Холодное напыление металлических покрытий: «ХОЛОДНОЕ» НАПЫЛЕНИЕ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | Наука и жизнь
Содержание
Газодинамическое напыление в Саратове и области
Газодинамическое напыление — это технология нанесения металлического покрытия на различные материалы и изделия с защитной или декоративной целью, при которой формирование поверхностного слоя происходит за счет удара частиц наносимого вещества о поверхность покрываемых заготовок. Газодинамическое напыление бывает холодным (ХГН) и импульсным (ИГН). В первом случае частицы не подвергаются нагреву, а их разгон обеспечивается с помощью сверхзвукового газового потока. Во втором же происходит средний нагрев и ускорение частиц серией ударных волн фиксированной частоты.
Газодинамическое напыление
Основная цель газодинамического напыления металла заключается в придании поверхностям заготовок определенных свойств. Эта процедура выполняется не только в отношении металлических заготовок, но и других материалов. Она направлена на увеличение прочностных характеристик, электрической и тепловой проводимости. Данная технология обеспечивает защиту от коррозии, восстанавливает геометрические размеры.
Предприятия, оказывающие услуги газодинамического напыления металла в Саратове, прекрасно справляются с этой задачей, ведь в их распоряжении находится высокотехнологичное оборудование.
В большинстве случаев, поверхности металлизируют, при этом наносимые покрытия обладают отличными адгезивными свойствами. Сцепление с основанием получается максимально надежным, изделия обретают дополнительную прочность. Напыляться могут исключительно металлические порошки либо субстанции, содержащие помимо металла, ещё и керамическую составляющую в определенных дозировках. Это существенно удешевляет методику формирования порошкового покрытия и не отражается на его характеристиках. Суть холодной методики газодинамического напыления состоит в нанесении и фиксации на поверхности элементов твердых металлических частиц либо смесей материалов. Их размер составляет 0,01-50 мкм. Они разгоняются до требуемой скорости в воздушной, озоновой либо гелиевой среде. Подобный материал именуют порошковым.
Это алюминиевые частички, никелевые, сочетания алюминия с цинком. Среда, при помощи которой перемешают материал, может быть горячей и холодной. В первом случае максимальный нагрев составляет 700 градусов. При взаимодействии с поверхностью изделия имеет место пластинчатая трансформация, кинематическая энергия трансформируется в адгезионную и тепловую. За счет этого формируется прочный поверхностный слой. Порошок наносят не только на поверхности из металла, но и на бетонные, стеклянные, керамические, каменные. Это существенно расширяет сферу использования методики формирования поверхностей со специфичными свойствами.
Газодинамическое напыление бывает высоким и низким – этот зависит от уровня давления. В первом случае рабочей средой, которая перемещает порошок, служит азот и гелий. Движущиеся металлические частицы обладают давлением свыше 15 атм. Во втором случае применяют сжатый воздух, подаваемый под давлением не более 10 атм. Отличия между этими видами состоят еще и в силе подогрева, расходе рабочей среды.
Напыление выполняется в несколько этапов, включающих:
Подготовку поверхности к нанесению порошка (используют механический либо абразивный метод).
Нагрев рабочей среды до необходимого температурного режима.
Подачу нагретого газа в специальное сопло под требуемым давлением (газ подается вместе с порошком).
Порошок обретает огромную скорость и соприкасается с поверхностью изделий.
Стоимость услуг газодинамического напыления металла в Саратовской области вполне доступная.
Газодинамическое напыление
Холодное газодинамическое ( газотермическое) напыление – нанесение на различные поверхности металлических покрытий. Порошковые смеси металлов разгоняются нагретым сжатым воздухом и сталкиваются с основой (подложкой). При соударении кинетическая энергия металла выделяется в виде тепла, частицы сплавляются между собой и с основой. При точном соблюдении технологии подготовки поверхности получается равномерное металлическое покрытие, когезия с основой составляет 30 МПа, как при сварке.
Низкая температура предотвращает окисление частиц порошка и деформацию поверхности. Абразивная подготовка поверхности и напыление производятся на одном и том же оборудовании простой сменой режимов работы.
Этапы нанесения покрытия: газ (обычно воздух, при давлениях больше 10 МПа азот или гелий), проходя через нагревательный канал разогревается до температур 300 – 700 С, и подается под давлением 0,5 – 15 МПа в сопло. В это же сопло подается металлический порошок, который разгоняется в потоке до сверхзвуковых скоростей и соударяется с подготовленной поверхностью. Регулировка температуры газа и давления позволяет получать покрытия разной толщины.
Технология применяется для восстановления поврежденных поверхностей, наращивания металла на изношенных металлических изделиях, заделки трещин и раковин, восстановления поверхностей скольжения подшипников. Напыление антикоррозионной защиты на резьбовые соединения позволяет неоднократно продлевать срок их службы. В электротехнике напыляют электропроводящие покрытия на керамическую основу, для омеднения стали и чугуна перед пайкой.
Установка для газодинамического напыления состоит из емкостей для порошка (от 1 до 4 питателей), системы подачи сжатого газа, набора сопел различной формы для разных режимов работы и рабочего пульта.
Промышленность предлагает готовые металлические порошки и порошковые смеси для различных поверхностей. Они стандартные и подходят для применения на любых установках для напыления. Типичные составы: алюминий, алюминий+цинк, никель, олово, различные марки баббита. Добавление в металлические порошки керамики существенно повышает механическую прочность покрытия. В качестве добавок чаще всего используется корунд. Для абразивной подготовки поверхности перед напылением служит порошковый оксид алюминия (его применение ведет к повышенному износу сменных сопел).
Холодное газодинамическое напыление как способ создания композитных материалов
Международная научно-практическая конференция
ПОКРЫТИЯ И ОБРАБОТКА ПОВЕРХНОСТИ
26
cst-conference.ru
В настоящей работе сделан краткий обзор метода холодного газодинамического напыления и рассмотрены некоторые фун-
кциональные материалы, эффективное производство которых возможно данным методом. Представлены результаты оригиналь-
ных исследований по созданию методом ХГН композитных материалов из механических порошковых смесей и наноструктуриро-
ванных порошков, а также по металлизации керамики. Приведены примеры перспективных приложений метода.
Ключевые слова: холодное газодинамическое напыление, порошковые покрытия, композитные материалы
Холодное газодинамическое напыление (ХГН) — явление, в котором частицы с характерным размером 10–150 мкм
ускоряются в сверхзвуковом потоке газа до скоростей 500–1200 м/с и, сталкиваясь с преградой, закрепляются на ней и фор-
мируют покрытие без плавления [1]. Явление ХГН открыто и исследовано в Институте теоретической и прикладной механики
им. С.А. Христиановича СО РАН (ИТПМ СО РАН), на его основе разработан одноименный метод нанесения покрытий и прототи-
пирования 3D-объектов из металлов, сплавов, композитных порошков и механических порошковых смесей [2]. Данный метод
имеет высокие перспективы для восстановления областей эрозии или износа, формирования структурированных и композит-
ных материалов, нанесения антифрикционных, защитных, проводящих и других типов покрытий в различных отраслях про-
мышленности [1, 3].
Основными преимуществами метода ХГН являются: экономичность, большая доля себестоимости покрытий определя-
ется стоимостью порошка; простота реализации; отсутствие энергонапряженных узлов; высокий ресурс элементов установки
ХГН; отсутствие агрессивного воздействия на частицы и напыляемое изделие, получение композитных покрытий с сохранением
свойств, заложенных в исходном материале, в том числе на наноуровне; возможность сбора и повторного использования порош-
ков; экологичность [1, 3].
Типичные параметры установки ХГН: рабочий газ — воздух / азот / гелий; давление p0 = 0,1–5,0 МПа; температура газа
T0 = 0–800 С; скорость протяжки сопла — до 0,5 м/с, производительность по массе покрытия — до 20 кг/ч. Фотография разрабо-
танного в ИТПМ СО РАН стенда ХГН представлена на рис. 1а.
Н.С. Ряшин
м.н.с. лаб. 6 Института теоретической и прикладной механики им. С.А. Христиановича СО РАН, г. Новосибирск
С.В. Клинков
в.н.с. лаб. 6, профессор РАН, д.ф.-м.н. Института теоретической и прикладной механики им. С.А. Христиановича СО РАН,
г. Новосибирск
В.Ф. Косарев
зав. лаб. 6, д.ф.-м.н. Института теоретической и прикладной механики им. С.А. Христиановича СО РАН, г. Новосибирск
В.М. Фомин
академик СО РАН, научый руководитель Института теоретической и прикладной механики им. С.А. Христиановича,
г. Новосибирск
ХОЛОДНОЕ ГАЗОДИНАМИЧЕСКОЕ
НАПЫЛЕНИЕ КАК СПОСОБ
СОЗДАНИЯ КОМПОЗИТНЫХ
МАТЕРИАЛОВ
Способ нанесения износостойкого покрытия на сталь
Изобретение относится к области создания функциональных покрытий на поверхности стали, обладающих высокой стойкостью к коррозионному разрушению и износу.
Известна полезная модель RU 90440 U1, С23С 28/00, C25D 11/02, согласно которой защитное покрытие формируют плазменным напылением алюминия на поверхность стали с последующим оксидированием. При этом пористость предварительно наносимого слоя алюминия составляет 5-10%. Столь высокая пористость предварительного слоя значительно снижает коррозионную стойкость сформированного на нем микродуговым оксидированием (МДО) покрытия.
В способе RU 2417146 C1, В23Р 6/00 предлагается для формирования предварительного слоя использовать электродуговую металлизацию со сверхзвуковой скоростью истечения воздуха из распылительной головки металлизатора. Электродуговая металлизация проводится с использованием присадочной проволоки АМц-3. При осуществлении данного способа происходит нагрев поверхности защищаемого материала, который приводит к нежелательному изменению структуры и свойств этого материала.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ RU 2486044 C1, В23Р 6/00, выбранный в качестве прототипа.
Способ включает предварительную подготовку поверхности, приращение этой поверхности, механическую обработку и упрочнение микродуговым оксидированием, при этом предварительную подготовку проводят, используя кубический нитрид бора зернистостью 125-150 мкм при давлении сжатого воздуха 0,60-0,65 МПа и дистанции обработки 80-90 мм до шероховатости поверхности R z=100-110 мкм, приращение поверхности осуществляется сверхзвуковым газодинамическим напылением, где в качестве рабочего газа используется гелий под давлением 0,40-0,45 МПа, а в качестве напыляемого материала — алюминиевый порошок с размером частиц 110-125 мкм, причем МДО ведут в силикатно-щелочном электролите, содержащем 2 г/л едкого калия и 8 г/л жидкого стекла при плотности тока 26-27 А/дм2 в течение 70-75 мин.
Недостатки прототипа заключаются в следующем:
1. Использование порошка фракцией 100-120 мкм не позволяет получать покрытия с минимальной пористостью, что значительно ухудшает стойкость покрытия к коррозии и износу.
2. Требуется дополнительное проведение предварительной подготовки поверхности кубическим нитридом бора, который, внедряясь в обрабатываемую поверхность, значительно снижает адгезию покрытия.
3. Экономически нецелесообразно использование гелия при сверхзвуковом газодинамическом напылении алюминия, ввиду его более высокой стоимости (в десять раз)по сравнению с воздухом.
4. Жидкое стекло содержит органические вещества, состав которых меняется в зависимости от производителя, в результате меняется состав жидкого стекла и, соответственно, состав электролита.
5. Процесс МДО в силикатно-щелочном электролите приводит к образованию пленки диоксида кремния на поверхности покрытия.
Таким образом, целью данной работы являлось устранение указанных недостатков прототипа.
Техническим результатом изобретения является создание износо- и коррозионностойкого покрытия на стали, обладающего низкой пористостью, высокой адгезией и имеющего на поверхности упрочненный слой, сформированный МДО.
Для достижения поставленной цели использовался способ «холодного» газодинамического напыления (ХГДН), основанный на разгоне частиц до высокой скорости порядка 900 м/с, благодаря сверхзвуковому потоку газа, вследствие чего они осаждаются из-за интенсивной пластичной деформации при ударе в твердом состоянии и при температуре, значительно ниже температуры плавления распыляемого материала
Технический результат достигается за счет того, что при ХГДН используется порошок, состоящий на 20% из корунда фракцией 50-100 мкм и на 80% из порошка алюминия фракцией 15-50 мкм, армированного на 50% наноразмерными частицами корунда.
Установлено, что частицы размером менее 5 мкм «отскакивают» при соударении с поверхностью, так как имеют малую массу и не обладают достаточной кинетической энергией для закрепления.
При использовании порошка фракцией более 50 мкм формируемое покрытие не обладает высокой адгезионной и когезионной прочностью. Частицы корунда размером 50-100 мкм в составе порошка при попадании на напыляемую стальную поверхность отлетают от нее, очищая ее при этом от загрязнений, и далее таким же образом устраняют оксидный слой только что сформированного покрытия, тем самым значительно повышая его когезию.
Установлено, что армирование порошка алюминия фракцией 15-50 мкм на 50% наноразмерными частицами корунда приводит к образованию композиционного порошка конгломератного типа, в результате после напыления существенно повышаются функциональные свойства покрытия, такие как твердость и износостойкость. Армирование достигается при помощи механосинтеза смеси порошков в чашевом вибрационном истирателе, в течение 30 минут. Введение в порошок алюминия фракцией 15-50 мкм свыше 50% наноразмерных частиц корунда не приводит к дальнейшему улучшению функциональных свойств покрытия.
В процессе напыления скопившиеся в агломераты частицы наноразмерного корунда ликвидируют образующиеся поры, в результате происходит снижение пористости покрытия с 5% до 3% от общего объема. На рисунке 1 показана схема упаковки частиц алюминия в поперечном сечении после холодного газодинамического напыления механической смеси порошков с армированием наноразмерным корундом и без армирования.
В соответствии с предлагаемым изобретением, в качестве рабочего газа используется воздух.
Процесс микродугового оксидирования в электролите на основе борной кислоты исключает образование пленки диоксида кремния на поверхности покрытия.
Сущность метода заключается в следующем. На стальную поверхность методом сверхзвукового «холодного» газодинамического напыления наносится порошок, состоящий на 20% из корунда фракцией 50-100 мкм и на 80% из порошка алюминия фракцией менее 15 мкм, армированного на 50% наноразмерными частицами корунда. При этом в качестве рабочего газа используется воздух. Далее проводится микродуговое оксидирование напыленного подслоя в электролите на основе борной кислоты, содержащем: 20-30 г/л борной кислоты, 3-7 г/л гидроксида калия.
Пример 1
Для получения износостойкого покрытия на пластину площадью 1 дм2 из стали марки Ст45 методом ХГДН с использованием робота равномерно напыляли композиционный порошок, состоящий на 20% из корунда фракцией 50-100 мкм и на 80% из порошка алюминия фракцией 15-50 мкм, армированного на 50% наноразмерными частицами корунда. Толщина покрытия составила 100 мкм. Образованный подслой подвергался микродуговому оксидированию в электролите на основе борной кислоты, содержащем: 20-30 г/л борной кислоты, 3-7 г/л гидроксида калия, в течение 60 минут. Толщина оксидного слоя составила 40 мкм.
Полученное покрытие имеет микротвердость 17-20 ГПа, пористость не более 3%, адгезия покрытия к металлической основе не менее 70 МПа.
Пример 2
Для получения износостойкого покрытия на пластину площадью 1 дм2 из стали марки Ст45 методом ХГДН с использованием робота напыляли композиционный порошок, состоящий на 20% из корунда фракцией 50-100 мкм и на 80% из порошка алюминия фракцией 15-50 мкм, армированного на 50% наноразмерными частицами корунда. Толщина покрытия составила 120 мкм. Образованный подслой подвергался микродуговому оксидированию в электролите на основе борной кислоты, содержащем: 20-30 г/л борной кислоты, 3-7 г/л гидроксида калия, в течение 90 минут. Толщина оксидного слоя составила 60 мкм.
Полученное покрытие имеет микротвердость 21-23 ГПа, пористость не более 3%, адгезия покрытия к металлической основе не менее 70 МПа.
Газодинамическая технология холодного напыления (ХГН) от компании ДИМЕТ
По сути, газодинамическая технология холодного напыления – более продвинутый вариант давно уже зарекомендовавшего себя газотермического способа восстановления различных металлических деталей и поверхностей. Cold Spray или просто ХГН значительно расширяет возможности «горячего» метода обработки изделий.
В настоящее время, бесспорно, это самая передовая технология восстановления и защиты материалов, получившая широкое распространение как в промышленном секторе, так и гражданской сфере.
Принцип действия, плюсы и минусы ХГН
ХГН имеет два основных отличия от газотермического метода реставрации. Во-первых, напыление защитного или восстановительного покрытия происходит при пониженной температуре, не превышающей 150 °С, что в свою очередь не вызывает напряжения в обрабатываемых деталях и их деформации. Во-вторых, «холодная» технология позволяет создавать слой регулируемой толщины и в точно заданных границах. О других плюсах и минусах расскажем чуть позже, а пока об авторах метода и о том, как он работает.
Его разработчиком является «Обнинский центр порошкового напыления» (Россия). Производимое ими оборудование получило название ДИМЕТ®. Оно сертифицировано по системе ГОСТ Р и защищено патентами России, США, Канады и других стран. В основу технологии заложен принцип сверхзвукового воздействия мельчайшими частицами легкоплавких и других материалов на обрабатываемую поверхность. В основном это полимеры или сплавы карбидов с металлами с размером частиц 0,01-0,5 мкм. Смешиваясь с газом они подаются на изделие со скоростью 500-1000 м/с.
В зависимости от состава расходного материала (порошка) и изменения режимов его нанесения можно получить однородное или композиционное покрытие с твердой или пористой структурой и своей функциональной задачей. Это может быть: восстановление геометрии изделия, упрочнение и защита металла от коррозии, повышение тепло- и электропроводности материала, а также образование износостойкого покрытия, выдерживающего воздействие химически активных сред, высоких тепловых нагрузок и т. д.
Кстати, обнинские инженеры разработали уже несколько модификаций установок ДИМЕТ®. Учитывая широкую востребованность данного оборудования, сейчас серийно выпускаются как ручные, так и автоматизированные аппараты холодного газодинамического напыления, что позволяет использовать их в промышленности, нефтегазовой отрасли, а также в малом бизнесе для обработки небольших деталей. Тем более, что ничего особо сложного в самой технологии нет. Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В.
Теперь ещё о преимуществах и недостатках метода. Во-первых, в отличие от газотермического способа ХГН может эффективно применяться при обычном давлении, в любом температурном диапазоне и уровне влажности. В-вторых, он экологически абсолютно безопасен. В-третьих, благодаря большой скорости, может применяться и для абразивной чистки поверхности. Ну, а единственным недостатком технологии является возможность нанесения покрытий только из относительно пластичных металлов, таких как медь, алюминий, цинк, никель и др.
Область применения ХГН
Более подробно хотелось бы остановиться на сферах использования технологии холодного газодинамического напыления порошковыми материалами, чтобы наглядно показать насколько она сегодня востребована.
Устранение дефектов, восстановление поверхностей и герметизация
Всё это – работа, которой могут заниматься даже малые предприятия. К примеру, в небольших мастерских можно ремонтировать детали из легких сплавов (части автомобильной конструкции, допустим), прежде всего, алюминиевых и алюминиевомагниевых. Причем, легко устраняются дефекты, возникшие как в процессе производства, так и в процессе эксплуатации. А отсутствие сильного нагрева и низкая энергетика метода позволяют чинить даже тонкостенные изделия.
Отлично подходит ХГН и для восстановления изношенных поверхностей. Например, такой трудоемкий процесс, как «наращивание» металла в посадочных местах подшипников, теперь могут осуществлять даже малые предприятия, не говоря уже о восстановлении герметизации (когда применение жидких герметиков невозможно) в трубопроводах, теплообменниках или сосудах для рабочих газов, жидкостей.
Высокоточное восстановление деталей различных механизмов, токопроведение
ХГН очень эффективен в ремонте сложных изделий, где требуется точное восстановление геометрических параметров, устранение скрытых дефектов, но при этом с сохранением всех эксплуатационных характеристик, а также товарного вида. Именно поэтому данный метод активно используется в оборонно-промышленном комплексе, железнодорожной и авиационной промышленности, сельском хозяйстве, газоперекачке и пр.
Не обойтись без этой технологии и в создании контактных площадок. Благодаря возможности легкого нанесения покрытий на любые металлические, керамические и стеклянные поверхности ХГН применяется и в производстве электротехнических изделий. Например, в процессах меднения, создании силовых токонесущих сетей, нанесении токовводов, изготовлении подслоев под пайку и т. д.
Антикоррозийная обработка и устранение глубоких дефектов
Напыление так называемого антифрикционного покрытия – высокоэффективный способ избавления от локальных повреждений (глубоких сколов, задиров, царапин). Это позволяет избежать процедуры полной перезаливки или даже замены изделия, что, естественно, экономически не выгодно.
А в антикорроизонной обработке и защите от высокотемпературной коррозии различных коммуникаций данному методу вообще нет равных. К слову, различные модификации оборудования ДИМЕТ® обеспечивают качественную обработку внутренней поверхности труб диаметром от 100 мм и длиной до 12 м.
Владислав Пермин, специально для Equipnet.ru
Газодинамическое напыление в Екатеринбурге | «СТК МОТОРС»
Газодинамическое напыление металла
В основе метода холодного газодинамического напыления металла лежит способность к образованию прочного металлического слоя при взаимодействии двухфазного сверхзвукового потока с поверхностью. При этом твердые частицы металлического порошка или смеси металлов с корундом в результате воздействия потока воздуха приобретают скорость до 400-700 м/с и направляются на подложку. Температура переносимых частиц обычно не превышает 100 °С. Автомастерская СТК «Моторс» производит газодинамическое напыление металла на самых выгодных условиях.
Какие преимущества имеет газодинамическое напыление?
Холодное газодинамическое напыление позволяет:
заполнять трещины, каверны и другие дефекты в чугунных, стальных, бронзовых и латунных деталях;
ремонтировать детали, работающие при температуре 600-800C;
восстанавливать посадочные места подшипников в деталях и стали и чугуна;
восстанавливать форму алюминиевых деталей;
герметизировать сквозные дефекты в металлических деталях;
восстанавливать блок цилиндров, головку блока цилиндров.
Технология выполнения газодинамического напыления
Процесс нанесения покрытий происходит в такой последовательности: сжатый газ (воздух) нагревается и подается в сверхзвуковое сопло, где формируется сверхзвуковой воздушный поток. В этот поток подается порошковый материал — порошки металлов и сплавов, или их механические смеси с керамическими порошками. Он получает в сопле ускорение и направляется на поверхность обрабатываемого изделия.
При этом, изменяя режимы работы оборудования, можно подвергать поверхность изделия эрозионной обработке или наносить на него металлическое покрытие нужного состава. Если есть необходимость в изменении пористости и толщины напыляемого покрытия, это тоже делается путем изменения режимов.
Где заказать газодинамическое напыление в Екатеринбурге?
СТК «Моторс» уже много лет занимается оказанием услуг по газодинамическому напылению. Квалифицированные мастера автомастерской оперативно выполнят все необходимые работы в соответствии с вашими требованиями и пожеланиями.
Наши цены на газодинамическое напыление являются самыми низкими в Екатеринбурге! Для заказа услуги, вам нужно просто заполнить форму обратной связи на сайте с указанием своих контактных данных. После этого наши специалисты оперативно свяжутся с вами, чтобы уточнить детали заказа. Кроме того, вы можете позвонить нам по одному из телефонов из раздела «Контакты». Обращайтесь, мы ждем ваших заявок!
Смотрите также: ремонт ГБЦ
Оборудование для холодного газодинамического напыления металлов ДИМЕТ
ПРОФЕССИОНАЛЬНОЕ ПОРТАТИВНОЕ ОБОРУДОВАНИЕ ДИМЕТ® для «холодного газодинамического нанесения металлических покрытий»
Оборудование ДИМЕТ® обеспечивает нанесение высококачественных
металлических покрытий на основе составов из: алюминия, меди, цинка,
никеля, олова, свинца и баббитов.
Технология напыления «Димет» основывается на процессе газодинамического
напылении металлов — «холодное газодинамическое напыление», и позволяет проводить широкий спектр работ в авторемонте, восстановительных
работ широкого круга изделий, при которых ремонтируемая деталь нагревается не больше температуры
работающего двигателя (а именно в общих случаях 50-70 градусов), локально и точно!
Вашему вниманию статья о применении ДИМЕТ в авторемонте.
Малая температура нагрева напыляемого металла чрезвычайно важна при ремонте радиаторов, трубок
кондиционеров, нанесении и восстановлении электропроводящих покрытий.
Короткометражный фильм о технологии ДИМЕТ® на портале «Российские технологии и научные разработки».
Смотреть видеоролик «Применение аппарата ДИМЕТ® в авторемонте».
Наше участие в выставках и демонстрация оборудования в работе.
Фотографии, видео и комментарии в нашем Инстаграме.
Из-за сравнительно
низких температур напыления металлов, технологию ДИМЕТ® часто называют «холодной сваркой», что все же
не совсем правильно. Оборудование предназначено для нанесения металлов в
производстве изделий и при выполнении широкого спектра авторемонтных и
восстановительных работ. Вес аппаратов
от 8 кг до 19 кг.
Аппараты ДИМЕТ® широко используются в автосервисах и авторемонтных мастерских.
Оборудование ДИМЕТ® прекрасно себя зарекомендовало при применении в следующих областях (примеры с фотографиями в колонке справа):
• Авторемонт (здесь ДИМЕТ получил широкое распространение — для устранения повреждений двигателя, ремонта автокондиционеров, агрегатов и кузова автомобиля).
• При повышении мощности и КПД газотурбинных установок магистральных газопроводов.
• Восстановление посадочных мест подшипников.
• Защита сварных швов (например — глушителя автомобиля).
• Герметизация течей жидкостей и газов (ремонт автокондиционеров и радиаторов охлаждения автомобилей).
• Восстановление утраченных объемов металла (ремонт ГБЦ, коленвалов, узлов и деталей автомобиля, дефектов литья, механических дефектов деталей).
• Антикоррозионная защита кузова автомобиля. • Нанесение подслоев для пайки. • Различные спецприменения (реставрация скульптур, декоративные работы и т.д.).
Малый вес и компактные габариты позволяют напылять металлы оборудованием ДИМЕТ® не только в стационарных условиях автомастерской, но и полевых условиях (выезд к клиенту для авторемонта, устранение дефектов габаритных узлов и агрегатов).
Мы всегда рекомендуем пройти бесплатное обучение работе с оборудованием ДИМЕТ® в специализированной лаборатории, наши специалисты поделятся с Вами наработками и навыками. На оборудование предоставляется гарантия производителя, осуществляется постгарантийное обслуживание. Обеспечивается поставка всех расходных материалов — порошков, сменных элементов.
Технология нанесения металлов на поверхность деталей и изделий, реализуемая оборудованием ДИМЕТ® производимого «Обнинским центром порошкового напыления», использует газодинамический метод нанесения покрытий. Процесс является относительно новым, а основанная на нем технология динамической металлизации ДИМЕТ («DYMET» — «dynamic metallization») пока не изложена в учебниках и методических пособиях. Однако уже накоплен опыт применения технологии ДИМЕТ® как на многих крупных предприятиях так и на предприятиях малого бизнеса.
На основе алюминия, меди, цинка, никеля, олова, свинца в настоящее время разработано более 2-х десятков видов порошковых материалов для нанесения покрытий. Все эти порошки могут быть нанесены в разных режимах с помощью оборудования ДИМЕТ®.
Газодинамическим методом наносятся жаростойкие покрытия, которые обеспечивают защиту вплоть до 1000-1100 градусов Цельсия. Электропроводность в среднем составляет 80-90 % электропроводности объемного материала. Коррозионная стойкость зависит от характеристик агрессивной среды.
Метод разработан на основе открытого в 80-х годах 20-го века эффекта закрепления твердых частиц, движущихся со сверхзвуковой скоростью, на поверхности при соударении с ней. Технология напыления реализованная в установках ДИМЕТ® хорошо известна на предприятиях автосервиса, металлургического, нефтегазового и энергетического комплекса России, и получила заслуженное признание.
Оборудование ДИМЕТ® сертифицировано по системе ГОСТ Р. Сертификат соответствия N РОСС RU.ТН02.Н00580.
Разработчик и производитель ДИМЕТ®: Обнинский центр порошкового напыления (ООО»ОЦПН») Россия, 249030. Россия, Калужская область, г. Обнинск, ул.Университетская, здание 50, корп. 1, ком. 4191, Телефон и факс: +7(48439)2-17-80, +7(495)785-61-49, 8-916-918-97-54 E-mail: [email protected][email protected]
При холодном напылении частицы порошка (обычно от 10 до 40 мкм) разгоняются до очень высоких скоростей (от 200 до 1200 мс -1 ) с помощью сверхзвуковой струи сжатого газа при температурах ниже их плавления точка. При ударе о подложку частицы испытывают экстремальную и быструю пластическую деформацию, которая разрушает тонкие поверхностные оксидные пленки, присутствующие на всех металлах и сплавах. Это обеспечивает тесный конформный контакт между открытыми металлическими поверхностями под высоким локальным давлением, что позволяет происходить склеиванию и быстрому наращиванию толстых слоев осажденного материала.Эффективность осаждения очень высока, в некоторых случаях превышает 90%.
Хотя термическое напыление широко используется во многих областях, оно использует тепловую энергию для плавления или размягчения исходного сырья. Это может вызвать термическую деградацию и частичное окисление материала покрытия, что может быть нежелательно. Для металлических материалов, которые очень склонны к окислению, термическое напыление необходимо проводить в защищенной атмосфере или в вакууме, что требует дополнительных затрат.
Подвод тепла в процессах термического напыления создает остаточное напряжение в покрытиях, что может ограничивать достижимую толщину.Кроме того, необходимо тщательно контролировать тепловой баланс посредством охлаждения деталей и манипуляций с пистолетом, чтобы избежать чрезмерных внутренних напряжений и, в случае термочувствительных подложек, потенциальной деградации подложки.
Однако при холодном распылении материалы можно наносить без высоких термических нагрузок, создавая покрытия с низкой пористостью и низким содержанием кислорода.
TWI проводит исследования для изучения потенциала холодного распыления и оптимизации процесса для конкретных применений, например:
Техника ремонта легких аэрокосмических сплавов;
Улучшенные биосовместимые покрытия для медицинских имплантатов;
Толстые металлические покрытия для термочувствительных подложек;
Связующие покрытия для оксидной керамики, такие как термобарьерные покрытия (TBC)
TWI использует коммерческие системы с высокими техническими характеристиками (недавно установленные современные Impact Innovations 5/11 и CGT GmbH Kinetiks® 4000 47kW).Недавно установленная система 5/11 обеспечивает значительное повышение рабочей температуры и давления (газ N 2 при температуре до 1100°C и 60 бар) по сравнению с предыдущими системами, обеспечивая улучшенное качество покрытия. Пистолеты для холодного распыления могут работать с предварительным подогревом газа или без него, а также с различными распылительными форсунками. Это позволяет конфигурировать системы в зависимости от требований.
Уже доказана пригодность ряда материалов для холодного напыления. К ним относятся:
Имея в виду эти материалы, можно изучить широкий спектр приложений с возможным конечным использованием в таких секторах, как аэрокосмическая, автомобильная, нефтегазовая, электроэнергетика, автоспорт, медицина, нефтехимия и электроника.
См. дополнительную информацию о материалах и управлении коррозией или отправьте электронное письмо по адресу [email protected].
Холодное напыление – обзор
2.7.1 Холодное напыление
Нанесение холодным напылением (CS) представляет собой жизнеспособный метод обработки поверхности Mg и его сплавов. Осаждение CS-покрытий включает баллистическое столкновение частиц, обычно размером от 1 до 100 мкм, которые ускоряются высокоскоростным потоком газа на поверхности подложки. При ударе о подложку частицы претерпевают сильную пластическую деформацию, в результате чего образуются сплющенные брызги, что также сопровождается наклепом подложки.Поскольку температура расширенного газового потока, выходящего из распылительного сопла, относительно ниже, чем в обычных процессах термического напыления, этот процесс называется «холодным напылением». Следовательно, он особенно подходит для покрытий и материалов подложки, которые чувствительны к теплу или окислению и которые могут трансформироваться или вступать в реакцию в условиях обычного процесса термического напыления (Champagne, 2007). Характеристики покрытий CS в значительной степени зависят от прочности связи между покрытием и подложкой, а также от остаточного напряжения, пористости и плотности покрытия.Для достижения лучшей прочности связи важно, чтобы средняя скорость, при которой частицы ускоряются, превышала минимальную критическую скорость, чтобы частицы имели достаточную кинетическую энергию, чтобы произвести обширную пластическую деформацию подложки и способствовать блокировке распыляемых брызг. Шампанское, 2007). Поскольку частицы напыляются при относительно более низких температурах, размерные изменения, обусловленные температурой, незначительны, и, следовательно, получаемые покрытия обычно находятся в состоянии остаточного напряжения сжатия, что полезно для предотвращения расслоения покрытия.Пористость покрытий CS, как правило, невелика, порядка 1–5 %, и большинство из них идентифицируется на верхней поверхности. Следующие факторы, по отдельности или в совокупности, считаются ответственными за возникновение пористости в покрытиях CS: (1) отскок частиц со скоростью ниже критической скорости; (2) крупные частицы, которые не подвергаются достаточной пластической деформации при ударе, создавая пористость на границах между частицами; (3) отсутствие значительного упрочняющего действия на уже нанесенные частицы, особенно на верхнюю часть покрытия; и (4) внезапная несовместимость с точки зрения локального нагрева, напряжений и пластической деформации (Балани, Лаха, Агарвал, Картикеян и Манро, 2005; Бу, Яндоузи, Лу и Джодоин, 2011).
Большинство исследований CS-покрытий на Mg и его сплавах сосредоточено на осаждении Al и Al–Al 2 O 3 композитных покрытий, в частности, для понимания микроструктурных и межфазных характеристик, для улучшения прочности и плотности связи , способствовать образованию интерметаллических соединений путем термообработки после нанесения покрытия и улучшать коррозионные свойства (Bu et al., 2011; Spencer, Fabijanic, & Zhang, 2009; Spencer, Luzin, Matthews, & Zhang, 2012; Spencer & Zhang , 2009; Тао и др., 2010; Ван, Цю, Сюн, Бирбилис и Чжан, 2014 г .; Ван, Спенсер, Бирбилис и Чжан, 2010 г.). Чжан и соавт. рассмотреть роль покрытий CS на Mg в главе 14 тома 2 этой книги. Noorakma, Zuhailawati, Aishvarya и Dhindaw (2013) недавно исследовали осаждение ГА на Mg-сплаве AZ51 с помощью модифицированного процесса CS, в котором Mg-сплав предварительно нагревали до 400 °C в течение 1 ч, а порошок HA (средний размер частиц, 4 мкм) распыляли с использованием воздушной форсунки высокого давления (10 бар) при комнатной температуре. По их словам, эта модификация помогла сохранить характеристики ГА, которые в противном случае претерпели бы фазовый переход при высокой температуре. Кроме того, сочетание более высокой скорости удара частиц ГА и предварительного нагрева сплава АЗ51 Mg позволило улучшить сцепление частиц ГА со сплавом Mg и сформировать однородное покрытие. Средняя толщина и модуль полученного покрытия из ГА составляли 25 мкм и 9 ГПа соответственно. Погружение в SBF на срок до 14 дней показало, что сплав AZ51 Mg с ГА-покрытием является биоактивным и способствует образованию апатита.
Будучи низкотемпературным процессом, CS особенно подходит для нанесения биоактивных покрытий, таких как HAP, на Mg и его сплавы, в которых можно было бы ограничить степень окисления подложки, а также фазовое превращение HAP. Пока частицы порошка разгоняются со скоростью, превышающей минимальную критическую скорость, прочность связи между подложкой и покрытием будет хорошей. Упрочнение подложки, а также нанесенных покрытий, вероятно, вызовет остаточное сжимающее напряжение, что будет полезно для повышения усталостной прочности подложки, а также для предотвращения отслоения покрытия — оба атрибута имеют решающее значение в биомедицинских применениях имплантатов. Пористость покрытия CS вызывает озабоченность (рис. 2.16). К счастью, ни одна из этих пор не является непрерывной от самой внешней поверхности покрытия до подложки, что позволяет предположить, что покрытие непроницаемо для растворов (Tao et al., 2010), что является важной особенностью при рассмотрении их для магния и его сплавов. в разработке деградируемых имплантатов. Принятие после распыления термообработки при температурах, близких к температуре плавления подложки, в течение более длительного времени обработки даст преимущества увеличения прочности связи и ослабления остаточного напряжения при сжатии (Spencer et al., 2009; Spencer & Zhang, 2009), которые повышают адгезию покрытия и предотвращают его отслоение. Эта методология имеет много положительных качеств для модификации поверхности Mg и его сплавов с целью разработки разлагаемых имплантатов. Будучи процессом прямой видимости, сложность покрытия сложных форм и внутренних поверхностей имплантатов является основным ограничением процесса CS (Champagne, 2007).
Рисунок 2.16. Изображения неармированного алюминия (Al) и композитных покрытий Al–Al 2 O 3 , полученные с помощью сканирующей электронной микроскопии в обратном рассеянии, демонстрирующие наличие пористости в покрытиях, полученных методом холодного напыления: (a) Неармированное покрытие Al, нанесенное холодным напылением при 65 °C ; (b) неармированное алюминиевое покрытие, нанесенное холодным напылением при 125 °C; (c) Al–25 об.% Al 2 O 3 композитное покрытие, нанесенное холодным напылением при 65 °C; и (d) композитное покрытие Al–50 об.% Al 2 O 3 , нанесенное холодным напылением при 65 °C.
Адаптировано из Wang, Spencer et al. (2010) с разрешения Elsevier.
Металлические покрытия с наноструктурой холодного напыления
Холодное напыление — это технология нанесения твердотельных покрытий, разработанная в 1980-х годах. По сравнению с обычными процессами термического напыления, холодное напыление может сохранить первоначальные свойства сырья, предотвратить неблагоприятное воздействие на нижележащие материалы подложки и получить очень толстые покрытия. Покрытия с наноструктурой обладают потенциалом для значительного улучшения физических и механических свойств по сравнению с обычными ненаноструктурными покрытиями.Холодное напыление также продемонстрировало большие возможности для производства покрытий с наноструктурой. Целью данной статьи является предоставление всестороннего обзора металлических покрытий с наноструктурой методом холодного напыления. Сначала приводится краткое введение в технологию холодного распыления. Затем рассматривается явление нанокристаллизации в обычных металлических покрытиях холодного напыления. После этого основное внимание уделяется микроструктуре и свойствам нанокристаллических металлических покрытий холодного напыления и композитных покрытий с металлической матрицей (MMC), армированных наноматериалом холодного напыления.В заключение подведены итоги и сделаны выводы о будущих перспективах применения технологии холодного напыления для получения металлических покрытий с наноструктурой.
1. Введение
Холодное напыление как новый метод нанесения покрытий разрабатывался в течение десятилетий с момента его открытия в 1980-х годах [1]. В этом процессе порошки ускоряются сверхзвуковым движущим газом, проходящим через сужающееся-расширяющееся сопло и ударяющимся о подложку с очень высокой скоростью, как показано на рисунке 1. Интенсивная пластическая деформация, вызванная высокоскоростным ударом, происходит в холодном частица, подложка (или уже нанесенное покрытие) или и то, и другое, что позволяет сформировать низкоокисленное покрытие холодного напыления.Металлы, композиты с металлической матрицей (MMC) и даже чистая керамика способны осаждаться на одинаковые или разные подложки с помощью холодного распыления [2–4]. В отличие от обычного термического напыления сырье, используемое для холодного напыления, остается в твердом состоянии в процессе напыления без какого-либо плавления из-за относительно низкой температуры движущего газа. Таким образом, в холоднонапыленном покрытии можно в значительной степени избежать неизбежных дефектов, возникающих в термонапыленном покрытии, таких как окисление, термические остаточные напряжения и фазовые превращения [5]. Кроме того, для большинства металлов и ММК рост покрытия практически неограничен, что позволяет использовать холодное напыление в качестве аддитивного метода изготовления объемных материалов [6, 7].
В качестве технологии низкотемпературного напыления холодное напыление в основном применяется для получения покрытий на металлической основе. В общем, скорость частиц перед ударом является важным фактором для холодного напыления, потому что успешное осаждение частиц холодного напыления зависит только от кинетической энергии, а не от комбинированного эффекта кинетической и тепловой энергии, доступных при обычном термическом напылении.Широко признано, что существует уникальная критическая скорость для данных условий (например, определенного размера частиц, температуры и свойств материала), выше которой может быть достигнуто успешное соединение [8-10]. Следовательно, исходные порошки для холодного распыления должны иметь надлежащий диапазон размеров (обычно от 10 до 100 мкм) для достижения высокой скорости удара частиц [11, 12]. Наночастицы из-за их небольшого веса трудно нанести на подложку с помощью холодного распыления. Они легко подхватываются движущим газом и вследствие этого страдают от резкого торможения при прохождении через сжатый головной скачок уплотнения перед подложкой [13].Следовательно, скорость удара наночастиц очень мала, так что покрытие трудно сформировать на подложке.
Известно, что наноструктурированные материалы в целом обладают улучшенными свойствами по сравнению с обычными материалами [14]. Поэтому для холодного напыления важно получить возможность производить покрытия с наноструктурой. К счастью, хотя наночастицы не могут быть нанесены непосредственно методом холодного напыления, металлические покрытия с холодным напылением все же могут иметь наноструктуру. Во-первых, в процессе напыления всегда происходит нанокристаллизация в виде измельчения зерен на межчастичных участках и межфазных границах покрытие-подложка за счет динамической рекристаллизации, в результате которой внутри холоднонапыленного покрытия могут образовываться наноструктурированные зерна [10, 15-21]. Во-вторых, исходным сырьем для холодного напыления могут быть нанокристаллические порошки [14, 22–31]; при этом покрытие сохраняет наноструктуру исходных порошков. В-третьих, использование наноматериалов для армирования ММС-покрытий также может придать покрытию наноструктуру [32–50]. К настоящему времени проведено большое количество исследований по изучению покрытий холодного напыления с наноструктурой. Однако до сих пор отсутствует систематический обзор этих исследований. Таким образом, эта статья призвана предоставить обзор металлических покрытий с наноструктурой, полученных методом холодного напыления, уделяя особое внимание микроструктуре и свойствам покрытия.В первую очередь рассматривается явление нанокристаллизации в металлических покрытиях холодного напыления. После этого обсуждаются микроструктура и свойства нанокристаллических металлических покрытий холодного напыления. Затем внимание переключается на обзор покрытий MMC, армированных наноматериалами холодного напыления. По размерам армирования покрытия MMC классифицировались как 1D-армированные материалом, 2D-армированные материалом и 3D-армированные MMC-покрытия. Заключительная часть этой статьи представляет собой краткое изложение и дальнейшие перспективы технологии холодного напыления при изготовлении металлических покрытий с наноструктурой.
2. Нанокристаллизация в металлическом покрытии методом холодного напыления
2.1. Явление нанокристаллизации
В процессе холодного напыления металлические частицы испытывают интенсивную пластическую деформацию в межчастичных областях и на границе раздела покрытие-подложка за счет высокоскоростного удара. На сильно деформированных участках струйной обработки имеет место адиабатическая сдвиговая неустойчивость, приводящая к значительному повышению температуры [51]. Эти быстрые физические и химические изменения работают вместе, приводя к нанокристаллизации металлических частиц в виде измельчения зерна [10, 15, 16].На рис. 2 показана FIB-SEM-изображение поперечного сечения частицы меди, осаждающейся на подложку Cu [17]. Ясно, что структура зерен частиц демонстрировала очевидное изменение от верхней поверхности частиц к нижней, и такое изменение во многом зависело от уровня пластической деформации. В зависимости от уровня деформации и размера зерна частицу можно разделить на три области. Зерна в областях «А и В» имели большой размер, поскольку верхняя и внутренняя части частицы не подвергались слишком большой пластической деформации.В областях «C и D» материал подвергся обширной пластической деформации с высокой скоростью деформации; зерна были сильно деформированы и вытянуты в субзерна. В частности, в периферийной области «Е», где имела место локальная нестабильность адиабатического сдвига, зерна были значительно измельчены до ультрамелких зерен. На рис. 3 показано изображение EBSD поперечного сечения частицы Al 6061 в холодном напыленном покрытии, обеспечивающее более четкое представление о различных областях [18]. Обратите внимание, что поперечное сечение было перпендикулярно направлению удара частицы.Как видно, в центре частицы размер зерна был значительно больше по сравнению с окружающей областью. По соседству с центральной зоной отчетливо видны вытянутые субзерна. В дальней окружающей области можно заметить ультрамелкие зерна, отмеченные черным пунктирным кружком. Эта микроструктура очень похожа на структуру зерен частиц меди, как показано на рисунке 2, что демонстрирует универсальность нанокристаллизации металлических частиц холодного напыления после осаждения.
2.2. Механизм формирования нанокристаллизации
Для того чтобы объяснить существенную причину явления нанокристаллизации, на рис. 4 показана схема механизма образования субзерен и равноосных ультрамелких зерен [20]. Вначале крупное зерно исходной частицы содержит равномерно распределенные дислокации низкой плотности (рис. 4, а). Когда частица начинает пластически деформироваться при ударе, происходит размножение дислокаций и начинает увеличиваться плотность дислокаций в сильно деформированной зоне (рис. 4(б)).По мере продолжения деформации накопленные дислокации образуют ряд дислокационных ячеек, образующих удлиненные субзерна (рис. 4, в). Изображение ПЭМ на рис. 5 показывает несколько удлиненных субзерен в частице Al 7075, напыленной холодным напылением, после осаждения [52]. После образования субзерен в областях экстремальной деформации возникает адиабатическая сдвиговая нестабильность, что приводит к быстрому повышению температуры до значения, превышающего температуру рекристаллизации. Затем пластическая деформация и нагрев совместно вызывают динамическую рекристаллизацию в этих областях [15, 17, 18, 53, 54].В основном динамическая рекристаллизация контролируется двумя механизмами: ротационным и миграционным [16, 19, 20]. Было обнаружено, что для частиц холодного напыления вращение является доминирующим механизмом возникновения динамической рекристаллизации [20, 55]. При вращательной динамической рекристаллизации вытянутые субзерна далее разделяются на равноосные субзерна из-за повышенной плотности дислокаций (рис. 4(г)). Эти равноосные субзерна вращаются под действием дополнительных сил сдвига, образуя ультрамелкие зерна (рис. 4(д)) [16, 20].Из-за увеличения количества дислокаций и границ зерен нанотвердость и прочность на этих измельченных участках выше, чем на других участках [14, 21].
3. Нанокристаллические металлические покрытия методом холодного напыления
Нанокристаллические металлы представляют собой поликристаллические металлы с размером кристаллитов в несколько нанометров (обычно меньше 100 нм). Как правило, они обладают повышенной прочностью и твердостью, улучшенной ударной вязкостью, пониженным модулем упругости и пластичностью, повышенной диффузионной способностью, более высокой удельной теплоемкостью, повышенным коэффициентом теплового расширения и превосходными магнитомягкими свойствами по сравнению с обычными поликристаллическими металлами [56].Было обнаружено, что холодное напыление из-за его низкой рабочей температуры является надежным инструментом для получения нанокристаллических металлических покрытий, поскольку нанокристаллическая структура может хорошо сохраняться в покрытии после осаждения. В качестве доказательства на рис. 6 показана ПЭМ-изображение нанокристаллического покрытия Al 2018, полученного методом холодного напыления, где в покрытии отчетливо видны нанокристаллические зерна [23].
Приготовление нанокристаллических порошков является одним из важнейших этапов процесса изготовления покрытия.Механическая шаровая мельница считается простым, эффективным и экономичным методом получения нанокристаллических порошков с размером зерен до 20 нм или меньше [57]. Это процесс, при котором смешанные порошки помещаются в камеру и подвергаются высокоэнергетическому столкновению шаров, чтобы вызвать механическое сплавление. К настоящему времени различные нанокристаллические порошки были получены посредством механической шаровой мельницы для холодного распыления [14, 22–31]. В таблице 1 приведены нанокристаллические порошки, полученные для холодного распыления, и условия их измельчения.
Материалы
Скорость (rpm)
Speed (RPM)
Диаметр шара (мм)
BPR
управляющий агент
Сплав 2009
10
200
6
60117
20: 1
жидкий азот
AL ALLOY 2618
8
180117
180117
6. 4
32: 1
Жидкий азот
сплав 5083
8
180
6.4
3
39: 1
Жидкий азот
N / A
180
11.6
32: 1
Стеариновая кислота
Al-Mg Alloy
8
180
60117
6.4
32: 1
Жидкий азот
NI
15
60117
30: 1
жидкий азот
Ni-Ti сплав
48, 1 / 2 ч отдыха на H
400
400
20
13: 4
Алронт
Ni-20Cr Сплав
20, 1/3 H Отдых на H
300117
N / A
10: 2
Толуол
Медь
12
200
6.4
30 : 1
Жидкий азот
Из-за увеличения границ зерен, твердость нанокристаллического порошка обычно намного выше, чем у обычного нанокристаллического покрытия, твердость нанокристаллического порошка была намного выше, чем у обычного покрытия. более твердое, но более пористое по сравнению с обычным покрытием [23, 29, 30]. По той же причине эффект наклепа в нанокристаллических покрытиях был не таким выраженным, как в обычных покрытиях [23, 25].На рис. 7 показано сравнение микроструктуры поперечного сечения обычных и нанокристаллических алюминиевых покрытий, полученных при одинаковых рабочих параметрах [23]. Видно, что нанокристаллическое покрытие имеет более высокую пористость, чем обычное покрытие, из-за отсутствия достаточной пластической деформации. Однако твердость покрытия показала противоположную тенденцию; нанокристаллическое покрытие имело твердость 4,41 ГПа, что выше твердости обычного покрытия (3,75 ГПа).
С точки зрения механических свойств нанокристаллические покрытия холодного напыления показали лучшую износостойкость, чем обычные покрытия, благодаря более высокой твердости [29].Однако было обнаружено, что из-за одновременно более высокой пористости усталостная прочность существенно не улучшается [30]. До сих пор исследования свойств нанокристаллических покрытий холодного напыления все еще очень ограничены; например, до сих пор отсутствуют исследования прочности сцепления покрытий. Принимая во внимание уникальные преимущества твердых нанокристаллических покрытий, в будущей работе рекомендуется проводить дополнительные испытания механических свойств, таких как напряжение покрытия при растяжении и удлинение.
4. Одномерные покрытия MMC, армированные материалом, методом холодного напыления
Углеродные нанотрубки (УНТ) представляют собой аллотроп углерода с цилиндрической наноструктурой.Диаметр УНТ может составлять всего 1 нм, а длина может достигать нескольких сантиметров; таким образом, УНТ также признается одномерным наноматериалом. Как член семейства углеродов, УНТ обладают исключительной теплопроводностью, электрическими и механическими свойствами. Эти новые свойства делают УНТ потенциально ценными и полезными в широком спектре приложений в нанотехнологиях, электронике, оптике, теплотехнике и других областях материаловедения [58]. Из-за одномерной наноструктуры УНТ не могут существовать в виде объемного состояния.Таким образом, он широко используется в качестве армирующих материалов для улучшения свойств чистых металлов. В настоящее время ММК, армированные УНТ, производятся в основном методами порошковой металлургии [59, 60] и технологиями газотермического напыления [61, 62]. Эти процессы обычно требуют высокой температуры для плавления связующей фазы, что приводит к повреждению и фазовому превращению УНТ во время изготовления [63, 64]. Холодное напыление из-за его низкой рабочей температуры в последние годы применялось для производства покрытий MMC, армированных УНТ.
Ряд исследований показал, что плотные и толстые ММС-покрытия, армированные УНТ, могут быть получены методом холодного напыления [41–44].Среди всех этих работ для получения порошков ММС, армированных УНТ, преобладало использование механической шаровой мельницы как надежной технологии. На рис. 8 показан вид в поперечном сечении и картирование EDX измельченного в шаровой мельнице порошка CNT-Cu MMC. Как видно, УНТ успешно внедрялись в порошок ММС и имели гомогенное распределение [41]. После приготовления порошков MMC были изготовлены различные покрытия MMC, армированные УНТ, как указано в таблице 2 [41–44, 65–68]. В качестве примера на рис. 9 показана ПЭМ-изображение ММС УНТ-Cu с холодным напылением, полученной методом холодного напыления при низком давлении [65].Ясно, что УНТ успешно применялись в ММС-покрытиях холодного напыления на основе меди.
Композиты
Содержание CNT
Тепловые свойства
Список литературы
CNT-AL
0,5-1,0% по весу
N / A
[44]
CNT-CU
3% по объему
более высокая тепловая диффузия
[65]
CNT-CU
5-15% по объему
Лучшая производительность тепла
[41, 66]
УНТ-Cu-SiC
4–4.5 % по объему
Лучшая теплопередача
[43, 67, 68]
УНТ-Cu-AlN
4–4,5 % по объему
Лучшая теплопередача
, 68,
CNT-CU-BN
4% по объему
Лучшая теплопередача
[67, 68]
9
78
Хотя механический шаровой фрезер производство порошков MMC, армированных УНТ, также имеет отрицательные стороны. Арматура из УНТ повреждалась в процессе фрезерования из-за пластической деформации связующей фазы [65]. Кроме того, высокоскоростной удар, происходящий в процессе нанесения покрытия, также приводил к разрушению УНТ [44, 65]. На рис. 10 показана ПЭМ-изображение поврежденных УНТ в покрытиях холодного напыления УНТ-Cu [44]. Можно заметить две различные характеристики повреждения, которые представляют собой повреждения, вызванные ударом и повреждением, вызванным сдвигом, соответственно. Ударное повреждение проявлялось в виде систематического излома концентрических трубок, прогрессирующего внутрь до разрыва самой внутренней трубки, в то время как сдвиговое повреждение было неравномерным или асимметричным относительно оси трубки [44].В настоящее время предотвращение повреждения УНТ в процессе шарового измельчения по-прежнему является сложной задачей, которая может быть предметом исследований в будущей работе.
В дополнение к механической шаровой мельнице для диспергирования УНТ в агломерированных металлических порошках также использовалась технология распылительной сушки. Распылительная сушка — это процесс, при котором порошки получают из жидкого раствора путем быстрой сушки горячими газами. С помощью этого метода УНТ в основном встраивались в поверхность агломерированных металлических порошков, но их было трудно гомогенно внедрить в отдельный порошок.На рис. 11 представлена схема процесса изготовления покрытия с использованием порошков ММС распылительной сушки. Как видно, следствием использования порошков распылительной сушки является неоднородное распределение УНТ в покрытиях, нанесенных холодным напылением, как показано на рис. 12 [44].
Что касается свойств покрытий MMC, армированных УНТ методом холодного напыления, было выявлено, что механические свойства улучшаются при дополнительном армировании УНТ. Было обнаружено, что в покрытиях УНТ-Al MMC локальная твердость выше в зоне, богатой УНТ, из-за более высокой жесткости УНТ [44].Аналогичные результаты были получены и в покрытиях УНТ-Cu MMC. Также было обнаружено, что армирование УНТ приводит к улучшению термических свойств с точки зрения как характеристик теплопередачи, так и температуропроводности [65, 66]. В табл. 2 приведены существующие ММС-покрытия, армированные УНТ, полученные методом холодного напыления, и их улучшенные термические свойства [41–44, 65–68]. Существующие работы наглядно демонстрируют перспективность технологии холодного напыления для получения ММС-покрытий, армированных УНТ.
5. Двумерные покрытия MMC, армированные материалом, методом холодного напыления
5.1. Покрытия MMC, армированные графеном
Графен, представляющий собой единый слой sp 2 связанных атомов углерода, обладает исключительными механическими, термическими и электрическими свойствами, привлекая большое внимание как научных, так и промышленных сообществ. Обычно его применяют в качестве армирования ММС для улучшения свойств матричного материала. Армированные графеном MMC обладают превосходными свойствами по сравнению с чистыми металлами [69]. В настоящее время наиболее распространенными способами изготовления ММК, армированных графеном, являются ряд методов порошковой металлургии, например, искровое плазменное спекание, лазерное спекание и горячее прессование [70–75]. Существующие исследования показали большую способность армированных графеном ММК улучшать свойства материала, например, прочность [70–72], модуль Юнга [72, 76], твердость [72, 76], износостойкость [72–74], электропроводность [75].
MMC, армированные графеном, были успешно получены методом холодного напыления в последние годы [32, 33]. В качестве ключевого этапа подготовка порошков MMC имеет большое значение для процесса нанесения покрытия и конечного качества покрытия. До сих пор для изготовления порошка MMC использовались два производственных метода.В работе Yin et al. механическая шаровая мельница применялась для включения графеновых нанолистов в сферические частицы меди [32]. Поскольку в этой работе энергия для шарового измельчения невелика, графеновые нанолисты в основном были встроены в поверхность частицы Cu, а не равномерно распределены внутри частицы Cu. В качестве альтернативы, в работе Дардона и др., порошки MMC, армированные графеном, были синтезированы путем химического осаждения пленки Cu на поверхность графеновых нанолистов [33]. Химическое покрытие — это метод, при котором металлы наносятся на твердую деталь химическим способом.Деталь, подлежащая покрытию, погружается в восстановитель, в котором ионы металла могут превращаться в металл при катализе определенными материалами с образованием отложений. На рис. 13 показана морфология порошков Cu MMC, армированных графеном, полученных посредством безэлектродного покрытия при различном времени покрытия. Порошки, полученные таким образом, в основном имеют графеновое ядро и наружную медную пленку. Более длительное время покрытия приведет к большему количеству фазы меди на поверхности графена, как видно из рисунка 13.
Что касается микроструктуры покрытия, порошки MMC, измельченные в шаровой мельнице, привели к плотному и толстому покрытию с равномерно распределенными графеновыми нанолистами, как показано на рисунке 14.Однако порошки ММС, нанесенные химическим способом, по-видимому, давали покрытие низкого качества с недостаточной прочностью когезии и неоднородным распределением графеновых нанолистов в покрытии, как показано на рисунке 15 [32]. Это может быть связано с низкой долей фазы Cu в порошках ММС, что существенно ограничивает эффективную металлическую связь между частицами [33]. Что касается свойств покрытия, то в настоящее время тестируются только износостойкость и электропроводность. В Инь и др.В работе MMC-покрытия, армированные графеном, продемонстрировали отличные характеристики износостойкости, лучшие, чем покрытия, полученные с помощью искрового плазменного спекания [32]. В работе Dardona et al. покрытие продемонстрировало худшую электропроводность, чем объемная Cu, что, вероятно, связано с малой толщиной Cu на поверхности графенового порошка, плохой связью между частицами и неоднородным распределением графеновых нанолистов в покрытии [33] .
5.2. WS
2 — Усиленные покрытия MMC
Монослойный дисульфид вольфрама (WS 2 ) имеет большой потенциал в оптическом секторе благодаря своей прямой запрещенной зоне и высокой интенсивности фотолюминесценции [34].Он также обладает превосходными свойствами твердой смазки благодаря двухмерной слоистой структуре и легкому скольжению между слоями. Кроме того, особая структура WS 2 позволяет использовать его при высоких температурах, высоком давлении, высоком вакууме, высоких нагрузках, а также в условиях радиационных и агрессивных сред [35, 36]. Более того, поскольку WS 2 обладает отличной адсорбционной способностью на поверхности металла, его можно использовать в качестве армирующего материала в ММС для улучшения смазочных характеристик [77]. ММС WS 2 -Al, изготовленные методом искрового плазменного спекания, продемонстрировали лучшие характеристики износостойкости, чем ММС графен-Al, в испытаниях на износ шарик на диске, что ясно демонстрирует превосходство WS 2 над другими смазочными материалами [36]. .
WS 2 -Al ММС-покрытия были получены методом холодного напыления для повышения износостойкости в недавней работе [78]. Для получения порошков ММС использовалась технология шаровой мельницы. После низкоэнергетического шарового измельчения частицы Al по-прежнему сохраняли сферическую форму, и WS -2- в основном прикреплялся к поверхности частиц Al. Морфология поверхности порошков WS 2 -Al MMC очень похожа на порошки графена-Cu, использованные в исследовании Yin et al. [32]. Покрытия были затем получены с использованием азота под давлением 3.8 МПа и температура 400°С. На рис. 16 показана ПЭМ-изображение поперечного сечения покрытия. Как можно видеть, WS 2 был успешно нанесен с Al на подложку из углеродистой стали и равномерно распределен внутри покрытия, что демонстрирует возможность холодного напыления для получения армированных WS 2 MMC-покрытий. Испытание на износ показало, что покрытие MMC, армированное WS 2 , имеет выдающиеся характеристики износостойкости благодаря наличию двухмерного слоя WS 2 , который способствует сдвигу слоев WS 2 и формированию однородной трибопленки, состоящей из WS . 2 и WO 3 .
5.3. Покрытия MMC, армированные hBN
Нанолисты из гексагонального нитрида бора (hBN) представляют собой двумерную кристаллическую форму hBN, которая имеет толщину от одного до нескольких атомных слоев. По геометрии он подобен графену, но имеет совершенно другие химические, термические и электронные свойства. Холодное напыление было успешно использовано для получения покрытий MMC, армированных hBN, в основном покрытий hBN-Ni [37–40]. Химическое осаждение использовали для инкапсулирования порошков hBN и для производства порошков MMC, армированных hBN.В процессе инкапсуляции частицы ММС имеют тенденцию к агломерации и образованию крупных кластеров. Поэтому, для сравнения, после нанесения покрытия химическим путем для деагломерации сгруппированных порошков исходного сырья использовали шаровую мельницу [38]. Использовались как низкоэнергетические, так и высокоэнергетические методы шаровой мельницы: низкая энергия может устранить пустоты внутри кластеров и приводит к более высокой плотности и однородному размеру частиц; высокая энергия приводила к распаду агломератов и разрушению никелевого инкапсулянта. На рис. 17 показана СЭМ-изображение поперечного сечения покрытий ММС hBN-Ni, полученных методом холодного напыления с использованием различных порошков. Как видно, неизмененные порошки ММС hBN-Ni давали наиболее толстые и плотные покрытия из-за значительной пластической деформации по сравнению с измельченными в шаровой мельнице порошками, испытавшими деформационное упрочнение в процессе приготовления порошка [39]. Трибологическое исследование показало, что покрытия ММС hBN-Ni методом холодного напыления обладают очень многообещающими показателями износостойкости. Они позволяют снизить коэффициент трения почти на 50 % и значительно повысить износостойкость по сравнению с чистым Ni [40].
6. Трехмерные покрытия MMC, армированные наночастицами, методом холодного напыления
6.1. Покрытия MMC, армированные WC
Карбид вольфрама (WC) обладает очень высокой твердостью и жесткостью, что широко используется в промышленном оборудовании, режущих инструментах и абразивах. Обычно он присутствует в виде наноразмерного порошка, спеченного или агломерированного в мягком кобальте для получения ММС WC-Co. Защитное покрытие WC-Co является одним из важнейших продуктов ММК WC-Co, обычно используемым для предотвращения серьезного износа основных материалов в агрессивных средах [79]. Изготовление покрытия WC-Co в основном основано на процессах высокотемпературного термического напыления для расплавления фазы матрицы Co в агломерированном порошковом сырье WC-Co для достижения превосходной когезии [79–83]. На рис. 18 показана типичная морфология порошков WC-Co, используемых для изготовления покрытий [84]. Однако высокая температура осаждения часто приводит к обезуглероживанию, фазовому превращению и окислению жесткой арматуры WC или мягкой фазы матрицы Co, что значительно ухудшает механические свойства покрытия и характеристики износостойкости [80–83, 85, 86].Холодное напыление может эффективно предотвращать дефекты покрытия в связи с высокотемпературными процессами и, таким образом, было признано перспективным для изготовления износостойких покрытий WC-Co.
Исследования показали, что частицы WC-Co трудно осаждать холодным напылением из-за отсутствия достаточного количества связующей фазы, чтобы вызвать пластическую деформацию частиц. Таким образом, рабочие параметры для изготовления покрытий WC-Co должны быть чрезвычайно высокими, чтобы частицы WC-Co могли получить достаточную кинетическую энергию для обеспечения металлической связи между фазами матрицы Co во время осаждения частиц. В таблице 3 перечислены рабочие параметры, когда-либо использовавшиеся для получения покрытий WC-Co методом холодного напыления [87]. Как видно, покрытия из WC-Co методом холодного напыления в основном были получены с использованием сжатого высокотемпературного гелия в качестве рабочего газа или азота в качестве рабочего газа в сочетании с предварительным нагревом порошка. Хотя стоимость производства относительно высока, покрытия WC-Co холодного напыления продемонстрировали несколько несравненных преимуществ. Было доказано, что при холодном напылении можно получить полностью плотные покрытия WC-Co, как показано на рисунке 19 [87].Покрытия холодного напыления не подвергались обезуглероживанию и фазовому превращению в процессе изготовления из-за низкой рабочей температуры [88–91]. Это уникальное преимущество, которого не могут достичь другие процессы термического напыления. Кроме того, также продемонстрировано, что твердость по Виккерсу покрытий WC-Co холодного напыления в основном находится в диапазоне от 800 до 2000 Hv, как указано в таблице 3 [84]. Твердость намного выше, чем у большинства металлов, и сравнима или даже выше, чем у покрытий, полученных термическим напылением.С точки зрения трибологических характеристик, покрытия WC-Co холодного напыления показали меньшую скорость износа, чем покрытия, нанесенные высокоскоростным кислородно-топливным напылением, как в испытаниях на скольжение шарика по диску, так и в испытаниях на сухое истирание, демонстрируя превосходные характеристики износостойкости [90, 92]. –94].
0
GAS
ГАЗ
Давление (MPA)
Температура (° C)
Предварительно нагревая (° C)
Твердость (HV)
WC-12Co
He
3.0
600
500
500
2053
2.0
600
№
1812 ± 121
HE
2. 0
650
№
N / A
он
2.0
2.0
600
№
1600-2000
HE
20112
2.0
650
№
18007
N2
2.5-3.5
800
Да
1419 ± 93
700
700
250
984
N2
2.4
750 ± 30
Да
1525
Он
550
NO
462 ± 92
N2
4.5
800
250117
WC-17Co
Он
3.5
600
600
200
918
918
HE
1.2-1.7
600
№
1312 ± 39, 1094 ± 51
N2
2,5-3. 5
800
Да
1223 ± 59
N2
2.4
750 ± 30
Да
1316 ± 80, 1625 ± 115
WC-25CO
N2
4.0
800
Нет
845 ± 55, 981 ± 58
WC-10Co
Н/Д
2.2
650
№
893 ± 75
9004. Покрытия MMC, армированные алмазом
Известно, что алмаз обладает чрезвычайно высокой твердостью, что позволяет использовать его в качестве превосходного износостойкого материала. Однако по той же причине его трудно обрабатывать, что, в свою очередь, ограничивает его прямое применение. Армированные алмазами MMC представляют собой новые материалы, в которых металлическая фаза действует как связующее, а алмазная фаза помогает улучшить свойства материала.В настоящее время распространенными способами изготовления объемных армированных алмазами ММС или покрытий из ММС являются порошковая металлургия [95–99], методы пропитки под давлением [100–104] и методы термического напыления [105–109]. Эти методы в основном требуют чрезвычайно высоких температур обработки для расплавления металлической связки, что значительно увеличивает риск фазового превращения металла и графитизации алмаза [97]. Холодное напыление позволило бы значительно избежать риска графитизации алмазной фазы, вызванной высокой температурой, и одновременно сохранить высокое содержание алмазов [110, 111].
Покрытия ММС, армированные наноалмазами, были успешно получены методом холодного напыления [45, 46]. По аналогии с большинством порошков MMC, для производства порошков MMC, армированных наноалмазами, использовалась технология шаровой мельницы. С целью максимизации производительности порошков ММС было изучено влияние параметров шаровой мельницы и содержания наноалмазов на свойства порошка. Результаты показали, что свойства порошка, включая распределение частиц по размерам, твердость и однородность армирующих материалов, можно хорошо контролировать путем изменения содержания наноалмазов, времени измельчения и коэффициента BPR [45]. На рисунке 20 показано изображение с помощью СЭМ холодного напыления покрытий наноалмаз-Al MMC. Покрытия MMC демонстрировали толстые и плотные элементы с однородно диспергированными наноалмазными армирующими элементами. Кроме того, покрытия показали значительное упрочнение по сравнению с покрытием из чистого алюминия. Причина повышения механических характеристик была связана с дисперсионным упрочнением, измельчением зерна и деформационным упрочнением [46]. До сих пор испытания свойств покрытий MMC, армированных наноалмазами, были очень ограничены.Так как алмаз также обладает высокой твердостью, тепло- и электропроводностью, такое покрытие также может обладать высокими показателями износостойкости и тепловыми характеристиками. Поэтому в дальнейшей работе поощряются дальнейшие исследования.
6.3. Покрытия MMC, армированные cBN
Кубический нитрид бора (cBN), имеющий кристаллическую структуру, схожую с алмазом, является вторым известным самым твердым материалом после алмаза. Он синтезируется из hBN в условиях, аналогичных тем, которые используются для получения синтетического алмаза из графита.Он все чаще используется в качестве режущего и сверлильного инструмента вместо инструментов на основе алмаза из-за его превосходной термической стабильности и химической инертности. Он особенно подходит для обработки твердых ферромагнитных материалов, для которых алмаз неприменим, так как алмаз реагирует с этими материалами при высокой температуре [112].
Холодное напыление использовалось для изготовления ММС-покрытий cBN-NiCrAl [47–50]. Как наиболее распространенная технология производства порошка MMC, шаровая мельница также использовалась для производства порошков MMC, армированных cBN.На рис. 21 показана СЭМ-изображение порошков ММС cBN-NiCrAl после измельчения в шаровой мельнице в течение 40 часов. Как видно, порошки ММС имели форму, близкую к сферической; частицы cBN были равномерно распределены в матрице сплава NiCrAl [47]. На рис. 22 показана СЭМ-изображение ММС-покрытий cBN-NiCrAl, полученных холодным напылением, с 40 об. % частиц cBN [49]. Экспериментальные результаты ясно показали, что покрытие после напыления имело достаточно плотную микроструктуру с равномерно диспергированными частицами нано-cBN. Кроме того, в процессе напыления не происходило фазового превращения и роста зерен матрицы NiCrAl.Твердость покрытий 20 об.% и 40 об.% cBN-NiCrAl составила 1063 и 1175 Hv соответственно [47–49].
Кроме того, было обнаружено, что обработка отжигом существенно влияет на микроструктуру покрытий NiCrAl MMC, армированных cBN. Наноструктура в покрытиях из ММК могла сохраняться при температуре отжига ниже 825°С. Однако при температуре отжига выше 825 °С наблюдался значительный рост дисперсионных упрочнений за счет протекания реакции между частицами cBN и матрицей NiCrAl.Это явление привело к снижению твердости при повышении температуры отжига. Кроме того, были также исследованы трибологические характеристики покрытий ММС cBN-NiCrAl, наносимых методом холодного напыления. Покрытия после распыления продемонстрировали превосходную износостойкость. Покрытия с содержанием нано-cBN 20 об. дали износостойкость, сравнимую с WC-12Co, напыленным HVOF. Низкотемпературная термообработка (750°C в течение 5 ч) еще больше улучшит характеристики износостойкости благодаря усилению прочности межчастичных связей [48].
7. Резюме и перспективы
Холодное напыление представляет собой технологию нанесения твердофазного покрытия, которая позволяет сохранить первоначальные свойства сырья в конечном покрытии и предотвратить неблагоприятное воздействие, вызванное высокой рабочей температурой. Как низкотемпературный процесс, холодное напыление демонстрирует большой потенциал в производстве высокоэффективных металлических покрытий с наноструктурой. В данной статье представлен обзор металлических покрытий с наноструктурой, нанесенных методом холодного напыления. В принципе, покрытия холодного напыления с наноструктурой могут быть получены следующими тремя способами.Во-первых, нанокристаллизация в виде измельчения зерен всегда происходит на межчастичных участках и поверхностях раздела покрытие-подложка в процессе осаждения из-за динамической рекристаллизации, которая может привести к образованию наноструктурированных зерен внутри покрытия, нанесенного методом холодного напыления. Эта теория была хорошо изучена до сих пор. Во-вторых, исходным сырьем для холодного напыления являются нанокристаллические порошки; тогда покрытие может сохранить наноструктуру исходных порошков. В этом аспекте нанокристаллические покрытия холодного напыления весьма перспективны, так как холодное напыление позволяет полностью сохранить наноструктуру исходных порошков в покрытии.В дальнейшем соответствующие работы следует продолжить, и особое внимание можно уделить уплотнению покрытия и изучению его свойств. В-третьих, покрытия MMC, армированные наноматериалом холодного напыления, также обладают наноструктурой. В этой области, хотя шаровая мельница была признана наиболее часто используемым методом для производства порошков MMC, армированных наноматериалами, влияние параметров измельчения на свойства порошка все еще хорошо выяснено. Также необходимы новые технологии получения более однородных порошков ММС.Поэтому приготовление порошков ММС, армированных наноматериалами, будет предметом исследований в будущей работе. Более того, исследование свойств покрытий MMC, армированных наноматериалами холодного напыления, станет еще одним важным событием, поскольку в настоящее время такие испытания свойств все еще очень ограничены.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Метод холодного напыления для производства покрытий и аддитивного производства. Материалы и технические ресурсы ).Это первая в своем роде установка холодного распыления высокого давления (HPCS), устанавливаемая в любом академическом институте Индии.
Рождение новых технологий часто является результатом целенаправленных методологических исследований, анализа и напряженной работы. Тем не менее, это не всегда так. Исторически сложилось так, что случайных открытий привели к новым идеям, которые в конечном итоге привели к ценным научным изобретениям , таким как открытие пенициллина Александром Флемингом в 1928 году при изучении стафилококка или микроволнового эффекта P. Л. Спенсер в 1945 году, работая возле радиолокационной трубы.
Одно примечательное случайное открытие было сделано в середине 1980-х годов, когда ученые Института теоретической и прикладной механики Российской академии наук (ИТПМ РАН) в Новосибирске открыли метод холодного напыления при изучении взаимодействия двух -фазовые течения с погруженными поверхностями тел [1].
Двухфазные потоки — это интерактивные потоки двух отдельных фаз. Они могут быть переходного , раздельного или рассеянного типа.В данном случае это был газ, несущий частицы (диспергированный двухфазный поток).
Учитывая влияние двухфазных потоков на поле течения и параметры потока и их влияние при достижении поверхности тела на состояние последнего и его аэродинамические свойства, д-р Антолли Папырин и его коллеги провели несколько экспериментов в аэродинамической трубе на моделях, подвергнутых к сверхзвуковому двухфазному потоку.
Однако в ходе своей работы они наблюдали неожиданное явление, когда при превышении критической скорости частиц при относительно низких температурах происходил сдвиг от эрозии поверхности мишени к быстро нарастающему осаждению частиц [1].
После дальнейшего изучения этого явления и определения его будущих перспектив они превратили его в технологию покрытия и назвали Cold Spray со ссылкой на другие технологии термического напыления, требующие для работы гораздо более высоких температур [2].
Холодное напыление (сверхзвуковое осаждение частиц) является последним дополнением к семейству технологий термического напыления , которые использовались с прошлого века для нанесения толстых покрытий на поверхности в авиационной, военно-морской, электрической и других областях.Холодное напыление, также известное как «холодное газодинамическое напыление» , представляет собой просто расширение технологии термического напыления, которое помогает получить свойства и области применения, недоступные при использовании традиционной технологии.
RUAG Australia доказывает использование технологии сверхзвукового осаждения частиц.
Определение
Холодное напыление (CS) представляет собой процесс твердофазного осаждения , в котором используются частицы твердого порошка, разгоняемые до сверхзвуковых скоростей с помощью сужающегося-расширяющегося сопла Лаваля по направлению к целевой подложке [3]. Эта технология следует тому же механизму, что и процессы термического напыления покрытия HVOF/HVAF, особенно с точки зрения увеличения скорости частиц, но отличается от них относительно низкой температурой, которая обычно ниже точки плавления материала напыляемых частиц.
Преимущества и недостатки
Его значительное преимущество по сравнению с традиционными методами термического напыления заключается в его независимости от тепловой энергии порошкового сырья. Вместо этого он полагается только на высокую кинетическую энергию частиц , что позволяет избежать плавления обычного материала и быстрого затвердевания при ударе. Это также снижает образование зон термического влияния (ЗТВ) , что приводит к меньшему индуцированному напряжению.
Частицы порошка в CS претерпевают экстремальную пластическую деформацию из-за баллистического удара, что приводит к механизму сцепления, известному как « Адиабатическая сдвиговая нестабильность », который приклеивает частицы к подложке при достижении или превышении критической скорости удара, поскольку их кинетическая энергия преобразуется в термические и механические деформации [4].
Ученые GE объединяют газодинамическую технологию осаждения методом «холодного распыления» с робототехникой и машинным обучением для создания и ремонта металлических деталей с большей точностью с использованием аддитивного производства.
Прочие преимущества CS [3]:
Улучшенные механические свойства и усталостная долговечность покрытия
Отсутствие выделения токсичных паров
Удержание начальных фаз частиц
Высокая твердость, низкое напряжение затвердевания и толстые покрытия
Отсутствие образования интерметаллидов при нанесении покрытий на различные металлы
Низкое количество дефектов и окисления низкая пористость
Точный контроль температуры газа
Повышенная безопасность эксплуатации за счет отсутствия высокотемпературных струй частиц
Однако CS имеет свои недостатки. Его критические недостатки можно увидеть в:
Высокая стоимость из-за большого расхода газа, особенно гелия
Неэффективность для твердых и хрупких материалов
Параметры процесса и компоненты
керамика, полимеры, металлическая матрица и керамические композиты . Средний размер частиц составляет от 1 мкм до 50 мкм. Дальнейшие усовершенствования в CS позволили расширить диапазон размеров частиц до 250 мкм [5].Скорость частиц в основном колеблется от 500 м/с до 1500 м/с. Газы воздуха, гелия и азота обычно используются в CS.
Блок управления газом, устройство подачи порошка, электронагреватель и сопло де Лаваля составляют основные элементы системы холодного распыления.
Чтобы обеспечить хорошее покрытие и качество деталей, необходимо тщательно учитывать некоторые ключевые параметры:
Давление газа , которое играет важную роль в поддержании скорости частиц
Материал подложки , на который наносится распыляемый материал с покрытием
Минимальное расстояние от сопла до подложки
Тип используемого ga (т. e азот или гелий)
Конструкция и ориентация сопла
Качество исходного сырья и морфология
Температура , при которой происходит процесс
классифицируется как
высокого давления CS и низкого давления CS .
Холодное распыление под высоким давлением
В HPCS частицы порошка вводятся перед соплом. Высокое давление увеличивает плотность газа, что способствует ускорению частиц порошка до гораздо более высоких скоростей. Впоследствии скорости дополнительно увеличиваются с помощью сопла с более высокой степенью расширения [3].
HPCS может работать с азотом и гелием в качестве газа-носителя частиц при давлениях выше 1,5 МПа, с расходом 2 м3/мин. Преимущества HPCS можно наблюдать в улучшенных механических свойствах и в его совместимости с азотом и воздухом в качестве газовых сред. Способен образовывать более толстые и плотные покрытия , в дополнение к отдельно стоящим структурам с низким содержанием оксидов и пористостью (~1%).
Холодное распыление при низком давлении
С другой стороны, LPCS, представленный Van Steenkiste в 2002 г. [4], представляет собой усовершенствованный процесс CS, в котором частицы вводятся после горловины сопла.
Здесь используется сжатый газ при давлении ниже атмосферного давления (0,5-1,0 МПа) с расходом менее 2 м3/мин.Ключевыми в этом процессе являются более крупные частицы (до 250 мкм), что позволяет уменьшить образование оксидов из-за их относительно меньшего отношения поверхности к объему. Металлические, керамические и смешанные частицы порошка могут использоваться в LPCS.
Изображение установки холодного распыления. (1) Порошковый питатель 1; (2) Пороховой питатель 2; (3) Роботизированная рука; (4) Пистолет для холодного распыления; (5) Форсунка для холодного распыления; (6) Стадия образца; (7) Газовый обогреватель. [10]
Применение и перспективы на будущее
Процесс нанесения покрытия холодным напылением в основном используется для нанесения покрытий , ремонта и изготовления компонентов . Высокая плотность, превосходная скорость наплавки и улучшенная адгезия сделали технологию холодного напыления привлекательной для применения в производстве и ремонте деталей, имеющих форму, близкую к заданной.
Аддитивное производство
Наиболее интересным применением холодного распыления является аддитивное производство [8]. Холодное напыление выделяется среди новых аддитивных технологий, таких как SLM (селективное лазерное плавление) , EBM (электронно-лучевое плавление) и прямое осаждение металла , благодаря высокой скорости, низкой стоимости и воспроизводимости.
Обычно используется там, где требуется быстрое изготовление деталей с низкими допусками. Он имеет высокую прочность сцепления, низкий уровень отходов материала, низкое энергопотребление и позволяет изготавливать более крупные детали, чем другие методы аддитивного производства.
Материалы, используемые для производства компонентов или гибридных деталей с CS, включают титан, цинк, нержавеющую сталь, алюминий и суперсплавы; даже экзотические материалы, такие как ниобий и композиты с металлической матрицей , являются возможными вариантами.
Ремонт компонентов
Другой ценной областью применения холодного распыления является ремонт поврежденных компонентов .Холодное напыление стало эффективной альтернативой традиционным термическим процессам , которые вызывают остаточное напряжение в компонентах, что может привести к отказу детали.
Его способность ремонтировать компоненты на месте в короткие сроки и с низкими затратами, не нарушая окружающей конструкции, позволила CS стать видным игроком в области ремонта автомобильных и авиационных компонентов , изготовленных из таких материалов, как магний, титан и суперсплавы.
Одним из больших преимуществ стали s при ремонте компонентов является восстановление разнородных материалов, что помогает улучшить механические свойства детали, такие как коррозионная стойкость и износостойкость.
Перспективы на будущее
Другие будущие области применения, в которых ожидается распространение процесса холодного напыления , включают интеллектуальные конструкции, биомедицинские приложения и фотоэлектрические приложения.
Покрытия для холодного напыления, такие как связующие покрытия NiCrAlY, также использовались в качестве тепловых барьеров на турбинах современных реактивных двигателей .
Гидроксиапатит (HAP) материал уже использовался для биомедицинских применений традиционными процессами термического напыления, но проложит путь для новых медицинских исследований с процессом холодного напыления.
Стенты, чипы для анастомозов и устройства для защиты от эмболии являются одними из потенциальных применений, в которых может использоваться технология холодного распыления [9].
GE (General Electric), VRC Metal Systems, Oerlikon Metco и ASB Industries — компании, которые в настоящее время активно участвуют в этой технологии, с предполагаемым увеличением на 6,7% всего рынка термического напыления, состоящего из порошков и оборудования .
Заключение
После Др.Папирин и его коллеги случайно открыли более 30 лет назад, что технология холодного распыления приобрела большую популярность среди ученых и изобретателей с рядом последующих патентов, поданных по всему миру.
Сегодня стал жизненно важным процессом в мире производства , и с его интеграцией в многочисленные приложения можно утверждать, что у такой технологии очень многообещающее будущее.
Свяжитесь с экспертами в области технологии холодного распыления.
«Материаловедение — одна из важных областей науки этого века.Я хотел бы внести каждый свой вклад в развивающийся мир материалов, используя свои знания через Matmatch».
Джейнум Пармар Студент материаловедения и инженерии
Ссылки:
[1] Папырин А., Косарев В., Клинков С., Алхимов А., Фомин В., Технология холодного напыления, Elsevier, 2006. [2] Т. Хуссейн, Д. Терехо Мартин, А. Макдональд, «Помимо традиционных покрытий: обзор функции термического напыления и интеллектуальных покрытий», Журнал технологии термического напыления, том.28, Issue.4, pp.598-644, 2019 [Проверено: 5 июля 2019]. [3] VRCMetal Systems, «Что такое технология холодного напыления», [онлайн]. [Доступ: 7 июля 2019 г.]. [4] А. Мориди, М. Гуальяно, М. Дао, С. М. Хассани Гангарадж, «Холодное распыление покрытий: обзор систем материалов и перспективы на будущее», Journal of Surface Engineering, Vol.30, Issue.6, pp.369 -395, 2014 [По состоянию на 5 июля 2019 г.]. [5] TH Van Steenkiste, «Способ получения покрытия с использованием кинетического процесса распыления с крупными частицами и соплами для него», U.С. Патент 6623796B1. 5 апреля 2002 г. [6] FST Technologies, «Системы распыления холодного газа», [Онлайн]. [Доступ: 6 августа 2019 г.]. [7] Н.Б.С. Магагула, Н. Сакс, И. Ботеф. «Истирание шламом холодного напыления покрытий WC-4 мас.% Ni в синтетической шахтной воде», Журнал Южно-Африканского института горного дела и металлургии, 116 (4), стр. 333-337, 2019 г. [Доступ: 6 августа 2019 г.]. [8] С. Инь, П. Кавальер, Б. Олдвелл, Р. Дженкинс, «Производство и ремонт с применением холодного напыления: основы и применение», Journal of Additive Manufacturing Springer, vol.21, стр. 628–650, 2018 [Проверено: 9 июля 2019 г.]. [9] J. Villafuerte, Modern Cold Spray: Materials, Process, and Applications, Springer, 2015. [10] Эрозионные характеристики армированных частицами композиционных покрытий с металлической матрицей, полученных совместным осаждением холодным газодинамическим напылением — Научный рисунок на ResearchGate. [по состоянию на 23 марта 2020 г.]
*Эта статья является работой приглашенного автора, указанного выше. Приглашенный автор несет полную ответственность за точность и законность своего содержания.Содержание статьи и выраженные в ней взгляды принадлежат исключительно этому автору и не отражают точку зрения Matmatch или каких-либо нынешних или прошлых работодателей, академических учреждений, профессиональных обществ или организаций, с которыми автор в настоящее время или ранее был связан.
Защитные покрытия для холодного распыления | Защита от холодного распыления
Услуги холодного распыления под высоким давлением
Ремонт шестерни из магниевого сплава
Hannecard — Покрытия для холодного распыления под высоким давлением ASB могут значительно повысить производительность вашего оборудования и продлить срок его службы.Наши услуги по нанесению холодного распыления «под ключ» адаптированы к спецификациям вашего проекта, чтобы предоставить вам наилучшее решение для вашего применения и требований к производительности. Свяжитесь с нами, чтобы обсудить покрытия для холодного напыления для вашего проекта, или позвоните нам сегодня по телефону 330-551-5217.
Важные характеристики холодного напыления
Технология покрытия
Мы используем современную технологию холодного распыления для получения покрытий с исключительной однородностью и повторяемостью. Предлагаемые нами технологии холодного распыления под высоким давлением обладают явными преимуществами:
Незначительное окисление или отсутствие окисления при наращивании материала
Плотное покрытие
Процесс может обеспечить относительно высокую эффективность депозита
Новаторские технологии в аэрокосмической, медицинской и электронной промышленности открыли преимущества использования холодного распыления для покрытий и аддитивного производства.
Как работают покрытия холодного напыления
При использовании холодного распыления под высоким давлением материалы покрытия не плавятся под действием источника тепловой энергии. Вместо этого энергия газа высокого давления позволяет впрыскиваемому порошковому материалу достигать критической скорости. В процессе нанесения холодного напыления используется сверхзвуковая струя азота и/или гелия, которая направляет твердые частицы порошка на заготовку со скоростью до 3 Маха (900 м/с) для создания как наплавляемого, так и поверхностного слоев. В результате частицы образуют прочную и плотную связь с подложкой.
Покрытия для холодного напыления от Hannecard — ASB
Hannecard — ASB занимается исследованием и разработкой технологии и оборудования для холодного напыления с 1996 года. Поскольку мы находимся в авангарде разработки этой технологии, клиенты из различных отраслей достигли нового уровня совершенства с помощью покрытий для холодного напыления. Многочисленные производители и OEM-производители в аэрокосмической, медицинской и электронной отраслях уже осознали преимущества; если мы сможем удовлетворить строгие требования этих требовательных рынков, мы сможем предоставить эффективное решение для холодного напыления для любого применения!
Откройте для себя кромку с покрытием для холодного напыления под высоким давлением
Откройте для себя бесчисленное множество способов применения покрытий холодным напылением. Отправьте проект или позвоните нам сегодня по телефону 330-551-5077 и сообщите о своих требованиях к проекту.
Холодное напыление – это метод осаждения частиц порошка в твердом состоянии путем их ускорения по направлению к поверхности в сверхзвуковом потоке газа. Холодное напыление можно использовать для покрытия различных материалов (металлов, стекла, керамики, полимеров), для ремонта изношенных или поврежденных металлических компонентов, а также для послойного создания крупных компонентов.
Адаптация холодного распыления для промышленности
Холодное напыление — это метод осаждения частиц порошка в твердом состоянии путем их ускорения по направлению к поверхности в сверхзвуковом потоке газа.Холодное напыление можно использовать для покрытия различных материалов (металлы, стекло, керамика, полимеры), для ремонта изношенных или поврежденных металлических компонентов, а также для послойного создания крупных компонентов, т. е. аддитивного производства. Поскольку плавление не используется, холодное распыление может наносить материалы, чувствительные к кислороду, без необходимости использования вакуумной камеры. Задача состоит в том, чтобы адаптировать этот сложный производственный метод для решения реальных проблем.
Роботизированная рука с насадкой-распылителем
Наши установки для холодного распыления
У нас есть опытная команда исследователей холодного распыления, которые имеют опыт тесного сотрудничества с малыми и крупными организациями.Примеры различных отраслей промышленности и областей применения, в которых мы используем холодное распыление, включают:
Производство крупных компонентов произвольной формы
Производство бесшовных титановых труб
Замена гальванического покрытия печатных валиков
Защита от окисления при высоких температурах
Покрытия с низким коэффициентом трения
Ремонт изношенных деталей двигателя
Тонкие проводящие покрытия на электронной керамике
Средства для предотвращения биологического обрастания неокрашиваемых полимеров
Каждый материал и область применения уникальны и требуют тщательного понимания взаимосвязи между условиями процесса, ускорением частиц и осаждением. Команда разработала сложные модели сверхзвукового потока газа через сопло холодного распыления. Мы опубликовали подробные исследования механизмов связывания частиц, характеристику микроструктуры холодного напыления и оценку свойств.
Зеленый лазерный инжектор холодного распыления
В нашем цехе холодного напыления есть две специализированные распылительные камеры, в каждой из которых находится полномасштабная промышленная система – CGT Kinetiks 4000 и Plasma Giken PCS 1000. Скорость напыления составляет от килограммов до десятков килограммов в час.Обе системы контролируются роботами ABB, которые могут выполнять сложные маневры для изготовления изделий произвольной формы.
Тематическое исследование
Примеры использования титанового печатного валика
Термальный спрей Vs. Технологии холодного распыления
Мы собираемся перечислить несколько отраслей, и пусть вы угадаете, что у них общего. Вот они:
Угадаете? Все они используют компоненты, которые чрезвычайно дороги. Эти дорогостоящие компоненты обходятся компаниям еще дороже из-за простоев, когда они требуют замены или ремонта.
Что такое термораспыление?
Традиционно в этих отраслях на помощь приходят процессы термического напыления. Этот метод может включать дуговое напыление и пламенное напыление. С начала 1900-х годов эти методы были созданы для улучшения и ремонта оригинального оборудования.
Другой метод ремонта оборудования – плазменное напыление – появился в 1970-х годах, примерно на 50 лет позже газопламенного и дугового напыления.
В процессе термического напыления поверхность напыляется материалами в виде полурасплавленных или расплавленных капель.С помощью химических или электрических средств используемые материалы нагреваются. Обычно используются полимеры, керамика и металлы.
Соединение методом термического напыления является механическим, а не сплавленным или металлургическим по своей природе. Наиболее критично состояние поверхности подложки. Перед распылением его необходимо очистить и придать шероховатость.
Типы термического напыления
Ниже приведены типы термического напыления:
Что такое холодное напыление?
Значительно более поздняя разработка, процессы распыления угля приобрели популярность.В авангарде этой развивающейся технологии постоянно находится новое и более совершенное портативное оборудование для холодного распыления под высоким давлением.
В процессе нанесения покрытия, называемом холодным напылением, используется порошкообразный материал. На сверхзвуковых скоростях материал ускоряется и осаждается на поверхность другого или аналогичного материала. Используя газ-носитель с электронным нагревом и высоким давлением, эти порошки достигают высокой скорости. Газ может быть гелием, азотом или чем-то подобным.
Чтобы достичь этих сверхзвуковых скоростей, порох и газ проходят через сопло.Сопло преобразует тепловую энергию потока в кинетическую энергию благодаря своей форме песочных часов (внутренне асимметричной).
Поскольку на поверхность материала воздействуют высокоскоростные частицы, поверхность мишени и частицы образуют прочную связь.
Типы холодного распыления
Холодное распыление можно разделить на два типа:
LPCS (холодное распыление низкого давления)
HPCS (холодное распыление высокого давления)
Но между термическим распылением и холодным распылением, что лучше применить к вашему следующему проекту? Давайте посмотрим, почему каждый из этих методов используется, чтобы помочь вам определить, какой из них лучше всего подходит для ваших целей.
Почему используется термораспыление?
Преимущество термического напыления заключается в возможности нанесения покрытий с высокой скоростью осаждения. Вместо хромирования, анодирования, наплавки, процессов термообработки, азотирования и в качестве альтернативы никелю можно использовать термическое напыление.
Вместо замены дорогостоящей детали для ее ремонта иногда можно использовать термическое напыление. Чувствительность компонента и тип используемых материалов помогут определить, применимо это или нет.
С некоторыми ограничениями срок службы компонента может быть увеличен благодаря свойствам износостойкого покрытия термического напыления. Однако при более высоких температурах предпочтительнее использовать холодное распыление.
Почему используется холодное распыление
Этот тип технологии называется «зеленым». Это потому, что нет токсичных паров, и в процессе нет плавления или химического нагрева. Более того, компании могут перерабатывать отходы. Кроме того, выбросы CO2 сокращаются, когда вы экономите энергию за счет ремонта деталей вместо их замены новыми.
Дополнительные благоприятные характеристики включают устранение зоны термического влияния, минимальную маскировку площади подложки и отсутствие улавливания продуктов сгорания, разложения сплава или окисления.
И последнее, но не менее важное, это экономичность холодного распыления.


.jpg)


 Представлены результаты оригиналь-
Представлены результаты оригиналь-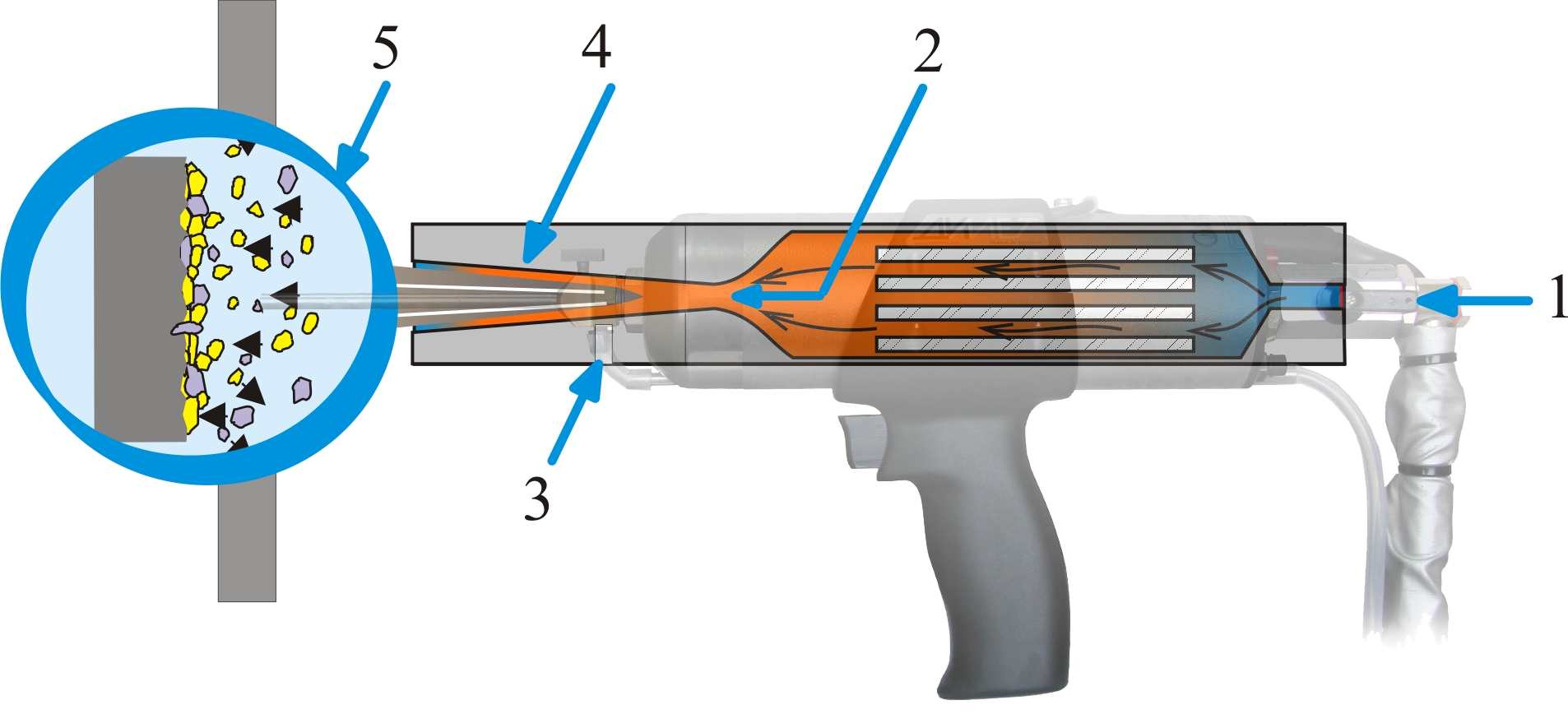
 лаб. 6, профессор РАН, д.ф.-м.н. Института теоретической и прикладной механики им. С.А. Христиановича СО РАН,
лаб. 6, профессор РАН, д.ф.-м.н. Института теоретической и прикладной механики им. С.А. Христиановича СО РАН, При этом пористость предварительно наносимого слоя алюминия составляет 5-10%. Столь высокая пористость предварительного слоя значительно снижает коррозионную стойкость сформированного на нем микродуговым оксидированием (МДО) покрытия.
При этом пористость предварительно наносимого слоя алюминия составляет 5-10%. Столь высокая пористость предварительного слоя значительно снижает коррозионную стойкость сформированного на нем микродуговым оксидированием (МДО) покрытия.


 На рисунке 1 показана схема упаковки частиц алюминия в поперечном сечении после холодного газодинамического напыления механической смеси порошков с армированием наноразмерным корундом и без армирования.
На рисунке 1 показана схема упаковки частиц алюминия в поперечном сечении после холодного газодинамического напыления механической смеси порошков с армированием наноразмерным корундом и без армирования.
 Толщина покрытия составила 120 мкм. Образованный подслой подвергался микродуговому оксидированию в электролите на основе борной кислоты, содержащем: 20-30 г/л борной кислоты, 3-7 г/л гидроксида калия, в течение 90 минут. Толщина оксидного слоя составила 60 мкм.
Толщина покрытия составила 120 мкм. Образованный подслой подвергался микродуговому оксидированию в электролите на основе борной кислоты, содержащем: 20-30 г/л борной кислоты, 3-7 г/л гидроксида калия, в течение 90 минут. Толщина оксидного слоя составила 60 мкм. Смешиваясь с газом они подаются на изделие со скоростью 500-1000 м/с.
Смешиваясь с газом они подаются на изделие со скоростью 500-1000 м/с. Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В.
Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В. К примеру, в небольших мастерских можно ремонтировать детали из легких сплавов (части автомобильной конструкции, допустим), прежде всего, алюминиевых и алюминиевомагниевых. Причем, легко устраняются дефекты, возникшие как в процессе производства, так и в процессе эксплуатации. А отсутствие сильного нагрева и низкая энергетика метода позволяют чинить даже тонкостенные изделия.
К примеру, в небольших мастерских можно ремонтировать детали из легких сплавов (части автомобильной конструкции, допустим), прежде всего, алюминиевых и алюминиевомагниевых. Причем, легко устраняются дефекты, возникшие как в процессе производства, так и в процессе эксплуатации. А отсутствие сильного нагрева и низкая энергетика метода позволяют чинить даже тонкостенные изделия. Именно поэтому данный метод активно используется в оборонно-промышленном комплексе, железнодорожной и авиационной промышленности, сельском хозяйстве, газоперекачке и пр.
Именно поэтому данный метод активно используется в оборонно-промышленном комплексе, железнодорожной и авиационной промышленности, сельском хозяйстве, газоперекачке и пр. К слову, различные модификации оборудования ДИМЕТ® обеспечивают качественную обработку внутренней поверхности труб диаметром от 100 мм и длиной до 12 м.
К слову, различные модификации оборудования ДИМЕТ® обеспечивают качественную обработку внутренней поверхности труб диаметром от 100 мм и длиной до 12 м.



 Однако уже накоплен опыт применения технологии ДИМЕТ® как на многих крупных предприятиях так и на предприятиях малого бизнеса.
Однако уже накоплен опыт применения технологии ДИМЕТ® как на многих крупных предприятиях так и на предприятиях малого бизнеса.
 Это обеспечивает тесный конформный контакт между открытыми металлическими поверхностями под высоким локальным давлением, что позволяет происходить склеиванию и быстрому наращиванию толстых слоев осажденного материала.Эффективность осаждения очень высока, в некоторых случаях превышает 90%.
Это обеспечивает тесный конформный контакт между открытыми металлическими поверхностями под высоким локальным давлением, что позволяет происходить склеиванию и быстрому наращиванию толстых слоев осажденного материала.Эффективность осаждения очень высока, в некоторых случаях превышает 90%.
 Пистолеты для холодного распыления могут работать с предварительным подогревом газа или без него, а также с различными распылительными форсунками. Это позволяет конфигурировать системы в зависимости от требований.
Пистолеты для холодного распыления могут работать с предварительным подогревом газа или без него, а также с различными распылительными форсунками. Это позволяет конфигурировать системы в зависимости от требований. Осаждение CS-покрытий включает баллистическое столкновение частиц, обычно размером от 1 до 100 мкм, которые ускоряются высокоскоростным потоком газа на поверхности подложки. При ударе о подложку частицы претерпевают сильную пластическую деформацию, в результате чего образуются сплющенные брызги, что также сопровождается наклепом подложки.Поскольку температура расширенного газового потока, выходящего из распылительного сопла, относительно ниже, чем в обычных процессах термического напыления, этот процесс называется «холодным напылением». Следовательно, он особенно подходит для покрытий и материалов подложки, которые чувствительны к теплу или окислению и которые могут трансформироваться или вступать в реакцию в условиях обычного процесса термического напыления (Champagne, 2007). Характеристики покрытий CS в значительной степени зависят от прочности связи между покрытием и подложкой, а также от остаточного напряжения, пористости и плотности покрытия.Для достижения лучшей прочности связи важно, чтобы средняя скорость, при которой частицы ускоряются, превышала минимальную критическую скорость, чтобы частицы имели достаточную кинетическую энергию, чтобы произвести обширную пластическую деформацию подложки и способствовать блокировке распыляемых брызг.
Осаждение CS-покрытий включает баллистическое столкновение частиц, обычно размером от 1 до 100 мкм, которые ускоряются высокоскоростным потоком газа на поверхности подложки. При ударе о подложку частицы претерпевают сильную пластическую деформацию, в результате чего образуются сплющенные брызги, что также сопровождается наклепом подложки.Поскольку температура расширенного газового потока, выходящего из распылительного сопла, относительно ниже, чем в обычных процессах термического напыления, этот процесс называется «холодным напылением». Следовательно, он особенно подходит для покрытий и материалов подложки, которые чувствительны к теплу или окислению и которые могут трансформироваться или вступать в реакцию в условиях обычного процесса термического напыления (Champagne, 2007). Характеристики покрытий CS в значительной степени зависят от прочности связи между покрытием и подложкой, а также от остаточного напряжения, пористости и плотности покрытия.Для достижения лучшей прочности связи важно, чтобы средняя скорость, при которой частицы ускоряются, превышала минимальную критическую скорость, чтобы частицы имели достаточную кинетическую энергию, чтобы произвести обширную пластическую деформацию подложки и способствовать блокировке распыляемых брызг. Шампанское, 2007). Поскольку частицы напыляются при относительно более низких температурах, размерные изменения, обусловленные температурой, незначительны, и, следовательно, получаемые покрытия обычно находятся в состоянии остаточного напряжения сжатия, что полезно для предотвращения расслоения покрытия.Пористость покрытий CS, как правило, невелика, порядка 1–5 %, и большинство из них идентифицируется на верхней поверхности. Следующие факторы, по отдельности или в совокупности, считаются ответственными за возникновение пористости в покрытиях CS: (1) отскок частиц со скоростью ниже критической скорости; (2) крупные частицы, которые не подвергаются достаточной пластической деформации при ударе, создавая пористость на границах между частицами; (3) отсутствие значительного упрочняющего действия на уже нанесенные частицы, особенно на верхнюю часть покрытия; и (4) внезапная несовместимость с точки зрения локального нагрева, напряжений и пластической деформации (Балани, Лаха, Агарвал, Картикеян и Манро, 2005; Бу, Яндоузи, Лу и Джодоин, 2011).
Шампанское, 2007). Поскольку частицы напыляются при относительно более низких температурах, размерные изменения, обусловленные температурой, незначительны, и, следовательно, получаемые покрытия обычно находятся в состоянии остаточного напряжения сжатия, что полезно для предотвращения расслоения покрытия.Пористость покрытий CS, как правило, невелика, порядка 1–5 %, и большинство из них идентифицируется на верхней поверхности. Следующие факторы, по отдельности или в совокупности, считаются ответственными за возникновение пористости в покрытиях CS: (1) отскок частиц со скоростью ниже критической скорости; (2) крупные частицы, которые не подвергаются достаточной пластической деформации при ударе, создавая пористость на границах между частицами; (3) отсутствие значительного упрочняющего действия на уже нанесенные частицы, особенно на верхнюю часть покрытия; и (4) внезапная несовместимость с точки зрения локального нагрева, напряжений и пластической деформации (Балани, Лаха, Агарвал, Картикеян и Манро, 2005; Бу, Яндоузи, Лу и Джодоин, 2011).
 По их словам, эта модификация помогла сохранить характеристики ГА, которые в противном случае претерпели бы фазовый переход при высокой температуре. Кроме того, сочетание более высокой скорости удара частиц ГА и предварительного нагрева сплава АЗ51 Mg позволило улучшить сцепление частиц ГА со сплавом Mg и сформировать однородное покрытие. Средняя толщина и модуль полученного покрытия из ГА составляли 25 мкм и 9 ГПа соответственно. Погружение в SBF на срок до 14 дней показало, что сплав AZ51 Mg с ГА-покрытием является биоактивным и способствует образованию апатита.
По их словам, эта модификация помогла сохранить характеристики ГА, которые в противном случае претерпели бы фазовый переход при высокой температуре. Кроме того, сочетание более высокой скорости удара частиц ГА и предварительного нагрева сплава АЗ51 Mg позволило улучшить сцепление частиц ГА со сплавом Mg и сформировать однородное покрытие. Средняя толщина и модуль полученного покрытия из ГА составляли 25 мкм и 9 ГПа соответственно. Погружение в SBF на срок до 14 дней показало, что сплав AZ51 Mg с ГА-покрытием является биоактивным и способствует образованию апатита. Пористость покрытия CS вызывает озабоченность (рис. 2.16). К счастью, ни одна из этих пор не является непрерывной от самой внешней поверхности покрытия до подложки, что позволяет предположить, что покрытие непроницаемо для растворов (Tao et al., 2010), что является важной особенностью при рассмотрении их для магния и его сплавов. в разработке деградируемых имплантатов. Принятие после распыления термообработки при температурах, близких к температуре плавления подложки, в течение более длительного времени обработки даст преимущества увеличения прочности связи и ослабления остаточного напряжения при сжатии (Spencer et al., 2009; Spencer & Zhang, 2009), которые повышают адгезию покрытия и предотвращают его отслоение. Эта методология имеет много положительных качеств для модификации поверхности Mg и его сплавов с целью разработки разлагаемых имплантатов. Будучи процессом прямой видимости, сложность покрытия сложных форм и внутренних поверхностей имплантатов является основным ограничением процесса CS (Champagne, 2007).
Пористость покрытия CS вызывает озабоченность (рис. 2.16). К счастью, ни одна из этих пор не является непрерывной от самой внешней поверхности покрытия до подложки, что позволяет предположить, что покрытие непроницаемо для растворов (Tao et al., 2010), что является важной особенностью при рассмотрении их для магния и его сплавов. в разработке деградируемых имплантатов. Принятие после распыления термообработки при температурах, близких к температуре плавления подложки, в течение более длительного времени обработки даст преимущества увеличения прочности связи и ослабления остаточного напряжения при сжатии (Spencer et al., 2009; Spencer & Zhang, 2009), которые повышают адгезию покрытия и предотвращают его отслоение. Эта методология имеет много положительных качеств для модификации поверхности Mg и его сплавов с целью разработки разлагаемых имплантатов. Будучи процессом прямой видимости, сложность покрытия сложных форм и внутренних поверхностей имплантатов является основным ограничением процесса CS (Champagne, 2007).
 Покрытия с наноструктурой обладают потенциалом для значительного улучшения физических и механических свойств по сравнению с обычными ненаноструктурными покрытиями.Холодное напыление также продемонстрировало большие возможности для производства покрытий с наноструктурой. Целью данной статьи является предоставление всестороннего обзора металлических покрытий с наноструктурой методом холодного напыления. Сначала приводится краткое введение в технологию холодного распыления. Затем рассматривается явление нанокристаллизации в обычных металлических покрытиях холодного напыления. После этого основное внимание уделяется микроструктуре и свойствам нанокристаллических металлических покрытий холодного напыления и композитных покрытий с металлической матрицей (MMC), армированных наноматериалом холодного напыления.В заключение подведены итоги и сделаны выводы о будущих перспективах применения технологии холодного напыления для получения металлических покрытий с наноструктурой.
Покрытия с наноструктурой обладают потенциалом для значительного улучшения физических и механических свойств по сравнению с обычными ненаноструктурными покрытиями.Холодное напыление также продемонстрировало большие возможности для производства покрытий с наноструктурой. Целью данной статьи является предоставление всестороннего обзора металлических покрытий с наноструктурой методом холодного напыления. Сначала приводится краткое введение в технологию холодного распыления. Затем рассматривается явление нанокристаллизации в обычных металлических покрытиях холодного напыления. После этого основное внимание уделяется микроструктуре и свойствам нанокристаллических металлических покрытий холодного напыления и композитных покрытий с металлической матрицей (MMC), армированных наноматериалом холодного напыления.В заключение подведены итоги и сделаны выводы о будущих перспективах применения технологии холодного напыления для получения металлических покрытий с наноструктурой. В этом процессе порошки ускоряются сверхзвуковым движущим газом, проходящим через сужающееся-расширяющееся сопло и ударяющимся о подложку с очень высокой скоростью, как показано на рисунке 1. Интенсивная пластическая деформация, вызванная высокоскоростным ударом, происходит в холодном частица, подложка (или уже нанесенное покрытие) или и то, и другое, что позволяет сформировать низкоокисленное покрытие холодного напыления.Металлы, композиты с металлической матрицей (MMC) и даже чистая керамика способны осаждаться на одинаковые или разные подложки с помощью холодного распыления [2–4]. В отличие от обычного термического напыления сырье, используемое для холодного напыления, остается в твердом состоянии в процессе напыления без какого-либо плавления из-за относительно низкой температуры движущего газа. Таким образом, в холоднонапыленном покрытии можно в значительной степени избежать неизбежных дефектов, возникающих в термонапыленном покрытии, таких как окисление, термические остаточные напряжения и фазовые превращения [5].
В этом процессе порошки ускоряются сверхзвуковым движущим газом, проходящим через сужающееся-расширяющееся сопло и ударяющимся о подложку с очень высокой скоростью, как показано на рисунке 1. Интенсивная пластическая деформация, вызванная высокоскоростным ударом, происходит в холодном частица, подложка (или уже нанесенное покрытие) или и то, и другое, что позволяет сформировать низкоокисленное покрытие холодного напыления.Металлы, композиты с металлической матрицей (MMC) и даже чистая керамика способны осаждаться на одинаковые или разные подложки с помощью холодного распыления [2–4]. В отличие от обычного термического напыления сырье, используемое для холодного напыления, остается в твердом состоянии в процессе напыления без какого-либо плавления из-за относительно низкой температуры движущего газа. Таким образом, в холоднонапыленном покрытии можно в значительной степени избежать неизбежных дефектов, возникающих в термонапыленном покрытии, таких как окисление, термические остаточные напряжения и фазовые превращения [5]. Кроме того, для большинства металлов и ММК рост покрытия практически неограничен, что позволяет использовать холодное напыление в качестве аддитивного метода изготовления объемных материалов [6, 7].
Кроме того, для большинства металлов и ММК рост покрытия практически неограничен, что позволяет использовать холодное напыление в качестве аддитивного метода изготовления объемных материалов [6, 7]. Наночастицы из-за их небольшого веса трудно нанести на подложку с помощью холодного распыления. Они легко подхватываются движущим газом и вследствие этого страдают от резкого торможения при прохождении через сжатый головной скачок уплотнения перед подложкой [13].Следовательно, скорость удара наночастиц очень мала, так что покрытие трудно сформировать на подложке.
Наночастицы из-за их небольшого веса трудно нанести на подложку с помощью холодного распыления. Они легко подхватываются движущим газом и вследствие этого страдают от резкого торможения при прохождении через сжатый головной скачок уплотнения перед подложкой [13].Следовательно, скорость удара наночастиц очень мала, так что покрытие трудно сформировать на подложке. Во-вторых, исходным сырьем для холодного напыления могут быть нанокристаллические порошки [14, 22–31]; при этом покрытие сохраняет наноструктуру исходных порошков. В-третьих, использование наноматериалов для армирования ММС-покрытий также может придать покрытию наноструктуру [32–50]. К настоящему времени проведено большое количество исследований по изучению покрытий холодного напыления с наноструктурой. Однако до сих пор отсутствует систематический обзор этих исследований. Таким образом, эта статья призвана предоставить обзор металлических покрытий с наноструктурой, полученных методом холодного напыления, уделяя особое внимание микроструктуре и свойствам покрытия.В первую очередь рассматривается явление нанокристаллизации в металлических покрытиях холодного напыления. После этого обсуждаются микроструктура и свойства нанокристаллических металлических покрытий холодного напыления. Затем внимание переключается на обзор покрытий MMC, армированных наноматериалами холодного напыления. По размерам армирования покрытия MMC классифицировались как 1D-армированные материалом, 2D-армированные материалом и 3D-армированные MMC-покрытия.
Во-вторых, исходным сырьем для холодного напыления могут быть нанокристаллические порошки [14, 22–31]; при этом покрытие сохраняет наноструктуру исходных порошков. В-третьих, использование наноматериалов для армирования ММС-покрытий также может придать покрытию наноструктуру [32–50]. К настоящему времени проведено большое количество исследований по изучению покрытий холодного напыления с наноструктурой. Однако до сих пор отсутствует систематический обзор этих исследований. Таким образом, эта статья призвана предоставить обзор металлических покрытий с наноструктурой, полученных методом холодного напыления, уделяя особое внимание микроструктуре и свойствам покрытия.В первую очередь рассматривается явление нанокристаллизации в металлических покрытиях холодного напыления. После этого обсуждаются микроструктура и свойства нанокристаллических металлических покрытий холодного напыления. Затем внимание переключается на обзор покрытий MMC, армированных наноматериалами холодного напыления. По размерам армирования покрытия MMC классифицировались как 1D-армированные материалом, 2D-армированные материалом и 3D-армированные MMC-покрытия. Заключительная часть этой статьи представляет собой краткое изложение и дальнейшие перспективы технологии холодного напыления при изготовлении металлических покрытий с наноструктурой.
Заключительная часть этой статьи представляет собой краткое изложение и дальнейшие перспективы технологии холодного напыления при изготовлении металлических покрытий с наноструктурой. В зависимости от уровня деформации и размера зерна частицу можно разделить на три области. Зерна в областях «А и В» имели большой размер, поскольку верхняя и внутренняя части частицы не подвергались слишком большой пластической деформации.В областях «C и D» материал подвергся обширной пластической деформации с высокой скоростью деформации; зерна были сильно деформированы и вытянуты в субзерна. В частности, в периферийной области «Е», где имела место локальная нестабильность адиабатического сдвига, зерна были значительно измельчены до ультрамелких зерен. На рис. 3 показано изображение EBSD поперечного сечения частицы Al 6061 в холодном напыленном покрытии, обеспечивающее более четкое представление о различных областях [18]. Обратите внимание, что поперечное сечение было перпендикулярно направлению удара частицы.Как видно, в центре частицы размер зерна был значительно больше по сравнению с окружающей областью. По соседству с центральной зоной отчетливо видны вытянутые субзерна. В дальней окружающей области можно заметить ультрамелкие зерна, отмеченные черным пунктирным кружком.
В зависимости от уровня деформации и размера зерна частицу можно разделить на три области. Зерна в областях «А и В» имели большой размер, поскольку верхняя и внутренняя части частицы не подвергались слишком большой пластической деформации.В областях «C и D» материал подвергся обширной пластической деформации с высокой скоростью деформации; зерна были сильно деформированы и вытянуты в субзерна. В частности, в периферийной области «Е», где имела место локальная нестабильность адиабатического сдвига, зерна были значительно измельчены до ультрамелких зерен. На рис. 3 показано изображение EBSD поперечного сечения частицы Al 6061 в холодном напыленном покрытии, обеспечивающее более четкое представление о различных областях [18]. Обратите внимание, что поперечное сечение было перпендикулярно направлению удара частицы.Как видно, в центре частицы размер зерна был значительно больше по сравнению с окружающей областью. По соседству с центральной зоной отчетливо видны вытянутые субзерна. В дальней окружающей области можно заметить ультрамелкие зерна, отмеченные черным пунктирным кружком. Эта микроструктура очень похожа на структуру зерен частиц меди, как показано на рисунке 2, что демонстрирует универсальность нанокристаллизации металлических частиц холодного напыления после осаждения.
Эта микроструктура очень похожа на структуру зерен частиц меди, как показано на рисунке 2, что демонстрирует универсальность нанокристаллизации металлических частиц холодного напыления после осаждения. После образования субзерен в областях экстремальной деформации возникает адиабатическая сдвиговая нестабильность, что приводит к быстрому повышению температуры до значения, превышающего температуру рекристаллизации. Затем пластическая деформация и нагрев совместно вызывают динамическую рекристаллизацию в этих областях [15, 17, 18, 53, 54].В основном динамическая рекристаллизация контролируется двумя механизмами: ротационным и миграционным [16, 19, 20]. Было обнаружено, что для частиц холодного напыления вращение является доминирующим механизмом возникновения динамической рекристаллизации [20, 55]. При вращательной динамической рекристаллизации вытянутые субзерна далее разделяются на равноосные субзерна из-за повышенной плотности дислокаций (рис. 4(г)). Эти равноосные субзерна вращаются под действием дополнительных сил сдвига, образуя ультрамелкие зерна (рис. 4(д)) [16, 20].Из-за увеличения количества дислокаций и границ зерен нанотвердость и прочность на этих измельченных участках выше, чем на других участках [14, 21].
После образования субзерен в областях экстремальной деформации возникает адиабатическая сдвиговая нестабильность, что приводит к быстрому повышению температуры до значения, превышающего температуру рекристаллизации. Затем пластическая деформация и нагрев совместно вызывают динамическую рекристаллизацию в этих областях [15, 17, 18, 53, 54].В основном динамическая рекристаллизация контролируется двумя механизмами: ротационным и миграционным [16, 19, 20]. Было обнаружено, что для частиц холодного напыления вращение является доминирующим механизмом возникновения динамической рекристаллизации [20, 55]. При вращательной динамической рекристаллизации вытянутые субзерна далее разделяются на равноосные субзерна из-за повышенной плотности дислокаций (рис. 4(г)). Эти равноосные субзерна вращаются под действием дополнительных сил сдвига, образуя ультрамелкие зерна (рис. 4(д)) [16, 20].Из-за увеличения количества дислокаций и границ зерен нанотвердость и прочность на этих измельченных участках выше, чем на других участках [14, 21]..jpg)

 4
4 более твердое, но более пористое по сравнению с обычным покрытием [23, 29, 30]. По той же причине эффект наклепа в нанокристаллических покрытиях был не таким выраженным, как в обычных покрытиях [23, 25].На рис. 7 показано сравнение микроструктуры поперечного сечения обычных и нанокристаллических алюминиевых покрытий, полученных при одинаковых рабочих параметрах [23]. Видно, что нанокристаллическое покрытие имеет более высокую пористость, чем обычное покрытие, из-за отсутствия достаточной пластической деформации. Однако твердость покрытия показала противоположную тенденцию; нанокристаллическое покрытие имело твердость 4,41 ГПа, что выше твердости обычного покрытия (3,75 ГПа).
более твердое, но более пористое по сравнению с обычным покрытием [23, 29, 30]. По той же причине эффект наклепа в нанокристаллических покрытиях был не таким выраженным, как в обычных покрытиях [23, 25].На рис. 7 показано сравнение микроструктуры поперечного сечения обычных и нанокристаллических алюминиевых покрытий, полученных при одинаковых рабочих параметрах [23]. Видно, что нанокристаллическое покрытие имеет более высокую пористость, чем обычное покрытие, из-за отсутствия достаточной пластической деформации. Однако твердость покрытия показала противоположную тенденцию; нанокристаллическое покрытие имело твердость 4,41 ГПа, что выше твердости обычного покрытия (3,75 ГПа). Принимая во внимание уникальные преимущества твердых нанокристаллических покрытий, в будущей работе рекомендуется проводить дополнительные испытания механических свойств, таких как напряжение покрытия при растяжении и удлинение.
Принимая во внимание уникальные преимущества твердых нанокристаллических покрытий, в будущей работе рекомендуется проводить дополнительные испытания механических свойств, таких как напряжение покрытия при растяжении и удлинение. В настоящее время ММК, армированные УНТ, производятся в основном методами порошковой металлургии [59, 60] и технологиями газотермического напыления [61, 62]. Эти процессы обычно требуют высокой температуры для плавления связующей фазы, что приводит к повреждению и фазовому превращению УНТ во время изготовления [63, 64]. Холодное напыление из-за его низкой рабочей температуры в последние годы применялось для производства покрытий MMC, армированных УНТ.
В настоящее время ММК, армированные УНТ, производятся в основном методами порошковой металлургии [59, 60] и технологиями газотермического напыления [61, 62]. Эти процессы обычно требуют высокой температуры для плавления связующей фазы, что приводит к повреждению и фазовому превращению УНТ во время изготовления [63, 64]. Холодное напыление из-за его низкой рабочей температуры в последние годы применялось для производства покрытий MMC, армированных УНТ. В качестве примера на рис. 9 показана ПЭМ-изображение ММС УНТ-Cu с холодным напылением, полученной методом холодного напыления при низком давлении [65].Ясно, что УНТ успешно применялись в ММС-покрытиях холодного напыления на основе меди.
В качестве примера на рис. 9 показана ПЭМ-изображение ММС УНТ-Cu с холодным напылением, полученной методом холодного напыления при низком давлении [65].Ясно, что УНТ успешно применялись в ММС-покрытиях холодного напыления на основе меди. Арматура из УНТ повреждалась в процессе фрезерования из-за пластической деформации связующей фазы [65]. Кроме того, высокоскоростной удар, происходящий в процессе нанесения покрытия, также приводил к разрушению УНТ [44, 65]. На рис. 10 показана ПЭМ-изображение поврежденных УНТ в покрытиях холодного напыления УНТ-Cu [44]. Можно заметить две различные характеристики повреждения, которые представляют собой повреждения, вызванные ударом и повреждением, вызванным сдвигом, соответственно. Ударное повреждение проявлялось в виде систематического излома концентрических трубок, прогрессирующего внутрь до разрыва самой внутренней трубки, в то время как сдвиговое повреждение было неравномерным или асимметричным относительно оси трубки [44].В настоящее время предотвращение повреждения УНТ в процессе шарового измельчения по-прежнему является сложной задачей, которая может быть предметом исследований в будущей работе.
Арматура из УНТ повреждалась в процессе фрезерования из-за пластической деформации связующей фазы [65]. Кроме того, высокоскоростной удар, происходящий в процессе нанесения покрытия, также приводил к разрушению УНТ [44, 65]. На рис. 10 показана ПЭМ-изображение поврежденных УНТ в покрытиях холодного напыления УНТ-Cu [44]. Можно заметить две различные характеристики повреждения, которые представляют собой повреждения, вызванные ударом и повреждением, вызванным сдвигом, соответственно. Ударное повреждение проявлялось в виде систематического излома концентрических трубок, прогрессирующего внутрь до разрыва самой внутренней трубки, в то время как сдвиговое повреждение было неравномерным или асимметричным относительно оси трубки [44].В настоящее время предотвращение повреждения УНТ в процессе шарового измельчения по-прежнему является сложной задачей, которая может быть предметом исследований в будущей работе. Распылительная сушка — это процесс, при котором порошки получают из жидкого раствора путем быстрой сушки горячими газами. С помощью этого метода УНТ в основном встраивались в поверхность агломерированных металлических порошков, но их было трудно гомогенно внедрить в отдельный порошок.На рис. 11 представлена схема процесса изготовления покрытия с использованием порошков ММС распылительной сушки. Как видно, следствием использования порошков распылительной сушки является неоднородное распределение УНТ в покрытиях, нанесенных холодным напылением, как показано на рис. 12 [44].
Распылительная сушка — это процесс, при котором порошки получают из жидкого раствора путем быстрой сушки горячими газами. С помощью этого метода УНТ в основном встраивались в поверхность агломерированных металлических порошков, но их было трудно гомогенно внедрить в отдельный порошок.На рис. 11 представлена схема процесса изготовления покрытия с использованием порошков ММС распылительной сушки. Как видно, следствием использования порошков распылительной сушки является неоднородное распределение УНТ в покрытиях, нанесенных холодным напылением, как показано на рис. 12 [44]. В табл. 2 приведены существующие ММС-покрытия, армированные УНТ, полученные методом холодного напыления, и их улучшенные термические свойства [41–44, 65–68]. Существующие работы наглядно демонстрируют перспективность технологии холодного напыления для получения ММС-покрытий, армированных УНТ.
В табл. 2 приведены существующие ММС-покрытия, армированные УНТ, полученные методом холодного напыления, и их улучшенные термические свойства [41–44, 65–68]. Существующие работы наглядно демонстрируют перспективность технологии холодного напыления для получения ММС-покрытий, армированных УНТ. Существующие исследования показали большую способность армированных графеном ММК улучшать свойства материала, например, прочность [70–72], модуль Юнга [72, 76], твердость [72, 76], износостойкость [72–74], электропроводность [75].
Существующие исследования показали большую способность армированных графеном ММК улучшать свойства материала, например, прочность [70–72], модуль Юнга [72, 76], твердость [72, 76], износостойкость [72–74], электропроводность [75]. Химическое покрытие — это метод, при котором металлы наносятся на твердую деталь химическим способом.Деталь, подлежащая покрытию, погружается в восстановитель, в котором ионы металла могут превращаться в металл при катализе определенными материалами с образованием отложений. На рис. 13 показана морфология порошков Cu MMC, армированных графеном, полученных посредством безэлектродного покрытия при различном времени покрытия. Порошки, полученные таким образом, в основном имеют графеновое ядро и наружную медную пленку. Более длительное время покрытия приведет к большему количеству фазы меди на поверхности графена, как видно из рисунка 13.
Химическое покрытие — это метод, при котором металлы наносятся на твердую деталь химическим способом.Деталь, подлежащая покрытию, погружается в восстановитель, в котором ионы металла могут превращаться в металл при катализе определенными материалами с образованием отложений. На рис. 13 показана морфология порошков Cu MMC, армированных графеном, полученных посредством безэлектродного покрытия при различном времени покрытия. Порошки, полученные таким образом, в основном имеют графеновое ядро и наружную медную пленку. Более длительное время покрытия приведет к большему количеству фазы меди на поверхности графена, как видно из рисунка 13.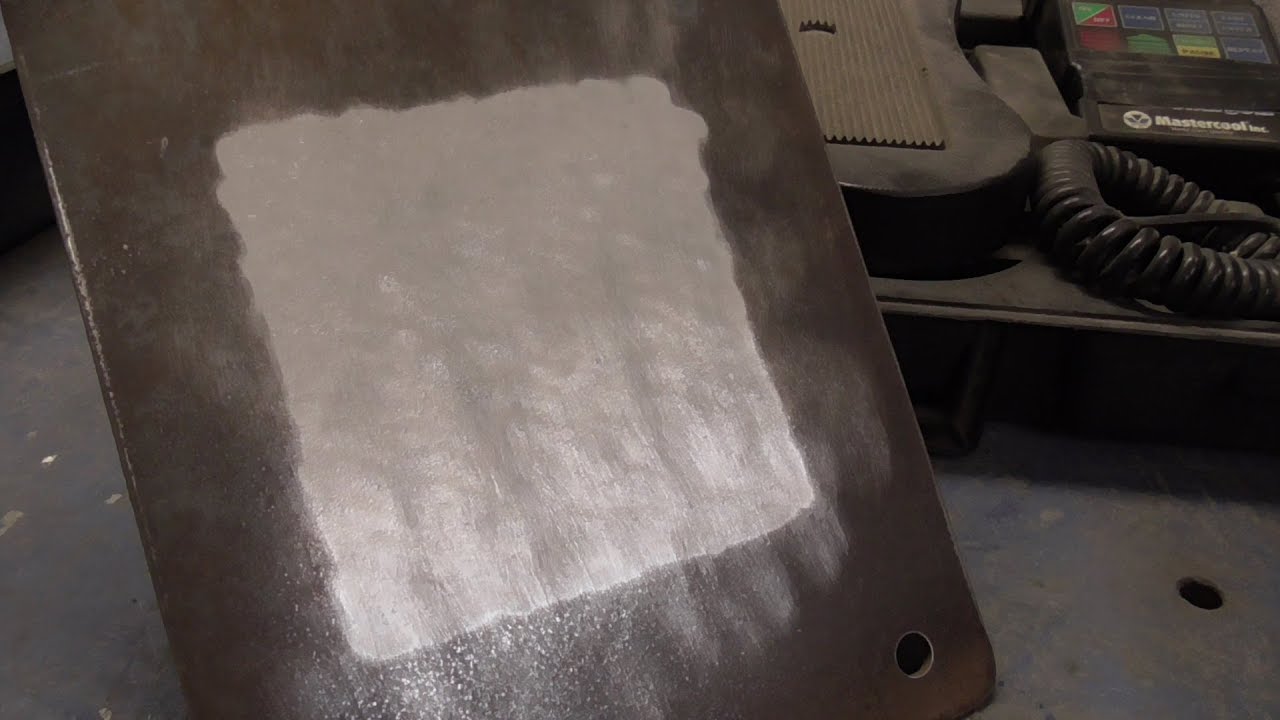 Это может быть связано с низкой долей фазы Cu в порошках ММС, что существенно ограничивает эффективную металлическую связь между частицами [33]. Что касается свойств покрытия, то в настоящее время тестируются только износостойкость и электропроводность. В Инь и др.В работе MMC-покрытия, армированные графеном, продемонстрировали отличные характеристики износостойкости, лучшие, чем покрытия, полученные с помощью искрового плазменного спекания [32]. В работе Dardona et al. покрытие продемонстрировало худшую электропроводность, чем объемная Cu, что, вероятно, связано с малой толщиной Cu на поверхности графенового порошка, плохой связью между частицами и неоднородным распределением графеновых нанолистов в покрытии [33] .
Это может быть связано с низкой долей фазы Cu в порошках ММС, что существенно ограничивает эффективную металлическую связь между частицами [33]. Что касается свойств покрытия, то в настоящее время тестируются только износостойкость и электропроводность. В Инь и др.В работе MMC-покрытия, армированные графеном, продемонстрировали отличные характеристики износостойкости, лучшие, чем покрытия, полученные с помощью искрового плазменного спекания [32]. В работе Dardona et al. покрытие продемонстрировало худшую электропроводность, чем объемная Cu, что, вероятно, связано с малой толщиной Cu на поверхности графенового порошка, плохой связью между частицами и неоднородным распределением графеновых нанолистов в покрытии [33] . Кроме того, особая структура WS 2 позволяет использовать его при высоких температурах, высоком давлении, высоком вакууме, высоких нагрузках, а также в условиях радиационных и агрессивных сред [35, 36]. Более того, поскольку WS 2 обладает отличной адсорбционной способностью на поверхности металла, его можно использовать в качестве армирующего материала в ММС для улучшения смазочных характеристик [77]. ММС WS 2 -Al, изготовленные методом искрового плазменного спекания, продемонстрировали лучшие характеристики износостойкости, чем ММС графен-Al, в испытаниях на износ шарик на диске, что ясно демонстрирует превосходство WS 2 над другими смазочными материалами [36]. .
Кроме того, особая структура WS 2 позволяет использовать его при высоких температурах, высоком давлении, высоком вакууме, высоких нагрузках, а также в условиях радиационных и агрессивных сред [35, 36]. Более того, поскольку WS 2 обладает отличной адсорбционной способностью на поверхности металла, его можно использовать в качестве армирующего материала в ММС для улучшения смазочных характеристик [77]. ММС WS 2 -Al, изготовленные методом искрового плазменного спекания, продемонстрировали лучшие характеристики износостойкости, чем ММС графен-Al, в испытаниях на износ шарик на диске, что ясно демонстрирует превосходство WS 2 над другими смазочными материалами [36]. . Морфология поверхности порошков WS 2 -Al MMC очень похожа на порошки графена-Cu, использованные в исследовании Yin et al. [32]. Покрытия были затем получены с использованием азота под давлением 3.8 МПа и температура 400°С. На рис. 16 показана ПЭМ-изображение поперечного сечения покрытия. Как можно видеть, WS 2 был успешно нанесен с Al на подложку из углеродистой стали и равномерно распределен внутри покрытия, что демонстрирует возможность холодного напыления для получения армированных WS 2 MMC-покрытий. Испытание на износ показало, что покрытие MMC, армированное WS 2 , имеет выдающиеся характеристики износостойкости благодаря наличию двухмерного слоя WS 2 , который способствует сдвигу слоев WS 2 и формированию однородной трибопленки, состоящей из WS . 2 и WO 3 .
Морфология поверхности порошков WS 2 -Al MMC очень похожа на порошки графена-Cu, использованные в исследовании Yin et al. [32]. Покрытия были затем получены с использованием азота под давлением 3.8 МПа и температура 400°С. На рис. 16 показана ПЭМ-изображение поперечного сечения покрытия. Как можно видеть, WS 2 был успешно нанесен с Al на подложку из углеродистой стали и равномерно распределен внутри покрытия, что демонстрирует возможность холодного напыления для получения армированных WS 2 MMC-покрытий. Испытание на износ показало, что покрытие MMC, армированное WS 2 , имеет выдающиеся характеристики износостойкости благодаря наличию двухмерного слоя WS 2 , который способствует сдвигу слоев WS 2 и формированию однородной трибопленки, состоящей из WS . 2 и WO 3 . По геометрии он подобен графену, но имеет совершенно другие химические, термические и электронные свойства. Холодное напыление было успешно использовано для получения покрытий MMC, армированных hBN, в основном покрытий hBN-Ni [37–40]. Химическое осаждение использовали для инкапсулирования порошков hBN и для производства порошков MMC, армированных hBN.В процессе инкапсуляции частицы ММС имеют тенденцию к агломерации и образованию крупных кластеров. Поэтому, для сравнения, после нанесения покрытия химическим путем для деагломерации сгруппированных порошков исходного сырья использовали шаровую мельницу [38]. Использовались как низкоэнергетические, так и высокоэнергетические методы шаровой мельницы: низкая энергия может устранить пустоты внутри кластеров и приводит к более высокой плотности и однородному размеру частиц; высокая энергия приводила к распаду агломератов и разрушению никелевого инкапсулянта. На рис. 17 показана СЭМ-изображение поперечного сечения покрытий ММС hBN-Ni, полученных методом холодного напыления с использованием различных порошков.
По геометрии он подобен графену, но имеет совершенно другие химические, термические и электронные свойства. Холодное напыление было успешно использовано для получения покрытий MMC, армированных hBN, в основном покрытий hBN-Ni [37–40]. Химическое осаждение использовали для инкапсулирования порошков hBN и для производства порошков MMC, армированных hBN.В процессе инкапсуляции частицы ММС имеют тенденцию к агломерации и образованию крупных кластеров. Поэтому, для сравнения, после нанесения покрытия химическим путем для деагломерации сгруппированных порошков исходного сырья использовали шаровую мельницу [38]. Использовались как низкоэнергетические, так и высокоэнергетические методы шаровой мельницы: низкая энергия может устранить пустоты внутри кластеров и приводит к более высокой плотности и однородному размеру частиц; высокая энергия приводила к распаду агломератов и разрушению никелевого инкапсулянта. На рис. 17 показана СЭМ-изображение поперечного сечения покрытий ММС hBN-Ni, полученных методом холодного напыления с использованием различных порошков. Как видно, неизмененные порошки ММС hBN-Ni давали наиболее толстые и плотные покрытия из-за значительной пластической деформации по сравнению с измельченными в шаровой мельнице порошками, испытавшими деформационное упрочнение в процессе приготовления порошка [39]. Трибологическое исследование показало, что покрытия ММС hBN-Ni методом холодного напыления обладают очень многообещающими показателями износостойкости. Они позволяют снизить коэффициент трения почти на 50 % и значительно повысить износостойкость по сравнению с чистым Ni [40].
Как видно, неизмененные порошки ММС hBN-Ni давали наиболее толстые и плотные покрытия из-за значительной пластической деформации по сравнению с измельченными в шаровой мельнице порошками, испытавшими деформационное упрочнение в процессе приготовления порошка [39]. Трибологическое исследование показало, что покрытия ММС hBN-Ni методом холодного напыления обладают очень многообещающими показателями износостойкости. Они позволяют снизить коэффициент трения почти на 50 % и значительно повысить износостойкость по сравнению с чистым Ni [40]. Изготовление покрытия WC-Co в основном основано на процессах высокотемпературного термического напыления для расплавления фазы матрицы Co в агломерированном порошковом сырье WC-Co для достижения превосходной когезии [79–83]. На рис. 18 показана типичная морфология порошков WC-Co, используемых для изготовления покрытий [84]. Однако высокая температура осаждения часто приводит к обезуглероживанию, фазовому превращению и окислению жесткой арматуры WC или мягкой фазы матрицы Co, что значительно ухудшает механические свойства покрытия и характеристики износостойкости [80–83, 85, 86].Холодное напыление может эффективно предотвращать дефекты покрытия в связи с высокотемпературными процессами и, таким образом, было признано перспективным для изготовления износостойких покрытий WC-Co.
Изготовление покрытия WC-Co в основном основано на процессах высокотемпературного термического напыления для расплавления фазы матрицы Co в агломерированном порошковом сырье WC-Co для достижения превосходной когезии [79–83]. На рис. 18 показана типичная морфология порошков WC-Co, используемых для изготовления покрытий [84]. Однако высокая температура осаждения часто приводит к обезуглероживанию, фазовому превращению и окислению жесткой арматуры WC или мягкой фазы матрицы Co, что значительно ухудшает механические свойства покрытия и характеристики износостойкости [80–83, 85, 86].Холодное напыление может эффективно предотвращать дефекты покрытия в связи с высокотемпературными процессами и, таким образом, было признано перспективным для изготовления износостойких покрытий WC-Co. В таблице 3 перечислены рабочие параметры, когда-либо использовавшиеся для получения покрытий WC-Co методом холодного напыления [87]. Как видно, покрытия из WC-Co методом холодного напыления в основном были получены с использованием сжатого высокотемпературного гелия в качестве рабочего газа или азота в качестве рабочего газа в сочетании с предварительным нагревом порошка. Хотя стоимость производства относительно высока, покрытия WC-Co холодного напыления продемонстрировали несколько несравненных преимуществ. Было доказано, что при холодном напылении можно получить полностью плотные покрытия WC-Co, как показано на рисунке 19 [87].Покрытия холодного напыления не подвергались обезуглероживанию и фазовому превращению в процессе изготовления из-за низкой рабочей температуры [88–91]. Это уникальное преимущество, которого не могут достичь другие процессы термического напыления. Кроме того, также продемонстрировано, что твердость по Виккерсу покрытий WC-Co холодного напыления в основном находится в диапазоне от 800 до 2000 Hv, как указано в таблице 3 [84].
В таблице 3 перечислены рабочие параметры, когда-либо использовавшиеся для получения покрытий WC-Co методом холодного напыления [87]. Как видно, покрытия из WC-Co методом холодного напыления в основном были получены с использованием сжатого высокотемпературного гелия в качестве рабочего газа или азота в качестве рабочего газа в сочетании с предварительным нагревом порошка. Хотя стоимость производства относительно высока, покрытия WC-Co холодного напыления продемонстрировали несколько несравненных преимуществ. Было доказано, что при холодном напылении можно получить полностью плотные покрытия WC-Co, как показано на рисунке 19 [87].Покрытия холодного напыления не подвергались обезуглероживанию и фазовому превращению в процессе изготовления из-за низкой рабочей температуры [88–91]. Это уникальное преимущество, которого не могут достичь другие процессы термического напыления. Кроме того, также продемонстрировано, что твердость по Виккерсу покрытий WC-Co холодного напыления в основном находится в диапазоне от 800 до 2000 Hv, как указано в таблице 3 [84]. Твердость намного выше, чем у большинства металлов, и сравнима или даже выше, чем у покрытий, полученных термическим напылением.С точки зрения трибологических характеристик, покрытия WC-Co холодного напыления показали меньшую скорость износа, чем покрытия, нанесенные высокоскоростным кислородно-топливным напылением, как в испытаниях на скольжение шарика по диску, так и в испытаниях на сухое истирание, демонстрируя превосходные характеристики износостойкости [90, 92]. –94].
Твердость намного выше, чем у большинства металлов, и сравнима или даже выше, чем у покрытий, полученных термическим напылением.С точки зрения трибологических характеристик, покрытия WC-Co холодного напыления показали меньшую скорость износа, чем покрытия, нанесенные высокоскоростным кислородно-топливным напылением, как в испытаниях на скольжение шарика по диску, так и в испытаниях на сухое истирание, демонстрируя превосходные характеристики износостойкости [90, 92]. –94]. 0
0 5
5 Эти методы в основном требуют чрезвычайно высоких температур обработки для расплавления металлической связки, что значительно увеличивает риск фазового превращения металла и графитизации алмаза [97]. Холодное напыление позволило бы значительно избежать риска графитизации алмазной фазы, вызванной высокой температурой, и одновременно сохранить высокое содержание алмазов [110, 111].
Эти методы в основном требуют чрезвычайно высоких температур обработки для расплавления металлической связки, что значительно увеличивает риск фазового превращения металла и графитизации алмаза [97]. Холодное напыление позволило бы значительно избежать риска графитизации алмазной фазы, вызванной высокой температурой, и одновременно сохранить высокое содержание алмазов [110, 111]. На рисунке 20 показано изображение с помощью СЭМ холодного напыления покрытий наноалмаз-Al MMC. Покрытия MMC демонстрировали толстые и плотные элементы с однородно диспергированными наноалмазными армирующими элементами. Кроме того, покрытия показали значительное упрочнение по сравнению с покрытием из чистого алюминия. Причина повышения механических характеристик была связана с дисперсионным упрочнением, измельчением зерна и деформационным упрочнением [46]. До сих пор испытания свойств покрытий MMC, армированных наноалмазами, были очень ограничены.Так как алмаз также обладает высокой твердостью, тепло- и электропроводностью, такое покрытие также может обладать высокими показателями износостойкости и тепловыми характеристиками. Поэтому в дальнейшей работе поощряются дальнейшие исследования.
На рисунке 20 показано изображение с помощью СЭМ холодного напыления покрытий наноалмаз-Al MMC. Покрытия MMC демонстрировали толстые и плотные элементы с однородно диспергированными наноалмазными армирующими элементами. Кроме того, покрытия показали значительное упрочнение по сравнению с покрытием из чистого алюминия. Причина повышения механических характеристик была связана с дисперсионным упрочнением, измельчением зерна и деформационным упрочнением [46]. До сих пор испытания свойств покрытий MMC, армированных наноалмазами, были очень ограничены.Так как алмаз также обладает высокой твердостью, тепло- и электропроводностью, такое покрытие также может обладать высокими показателями износостойкости и тепловыми характеристиками. Поэтому в дальнейшей работе поощряются дальнейшие исследования. Он синтезируется из hBN в условиях, аналогичных тем, которые используются для получения синтетического алмаза из графита.Он все чаще используется в качестве режущего и сверлильного инструмента вместо инструментов на основе алмаза из-за его превосходной термической стабильности и химической инертности. Он особенно подходит для обработки твердых ферромагнитных материалов, для которых алмаз неприменим, так как алмаз реагирует с этими материалами при высокой температуре [112].
Он синтезируется из hBN в условиях, аналогичных тем, которые используются для получения синтетического алмаза из графита.Он все чаще используется в качестве режущего и сверлильного инструмента вместо инструментов на основе алмаза из-за его превосходной термической стабильности и химической инертности. Он особенно подходит для обработки твердых ферромагнитных материалов, для которых алмаз неприменим, так как алмаз реагирует с этими материалами при высокой температуре [112]. % частиц cBN [49]. Экспериментальные результаты ясно показали, что покрытие после напыления имело достаточно плотную микроструктуру с равномерно диспергированными частицами нано-cBN. Кроме того, в процессе напыления не происходило фазового превращения и роста зерен матрицы NiCrAl.Твердость покрытий 20 об.% и 40 об.% cBN-NiCrAl составила 1063 и 1175 Hv соответственно [47–49].
% частиц cBN [49]. Экспериментальные результаты ясно показали, что покрытие после напыления имело достаточно плотную микроструктуру с равномерно диспергированными частицами нано-cBN. Кроме того, в процессе напыления не происходило фазового превращения и роста зерен матрицы NiCrAl.Твердость покрытий 20 об.% и 40 об.% cBN-NiCrAl составила 1063 и 1175 Hv соответственно [47–49]. Покрытия с содержанием нано-cBN 20 об. дали износостойкость, сравнимую с WC-12Co, напыленным HVOF. Низкотемпературная термообработка (750°C в течение 5 ч) еще больше улучшит характеристики износостойкости благодаря усилению прочности межчастичных связей [48].
Покрытия с содержанием нано-cBN 20 об. дали износостойкость, сравнимую с WC-12Co, напыленным HVOF. Низкотемпературная термообработка (750°C в течение 5 ч) еще больше улучшит характеристики износостойкости благодаря усилению прочности межчастичных связей [48]. Эта теория была хорошо изучена до сих пор. Во-вторых, исходным сырьем для холодного напыления являются нанокристаллические порошки; тогда покрытие может сохранить наноструктуру исходных порошков. В этом аспекте нанокристаллические покрытия холодного напыления весьма перспективны, так как холодное напыление позволяет полностью сохранить наноструктуру исходных порошков в покрытии.В дальнейшем соответствующие работы следует продолжить, и особое внимание можно уделить уплотнению покрытия и изучению его свойств. В-третьих, покрытия MMC, армированные наноматериалом холодного напыления, также обладают наноструктурой. В этой области, хотя шаровая мельница была признана наиболее часто используемым методом для производства порошков MMC, армированных наноматериалами, влияние параметров измельчения на свойства порошка все еще хорошо выяснено. Также необходимы новые технологии получения более однородных порошков ММС.Поэтому приготовление порошков ММС, армированных наноматериалами, будет предметом исследований в будущей работе.
Эта теория была хорошо изучена до сих пор. Во-вторых, исходным сырьем для холодного напыления являются нанокристаллические порошки; тогда покрытие может сохранить наноструктуру исходных порошков. В этом аспекте нанокристаллические покрытия холодного напыления весьма перспективны, так как холодное напыление позволяет полностью сохранить наноструктуру исходных порошков в покрытии.В дальнейшем соответствующие работы следует продолжить, и особое внимание можно уделить уплотнению покрытия и изучению его свойств. В-третьих, покрытия MMC, армированные наноматериалом холодного напыления, также обладают наноструктурой. В этой области, хотя шаровая мельница была признана наиболее часто используемым методом для производства порошков MMC, армированных наноматериалами, влияние параметров измельчения на свойства порошка все еще хорошо выяснено. Также необходимы новые технологии получения более однородных порошков ММС.Поэтому приготовление порошков ММС, армированных наноматериалами, будет предметом исследований в будущей работе. Более того, исследование свойств покрытий MMC, армированных наноматериалами холодного напыления, станет еще одним важным событием, поскольку в настоящее время такие испытания свойств все еще очень ограничены.
Более того, исследование свойств покрытий MMC, армированных наноматериалами холодного напыления, станет еще одним важным событием, поскольку в настоящее время такие испытания свойств все еще очень ограничены. Л. Спенсер в 1945 году, работая возле радиолокационной трубы.
Л. Спенсер в 1945 году, работая возле радиолокационной трубы.
 Эта технология следует тому же механизму, что и процессы термического напыления покрытия HVOF/HVAF, особенно с точки зрения увеличения скорости частиц, но отличается от них относительно низкой температурой, которая обычно ниже точки плавления материала напыляемых частиц.
Эта технология следует тому же механизму, что и процессы термического напыления покрытия HVOF/HVAF, особенно с точки зрения увеличения скорости частиц, но отличается от них относительно низкой температурой, которая обычно ниже точки плавления материала напыляемых частиц.
 Его критические недостатки можно увидеть в:
Его критические недостатки можно увидеть в: e азот или гелий)
e азот или гелий)
 Высокая плотность, превосходная скорость наплавки и улучшенная адгезия сделали технологию холодного напыления привлекательной для применения в производстве и ремонте деталей, имеющих форму, близкую к заданной.
Высокая плотность, превосходная скорость наплавки и улучшенная адгезия сделали технологию холодного напыления привлекательной для применения в производстве и ремонте деталей, имеющих форму, близкую к заданной.



 5 апреля 2002 г.
5 апреля 2002 г.  Приглашенный автор несет полную ответственность за точность и законность своего содержания.Содержание статьи и выраженные в ней взгляды принадлежат исключительно этому автору и не отражают точку зрения Matmatch или каких-либо нынешних или прошлых работодателей, академических учреждений, профессиональных обществ или организаций, с которыми автор в настоящее время или ранее был связан.
Приглашенный автор несет полную ответственность за точность и законность своего содержания.Содержание статьи и выраженные в ней взгляды принадлежат исключительно этому автору и не отражают точку зрения Matmatch или каких-либо нынешних или прошлых работодателей, академических учреждений, профессиональных обществ или организаций, с которыми автор в настоящее время или ранее был связан.  Свяжитесь с нами, чтобы обсудить покрытия для холодного напыления для вашего проекта, или позвоните нам сегодня по телефону 330-551-5217.
Свяжитесь с нами, чтобы обсудить покрытия для холодного напыления для вашего проекта, или позвоните нам сегодня по телефону 330-551-5217. Вместо этого энергия газа высокого давления позволяет впрыскиваемому порошковому материалу достигать критической скорости. В процессе нанесения холодного напыления используется сверхзвуковая струя азота и/или гелия, которая направляет твердые частицы порошка на заготовку со скоростью до 3 Маха (900 м/с) для создания как наплавляемого, так и поверхностного слоев. В результате частицы образуют прочную и плотную связь с подложкой.
Вместо этого энергия газа высокого давления позволяет впрыскиваемому порошковому материалу достигать критической скорости. В процессе нанесения холодного напыления используется сверхзвуковая струя азота и/или гелия, которая направляет твердые частицы порошка на заготовку со скоростью до 3 Маха (900 м/с) для создания как наплавляемого, так и поверхностного слоев. В результате частицы образуют прочную и плотную связь с подложкой. Отправьте проект или позвоните нам сегодня по телефону 330-551-5077 и сообщите о своих требованиях к проекту.
Отправьте проект или позвоните нам сегодня по телефону 330-551-5077 и сообщите о своих требованиях к проекту. е. аддитивного производства. Поскольку плавление не используется, холодное распыление может наносить материалы, чувствительные к кислороду, без необходимости использования вакуумной камеры. Задача состоит в том, чтобы адаптировать этот сложный производственный метод для решения реальных проблем.
е. аддитивного производства. Поскольку плавление не используется, холодное распыление может наносить материалы, чувствительные к кислороду, без необходимости использования вакуумной камеры. Задача состоит в том, чтобы адаптировать этот сложный производственный метод для решения реальных проблем. Команда разработала сложные модели сверхзвукового потока газа через сопло холодного распыления. Мы опубликовали подробные исследования механизмов связывания частиц, характеристику микроструктуры холодного напыления и оценку свойств.
Команда разработала сложные модели сверхзвукового потока газа через сопло холодного распыления. Мы опубликовали подробные исследования механизмов связывания частиц, характеристику микроструктуры холодного напыления и оценку свойств. Эти дорогостоящие компоненты обходятся компаниям еще дороже из-за простоев, когда они требуют замены или ремонта.
Эти дорогостоящие компоненты обходятся компаниям еще дороже из-за простоев, когда они требуют замены или ремонта. Перед распылением его необходимо очистить и придать шероховатость.
Перед распылением его необходимо очистить и придать шероховатость.
 Чувствительность компонента и тип используемых материалов помогут определить, применимо это или нет.
Чувствительность компонента и тип используемых материалов помогут определить, применимо это или нет.