припой, что имеется на рабочей части жала паяльника. А для этого просто легонько ударьте жалом о подставочку. Аналогичным способом уберите лишний припой с мест паек на печатных платах.
Продолжить свою тренировку стоит на медном многожильном проводе. Его тоже нужно научиться лудить пальником. Здесь же все не будет так просто, как в предыдущем варианте, а особенно если этот провод еще нужно перед лужением очистить. Очистить провод, от оксидной пленки используя для этого механический способ, будет немного затруднительно. Для этого понадобится разделить проводники и выполнить зачистку каждого по отдельности. У меня был случай, когда сняв изоляцию с провода, используя для этого термический способ, то увидел следующее: верхний проводник был весь покрыт оксидной пленкой, а нижний проводник был расплетен. Именно такой случай является одним из самых сложных для лужения. Но, такие провода лудятся не хуже, чем простые одножильные.
Паяем правильно многожильные провода.
Для начала, проводник нужно обработать паяльной кислотой, и начинать прогревать их паяльником, продвигая их так, чтобы все проводники этого многожильного провода были смочены кислотой.
Потом нужно выполнить лужения на площадке с использование канифоли, все выполнять аналогично тому, что описано выше. Разница только в том, что вам необходимо будет прижимать провод к площадке и в процессе лужения поворачивать его в одну сторону. Это требуется чтобы проводники этого провода сплелись между собой.
Это требуется чтобы проводники этого провода сплелись между собой.
Имея уже готовый залуженный провод такого типа, вы сможете, используя для этого круглогубцы, сделать кольцо. А это кольцо использовать потом, к примеру, в качестве резьбового присоединения, которое в дальнейшем можно будет использовать, например для контактов розетки или выключателей.
А еще его используют для патронов в люстрах, или же припаять такое кольцо к латунным контактам или печатным платам. Не поленитесь, в качестве тренировки попробуйте выполнить такого типа пайку паяльником.
Единственное, что нужно стараться не сместить детали, во время их соединения методом пайки, пока не застынет припой.
Если говорить о пайке паяльником любых других деталей, то она не сильно отличается от пайки проводов паяльником. И если вы попробовали лудить и паять провода, и у вас все получилось хорошо, то вы сможете выполнить любую пайку паяльником.
Учимся лудить тонкие медные провода, что покрыты лаком.
Если нужно залудить паяльником тонкий проводник, у которого диаметр жилы меньше 0,2 мм, что изолированный эмалью, нужно использовать хлорвинил. Данный вид пластика используется для изготовления изоляции и больших изолирующих трубок. Для этого необходимо положить провод на изоляцию и слегка прижать его жалом паяльника, после чего протаскивать провод, при этом постоянно поворачивая его. Вследствие нагрева хлорвинила выделяется хлор, именно он позволяет разрушить лак и без проблем залудить провод.
Такого рода технология будет просто незаменимой, если вам нужно паять паяльником провод, типа литцендрат. Это провод, что состоит из большого количества тоненьких проволок, что имеют эмалированное покрытие и представляют собой один проводник.
Тонкие провода покрыты эмалью, можно еще лудить применяя таблетки аспирина. Такой метод лужения паяльником я описывал выше. Необходимо взять провод, который вы будете лудить и поместите на подготовленную заранее таблетку аспирина, а потом протягивать его между аспирином и жалом паяльника. Но, стоит помнить, что на рабочей части жала, должно быть, необходимое количество припоя и канифоли.
Но, стоит помнить, что на рабочей части жала, должно быть, необходимое количество припоя и канифоли.
Как паять паяльником радиодетали.
Часто технология пайки требуется, когда выполняется ремонт электрических приборов. Ведь там есть печатные платы, состоящие из радиоэл
ементов и тому подобное. И зачастую из этих плат нужно их выпаивать или запаивать назад. Это нельзя назвать сложной работой, но все же необходимо будет соблюдать определенную технологию пайки.
Пайка паяльником резисторов, диодов, конденсаторов.
Выпаять из платы необходимый вам радиоэлемент, а он может быть с двумя выводами, не составит труда и не требует высшего образования. В качестве таких элементов выступают практически всегда резисторы или диоды. Для качественного выпаивания с платы любого из таких элементов, нужно нагреть паяльником то, место где он запаян. Под высокой температурой припой расплавиться и вы легко достанете нужный вам элемент. Чтобы вынуть вывод резистора, можно использовать пинцет, но нужно делать все, не спеша, чтобы не соскакивал пинцет, а такое часто бывает, особенно в тех случаях, когда радиоэлемент имеет загнутый вывод и он находится со стороны пайки.
Что бы работать с пинцетом было удобнее, вы можете сточить его губки, но без фанатизма. Тогда при захвате вывода пинцет не будет соскальзывать.
Работая с печатной платой, особенно если речь идет о демонтаже радиоэлементов, очень хочется иметь еще одну руку, ведь при данной работе нужно работать паяльником, пинцетом и еще держать саму плату.
В качестве третей руки вам послужат настольные тиски. Используя данный инструмент, вы сможете зажать плату, и установить тиски на ту боковую грань стола, где вам удобнее будет работать. Лучше всего использовать инструмент придуманный китайцами Third-Hand Tool, что в переводе на русский означает «Третья рука». Используя «третью руку» вы сможете разместить плату в той плоскости, в которой с ней лучше всего будет работать.
Когда вы выполните демонтаж радиодетали, то место на плате, где был его вывод, заплывет припоем. Достать этот припой из образовавшейся луночки не сложно, просто возьмите зубочистку, заточенную спичку или обычную деревянную палочку.
Это делается следующим образом: жало паяльника нагревается и им расплавляется припой, потом в отверстие помещается зубочистка и проворачивается. Вынуть зубочистку можно будет уже когда застынет припой.
Перед тем, как запаять в плату новый радиоэлемент, нужно удостовериться в том, что его выводы будут хорошо паяться, особенно если вы не знаете, когда этот радиоэлемент был изготовлен. Рекомендую действенный способ в таком случае – залудите выводы радиоэлемента, а потом приступайте к процессу запаивания. И как результат вы получите надежную пайку и удовольствие от работы.
Пробуем паять паяльником SMD светодиоды и другие компоненты, не имеющие выводов.
Так, как технологии не стоят на месте, то сегодня уже выпускаются радиоэлектронные устройства, в которых стоят компоненты без выводов, именуются как SMD. У SMD нет привычных для нас проволочных выводов. Их соединяют с дорожками платы за счет пайки к ним контактных площадок, что находятся прямо на корпусе компонентов. Сложности в пайке такого компонента нет. Просто для этого нужно использовать маломощный паяльник на (10-12 Вт) и паять все контакты поочередно по отдельности.
Если говорить о ремонте, то часто стоит задача выпаивать SMD компонент для их проверки или замены на новые. Кроме того часто бывает такое, что SMD компоненты выпаивают из старых нерабочих плат для того, чтобы использовать их в качестве запчастей. Поэтому при процессе выпаивания нужно быть внимательным, ведь компоненты могут поломаться. Чтобы этого не произошло, прогревайте одновременно все выводы SMD компонентов.
Тем, кто часто сталкивается с работой, где нужно выпаивать SMD компоненты, рекомендую для своего паяльника сделать набор специальных жал. Под специальным имеется ввиду жало, что на конце разветвляется на два или три маленьких жала. Используя такие жала при выпаивании, вы не будете повреждать SMD компоненты, даже если они припаяны к плате.
Используя такие жала при выпаивании, вы не будете повреждать SMD компоненты, даже если они припаяны к плате.
Не всегда под рукой есть паяльник малой мощности, а в том, которым постоянно выполняется пайка нет возможности поменять жало на другое, так как оно прикипело. В таком случае нужно просто навить на жало паяльника медный провод. Его диаметр должен быть не больше одного миллиметра. Это будет так званая насадка, используя которую вы сможете легко выпаять SMD компоненты. Обратите внимание, что корпус светодиодов очень нежный, и он боится даже самых минимальных воздействий.
Удобство такой насадки в том, что она беспрепятственно снимается, и вы сможете использовать паяльник для обычной пайки. У этой насадки есть свои плюсы, и заключаются они в том, что вы можете менять ширину между концами самой насадки. Это позволит использовать ее для пайки SMD компонентов разных размеров. Еще такого рода насадку можно использовать, как маломощный паяльник, и с легкостью паять мелкие детали и тонкие провода, например для светодиодных лент.
Учимся паять паяльником светодиодную ленту.
Процесс пайки светодиодных лент практически не отличается от процесса пайки любой другой детали. Но, здесь все же есть свои тонкости. Вот, например из-за того, что печатная плата это тонкая и гибкая лента, то время пайки должно быть минимальным, чтобы не отслоились печатные дорожки платы.
Учимся паять паяльником микросхемы.
Выше я описывал, как запаивать или выпаивать резисторы или диоды. И как видите, сложного там практически нет ничего. А вот выпаять паяльником микросхемы, это уже на порядок сложнее. Ведь в микросхеме выпаять по отдельности выводы можно только после того, как их при помощи кусачек откусить от корпуса платы.
Но, все же есть и в данном случае выход, и, используя одну полезную технологию можно выпаять 24 выводную микросхему всего за минуту. Для этого вам понадобиться медицинская игла, что используется для инъекций. Диаметр такой иглы должен составлять 0,6 мм, ведь в микросхемах зачастую размер вывода равен 0,5 мм. Заправлять ее нужно на конус под прямым углом, так она легче войдет в отверстия печатной платы.
Диаметр такой иглы должен составлять 0,6 мм, ведь в микросхемах зачастую размер вывода равен 0,5 мм. Заправлять ее нужно на конус под прямым углом, так она легче войдет в отверстия печатной платы.
Следующие действия уже не сложные, ведь вам нужно будет просто смазать все выводы микросхемы, с той стороны, где будет выполняться пайка, специальным флюсом СКФ. Одевать иглу необходимо на все выводы микросхемы по очередности, при этом прогревать жалом паяльника припой. Но, стоит помнить, что иглу надо постоянно прокручивать то в одну, то в другую сторону. Если этого не делать, то иглу можно припаять к выводу. Паяльник отводим в сторону сразу, как только игла войдет в плату, а иглу в это время проворачиваем и не спеша снимаем с ножки. Все эти манипуляции проводим до той поры, пока все выводы микросхемы не будут освобождены от припоя. Если микросхема, с которой вы работаете, имеет загнутые выводы, то нужно первоначально расплавить припой и одновременно одеть на вывод иглу до упора. И тогда вывод выровняется. Для того, чтобы освободить вывод от припоя при помощи иглы, нужно приблизительно две секунды.
Когда вы выполните все выше описанное, со всеми ножками, то сможете легко извлечь микросхему, и даже не заметите, что она была припаяна. Могут быть такие случаи, что одна из ножек не выпускает микросхему, ну, все может быть. В таком случае нужно провести ее обработку паяльником и иглой еще раз.
Есть такие специалисты, которые используют при пайке микросхем технологию пайки с использованием медной оплетки от коаксиального провода. Эта технология тоже имеет право на жизнь, но у нее есть существенные минусы:
— нужно иметь уже хорошо «набитую» руку, то есть уметь хорошо
паять паяльником;
— иметь в своих инструментах и комплектующих оплетку. А она есть далеко не у всех;
— полностью удалить весь припой, которым припаяны выводы микросхемы.
А вот при использовании технологии пайки с иглой, припой остается на плате и тогда, чтобы запаять новую микросхему нужно только хорошо прогреть места пайки, при этом не добавлять новый припой.
Учимся
паять паяльником микросхемы в корпусе SOIC, что используются для поверхностного монтажа.Новый рынок, новые технологии, новые разработки, и на сегодняшний день очень часто стали использовать при изготовлении электронных приборов микросхемы в корпусе SOIC.
Прямое назначение данных микросхем – поверхностный монтаж на печатные платы. Иметь дело с такими микросхемами приходится людям, что занимаются ремонтом радиоаппаратуры. В этой же аппаратуре эти микросхемы нужно менять на новые. И что бы это сделать вам придется изначально выпаять эту микросхему, так, чтобы все ее печатные проводники, не были оторваны.
Ремонтируя светодиодную лампу по типу трубки, мне довелось выполнить замену вышедшей из строя в драйвере микросхему BP2808 в корпусе SOIC. Чтобы без проблем и препятствий выпаять микросхемы в корпусах, которые разработаны для пайки напрямую к контактной дорожке печатной платы, нужно использовать специальную паяльную станцию. Паяльная станция – это специальный инструмент, что применяется в радиотехнической промышленности.
Во время работы паяльной станцией место, которое нужно паять, нагревается горячим воздухом. В домашних условия поставить паяльную станцию не у всех есть возможность.
Но, можно обойтись и без паяльной станции, используя для выпаивания микросхемы отрезок тонкой стальной проволоки, имеющей на конце небольшой крючок. Отсюда вопрос: где взять такую проволочку? Все очень просто, вы можете ее сделать сами, используя для этого пружинку от шариковой ручки, просто выпрямите пружинку и у вас будет тонкая стальная проволока.
Используя крючок на проволоке, подцепите вывод микросхемы на печатной плате и немного натяните. Посмотрите где находится место пайки и прогрейте его жалом паяльника. Обратите внимание, паяльник должен быть малой мощности. В следствии нагрева места пайки, крючок пройдет между выводом и печатным проводником, вывод на небольшое расстояние отогнется вверх, и тогда между ним и печатным проводником останется зазор.
Все, что я только что описал, нужно будет сделать с каждым выводом, что имеется на микросхеме. В итоге вы получите полностью освободившуюся микросхему и все выходы останутся целыми. Это очень удобно, ведь бывает такое, что диагностика была не точной и причина поломки не в сгоревшей микросхеме, тогда вы в большом выигрыше. Ведь покупать новую микросхему не нужно будет, вы сможете обратно запаять ту, что вы выпаяли.
Когда вы полностью удалили микросхему из печатной платы, пройдитесь по ее проводникам жалом паяльника. Это нужно для того, что бы в местах пайки убрать или выровнять лишний припой. На место старой микросхемы прикладывается новая, места, где будет выполняться пайка обрабатываются Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются флюсом СКФ, а ножки нужно прогреть паяльником. При пайке таких микросхем используйте жало паяльника с шириной, которая будет меньшей, чем шаг между ножками микросхемы, что будет паяться. Что бы было лучше понятно, приведу пример: если шаг микросхемы 1,25 мм, то жало паяльника должно быть с шириной рабочей части не больше одного миллиметра.
Учимся паять транзисторы в корпусе DPAK (TO-252)
Часто бывает, такое, что тот или иной бытовой прибор перестал работать. Причина в том, что на его рабочей плате перегорел транзистор и его нужно заменить, но, что бы это сделать необходимо его выпаять из платы. Как же это сделать, и какие сложности могут возникнуть?
Транзистор к плате припаян всей своей металлической поверхностью, и припаян он прямо к фольге этой печатной платы. Именно по этой причине требуется соблюдение некоторой последовательности действий во время выпаивания транзистора из платы.
Мы уже с вами знаем, что первое, что нам нужно сделать – это выпаять выводы транзистора. Если вы на 100% уверены в том, что проблема в транзисторе, то не нужно изобретать велосипед, просто возьмите бокорезы и перекусите ножки транзистора. Если же у вас стоит задача выпаять транзистор, что бы потом его опять использовать, вам нужно нагреть паяльником до нужной температуры место, в котором запаяны выводы транзистора. Когда вы увидели, что припой становиться жидким, берите шило, оно должно быть у вас под руками, и аккуратно приподнимите ножку над платой.
Следующее, что нужно сделать, это взять на рабочую часть жала максимально больше припоя и приложить к плате там, откуда торчит металлическое основание транзистора. Примерно, через секунд пять, припой, которым припаян транзистор, начнет плавиться, и вы легко сможете удалить транзистор, используя для этого пинцет. Может случиться так, что с первого раза у вас не получится изъять транзистор, в таком случае повторите все действия еще раз.
Сняв транзистор, вы увидите оставшийся припой, что держал этот транзистор. Выровняйте место, где был запаян транзистор к плате, используя горячее жало паяльника. Толщина слоя припоя должна быть не больше 0,5 мм.
Что касается вопроса как запаять транзистор на плату. Тут нет никаких сложностей. Для этого установите транзистор на плату и запаяйте его выводы. Потом прижмите транзистор, прилагая усилие, в плате и одновременно с этим прогревайте его жалом паяльника со стороны, где находится выступ металлического основания, это как при выпаивании. Когда припой полностью расплавится, транзистор просядет, так как на него прилагается давление, а паяльник можно будет отложить в сторону. Если паять нужно транзисторы в корпусе TO-252, то используйте для пайки мощный паяльник — 40 Вт.
Учимся паять паяльником радиодетали с толстым выводом.
Идем дальше. Как же выпаять микросхему, что имеет толстые выводы, а это их толщина составляет больше чем 0,8 мм. Такая работа уже более сложная, медицинская иголка нам не поможет, ведь такой иголки с таким диаметром нет. Но, если кому то повезет, и он найдет трубочку из нержавеющей стали, что имеет тонкие стенки и необходимый диаметр, то вполне возможно применить технологию с иголкой, что расписана выше, но в качестве иголки будет использоваться нержавеющая трубочка.
Но, есть и такие микросхемы, в которых радиоэлементы, у которых выводы закрепляются специальной термопластичной пластмассой. Это, как правило, разъемы, катушки индуктивности, трансформаторы. Для работы с такими радиоэлементами во время выпаивания используйте специнструмент , что предназначен для отсоса припоя. Называется такой инструмент оловоотсос.
Оловоотсос – это ручной инструмент, что используется для отсасывания олова, а для пайки используется в качестве припоя именно олово. Внешне оловоотсос похож на трубку из металла с наконечником, который изготовлен из фторопласта. Внутрь трубки помещен подпружиненный поршень на штоке и спусковой механизм. Если сравнивать, на что похож этот инструмент, то это будет ручной насос, что используется для накачивания колес велосипеда. Когда сжимается пружинка, поршень инструмента автоматически опускается вниз. Нажав пусковую кнопку, вы освобождаете поршень, и тут срабатывает пружина, под действием которой поршень быстро перемещается вверх, и при этом затягивает через наконечник воздух. Когда вы поднесете оловоотсос к жидкому припою, то его вместе с воздухом затянет внутрь инструмента.
Если перед вами стоит задача вытащить вывод из припоя, то вам надо нагреть припой паяльником, и как только он станет жидким, оперативно надеть на вывод оловоотсос и, не медля жмите пусковую кнопку, при этом убрав с места пайки, жало паяльника. Весь жидкий припой будет удален. Если же вам не удалось это сделать с первого раза, то повторите эту процедуру.
Использовать отсос можно при выпаивании любой радиодетали, будь то резисторы, диоды или микросхемы. Но, технология с медицинской иглой намного проще и быстрее, там ничего повторно не нужно делать. Пользоваться отсосом при выпаивании радиодеталей сложнее, если они имеют изогнутые выводы.
Учимся паять паяльником конденсаторы на материнской плате компьютеров.
В каждом компьютере есть рабочие электронные платы. К неисправности таких плат приводят вздутые электрические конденсаторы. В некоторых случаях плата может работать, но нестабильно. Конденсаторы заменить вроде не сложно, но, несмотря на простоту замены, нужно понимать, это серьёзная и ответственная задача. А сложность вся состоит в том, что плата имеет очень «нежные» и тонкие токоведущие дорожки, они еще и узкие и если вы неаккуратно проведете жалом паяльника, то очень легко эти дорожки повредите, а вот восстановить их не всегда получается. Кроме этого на печатной плате есть много бескорпусных элементов, и по неаккуратности их можно совершенно случайно повредить или разрушить. Сами конденсаторы на плате очень часто устанавливаются рядами очень плотно, иногда они расположены между разъемами. Именно по этой причине их выпаивать сложно, не говоря уже за впаивание назад, ведь это еще сложнее.
Перед тем, как приступить к самому процессу пайки, необходимо провести все необходимые подготовительные работы. А именно:
— достаньте из материнской платы все карты;
— отсоедините все провода;
— зарисуйте, в какой последовательности вставлены разъемы проводников, что идут от кнопок и светодиодов, установлены в системный блок. Как правило, они обычно установлены без ключей, и если вы не зарисуете или не запомните, как они расположены, то потом потратите много времени на то, что бы разобраться, как все было подключено. (можно сделать фото данной платы на имеющийся телефон или фотоаппарат)
— открутите все винты, на которых закреплена плата к основанию системного блока;
— достаньте плату из корпуса.
Для паяльных работ материнской платы нужно брать мощный паяльник (40 Вт). Ведь электролитические конденсаторы массивные. Прежде, чем начать пайку, необходимо правильно заправить жало паяльника. В торце жало не должно быть шире 3 мм, и ни в коем случае на нем не должно быть острых углов. Такие меры предосторожности необходимы, чтобы при случайном соскальзывании жала, вы не повредили токоведущие дорожки материнской платы.
В процессе пайки паяльником у вас будут заняты руки, и что бы правильно удерживать материнскую плату, используйте для ее фиксации тиски или «третью руку». Это просто необходимо, чтобы в процессе пайки можно было контролировать плату с обеих сторон. Обратите внимание, зажимайте плату за край, на котором нет никаких элементов, но не сильно, и, подкладывая при этом картонные прокладки, чтобы не повредить плату.
Все подготовительные работы выполнены, можно переходить непосредственно к выпаиванию неработающего конденсатора. Держа одной рукой конденсатор, другой прикасаетесь паяльником к его выводу. На рабочей части жала должно быть достаточно припоя, чтобы он мог слиться с тем припоем, которым припаяна ножка конденсатора. Прогревая место пайки, конденсатор легонько нужно отводить в сторону, чтобы достать его ножку из отверстия. Сразу после того, как конденсатор начнет поддаваться, его ножку вытаскивать полностью не нужно, только до посадки ее в плате. Аналогичную процедуру нужно выполнить со второй ножкой конденсатора. А тогда возвращаемся к первой ножке и уже достаем ее полностью из платы. Если использовать такой способ, то за два три приема вы полностью выпаяете конденсатор из материнской платы.
Когда материнская плата выходит из строя, то это точно из строя вышел не один, а несколько конденсаторов. Все непригодные конденсаторы выпаивать нужно по выше описанной схеме, но по очереди. Если у вас вышло из строя два конденсатора, но они оба имеют разные номиналы, то, очень важно запомнить, какой из них, где стоял.
Далее нужно подготовить отверстия, в которые будут запаиваться новые конденсаторы. Для начала необходимо удалить из этих отверстий старый припой. Как правило, я это делаю за два захода (этапа). Это сначала нагреваю место пайки, а потом при помощи зубочистки делаю в нем углубление.
После этого, в образовавшиеся углубления нужно вставить иголку для шитя, диаметром 0,5 мм. Эту иголку я закрепляю в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Припой начинает плавиться, и в этот момент нужно проталкивать в отверстие иголку, не забывая ее постоянно проворачивать. Паяльник убираем в сторону, а иглу не прекращаем поворачивать и не спеша вынимаем ее. Таким образом, отверстия освобождаются от припоя и в них можно запаивать новые рабочие конденсаторы.
Если вы будете запаивать в плату конденсаторы, которые ранее уже были использованы, то нужно изначально подготовить их выводы, выровняв их и очистив от старого припоя. Если же это конденсатор, ранее не был использован, то его выводы нужно залудить, а вот если нужно укорачивать их, то это лучше всего сделать уже после запаивания конденсатора. Когда вы на плату устанавливаете конденсатор, то нужно учитывать его полярность. У конденсатора минусовой вывод отмечается, как правило, белой полоской сбоку на его корпусе, а на материнской плате отмечен белым сектором, или как дополнение на плате может быть специальная контактная площадка в виде квадрата. Еще может такое быть, что расстояние отверстий конденсатора и расстояние тех отверстий, что на плате не соответствуют. Чтобы не возникло проблем при пайке, следует заранее сформировать ножки конденсатора, ведь за счет того, что на материнской плате размещено еще много других деталей, это сделать не очень легко и не всегда удается с первого взгляда.
С легкостью можно сформировать ножки в том случае, если вставить его в отверстия ножками со стороны запайки выводов деталей. Таким образом, вам будет легче попасть ножками конденсатора в отверстия печатной платы, при его установке.
Учимся удалять оставшийся флюс с печатной платы по завершению пайки.
Что бы вам было легче паять конденсатор, то до того, как вы приступите к процессу пайки, обработайте его ножки специальным флюсом СКФ. Когда закончите паять, необходимо тщательно убрать с платы лишнюю канифоль.
Чтобы удалить лишнюю канифоль, необходимо взять любую кисточку и смочить ее в спирте. Потом этой кисточкой необходимо водить по месту на плате, где осталась застывшая канифоль, до той поры, пока канифоль не растворится.
Потом, стоит взять кусочек чистой ткани, она должна быть не синтетической, и положить ее на место растворившейся канифоли, потом провести кисточкой по самой ткани. Всю канифоль впитает в себя ткань, а плата останется чистой.
Ну, вот в принципе и все. Можно проверять работоспособность платы. А для этого вам нужно будет ее вставить в системный блок.
Учимся паять паяльником детали из стали и железа.
Пайка паяльником стальных и железных деталей, используя для этого мягкий припой, не особо отличается от пайки медных деталей или деталей из ее сплава. Разница здесь только в используемом флюсе. Ведь канифоль в такой пайке не используют, а используют хлористо-цинковый флюс.
Давайте попробуем на примере разобраться, как же паять железо. Вот, у нас есть лист кровельного железа, что уже проржавел и имеет глубокую коррозию.
Запомните! Самое главное, что вам нужно сделать, чтобы пайка получилась качественной, это правильно подготовить поверхность, на которой эта пайка будет проводиться. Что же для этого нужно сделать? Первое, это удалить всю ржавчину, используя для этого наждачную бумагу или щетку по металлу. Этот лист, может быть, покрыть маслом или консервантом. Такое делают для того, чтобы предотвратить его коррозию. Если у вас именно такой лист, то перед тем, как проводить пайку, его нужно очистить от жира. Для этого возьмите старую тряпочку и смочите е бензином. А затем протрите тщательно лист металла. Еще избавиться от жира на металлическом листе, можно используя для этого обычное моющее средство для посуды.
Если поверхность готова, тщательно очищена, то теперь нужно выполнить процесс лужения. Может быть такое, что вся ржавчина не удалилась, есть глубоки вкрапления, ничего страшного в этом нет если она занимает не больше одного процента площади от всего листа. Она не повлияет практически на процесс лужения.
На эту заранее подготовленную поверхность металлического листа, используя кисточку, тонким слоем наносим хлористо-цинковый флюс.
Уже через пять минут, вы покроете ржавую поверхность листа, при помощи паяльника необходимым слоем припоя и лист больше ржаветь не будет.
Не всегда под рукой есть кислотный флюс, но это не беда, ведь мы легко можем его заменить аспирином. Аспирин – это универсальный флюс, который всегда есть в аптечке каждого, если не в основной в доме, то в автомобильной аптечке точно найдется.
Как же это делается? Все очень просто, насыпьте вместо кислотного флюса раскрошенную таблетку аспирина, а дальше уже выполняем лужение при помощи паяльника. Припой растекается так же хорошо, как и при использовании кислотного флюса для лужения.
К детали железной или стальной, если она хорошо залужена, вам легко будет припаять любой провод, будь то он из меди или латуни. Он будет держаться на этом листе крепко, и будет обеспечиваться очень надежный электрический контакт.
Учимся паять трубки, радиаторы, радиаторы, теплообменники.
Если говорить о мастерах, то им часто приходится иметь дело с устранением течи, а это может быть или жидкость или газ, в металлических трубках, радиаторах и теплообменниках газовых колонок, холодильников, автомобилей или в других приборах, где они есть. В основном трубки бывают медные, латунные, железные, это может быть и нержавеющая сталь. Поэтому справиться с течью в таких трубах вам помогут паяльник и свинцово-оловянный припой ПОС-61, используя выше приведенную технологию.
Но, так как радиатор или теплообменник являются объемными и в них есть наличие жидкости, то технология их пайки имеет некоторые особенности, что отличают ее от обычной пайки.
Учимся ремонтировать железный кузов автомобиля методом пайки
В те времена, когда на дорогах ездило больше советских автомобилей, чем сейчас, очень сильно спасала технология пайки паяльником железа при коррозии кузова автомобиля. Когда появляется ржавчина, то первое что приходится делать, это зачищать ее и наносить новое лакокрасочное покрытие, но, со временем эта ржавчина все равно «вылезет» наружу. А вот если место, где появилась ржавчина хорошо подготовить, потом пройтись по нему паяльником, нанеся небольшой слой припоя, то это место больше ржаветь не будет никогда.
Часто приходилось хозяевам автомобилей паять сквозные дыры в порогах или в зоне колесных арок машины. Перед тем, как приступить к пайке, необходимо зачистить аккуратно поверхность вокруг образовавшейся дырки, диаметром приблизительно в сантиметр, а потом залудить эту поверхность припоем. Потом вам необходимо вырезать из картона выкройку по размерам необходимой вам заплатки. После чего по выкройке вырезаете заплатку из латуни. Ее толщина должна быть от 0,2-0,3 мм. Ту часть заплатки, что будет припаиваться необходимо залудить толстым слоем припоя. Может быть такое, что заплатке необходимо придать какую-то форму, если это так, то придаем ей нужную форму, а потом прикладываем ее на дырку в кузове автомобиля, и хорошенько прогреваем ее мощным паяльником. Отлично подойдет паяльник на 100 Ват. Прогревать необходимо по шву. Далее шпаклюем, грунтуем, красим и кузов вашего автомобиля словно новый. И еще большой плюс такого ремонта в том, что это место больше никогда не пустить ржавчину.
Часто задаваемые вопросы про Паяльники
Как паять латунь паяльником
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Латунь — это сплав меди и цинка, благодаря которому припой легко прилипает к материалам, изготовленным из этого металла. Трубки и фитинги из латуни припаяны свинцово-оловянным припоем, как и бытовая сантехника. Фитинги отформованы с помощью скользящих соединений, поэтому их можно быстро подсоединить к трубам. Вот руководство по пайке латунных фитингов:
Необходимые материалы
- Флюс
- Припой
- Пинцет
- Металлический напильник
- Детали из латуни
- Абразивная подушечка или наждачная бумага зернистостью 120
- Паяльник
Процедура
Выберите подходящий припой для проекта
Дано различные типы припоя, вам нужно выбрать подходящий для пайка латунной фурнитуры.Мягкий припой идеален, так как он имеет низкую температуру плавления. точка. Это также предпочтительно, потому что высокие температуры вызывают Чтобы материалы стали мягкими и обесцвечивались, этот процесс называется отжигом.
Подготовьте рабочее пространство
Вы необходимо иметь безопасное рабочее место для процесса. Таким образом, вам необходимо удалите с поверхности любые легковоспламеняющиеся материалы и сохраните пространство хорошо вентилируемый. Небольшой вентилятор может пригодиться, чтобы сдувать пары. Вы также можете создать барьер для пламени, используя два огненных кирпича, которые также действуют как отражатели, отражающие тепло от горелки.
Осмотрите детали и очистите их
Проверить подходят ли латунные детали друг к другу. В противном случае может потребоваться изменение формы. с помощью напильника или режущего инструмента, чтобы убедиться, что детали подходят друг к другу. Затем, поднимите их на несколько дюймов от источника света, чтобы увидеть, есть ли зазоры между кусками. Затем очистите детали абразивным диском или Наждачная бумага зернистостью 120. Правильная подготовка трубы обеспечивает припой плотно прилегает к поверхности.
Зажмите детали
Удерживать кусочки с помощью зажима, так как они станут горячими, когда вы продолжите использовать паяльник.Вы также можете использовать тяжелые металлические предметы, чтобы удерживать предметы, если вы не размещаете их слишком близко к стыку.
Ad
Нужна паяльная станция получше?Нанесите флюс
Применить флюс на внешней части трубы и внутри латунного фитинга используя небольшую кисть. В качестве альтернативы можно использовать тонкую проволоку, чтобы нанести флюс в качестве кисть может растекать слишком много флюса. Затем наденьте фитинг на трубу. и поверните его в правильную ориентацию.
Пайка фитингов
Старт нагрев стыка пропановой горелкой до тех пор, пока флюс не достигнет точка кипения. Так как достичь той же температуры при в то же время вы должны убедиться, что время, потраченное на каждую деталь, является такой же, как и его масса. Например, при пайке толстого куска металла вы , вероятно, потратите больше времени, чем при нагревании тонких трубок.
Однажды детали достигают идеальной температуры, флюс выделяет дым и почернеть.Уберите источник тепла и быстро нанесите припой вокруг трубу, когда она просачивается в стык. Это потому, что только металл остается достаточно горячим, чтобы расплавить припой в течение нескольких секунд.
Тогда, припаяйте другой стык, как только первый стык затвердеет и позволит перед тем, как прикасаться к фитингу, необходимо охладиться в течение 10-20 минут. Далее промыть фитинг под проточной водой, чтобы избавиться от лишнего флюса. Высушите и очистите лишний припой.
Дополнительные советы
- Обеспечить детали подходят друг к другу: припой — это только связующее.Таким образом, вы должен обеспечить правильное соединение соединяемых частей. Они должны иметь одинаковую площадь поверхности, чтобы припой мог соединяться с ними успешно. Припой не будет таким прочным, если в деталях будут зазоры. между ними
- Очистите детали перед пайкой: Прочность сцепления зависит от состояния поверхностей. Грязь имеет примеси, влияющие на прочность связи. Таким образом, вам необходимо тщательно очистите детали перед пайкой
- Нагрейте частей, а не припоя: хотя процесс включает использование припоя для соединения частей, это не означает пайку связующего.Вместо этого части нагревают до тех пор, пока не достигнут точки плавления припоя. В припой должен стекать к нагретому объекту и в его швы через капиллярное действие
- Крепко удерживайте детали при пайке: убедитесь, что детали надежно удерживаются при пайке, чтобы припой образовывал прочное соединение
Amazon.com: Mansum Кожаное паяльное жало Латунное паяльное жало, чтобы обжечь край Украшение DIY
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- Материал: чистая латунь
- Размер: S (одиночный) / 1 мм / 1,5 мм / 2 мм / 3 мм / 3,5 мм / 4 мм / 5 мм / 7 мм / 9 мм
- Диаметр круглого хвостовика со вставной головкой — в зависимости от модели вашего утюга, грубая шлифовка. Если что-то тонкое, или используйте длинные винты
- 1x чистый латунный кожаный паяльный наконечник
Пайка для начинающих | CLFinescale
Руководство по пайке для начинающих
ОБРАТИТЕ ВНИМАНИЕ — эта статья ранее была опубликована в виде «Листа данных» на старом сайте dweb.Он был написан некоторое время назад г-ном Брайаном Льюисом, когда он был владельцем C&L
SOLDERS AND SOLDERING
Health & Safety Notice
Электроэнергия, утюг, сырые кислоты и свинец не совсем удобны для пользователя. После работы со свинцовым продуктом необходимо мыть руки. Некоторые люди считают, что пары фосфорной кислоты сильно раздражают нос и легкие. Вдыхание паров кадмия связано с раком горла. Со всеми продуктами следует обращаться с уважением и по возможности использовать в хорошо вентилируемых помещениях.Если вам не повезло получить ожог, охладите пораженное место холодной водой. Есть коммерческий продукт, аэрозоль под названием «Бернез», который полезно иметь при себе. Для защиты от инфекции наложите стерильный пластырь или повязку. Если вы пролили флюс на кожу, промойте его большим количеством воды. На небольшие ожоги можно подействовать антисептическими кремами собственного производства. В случае сомнений обратитесь за медицинской помощью. Многие считают пайку «черным искусством». Если у вас возникли проблемы, если «шарики и шипы» часто посещают ваши паяные работы, читайте дальше.Проще говоря, успешная пайка достигается за счет сочетания пяти основных элементов:
1. Паяльник достаточной мощности.
2. Немного подходящего размера.
3. Правильный флюс.
4. Правильный припой.
5. Очистите металлы, подлежащие пайке.
Игнорируйте любое из вышеперечисленных, и вы рискуете создать «сухие» стыки, которые не выдержат.
Паяльники
Вряд ли вам понадобится что-то меньшее, чем 25-ваттный утюг.Это идеально подходит для электропроводки, а также для добавления деталей к ранее паяным работам. Для обычной пайки идеально подойдет утюг мощностью 50-75 Вт. Оба должны быть куплены с набором бит. Имейте в виду, что мощность утюга не является показателем того, как быстро он достигнет рабочей температуры или как быстро он восполнит тепло, теряющееся на кончике утюга при использовании. Эти факторы варьируются от производителя к производителю. У одного есть ряд утюгов мощностью 150-200 Вт, которые в высшей степени подходят для больших паяльных работ.Однако для достижения рабочей температуры им требуется более 25 минут. Это не проблема, если вы знаете характеристики каждого используемого утюга.
Паяльные станции с регулируемой температурой
Они превосходны, особенно цифровые, но, пожалуйста, проверьте температурный диапазон любой модели, которую вы хотите приобрести. Для некоторых моделей минимальная достижимая температура составляет 150 ° C. Вам действительно нужна температура, которая опускается до 80 ° C (имейте в виду, что точность цифровых показаний будет плюс-минус 6 ° C).Еще есть место для пайки пламенем и «кухонный фонарик» — крошечный паяльный фонарь с маленьким карандашным пламенем, используемый поварами для карамелизации сахара и т. Д., Полезен. Некоторые большие латунные отливки действуют как теплоотводы, и их бывает трудно нагреть в достаточной степени, чтобы припой потек. Для этого идеально подойдет небольшая газовая паяльная лампа. Устройства для пайки сопротивлением полезны, но, конечно, не обязательны.
Паяльники не включаются и не выключаются. Они постоянно выделяют тепло.Наконечник поглощает это и, когда он не используется, рассеивает это тепло в окружающий воздух. Таким образом, когда он не используется, происходит постепенное повышение температуры выше, чем обычно используется в процессе пайки. Это увеличивает вероятность коррозии наконечника. Человеческая природа такова, что мы все включаем утюг и оставляем его там, пока находимся на рабочем месте. В идеальном мире, если вы не пользуетесь утюгом, скажем, 10-15 минут, его следует очистить и выключить.
Биты для паяльника
Назначение насадки паяльника — накапливать тепло и передавать его через жало на изделие, подлежащее пайке.Биты всегда имеют твердый медный сердечник. Комбинация тепла, активных припоев и выщелачивания меди некоторыми припоями устранит это за короткое время. Итак, чтобы защитить медь, на биты обычно наносят гальваническое покрытие из железа, а затем из никеля. В этом случае ствол, но не наконечник, часто покрывается хромом. Целью этого последнего покрытия является сохранение концентрации припоя на наконечнике.
Если отпилить покрытие наконечника, срок службы сверла значительно сократится.Бывают случаи, когда требуется наконечник определенного размера или формы. Обязательно адаптируйте насадку к вашим требованиям, но перед этим сверьтесь с каталогом производителя. Большинство из них предложат как минимум полдюжины переменных, и одна из них может удовлетворить ваши потребности.
Хорошая пайка зависит от быстрой передачи тепла от нагревательного элемента к рабочим поверхностям. Фактором мониторинга, контролирующим это, является размер наконечника, который вы используете. Когда он касается рабочих поверхностей, температура наконечника снижается, так как тепло распространяется на работу.Вот почему, когда вы используете слишком маломощный утюг с, возможно, слишком маленьким диаметром долота, припой сначала плавится, но они снова частично затвердевают. Хорошая пайка в этих условиях затруднена. Чем больше наконечник, тем больше тепла будет передано. Поэтому при выборе долота всегда выбирайте ту, у которой самый большой диаметр наконечника, с которым вы можете работать.
Обработка новых бит
Примите на веру, что то, как вы обращаетесь с новым сверлом в первые несколько минут после включения утюга, оказывает значительное влияние на последующий срок службы и производительность.Большинство людей включают и ждут, пока утюг достигнет рабочей температуры, прежде чем приступать к лужению. Во многих случаях это уже слишком поздно — тепло покрыло сверло трудно удаляемым оксидным слоем. Вместо этого окуните коронку в краску 188 Solder и протрите ею поверхность тряпкой. А теперь включи. Он будет плеваться и дымиться, но когда он достигнет нормальной рабочей температуры, его следует залудить и приготовить к использованию. Если он не полностью залужен, выполните процедуру, описанную ниже, начиная с параграфа 2.
Лужить утюг и содержать его в чистоте
Припой не потечет с грязным утюгом. Остатки флюса и окисленный свинец из припоя покрывают наконечник в форме, известной как «clag». Это должно быть удалено, но это можно свести к минимуму с помощью чистых методов работы. Итак, вот несколько домашних правил.
1. C1040 — Краска Carr’s 188 Solder Paint — идеальное средство для очистки наконечников. Просто погрузите наконечник в емкость. Имейте в виду, что некоторые биты с железным покрытием бывает трудно лужить — припой просто падает шариками.Вы должны проявить настойчивость — они со временем «сезон». Однако см. Пункт 4. Ниже описано решение этой проблемы.
2. После того, как вы сделали пайку, окуните кончик сверла в смесь воды и очистителя-обезжиривателя в соотношении 50/50, затем протрите губкой, смоченной той же смесью. Это то, о чем вы, вероятно, никогда не слышали, и люди не захотят рассказывать вам об этом из-за возможных опасностей поражения электрическим током при погружении в воду чего-либо, подключенного к сети.Так что это всего лишь наконечник, и не более того, что вы окунаете в жидкость. Смесь воды и спирта сама по себе является флюсом, но действует настолько мягко, что недостаточно активна для обычного использования. Однако это делает его идеальным средством для чистки наконечников.
3. Если насадка действительно грязная, протрите ее медной мочалкой для посуды. Его можно приобрести в хозяйственных магазинах, иногда под торговым названием «Златовласка». NB. Он должен быть изготовлен из латуни — стальные мочалки с латунным покрытием не подходят. Альтернативой является щетка для замши из латунной проволоки.
4. Остерегайтесь чистящих средств для наконечников. Они имеют свойство разъедать бит. Однако недавно мы изменили состав нашей паяльной краски 188 градусов. Наша цель состояла в том, чтобы улучшить его, добавив соединения, снижающие температуру плавления флюса. Но есть дополнительный бонус в том, что наша краска Solder теперь является отличным очистителем наконечников — особенно для новых или трудно поддающихся олову битов. Просто промойте смесью вода / очиститель-обезжириватель, окуните ее в краску Solder и сотрите излишки скребком для посуды. Теперь ваша насадка должна быть чистой, луженой и готовой к использованию.
5. Очистите утюг и залудите его непосредственно перед выключением.
Припои
То, что мы называем «припоем», на самом деле является «мягким припоем», обычно имеющим температуру плавления ниже 400 ° C. Выше этой температуры они обычно известны как «припои». Пайка включает соединение металлов путем добавления присадочного металла, который расплавляется и свободно течет при температуре ниже температуры соединяемых металлов. Припой можно просто «заполнить и приклеить» — это все равно, что склеивать два куска стекла силиконовым клеем, когда стекло и силикон остаются отдельными материалами.Или он может «сплавиться» — так же, как полистироловый цемент будет легировать Plastikard. Процесс легирования способствует «смачиванию» и «текучести», двум характеристикам, которые мы рассмотрим позже. Получение оптимальной степени легирования — довольно точная наука — слишком много — и металлы могут разрушиться. Цинковые сплавы — латунь, бронза
, фосфористая бронза, нейзильбер и т. Д. Могут страдать от «обесцинкования». (Эти металлы также будут сплавляться с припоями, содержащими сурьму, с образованием хрупких соединений.) Однако вы вряд ли найдете припои и флюсы, вызывающие такие проблемы, если вы будете придерживаться продуктов Carr, которые специально созданы для любителей.
Припои, которые мы используем, в основном состоят из сплавов олова и свинца с добавлением небольшого количества серебра, сурьмы, кадмия и висмута. Они подробно описаны в BS 219: 1977. Бессвинцовые припои почти полностью состоят из олова с добавлением небольшого количества меди или серебра. Припои обычно доступны в виде проволоки, прутка и пасты. В форме проволоки на него часто наносят «сердцевину» из флюса на основе смолы или кислоты. Если вы пойдете в обычную торговую точку и попросите катушку с припоем, вам, вероятно, предложат сплав 60/40, причем 60/40 — это 60% олова и 40% свинца.Он начинает плавиться при 183 ° C и полностью расплавляется при температуре около 188 ° C. Эта узкая полоса (переход плавления) важна, поскольку не способствует аккуратной работе, если полурасплавленные «лужи» готовятся! Они специально разработаны для пайки электрических соединений. Разработчики моделей редко используют это и отдают предпочтение припоям, специально предназначенным для конкретного использования. Припои имеют важное вторичное назначение, так как они способствуют передаче тепла от наконечника к изделию. «Сухие» утюги не будут проводить тепло так же хорошо, как луженые.
Припои — палочка, проволока, краска или крем — что использовать?
Это область, где индивидуальный вкус преобладает над чистой физикой. Для некоторых элементов, например, для припоя 70 ° C, выбора нет. Он производится только в виде паяльной трубки. С другими у вас есть выбор. Припой 145 ° C доступен в виде стержня, проволоки и кремового цвета. В качестве общего ориентира соотнесите шрифт с произведением. Если у вас есть довольно большие предметы для пайки, возможно, там, где вам понадобится большой утюг или, возможно, нагреватель пламенем, вам следует использовать стержневые или проволочные припои.Кремы — очевидный выбор для деликатной работы и всего, что связано с электроникой. Если вы собираете комплекты из травленой латуни, кремы могут быть вашим первым выбором. Хотя они могут показаться более дорогими, микронасадка позволяет наносить небольшое количество. Таким образом, работа становится более аккуратной, и вам не нужно тратить время на соскабливание излишков припоя.
Флюсы
Некоторые общие моменты:
1. Они удаляют оксиды с соединяемых металлов и предотвращают повторное окисление в процессе пайки.Это необходимо для того, чтобы расплавленный припой растекся по детали и склеил ее.
2. Они не очищают грязь, масла и жиры, сопротивление травлению и т. Д. Для этого вы должны использовать очиститель-обезжириватель и / или кондиционер для поверхностей.
3. Они отводят тепло в соединяемую область. Передача тепла может быть проблемой. Поэкспериментируйте с сухим утюгом, без флюса и наконечником, нанесенным только на одну поверхность. Коснитесь другой поверхности кусочком припоя. Посмотрите, сколько требуется дополнительного тепла — тепла, которое вполне может разрушить хрупкие электронные детали или отпаять близлежащие стыки, которые были паяны ранее.Теперь попробуйте с луженым железом, флюсовыми швами и теплом, приложенным к обеим поверхностям. Разница существенная.
4. Флюсы «текут» между двумя соединяемыми деталями за счет капиллярного действия. Что еще более важно, расплавленный припой будет «следовать» за этим флюсом в соединение. Припой также «следует за теплом» утюга. Но припой не хочет течь там, где нет флюса.
Запомните эти факты, поскольку их понимание и использование — ключ к успешной пайке Флюсы — это химические соединения, в основе которых лежит хлорид цинка, фосфорная, бромистоводородная и соляная кислоты.Их обычно называют «активными флюсами», а остатки процесса пайки вызывают коррозию. Флюсы на основе смол оставляют твердые отложения, которые, как говорят, защищают соединение. По этой причине они широко используются для электрических соединений. Водорастворимые органические флюсы и порошковые припои, содержащие их, оставляют остатки, которые можно удалить теплой водой.
Никогда не полагайтесь только на флюс, содержащийся в порошковом припое, за исключением, возможно, работы с печатными платами. Всегда используйте отдельный флюс. Пожалуйста, поймите и примите тот факт, что, хотя легирование действительно способствует смачиванию и текучести, именно активные элементы флюсов удаляют поверхностное окисление, что является абсолютной предпосылкой для успешной пайки.
Мы настоятельно рекомендуем избегать любых пастообразных флюсов. Есть сомнения, что можно полностью удалить остатки пастообразного флюса, и все мы видели снятие лакокрасочного покрытия с локомотивов — иногда спустя годы после того, как они были окрашены. Пастообразный флюс неизменно используется на обычной домашней сантехнике, поэтому, если вам нужно убедить вас, посмотрите на коррозию на некоторых из ваших капиллярных стыков.
Ассортимент Carr включает широкий выбор припоев и флюсов. Все они специально выбраны для моделистов, а некоторые специально разработаны с учетом наших требований.По этой причине вы можете уверенно пользоваться нашими продуктами. Некоторые относятся к одному процессу, а другие отлично справляются с несколькими задачами. По этой причине вы увидите несколько продуктов, предлагаемых для конкретной задачи. Все зависит от выбора — и, конечно же, от того, что у вас под рукой…
Предварительная обработка
Важно понимать, что флюсы не устраняют необходимости в основной подготовке поверхности. Этот безупречно выглядящий кусок протравленной латуни или нейзильбера, который вы только что вынули из упаковки, окислен, покрыт травильным резистом и, вероятно, тоже жирный.(Даже смазка с пальцев помешает процессу пайки). Так что основная очистка все равно должна быть проведена. Полная обработка звучит сложно, но ее можно выполнить не намного больше времени, чем требуется, чтобы прочитать следующий абзац. Вот что ты делаешь.
Возьмите кусочки металла и смажьте их кондиционером для поверхностей. Хорошо промыть водой и высушить. Смажьте щеткой Cleaner Degreaser и вытрите насухо. Наконец, обработайте кистью Yellow Label Flux. Нет необходимости сушить; просто удалить излишки будет нормально.Остаток способствует «смачиванию». Это способность припоя тонко растекаться, что обеспечивает более чистую работу и более прочные соединения. (Припой сам по себе имеет небольшую прочность. Как показывает опыт, самые тонкие соединения также являются самыми прочными. Эта обработка должна быть всем, что вам нужно сделать. Однако, если металлы ржавые, корродированные или, возможно, окрашены, необходимо выполнить некоторую физическую очистку Щетка из стекловолокна идеально подходит для этой цели, но помните, что частицы стекловолокна сильно раздражают вашу кожу, поэтому рекомендуется надевать латексные перчатки.В качестве альтернативы вы всегда можете использовать абразивный резиновый блок — подходит тот тип, который используется в качестве очистителя гусениц. Обязательно удалите частицы стекловолокна или резины перед пайкой.
Чего вам, конечно, не следует делать, так это поддаваться искушению использовать тепло в течение более длительного периода, чтобы «сжечь» грязь и жир. Он просто не работает и может не только исказить работу, но и отжечь и таким образом изменить физические свойства металла. К сожалению, в то время это может не быть очевидным, но позже проявится в виде неисправных суставов.
Как паять латунь | Мир железных дорог
Советы, подсказки и руководства по пайке латуни, печатных плат, плат Vero и процессорных плат.
У нас есть полезные галереи изображений, а также ссылки на сторонних экспертов.
Но сначала немного о нашем видеоканале.
Как сделать жидкий флюсОдна из самых важных вещей, которые вам нужно припаять, — это хороший флюс. Под изображением слева находится видео, в котором показано, как можно сделать недорогой жидкий флюс, которому нет равных.К видео
Если вы работаете с латунными моделями, я рекомендую вам использовать модуль для пайки сопротивлением. Их дорого купить, но они недороги и просты в изготовлении. У меня есть полные инструкции по его изготовлению в DIY Resistance Solderer.
Я настоятельно рекомендую вам посмотреть это видео о пайке сопротивлением. Это, безусловно, лучшее видео по пайке латунных моделей, которое я когда-либо видел. Ссылка откроется в новой вкладке. Руководство по резистивной пайке.
И обязательно прочтите страницу о том, как сделать свой собственный припой сопротивлением. Это на
Начните с галереи изображений, демонстрирующих некоторые методы пайки. Они скопированы из книги Саймона Болтона «Строительные модели железнодорожных локомотивов».
Как модельный железнодорожник, который строит с нуля не только латунные двигатели, я использую эту книгу как справочник не только для пайки, но и для применения его методов обработки латуни в моем текущем проекте. Я рекомендую это, потому что вы действительно должны это иметь.Вы можете купить это онлайн.
А вот отличные уроки по пайке от сторонних производителей.
Пайка деталей с фототравлением —
Von Stetina Artworks — серия видеороликов, демонстрирующих ваши возможности.
Как припаять магнитный провод —
Как почистить паяльное жало —
Как лужить паяльное жало —
Как паять разными наконечниками —
Как паять модели железных дорог —
Мягкий припой — звено
Паста для чистки и чистки наконечников —
Кисть для полировки —
Все о пайке мелких деталей для масштабных моделей и изготовлении крупномасштабных латунных деталей и принадлежностей.
Информация на этой странице предназначена для изготовления масштабных моделей железнодорожной техники — двигателей, вагонов и комплектующих.
Прежде чем вы перейдете к множеству видеороликов, содержащих отличную информацию, есть несколько основных идей, которые, на мой взгляд, очень важно обсудить.
Для начала посмотрите на припой, который должен быть у вас под рукой. У вас должен быть припой с температурой плавления 140 ° C, 180 ° C. И 240 ° С. Кроме того, как вы видите на видео, вам пригодится припой хорошего вкуса.
Припой 180 °, вероятно, наиболее часто используется с припоем 100 ° и 40 °, когда вам нужно выполнить соединение и вы не хотите разрушить другое соединение поблизости.
Некоторые разработчики моделей используют только припой 240 °, но используют специальный флюс, называемый космическим пространством. Он сделан в Польше и очень популярен среди польских производителей моделей из латуни. Более подробная информация об этом находится по этой ссылке.
Ваш выбор зажимов для пайки очень разнообразен. Люди на производственных линиях китайских заводов по производству латунных двигателей часто использовали свои собственные самодельные паяльники.Они почти похожи на дубинки. Они обладают высокой теплоемкостью и очень быстро передают тепло. Стыки гладкие и прочные.
Западные моделисты рекомендуют всевозможные паяльники. Посмотрите видео, чтобы определить свои предпочтения. Я предпочитаю старомодный электрический блок с большим платным наконечником, который быстро передает тепло.
Первые видеоролики на этой странице очень подробно показывают, что нужно делать, чтобы быстро и легко сделать лучшие суставы. Первый особенно важен при демонстрации использования паяльной пасты.
Используйте правильный припой — Обычный электрический припой не подходит для детальной работы. Это показывает вам, что использовать. И купите по этой ссылке.
Паяльная паста — немецкий поставщик паяльной пасты и других материалов.
А вот несколько видеороликов, показывающих технику пайки.
Чтобы оставаться в курсе, подпишитесь.
Как стричь тонкий лист из латуни и никелированного серебра.
Латунная пайка Как сделать масштабную модель IB-пучка с помощью паяльных паст
Пайка модели железной дороги — припой №1.mp4
Пайка фототравленных деталей для начинающих — Great Guide
Пайка модели железной дороги # 2 провода шины
Пайка модели железной дороги # 4 Лягушки переключателя
Пайка модели железной дороги № 5 Латунные ворота
Пайка модели железной дороги № 6 Латунные вагоны и Locos
Модель железной дороги Пайка # 7 603 LED
Как установить латунные поручни на локомотив — Часть 1
Модель из латуни в масштабе, стойка для обслуживания двигателя
Scratch Построение латунной модели железной дороги в масштабе HO — 50-тонный уголь Фэрбенкс Морзе Станция
Основы пайки для электропроводки модели железной дороги
Узнайте, как паять за 5 минут.. Все, что вам нужно знать о базовом… | пользователя S Shyam | Shyam Cortex
Пайка — один из важнейших навыков, необходимых для работы в мире электроники.
Пайка и электроника идут рука об руку, как соль и перец. И хотя можно изучать и создавать электронику без необходимости брать паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир.
- Я считаю, что пайка должна быть в арсенале каждого.
В этом посте мы остановимся на основах пайки сквозных отверстий, также известных как пайка со сквозными отверстиями (PTH) , обсудим инструменты , необходимые для , рассмотрим методы для правильной пайки и дадим Вы, , несколько советов и уловок, которые сделают починку любого элемента электроники простым делом .
Этот пост предназначен как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к паяльнику или хотите немного освежиться, в этом посте каждый найдет что-то для себя.
- Хорошая техника пайки не сложна и на самом деле невероятно проста. Чтобы овладеть искусством пайки, не нужны годы и годы практики. Вам просто нужны подходящие инструменты и знание очень простых методов. Качественная пайка — это несложно, и каждый может справиться с ней за несколько попыток.
На самом деле плохо паять очень сложно. 🙂
«Искусство — это там, где работа встречается с любовью».
Припой, словом , можно использовать двумя разными способами.
- Припой как существительное относится к сплаву (веществу, состоящему из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках.
- Припой, как глагол, означает соединение двух металлических частей.
Итак, паяем припоем!
Сплавы свинца и олова обычно использовались в прошлом и до сих пор доступны. Бессвинцовые припои находят все более широкое применение из-за негативного воздействия свинца на здоровье и окружающую среду.
Паяльная проволока разной толщины доступна для ручной пайки и с сердечниками, содержащими флюс.
Припой состоял в основном из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как свинцовый припой. Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств.
К сожалению, свинец также является очень полезным металлом из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
• Бессвинцовый припой очень похож на свой свинцовый аналог, за исключением того, что, как указано в названии, он не содержит свинца.
• Но у бессвинцового припоя есть недостаток: он имеет кристаллическую поверхность и не имеет зеркальной поверхности, в отличие от свинцового припоя. Таким образом, свинцовый припой все еще существует для получения надлежащего зеркального покрытия, а температура плавления припоя лучше, когда присутствует свинец.
Как паять стерлинговое серебро с латунью
Благодаря своему холодному блеску и привлекательному блеску серебро прекрасно дополняет солнечный золотистый оттенок латуни.Оба металла обычно используются в ювелирных изделиях, а также в различных декоративных и функциональных предметах. Хотя латунь значительно менее ценится, чем стерлинговое серебро, нет никаких правил, запрещающих комбинировать два металла в одном проекте. Фактически, это может привести к удивительно красивому творению. Используя правильный припой и оборудование, можно комбинировать серебро с латунью в любом из ваших проектов на основе металла.
Поместите детали из стерлингового серебра и латуни, которые вы собираетесь паять, в теплый травильный раствор.Обратите внимание, что травление — это кислотный раствор, используемый для очистки металла до и после пайки. Перелейте рассол в электрическую мультиварку, поставив на слабую температуру, чтобы раствор оставался теплым. Погрузите серебряные и латунные кусочки в рассол на 5–10 минут. Вынуть из маринада металлические кусочки и тщательно высушить полотенцем.
Расположите детали из стерлингового серебра и латуни таким образом, чтобы они были постоянно соединены припоем. При необходимости используйте зажимы, прищепки или веревку, чтобы удерживать кусочки стерлингового серебра и латуни на месте.
Выберите пастообразный припой, подходящий для цветных металлов. Цветные металлы не содержат железа, в том числе серебра и латуни. Имейте в виду, что эти припои создают соединения серебристого цвета. Выберите пасту для припоя, содержащую флюс. Флюс — это вещество на основе буры, которое помогает припою легко течь.
Нанесите пасту припой на части металлических деталей, которые вы хотите соединить. Используйте кисть, чтобы распределить пасту припоя там, где вы хотите. Некоторые пасты для припоев выпускаются в простых в использовании шприцах.
Вставьте паяльник в розетку. Дайте ему нагреться в течение нескольких минут.
Расположите кончик паяльника напротив пастообразного припоя. Медленно нагрейте припой, пока он не расплавится. При необходимости используйте наконечник паяльника, чтобы протянуть припой вдоль швов. Обратите внимание, сколько припоя вам нужно и как вы его распределите, зависит от природы и размера создаваемого вами объекта. Например, если вы соединяете серебряное звено цепи с латунным, вам нужно будет только нагреть небольшое количество припоя; если вы соединяете длинный серебряный прямоугольник с латунным, вам может потребоваться провести линию припоя вдоль стыка двух прямоугольников.
Оттяните паяльник от припоя после того, как он расплавится. Отключите паяльник. Дайте припою застыть и остыть.
Еще раз погрузите соединенные кусочки серебра и латуни в травильный раствор, чтобы очистить их. Дайте им впитаться от пяти до 10 минут. Снимите их, промойте в прохладной воде и вытрите полотенцем.
Узнайте, как быстро паять — печатная плата, провода, демонтаж
Понимание того, как паять электронику, является одним из самых фундаментальных навыков, которые вы должны знать, будь то работа с платами микроконтроллеров (E.грамм. Arduino), построив схему или даже просто установив соединение между электронными компонентами. Что еще лучше в обучении пайке, так это то, что благодаря практическому опыту это приносит гораздо больше удовлетворения и приносит удовольствие.
Таким образом, в сегодняшнем руководстве мы предоставим вам пошаговое руководство о том, как вы можете начать пайку. Мы рассмотрим следующее содержание:
- Введение в пайку
- Паяльные инструменты, которые вам понадобятся для начала работы
- Как использовать паяльник
- Как припаять печатные платы
- Как припаять провода
- Как отпаять
Прежде чем мы начнем, давайте разберемся немного больше о пайке и о том, что это такое на самом деле.Что ж, пайка — это, по сути, процесс, при котором вы устанавливаете соединение между электронными компонентами, позволяя электрическому току течь от одного проводника к другому.
При пайке металлические провода нагреваются паяльником с последующим нанесением припоя на стык. Припой действует как клей, при плавлении он течет по соединяемым металлам, а затем устанавливает соединение между ними.
Какие паяльные инструменты вам понадобятся для начала работы?К счастью, когда дело доходит до обучения пайке, для начала работы не требуется много инструментов.Мы просто укажем несколько абсолютно необходимых инструментов, которые вам понадобятся.
- Если вы новичок в пайке и не хотите покупать все необходимые инструменты по отдельности, вы можете рассмотреть наш Стартовый пакет для пайки, в котором есть все, что вам нужно!
1.
ПаяльникВо-первых, паяльник. Паяльник используется для нагрева металлических проводов для плавления, чтобы можно было установить электрические соединения. Являясь одним из самых важных инструментов, используемых при пайке, он может варьироваться в зависимости от предпочтений пользователя; Паяльный карандаш, паяльные станции и т. Д.
При выборе подходящего паяльника следует учитывать следующие факторы:
- Мощность ; В зависимости от мощности вашего паяльника, он будет определять доступную мощность. Мы рекомендуем паяльники мощностью 40-60 Вт для предотвращения потери тепла и плохих паяных соединений, которые присутствуют в паяльниках малой мощности (20-30 Вт).
- Типы паяльников: Есть несколько типов паяльников. , чаще всего это карандаши для пайки и паяльные станции.
- Карандаши для пайки дешевле и полезны для простых паяльных работ своими руками, но не позволяют контролировать температуру паяльного жала.
- Паяльные станции — это электростанции с прикрепленным к ним карандашом, что позволяет для контроля желаемой температуры.Несмотря на то, что он более дорогой, он обеспечивает более высокую точность пайки.
- Жала паяльника: Присутствующий в самом конце большинства паяльников, известный как жало. Поставляется во многих вариациях, каждый из которых имеет свои особые преимущества, выбор одного из них зависит от цели использования
- Конический наконечник — это наконечник с заостренным концом, более подходящий для требований высокоточной пайки
- Долотообразный наконечник — это наконечник с широким плоским концом наконечник, более подходящий для пайки более крупных компонентов
Компания Seeed предлагает на ваше рассмотрение следующие паяльники.
Мини-паяльник — стандарт США (Shape-BC2)
Маленький, портативный, легкий, с регулируемой температурой — это мини-паяльник. Благодаря поддержке температуры от 100 до 400 градусов Цельсия и встроенному STM32 этот паяльник также поддерживает различные режимы (спящий режим, режим предупреждения).
Его функции включают в себя:
- Портативный и легкий. Больше удобства для пайки.
- Простое регулирование температуры
- Спящий режим
- Режим оповещения, когда на экране появляется «предупреждение», когда температура превышает 400 ℃.
- Жала паяльника сменные.
- Программное обеспечение можно переписывать и программировать.
- Адаптер питания принимает входное напряжение 100–240 В.
Доступны различные паяльные жала:
Слева направо:
2. Латунь или обычная губкаДалее вам понадобится латунь или обычная губка. Целью использования любого из них является поддержание чистоты жала паяльника за счет удаления образующихся окислов.Важно, чтобы не образовалось окисление, так как оно сделает жало паяльника черным.
Вы можете использовать латунь или обычную губку, но мы настоятельно рекомендуем использовать латунь в качестве:
- Обычная губка может сократить срок службы паяльника из-за расширения и сжатия
- Даже намочив губку, она повлияет на температуру жала паяльника при протирании
Ну а дальше в этом списке стоит подставка для паяльника.Это может показаться простым, но это полезная пайка, которую необходимо иметь. Вместо того, чтобы класть паяльник на стол при использовании, которое представляет опасность пожара из-за его высокотемпературного наконечника, как насчет того, чтобы поставить его на подставку, которая поможет предотвратить это!
Подставка для паяльника доступна в Seeed:Мини-подставка для паяльника с губкой
Эта мини-подставка для паяльника всего за 0,90 доллара США позволяет не только разместить паяльник, но и прилагаемая пена означает, что вы также можете чистить жало во время использования!
4.ПрипойПерейдем к тому, что вам обязательно понадобится при пайке, а именно к припою. Припой — это, по сути, материал из металлического сплава, обернутый вокруг цилиндра, который используется рядом с паяльником для установления соединения между электронными компонентами.
Наиболее часто используемый тип припоя состоит из сплава олова и меди из-за проблем со здоровьем, возникающих при использовании припоя сердечника из этилированной канифоли.
ПРИМЕЧАНИЕ. Обратите внимание, что вы можете встретить другой тип припоя, называемый припоем с кислотным сердечником.Этот вид припоя используется для сантехники и не подходит для ваших электронных компонентов и схем.
5. Защитное оборудованиеИ, наконец, самое необходимое для пайки — предохранительное оборудование. Что ж, когда паяльники нагреваются до температуры, которая может привести к ожогам или повреждениям, обеспечение защиты с помощью защитного оборудования является абсолютно необходимым.
Такое защитное оборудование относится к:
- Защитные очки (например, очки) для предотвращения случайных брызг горячего припоя
- Вытяжной вентилятор для предотвращения попадания вредного дыма припоя в глаза / легкие (рекомендуется, если вы работаете в плохо вентилируемом помещении)
Как и в духовке перед использованием, вы должны сначала «нагреть» паяльник перед любым использованием.Этот процесс называется лужением, благодаря которому вы можете не только улучшить теплоотдачу, но и защитить жало паяльника. Вот как это можно сделать:
- Шаг 1: Убедитесь, что выбранное вами паяльное жало плотно закреплено на месте
- Шаг 2: Включите паяльник и дайте ему нагреться, мы рекомендуем установить температуру около 400 градусов, если вы используете паяльная станция или станция с регулируемой температурой
- Шаг 3: Протрите жало губкой или латунью для очистки
- Шаг 4: С одной стороны держите паяльник, а с другой держите припой.Теперь приступайте к контакту кончика паяльника с припоем и убедитесь, что припой расплавился
У вас есть все необходимое для пайки? А пока, чего вы ждали, давайте рассмотрим краткое руководство о том, как припаять светодиод на печатную плату.
Что вам понадобится:- Шаг 1: Вставьте выводы светодиода в отверстия на печатной плате, переверните и согните выводы наружу под углом 45 футов.
- Шаг 2: Включите паяльник и коснитесь кончика паяльника. к медной контактной площадке и проводу светодиода
- Удерживайте паяльник на месте в течение 3-4 секунд, чтобы обеспечить надлежащий нагрев контактной площадки и проводника
- Шаг 3: Продолжайте удерживать паяльник на медная площадка и светодиодный провод.Теперь поднесите припой и прикоснитесь припоем к стыку
- Убедитесь, что вы не прикасаетесь припоем непосредственно к наконечнику паяльника
- Шаг 4: Теперь снимите паяльник и дайте припою остыть. выкл естественно. После этого отрежьте лишние светодиоды.
Ваша печатная плата должна выглядеть примерно так после выполнения вышеуказанных шагов:
Как спаять провода вместе за 5 простых шаговТеперь, когда вы поняли, как припаять светодиод к монтажной плате, пришло время для нашего следующего руководства — Как спаять провода вместе.Для этого урока рекомендуется использовать руки для пайки или зажимные приспособления, чтобы было проще.
- Шаг 1: Удалите изоляцию с обоих концов проводов, которые вы паяете вместе.
- Шаг 2: Нагрейте паяльник и, когда он полностью нагреется, коснитесь наконечником одного конца провода. Подержите там 3-4 секунды.
- Шаг 3: Как только конец провода будет полностью покрыт, повторите шаги 1 и 2 для другого провода
- Шаг 4: Теперь соедините две луженые проволоки вместе, поместите их друг на друга и коснитесь это с наконечником паяльника
- Шаг 5: Снимите паяльник и дайте припою остыть естественным образом
После выполнения вышеуказанных шагов ваши провода должны выглядеть примерно так:
Как распаять за 4 простых шагаТеперь, когда мы узнали, как паять как светодиод на печатной плате, так и провода, мы перейдем к последнему руководству для сегодняшней публикации; Демонтаж.