Контроль сварных соединений-швов металлоконструкций. Заказать.
Прочностные характеристики металлоконструкций зависят от многих параметров, в том числе от качества сварных соединеницй металлоконструкции. Неразрушающий контроль сварных соединений металлоконструкций осуществляется с целью выявления дефектов сварных швов и околошовной зоны.
Этапы осуществления неразрушающего контроля сварных соединений
На первом этапе осуществляется визуальный и измерительный контроль (ВИК) при котором выявляются поверхностные дефекты и дефекты выходящие на поверхность сварного шва и околошовной зоны. Далее осуществляют контроль радиографичекским (РК) или ультразвуковым методом (УК) контроля, которые позволяют выявить скрытые внутренние дефекты сварных соединений металлоконструкций.Объём неразрушающего контроля металлоконструкций

Подавляющее большинство металлоконструкций изготавливается и контролируется в соответствии с СП 70.13330.2012. Объём контроля в соответствии с этим документом :
• Визуальный и измерительный контроль 100 %
• Ультразвуковой контроль 0,5%, а также по указаниям в проекте
• Радиографический контроль 0,5%, а также по указаниям в проекте
• Магнитопорошковый контроль 0,5%, а также по указаниям в проекте
Пример дефекта сварного шва колонны выявленного ультразвуковым методом
На фотографиях показан вскрытый сварной шов после выявления протяжённой несплошности внутри сварного шва ульразвуковым методом
Данный дефект сварного шва образовывался вследствие неправильного
типа разделки кромок деталей под сварку.
Лаборатория неразврушающего контроля в Новосибирске
Наша лаборатория неразрушающего контроля осуществит контроль качества сварных соединений металлоконструкций любой сложности в городе Новосибирске.
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, УСТАНАВЛИВАЮЩИХ ТРЕБОВАНИЯ (РЕКОМЕНДАЦИИ) ПО ПРОВЕДЕНИЮ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ И (ИЛИ) ОЦЕНКЕ ЕГО РЕЗУЛЬТАТОВ
Приложение N 2
к Руководству по безопасности
«Методические рекомендации о порядке
проведения компьютерной радиографии
сварных соединений технических
устройств, строительных конструкций
зданий и сооружений, применяемых
и эксплуатируемых на опасных
производственных объектах»,
утвержденному приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
N 468 от 27 сентября 2018 г.
РД 10-69-94. Типовые технические условия на ремонт паровых и водогрейных котлов промышленной энергетики (утверждено Госгортехнадзором России 4 июля 1994 г. )
)
РД 34.15.132-96. Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов (утвержден Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.)
РД 34.17.301. Ведомственная инструкция по радиографическому контролю сварных соединений металлоконструкций, трубных систем котлов и трубопроводов оборудования тепловых электростанций (утверждена Заместителем Министра энергетики и электрификации СССР 21 декабря 1978 г.)
РД 3410.068-91. Соединения сварные. Оборудование тепловых электростанций. Радиографический контроль (утвержден ССО Энергомонтаж Минэнерго СССР 10 января 1991 г.).
РД 153-34.-003-01 (РТМ-1с). Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (утвержден приказом Минэнерго России от 2 июля 2001 N 197).
РД 2730.940.103-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Контроль качества (11. 12.1992 Государственный комитет Российской Федерации по надзору за безопасным ведением работ в промышленности и горному надзору (12-21/518).
12.1992 Государственный комитет Российской Федерации по надзору за безопасным ведением работ в промышленности и горному надзору (12-21/518).
РД-25.160.10-КТН-016-15. Магистральный трубопроводный транспорт нефти и нефтепродуктов. Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов (утвержден ОАО «АК «Транснефть» 31 декабря 2014 г.).
РД РОСЭК 01-002-96. Машины грузоподъемные. Конструкции металлические. Контроль радиационный. Основные положения (утвержден РосЭК 20 сентября 1996 г.).
РДИ 38.18.020-95. Радиографический контроль сварных соединений сосудов, аппаратов и трубопроводов (утверждена Минтопэнерго России 5 июля 1996 г.).
СП 42-102-2004. Проектирование и строительство газопроводов из металлических труб (принят и введен в действие решением Межведомственного координационного совета по вопросам технического совершенствования газораспределительных систем и других инженерных коммуникаций, протокол от 27 мая 2004 г. N 34).
СП 70.13330.2012. Свод правил. Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (утвержден приказом Госстроя от 25 декабря 2012 г. N 109/ГС).
СП 86.13330.2014. Свод правил. Магистральные трубопроводы. СНиП III-42-80 (утвержден приказом Минстроя России от 18 февраля 2014 г. N 61/пр).ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод (утвержден Постановлением Госстандарта СССР от 20 декабря 1982 г. N 4923).
ВСН 012-88. Ведомственные строительные нормы. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть II. Формы документации и правила ее оформления в процессе сдачи-приемки (утверждены Приказом Миннефтегазстроя СССР от 27 декабря 1988 N 375; Приказом Мингазпрома СССР от 19.05.1989 N 93-ОРГ; Приказом Миннефтепрома СССР от 16 мая 1989 г. N 239).
СДОС 01-2008. Методические рекомендации о порядке проведения радиационного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах (приняты решением Наблюдательного совета Единой системы оценки соответствия в области промышленной, экологической безопасности, безопасности в энергетике и строительстве от 20 июля 2009 г.
ГОСТ Р 50599-93. Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации (утвержден и введен в действие Постановлением Госстандарта России от 25 октября 1993 г. N 225).
ГОСТ 34347-2017. Межгосударственный стандарт. Сосуды и аппараты стальные сварные. Общие технические условия (введен в действие Приказом Росстандарта от 14 декабря 2017 г. N 2002-ст).
СТО 00220368-010-2007. Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля (утвержден и введен в действие приказом ОАО «ВНИИПТхимнефтеаппаратуры» N 145 от 27 июня 2008 г.).
СТО Газпром 2-2.4-083-2006. Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов (утвержден и введен в действие распоряжением ОАО «Газпром» от 30 октября 2006 г. N 310).
Примечания:
1. Если документ заменен (изменен), то следует руководствоваться заменяющим (измененным) документом.
2. Наряду с указанными документами могут применяться иные нормативные документы.
Открыть полный текст документа
Сварка строительных металлоконструкций — Энциклопедия по машиностроению XXL
Значительные успехи были достигнуты в 1938 г. в области сварки строительных металлоконструкций, сварки химической аппаратуры из высоколегированных сталей и пр. К концу 30-х —началу 40-х годов не только изменилась техника выполнения сварных соединений, но были созданы также оригинальные решения сварных конструкций. [c.117]ГЛАВА IX. СВАРКА СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ [c.136]
Сварка строительных металлоконструкций, работающих при статических и динамических нагрузках [c.81]
Монтажная сварка строительных металлоконструкций происходит чаще всего на открытом воздухе, и зона дуги подвергается вредным воздействиям со стороны ветра, дождя, снега.
 [c.378]
[c.378]При сварке строительных металлоконструкций [c.343]
В табл. ХУ.2 приведены данные по выбору сварочных материалов для сварки строительных металлоконструкций из низкоуглеродистых сталей. [c.368]
ТАБЛИЦА ХУ.2. РЕКОМЕНДУЕМЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ (КЛАСС С 38/23) I, [c.369]
Оборудование для сварки строительных металлоконструкций выбирают с учетом требований по роду тока возможности подключения к силовой сети для питания сварочных установок необходимой мощности источника сварочного тока условий работы сварочного оборудования экономичности сварочной установки. [c.102]
При изготовлении электротехнических стальных конструкций и изделий применяют многие виды сварки — под флюсом, в среде углекислого газа, ручную дуговую, электроконтактную. Технология сварки не отличается какими-либо особенностями от сварки строительных металлоконструкций. [c.311]
[c.311]
Эта технология будет способствовать массовому внедрению новейших методов сварки и комплексной механизации сварочного производства при изготовлении не только вагонов, но и автоприцепов, сельскохозяйственных машин, строительных металлоконструкций. [c.197]
Исключительно широко распространена в промышленности точечная и шовная сварка. Точечной сваркой можно соединять пакеты стальных листов общей толщиной до 50 мм в элементах строительных металлоконструкций, круглые стержни арматуры железобетона, детали судовых и авиационных конструкций и т. д. Современные машины позволяют сваривать точками алюминиевые сплавы с общей толщиной пакета до 13 мм и швом до 7 мм. С другой стороны, контактной же точечной и шовной сваркой соединяются элементы самых малых толщин, в долях мм.
Технологические и строительные металлоконструкции, котельно-вспомогательное и нестандартное оборудование Лестницы, площадки, ручные приводы запорных и регулирующих устройств, металлические корпуса электрофильтров, золоуловители, ограждения, опоры и подвески Ручная дуговая сварка Полуавтоматическая сварка в среде углекислого газа или порошковой проволокой 90—95 5—10
[c. 413]
413]
Приведены основные данные по металловедению, характеристики оборудования и сварочных материалов, применяемых при ручной сварке и резке металлов. Описана технология различных видов ручной сварки и резки углеродистых и легированных сталей, цветных металлов и чугуна. Рассмотрены вопросы термообработки и контроля сварных соединений, техники безопасности и противопожарных мероприятий при выполнении сварочных и газорезательных работ, сварка технологических трубопроводов и строительных металлоконструкций. [c.2]
Обычно в монтажные управления входят отдельные структурные подразделения базы и мастерские, где изготавливаются узлы трубопроводов и отдельные технологические или строительные металлоконструкции. Комплексом сборочных и сварочных работ на базах и в мастерских руководит обычно один и тот же мастер, реже выделяются мастера по сборке и сварке. При создании в монтажном управлении специализированного сварочного участка сварщики баз и мастерских могут входить в состав сварочных участков.
 [c.238]
[c.238]В современном гражданском и промышленном строительстве в бол ших масштабах применяются процессы сварки металлов и других материалов. Особенно велика роль этих процессов при сооружении доменных печей, строительных металлоконструкций, магистральных и технологических трубопроводов, в электромонтажных работах. Объемы применения сварки в строительстве непрерывно возрастают. [c.11]
Справочник рассчитан ва инженерно-технических работников, занятых в промышленном строительстве и связанных с проведением сварочных работ, их технологией и сварочным оборудованием, применяемым при изготовлении н монтаже строительных металлоконструкций, и т. д. Авторы ставили своей целью оказать квалифицированную техническую помощь специалистам-сварщикам в выборе оптимального способа сваркн, высокоэффективного оборудования, качественных режимов сварки и в решении других специфических инженерных задач. Кроме гого, справочник может быть использован работниками научно-исследовательских, проектно-конструкторских организаций и учащимися учебных заведений соответствующих профилей. [c.4]
[c.4]
Пример I. Определить годовой экономический эффект от применения ПО г самозащитной порошковой проволоки марки СП-2, предназначенной для сварки ответственных строительных металлоконструкций, в том числе в. монтажных условиях, в нижнем положении (новая техника). [c.728]
Пример. 2. Определить удельный экономический эффект (на 1м длины сварного шва) от применения сварки под флюсом с порошкообразным присадочным металлом (ППМ) стыковых соединений листового металла из низкоуглеродистой стали толщиной 36 мм лри изготовлении строительных металлоконструкций. [c.730]
Строительные металлоконструкции делятся на листовые, решетчатые и балочные. Они изготовляются на специализированных заводах и монтажных площадках при широком использовании. механизированных способов сварки и средств механизации при выполнении вспомогательных операций. При мелкосерийном и единичном производстве экономически оправдано применение ручной сварки покрытыми электродами. На строительно-монтажной площадке при возведении сооружений, при установке конструкций в проектное положение преобладает ручная сварка. В производстве сварных металлоконструкций применяются листовой, полосовой и. профильный прокат, тонкостенные гнутые и штампованные элементы.
[c.130]
На строительно-монтажной площадке при возведении сооружений, при установке конструкций в проектное положение преобладает ручная сварка. В производстве сварных металлоконструкций применяются листовой, полосовой и. профильный прокат, тонкостенные гнутые и штампованные элементы.
[c.130]
Какой же выход, как добиться повышения эффективности механизированной сварки Мы не видим путей резкого повышения производительности собственно полуавтоматической дуговой сварки. Поэтому нужно стремиться к расширению областей применения автоматов с тем, чтобы один сварщик мог обслуживать несколько постов. При этом скорость сварки каждым из аппаратов может быть равна скорости сварки штучными электродами. Суммарная же производительность труда будет выше, чем при ручной сварке, в число раз, равное числу обслуживаемых аппаратов. Такой путь вполне приемлем в судостроении и вагоностроении, сельскохозяйственном машиностроении, при заводском изготовлении некоторых строительных металлоконструкций, труб большого диаметра. [c.28]
[c.28]
Помимо машиностроительной промышленности точечная сварка находит широкое применение для изготовления строительных металлоконструкций. В нашей стране и за рубежом созданы поточные линии по производству арматурных сеток с применением многоточечных автоматов. Во Франции при помощи точечной сварки изготовляются металлические каркасы зданий с толщиной соединяемых в пакете листов 20 4- 36 20 мм (фиг. 10). [c.10]
Для сварки ответственных строительных металлоконструкций ИЧ малоуглеродистых сталей [c.24]
Благодаря этим преимуществам автоматическая сварка нашла широкое распространение в котлостроении, судостроении, при изготовлении строительных металлоконструкций, резервуаров, цистерн, нефтяном и химическом машиностроении, где автоматической и полуавтоматической сваркой выполняется свыше 60% всего объема сварочных работ. [c.173]
В комплекс строительства тепловых сетей входит производство земляных работ, устройство антикоррозионных покрытий труб, гидроизоляции строительных конструкций, монтаж и сварка труб и металлоконструкций, тепловая изоляция, монтаж сборных железобетонных изделий, кирпичная кладка, устройство монолитных железобетонных конструкций неподвижных опор и камер.
 [c.7]
[c.7]В части несущих (рамных) конструкций, а также металлоконструкций рабочего оборудования строительных машин следует ожидать уменьшения их массы за счет применения сталей с высоким пределом прочности, оптимизации и создания конструкций из равнопрочных элементов, внедрения автоматической сварки с дополнительной технологической обработкой. [c.362]
Сварка строительных металлоконструкций Качканарского горнообогатительного комбината. Самым большим и трудоемким объектом из всего комплекса первой очереди крутшейшего в мире горнообогатительного комбината у подножья горы Качканар является корпус обогащения, многопролетное здание с металлическим каркасом длиной 762 м и шириной 120 м. Обгций вес строительных металлоконструкций корпуса обогащения равен 39 140 т. Часть здания — одноэтажная с пролетами до 36 л, часть — миогоэтажпая со сплошными рамными конструкциями до высоты с отметками — — 37 -И. [c.390]
Сварка сталей. При сварке низкоуглеродистой стали дигметр контактной поверхности электрода принимается для металла толщиной 5 до 3 мм ЭЛ = 25+3 мм для 5 более 3 мм = 1,5 5 4-+ 5 мм. При сварке строительных металлоконструкций с эл = = 4 6 5.
[c.189]
При сварке низкоуглеродистой стали дигметр контактной поверхности электрода принимается для металла толщиной 5 до 3 мм ЭЛ = 25+3 мм для 5 более 3 мм = 1,5 5 4-+ 5 мм. При сварке строительных металлоконструкций с эл = = 4 6 5.
[c.189]
Существуют трехдуговые (и более) автоматы, но из-за значительного веса и габаритов они малопригодны для сварки строительных металлоконструкций. [c.147]
Завершение создания отечественного способа автоматической сварки под флюсом знаменонало собой целую juoxy в развитии сварочной техники в СССР. Автоматическая сварка под флюсом сразу же получила признание и высокую оценку. Учитывая громадное производственное и экономическое значение метода скоростной ав Югиатической сварки, Совнарком СССР и ЦК ВКП(б) 20 декабря 1940 г. приняли специальное постановление о скорейшем внедрении нового метода в промышленность (20 заводов страны обязаны были освоить в 1941 г. при всемерной помощи Института электросварки автоматическую сварку под флюсом). Это постановление явилось серьезным шагом к ликвидации тяжелого ручного труда рабочих-сварщиков и к переводу сварки на механизированную и индустриальную основу. Сварка под флюсом нашла широкое применение при изготовлении труб, железнодорожных цистерн, паровых котлов, судовых корпусов, строительных металлоконструкций, магистральных трубопроводов и т. д. и является в наше время одним из основных и высокопроизводительных технологических процессов, который позволил осуществить поточное изготовление сварных конструкций и изделий.
[c.118]
В соответствие с требованиями безопасной эксплуатации подъем-но-транспортных и строительных машин особое внимание уделяют соблюдению технологии ремонта их несущих металлоконструкций. Рамы опорно-ходовой и поворотной частей, рабочее оборудование выполнены в виде сварных металлоконструкций, которые в процессе работы испытывают сильные нагрузки, под действием которых могут разрушиться сварные соединения, появиться трещины и разрывы, деформации и другие дефекты. Трещины и разрывы сварных швов и основного металла заваривают, либо усиливают поврежденные места, приваривая накладки. К выполнению сварочных работ допускаются сварщики, прошедшие аттестацию и получившие соответствующее удостоверение. Запрещается выполнять сварку несущих металлоконструкций при температуре -20°С и ниже без предварительного прогрева соединения газовой горелкой, при сильном ветре и атмосферных осадках (снег, дождь), когда свариваемый участок металлоконструкции находится под нагрузкой. Трещины, раковины и другие дефекты на старых сварных швах вырубают до основного металла по всему периметру дефектного места и вновь заваривают. Трещину разделывают зубилом, шлифмашиной в направлении распространения трещины. По концам трещины сверлят отверстия, чтобы предупредить ее дальнейшее распространение. Чтобы обеспечить необходимую прочность при заварке поперечных трещин, используют накладки-конверты, равные по толщине основному металлу. Предварительно трещину разделывают и заваривают, затем шов обрабатывают заподлицо с основным металлом и приваривают накладку.
[c.390]
Трещины и разрывы сварных швов и основного металла заваривают, либо усиливают поврежденные места, приваривая накладки. К выполнению сварочных работ допускаются сварщики, прошедшие аттестацию и получившие соответствующее удостоверение. Запрещается выполнять сварку несущих металлоконструкций при температуре -20°С и ниже без предварительного прогрева соединения газовой горелкой, при сильном ветре и атмосферных осадках (снег, дождь), когда свариваемый участок металлоконструкции находится под нагрузкой. Трещины, раковины и другие дефекты на старых сварных швах вырубают до основного металла по всему периметру дефектного места и вновь заваривают. Трещину разделывают зубилом, шлифмашиной в направлении распространения трещины. По концам трещины сверлят отверстия, чтобы предупредить ее дальнейшее распространение. Чтобы обеспечить необходимую прочность при заварке поперечных трещин, используют накладки-конверты, равные по толщине основному металлу. Предварительно трещину разделывают и заваривают, затем шов обрабатывают заподлицо с основным металлом и приваривают накладку.
[c.390]
Другим значительным дополнением я15ляется введение материала по конкретным вопросам технологии сварки технологических трубопроводов, строительных металлоконструкций и арматуры железобетонных конструкций, т. е. по видам работ, которые являются основными в строительно-монтажном производстве. [c.3]
Для строительных металлоконструкций применяют низкоуглеродистые и низколегированные стали с временным сопротивлением 370—590 МПа. При укрупнении и монтаже стальные строительные конструкции подразделяют на шесть групп сварные конструкции, работающие в особо тяжелых условиях и подвергающиеся непосредственному воздействию динамических и вибрационных нагрузок, а также работающие под давлением и при повышенных температурах (/) сварные конструкции, находящиеся под непосредственным воздействием динамических или вибрационных нагрузок, кроме указанных в группе I, а также сварные конструкции кожухов доменных печей, вытяжных и телевизионных башен (//) сварные конструкции перекрытий покрытий и сварные конструкции цилиндрических вертикальных и траншейных резервуаров (///) сварные конструкции, не подвергающиеся непосредственному воздействию динамических и вибрационных нагрузок (/P j кипструкции I—IV групп, монтируемые при расчетной температуре ниже —40 °С и эксплуатируемые в отапливаемых помещениях (У) изготовляемые и монтируемые с применением сварки вспомогательные конструкции зданий и сооружений и слабонагруженные конструкции и элементы, напряжение в которых не превышает 0,4 расчетного сопротивления VI). [c.136]
[c.136]
Техника сварки наклонным электродом сравнительно проста и для ее освоения не требуется капитальных затрат и длительного обучения операторов-сварщиков. Для овладения этим способом сварки достаточно 4—5 дней. Этим способом сварки можно изготовлять сплошностен-чатые фермы, двутавровые балки, колонны, башмаки и другие строительные конструкции. При сварке поясных швов двутавровых балок и колонн один сварщик, применяя 3—4 приспособления, заваривает за 1 ч около 40 м шва. По сравнению с обычной электродуговой сваркой покрытыми электродами при сварке наклонным опирающимся электродом производительность труда повышается в 2—2,5 раза. Благодаря маневренности, простоте оборудования и его обслуживания сварка наклонным электродом в нижнем положении может быть с большой эффективностью применена на заводах строительных металлоконструкций для изготовления несерийной продукции, индивидуальных заказов, а в некоторых случаях и при серийном производстве.
 [c.193]
[c.193]С ОДНОЙ стороны прижимают на всю длину стыка медную пластину, а с другой передвигаемый по мере сварки охлаждаемой медный ползун. Первоначально, на дополнительной входной планке, закрепленной у нижних кромок соединяемых деталей, возбуждается дуга, и создается ванна расплавленного металла и шлака. Затем электродная проволока погружается в шлак, и электрический ток, проходя через , шлак в металл, продоллоет расплавлять проволоку и кромки металла. Происходит бездуговой электрошлаковый процесс сварки деталей с формированием сварного шва медной пластиной и ползуном. Автоматизирован весь процесс сварки подача электродной проволоки в зазор, передвижение ползуна вверх, заполнение зазора расплавляемым металлом и шлаком, поддержание оптимального уровня металла и шлака, поддержание принятого режима сварки. Электрошлаковую сварку применяют на заводах строительных металлоконструкций и на стройках при изготовлении и монтаже элементов стальных конструкций кожухов доменных печей, различных емкостей и т. п.
[c.13]
п.
[c.13]
Общими недостатками всех низколегированных сталей для сварных конструкций являются иовышенная трудоемкость их обработки перед сваркой и низкий предел выносливости сварных соединений, который не превышает аналогичный показатель для Ст. 3. Несмотря на это, низколегированные стали с каждым годом все шире применяются в народном хозяйстве, в строительстве их расход па изготовление строительных металлоконструкций к 1980 г. должен составить около 3 млн. т в год против 150 тыс. т в 1960 г., а расход таких же сталей для арматуры железобетонных изделий будет еще больше — порядка 16 — 18 млн. т. [c.27]
Из большого многообразия аппаратуры для электрошлаковой сварки прп изготовлении и монтаже строительных металлоконструкций наиболее часто применяются аппараты А-681, А-501 (А), А-612, А-433 п А-671Р (с ручным перемещением вдоль шва) и некоторые другпе. [c.370]
Применение автоматов для дуговой сварки не всегда осуществимо и целесообразно. При сварке в труднодоступ ных местах, сварке криволинейных и коротких ш вов, сооружений строительных металлоконструкций, работе в полевых условиях, при сварке в различных пространственньгх положениях более целесообразным, а в некоторых случаях единственно возмол ным является применение полуавто.матической сварки. В ряде случаев производительность полуавтоматической сварки оказывается не меньше, чем у автоматической. Характерной особенностью полуавтоматической сварки является применение электродных проволок малых диаметров при высоких плотностях тока, что обеспечивает глубокое проплавление основного материала и сварку изделий большой толщины, несмотря на относительно малые токи.
[c.78]
При сварке в труднодоступ ных местах, сварке криволинейных и коротких ш вов, сооружений строительных металлоконструкций, работе в полевых условиях, при сварке в различных пространственньгх положениях более целесообразным, а в некоторых случаях единственно возмол ным является применение полуавто.матической сварки. В ряде случаев производительность полуавтоматической сварки оказывается не меньше, чем у автоматической. Характерной особенностью полуавтоматической сварки является применение электродных проволок малых диаметров при высоких плотностях тока, что обеспечивает глубокое проплавление основного материала и сварку изделий большой толщины, несмотря на относительно малые токи.
[c.78]
В производстве строительных металлоконструкций с помощью дуговых автоматов механизирована сварка продольных угловых швов тавровых и двутавровых балок (фиг. 1), угловых швов балок с составными полкайи, поперечных стыковых швов стенок и полок тяжелых балок. Освоена автоматическая сварка продольных угловых швов тяжелых колонн крестообразного сечения, предназначенных для сооружения каркасов высотных зданий. Полностью механизирована сварка продольных швов составных профилей — элементов металлоконструкций эстакад морских нефтепромыслов. На передовых заводах металлоконструкций (Днепропетровский ордена Трудового Красного Знамени завод им. Молотова, Кременчугский мостостроительный завод и др.) широко применяется автоматическая сварка продольных швов большой протяженности на элементах пролетных строений железнодорожных и шоссейных мостов.
[c.5]
Полностью механизирована сварка продольных швов составных профилей — элементов металлоконструкций эстакад морских нефтепромыслов. На передовых заводах металлоконструкций (Днепропетровский ордена Трудового Красного Знамени завод им. Молотова, Кременчугский мостостроительный завод и др.) широко применяется автоматическая сварка продольных швов большой протяженности на элементах пролетных строений железнодорожных и шоссейных мостов.
[c.5]
Предшествующий положительный опыт строительства широко использовался советскими специалистами. Но огромные масштабы и ускоренные темпы работ, быстрый рост промышленных производств, открывавший широкие возможности получения и использования новых строительных материалов и конструкций, широкое проведение теоретических исследований и органическое сочетание их с практическими инженерными разработками определили появление новых прогрессивных направлений развития строительной техники. В 30-х годах опубликованием книги проф. А. Н. Пассека Тоннели горного типа были заложены основы советской тоннелестроительной школы. Исследования строительных конструкций из железобетона, выполненные чл.-корр. АСиА Г. К. Евграфовым, работы академика АН УССР Е. О. Патона и проф. Г. А. Николаева в области сварки металлоконструкций, экспериментальные исследования чл.-корр. АН СССР Н. С. Стрелецкого во
[c.222]
Исследования строительных конструкций из железобетона, выполненные чл.-корр. АСиА Г. К. Евграфовым, работы академика АН УССР Е. О. Патона и проф. Г. А. Николаева в области сварки металлоконструкций, экспериментальные исследования чл.-корр. АН СССР Н. С. Стрелецкого во
[c.222]
Сварка и резка металлов играют особую роль при монтаже машин в сочетании с монтажей металлоконструкций. Применяемые в машиностроении системы допусков очень резко отличаются от допусков на изготовление металлических и строительных конструкций. При установке взаимосвязанных машин на металлических конструкциях, а также при увязывании взаимного положения машин и конструкций, очень часто наблюдается несоответствие их проектному положению. В связи с этим монтаж технологических металлических конструкций и установка на них машин обычно сопровождается подгонкой по месту . Наиболее производительными способал и переделки металлических конструкций являются сварка и резка. [c.115]
(PDF) Металлоконструкции.
Металлы и сварка в строительстве16
тиски, конструкции также подвергаются другим нагрузкам, таким как снег,
ветер, тепловое воздействие и т. д., а также собственный вес элементов.
По продолжительности действия нагрузки подразделяются на:
— постоянные или постоянные нагрузки — например собственный вес
элементов конструкции, вес перекрытий, крыш, стен, вес и
давление почвы и др.;
— временные или временные нагрузки, действующие в течение длительного времени (долговременные
нагрузки), известные как подвижные нагрузки — например вес стационарного
оборудования, нагрузки на полы магазинов и складов, библиотек,
театров ; давление газов, жидкостей и сыпучих материалов в резервуарах
ирезервуарах; непрерывное тепловое воздействие оборудования;
– временные нагрузки, действующие кратковременно (переходные нагрузки), называемые подвижными
нагрузки, например краны и другое механическое погрузочно-разгрузочное оборудование,
нагрузки людей, находящихся в зданиях, ветровые нагрузки, температурные (климатические
) действие, эрекция и другие нагрузки;
– особые нагрузки, например нагрузки, вызванные землетрясениями,
авариями, осадкой фундаментов и т. д.
д.
Как правило, на конструкцию действует не одна, а различные комбинации нагрузок. Вероятность одновременного действия на конструкцию максимальных нагрузок
всех видов очень мала, и конструкция, рассчитанная на
такое сочетание нагрузок, имела бы избыточный запас прочности.
Значения наиболее часто встречающихся эксплуатационных нагрузок и коэффициентов нагрузки
, а также сочетание нагрузок, которые
следует учитывать при проектировании конструкций, устанавливаются Строительными
Нормами и правилами, предусматривающими следующие две категории сочетаний нагрузок:
— основные сочетания, состоящие из стационарных нагрузок, подвижных нагрузок
и одной, наиболее важной, подвижной нагрузки;
– специальные комбинации, состоящие из стационарных грузов, подвижных грузов,
возможных подвижных нагрузок и одной из специальных нагрузок.
При рассмотрении этих комбинаций вертикальные и горизонтальные
нагрузки, создаваемые мостовыми кранами, рассматриваются как одна подвижная нагрузка.
В исключительных случаях основная комбинация также учитывает совместное действие снеговой нагрузки и одного или двух мостовых кранов
(кроме кранов легкой и средней грузоподъемности). При расчете элементов
с учетом основных сочетаний нагрузок значения расчетных временных нагрузок
(или соответствующих им напряжений в элементах) следует
умножить на коэффициент сочетания нагрузок nc = 0.9, или при
учете особых комбинаций следует использовать коэффициент nc = 0,8.
%PDF-1.5 % 3072 0 объект > эндообъект внешняя ссылка 3072 76 0000000016 00000 н 0000002190 00000 н 0000002307 00000 н 0000003638 00000 н 0000003782 00000 н 0000003927 00000 н 0000004659 00000 н 0000005276 00000 н 0000005315 00000 н 0000005430 00000 н 0000005543 00000 н 0000005572 00000 н 0000006104 00000 н 0000006374 00000 н 0000006937 00000 н 0000007210 00000 н 0000007770 00000 н 0000009295 00000 н 0000009709 00000 н 0000009825 00000 н 0000010089 00000 н 0000010520 00000 н 0000011716 00000 н 0000012866 00000 н 0000014065 00000 н 0000014619 00000 н 0000015056 00000 н 0000015960 00000 н 0000016530 00000 н 0000019181 00000 н 0000019252 00000 н 0000019356 00000 н 0000025875 00000 н 0000026160 00000 н 0000026580 00000 н 0000034943 00000 н 0000043227 00000 н 0000049420 00000 н 0000049534 00000 н 0000049605 00000 н 0000049706 00000 н 0000054622 00000 н 0000054910 00000 н 0000055231 00000 н 0000055260 00000 н 0000055699 00000 н 0000056385 00000 н 0000056436 00000 н 0000056554 00000 н 0000093757 00000 н 0000093798 00000 н 0000097506 00000 н 0000097547 00000 н 0000101891 00000 н 0000101932 00000 н 0000102009 00000 н 0000102066 00000 н 0000102115 00000 н 0000102147 00000 н 0000102224 00000 н 0000104347 00000 н 0000104674 00000 н 0000104743 00000 н 0000104861 00000 н 0000106984 00000 н 0000107405 00000 н 0000107786 00000 н 0000111006 00000 н 0000113907 00000 н 0000127492 00000 н 0000136074 00000 н 0000143803 00000 н 0000151532 00000 н 0000154700 00000 н 0000160917 00000 н 0000001816 00000 н трейлер ]/предыдущая 6313690>> startxref 0 %%EOF 3147 0 объект >поток hb«d«ea`>
Характеристика локального изменения размера зерна сварной конструкционной стали

Hall EO (1954) Изменение твердости металлов в зависимости от размера зерна. Природа 173:948–9
Статья Google Scholar
Armstrong RW, Codd I, Doutwaite RM, Petch NJ (1962) Пластическая деформация поликристаллических агрегатов. Philos Mag 7:45–58
Статья Google Scholar
Armstrong RW (1970) Влияние размера зерна поликристалла на некоторые механические свойства материалов.Metall Mater Trans 1:1169–76
Google Scholar
Tachibana S, Kawachi S, Yamada K, Kunio T (1988) Влияние измельчения зерна на предел выносливости простых углеродистых сталей при различных уровнях прочности. Nippon Kikai Gakkai Ronbunshu, A Hen/Transactions Japan Soc Mech Eng Part A 54:1956–61
Google Scholar
Фурукава М., Хорита З., Немото М., Валиев Р. З., Лэнгдон Т.Г. (1996) Измерения микротвердости и зависимость Холла-Петча в сплаве Al-Mg с субмикрометровым размером зерна.Acta Mater 44: 4619–29. дои: 10.1016/1359-6454(96)00105-X
З., Лэнгдон Т.Г. (1996) Измерения микротвердости и зависимость Холла-Петча в сплаве Al-Mg с субмикрометровым размером зерна.Acta Mater 44: 4619–29. дои: 10.1016/1359-6454(96)00105-X
Артикул Google Scholar
Чапетти М., Мията Х., Тагава Т., Мията Т., Фудзиока М. (2004) Усталостная прочность сверхмелкозернистых сталей. Mater Sci Eng A 381: 331–6. doi:10.1016/j.msea.2004.04.055
Артикул Google Scholar
Хансен Н. (2004) Соотношение Холла-Петча и усиление границ.Scr Mater 51: 801–6. doi: 10.1016/j.scriptamat.2004.06.002
Артикул Google Scholar
Hall EO (1951) Деформация и старение мягкой стали: III обсуждение результатов. Proc Phys Soc Sect B 64:747–53
Статья Google Scholar

Petch NJ (1953) Прочность поликристаллов на расщепление. J Iron Steel Inst 174:25–8
Google Scholar
Масумура Р.А., Хаззледин П.М., Панде К.С. (1998) Предел текучести мелкозернистых материалов. Acta Mater 46: 4527–34. дои: 10.1016/S1359-6454(98)00150-5
Артикул Google Scholar
Roebuck B (2000) Измерение размера зерна и распределения по размерам в технических материалах. Mater Sci Technol 16:1167–74
Статья Google Scholar
Мингард К.П., Робак Б., Квестед П., Беннетт Э.Г. (2010) Проблемы микроструктурной метрологии для передовых инженерных материалов. Метрология 47: S67–82. дои: 10.1088/0026-1394/47/2/S08
Артикул Google Scholar
Mingard KP, Roebuck B, Bennett EG, Gee MG, Nordenstrom H, Sweetman G et al (2009) Сравнение EBSD и традиционных методов измерения размера зерна твердых сплавов. Int J Refract Met Hard Mater 27: 213–23.doi:10.1016/j.ijrmhm.2008.06.009
Int J Refract Met Hard Mater 27: 213–23.doi:10.1016/j.ijrmhm.2008.06.009
Артикул Google Scholar
Mingard KP, Day AP, Quested PN (2014) Последние разработки в двух фундаментальных аспектах дифракции обратного рассеяния электронов. IOP Conf Ser Mater Sci Eng 55: 012011. дои: 10.1088/1757-899X/55/1/012011
Артикул Google Scholar
Mingard KP, Quested PN, Peck MS (2012) Определение размера зерна с помощью EBSD — отчет о круговом измерении равноосного титана
ISO (2012) ISO 13067 — Микролучевой анализ. Дифракция обратного рассеяния электронов. Измерение среднего размера зерна
Kurzydlowski KJ, Bucki JJ (1993) Зависимость напряжения течения от распределения размера зерна в поликристаллах. Acta Metall Mater 41:3141–6
Артикул Google Scholar
Weertman JR, Sanders PG, Youngdahl CJ (1997) Прочность нанокристаллических металлов с дефектами и без них. Mater Sci Eng A 234–236: 77–82
Google Scholar
Морита Т., Митра Р., Вертман Дж. Р. (2004) Модель микромеханики, касающаяся поведения текучести нанокристаллических материалов. Матер Транс 45: 502–8. doi: 10.2320/матертранс.45.502
Артикул Google Scholar
Berbenni S, Favier V, Berveiller M (2007) Микро-макро моделирование влияния распределения размера зерна на напряжение пластического течения гетерогенных материалов. Comput Mater Sci 39: 96–105.doi: 10.1016/j.commatsci.2006.02.019
Артикул Google Scholar
Raeisinia B, Sinclair CW, Poole WJ, Tomé CN (2008) О влиянии гранулометрического состава на пластическое поведение поликристаллических металлов. Модель Simul Mater Sci Eng 16:025001. дои: 10.1088/0965-0393/16/2/025001
Артикул Google Scholar
Ramtani S, Bui HQ, Dirras G (2009) Пересмотренная обобщенная самосогласованная поликристаллическая модель, следующая формулировке возрастающей малой деформации и включающая эффект распределения зерен по размерам. Int J Eng Sci 47: 537–53. doi: 10.1016/j.ijengsci.2008.09.005
Артикул Google Scholar
Лехто П., Ремес Х., Саукконен Т., Ханнинен Х., Романофф Дж. (2014) Влияние распределения размера зерна на соотношение Холла-Петча сварной конструкционной стали.Mater Sci Eng A 592: 28–39. doi: 10.1016/j.msea.2013.10.094
Артикул Google Scholar
Gundersen HJG, Jensen EB (1983) Размеры частиц и их распределение, оцененные по пересечениям линейных и точечных выборок. Включая графическую развертку. J Microsc 131:291–310
Включая графическую развертку. J Microsc 131:291–310
Статья Google Scholar
Gundersen HJG, Jensen EB (1985) Стереологическая оценка объемно-взвешенного среднего объема произвольных частиц, наблюдаемых на случайных участках.J Microsc 138:127–42
Статья Google Scholar
ASTM E1382-97 (2004) Стандартные методы испытаний для определения среднего размера зерна с использованием полуавтоматического и автоматического анализа изображений. ASTM International, Западный Коншохокен. дои: 10.1520/E1382-97R04
Google Scholar
Takeuchi S (2001) Механизм обратной зависимости Холла-Петча для нанокристаллов.Scr Mater 44: 1483–7. дои: 10.1016/S1359-6462(01)00713-8
Артикул Google Scholar

Fan G, Choo H, Liaw P, Lavernia E (2005) Модель обратной зависимости Холла-Петча для нанокристаллических материалов. Mater Sci Eng A 409: 243–8. doi:10.1016/j.msea.2005.06.073
Артикул Google Scholar
Андервуд Э.Е. (1970) Количественная стереология.Издательство Addison-Wesley Publishing Co., Рединг
Google Scholar
ASTM E1245 — 03 (2003) Стандартная практика определения включения или содержания второй фазы металлов с помощью автоматического анализа изображений. ASTM International, Западный Коншохокен. дои: 10.1520/E1245-03
Google Scholar
Lehto P (2015) Вики Университета Аалто — измерение размера зерна с использованием Matlab.https://wiki.aalto.fi/display/GSMUM
(1991) Руководство по исследованию с помощью светового микроскопа металлов сварных швов ферритной стали, Док. ИВВ IX-1533-88. Weld World 29:160–76
ИВВ IX-1533-88. Weld World 29:160–76
ASTM E 562 – 02 (2002) Стандартный метод испытаний для определения объемной доли путем систематического ручного подсчета точек. ASTM International, Западный Коншохокен. дои: 10.1520/E0562-11
Google Scholar
ISO 14577–1 (2002) Металлические материалы. Инструментальное испытание на вдавливание на твердость и параметры материалов. Часть 1: Метод испытаний. Международная организация по стандартизации, Женева
Google Scholar
Gee M, Mingard K, Roebuck B (2009) Применение EBSD для оценки пластической деформации при механических испытаниях твердого сплава WC/Co. Int J Refract Met Hard Mater 27: 300–12. doi: 10.1016/j.ijrmhm.2008.09.003
Артикул Google Scholar
Mingard KP, Roebuck B, Bennett EG, Thomas M, Wynne BP, Palmiere EJ (2007) Измерение размера зерна с помощью EBSD в сложных микроструктурах горячедеформированных металлических сплавов. J Microsc 227: 298–308. doi:10.1111/j.1365-2818.2007.01814.x
Артикул Google Scholar
Саукконен Т., Аалто М., Вирккунен И., Эрнстен У., Ханнинен Х. (2011) Распределение пластической деформации и остаточного напряжения в сварном шве трубы BWR из нержавеющей стали AISI 304.15-й междунар. конф. Окружающая среда. Деград, с. 2351–67
Radwański K, Wrożyna A, Kuziak R (2015) Роль расширенной характеристики микроструктуры в моделировании механических свойств сталей AHSS. Mater Sci Eng A 639: 567–74. doi:10.1016/j.msea.2015.05.071
Артикул Google Scholar
Nie W, Shang C, You Y, Zhang X, Subramanian S (2013) Микроструктура и ударная вязкость смоделированной зоны термического влияния при сварке трубопроводной стали X100 с высокой устойчивостью к деформации.Acta Metall Sin 48: 797–806. doi:10.3724/SP.J.1037.2012.00215
Артикул Google Scholar
Sabooni S, Karimzadeh F, Enayati MH, Ngan a HW (2015) Сварка трением с перемешиванием ультрамелкозернистой аустенитной нержавеющей стали 304L, полученной путем мартенситной термомеханической обработки. Mater Des 76: 130–40. doi:10.1016/j.matdes.2015.03.052
Артикул Google Scholar
Газдер А., Цао В., Дэвис Ч.Дж., Перелома Э.В. (2008) Исследование EBSD стали без пор, подвергнутой равноканальной угловой экструзии. Mater Sci Eng A 497: 341–52. doi:10.1016/j.msea.2008.07.030
Артикул Google Scholar
Хаушильд П., Матерна А., Нохава Дж. (2014) Характеристика анизотропии твердости и модуля индентирования методом наноиндентирования. Металлогр Микроструктура Анал 3:5–10. дои: 10.1007/s13632-013-0110-8
дои: 10.1007/s13632-013-0110-8
Артикул Google Scholar
Stinville JC, Tromas C, Villechaise P, Templier C (2011) Анизотропные изменения твердости и модуля вдавливания, вызванные плазменным азотированием поликристаллической нержавеющей стали 316L. Скр Матер 64:37–40. doi: 10.1016/j.scriptamat.2010.08.058
Артикул Google Scholar
Патриарка Л., Абузаид В., Сехитоглу Х., Майер Х.Дж. (2013) Передача скольжения в поликристалле ОЦК FeCr. Mater Sci Eng A 588: 308–17. doi: 10.1016/j.msea.2013.08.050
Артикул Google Scholar
Soer W, De Hosson JTM (2005) Обнаружение сопротивления границ зерен переносу скольжения с использованием наноиндентирования. Mater Lett 59: 3192–5. doi: 10.1016 / j.matlet.2005.03.075
Артикул Google Scholar

Durst K, Backes B, Göken M (2005) Эффект размера вдавливания в металлических материалах: поправка на размер пластической зоны. Scr Mater 52: 1093–7. doi: 10.1016/j.scriptamat.2005.02.009
Артикул Google Scholar
Lilleodden E, Nix W (2006) Микроструктурные эффекты масштаба длины в поведении наноиндентирования тонких золотых пленок. Acta Mater 54: 1583–93. doi:10.1016/j.actamat.2005.11.025
Артикул Google Scholar
Чжао М.С., Ян К., Шан Ю.Ю. (2003) Сравнение характеристик прочности и ударной вязкости микролегированных сталей для трубопроводов с игольчатым ферритом и ультрадисперсным ферритом. Mater Lett 57: 1496–500. дои: 10.1016/S0167-577X(02)01013-3
Артикул Google Scholar
Фаттахи М., Набхани Н. , Хоссейни М., Арабиан Н., Рахими Э. (2013) Влияние включений, содержащих титан, на зарождение игольчатого феррита и механические свойства металлов многопроходной сварки.Микрон 45:107–14. doi:10.1016/j.micron.2012.11.004
Артикул Google Scholar
Seo JS, Lee C, Kim HJ (2013) Влияние содержания кислорода на микроструктуру и характеристики включения бейнитных металлов сварного шва. ISIJ Int 53:279–85
Статья Google Scholar
Seo JS, Kim HJ, Lee C (2013) Влияние добавки Ti на микроструктуру сварного шва и характеристики включения бейнитных сварных швов GMA.ISIJ Int 53:880–6. doi:10.2355/isijinternational.53.880
Артикул Google Scholar
Han R, Lu S, Dong W, Li D, Li Y (2015) Морфологическая эволюция осевой структуры и изогнутого столбчатого зерна в сварном шве. J Рост кристаллов 431: 49–59. doi:10.1016/j.jcrysgro.2015.09.001
J Рост кристаллов 431: 49–59. doi:10.1016/j.jcrysgro.2015.09.001
Артикул Google Scholar
Han R, Dong W, Lu S, Li D, Li Y (2014) Моделирование морфологической эволюции столбчатых дендритных зерен в расплавленной ванне при дуговой сварке вольфрамовым электродом в среде защитного газа. Comput Mater Sci 95: 351–61. doi: 10.1016/j.commatsci.2014.07.052
Артикул Google Scholar
Кидес А., Тонг М., Дагган Г., Браун Д.Дж., Кенжерес С., Ричардсон И. и др. (2015) Интегрированная модель формы и морфологии зерен сварных швов после затвердевания.Int J Heat Mass Transf 85: 667–78. doi:10.1016/j.ijheatmasstransfer.2015.01.144
Артикул Google Scholar
Kou S, Le Y (1986) Механизм зародышеобразования и измельчение зерна металла сварного шва.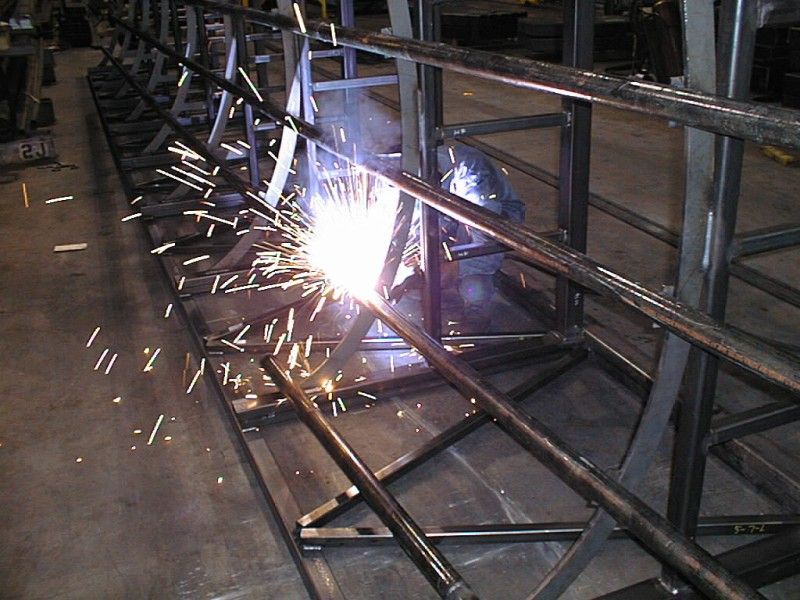 Сварной J 65:305–13
Сварной J 65:305–13
Google Scholar
Tan W, Shin YC (2015) Многомасштабное моделирование затвердевания и развития микроструктуры в процессе лазерной сварки с замочной скважиной для аустенитной нержавеющей стали.Comput Mater Sci 98: 446–58. doi: 10.1016/j.commatsci.2014.10.063
Артикул Google Scholar
Металлы | Бесплатный полнотекстовый | Проект сварной конструкции переходной арматуры с металлических труб на пластиковые
3.1. Результаты анализа усталостного поведения переходной арматуры
Для проведения исследований с точки зрения усталостной характеристики арматуры было изготовлено по девять фитингов каждого типа, и они были испытаны поочередно с помощью машины для испытаний на усталость.Таким образом, три фитинга одного и того же типа были испытаны для каждого напряженного состояния, и полученные результаты представляют собой среднее значение трех измеренных значений. После испытания четырех типов фитингов на усталостную характеристику были получены результаты, показанные в таблице 12. Учитывая, что на графике, в котором по ординате (вертикальной оси) отложено Δσ, а по горизонтальной — число циклов до разрушения, получаются кривые долговечности. Эти кривые долговечности соответствуют указанным в соотношениях (2)–(5) и с помощью расчетной программы MathCad путем математической обработки результатов испытаний на усталость получены значения p1 = 2 и r1 = 6.8 были определены для арматуры T1, для которой график функции Δσ1 наиболее близок к нашим точкам, представленным вектором числа циклов, отмеченным n1 = (16210; 154610; 197750), и вектором силы, обозначенным F = (3; 2 ; 1). В тех же условиях были обработаны данные, полученные для фитингов Т2, Т3 и Т4 и получены значения р2 = 1,4 и r2 = 5,2 для штуцера Т2, для штуцера Т3 значения р3 = 1,9 и r3 = 6,5 соответственно для для фитинга T4 значения p4 = 1,8 и r4 = 6.1.Также по уравнениям (2 ÷ 5) Δσ рассчитано изменение напряжения, возникающее в результате изменения приложенной силы между максимумом и минимумом для четырех типов арматуры при указанных нагрузочных условиях, результаты представлено в Таблице 13.
После испытания четырех типов фитингов на усталостную характеристику были получены результаты, показанные в таблице 12. Учитывая, что на графике, в котором по ординате (вертикальной оси) отложено Δσ, а по горизонтальной — число циклов до разрушения, получаются кривые долговечности. Эти кривые долговечности соответствуют указанным в соотношениях (2)–(5) и с помощью расчетной программы MathCad путем математической обработки результатов испытаний на усталость получены значения p1 = 2 и r1 = 6.8 были определены для арматуры T1, для которой график функции Δσ1 наиболее близок к нашим точкам, представленным вектором числа циклов, отмеченным n1 = (16210; 154610; 197750), и вектором силы, обозначенным F = (3; 2 ; 1). В тех же условиях были обработаны данные, полученные для фитингов Т2, Т3 и Т4 и получены значения р2 = 1,4 и r2 = 5,2 для штуцера Т2, для штуцера Т3 значения р3 = 1,9 и r3 = 6,5 соответственно для для фитинга T4 значения p4 = 1,8 и r4 = 6.1.Также по уравнениям (2 ÷ 5) Δσ рассчитано изменение напряжения, возникающее в результате изменения приложенной силы между максимумом и минимумом для четырех типов арматуры при указанных нагрузочных условиях, результаты представлено в Таблице 13.:format(png)/a54c27f30758488.s2.siteapi.org/img/eopq370r5nw4w4s4sk4cgc8cw0sggc) После испытаний четырех типов фитингов на усталостную характеристику были получены результаты, показанные в Таблице 12. Также на рисунке 3 представлена графическая эволюция количества циклов до разрушения образцов.Также путем обработки этих экспериментальных данных были построены кривые долговечности в линейных координатах, рис. 4, следующим образом: для арматуры Т1 — кривая Δσ1, для арматуры Т2 — кривая Δσ2, для арматуры Т3 — кривая Δσ3, для арматуры Т4 фитинги — кривая Δσ4. На рис. 4 показано, что ни одна кривая долговечности не является асимптотической относительно горизонтальной оси. Следовательно, эти кривые будут пересекаться в какой-то точке с горизонтальной осью, т. е. нет напряжения, при котором мы имеем бесконечную усталостную долговечность, как теоретически рисуется кривая Вёлера, где есть напряжение σ0, для которого мы записываем бесконечную долговечность до усталость.Также наиболее близкие значения, наблюдаемые в случае кривых долговечности, к реальным значениям получаются в случае фурнитуры типа Т2, но и в случае других типов фурнитуры разница очень мала, попадая в диапазон 2–9 %.
После испытаний четырех типов фитингов на усталостную характеристику были получены результаты, показанные в Таблице 12. Также на рисунке 3 представлена графическая эволюция количества циклов до разрушения образцов.Также путем обработки этих экспериментальных данных были построены кривые долговечности в линейных координатах, рис. 4, следующим образом: для арматуры Т1 — кривая Δσ1, для арматуры Т2 — кривая Δσ2, для арматуры Т3 — кривая Δσ3, для арматуры Т4 фитинги — кривая Δσ4. На рис. 4 показано, что ни одна кривая долговечности не является асимптотической относительно горизонтальной оси. Следовательно, эти кривые будут пересекаться в какой-то точке с горизонтальной осью, т. е. нет напряжения, при котором мы имеем бесконечную усталостную долговечность, как теоретически рисуется кривая Вёлера, где есть напряжение σ0, для которого мы записываем бесконечную долговечность до усталость.Также наиболее близкие значения, наблюдаемые в случае кривых долговечности, к реальным значениям получаются в случае фурнитуры типа Т2, но и в случае других типов фурнитуры разница очень мала, попадая в диапазон 2–9 %.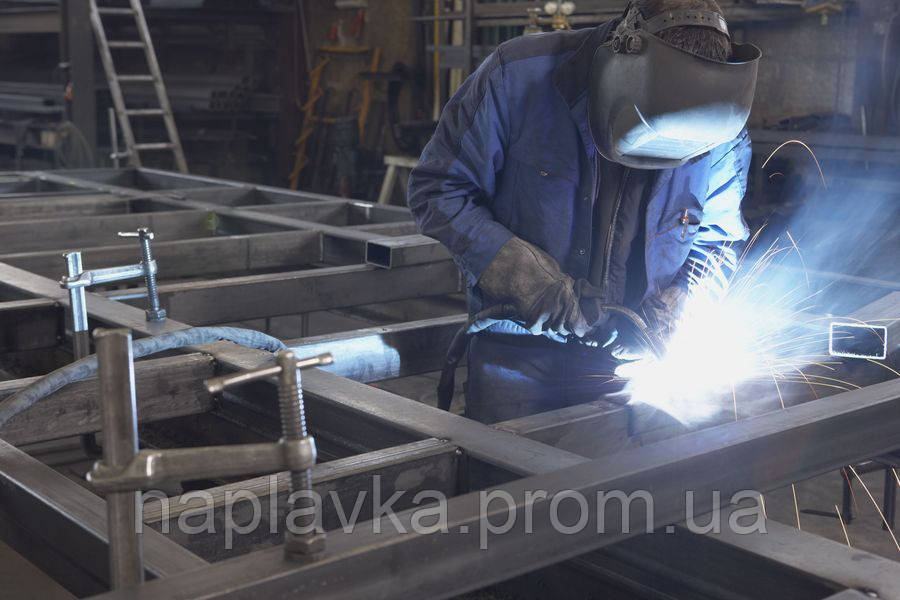 Из таблицы 12 видно, что с уменьшением испытательных усилий образцов увеличивается число циклов, в которых испытательные трубы поддаются приложенной усталости. Кроме того, из той же таблицы видно, что наилучшее поведение в ответ на усталость соответствует фитингу типа T1, за которым следуют фитинги T3, T4 и T2 соответственно.Арматуры типа Т2, Т3, Т4 имеют одинаковую технологию сборки, но имеют отличия по геометрии внутренней и наружной втулки соответственно. В этих условиях можно сделать вывод, что существенное влияние на сопротивление усталости переходной арматуры оказывает конструктивная форма внутренней и наружной втулки соответственно.
Из таблицы 12 видно, что с уменьшением испытательных усилий образцов увеличивается число циклов, в которых испытательные трубы поддаются приложенной усталости. Кроме того, из той же таблицы видно, что наилучшее поведение в ответ на усталость соответствует фитингу типа T1, за которым следуют фитинги T3, T4 и T2 соответственно.Арматуры типа Т2, Т3, Т4 имеют одинаковую технологию сборки, но имеют отличия по геометрии внутренней и наружной втулки соответственно. В этих условиях можно сделать вывод, что существенное влияние на сопротивление усталости переходной арматуры оказывает конструктивная форма внутренней и наружной втулки соответственно. Из переходных фитингов T2, T3 и T4 наилучшее сопротивление усталости соответствует фитингу T3, и это показывает, что конструктивные различия между внутренней и внешней втулками могут влиять на сопротивление усталости.Так, в случае внутренней втулки, имеющей разность диаметров на одном конце, на сопротивление усталости влияет то, что наличие большего диаметра у внутренней втулки ближе к концу, где должно выполняться сварное соединение определяет защиту материала трубы ПНД от тепла, выделяющегося в процессе соединения сваркой. В этих условиях требуется, чтобы внутренние втулки переходной арматуры имели на конце, где выполнено сварное соединение, добавку материала, которая позволила бы поглотить количество тепла, выделяющегося при сварке.
В этих условиях требуется, чтобы внутренние втулки переходной арматуры имели на конце, где выполнено сварное соединение, добавку материала, которая позволила бы поглотить количество тепла, выделяющегося при сварке.
Относительно геометрии внешней втулки было замечено, что она влияет на сопротивление усталости в том смысле, что не указано, что на поверхности втулки должен быть очень острый геометрический профиль, вызывающий усиленную деформацию втулки. материал в трубе HDPE. Таким образом, профиль каналов на поверхности наружной втулки должен быть менее острым и, следовательно, напряжения, вносимые в материал труб из ПНД, должны быть как можно меньше.
Что касается фитинга типа Т1, то он имел наилучшие усталостные характеристики, и это можно объяснить как геометрией внутренней и внешней втулки, так и тем, что в процессе сборки этого типа фитинга процесс сборки сварка выполняется перед вставкой трубы ПНД.
Что касается кривых долговечности, изображенных на рис. 4, то видно, что, проводя параллельную линию к горизонтали, четыре кривые долговечности пересекаются в четырех точках, что дает нам информацию о количестве циклов до текучести четырех типов фитингов. Из рис. 4 видно, что фитинг типа Т1 имеет точку, характеризующуюся наибольшим числом циклов напряжения до тех пор, пока фитинг не выйдет из строя.
Из рис. 4 видно, что фитинг типа Т1 имеет точку, характеризующуюся наибольшим числом циклов напряжения до тех пор, пока фитинг не выйдет из строя.3.2. Результаты анализа твердости материала труб из полиэтилена высокой плотности
Из анализа поведения под усталостным воздействием четырех типов фитингов было замечено, что геометрия внутренней и внешней втулки, соответственно, может иметь особое влияние, но и технология сборки применяемой сварки.В этих условиях на данном этапе исследований было проведено измерение значения твердости материала в трубах ПНД. Что касается точек измерения твердости ПНД, то для этих четырех типов фитингов они показаны на рисунке 1. Таким образом, точка 1 представлена концом трубы ПНД от сварного шва, а следующие точки измерения расположены от 4 в 4 мм до тех пор, пока на трубу из ПНД не перестанет влиять металлическая конструкция фитинга. Эволюция результатов, полученных после измерения твердости для четырех типов фитингов, представлена на рисунке 5. Из анализа значений твердости материала труб ПНД, представленных на рисунке 5, было замечено, что дополнительная деформация ПНД вызывает увеличение твердости, но в то же время принятая технология сварки сборки вызывает изменение ПНД. твердость. Это изменение твердости ПЭВП, возникающее в процессе сборки фитингов, не способствует их эксплуатационным характеристикам.
Из анализа значений твердости материала труб ПНД, представленных на рисунке 5, было замечено, что дополнительная деформация ПНД вызывает увеличение твердости, но в то же время принятая технология сварки сборки вызывает изменение ПНД. твердость. Это изменение твердости ПЭВП, возникающее в процессе сборки фитингов, не способствует их эксплуатационным характеристикам. Таким образом, наибольшее изменение твердости ПЭВП наблюдалось в случае фитинга типа Т2, а наименьшее изменение твердости наблюдалось в случае фитинга Т1.Эти различия между изменениями твердости ПНД можно объяснить тем, что в случае фитинга типа Т1 сварка металлоконструкции производится до введения трубы ПНД и, таким образом, отсутствует влияние тепла от головки зона (HAZ) на этом. Также самое незначительное изменение твердости ПНД для фитингов Т2, Т3, Т4 наблюдалось в случае фитинга Т3, который характеризуется тем, что имеет внутреннюю втулку особой конструкции, которая в некоторой степени препятствует проникновению тепла. от HAZ до HDPE.Также влияние на изменение твердости ПЭВП оказывает геометрия внешней втулки в том смысле, что чем острее профиль внутренней втулки, тем больше изменение твердости ПЭВП.
от HAZ до HDPE.Также влияние на изменение твердости ПЭВП оказывает геометрия внешней втулки в том смысле, что чем острее профиль внутренней втулки, тем больше изменение твердости ПЭВП.
Что касается результатов, полученных при измерении твердости, на них могут влиять определенные погрешности, обусловленные погрешностями измерительного прибора, а также режим позиционирования зонда. Все эти возможные ошибки не влияют на окончательный вывод о том, что способ деформации материала труб ПНД с помощью наружных и внутренних втулок, а также тепло, выделяющееся в процессе сварного соединения, вызывают изменение твердости трубы. материал из труб ПНД.В этих условиях при проектировании переходной арматуры особое внимание необходимо уделять как геометрии свариваемой металлоконструкции, так и принятой технологии сварки.
3.3. Результаты анализа переходной арматуры с помощью МКЭ
. Для четырех типов арматуры ставилась цель установить максимальное напряжение, возникающее в их материале в условиях напряжения при максимальном усилии 28 000 Н. При выборе этой величины усилия было принято во внимание, что на практике максимальная нагрузка, которая может быть приложена к этим типам деталей, составляет 25 000 Н, и рассматриваемое значение отражает эту точку зрения.
При выборе этой величины усилия было принято во внимание, что на практике максимальная нагрузка, которая может быть приложена к этим типам деталей, составляет 25 000 Н, и рассматриваемое значение отражает эту точку зрения.
Таким образом, сделан вывод, что фитинг типа Т1 лучше всего ведет себя при растягивающих нагрузках, что свидетельствует о существенном влиянии как технологии соединения фитингов, так и геометрии внутренней и внешней втулки на поведение в эксплуатации.
3.4. Результаты анализа переходной арматуры с улучшенной геометрией сварной конструкции
По итогам анализа результатов экспериментальных исследований было предложено изготовить новую переходную арматуру, имеющую технологию сборки, максимально приближенную к арматуре Т1. технологии, и в том же типе принимает конструктивные элементы из конструкции других типов арматуры, которые, как было показано, положительно влияют на их характеристики.
технологии, и в том же типе принимает конструктивные элементы из конструкции других типов арматуры, которые, как было показано, положительно влияют на их характеристики.
 переходных фитингов, проанализированных ранее, в том смысле, что было получено увеличение количества циклов примерно на 50% для фитинга TN по сравнению с фитингом T1, который имел наилучшие усталостные характеристики по сравнению с фитингами T2, T3 и T4. .Это свидетельствует о том, что выбор геометрии детали и усовершенствованная технология сборки позволяют получать фитинги с превосходными характеристиками.
переходных фитингов, проанализированных ранее, в том смысле, что было получено увеличение количества циклов примерно на 50% для фитинга TN по сравнению с фитингом T1, который имел наилучшие усталостные характеристики по сравнению с фитингами T2, T3 и T4. .Это свидетельствует о том, что выбор геометрии детали и усовершенствованная технология сборки позволяют получать фитинги с превосходными характеристиками.Кроме того, новый тип переходного фитинга был подвергнут испытаниям на твердость материала HDPE в тех же условиях, что и фитинги T1, T2, T3 и T4. После испытаний на твердость была получена самая высокая твердость 58 Sh D для HDPE, что показывает, что новая геометрия внутренней и внешней втулок вызывает очень небольшое изменение твердости материала HDPE, который изначально имел твердость 55 Sh. Д.Это можно объяснить тем, что влияние тепла от ЗТВ на ПЭВП очень мало, а принятая геометрия втулок не вызывает большого увеличения твердости.
FEM-анализ переходной арматуры TN был выполнен в тех же условиях, что и в случае других четырех типов переходной арматуры, что представлено на Рисунке 8. Из результатов, представленных на Рисунке 8, было замечено, что фитинг TN действующие напряжения в материале от составных частей 6.37 МПа, что показывает, что этот тип фитинга имеет более низкое растяжение материала примерно на 90% по сравнению с фитингом T1, который был лучшим из четырех изначально проанализированных.
Из результатов, представленных на Рисунке 8, было замечено, что фитинг TN действующие напряжения в материале от составных частей 6.37 МПа, что показывает, что этот тип фитинга имеет более низкое растяжение материала примерно на 90% по сравнению с фитингом T1, который был лучшим из четырех изначально проанализированных.Это гораздо лучшее поведение на растяжение фитинга TN можно объяснить тем, что конструкция переходного фитинга была значительно улучшена за счет проектирования и выбора оптимальных форм внутренней и внешней втулки, а также за счет использования улучшенного сварного узла. Технология, позволяющая избежать влияния тепла, выделяемого в процессе сварки, на трубу из ПНД.
Из представленного видно, что способ формирования сварного соединения имеет очень большое влияние на поведение фитингов при эксплуатации. Таким образом, за счет конструкции сварной конструкции ЗТВ должна быть максимально ограничена, чтобы не влиять на трубу из ПНД. Также необходимо рассмотреть возможность замены этой технологии сварки процессом ультразвуковой сварки, состоящим из вращающегося сонотрода, который перемещается вокруг свариваемых деталей, или что ультразвуковой сварочный аппарат, что сонотрод, вокруг которого вращаются свариваемые детали . Это технологическое решение возможно, потому что ультразвуковая сварка имеет множество преимуществ, таких как тот факт, что повреждение поверхности минимально из-за выделения тепла на границе раздела (очень ограниченная ЗТВ) и, в то же время, это чистый процесс соединения, потому что он не генерировать дым или искры при сварке и поэтому считается экологически безопасным [23,24]. Также за счет изменения геометрии деталей в конструкции фитинга температура ПНД не должна превышать 50 °С, т. к. выше этой температуры этот тип материала быстро теряет пластичность.Процесс потери пластичности зависит от морфологического вида структур ПЭВП. Кроме того, тенденция к увеличению модуля растяжения при более высокой температуре воздействия указывает на температурную чувствительность к химико-кристаллизации [25]. индентор [26,27]. Однако, в отличие от предыдущих исследований, были проанализированы различные формы внутренних и внешних втулок, которые обеспечивают разную степень деформации для ПЭВП, таким образом установив геометрическую форму сварной конструкции, обеспечивающую оптимальную деформацию трубы из ПЭВП.
Это технологическое решение возможно, потому что ультразвуковая сварка имеет множество преимуществ, таких как тот факт, что повреждение поверхности минимально из-за выделения тепла на границе раздела (очень ограниченная ЗТВ) и, в то же время, это чистый процесс соединения, потому что он не генерировать дым или искры при сварке и поэтому считается экологически безопасным [23,24]. Также за счет изменения геометрии деталей в конструкции фитинга температура ПНД не должна превышать 50 °С, т. к. выше этой температуры этот тип материала быстро теряет пластичность.Процесс потери пластичности зависит от морфологического вида структур ПЭВП. Кроме того, тенденция к увеличению модуля растяжения при более высокой температуре воздействия указывает на температурную чувствительность к химико-кристаллизации [25]. индентор [26,27]. Однако, в отличие от предыдущих исследований, были проанализированы различные формы внутренних и внешних втулок, которые обеспечивают разную степень деформации для ПЭВП, таким образом установив геометрическую форму сварной конструкции, обеспечивающую оптимальную деформацию трубы из ПЭВП. Относительно оптимальной геометрии поверхностей внутренней и внешней втулок теоретические и практические исследования могут быть выполнены с использованием математического моделирования. Эти аспекты подтверждаются тем фактом, что во многих предыдущих исследованиях исследователи в основном анализировали закон механической деформации гибких труб с помощью лабораторных испытаний и численного моделирования [28, 29]. Исследования рассматривали поведение переходных фитингов при динамическом напряжении, потому что , хотя изначально было установлено, что статическая нагрузка приводит к повышенной деформации труб из ПНД [30], последующие исследования показали, что динамическая нагрузка более чем в три раза превышает статическую нагрузку [31,32].С учетом проведенных исследований нагрузка, при которой требуются фитинги, может быть снижена, если их покрыть пенополистиролом (EPS) для уменьшения давления и деформации гибких труб из полиэтилена высокой плотности (HDPE) поверхностного заложения [33]. Таким образом, с учетом предлагаемых решений по совершенствованию сварной конструкции переходной арматуры, а также технических решений, предложенных другими исследователями, создаются условия для того, чтобы срок службы и количество циклов напряжений до их разрыва существенно возрастали.
Относительно оптимальной геометрии поверхностей внутренней и внешней втулок теоретические и практические исследования могут быть выполнены с использованием математического моделирования. Эти аспекты подтверждаются тем фактом, что во многих предыдущих исследованиях исследователи в основном анализировали закон механической деформации гибких труб с помощью лабораторных испытаний и численного моделирования [28, 29]. Исследования рассматривали поведение переходных фитингов при динамическом напряжении, потому что , хотя изначально было установлено, что статическая нагрузка приводит к повышенной деформации труб из ПНД [30], последующие исследования показали, что динамическая нагрузка более чем в три раза превышает статическую нагрузку [31,32].С учетом проведенных исследований нагрузка, при которой требуются фитинги, может быть снижена, если их покрыть пенополистиролом (EPS) для уменьшения давления и деформации гибких труб из полиэтилена высокой плотности (HDPE) поверхностного заложения [33]. Таким образом, с учетом предлагаемых решений по совершенствованию сварной конструкции переходной арматуры, а также технических решений, предложенных другими исследователями, создаются условия для того, чтобы срок службы и количество циклов напряжений до их разрыва существенно возрастали.
Бывшая медсестра преуспевает в мужской сфере — США
Линь Хунся, делегат 19-го Всекитайского съезда Коммунистической партии Китая, сваривает трубопровод. [Фото/China Metallurgical News] |
После окончания учебы в 1998 году Линь Хунся стала медсестрой в больнице, принадлежащей горнодобывающей компании Laiwu, в Лайу, провинция Шаньдун, Восточный Китай.
Четыре года спустя, чтобы воссоединиться со своими семьями, Лин сменила работу, чтобы стать сварщиком.Она начала работу в отделе металлоконструкций в строительно-монтажном подразделении Shandong Laiwu Steel Construction Co Ltd.
. Столкнувшись с суровыми условиями труда и большими нагрузками, Лин не дрогнула. Она усердно работала, чтобы улучшить свои навыки сварки, используя любую возможность, чтобы учиться у старших сотрудников, и обучая себя теории сварки в свободное время.
После многочисленных часов практики она стала опытным сварщиком, владеющим различными методами.
В 2004 году Лин занял пятое место среди всех сварщиков компании в конкурсе профессионального мастерства. Но она не успокоилась.
Она поставила перед собой новые цели, в том числе освоить потолочную сварку, которая является самой сложной из всех технологий сварки и сложной работой даже для опытных рабочих.
Чтобы овладеть навыком, Лин претерпела большие трудности. Во время тренировки искры падали сквозь ее воротник и манжеты, неоднократно обжигая ее шею и руки и оставляя на ее одежде дырки.
Но практика делает совершенным. В 2006 году Линь заняла первое место в категории потолочной сварки на национальном конкурсе заклепочников и сварщиков как единственная участница-женщина.
Еще одной задачей для Линя было освоить сварку в среде защитного газа, для которой требуется безветренная среда. Это было самое жаркое время года, когда Лин изучал эту технику. Лин, одетый в толстую защитную одежду, должен был работать в закрытом помещении. После нескольких часов работы ее одежда промокла от пота.
Лин, одетый в толстую защитную одежду, должен был работать в закрытом помещении. После нескольких часов работы ее одежда промокла от пота.
В 2010 году Лину поручили сложную работу — сварить трубопровод водяной стены в доменной печи. Поскольку внутреннее пространство было очень узким, только работницы были достаточно маленькими, чтобы выполнять эту работу.
Лин готовится к рабочему дню. [Фото/China Metallurgical News] |
Во время сварки Линю приходилось много раз менять положение, чтобы вписаться в крошечное пространство. Иногда она лежала на спине, иногда на животе, иногда на коленях.
Некоторые пространства в трубопроводе были настолько узкими, что Лин могла просунуть в них только голову без маски, и ей приходилось держать защитное стекло в одной руке, а в другой руке держать электрододержатель.
В процессе сварки на нее попал горящий шлак и для гарантии качества сварки она не смогла потушить пламя на зажженной искрами перчатке.
После 15 лет работы сварщиком на руках и ногах Линь осталось много шрамов.Она редко носит юбки или одежду с короткими рукавами, чтобы скрыть их.
Из-за трудностей, связанных с работой, пять работниц, которые присоединились к компании вместе с Лин, уволились. Лин — единственный, кто остался на посту. Говоря о причине своей настойчивости, она сказала, что благодарна компании за предоставленную ей возможность осуществить свою мечту и полюбила ее.
За свою преданность делу в этом году Всекитайской федерацией профсоюзов Линь была удостоена звания «Ремесленник нации».
В июне 40-летний мужчина был избран делегатом 19-го Национального конгресса Коммунистической партии Китая, собрания членов партии, которое проводится раз в пять лет и задает тон для страны и партии. развития в ближайшие пять лет.
Часть 2, Материалы и сварка
%PDF-1. 3
%
3175 0 объект
>-2>0 3082 0 R 6 3081 0 R]>>/PageMode/UseOutlines/Pages 3084 0 R/Тип/Каталог>>
эндообъект
3306 0 объект
>поток
приложение/pdf
3
%
3175 0 объект
>-2>0 3082 0 R 6 3081 0 R]>>/PageMode/UseOutlines/Pages 3084 0 R/Тип/Каталог>>
эндообъект
3306 0 объект
>поток
приложение/pdf
(
 В. Маколи, Окружающая среда. науч. Технол. 37, 5414 (2003)
В. Маколи, Окружающая среда. науч. Технол. 37, 5414 (2003) К. Липпольд, Велд. Дж. 9, 188с (2002)
К. Липпольд, Велд. Дж. 9, 188с (2002) Zhou, Q. Lin, J. Alloys Compd. 589, 307 (2014)
Zhou, Q. Lin, J. Alloys Compd. 589, 307 (2014)
 Катох, сварка. Междунар. 4, 944 (1990)
Катох, сварка. Междунар. 4, 944 (1990)