Оборудование для магнитопорошкового контроля по ГОСТ с быстрой доставкой
ООО АКА-Скан (5)
KARL DEUTSCH (26)
Elcometer (3)
Helling GMBH (24)
АО НПО Интротест (20)
Компания ООО НПО Октанта (1)
Новотест (Novotest) (2)
НПК ЛУЧ (3)
ООО «НПК «МИКРОКОН» (2)
ООО Квазар (6)
ООО НПП ПРОМПРИБОР (4)
ООО ФОРМУЛА НК (5)
ООО ФУТУРУМ (1)
Магнитопорошковая дефектоскопия
Физические принципы и методика
Магнитопорошковый способ неразрушающего контроля используется для обнаружения поверхностных и подповерхностных микроскопических дефектов в сварном шве, деталях или конструкциях из ферромагнитного материала. С данной целью изделие намагничивается и покрывается магнитным порошком, который будет оседать на неоднородных участках магнитного поля в области дефектов, при этом будут формироваться видимые «следы» дефектов.
С данной целью изделие намагничивается и покрывается магнитным порошком, который будет оседать на неоднородных участках магнитного поля в области дефектов, при этом будут формироваться видимые «следы» дефектов.
Данный метод позволять обнаружить тонкие, невидимые глазу поверхностные дефекты материала объекта типа трещин (закалочные, сварочные, шлифовочные, усталостные, штамповочные, литейные и др.), волосовины, флокены, закаты, заковы, надрывы, рихтовочные трещины, некоторые виды расслоений.
При данном методе контроля на объект наносится суспензия со взвешенными микрочастицами ферромагнитного порошка. В процессе расположенные рядом частицы начинают притягиваться к поврежденным областям и образовывать видимые невооруженным глазом скопления порошка, потому что ширина данных валиков намного больше, чем размеры раскрытия микродефектов. По тому, как оседает порошок (форма и размеры валиков) можно сделать вывод о длине дефектов, а иногда и о типе данных дефектов.
При магнитопорошковой дефектоскопии контроль включает следующие основные этапы:
- подготовка поверхностей деталей
- намагничивание деталей
- обработка поверхности детали суспензией или сухим порошком
- осмотр деталей
- размагничивание
Чувствительность при этом определяют магнитными характеристиками материалов контролируемого объекта (магнитная индукция (В), остаточная намагниченность (Br ), максимальная магнитная проницаемость (µmax ), и коэрцитивная сила (Н0), шероховатость поверхности контроля, напряженность намагничивающего поля, его ориентация по отношению к расположению дефекта, качество дефектоскопических средств и освещенность контролируемого объекта.
Магнитопорошковый метод повсеместно применяют во многих сферах промышленности: авиация, машиностроение, судостроение, автомобилестроение и пр.
Магнитная дефектоскопия, магнитопорошковый метод — Энциклопедия по машиностроению XXL
Магнитная дефектоскопия, магнитопорошковый метод [c.107]Для контроля указанных соединений применяют радиационный, ультразвуковой и магнитный методы дефектоскопии. Выбор метода зависит от типа и толщины сварных соединений, вида сварки, качества поверхности околошовной зоны стыкуемых деталей, технических норм браковки, условий проведения контроля. Для повышения достоверности контроля иногда применяют комплексную дефектоскопию двумя методами, причем один применяют как основной, а другой — как дублирующий в сомнительных случаях или при контроле мест с дефектами для уточнения их параметров. Так, радиационный метод обладает достаточно высокой чувствительностью к выявлению точечных дефектов (пор, включений), возможностью определения вида, формы и р азмеров дефекта, документальностью контроля, однако он недостаточно чувствителен к выявлению произвольно ориентированных трещин и непроваров, трудоемок, требует обязательного обеспечения радиационной безопасности.
В зависимости от способа регистрации (фиксации) магнитных полей рассеяния различают магнитопорошковый, индукционный и магнитографический методы магнитной дефектоскопии. [c.556]
Магнитопорошковый метод контроля основан на способности ферромагнитных частиц, находящихся в магнитном поле, ориентироваться в направлении поля и скапливаться в местах наибольшей плотности магнитного потока в зоне расположения дефекта. Контроль проводится с помощью магнитных дефектоскопов, комплектующихся силовым трансформатором и выпрямителем.
Магнитопорошковый метод контроля осуществляют с помощью стационарных, передвижных и переносных дефектоскопов, серийно выпускаемых нашей промышленностью. Для монтажных условий более приемлемы передвижные и переносные магнитные дефектоскопы (табл. 4). [c.55]
Таким образом, если не учитывать общей проблемы магнитной дефектоскопии, заключающейся в определении истинного размера н глубины залегания дефекта по параметрам поля дефекта, измеряемым на одной из поверхностей образца, существенных трудностей в применении магнитопорошковых методов для обнаружения поля дефекта в области сварных соединений со снятым усилением сварного шва не наблюдается. [c.13]
Магнитопорошковый метод дефектоскопии. Сварной шов стального Или чугунного изделия покрывают смесью из масла и магнитного железного порошка (размер частиц 5.
В зависимости от способа регистрации магнитных полей магнитные методы подразделяют на магнитопорошковый, феррозондовый, магнитографический, индукционный и др. Для дефектоскопии в отрасли используют в основном первые два.
Дефектоскопию отливок можно производить радиационным, УЗ и магнитным методами метод и объем контроля определяется ТУ.
 Чаще всего, контролируют радиационным или УЗ методом, реже магнитным, или сочетанием указанных методов. При необходимости более точной оценки параметров дефектов в зависимости от состояния поверхности и норм браковки выполняют сплошной УЗ контроль отливок и дополнительное просвечивание дефектных участков или же просвечивание и дополнительно— магнитопорошковый контроль, или УЗ контроль и дополнительно— магнитопорошковый. Контролировать можно как перед механической обработкой, так и после черновой механической обработки.
[c.53]
Чаще всего, контролируют радиационным или УЗ методом, реже магнитным, или сочетанием указанных методов. При необходимости более точной оценки параметров дефектов в зависимости от состояния поверхности и норм браковки выполняют сплошной УЗ контроль отливок и дополнительное просвечивание дефектных участков или же просвечивание и дополнительно— магнитопорошковый контроль, или УЗ контроль и дополнительно— магнитопорошковый. Контролировать можно как перед механической обработкой, так и после черновой механической обработки.
[c.53]Наиболее широкое применение в промышленности получили неразрушающие испытания методами радиографии (просвечивание рентгеновскими, гамма-лучами), ультразвуковой и магнитопорошковой дефектоскопии, контроль по магнитным и электромагнитным характеристикам, электроиндуктивный контроль с помощью вихревых токов и дефектоскопия проникающими жидкостями. В настоящее время неразрушающие испытания стали предметом специальной технической дисциплины — неразрушающей дефектоскопии.
К неразрушающим методам диагностики, применяемым для оценки состояния сварных соединений паропроводов отечественных энергетических установок, относятся визуальный и измерительный контроль, измерение твердости, стилоскопирование, ультразвуковая и магнитопорошковая дефектоскопия, цветная дефектоскопия с проникающим излучением, вихретоковый метод, дефектоскопия аммиачным откликом, метод магнитной памяти металла и металлографический анализ с реплик (и/или срезов металла) и с помощью переносного микроскопа.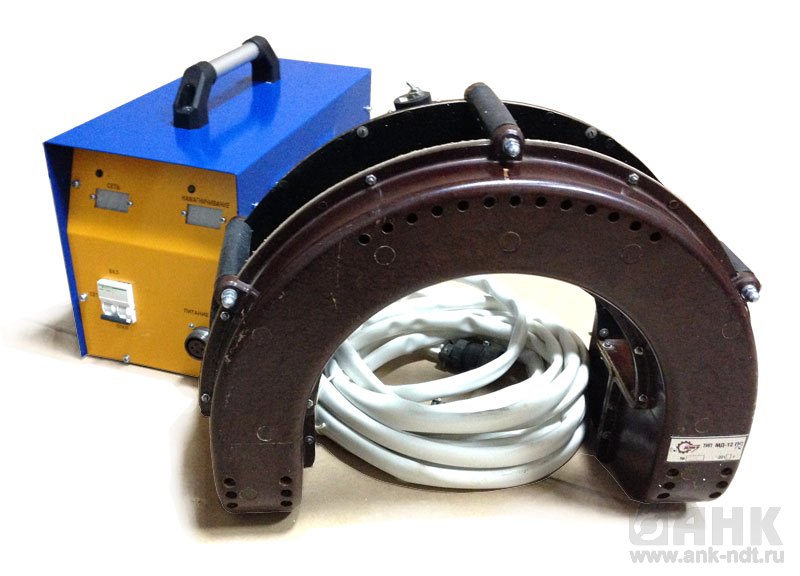 Большинство этих методов применяется для диагностирования сварных соединений по месту их расположения на коллекторах котлов и трассах паропроводов в соответствии с требованиями по НТД и ПТД [3, 15, 18, 42, 53].
[c.146]
Большинство этих методов применяется для диагностирования сварных соединений по месту их расположения на коллекторах котлов и трассах паропроводов в соответствии с требованиями по НТД и ПТД [3, 15, 18, 42, 53].
[c.146]
Осмотр контролируемых деталей и конструкций при магнитопорошковой дефектоскопии производят обычно невооруженным глазом. При магнитно-люминесцентном методе применяют освещение ртутно-кварцевыми лампами ПРК-2М, ПРК-7М, ДРШ-500 и др. Освещенность места контроля при естественном свете или при использовании ламп накаливания должна быть не ниже 1000 лк. При люминесцентном освещении диапазон излучения ультрафиолетовых облучателей должен быть в [c.55]
По характеру метода применения магнитные материалы, используемые для магнитопорошковой дефектоскопии, подразделяются на материалы [c.333]
Магнитопорошковая дефектоскопия (МПД) в системе неразрушающих методов контроля занимает одно из ведущих мест. Это связано с ее высокой чувствительностью к поверхностным и подповерхностным дефектам, простотой, универсальностью и наглядностью представления результатов контроля. МП применяют для контроля изделий, деталей, сварных соединений конструкций из ферромагнитных материалов с относительной магнитной проницаемостью >40 с целью выявления невидимых невооруженным глазом поверхностных и подповерхностных нарушений сплошности типа трещин, непроваров.
[c.334]
МП применяют для контроля изделий, деталей, сварных соединений конструкций из ферромагнитных материалов с относительной магнитной проницаемостью >40 с целью выявления невидимых невооруженным глазом поверхностных и подповерхностных нарушений сплошности типа трещин, непроваров.
[c.334]
Магнитопорошковая дефектоскопия, как и другие магнитные методы выявления поверхностных и подповерхностных несплош-ностей, основана на способности ферромагнитных частиц, находящихся в магнитном поле, ориентироваться в направлении поля и скапливаться в местах наибольшей плотности магнитного потока в зоне расположения несплошности. Контроль проводится с помощью магнитных дефектоскопов, которые комплектуют силовым трансформатором и выпрямителем. Контролируемые участки изделия намагничивают путем пропускания через них переменного тока силой 1200… 1400 А (промышленной частоты) при напряжении 3…6 В и покрывают тонким слоем суспензии. [c.377]
Принцип действия магнитных дефектоскопов основан на регистрации магнитных полей рассеяния дефектов при намагничивании контролируемых ферромагнитных изделий.
 Регистрация полей рассеяния может осуществляться с помощью магнитного порошка, магнитной ленты (магнитографический метод), феррозондов, преобразователей Холла, индукционных и магниторезисторных преобразователей. Наиболее универсальным методом магнитной дефектоскопии является магнитопорошковый метод, он пригоден для контроля ферромагнитных изделий практически любых форм и размеров. В табл. 8.76 приведены технические данные некоторых типов магнитопорошковых дефектоскопов [38].
[c.377]
Регистрация полей рассеяния может осуществляться с помощью магнитного порошка, магнитной ленты (магнитографический метод), феррозондов, преобразователей Холла, индукционных и магниторезисторных преобразователей. Наиболее универсальным методом магнитной дефектоскопии является магнитопорошковый метод, он пригоден для контроля ферромагнитных изделий практически любых форм и размеров. В табл. 8.76 приведены технические данные некоторых типов магнитопорошковых дефектоскопов [38].
[c.377]Контроль магнитопорошковым методом производят в приложенном поле или за счет остаточного намагничивания, то есть путем нанесения порошка или суспензии в момент действия намагничиваюш,его поля, контролируют изделия из магнитомягких материалов, например, из сталей СтЗ, 10, 20 и др. при дефектоскопии деталей, которые не удается намагнитить до требуемого уровня остаточной намагниченности, например, из-за сложной формы или больших размеров, а также когда мощность дефектоскопа недостаточна. Приложенное магнитное поле используют также для обнаружения подповерхностных дефектов, расположенных на глубине более 0,01 мм и при контроле намагничиванием отдельных участков крупногабаритной конструкции.
[c.55]
Приложенное магнитное поле используют также для обнаружения подповерхностных дефектов, расположенных на глубине более 0,01 мм и при контроле намагничиванием отдельных участков крупногабаритной конструкции.
[c.55]
Таким образом, разрешающая способность и чувствительность магнитной ленты к полю дефекта определяются главным образом величиной намагниченности изделия и характером изменения магнитного поля в зоне расположения ленты. Первые исследования топографии магнитного поля вблизи поверхности сварного соединения, проведенные П. А. Халилеевым и В. С. Обуховым [60], показали, что режим намагничивания сварного соединения во многом зависит от величины усиления сварного шва. Однако эта работа осталась без должного внимания, так как применявшиеся в тот период (1937 г.) магнитопорошковые методы дефектоскопии, как было показано выше, принципиально не подходили для выявления дефектов в зоне сварного соединения, имеющего усиление шва. С появлением магнитографического метода решение вопросов, связанных с анализом влияния усиления сварного шва на выявляемость дефектов, представляет одну из наиболее важных проблем дефектоскопии сварного соединения. [c.19]
[c.19]
Особенности строения магнитной ленты вносят дополнительные требования к условиям магнитной дефектоскопии, которые необходимо учитывать при записи поля дефекта на ленту. Эти требования прежде всего определяются тем, что в отличие от процесса регистрации поля дефекта методами. магнитопорошковой или фер-розондовой дефектоскопии вектор намагниченности ленты существенно зависит от магнитной текстуры данной ленты, способа наложения внешнего поля, магнитной предыстории, а также анизотропии напряжений. [c.39]
По способу получения первичной информации различают следующие методы магнитного вида контроля магнитопорошковый (МП), магнитографический (МГ), феррозондовый (ФЗ) эффекта Холла (ЭХ), индукционный (И), пондеромоторный (ПМ), магниторезисторный (МР). С их помощью можно осуществить контроль сплошности (методами дефектоскопии) (МП, МГ, ФЗ, ЭХ, И) размеров (ФЗ, ЭХ, И, ПМ) структуры и механических свойств (ФЗ, ЭХ, И).
[c. 6]
6]
Метод магнитопорошковой дефектоскопии (с использованием порошков Люмагнор) позволяет получать достаточно точные результаты по длине трещины даже на резьбах меньше М12 (при применении суспензии с пониженной концентрацией порошка). Достаточно сложная технология контроля при применении магнитно-люминесцентных порошков не позволяет ее использовать для крупных шпилек и резьбовых концов штоков в связи со сложностью их демонтажа [5]. [c.195]
Магнитные порошки, используемые в магнитопорошковой дефектоскопии, могут быть как сухие, так и мокрые, работающие в водной среде, среде керосина или масла с минимальной вязкостью. Для повыщения подвижности частиц порошка и чувствительности магнитопорощкового метода применяют магнитные суспензии, представляющие собой взвесь тонкоизмельченного порошка (0,1…60 мкм) в жидкой среде. [c.107]
Магнитографический метод контроля основан на записи магнитных полей рассеяния на магнитную ленту с последующим воспроизведением этой записи с помощью магнитографического дефектоскопа. Назначение — контроль качества стыковых сварных швов трубопроводов, резервуаров, листовых конструкций из ферромагнитных материалов. Метод не получил такого распространения, как магнитопорошковый и магнитоферрозондовый.
[c.201]
Назначение — контроль качества стыковых сварных швов трубопроводов, резервуаров, листовых конструкций из ферромагнитных материалов. Метод не получил такого распространения, как магнитопорошковый и магнитоферрозондовый.
[c.201]
Метод позволяет выявлять трещины длиной свыше 0,5 мм. В зависимости от ширины и глубины выявляемых трещин чувствительность метода подразделяют на 3 условных уровня А, Б, В. Уровень чувствительности А достигается при шероховатости Кд менее 1,6 мкм, при этом минимальная ширина выявляемых трещин составляет 2,5 мкм, а глубина — 25 мкм. Уровни Б и В обеспечиваются при шероховатости не более 6,3мкм, но минимальные размеры выявляемых трещин при этом возрастают соответственно в 4 и 10 раз. Магнитопорошковый контроль включает подготовку поверхности к контролю, нанесение магнитного порошка, оценку результатов контроля, отметку дефектных участков, размагничивание изделий. Для намагничивания изделий применяют переносные, передвижные и стационарные магнитопорошковые дефектоскопы, Наиболее распространенными являются дефектоскопы ПМД-70, МД-50П, МДС-5. Для контроля крупногабаритных изделий энергетического оборудования созданы передвижные магнитопорошковые дефектоскопы типа ДМП-ЗМ, МД-10Ц и переносные дефектоскопы МД-20Ц, МД-40Ц.
[c.280]
Для контроля крупногабаритных изделий энергетического оборудования созданы передвижные магнитопорошковые дефектоскопы типа ДМП-ЗМ, МД-10Ц и переносные дефектоскопы МД-20Ц, МД-40Ц.
[c.280]
Все это коснулось и группы технической диагностики, которая выросла не только количественно с 5 человек (1993 г.) до 18 (1999 г.), но и качественно — в 1998 г. группа аттестована как лаборатория технической диагностики и неразрушающих методов контроля в Госгортехнадзоре с аккредитацией в Госстандарте России на техническое соответствие, компетентность и независимость. В лаборатории освоены и широко применяются практически все методы неразрушающего контроля, такие как визуальноизмерительный, акустические (акустико-эмиссионный контроль, ультразвуковая дефектоскопия, толщинометрия, твердометрия), контроль проникающими веществами — капиллярный (цветной и люминесцентный), магнитный (магнитопорошковый), вибродиагностика, вихретоковый.
 Большая часть сотрудников лаборатории имеет второй международный квалификационный уровень по вышеперечисленным методам неразрушающего контроля, а более 70 % специалистов владеют двумя и более видами контроля. Наши специалисты, используя сразу несколько методов неразрушающего контроля, могут оперативно и в полной мере оценить техническое состояние объекта. Это позволяет сократить до минимума необходимое количество работников, занятых при диагностировании, и охватить больший объем вьшолняемых работ, тем самым обеспечивается снижение себестоимости диагностических работ, при сохраняющемся высоком уровне достоверности результатов.
[c.45]
Большая часть сотрудников лаборатории имеет второй международный квалификационный уровень по вышеперечисленным методам неразрушающего контроля, а более 70 % специалистов владеют двумя и более видами контроля. Наши специалисты, используя сразу несколько методов неразрушающего контроля, могут оперативно и в полной мере оценить техническое состояние объекта. Это позволяет сократить до минимума необходимое количество работников, занятых при диагностировании, и охватить больший объем вьшолняемых работ, тем самым обеспечивается снижение себестоимости диагностических работ, при сохраняющемся высоком уровне достоверности результатов.
[c.45]Повышение качества проведения магнитопорошковой дефектоскопии объектов с подповерхностными дефектами
Please use this identifier to cite or link to this item: http://earchive. tpu.ru/handle/11683/16690
tpu.ru/handle/11683/16690
| Title: | Повышение качества проведения магнитопорошковой дефектоскопии объектов с подповерхностными дефектами |
| Authors: | Толмачёв, Игорь Иванович Осадчих, Юлия Валерьевна |
| Keywords: | магнитопорошковая дефектоскопия; дефекты; поверхностные дефекты; вихретоковая дефектоскопия |
| Issue Date: | 2014 |
| Publisher: | Томский политехнический университет |
| Citation: | Толмачёв И. И. Повышение качества проведения магнитопорошковой дефектоскопии объектов с подповерхностными дефектами / И. И. Толмачёв, Ю. В. Осадчих // Вестник науки Сибири. — 2014. — № 2 (12). — [С. 81-83]. |
| Abstract: | В данной работе авторы исследуют назначение образцов с подповерхностными и поверхностными дефектами для магнитопорошковой дефектоскопии и отвечают на вопрос, могут ли эти образцы использоваться в качестве стандартных образцов. Обзор и анализ известных образцов выявил, что образцы с поверхностными дефектами могут быть использованы как контрольные и стандартные образцы, а образцы с подповерхностными дефектами неприменимы в качестве стандартных образцов, так как параметры подповерхностных дефектов отличаются по параметрам от дефектов металлургического происхождения. Исходя из этого, в статье поставлена следующая проблема: отсутствие стандартного образца с подповерхностными дефектами металлургического происхождения и необходимыми метрологическими свойствами для магнитопорошковой дефектоскопии. Авторами предложено решение поставленной проблемы — универсальный образец для магнитной и вихретоковой дефектоскопии (заявка на выдачу патента № 2014103869 РФ). Обзор и анализ известных образцов выявил, что образцы с поверхностными дефектами могут быть использованы как контрольные и стандартные образцы, а образцы с подповерхностными дефектами неприменимы в качестве стандартных образцов, так как параметры подповерхностных дефектов отличаются по параметрам от дефектов металлургического происхождения. Исходя из этого, в статье поставлена следующая проблема: отсутствие стандартного образца с подповерхностными дефектами металлургического происхождения и необходимыми метрологическими свойствами для магнитопорошковой дефектоскопии. Авторами предложено решение поставленной проблемы — универсальный образец для магнитной и вихретоковой дефектоскопии (заявка на выдачу патента № 2014103869 РФ). |
| URI: | http://earchive.tpu.ru/handle/11683/16690 |
| ISSN: | 2226-0064 |
| Appears in Collections: | Векторы благополучия: экономика и социум |
Files in This Item:
| File | Description | Size | Format | |
|---|---|---|---|---|
657. pdf pdf | 520,41 kB | Adobe PDF | View/Open |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Магнитопорошковая дефектоскопия сварных швов — презентация онлайн
Министерство образования и науки Красноярского краяКраевое государственное бюджетное
профессиональное образовательное учреждение
«Красноярский техникум социальных технологий»
Тема: Магнитопорошковая
дефектоскопия сварных швов
ПМ 04. МДК 04.01.
Разработал
преподаватель спец.дисциплин
Татьяна Александровна Губич
История
1922 г. Запатентован магнитный метод обнаружения дефектов артиллерийских
стволов с помощью магнитного порошка, открытый Уильямом Э. Хоуком во
время Первой мировой войны.
1935 г. Компания Magnaflux получает патент на технологию изготовления
магнитных частиц разного размера и разных магнитных характеристик,
покрытых смазочным материалом и частиц, покрытых немагнитным
флюоресцирующим материалом.

1936 г. Армейский и Морской воздушный корпус США принимают стандарты
контроля, разработанные Magnaflux и используют их в своих ремонтных цехах.
1937—1938 гг. K-3 — первая в мире установка, использующая переменный ток
для контроля конструкций железной дороги и колесных пар.
1940 г. Изданы «Правила контроля методом магнитного порошка»,
содержащие 133 страницы и 60 иллюстраций. Они становятся первым в мире
учебником по магнитопорошковому контролю. Правила многократно
переиздавались и их объем вырос до 525 страниц и 227 иллюстраций.
ГОСТ 21105-87 Контроль неразрушающий.
Магнитопорошковый метод
Магнитопорошковая дефектоскопия (МПД) предназначена для выявления тонких
поверхностных и подповерхностных нарушений сплошности металла(на глубине
до 1,5-2 мм) — дефектов, распространяющихся вглубь изделий.
Такими дефектами могут быть трещины, волосовины, надрывы, непровары, поры.
Магнитопорошковый контроль является одним из основных методов
неразрушающего контроля и необходим для проверки ферромагнитных
металлических конструкций.

Сущность магнитопорошкового метода
• Магнитные частицы порошка, попадая в поле дефекта под действием
электрического тока, намагничиваются и в результате притягивающей
сипы перемещаются в зону наибольшей неоднородности магнитного
поля. Частицы притягиваются друг к другу, выстраиваются в цепочки,
ориентируясь по магнитным силовым линиям поля, и, накапливаясь,
образуют характерные рисунки в виде валиков, по которым судят о
наличии дефекта. Форма этих скоплений соответствует очертаниям
выявляемых дефектов.
Магнитные индикаторы
•Магнитный порошок — порошок из ферромагнетика, используемый в качестве
индикатора магнитного поля рассеяния.
•Магнитная паста — смесь, содержащая магнитный или люминесцентный магнитный
порошок, жидкую основу и, при необходимости, смачивающую антикоррозийную и
другие добавки.
•Магнитная суспензия — взвесь магнитного или люминесцентного магнитного
порошка в дисперсионной среде (в жидкости — воде, керосине, техническом масле и
др.
 ), содержащей смачивающие, антикоррозийные и, при необходимости,
), содержащей смачивающие, антикоррозийные и, при необходимости,антивспенивающие, антикоагулирующие и флюорисцентные добавки.
Два способа нанесения индикатора:
• «Мокрый» способ — намагниченную поверхность обрабатывают
магнитную суcпензией путем полива, погружения объекта в ванну или
аэрозольным способом.
• «Сухой» способ — намагниченную поверхность обрабатывают сухим
порошком при помощи различных распылителей или погружением
объекта в емкость с порошком, а также способом «воздушной
взвеси» — распылением в специальных установках. Этот способ
применяется реже, так как он требует дополнительных мер по
выполнению гигиенических требований.
Методика контроля
1. Подготовка поверхностей перед контролем и очистку их от загрязнений, окалины, следов шлака
после сварки.
2. Подготовка суспензии, заключающуюся в интенсивном перемешивании магнитного порошка с
транспортирующей жидкостью.
3. Намагничивание контролируемого изделия.

4. Нанесение суспензии на поверхность контролируемого изделия.
5. Осмотр поверхности изделия и выявление мест, покрытых отложением порошк а.
В сомнительных случаях валик порошка
удаляют и повторяют операции 3, 4 и 5. После
контроля изделие размагничивают. Метод
отличается высокой чувствительностью к
тонким и мелким трещинам, простотой
выполнения, оперативностью и наглядностью
результатов.
Виды токов
Для намагничивания и размагничивания деталей при
магнитопорошковом контроле используют следующие
виды токов:
Переменный промышленной и повышенной частоты
Выпрямленный однополупериодный
Выпрямленный двухполупериодный
Выпрямленный трехфазный
Постоянный
Импульсный
Чувствительность контроля зависит от:
магнитных характеристик материала детали;
напряженности намагничивающего поля;
размера, формы и шероховатости поверхности детали;
размера, формы, местоположения и ориентации дефекта;
взаимного направления намагничивающего поля и дефекта;
свойств дефектоскопического материала;
способа нанесения дефектоскопического материала на поверхность детали;
способа и условий регистрации индикаторного рисунка выявляемого дефекта.

Частицы порошка должны иметь размер 5-10 мкм. Для выявления глубоко залегающих
дефектов применяют более крупный магнитный порошок. Для магнитных суспензий
(«мокрый» метод) применяют магнитный порошок с мелкими частицами. Кроме того,
частицы магнитного порошка должны обладать максимальной подвижностью. С этой целью
необходимо применять частицы округлой (сферической) формы. Дополнительную
подвижность частицы магнитного порошка получают после покрытия их пигментом с
низким коэффициентом трения.
Наибольшая вероятность выявления дефектов возможна тогда, когда плоскость дефекта
составляет угол в 90 градусов к направлению магнитного потока. С уменьшением данного
угла чувствительность уменьшается, что снижает вероятность обнаружения дефектов.
Зависимость чувствительности,
магнитопорошкового метода от вида тока и
способа нанесения порошка:
1 — переменный ток, «мокрый» метод, 2 переменный ток, «сухой» метод, 3постоянный ток, «мокрый» метод, 4 постоянный ток, «сухой» метод
Из графика видно, что намагничивание
постоянным или переменным током, а также
«сухой» или «мокрый» методы нанесения
порошка существенно не влияют на обнаружение
поверхностных дефектов.

Однако род тока намагничивания, а также метод
нанесения порошка сильно сказываются на
обнаружении подповерхностных дефектов. В этом
случае резко выявляется преимущество
постоянного тока перед переменным. Это
объясняется тем, что плотность постоянного тока
по всему сечению проводника одинакова и,
следовательно, магнитный поток будет
однороден по всему сечению испытываемого
изделия. При намагничивании переменным
током из-за так называемого скин-эффекта
плотность тока, а следовательно, и плотность
магнитного потока будет больше у поверхности
намагничиваемого изделия. По этой причине при
намагничивании переменным током лучше
выявляются только поверхностные дефекты.
ГОСТ 21105-87 устанавливает три условных уровня чувствительности в
зависимости от размеров выявляемых поверхностных дефектов
В случае контроля деталей, имеющих большую шероховатость или
склонных к образованию дефектов, глубоко залегающих под
поверхностью, применяют крупный порошок, который наносят на
поверхность «сухим» способом.

Виды дефектов
• Плоскостные дефекты: трещины, непровары и
несплавления, наибольший размер которых ориентирован
под прямым или близким к нему углом относительно
направления магнитного потока. Дефекты округлой
формы (поры, шлаковые включения, раковины) не могут
создавать достаточного потока рассеяния и, как правило,
при контроле обнаруживаются плохо.
• Выявляются поверхностные и подповерхностные (на
глубине не более 2 мм) трещины с раскрытием от 0,01 мм,
глубиной (высотой дефекта) от 0,05 мм и длиной 0,5 мм и
более. С увеличением глубины залегания дефектов
уменьшается скорость скопления магнитного порошка и
увеличивается ширина линии порошка, что затрудняет
выявление дефектов и определение их характера.
Удовлетворительная четкость скопления порошка
получается над дефектами, залегающими на глубине не
более 5-8 мм.
• Наличие покрытий толщиной до ~20 мкм практически не
влияет на выявляемость дефектов.
 При толщине покрытия
При толщине покрытияболее 100-150 мкм могут быть выявлены только дефекты
размером более 0,15 мм.
Оборудование
Магнитный дефектоскоп,
электромагнит или
намагничивающее устройство
для намагничивания объектов
контроля
Магнитометр для измерения
характеристик магнитного поля и
магнитных свойств материалов
Индикаторы магнитного поля
для измерения значений
магнитных полей
Контрольный образец для
оценки работоспособности и
чувствительности магнитных
порошков
Электромагнит MAGNAFLUX Y6
Дефектоскоп МИКРОКОН МАГ-101
Дефектоскоп МИКРОКОН МАГ-210 Магнитометр ИМАГ-400Ц
Масштабность применения
магнитопорошкового метода
Высокая производительность.
Наглядность результатов контроля.
Высокая чувствительность.
Обнаруживаются трещины в начальной стадии их появления, когда
обнаружить их без специальных средств контроля трудно или
невозможно.
• Применение данного метода практически не ограничивает, как правило,
плохое состояние поверхностей сварных соединений: наличие брызг и
чешуйчатости; имеющиеся в сварных швах резкие переходы от
наплавленного металла к основному, создающие дополнительные
магнитные потоки рассеяния, а следовательно, дополнительные
индикации.

• Метод позволяет достаточно эффективно выявлять в сварных
соединениях поверхностные трещины.
Тест для выявления уровня сформированных знаний по теме:
«Магнитопорошковая дефектоскопия»
Задание: Ответьте на вопросы «да» или «нет»
• Магнитные методы контроля основаны на обнаружении магнитных потоков (полей) рассеяния, создаваемых
дефектами.
а) да; б) нет
• Сущность магнитопорошкового метода заключается в том, что на поверхность намагниченной детали наносят
порошок, который на поверхности детали скапливается над дефектами.
а) да; б) нет
•Чувствительность магнитопорошкового метода не зависит от размера частиц порошка и его магнитных свойств.
а) да; б) нет
• Существуют несколько способов нанесения ферромагнитного порошка на контролируемую деталь: «мокрый» и
«сухой».
а) да; б) нет
• Для приготовления суспензии смешивают ферромагнитный порошок с трансформаторным маслом, керосином,
мыльным раствором.
а) да; б) нет
• «Мокрый» метод магнитопорошкового контроля более чувствительный, чем «сухой».

а) да; б) нет
Обучение неразрушающему контролю магнитопорошковой дефектоскопии
Магнитопорошковая дефектоскопия (MPI или MT)
Магнитопорошковая дефектоскопия — это метод неразрушающего контроля, используемый для обнаружения поверхностных и приповерхностных дефектов и дефектов. MPI быстр и относительно прост в применении, а подготовка поверхности не так критична, как для других методов неразрушающего контроля. Эти характеристики делают MPI одним из наиболее широко используемых методов неразрушающего контроля. MPI использует магнитные поля и небольшие магнитные частицы, похожие на железные опилки, для обнаружения дефектов в компонентах.Единственное реальное ограничение состоит в том, что проверяемый компонент должен быть изготовлен из ферромагнитного материала, такого как железо, никель, кобальт или один из их сплавов. Этот метод используется для проверки различных форм изделий, включая отливки, поковки и сварные детали. Конструкционная сталь, автомобильная, нефтехимическая, энергетическая и аэрокосмическая промышленность — вот лишь несколько примеров, в которых используется магнитопорошковая дефектоскопия. Подводная инспекция — это еще одна область, в которой магнитопорошковая дефектоскопия может использоваться для проверки таких объектов, как морские сооружения и подводные трубопроводы.
Подводная инспекция — это еще одна область, в которой магнитопорошковая дефектоскопия может использоваться для проверки таких объектов, как морские сооружения и подводные трубопроводы.
Этот курс не требует от слушателя предварительной подготовки или опыта работы с этим методом неразрушающего контроля. Материал представлен таким образом, который способствует пониманию и способности немедленного применения. Это отличный курс для стажеров по неразрушающему контролю, которые должны пройти обучение уровня I и II, чтобы иметь право на сертификацию, а также для персонала объекта, который отвечает или контролирует применение испытаний или контроля/обеспечения качества.
Содержание курса
M2110 Магнитопорошковый контроль уровня I и II.
Этот курс обеспечивает точную, актуальную и тщательную подготовку, которая непосредственно ведет к способности студента выполнять достоверные магнитопорошковые испытания. Материалы уровней I и II объединены и представлены в одном учебном курсе. Курс начинается с базовой теории магнетизма и продолжается многочисленными приложениями для тестирования ферромагнитных материалов. Достаточно времени предоставляется для демонстрации техники и практических лабораторных занятий. Предоставляются конспекты лекций, учебник и необходимые материалы для тестирования.
Курс начинается с базовой теории магнетизма и продолжается многочисленными приложениями для тестирования ферромагнитных материалов. Достаточно времени предоставляется для демонстрации техники и практических лабораторных занятий. Предоставляются конспекты лекций, учебник и необходимые материалы для тестирования.
M2112 Магнитопорошковая дефектоскопия, уровень IIa — только ярма переменного тока.
Этот курс предусматривает специальное обучение использованию ярма переменного тока для магнитопорошкового контроля. Информация представлена в одном 2-дневном учебном курсе. Курс начинается с базовой теории магнетизма и продолжается многочисленными приложениями для тестирования ферромагнитных материалов. Достаточно времени предоставляется для демонстрации техники и практических лабораторных занятий. Предоставляются конспекты лекций, учебник и необходимые материалы для тестирования.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОСМОТРЕТЬ НАШЕ РАСПИСАНИЕ ПРЕДСТОЯЩИХ ЗАНЯТИЙ
Учебная программа превышает содержание, рекомендованное Американским обществом неразрушающего контроля для исследований уровня I и II. Поурочные викторины отслеживают прогресс, и все три оценочных экзамена (общий, специальный и практический) проводятся квалифицированным специалистом ASNT ACCP уровня III. Курс также включает тест на остроту зрения, если это необходимо студенту.
Поурочные викторины отслеживают прогресс, и все три оценочных экзамена (общий, специальный и практический) проводятся квалифицированным специалистом ASNT ACCP уровня III. Курс также включает тест на остроту зрения, если это необходимо студенту.
[нажмите здесь, чтобы загрузить описание курса в формате PDF]
________________________________________________________________________________
Альтернативные варианты курса
M2111-WB Магнитопорошковый контроль уровня I и II. Онлайн-курс
Онлайн-курсы идеально подходят для техников уровня II, которые нуждаются в переподготовке, или для стажеров, у которых есть другие способы получить практический опыт. Все онлайн-курсы включают «свод знаний», рекомендованный ASNT, и включают итоговый экзамен, который можно использовать в качестве общего экзамена метода.
Специализированные и практические оценочные экзамены не включены в онлайн-курс, но могут быть запланированы для проведения на кампусе одним из наших квалифицированных инструкторов. Попросите варианты обследования «на месте», если поездка в наш кампус представляет проблему.
Попросите варианты обследования «на месте», если поездка в наш кампус представляет проблему.
Вернуться к началу Курсы магнитопорошковой дефектоскопии
8 Инструменты производительности системы для магнитопорошковой дефектоскопии
Образцы для магнитопорошковых испытаний
Независимо от того, работаете ли вы в автомобильной или аэрокосмической промышленности, проверка производительности системы имеет решающее значение для оптимального контроля. Проверка производительности системы должна выполняться ежедневно, чтобы подтвердить способность системы намагничиваться и создать показания для исследования.Стандартизированный тестовый образец, образец детали с известными дефектами или деталь с прикрепленными к ней искусственными дефектами можно использовать для проверки производительности системы. Детали процедуры зависят от типа и конфигурации используемого оборудования.
Кольцо из инструментальной стали (AS5282)
Кольцо из инструментальной стали представляет собой стандартизированный образец для испытаний, обычно используемый с магнитопорошковым оборудованием для мокрого стенда. Кольцо изготовлено из инструментальной стали AISO O1, отожжено, испытано и сертифицировано в соответствии со спецификациями AS 5282.Обычно используемое с центральным проводником диаметром 1/2 дюйма (1 см), кольцо из инструментальной стали имеет 12 механически обработанных отверстий на увеличивающейся глубине от края и используется для проверки производительности намагничивающего оборудования HWDC, FWDC и 3-фазного намагничивающего оборудования FWDC. Он подходит для использования с влажными или сухими материалами и видимыми или флуоресцентными частицами. Количество необходимых показаний зависит от формы сигнала и силы тока намагничивания (дополнительную информацию см. в ASTM E1444 или E3024).
Кольцо изготовлено из инструментальной стали AISO O1, отожжено, испытано и сертифицировано в соответствии со спецификациями AS 5282.Обычно используемое с центральным проводником диаметром 1/2 дюйма (1 см), кольцо из инструментальной стали имеет 12 механически обработанных отверстий на увеличивающейся глубине от края и используется для проверки производительности намагничивающего оборудования HWDC, FWDC и 3-фазного намагничивающего оборудования FWDC. Он подходит для использования с влажными или сухими материалами и видимыми или флуоресцентными частицами. Количество необходимых показаний зависит от формы сигнала и силы тока намагничивания (дополнительную информацию см. в ASTM E1444 или E3024).
Испытательный стержень MPI
Испытательный стержень MPI представляет собой стандартизированный испытательный образец, который можно использовать с магнитопорошковым оборудованием, обмотками катушек блока питания или магнитными ярмами.Испытательный стержень имеет как поверхностные, так и подповерхностные дефекты для использования с намагничивающим оборудованием переменного тока, HWDC, FWDC и 3-фазного намагничивающего оборудования FWDC. Надрезы на поверхности EDM в двух направлениях позволяют использовать испытательный стержень для подтверждения как круговой (выстрел в голову), так и продольной (выстрел катушки) намагниченности.
Надрезы на поверхности EDM в двух направлениях позволяют использовать испытательный стержень для подтверждения как круговой (выстрел в голову), так и продольной (выстрел катушки) намагниченности.
Количественные индикаторы качества (QQI)
Узнайте о количественных индикаторах качества в нашем блоге Разбивка Как использовать индикаторы магнитного потока и QQI .
Посмотрите количественные индикаторы качества (QQI) в действии, включая основные этапы тестирования на наличие искусственных дефектов и проверки направления и относительной напряженности поля в нашем видеоролике «Обзор тестовых образцов количественных индикаторов качества для магнитопорошковой дефектоскопии».
Полевые индикаторы
Для действительного магнитопорошкового контроля к детали необходимо приложить достаточное магнитное поле, чтобы намагнитить исследуемую область. Хотя магнитное поле внутри детали не может быть измерено напрямую, доступно несколько аксессуаров для подтверждения наличия достаточного магнитного поля. Измерители и датчики также могут использоваться для подтверждения уровня размагничивания после завершения проверки.
Хотя магнитное поле внутри детали не может быть измерено напрямую, доступно несколько аксессуаров для подтверждения наличия достаточного магнитного поля. Измерители и датчики также могут использоваться для подтверждения уровня размагничивания после завершения проверки.
Измеритель на эффекте Холла, гауссметр и измеритель потока
Измеритель на эффекте Холла представляет собой калиброванный цифровой измеритель для измерения напряженности приложенного магнитного поля.Откалиброванный зонд датчика помещается перпендикулярно к исследуемой поверхности и реагирует на магнитное поле, касательное к этой поверхности. Затем измеритель обеспечивает показания напряженности поля в гауссах, теслах или ампер/метрах с точностью +/-3%. Измеритель эффекта Холла имеет несколько функций, включая режимы переменного (среднеквадратического) и постоянного тока (пикового), автоматическое определение диапазона и автоматическое обнуление, а также удержание мин./макс./пикового значения.
Узнайте об устройствах размагничивания для магнитопорошковой дефектоскопии и посмотрите демонстрацию полевых индикаторов в нашем видеоролике «Технологии размагничивания для магнитопорошковой дефектоскопии».
Измерители магнитного поля и магнитометры
Измерители магнитного поля представляют собой портативные аналоговые датчики, обычно используемые для быстрой проверки уровней намагничивания или размагничивания. Доступный в нескольких диапазонах калиброванный датчик поля реагирует на собственное или сохраняющееся магнитное поле внутри детали с точностью до +/-5%. Некалиброванные датчики поля также доступны для быстрой проверки наличия/отсутствия намагниченности детали или ее размагничивания.
Обнаружение магнитного потока
Магнитные поля по своей природе являются направленными, и только неоднородности, ортогональные линиям магнитного потока, будут индуцировать поля рассеяния и формировать признаки магнитных частиц. Направление магнитного потока так же важно, как и сила приложенного магнитного поля. Доступны несколько аксессуаров для проверки направления магнитного потока внутри тестируемой детали.
Направление магнитного потока так же важно, как и сила приложенного магнитного поля. Доступны несколько аксессуаров для проверки направления магнитного потока внутри тестируемой детали.
Ламинированные флюсовые ленты
Узнайте о ламинированных флюсовых лентах в нашем блоге Разборка Как использовать индикаторы магнитного потока и QQI .
Круговые датчики
Круговой датчик — это инструмент для быстрой проверки направления магнитного потока на поверхности. Он сделан из восьми железных сегментов, спаянных в единое целое, образуя звездообразный узор из цветных неоднородностей. Обычно используемый с сухими порошками для проверки ярма, круговой датчик можно держать под любым углом, и он будет генерировать показания, перпендикулярные направлению магнитного потока. Аналогичный измерительный прибор, пенетраметр Бертольда, обычно используется в Европе.В пенетраметре Бертольда используются четыре железных секции вместо восьми, но он используется так же, как круговая шкала. Хотя эти устройства полезны для проверки направления магнитного потока, они не считаются подходящими для демонстрации напряженности магнитного поля.
Хотя эти устройства полезны для проверки направления магнитного потока, они не считаются подходящими для демонстрации напряженности магнитного поля.
Измерение концентрации
При использовании влажных материалов концентрация магнитных частиц в жидком носителе должна поддерживаться на правильном уровне для получения показаний. Для измерения концентрации используются различные аксессуары в зависимости от типа используемых магнитных частиц.
Центрифужные пробирки
При использовании материалов для влажного метода – воды или масла – способность формировать четкие показания напрямую связана с концентрацией магнитных частиц. Различные типы частиц эффективны в разных диапазонах концентраций. Центрифужная пробирка с магнитными частицами , также известная как пробирка Гетца, обеспечивает средства проверки концентрации частиц, а также оценки качества носителя и уровня присутствующего загрязнения.Пробирку заполняют взбалтываемым раствором и оставляют не менее чем на 30 минут, чтобы частицы осели. Концентрацию частиц можно определить по маркировке на пробирке. Также можно наблюдать слои осадка от загрязнения, а также прозрачность жидкого носителя. Высокие уровни загрязнения или помутнения жидкости увеличивают фон, снижают контрастность и ухудшают качество магнитопорошковых исследований.
Концентрацию частиц можно определить по маркировке на пробирке. Также можно наблюдать слои осадка от загрязнения, а также прозрачность жидкого носителя. Высокие уровни загрязнения или помутнения жидкости увеличивают фон, снижают контрастность и ухудшают качество магнитопорошковых исследований.
Источник:
Гейс, Дэвид.«8 инструментов производительности системы для магнитопорошковой дефектоскопии». Блог Magnaflux , 21 августа 2018 г., https://www.magnaflux.com/Magnaflux/Resources/Blog/8-MPI-Accessories
Принадлежности и расходные материалы для магнитных частиц
Магнитопорошковая испытательная пластина Magnaflux
Магнитопорошковая испытательная пластина Magnaflux используется в качестве испытательного образца с искусственными дефектами, чтобы установить направление поля и определить адекватные уровни тока с использованием переменного или постоянного тока во влажных горизонтальных магнитопорошковых стендах. Пруток содержит как мелкие, так и крупные дефекты, поверхностные и подповерхностные дефекты, а также продольные и поперечные следы.
Пруток содержит как мелкие, так и крупные дефекты, поверхностные и подповерхностные дефекты, а также продольные и поперечные следы.
Как требуется в некоторых спецификациях, эта полоса может использоваться для определения того, что процедура MPI способна обнаруживать вырез размером 1/16″ x 0,006″ x 0,01″ (ДxШxГ) (максимальный размер), ориентированный под углом 90° к магнитному потоку , Он изготовлен из низколегированной стали и заполнен непроводящим материалом, чтобы предотвратить механическое удерживание магнитных частиц
Инструкции:
Поместите стержень во влажный горизонтальный блок между передней и задней бабкой.Расположите испытательный стержень так, чтобы логотип Magnaflux был обращен к оператору. Используя приведенную ниже таблицу, примените правильный ток и ванну, чтобы найти показания.
9001 9001 9 4| 4 | 1 | 1 1 8 1 Поверхность трещин | 1 8 мин. |  Текущий необходимый для поиска индикации Текущий необходимый для поиска индикации | ||||
| продольный | продольный поток | пропускной тект через бар (контактный снимок) | ток переменного тока | ток постоянного тока | AC 160 / DC 400 AMPS | |||
| Transverse | Place Place Place в катушку По длине) | Переменный ток | Постоянный ток | Переменный ток 450 / постоянный ток 780-890 ампер | ||||
Технические характеристики
Может использоваться для проверки производительности системы аналогично кольцу AS5282.
ASTM E 709-08 (раздел 20.8.1)
ASTM E 1444 (раздел 7.1.2)
Размеры: 10″ x 1,25″ x 3 x 1,25″ x 3 x 4,7 мм 2 8 / 8 9024 прибл. 31 мм x 10 мм)
Вес: 5 фунтов
Magnaflux № по каталогу — MT-MX-189838
MX Industrial (эквивалент Magnaflux MPI Test Bar) № по каталогу 3 — 9000MX Объем мирового рынка Магнитно-порошковые дефектоскопы, по прогнозам, будет расти со среднегодовым темпом роста 6. Магнитопорошковые дефектоскопы используются для обнаружения дефектов в ферромагнитных материалах, таких как отливки, поковки и сварные детали. Это метод неразрушающего контроля, который не изменяет исследуемый материал и не дает указаний о размере или глубине дефекта.Одним из преимуществ магнитопорошкового контроля по сравнению с другими методами является его способность определять, простираются ли поверхностные дефекты ниже поверхности в скрытые элементы на таких продуктах, как трубопроводы, без необходимости контакта. Магнитопорошковая дефектоскопия (MPI) может быть портативной или стационарной, в зависимости от того, где она будет применяться, что делает MPI экономически эффективным, поскольку им не всегда может потребоваться доступ к электричеству во время производственных процессов. На основе типа рынок делится на портативные магнитопорошковые дефектоскопы и стационарные магнитопорошковые дефектоскопы.В 2016 году на портативный тип приходилось большая доля рынка из-за его легкой мобильности. Портативные магнитопорошковые дефектоскопы представляют собой тип дефектоскопа, который перемещается вместе с заготовкой. Его часто несет оператор, который может обнаружить дефекты в деталях, когда они перемещаются по станкам или сборочным линиям. Стационарный магнитопорошковый дефектоскоп представляет собой более стационарное устройство, которое обнаруживает дефекты с поверхности на глубину до трех футов.Это означает, что его можно разместить на любом столе, и он по-прежнему будет обнаруживать дефекты в деталях под ним, если их поднести достаточно близко для осмотра. У стационарных юнитов нет колес, поэтому их перемещение требует времени; однако это также позволяет операторам лучше контролировать свое позиционирование. На основании заявки рынок подразделяется на нефтегазовую, горнодобывающую, автомобильную, машиностроительную, аэрокосмическую и другие.Нефтегазовая промышленность является крупнейшим сегментом применения магнитопорошковых дефектоскопов, за которым в 2018 году последовала добыча полезных ископаемых. Магнитопорошковые дефектоскопы используются в нефтегазовой промышленности в качестве альтернативы другим типам методов неразрушающего контроля. Они часто используются в проектах, требующих высокого уровня безопасности при сохранении качества, таких как морские буровые платформы или устья скважин. Магнитопорошковая дефектоскопия также удобна для труб различного диаметра, которые может быть сложнее проверить с помощью некоторых методов неразрушающего контроля, таких как ультразвуковое исследование или дефектоскопия с помощью проникающей жидкости. Использование магнитопорошковых дефектоскопов в горнодобывающей промышленности растет день ото дня. По всему миру существует огромное количество шахт, и они также могут находиться в разных географических точках. Эта статья поможет вам узнать, как магнитопорошковые дефектоскопы могут облегчить горнякам трудный процесс. Минералы всегда были важной частью человеческой цивилизации, и они входят в число ее главных открытий. Они предлагают сырье, которое используется в качестве источников топлива (уголь), строительные блоки для строительства (сталь) или просто украшения для высококачественной мебели со всего мира (золото). Магнитопорошковые дефектоскопы играют важную роль в автомобильной промышленности. Периодически один или несколько автомобилей изготавливаются с дефектами в результате человеческих ошибок и отсутствия строгих мер контроля качества при производстве. Производители автомобилей часто используют преимущества магнитопорошковых дефектоскопов для обнаружения дефектов, которые в противном случае могут остаться незамеченными людьми-инспекторами из-за их неспособности постоянно проверять каждый дюйм металлических конструкций. Магнитопорошковые дефектоскопы используются в машиностроении для обеспечения качества продукции. Процесс использования этого детектора включает в себя проверку поверхности металла на наличие дефектов, таких как пустоты, пористость и трещины. В дополнение к обнаружению дефектов до того, как они вызовут проблемы во время производства, это также помогает производителям определить, сколько материала необходимо удалить с участка, чтобы сделать возможным ремонт без ущерба для целостности или прочности ремонтируемой детали. Магнитопорошковые дефектоскопы используются в аэрокосмической промышленности для проверки самолетов и другого оборудования. Они позволяют эффективно проверять сварные швы, заклепки или крепежные детали, которые в противном случае было бы трудно или невозможно проверить вручную. Это важно, потому что недостатки могут привести к трещинам, которые могут привести к поломке во время полета. Магнитопорошковый контроль также позволяет инспекторам обнаруживать дефекты, которые на первый взгляд не видны невооруженным глазом, такие как усталостное растрескивание или коррозионное повреждение. На основе региона рынок сегментирован на Северную Америку, Латинскую Америку, Европу, Азиатско-Тихоокеанский регион, Ближний Восток и Африку. По оценкам, в 2021 году Северная Америка будет занимать основную долю рынка магнитопорошковых дефектоскопов, поскольку она имеет хорошо развитую инфраструктуру, включая электрические сети и системы общественного транспорта, которые облегчают транспортировку товаров из одного региона в другой. Ожидается, что факторы роста, такие как растущий спрос на высокопроизводительные детали и необходимость повышения производительности, будут стимулировать рынок магнитопорошковых дефектоскопов. Dataintelo опубликовала новый отчет под названием «Отчет об исследовании рынка магнитопорошковых дефектоскопов», который сегментирован по типам (портативный магнитопорошковый дефектоскоп, стационарный магнитопорошковый дефектоскоп), по приложениям (нефть и газ, горнодобывающая промышленность, автомобильная промышленность, машиностроение, Aerospace, Others), By Players/Companies Olympus, Advanced NDT, Krautkramer, Hitachi Power Solutions, Roop Telsonic, Sonatest, GE, MODSONIC, OKOndt GROUP, Blue Star E&E, Danatronics, HUATEC Group, Oceanscan». 8 В отчете представлены исчерпывающие данные о новых тенденциях, движущих силах рынка, возможностях роста и ограничениях, которые могут изменить динамику рынка в отрасли. Рынок сегментирован по типу Портативный магнитопорошковый дефектоскоп, Фиксированный магнитопорошковый дефектоскоп и по применению Нефть и газ, горнодобывающая промышленность, автомобильная промышленность, машиностроение , аэрокосмическая промышленность, другие. Некоторые из компаний, которые профилированы в этом отчете: Магнитно-порошковые дефектоскопы Рынок Отчет
 04% в течение прогнозируемого периода, чтобы достичь X, XXX миллионов долларов США к 2028 году с 1 138 миллионов долларов США в 2018 году. За последние несколько лет отрасль магнитопорошковых дефектоскопов пережила огромный рост благодаря его широкому применению в различных отраслях, таких как нефть и газ. , горнодобывающая, автомобильная, аэрокосмическая и другие.
04% в течение прогнозируемого периода, чтобы достичь X, XXX миллионов долларов США к 2028 году с 1 138 миллионов долларов США в 2018 году. За последние несколько лет отрасль магнитопорошковых дефектоскопов пережила огромный рост благодаря его широкому применению в различных отраслях, таких как нефть и газ. , горнодобывающая, автомобильная, аэрокосмическая и другие.
Портативные магнитопорошковые дефектоскопы:
Стационарный магнитопорошковый дефектоскоп:
 Стационарные устройства обычно оснащены более мощными магнитами, чем портативные, что помогает находить мелкие или глубоко запрятанные дефекты.
Стационарные устройства обычно оснащены более мощными магнитами, чем портативные, что помогает находить мелкие или глубоко запрятанные дефекты.

 Надлежащее техническое обслуживание с использованием этих устройств гарантирует, что качество самолета остается высоким, при этом сокращаются затраты на ремонт и инициируются меры по повышению безопасности на раннем этапе, прежде чем они станут серьезными проблемами как для операторов, так и для пассажиров.
Надлежащее техническое обслуживание с использованием этих устройств гарантирует, что качество самолета остается высоким, при этом сокращаются затраты на ремонт и инициируются меры по повышению безопасности на раннем этапе, прежде чем они станут серьезными проблемами как для операторов, так и для пассажиров. Факторы роста рынка магнитопорошковых дефектоскопов:
 Рост внедрения новых технологий также является основным фактором, определяющим спрос на магнитопорошковые дефектоскопы в этой отрасли. Более того, увеличение глобальных инвестиций в строительство станет одним из ключевых факторов, которые будут способствовать развитию рынка магнитопорошковых дефектоскопов в течение прогнозируемого периода (2021-2028 гг.).
Рост внедрения новых технологий также является основным фактором, определяющим спрос на магнитопорошковые дефектоскопы в этой отрасли. Более того, увеличение глобальных инвестиций в строительство станет одним из ключевых факторов, которые будут способствовать развитию рынка магнитопорошковых дефектоскопов в течение прогнозируемого периода (2021-2028 гг.). 9001
Отчет Case 3
1 4 1 1 8 4 4 4 Магнитные дефекты дефектов Магнитные частицы Рыночники по типу портативный Магнитопорошковый дефектоскоп, Стационарный магнитопорошковый дефектоскоп По применению Нефть и газ, горнодобывающая промышленность, автомобильная промышленность, машиностроение, аэрокосмическая промышленность, прочее По компаниям 13 90mpus, NDT Krautkramer, Hitachi Power Solutions, Roop Telsonic, Sonatest, GE, MODSONIC, OKOndt GROUP, Blue Star E&E, Danatronics, HUATEC Group, Oceanscan Покрываемые регионы Северная Америка, Европа, Азиатско-Тихоокеанский регион, Латинская Америка, MEA Охваченные страны 90 043 Северная Америка : Ю.  S и Канада
S и Канада
Европа : Германия, Франция, Италия, Великобритания, Испания, Россия, остальная Европа
APAC : Китай, Япония, Южная Корея, Индия, Австралия, Юго-Восточная Азия, остальные страны Азиатско-Тихоокеанского региона
Латинский America : Бразилия, Мексика
Ближний Восток и Африка : Саудовская Арабская, Южная Африка, ОАЭ Базовая годом 2020 Исторический год 2017 по 2019 год (данные с 2010 года могут Предоставляется в соответствии с наличием) прогноз года 1 2028 9
9 175 Настройка Да, отчет можно настроить в соответствии с вашими потребностями.  Он обеспечивает углубленный анализ сегментов рынка, включая продукты, приложения и анализ конкурентов.
Он обеспечивает углубленный анализ сегментов рынка, включая продукты, приложения и анализ конкурентов.
Сегменты отчета о мировом рынке магнитопорошковых дефектоскопов:
Магнитный дефектоскоп частиц Детекторы отчет об исследовании рынка обеспечивает тщательное наблюдение за ведущими конкурентами с помощью стратегического анализа, тенденций и сценариев микро- и макрорынка, анализа ценообразования и целостного обзора рыночной ситуации в прогнозируемый период. Это профессиональный и подробный отчет, посвященный основным и дополнительным факторам, доле рынка, ведущим сегментам и географическому анализу. Кроме того, в отчете рассматриваются ключевые игроки, крупное сотрудничество, слияния и поглощения, а также тенденции инноваций и бизнес-политики.
Это профессиональный и подробный отчет, посвященный основным и дополнительным факторам, доле рынка, ведущим сегментам и географическому анализу. Кроме того, в отчете рассматриваются ключевые игроки, крупное сотрудничество, слияния и поглощения, а также тенденции инноваций и бизнес-политики.
Ключевые преимущества для участников отрасли и заинтересованных сторон:
- Движущие силы отрасли, ограничения и возможности, рассмотренные в исследовании
- Нейтральный взгляд на эффективность рынка
- Последние тенденции и разработки в отрасли
- Конкурентная среда и стратегии ключевых игроков
- Охвачены потенциальные и нишевые сегменты и регионы с перспективным ростом
- Исторический, текущий и прогнозируемый размер рынка в стоимостном выражении
- Углубленный анализ рынка магнитопорошковых дефектоскопов
Обзор региональных перспектив рынка магнитопорошковых дефектоскопов:
В зависимости от региона рынок делится на Северную Америку, Европу, Азиатско-Тихоокеанский регион, Латинскую Америку, Ближний Восток и Африку (MEA).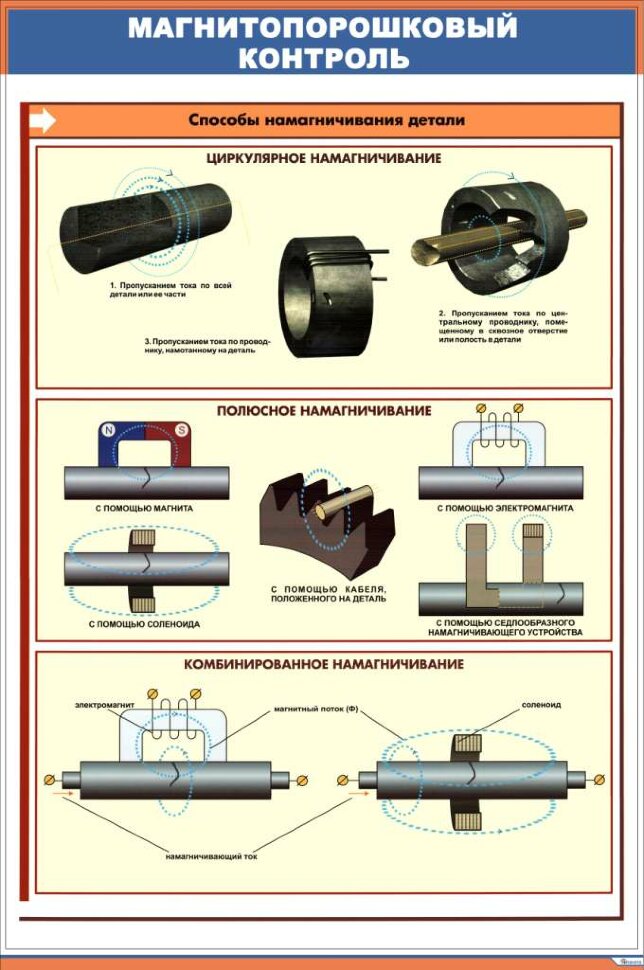 Регион Северной Америки далее раздваивается на такие страны, как США и Канада. Регион Европы далее подразделяется на Великобританию, Францию, Германию, Италию, Испанию, Россию и остальную Европу. Азиатско-Тихоокеанский регион делится на Китай, Японию, Южную Корею, Индию, Австралию, Юго-Восточную Азию и остальную часть Азиатско-Тихоокеанского региона. Регион Латинской Америки далее делится на Бразилию, Мексику и остальную часть Латинской Америки, а регион Ближнего Востока и Африки делится на страны Персидского залива, Турцию, Южную Африку и остальные страны Ближнего Востока и Африки.
Регион Северной Америки далее раздваивается на такие страны, как США и Канада. Регион Европы далее подразделяется на Великобританию, Францию, Германию, Италию, Испанию, Россию и остальную Европу. Азиатско-Тихоокеанский регион делится на Китай, Японию, Южную Корею, Индию, Австралию, Юго-Восточную Азию и остальную часть Азиатско-Тихоокеанского региона. Регион Латинской Америки далее делится на Бразилию, Мексику и остальную часть Латинской Америки, а регион Ближнего Востока и Африки делится на страны Персидского залива, Турцию, Южную Африку и остальные страны Ближнего Востока и Африки.
Обзор рынка магнитопорошковых дефектоскопов:
- Структура рынка и прогнозы на ближайшие годы.
- Драйверы, ограничения, возможности и текущие тенденции рынка магнитопорошковых дефектоскопов.
- Исторические данные и прогноз.
- Расчеты на прогнозный период 2028 г.
- События и тенденции на рынке.
- по типу:
- портативный магнитный дефектный дефект частицы
- по применению:
- Масло и Газ
- Добывающая
- автомобильная промышленность
- Machinery Manufacturing
- Aerospace
- Другие
- сценарий рынка по регионам , субрегион и страна.

- Рыночная доля участников рынка, профили компаний, спецификации продуктов, SWOT-анализ и конкурентная среда.
- Анализ сырья для добычи, спроса и текущей динамики рынка.
- Государственная политика, макро- и микроэкономические факторы также включены в отчет.

Мы изучили рынок магнитопорошковых дефектоскопов на 360 градусов. как первичные, так и вторичные методологии исследования.Это помогло нам понять текущую рыночную динамику, разрыв между спросом и предложением, ценовые тенденции, предпочтения продуктов, потребительские модели и так далее. Выводы были дополнительно подтверждены первичными исследованиями с участием отраслевых экспертов и лидеров общественного мнения в разных странах. Данные дополнительно компилируются и проверяются с помощью различных методологий оценки рынка и проверки данных. Кроме того, у нас также есть собственная модель прогнозирования данных для прогнозирования роста рынка до 2028 года. Потребительские Insights
Причина для покупки магнитных детекторов детекторов дефектов:
- Отчет включает в себя множество информации, такой как сценарий динамики рынка и возможности в течение прогнозируемого периода
- Сегменты и подсегменты включают количественные, качественные, стоимостные (миллионы долларов США) и объемные (единицы миллионов) данные.
- Данные на уровне региона, субрегиона и страны включают силы спроса и предложения, а также их влияние на рынок.
- Конкурентная среда включает долю ключевых игроков, новые разработки и стратегии за последние три года.
- Комплексные компании, предлагающие продукты, актуальную финансовую информацию, последние разработки, SWOT-анализ и стратегии этих игроков.

| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 В случае больших компонентов, которые не могут быть намагничены полностью, намагничивается только зона контроля.
В случае больших компонентов, которые не могут быть намагничены полностью, намагничивается только зона контроля. Оба метода можно комбинировать, чтобы обеспечить локализацию трещин во всех направлениях.
Оба метода можно комбинировать, чтобы обеспечить локализацию трещин во всех направлениях. Массовые продукты, напр. в автомобильной промышленности обычно контролируются на стационарных испытательных машинах, которые позволяют либо проникновение магнитного поля, либо подачу электрического тока, либо их комбинацию одновременно, так что можно обнаружить трещины любой ориентации.
Массовые продукты, напр. в автомобильной промышленности обычно контролируются на стационарных испытательных машинах, которые позволяют либо проникновение магнитного поля, либо подачу электрического тока, либо их комбинацию одновременно, так что можно обнаружить трещины любой ориентации. диаметр: 300 мм
Максимум. вес: 25 кг
диаметр: 300 мм
Максимум. вес: 25 кг
 диаметр: 400 мм
Максимум. вес: 100 кг
диаметр: 400 мм
Максимум. вес: 100 кг Для заготовок длиной от 1000 мм до 3000 мм (с шагом 500 мм) и максимальным весом 500 кг (UWS 1000, UWS 1500, UWS 2000) соответственно 1000 кг (UWS 2500, UWS 3000).
Для заготовок длиной от 1000 мм до 3000 мм (с шагом 500 мм) и максимальным весом 500 кг (UWS 1000, UWS 1500, UWS 2000) соответственно 1000 кг (UWS 2500, UWS 3000). Типичные компоненты включают поворотные кулаки, поршни и раздвоенные детали.
Типичные компоненты включают поворотные кулаки, поршни и раздвоенные детали. Генераторы обеспечивают бесступенчатую регулировку силы тока и универсальны в использовании. С помощью большого, удобно читаемого дисплея текущий ток можно отслеживать в любое время.
Генераторы обеспечивают бесступенчатую регулировку силы тока и универсальны в использовании. С помощью большого, удобно читаемого дисплея текущий ток можно отслеживать в любое время. Оптимальное позиционирование на различных заготовках возможно с помощью взаимозаменяемых удлиненных, угловых или гибких крепежных стержней соответственно.
Оптимальное позиционирование на различных заготовках возможно с помощью взаимозаменяемых удлиненных, угловых или гибких крепежных стержней соответственно.Магнитные частицы – Baker Testing Services
Контроль поверхности ферромагнитных материалов
Магнитопорошковая дефектоскопия (MPI), также известная как магнитопорошковая дефектоскопия (MT), представляет собой эффективный, экономичный и надежный метод неразрушающего контроля для обнаружения критических дефектов в ферромагнитных материалах [i] .
Обычно применяется для проверки поверхности [ii] на углеродистых сталях и других сплавах, которые могут намагничиваться, магнитопорошковая дефектоскопия может точно выявить дефекты, которые невозможно обнаружить при обычном визуальном осмотре, включая:
- трещины
- швы
- нахлесты
- несплошности
Более высокие нагрузки и наиболее серьезные дефекты обычно сосредоточены на наружных поверхностях компонентов, чем в их внутреннем объеме. Таким образом, расширенные процессы контроля поверхности, такие как магнитопорошковая и пенетрантная дефектоскопия, имеют решающее значение для обнаружения дефектов и предотвращения отказов.
Таким образом, расширенные процессы контроля поверхности, такие как магнитопорошковая и пенетрантная дефектоскопия, имеют решающее значение для обнаружения дефектов и предотвращения отказов.
Приложения для контроля качества
Применение магнитопорошкового контроля включает в себя проверку сварных швов, отливок, инструментов, пруткового проката и других компонентов для контроля качества, целостности поверхности, соответствия нормам и проверки перед станком.
Процесс контроля магнитных частиц
Когда материалы намагничиваются постоянным электрическим током или индукцией от намагничивающих катушек и ручных соленоидов ярма, линии магнитной силы (или потока) — аналогичные магнитным полям постоянных магнитов и самой Земли — прерываются дефектами материала и материальные изменения.
Дефекты на металлических поверхностях (или немного ниже) вызывают утечку в приложенном магнитном поле, которая притягивает очень мелкие, чувствительные, окрашенные или флуоресцентные частицы к несплошности.
Индикация, образованная частицами, притягивающимися к этим дефектам, может быть оценена нашими обученными и сертифицированными техническими специалистами на соответствие нормам или неисправностям, целостность поверхности, а также для обеспечения надежной работы компонентов, подвергающихся нагрузкам и износу.
Магнитопорошковый контроль часто используется в сочетании с другими методами неразрушающего контроля или в дополнение к ним в лабораториях Baker Testing Services и на местах.
Различные намагничивающие устройства, методы, типы частиц, чувствительность и методы применения могут быть адаптированы к требованиям к продукту и соответствию нормам для поддержки приложений по производству электроэнергии, сварке, литейному делу, машиностроению, строительству, производству и предотвращению отказов.
Проверка сварного шва двутавровой балки включает использование контурного датчика, известного как ярмо, которое намагничивает сварной шов.Квалифицированные специалисты по инспекции
- Крупные и мелкие детали или компоненты могут быть проверены в соответствии с кодами или спецификациями ASME, AWS, MIL-STD, AMS, ASTM, а также в соответствии с конкретными требованиями заказчика.
- Компания Baker Testing Services располагает техническими специалистами с более чем 40-летним многолетним опытом работы в области магнитопорошкового контроля и других методов неразрушающего контроля, чтобы обеспечить экспертную проверку практически для любого применения.
- Наш опытный персонал уровней II и III обучен и сертифицирован в соответствии с требованиями ASNT-TC-1A, CP-189 и MIL-STD-410/NAS 410.
- Квалификации и процедуры BTS соответствуют ASTM и военным спецификациям и принимаются клиентами во многих различных областях и приложениях.
- Квалифицированный оператор Veriforce (OQ)

[i] Ферромагнитные материалы, такие как железо, никель, кобальт и другие сплавы с относительно высоким содержанием железа (Fe), позволяют намагничиваться.Магнитная проницаемость — это термин, используемый для обозначения способности материала намагничиваться; у разных сплавов она разная.
[ii] В то время как MT является высокочувствительным методом контроля поверхности, особенно при использовании переменного тока, некоторые неглубокие дефекты материала могут быть обнаружены с помощью постоянного тока в зависимости от типа дефекта, размера и проницаемости материала.
ASAMS 12 ПОДВОДНАЯ СИСТЕМА КОНТРОЛЯ МАГНИТНЫХ ЧАСТИЦ
Products
Dual CP ROV Bottleпродукты — Подводная система UT
Подводная система UT Autwater UT SystemProducts — Aut Pump System
System Autscan Aut Pump SystemProducts — CP ROV Bottle
Oceanshan CP ROV Botton и Background С ROVEDual CP ROV бутылка
бутылка Oceanshan EFG ROV CP-бутылка
— подводные и оффшорные — телеметрия
LinkQuest UWM2000H Подводный модемRDT Videovave System
SATEL 3ASD RADO MODEM
SONARDYNE DUNKER 6
Аренда — Подводные и оффшор — Геофизические — Поддонный профилограф
KLEIN K-CHIRP 3310 ПОДДОННЫЙ ПРОФИЛЕРАренда — Подводный и морской — Геофизический — Гидролокатор бокового обзора
KLEIN 3000 ЦИФРОВАЯ СИСТЕМА ГЛОНАСС БОКОВОГО ОБЗОРА TOWFISH DEPRESSOREdgetech 4200 300/600 кГц
Edgetech 4200 300/900 кГц
Аренда — подводная ND Offshore — Геофизические магнитометры
Геометрика G880 Marine Cesesium MagnetometerGeometrics G882 Marine Cesesium Pavor MagnetoMer
Marine Magnetics Explorer Mini Magnetometer 300M
Marine Magnetics Sea Spy Magnetometer 1000 Meter
Аренда — Подводная и оффшор — Гидрография и опрос — Multibeam / Батиметрический
Valeport Midas SVPValeport MIDAS SVP
Renishaw Merlin Laser
Renishaw Merlin Laser Scanner
Tritech Seanet Seabat 4125 8125 Multibeam Echosounders
Tritek Seaking 704
Nexus MKV Мультиплексор
Nexus MKIV MKIV Multixer
Macartne Nexus MK I оптоволоконный мультиплексор
HYPACK / HYSWEEP MBES COMPITION и POST RACHING
R2SONIC I2NS SIM-BOX и IP68 IMU (Appleanix Waveticaster)
Valeport Swift SVP
R2sonic 2024 широкополосный Multibeam Echo Sounder 170 KHZ 450 KHZ
R2sonic 2024 широкополосный Multibeam Echo Sounder UHR 700 кГц
R2sonic 2022 широкополосный Multibeam Echo Sounder
R2Sonic 2022 широкополосный Multibeam Echo Sounder 3000M
Аренда — подводные и оффшорные — Гидрография и обследование — Echo Sounders
Knudsen двойной частоты ECHO SounderODOM ECHOTRAC MKIII DF3200 C / W 24/200 кГц преобразователей
Оффшор — Гидрография и обследование — датчики глубины
Tritech Seaking 7004ParoScientific 8CDP 700-I Digiquartz Интеллектуальные Глубинные датчики
Valeport Mini IPS Интеллектуальная датчик давления
Аренда — Подводные и оффшорные — Гидрография и обследование — Лебедка и кабельные Счетчики
Klein Surfish Прокат Depressor— Подводные и оффшорные — Гидрография и опрос — Пакеты сбора / обработки данных
Coda DA2000 Система сбораCODA F180 Прецизионные системы и позиционирования
Аренда — Подводные и оффшорные — Гидрография и обследование — Тепловые принтеры
EPC 1086NT СЕРИЯ 2000 ТЕПЛОВАЯ СЕТЕВАЯ ПЕЧАТЬ RGeoprinter 93315CTP Двойной интерфейс Тепловой принтер
Ultra 3710 Thermal Recorder
Ультра 3710 Аренда
— Подводные и оффшорные — Гидрография и опрос — Altimeters
Multi-Repeat AltiMeter DataSonics PSA900 Программируемый сонар AltimeterАренда Sonar Altimeter
— Подводные и оффшорные — ROV-датчики — Cameras
Macartney Luxus Compact Low Light CameraImenco Reef Arch Camera
Imenco Bull Shark HD Camera
Nexus MKV Multilexer
Macartney Luxus Low Light Camera
Imenco Bammerhead Color / Zoom Camera
Imenco Basking Shark Camera
Imenco Silvertip широкоугольная камера
Imenco Tiger Shark Camera
Tritech Seaspy Mini Camera C / W Световое кольцо
Tritech Oceanspy Мини камеры C / W Lightspy
Kongsberg osprey 1366 MKII Zoom Coongsberg
Kongsberg ospry 1386 P & T Camera
Kongsberg Asprey 14-102 Rotate и Tilt
Kongsberg OE14-208 ЦИФРОВАЯ ФОТОКАМЕРА СО ВСПЫШКОЙ И НОУТБУКОМ
KONGSBERG OE 14-308 Diver Digital Starts Camera
Kongsberg OE 14-376 Камера для инструментов
Oceanscan VS3003 Digital Shets C / W VS3003 PC
CONALSCAN VS3870 Цветовая камера
Oceanscan DTR100Z ADF взрывозащищенная камера
Nexus MKIV мультиплексор
Macartney Nexus MK I оптоволоконный мультиплексор
Konsberg Аренда OE14-366
— Подводные и оффшорные — ROV Датчики — Труба и кабельное отслеживание системы
Оптимальная система отслеживания ОрионTSS 440 Система для отслеживания труб
TSS 350 Система отслеживания кабеля
ELSEC 5000 Diver Удерживаемый магнитометр
Innovalatum Tone Generator
Tinsley 5915 Tone Generator
Tinsley 5910 Тестовый набор
Nexus MKV Мультиплексор
Nexus MKV Мультиплексор
Macartne Nexus MK I Волоконно-оптический мультиплексор
Аренда — Подводные и оффшорные — ROV Датчики — Допплеровые журналы скоростей
RDI 300/600/1200 KHZ Workhorse NavigatorCDL MINIPOS NAV DOPPLER
NEXUS MKV MULTIPLEXER
NEXUS MKIV MULTIPLEXER
Аренда Macartney Nexus Mk I Волоконно-оптический мультиплексор
— Подводные и оффшорные — ROV Датчики — Sonars / Profillers 920IS Multibeam Imaging Sonar 4000M VDSL
BlueView M900 2D Визуализация SONAR
TRITECH SEANET SOUNEL УПРАВЛЕНИЕ УПРАВЛЕНИЕ
TRITECH MULTICOMM Распределительная коробка
BlueView P900E Multi-Beam Imaging Sonar
Kongsberg Mesotech 1071 SUNAR
Kongsberg Mesotech 1000 Sonar
Tritech Super MeaPrine DST
Tritech Super Seaking Dual Profific Profific Sonar
Nexus MKV Мультиплексор
Nexus MKIV Мультиплексор
Macartney Nexus MK I Fiber Tobile Multibexer
Gemini 720IM Multibeam Sonar
BlueView M2250-900 Двойная частота
ARIS Explorer 3000
ARIS Rotator AR2
Tritech Gemini 720is Multibeam Imaging Sonar 1000M VDSL
аренду — подводные и оффшорные навесы — ROV-датчики — Gyros
IXSEA Octanes NanoTeledyne TSS Meridian Guestior Gyrocompass
IXSEA OCTANS MKIV 3000 метров 9001 4 IXSEA OCTANS MKIII 3000 метров F.
 О.Г.
О.Г. Nexus MKV мультиплексор
Nexus MKIV мультиплексор
MacArtne Nexus MK I в волоконно-оптическом мультиплексере
IXSEA IXSEA Инерциальная навигационная система
IXSEA Rovins Gyro Ins Invabled
Rovins Nano 2020
Nortek DVL1000 — 4000 м
аренду — подводные и оффшорные — ROV датчики — датчики движения
TSS DMS-05 Датчик движенияCDL Mini Tilt
Nexus MKV мультиплексор
Nexus MKIV мультиплексор
Macartne Nexus MK I оптоволоконный мультиплексор
— подводные и оффшорные — ROV датчики — инерционные системы
IXSEA ROVINS GYROUS включеныIXSEA Инерциальная навигационная система Zins
Nexus MKIV мультиплексор
RDI 300/600/1200 KHZ Workhorse Navigator
Nexus MKV Мультиплексор
Macartney Nexus MK I Оптоволоконный мультиплексор
— подводные и оффшорные — ROV датчики — лампы и лазеры
океанвизор ГЕНЕРАТОРMACARTNEY LUXUS POWER LED
OSPREY 1130 U/W ПРОЖЕКТОР ДЛЯ КАМЕРЫ 90 014 OSPREY 1132 U/W SPOT LAMP
OSPREY 1135 U/W SPOT LAMP
ROS WDL-75 WET & DRY LAMP
IMENCO ANGEL SHARK LASER
NEXUS MKV MULTIPLEXER
NEXUS MKIV MULTIPLEXER
3 — Аренда мультиплексоров Rambe и Offshore 90s Прокат Valeport
Valeport SVX2— Подводные и оффшорные — CTD / SVP
Valeport Monitor CTDValeport CTD606 Valeport CTD604 MK3
Valeport CTD606 MK3
Valeport Midas SVP
Valeport Mini SVS
Valeport CTD600
Valeport SVX2
Аренда — подводные и оффшорные — экологические — барометры
Air DB2 Digital Barometerаренду — подводные и оффшорные экологические — текущие метры
RDI 300/600/1200 KHZ Workhorse NavigatorValeport 308 текущий счетчик
Valeport 803 ROV (ЭЛЕКТРОМАГНИТНЫЙ)
VALEPORT BFM 106 ИЗМЕРИТЕЛЬ ТОКА
Аренда — подводные и морские — экологические — уровнемеры 900 44
Valeport Midas TMS TIDE & Система мониторинга окружающей средыValeport 740 Tide Mater
Aanderaa WLR7 & WLR8
Rental Valeport Midas WLR7 & WLR8
— подводные и оффшорные — ROVS Seaeee Falcon
Seabotix LBV300-5
Seabotix LBV200-4
Buddy Rov TMS
Outland 1000
Outland 2000
Videoray ROV Pro 4 Rugged Base
VideOray ROV Pro 4 Стандартная база
Seabotix LBV300-5
Аренда — Подводные и оффшорные — дайверное оборудование
The Cygnus Толщина Толщина Дайвера УдерживаетсяELSEC 5000 Дайвер, удерживаемый магнитометр
Баня Бантикоррометр
RSL
RSL CDL System
Teledyne CDL DiverLevel
UFM7 / UPRS6 Комбинированное магнитное поле, УФ и окружающий световой метр
ASAMS 3 Подводная магнитная система инспекции магнитной частицы
ASAMS 12 Подводная магнитная система инспекции частиц
Аренда — подводное и оффшорное средство — акустическое положение — USBL
SONARDYNE 8271SONARDYNE 8190
EASYTRAK АЛЬФ Portable
Kongsberg Cnode Maxi Transponders
HPR 410P — SSBL System
Ranger 2 Simrad rpt 319
Kongsberg Simrad RPT 324
Kongsberg Simrad MPT 319
Kongsberg Simrad SPT 314 319
SIMRAD SIMRAD SPT 314 319
SONARDYNE HIVIC SUB-MINI TRANSPONDER RESFONDER WSM
Применяемая акустика 219 Micro BeaCon / Transponders
Применяемая акустика 945 MIDI Beacon / Transponders
962/965 и 972 Fat Boy BeaCon / Transponders
PAM 2520
Применяемая акустика 982 Универсальное зарядное устройство
Прикладная акустика 935H MIDI Beacon / Transponders
Sonardyne Ant Transponder Transponder Набор
Sonardyne Compatt 6 Transponder
Sonardyne Iwand 6G
Sonardyne Rovnav 6
Применяемая акустика 1019 Mini BeaCon
Применяемая акустика 1082 Smart Switch
Применяемая акустика 3510 PAM POM портативный
IXBLUE GAPS USBL
Sonardyne Mini-Ranger 2 USBL
WSM 6+ AUV / ROV позиционирование маяка (USBL)
KONGSBERG CNODE MINI S
Аренда — подводная И оффшор — акустическое позиционирование — LBL
Sonardyne Compatt 5Sonardyne Ant Transponder Test
Sonardyne Mini Rovnav
Sonardyne Data Fusion Engine
Sonardyne Rovnav EHF / MF
Sonardyne Compatt 6 Transponder
Sonardyne Dunker 6
Sonardyne Iwand 6G
Sonardyne Rovnav 6 Прокат
— подводные и оффшорные — мультиплексоры
MATRIX MK II +Macartney Nexus Mk I II +
Macartney Nexus MK I Nexus MKV мультиплексор
Nexus MKIV мультиплексор
— подводные и оффшорные — ROV Tooling — Zip JeaTing
Macartney Nexus MK I Fiber Оптический мультиплексорTritech Ultra Zipjet Насосная система
Nexus MKV мультиплексор
Nexus MKIV мультиплексор
— подводные и оффшорные инструменты — ROV Tooling — инструменты для резки, очистки и крутящего момента
WebTool Rutter RCV75HDTORQUE TOOL CLASS 1-4 (API 17D)
Аренда — Подводные и морские установки — ROV Tooling — Caviblasters
CAVIBL ASTER 1222 E50/60Аренда — Подводная инспекция — Подводная толщинометрия — Подводный толщиномер в руках водолаза
CYGNUS DIVE MK2CYGNUS DIVE
CYGNUS THICKNESS GAUGE DIVER HELD
Проверено толщиномером Subsea Gauge
CYGNUS MK5 ROV ROV
— подводная проверка — обнаружение недостатки. Подводная проверка. Обнаружение дефектов — подводные MPI
Подводная проверка. Обнаружение дефектов — подводные MPI
UFM7 / UPRS6 Комбинированное магнитное поле, УФ и окружающий световой счетчик
Bowtech ROV Подводный черный свет
ASAMS 3 Подводная магнитная система инспекции частиц
ASAMS подводная ультрафиолетовая лампа
Аренда — Подводная инспекция — Подводная дефектоскопия Tion — ACFM
U31D ACFM подводный дайверACFM Crack Crack Microgauge Amigo
Аренда Amigo
— Подводная инспекция — Подводная проверка Подводные системы
IMENCO Bull Arcark HD CameraImenco Hammerhead Color / Zoom Camera
Imenco Basking Shark Camera
Imenco Silvertip Широкоугольная камера
IMENCO TIGER ACAL CAMERA
TRITECH Seas Mini Camera C / W Light Ring
Tritech Oceanspy Мини камеры C / W Light Ring
Kongsberg Asprey 1366 MKII Zoom Camera
Kongsberg osprey 1386 P & T Camera
Kongsberg osprey 14-102 вращается и Tilt
Kongsberg OE14-208 Цифровая фотокамера с вспышкой и ноутбуком
KONGSBERG OE 14-308 Diver Digital Starts Camera
Kongsberg OE 14-376 Инструментальная камера
OceanScan VS3003 Цифровые натюрморт C / W Flash & ноутбук PC
Oceanscan VS3870 цветной камеры
Oceanshan ВЗРЫВОЗАЩИЩЕННАЯ КАМЕРА DTR100Z ADF
КАМЕРА ДЛЯ СЛАБОГО ОСВЕЩЕНИЯ MACARTNEY LUXUS
KONSBERG OE14-366
Аренда — Подводная инспекция — мониторинг коррозии
BatteryCorrometer BEACLESCAN CP ROV бутылки и на заказ программное обеспечение для пробелов с зондомCP контактный зонд
CP Boximity Chest
BEACKY’S Marine Survey Kit
DUAL CP ROV бутылка
Oceanshan EFG ROV CP Bottle
— подсуждение Обнаружение затопленного члена
RSL FMD SystemАренда — Topside NDT & Inspection — обнаружение дефектов — Вихреемое текущее дефектное обнаружение дефектов
Eddyfi Sharck Rested Addy Actore Artray (ECA)Nortec 600
PHASEC3 вихрево текущий дефектный дефект
WeeldCheck
PEC-GS Lyft Probe
Eddyfi Lyft Импульсный вихревой ток (PEC)
Eddyfi Electane 2 Addy нынешний нынешний Artray (ECA)
Eddyfi PECA ROBE
EDDYFI REDDY
Аренда — Topside NDT & Inspection — обнаружение дефектов — Ультразвуковое дефектное обнаружение
Olympus EPOCH XTOLYMPUS EPOCH LTC
OLYMPUS EPOCH IV
SONATEST SITESCAN СЕРИЯ D+
G E’s USM Go
Olympus Epoch 600
Zonotip
Sitescan D-50
MasterScan D-70
MASTERSCAN D-70
Microgage III серии
Railscan 125+
CTS-30C
Siui Smartor
Alympus Epoch 650
Аренда — Topside NDT & Inscection — обнаружение дефектов — Обнаружение поэтапных массивов / тофд / сопоставление для коррозии
Phoenix Multimag Phoenix MultimagOlympus Omniscan SX PA
Olympus Omniscan SX PA
Olympus Omniscan MX2 16: 128 Олимпус
Olympus Omniscan MX2 32: 128PR
Olympus Hydroform зонд
Olympus Cobra Scanner
Olympus Cobra Scanner
Сканер
OLYMPUS HSMT Flex Scanner
Sconner
Phoenix Wren ToFd Kit
Phoenix REN TOFD Kit
Sonatest Roller Probed AWP & CWP
Gekko
— Topside NDT & Inscection — обнаружение дефектов — вычисляемая рентгенография
DURR CR35 NDT— TOPDORE NDT & Инспекция – обнаружение дефектов – цифровая рентгенография
СИСТЕМА GE’S INSPECTION DXR250U-W Аренда – неразрушающий контроль и проверка верхнего строения Comption — Обнаружение дефектов — Tube Iris Probe
Eddyfi Iris Probe
Eddyfi MagniSi Software
Solympus MultiScan MS 5800 Tube Accessection System
Eddyfi Electane 2 Addy Actory Array (ECA)
Аренда — Topside NDT & Inspection — Обнаружение дефектов — Магнитная Осмотр частиц
oeanscan my2 yoke с портативным пакетом аккумулятораJohnson & Allen Polymag постоянный магнит
BAUA и WEENON LUMACHECK двойной УФ и белый свет, проверка
Lumazon двойной ультрафиолетовый и белый светильник светодиодный инспекционной лампы
Levyhill двойной светодиодный метр
Spectroline Bib-150p УФ-ламп
Magnaflux 10-ДЮЙМОВАЯ МАГНИТНАЯ КАТУШКА
ПОСТОЯННЫЙ МАГНИТ KEIYU
ELY TOPSIDE UV LIGHT
LABINO BIGBEAM HELIOS UV LED DUO MID-LIGHT
S-LED
Аренда — Неразрушающий контроль и проверка верхней части — Дефектоскопия — Магнитопорошковый контроль — MY2 YOCE
44 С ПОРТАТИВНЫМ АККУМУЛЯТОРНЫМ БЛОКОМ
Аренда — Неразрушающий контроль и проверка верхнего строения — Дефектоскопия — ACFM
ACFM Crack Microgauge AmigoPace
Amigo 2
PACE
Amigo 2
Floormap3dim-R
— Topside NDT & Inspection — дефектное обнаружение — Addy нынешний Array
— Topside NDT & Ispection — Толщина Толщина — Ультразвуковая толщина 40044
Cygnus 4 Многократный эхо Ультразвуковой цифровая толщина 20014 Olympus 38DL Plus SystemOlympus 38DL Plus System
Olympus Panametrics 37DL Plus System
Olympus Panametrics 36DL PLUS System
Sonatest T-Gage V Series
Cygnus 6+ Pro
Zonotip
CTS-30C
Danatronics Echo DLW9
Аренда — Верхняя часть Неразрушающий контроль и инспекция — Толщиномер — Ультразвуковой прецизионный толщиномер
DANATRONICS UPG-07DLCW ПРЕЦИЗИОННЫЙ ТОЛЩИНОМЕРMICROGAGE III SERIES
Аренда — Верхний НК и инспекция — Толщиномер — Ультразвуковая искробезопасная толщиномер Аренда 0EECS
— Неразрушающий контроль и инспекция верхнего строения — Измерение толщины — Карьерный отдел H IMUGING ELCOMETER 119 PIT-CURENTАренда — Topside NDT & Inspection — визуальный осмотр — дистанционная визуальная проверка (RVI)
Olympus IPLEX ULTRALITEOLYMPUS MXR VIDOCOPOPE (3 метра)
WOHLER VIS220 20 MTR 40014 Pearpoint 571 Flexicoiler
Pearpoint P332 FlexiProbe 120 M
INUKTUN Spectrum 45 P & T Camera
Forte Visio Prime Inspector (6 м)
WOHLER VIS 250
WOHLER VIS 350 Visual Accest Camera
Аренда — Topside NDT & Inspection — Визуальная проверка — Искробезопасные видеоскопы
PEARPOINT P374 ЗОНА 0 КАМЕРА 34 ММ И КАМЕРА 61MTSАренда — Неразрушающий контроль и осмотр верхних строений — Визуальный осмотр — Тепловое изображение
ТЕПЛОВАЯ КАМЕРА FLIR Аренда — Неразрушающий контроль и осмотр верхнего строения — Визуальный осмотр — Лазерное сканирование SCANNER
FARO LASER SCANNER FOCUS 3D
Аренда — Неразрушающий контроль и проверка верхней части — Твердость T ESTING
EQUOTIP 3 портативный твердотельный тестерEQUOSTAT 3 портативный твердотельный тестер
PROCEQ EQUOTIP 550
PROCEQ EQUOTIP LIVE UCI
PROCEQ EQUOTIP Live Leeb-D
PROCEQ EQUOTIP 550 — UCI
PROCEQ EQUOTIP 550 — Rockwell
ProCeq Equotip 550 — Leeb-D Прокат
— Topside NDT & Inspection. Pipple / Holiday Delector
Pipple / Holiday Delector
Elcometer 319 DEWPOINT METER
ELCOMETER 456 Толщина покрытия Метры
Пряжки Праздники Детектор PD130
Аренда PD130
— Topside NDT & Inscection — Content Content Meter
Fischer Feritscope FMP30— Topside NDT & Inspection — PMI Guns / Gas Анализаторы
THERMO SCIENTIFIC NITON XL2 GOLDD XRF ANALYSER/PMI GUNTHERMO SCIENTIFI C Niton XL2 Analyzer
Olympus XRF Vanta
— Topside NDT & Invection — Тестирование бетона
PunditPROCEQ GPR Live
Расходные материалы — Зонды — Phoenix
Phoenix зондыРасходные материалы — Кабели и потенциальные материалы
Ультразвуковые ведущие проводыЭдди Текущие потенциальные материалы
Расходные материалы — Couplant
Сонагел W CouplantРасходные материалы — MPI / DPI Чернила и краска — Aerosol Paint
Fluxo 3Fluco 5
Fluxo R175
Fluxo P125
Fluxo S190
Fluxo 6
Fluco 4
Fluxo Pht
Fluxo RHT
Fluxo NHT
Расходные материалы — MPI / DPI Чернила и краска — Порошок
Расходные материалы — MPI / DPI Чернила и краска — Подводные МПИ Сюжеты и аксессуары
Neoaastra DGCUWSaterland Flask
Burmah Castrol полосы
ARDOX 8544
Расходные материалы — испытательные блоки
ИСПЫТАТЕЛЬНЫЙ БЛОК ФАЗИРОВАННОЙ РЕШЕТКИИСПЫТАТЕЛЬНЫЙ БЛОК DAC
ИСПЫТАТЕЛЬНЫЙ БЛОК A5
4 Step Block
A6 Тестовый блок
a6 Тестовый тестовый блок
5-х ступенчатый блок
A7 тестовый блок
V2 тестовый блок
V1 тестовый блок
расходные материалы — CR Визуализация тарелки
CR Визуализация тарелки CR Изображения — фильм AGFA обычная рентгенография ФильмРасходные материалы — Разное
Магнитный правитель Magnetic RulerАналоговый магнитометр / Gauss Meter
Цифровые магнитометры / Gauss Метры
A8L Светодиодный рентгеновский просмотр фильма
A2 Светодиодный рентгеновский режим просмотра фильма
CR Phantom
Magnety Printerage Mater / Ferromaster
TAM панель
ГАЗОВЫЙ ДЕТЕКТОР
Обслуживание и калибровка – Разное
S-LEDS-LED
.
