Как правильно подключить инвертор — плюсом на электрод или минусом
Как правильно подключить инвертор — плюсом на электрод или минусомМногие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?
Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.
При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Поделиться в соцсетях
Как правильно подключить сварочный аппарат в доме
Смотрите также обзоры и статьи:
Сварка различных металлических конструкций в доме и на даче, например, чтобы поставить шпалеру для винограда или же укрепить часть забора, — довольно частое занятие домашних мастеров, особенно в летний период. Для таких целей чаще всего они используют всем привычный инверторный сварочный аппарат.
Для таких целей чаще всего они используют всем привычный инверторный сварочный аппарат.
И вроде, казалось бы, в чем проблема, но она все же существует, поскольку в обычном частном доме электропроводка может быть не готова к подключению такой техники, пусть и даже самой маломощной. Так, например, в среднем бытовой сварочный аппарат «тянет» около 5 киловатт электрической энергии в час, чего для обычной проводки откровенно многовато.
От электрического щитка к сварочнику в первую очередь можно установить отдельную розетку, которая не будет контактировать с прочими в сети вашего частного дома. Кроме этого, такой метод поможет снизить количество винтовых и зажимных соединений, в которых теряется часть энергии, от распределительного щитка через общую систему.
Кроме этого, такой метод поможет снизить количество винтовых и зажимных соединений, в которых теряется часть энергии, от распределительного щитка через общую систему.
Для этого стоит пустить розетку непосредственно от самого распределительного щитка прямо к сварочному аппарату. В первую очередь стоит приобрести розетку с силой тока минимум на 16 ампер, поскольку розетки с меньшей силой тока (на 6 или 10 ампер) быстро выходят из эксплуатации и даже могут привести к короткому замыканию в цепи.

Есть еще один существенный нюанс: при установке такой розетки на деревянной стене, что часто бывает в загородных домах, потребуется делать специальную прокладку из асбеста и жестяной пластины. Это необходимо на случай, если розетка при работе сварочного аппарата перегреется, что в свою очередь может привести к пожару. Подключение розетки
При подключении розетки стоит учитывать, что, имея номинал по силе тока в 16 ампер, она способна корректно обеспечивать работу сварочного аппарата с силой выходного тока до 160 ампер и не более. В целом такой величины для сварочника в частном доме вполне достаточно.
Что касается автомата для подключения, он также должен соответствовать номиналу розетки и быть 16-амперным. Для подключения розетки используйте медный кабель с покрытием поливинилхлоридом типа ВВГнг с диаметром сечения жилы около 2,5 квадратных миллиметров. Он не поддерживает горение и практически не дымится. Можно использовать для его прокладки специальную гофру.
Конечно, в самом крайнем случае, можно проигнорировать требования электробезопасности и попробовать подключить сварочник просто к обычной розетке в доме.
Поэтому нужно выбрать самую мощную розетку в доме, ограничить выходной ток на сварочном аппарате в пределах до 80 ампер и производить работы кратковременно и точечно. Резать металла в таком случае также лучше угловой шлифовальной машинкой, а не лишний раз нагружая сварочник.
Выводы по статьеЧтобы избежать проблем в сети напряжения, не допустить перегрузки и выхода из строя автоматов, есть несколько весьма действенных методов, например, электрощит использовать для подключения отдельной розетки. Также можно выбрать самую мощную розетку в доме, ограничить выходной ток на сварочном аппарате в пределах до 80 ампер и производить работы кратковременно и точечно.
Опубликовано: 2020-10-06 Обновлено: 2021-08-30
Автор: Магазин Electronoff
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Подключение сварочного инверторного полуавтомата на 380 — Полуавтоматическая сварка — MIG/MAG
Если фаза работает с землёй, то счётчик не мотает))в данной ситуации не мотает только однофазный счетчик и то при не правильном подключении
ноль при перекошенной нагрузке на фазы (при трех фазной сети )или просто под нагрузкой (при однофазной сети )имеет потенциал отличный от нуля ,а заземление -это и есть абсолютный нольА чем ноль отличается от земли?
Вообще приобрел себе сварочный полуавтомат на 380, у него 4 провода.в зависимости от конструктивных особенностей аппарата могут быть два варианта :в инструкции написанно, что подключать надо 3 фазы и землю.
 в инструкции написанно, что подключать надо 3 фазы и землю.
в инструкции написанно, что подключать надо 3 фазы и землю.1) есть аппараты в которых к четвертому проводу подключен ноль с цепей управления (то есть в цепи управления используется трансформатор с первичкой на 220в ,или пускатель с обмоткой на 220вольт ),таким аппаратам ноль необходим для работы
2)а есть аппараты которым ноль для работы не нужен ,а четвертый провод подключен непосредственно к металлическому корпусу аппарата и предназначен для заземления аппарата через устройство защитного отключения (узо) для предотвращения поражения электрическим током ,в случае пробоя изоляции в аппарате
так что если вы подключите аппарат только к трем фазам ,а четвертый провод останется не подключенным и аппарат заработает ,значит четвертый провод это сугубо ваша безопасность (то есть второй вариант )
Если отсутствует УЗО, то обычно ставят перемычки между нолём землёй и тогда разницы нет.перемычка может стоять и с узо и узо прекрасно работать ,только она должна стоять до узо

так называемое защитное зануление (когда ноль и земля соединены вместе )
serega_miha, перечитал название темы
если аппарат инверторный то скорее всего четвертый провод это именно заземление корпуса ,
не знаю как в трех фазниках ,а в однофазниках между землей и фазой и между землей и нулем обычно стоят небольшие кондеры ,и если не заземлить корпус то на нем висит половинка сетевого напряжения (то есть 110в )(так же как и в блоке питания от компьютера )
Сварочный инвертор и силовая сеть
При выборе сварочного инвертора возникает вопрос, на какой максимальный сварочный ток его следует выбирать. Неопытный сварщик часто хочет получить инвертор с максимально возможным током в 200-250А, но при этом не учитывает особенностей эксплуатации таких приборов.
Выбор инвертора конечно в основном определяется областью его применения, но важным также является вопрос, где и к какой силовой сети будет подключен инвертор.
Рассмотрим подробнее режим ручной сварки ММА с питанием инвертора от стандартной однофазной сети 220 вольт. Бытовая сеть 220 вольт рассчитана на ток нагрузки до 16 ампер. На этот максимальный ток рассчитаны подводящие провода, вилки, розетки и автоматы защиты сети.
Если мы планируем подключить инвертор к такой сети, то максимальную мощность, которую инвертор от нее получит, будет Pmax= 220V * 16A = 3520 ватт. Учитывая КПД инвертора (в среднем 85%) можно посчитать мощность, которую инвертор отдаст в сварочную дугу Pдуги= 3520 ватт * 0,85 = 2992 ватт.
Для устойчивого горения дуги напряжение на ней инвертор поддерживает около 30 вольт. Отсюда и получается, что максимальный ток в дуге будет не более Imax = 2992W / 30 V = 99,7 ампер.
При таком токе сваривать можно электродами диаметром не более 3 мм. Если же мы хотим получить больший сварочный ток и работать с электродами диаметром 4 и 5 мм. то стандартная бытовая сеть может не выдержать такой нагрузки.
Посмотрим, каким требованиям должна отвечать сеть, чтобы обеспечить ток в дуге 160 ампер, необходимый для 4 мм. электрода.
электрода.
Мощность в дуге для тока 160 ампер составит Pдуги= 30V * 160A = 4800 ватт. От сети, с учетом КПД, инвертор должен получить Pmax= 4800W / 0,85 = 5647 ватт. При этом он будет потреблять Imax= 5647W / 220V = 25,67 ампер.
При таких нагрузках вся проводка в сети должна быть выполнена проводом не менее 4 кв.мм, сетевые розетки и вилки должны быть рассчитаны на ток не менее 25 ампер, автомат защиты сети на ток 32 ампера.
Для обеспечения безотказной работы инвертора сварщик должен убедиться, что во всех точках, где планируется подключить инвертор и работать с током до 160 ампер, выполняются эти требования к сети.
При необходимости работать со сварочными токами более 160 ампер и электродами диаметром более 4 мм. необходимо выбирать сварочные инверторы с питанием от 3-х фазной сети, которая допускает значительно большие нагрузки.
Так для сварочного тока 200 ампер мощность, потребляемая инвертором, составит 7059 ватт, а линейный ток в трехфазной сети 220/380 вольт составит всего 10,7 ампер. Однако при этом придется прокладывать 3-х фазную сеть на все рабочие места, где планируется выполнять сварочные работы.
Однако при этом придется прокладывать 3-х фазную сеть на все рабочие места, где планируется выполнять сварочные работы.
Выбор инвертора и максимального тока сварки должен быть согласован с типом сварки. Неоправданно высокие требования к величине тока сварки и желание обеспечить большой запас по току приводят только к лишним затратам.
Стоимость мощного инвертора большая, он будет потреблять больше электроэнергии даже при равных токах с менее мощным. Для мощного инвертора может потребоваться заново проложить силовую сеть.
Мощный инвертор более тяжел при переноске, а также дорог в ремонте и обслуживании.
Часто возникает необходимость убедиться в работоспособности нового инвертора, или инвертора полученного из ремонта. Лучше всего это сделать, моделируя режим сварки подключением к инвертору балластной нагрузки. Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
При проведении таких испытаний для подключения к силовой сети должен использоваться штатный сетевой кабель инвертора, без каких либо сетевых удлинителей. При больших токах на удлинителе может падать значительное напряжение и испытания дадут неверный результат.
ВНИМАНИЕ! Статья охраняется авторским правом. Копирование, размножение, распространение, перепечатка (целиком или частично), или иное использование материала без письменного разрешения автора не допускается. Любое нарушение прав автора будет преследоваться на основе российского и международного законодательства. Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 info@z-master.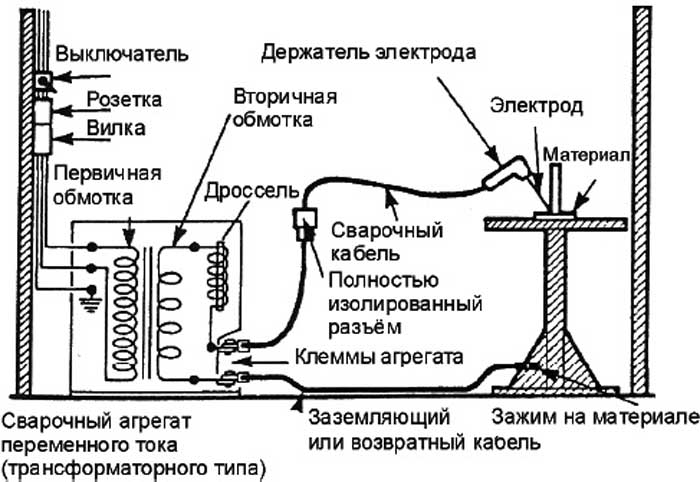 ru www.z-master.ru
ru www.z-master.ru
Подключение сварочного инвертора, как подключить сварочный инвертор
Подготовка сварочного инвертора к работе начинается с проверки возможностей соединения его с внешним источником питания. Подключение сварочного инвертора
Современная проводка и приборы (розетки и вилки) рассчитываются на ток в 16А. Суммарная потребляемая мощность потребителей может превышать это значение, она ограничивается мощностью автоматического предохранительного устройства, или простым предохранителем, известным, как пробка. До того, как подключить сварочный инвертор необходимо убедится, что входная мощность сварочного инвертора не вырубит предохранитель домашней сети. Одно из преимуществ сварочных устройств состоит в наличие нескольких видов защит. В случае перегруза сети (сильная просадка напряжения), автоматика отключит инвертор по низкому напряжению. Подобная ситуация может случиться при низком входном напряжении сети, и при малом сечении проводки, сопротивление которой понизит напряжение при возникновении нагрузки в виде сварочного тока. Как подключить сварочный инвертор, если параметры сети в доме или на даче не позволяют это выполнить, разберем в следующем разделе. Убедившись в соответствии проводки в доме и предохранительного автомата параметрам предполагаемого режима сварки, можно соединить инвертор с внешней сетью и начать пробную сварку. Не следует подключаться к сети, если вместо предохранителя установлен «жучок» с неизвестными параметрами. Если есть возможность, то полезно проконтролировать просадку напряжения в сети при зажигании дуги.
До того, как подключить сварочный инвертор необходимо убедится, что входная мощность сварочного инвертора не вырубит предохранитель домашней сети. Одно из преимуществ сварочных устройств состоит в наличие нескольких видов защит. В случае перегруза сети (сильная просадка напряжения), автоматика отключит инвертор по низкому напряжению. Подобная ситуация может случиться при низком входном напряжении сети, и при малом сечении проводки, сопротивление которой понизит напряжение при возникновении нагрузки в виде сварочного тока. Как подключить сварочный инвертор, если параметры сети в доме или на даче не позволяют это выполнить, разберем в следующем разделе. Убедившись в соответствии проводки в доме и предохранительного автомата параметрам предполагаемого режима сварки, можно соединить инвертор с внешней сетью и начать пробную сварку. Не следует подключаться к сети, если вместо предохранителя установлен «жучок» с неизвестными параметрами. Если есть возможность, то полезно проконтролировать просадку напряжения в сети при зажигании дуги.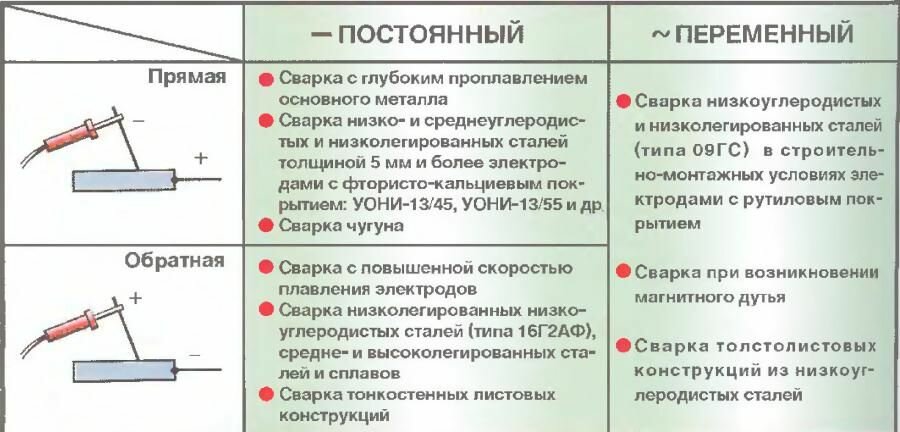 Большая просадка говорит о малом сечении питающего провода.
Большая просадка говорит о малом сечении питающего провода.
Подключение сварочного инвертора к независимому источнику электроэнергии не составляет труда, достаточно убедится в соответствии мощностей двух электроприборов. В случае использования дополнительного кабеля (переноски) достаточно убедится в соответствии параметров кабеля, вилки и розетки в соответствии пор току. Считается достаточным для бытовых сварочных инверторов кабеля с минимальным сечением 2,5мм2. Это дает возможность варить током до 150А, а подобные режимы с электродом до 4мм не наблюдаются. Запас мощности проводов заведомо достаточный.
Таким образом, в случае, когда сварка от сети недоступна, следует воспользоваться бензиновым или дизельным генератором на 220в.
Читайте также
Подключение сварочного аппарата — Electricdom.ru
Сварочный аппарат – это преобразователь напряжения и тока, которые необходимы для получения дуги между электродом и металлом. Производители сварочных аппаратов стараются создать как можно лучшие условия специалисту при его работе.
Производители сварочных аппаратов стараются создать как можно лучшие условия специалисту при его работе.
Прежде всего, в работе играет играет роль диапазон сварочного тока (образно говоря, мощность аппарата). Для сварки заборов, решеток и др. конструкций достаточно электрода до 4 мм, и сварочный ток в этом случае будет колебатьсяв пределах 180-220 А. Также играет роль Ux.x. (напряжение холостого хода), чем оно выше, тем легче зажечь дугу. Обычно оно составляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги, что удобно. Если в аппарате существует функция выпрямления сварочного тока, то шов будет качественнее и ровнее.
У сварочного аппарата есть ручка для регулировки тока (у трансформатора регулируется сердечник), ток уменьшается или увеличивается. На вторичной обмотке сварочного трансформатора меньше
витков чем на первичной, это необходимо для увеличения тока.
При подключении сварочного аппарата необходимо посмотреть, на какое напряжение он рассчитан, если и на 220 В и на 380 В, надо переключить соответствующий переключатель.
Для подключения сварочного аппарата на 220В в сеть 380В необходимо подключить к питающему автомату один провод на фазу, другой на нейтраль, третий провод подключить к защитному нулевому проводнику для защиты корпуса. Для подключения бытового сварочного аппарата на 380 В к автомату (необходимо убедиться, что автомат по номинальному току достаточен для работы сварочного аппарата) подключить питающие концы к любым двум фазам, а также подключить третий провод к защитному нулевому проводнику для защиты корпуса. Если не видно, где вход, а где выход сварочного трансформатора — толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Сварочный аппарат Nordika 3200
Сварочный трансформатор NORDIKA 3200 предназначен для ручной дуговой сварки переменным током низкоуглеродистых и низколегированных сталей. Аппарат оборудован вентилятором и защитой от перегрева, укомплектован кабелями, электрододержателем, клеммой заземления, маской, щеткой и молоточком. Производитель фирма TELWIN.
Производитель фирма TELWIN.
Характеристики:
Напряжение питания, 220-380 В
Потребляемая мощность, 3,5 кВт
Максимальный потребляемый ток, 16 А
Напряжение холостого хода, 48 В
Сварочный ток, 55-190 А
Диаметр электродов, 2-4 мм
Вес, 20 кг
Габариты, 650х325х425 мм
На сердечнике, сделанном из трансформаторной стали, размещены две обмотки — первичная и вторичная. В аппаратах такого типа одна обмотка закреплена статично, а вторая передвигается относительно первой по сердечнику. Именно этим перемещением и осуществляется регулировка силы тока.
Чтобы определить допустимую мощность сварочного аппарата для определенной электропроводки, нужно напряжение сети умножить на максимальное значение тока, указанное на автомате вводного щитка.
При увеличении тока (сварочного) на вторичной обмотке трансформатора уменьшается напряжение, мощность должна оставаться одной и той же (свойство трансформатора).
Можно ли подключать инверторную сварку к генератору Sкат?
Можно ли подключить к генераторной установке инверторный сварочный аппарат? Теоретически – почему бы нет? Если разобраться подробнее при расчете нагрузки следует учесть несколько важных моментов. Инверторный сварочный аппарат в своей конструкции имеет много конденсаторов, катушек и электронных схем и для генераторной установки является реактивным потребителем с реальным коэффициентом мощности (COS φ) ~ 0,7. Полная мощность рассчитывается как активная мощность, заявленная производителем и указанная в ТХ, деленная на коэффициент мощности (COS φ).
Инверторный сварочный аппарат в своей конструкции имеет много конденсаторов, катушек и электронных схем и для генераторной установки является реактивным потребителем с реальным коэффициентом мощности (COS φ) ~ 0,7. Полная мощность рассчитывается как активная мощность, заявленная производителем и указанная в ТХ, деленная на коэффициент мощности (COS φ).
Для примера подберем генераторы к инверторным сварочным аппаратам Arco максимальным сварочным током 160А, 200А, 300А.
160 А – сила сварочного тока, которой достаточно только для работы электродом максимальным диаметром 4,0 мм. Максимальная активная потребляемая мощность такого аппарата 3,8 кВт. Соответственно, полная мощность генераторной установки с учетом коэффициента 0,7 составит 5,0-5,5 кВт. Учитывая рекомендованный запас ~ 20 %, мощность генераторной установки должна быть не ниже 6 кВт .
200 А – аппарат позволит Вам производить сварочные работы электродом диаметром до 5 мм. Максимальная активная потребляемая мощность составляет 4,8 кВт. При подсчете полной мощности получаем – 7,0 кВт. Мощность генераторной установки при подключении такого инвертора с учетом 20% запаса должна быть не меньше 8,0-8,5 кВт.
Максимальная активная потребляемая мощность составляет 4,8 кВт. При подсчете полной мощности получаем – 7,0 кВт. Мощность генераторной установки при подключении такого инвертора с учетом 20% запаса должна быть не меньше 8,0-8,5 кВт.
300 А – аппарат серьезный, питается от трехфазной сети и даст возможность варить электродом диаметром до 6 мм. Потребляемая мощность с учетом коэффициента составит 12,5 кВт трехфазного тока. Генераторная установка для подключения сварочного аппарата с такой силой тока должна быть трехфазная и мощностью не менее 15 кВт.
А если приобрести сварочный инвертор мощностью 250А, но не использовать его на полную мощность? Можно ли в таком случае подсоединить его к генератору меньшей мощности? Совет: не рискуйте. Только специалист электромеханик сможет определить, на каком сварочном токе, сколько ватт потребляет аппарат.
Следует учесть опции сварочных инверторных аппаратов. Такие функции как «антизалипание» и «горячий старт» кратковременно потребуют, хоть немного, но дополнительной мощности.
На основании выше изложенного можно сделать вывод:
Чтобы сохранить ресурс генератора SKAT® попросту не навредить ему, серьезней подойдите к выбору. Внимательно отнеситесь к подбору источника энергии для аппарата. Проверьте все технические параметры, обращая внимание на такие показатели, как максимальная потребляемая мощность и коэффициент мощности. Обязательно оставьте 20% запас по мощности для генератора.
Без особых опасений можно подключить сварочный аппарат с силой тока 140-160 А к бензиновым генераторам SKAT®: УГБ-6000, УГБ-6000 Basic, УГБ-6000Е, УГБ-6000Т Basic, УГБ-6000EТ/ 6 кВт, УГБ-6000Е/AВТО, УГБ-7000, УГБ-7000Е, УГБ-7000Е/АВТО, УГБ-7500, УГБ-7500Е, УГБ-7500 Basic, УГБ-7500Е/АВТО, УГБ-7500ЕТ/7,5кВт, УГБ-8000Е, УГБ-11500Е,
к дизельным генераторам SKAT® УГД-6000E, УГД-6000ЕТ, УГД-6000ЕК, УГД-10000E, УГД-10000ЕТ
или обратите ваше внимание на сварочные генераторы торговой марки SKAT УГСБ-2800/120И, УГСБ-4000/190, УГСБ-4000/200И, УГСБ-5000/230Е где специально учтены все параметры.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.2.2.5 Хотя полярность влияет на проникновение и скорости выгорания электродное покрытие также имеет сильное влияние на характеристики дуги. Характеристики индивидуальных электродов будет обсуждаться в успешных уроках. 2.2.3 Электрод Держатель — Электрододержатель подключается к сварочному кабелю и направляет сварочный ток к электроду. Изолированная ручка используется для направления электрода. над сварным швом и подать электрод над сварным швом и введите электрод в сварной шов. лужу по мере ее употребления.Держатели электродов доступны в разных размерах. и имеют рейтинг их пропускная способность по току. 2.2.4 Земля Зажим — Зажим заземления используется для подключения кабеля заземления к работе. кусок. Может быть подключен напрямую
к работе или к столу или приспособлению, на котором работа
позиционируется. Быть частью
сварочной цепи, зажим заземления должен выдерживать
сварочный ток без перегрева
из-за электрического сопротивления.2.2.5
Сварка
Кабели —
Кабель электрода и кабель заземления являются важными частями
сварочный контур. Они должны
быть очень гибкими и иметь прочную термостойкую изоляцию.
Подключения на держателе электрода,
зажим заземления, а на клеммах источника питания должны быть припаяны
или хорошо обжат, чтобы обеспечить низкое электрическое сопротивление. Поперечный
площадь кабеля
должен быть достаточного размера, чтобы выдерживать сварочный ток с минимальным напряжением.
уронить.Увеличение
длина кабеля требует увеличения диаметра кабеля для уменьшения сопротивления
и падение напряжения. Таблица в
На рис. 4 показан рекомендуемый кабель американского калибра проводов (AWG).
размер для различных сварочных токов и длины кабеля.
Общая длина кабеля (провод заземления плюс
Вывод электрода) вверх
до 50 футов.
кусок. Может быть подключен напрямую
к работе или к столу или приспособлению, на котором работа
позиционируется. Быть частью
сварочной цепи, зажим заземления должен выдерживать
сварочный ток без перегрева
из-за электрического сопротивления.2.2.5
Сварка
Кабели —
Кабель электрода и кабель заземления являются важными частями
сварочный контур. Они должны
быть очень гибкими и иметь прочную термостойкую изоляцию.
Подключения на держателе электрода,
зажим заземления, а на клеммах источника питания должны быть припаяны
или хорошо обжат, чтобы обеспечить низкое электрическое сопротивление. Поперечный
площадь кабеля
должен быть достаточного размера, чтобы выдерживать сварочный ток с минимальным напряжением.
уронить.Увеличение
длина кабеля требует увеличения диаметра кабеля для уменьшения сопротивления
и падение напряжения. Таблица в
На рис. 4 показан рекомендуемый кабель американского калибра проводов (AWG).
размер для различных сварочных токов и длины кабеля.
Общая длина кабеля (провод заземления плюс
Вывод электрода) вверх
до 50 футов. до
100 футов до
250 футов. До
500 футов кабеля
Напряжение Кабель
Напряжение Кабель
Напряжение Кабель
Размер напряжения
Размер капли
Размер капли
Размер капли
Падение 20
к 180 # 3
1.8 # 2
2.9 # 1
5.7 # 0
9,1 180
От 30 до 250 ампер
# 2 1.8
# 1 2.5
# 0 5.0
# 0 9.9
200 Ампер 60
к 375 # 0
1.7 # 0
3.0 # 00
5.9 # 000
9,3 300
Ампер 80
до 500 # 00
1.8 # 000
2.5 # 0000
5.0 # 0000
9,9 400
Ампер от 100 до 600
# 00 2.0
# 0000 2.5
… …
… 500
Напряжение тока ампер
Указанные капли не включают падения, вызванные плохим подключением, держателем электрода,
или рабочий металл Сварка
Диапазон услуг
(Амперы) Напряжение
Падение Фигурное
На РИСУНКЕ
4 2.2,6
Покрытый
Электроды —
В экранированных электродах используются различные типы покрытых электродов.
металлическая дуговая сварка. Электроды
используемые для сварки низкоуглеродистых или углеродистых сталей существенно отличаются от
те, которые используются для сварки низколегированных сплавов
и нержавеющие стали.
до
100 футов до
250 футов. До
500 футов кабеля
Напряжение Кабель
Напряжение Кабель
Напряжение Кабель
Размер напряжения
Размер капли
Размер капли
Размер капли
Падение 20
к 180 # 3
1.8 # 2
2.9 # 1
5.7 # 0
9,1 180
От 30 до 250 ампер
# 2 1.8
# 1 2.5
# 0 5.0
# 0 9.9
200 Ампер 60
к 375 # 0
1.7 # 0
3.0 # 00
5.9 # 000
9,3 300
Ампер 80
до 500 # 00
1.8 # 000
2.5 # 0000
5.0 # 0000
9,9 400
Ампер от 100 до 600
# 00 2.0
# 0000 2.5
… …
… 500
Напряжение тока ампер
Указанные капли не включают падения, вызванные плохим подключением, держателем электрода,
или рабочий металл Сварка
Диапазон услуг
(Амперы) Напряжение
Падение Фигурное
На РИСУНКЕ
4 2.2,6
Покрытый
Электроды —
В экранированных электродах используются различные типы покрытых электродов.
металлическая дуговая сварка. Электроды
используемые для сварки низкоуглеродистых или углеродистых сталей существенно отличаются от
те, которые используются для сварки низколегированных сплавов
и нержавеющие стали. Подробная информация о конкретных типах будет
рассматривается в последующих уроках.
Подробная информация о конкретных типах будет
рассматривается в последующих уроках.Рабочие соединения
При дуговой сварке дуга возникает от электрода к заготовке. Для этого необходим плавный поток электричества, замыкающий электрическую цепь, следовательно, необходимы хорошие электрические соединения.Не только хорошие соединения рабочих кабелей, которые часто неправильно называют заземлением, влияют на сварочную дугу и качество готового шва, но и правильные соединения рабочих кабелей важны для сведения к минимуму опасности поражения электрическим током. В этой статье будут объяснены некоторые способы достижения хорошего соединения с рабочим лидером. Присоединение рабочего кабеля к заготовке
Высокопроизводительная автомобильная деталь может выиграть от более чем одного соединения.
Высокопроизводительная автомобильная деталь может иметь преимущества более чем одного соединения. |
Чтобы быть эффективным, рабочий кабель должен иметь хороший электрический контакт с заготовкой. Обычно это выполняется с помощью зажима рабочего кабеля (также часто неправильно называемого зажимом заземления), медно-графитовых щеток или скользящих или вращающихся башмаков. Также имейте в виду, что алюминий плохо подходит для этой цели, так как он быстро образует оксид, плохо проводящий сварочный ток.
Зажим рабочего кабеля, возможно, является наиболее распространенным методом подключения кабеля рабочего кабеля к заготовке.Зажим рабочего кабеля прикручивается болтами к проушине на конце кабеля рабочего кабеля и имеет латунные или медные губки для обеспечения хорошего электрического контакта с заготовкой. Зажим рабочего кабеля может быть прикреплен непосредственно к заготовке или к приспособлению, удерживающему заготовку. Помните, что кабели или кабели рабочего кабеля должны быть аккуратно организованы, а не натянуты наугад.
Подключение рабочего кабеля может отличаться в зависимости от процесса сварки, силы тока или области применения. В автоматических сварочных установках обычно используется постоянное стационарное соединение.Для автоматических кольцевых сварных швов обычно используется соединение рабочего кабеля щеток или вращающихся или скользящих башмаков с электропроводящей смазкой.
В автоматических сварочных установках обычно используется постоянное стационарное соединение.Для автоматических кольцевых сварных швов обычно используется соединение рабочего кабеля щеток или вращающихся или скользящих башмаков с электропроводящей смазкой.
| Будьте осторожны, чтобы сварочный ток не протекал через чувствительные электронные компоненты. |
При заземлении через скользящую колодку всегда следует использовать две или более колодок. Это предотвратит прерывание тока в случае, если один башмак теряет контакт из-за неожиданного выступа на поверхности, такого как усиление другого сварного шва, части сварочного брызга или гранулированного флюса.Будьте осторожны, чтобы сварочный ток не протекал через чувствительные электронные компоненты.
Усовершенствованные скользящие щетки, конические роликоподшипники с предварительным натягом, отлично подходят для вращающихся грунтов. Для обеспечения безотказной работы площадь контакта подшипника должна быть достаточной, чтобы выдерживать допустимый ток сварочного кабеля, используемого в установке. Поскольку в большинстве механизированных сварочных установок используются два параллельно соединенных кабеля 4/0, конические подшипники обычно довольно большие.
Для обеспечения безотказной работы площадь контакта подшипника должна быть достаточной, чтобы выдерживать допустимый ток сварочного кабеля, используемого в установке. Поскольку в большинстве механизированных сварочных установок используются два параллельно соединенных кабеля 4/0, конические подшипники обычно довольно большие.
Независимо от того, как выполняется соединение рабочего кабеля, оно должно быть надежным и правильно размещенным, чтобы свести к минимуму сварочные помехи или возникновение дуги. Опытный сварщик знает, что хорошее соединение рабочего кабеля необходимо для качественных сварных швов, и его нельзя упускать из виду.
Использование стальных стержней или арматурных стержней
В некоторых сварочных операциях стальной стержень или стальной арматурный стержень может использоваться в качестве соединения рабочего кабеля или между двумя или более сварными деталями.При использовании стальных стержней необходимо следить за тем, чтобы их поперечное сечение соответствовало по общей электропроводности медному сварочному кабелю. Поскольку проводимость меди почти в семь раз больше, чем у низкоуглеродистой стали, площадь поперечного сечения стального стержня должна быть как минимум в семь раз больше поперечного сечения жилы сварочного кабеля. Неправильное поперечное сечение стержня может привести к перегреву соединения и ухудшению сварочных характеристик.
Поскольку проводимость меди почти в семь раз больше, чем у низкоуглеродистой стали, площадь поперечного сечения стального стержня должна быть как минимум в семь раз больше поперечного сечения жилы сварочного кабеля. Неправильное поперечное сечение стержня может привести к перегреву соединения и ухудшению сварочных характеристик.
Сама по себе дуга — очень сложное явление.Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Очистка области соединения рабочего кабеля
Для вращающейся детали требуется специальное «подвижное» соединение. Следует иметь в виду, что площадь зажима рабочего кабеля должна быть как минимум равна площади поперечного сечения проводника.Это означает, что в зоне контакта не должно быть окалины, ржавчины, масла, жира, оксидов или грязи, которые могут действовать как точки изоляции. Перед соединением рекомендуется очистить область контакта наждачной бумагой или металлической щеткой.
Перед соединением рекомендуется очистить область контакта наждачной бумагой или металлической щеткой.
| Вращающийся элемент требует специального «подвижного» соединения. |
Тестирование цепи
Простой способ проверить работоспособность цепи — провести рукой по длине кабеля от источника питания до электрода.Это должно быть выполнено сразу после часа или более сварки после отключения источника питания. В целях безопасности перед выполнением этого теста всегда убедитесь, что питание отключено. Если чувствуется «горячий» участок кабеля, это потенциальная проблема, так как это область повышенного электрического сопротивления. Если горячая секция находится рядом с терминалом, соединение на терминале является подозрительным; если есть место вдоль кабеля; причина, вероятно, в повреждении жил кабеля. Если весь кабель горячий на ощупь, он, вероятно, не соответствует используемому сварочному току.
Кроме того, это хорошее время, чтобы осмотреть электрические кабели, подключенные к источнику сварочного тока, и определить, можно ли безопасно использовать кабели или их необходимо отремонтировать или заменить. В целях безопасности всегда держите кабели в хорошем состоянии.
Поиск и устранение неисправностей
Плохое соединение рабочего кабеля может привести к возникновению дуги и сварке соединения с заготовкой. Кроме того, плохое соединение снижает напряжение на сварочной дуге. Это может привести к плохому зажиганию дуги, чрезмерному разбрызгиванию, плохой форме валика и снижению качества сварки.При возникновении любого из этих условий немедленно проверьте соединения рабочего кабеля.
Безопасность
Опасность поражения электрическим током — одна из наиболее серьезных и непосредственных опасностей, с которыми сталкивается персонал, работающий в зоне сварки. Контакт с металлическими частями, которые являются «электрически горячими», может привести к травмам или смерти. Помня об этом, всегда отключайте шнур питания от розетки или отключайте основное питание, прежде чем пытаться проверить или устранить электрические проблемы.В случае сомнений обратитесь к руководству по эксплуатации оборудования или вызовите квалифицированного электрика.
Как настроить сварочный аппарат MIG
Сварка MIG — это доступный и простой в освоении процесс для домашнего любителя. Вот как начать.
Коллега однажды сказал мне: «Если вы можете запотеть зеркало, вы можете сваривать MIG». К настоящему времени это старый трюизм, он услышал его от своего друга-автосервиса много лет назад. Хотя можно воспринять это заявление как оскорбление, не думайте об этом так.Сварка MIG — это эффективный и доступный процесс, которому легко научиться. Короче говоря, это отличный вход в крутой мир металлообработки.
Мы рассмотрели это в других статьях, но, повторяя основы, MIG означает Metal Inert Gas, и это более общий термин для отраслевого описания процесса: GMAW: Газовая дуговая сварка металла. Металл подается машиной в виде катушки с тонкой стальной проволокой, экранированной медью, которая подается по кабелю к горелке. Провод заряжается положительным напряжением, которое дугой поступает на заземленную заготовку.Тепло, генерируемое этой электрической схемой, плавит проволоку и окружающий металл детали, которая при охлаждении плавится и образует сварное соединение. Электрическая дуга возникает в облаке инертного газа (I и G в MIG), который выходит из наконечника горелки. Этот инертный газ окружает дугу, стабилизируя ее и предотвращая попадание кислорода в расплавленный металл до его охлаждения. Почему вы хотите, чтобы кислород не попадал в расплавленную сталь? Ответ на этот вопрос знает всякий, кто живет в поясе ржавчины.
Сварка MIG проста в освоении и имеет множество применений, выходящих далеко за рамки автомобильных приложений. Машины становятся все более доступными с каждым днем, а также стали очень сложными за последние несколько лет, практически настраивая себя под вас, оставляя вам простую работу — прикрепить зажим заземления и нажать на спусковой крючок на резаке.
В этой вводной части мы покажем вам, как настроить сварочный аппарат MIG для первого использования. Мы используем Multimatic 215 от Miller Electric, аппарат, который также выполняет сварку Stick и TIG в одном компактном устройстве.В этой статье мы сосредоточимся на процессе сварки MIG и предположим, что вы будете использовать проволоку MIG с цельным сердечником для сварки низкоуглеродистой стали, а не нержавеющей стали или алюминия.
Просмотреть все 20 фотографий В комплект поставки Miller Multimatic 215 входит все необходимое для начала сварки MIG, даже небольшая катушка сплошной проволоки диаметром 0,030 дюйма, то есть нам нужно было только съездить на склад сварочных материалов за баллоном защитного газа ( хотя мы также купили катушку с проволокой побольше). У вас есть несколько вариантов, но для мягкой стали обычно рекомендуется смесь из 75 процентов аргона и 25 процентов CO2.Мы приобрели 125 куб. футовый баллон «MIG Mix» примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
У вас есть несколько вариантов, но для мягкой стали обычно рекомендуется смесь из 75 процентов аргона и 25 процентов CO2.Мы приобрели 125 куб. футовый баллон «MIG Mix» примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
Кроме того, если вы начинаете с нуля, необходимо иметь надлежащее защитное снаряжение. Купите пару толстых кожаных перчаток, кожаную или парусиновую куртку, кожаные туфли или ботинки и шлем. Сварка MIG вызывает появление брызг, которые могут попасть в, казалось бы, труднодоступные места на вашем теле, и они могут быть достаточно горячими, чтобы обжечь вас.Кроме того, как и в любом другом хорошем магазине, держите под рукой огнетушитель.
Просмотреть все 20 фото Многие сварочные маски имеют самозатухающий свет, что означает, что линзы автоматически затемняются при зажигании дуги. Это полезно, поскольку избавляет от необходимости переворачивать шлем вверх и вниз при изменении положения фонарика. Однако они дороже.
Однако они дороже.
Еще одно хорошее приобретение — это набор плоскогубцев для сварки MIG, которые используются для зажима конца проволоки, очистки от шлака и снятия сопла горелки.
Просмотреть все 20 фотографий Собрав все необходимые материалы и защитное оборудование, настроить машину относительно просто. Мы купили 11-фунтовую катушку 0,023-дюймовой проволоки ER70-S6 и установили ее на ступицу машины. Буквенно-цифровое обозначение означает проволоку для контактной электросварки из определенного сплава (70), который содержит определенное количество кремния (S6). В Интернете доступны таблицы, которые помогут вам подобрать проволоку для свариваемого материала, но обычно вы будете использовать ER70-S2 или S6 для низкоуглеродистой стали, и это самое безопасное место для начала.Как правило, вы, вероятно, будете использовать проволоку MIG 0,023, 0,030 или 0,035 дюйма для большинства сварочных работ в автомобилях. Более тонкая проволока лучше подходит для более тонких материалов, таких как внешний листовой металл, в то время как более толстая проволока должна использоваться для более толстых материалов, таких как рамы, картеры оси и компоненты подвески.
Более тонкая проволока лучше подходит для более тонких материалов, таких как внешний листовой металл, в то время как более толстая проволока должна использоваться для более толстых материалов, таких как рамы, картеры оси и компоненты подвески.
В зависимости от того, какой диаметр проволоки вы используете, вам понадобится соответствующий приводной ролик. Это часть механизма, который снимает проволоку с катушки и подает ее через кабель к наконечнику резака.Маркированы проволоки разного диаметра.
Просмотреть все 20 фотографийНа приводном ролике Миллера есть три различных канавки для проволоки диаметром 0,023, 0,030 и 0,035 дюйма. Ролик устанавливается на подпружиненный приводной вал, что позволяет вам установить его на нужную глубину, чтобы войти в канавку, соответствующую используемому тросу. Другие сварочные аппараты MIG имеют отдельные приводные ролики для проволоки разного диаметра.
Просмотреть все 20 фото Вам также понадобится контактный наконечник, соответствующий используемому вами проводу. Контактный наконечник ввинчивается в конец резака. Это часть, которая передает напряжение на провод, покидающий горелку. У нашего сварочного аппарата были контактные наконечники 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Контактный наконечник ввинчивается в конец резака. Это часть, которая передает напряжение на провод, покидающий горелку. У нашего сварочного аппарата были контактные наконечники 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Установив правильный приводной ролик и контактный наконечник, можно начинать подачу проволоки в привод и кабель резака. Будьте осторожны при ослаблении конца проволоки. В зависимости от того, насколько плотно она намотана, несколько футов проволоки могут соскочить с катушки, в результате чего на полу останется большое количество проволоки.
Просмотреть все 20 фотоОдной рукой удерживайте проволоку на катушке, а другой прижмите загнутый конец проволоки. Вы не хотите подавать перекрученную или изогнутую проволоку в приводной механизм. Он может зацепиться или скопиться внутри кабеля резака.
Просмотреть все 20 фото Пропустите проволоку через направляющую и над приводным роликом, затем в кабель резака. Трос зажат верхним роликом, который поддерживает натяжение троса с помощью ручки регулировки.
Трос зажат верхним роликом, который поддерживает натяжение троса с помощью ручки регулировки.
Теперь вы можете либо вручную протолкнуть провод через кабель к концу наконечника резака, либо включить устройство, и механизм привода сделает это за вас.Multimatic, как и многие другие сварочные аппараты в линейке продуктов Miller, может работать от 110 или 220 вольт и поставляется с двумя разными вилками. Для удобства вилка 220 В подходит к стандартной розетке сушилки с прямым лезвием.
Просмотреть все 20 фотографийПри включенном сварочном аппарате можно включить горелку и пропустить проволоку через кабель. Увеличение скорости подачи проволоки ускорит процесс. На этом этапе вы также можете отрегулировать натяжение приводного ролика. Нет необходимости слишком сильно поворачивать ручку натяжения, все, что нужно, — это предотвратить проскальзывание троса.
Посмотреть все 20 фотографий Регуляторы газа также входят в комплект Multimatic 215. Правый датчик показывает общее давление в газовом баллоне, а левый датчик показывает давление на выходе из баллона, которое регулируется с помощью Т-образной ручки. Для начала лучше всего установить его на уровне около 20 фунтов на квадратный дюйм.
Правый датчик показывает общее давление в газовом баллоне, а левый датчик показывает давление на выходе из баллона, которое регулируется с помощью Т-образной ручки. Для начала лучше всего установить его на уровне около 20 фунтов на квадратный дюйм.
Поскольку Multimatic 215 выполняет оба процесса, он имеет двойные впускные отверстия для защитного газа для сварки MIG и TIG. TIG обычно выполняется с использованием чистого аргона или гелия. В нашей сварочной тележке достаточно места только для одного газового баллона, но некоторые из них могут вместить два.
Просмотреть все 20 фотоMiller прилагает подробную памятку, которая поможет вам настроить машину. Вам в основном необходимо знать состав и толщину свариваемого материала, а функция автоматической настройки устанавливает напряжение и скорость подачи проволоки. Судя по опыту, это тоже очень точно.
Просмотреть все 20 фотографий При желании вы также можете вручную установить напряжение и скорость подачи на сенсорном дисплее на передней панели станка.
Убедитесь, что газ выходит из сопла резака, несколько раз включив резак.Возможно, вам потребуется отрегулировать регулятор, чтобы поддерживать стабильное давление от 15 до 20 фунтов на квадратный дюйм во время работы устройства. Как только это будет сделано, прикрепите заземляющий зажим, и вы готовы к сварке. Всегда полезно проверить настройки на ломе того же материала, который вы будете сваривать.
Gardena Welding Supply, (310) 323-5850, GardenaWeldingSupply.com
Miller Electric, (920) 734-9821, MillerWelds.com
Просмотреть все 20 фотографийПодключения к сварочному трансформатору | Детали
Итак, первое, о чем следует подумать, это то, как именно этот преобразователь сварочного аппарата будет подключаться к существующему сварочному трансформатору, который есть у меня (и у вас, если вы хотите его построить).
Где-то в верхней части списка проблем при работе с чем-либо, что вставляется в стену, находится (или должно быть) безопасность.
Заманчиво иметь пару болтов, торчащих из задней части коробки преобразователя, чтобы просто прикрепить электрододержатель и зажим заземления. (буквально закрепите их), но это не фантастически безопасно, и, вероятно, выйдет на полпути, когда вы что-то сделаете, более чем вероятно на каком-то критическом этапе …
Я скажу, что вы можете просто прикрепить соедините его, а болт — прямо к задней части машины, или даже возьмите существующий электродный провод и зажим заземления, разрежьте их и навсегда установите в преобразователь, жестко подключив дешевый трансформатор к этой коробке.
Однако я собираюсь пойти по маршруту, который будет «выглядеть» немного лучше, но не будет служить другим функциональным целям.
Разъемы, используемые на сварочных аппаратах более высокого класса, похожи на байонетные разъемы и производятся компанией под названием Dinse, поэтому я буду называть разъемы «разъемами Dinse».
Они бывают разных размеров, все с номинальными размерами в мм2, которые будут определять текущую управляемость фактического разъема.
Чтобы определиться с размером разъема, который вам нужен, посмотрите на максимальный номинальный ток вашей машины и выберите следующий по величине размер.
Например: если ваш сварочный аппарат имеет максимальный сварочный ток 120 А, то разъема 10-16 мм2 будет достаточно.
Если вы планируете установить блок питания 250 А на преобразователь, тогда вам понадобится разъем 285 35–50 мм2
Для моего сварщика кабели крепятся к трансформатору. — так будет и с большинством «дешевых» сварщиков.
Мне нужно будет разрезать кабели, просверлить панель управления и установить разъемы типа Dinse на главный трансформатор, а также прикрепить разъемы к существующему зажиму заземления и держателю электрода.
(так что после этого у меня будет сварочный аппарат такой же мощности, но я могу упаковать его немного аккуратнее !?)
Для того, чтобы он работал только одним способом, я установлю заглушки шасси на преобразователи TIG назад. Это означает, что соединителю, присоединяемому к сварочному трансформатору, нужна вилка на одном конце и розетка на другом. это означает, что вы не можете подключить трансформатор к выходу сварочного аппарата. Поэтому я, по сути, также получил небольшой удлинительный кабель для существующей установки сварочного аппарата.
это означает, что вы не можете подключить трансформатор к выходу сварочного аппарата. Поэтому я, по сути, также получил небольшой удлинительный кабель для существующей установки сварочного аппарата.
Я использую разъемы типа Dinse, но куплю копии у брендов, чтобы сократить расходы для себя.
Сварочный трансформатор
2 разъема для шасси
Соединительный провод
2 разъема inline + 2 разъема inline
Вход Tig-бокса
2 разъема шасси
Выход модуля Tig
2 разъема Chassis Socket
разъем, четыре разъема шасси, два разъема шасси, два линейные розетки и две линейные вилки.
Индивидуально (и в размере, который я хочу) они начинаются примерно с 5 фунтов стерлингов на ebay.
, но прокрутите списки вниз, и вы найдете несколько наборов списков людей. Я только что видел набор из 2 розеток на шасси и 2 встроенных вилок за 13 фунтов стерлингов (бесплатные P&P), что снижает стоимость до 3 фунтов стерлингов.По 50 штук.
также стоит поискать размер CK, в данном случае CK35-50
По этой цене это 35 фунтов стерлингов за установку, которую я хочу.
Следующие кабели нужно посмотреть на
Снова простая таблица
(странно, что американский калибр проводов не достаточно высок, чтобы выразить самые короткие требуемые кабели!)
Таблица показывает площадь сечения crs под этим диаметр кабеля в мм, а под ним — американский и стандартный калибр проводов (иначе известный как имперский или британский)
Опять же, я ищу максимальную емкость 250 А, поэтому посмотрим на ряд 300 А .Мне понадобится всего несколько метров (менее 10!), Поэтому потребуется только провод сечением 50 мм2. (это, безусловно, самый большой кабель, который я мог бы использовать с разъемами dinse 35-50 мм2 (если мне нужен более длинный сварочный кабель, я мог бы использовать провод 70 мм2, но потребовались бы большие вилки).
Беглый осмотр показывает, что этот провод к быть серьезно дорогим при покупке в рулонах
Однако вам понадобится только небольшая длина (для подключения сварочного трансформатора к коробке преобразователя), чтобы найти этот провод подходящего размера, ищите переходные провода на 300 ампер. Который я видел за 5 фунтов стерлингов.
Который я видел за 5 фунтов стерлингов.
Что касается получения моего бюджета в размере менее 100 фунтов стерлингов …
тезисов НЕ включены.
почему?
хорошо, я мог легко довести цену до уровня, намного превышающего целевой бюджет, с несущественной ерундой. Алюминиевый корпус, вырезанный лазером? с логотипами, порошковая покраска?
почему бы и нет? и если я действительно доволен тем, что я сделал, я бы с удовольствием потратил немного времени и денег на то, чтобы представить это хорошее дело.
На данный момент «необходимо» только 2 штекера Dinse на выходе для подключения преобразователя TIG к горелке.
, и даже они не являются необходимыми, так как вы можете отрезать все вилки, идущие в комплекте с горелкой, и подключить их к блоку преобразователя. или используйте болты, проушины и гайки …
в основном, я собираюсь потратить 40 фунтов стерлингов (вилки и провода). Я ожидаю, что если вы хотите сэкономить, вы просто отрежете электрододержатель и жестко подключите трансформатор к коробке без затрат на подключение. -в конце концов, это ваше устройство и ваш выбор.
-в конце концов, это ваше устройство и ваш выбор.
Это может быть обман, но цель проекта здесь — получить конвертер TIG за 100 фунтов стерлингов, а не получить красивый.
(Я буду отслеживать основные и второстепенные бюджеты в округлении спецификации.)
и кабель аккумулятора
Сварочные кабели и кабели для аккумуляторов имеют много общего. По сравнению с другими кабелями, оба являются гибкими, одножильными, имеют одинаковый ток или силу тока и имеют высокие температурные характеристики, до 105 ° C или выше. Несмотря на это, у них есть несколько существенных отличий, связанных с их приложениями.
Что такое сварочный кабель?
Сварочные кабели чрезвычайно гибкие, с большим количеством очень тонких жил из медной проволоки.Они изолированы синтетическими каучуковыми материалами, включая этиленпропилендиеновый мономерный каучук (EPDM) и неопрен. Наружное покрытие относительно мягкое, устойчивое к истиранию и выдерживает изгиб и неправильное обращение. Сварочные кабели сохраняют гибкость при очень низких температурах и выдерживают высокие температуры. Сварочные кабели можно использовать в цепях до 600 вольт.
Сварочные кабели сохраняют гибкость при очень низких температурах и выдерживают высокие температуры. Сварочные кабели можно использовать в цепях до 600 вольт.
Что такое аккумуляторный кабель?
Аккумуляторные кабели относительно жесткие, с медными проволочными жилами большего сечения, чем сварочные кабели.Изоляционные материалы — ПВХ и сшитый полиэтилен (XLPE). Кабели аккумулятора могут быть трудно изгибаемыми, но однажды сформированные, они сохраняют свою форму. Их изоляция выдерживает высокие температуры под капотом и устойчива к газам, маслам и смазочным материалам. Номинальное напряжение аккумуляторных кабелей составляет 60 В.
Можно ли использовать сварочный кабель в качестве кабеля аккумулятора?
Да, можно. Сварочные кабели являются хорошими кабелями для аккумуляторов, когда вам нужно сильно согнуть кабель, чтобы проложить его вокруг препятствий под кузовом.Вы должны полностью поддерживать кабель, чтобы он не мог вибрировать или касаться движущихся частей. Кроме того, обязательно используйте гофрированные протекторы для кабелей, чтобы свести к минимуму риск истирания. Сварочные кабели являются хорошими перемычками.
Кроме того, обязательно используйте гофрированные протекторы для кабелей, чтобы свести к минимуму риск истирания. Сварочные кабели являются хорошими перемычками.
Кабель сварочный
Подходят ли аккумуляторные кабели для сварки?
Нет, для сварки нельзя использовать аккумуляторные кабели. У многих сварщиков напряжение холостого хода превышает 60 вольт, поэтому использовать кабели аккумулятора небезопасно. Кроме того, кабель аккумулятора может перегнуться и зацепиться за препятствия из-за того, что он недостаточно гибкий.
Выбор правильного размера сварочного кабеля или кабеля аккумулятора
Важно выбрать кабель с правильной номинальной силой тока. Также нужно учитывать падение напряжения по длине кабеля. Для автомобильных систем старайтесь поддерживать падение напряжения ниже 0,3 В. Воспользуйтесь калькулятором падения напряжения, чтобы определить подходящий кабель для вашего приложения с точки зрения американского сечения проводов (AWG), потребляемого тока и падения напряжения.
Считается хорошей практикой выбирать кабель с немного большим номинальным током, чем требуется, поскольку это снижает падение напряжения, особенно на длинных сварочных кабелях и в 12- и 24-вольтовых автомобильных системах.
Характеристики сварочного кабеля и кабеля аккумулятора
| Имущество | Сварочный кабель | Кабель аккумулятора |
|---|---|---|
| Гибкость | Очень | Менее |
| Проволока | Много-очень много скрученных медных проводов | Меньшее количество скрученных медных проводов, немного толще |
| Температурный класс | от -50 ° C до 105 ° C (около 90 ° C) | STG: от -40 ° C до 105 ° C STX, SGX: от -40 ° C до 125 ° C |
| Номинальное напряжение | До 600 В | 60 вольт |
| Изоляционные материалы | EPDM, резина, неопрен | STG: ПВХ STX и SGX: XLPE |
| Сопротивление истиранию | Хорошо | Хорошо |
| Устойчивость к нефти и газу | Хорошо | Хорошо |
| Огнестойкий | да | Нет |
Безопасность кабеля аккумулятора
При работе с аккумуляторным кабелем всегда следует принимать меры безопасности, чтобы предотвратить повреждение в будущем. Все наши варианты кабелей аккумуляторной батареи соответствуют спецификациям SAE J-1127, Ford и Chrysler для использования в автомобилях. Они также соответствуют стандартам огнестойкости UL-558 и UL-553.
Все наши варианты кабелей аккумуляторной батареи соответствуют спецификациям SAE J-1127, Ford и Chrysler для использования в автомобилях. Они также соответствуют стандартам огнестойкости UL-558 и UL-553.
Магазинный аккумуляторный кабель
Сварка против. Кабель аккумулятора
Несмотря на внешнее сходство, эти кабели во многих отношениях различаются. К ним относятся номинальное напряжение, тип изоляции, гибкость и сопротивление истиранию. За исключением некоторых случаев, для каждого приложения лучше использовать правильный кабель.
ABIPLUG Кабельный соединитель для сварки | ABICOR BINZEL
ABIPLUG Кабельный соединитель под сварку | АБИКОР БИНЗЕЛЬСША | английский
Plug & Weld Quickly и Safe
Соединители для сварочных выводов ABIPLUG разработаны для безопасной и эффективной передачи тока в технологиях MIG и дуговой сварки. Эти быстроразъемные соединения гарантируют максимальную безопасность работы оборудования и сварщика.
Эти быстроразъемные соединения гарантируют максимальную безопасность работы оборудования и сварщика.
Доступен как комбинация панельная розетка / кабельная вилка, так и комбинация панельная розетка / кабельная розетка.
Функции ABIPLUG Quick Lead Connect: и преимущества:
- Надежное и быстрое соединение — высочайшее сопротивление скручиванию благодаря революционной «квадратной системе торцевых блоков» от ABICOR BINZEL
- Высокая стойкость к пробоям — для максимальной защиты оборудования
- Простой монтаж, оптимальное соединение и отличная передача энергии
- Совместимость со всеми имеющимися в продаже производителями — может быть изготовлена из металлических или пластиковых панелей
- Соответствует стандарту EN 60 974-12 — новому стандарту EN
ABIPLUG Подробно
| * = ABI-CM / ABI-IF или ABI-CF / ABI-IM ABI-CM ( C , возможность M ale) = Заглушка сварочного кабеля |
Технические характеристики
| Тип | Ток (A) | Кабель (мм 2 ) | Ø крепления (мм) |
| * 10-25 | 125 | до 10 | 20. 5 5 |
| * 10-25 | 150 | 10–16 | 20,5 |
| * 10-25 | 200 | 16–25 | 20,5 |
| * 35-50 | 250 | 25–35 | 30,5 |
| * 35-50 | 300 | 35–50 | 30,5 |
| * 50-70 | 400 | 50–70 | 30.5 |
| * 70-95 | 500 | 70–95 | 30,5 |
Frederick, MD 21703 Google Maps 001-301-846-4196 Канал ABICOR BINZEL на YouTube Посетите канал нашей компании на YouTube и узнайте больше об ABICOR BINZEL. © 2021 ABICOR BINZEL Изменить настройки файлов cookie
Нам нужно ваше согласие, чтобы загрузить сервис Youtube!
Мы используем Youtube для встраивания контента, который может собирать данные о вашей деятельности. Пожалуйста, просмотрите детали и примите услугу, чтобы увидеть это содержание.
Пожалуйста, просмотрите детали и примите услугу, чтобы увидеть это содержание.Как заземлить сварщика — Полезное руководство — Лаборатория сварщиков
Одна из первых вещей, которую я усвоил как новичок, это то, что все, что вы свариваете, должно быть хорошо заземлено, иначе пострадают сварные швы, расходные детали и все остальное.
Так как же заземлить сварщика? Сварочные аппараты обычно заземляются с помощью заземляющего зажима, обычно сделанного из меди или латуни. Это делается для замыкания цепи и позволяет сварщику создать дугу.Без хорошего заземления это может ухудшить качество сварки, расходные материалы или даже помешать сварке.
Очень важно заземлить сварщика перед началом работы. Если вы не знаете, зачем заземлять сварщика, продолжайте читать.
Эта статья научит вас основам заземления сварщика и ответит на многие вопросы, которые часто задают люди. К концу вы будете знать, как лучше всего заземлить сварщика.
Почему вы заземляете сварщика?
Заземление электрических цепей — довольно распространенная техника безопасности. практика, и это основная причина заземлить вашего сварщика.Поддержание надлежащего
заземление в установке для дуговой сварки жизненно важно для безопасности в рабочем пространстве.
практика, и это основная причина заземлить вашего сварщика.Поддержание надлежащего
заземление в установке для дуговой сварки жизненно важно для безопасности в рабочем пространстве.
Еще одна причина для заземления — улучшить качество сварных швов. Все сварочные токи проходят через зажим.
Это означает, что если у вас плохое соединение, производительность сварочного аппарата снизится, что приведет к ухудшению качества сварки.
Что происходит при плохом заземлении во время сварки?
Если ваш зажим находится в плохом состоянии, вы получите какой-то ток либо протекает, либо слишком ограничен.Это приводит к снижение выходного напряжения для вашего сварочного проекта. Это похоже на кого-то немного изменив свои настройки.
С этого момента проблемы начинают усугубляться. Когда твой зажим
есть проблема, сломанная или проблемная область нагреется, что приведет к
ускорить решение исходной проблемы и полностью разорвать соединение. За
по этой причине чрезвычайно важно хорошо заземлить вашу машину.
Как видите, очень важно заземлить сварщика, чтобы этого не произошло.Заземление сварщика обеспечит вам безопасность и улучшит качество сварного шва.
Фактически, сварщики, которые приобретают собственные зажимы заземления из высококачественных материалов, обнаруживают, что они мгновенно улучшают производительность своих машин, не меняя никаких других настроек, кроме зажима, поставляемого по сравнению с обновлением.
Типы заземления
Существует множество различных типов встроенного заземления со сварочными аппаратами. Вот несколько различных способов работы машины с заземляющими зажимами, чтобы эффективно завершить циркуляцию напряжения и тока и обеспечить вашу безопасность.
Разъемы заземления
На многих машинах используется установка, включающая включение гибкого шнура в розетку.
Некоторые из них постоянно подключены к системе электроснабжения с заземляющим проводом, но это редкость. Заземляющие проводники будут соединять металлический сварочный аппарат с землей.
Отслеживание провода через систему распределения электроэнергии позволит вам увидеть, как он соединяется с землей через металлический стержень в земле.
Когда вы подключаете корпус оборудования к земле, это гарантирует, что металл и земля имеют одинаковый энергетический потенциал, что предохраняет вас от поражения электрическим током, если вы коснетесь обеих точек.
Заземление также ограничивает напряжение на корпусе, что может помочь в случае выхода из строя изоляции вашего оборудования по какой-либо причине.
Независимо от того, что заземляет ваша машина, она может пропускать ток, который координируется непосредственно с устройством максимального тока системы электроснабжения.
Это позволяет координатору заземления оставаться неповрежденным даже после электрического сбоя в машине.
Двойная изоляция
Конструкция некоторых машин предусматривает двойную изоляцию.Для них не потребуется подключение заземляющего провода, потому что дополнительная изоляция предохраняет вас от удара.
Их можно идентифицировать по рамке в рамке на табличке с техническими данными. В любом случае может быть хорошей идеей использовать зажим заземления для дополнительной безопасности.
Штыри заземления в вилках
В большинстве небольших машин для работы используется вилка на конце шнура питания. В них подключение заземляющего провода происходит автоматически при включении машины.
Штырь заземления на вилке подключается к розетке. Не используйте для них адаптер, потому что он нарушит заземление и помешает правильному подключению штыря.
Вы также не хотите вынимать штифт из вилки, потому что он там не зря. Без штыря преимущества безопасности этого заземляющего проводника приносятся в жертву.
Тестовые цепи
Если вы регулярно проводите тестирование цепей, вы можете проверить целостность заземляющего разъема.
Эти проверяют цепи на 120 В, и их можно купить за очень небольшие деньги. На них загорится световой индикатор, если цепь заземления работает в этой конкретной розетке.
Они могут показать, нужен ли вам электрик для заземления вашей цепи.
Заготовка Заземление
Сварочная цепь полностью состоит из проводящего материала. Ток для ваших проектов будет течь через этот материал.
Эти токи проходят через клеммы, кабели, соединение, пистолет, резак, контейнер для электродов и деталь, над которой вы работаете.
Цепь изолирована от земли, а не подключается внутри станка к заземлению заготовки.
Для этого типа вы подключаете свою деталь к металлическому заземленному столу. Металлические каркасы зданий могут работать, если они отделены от контура, соединяемого вашим сварщиком. Это похоже на заземление корпуса машины.
Когда вы заземляете свою деталь, она работает на том же уровне потенциала, что и любой другой заземленный объект поблизости. Когда изоляция выходит из строя, напряжение между вашей деталью и землей не ограничивается.
Для этого подключения ваш кусок подключается к рабочему кабелю. Обычно он использует какой-либо тип подпружиненного зажима.
Иногда его ошибочно называют заземляющим зажимом. Это не приведет к заземлению вашей заготовки. Он просто замыкает сварочную цепь.
Высокочастотное заземление
Некоторые машины запускают и стабилизируют токи с помощью высокочастотного напряжения.
Используется в основном в машинах GTAW (газовая дуговая сварка вольфрамом). Это напряжение будет иметь частоты, достигающие мегагерцового диапазона, несмотря на то, что сварочное напряжение составляет всего 60 Гц.
Эти высокочастотные сигналы имеют тенденцию выходить за пределы зоны сварки. Это означает, что они могут мешать приему радио и телевидения и даже могут отрицательно повлиять на другую электронику в этом районе.
Чтобы свести к минимуму эту проблему, можно заземлить сварочную цепь. Раньше я сталкивался с этой проблемой в моем магазине, но быстро понял, что один сварщик неправильно заземлен.
Портативный сварочный аппарат и заземление автомобильного генератора
Генераторы, используемые для удаленных и мобильных сварочных проектов, обычно обеспечивают вспомогательное питание в диапазоне от 120 до 240 вольт.
Эти генераторы не подключены к существующей энергосистеме, поэтому часто невозможно найти удобный встроенный метод заземления машины.
Для генераторов вы должны установить источник питания на грузовик или прицеп. Питание должно осуществляться от розеток с помощью шнура и вилки. У них должен быть заземляющий штифт.
Рама вашего генератора должна быть прикреплена или электрически соединена с рамой вашего грузовика или прицепа.
Если у вас нет всех этих требований, вам также необходимо заземлить свой генератор.
Например, если ваш генератор подключен к системе, которая питает ваш дом во время отключений электроэнергии, или каким-либо иным образом подключен к системе электропроводки в помещении, вам необходимо заземлить его.
Если питание подключено к вашему генератору жестко и не требует вилки или кабеля, вам также понадобится заземление.
Заземление удлинительного шнура
Удлинители необходимо регулярно подкладывать для обеспечения целостности при заземлении.
Они получают большой урон, когда лежат на земле.Использование тестера цепи розетки также может помочь убедиться, что все соединения в шнуре, вилке и розетке исправны и работают правильно.
Как заземлить сварщика?
Для заземления сварочного аппарата достаточно просто подключить цепь. Вы делаете это, помещая заземляющий зажим на вашу заготовку. Лучше всего подойдет чистый металл, и он должен быть близко к вашему предмету.
Он должен иметь достаточную проводимость для замыкания цепи, а также заземление для предотвращения искр и ударов.Для безопасности полезно иметь под рукой глушитель, например деревянный, на случай, если что-то случится и вам нужно будет предотвратить прохождение тока через ваше тело.
Внутри множества зажимов заземляющий браслет зацепляется за
ушка. По обе стороны от зажима есть контактная пластина. Также есть
контактная пластина. Как только пластина сгорит, лагерь больше не будет проводить
электричество. Обязательно обслуживайте их должным образом и заменяйте их перед
происходит перегрев.
Зажимы большего размера часто полностью изготавливаются из проводящего металла с гигантскими пружинами и зубьями губок для дополнительного контакта.Вместо шпильки и гайки для вашего кабеля они сделаны с помощью болта, который имеет контактную площадку в цилиндре для вашего кабеля. Затяните и прижмите его к земле, чтобы все ваши усилия приходились на зажим, а не на кабель, чтобы он не ослабил вашу землю.
Если вы работаете на металлической скамье, вы можете просто прикрепить ее к скамейке или столу в чистом месте. Вы можете убрать его с дороги, чтобы не споткнуться. Проблема в том, что теперь ваш кабель стал частью земли, поэтому, если вы прислонитесь к кабелю или рабочему столу, вы можете получить удар током.
Чтобы избежать этой проблемы, прикрепите зажим к заготовке.
всякий раз, когда вы можете это сделать. Если ваш кусок не выдерживает, возьмите гигантский
зажим, чтобы у вас был голый металл к голому металлу, затем возьмите заземляющий кабель и
прикрепите его к этому зажиму. Тогда ваш кабель не является частью земли, поэтому вы можете
опереться на свой стол.
Тогда ваш кабель не является частью земли, поэтому вы можете
опереться на свой стол.
Если ваша деталь слишком мала для этого, вы можете прикрепить ее к скамейке и притереть к скамейке. Только не прислоняйся к столу. Если вы планируете прислониться к столу, приобретите сварочные гильзы.
Они защитят вас от тепла, УФ-излучения на сварном шве и разлетающихся искр, а также от земли, если вы заземлены на стол. Кусочки дерева и перчатки на столе также могут вас утеплить.
Куда поставить зажим заземления при сварке?
Одна из важных вещей, которую нужно знать, — это место, где разместить зажим заземления при сварке. Зажим заземления (зажим заземления) необходимо прикрепить к основному материалу, который вы свариваете.
Это тоже должно быть близко к месту сварки.Фактически, вы даже можете прижать его прямо к пластине, на которой находится заготовка; только убедитесь, что не прижимаете его к чему-либо, прислоненному к стене.
Металлический верстак или стол также были бы достойным местом для
поставить зажим. Если ваша работа не касается металлического стола, снова … просто зажать
его к вашей заготовке. Чем ближе вы можете зажать область, на которой вы работаете,
лучше.
Если ваша работа не касается металлического стола, снова … просто зажать
его к вашей заготовке. Чем ближе вы можете зажать область, на которой вы работаете,
лучше.
Вам также необходимо убедиться, что зажим для заземления находится в чистом состоянии. металл. Если вы не подготовили металл, соединение будет очень плохим.Сделать убедитесь, что на нем нет ржавчины и краски. Без этой дополнительной защиты вы можете быть шокированы и ваша сварка может иметь низкое качество.
При сварке автомобильных конструкций необходимо проявлять особую осторожность. Кабель заземления нельзя прижимать к пяткам.
Это может привести к повреждению ступичных подшипников. Более новые автомобили также имеют тенденцию постоянно работать с электроприводом, даже когда они простаивают без ключей или зажигания. Для дополнительной безопасности вы можете отсоединить аккумулятор перед сваркой или отключить генератор.
В любом случае сварка MIG обычно довольно безопасна. Вам просто нужно убедиться, что, отсоединяя провода аккумулятора, вы не позволяете им касаться кузова.
Какой зажим заземления лучше всего подходит для сварщиков MIG?
Что касается сварки MIG, мне нравятся медные зажимы. Они удобны и безопасны, имеют довольно высокую проводимость при низком уровне коррозии.
Мне больше всего нравятся медные сварочные заземляющие зажимы на 300 А от Lenco. Зажим чуть меньше 1.5 фунтов. Он имеет размеры 8 дюймов на 3,75 дюйма на 1 дюйм и может выдерживать ток 300 ампер.
Этот зажим значительно улучшит характеристики сварочного аппарата MIG по сравнению с заводским зажимом, который обычно используется этими сварщиками, поэтому вы получите лучшие сварные швы.
Зажим предназначен для проводов большего диаметра, поэтому вам может потребоваться удвоить заземляющий провод для достаточно прочного соединения, а также он является обжимным для дополнительной прочности. Если у вас нет обжима, вы всегда можете использовать зажим для шланга.
Это отличная сделка, учитывая, что она вся медь.
Он сделан в США и рассчитан на большие нагрузки, обеспечивает лучшую проводимость при отличном
цена. Ему доверяют многие профессиональные сварщики, и мы понимаем, почему. Хороший
часть дизайна заключается в том, что вы можете легко закрепить его прямо на своем
заготовка!
Ему доверяют многие профессиональные сварщики, и мы понимаем, почему. Хороший
часть дизайна заключается в том, что вы можете легко закрепить его прямо на своем
заготовка!
Часто задаваемые вопросы
У многих людей есть дополнительные вопросы по заземляя своих сварщиков. Если у вас остались вопросы, вот несколько ответы, которые могут помочь.
Можно ли получить шок от сварщика?
Предупреждающий знак об опасности высокого напряжения с черными и желтыми полосами опасности.Да! Сварщики работают с большим количеством электроэнергии. Вы можете значительно снизить вероятность поражения электрическим током, правильно заземлив сварщика, но даже это не избавляет его от риска поражения электрическим током на 100%.
Сварочная цепь потребляет энергию за счет напряжения. Если вы в конечном итоге окажетесь на пути, по которому электричество завершит свой кругооборот, вы получите шок.
Электричество всегда будет идти по пути наименьшего сопротивления, когда оно течет. Если вы будете сухими и лежите на сухой поверхности, у вас будет большее сопротивление, чем у металлов, которые вы используете, поэтому у вас меньше шансов получить удар током.
Если вы будете сухими и лежите на сухой поверхности, у вас будет большее сопротивление, чем у металлов, которые вы используете, поэтому у вас меньше шансов получить удар током.
К сожалению, без кабеля заземления вы можете быть единственным кабелепроводом, замыкающим электрическую цепь, и в этом случае вы будете потрясены.
Сторона Примечание: Убедитесь, что рядом с вашим сварочным объектом нет воды. Смешивать воду и электричество крайне опасно. Даже пот, выходящий из вашего тела, может увеличить вероятность шока.Если вы или ваша одежда мокрые или влажные, это значительно увеличивает вероятность поражения электрическим током.
Еще один способ защиты от ударов — избегать электрод. Не прикасайтесь к электроду, потому что его металлические части вместе с любые оголенные соединители проводов соединят держатель с машиной через ты. Стоя на металлическом полу, вы также можете получить шок.
Вы можете обезопасить себя от этого риска с помощью дополнительных мер безопасности. Например, когда вы надеваете длинные перчатки сварщика, убедитесь, что они сделаны из изоляционного материала.
Поддерживайте изоляцию сварочных кабелей, электрододержателей, пистолетов и горелок. Это также обеспечит некоторую защиту от изоляции. Ухаживая за своим оборудованием и удлинителями, вы можете предотвратить дополнительный риск поражения электрическим током, исходящим от источника вашей электрической системы.
Техническое обслуживание и ремонт также важны для снижения вашего риска шока. Заменяйте поврежденные провода при первых признаках трещин или повреждений. Просто помните, что вам необходимо выключить машину и полностью отключить ее, если вы выполнить ремонт любой части самой машины.Это единственный способ убедитесь, что нигде нет электричества. Простое выключение только удаляет власть ведет.
Если вы все-таки подверглись шоку, вам следует немедленно обратиться за неотложной медицинской помощью. Электрические ожоги могут вызвать массу повреждений, которые не всегда проявляются сразу.
Хорошая новость заключается в том, что получение смертельных травм в результате сварки крайне редко. Пока вы соблюдаете правила техники безопасности, все будет в порядке. Большинство потрясений также довольно легкие и не приводят к летальному исходу.
Заземление сварочного аппарата положительное или отрицательное?
Чтобы ответить на этот вопрос, необходимо взглянуть на термины «заземление» и «рабочий ход». Они часто используются как взаимозаменяемые, но это было бы огромной ошибкой. Они очень разные, и принимать их за одно и то же может быть очень опасно.
Наиболее распространенные источники питания для сварки будут иметь положительную шпильку и отрицательную шпильку. Вы прикрепляете кабель, ведущий к электроду, к одному из них, а затем подключаете кабель, ведущий к зажиму рабочего кабеля на другом.
Определение требуемой полярности даст ответ на этот вопрос. Требование полярности для типа сварки, которую вы выполняете, будет исходить от положительного или отрицательного стержня, а другой — от заземления.
Примечание сбоку: Когда вы смотрите на сварочное оборудование, очень важно помнить, что рабочий кабель на самом деле ничего не заземляет. Вы должны заземлить свое оборудование во избежание поражения электрическим током.
Этот тип заземления и тот тип, с которым мы имеем дело в этой статье, не имеют абсолютно никакого отношения к положительным или отрицательным шпилькам на вашем сварочном аппарате.
Заземление самой машины осуществляется через стационарное подключение к источнику питания, которое питает вашу машину, или с помощью отдельного зажима и провода, соединяющего корпус или раму вашей машины с землей.
Иногда вам может понадобиться использовать и вилку, и провода, но ни одно из них не относится к положительным и отрицательным шпилькам станка.
Ваш рабочий стол также должен быть заземлен. Происходит этот процесс путем подключения к сказке троса от забивной штанги или самой постройки.Это также не влияет на положительные и отрицательные шпильки сварочного аппарата.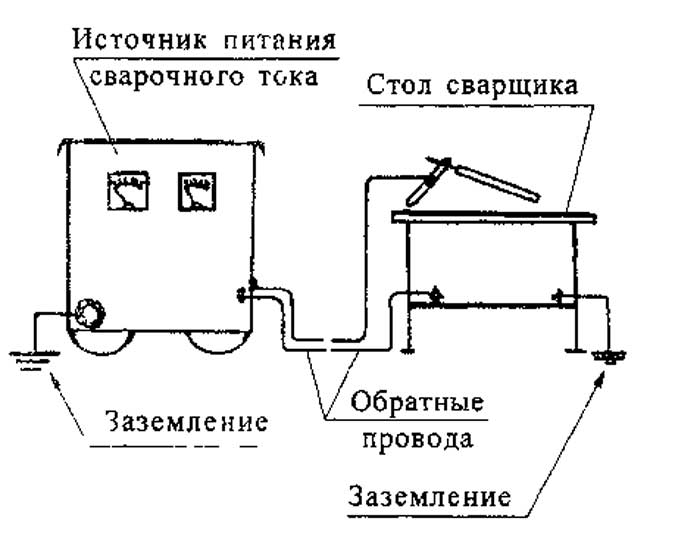
Термин «заземление» относится к защите себя и своего оборудования от ударов. Термин «выводы», или рабочие выводы, относится к положительным и отрицательным шпилькам сварочного аппарата.
Ни положительный, ни отрицательный выводы не считаются надлежащим заземлением, когда речь идет о безопасности сварки. Вот почему используется зажим.
Латунь и медь Зажим заземления
Медь и латунь — 2 лучших типа заземляющих зажимов.Хотя раньше цинк был обычным явлением из-за низкой стоимости, он очень слабый механически, поэтому зажимы регулярно трескаются. Они также обладают плохой устойчивостью к коррозии. Из-за этих недостатков латунь и медь стали популярными вариантами. Одно лучше другого?
Все опытные сварщики используют для этого медь или бронзу, потому что это лучшие металлы. Когда дело доходит до битвы между двумя соперниками, медь выигрывает.
Если вы хотите увидеть медный заземляющий зажим, который я предпочитаю, вот ссылка на тот, который я использую на Amazon.

Медь гораздо более проводящая, чем латунь (а также более проводящая, чем бронза, третий по распространенности тип зажимов). Хотя лучше всего серебро, оно также намного дороже и совершенно не нужно, когда медь хорошо справляется со своей задачей.
Несмотря на это, латунь по-прежнему используется очень часто. В большинстве случаев медь трудно найти, если она не используется только в качестве покрытия. Большинство зажимов изготавливаются из латуни или стали с медными пластинами.
Когда дело доходит до сварки, разница в проводимости меди и латуни настолько незначительна, что многие люди хотят сэкономить на сплошной меди, используя латунь.
Медь — наш выбор, потому что это хороший баланс. При сравнении стоимости, устойчивости к коррозии и проводимости меди, латуни, бронзы и серебра медь хорошо сбалансирована. Именно поэтому он набирает популярность и регулярно используется при электромонтажных работах.
Заключение
Как видите, очень важно иметь хорошую твердую почву. Вот почему я рекомендую использовать заземляющий зажим из твердой меди.
Вот почему я рекомендую использовать заземляющий зажим из твердой меди.
Заземляющий зажим улучшает качество сварных швов благодаря увеличенному току и производительности вашего аппарата.Это также защищает вас и не дает вам быть тем, что замыкает электрическую цепь. Это предохранит вас от поражения электрическим током или ожогов от сварщика.
Заземляющие зажимы очень просты в использовании. Вы просто очищаете кусок металла и зажимаете его, чтобы замкнуть цепь. В большинстве случаев наилучшие методы обеспечения безопасности и качества требуют, чтобы зажим заземления зажимался непосредственно на заготовке.
Если это невозможно, вы можете закрепить его на металлическом столе или верстаке.Просто помните, что при этом кабель становится частью цепи, поэтому вам не нужно опираться на стол и не касаться кабеля во время работы.
Еще одна важная вещь, на которую следует обратить внимание, это то, что рабочий кабель и заземление — это очень разные концепции. Оба они важны для безопасной работы вашего сварщика, но служат совершенно разным целям.