Как выбрать электроды для инвертора: типы и виды
Автор На чтение 4 мин Просмотров 337 Опубликовано
Для того чтобы осуществить процесс сварки, нужен не только сварочный инвертор, но и правильно подобранные электроды. Электросварка очень часто применяется во многих видах строительных и ремонтных работ. А главным расходным ее материалом являются электроды.
При выборе электрода необходимо обратить внимание на его диаметр, тип, производителя.Подбор качественных электродов для инвертора улучшит и упростит процесс сварки.
Выбор электродов для сварки инвертором
Все материалы, применяемые для инвертора, относятся в основном к электродам плавящегося типа. Изготавливаются они из сварочной проволоки, на поверхность которой нанесен слой плотного покрытия, обеспечивающий горение и оплавление проволоки. Этот состав наносят с помощью его опрессовки на сварочном материале (проволоке).
Выбрать электроды для инвертора можно в соответствии с ГОСТ 2246-72 или ГОСТ 2246-85. Исходя из этих стандартов они подразделяются на несколько видов:
- Углеродистые.
- Легированные.
- Высоколегированные.
Каждый вид электродов для инвертора подразделяется на 2 типа:
- Сварка обычных изделий.
- Сварка ответственных изделий.
К наиболее популярным маркам относятся:
- АНО — один из самых популярных материалов, применяемых при использовании инвертора. Его очень хорошо и легко можно зажечь. Для него не требуется начальной прокалки и высокого напряжения. Такие электроды позволят добиться отличного результата даже молодым сварщикам.
- МР-3 — они считаются универсальными. С их помощью допускается сварка покрытых ржавчиной, плохо очищенных от грязи металлов.
 Также они позволяют проводить работы с влажными материалами.
Также они позволяют проводить работы с влажными материалами. - МР-3С — используются при наличии высоких требований к формированию и качеству шва. Могут использоваться в сварочном процессе при использовании постоянного тока или переменного, имеющего обратную полярность.
- УОНИ-13/50 — используются в ручной дуговой сварке при подготовке конструкций особой сложности и ответственности. Их использование требует квалификации и опыта сварочных работ. Выберите такие сварочные материалы, и шов получится высокого качества и плотности даже при низких температурных режимах.
 Также они позволяют проводить работы с влажными материалами.
Также они позволяют проводить работы с влажными материалами.При выборе марки электрода нельзя забывать и о его диаметре. Самым популярным и широко используемым является диаметр 2-4 мм. В выборе диаметра нужно руководствоваться такими факторами, как состав нанесенного слоя на поверхность, коэффициент его наплавки и расход материала на количество наплавленной поверхности.
Вернуться к оглавлению
Вам может быть интересно: Сайт о сантехнике.

Покупка и хранение электродов
Схема устройства электрода: 1. электрод, 2. сердцевина, 3. покрытие, 4. шлак, 5. газовая защита, 6. сварочная дуга, 7. расплав, 8. материал основы.Очень важным моментом при покупке электрода является то, в каком месте его покупать. Конечно, это дело лично каждого человека, но чтобы не было проблем в дальнейшем, лучше покупать в специальных магазинах. Это позволит обезопасить себя от приобретения некачественных изделий. Очень часто электроды для инвертора, покупаемые где попало, могут неправильно храниться. Это может привести к появлению повышенной влажности в их составе, что послужит преждевременному выходу их из строя. В любом случае при покупке на рынке или в магазине нужно провести предварительную проверку.
Сделать это достаточно просто. Нужно перед покупкой попросить у продавца открыть упаковку и проверить состояние товара. Качественный электрод должен быть сухим, слой покрытия, на него нанесенного, должен быть равномерным и без сколов. Наличие повышенной влажности можно определить на ощупь и по наличию темного цвета на его поверхности. Также нужно проверить равномерность нанесенного на поверхность покрытия. При неравномерно нанесенном покрытии электрод будет гореть с затуханием и вспышками.
Наличие повышенной влажности можно определить на ощупь и по наличию темного цвета на его поверхности. Также нужно проверить равномерность нанесенного на поверхность покрытия. При неравномерно нанесенном покрытии электрод будет гореть с затуханием и вспышками.
Не надо покупать сразу большое количество электродов, чтобы они хранились длительное время. Лучше приобретать не больше 2-3 пачек. Чтобы обеспечить сохранность их после покупки, нужно бережно с ними обращаться. Не класть на упаковки тяжелые предметы. Не бросать и не швырять их. Это может привести к разрушению материала горения. Чтобы каждый раз во время работы не доставать материалы из коробки, нужно приобрести наплечную сумку сварщика, в которой есть специальное отделение для электродов (электродница). Оно выполнено в жесткой обложке и не позволит сломаться рабочему материалу во время проведения работ. Это существенно сократит его расход.
https://moyakovka.ru/youtu.be/dDN_p3vMesQ
Прежде чем выбрать электроды для инвертора и приобрести их, нужно учесть все вышеперечисленные параметры. Проверить тщательность их упаковки и технологию хранения. Только обладая этой информацией, можно приобрести качественные материалы и произвести квалифицированный процесс сварки.
Проверить тщательность их упаковки и технологию хранения. Только обладая этой информацией, можно приобрести качественные материалы и произвести квалифицированный процесс сварки.
Как правильно выбрать электроды для сварки?
Полезные статьи
- Опубликовано admin
16 Янв
Отлично! Вы не передумали и все же решили попробовать себя в роли сварщика и уже купили инверторный аппарат. Тогда перед вами неизменно встаёт вопрос, какой же электрод выбрать? В этой статье мы узнаем от чего зависит диаметр электрода и как подобрать сварочный ток, а также разберемся в том что такое прямая и обратная полярность и какая подходит для ваших электродов. Так же мы узнаем, как подготовить электроды для сварки.
Электродов на рынке Украины очень много. Их можно делить по видам покрытия назначению, толщине покрытия или химическому составу и так далее. Производители разработали десятки таблица подбора но начинающие сварщики теряются в таком ассортименте .
Производители разработали десятки таблица подбора но начинающие сварщики теряются в таком ассортименте .
Конечно, можно перепробовать все подходящие, но придется потратить, конечно же, время и деньги. Как свести к минимуму эти затраты и правильно выбрать нужный именно Вам вид электрода? Dот в этом обзоре мы и попытаемся ответить на этот вопрос.
И так что же такое электрод — это расходный материал, без которого ручная дуговая сварка невозможна. Представляет собой металлический стержень сердечник с особым покрытием обмазкой. В процессе сварки стержень плавятся, а обмазка защищает шов от воздействия кислорода. Состав стержня должен быть похож на состав металла, который Вы собираетесь варить.
Поэтому существуют электроды для углеродистых, легированных и высоколегированных сталей, для нержавейки, алюминия, чугуна и прочие. Мы не будем рассматривать всё это разнообразие потому что в 90% случаях в бытовых условиях вы будете иметь дело со сваркой конструкционной стали небольшой толщины а отличительным моментом здесь будет только содержание углерода в металле.
Будет ли это низко или среднеуглеродистая сталь, высокоуглеродистая или чугун. Вот для этих материалов мы и будем подбирать электроды.
Выбор электродов зависит не только от металла, с которым предстоит работать, но и от того в каком положении будет проходить сварка, какие требования будут предъявляться к прочности шва.
Например, для сварки несущих конструкций, которые эксплуатируются при особо низких температурах подойдут электроды с рутиловым покрытием и они же дают очень эластичную и устойчивую дугу, что позволяет легко работать с ними даже новичкам.
Давайте разберемся, какие виды покрытий вообще существуют. Обычно выделяют 4 вида покрытий.
Рутиловое
Основное
Кислое
Целлюлозное
Каждый из них подходит для решения определенных задач.
Так рутиловые электроды идеально подходит для работы на постоянном и переменном токе. Они легко поджыгаются и не разбрызгивают метал. Шлак отделяется легко. Они отлично работают с аппаратами с низким значением напряжения холостого хода.
Основные и целлюлозные электроды. Если нужен максимально прочный шов, например при монтаже несущих конструкций. Целлюлозными электродами можно варить как угодно. Кислыми электродами варят на постоянном и переменном токах и гарантируют лёгкое отделение шлака, но испарение их вредны для сварщика. Поэтому пользоваться можно только на открытом воздухе.
Также на рынке есть
| Вид покрытия | Назначение | Сварка в положениях | + | — |
| Рутиловое | Для работы на постоянном и переменном токах. Работают при низком напряжении холостого хода. Работают при низком напряжении холостого хода. | Все пространственные положениях кроме вертикальных швов сверху-вниз |
| Не подходят для сварки несущих конструкций, которые эксплуатируются при особо низких температурах |
| Основное | Для работы на постоянном токе. | Во всех пространственных положениях кроме вертикальных швов сверху-вниз | Повышенная прочность шва сварка особо ответственных конструкций | Зажигание дуги и повторный поджиг затруднены. Нужна достаточно высокая квалификация сварщика |
| Целлюлозные | Для работы на постоянном токе. | Во всех пространственных положениях. Не допускают перегрева. | Особая прочность шва сварка особо ответственных конструкций |
|
| Кислые | Для работы на постоянном и переменном токах. | Во всех пространственных положениях кроме вертикальных швов сверху-вниз | Легкое отделение шлака | Потери при разбрызгивании. Возможны трещины в швах. Вредны для здоровья сварщика |
| Смешанные (рутилово-целлюлозные) | Для работы на постоянном и переменном токах. | Во всех пространственных положениях кроме вертикального сверха-вниз | Прочность шва Низкий расход | Не подходят для сварки несущих конструкций, которые эксплуатируются при особо низких температурах |
ДИАМЕТР ЭЛЕКТРОДА ДЛЯ РУЧНОЙ СВАРКИ
Следующий этап выбора электрода это его диаметр. Вообще чтобы подобрать электрод при сварке инвертором мы должны знать тип металла и его толщину. Таблицу с этими соотношениями толщины и диаметра смотрите ниже.
К примеру, если толщина металла до 2 мм, то и электрод должен быть от 1.5 до 2 мм. Несколько слов нужно сказать о полярности. По типу их можно разделить на электроды, работающие только на прямой или обратной полярности, а также универсальные электроды, которые работают при обеих поверхностях.
Правильный выбор полярности подключения электродов упрощает процесс сварки и повышает качество шва. Полярность электродов указывается на упаковке.
На инверторе имеется выбор полярности, то есть Вы можете подключить электродержатель как к плюсу, так и к минусу. Возможны два варианта подключения массы и электродержателя. Прямая полярность, когда заготовка подключается к плюсу, а электрод к минусу. Обратная полярность электрод к плюсу, а заготовка к минусу.
Теперь остаётся только выбрать нужную силу тока. Сварочный ток выбирается в зависимости от диаметра электрода на корпусе вашего инвертора. Ниже приведены таблицы подсказки, которые помогут выбрать нужную силу тока.
А ещё можно использовать упрощенную формулу на 1мм нужно 35-40 сварочного тока Ну что ж кажется информации по подбору электродов достаточно.
Но это ещё не всё что о них нужно знать. Покупая сварочные электроды убедитесь в том что они сохранили все свои качества. Электроды очень зависят от целостности упаковки. От качества хранения электрода напрямую будет зависеть и качество шва. Перед сваркой тщательно проверьте поверхности электродов. Они должны быть без вздутий, царапин и сколов, хорошо покрыты обмазкой и без ржавчины на торцах. Хранить электроды нужно в сухом помещении при температуре ниже 10,15 градусов
Какие электроды лучше использовать для инверторной сварки: подбор оборудования
Содержание
- Как выбрать электроды
- Классификация электродов
- Особенности выбора электродов
- Диаметр и размеры
- Назначение электрода
- Внешнее покрытие
- Популярные марки электродов
- Электроды при сварке аппаратом Ресанта
Чтобы добиться нужных результатов при проведении сварочных работ с помощью инвертора, надо правильно подобрать расходники. Какие электроды лучше использовать для инверторной сварки, можно определить, зная их свойства. Изделия могут отличаться материалом, из которого они изготовлены, диаметром, составом обмазки и другими характеристиками.
Как выбрать электроды
При выборе электрода для качественного шва надо учесть, что на характеристики стержня повлияет и сырье, из которого выполнены соединяемые детали, и его толщина, и требования к качеству.
Разные металлы надо варить с использованием соответствующих расходных материалов.
Лучше придерживаться таких рекомендаций:
- Для сварки элементов из стали низкоуглеродистой, низколегированной используют углеродные электроды, например, УОНИ. Они хорошо отделяют шлаковые образования и не создают большого количества брызг.
- Для легированных сталей подойдут такие виды расходников, как ОЗС-4, УОНИ 13/45, МР-3, АНО-21.
- Стальные сплавы с повышенной стойкостью к коррозии обрабатываются с применением ОЗЛ-8, ОММ.
- Для сварки элементов, при изготовлении которых использовалась сталь другого вида, или для наплавок приобретают электроды с основой из металла высоколегированного типа.
- При варке чугуна подходят изделия марки ОЗЧ-2.
Верный выбор материалов поможет получить самый качественный, прочный сварной шов.
Классификация электродов
Электроды для сварки инвертором выпускаются плавящимися или неплавящимися. Изделия первой категории представляют собой стержни с металлической основой, поверхность которых покрывается специальными составами.
Такие смеси обеспечивают защиту для зоны сварки и повышают стойкость горения дуги. При расплавлении состава создается сварочная ванна, происходит заполнение шва жидким металлом.
Подклассы:
- Электроды могут выпускаться с покрытием, стабилизирующим электродугу. Их использование улучшает эксплуатационные свойства сварных швов.
- Элементы без дополнительного слоя. Они не применяются для сварки ручного дугового типа.
Плавящиеся виды электродов можно использовать для дуговой сварки вручную.
Неплавящиеся типы удобны для сварочных работ в среде защитного газа. Они могут быть изготовлены из графита, прессованного угля, вольфрама. Изделия выполняют роль анодов, катодов, способствуют образованию электродуги. Материал для формирования шва образуется с применением присадочной проволоки.
Для работы в среде аргона больше подходят вольфрамовые виды, но и цена их выше.
Изделия могут подразделяться по виду покрытия, которое наносится на металлические стрежни, по размеру и назначению. Чтобы выбрать нужный вариант для надежного соединения свариваемых поверхностей, надо ознакомиться с их характеристиками.
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр. Последний не должен быть больше необходимого – это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм – электроды 2,5 мм.
- Для толщины 4-5 мм – диаметр 3,2-4 мм.
- Для деталей 6-12 мм – стержни 4-5 мм.
- Для толщины 13 мм – диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
Назначение электрода
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У – используется для сваривания углеродистых слаболегированных сталей.
- М – для легированного материала.
- Т – для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.
- Н – для сварки металла в области верхних слоев.
- Б – подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.
Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц – целлюлозный материал с добавлением марганца, талька и целлюлозы. Преимущество материала – в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
- Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.
Популярные марки электродов
Для инверторной сварки используются изделия следующих марок:
- МР-3 – универсальные расходные материалы. Подойдут для соединения деталей разных конструкций без предварительной очистки.
- МР-3С – подойдут, если не нужен шов высокой прочности и качества.
- АНО – отличаются хорошей способностью к воспламенению, не требуют дополнительного прокаливания. Подойдут для новичков и опытных сварщиков.
- УОНИ 13/55 – используют для соединения элементов в конструкциях, где необходимо повышенное качество. Для начинающих сварщиков неудобны – работа с ними требует хорошего опыта.
Приобретая расходные материалы, не надо обращать внимание на те, что стоят подозрительно дешево. Качество швов окажется плохим, потребуется переделка.
Электроды при сварке аппаратом Ресанта
“Ресанта” представляет собой инверторный сварочный аппарат для дома и дачи. При выборе расходных материалов для него надо руководствоваться теми же правилами, что и для прочего оборудования. Силу тока и размер электрода подбирают, исходя из толщины соединяемых элементов.
Производитель агрегата для сварки выпускает и электроды для него. Диаметр изделий: 2,5-5 мм. Но специалисты стараются использовать другие марки, так как продукция компании имеет слабую пластичность.
Как выбирать электроды. Какие электроды лучше для сварки.
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм . – 40 – 80 Ампер. «Двойка» — пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
«Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм . – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает — добавьте 5-10 Ампер, если и 80 Ампер мало — крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) — только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96. 40 . ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
40 . ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
Прямая полярность и обратная полярность.
Если электрод на «+», а клемма на «-«, то больше плавится электрод. — это называется обратная полярность.
Если электрод на «-«, а клемма на «+», то больше плавится свариваемый металл. — это называется прямая полярность.
Постоянный ток — это DC, переменный ток — это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Инверторы – недорогие и простые в использовании аппараты. Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Во время плавления ток к месту шва подается через специальные металлические стержни, электроды. Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Виды и характеристика электродов
Металлические стержни делят на 2 большие группы:
- плавящиеся. Отличаются наружным покрытием, обеспечивающим стабильное горение сварочной дуги и отсутствием шлаков;
- неплавящиеся. Подходят для аргоновой сварки.
В целом сварочные электроды различают по:
- диаметру;
- назначению;
- виду обмазки;
- по стране-производителю и марке изделия.
По уровню работ изделия бывают:
- для обычной сварки;
- для сварки ответственных металлоконструкций.
Диаметр электрода
Стержни бывают разной длины от 30 до 45 см. Основные показатели диаметра – 1,6; 2, 3, 3-4; 4; 4-5.
Внимание! Неопытным сварщикам лучше начинать практику с металла толщиной 3-4 см и сварочного электрода с диаметром 3 мм.
Выбор того или иного диаметра зависит от толщины металла. Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.
Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.
Назначение по виду металла
Электропроводящие стержни необходимо подбирать в зависимости от типа работы и применения того или иного металла:
- варка углеродистых и низколегированных сталей;
- варка высоколегированных сталей;
- крепление теплоустойчивых сталей, отличающихся высокой прочностью;
- крепление чугуна и сплавов на его основе;
- варка меди и ее сплавов;
- работа с алюминием и его сплавами;
- варка сталей неизвестного состава.
Кроме того отличают электроды, применяемые для наплавки и ремонта металлических изделий.
Виды покрытия электродов
От вида покрытия или обмазки зависит работа с постоянным или переменным током и особенности эксплуатации.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует подобрать электрод с основным покрытием.
Обмазка бывает:
- Основная. Благодаря сварке с использованием таких стержней получаются прочные швы с высоким показателем ударной вязкости. Швы не стареют и не покрываются микротрещинами, что позволяет использовать изделия в самых суровых условиях. С данными электродами работают только на постоянном токе.
- Рутиловая. Подходит для сварки изделий из малоуглеродистой стали переменным и постоянным током. Узнать изделие можно по синему или зеленому оттенку. Электроды легко разжигаются и отличаются минимальными брызгами при работе. Их можно использовать для скрепления ржавых элементов.
- Кислая. Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции.
- Целлюлозная. Единственная обмазка, позволяющая сваривать металл сверху вниз с помощью постоянного тока. Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.
 Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.
Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.
Совет. В производстве сварочных стержней часто встречаются подделки и изделия ненадлежащего качества. Практики рекомендуют остановить выбор на проверенных вариантах.
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С. Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
- МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.
Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Выбор электродов для сварки инвертором — видео
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно решать вопрос о приобретении необходимых аксессуаров для выполнения сварки. И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.
Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей , которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение . При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Лучшие электроды для инверторной сварки
В качестве материала, на основе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, обладающая необходимыми характеристиками, которые определены ГОСТом от 1970 года за номером 2246 . Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:
- легированные. Для их производства могут применяться различные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их изготовления применяются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.

Электродные стержни в обязательном порядке предусматривают особое покрытие, которое создают методом опрессовки. Назначение этого покрытия состоит в следующем:
- защита сварочной ванны от атмосферных воздействий;
- создание благоприятных условий для более устойчивого горения дуги.
Если владелец впервые планирует проводить инверторную сварку, то он должен иметь в виду, что используемые электроды для сварки инвертором могут быть классифицированы на две категории . Первая представлена изделиями, при помощи которых сваривают наиболее важные металлоконструкции.
Вторая же группа включает электроды, которые применяются для соединения конструкций из стали обычного назначения. Как считают эксперты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если речь идет о соединении ответственных конструкций. Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Нужно сказать, что электроды для сварки инвертором марки УОНИ отличаются достаточной сложностью в работе. Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:
УОНИ 13/55 . В первую очередь их используют опытные сварщики. Особенностью этих стержней является то, что с их помощью можно создать очень надежный шов, отличающийся наилучшим показателем плотности.
МР-3С . На них выбор останавливается в тех ситуациях, когда необходимо создать шов, обладающий наивысшими характеристиками прочности и надежности. С использованием таких стержней сваривают элементы посредством использования переменного и постоянного тока обратной полярности.
МР-3 . Отличительной особенностью электродов этой марки является ее универсальность применения. Они подходят для соединения металла с загрязнённой поверхностью. К тому же их можно применять и для сварки влажных и ржавых конструкций.
АНО . Именно стержни этой марки и пользуются наибольшим спросом в нашей стране. Среди их достоинств следует выделить отсутствие необходимости в предварительной прокалке. Процедура их зажигания отличается достаточной простотой, их применение обеспечивает создание высокопрочного и сверхнадежного соединения. Причем уровень подготовки того, кто выполняет сварочные работы, не оказывает влияние на конечный результат.
Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:
Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью . Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Ресанта — известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы , которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:
Заключение
Хотя инверторные сварочные аппараты обладают множеством преимуществ, обеспечивая высокое качество соединения, все же конечный результат во многом зависит от типа используемых для сварки электродов. По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
Вместе с тем отдельные электроды требуют наличие определенных навыков работы с ними, поскольку они рассчитаны на специалистов и используются для решения узких задач. Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Сваривание разнообразных металлических устройств в основном осуществляется при помощи сварки. Для этого используют особую оснастку, это может быть как трансформаторный сварочный аппарат, так и инверторный. Но даже самый обыкновенный аппарат не может функционировать без электродов. Ведь для того, чтобы вышел, прочный шов, необходим расплавленный стальной стерженек (электрод).
Какая сварка лучше? Уже многие годы популярны у многих потребителей. С таким сварочным аппаратом идет наименьший расход времени, а получается качественная работа.
Такое оснастка применяется при дуговой сварке путем плавления отделываемых участков. Главное преимущество инвертора это неизменность сварочного тока, за счет этого выходят крепкие высококачественные швы.
Сварка с применением инверторного сварочного аппарата это процесс, разрешающий при подключенном источнике тока переменное напряжение. Инвертор подает постоянный ток, и качество швов будет существенно лучше, нежели у обычного трансформатора. Инвертор экономно потребляет электроэнергию, что делает его еще более известным в применении. Так же у такого аппарата есть большой плюс, он довольно удобен для транспортировок на дальние дистанции, что делает работу проще, даже если надо работать за городом.
Чтобы получился высококачественный и крепкий шов нужно с точностью выбирать электроды для инвентарной сварки. Электроды – это стальные электрические проводники в виде стержней, их применяют для подводки к сварочной зоне тока.
Перед тем как приступить к работе электросваркой с использованием инвертора, нужно уяснить сам принцип действия.
Выбор электродов
Какие выбрать электроды для сварки инвертором? Для того что б выбрать электрод нужно знать, что они имеются в двух видах: те которые имеют свойство плавится и те которые не плавятся.
Электроды, которые имеют свойство, плавится, состоят из металлического стержня со специальным покрытием, которое защищает зону сварки и увеличивает устойчивость горения дуги. Такие электроды используются для ручной дуговой сварки.
- прямая полярность — это, где плюс подсоединяется к массе, а минус к сварочному электроду;
- обратная полярность – это, где минус подсоединен к массе, а плюс к сварочному электроду.
При сварке на прямой полярности поверхностные соединения подвергаются существенному нагреву, чего нет при обратной полярности.
При обратной полярности осуществляют сварку тонких деталей. Такая полярность защищает металл от прожигания. Также на обратной полярности производят сварку легированных сталей, которые восприимчивы к высокой температуре.
Сварочные работы с применением инвертора включают в себя три главных составляющих, которые связаны между собой:
- сварочный ток и его сила;
- диаметральный размер;
- детали и их толщина.

Для соединения тонких сталей (меньше 1,5 мм) ручную сварку не применяют, для такой работы подойдут полуавтоматические аппараты.
Немаловажно правильно выбрать диаметр электродов, если же электрод подобран не точно, то тогда уменьшает плотность сварочного тока, что приводит к непрочным швам.
От чего отталкиваться при выборе электродов
Имеется ряд существенных параметров, на которые стоит обратить внимание при выборе электродов для инверторной сварки. Первое, нажну знать тип материала, с которым надо будет работать. Для работы с ответственным материалом нужно подбирать электроды уже проверенных производителей.
Изделия с основным покрытием соответствуют высокому качеству, они отличаются ударной жесткостью, пластичностью и механической крепостью. Швы, получились при работе с такими электродами, отличаются высокой устойчивостью к появлению микротрещин. Также они не предрасположены к старению. Предпочтение таким электродам необходимо отдавать, если планируется работа с ответственными конструкциями, которые будут использоваться в строгих условиях.
Если поверхность детали из углеродистой стали покрыта коррозией, то электроды необходимо использовать рутилового типа.
От того какой толщины деталь надо соединить инвертором, зависит не только диаметр электрода, но и непосредственно сила сварочного тока, который тоже выражает воздействие на качество получаемого шва.
Перед тем как проводить сварочные работы, необходимо верно подобрать электроды, это даст возможность сделать качественную спайку, даже при использовании самого простого и недорогого инвертора.
Стержень, который подводит электрический ток к месту сварки, называется электродом. Так коротко определяют назначение этого важного элемента сварочного процесса. Чтобы работа была эффективной, он должен отвечать ряду требований, например: стержень и его покрытие должно плавиться равномерно, в период хранения должен сохранять свои технологические и физико-химические характеристики, обладать низкой токсичностью во время сварки. Если описывать сам процесс с использованием этих расходных материалов, то для него требуется неизменная дуга горения, чтобы получился качественный шов, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
- Неплавящиеся представляют собой прутки — вольфрамовые или углеродистые. Эти стержни только подводят ток, а присадка подается отдельно.
- Плавящиеся являются металлическими стержнями с покрытием. В процессе сварки они расплавляются, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, для защиты сварного шва от воздействий окружающей среды.
2. Особенности сварочного оборудования
Чтобы разобраться, какие электроды лучше всего подходят для инвертора постоянного тока, важно понимать особенности и технические нюансы такого оборудования. Оно состоит из нескольких ключевых элементов: центрального управляющего блока, трансформатора, высокочастотного преобразователя, сетевого фильтра, силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах.
Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
3. Распространенные марки
Для каждой стали необходимы электроды определенной марки. Особенно это относится к материалам с различными покрытиями и примесями. При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному — эти особенности учитывать стоит. Примеры использования и некоторые характеристики расходных материалов мы приводим в таблице.
Перечень электродов в соответствии с видами стали
| Марка | Вид | Характеристики некоторых расходных элементов |
1-я группа: УОНИ 13/55, УОНИ 13/45 2-я группа: МР-3, МР-3С 3-я группа: | Углеродистая | 1-я группа — одни из самых сложных электродов, которые используются для создания высококачественных прочных швов на конструкциях с повышенной нагрузкой. 2-я группа — электроды для универсальных работ и сварки неочищенного и ржавого материала. Последние можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материала |
| АНО-4 АНО-6 | Легированная | Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное горение дуги, минимальное разбрызгивание металла, шов высокого качества, и при этом шлак легко отделяется. Пользуются популярностью среди начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная | Первые предназначены в основном для работы с нержавеющей сталью, вторые — для жаропрочных и деталей литья |
| ОЗЧ-2 | Чугун | В состав покрытия входят компоненты, которые препятствуют образованию трещин из-за содержащегося водорода |
| Т-520 | Чугун (наплавка) | Используются для сварки деталей машин, которые работают, например, в условиях быстрого абразивного изнашивания |
 Требуют квалификации сварщика и особого внимания к процессу.
Требуют квалификации сварщика и особого внимания к процессу.4.
 На что обращать внимание при выборе
На что обращать внимание при выбореВыбор диаметра электрода определяется толщиной материала. Например, для проваривания широких стенок требуется больше времени и больше материала расходного элемента. Чем он толще, тем дольше будет работа в непрерывном режиме, тонкий электрод в этом случае быстро прогорит. Специалист может рассчитать длительность процесса и размер шва. Так, например, для сварки уголков или профильных труб не требуется жесткого соблюдения требований герметизации, поэтому для работы могут использоваться универсальные электроды от 0,5 до 2 мм для сварки инвертором. Для выполнения сложных трассовых сварочных работ с толстыми элементами конструкции или профильными опорами для сборки требуются элементы большего диаметра.
Выбор по внешнему виду важен не менее, чем надпись на упаковке. Сухая поверхность элемента, который должен быть плотным. Вздутия, наплывы и всевозможные поры исключаются. Иногда допускаются продольные трещины, неровности и задиры определенного размера — эти значения следует проверять по ГОСТу.
В качестве упаковки должна выступать водонепроницаемая бумага или картонные коробки в герметичной полиэтиленовой пленке. На коробке указываются свариваемые материалы, значения тока и особые условия сварочного процесса. В обязательном порядке ставятся обозначения электродов в соответствии с принятой маркировкой. Пишется также их расход. На практике этот параметр является довольно условным: на разных материалах и конструкциях разного назначения расход одного и того же расходного материала может быть различным.
5. В качестве вывода
Соотношение полезного металла и шлака в процессе сварки характеризуется коэффициентом наплавки , который, в том числе, зависит от условий хранения электродов. Отсыревшие элементы можно высушить, но их коэффициент наплавки будет уже гораздо меньше. Поэтому при покупке важно тщательно проверять упаковку и хранить расходные материалы в соответствии с нормами. Качество шва должно быть безупречным, особенно если речь идет о герметичном и наружном соединении. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию . Качество сварки во многом определяется и тем, как отходит шлак . Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию . Качество сварки во многом определяется и тем, как отходит шлак . Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
В целом современные инверторные сварочные аппараты предоставляют возможность использовать весь спектр электродов. Качественного шва проще добиться, подобрав соответствующий материал. На нашем сайте вы найдете большой выбор расходных материалов для сварки. Если у вас есть вопросы по конкретной задаче, вы можете обратиться к менеджеру магазина по телефонам, указанным на сайте.
Тематические материалы:
Андрей илларионов: «путин рассчитал: гибель сотен европейцев рейса мн17 вызовет шок у лидеров ес, и они потребуют от порошенко остановить наступление сил ато Почему Гитлер так легко оккупировал могучую Францию Петр великий и его «великие» дела против русов лет, сын музыканта Андрея Макаревича лет, сын телеведущего и актера Дмитрия Нагиева Массивная обувь в готическом стиле Модная обувь осень зима. Материалы и фактуры
Системы и методы оценки персонала Система сбалансированных показателей
Материалы и фактуры
Системы и методы оценки персонала Система сбалансированных показателейОбновлено: 27.02.2018
103583
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
какие электроды лучше использовать новичкам – Setafi
Большинство начинающих в сфере сварки не понимают: какие электроды лучше ставить на инвертор, чтобы не получилось что попало. Как результат, берут любой в магазине, который посоветует консультант и работают дома. Фото и видео такого неутешительного опыта вы вряд ли найдете.
Цель нашей статьи – рассказать, какие электроды стоит выбирать новичкам для инверторной сварки и в чем особенность каждого из вариантов. Информация станет полезной и для профессионалов — увеличат объем знаний, чтобы знать какие электроды стоит выбирать для инверторной сварки. Приступим к изучению!
Содержание статьи
- Параметры электродов для инверторной сварки: куда смотреть, чтобы выбрать правильное изделие
- Какое назначение электродов для инвертора
- Электроды какого типа покрытия лучше использовать в инверторной сварке
- Основное
- Рутиловое покрытие
- Правила работы
Параметры электродов для инверторной сварки: куда смотреть, чтобы выбрать правильное изделие
Чтобы выбрать лучшие из электродов под свой сварочный аппарат, стоит учитывать особенности самого сварочного материала. Остановимся на главных факторах, которые рассматривает каждый бывалый и профессиональный сварщик.
Остановимся на главных факторах, которые рассматривает каждый бывалый и профессиональный сварщик.
Какое назначение электродов для инвертора
Цели использования расходника разные. От этого все электроды делятся на несколько категорий. Такое разделение объясняется особенностями металла, который вы собираетесь соединять, и техническими характеристиками изделия. Назначение всех изделий можно посмотреть в категории Государственного стандарта 9466-75. Ниже мы описали несколько групп:
- Сварка стали с низким содержанием углерода.
- Сварка металла высокой тепловой емкости.
- Сварка сталей с дополнительными свойствами.
- Наплавка слоев под электрической дугой.
- Работа на чугунных изделиях.
- Сварка меди и производных сплавов.
Делаем вывод: лучшие электроды для инверторной сварки подбираются, прежде всего, по их целевому назначению. В дальнейшем это позволит избежать ошибок. Например, чтобы не приваривать нержавейку электродами для высокоуглеродистых металлов или меди. Шов быстро заржавеет и придет в негодность, хотя должен служить дольше самой металлической основы.
Шов быстро заржавеет и придет в негодность, хотя должен служить дольше самой металлической основы.
Смотрите на расходное оборудование, опираясь на типаж металлического элемента и его характеристики. После уже выбирается сам тип лучшего электрода для сварки.
Электроды какого типа покрытия лучше использовать в инверторной сварке
Как вы уже поняли, существует несколько разновидностей покрытия расходного элемента под инвертор. Самые популярные – основное и рутиловое. Каждый из них имеет разительные отличия и используется в конкретной ситуации. Разберемся в чем суть подробнее.
Основное
Электроды с основным покрытием имеют ряд положительных качеств. Во-первых, они обеспечивают ровный и качественный шов. Во-вторых, место сварки стойкое к межкристаллитной коррозии и переменным нагрузками.
Основное покрытие позволяет работать основному материалу при низких температурах. Но для того, чтобы получать такой шов, нужно приловчиться и получить определенный опыт.
Изделия, поддавшиеся сварке, дополнительно прокаливают перед установкой в рабочие элементы или конструкции. А металл перед соединением подлежит очистке от налета и ржавчины.
Работает электрод с основным покрытием исключительно на постоянном токе с обратной полярностью.
Рутиловое покрытие
Изделие этого формата — универсальное. Если не знаете, какими электродами лучше варить инвертором новичку, то смело выбирайте с рутиловым покрытием.
Их главная особенность – сварка качественная даже на неочищенной плоскости, на окисленных и грязных металлических плоскостях. Но это точно не значит, что металл не стоит обрабатывать. Наоборот.
Электроды могут работать как на постоянном, так и с переменным током. Без проблем поджигаются несколько раз за счет дополнительного состава обмазки. Во время сварки образуют минимальное количество шлаковых элементов, не требующих физической нагрузки для удаления.
Выбирать, какие покрытия электродов лучше использовать для инверторной сварки, стоит по сварному соединению и требованиям к нему. Среди параметров могут быть: сила сопротивления, ударная вязкость и прочие. На это влияет как тип сварного металла, так и его химический состав.
Среди параметров могут быть: сила сопротивления, ударная вязкость и прочие. На это влияет как тип сварного металла, так и его химический состав.
Правила работы
Мы уже поговорили о том, как выбрать электроды для сварки инвертором. Стоит рассказать и о правилах работы на сварочном аппарате. Без них даже лучшие электроды для инверторной сварки для новичков не будут работать на полную мощность.
Вот небольшой чек-лист:
- Начинать свою сварочную практику лучше с рутилового покрытия электродов. Из-за их особого состава, работа упрощается в несколько раз. Они легче поджигаются, позволяют варить на слабой дуге. Вы сможете контролировать весь процесс и видеть сварку. Еще один плюс – шлаки убираются легче.
- Половина успеха – если вы установили правильные силу тока и полярность. Для постоянного тока и прямой полярности металл подключается к плюсу, электрод — к минусу. При обратном значении полярность проводов изменяем на противоположную. Сама сила тока лучше настраивается по инструкции производителя.
- Перед работой на нужном металле, потренируйтесь недельку на обрезках, похожих по характеристикам с основой. Вы сможете интуитивно настраивать все параметры инвертора для удачной сварки.
- Без техники безопасности никуда. Не начинайте варить, пока не будете уверены, что вы и окружающие находитесь в защите от сварочного аппарата. Защитная одежда и перчатки – ваше постоянное обмундирование. На голову наденьте сварочную маску или очки.
- Перед включением тока убедитесь, что аппарат подключен правильно. Не допускайте, чтобы легкосгораемые материалы были под рукой. Работайте лучше в одиночку, без посторонних в мастерской.
 Сама сила тока лучше настраивается по инструкции производителя.
Сама сила тока лучше настраивается по инструкции производителя.Практика, практика и еще раз – практика. Спустя пару месяцев вы научитесь правильно настраивать сварочный аппарат, а затем и подбирать электроды. Надеемся, что наша небольшая статья принесла вам новый опыт в выборе расходного материала для инверторов. Удачи!
Ключевые моменты, которые следует учитывать при выборе аппарата для дуговой сварки
Правильный выбор аппарата для дуговой сварки
В Eng-Weld мы хорошо разбираемся в искусстве дуговой сварки; техника, которая используется для создания прочных соединений между металлическими деталями.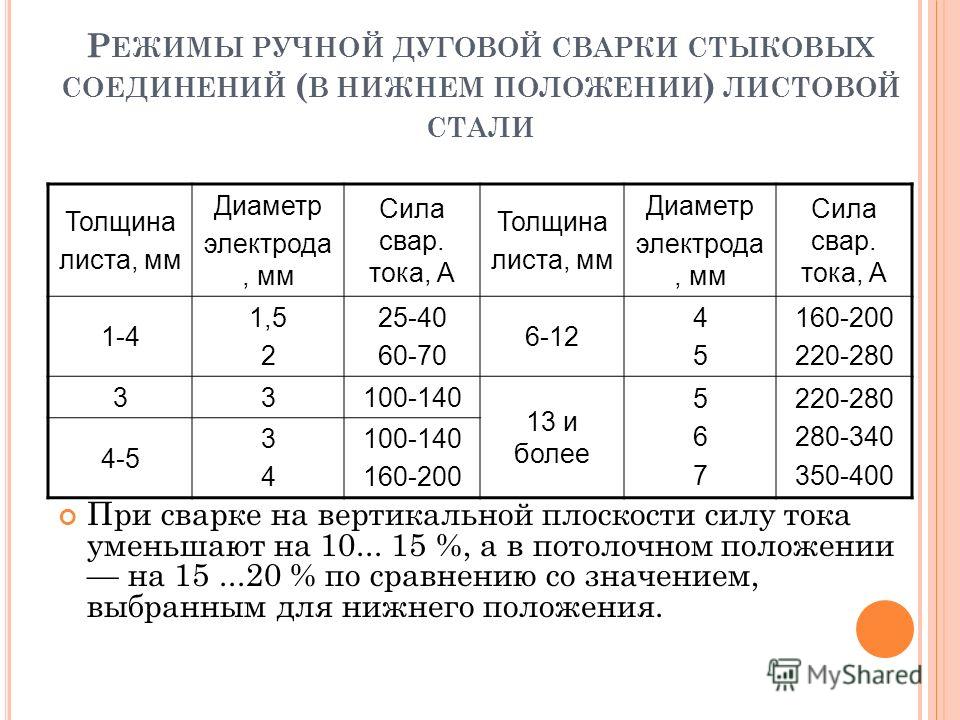 Используя источник питания для создания электрической дуги, создающей интенсивное и локализованное тепло, которое затем плавит, соединяет и сплавляет металлы. Эта интенсивная температура, создаваемая дугой, позволяет, например, оплавить края сварного шва и сплавить их с присадочным металлом в виде стержня или проволоки, в зависимости от используемого метода, хотя не для всех работ требуется присадочный металл. быть добавленным.
Используя источник питания для создания электрической дуги, создающей интенсивное и локализованное тепло, которое затем плавит, соединяет и сплавляет металлы. Эта интенсивная температура, создаваемая дугой, позволяет, например, оплавить края сварного шва и сплавить их с присадочным металлом в виде стержня или проволоки, в зависимости от используемого метода, хотя не для всех работ требуется присадочный металл. быть добавленным.
Существует три основных типа технологий дуговой сварки:
- Сварочные аппараты ММА
- Сварочные аппараты MIG/MAG
- Сварочные аппараты TIG
Прежде чем мы подробно рассмотрим каждую из этих технологий и методов сварки, рассмотрим несколько ключевых моментов.
Как выбрать аппарат для дуговой сварки?
Когда дело доходит до выбора аппарата для дуговой сварки, существуют определенные критерии, которым соответствует каждый тип, и, к сожалению, не существует единого процесса сварки, подходящего для всех применений.
Вы всегда должны учитывать:
- Предполагаемое использование: периодическое техническое обслуживание, производство или высококачественная сварка?
- Какой тип материала вы будете сваривать?
- Насколько толстый материал вы будете сваривать?
- К какому источнику питания у вас есть доступ?
- Каков рабочий цикл машины и как это повлияет на работу, которую вы собираетесь выполнять?
Ответив на все эти вопросы, вы обязательно найдете сварочный аппарат для дуговой сварки, который больше всего соответствует вашим потребностям.
Кто такой сварщик MMA?
Сварочный аппарат MMA, также известный как «автоматическая сварка», представляет собой электрический трансформатор, который обеспечивает высокий уровень электрического тока на выходе. При приближении электрода к свариваемой детали возникает короткое замыкание и высокотемпературная электрическая дуга, которая локально расплавляет свариваемые металлические детали, а также сам электрод.
Электрод состоит из металлического сердечника и защитного слоя для предотвращения окисления. Сердечник используется в качестве присадочного металла при сварке, а защитный слой необходимо удалять после остывания сварного шва. Таким образом, электроды являются расходными материалами, состав и диаметр которых необходимо адаптировать в зависимости от металла, с которым вы работаете, и выполняемой работы.
Инверторные сварочные аппараты MMA компактны и легки, что обеспечивает более высокое качество сварки благодаря точной регулировке мощности и, как правило, оснащены предохранительным устройством, отключающим ток в случае прилипания электрода.
Основные моменты:
- Ручной сварочный аппарат.
- Инверторная технология.
- Электроды с покрытием.
- Для мелкого ремонта, а не для крупных работ.
Ключевые вопросы по сварке ММА.
Что такое горячий старт? – Горячий старт – это специальная функция для сварки ММА или сварки штучными электродами. Аппарат выдает пиковый ток при поджигании дуги, что значительно облегчает зажигание электродов. Особенно полезно для работы с несовершенными поверхностями или при использовании электродов, «трудных в обращении».
Аппарат выдает пиковый ток при поджигании дуги, что значительно облегчает зажигание электродов. Особенно полезно для работы с несовершенными поверхностями или при использовании электродов, «трудных в обращении».
Что такое Arc Force? – Эта функция, которую иногда называют «копание» или «управление дугой», аналогична функции «Горячий старт», за исключением того, что она работает во время процесса сварки. Это очень помогает стабилизировать дугу, предотвращая ее обрыв во время сварки и предотвращая прилипание электрода, так как при обнаружении короткого замыкания аппарат подает пиковый ток.
Что такое антипригарное покрытие? – Защита от прилипания — это функция, с помощью которой сварочный аппарат определяет прилипание электрода, при котором сварочный ток сбрасывается, чтобы предотвратить дальнейшее приваривание электрода к заготовке, что позволяет легко отсоединить или отломить электрод.
Что такое сварочный аппарат MIG/MAG?
Аппарат для сварки MIG/MAG также представляет собой разновидность аппарата для дуговой сварки, здесь вместо электрода используется катушка проволоки, которая разматывается по мере того, как сварочная горелка потребляет проволоку. Опять же, тип проволоки зависит от выполняемой вами работы. Поскольку это наполнительный материал, для разных металлов требуются разные наполнители и разной толщины в зависимости от работы.
Сварщики MIG или MAG используют газ для защиты сварного шва от окисления, вызванного окружающим воздухом, который выпускается через горелку на месте сварки.
- Сварка MIG (металлический инертный газ) использует инертный газ, такой как аргон или гелий. Он подходит для нержавеющей стали, легких сплавов и цветных металлов. В сварке
- MAG (Metal Active Gas) используется смесь аргона и CO2 или аргона и кислорода, которая вступает в реакцию со сваркой, улучшая ее качество.
При правильном выборе газа или смеси газов сварка MIG и MAG может применяться ко всем распространенным металлам. Сварной шов, производимый этими сварочными аппаратами, имеет более высокое качество, чем сварщики MMA, что позволяет сваривать более тонкие листы и больше подходит для производства, автоматизации и роботизации. Сварке MIG и сварке MAG также легче научиться, вообще говоря, чем сварке MMA или сварке TIG.
Можно использовать аппарат для сварки MIG без подачи газа, используя проволоку, наполненную порошком, который испаряется во время сварки, имитируя защитный слой инертного газа, защищающий сварной шов от окисления. В то время как сварка MIG обеспечивает более чистую сварку и дешевле из-за того, что сплошная проволока дешевле, чем проволока с наполнителем, сварка без газа освобождает одну руку от баллона и больше подходит для наружных работ, поскольку она менее чувствительна к сквознякам.
Основные моменты:
- Порошковая проволока.
- Одножильный провод.
- Моток проволоки.
- Активный газ.
- Сварочный полуавтомат.
- Инертный газ (нейтральный).
Что такое сварочный аппарат TIG?
Благодаря использованию неплавкого электрода, инертного газа и присадочного металла, сварщик TIG может сваривать тонкие слои и выполнять высокоточную сварку. Доступен как ручной, так и полуавтоматический режим, когда сварщик либо держит в руках вспомогательный стержень, либо сварочный аппарат оснащен катушкой, заполненной присадочным материалом.
Опять же, при сварке TIG сварные швы защищены от коррозии инертным газом. Этот метод обычно дает высококачественные результаты, особенно при сварке тонких листов или плотных сварных швов.
Несмотря на то, что электрод не является плавким, он все же будет изнашиваться, поэтому его необходимо регулярно затачивать, так как электрод должен иметь правильную форму кончика для формирования качественной электрической дуги.
Сварочные аппараты TIG бывают с газовым или жидкостным охлаждением. При сварке с низкой интенсивностью газового охлаждения достаточно, однако для сварки с более высокой интенсивностью необходим жидкостный охладитель для предотвращения перегрева.
Основные моменты:
- Можно получить высококачественные сварные швы.
- Может работать с тонким листовым металлом.
- Используется для цветных металлов.
- Инертный газ.
- Неплавкий электрод.
- Возможность полуавтомата.
Для получения дополнительной информации от Eng-Weld или помощи в выборе аппарата для дуговой сварки, пожалуйста, свяжитесь с нами.
Справочник по покупке электродов для дуговой сварки
Рутиловые, основные, целлюлозные — того или иного типа, они необходимы для успешной сварки! Отрегулируйте настройки ММА, закрепите сварочный электрод в зажиме, наденьте защитное снаряжение… И вы готовы к сварке. Нержавеющая сталь, чугун, самозакалка, откройте для себя различные типы электродов и приступайте к сварке!
Важные характеристики
- Сердечник
- Покрытие
- Базовый
- Рутил
- Целлюлозный
- Полярность
- См. положение сварки
Если вы не знали, сварочный пруток является важным расходным элементом при сварке ММА для сборки двух отдельных деталей. Сварочный пруток, также называемый электродом , удерживается в зажиме , который является частью сварочной установки. Через него проходит электрический ток, и стержень плавится, когда ток заземлен, создавая электрическую дугу.
Поскольку вам может потребоваться сварка различных металлов с различным химическим составом и толщиной, доступны различные стержни, подходящие для металла основы.
Ознакомьтесь с каталогом ManoMano
Прутки
Внешне сварочный пруток больше похож на бенгальский огонь. Он предназначен для подачи присадочного металла для дуговой сварки. Состоит из двух отдельных частей:
- Металлический сердечник — центральная часть стержня;
- Хрупкое покрытие вокруг ядра.
Хотя сердечник должен соответствовать металлу, который вы свариваете (тот же самый или совместимый), покрытие является ключевым элементом и играет несколько ролей:
- Выступает в качестве основного электрического проводника для грунтовки и защищает дугу во время сварки ;
- Ориентирует дугу в соответствии с положением сварки — плоское, поднимающееся, опускающееся или приподнятое;
- Защищает ванну расплавленного металла , образуя шлак, который поднимается на поверхность.
Для сварки распространенных металлов, таких как углеродистая сталь, нержавеющая сталь сталь , чугун и легированная сталь существует три типа покрытия стержня: рутиловое, основное и целлюлозное .
- Рутиловое или кислотно-рутиловое покрытие является наиболее распространенным. обеспечивает привлекательный вид сварного шва при плоской или угловой сварке. Этот тип электрода используется для общих каркасных и слесарных работ. Немного потренировавшись, сварку можно выполнять в горизонтальном положении или с уклоном вверх или вниз. Выбор диаметра электрода будет зависеть от толщины свариваемых деталей. Выберите продукт с пометкой «все позиции» для периодического или регулярного использования. С точки зрения формата покупки , упаковки содержат большое количество электродов и не являются незначительными по стоимости. Стоит иметь много стержней диаметром 1,6, 2,5 и 3,2 мм — они подходят для большинства распространенных монтажных ситуаций . На рынке доступны специальные электроды для сварки нисходящим или восходящим способом, которые дают хороший законченный сварной шов при небольшой практике. Надлежащие поставщики предоставляют спецификации с указанием того, как адаптироваться к различным диаметрам стержня и толщине металла.
- Базовое покрытие также используется профессиональными котельщиками и сварщиками. Он подходит для всех положений сварки и обладает отличными механическими характеристиками. Этот тип покрытия является хрупким; он всегда должен быть сухим и даже предварительно подогретым перед сваркой (пропариванием). Неопытные пользователи должны знать о риске залипания. Шлак легко отделяется.
- Целлюлозное покрытие – это тонкое мелкозернистое покрытие, используемое в основном на трубах. Лучше оставить в руках опытных сварщиков — если вы читаете это, руки прочь!
Для сварки нержавеющей стали , чугуна и твердых сталей вы можете приобрести специальные электроды Шлак трескается при охлаждении, кроме сварочного колпака необходимы защитные очки. Обратите внимание, что этот тип электрода можно использовать для смешанных сварных швов, например, . нержавеющая сталь-железо или нержавеющая сталь-твердая сталь;
Рутиловые электроды являются наиболее часто используемым типом, что имеет смысл, поскольку углеродистая сталь, безусловно, чаще всего используется для сварки.
При сварке листового металла встык без снятия фаски можно использовать диаметры 1,6–2,5 мм для листов толщиной 1–3 мм. Более толстые (до 10 или 12 мм сварки встык) сопрягаемые кромки должны быть 90 160 скошенными 90 161 : то есть 90 160 скошенная кромка прорезана на каждой кромке 90 161 и эта V-образная 90 160 фаска представляет собой , заполненный электродами, скажем, 2,5 мм (в качестве первого прохода), а затем снова заполнен электродами большего диаметра (3,2 или 4 мм, например). Этот процесс позволяет приварить 90 160 к сердечнику, чтобы получить прочную сборку 90 161 . При еще большей толщине листа предпочтительным методом становится полуавтоматическая сварка.
В случае сварки внахлест или под углом, даже при различной толщине, первый проход также может быть выполнен стержнем меньшего диаметра , позволяя полностью заполнить угол перед , продолжая стержнями большего диаметра . С опытом вы начнете «чувствовать» правильный диаметр стержня, чтобы использовать его каждый раз.
Итак, два ключевых критерия при выборе, что купить, это тип металла и толщина — вы не ошибетесь!
Полярность – это выбор электрических соединений зажима электрода и кабеля заземления. По сути, вы можете подключить фонарик к положительному или отрицательному контакту.
Поскольку разъемы идентичны, вы можете разместить электрод на положительном (DC+) или отрицательном (DC-) полюсе в зависимости от его типа. Как правило, рутиловые стержни необходимо соединить с отрицательным полюсом , а основные стержни — с положительным полюсом . Если вы сомневаетесь, следуйте рекомендациям производителя на упаковке электродов.
Полезный совет: с электродами из нержавеющей стали выберите DC+, поскольку в этом случае изделие будет меньше нагреваться.
Ознакомьтесь с каталогом ManoMano
Кабель заземления
Часто в начале и в конце процесса сварки электрическая дуга образует кратер , который «съедает» края листа.
Чтобы избежать этого явления и получить красивый полный сварной шов , просто возьмите два куска металлолома и поместите их вверху и внизу сварного шва. Начните и закончите сварку этих » мучеников » , а затем отнесите их прямо на шлифовальную машину. Поверьте, это одна удобная маленькая хитрость!
Существует четыре основных положения сварки:
- Плоское — самое простое;
- Карниз — деталь вертикальная, но шов выполнен горизонтально;
- Вертикально, вверх или вниз;
- Накладной — самый сложный, так как вы находитесь под свариваемой деталью — напр. шасси или днище автомобиля.
Во всех этих случаях выбор электрода имеет первостепенное значение и заслуживает внимания.
Итак, теперь вы знаете, для чего они используются, из чего сделаны и как их использовать. Осталось только надеть снаряжение, занять позицию и вперед!
Конечно. .. Всегда предохраняйтесь! (Не сваривайте без маски, т. ! Поскольку они очень горячие или даже раскалены, они могут легко вызвать пожар если оставить на земле.
Не забудьте обеспечить хорошую вентиляцию рабочего места перед сваркой .
Посмотрите наши сварочные электроды! Я прошел обучение на трубщика и трубосварщика, и после 35-летнего путешествия по Великобритании я стал начальником слесарного цеха, затем дизайнером и, наконец, главным инженером. Я спроектировал и построил мастерскую, где делаю скульптуры из металла: мне удалось найти райский уголок, где я могу дать волю своему воображению. Аукционы и гаражные распродажи для меня не секрет. Я нахожу там необычные предметы и старые инструменты, которые собираю или превращаю в произведения искусства. Я также люблю украшения, живопись на холсте и садоводство. Я разрабатываю новые технологии, касающиеся инструментов. Разделить мою страсть и посоветовать вам в выборе материалов – настоящее удовольствие.
Продукты, относящиеся к этому руководству
Руководство по покупке электросварочного аппарата: как правильно выбрать?
Задумывались ли вы когда-нибудь о следующих ситуациях с электросварочным аппаратом, который использовался так долго:
Мощность сварочного аппарата слишком мала для сварки таких толстых листов;
Аппарат слишком велик для обычной сварки;
Сварочный аппарат слишком тяжелый, и мне следует купить более легкий.
Не ждите, пока купите электросварочный аппарат, чтобы сожалеть о том, что купили не подходящий вам.
В этой статье вы узнаете, как купить подходящий сварочный аппарат.
Раньше электрические сварочные аппараты выражались в киловаттах.
Теперь номинальный ток электросварочного аппарата используется для указания размера электросварочного аппарата.
Содержание
1. Как выбрать размер электросварочного аппарата? В качестве примера возьмем электросварочный аппарат с продолжительностью нагрузки 60%.
В первую очередь необходимо знать сварочный ток или размер электрода.
Выберите размер электросварочного аппарата в соответствии с величиной сварочного тока.
Например, если сварочный ток равен 100А, то 100 разделить на 0,8 (квадратный корень из 0,6 равен 0,77, что удобно запомнить и вычислить на 0,8) равно 125А.
При покупке следует смотреть на заводскую табличку на задней панели сварочного аппарата и выбирать сварочный аппарат с током продолжительности нагрузки 60% более 125А.
Если мы не знаем сварочный ток, а знаем только, сколько сварочной проволоки использовать, мы выберем номинальный ток сварочного аппарата в соответствии с током сварочного электрода.
Например, если диапазон номинального тока сварочного электрода Φ4.0 составляет 170–210 А, то 170, деленное на 0,8 (квадратный корень из 0,6 равен 0,77, что удобно запомнить и вычислить на 0,8), равно 212 А.
При выборе следует смотреть на заводскую табличку на задней панели сварочного аппарата и выбирать сварочный аппарат с током продолжительности нагрузки 60% более 212А.
Выбрать диаметр электрода в соответствии с толщиной тарелки
| Толщина заготовки MM | <4 | 4-12 | > 12 |
| . | >4 |
Выбор электросварочного аппарата в зависимости от сварочной проволоки0419
The electric welding machine is an inverter welding machine with a продолжительность нагрузки 60%.
Диапазон номинального тока сварочной проволоки
| Диаметр | φ1,6 | φ2,0 | φ2,5 | φ3,2 9 4,9 | 9041 | φ5.0 | φ6.0 |
| Current A | 25-40 | 40-65 | 50-80 | 100-130 | 160-210 | 200-270 | 260-300 |
Выберите свой собственный сварочный аппарат в соответствии с потребностями сварки Аргонно-дуговая сварка переменным током и импульсная сварка в среде защитного газа должны использоваться для сварки алюминия;
Аргонно-дуговая сварка постоянным током и импульсная сварка в среде защитных газов должны использоваться для сварки нержавеющей стали;
Для сварки углеродистой стали выбирают ручную сварку, обычную сварку в среде защитных газов, импульсную сварку в среде защитных газов и аргонно-дуговую сварку на постоянном токе.
Поскольку продукция электросварочных аппаратов в обязательном порядке проходит государственную сертификацию, при приобретении электросварочных аппаратов необходимо учитывать, что предпочтение следует отдавать сварочным аппаратам, произведенным обычными производителями, прошедшими сертификацию 3С.
При покупке проверьте наличие на паспортной табличке сварочного аппарата названия производителя, производственного адреса, спецификации и модели, диапазона регулировки сварочного тока, продолжительности нагрузки, входного напряжения, тока и других данных, а также выберите сварочный аппарат в соответствии с работой потребности.
Поскольку на рынке имеется много поддельных и некачественных продуктов, некоторые электросварочные аппараты ошибочно указывают номинальный ток и продолжительность нагрузки.
Например, номинальный номинальный ток составляет 400 А, а фактический ток превышает 200 А.
Если возможно, используйте амперметр постоянного тока для измерения фактического максимального сварочного тока при покупке, чтобы избежать возможности нормального использования выбранного электросварочного аппарата.
3. Основные проблемы при выборе аппарата ручной дуговой сваркиВ настоящее время на рынке представлено множество аппаратов для ручной дуговой сварки, в том числе старые сварочные аппараты переменного тока, сварочные аппараты постоянного тока с кремниевым выпрямителем, инверторные сварочные аппараты постоянного тока.
Первый тип сварочного аппарата имеет множество разновидностей и спецификаций, множество марок и разное качество.
Сталкиваясь с таким количеством сварочных аппаратов, как выбрать экономичный и практичный продукт?
Чтобы выбрать аппарат для ручной дуговой сварки, вы должны понимать следующий простой здравый смысл электросварочного аппарата:
Метод положительного соединения:
Положительный полюс аппарата для сварки заготовок является методом положительного соединения во время сварки, а метод положительного соединения обычно используется для сварки кислотными электродами.
Метод обратного подключения:
Отрицательный полюс аппарата для сварки заготовок представляет собой метод обратного подключения во время сварки, и метод обратного подключения обычно используется для щелочного электрода и электрода из нержавеющей стали.
Скорость сохранения нагрузки:
В целом, время работы сварочного аппарата при достижении максимального сварочного тока (номинального тока) составляет 10 минут в виде цикла, при работе 6 минут и отдыхе 4 минуты.
Сварочный аппарат просто не защищен и не будет поврежден.
Постоянство нагрузки составляет 60 %.
Коэффициент сохранения нагрузки гражданских электросварочных аппаратов на рынке в основном составляет 35% и 60%.
Сварочные аппараты с продолжительностью нагрузки менее 100 % не могут долго вести сварку на номинальном токе.
Соотношение преобразования между длительностью нагрузки и большим сварочным током в течение длительного времени выглядит следующим образом:
Продолжительность нагрузки = максимальный сварочный ток в течение длительного времени 2/номинальный ток 2
Возьмите сварочный аппарат с 400 А продолжительностью нагрузки 35 %. например: 0,35=максимальный сварочный ток в течение длительного времени 2/4002.
То есть максимальный сварочный ток длительное время 236,63А.
Другими словами, этот сварочный аппарат на 400 А с продолжительностью нагрузки 35 % может работать только при токе 236,63 А для достижения 100 % продолжительности.
Соотношение между диаметром электрода и сварочным током:
Применяемый ток электрода = диаметр электрода * 40
Например, если сварочный ток, требуемый электродом 4,0 = 4,0 * 40, ток 160 А является оптимальным значением тока для сварочный электрод 4.0.
Но в реальной работе возможны некоторые изменения из-за материала, размера заготовки, стремления к эффективности и других факторов.
Зависимость между диаметром угольного стержня и сварочным током воздушной строжки угольной дугой:
Применимый ток угольного стержня = диаметр угольного стержня * 50
4. Как выбрать электросварочный аппарат ? Тип сварочного аппарата напрямую влияет на срок службы и процесс сварки.
Выбранная модель маленькая, как маленькая лошадь, тянущая телегу, что трудоемко и легко повредить сварочный аппарат.
Бесполезно выбирать слишком много.
Дело в том, что цена тоже высока.
Поэтому мы, пользователи, должны покупать не самое дорогое, а только нужное.
Не жадничайте до дешевых цен.
То, что вы покупаете, должно быть подделкой с плохим послепродажным обслуживанием.
Некоторые производители продают его за 88-168 юаней, но максимальный выходной ток всего 100А или даже меньше.
Они также ложно рекламируют сварочный пруток длиной 3,2 дюйма и так далее.
5. Преимущества и недостатки сварочного аппарата переменного тока и инверторного сварочного аппаратаПреимущества сварочного аппарата переменного тока: дешевый;
Недостатки: большое энергопотребление (известное как электрический тигр), низкое напряжение холостого хода (сложно зажечь дугу), нестабильный ток, обрыв дуги, заедание сварочного стержня, громоздкость, можно сваривать только обычные сварочные стержни .
Преимущества инверторного сварочного аппарата постоянного тока: низкое энергопотребление, высокое напряжение холостого хода (легко возникает дуга), стабильный ток, непрерывная дуга, сварочный электрод с антипригарным покрытием, легкий и гибкий, подходит для всех типов сварочных электродов;
Недостатки: Цена дорогая.
Выберите модель сварочного аппарата в соответствии с используемым сварочным электродом (в качестве примера возьмем сварочный электрод 4.2)
Сварочный ток = 4,2 * 40 = 168 А Учитывая, что фактический ток может колебаться на 20%,
168 А * 1,2 = 210 А
Пожалуйста, не думайте, что сварочного аппарата 250 достаточно.
В связи с жесткой конкуренцией на рынке цены большинство производителей заменяют мелкие на крупные, а некачественные на хорошие.
Взяв в качестве примера сварочный аппарат переменного тока, почти покупатель и продавец сварочного аппарата на рынке пришли к такому консенсусу:
250А сварочный аппарат подходит только для сварки 2,5 электродами;
Сварочный аппарат 315А применим только для сварки электродами 3. 2;
400А сварочный аппарат подходит для сварки электродами 4.2;
Очевидно, что существует большой разрыв между этим и национальными стандартами.
Это также показывает, что когда поддельные товары наводняют рынок.
Даже стандарты изменились.
На самом деле, когда мы купили на рынке сварочный аппарат на 400 А, на самом деле мы купили сварочный аппарат национального стандарта на 250 А или даже меньше.
Вот почему сварочный аппарат переменного тока той же модели на треть легче, чем аппарат десятилетней давности.
Мы можем выбрать сварочный аппарат следующим образом:
Если мы выкупим сварочный аппарат на 400 А, мы отрегулируем ток до максимума во время испытания, сварим электроды 4.2 (слишком маленькие электроды влияют на выход) и используем токоизмерительные клещи для измерения максимального выходного сварочного тока.
Если ток достигает 400А, это не значит, что мы купили сварочный аппарат на 400А.
Когда ток достигает 400А, это также зависит от скорости удержания нагрузки.
Если коэффициент сохранения нагрузки составляет 30%, то сварочный аппарат, который мы купили, можно рассматривать только как сварочный аппарат на 250А.
Настоящий сварочный аппарат на 400А должен иметь максимальный ток 400А и быть в состоянии работать длительное время под током 400А.
Поэтому некоторые сварочные аппараты той же модели на рынке стоят в несколько раз дороже.
6. Энергопотребление и экономические преимущества электросварочного аппаратаКак энергосберегающий продукт, активно продвигаемый в стране, сколько энергии инверторный сварочный аппарат может сэкономить для нас?
Фактический измеренный входной ток двухфазного сварочного аппарата переменного тока составляет от 33 А до 35 А на основе сравнения сварочного электрода 3.2 и тока 130 А;
Фактический измеренный входной ток трехфазного сварочного аппарата постоянного тока составляет 6 А.
Потребляемая мощность рассчитывается следующим образом:
Потребляемая мощность сварочного аппарата переменного тока:
P=LJI=380*33=13,3 кВт
Потребляемая мощность инверторного сварочного аппарата: P=100005 90,005 90,3 кВт
* UI=1,732 * 380 * 6=3,95 кВт
Тогда, исходя из 26 дней в месяц, 8 часов в день и коэффициента использования 80%:
(13,3-3,95) * 8*0,8*26= 1361,36 (кВт-ч)
Тогда инверторный сварочный аппарат постоянного тока для сварки 3,2 электродами может сэкономить 1361,36 градусов электроэнергии в месяц, чем сварочный аппарат переменного тока.
Аналогичным образом, по сравнению со сваркой 4.2 электродом и током 175А, получается, что каждый инверторный сварочный аппарат постоянного тока экономит 2204,8 киловатт-часов в месяц.
7. Прочие меры предосторожности При покупке сварочного аппарата проверьте наличие на заводской табличке на сварочном аппарате названия производителя, производственного адреса, спецификации, диапазона регулировки сварочного тока, продолжительности нагрузки, веса сварочного аппарата и др. содержание, а затем выберите подходящие продукты в соответствии с потребностями работы.
Поскольку электросварочный аппарат является продуктом, прошедшим обязательную национальную сертификацию, при покупке вы должны спросить, прошел ли продукт обязательную сертификацию 3C, и вы также можете проверить и подтвердить это онлайн;
Приоритет следует отдавать дилерам с гарантированным сервисным обслуживанием, хорошей репутацией и репутацией.
Welding Talk — Выбор вольфрамовых электродов
Welding Talk — Выбор вольфрамовых электродов ООО «Р-Тек Сварочное Оборудование»
На этой неделе мы рассмотрим выбор вольфрамовых электродов. Какой из них подходит для вашего проекта TIG и следует ли вам выбрать вольфрамовые электроды с однократной обработкой или популярные электроды с двойной обработкой? Продолжайте читать, когда мы рассмотрим эти жизненно важные расходные материалы для сварки вольфрамовым электродом в среде инертного газа…
Правильный выбор вольфрамового электрода («вольфрам») жизненно важен для успешной сварки вольфрамовым электродом в инертном газе — фактически, именно благодаря им сварка вольфрамовым электродом в инертном газе получила свое название . Но какой из доступных вольфрамов выбрать?
Вопросы перед сваркой ВИГ
Выбор правильного вольфрама является одним из нескольких соображений перед сваркой ВИГ. Ключевые вопросы включают: Что я свариваю? переменного или постоянного тока? Является ли мой сварочный аппарат TIG трансформаторным или инверторным? Какая сила тока мне нужна? И, наконец, что важно, какой вольфрамовый электрод использовать, какого диаметра и должен ли он быть с шаровидным или точечным наконечником?
Ваш исходный металл определяет, используете ли вы процесс TIG на переменном токе (алюминий) или на постоянном токе (сталь). Здравый смысл долгое время считал, что однопроцессный вольфрам лучше работает с конкретными процессами. Однако точно так же, как всесезонные шины могут заменить специальную зимнюю и летнюю резину, так и вольфрамовые электроды двойного технологического процесса могут заменить электроды одного технологического процесса. Они приносят реальную пользу и часто превосходят последние. Подробнее позже, но сначала давайте посмотрим на цветовую кодировку, которая поможет вам идентифицировать вольфрам.
Наконечники с цветовой маркировкой
Электроды для сварки ВИГ имеют цветные наконечники для облегчения идентификации независимо от того, изготовлены ли они из чистого вольфрама или сплавов вольфрама, редкоземельных элементов и оксидов.
Хотя вы все еще можете получить электроды из чистого вольфрама (зеленый наконечник), сплав других материалов с вольфрамом дает дополнительные преимущества. В частности, получение наилучших результатов от инверторных сварочных аппаратов TIG (таких как наш TIG161 AC/DC 160 Amp Inverter TIG Welder) зависит от электродов из вольфрамового сплава. Честно говоря, использование чистого вольфрама довольно необычно. Итак, с каким одно- и двухпроцессным вольфрамом мы обычно сталкиваемся и как они обозначаются цветом?
Во-первых, это вольфрамовый электрод с 2% содержанием тория с красным наконечником для сварки всех сталей на постоянном токе. И их эквивалент для одного процесса для сварки металлов TIG на переменном токе, таких как алюминий (вольфрам с белым наконечником 0,8% циркония). Случайно или намеренно красные наконечники соответствуют оксидам, связанным с мягкой сталью, а белые соответствуют оксиду алюминия. Пожалуйста, не путайте белый стержень из нержавеющей стали диаметром 2,4 мм с цирконированным вольфрамом и не вставляйте его в горелку TIG. Вы смеетесь, но это происходит!
Получите максимум от инверторных сварочных аппаратов
Далее идут вольфрамовые электроды с двойной обработкой, которые одинаково хорошо работают как с переменным, так и с постоянным током, и часто лучше, чем электроды с одной обработкой! Три самых продаваемых вольфрама — серые (2% оксида церия), темно-синие (2% оксида лантана) и с золотым наконечником (1,5% оксида лантана) вольфрамовые. Есть и другие, с разноцветными наконечниками. Но, как показывает опыт, наиболее распространенными и универсальными являются цериевые и лантанированные вольфрамовые электроды – мы продаем их каждый день…
Так зачем использовать двухпроцессный вольфрам, если он стоит немного дороже, чем однопроцессорный? Понимание преимуществ возвращается к тому, чтобы максимально использовать инверторные сварочные аппараты TIG. Их усовершенствованная технология прямоугольных импульсов улучшает зажигание и стабильность дуги. В свою очередь, это обеспечивает лучшее качество сварки, более быстрое перемещение и более низкие эксплуатационные расходы. Получение наилучшего от этих машин зависит от; превосходное зажигание дуги, стабильность дуги, допустимая нагрузка по току, меньший риск загрязнения сварного шва и увеличенный срок службы современных вольфрамовых электродов. Это идеальное совпадение.
Двойной процесс для сварки ВИГ на переменном и постоянном токе
Теперь рассмотрим, насколько хорошо двухпроцессный вольфрамовый электрод подходит для широкого спектра сварки на переменном и постоянном токе. Это ставит под сомнение сохраняющуюся роль однопроцессных электродов, особенно в связи с возникающими опасениями по поводу здоровья, связанными с пылью от торированного вольфрама.
Помните также, что инверторные сварочные аппараты позволяют использовать вольфрамовые электроды меньшего диаметра для облегчения доступа к зоне сварки. Вы также можете затачивать двухсторонние вольфрамовые пластины по-разному на каждом конце. Таким образом, вы можете иметь сферические (AC) и заостренные (DC) наконечники на одном и том же электроде. Дополнительное удобство не ограничивается этими вольфрамовыми наконечниками!
Дополнительные удобства
Есть еще одно важное удобство. Зачем держать много разных однопроцессорных электродов? Вместо этого несколько тщательно подобранных вольфрамовых электродов двойного техпроцесса позволяют сократить количество расходных материалов, которые вы покупаете и храните. Это как установка всесезонных шин. В наши дни их характеристики настолько хороши, что мало кто замечает какие-либо отличия от специализированных сезонных шин. Заплатить немного больше за двухпроцессный вольфрам может стоить скромной премии, если вы получаете лучшее из двух миров в одном продукте.
Хорошо, может быть, для вашей методики TIG требуются две разные горелки, одна для алюминия, а другая для нержавеющей стали? Если да, то, возможно, вы останетесь со своими любимыми однопроцессорными вольфрамовыми лампами.
Обсудите вольфрамовые электроды для сварки вольфрамовым электродом в среде инертных газов с нашими экспертами
Использование всех доступных расходных материалов для сварки вольфрамовым электродом вольфрама, включая вольфрамовые электроды, требует опыта, знаний и времени. Выбор вольфрама — это гораздо больше, чем просто состав; необходимо также учитывать диаметр и силу тока, и все должно быть в самый раз, если вы хотите получить хорошие сварные швы TIG. Всего одна неуместная вещь, будь то выбор вольфрама или газовой установки, может подорвать вашу тяжелую работу. К счастью, какой бы ни была причина, по которой вы нуждаетесь в сварке TIG tungsten, мы готовы дать честный совет, чтобы помочь вам сделать выбор.
Напишите нам или позвоните как-нибудь!
Категории: Сварка Talk
Опубликовано по адресу: 27 ноября 2019 г.
Опубликовано: Jeanette
Electrodes
. .
Сокращение времени выполнения заказа.
Цены ниже, чем у компании, которая произвела ваш сварочный аппарат.
Наше качество гарантировано
Нестандартные электроды — это не проблема.
Конструкция электрода для точечной сварки по AIT
Воспользуйтесь преимуществами нашего 25-летнего опыта изготовления электродов для Unitek, Hughes, Avio и многих других сварочных аппаратов. Мы являемся ведущим мировым поставщиком сварочных электродов.
Прокрутите вниз, чтобы просмотреть наш выбор и просмотреть нашу таблицу перекрестных ссылок.
Нажмите на эти изображения, чтобы увидеть чертежи продукта и запросить расценки.
ESQ Electrode RFQ
S-1 Электрод RFQ
S-2 Electrode RFQ
S-3 ELECTROD 5 Электрод RFQ
S-6 Электрод RFQ
S-7 Электрод RFQ
S-8 Electrode RFQ
S-9 Electrode RFQ
S-10 Electrode RFQ
S-1 ELECLODE RFQ
S-1 ELECLOD Electrode RFQ
S-14 Электрод RFQ
S-15 Электрод RFQ
S-16 Электрод RFQ
S-13 ELECTRODE RFQ
010169 ELECTROD0005
S-18 Electrode RFQ
S-19 Electrode RFQ
S-20 Electrode RFQ
S-21 ELECLERDE RFQ
S-21 ELECLDER RFQ
S-21 ELECLDER RFQ
S-21 ELECLOD 23 Electrode RFQ
S-24 Электрод RFQ
S-25 Электрод RFQ
S-26 Electrod0161 Электрод RFQ
Электроды с внутренней резьбой
| Заостренные 904 | Купол | Плоский | Смещение | Усеченный | Радиус |
Электроды с наружной резьбой
| Заостренные | Купол | Плоский | Смещение | Усеченный | Радиус |
Прямые электроды
| Купол | Заостренный | Плоский | Смещение | Усеченный | Радиус | Смещение 30° |
| Составной купольный наконечник | Составной с плоским носиком | Составная вставка с носиком |
Резервные электроды
| Плоские | Составной с плоской поверхностью | Прямоугольный | Прямоугольный | Альтернативный прямоугольный |
ХВОСТОВИКИ ЭЛЕКТРОДОВ С ВНУТРЕННИМ И ВНУТРЕННИМ КОЛПАЧКОМ
| Хвостовики для электродов с вставным колпачком | Хвостовики для электродов с внутренней резьбой |
Advanced Integrated Technologies (AIT) является ведущим в отрасли производителем электродов для контактной сварки для всех марок сварочных аппаратов, включая Palomar/Hughes, Unitek, Avio, MacGregor и Sunstone Engineering. Наши эффективные производственные процессы позволяют нам создавать очень доступные электроды. Мы изготавливаем как параллельные, так и встречные электроды для сварки из всех материалов RWMA. Наша стандартная линейка электродов для контактной сварки охватывает широкий спектр различных областей применения. Несмотря на разнообразие нашей продуктовой линейки, мы по-прежнему выполняем очень большой процент работ по индивидуальному заказу, изготавливая электроды по спецификации и дизайну конечного пользователя. Если вам нужны электроды для микроконтактной сварки, позвоните нам сегодня и узнайте, как передовые интегрированные технологии (AIT) могут вам помочь.
Компания Advanced Integrated Technologies производит электроды для контактной микросварки уже более двадцати пяти лет. Мы начали с того, что Hughes Aircraft построила электроды типа duo tip и esq, которые часто категорически называют электродами с параллельным зазором. Hughes не удалось успешно построить свою новую конструкцию с двумя наконечниками где-либо в Калифорнии. В конце концов они связались с Полом Балентином, основателем AIT, который успешно изготовил эти крошечные электроды с помощью микрошлифовального станка. Компания AIT установила долгую историю создания качественных электродов для контактной сварки для многих клиентов по всему миру.
Микроэлектроды для контактной сварки выпускаются с квадратным или круглым хвостовиком в соответствии с конструкцией электрододержателя. Электроды с круглым хвостовиком представляют собой либо одноточечные электроды, используемые для встречной сварки, либо электроды с параллельным зазором, которые имеют зеркальные левую и правую стороны, которые касаются объекта сварки на верхней стороне. Примерами этого являются наши электроды типа S20 и S23, которые эквивалентны электродам серии Unitek Unibond C. Все остальные стили 9Электроды 0160 для микроконтактной сварки сопротивлением имеют квадратный стержень с параллельным зазором и доступны либо приклеенными к изолятору, либо отдельными половинками для клиентов, которые могут установить расстояние зазора с помощью держателя электрода.
Необходимость сконцентрировать сварочный ток и давление в зоне желаемого сварного шва часто требует использования электродов специальной формы. Эта потребность обычно определяется просто путем изучения приложения под рукой. AIT предлагает широкий ассортимент электродов для сварки сопротивлением для большинства областей применения. Эти стандартные электроды имеют либо плоскую, либо слегка закругленную (выпуклую) поверхность наконечника. Эти поверхности наконечников обычно подходят для многих приложений без дальнейших модификаций. В тех случаях, когда для достижения оптимальных результатов требуются наконечники особой формы, AIT может изготовить их в соответствии с вашими требованиями. Позвоните нам сегодня и узнайте, как AIT может помочь вам получить электроды для контактной сварки для вашего применения.
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-3-М-А. 007Б.005С.012Д.0015 | ДУО-7B5-00 |
| С-3-М-А.010Б.010С.020Д.0015 | ДУО-10В10-00 |
| С-3-М-А.015Б.020С.040Д.003 | ДУО-15C20-00 |
| С-3-М-А.033Б.015С.060Д.003 | ДУО-33C15-00 |
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ | ГАЙЗЕР | ГАЙЗЕР БОНДЕД ПРОКЛАДКА 0,002 | ГАЙЗЕР БОНДЕД С ПРОКЛАДКОЙ 0,004 |
| С-6-М-А.010В.010С.020 | ESQ-1010-00 | |||
| С-6-2-А.010В.010С.020 | ESQ-1010-02 | |||
| S-6-W-A.010B.010C.020 | ESQ-1010-13 | |||
| С-6-М-А. 010В.015С.035 | ESQ-1015-00 | ПГЕ-1015-ESQ | ПГЕ-22152-ESQA | ПГЕ-22154-ESQA |
| С-6-2-А.010В.015С.035 | ESQ-1015-02 | ПГЕ-1015-ESQ-CU2 | ПГЕ-22152-ESQA-CU2 | ПГЕ-22154-ESQA-CU2 |
| S-6-W-A.010B.015C.035 | ESQ-1015-13 | ПГЕ-1015-ESQ-W | ПГЕ-22152-ЭСКА-В | ПГЕ-22154-ЭСКА-В |
| С-6-М-А.015В.025С.060 | ESQ-1525-00 | ПГЕ-1525-ESQ | PGE-32252-ESQA | PGE-32254-ESQA |
| С-6-2-А.015В.025С.060 | ESQ-1525-02 | ПГЕ-1525-ESQ-CU2 | ПГЕ-32252-ESQA-CU2 | PGE-32254-ESQA-CU2 |
| S-6-W-A.015B.025C.060 | ESQ-1525-13 | ПГЕ-1525-ESQ-W | PGE-32252-ESQA-W | PGE-32254-ESQA-W |
| С-6-М-А.025В.045С.100 | ESQ-2545-00 | ПГЭ-2545-ESQ | PGE-52452-ESQA | PGE-52454-ESQA |
| С-6-2-А. 025В.045С.100 | ESQ-2545-02 | ПГЭ-2545-ESQ-CU2 | ПГЕ-52452-ESQA-CU2 | ПГЕ-52454-ESQA-CU2 |
| S-6-W-A.025B.045C.100 | ESQ-2545-13 | PGE-2545-ESQ-W | PGE-52452-ESQA-W | PGE-52454-ESQA-W |
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-11-М-А.015Б.015С.030Д.0015Е7Ф3.0 | ГВ011-3А |
| С-11-М-А.0205Б.020С.035Д.003Е7Ф3.0 | ГВ011-2А |
| С-11-М-А.025Б.025С.045Д.005Е7Ф3.0 | ГВ011-1А |
| НОМЕР ДЕТАЛИ | ЮНИТЕК |
| С-12-2-А.020Б.030С.080Д1.125Е.625-С | ЕС1000 |
| С-12-2-А. 020Б.030С.080Д2.000Е1.500-С | ЕС1002 |
| С-12-М-А.020Б.030С.080Д2.000Е1.500-С | EU2030ML |
| С-12-М-А.025В.037С.100Д1.125Е.625-С | EU2537M |
| С-12-М-А.020Б.030С.080Д1.125Е.625-С | ЕС2030MR |
| НОМЕР ДЕТАЛИ | ЮНИТЕК |
| С-13-2-А.020Б.344С1.312 | EP0402 |
| С-13-3-А.020Б.344С1.312 | EP0403 |
| С-13-Г-А.020Б.344С1.312 | EP0450 |
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-14-М-А.015Б.015С.040Д.0015Е7Ф3.00 | GW012-4A |
| С-14-М-А.020Б. 020С.055Д.003Е7Ф3.00 | GW012-3A |
| С-14-М-А.025Б.025С.075Д.003Е7Ф3.00 | GW012-2A |
| С-14-М-А.050В.050С.075Д.003Е7Ф3.00 | GW012-8A |
| С-14-М-А.025Б.025С.075Д.003Е20Ф3.00 | GW012-1A |
| С-14-М-А.050Б.050С.075Д.003Е20Ф3.00 | ГВ012-7А |
| НОМЕР ДЕТАЛИ | ЮНИТЕК |
| С-15-2-А.003Б.250С10Д1.75 | EP0802 |
| С-15-3-А.003Б.250С10Д1,75 | EP0803 |
| С-15-11-А.003Б.250С10Д1.75 | EP0811 |
| С-15-М-А.003Б.250С10Д1.75 | EP0820 |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-16-2-А. 062Б.125С.188Д15Е2.0Ф35 | ЭО0402 | |
| С-16-3-А.062Б.125С.188Д15Е2.0Ф35 | ЭО0403 | |
| С-16-11-А.062Б.125С.250Д90Е2.0Ф35 | ЭО0411 | |
| С-16-13-А.062Б.125С.250Д90Е2.0Ф35 | ЭО0413 | |
| С-16-М-А.062Б.125С.250Д90Е2.0Ф35 | ЭО0420 | |
| С-16-11-А.062Б.125С.250Д1.83Е2.0Ф55 | ЭО-125-11 | |
| С-16-13-А.062Б.125С.250Д1.83Е2.0Ф55 | ЭО-125-13 | |
| С-16-М-А.062Б.125С.250Д1.83Е2.0Ф55 | ЭО-125-00 |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-17-2-А. 093Б.250С.312Д4.0 | ES0802E | |
| С-17-3-А.093Б.250С.312Д4.0 | ES0803E | |
| С-17-Г-А.093Б.250С.312Д4.0 | ES0850E | |
| С-17-М-А.093Б.250С.312Д4.0 | ES0820E | |
| S-17-G-A.062B.250C.312D4.0 | ES0850ES | |
| С-17-2-А.062Б.125С.150Д1.52Е45 | ЭР-125-02Е | |
| С-17-Г-А.062Б.125С.150Д1.52Е45 | ЭР-125-15Э |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | АВИО | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ | |
| S-19-G-A.063B.125C.125D15E1.25 | ES0450 | ЭР-125-15 | ДЛИНА НАКОНЕЧНИКА 0,150 | |
| С-19-2-А. 063Б.125С.125Д15Е1.25 | ES0402 | ЭР-125-02 | ДЛИНА НАКОНЕЧНИКА 0,150 | |
| С-19-2-А.093Б.250С.188Д15Е2.0 | ES0802 | ЭХ-250-02 | ||
| С-19-3-А.093Б.250С.188Д15Е2.0 | ES0803 | ЭХ-250-03 | ||
| S-19-G-A.093B.250C.188D15E2.0 | ES0850 | ЭХ-250-15 | ||
| С-19-М-А.093Б.250С.188Д30Е2.75 | ES0802 | ЭО-250-00 | ||
| С-19-11-А.093Б.250С.188Д30Е2.75 | ES0803 | ЭО-250-11 | ||
| S-19-W-A.093B.250C.188D30E2.75 | ES0850 | ЭО-250-13 | ||
| С-19-2-А.78Б1.6С1.6Д15Е25 | EH-062-02A | |||
| S-19-2-A2. 5B6.4C5.0D15E69R1.25 | ЭО-250-02А | |||
| С-19-3-А2.5Б6.4К5.0Д15Э69Р1.25 | ЭО-250-03 | 0,6875 | ||
| С-19-М-А2.5Б6.4К5.0Д15Е69.0Р1.25 | ЭО-250-00А | |||
| С-19-11-А2.5Б6.4К5.0Д15Е69.0R1.25 | ЭО-250-11А | |||
| С-19-13-А2.5Б6.4К5.0Д15Е69.0Р1.25 | ЭО-250-13А |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ГАЙЗЕР |
| С-20-М-А.009Б.010С.025Д.001 | УТМ111С | ПГЭ-09101-60D |
| С-20-М-А.010Б.010С.025Д.002 | УТМ112С | ПГЭ-10102-60D |
| С-20-М-А. 018Б.020С.050Д.002 | УТМ222К | ПГЭ-18202-60D |
| С-20-М-А.020Б.020С.050Д.004 | УТМ224С | ПГЭ-20204-60Д |
| С-20-М-А.010Б.010С.015Д.002 | УТМ224КС |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | АВИО | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-21-11-А.063Б.125С.125Д1.25 | ES0411 | ЕН-125-11 | |
| S-21-W-A.063B.125C.125D1.25 | ES0413 | ЕН-125-13 | |
| С-21-М-А.063Б.125С.125Д1.25 | ES0420 | ЭХ-125-00 | |
| С-21-11-А.093Б.250С.188Д2.00 | ES0811 | ЭХ-250-11 | |
| S-21-W-A. 093B.250C.188D2.00 | ES0813 | ЭХ-250-13 | |
| С-21-М-А.093Б.250С.188Д2.00 | ES0820 | ЭХ-250-00 | |
| С-21-М-А.125Б.250С.188Д2.00 | ES0820A | ЭХ-250-00-125 ВОЛЬФРАМ ИС ЭХ-250-13-125 МЕДЬ ВОЛЬФРАМА IS EH-250-11-125 | |
| С-21-М-А.250Б.250Д2.5 | ЭС0820Б | ||
| С-21-М-А1.6Б3.2С.3.2Д35 | ЭХ-125-00А | ||
| С-21-11-А1.6Б3.2С.3.2Д35 | ЭХ-125-11А | ||
| С-21-13-А1.6Б3.2С.3.2Д35 | ЭХ-125-13А | ||
| С-21-М-А3.2Б6.4С5.0Д56 | ЭХ-250-00А | ||
| С-21-11-А3.2Б6.4С5.0Д56 | ЭХ-250-11А | ||
| С-21-13-А3. 2Б6.4С5.0Д56 | ЭХ-250-13А | ||
| С-21-М-А2.5Б6.4С5.0Д35 | ЭХ-250-00С | ||
| С-21-13-А2.5Б6.4С5.0Д35 | ЭХ-250-13С | ||
| С-21-2-А3.2Б6.4С5.0Д56.0 | ЭХ-250-02А | ||
| С-21-3-А3.2Б6.4С5.0Д56.0 | ЭХ-250-03 | ||
| С-21-2-А3.2Б6.4С5.0Д35.0 | ЭХ-250-02С |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ХЬЮЗ/МИКРОСОЕДИНЕНИЕ |
| С-22-М-А.062Б.344С1.312 | ET0420 | Молибден серии ET-125 |
| С-22-2-А.062Б.344С1.312 | ET0402 | Серия ET-125, класс 2 |
| С-22-3-А. 062Б.344С1.312 | ET0403 | Серия ET-125, класс 3 |
| С-22-11-А.062Б.344С1.312 | ET0411 | Серия ET-125, класс 11 |
| S-22-W-A.062B.344C1.312 | ET0413 | Серия ET-125, класс 13 |
| С-22-Г-А.062Б.344С1.312 | ET0450 | Глидкоп серии ET-125 |