что такое постоянным током, масса на аппарате это плюс или минус, монополярный и биполярный электроды – Сертификация и обучение на Svarka.guru
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.

Такая методика исключает использование электродов, предназначенных для сварки переменным током.
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Читайте также: Высокопрочный чугун, Высокопрочный чугун ВЧ40, ВЧ50, ВЧ60, ВЧ70, ВЧ80, отливка высокопрочного чугуна
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.

В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.

При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
При быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.
Внешнее состояние шовного соединения.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.
Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Прямая и обратная полярность при сварке: выбор режима, подключение
Полярность тока является одним из основных параметров, определяющих особенности сварки металлических конструкций. Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.
Содержание
Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим. Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.

РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.
При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
Образование сварочной ванны – основная задача при сварке током прямой полярности. Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
Подключение по схеме обратной полярности
При сварке постоянным током обратной полярности кабель с электродным стержнем необходимо подсоединить к “плюсу” инвертора, кабель на металл – к “минусу” инвертора. В этом случае роль катода выполняют поверхности заготовок, электрод становится анодом. В результате образуется рассеянная зона контакта между электрической дугой и свариваемым металлом. При сварке с обратной полярностью точка максимального разогрева размещается на металлическом стержне. В результате увеличивается глубина проплавки металлической поверхности.
Выбор режима полярности
Выбор полярности зависит от следующих факторов:
- Возможность прожога обрабатываемых заготовок.
- Наличие легированных сталей или нержавеющих сплавов железа в составе свариваемых изделий.
- Вероятность соединения металлических пластин малой толщины.
При смене полярности необходимо учитывать, что на аноде выделяется большое тепловой энергии, чем на катоде. Изначально сварочные аппараты работают по схеме прямого подключения. Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
- Расстояние между верхними и нижними поверхностями заготовок: основной фактор, воздействующий на структуру шва во время сварки постоянным током. При обработке толстых изделий необходимо прожечь поверхностью металлов. Это позволит увеличить площадь соприкосновения, что позволит сварной проволоке заполнить пустоты в поверхностях заготовок. В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
- Сила тока: этот параметр определяет степень прогрева металла и электродов. Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
 В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.Также для определения полярности нужно знать материал изготовления обрабатываемой заготовки, ее толщину и параметры электродного стержня. Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Толщина края металлической заготовки
Сваривание конструкций с толстыми краями необходимо подключать клеммы инвертора по схеме прямой полярности. В данных условиях дополнительное тепло будет концентрироваться в местах плавки. Это способствует увеличение глубины сварочного шва. Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться. Иначе снизятся качество шва и прочность соединения.
Разновидность металла
При обработке металлических поверхностей из разных материалов необходимо соблюдать следующие правила:
- Изделия из алюминия свариваются при прямом подключении. Алюминиевые детали имеют высокую теплопроводность и небольшой вес. Отличительным свойством этого металла является высокая степень окисления. Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.
 Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.
Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.Цветные металлы необходимо плавить при помощи электродных стержней из вольфрама по схемам прямой полярности.
Тип электрода
Для определения полярности необходимо учитывать основные характеристики электрода: разновидности анодного пятна, разновидность флюса и температура. Выделяют следующие виды электрических проводников в зависимости от технических характеристик:
- ЦЛ-11: применяются при сварке по схемам обратной полярности. Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия. Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла.
- НИАТ-1: применяются для соединения деталей небольшой толщины при подключении кабелей по схеме обратной полярности. Эти электроды обладают антикоррозийными свойствами. Они устойчивы к большим нагрузкам. Данные проводники увеличивают прочность сварочного соединения. В состав электрических проводников НИАТ-1 входят магний, молибден, углерод, никель и силикаты. Эти химические элементы обладают невысоким коэффициентов наплавки (до 10 г/Ач), что увеличивает производительность электрода. Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.
- ОЗЛ-8: используются при обработке цветных металлов током прямой полярности. Они могут функционировать в рабочей среде с температурой ниже 1000°C. Эти электрические проводники имеют антикоррозийные свойства. Поэтому они могут применяться для обработки легированных сталей. Электродные стержни ОЗЛ-8 изготавливаются на основе небольшого стержня из сварочной проволоки диаметром до 5 мм. Коэффициент наплавки данных электрических проводников составляет не более 13 г/Ач, предел текучести – 400 МПА. Для наплавки 1 кг сварочного шва требуется 600 г электродов ОЗЛ-8.
 Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия. Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла.
Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия. Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла. Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.
Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.При использовании электродов необходимо соблюдать следующие правила:
- Перед процессом сваривания металлических деталей тщательно очистить стержни электрического проводника.
- Обработать свариваемые детали химических раствором, защищающим их поверхность от пыли и иных видов загрязнений. Он также придает металлу блеск.
- При использовании новых электродов нужно предварительно осуществить их прокалку в специальных сушильных печах.
- В процессе сваривания заготовок требуется держать электродный стержень перпендикулярно оси сварочного шва.
- Держать электрическую дугу на расстоянии 3 мм от свариваемых кромок.
- Во время сварки нельзя совершать резкие рывки. В противном случае изменится рисунок шва.
- Чтобы избежать образования пористых поверхностей, необходимо очистить обрабатываемые изделия от шлаков и остатков расплавленного электрода.
- Нельзя допускать резкое понижение температуры электрического проводника. Иначе инструмент может частично деформироваться.
 Он также придает металлу блеск.
Он также придает металлу блеск.Нюансы эксплуатации электродов при разных полярностях указаны в инструкциях, составляемых при изготовлении этих инструментов. Они публикуются на официальных сайтах производителей электрических проводников.
Прямая и обратная полярность при сварке: выбор режима, подключение
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Применение прямой и обратной полярности
Смена полярности происходит из-за текущих процессов. Кроме подбора основных параметров, можно поменять местами подключенные клеммы. В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
Прямая полярность нужна в тех случаях, когда обрабатываются глубокие швы при толстой заготовке. Здесь к электроду подключается минус, металл имеет плюс. Также такую полярность хорошо применить при сварке чугуна и глубоким проплавлением главного металла (алюминий, железо и так далее).
Обратная полярность (плюс к электроду, минус к металлу). Металл холодный, электрод нагревается. Применяется только для тонкостенных заготовок, так как электрод очень быстро выходит из строя. В зависимости от целей процесса, мастер применяет один из режимов работы. Также следует учесть, что при переменном токе происходит сварка низкоуглеродистых сталей электродами из рутилового покрытия, при наличии магнитного дутья толстолистовых конструкций из низкоуглеродистых сталей. Здесь нет зависимости от типа полярности, можно применять любую удобную для начинающего специалиста.
Подведем итог. Мы рассмотрели, что представляет собой сварочный инвертор и для чего необходимо знать о прямой и обратной полярности. Нередко начинающие мастера не знают особенностей работы, из-за чего возникают трудности при проплавлении металла или сварке конструкций из различных сплавов. Однако производить смену полярностей достаточно просто. Поменяв клеммы между собой, можно добиться необходимых параметров для работы с разными изделиями. Внимательно изучайте сварочные инверторы, и ваша работа станет заметно комфортнее!
https://youtube.![]() com/watch?v=3NmHP9zqn94
com/watch?v=3NmHP9zqn94
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Полярность при сварке. Что означают названия полярности
Полярность при сварке бывает прямой и обратной, и многие сварщики-любители путают или вообще не знают, что означают эти названия. Хоть я и не люблю теоретические и терминологические вопросы, но некоторые всё же считаю нужным раскрывать, т.к. они могут быть полезны при сварке на практике.
Итак, сейчас речь пойдёт о том, почему прямой полярностью при сварке называется та, при которой «+» на детали, а «-» — на электроде. Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
С чего всё началось
Сначала, когда открыли электричество, не было технической возможности определить фактическое направление движение электронов в металле, поэтому, плюсом и минусом потенциалы назвали наугад – думали, что электроны идут от того потенциала, который назвали «плюсом» к тому, который назвали «минусом». Т.е., отличать потенциалы возможность была, а вот проследить движение электронов тогда не могли.
Развитие науки
Позже, когда появилась техническая возможность определить направление движения электронов, оказалось, что с названиями не угадали – электроны, на самом деле, двигаются от «минуса» к «плюсу». Чтобы это привести в соответствие, пришлось бы поправлять все схемы, документации, все научные труды и т.п. – всё-всё-всё. В итоге, решили этим не заниматься, а просто условились, что названия останутся теми же, но просто все будут знать, что электроны движутся от «минуса» к «плюсу».
Полярность при сварке на практике
Таким образом, прямая полярность при сварке — это когда «+» на детали, и электроны в металле движутся с электрода на деталь. Т.е., название полярности сварочного тока правильное – электроны движутся в прямом направлении, а неразбериха из-за названий электрических потенциалов.
Чем это полезно при сварке? Тем, что многих сбивает с толку то, что «+» крепится на деталь, а данное разъяснение будет помогать правильно устанавливать полярность. И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
А сейчас важно твёрдо запомнить, какая полярность при сварке называется прямой, а какая — обратной. Потому что вы будете втсречать эти термины на упаковках с электродами, в статьях, книгах, видеоуроках… И если вы будете путать названия полярностей, то будете использовать неправильные режимы при сварке, что приведёт к ухудшению качества ваших сварных швов
Видеокурсы:
Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина
Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используютсяя электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
О том, как выбрать полярность при сварке электродами разных покрытий, смотрите в следующем видео.
Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим. Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.

РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.

При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
Особенности сварки при обратной полярности
Обычно таким способом сваривают тонкие листы заготовки. Самый большой риск в этом процессе — возникновение прожогов. Чтобы снизить эту вероятность, используют следующие методы:
Схема сварки при обратной полярности
- При непрерывистом шве может возникнуть коробление металла (заметно при длине от 20 см). Чтобы этого избежать, рекомендуется варить участок в начале стыковки, затем в центре, после чего переместиться в конец и сделать отрезки.
- При выполнении деликатной работы с тонкими листами, работу электрической дуги периодически приостанавливают.
- При работе с тонкими заготовками с неровными краями, нужно обязательно использовать вспомогательный слой, который бы забирал все тепло от нагрева. В этой роли обычно выступает медная или стальная пластина.
- Для уменьшения нагрева, потенциал тока снижают.
- При сваривании кромок, можно произвести отбортовку под углом 180.
- При сваривании внахлест, нужно герметично прижать друг к другу металлические пластины. В противном случае произойдет прожог верхней заготовки.

Чтобы прилегание деталей было плотным, рекомендуется использовать струбцину.
Используя этот метод впервые, лучше сначала сделать пробную сварку на уже испорченном листе металла. Это поможет избежать возможных ошибок при дальнейшей работе с заготовками.
Достоинства и недостатки способа
К достоинствам этого метода относят следующие:
Характеристика сварки при обратной полярности
- Электрод работает не так быстро, поэтому не подлежит такой частой замене, как при прямой.
- Жидкий материал практически не разбрызгивается.
- Деталь глубоко плавится при помощи этого метода, благодаря усиленному теплообразованию на обоих полюсах.

При таком способе нельзя использовать электроды, восприимчивые к сильному перегреву. Если используется низкий ток, то качества шва резко снижается.
Если сварщик работает с высоколегированной сталью, то нужно полностью выполнить все рекомендации, которые касаются рабочих циклов и остывания.
При прямой и обратной полярности сваривания металлы и электрод требуют разных настроек для работы. Чтобы результат работы не разочаровал, нужно индивидуально настраивать силу тока и циклы работы.
Схема подключения кабелей при прямой и обратной полярности
Расход электрода зависит от правильного подключения к аппарату. Это связано с разной температурой на анодном и катодном пятнах.
Качество сварного шва зависит от скорости перемещения электрода. Если скорость низкая, то заготовка прогревается не так сильно.
Некоторые считают, что у обратной полярности больше преимуществ, чем у прямой полярности при сварке. Но все зависит от конкретной ситуации. Сейчас почти у всех электродов указана рекомендованная полярность, на которую влияет материал расходного элемента и определенная модель сварочного аппарата.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Сварка током обратной полярности
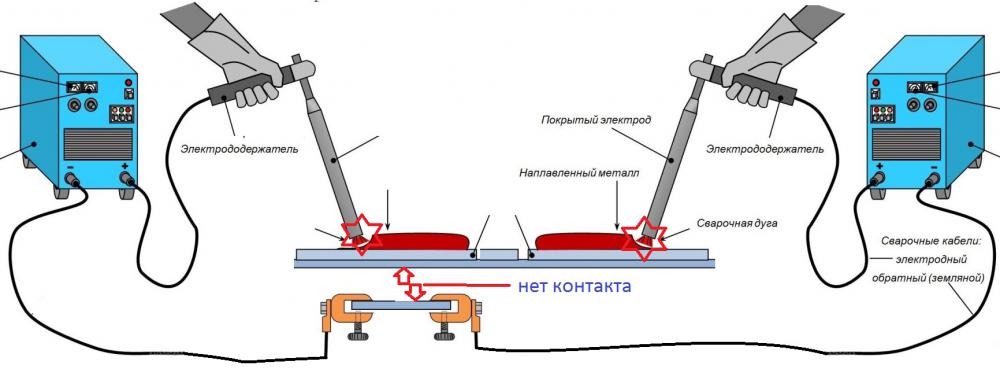
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте – сварочные электроды и сварочное оборудование.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Прямая и обратная полярность при сварке инвертором
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Как правильно подключить сварочный инвертор
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.
При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Источник
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.
Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.
Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.
Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Полярные и неполярные молекулы ℹ️ понятие, как определить полярность, строение, свойства и функции, от чего зависит, примеры соединений
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки.
 Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Что такое полярность в химии
Полярность
– свойство, показывающее изменение распределения электронной плотности около ядер, если сравнивать с изначальным ее распределением в образующих данную связь нейтральных частицах.
Поляризуемость
— способность поляризоваться под воздействием электрического поля.
Мерой полярности
называется электрический момент диполя. В нейтральных соединениях он равен нулю. Его значение зависит от разности электроотрицательностей элементов.
Длина диполя
— расстояние между его полюсами. Данная характеристика также влияет на степень полярности.
Любое соединение состоит из ядра (положительные частицы) и электронов (отрицательные частицы). И положительные, и отрицательные частицы имеют свой электрический центр тяжести.
Если центры тяжести частиц совпадают, то соединение считается неполярным. Если же полюса не накладываются друг на друга, то в этом случае речь идет о дипольной связи.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Как определить полярность молекулы и от чего она зависит
Чтобы определить, является ковалентная связь дипольной или нет, необходимо посмотреть на химическую формулу вещества.
Если молекула состоит из атомов одного и того же вещества, то она в любом случае нейтральна.
Если же молекулярное строение является сложным, то речь может идти как о полярной, так и неполярной ковалентной связи. Это зависит от геометрической формы.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки.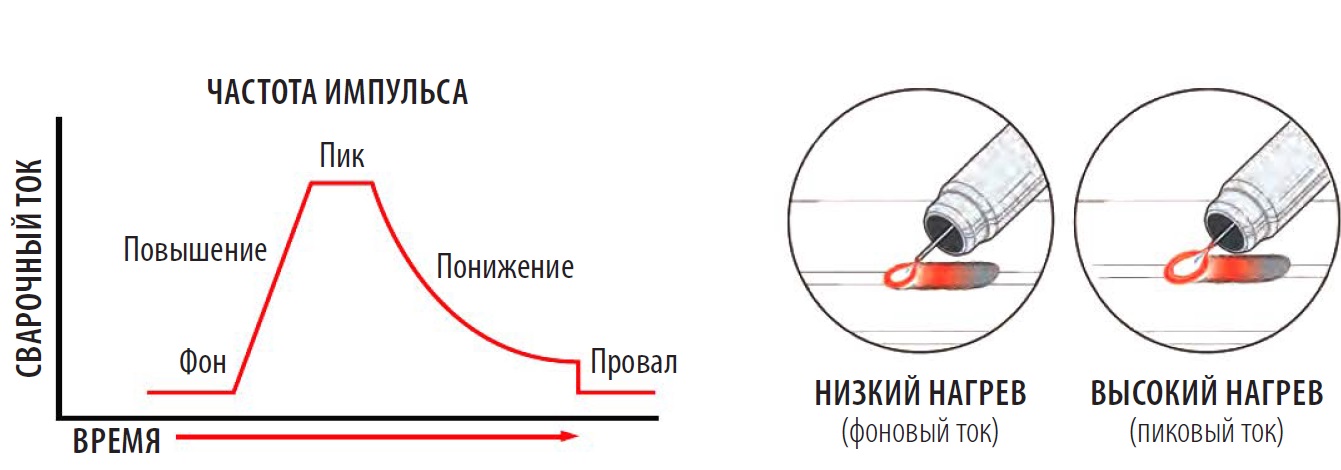 То есть, тех видов металлов, которые чувствительны к перегреву.
То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа.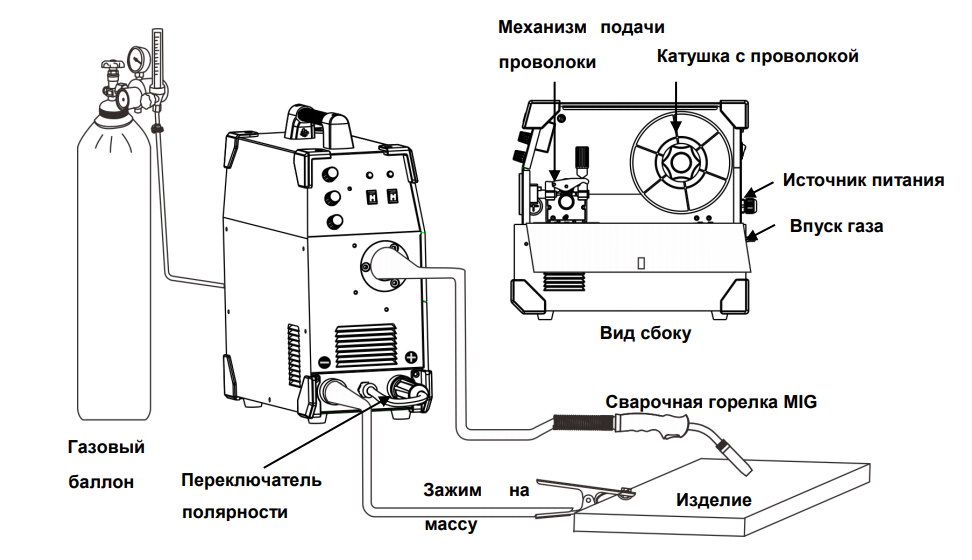 У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью.
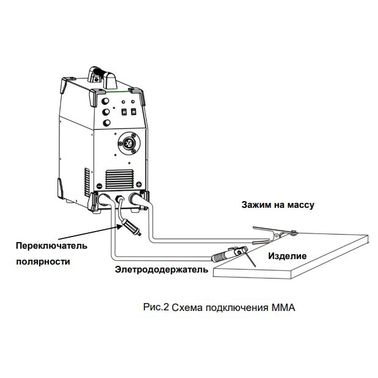 Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это.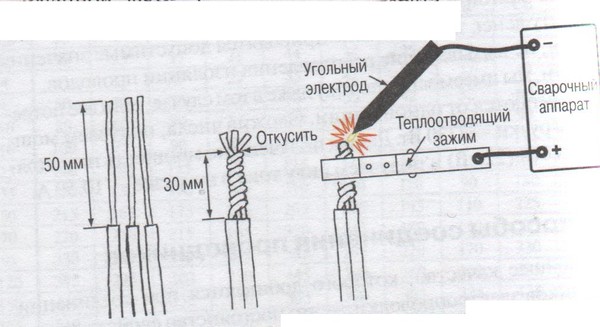 В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
 Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.Прямая и обратная полярность при сварке инвертором: особенности
Разнообразие сталей по химическому составу, толщине изделий является предпосылкой для возникновения многочисленных сварочных технологий. Наиболее широким спектром возможностей характеризуется сварка постоянным и переменным током, для которой разработаны инверторные агрегаты бытового и промышленного назначения. Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
Наиболее широким спектром возможностей характеризуется сварка постоянным и переменным током, для которой разработаны инверторные агрегаты бытового и промышленного назначения. Использование постоянного тока позволяет задействовать больше режимов, таких как прямая и обратная полярность при сварке инвертором. Используя их и подбирая электроды различного состава, можно соединить следующие группы:
- тонколистовое изделие;
- кромки более 5 мм;
- низко-, среднеуглеродистые сплавы;
- низко-, средне-, сильнолегированные стали;
- чугун;
- разнородные металлы, где используется принцип наплавления.
Применение инвертора позволяет изменять полярность тока сварки вручную. Выбор режимов основывается на 3 факторах:
- Состав металла — чем выше углеродный эквивалент (выше легирование углеродом, марганцем, кремнием), тем меньше должен быть нагрев поверхностей.
- Тип электрода, использование флюса: окисление элементов (самая большая степень у углеродных материалов), шлаковый пояс, необходимая мощность для проникновения через шлаковый слой.
- Толщина свариваемых кромок: ориентировочно — до 3 мм и более.
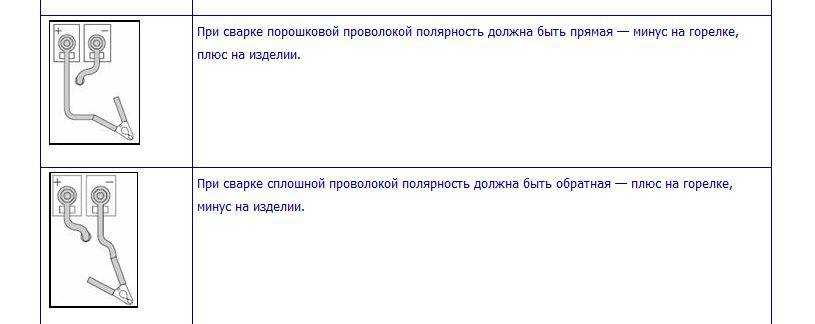
Особенности применения полярности при сварке металла
Важно! При режиме работы инвертора на прямой полярности запрещено использовать электроды, назначение которых — сварка переменным током
Разница в мощности и распределении электрической дуги определяет большую вариативность в качестве и форме шва. Если проводить аналогию по мощности: прямая полярность при сварке инвертором используется для резки, в то время как с помощью обратной свариваются тонкостенные листы (до 3 мм) или наплавляются новые слои. Обратная полярность — это щадящий режим. Его действие распространяется на бо́льшую площадь, но задействует только верхние слои поверхности. Соответственно, за счет этого быстрее происходит отток тепла: формируется мелкозернистая структура, не успевают образовываться карбиды — что позволяет сохранять оптимальное соотношение пластичности и прочности в легированных сплавах.
Особенности сваривания при прямой полярности
Прямая полярность при сварке обеспечивает устойчивую дугу, что удобно для резки металла с учетом рациональности: небольших элементов деталей, тонколистового железа.
Режим характеризуется усиленным вводом тепла: поток электронов более мощный, поэтому шов получается глубоким и узким. Для сплавов с отличной свариваемостью (углеродный коэффициент до 0,025) отмечают преимущество в структуре околошовной зоны. За счет интенсивного проплавления она куда меньше в размерах, что незначительно сказывается на прочностных свойствах изделия.
Сварка прямой полярностью применяется для большинства металлических деталей (с толщиной кромки не менее 3 мм), в том числе толстостенных.
Технология сварочного процесса при обратной полярности
Этот режим характеризуется сниженным вводом тепла в сварную ванну: более широким и неглубоким швом.
Используемая полярность при сварке основывается на химическом составе металла, обратная — предназначена для сплавов, у которых температура фазового перехода находится в нижних пределах. Менее интенсивный ввод тепла исключает перегрев расплава и околошовной зоны, переупрочнение сварного соединения, которое разрушается при небольших нагрузках.
Обратная полярность при сварке также используется для разнородных металлов, соединение которых проводится по принципу наплавления. Но применение режима для сваривания толстостенных элементов неуместно из-за малой проплавляемости.
Схема подключения инвертора при прямой и обратной полярности
Какое оборудование использовать
Важно! Менять полярность можно только при работе с постоянным током, для переменного такая рокировка не имеет значения
Полярность при сварке инвертором выбирается и настраивается вручную. Для подключения используются гнезда, выставление полярности проводится следующим образом:
- Прямая — к гнезду со знаком «+» подключаем массу, к знаку «–» — электрод.
- Обратная — в обратном порядке.
Имея лишь общие представления о том, как работает инверторная сварка, ее уже можно применить к большинству существующих изделий. Наличие осциллятора (ГВЧ) в аппаратах позволяет разжигать дугу, не прикасаясь к поверхности металла, что обеспечивает более красивый однородный шов. Единственным ограничением считают применение одного типа дуги, который объединяет в электрическую цепь изделие и электрод.
Единственным ограничением считают применение одного типа дуги, который объединяет в электрическую цепь изделие и электрод.
Заключение
Особенности современных инверторов заключаются в использовании ТВЧ. Основные элементы конструкции — это диодный мост и транзисторы высокой частоты. Все бытовые аппараты функционируют от однофазной сети, не перегружая линию.
Чтобы понять, какие возможности открываются при использовании устройства, желательно изучить принцип работы инверторной сварки. Это позволит вникнуть в саму суть происходящих процессов, расширить спектр выполняемых задач и повысить статус сварщика. На начальном этапе необходимо заручиться информационной поддержкой справочников и инструкцией по эксплуатации, в которой расписано, как выбрать ток для сварки инвертором для наиболее частых случаев. Не лишним будет изучить особенности структуры металлов и сплавов.
Видео: Полярность при сварке
Сварка переменным и постоянным током: понимание различий
Понимание полярности имеет решающее значение для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC.
Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC.
Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину — в другом. Он меняет свою полярность примерно 120 раз в секунду.
DC означает постоянный ток, что означает, что ток имеет постоянную полярность, поскольку ток постоянно течет в одном направлении.
Проще говоря, когда вы смотрите на сварочный аппарат и видите этикетку постоянного тока, это означает, что аппарат имеет постоянную полярность. Если написано AC, то полярность и направления будут меняться до 120 раз в секунду.
Рассмотрим каждый из этих видов сварки и различия между ними.
Что такое сварка переменным током?
Сварка переменным током — это сварка переменным током. Сварные швы не такие гладкие, как при сварке постоянным током, и хотя сварка постоянным током часто считается более предпочтительной, чем переменный ток, бывают определенные моменты, когда переменный ток является предпочтительной полярностью сварки.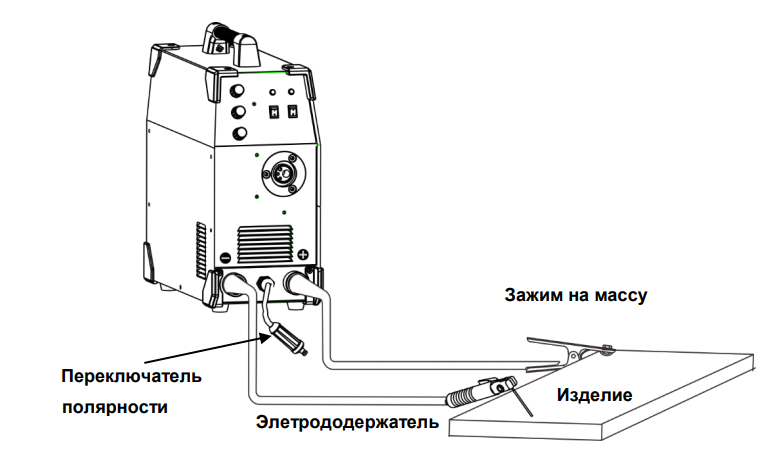 Некоторые преимущества сварки переменным током:
Некоторые преимущества сварки переменным током:
- Сварочные аппараты переменного тока менее дороги, хотя многие более дорогие модели работают как на переменном, так и на постоянном токе.
- Сварка переменным током лучше всего подходит для сварки алюминия, требующего интенсивного выделения тепла.
- Сварка переменным током специально используется в судостроении, поскольку она лучше подходит для высоких температур и имеет более высокий уровень тока, что делает ее пригодной для сварки углов и сварных швов.
- Ток чередует положительную и отрицательную полярность, что позволяет сваривать намагниченные детали. Это особенно важно при выполнении работ по техническому обслуживанию или ремонту машин, которые намагничены. Кроме того, ремонтные работы часто связаны с ржавым металлом, для которого лучше использовать сварку переменным током, чем сварку постоянным током.
- Переменный ток уменьшает дугу. Дуговой удар происходит, когда происходит отклонение намеченной дуги от ее первоначального пути.

К недостаткам сварки переменным током относятся:
- Больше брызг. Брызги — это капли горячего материала, которые разбрызгиваются со сварного шва на пол или на участок вокруг места сварки.
- Качество сварки не такое гладкое.
- С ней сложнее обращаться, чем со сваркой постоянным током.
Что такое сварка постоянным током?
Постоянный ток течет только в одном направлении. Этот метод сварки имеет более высокую скорость наплавки. Скорость наплавки – это количество присадочного металла, вплавленного в сварной шов. Более высокая скорость наплавки делает сварку постоянным током подходящей для сварки, требующей наращивания отложений. При этом также меньше брызг, чем при сварке переменным током, что делает сварной шов более равномерным и гладким.
С постоянным током легче работать, так как электрическая дуга более стабильна, чем при сварке на переменном токе.
Другие преимущества:
- Более стабильная дуга.
- Более гладкий шов.
- Более высокая скорость осаждения.
- Большее проникновение в металл сварного шва.
- Идеально подходит для соединения тонких металлов.
- Также используется для дуговой сварки и подходит для сварки всех типов стали.
- Подходит для потолочного и вертикального применения. Вертикальные сварные швы востребованы в различных отраслях промышленности, в первую очередь в таких областях строительства, как строительство зданий, электростанций, нефте- и газопроводов и арматуры, а также на верфях, где сварщики должны сваривать огромные металлические конструкции, находящиеся в вертикальном положении.

Недостатки сварки постоянным током:
- Аппараты дороже
- Невозможно устранить проблемы с продувкой дугой.
Свяжитесь с Vern Lewis Welding Supply, Inc. — лидером в области сварочных материалов в Аризоне. Мы обеспечиваем полную поставку продукции, необходимой для всех видов сварки, и можем ответить на любые ваши вопросы по сварке.
 Для получения дополнительной информации свяжитесь с нами через Интернет или позвоните по телефону 602-633-7481.
Для получения дополнительной информации свяжитесь с нами через Интернет или позвоните по телефону 602-633-7481.Источники:
- https://www.twi-global.com/technical-knowledge/faqs/ac-vs-dc-welding
- https://www.uti.edu/blog/welding/ полярность сварки
- https://weldingproductivity.com/article/ac-vs-dc/
- https://weldingheadquarters.com/what-is-the-difference-between-ac-and-dc-welding/
- https://weldingheadquarters.com/how-to-weld-vertical/
Похожие сообщения
Покупка подержанного сварочного оборудования
Независимо от того, являетесь ли вы новичком, только начинающим свой путь в области сварки, или давно являетесь профессионалом в этой области, приобретение хороших инструментов и оборудования может обойтись дорого. При поиске менее дорогих вариантов приобретения сварочного оборудования подержанное и/или отремонтированное оборудование может стать отличным выбором.
Подробнее Покупка подержанного сварочного оборудованияПродолжить
Основы сварки меди
Вы можете видеть медь снаружи домов и знать о ее ценности для электрических проводов и сантехники, но она также является важным компонентом в аудиоустройствах, музыкальных инструментах, резервуарах для воды и многом другом. Но задумывались ли вы когда-нибудь о процессе превращения меди в эти повседневные нужды и…
Подробнее Основы сварки медиПродолжить
Каковы лучшие бренды сварочного оборудования?
Теперь, когда вы интересуетесь сваркой, вы, вероятно, задаетесь вопросом, что вам нужно искать в инструментах, приспособлениях и аксессуарах. После надлежащих исследований, обучения, руководства и экспериментов следующим шагом будет приобретение собственного оборудования. Как и многие другие профессиональные отрасли, которые существуют уже некоторое время, сварка…
После надлежащих исследований, обучения, руководства и экспериментов следующим шагом будет приобретение собственного оборудования. Как и многие другие профессиональные отрасли, которые существуют уже некоторое время, сварка…
Подробнее Какие бренды сварочного оборудования являются лучшими?Продолжить
3 ошибки при сварке, которых следует избегать
Сварка, если она сделана правильно, имеет бесконечный потенциал. Это ремесло, которое полно цели и требует большого мастерства. В области сварки используются различные материалы и оборудование, и крайне важно обеспечить соблюдение правильных шагов. По оценкам, только в Соединенных Штатах насчитывается 404 800 сварщиков,…
Подробнее 3 ошибки при сварке, которых следует избегатьПродолжить
Сварка магния: понимание основ
Магний — самый легкий металл на Земле, а также один из самых распространенных элементов, которые можно найти в нашей земной коре. Соотношение прочности и веса делает его очень полезным как в аэрокосмической, так и в гоночной технике! Дополнительным преимуществом этого металла является то, что он не подвержен коррозии, что означает, что он…
Подробнее Сварка магния: понимание основПродолжить
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или угольная дуговая сварка) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Финиксе, Аризона. Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов с помощью электричества. В то время как другие методы используют газ для нагрева…
В то время как другие методы используют газ для нагрева…
Читать далее Плюсы и минусы строжки угольной дугойПродолжить
6013 Сварочный электрод, настройки, полярность и сила тока
13 июня 2021 г.
Существует множество типов электродов. Но одним из самых популярных электродов для начинающих является Е6013. Как видите, электроды определяются и характеризуются четырьмя числами. Самые первые два числа « 60 » обозначают предел прочности при растяжении, что означает предел прочности при растяжении E6013 до 59 700 фунтов на дюйм или почти 60 000 фунтов на дюйм, а его предел текучести составляет 67 700 фунтов на квадратный дюйм.
Однако третья цифра « 1 » указывает на то, что эти сварочные электроды можно использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и потолочном.
Последняя цифра « 3 » относится к типу шлака, составу флюса и источнику питания, используемому для этого электрода. Последняя цифра явно указывает на следующее: если она равна 0, это означает DCRP. Если это 1, это означает, что вы можете использовать обратную полярность постоянного или переменного тока. Если это 2, это означает, что вы можете использовать прямую полярность постоянного или переменного тока. Если это 3, это означает, что вы можете использовать постоянный или переменный ток прямой или обратной полярности.
Если это 1, это означает, что вы можете использовать обратную полярность постоянного или переменного тока. Если это 2, это означает, что вы можете использовать прямую полярность постоянного или переменного тока. Если это 3, это означает, что вы можете использовать постоянный или переменный ток прямой или обратной полярности.
Table of Contents
- Uses and Applications of 6013 Rod
- Characteristics of E6013
- Results of Welding with E6013 Rod
- Polarity & Settings
- Pros & Cons
- How To Weld With E6013 Rod?
- Различные типы и размеры стержня 6013 Сварка
- Похожие сообщения:
Использование и применение стержня 6013
Предназначен для сварки со средним и легким проникновением. Он используется для сварки углеродистой стали, а также используется для сварки любого типа полярности. Как упоминалось выше, он очень популярен среди новичков, потому что легко обеспечивает стабильную дугу, пригодную для сварки плохо подогнанных соединений. Он также используется для сварки мягких сталей, некоторых низколегированных сталей и оцинкованных сталей. Его характерная дуга распылительного типа очень мощная и обеспечивает глубокое проникновение.
Он также используется для сварки мягких сталей, некоторых низколегированных сталей и оцинкованных сталей. Его характерная дуга распылительного типа очень мощная и обеспечивает глубокое проникновение.
Кроме того, вы можете легко удалить шлак, который он производит. Типичные области применения E6013 включают сварку листового металла, транспортных средств, судоремонта и строительства, а также сварку перегруженных и чрезмерно изношенных поверхностей из мягкой стали. Его также можно использовать в общих и легких конструкциях.
Этот стержень можно использовать для заполнения многопроходных сварных швов, когда необходимо накладывать слой за слоем для создания сварного шва. E6013 также может обеспечить качественный сварной шов, даже если он обеспечивает неглубокий провар, просто соединяясь с металлом, который лежит под ним.
Новички часто предпочитают E6013 из-за его превосходной стабильности дуги, что делает его подходящим для соединений с неплотной посадкой. Кроме того, он оставляет гладкую, приятную на вид поверхность, что, наряду со стабильностью дуги, делает его удобным при работе с неровными или короткими швами, требующими регулировки положения. Он подходит для работы с углеродистой сталью и может использоваться для сварки с любой полярностью.
Он подходит для работы с углеродистой сталью и может использоваться для сварки с любой полярностью.
Часто используется для:
- Сварка транспортных средств
- Судостроение и ремонт
- Чрезмерно обработанная и поврежденная низкоуглеродистая сталь
- Сварка тонколистового металла
- Прочее легкое производство общего назначения
Характеристики E6013
или даже « легкий стержень ». Эти дополнения к E6013 могут свидетельствовать о его преимуществах. Но можно и негативно относиться к этим придаткам.
Хотя западные люди с недоверием относятся к E6013, тем не менее, он очень популярен среди европейцев и азиатов, особенно для выполнения корневого шва. Более того, азиаты и европейцы, кажется, делают выбор в пользу E6013, когда дело доходит до корневого прохода.
У E6013 есть свои достоинства, поскольку он оставляет после себя гладкий внутренний корень. После проб и ошибок вы наверняка обнаружите, что E6013 можно легко уберечь от чрезмерного укрепления корня.
E6013 характеризуется легкой текучестью, и эта характеристика работает против него в случае корневого прохода. Наоборот, однако, это не всегда так, поскольку эта характеристика позволяет и подталкивает сварщика двигаться немного быстрее. Более того, образование шлака на задней стороне сварного шва более яркое и чистое, что свидетельствует о меньшем окислении. Это, безусловно, желательное качество при выполнении корневого шва, особенно в условиях высокого давления.
Американские сварщики могут уклоняться от предпочтения электрода 6013 из-за их предвзятого отношения к этому электроду; но через год они могут переосмыслить свое мнение о 6013. Однако, если вы серьезный профессиональный сварщик, вы не должны уклоняться от рассмотрения этого аспекта 6013. многоцелевой пруток, подходящий для сварки низкоуглеродистой стали, оцинкованной стали и некоторых низколегированных сталей. Несмотря на то, что его покрытие создает очень стабильную, мощную дугу, похожую на распыление, этот электрод не обладает такой глубокой проникающей способностью, как E6011, который может проникать в толстый или грязный материал. Вместо этого E6013 обеспечивает легкое и среднее проникновение, более подходящее для более тонкой стали, сплавляя металл вместе на более коротком расстоянии ниже поверхности между электродом и основным металлом.
Вместо этого E6013 обеспечивает легкое и среднее проникновение, более подходящее для более тонкой стали, сплавляя металл вместе на более коротком расстоянии ниже поверхности между электродом и основным металлом.
Образующийся шлак тонкий и легко поддается очистке.
Полярность и настройки
Электроды 6013 можно использовать с переменным или постоянным током (прямой или обратной полярности) в любом положении. Он может сваривать мягкую сталь со средней сталью. Тем не менее, есть как положительные, так и отрицательные отзывы о E6013. Например, у него более толстое покрытие, которое не разбрызгивается. Кроме того, его можно использовать как с полярностью постоянного, так и переменного тока.
Плюсы и минусы
При положительном рассмотрении можно сказать, что E6013 очень популярен, потому что им легко пользоваться и легко осваивать. С другой стороны, мы можем рассматривать эти придатки отрицательно, поскольку они указывают на то, что E6013 менее качественный, чем у популярных электродов, таких как E6010 или E6011.
С другой стороны, E6013 рассматривается негативно, потому что он оставляет большое количество шлака, и по сравнению с E6010, он относительно неглубокий в проникновении, если вы не знаете, как правильно его использовать. Если вы знаете, как правильно им пользоваться, вы неизбежно сможете производить высококачественные сварные швы, хотя эти сварные швы не сравнимы со швами E7018. Хотя он не сравним с E6010 или E7018, когда речь идет о глубине проплавления, он неизбежно может обеспечить хороший сварной шов, и он быстро и без труда укладывает большое количество металла. Кроме того, вам потребуется увеличенный угол наклона стержня и узкая дуга, чтобы шлак не скатывался прямо перед сварным швом.
Как сваривать стержнем E6013?
Первое, что вы должны учитывать при использовании E6013, это не забыть настроить параметры силы тока в зависимости от размера E6013, который будет использоваться для сварки основного металла, который вы используете. Кроме того, вы должны очистить металл, который собираетесь сваривать, с помощью проволочной щетки, чтобы добиться наилучшего проникновения.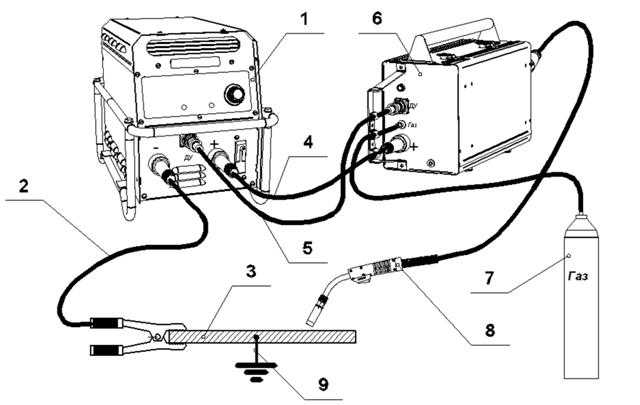 Затем вы можете продолжить зажигание дуги, просто поцарапав стержень о металлическую основу, как только вы решите начать процесс сварки.
Затем вы можете продолжить зажигание дуги, просто поцарапав стержень о металлическую основу, как только вы решите начать процесс сварки.
Необходимо хорошо видеть то, что вы свариваете. Следовательно, вы должны расположиться таким образом, чтобы вы могли видеть конец электрода, а также возникающую дугу. Вы должны поддерживать свое тело в таком положении, держа голову подальше от дыма, который он создает. Используйте положение под углом от 10 до 15 градусов по направлению движения, чтобы вести нижнюю часть электрода. Наконец, вы должны следовать любимой технике перемещения электрода, используя слегка круговые движения или легкие взбивающие движения, чтобы получить хорошие результаты сварки.
Различные типы и размеры 6013 Сварка
Похожие сообщения:
Категории СваркаMP200 5-в-1 сварочный аппарат и резак Руководство пользователя
перейти к содержаниюYesWelder FIRSTESS MP200 — это портативный универсальный сварочный аппарат, способный выполнять следующие процессы:
- Сварка MIG (GMAW — дуговая сварка металлическим электродом)
- Сварка порошковой проволокой — (FCAW — Дуговая сварка порошковой проволокой)
- Сварка TIG постоянным током (GTAW — дуговая сварка вольфрамовым электродом)
- Ручная сварка (SMAW — Дуговая сварка металлическим электродом)
- Плазменная резка
Это руководство научит вас, как настроить все для каждого процесса сварки, от необходимых физических подключений до настроек на цифровом дисплее. Мы также поделимся некоторыми полезными советами по сварке/резке для успешной сварки, но давайте начнем с краткого обзора техники безопасности.
Мы также поделимся некоторыми полезными советами по сварке/резке для успешной сварки, но давайте начнем с краткого обзора техники безопасности.
Чтобы помочь найти тему, которую вы ищете, вот краткое содержание. Мы советуем вам сначала прочитать безопасность и общий обзор сварочного аппарата, прежде чем переходить к любой другой части статьи и прежде чем приступить к работе над интересными проектами.
Содержание:
Безопасность сварки и плазменной резки
Обзор YesWelder MP200 5 в 1
- Как подключить MP00180 9
Как настроить MP200 для сварки MIG
- Защитный газ для сварки MIG
- Прикрепление газового баллона к YesWelder MP200
- Крепление горелки MIG и зажима заземления
- Установка сплошной проволоки для сварки MIG в сварочный аппарат
- Установка катушки проволоки MIG
- Настройки процесса сварки MIG
Как настроить MP200 для сварки порошковой проволокой
- Крепление горелки MIG и зажима заземления
- Установка порошковой сварочной проволоки в сварочный аппарат
- Параметры процесса сварки порошковой проволокой
Как настроить MP200 для сварки ВИГ
- Защитный газ для сварки ВИГ
- Крепление газового баллона к горелке TIG
- Сборка горелки TIG
- Выбор вольфрамового электрода
- The Lift TIG Arc Start
- Настройки процесса сварки TIG
Как настроить MP200 для электродуговой сварки
- Соединение держателя электрода и зажима заземления
- Настройки процесса сварки электродом
Как настроить MP200 для плазменной резки
- Как настроить поток сжатого воздуха
- Установка воздушного фильтра (водомасляного сепаратора)
- Подключение подачи воздуха
- Подача воздуха
- Сборка плазменного резака
- Соединение плазменной горелки и зажима заземления
- Запуск плазменной дуги
- Настройки плазменной резки
Безопасность сварки и плазменной резки
Источник изображения: Welding Principles and Applications, книга Ларри Джеффуса
В этой статье представлены общие сведения о мерах безопасности при сварке и резке. Вы должны постоянно повышать свою квалификацию и работать над предотвращением опасностей.
Вы должны постоянно повышать свою квалификацию и работать над предотвращением опасностей.
При выполнении любого из сварочных процессов, включенных в MP200, помните о вспышке дуги, излучении, пожароопасности, поражении электрическим током, баллонах со сжатым газом, физических травмах и сварочном дыме.
Никогда не сваривайте и не режьте, если вы плохо себя чувствуете или если ваше состояние сознания снижено. Помните о безопасном и силовом оборудовании, с которым вы работаете. Сюда входят угловые шлифовальные машины, настольные пилы, прессы и другие инструменты, а не только сварочные аппараты.
Для безопасной сварки вам понадобится сварочный шлем, огнеупорные перчатки, ботинки, куртка и штаны. Вам также необходимо будет носить защитные очки под сварочной маской. Для сварки MIG, сварки с флюсовым сердечником и дуговой сварки требуется более тяжелое защитное оборудование, чем для сварки TIG, потому что TIG не образует столько брызг.
При плазменной резке будьте особенно осторожны с водой и влагой. Напряжение холостого хода при использовании плазменных резаков выше, чем при сварке, что повышает опасность поражения электрическим током. Изолируйте себя от металла и надевайте сухую защитную одежду при сварке или резке.
Напряжение холостого хода при использовании плазменных резаков выше, чем при сварке, что повышает опасность поражения электрическим током. Изолируйте себя от металла и надевайте сухую защитную одежду при сварке или резке.
Будьте осторожны с баллонами со сжатым газом, такими как аргон и защитный газ CO2. Всегда держите их на цепи в безопасном месте в вертикальном положении и надевайте защитный колпачок, когда они не используются или во время транспортировки.
Никогда не держите легковоспламеняющиеся предметы в зоне сварки/резки. Убедитесь, что в рабочей зоне нет щелей, куда расплавленный металл может попасть и загореться. Всегда проверяйте свое рабочее место после работы на наличие тлеющих предметов, дыма и т.п. Отключите все оборудование, прежде чем покинуть комнату. И самое главное, всегда иметь под рукой соответствующий огнетушитель.
Никогда не сваривайте в закрытом помещении без хорошей вентиляции. Сварочные дымы опасны, канцерогенны и приводят ко многим заболеваниям.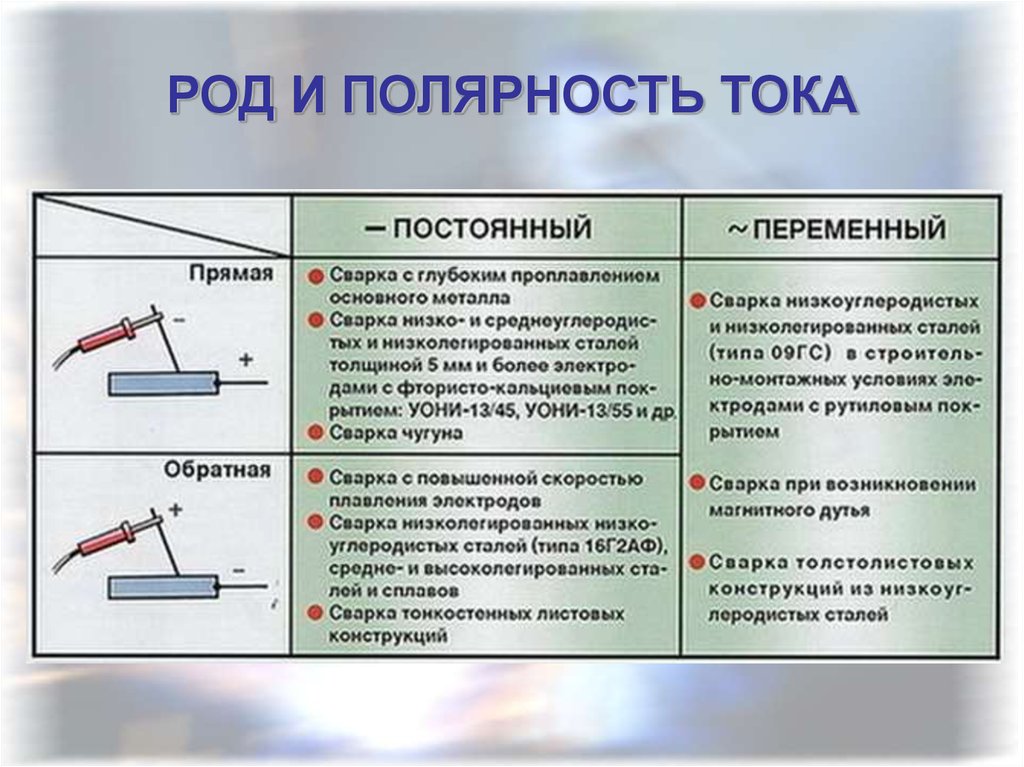 Всегда дважды проверяйте металл, с которым вы работаете. Некоторые покрытия, такие как цинк (оцинкованная сталь) и кадмий, при вдыхании могут вызвать серьезные проблемы со здоровьем. Такой металл требует специализированного оборудования PAPR для безопасной сварки.
Всегда дважды проверяйте металл, с которым вы работаете. Некоторые покрытия, такие как цинк (оцинкованная сталь) и кадмий, при вдыхании могут вызвать серьезные проблемы со здоровьем. Такой металл требует специализированного оборудования PAPR для безопасной сварки.
Постоянно учиться и исследовать безопасность сварки. Сварка — прекрасное хобби, профессия и страсть сотен тысяч людей, но она может быстро стать опасной, если не принять меры по предотвращению опасности.
Обзор YesWelder MP200 5-в-1
YesWelder MP200 — инверторный сварочный аппарат, основанный на инверторной технологии IGBT. Это делает машину легкой и позволяет использовать множество дополнительных функций. Прежде чем мы перейдем к подробному объяснению того, как настроить сварочный аппарат, поясним некоторые его особенности и их назначение.
Синергетическая сварка MIG автоматически регулирует напряжение и скорость подачи проволоки в зависимости от силы тока или выбранной толщины металла. Это упрощает процесс сварки MIG для начинающих, так как им не нужно вручную регулировать скорость подачи проволоки и параметры напряжения.
Это упрощает процесс сварки MIG для начинающих, так как им не нужно вручную регулировать скорость подачи проволоки и параметры напряжения.
Еще одной примечательной особенностью является функция автоматической интеллектуальной памяти. Он позволяет сохранять до 10 различных настроек напряжения и тока для каждого типа сварки. Вы можете в любое время вызвать ранее использовавшиеся настройки и избавить себя от хлопот, связанных с настройкой процесса в соответствии с вашими предпочтениями.
Если сварочный аппарат когда-либо перегреется, он активирует механизм самозащиты, отключившись для охлаждения, что продлит срок его службы. Однако, благодаря передовой технологии IGBT, MP200 имеет рабочий цикл 60 % при выходном токе 200 А при сварке и 60 % рабочий цикл при 40 А при плазменной резке, что дает вам 6 из 10 минут рабочего времени.
Этот сварочный аппарат выдает постоянный ток. Таким образом, он может сваривать мягкую сталь и нержавеющую сталь. Он не может сваривать алюминий, потому что он не поддерживает выход AC TIG или пистолет с катушкой. Тем не менее, наши сварочные аппараты YesWelder 250A AC/DC TIG и YesWelder 250A MIG подходят для сварки алюминия с помощью шпульного пистолета TIG или MIG.
Тем не менее, наши сварочные аппараты YesWelder 250A AC/DC TIG и YesWelder 250A MIG подходят для сварки алюминия с помощью шпульного пистолета TIG или MIG.
Как и любой аппарат для дуговой сварки, MP200 требует правильной настройки полярности для зажигания дуги в замкнутой электрической цепи. Это означает, что для запуска любого из пяти процессов необходимо подключить зажим заземления к металлу и использовать MIG/TIG/палочную/плазменную горелку для замыкания цепи. Также требуется защитный газ для процессов MIG и TIG и сжатый воздух для процесса плазменной резки. Итак, давайте начнем с объяснения каждого.
Как включить MP200
Вне зависимости от процесса сварки включение аппарата осуществляется одинаково. Входной адаптер 220 В предустановлен с кабелем питания на задней панели YesWelder MP200. Однако, если вы хотите использовать сварочный аппарат с источником питания 110 В, все, что вам нужно сделать, это подключить розетку 110 В к переходной линии 220 В, поставляемой со сварочным аппаратом.
На задней стороне машины находится красная кнопка включения/выключения. После того, как сварочный аппарат подключен к розетке 110 В или 220 В, просто переведите кнопку во включенное состояние, и сварочный аппарат включится. После этого на дисплее появится анимация YesWelder, и на ней появится меню.
Но перед тем, как включить аппарат, вы должны подключить все необходимое для процесса сварки, который вы хотите запустить. Итак, давайте начнем с объяснения установки MIG.
Как настроить MP200 для сварки MIG
Для успешной сварки MIG вам потребуется установить защитный газ, полярность, механизм подачи проволоки и настройки на цифровом дисплее. Прежде чем мы рассмотрим каждый из них, давайте взглянем на характеристики MP200 для MIG.
Важные параметры сварки MIG:
Выходной ток 110 В: 20–160 А, 220 В: 20–200 А
Скорость подачи проволоки: прибл. 2,2 ярда/мин — 16,4 ярда/мин
Рабочий цикл: 60 % при 200 А
Диапазон напряжения: 15-24 В
Защитный газ для сварки MIG
Для сварки MIG необходимо использовать либо 100% CO2, либо самую популярную смесь 75% аргона (Ar) и 25% CO2. Использование 100% CO2 дешевле, но дуга более нестабильна и производит больше брызг. Газ с содержанием 75 % аргона обеспечивает наиболее стабильную дугу, но он дороже и обеспечивает гораздо более привлекательный вид сварных швов. Большинство домашних любителей используют смесь 75/25, но вы также можете использовать другие пропорции и добавлять гелий или кислород в зависимости от ваших потребностей.
Использование 100% CO2 дешевле, но дуга более нестабильна и производит больше брызг. Газ с содержанием 75 % аргона обеспечивает наиболее стабильную дугу, но он дороже и обеспечивает гораздо более привлекательный вид сварных швов. Большинство домашних любителей используют смесь 75/25, но вы также можете использовать другие пропорции и добавлять гелий или кислород в зависимости от ваших потребностей.
Смеси аргона/CO2 создают более горячую и жидкую сварочную ванну и способствуют переносу струи. При сварке MIG с этой смесью проплавление будет шире, но менее глубоким, чем при сварке 100% CO2, что делает ее лучшим выбором для тонкого металла.
Сварка малоуглеродистой стали MIG с использованием 100% аргона не рекомендуется. Многие домашние любители, которые ранее выполняли сварку методом TIG, могут использовать газовый баллон со 100% аргоном, но, к сожалению, этот газ не рекомендуется для сварки методом MIG. Дуга будет нестабильной, будет издавать ужасный звук резки, а вокруг сварного шва будет много сажи.
Прикрепление газового баллона к YesWelder MP200
После того, как вы купили или взяли напрокат нужный баллон с защитным газом, пришло время прикрепить к нему регулятор расхода газа и соединить его с MP200.
Источник изображения: https://www.slideserve.com/jaden/chm-605-1221234
Газовый регулятор не входит в комплект MP200, поэтому убедитесь, что вы покупаете подходящий регулятор для смеси 75/25. Если вы планируете использовать защитный газ, содержащий 100 % CO2, имейте в виду, что для этого требуется поддерживающий регулятор CO2. Не все регуляторы Ar/CO2 могут работать со 100%-м газом CO2 из-за различий во входных отверстиях и склонности регуляторов замерзать при 100%-м CO2. Мы рекомендуем использовать MP200 со смесью 75/25 и стандартным газовым регулятором 75/25, потому что так вы вряд ли ошибетесь.
Источник изображения: https://ehs.uci.edu/safety/pdfs/compressed-gas-reference-guide.pdf
Прежде чем прикрепить газовый регулятор к газовому баллону, сначала снимите защитный колпачок, а затем взломайте газовый баллон всего за доли секунды. Это удалит любую скрытую пыль, обнаруженную в вентиляционном отверстии бутылки. Затем регулятор навинчивается на клапан газового баллона вручную и затягивается гаечным ключом.
Это удалит любую скрытую пыль, обнаруженную в вентиляционном отверстии бутылки. Затем регулятор навинчивается на клапан газового баллона вручную и затягивается гаечным ключом.
В комплект поставки YesWelder MP200 входит 8-футовый газовый шланг с правым фитингом 5/8″-18. Этот газовый шланг подсоединяется к задней части устройства, где входное отверстие для газа помечено как «MIG GAS». Другой конец шланга подключен к вашему газовому регулятору, который вы предварительно прикрепили к газовому баллону.Убедитесь, что эти соединения герметичны, чтобы не было утечки газа.
После того, как все подключено, следует медленно выпустить газ из баллона. Не открывайте клапан быстро, потому что, если что-то не так с регулятором, он может оторваться, и чрезмерное давление из бутылки может навредить вам. Баллоны со сжатым газом опасны, и вы должны соблюдать все меры безопасности, чтобы предотвратить опасность.
Никогда не перемещайте газовый баллон с установленным на нем регулятором. Вместо этого снимите регулятор, закрутите защитный колпачок и только после этого перемещайте бутылку в соответствии со стандартами безопасности OSHA.
Вместо этого снимите регулятор, закрутите защитный колпачок и только после этого перемещайте бутылку в соответствии со стандартами безопасности OSHA.
Установка горелки MIG и зажима заземления
Для успешной сварки MIG необходимо использовать полярность DCEP, что означает, что ваш сварочный электрод (проволока MIG) имеет положительный контакт, а зажим заземления — отрицательный. Внутри сварочного аппарата имеется резьбовое соединение шин для переключения полярности между положительной и отрицательной. Для сварки MIG необходимо использовать положительную полярность, а при сварке Flux core — отрицательную. Таким образом, если устройство внутри уже подключено шиной к положительной стороне, вам не нужно ничего делать для сварки MIG.
Горелка MIG подключается только одним способом к большому разъему горелки Euro MIG на передней панели аппарата. После того, как вы выровняете соединения, вставьте соединение горелки MIG в устройство и затяните резьбовое кольцо, чтобы сделать соединение герметичным.
Поскольку горелка MIG использует DCEP при сварке MIG, клемма заземления должна быть отрицательной. Итак, возьмите разъем Dinse зажима заземления и соедините его с центральным портом, отмеченным знаком «минус». Заглушки Dinse работают путем нажатия и блокировки поворота после совмещения выступа латунной заглушки с гнездом на сварочном аппарате.
Установка сплошной проволоки для сварки MIG в сварочный аппарат
После того, как защитный газ и горелка MIG настроены, необходимо подготовить механизм подачи проволоки и катушку для сварки MIG. Механизм подачи проволоки находится внутри аппарата. Итак, потяните защелку и откройте боковые двери, потянув их вниз.
Установка соответствующего ролика привода проволоки
Аппарат YesWelder MP200 поставляется с роликами с V-образной канавкой 0,030 и 0,035 дюйма и с W-образной канавкой размером 0,030 и 0,035 дюйма. V-образная канавка используется для подачи сплошной проволоки MIG, а W-образная канавка используется для подачи порошковой проволоки. Вы узнаете ролик с V-образной канавкой по гладким канавкам, а на W-образной канавке имеются рифленые канавки.
Вы узнаете ролик с V-образной канавкой по гладким канавкам, а на W-образной канавке имеются рифленые канавки.
Весь механизм подачи проволоки расположен в правом нижнем углу внутри сварочного аппарата и помещен в литой алюминиевый корпус. Он состоит из трех основных частей: натяжителя подачи, натяжного рычага и ручки ролика подачи.
Для установки приводного ролика с V-образной канавкой необходимо ослабить натяжитель подачи, потянуть его вниз, в результате чего натяжной рычаг самостоятельно поднимется. Теперь ручка ролика подачи доступна. Отвинтите черный пластиковый колпачок вручную и снимите/замените ролик привода проволоки. Для MIG мы хотим использовать ролик с V-образной канавкой, поэтому совместите его с опорой на валу, снова навинтите черную пластиковую ручку, и будет установлен соответствующий проволочный ролик.
Установка катушки с проволокой MIG
Чтобы установить катушку с проволокой MIG, сначала снимите большую пластиковую ручку/кольцо катушки. Затем поместите катушку с проволокой на встроенный адаптер так, чтобы штифт на адаптере совпал с отверстием на катушке с проволокой MIG (это отверстие есть на всех катушках с проволокой MIG).
Затем поместите катушку с проволокой на встроенный адаптер так, чтобы штифт на адаптере совпал с отверстием на катушке с проволокой MIG (это отверстие есть на всех катушках с проволокой MIG).
Катушка с проволокой MIG должна быть установлена таким образом, чтобы разматываться против часовой стрелки и подавать проволоку из-под катушки.
Когда катушка с проволокой установлена на место, отсоедините конец проволоки и крепко держите проволоку, чтобы она не разматывалась сама по себе, сохраняя натяжение. Затем отрежьте конец проволоки, чтобы получился чистый, прямой конец проволоки. Удерживая проволоку одной рукой, протолкните ее через первый направляющий канал для подачи проволоки и до упора, чтобы он попал в направляющий канал сварочной горелки MIG.
Промежуточный рычаг также содержит встроенное роликовое колесо, которое оказывает давление на сварочную проволоку от натяжителя подачи. Итак, после того, как проволока вошла в горелку МИГ, опустите натяжной рычаг, поднимите натяжитель вверх и увеличьте давление натяжителя, поворачивая его.
Теперь вам нужно снять сопло горелки MIG и наконечник. Далее включите аппарат, войдите в режим MIG и зажмите левую ручку на передней панели. Это протянет проволоку через провод к наконечнику горелки MIG. В этот момент наденьте наконечник на проволоку, проденьте его обратно и снова наденьте насадку.
Настройки процесса сварки МИГ
При входе в режим сварки МИГ в главном меню на дисплее вы увидите свои настройки тока и напряжения, полярность и верхний ряд с дополнительными настройками.
Левая ручка бесконечной регулировки изменяет выходную силу тока, скорость подачи проволоки и напряжение, как показано на дисплее. Правая ручка регулирует значение напряжения, позволяя вам вручную настроить нужные параметры.
Нажатие правой ручки действует как функция «выбора», позволяя вам войти в настройки, расположенные в верхней части дисплея. Здесь вы можете выбрать защитный газ, тип проволоки (нержавеющая сталь, мягкая сталь), размер проволоки (0,030: или 0,035 дюйма), режим 2T/4T, выбор толщины металла, настройку прожига и запоминание текущей настройки.
Настройка обратного прожига позволяет изменить время, в течение которого провод находится под напряжением после отпускания триггера. Итак, если ваш провод сгорает до кончика, вы можете настроить это значение и настроить его в соответствии со своим стилем.
Как настроить MP200 для сварки порошковой проволокой
Процесс сварки порошковой проволокой аналогичен процессу сварки MIG, за исключением того, что в нем не используется защитный газ. Вместо этого экранирующее действие исходит от флюса, расположенного внутри сердечника провода.
Чтобы успешно выполнить сварку порошковой проволокой, вам необходимо использовать правильную полярность, установить порошковую проволоку и установить настройки на дисплее. Итак, давайте пройдемся по каждому из них.
Крепление горелки MIG и зажима заземления В отличие от сварки MIG, сварка FCAW требует полярности DCEN. Это означает, что шина внутри сварочного аппарата должна быть изменена с положительной на отрицательную. Для этого отвинтите соединение на положительной стороне, отмеченной красным и со знаком «плюс» над ним, поверните металлическую шину к отрицательной, черной стороне, отмеченной знаком «минус», и вкрутите ее.
Процесс FCAW использует ту же горелку MIG, что и GMAW, поэтому процесс установки идентичен описанному выше для процесса MIG. Однако зажим заземления необходимо подключить к положительному порту, отмеченному знаком «плюс» на передней панели машины.
Установка порошковой сварочной проволоки в сварочном аппарате
Процесс установки порошковой проволоки идентичен описанному ранее процессу установки сплошной проволоки MIG с одним важным отличием. В отличие от сплошной проволоки, для порошковой проволоки требуется ролик с W-образной канавкой.
Так же, как и при настройке MIG, ослабьте натяжитель подачи и потяните его вниз. Это освободит натяжной рычаг и предоставит вам доступ к ролику подачи. Снимите черную заглушку, снимите V-образную канавку, используемую для MIG, и установите W-образную канавку (с накаткой) для проволоки с флюсовой сердцевиной.
Затем снимите большую пластиковую ручку/кольцо катушки и установите катушку с флюсовой проволокой так, чтобы ее отверстие совпало со штифтом на адаптере.
Освободите кончик проволоки от катушки и отрезайте конец, крепко удерживая проволоку на катушке, чтобы она не разматывалась сама по себе. Вставьте только что изготовленный наконечник в механизм подачи проволоки до упора, чтобы войти в горелку MIG. После этого опустите натяжной рычаг и зафиксируйте его натяжителем подачи.
Теперь вы готовы включить машину. Выберите в меню процесс FCAW и нажмите и удерживайте левую ручку, чтобы подать проволоку через направляющий канал в горелку MIG.
Настройки процесса сварки порошковой проволокой
Настройки меню для процесса сварки FCAW полностью такие же, как и для процесса сварки MIG, за исключением настройки защитного газа, поскольку процесс сварки порошковой проволокой не требует защитного газа.
Левая ручка совместно изменяет выходной ток, скорость подачи проволоки и параметры напряжения, а правая ручка позволяет вручную точно настроить параметры напряжения. Нажатие на правую ручку открывает доступ к выбору порошковой проволоки, режиму 2T/4T, толщине материала. обратного прожига и настройки памяти.
Как настроить MP200 для сварки ВИГ
Для успешного выполнения процесса сварки ВИГ необходимо настроить защитный газ, полярность, горелку ВИГ и параметры, отображаемые на дисплее. Но прежде чем мы объясним каждый из них, давайте посмотрим на спецификации MP200 для TIG.
Важные параметры сварки TIG:
Только сварка TIG на постоянном токе
Пуск лифта TIG
Выходной ток 110 В: 20–160 А, 220 В: 20–200 А
Рабочий цикл: 60 % при 200 А
Диапазон напряжения: 10,8–18 В
Защитный газ для сварки ВИГ
Для сварки ВИГ низкоуглеродистой или нержавеющей стали необходимо использовать защитный газ, состоящий из 100 % аргона. Вы не можете использовать смесь 75/25 с CO2, который обычно используется для сварки MIG.
Вы также можете использовать смесь аргона и гелия для улучшения проникновения и скорости перемещения, но гелий дороже, как и смесь.
Подсоединение газового баллона к горелке TIG
В отличие от процесса сварки MIG, для сварки MP200 баллон с защитным газом необходимо подсоединять непосредственно к прилагаемой горелке TIG WP-17V.
Процесс крепления регулятора защитного газа к газовому баллону полностью аналогичен ранее описанному для процесса сварки MIG. Разница в том, что вместо того, чтобы подсоединять газовый регулятор на баллоне к задней части MP200, вы подключаете его к горелке TIG.
Кабель для сварки TIG имеет встроенный газовый шланг, который соединяется с регулятором подачи защитного газа. Возьмите конец этого шланга и проденьте его в регулятор вручную, а затем затяните ключом, чтобы соединение было плотным.
Перед началом сварки необходимо открыть клапан на горелке TIG, чтобы выпустить защитный газ. Убедитесь, что вы держите горелку несколько секунд над завершенным сварным швом, чтобы защитить его, пока он остывает, а затем затяните клапан, чтобы остановить поток газа.
Сборка горелки TIG
Помимо соединения с защитным газом, расходные детали горелки TIG должны быть правильно собраны. Это включает в себя выбор и установку керамической чашки, корпуса цангового патрона, цангового патрона, вольфрама и задней крышки.
Короче говоря, голая горелка нуждается в задней крышке сзади и корпусе цанги, цанге, вольфраме и керамической чашке спереди, и именно в таком порядке.
MP200 поставляется с двумя разными задними крышками. Короткий используется, когда вы свариваете в ограниченном пространстве и вам нужно ограничить размер вашей горелки, но он также ограничивает размер вашего вольфрама. Длинная задняя крышка позволяет использовать всю длину вольфрама, поэтому вам не нужно разрезать его на части.
Чтобы собрать переднюю часть горелки TIG, выберите цангу соответствующего размера для вашего вольфрамового электрода и наденьте ее на вольфрамовый электрод так, чтобы кончик вольфрама вошел в две прорези цанги сбоку. Затем поместите цангу и вольфрам внутрь корпуса цанги и привинтите корпус цанги к головке горелки TIG. Прежде чем затягивать его рукой, отрегулируйте длину выступающего вольфрама, сдвинув его вперед и назад.
После того, как вы установите нужный стержень вольфрамового электрода, возьмите керамическую чашку и вручную наденьте ее на корпус цанги. MP200 поставляется с чашками разных размеров. Размер присоски определяет степень газового покрытия сварного шва, а также необходимую скорость газового потока.
При использовании чашки меньшего размера можно сэкономить газ, но это возможно только в том случае, если площадь сварного шва невелика. Например, если вы свариваете широкий шов, вам понадобится столько защитного газа, сколько вы сможете получить. Кроме того, небольшие размеры чашек полезны, если вы хотите добраться до ограниченного пространства, а большая чашка просто не подходит.
Выбор вольфрамовых электродов
Существует много вольфрамовых электродов, что вызывает путаницу у новичков в сварке TIG. Вольфрамовые электроды классифицируются в зависимости от их основного оксида и его процентного содержания в общей массе электродов.
Обычно используемые вольфрамовые электроды: чистый вольфрам, торированные, лантанированные, цериированные, цирконированные и вольфрамовые электроды из смеси редкоземельных элементов. Для сварки TIG на постоянном токе низкоуглеродистой и нержавеющей стали с помощью MP200 рекомендуется использовать вольфрамовые электроды с торием и церием. Они хорошо справляются со сваркой стали и прекрасно работают с процессом сварки TIG на постоянном токе.
Торированный вольфрам радиоактивен, поэтому следует соблюдать осторожность при шлифовке его наконечника и соблюдать инструкции по технике безопасности производителя. Вольфрам с церием не радиоактивен, но он не выдерживает очень большой силы тока, что делает его хорошим выбором для сварки тонких профилей.
Крепление горелки TIG и зажима заземления После подключения защитного газа к газовому баллону и сборки горелки. Вам необходимо подключить горелку TIG и зажим заземления к сварочному аппарату, соблюдая правильную полярность.
Процесс сварки TIG выполняется с DCEN, что означает, что горелку TIG необходимо подключить к отрицательной клемме, отмеченной знаком «минус», а зажим заземления подключить к положительной клемме, отмеченной знаком «плюс».
Запуск дуги TIG с подъемом
Аппарат YesWelder Firstess MP200 поддерживает запуск дуги TIG с подъемом, что является относительно чистым процессом по сравнению с запуском с нуля.
Источник изображения: https://www.weldclass.com.au/blog/40-tig-welding-what-is-scratch-start-lift-arc-and-hf-ignition-
Чтобы инициировать дугу, поднесите наконечник вольфрамового электрода к металлическому предмету, чтобы слегка коснуться его, а затем быстро поднимите горелку вверх, чтобы создать дугу между наконечником вольфрама и металлом. Не царапайте вольфрамом поверхность металла, это не нужно, повреждает вольфрамовый наконечник и может загрязнить сварной шов остатками вольфрамового электрода.
Настройки процесса сварки ВИГ
Выбор процесса сварки ВИГ на цифровом дисплее MP200 позволяет начать сварку ВИГ, показывает правильную полярность для подключения горелки и зажима заземления, а также позволяет изменить выходную силу тока.
Вращение левой ручки изменяет мощность сварочного тока с небольшими приращениями. Точная настройка силы тока помогает идеально подобрать сварной шов в зависимости от толщины металла и конфигурации соединения.
Как настроить MP200 для сварки электродом
Процесс сварки электродом сильно отличается от ранее описанных методов сварки, но это самый простой процесс для настройки с помощью MP200. Вам необходимо подключить провода с соблюдением полярности и установить настройки на цифровом дисплее в режиме стика. Но прежде чем мы обсудим их подробно, обязательно ознакомьтесь со спецификациями MP200 для сварки методом SMAW.
Важные параметры для сварки электродом:
Сварка электродом на постоянном токе
Выходной ток 110 В: 20–160 А, 220 В: 20–200 А
Рабочий цикл: 60 % при 200 А
Диапазон напряжения: 20,8–28 В
Поддерживает все стандартные электроды для низкоуглеродистой стали, такие как: E7018, E6011 и E6010
Максимальный диаметр электрода 110 В: 1/8 дюйма (3,2 мм), 220: 13/16 дюйма (5 мм)
Подсоединение держателя стержневого электрода и зажима заземления
Процесс сварки стержнем работает с полярностью DCEP или DCEN, и его выбор в первую очередь зависит от желаемых результатов и стержневого электрода.
Каждый электрод имеет определенную полярность, с которой он будет работать. Вы можете получить эту информацию на упаковке стержневого электрода или связавшись с производителем. Но обычно полярность общих электродов показана ниже:
E6010-DCEP
E6011 — AC или DCEP
E6012 — AC или DCEN
E6013 — AC, DCEP или DCEN
E7015 — ДСЭП
E7016 — AC или DCEP
E7018 — AC или DCEP
Чтобы настроить процесс сварки электродом в режиме DCEP, подсоедините держатель электрода к положительной клемме, отмеченной знаком «плюс», а зажим заземления — к отрицательной клемме, отмеченной знаком «минус» на передней панели MP200.
Чтобы установить сварку электродом в режиме DCEN, поменяйте местами соединения. Держатель электрода подключается к отрицательной клемме, а заземляющий зажим – к положительной.
Как и в случае с TIG, провода SMAW имеют разъемы Dinse. Таким образом, просто совместите кромку латунной заглушки с гнездом на сварочном аппарате, поверните и зафиксируйте ее. диаметр электрода. Выбор электрода показывает требуемую полярность на дисплее, и вы можете изменить выходную силу тока, как и в случае с TIG, повернув левую ручку.
Как настроить MP200 для плазменной резки
Для успешного выполнения процесса плазменной резки необходимо правильно настроить воздушный фильтр, поток сжатого воздуха, плазменный резак и параметры плазменной резки. Спецификации плазменной резки приведены ниже:
Важные параметры плазменной резки:
Выходной ток 110 В: 20–30 А, 220 В: 20–40 А
Рабочий цикл: 60 % при 40 А
Диапазон напряжения: 88-96В
Макс.
чистый рез 110 В: 0,19 дюйма (5 мм) при 30 А, 220 В: 0,27 дюйма (7 мм) при 40 АМакс. отрезок 110 В: 0,31 дюйма (8 мм) при 30 А, 220 В: 0,5 дюйма (12,7 мм) при 40 А
Рекомендуемое давление воздуха: 58-72 фунтов на квадратный дюйм
Как настроить поток сжатого воздуха
Плазменная резка требует использования внешнего воздушного компрессора. Мы рекомендуем воздушный компрессор с производительностью 9-12 кубических футов в минуту при 78 фунтов на квадратный дюйм. Используйте только чистый, сухой, сжатый воздух для плазменной резки. Никогда не используйте кислород, ацетилен, двуокись углерода, горючие газы или любой другой газ в баллонах, поскольку это может привести к взрыву и серьезным травмам или смерти. Плазменный резак выделяет большое количество тепла и может использоваться только со сжатым воздухом.
Перед подключением воздушного компрессора к MP200 необходимо установить воздушный фильтр на задней панели машины.
Установка воздушного фильтра (водомасляного сепаратора)
MP200 поставляется с воздушным фильтром. Его цель — отделить воду от воздуха, что улучшает качество плазменной дуги и продлевает срок службы расходных материалов. Медные расходные материалы подвергаются сильному нагреву, намного превышающему их температуру плавления. Если в горелку попадет влага из воздуха, водород и кислород быстрее разрушат расходные материалы. Воздушный фильтр задерживает влагу из воздуха, в результате чего очищенный воздух поступает в плазменный резак.
Воздушный фильтр должен быть установлен сзади MP200, соединен с воздушным компрессором и воздухозаборником MP200. Воздух от компрессора поступает в водоотделитель (воздушный фильтр), фильтруется, и очищенный воздух поступает в МП200.
Стрелка на воздушном фильтре указывает направление воздушного потока. Итак, вам нужно нарезать входное соединение воздушного компрессора и латунный штуцер для выхода воздуха в соответствии с обозначенным потоком воздуха. Вход получает воздух от компрессора и является той стороной, где начинается поток, а выход подает его к MP200 и стороне, где выходит воздух.
Также необходимо накрутить манометр на передней части воздушного фильтра. Все три резьбовых фитинга необходимо обмотать прилагаемой лентой, чтобы сделать соединение герметичным.
После того, как все три элемента навинчены и затянуты с помощью гаечного ключа, пришло время прикрепить собранный воздушный фильтр к задней части машины.
В упаковке вы увидите скобу с круглым отверстием и небольшой кромкой спереди. Отверните две гайки, расположенные на задней стороне сварочного аппарата над надписью «место установки воздушного фильтра», и установите этот кронштейн загнутой кромкой вниз.
Далее возьмите собранный воздушный фильтр и поместите его в кронштейн снизу так, чтобы кромка кронштейна совпала с выемкой на регуляторе. После этого возьмите красное пластиковое кольцо и установите его сверху на резьбу регулятора, затянув рукой.
Подключение подачи воздуха
После того, как воздушный фильтр собран и установлен, необходимо подключить воздушный компрессор к установленному впускному отверстию на регуляторе и с помощью прилагаемого воздушного шланга направить поток воздуха от выпускного отверстия к впускному воздушному клапану на спина сварщика.
Возьмите хомут из комплекта поставки и наденьте его на конец шланга подачи воздуха, затем наденьте шланг на латунный штифт (выход воздуха). Плотно затяните хомут гаечным ключом или головкой, но не слишком туго, чтобы не повредить шланг.
Повторите тот же процесс с другим концом воздушного шланга и воздухозаборником на задней стороне сварочного аппарата с надписью «ГАЗ РЕЗКИ». Используйте хомут для шланга и крепко затяните все. Прежде чем затягивать соединения с обеих сторон, убедитесь, что шланг не перекручен.
Подача воздуха
После того, как вы включите воздушный компрессор и подготовите его в соответствии с инструкциями производителя, прикрепите его к входной стороне воздушного фильтра.
Затем осторожно потяните вверх пластиковую ручку в верхней части воздушного фильтра, пока она не защелкнется и не поднимется, поверните ее по часовой стрелке, чтобы установить желаемое давление воздуха, и нажмите на нее, чтобы зафиксировать на месте.
Сборка плазменного резака
Плазменный резак поставляется уже в собранном виде, но при замене расходных материалов вам потребуется разобрать головку и собрать ее обратно.
Головка горелки состоит из завихрителя, электрода, режущего наконечника и защитного колпачка. Чтобы собрать все вместе, поместите электрод в головку горелки и установите завихритель на электрод. Затем поместите режущий наконечник на оба конца и наденьте защитный колпачок на резьбу на внешней стороне головки резака.
Соединение плазменной горелки и зажима заземления
Подключить плазменный резак и зажим заземления несложно, поскольку они имеют специальные разъемы на передней панели аппарата. Вам не нужно беспокоиться о полярности, потому что ее нельзя поменять местами.
Зажим заземления вставлен в первую розетку Dinse; внизу слева, где находится символ зажима заземления. Горелка имеет два разъема рядом друг с другом в нижней правой части передней части сварочного аппарата.
Латунный разъем на проводе резака навинчивается на порт над иллюстрацией резака, а меньшие электрические двухштырьковые соединительные резьбы находятся рядом с ним. Убедитесь, что выемка на проводе электрического соединения совмещена с розеткой. Затяните оба соединения вручную, и все готово.
Запуск плазменной дуги
Чтобы инициировать плазменную дугу, необходимо нажать на курок горелки, чтобы выпустить воздух, войти в контакт с металлом и слегка приподнять наконечник. Это вызовет дугу, и, перетаскивая горелку, вы будете резать металл.
Отрегулируйте скорость резки в зависимости от толщины металла, который вы режете. Более толстые металлы требуют меньшей скорости перемещения, в то время как более тонкие листы режут быстрее.
Настройки плазменного резака
Меню плазменного резака позволяет изменить выходную силу тока при резке, продолжительность предварительного и последующего потока воздуха, 2T/4T и сохраненные настройки памяти.
Чтобы изменить выходную силу тока, используйте левую ручку, а для доступа к другим настройкам нажмите правую ручку. Регулировка воздушного потока до и после позволяет вам настроить, сколько воздуха вы хотите использовать для очистки зоны предварительной резки и сколько для охлаждения резака.
Заключение
Yeswelder Firstess MP200 — это универсальный аппарат, которым легко управлять благодаря большому дисплею и интуитивно понятному меню. Включенные процессы легко настроить и запустить, но полезно прочитать подробное руководство для полного новичка. После того, как вы несколько раз настроите сварочный аппарат самостоятельно, это станет вашей второй натурой, и вы сможете сделать это в мгновение ока в любом случае.
Не забывайте всегда использовать защитное оборудование и соблюдать все нормы и правила безопасности в вашем регионе. Если вы не уверены в чем-то с точки зрения безопасности, всегда лучше провести небольшое исследование, прежде чем приступать к сварке или резке.
2 комментария
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Сварочные аппараты TIG и их специальные функции – Часть 1
Простой картинг для веселой езды без суеты? Или роскошный лимузин, оснащённый передовыми системами помощи водителю, гарантирующими легкое управление даже на высоких скоростях? Как и в автомобилестроении, существует широкий выбор вариантов сварочных аппаратов TIG и их специальных вспомогательных функций.
Этот широкий спектр включает в себя универсальный многопроцессорный источник питания с базовыми свойствами для сварки вольфрамовым электродом в электродах и кончая специальной высокотехнологичной моделью для сварки вольфрамовым электродом в среде защитного газа с высокоточными настройками. Потенциальный диапазон функций системы сварки TIG также зависит от использования различных исходных материалов.
…
…
- AccuPocket
- TransPocket 180 TIG
- TransTig 210
- MagicWave 230i
- MagicWave 230i
Одна вещь быстро становится ясной в области профессиональных аппаратов для сварки ВИГ: каждый источник питания в стандартной комплектации оснащен высокочастотным зажиганием. Сварка также обычно использует постоянный ток (DC) , что означает, что электроны перетекают от отрицательно заряженного электрода (минус) к положительно заряженной заготовке (плюс). В результате TIG DC (постоянный ток) сварка позволяет соединять самые распространенные материалы – от стали до хромоникеля.
А как насчет сварки алюминия ? Сверхлегкий материал требует совершенно другого подхода — и переменный ток (AC) обеспечивает решение. Для разрушения оксидных слоев на поверхности алюминия требуются температуры более 2000 °C, но в качестве альтернативы можно использовать электротехнический прием: во время TIG AC (переменный ток) сварки заготовка и электрод постоянно меняйте полярность.
Сварка ВИГ алюминия на переменном токе Когда электрод отрицательно заряжен, электроны (носители заряда) будут течь к заготовке (фаза проплавления). Когда он заряжен положительно, носители заряда будут течь от заготовки к электроду (фаза очистки). Это постоянное чередование положительной и отрицательной полярности — другими словами, непрерывное изменение направления потока электронов (которое проявляется на графике в виде синусоидальной волны) — также позволяет разрушать оксидные слои.
Но может ли функция переменного тока обеспечить еще более положительные свойства сварки для сварочных аппаратов ВИГ с инверторами? Абсолютно. Поскольку положительный полюс обычно является более горячим полюсом , это приводит к значительному преимуществу во время сварки постоянным током в виде зажигания с обратной полярностью . Именно здесь электрод получает положительную полярность для зажигания дуги за считанные миллисекунды.
Таким образом, более высокая температура вольфрамового электрода обеспечивает абсолютно стабильное и надежное зажигание дуги. После зажигания полярность мгновенно меняется, а это означает, что остальная часть процесса сварки теперь может происходить с отрицательно заряженным электродом в режиме постоянного тока. Это предотвращает перегрев ценного вольфрама и предотвращает повреждение электрода.
Благодаря воспламенению с обратной полярностью можно избежать ошибок при сварке из-за неадекватных характеристик воспламенения , в частности, при механизированной и роботизированной сварке TIG , для которых не требуется непрерывный визуальный контроль металла сварного шва.
Импульсная сварка ВИГ В то время как полярность (положительная/отрицательная) при сварке переменным током изменяется в форме синусоиды, сила тока при импульсной сварке ВИГ постоянно меняется. низкий базовый ток постоянно чередуется с более высоким импульсным током , что может уменьшить тепловложение во время фазы низкого тока.
Этот редукционный нагрев открывает еще больше возможностей для импульсной сварки TIG ; этот вариант процесса идеально подходит для механизированной сварки труб, поскольку холодная сварочная ванна позволяет выполнять сварку в любом положении .
Частота: постепенное увеличение частоты изменяет масштаб шва и скорость припуска проволоки.Вдобавок ко всему, Импульсная сварка TIG обеспечивает a безупречный внешний вид сварного шва , поскольку сварочная проволока всегда добавляется в фазе сильного тока – при проплавлении. Предопределенный ритм установленной частоты импульсов практически определяет точное время для идеального волнистого шва. В любом случае, сварщик будет в поте лица работать при установленной частоте импульсов не менее 3 Гц, так как при такой скорости ритмично добавлять проволоку практически невозможно.
Прихватка с использованием функции прихватки – на основе импульсной сварки ВИГ Надежное скрепление металлических листов представляет собой сложную задачу при сварке ВИГ, особенно для стыковых и угловых сварных швов, а также для соединений внахлестку и для сварки с воздушным зазором. Сварка сплошным прихваточным швом требует особенно высокого уровня ловкости прежде всего при работе с тонкими металлическими листами. Если точное время, положение сварочной горелки и параметры сварки, установленные в системе сварки TIG, не синхронизированы идеально, прожог металлического листа часто становится неизбежным. Это связано с тем, что расплавленный металл с двух краев листа отходит друг от друга.
Вот где прихватка постоянного тока может дать ответ, с параметрами импульса, предустановленными на заводе, которые точно согласованы с установленной силой тока. Когда начинается сварка , это вызывает колебания сварочной ванны — . Поверхностное натяжение металла нарушается, так что металлические края идеально сливаются.
Прихватка: даже при сварке с небольшими зазорами функция прихватки позволяет кромкам листового металла идеально входить друг в друга.Примечание: нет необходимости использовать функцию закрепки исключительно для закрепки . В принципе, эту функцию можно активировать перед началом каждой операции сварки. Единственное, что необходимо определить, — это продолжительность прихватки, прежде чем импульсная дуга автоматически перейдет в обычную дугу постоянного тока.
Точечная и стежковая сварка – в сочетании с прихваткой Наличие функции точечной сварки в системах сварки ВИГ может быть чрезвычайно полезно . Этот режим обеспечивает идеальную поддержку для более крупных заготовок, в частности , для которых требуется несколько точек прихватки. В первую очередь определяется продолжительность действия точечной сварки – например, три секунды. Таким образом, достаточно однократного нажатия кнопки горелки, чтобы дуга зажглась сама по себе, загорелась и автоматически погасла по истечении заданного времени.
Функция сварки стежков работает аналогичным образом; дуга зажигается, горит в течение определенного времени – независимо от того, является ли это закрепочным швом или отдельной точкой прихватки – и затем гаснет. Однако, в отличие от точечного режима, в этом случае предусмотрена предустановленная пауза, например, две секунды, в течение которой сварочная горелка может быть перемещена в следующее положение прихватки. Без повторного нажатия на кнопку горелки дуга снова зажигается – и процесс начинается сначала. Чтобы остановить шовную сварку, необходимо нажать кнопку горелки второй раз.
Функция сварки стежком В режиме точечной и стежковой сварки всегда рекомендуется сначала активировать функцию прихватки . Сварка прихватками обеспечивает надежное соединение, особенно если время точечной и шовной сварки очень короткое. Другими словами, функция прихватки может свести прихватку и точечную сварку к минимуму. Целенаправленный подвод тепла также уменьшает искажения.
Вы заинтересовались этими универсальными и увлекательными технологическими характеристиками? Здесь, в Fronius, мы также интегрировали различные опции для переменного тока, импульсной сварки, сварки прихватками и т.д. в наши сварочные аппараты TIG. Это помогло нам поднять наши стандарты до самого высокого уровня за последние несколько десятилетий.
В нашем портфолио устройств для сварки TIG есть несколько замечательных продуктов: от удобных компактных устройств до многопроцессорных моделей, вплоть до цифровых высокотехнологичных источников питания — у нас есть все необходимые инструменты, чтобы вдохновить профессионалов TIG с нашими сериями TransTig и MagicWave!
Политика конфиденциальности | Долговечность
Переключить навигацию
Поиск
Политика конфиденциальности
Компания Longevity Global, Inc. («Долголетие») приняла это заявление о конфиденциальности, чтобы продемонстрировать нашу твердую приверженность конфиденциальности определенной информации, предоставленной ей клиентами и потенциальными клиентами, которые используют этот веб-сайт. В этой политике изложена политика Longevity в отношении методов сбора и распространения информации для этого веб-сайта: www.Longevity-Inc.com. Этот сайт содержит ссылки на другие сайты. Longevity не контролирует и не несет ответственности за работу таких веб-сайтов и отсылает вас к политике конфиденциальности, изложенной на таких веб-сайтах.
Компания Longevity собирает информацию, предоставленную отдельными лицами, которые используют этот веб-сайт, с целью предоставления таким лицам информации или обновлений о компании Longevity, ее продуктах или дуговой сварке. Мы также можем использовать вашу личную информацию, которую вы предоставляете, для внутренних целей, включая администрирование наших веб-сайтов, анализ данных и соблюдение закона или судебного процесса, а также политик и процедур Longevity. Ниже приведены примеры собираемой информации и целей, для которых она запрашивается:
Мы собираем ваше имя, адрес, номер телефона и адрес электронной почты вместе с любым запросом или комментарием, который вы можете отправить в Longevity, чтобы ответить на ваш запрос.
Файлы cookie и т. д.Longevity отслеживает информацию о посещениях нашего веб-сайта различными способами, включая использование файлов cookie. Эти статистические данные используются внутри компании для повышения качества обслуживания пользователей и не предоставляются другим организациям. Longevity также может использовать ваш IP-адрес для диагностики проблем с нашим сервером и для администрирования нашего веб-сайта.
Маркетинговая и другая информация Компания Longevity публикует различную информацию о продукции Longevity и дуговой сварке, такую как реклама, видео, конкурсы, скидки и электронные информационные бюллетени, которые мы отправляем по электронной почте пользователям этого веб-сайта или другим лицам, которых они идентифицируют. нам. Получатели могут отказаться от такой информации или отказаться от подписки здесь.
Компания Longevity может попросить пользователей этого веб-сайта заполнить необязательные онлайн-опросы и опросы общественного мнения с целью получения их информации о наших существующих или планируемых продуктах и их использовании. Эти опросы помогают нам лучше удовлетворять ваши потребности. При проведении этих опросов мы можем попросить вас указать ваше имя и контактную информацию.
Заказы на продукты, аксессуары и расширенную гарантию Если вы покупаете продукты на этом веб-сайте, мы запрашиваем ваши контактные данные, информацию о доставке и платежную информацию. Вас также попросят предоставить номер вашей кредитной карты и код безопасности исключительно нашему поставщику услуг по обработке кредитных карт, 3Delta Systems (3dsi.com), для целей оплаты. Longevity не будет иметь доступа к информации о вашей кредитной карте и не будет хранить ее. Вы также можете зарегистрировать свой продукт Longevity здесь, чтобы мы могли предоставлять вам обновленную информацию.
Если вы используете этот веб-сайт для поиска ближайшего дистрибьютора Longevity, мы попросим вас указать его местоположение, включая почтовый индекс. Эта информация может быть сохранена и проанализирована для статистических целей бизнеса.
Обновления для клиентов и инвесторовКомпания Longevity может попросить вас предоставить контактную информацию, чтобы вы могли получать обновления наших продуктов, паспорта безопасности материалов (MSDS), информацию о безопасности и корпоративную информацию для инвесторов.
Конфиденциальность детей Этот веб-сайт не предназначен для детей младше тринадцати лет, и мы сознательно не собираем личную информацию от детей. Мы попросим вас подтвердить, что вы не предоставили и не будете предоставлять такую информацию нам или в публикациях на этом веб-сайте при регистрации. Если нам станет известно, что такая информация была предоставлена или размещена на этом веб-сайте, мы удалим ее из наших записей.
Примечание. При сборе личной информации компания Longevity информирует лиц о целях, для которых она собирает и использует личную информацию, а также о типах третьих лиц, которым компания раскрывает или может раскрывать эту информацию. Компания Longevity предоставит отдельным лицам выбор и средства для ограничения использования и раскрытия их Личной информации. Уведомление будет предоставлено четким и заметным языком, когда людей впервые попросят предоставить Персональные данные компании Longevity, или как только это будет практически возможно после этого и, в любом случае, до того, как Longevity будет использовать или раскрывать информацию для целей, отличных от тех, для которых она была предназначена. изначально собирал.
Выбор: Longevity предложит людям возможность выбрать (отказаться), когда их личная информация (1) будет раскрыта третьей стороне или (2) будет использована для целей, отличных от целей, для которых они были изначально собранные или впоследствии санкционированные физическим лицом. Конфиденциальная личная информация не собирается намеренно на этом веб-сайте. Политика Longevity заключается в том, что любое лицо, предоставляющее ему Конфиденциальную личную информацию, будет иметь возможность явным образом согласиться (отказаться) на раскрытие такой информации для цели, отличной от цели, для которой она была первоначально собрана или впоследствии разрешена этим лицом.
Этот веб-сайт предоставляет пользователям возможность отказаться от получения сообщений от нас в момент, когда мы запрашиваем личную информацию. Этот веб-сайт также предоставляет пользователям следующие варианты отказа от получения сообщений от Longevity в будущем:
1. Удалите свое имя из нашего списка подписки
2. Отправьте нам электронное письмо с просьбой отказаться от подписки
По любым вопросам обращайтесь [email защищенный]
Плюс и минус на сварке. Прямая и обратная полярность. Сварка с обратной полярностью.
Соединение
13. 08.2019
0 (0 голосов)
Чтобы ответить на вопрос зачем менять полярность при сварке электродами , для начала нужно понять, какие бывают виды полярности, как и в каких случаях их применять.
Электродуговая сварка может выполняться на оборудовании, вырабатывающем постоянный или переменный ток.
Электрическая дуга зажигается искровым генератором между электродом и деталью. Электрод является только клеммой одного из полюсов и не добавляется в плавильную ванну. Поэтому используются электроды с высокой температурой плавления и высокой эмиссией. Для пайки стали, меди, никеля, титана и др. применяют постоянный ток прямой полярности при нагреве электрода минус обратной полярности. Алюминий и его сплавы обычно сваривают переменным током. Переменный ток дает дугу, которая очищает пластину в положительном цикле, обеспечивая легкий поток.
При работе на переменном токе не имеет значения, куда подключать «Плюс», «минус», как и при сварке на постоянном токе большое значение имеет подключение . Можно сказать, что полярность при сварке является основой качества сварки. Полярность обеспечивает качество свариваемого материала. При сварке постоянным током сварочная дуга бывает прямой или обратной полярности.
При таком контроле вы можете получить чрезвычайно прочные сварные швы с высочайшим качеством отделки. Преимущества Превосходная сварочная сварка Обработка сварных швов с меньшим количеством сварных швов Низкая чувствительность к межкристаллитной коррозии Отсутствие разбрызгивания Возможность автоматизации Стоимость оборудования очень разумная Расходные материалы и аксессуары легко доступны на рынке.
Ограничения Сложность использования при наличии воздушного потока Недостаточно для сварки листов толщиной более 6 мм, для которых у нас есть другие более эффективные процессы. Низкая производительность из-за низкой скорости осаждения материала. Процесс зависит от способностей сварщика, когда он не автоматизирован.
При прямой полярности «плюс» соединяется с соединяемыми заготовками (массой), соответственно «минус» соединяется с электрододержателем; при обратной полярности «плюс» подключается к электроду, «минус» — к детали. Вам нужно изменить полярность в зависимости от того, какую сварочную задачу вам нужно выполнить. С положительной стороны выделяется больше тепла, чем с отрицательной.
Если смотреть прямо на сварочную дугу, даже кратковременно, это может привести к ожогу вашей роговицы, крайне чувствительной к яркому свету, например, прямому взгляду на солнечный свет, снег, яркие отражения и т. д. технически , излучение дуги вызывает воспаление роговицы, вызванное .
Избыток ультрафиолетовых лучей, образующихся при сварке, который, как известно офтальмологам, называется «дуговым излучением». Одним из самых частых симптомов, указывающих на то, что у вас «сожгли» роговицу, является ощущение, будто кто-то «тыкает» вам глаза ночью. Использование «сварочной маски» является обязательным и необязательным. При сварке с прохожими рекомендуется использовать шторку и не забывать предупреждать окружающих, особенно детей и даже мелких животных, таких как кошки и собаки, так как они тоже могут пораниться.
Прямая полярность применяется при сварке цветных металлов (медь, латунь, алюминий), так как они обладают высокой теплопроводностью, в результате получаем более высокую температуру в месте нагрева, что позволяет превысить температуру плавления цветного металла, для алюминия это особенно важно, так как предварительно необходимо преодолеть окисную пленку. Ее температура плавления значительно выше по сравнению с самим металлом.
Пример защиты шторного типа на участке сварки. Выбранные пары связаны с типом свариваемого материала, силой тока, способностями сварщика, очисткой листа, сваркой, вентиляцией участка и т. д. Существуют типы материалов, которые могут выделять чрезвычайно токсичные газы, например, при сварке цинка, и это Очень важно, чтобы сварщик знал переменные объекта и не допускал загрязнения. Все это суммируется, и сварочные цеха должны иметь хорошую вентиляцию или даже вытяжку. Никогда не сваривайте в помещении, например, в гараже.
Сварочный свет производит большое количество ультрафиолетовых лучей и может вызвать ожоги, как если бы вы подверглись воздействию солнца. Также важно защитить лицо, руки, руки, ноги. Так как сварка часто «раскачивается» мелкими кусочками раскаленного металла, наиболее заметны «царапины».
На прямой полярности также лучше работать с крупными, массивными деталями. При прямой полярности получается более концентрированная и узкая электрическая дуга, поэтому металл проплавляется глубже, шов получается качественнее, что связано с тем, что направление движения электрона постоянный и при сварке отсутствуют крупные брызги расплавленного металла. Также с помощью прямой полярности можно резать металл вне зависимости от того, какой тип электрода используется.
Обычно встречается в мастерских и на производстве. Не говоря уже о горючих растворителях и красках. Поэтому перед началом сварки. Помните, что пенные или водяные огнетушители не рекомендуются по понятным причинам: электричество от сварочных аппаратов и их установок. Это факт, что многое уже было сожжено в попытке освободить пломбы огнетушителя.
Офисы и предприятия часто являются шумными местами, поэтому важно использовать демпферы в зависимости от состояния помещения. Но если у вас их больше одного. Используется для сварки стали. Только паяльная машина не может быть шумной. нержавеющая сталь.
Обратная полярность применяется при сварке высоколегированных сталей, листового металла, нержавеющей стали, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности является то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении практически полностью исключается возможность прожигания свариваемого материала.
Этот вариант идеально подходит для сварки цветных металлов. При этом типе сварки электрод будет чередоваться с положительным на отрицательный. углеродистая сталь. Элемент панели управления слева направо: разъем горелки Газовый разъем Гнездовой разъем горелки Отрицательный зажимной разъем.
Это разъемы, которые соединяют резак с оборудованием. Один для газа и один для срабатывания триггера. На передней панели устройства. Разъем курка газового триггера. Куда будут подключаться все соединения. У нас слева направо. Пришло время собрать электрод. Электрод. Сначала мы поместим диффузор на факел диффузора.
Поэтому менять полярность нужно в зависимости от какую именно сварочную задачу необходимо выполнить и правильно подобранный тип полярности подключения электродов способствует тому, что качество шва будет выше и сварка процесс станет намного проще.
Качественное сварное соединение при работе с устройствами постоянного тока во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки тока, но и полярность. Чаще всего по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или вы не можете добиться качественного шва, то вам просто необходимо знать все тонкости настройки. Мы поговорим о полярности и о том, как она влияет на сварочные работы.
Заправится в факеле. в нижней части этого. Плотно затяните. Соблюдайте низкий крутящий момент с помощью двух плоскогубцев. Но чтобы сломать меня, чтобы вытащить меня, давайте зажжем вершину факела. Проденьте сопло сопла. Должен быть хороший дренаж. Что может привести к загрязнению во время сварки. Который должен быть в хорошем состоянии. Для предотвращения утечки в горелке.
Теперь пришло время установить заглушку, чтобы посмотреть, что находится рядом с резьбой заглушки. Таким образом, именно в этот момент мы регулируем «сколько» вольфрамового электрода. Теперь мы установили фонарик и готовы к использованию. Подключение отрицательного когтя теперь позволяет установить отрицательный коготь.
Сварка постоянным током подразумевает наличие розетки для подключения к «+» и «-» сварочного аппарата. В зависимости от того, куда подключена масса и где находится электрод, различают полярность.
- Прямая полярность – это схема подключения, при которой масса подключается к плюсовой розетке, а электрод к минусовой. При этом характер и полярность тока определяют наличие анодных и катодных пятен. При таком соединении анод (более горячий) формируется со стороны заготовки.
- Обратная полярность — масса подключена к минусу, а электрод к плюсу. При обратной полярности при сварке постоянным током анодное пятно с более высокой температурой образуется с противоположной стороны, то есть к электроду.
Внимание! Сварка переменным током предполагает самостоятельную смену полярности до ста раз в секунду, поэтому в таких случаях следовать схеме подключения не имеет смысла.
Разъем простой и функциональный, остается подключенным к «плюсовому» выходу оборудования. Он вставляется в разъем. Поверните по часовой стрелке, чтобы заблокировать его. Но это очень просто. У него есть определенная позиция для соблюдения. Установка аргонового регулятора на баллон.
И затяните хомут. Используется в этой сварки. Конечный результат близок к конечному результату. По 5 мм на обогрев.
От чего зависит выбор полярности
Изменяя тип соединения, можно сосредоточить нагрев либо на свариваемой детали, либо на электроде (путем перемещения анодного пятна). За нагрев отвечает плюсовая розетка, поэтому при прямом подключении, когда плюс соединяется с металлом, наблюдается больший нагрев сварного соединения, а при обратной полярности сильнее греется электрод.
Нагретый сварной шов уже появляется, завершая результат. Обмотаем две части трубкой из нержавейки. От 3 мм исходной стенки. Подводя конечный результат, свариваем две части трубы из нержавейки. стенки 3 мм. Они защищены от загрязнения атмосферы инертным газом. Этот процесс в основном относится к производству сверхчистых металлов. С минимальным плавлением и электрическим разрядом. Обычно при сварке алюминия. Увеличение срока службы электрода. Иридий и церий. Вольфрамовый электрод.
Лантан. сварочная дуга. торий. Добавку этих компонентов к вольфрамовому электроду обычно осуществляют в пропорциях от 1% до 4%. Это вольфрамовый металлический стержень. Электрод и сварочная ванна. Обычно используются оксиды металлов: цирконий. И быть отличным проводником электронов. повышенная стабильность дуги. Они произведены металлургическим процессом самого высокого уровня. Это называется спеканием. И признан за его эффективные преимущества. Его температура плавления. Обычно аргон. Все эти оксиды увеличивают легкость открытия дуги.
Благодаря этой особенности, мы можем выбрать схему соединения исходя из:
- Толщины металла. Если свариваем толстые детали или средней толщины, то подойдет прямое соединение, при котором тепло, сосредоточенное на изделии, поможет получить более глубокий шов и качественный провар. Также этот тип соединения подходит для резки металлов различной толщины. Тонкие металлы лучше всего сваривать с обратной полярностью, концентрируя большую часть тепла на электроде. Таким образом деталь не поддастся перегреву, а сам электрод быстрее расплавится.
- Тип металла. Возможность изменения локализации пятна нагрева помогает выбрать наиболее эффективные схемы работы для различных металлов. Например, если мы варим нержавеющие стали или чугун, то необходимо обратное соединение, помогающее избежать перегрева сплава и образования тугоплавких соединений. Для алюминия необходимо прямое соединение, иначе пробить оксиды будет очень сложно. Перед началом работы внимательно изучите рекомендации по настройке прибора на тот или иной сплав.
- Тип электрода или проволоки. Как и металлы, электроды имеют свои особенности температурного режима, больше связанные с типом флюса. Например, для работы с угольными электродами нельзя использовать обратную полярность, иначе флюс перегреется и электрод придет в негодность. Чтобы выбрать настройку, подходящую для вашего электрода, посмотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проводах для полуавтоматов, в них также есть рекомендации по подключению минусовой и плюсовой точек устройства.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одного, а электрод совершенно другой настройки. В таких случаях следует искать компромиссы, регулируя силу тока и скважность.
Торий используется уже много лет. Цирконий используется с переменным током. Обычно содержит небольшое количество других оксидов металлов. Газообразный гелий также является вариантом. и способность разумно справляться с подавляющим большинством сварочных работ. и по стоимости.
В Бразилии. Таким образом, вы можете рассчитать, сколько газа вы израсходовали или еще осталось внутри баллона. Частичное или полное воспроизведение за пределами Системы запрещено без специального разрешения вашего регионального отделения. Электрод и ванну расплава защищают газовой атмосферой, состоящей из инертного газа, т. е. газа, не вступающего в реакцию с другими материалами, или смеси инертных газов, обычно аргона или гелия. В зависимости от использования припоя в расплав можно добавлять материал; При этом материал должен быть совместим с основным металлом. Этот процесс подходит практически для всех металлов, в частности титана, циркония, алюминиевых и магниевых сплавов, легированных сталей, нержавеющих сталей, никелевых сплавов и специальных сплавов. Это широко применяемый процесс сварки труб в аэрокосмической и атомной промышленности и ремонтных работах благодаря простоте управления процессом и возможности использования дополнительного материала. Преимущества Преимуществом этого процесса является высокое качество сварных швов, отсутствие шлака и брызг, и его можно использовать во всех положениях и типах соединений. Кроме того, вольфрам называют термоэмиссионным, потому что он легко излучает электроны, что значительно облегчает стабильность дуги; вольфрам может быть чистым или со сплавами циркония или тория. Преимущество электродов из чистого вольфрама заключается в более низкой стоимости и меньшем шлифовании при использовании переменного тока. С другой стороны, к недостаткам можно отнести сложность открытия арки и меньшую износостойкость. Химический состав электрода. Химические элементы, добавляемые в электрод, важны для обеспечения лучших характеристик сварки. Электроды из диоксида циркония или диоксида титана обладают такими преимуществами, как повышенная долговечность, более высокая прочность с более высокой мощностью и лучшими свойствами воспламенения. С другой стороны, недостатками использования переменного тока являются более высокая стоимость, более высокий эффект шлифования и более низкая стабильность дуги. Циркониевый электрод имеет хорошие характеристики при использовании с переменным током и обладает высокой устойчивостью к загрязнению. Эта подготовка выполняется путем шлифовки наконечника всегда в продольном направлении, чтобы облегчить направление электронов. В особых случаях следы шлифовки удаляются полировкой. При сварке постоянным током кончик электрода должен быть заострен. Правильный кончик конуса можно получить по практическому правилу: высота конуса должна быть в два раза больше диаметра электрода. В случае сварки переменным током кончик электрода должен быть слегка закруглен. Выбор электрода. При выборе типа и диаметра электрода следует учитывать толщину и тип материала, тип соединения, количество проходов и параметры сварки, такие как сила тока и напряжение, а также химический состав электрода. . Схема помогает выбрать электрод. Учитываются следующие параметры: длина дуги, скорость сварки, расход газа и сварочный ток. Длина дуги Длина дуги — это расстояние между кончиком электрода и основным металлом; Увеличение длины также увеличивает напряжение дуги при данном сварочном токе и данном защитном газе. Длина дуги влияет на сварной шов, который будет тем больше, чем больше дуга. Очень короткая или очень длинная дуга становится неустойчивой, что способствует образованию пористости, заеданий и непроваров. Скорость сварки Скорость сварки влияет на глубину проплавления и ширину сварного шва; Таким образом, при увеличении скорости провар и корд уменьшаются, а также усиливаются при сварке с добавлением металла. Увеличение скорости повышает эффективность и производительность сварки, снижая производственные затраты; Однако слишком высокие скорости могут вызвать разрывы, такие как непровар и поклевки. Поток газа Для эффективной защиты от газа необходимо учитывать поток газа. Поток должен быть достаточно сильным, чтобы удалить воздух из зоны сварки и тем самым защитить ванну расплава; Однако высокая скорость потока может вызвать турбулентность газового потока, что приводит к разрыву или дефектам корда и нестабильности дуги, не говоря уже о более высокой стоимости сварки. На рынке доступно 10 адаптивных устройств горелки, которые обеспечивают более равномерный и эффективный поток газа. Правило определения идеальной скорости потока состоит в том, чтобы проводить испытание, начиная с высокой скорости потока и постепенно уменьшая ее до тех пор, пока не начнется поверхностное окисление шнура; Идеальная скорость потока будет ближайшей и самой высокой. Низкий расход не обеспечивает адекватной защиты лужи, что также приводит к ее разрыву. 11 При механизированной сварке используются рулонные рулоны. Диаметры резьбы и резьбы разные. Материалы и сплавы, используемые при изготовлении клюшек, различны; Они классифицируются по химическому составу и по свойствам наплавленного металла. Важно, чтобы присадочный металл не содержал влаги, жира и окисления. Выбор дополнительного металла. При выборе металла с добавлением учитываются такие факторы, как сходство с основным металлом, химический состав, механические свойства и разумная стоимость. Диаметр проволоки или щупа должен соответствовать толщине свариваемых деталей или количеству наплавляемого материала. Эта информация есть в каталогах производителей. Влажность также является важным фактором, который необходимо контролировать. Выбор газа зависит от таких факторов, как тип свариваемого металла, толщина деталей и положение сварного шва. 70% и 30% и 30% и 70% смеси аргона и гелия дают наилучшие результаты при сварке цветных металлов, таких как алюминий, магний и сплавы. Выбор газа важен, поскольку он влияет на скорость сварки. Гелий требует высокого сварочного напряжения, что требует более высокой энергии при той же длине тока и дуги; Обеспечивает большое проплавление сварного шва; Он представляет собой высокую стоимость, но, в свою очередь, обеспечивает более высокую скорость в случае автоматической сварки алюминия и его сплавов. При автоматической сварке алюминия и его сплавов можно использовать чистый газообразный гелий с постоянным током и отрицательной полярностью. Состоит из источника электрической энергии, который может быть одновременно трансформатором в случае переменного тока или выпрямителем или генератором в случае постоянного тока; Горелка с подставкой для электрода; Токопроводящий кабель для защитного газа; Один кабель для системы охлаждения и один для питания; источник газа, которым может быть баллон и регулятор давления, или комплект баллонов с каналами для питания распределительной сети в случае сварки несколькими рабочими местами; И регулятор расхода газа. 15 Горелка поддерживает вольфрамовый электрод, а также подает защитный газ. Внутри горелки есть зажим, который удерживает электрод, и его следует выбирать в соответствии с диаметром электрода. Широкий выбор горелок, доступных на рынке, позволяет адаптировать его для сварки в труднодоступных местах. Сопло горелки, которое может быть керамическим или металлическим, предназначено для направления защитного газа; Его также следует выбирать в зависимости от толщины и формы сварного шва или используемого электрического тока. Диаметр газового сопла должен быть достаточно большим, чтобы надлежащим образом защитить расплавленную ванну и нагретую зону. Эмпирическое правило гласит, что внутренний диаметр сопла должен в четыре раза превышать диаметр электрода. Система охлаждения горелки Для сильного дутья дуги и больших токов требуется охлаждение горелки и сварочного кабеля. Это обеспечивает адекватную защиту, а оборудование становится гибким и простым в обращении. Горелка может охлаждаться водой или воздухом. Водяное охлаждение. Вода, используемая для охлаждения, должна быть очищена, чтобы не ограничивать и не засорять проходы, из-за чего оборудование перегревается и не работает. В тех случаях, когда имеющаяся вода не очищается, рекомендуется использовать фильтры. В большинстве мастерских есть питьевая вода; Однако иногда работы выполняются в больших мастерских или в полевых условиях. 17 Воздушное охлаждение Горелка также может быть оснащена воздушным охлаждением; Эта система ограничена током около 200 А, по данным производителя, и используется для сварки тонких листов с очень низким рабочим циклом. Горелка с воздушным охлаждением легче и имеет меньшую стоимость, чем система водоснабжения. Проем изготавливается с помощью устройств, образующих подобие дежурной дуги. Наиболее часто используется высокочастотный запальник, который обеспечивает высоковольтный и высокочастотный сигнал 5 кВ и 5 кГц и позволяет ионизировать газовый столб между электродом и деталью, вызывая открытие. За несколько секунд до открытия дуги рекомендуется запустить подачу инертного газа; Этот временной интервал известен как предварительная утечка газа. Затем дуга поджигается с помощью высокочастотного запальника, а факел направляется в определенное место для обеспечения образования плавильной ванны; Когда лужа достигнет необходимых размеров, можно начинать сварку. Высокочастотный сигнал имеет очень малую мощность и не влияет на безопасность оператора. Газовый баллон. Защитный газ подается в стальных баллонах под давлением. Обычно устройства имеют устройство, препятствующее возгоранию искры при размыкании дуги. Этот тип цепи используется при сварке стали, меди, хромоникелевых аустенитных сталей и жаропрочных сплавов. 19Концентрация тепла составляет около 30% в части и 70% в электроде. В результате шов получается широким с небольшим проплавлением. Эффект очистки возникает при воздействии электрической дуги: выходящие из основного металла электроны или ионы газа бомбардируют оксидную пленку, вызывая ее разрыв. Однако, поскольку положительная полярность используется мало, для создания этого эффекта обычно используют переменный ток, так как распад оксида происходит в положительной половине цикла. Электроны и ионы переходят от детали к электроду и наоборот, вызывая сбалансированную концентрацию тепла 50% для каждой и средний проникающий шар. Из-за эффекта выпрямления в этом движении наблюдается дисбаланс, что приводит к тому, что эмиссия электронов из термоядерной ванны меньше, чем эмиссия электронов из электрода; это вызывает появление двух синусоид разной интенсивности. Выпрямляющий эффект более губителен в случае сварки алюминия и магния, которые являются тугоплавкими оксидами, поскольку поток электронов, испускаемый сварочной ванной, недостаточен для полного разрушения оксидного слоя, имеющегося при сварке. Чтобы ослабить эффект выпрямления, используется емкостной фильтр-трансформатор, который уравновешивает синусоидальные волны, представляющие поток электронов. 21 Четыре основных числа, идентификаторы электродов, имеют следующие значения: сопротивление соответствует пределу прочности при сварке в килограммах на квадратный миллиметр. Третья цифра меняется от 1 до 4 и указывает положение, в котором электрод может производить сварку, где: 1 — все положения; 2 — все, кроме нисходящей вертикальной позиции; 3-х квартирная и горизонтальная планировка; 4-х плоское положение. Когда расчет не требует точности, можно просто умножить константу на 0. Существуют три основных типа аппаратов для сварки покрытым электродом: трансформатор для сварки; Генератор для сварки; выпрямитель для сварки. Модели варьируются от производителя к производителю, но принцип работы каждого типа машин одинаков. Сварочный трансформатор Это статическая электрическая машина, предназначенная для питания электрической дуги переменного тока. Он может быть малым, средним и большим в зависимости от выполняемой работы. Трансформаторы, представляющие собой аппараты для сварки переменным током, позволяют использовать только электроды, подходящие для этого вида тока. Примечание. Для длительной эксплуатации и электродов большого диаметра необходимо позаботиться о выборе станка достаточной мощности. Машина обычно имеет два контакта для подключения кабелей. Трансформатор, в большинстве случаев, имеет кривошипно-рулевое устройство, в котором регулируется сила тока. В небольших машинах интенсивность регулируется с помощью штыревого разъема, а кабель заземления находится внутри. 29Он может быть малым, средним и большим, в зависимости от требований выполняемой работы. Для контроля силы тока используют рычаг, который перемещают между двумя шкалами, отградуированными в усилителях. Примечание: генератор содержит вращающиеся детали, подверженные износу; По этой причине необходимо разработать план технического обслуживания и смазки в соответствии с инструкциями производителя. Сварочный выпрямитель Это статическая электрическая машина, предназначенная для питания электрической дуги постоянного тока. Выпрямитель поддерживает длительную работу благодаря охлаждающему устройству, подключенному к собственному корпусу. 31 Выпрямитель имеет два или три контакта для подключения кабелей с указанной полярностью. Выпрямитель имеет маховик или реостатное устройство, в котором регулируется сила тока. 32 Контроль тока Ток, подаваемый аппаратом, должен изменяться в зависимости от диаметра электрода. Когда диаметр электрода указан в долях дюйма, можно установить общее правило для регулировки тока. Это правило: текущая интенсивность работы электродом с покрытием должна приблизительно соответствовать диаметру стержня электрода в миллисекундах. Пример. Решение. Если на каждый 1 мм использовать 40 А, умножив 3, 2 мм на 40 А, то получим примерную силу тока для сварки электродом диаметром 3,2 мм. Длина дуги Чтобы определить это, применяется следующее правило: Длина дуги при сварке электродами с покрытием должна быть равна или немного меньше диаметра используемого стержня электрода. В следующей таблице мы можем наблюдать некоторые различия в сварке при работе с короткой или длинной дугой. Короткая дуга Длинная дуга Высокое проплавление Меньшее зеркальное отражение сварки Меньшее разбрызгивание Меньшее проплавление Сварка распылением Чрезмерное разбрызгивание Скорость подачи Зависит от силы тока в зависимости от размера детали и желаемого типа шнура. 34 Рассчитайте и запишите силу тока для работы с электродом диаметром 4 мм. 35 Типы электродов Электрод может быть двух типов: голый или с покрытием. Он покрыт. Он состоит из металлического сердечника, покрытого органическими и минеральными соединениями, сплавом железа и т. д. с определенным процентным содержанием. Электрод может быть экструдирован или просто покрыт оболочкой и может быть тонким, средним или толстым. Материал сердечника может быть черным или цветным, а его выбор производится в соответствии с материалом свариваемой детали. Компоненты покрытия поставляются в виде порошка, скрепленного «связующим» клеем, обычно с силикатом калия или натрия. Он используется с преимуществами на рабочем месте: малый и средний охват. Что требует хорошего мастерства. Порядок отделки с металлическими рамами. Целлюлоза Содержит горючие органические вещества в покрытии. Он широко используется для сварки, где: очень важно проплавление; Шлаковые включения нежелательны. Два типа электродов, которые мы приведем ниже, менее распространены, чем три упомянутых выше. Кислота Его покрытие состоит из оксида железа, оксида марганца и других раскислителей. Наиболее рекомендуемое рабочее положение для этого электрода — горизонтальное. Его проникновение мало, а его механические свойства очень плохие. Он используется на рабочих местах, где внешний вид шнура важнее, чем его сопротивление. Примечание: В некоторые виды покрытий добавляют металлические частицы, которые придают электроду другие характеристики, такие как: более высокая эффективность работы; определенные свойства. Функции покрытия Функции покрытия многочисленны. Затем разделим самые важные и разделим их на три группы. Электрическая функция Сделать воздух между электродом и деталью более проводящим, облегчая прохождение электрического тока, что позволяет установить и поддерживать стабильную дугу. Металлургические функции. Создайте газовую завесу, которая окружает дугу и расплавленный металл, предотвращая вредное воздействие воздуха и добавляя легирующие элементы и раскислители для уменьшения примесей. Физическая функция Направляет капли металла в сварочную ванну, облегчая сварку в различных положениях и замедляя охлаждение шара за счет образования шлака, обеспечивая лучшие механические свойства сварного шва. Густой, содержащий карбонат кальция, другие основные карбонаты и фторид. Он должен быть сухим, чтобы избежать пористости в сварном шве. Тонкие горючие органические материалы, которые при горении образуют толстый слой защитного газа. Средний или густой, содержащий оксид железа, марганец и другие раскислители. Густой, содержащий оксид железа без оксида магния. Скорость плавления Нормальная Регулярная Высокая Высокая Высокая Пенетрация Мелкая Средняя Крупная Средняя Мелкая Шлак Плотный и вязкий, обычно самонарезающий. Компактный и толстый, легко снимается. Кислотный, легко отделяемый; Пористый и рыхлый. Тяжелый, компактный и самозагружающийся. Склонность к растрескиванию Нормальная Низкая Нормальная Высокая Нормальная Нормальная 41 Может быть в сварочных камерах или других местах, где требуется сварка. Вот некоторые меры предосторожности, которые необходимо соблюдать в некоторых из этих мест. Кабина должна быть окрашена в темный и матовый цвет, чтобы избежать отражения света. Он должен быть достаточно вентилируемым, чтобы газы, выделяемые электродом при сварке, не поглощались сварщиком; Хотя эти газы обычно нетоксичны, они могут воздействовать на дыхательные пути. Сварка в полевых условиях В этой ситуации, помимо обычных мер предосторожности, сварщик должен помнить о повреждениях, вызванных электрическим током, избегать работы во влажных местах, под дождем, босиком или в обуви в плохих условиях. Техническое обслуживание во время сварки Особое внимание следует уделять сварке вблизи горючих или взрывоопасных материалов. 43 Из лучей, испускаемых наиболее вредными, являются ультрафиолетовые и инфракрасные. Ультрафиолетовые лучи Причины: сильные ожоги, разрушение клеток и одновременно преждевременное разрушение кожи; Тяжелое поражение глазного яблока может привести к катаральному конъюнктивиту, язве роговицы и др. Инфракрасный луч отвечает за такие поражения, как: ожоги 1 и 2 степени; катаракта; частые головные боли; Взгляд устал. Инфракрасные и ультрафиолетовые лучи невидимы. Брызги Это мелкие капли расплавленного металла, которые в процессе сварки прыгают во все стороны. Они отвечают за ожоги на сварщике, а также за пожары при попадании на горючий материал. 44 Маски для средств индивидуальной защиты Изготовлены из негорючего материала, тепло- и электроизоляционного, легкие и прочные. Они служат для защиты сварщика от молнии, брызг и высоких температур, возникающих при сварке. Существует несколько моделей, и свой выбор следует делать в соответствии с видом выполняемых работ. Светофильтры Это защитные очки, которые должны поглощать не менее 99,5% излучения, выделяемого при сварке. Сборка очков Сборка очков в маске должна выполняться, как показано на рисунке ниже. Фартук Защищает переднюю часть кузова. Поножи или леггинсы Защищают ноги и ступни сварщика. Понятие электричества, используемого для сварки. Безопасность и средства индивидуальной защиты. Переменные, влияющие на сварку. Электроды для ручной дуговой сварки. Классификация и хранение электродов. Технология сварки — процесс тигров и электрод с покрытием. . Это процесс сварки, в котором электрическая дуга используется в качестве источника тепла между деталью и расходуемым материалом в виде проволоки, обеспечиваемой непрерывным механизмом подачи, который обеспечивает соединение металлических материалов сплавлением.
Помните! Тип соединения не зависит от пространственного положения.
Особенности сварки прямой полярностью
Прямая полярность при работе на постоянном токе имеет ряд особенностей. Некоторые из них мы уже перечислили, на остальные стоит обратить особое внимание:
- шов глубокий, но достаточно узкий.
- подходит для большинства сталей толщиной от 3 мм. Цветные металлы
- с использованием вольфрамового стержня сваривают только на прямой полярности.
- характеризуется стабильной дугой и, как следствие, более качественным швом.
- не используйте электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки обратной полярностью
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые можно избежать ряда ошибок, характерных для новичков. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов менее глубокий, но более широкий
- отлично подходит для сварки тонких металлов и металлов средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещается работать с обратной полярностью с электродами, чувствительными к перегреву.
- на малых токах наблюдается значительное снижение качества сварного шва из-за галопирования дуги.
- кроме обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций по рабочему циклу и охлаждению заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы, достаточно просты для использования в повседневной жизни. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и приготовление на постоянном токе проще, чем на переменном. Однако для получения качественного, красивого и прочного сварного соединения необходимо знать ряд технологических особенностей, в том числе назначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками можно выполнить любые сварочные работы.