Как правильно держать электрод при сварке
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки. Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Для начала давайте рассмотрим как возникает дуга и как правильно ее возбуждать. Возникновение дуги происходит благодаря прикосновению торца электрода к металлической части и дальнейшим отдалением его от свариваемой части. При возбуждении дуги нужно быть внимательным, потому что если прикосновение будет не кратковременным, то электрод приваривается к металлу.
Также длина дуги влияет на качество сварки. Если дуга коротка и устойчиво горит, то она обеспечивает получение сварного шва высокого качества. Для того, чтобы правильно формировать шов Вам необходимо держать правильно электрод.
Если же Вы производите сваривание тонкого металла, то электрод должен накладываться в виде узенького валика 0,8 — 1,5 миллиметра диаметром. Однако если Вы собираетесь производить сваривание толстых листов, то лучше всего применяйте расширенные валики, который увеличивает скорость разогрева металла, тем самым ускоряя процесс сваривания металлических частей.
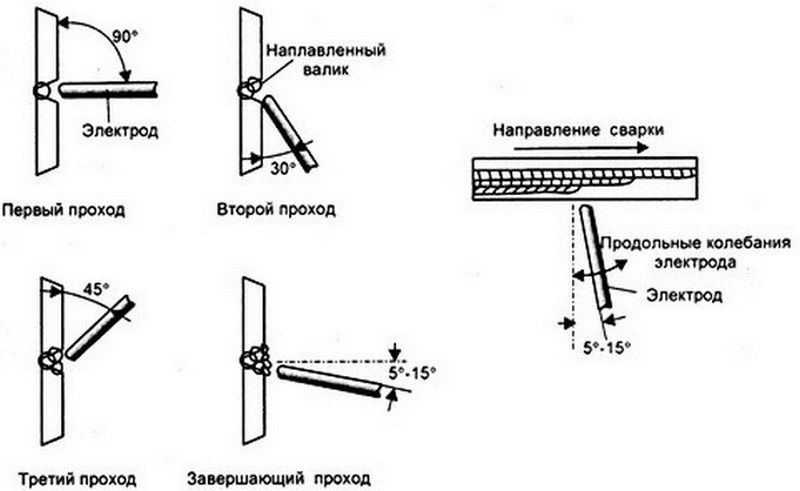
Иногда у Вас может возникнуть потребность увеличения сварочного тока, то в таком случае Вам нужно будет держать электрод под углом 45 градусов, потому что именно в таком положении электрода можно будет регулировать глубину проплавления и сваривания металлических частей. На данный момент существует всего 3 основных варианта держания электрода при сварке. Эти методы называются так: «углом вперед», «под прямым углом» и «углом назад».
Для начала давайте рассмотрим метод «углом вперед». В таком положении сварщик обеспечивает угол электрода 30 — 60 градусов относительно вертикального положения сварочного электрода. В таком случае движение электрода происходит вперед. Такое положение электрод применяется при сварке стыков труб и других неповоротных изделий. Для данного типа держания электродов подходит потолочное, вертикальное и горизонтальное положение сварного шва. Сваривание «под прямым углом» говорит само за себя. Такое положение часто применяется при сваривании в труднодоступных местах, то есть в тех ситуациях, когда просто невозможно наклонить электрод.
Положение сварочного элкетрода «углом назад» — это положение, при котором соблюдается угол 30 — 60 градусов от вертикальной оси. Сваривание происходит назад, то есть на сварщика. Чаще всего такое положение используется на коротких участках при сваривании стыковых швов.Как правильно держать электрод при сварке?
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки. Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Положение электрода при сварке
Многие люди, независимо от того кто они: новички или уже некоторое время производят сваривание, задаются вопросом: «В каком положении нужно держать электрод для того, чтобы делать качественное сваривание и в то же время, чтобы все было аккуратно?».
Для начала Вам нужно определить, в каком положении Вы собираетесь производить сваривание или в каком положении Вам приходится сваривать. Разумеется, что предпочтение отдается горизонтальному положению, которое гарантирует высокое качество сварного шва и простоту самого процесса сваривания. Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
В основном существует три положения электрода:
углом вперед (30 — 60 градусов).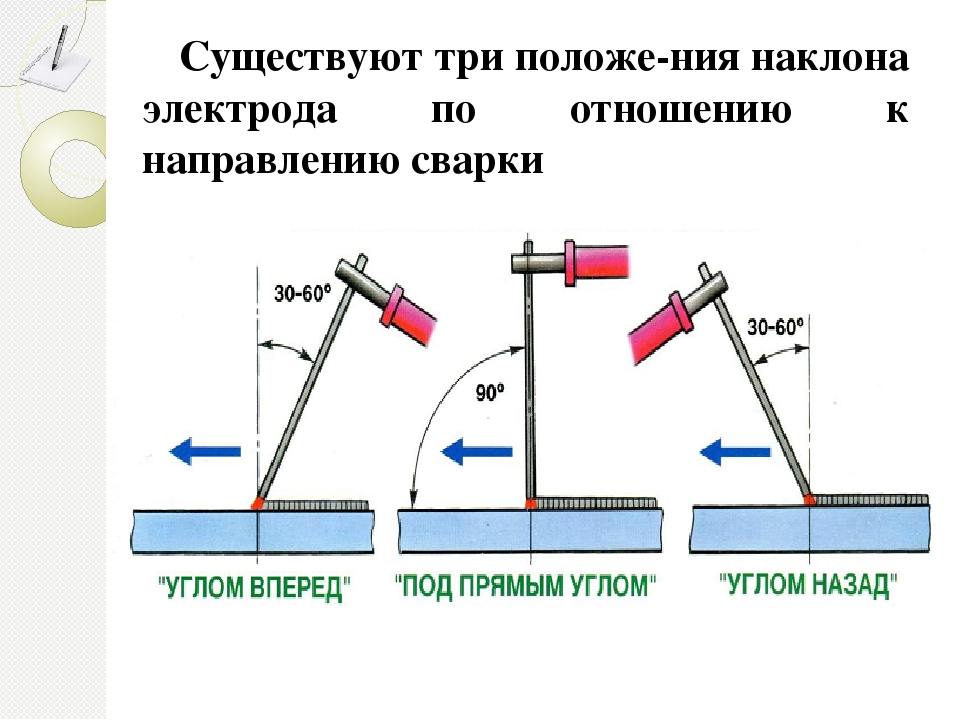 Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах;
под прямым углом (90 градусов). Придерживаться такого угла держания электрода лучше всего только в случае сваривания в труднодоступном месте
Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах;
под прямым углом (90 градусов). Придерживаться такого угла держания электрода лучше всего только в случае сваривания в труднодоступном месте
Также угол держания электроды зависит от длины дуги. Длина дуги — это расстояние точки активности электрода до точки активности на самом электроде. При плавлении электрода во время сваривания происходит и плавление покрытия. При горении и плавлении покрытия происходит выделение газов, которое позволяет создать защиту. Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
При плавлении и горении покрытия выделяются газы, а части покрытия, которые не сгорели, становятся шлаками. Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием. При дуговой сварке дуга зажигается кратким касанием электрода к металлу. В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания. Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 — 5 миллиметра от свариваемого изделия.
При дуговой сварке дуга зажигается кратким касанием электрода к металлу. В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания. Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 — 5 миллиметра от свариваемого изделия.
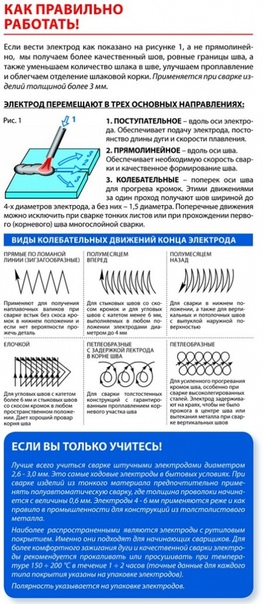
При сварке электрод должен перемещаться медленно, но не с помощью обычного движения «вперед» или «назад», а с помощью поступательных движений по оси электрода. Это первое движение электрода при сваривании.
Второе движение — это перемещение электрода вдоль, относительно оси валика. Таким образом у Вас будет получаться высококачественный шов. Помимо высокого качества сварного шва у Вас также возрастет и скорость сваривания.
Третье движение электрода во время сваривания — это его перемещение поперек шва.
Используя самые современные методики сваривания, Вы сможете варить изделия из самых разных видов электродов в самых разных пространственных положениях.
Как браться за держак чтобы удобно варить | Ручная дуговая сварка
Источник Яндекс фотоВсех приветствую . Продолжаем обсуждать нужные и полезные истории и советы по сварке . Сегодняшняя статья будет полезна совсем начинающим , которые только знакомятся со сваркой . Тема у нас про то , как нужно держать в руке сварочный держак , чтобы было максимально удобно варить . Самое главное в сварке — это научиться контролировать сварочную ванну и тогда швы будут красивыми и крепкими . Этот контроль мы осуществляем манипулируя держаком и электродом во время сварки . Поэтому держим держак без напряжения в руке , иначе если сильно сжимать , быстро устанет рука и начнет трястись , что плохо скажется на качестве сварки . Лучше всего держать держак двумя руками , особенно вначале когда электрод длинный , так намного легче контролировать сварочную ванну . Одной рукой можно варить , когда электрод станет меньше половины .
Лучше всего держать держак двумя руками , особенно вначале когда электрод длинный , так намного легче контролировать сварочную ванну . Одной рукой можно варить , когда электрод станет меньше половины .
Следующий совет будет таким , вставляйте электрод в держак под 45 градусов . При таком положении электрода кисть наиболее расслаблена во время сварки , не надо ее выгибать , чтобы придать нужный угол электроду , он уже под нужным углом . Когда начинал , долго варил вставляя электрод в держак под 90 градусов , пока один опытный сварной не посоветовал попробовать изменить на 45 градусов . С того дня варю только с таким положение электрода . Еще какая фишка есть , сварочный кабель имеет немаленький вес и при манипуляций держаком он дает о себе знать , создавая дополнительные неудобства . Советую сделать один оборот кабеля на руку , чтобы он Вас больше не беспокоил , лично я варю всегда так и очень давно — намного удобнее , чем когда провод просто висит . На сварочных форумах конечно спорят над этим , некоторые говорят , что вредно , типа электромагнитное поле на руку будет действовать . Другие отвечают , что если следовать этой логике , то и держак тоже держать в руке вредно — поле никуда не денешь . еще раз повторю , так намного удобнее .
На сварочных форумах конечно спорят над этим , некоторые говорят , что вредно , типа электромагнитное поле на руку будет действовать . Другие отвечают , что если следовать этой логике , то и держак тоже держать в руке вредно — поле никуда не денешь . еще раз повторю , так намного удобнее .
Еще один совет . Когда зажигаешь новый электрод , то сам электрод можно опирать на кисть или пальцы второй руки т.е вторая рука будет как направляющая . Естественно не совсем близко к дуге , чтобы не сгорели рукавицы , когда электрод уменьшится вторую руку убирают на держак . Такой способ помогает , когда варишь вертикальный шов . Похоже как в бильярде опирают кий на вторую руку !
Источник Яндекс фотоПривычка — вторая натура , так что лучше сразу выработать для себя правильные привычки в работе с держаком и вам потом будет намного проще и легче варить и развиваться .
Надеюсь статья была полезной! Если ты решил самостоятельно осваивать Ручную дуговую сварку, то просто кликай на этот текст, чтобы перейти на главную страницу канала, где можно сразу подписаться и выбрать для себя наиболее интересные статьи!Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.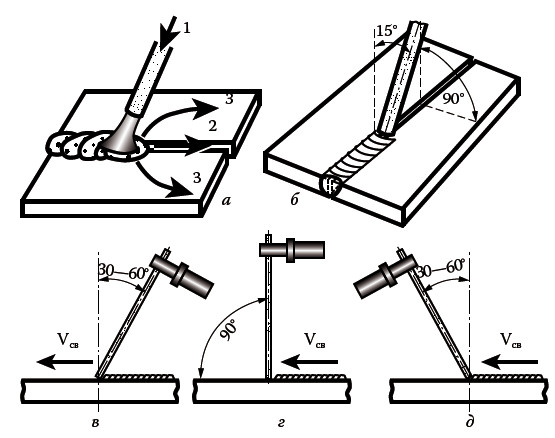
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
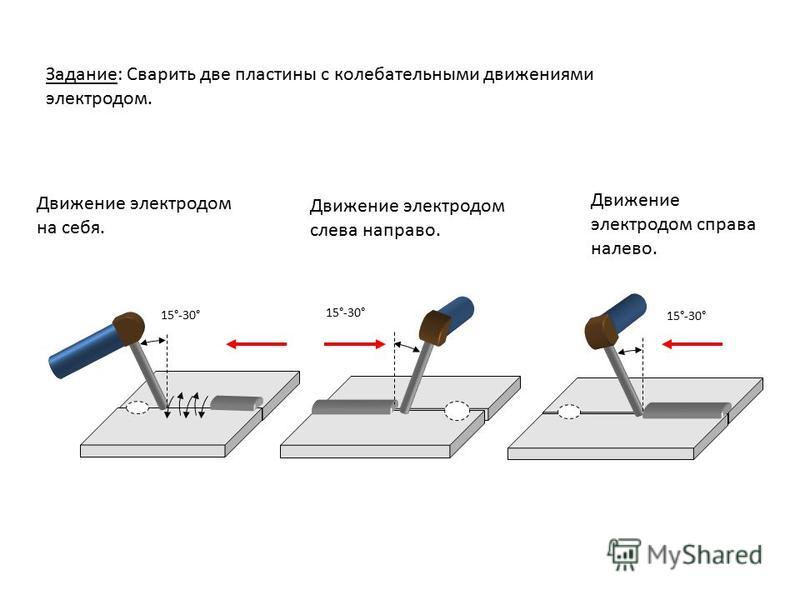
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
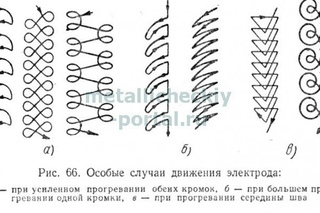
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
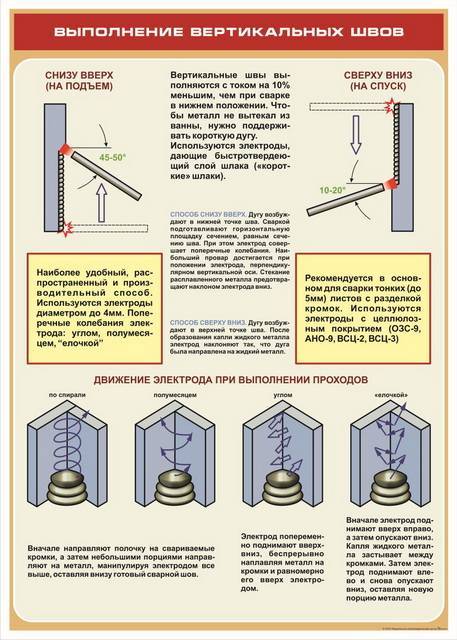
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».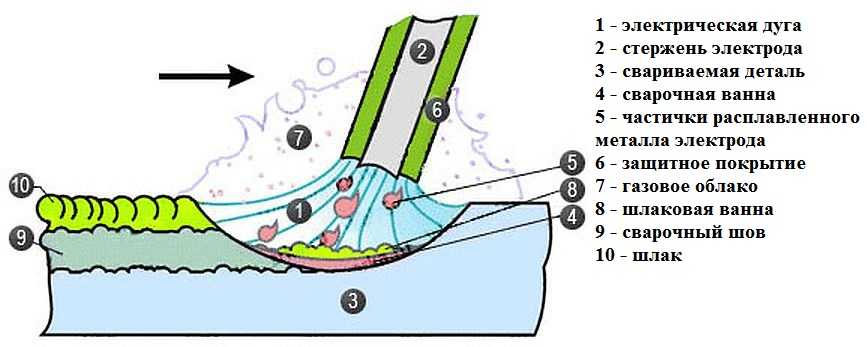
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Советы начинающим по сварке покрытыми электродами – Осварке.Нет
Базовые принципы, которые помогут новичкам стать хорошими сварщиками, включают в себя выбор правильного электрода, правильная настройка источника питания, удержание правильного наклона электрода и поддержание постоянной скорости сварки.
Основные принципы сварки, такие как скорость движения и угол наклона электрода являются основой получения качественного шва.
Дуговая сварка покрытым электродом, также известна как ручная дуговая сварка, уже давно широко используется в сварочном производстве и не только. Это универсальный и относительно безотказный процесс, который терпит погрешности в подготовке поверхностей под сварку. Недорогое оборудование для сварки покрытыми электродами делает его доступным каждому.
Это универсальный и относительно безотказный процесс, который терпит погрешности в подготовке поверхностей под сварку. Недорогое оборудование для сварки покрытыми электродами делает его доступным каждому.
Несмотря на рост использования сварки с применением проволоки и новых технологий, которые предлагают повышения производительности процесса, сварка покрытым электродом остается очень важной для понимания сварщиком.
Основные принципы сварки, такие как скорость движения, угол наклона электрода, размер сварочной дуги являются решающими для достижения успеха и вы увидите значительные различия регулируя эти параметры. В основе ручной сварки лежат принципы, которые помогут вам стать лучшим сварщиком.
Если вы только начинаете учиться сварке покрытым электродом, следуя нескольким простым советам и лучшим практикам, вы сможете добиться успеха гораздо быстрей.
Выбор правильного оборудования
Наличие правильно подобранного оборудования является отправной точкой для успеха. Основным фактором, который следует учитывать при выборе сварочного аппарата можно считать вид выдаваемого тока. Это может быть источник переменного или постоянного тока. Мы рекомендуем выбирать последний в силу большей стабильности процесса сварки и возможности применения для большего вида свариваемых материалов.
Основным фактором, который следует учитывать при выборе сварочного аппарата можно считать вид выдаваемого тока. Это может быть источник переменного или постоянного тока. Мы рекомендуем выбирать последний в силу большей стабильности процесса сварки и возможности применения для большего вида свариваемых материалов.
Также важно учитывать требования к потребляемой энергии, размеру и мобильности оборудования. На рынке сварочного оборудования представлено оборудование для сети питания 220 и 380 вольт. Есть и комбинированные варианты. С габаритными размерами и мобильностью оборудования я думаю все понятно. Надо просто ответить на вопрос, будут ли сварочные работы вестись стационарно или требуется постоянно возить оборудование с собой?
Номинальная сила тока очень важный показатель и зависит от диаметра электрода которыми вы будете варить. Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Если денег у вас достаточно для покупки более дорогого оборудования, следует присмотреться к мультипроцессорным аппаратам с возможностью выполнения сварки в защитных газах и вольфрамовым электродом в дополнение к ручной. К тому же покупка такого оборудования обойдется дешевле, чем покупка отдельного оборудования под каждый процесс. Это отличный способ для новичка попробовать работать с несколькими процессами.
К тому же покупка такого оборудования обойдется дешевле, чем покупка отдельного оборудования под каждый процесс. Это отличный способ для новичка попробовать работать с несколькими процессами.
Выбор сварочного электрода
Правильно выбрать сварочный электрод достаточно сложно даже опытным сварщикам, а что уж говорить о новичках. Это объясняется большим количеством выпускаемых марок электродов предназначенных для сварки разных материалов, в разных положениях, разных источников питания и т. д. С вопросом выбора сварочного электрода следует основательно разобраться в будущем, если вы действительно хотите стать высоко квалифицированным специалистом. Здесь же мы предложим короткий путь выбора электрода который подойдет в 90% случаев.
Для начала нужно осмотреть свариваемые детали на предмет ржавчины, масла или других загрязнений, поскольку некоторые марки электродов могут лучше справляться с этим лучше, чем другие. Определите пространственное положение сварочного шва. Например, для сварки вертикальных швов, вероятно, потребуется другой электрод, чем при сварке в нижнем положении.
Давайте рассмотрим несколько марок сварочных электродов, которые пользуются особым спросом:
- АНО-6 — этими электродами можно варить во всех пространственных положениях, вертикальные шва вести только снизу вверх. Для сварки низкоуглеродистых сталей, можно по не зачищенным кромкам. Электроды дают достаточно качественное соединение и устойчивы к образованию пор и горячих трещин. Такие электроды хорошо подойдут для тренировки. Дугу следует держать короткую или среднюю (привыкать лучше к короткой дуге). Варить можно любым видом тока на любой полярности.
- УОНИ-13/45 — подойдут для сварки более ответственных конструкций на которые уже возможно будут действовать нагрузки. Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
- МР-3 — для сварки ответственных конструкций любым видом тока и полярности по очищенным кромкам.

Лучше проконсультироваться с производителем электрода, если у вас есть сомнения по выбору электрода для конкретного применения. Условия сварки и предназначение также должны указываться на пачке.
Настройка сварочного аппарата
Выбор неправильной полярности является распространенной ошибкой.
После выбора сварочного электрода, обязательно необходимо выбрать правильную полярность. Неправильная полярность распространенная ошибка при настройке сварочного аппарата. Правильная полярность, как правило, указывается на упаковке электрода.
При сварке покрытым электродом ключевую роль играет установленная сила сварочного тока. Сварка на слишком большом токе приводит к большему количеству брызг, возможным подрезам и легкому прожиганию металла. Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Формула расчета или конкретные значения сварочного тока указываются на упаковке электродов. В противном случае можно воспользоваться универсальными формулами расчета режимов сварки или сервисами в Интернете.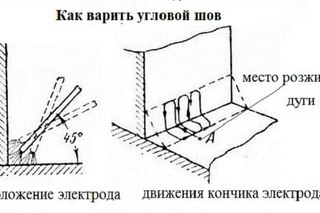
Правильно зажигаем электрод
Чтобы легко зажечь дугу при сварке покрытыми электродами зачистите щеткой часть металла или чиркайте концом электрода об поверхность металла.
Некоторые типы электродов после сварки образуют твердую шлаковую оболочку на конце. Чтобы улучшить электрический контакт можно убрать эту оболочку прежде чем зажигать дугу повторно. Для этого можно вынуть электрод из держателя и легко постучать по металлу или просто постучать об бетонные поверхности. При этом нужно быть осторожным, чтобы не оторвать слишком много материала с покрытием. Это приведет к залипанию электрода при повторном зажигании.
Как только зажгли дугу, пытайтесь удерживать ее короткой (примерно половина диаметра электрода). Размер дуги также может зависеть от пространственного положения. Совершенно понятно что удержать сварочную ванну будет более тяжело в вертикальном и потолочном положении. В этом поможет как можно более короткая дуга и метод прерывания сварки на короткий период, чтобы дать кристаллизоваться сварочной ванне (сварка точками).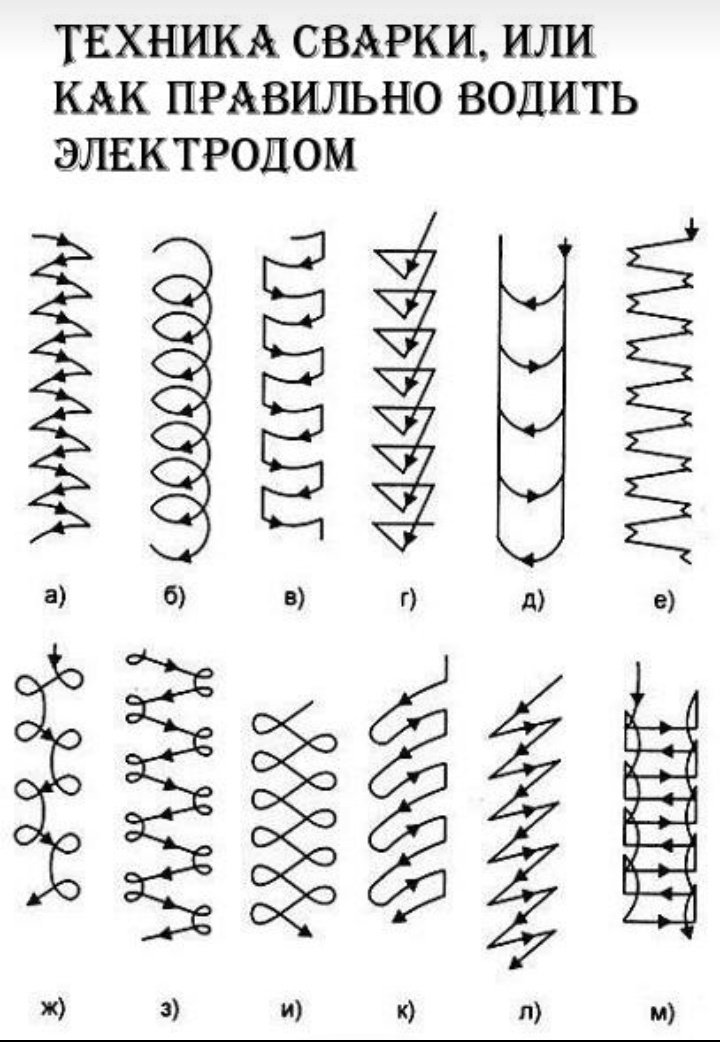
Стоит отметить что слишком близкое положение электрода к сварочной ванне может вытеснить дугу, погрузив ее в жидкий металл. Длинная дуга, когда электрод расположен далеко от заготовки, приводит к разбрызгиванию, подрезам и низкой глубине проникновения жидкого металла.
В большинстве случаев необходимо перемещать дугу к себе при сварке покрытым электродом, с углом наклона 10-30°.
Какими бы небыли рекомендации по сварке здесь или на других ресурсах и источниках информации, следует применять режимы и параметры сварки указанные в паспорте на сварочные электроды.
Частые ошибки, которых следует избегать
Избегание некоторых распространенных ошибок может помочь улучшить качество и производительность, и помочь сэкономить время и расходные материалы при использовании сварки покрытыми электродами. Давайте рассмотрим эти распространенные ошибки:
- Слишком длинная дуга, как было сказано выше, порождает неустойчивость, повышение брызг, которые требуют времени на очистку и шлифовку после сварки.
- Слишком быстрое перемещение электрода во время сварки. Может свидетельствовать что вы не следите за формированием шва и не видите готовые стороны сварного шва. Правильная скорость зависит от требуемого размера сварочного шва.
- Изменение угла наклона электрода во время выполнения прохода приводит к плохому слиянию металла в месте изменения и плохому проникновению металла в глубь шва. Обязательно поддерживайте одинаковый угол наклона электрода по всей длине прохода.
Огарки от электрода и утилизация
Поскольку небольшая часть электрода должна находиться в держателе, потеря небольшой части электрода, который мы называем огарком является фактом жизни при сварке электродами. Существует тонкая грань между желанием использовать как можно больше электрода с точки зрения стоимости и заботиться о том, чтобы утилизировать электрод, когда защитные функции покрытия уже скомпрометированы.
Обратите внимание что некоторые марки электродов могут использоваться только при одном поджигании дуги. Любая часть электрода, которая не использовалась при первом зажигании дуги не может быть снова использована.
Любая часть электрода, которая не использовалась при первом зажигании дуги не может быть снова использована.
Большинство покрытых электродов все же можно использовать повторно и наносить швы несколько раз. Мало кто знает что повторное использование электрода все же может снижать потенциал выделения защитного газа при плавлении покрытия. Защитный газ для процесса сварки покрытым электродом выделяется за счет плавления покрытия и крайне важно чтобы покрытия было достаточно при повторном использовании электрода.
Электроды подобно другим товарам также могут иметь срок годности после открытия пачки и могут использоваться только в течении определенного периода. Этот срок годности предназначен для предотвращения влагопоглощения, которое приводит к появлению трещин в шве. Сохранить качество электродов на протяжении всего срока годности можно при соответствующем хранении в сухом месте с соответствующей температурой.
Сварка покрытым электродом в вертикальном положении.
Исходник информации: http://www. thefabricator.com/article/arcwelding/don-t-get-stuck-on-stick
thefabricator.com/article/arcwelding/don-t-get-stuck-on-stick
Как зажечь дугу при сварке
Как там говорится: хочешь сделать хорошо, сделай это сам!
В строй сварочников прибыло: Fox Weld TIG AC/DC Pulse.
Материал давно откладывал к публикации, поскольку фоток швов нет, но подписчиков все прибавляется — возможно кому-то мои записи бывают полезны.
==== Впечатления MMA ====
На новом сварочнике не только TIG (неплав. электродом), но еще и MMA (плавящимся электродом).
Ручным плавящимся электродом я не варил никогда в жизни до этого.
Набросал себе мини-программу обучения: а) научиться разжигать дугу б) ставить точку с заваркой кратера в) серию точек г) однородный сплошной шов
Купил 3 пачки электродов ЛЭЗ УОНИ 13/55 2.0 , ЛЭЗ МР-3С 2.5 и еще подсунули Тантал МР-3 2.0 (он самый фиговский и еще и не загорался повторно даже на горячую).
Первое впечатление от сварки после иных типов сварки с защитными газами = как вообще люди варят этим?! нереально! там не то что машину заварить, я бы вообще не хотел никогда варить ручным электродом, только при особой нужде… — поджиг дуги отвратительный, я сразу захотел какой-нибудь осцилятор для MMA.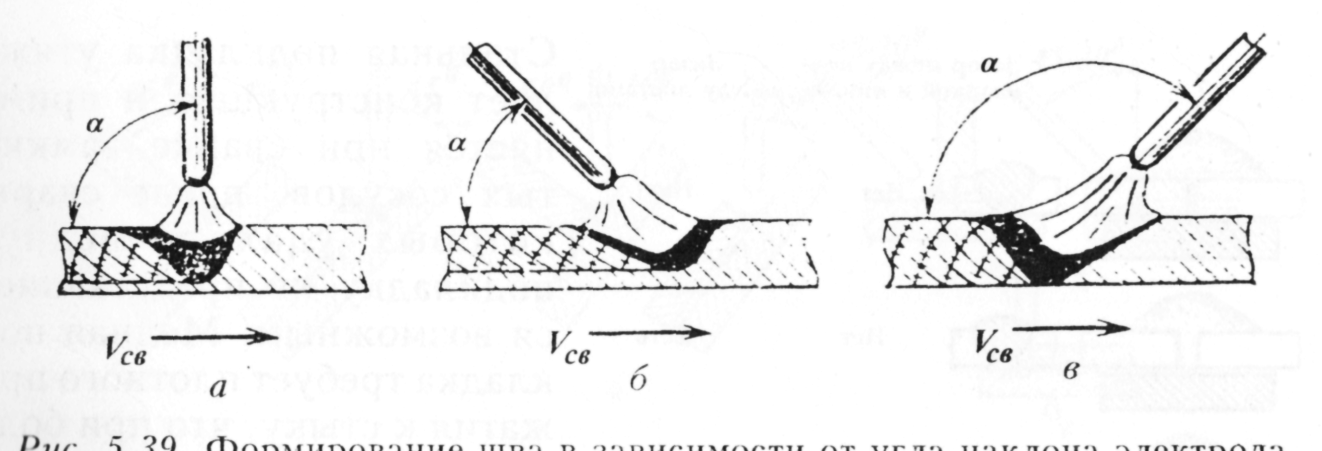 Море непривычного шлака, каждый раз деталь после сварки вся с ног до головы покрывается слоем продуктов горения покрытия электродов, очень сильное разбрызгивание это норма (а я раньше еще смеялся, типо нафига антипригарная паста binzel), держак электрода и защитное стекло сварочной маски аналогично с определенным количество электродов покрывается белым налетом. Сидишь как шахтер: весь грязный, с отбивочным молотком в руке и в дыму… Повторно на холодную электрод всего скорее не зажжется. Короче тот еще процесс.
Море непривычного шлака, каждый раз деталь после сварки вся с ног до головы покрывается слоем продуктов горения покрытия электродов, очень сильное разбрызгивание это норма (а я раньше еще смеялся, типо нафига антипригарная паста binzel), держак электрода и защитное стекло сварочной маски аналогично с определенным количество электродов покрывается белым налетом. Сидишь как шахтер: весь грязный, с отбивочным молотком в руке и в дыму… Повторно на холодную электрод всего скорее не зажжется. Короче тот еще процесс.
Первым делом — поджиг дуги.
Зажигать чирканьем, на мой взгляд, это тупиковый путь: не чиркнешь на малой детали, да и на тавровом соединении + от чирканья остается след. В итоге поджигать касанием просто необходимо.
Во всех книгах ограничились чем то, типо такого:
И пояснялось, что только профи с годами могут использовать поджиг касанием. На практике у меня чирканье работало в 70% случаев, касание в 20%, во всех остальных случаях электрод сильно прилипал к свариваемой поверхности… Я не знаю в чем там дело, может быть каждый раз слишком сильно зачищал поверхность (я привык что все должно быть чисто в MIG и TIG сварке), может мощное напряжение холостого хода, может быть нет каких-то специальных антиприлипающих фишек в аппарате, но ИМХО розжиг представлял самую настоящую контактную сварку — *Тык*, мгновенный разогрев и прилипает намертво… абсолютно реально буду потом использовать как мини-споттер ))))
Тренировался без напряжения: довел все до того, что касаюсь детали мягко и очень быстро, звук стука почти отсутствовал.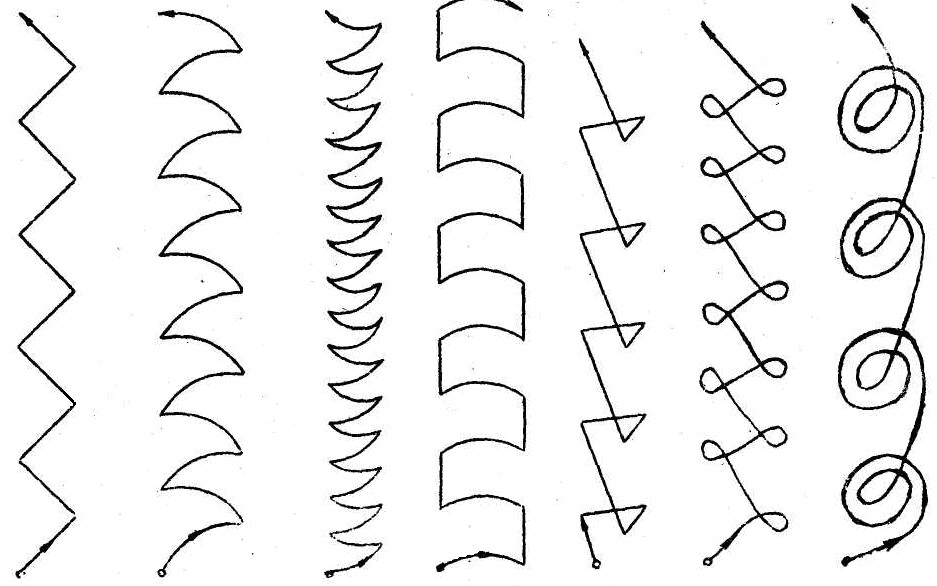 Один фиг. Электрод лип.
Один фиг. Электрод лип.
Пробовал касанием добывать дугу снова и снова… again, again, your bunny wrote.
И внезапно отковыривая очередной залипший электрод я машинально повернул его по оси — он подозрительно легко оторвался 🙂
Мать их всех учителей за ноги, никто не поделился этой простой истиной:
В 90% случаев все выходит. Остальные 10% — блин, ну реально тяжело совмещать движение руки вниз-вверх, поворот руки + электрод то должен быть на одном месте и почти перпендикулярно свариваемой поверхности.
Как только стабилизировался розжиг, то приступил к точкам. Делал все это на профиле 40х20х1,5… иными словами, малейшая ошибка в скорости и происходит косяк — или непровар, или уже металл поплыл (к прожегу).
Напомню, кузова машины в самом лучшем случае 1мм (это буквально танкообразный зил), типовой случай 0,6-0,8 мм, а в рядовом случае, когда варится уже кузов не первой ржавости — этот слой после зачисток от ржавчины снижается до 0,4 мм. Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Первоначально выходили точки с глубокими кратерами, потом к точкам начал применять технологию заварки кратера (нормально описана в пособиях и книгах) и точки стали получаться более кондиционные, но все равно это достаточно далеко от MIG сварки и тем более TIG
Очень сильно бесило, что невозможен сразу (после того как остынет) повторный розжиг электрода. На полуавтомате нажал кнопку и забыл, а тут обмазка электрода образует коробку и металл электрода при розжиге не касается свариваемой поверхности и никакой дуги конечно нет, если у Вас сварка не по 50 000+ руб с осциллятором.
Сперва выходил из положения выстукивая электрод по нескольку раз (секунд может 10 на это уходит), потом начал грызть его торцевыми кусачками, которые я использую на полуавтомате, чтобы отрезать проволоку… все равно процесс был медленный (секунды 4).
Какое решение?
Берется крупный напильник и ложится рядом с местом сварки: поварил, электрод остыл, сбил шлак, чиркнул электродом туда-сюда по напильнику и снова в бой. Кстати если к напильнику прикрепить массу, поставить ток больше чем обычно и быстро чиркнуть по нему электродом — прям настоящее фаэр шоу 😀
Кстати если к напильнику прикрепить массу, поставить ток больше чем обычно и быстро чиркнуть по нему электродом — прям настоящее фаэр шоу 😀
Далее серию из точек сделал, это в принципе не так трудно, если точки удаются — шлак только отбивать заколебался.
Ну и потом освоил непрерывный шов. У меня лично были и есть проблемы с однородностью шва: вначале нагрев детали небольшой и чтобы было нужное проплавление и ширина валика я убавляю скорость движения, а вот уже где-то через 0,7-1 см металл уже достаточно прогрет и надо увеличивать скорость движения, чтобы тем самым ограничить тепловложение, иначе уже становится шире валик шва, металл слишком перегревается — если еще задержать электрод то прожог обеспечен…
И чем тоньше лист, чем толще электрод, чем больше ток — тем более проявляется это явление.
У меня конечно есть переменка в сварочнике + еще и пульсация, так что в принципе я могу поиграться и выставить значения для 1 мм и постараться пройти непрерывным швом, но это близко к нереальному ))) То что сварить электродом два лезвия нельзя — думаю не нужно пояснять. Консервную банку — можно, только 2-ка будет слишком жирно… на 1 и 1.5/1.6 возможно, но еще раз повторю — гемор неописуемый, а сам сварщик должен как минимум включить режим «киборг» секунд на 30 и вести рукой очень точно и выверенно — тогда выйдет красивый шов.
Консервную банку — можно, только 2-ка будет слишком жирно… на 1 и 1.5/1.6 возможно, но еще раз повторю — гемор неописуемый, а сам сварщик должен как минимум включить режим «киборг» секунд на 30 и вести рукой очень точно и выверенно — тогда выйдет красивый шов.
Спустя 1 час после процесса сварки выявился косяк
Все дело в том, что левая рука была оголена между перчаткой и курткой. Я как бы подумал, что левая рука далеко, и не стал особо утеплятся крагами ))) Это достаточно удобно — поскольку болгаркой можно сразу зачищать что-то, не надо снимать с правой руки «краг», а на левой у меня обычная перчатка тканевая была…
Постараюсь потом как-нибудь выложить фото швов не в окружении сотен пробных ))) Ну и потом как-нибудь будет отчет о начале работ с TIG сваркой — баллоны, доп оборудование, электроды.
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.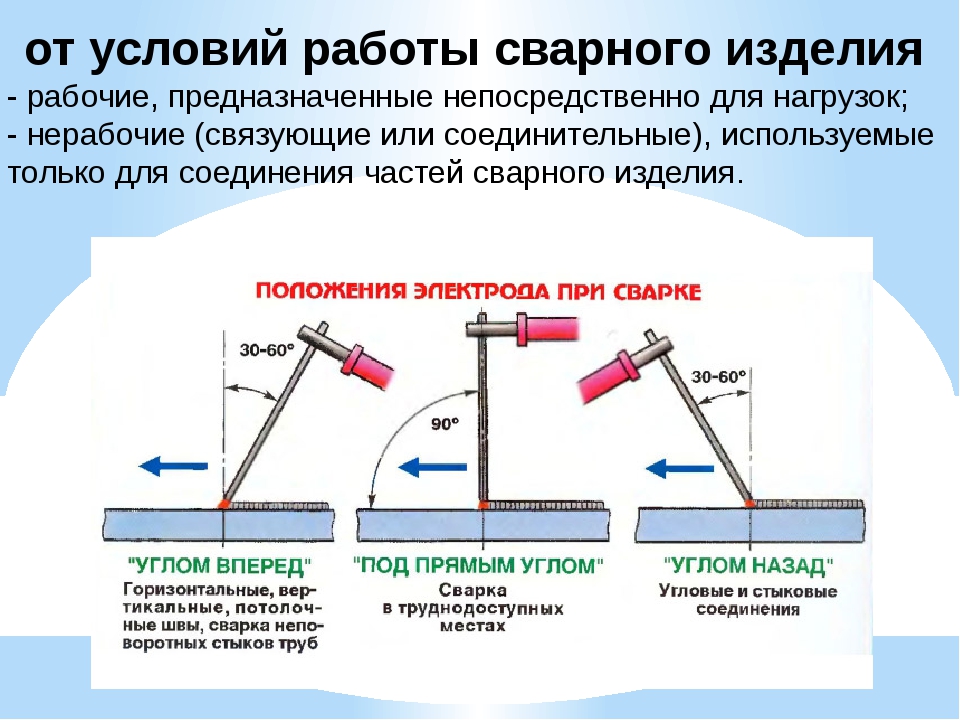
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление.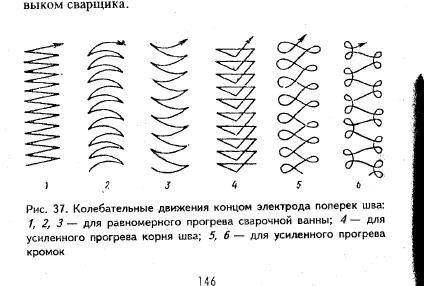 При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Если говорить о технике сварки электродом, то зажигание сварочной дуги происходит при помощи касания или чирканья электрода о поверхность металла.
На рисунке ниже можно посмотреть оба эти способа зажигания сварочной дуги:
Какой из этих способов зажигания электрода выбрать определяет сам сварщик.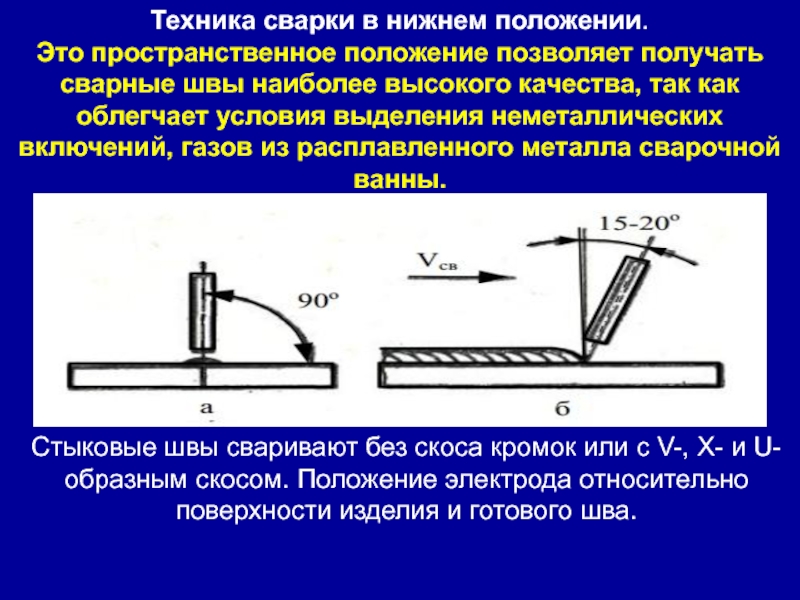 Часто бывает, что способ чирканья невозможен из-за ограниченного пространства, тогда используют метод касания. Этот способ называется «зажигание дуги касанием электрода». При этом способе кончиком электрода, который находится почти в вертикальном положении касаются поверхности металла. Сразу же после касания нужно немного приподнять электрод вверх, чтобы не произошло его залипание. Если сразу убрать электрод не получилось и он все-таки прилип к металлу и начался процесс его нагревания, то надо резким движение наклонить электрод в сторону и отломив его попробовать еще раз зажечь дугу.
Часто бывает, что способ чирканья невозможен из-за ограниченного пространства, тогда используют метод касания. Этот способ называется «зажигание дуги касанием электрода». При этом способе кончиком электрода, который находится почти в вертикальном положении касаются поверхности металла. Сразу же после касания нужно немного приподнять электрод вверх, чтобы не произошло его залипание. Если сразу убрать электрод не получилось и он все-таки прилип к металлу и начался процесс его нагревания, то надо резким движение наклонить электрод в сторону и отломив его попробовать еще раз зажечь дугу.
Второй способ называется «чирканье электрода». Многие сварщики считают этот способ зажигания дуги более простым и удобным, поэтому чаще используют именно его.
При этом способе кончиком электрода плавно проводят по поверхности металла и затем выполняется обратное движение уже зажженного электрода.
После того, как зажгли дугу, можно начинать процесс сварки. Чтобы он был качественным надо правильно держать электрод. Есть несколько положений электрода при сварке:
Есть несколько положений электрода при сварке:
И не менее важным этапом при сварных работах является окончание сварки. Этот момент так же сказывается на качестве работы. Каким образом завершить сварку и оборвать дугу можно посмотреть на предоставленном внизу рисунке:
Коренной шов электросваркой. Как правильно выбрать электроды и варить ими
- Техника сварки: основные понятия
- Учимся зажигать дугу
- Зажигание дуги способом касания
- Зажигаем дугу способом чирканья
- Возможные ошибки, которые не дают зажечь дугу
- Окончание сварки
- Способы положения рабочего инструмента
- Техника безопасности
Для того чтобы правильно варить, существует много технологических моментов и нюансов, основным из них является соответствующее положение электрода при сварке.
Сварка должна проводиться при наличии защитной одежды.
Сварка – это процесс, при котором получается прочное неразъемное соединение 2-х деталей за счет расплавления их краев. Современные технологии позволяют сваривать как одинаковые, так и совершенно разные материалы, например, металл и керамику.
Современные технологии позволяют сваривать как одинаковые, так и совершенно разные материалы, например, металл и керамику.
Сваривать можно разными способами, но наибольшее распространение в бытовых условиях приобрело дуговое сваривание, где процесс происходит за счет работы электрической дуги. Дуга создается между 2-мя электродами, одним из которых выступает изделие, что сваривается. Весь процесс происходит при высокой температуре, она достигает 7000°С, а это позволяет плавить практически любой металл.
Сварочный аппарат имеет 2 кабеля, на конце одного есть зажим, а на конце второго – держатель, в который устанавливается рабочий инструмент. При работе аппарата образуется дуга между электродом и деталью. При этом выделяется много тепла, металл плавится, за счет чего происходит надежное и прочное соединение деталей.
Для того чтобы возникла электрическая дуга, надо кончиком инструмента коснуться на короткое время детали, а затем отвести его от нее на 3-4 мм.

В качестве рабочего инструмента используется металлический стержень, что сверху покрыт специальным составом. Стандартная длина электрода 30,35 см, а его диаметр от 1.5,2.25,3.25 4 и т.д.
Сварные соединения могут быть угловыми, тавровыми, стыковочными, нахлестными и другими. По своему расположению они бывают горизонтальные, вертикальные и потолочные. Сварочный шов может быть выполнен за один или за несколько проходов. Он может быть точечным или непрерывным.
Если вы новичок и никогда ранее не выполняли указанную работу, то информацию о том, каким должно быть положение электрода во время сварки, необходимо начать рассматривать с самых азов.
Техника сварки: основные понятия
Для того чтобы начать проводить сварочные работы, сначала необходимо придать соответствующее положение электрода, зажечь его и удерживать дугу электрода при сварке. Для молодого сварщика зажигание дуги может вызвать определенные проблемы, но со временем они исчезают.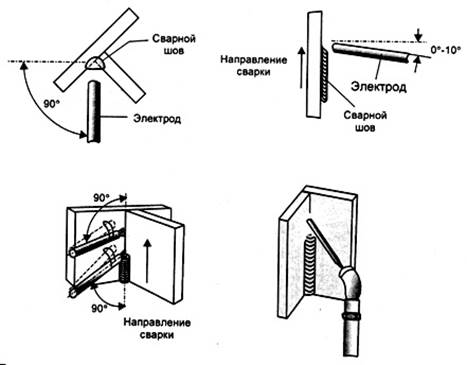
Второе немаловажное значение при проведении учения – это положение электрода во время сварки. Этому моменту придается особое значение во время учебы и в начале выполнения сварочных работ. Получив необходимый опыт, сварщик уже не обращает внимания на положение электрода во время сварки, его основное внимание сосредотачивается на том, что происходит при сварке в сварочной ванне. Положение электрода во время сварки для начинающего сварщика является очень важным этапом обучения.
На третьем этапе обучения, после того как человек сможет делать правильное положение электрода, надо научиться проводить разрыв дуги электрода при сварке, то есть выполнять окончание сварочного шва.
Вернуться к оглавлению
Учимся зажигать дугу
Зажечь электрод – это профессиональное выражение сварщиков. Хотя правильно было бы говорить – зажечь сварочную дугу. Указанный процесс выполняется для того, чтобы проверить марку рабочего инструмента, силу тока и подготовиться к проведению сварочных работ.
Существует 2 способа, для того чтобы зажечь дугу, между собой они отличаются типом движения и у них разное положение электрода.
- Установка электрода при сварке проводится так, что он поджигается путем его касания к металлу.
- При этом способе рабочим инструментом чиркают по металлу.
Эти способы похожи между собой, их применение зависит от выбора сварщиком техники установки электрода при сварке, а это зависит от условий работы и его личного профессионального опыта.
Вернуться к оглавлению
Зажигание дуги способом касания
При данном способе, дуга зажигается за счет касания металла рабочим инструментом. Правило предусматривает такую установку электрода при сварке, чтобы он располагался вертикально и можно было коснуться металла его концом. Как только при касании к металлу появляется дуга, необходимо начинать двигать рабочий инструмент, иначе произойдет его залипание.
Если произошло залипание электрода при сварке, он начинает сильно нагреваться. Чтобы исправить эту ошибку, техника сварки предполагает следующее. Надо изменить положение электрода, для чего он наклоняется и отламывается от точки прилипания. После указанного действия, на конце может образоваться козырек и дальнейшая работа будет затруднена. Поэтому если появился козырек, его необходимо сбить. Для этого достаточно ударить рабочим инструментом по твердой горизонтальной поверхности.
Чтобы исправить эту ошибку, техника сварки предполагает следующее. Надо изменить положение электрода, для чего он наклоняется и отламывается от точки прилипания. После указанного действия, на конце может образоваться козырек и дальнейшая работа будет затруднена. Поэтому если появился козырек, его необходимо сбить. Для этого достаточно ударить рабочим инструментом по твердой горизонтальной поверхности.
Использование указанного способа установки электрода при сварке требует от сварщика определенного опыта работы, поэтому применять его начинающему сварщику не рекомендуется.
Вернуться к оглавлению
Зажигаем дугу способом чирканья
Этот вариант более распространенный и по способу своего исполнения похож на то, как вы зажигаете спичку о спичечный коробок.
Данный способ считается более простым и поэтому подходит для начинающего сварщика. Касание проводится за короткое время, а обратно движется уже зажженный инструмент. Все выполняется за одно плавное движение, направление которого не изменяется его. В предыдущем способе зажигания процесс делился на 2 этапа, при которых рабочий инструмент двигался в разных направлениях.
В предыдущем способе зажигания процесс делился на 2 этапа, при которых рабочий инструмент двигался в разных направлениях.
Недостатком данного способа является то, что часто зажечь дугу необходимо в труднодоступном месте. То есть инструменту нельзя придать правильное положение для выполнения чирканья, надо зажигать дугу только касанием.
Вернуться к оглавлению
Возможные ошибки, которые не дают зажечь дугу
Таблица характеристик элктрода.
Бывает, что зажечь дугу становится очень сложно. Это зависит не только от того, какое положение инструмента во время работы вы примите, есть и другие причины.
Причины, по которым не получается зажечь дугу:
- Плохой контакт «массы». Надо проверить правильно ли вы ее установили.
- Наличие на металле краски не дает возможности зажечь дугу. Если слой краски небольшой, то его можно пробить путем резкого удара. После образования дуги будет создаваться высокая температура, краска начнет выгорать и уже не будет помехой. Лучше очистить от краски место шва, так вам будет работать намного проще.
 Лучше очистить от краски место шва, так вам будет работать намного проще.
Лучше очистить от краски место шва, так вам будет работать намного проще.Времена, когда обладателей сварочного оборудования в домашних мастерских можно было по пальцам пересчитать, прошли. Сегодня производители предлагают потребителям аппараты для сварки самых различных типов. Эти устройства существенно облегчают жизнь мастерам-любителям. Многие из них методом проб и ошибок уже освоили науку сварки электродами, но некоторым еще предстоит пройти этот путь. Конечно, чтобы сварка велась на высоком профессиональном уровне, нужно учиться не один месяц и годами нарабатывать практический опыт. Но знание, как правильно варить электродами, поможет выполнять дома, в гараже или на даче большую часть сварочных работ, не прибегая к услугам дипломированного специалиста. Соорудить мангал, ворота, забор, беседку и многое другое вы точно сможете самостоятельно уже через несколько недель практики.
Рисунок 1. Схема устройства сварочного электрода.
Типы электродов, их строение и состав
Большинство домашних сварщиков строение электрода и состав веществ в нем совершенно не волнуют. Они делят электроды на «чернуху» и «нержавейку». Что же, производители маркируют свои изделия, а на коробках с электродами подробно написано, для каких металлов они предназначены. Даже существует колерование их обмазки, чтобы отличать электроды по назначению. Тем не менее, чтобы в дальнейшем в достаточной мере овладеть мастерством работы с электродом, необходимо ознакомиться и с их типами:
Они делят электроды на «чернуху» и «нержавейку». Что же, производители маркируют свои изделия, а на коробках с электродами подробно написано, для каких металлов они предназначены. Даже существует колерование их обмазки, чтобы отличать электроды по назначению. Тем не менее, чтобы в дальнейшем в достаточной мере овладеть мастерством работы с электродом, необходимо ознакомиться и с их типами:
- для сварки углеродистых и низколегированных сталей;
- для сварки высоколегированных сталей;
- для сварки теплоустойчивых легированных сталей;
- для сварки чугуна;
- для сварки цветных металлов;
- для сварки сплавов и неоднородных сталей;
- для наплавки;
- для резки металла.
Рисунок 2. Схема расположения электрода при сварке.
Вне зависимости от предназначения, электроды имеют общее строение. Они состоят из стержня и защитного покрытия (обмазки), которое обеспечивает горение дуги и защиту свариваемого шва от воздействия атмосферы. С одной стороны стержень оголен на 2-5 см для подключения к держателю, с противоположного торца электрод очищен от обмазки для создания контакта со свариваемой поверхностью (рис. 1).
С одной стороны стержень оголен на 2-5 см для подключения к держателю, с противоположного торца электрод очищен от обмазки для создания контакта со свариваемой поверхностью (рис. 1).
Стержневая проволока изготавливается из углеродистых, легированных или высоколегированных сталей, а обмазка делается из 3-х типов покрытий:
- руднокислых;
- рутиловых;
- фтористо-кальциевых.
Материалы, применяемые при производстве электродов, определяют и область их применения.
Как правильно подобрать электродный стержень и силу тока?
Чтобы правильно варить электродами, нужно уметь их выбирать в зависимости от толщины свариваемых изделий, ведь тонкий металл может быть прожжен, если будет применяться толстый сварочный стержень. Выбор его сечения выглядит так:
- если толщина металла составляет от 1,1 до 2 мм, то диаметр проволоки – 1,5-2 мм;
- 3-миллиметровый металл – 2,5- и 3-миллиметровый стержень;
- толщина в 4-5 мм проваривается электродами в 3 и 4 мм;
- стали толщиной от 6 до 8 мм варятся «четверками»;
- от 9 до 12 мм – электродами 4 и 5 мм;
- с толщиной от 13 до 15 мм должны справляться уже 5-миллиметровые стержни.

Рисунок 3. Схемы движения электрода при сварке.
Здесь уместен вопрос о том, почему же нельзя для сварки тонких листов использовать, к примеру, «четверку» или «пятерку»? Дело в том, что надежное горение дуги при работе стержней различного сечения может быть обеспечено разной силой тока. 2-миллиметровый электрод при токе 50-60 А прекрасно справится с задачей, а 5-миллиметровый, если не залипнет, просто будет «высекать искры». С другой стороны, «пятерка» отлично работает на 160 А, но из-за слишком сильной дуги тонкий металл просто превратится в капли. Далее показаны диапазоны силы тока для работы с электродами разных диаметров сечения:
- 1,6 мм – 35-60 А;
- 2 мм – 30-80 А;
- 2,5 мм – 50-110 А;
- 3 мм – 70-130 А;
- 4 мм – 110-170 А;
- 5 мм – 150-220 А.
Они несколько приблизительны, так как каждый сварочный аппарат «уникален». Кроме того, они зависят от напряжения в сети. А разброс значений связан с тем, что при наименьшем токе металл сваривается, а при наибольшем – режется. Стоит отметить, что большинство сварочных работ в быту проводится 2- и 3-миллиметровыми электродами, а «пятерки» на непрофессиональном уровне применяются крайне редко. Поэтому не стоит переплачивать при покупке сварочного аппарата за лишнюю силу тока, которую выставлять вряд ли когда придется. Оборудования, поддерживающего 160 А, для домашних условий будет вполне достаточно.
Стоит отметить, что большинство сварочных работ в быту проводится 2- и 3-миллиметровыми электродами, а «пятерки» на непрофессиональном уровне применяются крайне редко. Поэтому не стоит переплачивать при покупке сварочного аппарата за лишнюю силу тока, которую выставлять вряд ли когда придется. Оборудования, поддерживающего 160 А, для домашних условий будет вполне достаточно.
Как держать электрод?
Правильный выбор электрода и регулирование силы тока в аппарате еще не значат, что вы сможете качественно сварить вместе 2 уголка или стальных листа. Конечно же, вы не забыли подсоединить к одному из них массу, но нужно еще и уметь держать электрод под необходимым углом к свариваемым поверхностям и верно вести его, чтобы не допускать перегрева, прожига или непроварки кромок.
Во-первых, начальное прикосновение электродного стержня к металлу должно напоминать легкое прикосновение спички к обмазке спичечного коробка. Во-вторых, можно замкнуть цепь постукиванием электрода. Выбор способа остается за вами, но как только дуга образовалась, не нужно прижимать проволоку к месту сварки, если, конечно, вы не хотите растопить электрод или прокатную сталь. Слегка поупражнявшись, вы научитесь после появления дуги держать конец стержня в 2-5 мм от шва. Сам электрод надо располагать перпендикулярно плоскости шва (рис. 2 а), но с наклоном в 105 градусов к уже проваренному участку (рис. 2 б). Не нужно вести электрод вдоль сварного шва, как карандаш вдоль линейки. Расслабьте кисть и делайте так, чтобы кончик стержня выполнял челночные движения (рис 3.).
Выбор способа остается за вами, но как только дуга образовалась, не нужно прижимать проволоку к месту сварки, если, конечно, вы не хотите растопить электрод или прокатную сталь. Слегка поупражнявшись, вы научитесь после появления дуги держать конец стержня в 2-5 мм от шва. Сам электрод надо располагать перпендикулярно плоскости шва (рис. 2 а), но с наклоном в 105 градусов к уже проваренному участку (рис. 2 б). Не нужно вести электрод вдоль сварного шва, как карандаш вдоль линейки. Расслабьте кисть и делайте так, чтобы кончик стержня выполнял челночные движения (рис 3.).
При таком движении тело проволоки, расплавляясь, будет качественнее соединять кромки свариваемых заготовок. На первых порах вы сможете освоить наиболее простое зигзагоподобное движение электрода, а в дальнейшем вам под силу уже будет применять и более сложные, но надежные швы. Они будут ложиться более красиво, а скорость сварки заметно увеличится.
Прокалка в духовке
Тем не менее следует упомянуть о факторе, из-за которого вы не сможете начать как следует варить, даже набив руку, правильно подобрав электроды и отрегулировав необходимую силу тока. Этот фактор – отсыревание обмазки. Выпуская электроды, изготовители их тщательно просушивают, но не всегда условия дальнейшего хранения соответствуют требованиям. Это касается и оптовых складов, и магазинов, и домашних мастерских. Иногда производители упаковывают свою продукцию в полиэтиленовую упаковку, но после вскрытия она уже не может обеспечить защиту от влаги гигроскопичной обмазки. Используя отсыревшие электроды, вы сталкиваетесь со следующими проблемами:
Этот фактор – отсыревание обмазки. Выпуская электроды, изготовители их тщательно просушивают, но не всегда условия дальнейшего хранения соответствуют требованиям. Это касается и оптовых складов, и магазинов, и домашних мастерских. Иногда производители упаковывают свою продукцию в полиэтиленовую упаковку, но после вскрытия она уже не может обеспечить защиту от влаги гигроскопичной обмазки. Используя отсыревшие электроды, вы сталкиваетесь со следующими проблемами:
- залипанием стержня и увеличением времени сварки;
- образованием свищей в свариваемом металле;
- образованием пор (раковин) в самом шве.
Все же способы борьбы с излишней влагой в защитном покрытии электродов есть. Их нужно прокалить в течение некоторого времени в духовке. Зачастую производители пишут на пачках со своей продукцией о времени и температуре прокалки. В зависимости от типа изделий, просушка может занимать от 1 до 5 часов при температуре от 250 до 350 градусов.
После прокалки обмазка теряет влагу, но остается такой же гигроскопичной, поэтому хранение оставшихся после работы электродов лучше организовать в сухом месте, а еще лучше поместить их в полиэтилен.
Пожалуй, сведений для начала освоения увлекательного дела, которым является сварка электродами, достаточно.
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов — никеля, марганца, железа и минералов — глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока. Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что- то сварить при помощи электрической сварки и аппарата. Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора — масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия. При этом будет возникать дуга.
- Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм. В результате действия высокой температуры дуги, плавится металл на сварочной поверхности и заполняется канавка, которая образовалась в момент воздействия дуги на металлическую поверхность. Если правильно и аккуратно вести электрод по длине места соединения, эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла. Главное правило, которым необходимо пользоваться при их подборе — расчет на толщину металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
 При этом будет возникать дуга.
При этом будет возникать дуга.
горизонтальный шов
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока. Если она будет слишком маленькой, дуга будет постоянно тухнуть.
Умение держать электрод во время сварки, дает возможность набить руку и варить на более высоком уровне и с большей скоростью.
движение торцом электрода при сварке
Выбор нужного количества
Важной операцией при подготовке к работе является подсчет необходимого количества электродов. При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество — килограмм. Покупка — это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество — килограмм. Покупка — это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Можно также использовать автоматический или полуавтоматический вид сварочного процесса. Эти способы заключаются в том, что необходимо водить электродом по кругу, они дают возможность намного уменьшить их количество, необходимое для того, чтобы варить плоскости деталей и металлов.
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 7000 0 С.
Сваривание нержавейки электросваркой требует специальных электродов
Дуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств.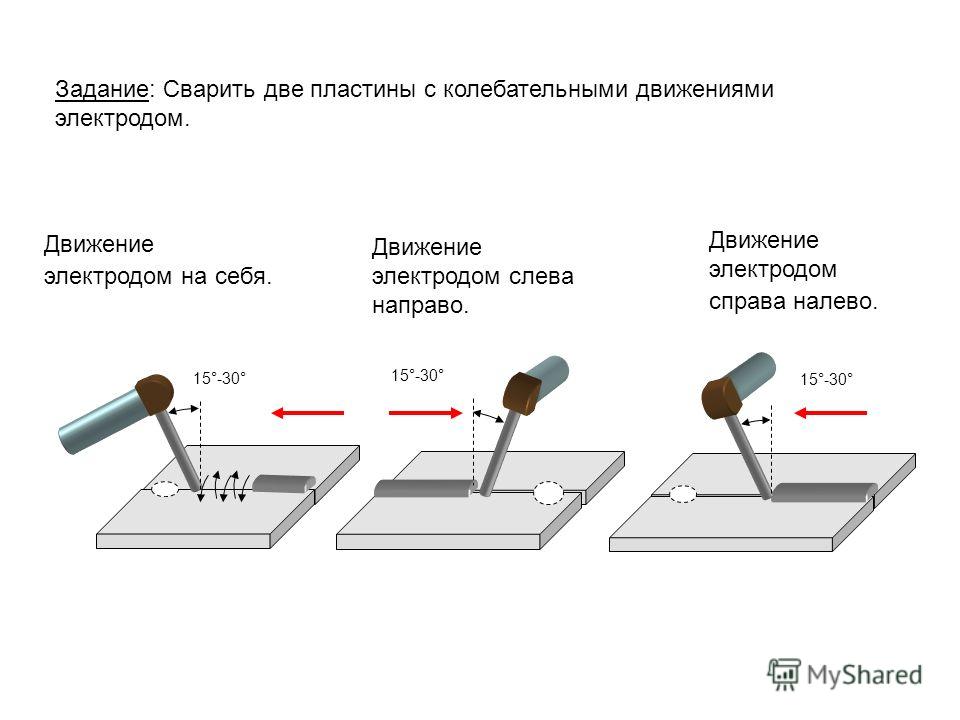 Как правило, эту смесь наносят на электрод.
Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиков
Процесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Набор сварщика: защитная маска, аппарат и электроды
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.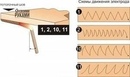
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работы
Металл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток.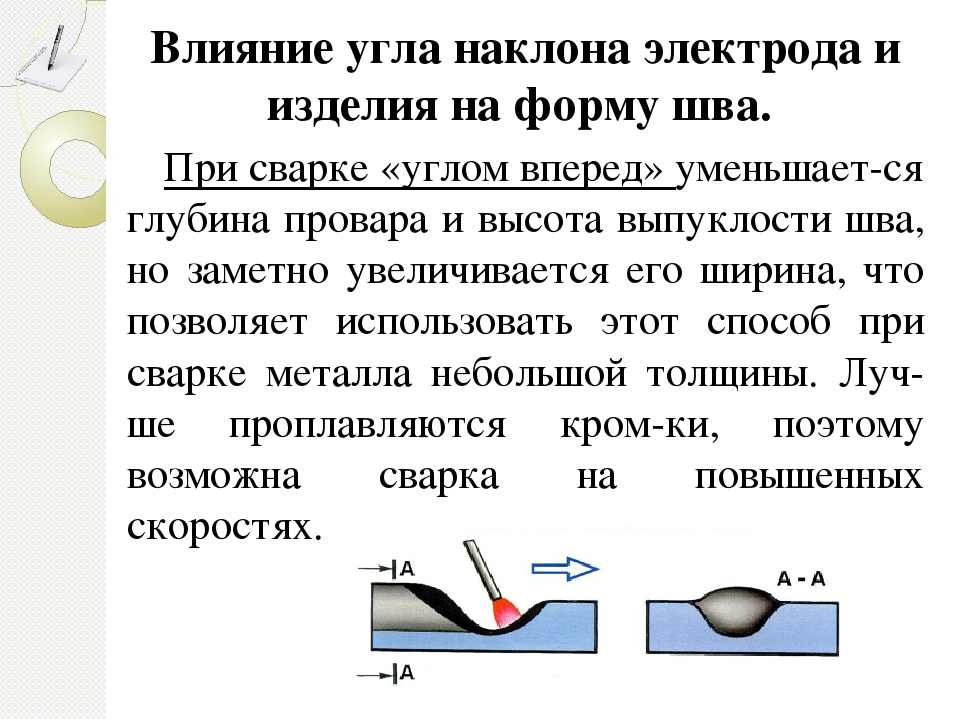 Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтомат
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.

Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сварки
Свои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую стальУ «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Инструкция
Прихватите листы друг к другу.
Прихват осуществляется короткими перемычками шва (около 5-10 мм) с расстоянием между ними 50-100 мм на всем протяжении стыка. Ведите сварку с периодическим прерыванием – гася дугу (отдергиванием электрода) и быстро зажигая ее снова, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Сварите листы полностью
Варите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка. Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т. д.
д.
Сварка тонкого металла встык
Добейтесь минимального зазора между кромками стали по всей длине стыка. Идеальным случаем является полное отсутствие зазора. Для сварки тонкого металла встык воспользуйтесь вспомогательной подкладкой, которая укладывается под стык. Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного инвертора и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Сварка со стальной неубирающейся подкладкой
Если конструкция детали допускает наличие неубирающейся подкладки, подложите под стык полоску стали такой же толщины, как и основной лист шириной 13-15 мм. Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Сварка с медной подкладкой
Если наличие неудаляющейся подкладки недопустимо, подложите под стык полоску из меди (чем толще, тем лучше). Медь будет отводить тепло и предотвратит прожигание листов. После окончания сварки удалите подкладку.
Сварка со стальной убирающейся подкладкой
Если неудаляющаяся подкладка недопустима, а медной полосы нет, сварите деталь со стальной подкладкой и аккуратно удалите ее углошлифовальной машиной .
Сварка – это процесс образования неразъемных соединений вследствие возникновения между свариваемыми материалами межатомных связей при их нагреве или деформировании. Свариваться могут не только металл ы, но и пластики. Чаще всего приходится сталкиваться с электросваркой сталей и термосваркой пластиков.
Вам понадобится
- — сварочный аппарат для дуговой электросварки;
- — газосварка;
- — сварочные электроды;
- — сварочный аппарат для пластиковых труб;
- — нагревательный прибор (утюг, электроплита и пр. ).
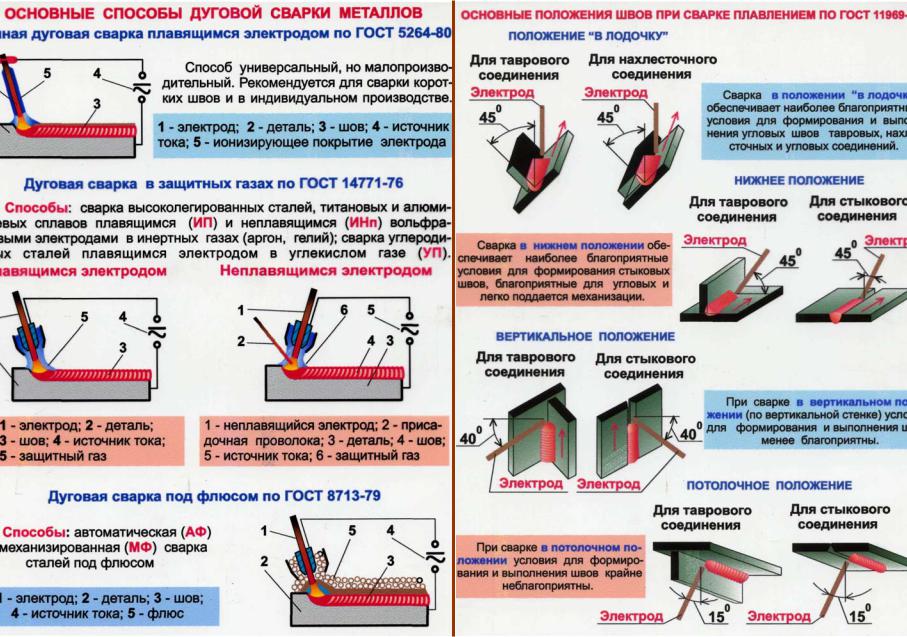 ).
).Инструкция
Нужно знать, что разрешается применять лишь те принадлежности, которые предназначены для механической обработки проката из нержавеющей стали. Это шлифовальные круги и ленты, щетки из «нержавейки», дроби при дробеструйной обработке. Обратите внимание, что иногда нельзя обрабатывать с помощью стальных и стеклянных дробей другие материалы , например, углеродистую сталь.
Одним из наиболее эффективных способов последующей обработки сварных швов считается травление. При правильном применении травление способно устранить вредный оксидный слой, а также зону со сниженным содержанием хрома.
В зависимости от конкретных условий выполняется травление путем погружения, нанесения на поверхность или же покрытия изделий пастой. Чаще всего применяется смешанная кислота в сочетании с водой. Время травления нержавеющего проката зависит от концентрации кислот, толщины окалины, температурного режима и сорта нержавеющего проката.
Последний этап обработки при сварке «нержавейки» — доведение степени шероховатости сварного шва до соответствующего показателя основного листа. Достигается это путем шлифования и полирования уже после выполнения травления. Такая обработка обычно усиливает стойкость конструкции к коррозии.
Достигается это путем шлифования и полирования уже после выполнения травления. Такая обработка обычно усиливает стойкость конструкции к коррозии.
Источники:
- Сварка нержавеющей стали, особенности сварки.
Как предотвратить прилипание сварочного стержня к металлу
Это просто неизбежно! В какой-то момент вашей карьеры сварщика эта ошибка новичка может случиться с кем угодно. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Кратко расскажу, почему…
Пруток для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки.Точно так же важно использовать электрод подходящего размера для различных сварочных задач. Практика — это «ключ» к тому, чтобы этого больше не происходило.
Многие люди думают, что дуговая сварка экранированного металла (SMAW) или сварка «палкой» получила свое название из-за того, что электрод по форме похож на палку. Но это называется «сварка стержнем », поскольку многие новички приклеивают сварочный стержень к основному металлу, как и ученики. Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
Но это называется «сварка стержнем », поскольку многие новички приклеивают сварочный стержень к основному металлу, как и ученики. Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильных методах сварки, чтобы электрод не прилипал к металлу.
Итак, приступим к делу.
Как зажигать дугу: простой способ
Сварка палкой считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытки оторвать стержень от металла после того, как прикрепили к нему. Поэтому научиться правильно зажигать дугу крайне важно, чтобы сэкономить время и избежать потерь материала.
Теперь есть два метода зажигания дуги.
- Метод царапин (самый простой способ для новичка)
- Метод нарезания резьбы (высокая вероятность прилипания к металлу).
Для быстрого начала я рекомендую попрактиковаться в технике старта с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы поразить дугу в первый раз,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Удерживайте стержень (около 1 см) выше на расстоянии дюйма от начальной точки, наклонив в направлении, в котором будет происходить сварка.
- Осторожно потрите конец стержня по основному металлу. Не тыкай!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока сварочная лужа начнет сварку вдоль стыка.
Освоение требует времени. Главное, что нужно запомнить, — это попытаться сбалансировать скорость движения, угол и длину дуги после зажигания дуги. Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Разумно просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Почему сварочный стержень прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь сделать идеальный сварной шов, но он просто испортился из-за прилипания стержня к металлу.Что ж, вот 6 причин, почему именно это происходит.
1. Настройки низкого тока
Как я упоминал ранее, сварочный стержень прилипает к металлу в основном из-за низкого значения приложенного тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги.
2. Низкое напряжение холостого хода
Зажигать дугу становится довольно сложно, если OCV (напряжение холостого хода) вашей машины слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу.Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу.Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Плохое качество флюса
Плохое покрытие флюсом также может привести к проблемам прилипания. Помните, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если у вас плохое флюсовое покрытие, оно может упасть со стержня и образовать комок расплава, который приведет к прилипанию сварочного стержня к основному металлу.
4. Более короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
5. Загрязненная металлическая поверхность
Если поверхность основного металла слишком ржавая, зажигание дуги затрудняется.Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает протекающий ток. И, как я уже говорил вам ранее, более низкая сила тока — основная причина проблем с прилипанием электродов.
6. Неправильный выбор электрода
Сварочные прутки бывают разных типов, каждый со своими областями применения и преимуществами. Некоторые стержни работают только с постоянным током, а другие могут работать как с переменным, так и с постоянным током.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. Допустим, вы используете стержень E6013 диаметром 5/64 дюйма с правильным значением силы тока, но при этом присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий стержень E6013 1/16 дюйма.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного стержня, и это должно быть для вас очень неприятно.
Что делать, если сварочный стержень прилипает к металлу?
Не нужно паниковать, если сварочный стержень прилипает к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод будет плотно приклеен к металлу. В этом случае необходимо немедленно выключить сварочный аппарат и отломать стержень от металла. Много раз, когда вы дергаете за стержень, поток на кончике стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, обрежьте стержень до точки, где отпадет флюс, с помощью пары плоскогубцев, и вы можете снова идти.
Пришло время изучить несколько полезных советов по сварке штангой, которые помогут предотвратить прилипание сварочного стержня.
Просто оставайтесь на борту.
Советы по предотвращению прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит постоянно.Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки.
Убедитесь, что вы используете правильное значение силы тока. Электродные стержни разных типов предназначены для работы с разными значениями силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов разных типов и толщин.
Как видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного высокое, вы можете увеличить ток немного выше допустимого диапазона, чтобы убедиться, что стержень не прилипает к металлу. Также помните, что когда кончик электрода светится, это означает, что приложенный ток слишком велик.Поэтому постарайтесь обратиться к производителю в диапазоне ампер для стержня, который вы используете.
Я хотел бы поделиться отличным инструментом, который я недавно видел на веб-сайте millers. Он называется Калькулятор для ручной сварки . Когда вы предоставите материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2.
 Держите электрод и поверхность в чистоте, используя стержень правильного размера.
Держите электрод и поверхность в чистоте, используя стержень правильного размера.Перед началом работы убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть флюс со стержня пальцами.Если флюс легко падает на стержень, качество плохое и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего диаметра дают самую высокую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержни большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать, исходя из характера сварного шва.
Также не забудьте удалить с поверхности металла ржавчину, влагу, масло или любые загрязнения перед сваркой. Хотя в таких ситуациях сварка палкой более щадящая, она убережет вас от неожиданных неприятностей.
3. Старайтесь поддерживать хорошее заземление.
Плохое соединение основного металла с землей может привести к увеличению общего сопротивления вашей цепи.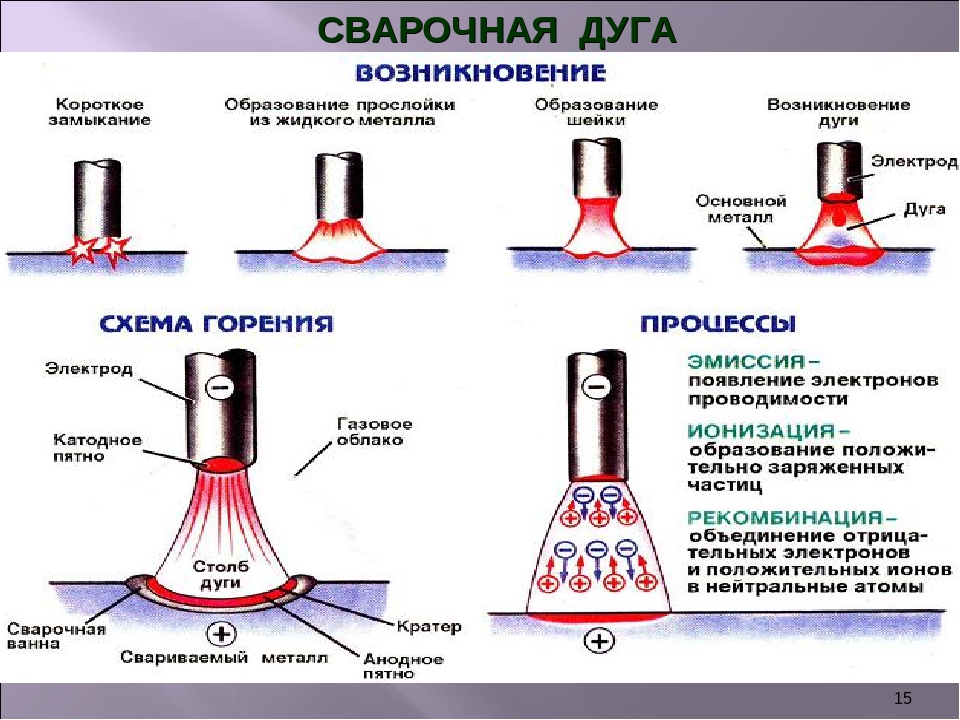 Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки штангой подключены правильно, в зависимости от приложения, для которого вы его используете.Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги.
Проблемы с залипанием электродов возникают чаще при зажигании дуги. Чтобы научиться правильно зажигать дугу, требуются недели или месяцы практики. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте соответствующую длину дуги
После того, как вам удастся поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держаться на небольшом расстоянии, но не касайтесь металла. Также не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла по всему месту.
Общее практическое правило — никогда не превышать длину дуги, превышающую диаметр металлического сердечника электрода.
6. Держите угол и скорость движения на соответствующем уровне.
Я уверен, что вы уже знаете основные положения при сварке. Убедитесь, что вы находитесь в удобном положении, чтобы сохранить прочность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного стержня) в правой руке, опустите левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проникновение, а если вы снизите скорость, это обеспечит неглубокие глубокие проникновения. Поэтому старайтесь соблюдать баланс между ними для получения качественной отделки шва.
7.Выберите подходящий электрод
Толстые электроды трудно удержать, и они с большей вероятностью прилипнут. Если вы новичок, я бы посоветовал начать с тонкого сварочного стержня 6013, поскольку с ним довольно легко обращаться. По мере накопления опыта вы можете переходить к E7018 и E7024.
8. Храните сварочные стержни в сухом месте
Если вы используете только E6013 или E6011, вам не нужно сильно беспокоиться об их хранении. Любой электрод с названием, состоящим из двух последних цифр 10,11,12 или 13 (например, E6013, E6012 и т. Д.) можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих духовках, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Подводя итог
Как я уже упоминал выше, наиболее частой причиной проблем с прилипанием сварочного стержня является низкий ток. Следование вышеупомянутым простым методам очень поможет вам в сварке.
Но имейте в виду, что практика — это то, что делает сварной шов идеальным.Итак, ребята ПРАКТИКА! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
Как улучшить технику сварки штангой
Сварка палкой может быть трудным процессом, так как существует множество проблем, которые могут вызвать проблемы. Но не отчаивайтесь. Есть приемы, которые могут облегчить этот процесс.
Известный как CLAMS — настройка тока, длина дуги, угол электрода, манипуляции с электродом и скорость перемещения — эти процедуры просты в освоении, они улучшат сварку и обеспечат правильное выполнение работы.
Однако, прежде чем применять эти методы, поверхность должна быть должным образом подготовлена, что включает в себя обеспечение чистоты рабочего места. Это также означает, что поверхность свариваемого металла должна быть без песка, грязи и ржавчины. В противном случае сварной шов, вероятно, треснет, а это значит, что работа будет испорчена, и единственный выход — начать заново.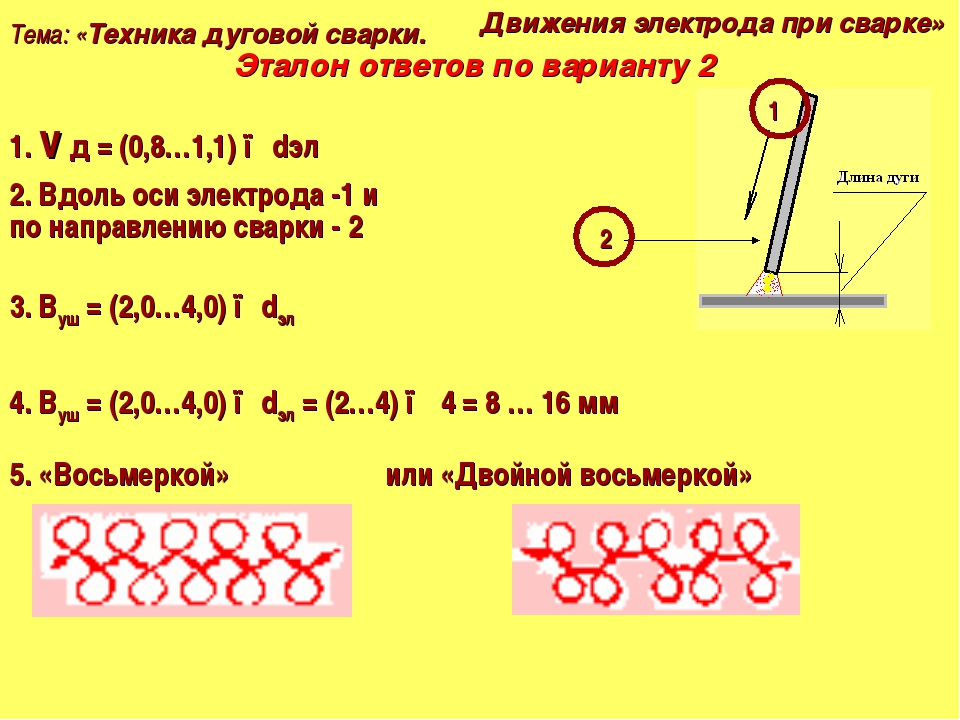
Расположение корпуса также является ключевым моментом, как и защита от дыма, образующегося при сварке, и хороший обзор сварочной ванны.
Текущая настройка
От выбранного электрода будет зависеть, должна ли машина быть настроена на переменный, отрицательный или положительный постоянный ток. Лучше всего выбирать используемую силу тока в зависимости от электрода, положения сварки и визуального контроля готового сварного шва. Если готовый сварной шов плохой, проблема может быть в одной из этих настроек. Важно регулировать сварочный аппарат на 5-10 ампер за раз, пока не будет найдена подходящая настройка.
Если сила тока слишком низкая, электрод начнет прилипать при зажигании дуги.Если сила тока установлена слишком высокой, могут появиться сбои, в том числе чрезмерная текучесть лужи, обугливание электрода, когда половина тока исчезнет, и дуга, звучащая громче, чем должна. Чрезмерное нагревание также может отрицательно сказаться на способности электрода к флюсу.
Длина дуги
Хорошее практическое правило: правильная длина дуги не должна превышать диаметр сердечника электрода. Использование длинной дуги кажется естественным, потому что это помогает пользователю увидеть дугу и лужу.Однако пользователь должен расположиться так, чтобы лучше видеть дугу. Если тело пользователя находится в правильном положении, это не только дает хороший обзор лужи, но и помогает правильно манипулировать электродом.
Угол поворота
Лучше всего держать электрод перпендикулярно к свариваемому стыку. Это позволяет пользователю наклонять верх в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику переднего хода, при которой верхняя часть электрода наклоняется под углом до 15 градусов от направления движения.
Манипуляции с электродом
Каждый сварщик должен развивать свой собственный стиль, практикуясь, а также изучая методы других людей. Любой материал тоньше 6 мм означает, что плетение электрода не нужно, потому что валик будет шире, чем необходимо.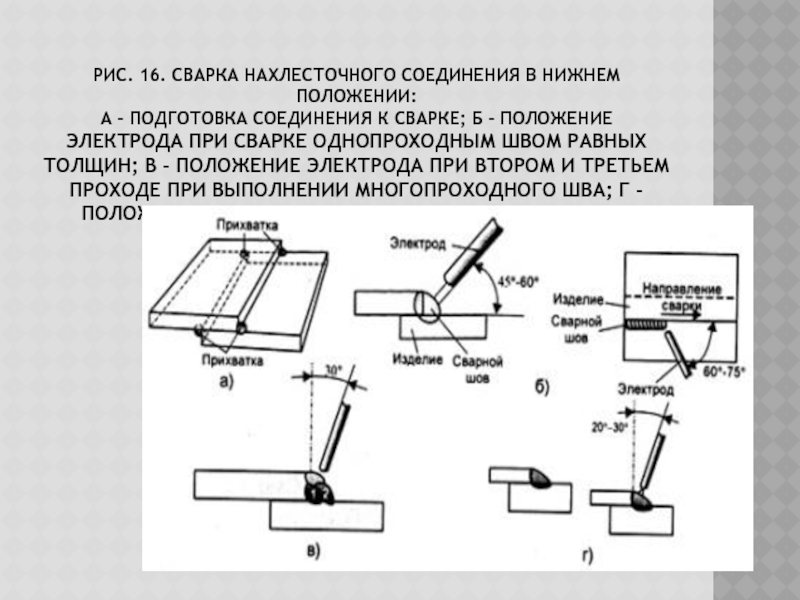 Во многих случаях достаточно прямой бусинки.
Во многих случаях достаточно прямой бусинки.
При использовании более толстого материала сварщик может создать более широкий валик, перемещая электрод из стороны в сторону. Это создает непрерывную серию частично перекрывающихся кругов в виде «Z», полукруга или шаблона с заиканием.Важно помнить, что вышеупомянутое движение из стороны в сторону должно быть ограничено удвоенным диаметром сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте «бусинки для ниток».
Если сварка выполняется вертикально вверх, основное внимание следует уделять сварке боковых сторон стыка, поскольку середина сама позаботится о себе. Помните, что при перемещении через середину стыка это делается со скоростью, позволяющей сварочной ванне наверстывать упущенное. Затем сделайте паузу по бокам, чтобы обеспечить прочную привязку к боковой стене.
Если сварные швы выглядят так, как будто они перекрываются, значит, пользователь продвинулся вперед слишком быстро и не держался за стороны так долго, как это необходимо.
Скорость передвижения
Наконец, скорость передвижения. Это ключевой ингредиент для получения правильного сварного шва. Ваша скорость движения должна позволять поддерживать дугу в передней трети сварочной ванны.
Если вы едете слишком быстро, проплавление уменьшается, что влияет на целостность сварного шва. Он может недолить, когда внешняя часть сварного шва утоплена.Если пользователь движется слишком медленно, он создает выпуклый валик с небольшим проникновением. Похоже, сварной шов находится на поверхности металла и не соединяет две части вместе
Дата: 8 мая 2017 г.
Методы сваркипалкой / Блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
В этой статье будут рассмотрены основные методы сварки при сварке штучной сваркой.
Методы сварки палкой Перед сваркой сделайте окончательную проверку и удалите расходный материал. Выньте прикуриватель из кармана. Проверьте свою машину, чтобы убедиться, что она включена и настроена на приблизительные настройки. Очистите стык. Зажмите стержень в стингере под углом от 45 до 90 градусов. Предупредите окружающих. Поместите стержень примерно в двух дюймах от работы. Отрегулируйте капюшон так, чтобы он падал на лицо, когда вы киваете головой. Ударьте по дуге кончиком стержня на поверхности движением запястья, как если бы вы ударяли по деревянной спичке. Когда возникнет дуга, поднимите стержень примерно на 1/8 дюйма над основным материалом.Если стержень «заедает», оттолкните жало назад от направления работы. Станьте легкомысленными. Практикуйтесь на ломе.
Выньте прикуриватель из кармана. Проверьте свою машину, чтобы убедиться, что она включена и настроена на приблизительные настройки. Очистите стык. Зажмите стержень в стингере под углом от 45 до 90 градусов. Предупредите окружающих. Поместите стержень примерно в двух дюймах от работы. Отрегулируйте капюшон так, чтобы он падал на лицо, когда вы киваете головой. Ударьте по дуге кончиком стержня на поверхности движением запястья, как если бы вы ударяли по деревянной спичке. Когда возникнет дуга, поднимите стержень примерно на 1/8 дюйма над основным материалом.Если стержень «заедает», оттолкните жало назад от направления работы. Станьте легкомысленными. Практикуйтесь на ломе.
Правильные методы сварки штангой
Выполните тренировочную бусину. Зажигайте дугу, перемещая сварочный стержень по пластине с постоянной скоростью и под наклоном около 20 градусов в направлении движения. Правша обычно выполняет сварку слева направо. Прижмите локоть к телу, столу или работе.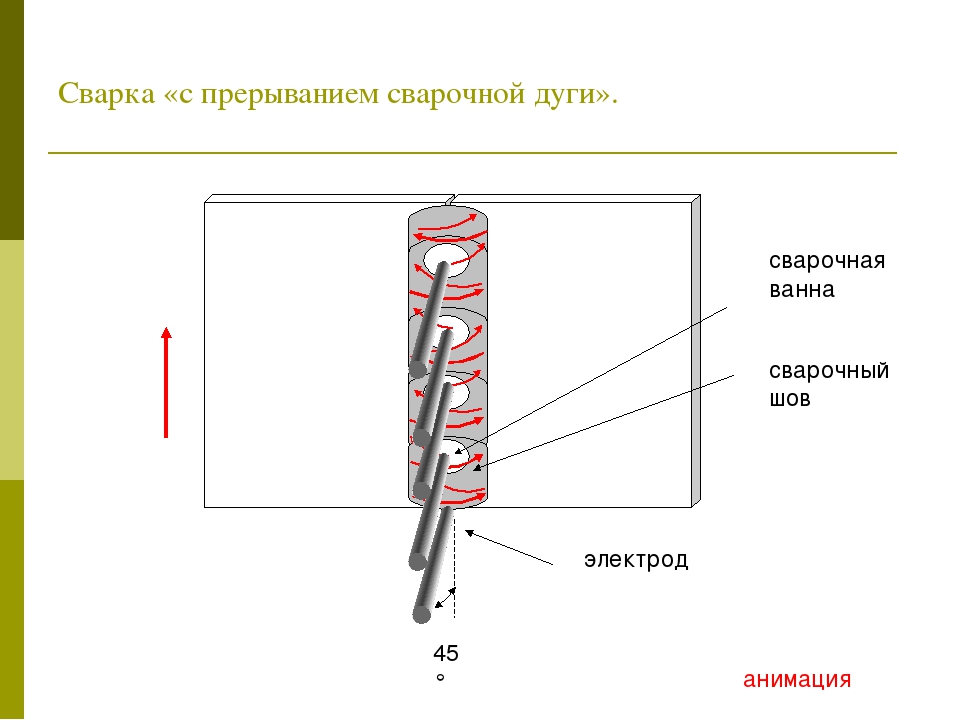 При необходимости используйте свободную руку, чтобы управлять жалом.Выполните бусинки, которые поглощают весь стержень. Дайте дуге проникнуть в основной металл и нанесите присадочный металл (из стержня) в соединение.
При необходимости используйте свободную руку, чтобы управлять жалом.Выполните бусинки, которые поглощают весь стержень. Дайте дуге проникнуть в основной металл и нанесите присадочный металл (из стержня) в соединение.
Продолжайте проложить дуги и пропустить валики по стыку, делая правильные настройки, пока вы не начнете и не остановитесь по желанию, без проблем. Никаких дополнительных настроек не требуется. Прожгите стержень примерно на 1 и 1/2 дюйма от конца. Один сварочный стержень обычно дает сварной шов длиной около 1 дюйма.
Для продолжения или перезапуска борта:
Когда останавливаешься, появляется «кратер».«Отколите шлак и повторно зажгите дугу немного впереди кратера, а затем прогоните валик. Со временем этот метод позволит получить однородные сварные швы высокой прочности без захвата шлака в валике, который вызывает дефекты. В конце сварка или когда стержень израсходован, немного остановитесь, чтобы заполнить кратер, затем вытащите стержень.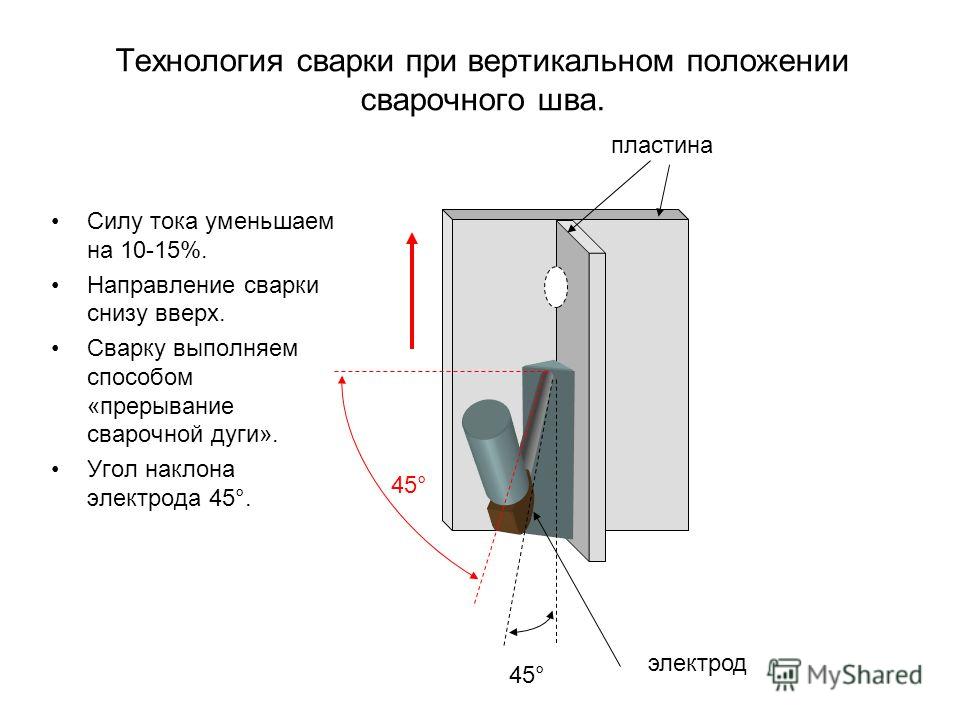 Удалите шлак и осмотрите сварной шов.
Удалите шлак и осмотрите сварной шов.
Хорошие сварные швы зависят от пяти методов: правильной настройки силы тока; правильная длина дуги; правильный подбор удилища и угол к работе; правильная скорость движения; сварочные стержни, которые хранились и обслуживались должным образом.
Когда электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить способность наплавки качественных сварных швов. Электроды со слишком высокой влажностью вызывают необъяснимое растрескивание, плохие рабочие характеристики и пористость. Если вы испытали эти условия, обычно это связано с вашими методами хранения или повторной сушкой. Все электроды, даже не относящиеся к категории «палочки», необходимо хранить, а затем сушить до нужного уровня, чтобы они хорошо работали. Даже небольшое количество влаги в электродах с низким содержанием водорода, например, может привести к серьезным проблемам сварки, таким как внутренняя пористость и растрескивание сварного шва.
Слишком малая сила тока вызывает слабую дугу, которую трудно поднять. Слишком большая сила тока приводит к образованию большой кратера или плоского валика с чрезмерным разбрызгиванием.
Слишком большая сила тока приводит к образованию большой кратера или плоского валика с чрезмерным разбрызгиванием.
При слишком короткой дуге стержень заедает. Слишком длинные и крупные капли расплавленного металла будут стекать со стержня, и он будет «взлетать» и разбрызгиваться. Длинная дуга также дает неровный валик с плохим проплавлением.
Угол штанги влияет на проникновение. Важным методом сварки является удерживание стержня почти перпендикулярно стыку, что увеличивает проплавление, но может привести к попаданию шлака в сварной шов.Слишком низкое или низкое опускание штанги уменьшает проникновение и вызывает рябь.
Скорость влияет на количество нанесенного стержня и однородность валика. При правильной скорости получается около 1 дюйма сварного шва на стержень. Слишком быстрое перемещение приводит к образованию тонкого валика с небольшим проваром. Слишком низкая скорость позволяет валику нарастать кромками, которые перекрывают основной металл. Слишком медленное движение по тонкому металлу приведет к образованию дыры. через.
через.
Дополнительные сведения о методах сварки можно найти на http://www.ehow.com/list_7211907_steel-welding-techniques.html
Ручная сварка вертикально вверх с помощью E7018
Вертикальная сварка штангой — одна из позиций, требующих обучения, может действительно расстраивать . Эй, я был там и знаю не понаслышке! Однако, как только вы закончите вертикальную сварку, все, что у вас останется, — это накладные расходы на сварочные работы конструкций. Сварка вертикально вверх — это не совсем , что сложно сделать с . Итак, вот основы работы с электродом E7018:
- Установите машину правильно, желательно на нижний диапазон настройки силы тока.
- Держите электрод под углом максимум 45 градусов вверх.
- Держите дугу меньшей длины, но не касайтесь металла.
- Используйте плетение или легкое движение из стороны в сторону, больше похожее на зигзаг.
Настройка сварочного аппарата для работы в вертикальном положении аналогична настройке для любого другого положения. Единственная загвоздка в том, что вы хотите находиться в нижнем диапазоне рекомендуемой настройки силы тока. Это не высечено в камне, потому что каждый сварочный аппарат работает по-своему.Это справедливо даже для двух совершенно новых сварочных аппаратов одной модели. Все сводится к тому, насколько хорошо они откалиброваны. Для 1/8 E7018 я использую от 110 до 120 ампер. На 3/32 E7018 я использую от 85 до 95 ампер. Наконец, вы хотите установить сварочный аппарат достаточно горячим, чтобы электрод не прилипал.
Единственная загвоздка в том, что вы хотите находиться в нижнем диапазоне рекомендуемой настройки силы тока. Это не высечено в камне, потому что каждый сварочный аппарат работает по-своему.Это справедливо даже для двух совершенно новых сварочных аппаратов одной модели. Все сводится к тому, насколько хорошо они откалиброваны. Для 1/8 E7018 я использую от 110 до 120 ампер. На 3/32 E7018 я использую от 85 до 95 ампер. Наконец, вы хотите установить сварочный аппарат достаточно горячим, чтобы электрод не прилипал.
Угол наклона электрода — это то, что отличает вертикальную сварку штангой от любого другого положения. Когда вы перемещаетесь с электродом вертикально вверх, вы двигаете его передней рукой, а не тащите его.Обычно вам нужно, чтобы электрод был направлен вверх и никогда не превышал 45 градусов. Если вы перейдете за этот угол, вы, вероятно, потеряете защиту и получите пористость.
Длина дуги должна быть короткой, но не настолько, чтобы вы царапали металл. Это связано с чрезвычайно короткой длиной дуги, которая вызывает перекатывание и очень выпуклый сварной шов.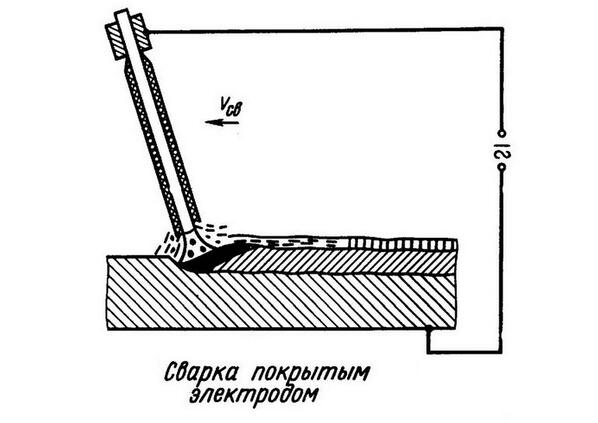 С электродом E7018 немного более длинная дуга лучше распределяет сварной шов и придает ему более гладкий вид. Если вы когда-либо использовали E8018 или E11018, вам определенно понадобится длина дуги на более длинной стороне, чтобы сварной шов был гладким.Эти электроды из сверхпрочного сплава имеют очень жесткую дугу и требуют более высокой температуры.
С электродом E7018 немного более длинная дуга лучше распределяет сварной шов и придает ему более гладкий вид. Если вы когда-либо использовали E8018 или E11018, вам определенно понадобится длина дуги на более длинной стороне, чтобы сварной шов был гладким.Эти электроды из сверхпрочного сплава имеют очень жесткую дугу и требуют более высокой температуры.
Наконец, используемые методы сварки — это либо небольшое движение из стороны в сторону, либо переплетение для более широких сварных швов. E7018 лучше всего работает при движении из стороны в сторону, но вы всегда должны двигаться вперед. Если вы сделаете паузу или сделаете резервную копию хоть немного, это приведет к образованию комков и опрокидыванию. Так что вам не нужно делать круги и взбивать удочку. Научиться делать резкие движения из стороны в сторону с E7018 — один из самых важных уроков, которые я усвоил на сегодняшний день.Позже, когда вы доведете это движение до совершенства, вы должны начать учиться сваривать, когда ваш стержень находится под прямым углом к металлу (другими словами, под прямым углом), а затем начать тянуть в гору! Да, это так! Тащимся в гору! В книге об этом не говорится и даже не упоминается, и именно так вы поднимаете это на новый уровень! Я поделился этим с несколькими друзьями, и они обнаружили, что их сварные швы стали более гладкими и однородными. Это связано с тем, что шлак остается позади стержня и обеспечивает более плавное течение металла.Что касается прочности сварного шва, я сделал это на тестах AWS на изгиб и прошел военные рентгеновские тесты! Вот трюк, чтобы тащиться в гору. Вам нужно поразить дугу стержнем, направленным прямо перпендикулярно металлу, и вы начнете путешествие. Когда вы двигаетесь, вы начинаете тянуть штангу, позволяя дуге медленно катиться в направлении движения. Затем просто продолжайте двигаться вверх и из стороны в сторону одновременно. Вот и все, что нужно для работы с E7018. Это просто требует времени, поэтому вам нужно набраться терпения.После того, как вы пройдете вертикальную сварку, вам останется только научиться строительной сварке над головой!
Это связано с тем, что шлак остается позади стержня и обеспечивает более плавное течение металла.Что касается прочности сварного шва, я сделал это на тестах AWS на изгиб и прошел военные рентгеновские тесты! Вот трюк, чтобы тащиться в гору. Вам нужно поразить дугу стержнем, направленным прямо перпендикулярно металлу, и вы начнете путешествие. Когда вы двигаетесь, вы начинаете тянуть штангу, позволяя дуге медленно катиться в направлении движения. Затем просто продолжайте двигаться вверх и из стороны в сторону одновременно. Вот и все, что нужно для работы с E7018. Это просто требует времени, поэтому вам нужно набраться терпения.После того, как вы пройдете вертикальную сварку, вам останется только научиться строительной сварке над головой!
Автор: Дэвид Зелински — GoWelding.org
4 способа эффективного хранения сварочных стержней и защиты от влаги — Welding Boss
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте.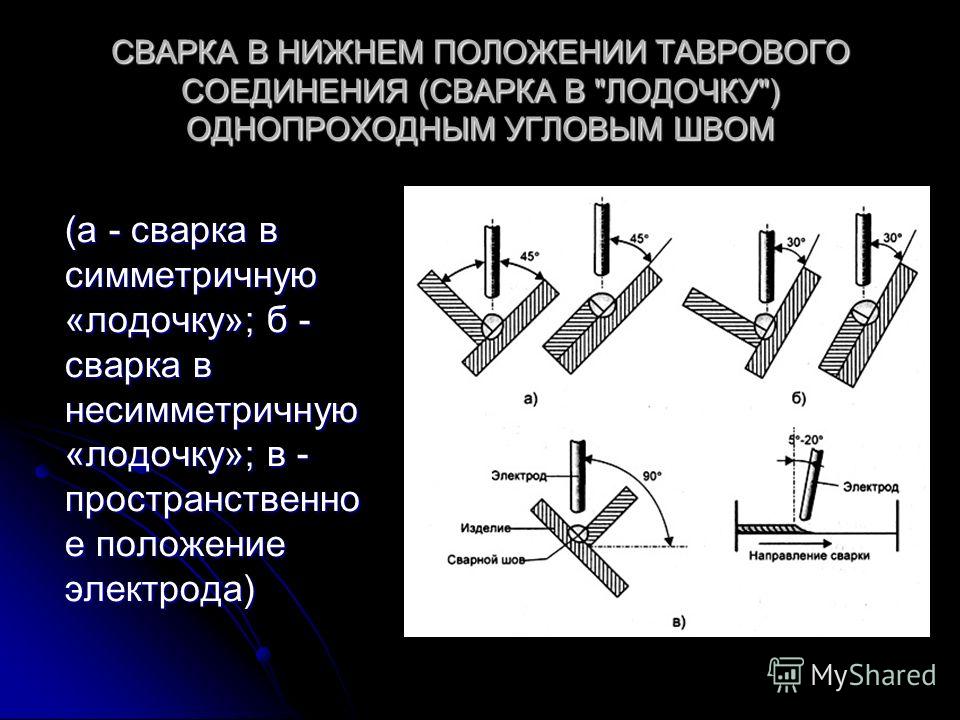 Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка — увлекательное хобби, а также впечатляющая профессия для тех, кто стремится к творчеству. Но после того, как искры исчезнут и сварка будет завершена, сварочные стержни, также известные как электроды, необходимо правильно сложить и убрать. Но что нужно для хранения этих теплосодержащих металлов?
Как вы храните сварочные стержни? Сварочные стержни следует хранить в сухом месте с постоянно высокой температурой. Тип хранимого вами электрода и его производитель определят, насколько горячей должна быть температура в хранилище, а также сколько влажности он может выдержать, прежде чем станет непригодным для использования.
Сварочные прутки имеют очень специфические потребности, когда дело доходит до хранения, и их структура имеет прямое отношение к этому. В этой статье мы обсудим, как факторы температуры и влажности вступают в игру при хранении стержней, а также о неправильных способах хранения этих чувствительных элементов оборудования..jpg)
Для правильного хранения сварочных стержней потребуется контейнер, который управляет как теплом, поступающим на электроды, так и количеством влаги, которое может контактировать со сварочными стержнями.Тепло должно удерживать электроды от поглощения слишком большого количества влаги из воздуха.
* Если сварочные стержни еще не открыты, их не нужно хранить, потому что они уже защищены от влаги.
Мы провели обширные исследования и испытания, чтобы найти наилучшие варианты хранения самых разных удочек. Ознакомьтесь с нашими рекомендуемыми вариантами хранения здесь.
Стержневые печи Стержневые печи идеально подходят для хранения большого количества сварочных стержней.Некоторые стержневые печи имеют встроенный термостат, который может регулировать температуру, если температура снаружи духовки влияет на температуру внутри духовки. Они хороши для поддержания постоянной температуры и сухости стержней; однако это не самое экономичное решение, которое стоит от 100 до 10 000 долларов.
Существует много различных типов стержневых печей, которые могут удовлетворить все потребности ваших электродов и условия хранения:
- Портативные печи для сварочных электродов — относятся к более дешевому сегменту, по цене от 100 до 2000 долларов.Их размер идеально подходит для тех, кто часто путешествует и хочет брать с собой сварочные инструменты. Он также идеально подходит для тех, кому нужно профессиональное хранилище, но при этом не нужно слишком много места.
- Настольные электродные печи — намного больше портативных электродных печей, но они не огромны. Они размером с мини-холодильник и стоят около 1000 долларов. Их пространство предназначено для среднего инвентаря, и они являются более постоянным элементом мастерской.
- Сварочные печи для флюса — самые большие и самые большие из сварочных печей. Они созданы по последнему слову техники и, несомненно, сохранят ваши сварочные стержни в идеальном состоянии. Их цена может варьироваться от 1000 до 10000 долларов. Это довольно удобный вариант, идеально подходящий для крупных предприятий и мастерских, и в них можно разместить невероятное количество сварочных стержней.
 Это довольно удобный вариант, идеально подходящий для крупных предприятий и мастерских, и в них можно разместить невероятное количество сварочных стержней.
Это довольно удобный вариант, идеально подходящий для крупных предприятий и мастерских, и в них можно разместить невероятное количество сварочных стержней.При хранении сварочных стержней в стержневой печи важно, чтобы они загружались и выключались как можно быстрее. Чем дольше открыты дверцы, тем больше вероятность повреждения сварочных стержней из-за влаги.Горячий воздух выйдет наружу, а влажность ворвется внутрь, поэтому каждое взаимодействие со стержневой печью должно происходить быстро.
Стержневые печи созданы для тех, кто придерживается определенных правил, например, в профессиональных отраслях и на предприятиях. Они подходят не всем и, конечно, не требуются для продолжения сварки; они просто способствуют длительному хранению и обеспечивают высокое качество сварных швов. Печи помогают предотвратить повреждение стержней, что предотвращает повреждение сварных швов, которые они создают (что, в свою очередь, может помочь предотвратить травмы вас или окружающих) (что, в свою очередь, может помочь предотвратить травмы вам или другим людям).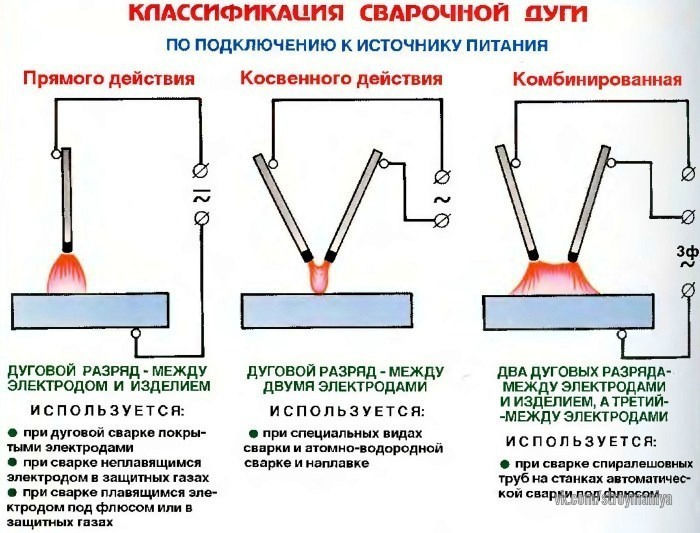
Эти контейнеры подходят для хранения небольшого количества сварочных стержней. Они защищают от влаги и немного лучше по цене, но после открытия их необходимо хранить в шкафу с температурой 250–300 ° F.
Сухие боксы для нечувствительных сварочных стержней
Сварочные стержни могут быть весьма чувствительны, когда дело касается влажности воздуха и воды в целом; однако есть несколько сварочных стержней, которые можно хранить в герметичных сухих контейнерах при комнатной температуре из-за их нечувствительности к влаге.Они не прослужат так долго, как могли бы в духовке, но прослужат недолго.
Нечувствительные сварочные стержни можно хранить практически в любом герметичном и сухом месте. Например, закрывающийся пластиковый пакет можно использовать в течение короткого времени, если он не ломается. Не рекомендую, но в крайнем случае сработает.
E-XX10, E-XX11, E-XX12 и E-XX13 можно хранить в сухих ящиках, но подробнее об этом ниже.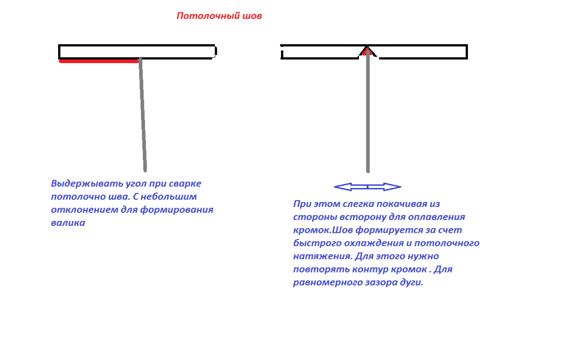
Чтобы сварочные стержни не повреждались во время хранения, старайтесь размещать их в вертикальном положении или в один ряд, чтобы они не ударялись друг о друга и вызывая трещины, ссадины, изгибы, разрывы и другие возможные контактные повреждения.(Это особенно важно для печей с выдвижным стержнем и методов хранения в плотно закрытых контейнерах).
Факторы храненияПри хранении сварочных стержней действуют различные факторы, которые могут повлиять на эффективность и срок службы сварочного стержня. Когда элементы выходят из равновесия, а сварочный стержень остается открытым, восстановление после повреждения может быть невозможно.
Сварочные стержни и влажность Сварочные стержни не выдерживают влажности.Как правило, они не будут хорошо работать, если будут влажными. Мокрые сварочные стержни могут вызвать растрескивание на поверхности сварочного стержня и большую текучесть шлака в самом сварном шве, что сложно устранить.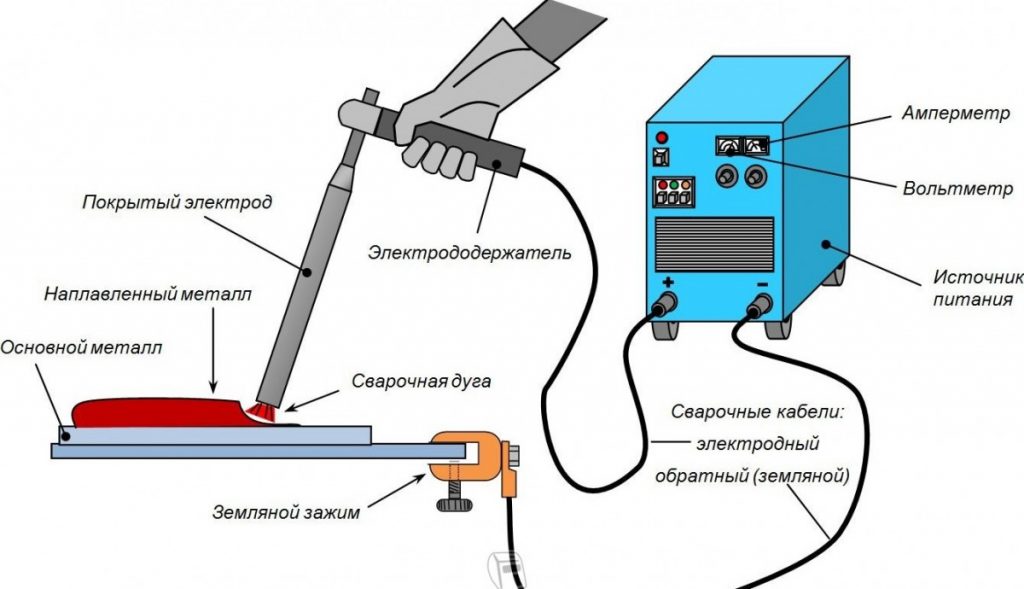 Часто продукт мокрого сварочного прутка представляет собой шероховатую поверхность шва или поверхность с трещинами.
Часто продукт мокрого сварочного прутка представляет собой шероховатую поверхность шва или поверхность с трещинами.
Влажные стержни больше не могут эффективно сваривать, потому что они вызывают водородное охрупчивание сварного шва. Водородное охрупчивание приведет к растрескиванию сварного шва, особенно если давление составляет 80 000 фунтов на квадратный дюйм или выше.Более твердые металлы в целом более хрупкие, и когда влажный сварочный пруток соприкасается с этим металлом, он становится еще более хрупким, что приводит к легкому растрескиванию.
В более тщательных сценариях сварки, в которых используются сварочные стержни с низким содержанием водорода, магазины будут предоставлять только то количество сварочного стержня, которое необходимо для завершения сварки, чтобы предотвратить отходы. Идея заключается в том, что если стержень должен впитывать влагу и в конечном итоге стать неэффективным, то после завершения процесса сварки должно оставаться как можно меньше.
Сварочные прутки с низким содержанием водорода, в частности, должны храниться сухими и вдали от влажного воздуха. Сварочный пруток 7018 — один из прутков с самым низким содержанием водорода и печально известен своей низкой устойчивостью к влаге. Покрытие, нанесенное на этот стержень, чтобы предотвратить попадание воды во время его изготовления, является причиной того, что он принимает так много воды, когда вынимается из упаковки.
Сварочный пруток 7018 — один из прутков с самым низким содержанием водорода и печально известен своей низкой устойчивостью к влаге. Покрытие, нанесенное на этот стержень, чтобы предотвратить попадание воды во время его изготовления, является причиной того, что он принимает так много воды, когда вынимается из упаковки.
Сварочные прутки с низким содержанием водорода идеально подходят для технических и структурных сварочных работ и содержат наименьшее количество водорода в покрытии, что позволяет выполнять плавные и долговечные сварные швы.Есть способ подготовить их перед использованием, чтобы свести к минимуму количество водорода, поглощаемого сварочным стержнем, путем покрытия его слоем диоксида титана.
Сварочные стержни и температура Температура области вокруг сварочного стержня может сильно повлиять на его полезность. Окрестности сварочных стержней должны быть горячими, чтобы влага из воздуха испарялась. Более низкие температуры в воздухе могут вызвать сырость, а это увеличивает вероятность повреждения сварочных стержней водой.
Каждому типу сварочного стержня требуется поддерживать собственную температуру, которая определяется его структурой и влагопоглощением. Обычно стержни, которые наиболее подвержены водопоглощению, хранятся при самых высоких температурах, чтобы влага в воздухе более агрессивно удерживалась в страхе.
Типы сварочных стержнейТипы сварочных стержней зависят от кода, иначе известного как классификационный код AWS (Американского сварочного общества). На самом фундаментальном уровне это 4-значный код на каждом сварочном стержне, указывающий на его покрытие, структуру и угол, под которым он лучше всего сваривается.
Обычно перед цифрами стоит буква «E», которая просто означает, что сварочный стержень является «электродом, несущим в данный момент».
Первые две цифры кода обозначают предел прочности на разрыв. Например, если код E-6010, соответствующая прочность на разрыв будет минимум 60 000 фунтов на квадратный дюйм.
Третья цифра показывает, в каком положении можно сваривать с данным сварочным стержнем:
- Стенды для всех углов и положений подходят для сварки с
- Стенды только для плоского и горизонтального положений будут работать при сварке
- Стенды всего за плоские положения будут работать при сварке
Четвертая цифра может иметь много разных значений.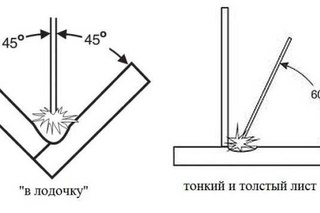 Он представляет собой электрический ток, который должен использоваться со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
Он представляет собой электрический ток, который должен использоваться со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
- Означает, что покрытие и ток обозначаются третьей цифрой
- Представляет покрытие из целлюлозы и калия и сварочный ток AC, DCRP и DCSP
- Представляет покрытие из двуокиси титана и сварочный ток переменного и DCSP
- Представляет покрытие двуокиси титана и калия и сварочный ток AC, DCRP и DCSP
- Представляет собой покрытие из железного порошка диоксида титана и сварочный ток AC, DCRP и DCSP
- Представляет покрытие с низким содержанием водорода и натрия и сварочный ток только DCRP
- Представляет покрытие с низким содержанием водорода и калия и сварочный ток переменного и DCRP
- Представляет собой покрытие из железного порошка из диоксида железа и сварочный ток AC и DCSP.
- Представляет собой покрытие из железного порошка с низким содержанием водорода и сварочный ток AC, DC. RP и DCSP
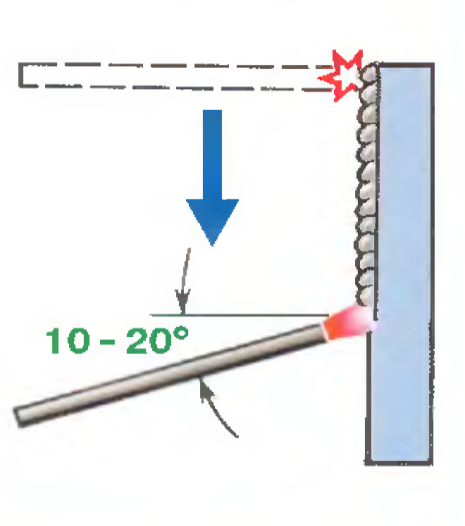 RP и DCSP
RP и DCSP* Сварочные прутки с двумя последними цифрами 10, 11, 12 и 13 могут выдерживать хранение в герметичном сухом контейнере при комнатной температуре.
Поскольку вода является проблемой для сварочных стержней, существует несколько типов стержней, которые имеют классификационный код AWS, оканчивающийся на суффикс «R». «R» указывает на то, что на электроде есть покрытие, которое снижает количество воды, поглощаемой сварочным стержнем. Сварочные стержни с водостойким покрытием можно не хранить на срок до девяти часов.
* Если на сварочном пруте с низким содержанием водорода стоит суффикс «R», вам все равно следует поместить его на хранение сразу после использования, поскольку он все еще очень подвержен повреждению из-за влажности независимо от покрытия.Они не могут лежать девять часов, как сварочные прутки без содержания водорода; в противном случае они пострадают.
Важно обращать внимание на классификационный код AWS, потому что он может определять, насколько строго вы храните свои стержни и как долго они могут прослужить вне хранилища.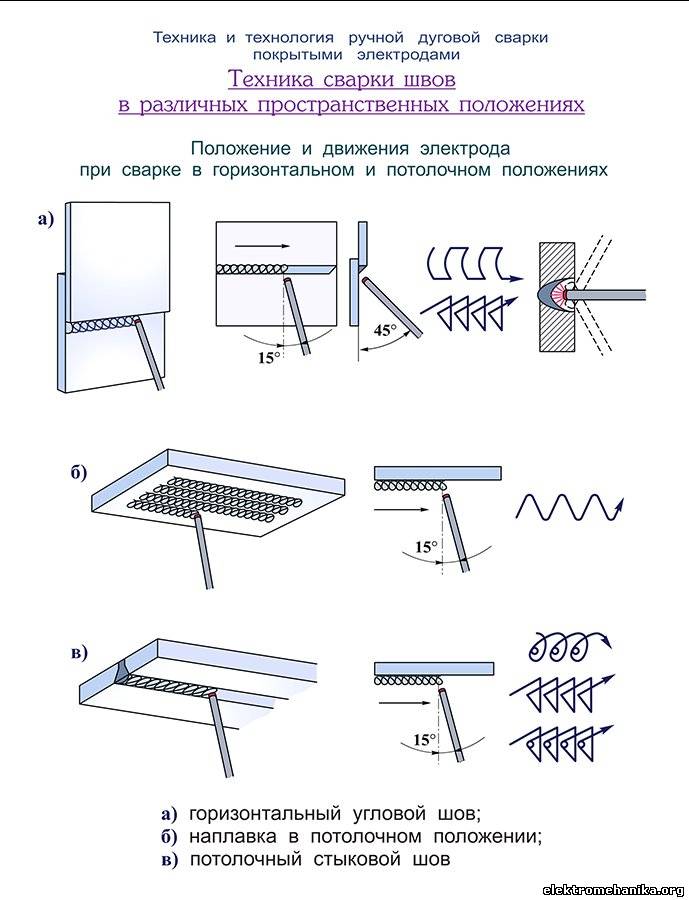 Код указывает на чувствительность стержня.
Код указывает на чувствительность стержня.
Еще одна категория, на которую можно разделить сварочные стержни, — это расходные и неплавящиеся сварочные стержни.
Расходуемые сварочные стержни плавятся в процессе сварки или просто ломаются, в результате чего сам стержень съедается до тех пор, пока не кончится стержень для сварки. Эти сварочные стержни требуют более частой замены, поскольку стержень обычно сам используется в качестве связующего или сгорает.
Нерасходуемые сварочные стержни не сгорают и не соединяются со сварным швом; вместо этого они нагревают два соединяемых материала до тех пор, пока материалы не начнут плавиться и смешиваться друг с другом, что в конечном итоге приводит к их соединению.После сварки пруток остается полностью неповрежденным, и его можно хранить и использовать для другого сварного шва в будущем.
Признаки влаги и повреждений При контакте сварочных стержней с водой они могут стать пористыми как внутри, так и снаружи.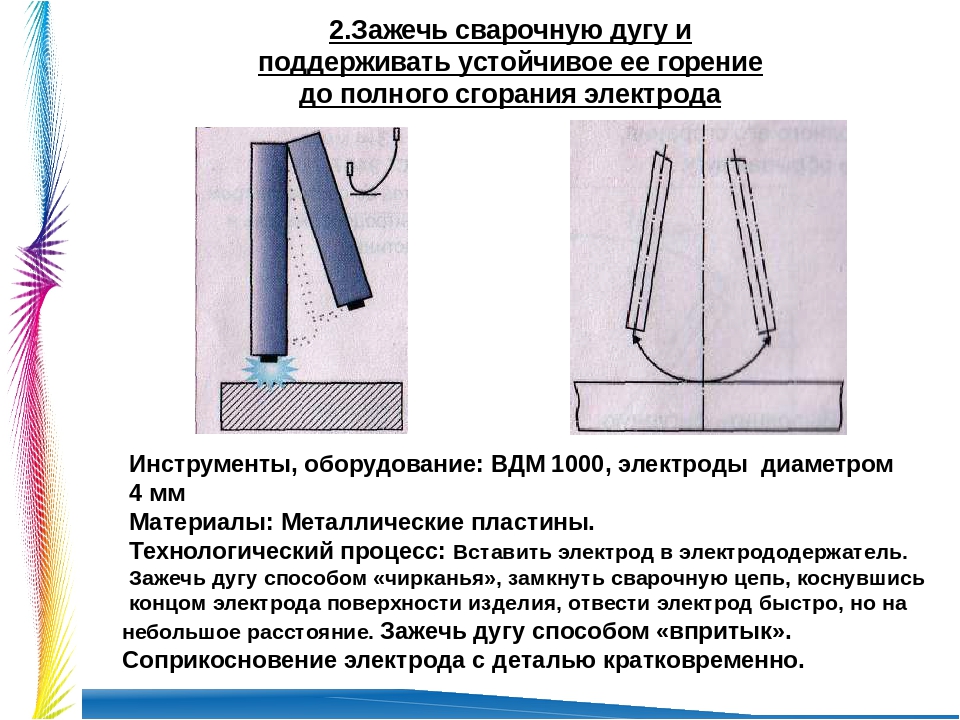 Невозможно обнаружить пористость сварочного прутка без помощи рентгеновского снимка, но признаки повреждения проявятся в сварке.
Невозможно обнаружить пористость сварочного прутка без помощи рентгеновского снимка, но признаки повреждения проявятся в сварке.
Сварка, которую вы выполняете, часто дает трещины из-за повреждения сварочного стержня, и сварной шов будет выглядеть хаотично, непоследовательно или неправильно.
Пористость на электроде будет видна невооруженным глазом только тогда, когда она будет внешней. Внешняя пористость также указывает на внутреннюю пористость, а внешняя пористость появляется только тогда, когда сварочный пруток (обычно с низким содержанием водорода) подвергался воздействию большого количества воды.
Влага — не единственная угроза для сварочных стержней. Тепло также может возникать из-за перегрева и постоянного повторного нагрева. Не рекомендуется повторно сушить сварочный стержень более трех раз, потому что слишком сильное тепловое воздействие может вызвать «выгорание» покрытия, которое проявится в виде сколов, трещин и хрупкости сварочного стержня.
Повторная сушка сварочных стержней Иногда воздействие влаги на сварочные стержни неизбежно, но есть способ сохранить оборудование. Существует метод, известный как повторная сушка, который может спасти сварочные стержни из водянистых могил. Это процесс, при котором для удаления воды со сварочного стержня используется тепло, прежде чем произойдет какое-либо повреждение клемм.
Существует метод, известный как повторная сушка, который может спасти сварочные стержни из водянистых могил. Это процесс, при котором для удаления воды со сварочного стержня используется тепло, прежде чем произойдет какое-либо повреждение клемм.
Лучший способ удалить воду из сварочного прутка — испарить ее. Тем не менее, есть два разных метода сделать это: один предназначен для контакта с большим количеством воды, а другой — для менее серьезного воздействия воды (например, оставить ее в воздухе на некоторое время).Электроды с низким и не с низким содержанием водорода также сохнут при разных температурах и в течение разных периодов времени:
Для сварочных стержней с низким содержанием водорода, если они вступили в прямой контакт с водой или подверглись воздействию воздуха с высокой влажностью, применяется метод, называемый предварительная сушка в порядке. Стержни следует поместить в печь для стержней при температуре 180–220 градусов по Фаренгейту на один-два часа, а затем они могут должным образом высохнуть при нормальной температуре в течение одного часа.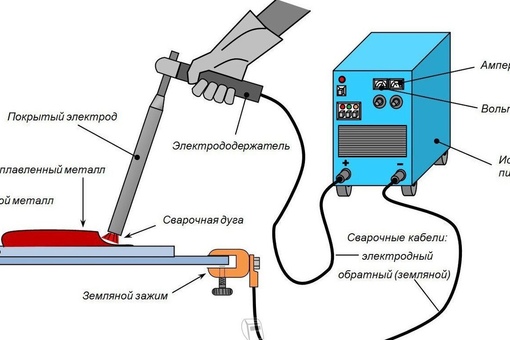
Для сварочных стержней с низким содержанием водорода, которые просто слишком долго оставались на воздухе, вы можете просто пропустить метод предварительной сушки и нагреть стержни в течение одного часа при температуре, указанной производителем.
Для сварочных стержней, которые не относятся к категории низководородных, предварительная сушка сварочных стержней должна быть установлена при температуре 200-230 (по Фаренгейту) в течение 30-45 минут, если они соприкасались с большое количество воды. Затем вы можете сушить их в течение часа при обычной температуре.
Если сварочные стержни не с низким содержанием водорода использовались слишком долго, их можно сушить при их обычной температуре.
- Предварительная сушка — это метод предотвращения растрескивания или отслаивания покрытия в результате окисления сплавов.Слишком длительная предварительная сушка также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить.
- Сушка любого сварочного стержня при температуре, превышающей его предполагаемую, может привести к поломке сварочных стержней во время сварки, а также к разрушению покрытия и образованию остатков.
- При предварительной сушке и повторной сушке лучше всего укладывать сварочные стержни в один слой. Убедившись, что ни один из сварочных стержней не покрыт другими сварочными стержнями, вы обеспечите полное высыхание и тем самым полное восстановление стержня и его будущих сварных швов.
Рассматривая повторную сушку сварочных стержней, у вас может возникнуть желание воткнуть их в кухонную духовку и «испечь» из них воду. Сопротивляйтесь побуждению. Температура, которая должна быть достигнута для правильного испарения всей воды из сварочных стержней, будет слишком высокой для вашей духовки. Ваша кухня наверняка загорится.
Слишком далеко зашелИногда нет ничего, что можно сделать, чтобы вернуть своему сварочному стержню его былую славу.Когда стержни израсходованы, их невозможно вернуть, и лучше всего их просто заменить. Некоторые индикаторы могут сказать вам, пришло ли время безопасно утилизировать сварочный стержень:
- Если сварочный стержень треснул, это явный признак того, что сварочный стержень не будет работать должным образом и повреждение невозможно устранить. .
- Если флюс крошится или отслаивается от сварочного прутка, сварочные возможности прутка будут серьезно нарушены и даже могут полностью выйти из строя.
- Если процесс сварки особенно шумный и имеется большое количество брызг, то повторная сушка сварочного стержня не требуется (обычно это происходит с электродами с низким содержанием водорода).
- Если на сварочном стержне есть ржавчина, лучше всего заменить стержень, поскольку маловероятно, что он вообще будет работать.
- Если на покрытии есть пузыри или заметные дефекты, значит, сварочный стержень не будет правильно свариваться, и эту проблему нельзя исправить.
Сварные швы часто имеют большое значение, но если вы хотите, чтобы сварной шов получился особенно безупречным, лучше начать с чистого, свежего стержня, а не со старого стержня, который потенциально получил некоторые косвенные повреждения.
Если вы определили, что сварочный стержень прошел точку невозврата, и вы хотите его выбросить, вы можете выбросить его в красный контейнер, чтобы предотвратить любые случайные травмы, и выбросить использованные сварочные стержни в металлолом. металлический двор и / или переработать его за быстрые деньги.
Неправильные методы храненияЧтобы сократить расходы, до вас могут доходить слухи о взломах холодильника и духовки, но эти методы хранения не являются устойчивыми и могут иметь опасные последствия.
Лампочка и холодильникЭтот широко распространенный метод хранения сварочных стержней на первый взгляд может показаться удобным, но профессионалы в области сварки от него предостерегают. Идея состоит в том, что можно взять старый холодильник (изолированный контейнер) и установить в него лампочку мощностью 100-150 Вт. Благодаря изоляции и теплу лампочки он звучит как идеальный контейнер для сварочных стержней.
Как оказалось, 100-ваттная лампочка не может генерировать достаточно тепла, чтобы поддерживать достаточно горячую среду для ваших сварочных стержней.Кроме того, нагрев в холодильнике может быть неравномерным во всем помещении, что может привести к повреждению нескольких сварочных стержней из-за влажности.
(Также есть вероятность, что кому-то, в основном ребенку, удастся застрять в холодильнике, если он заползет внутрь, поэтому держать в нейтральном пространстве может быть опасно).
Бытовые печиНа первый взгляд печь может показаться идеальным местом для хранения сварочных стержней. Он может удерживать тепло при постоянной температуре, он хорошо изолирован и может с уверенностью достигать более высоких температур.Но это небезопасно.
Если бы кухонная печь работала как стержневая печь, она, как правило, должна была бы работать при температуре около 400 градусов (для некоторых сварочных стержней даже требуется температура выдержки 750 градусов) и в течение длительных периодов времени. Это катастрофа, которая может произойти, поскольку может произойти взрыв или пожар, потому что печи не были построены для удержания чрезвычайно высоких температур в течение нескольких часов подряд.
Морозильная камераСчитается, что вы можете защитить сварочные стержни от влаги, если завернуть их в полиэтиленовый пакет и хранить в морозильной камере.Сумка должна не пропускать воду, а холодный воздух предотвращает попадание влаги. Но происходит обратное.
Когда пакет помещается в морозильную камеру, холодный воздух, соответствующий более высокой температуре пакета, вызывает конденсацию внутри пакета. AKA, на ваши сварочные стержни будет дождь. Это, конечно, противоположно желаемому результату, и ваши стержни будут треснутыми, отслаивающимися и, возможно, ржавыми, в зависимости от того, как долго вы оставите их в морозильной камере.
Самостоятельные методы хранения, которые работают, могут сработатьЕсли вы занимаетесь сваркой для себя и не особо озабочены тем, чтобы «соответствовать требованиям», то, скорее всего, вы не будете беспокоиться о мелочах.
Стержневые печи и герметичные контейнеры Lincoln подходят для профессиональных малых и крупных предприятий, поскольку стоимость хранения соответствует требованиям к пространству, необходимому для всех электродов, и ожиданиям от идеально сваренных материалов.
Чтобы построить контейнер для хранения, обеспечивающий надлежащую опору для сварочных стержней, вам необходимо убедиться, что он обладает всеми необходимыми качествами, такими как:
- Постоянная и регулируемая температура, которая может безопасно достигать 800 градусов
- Хорошая изоляция
- Способность поддерживать постоянную температуру по всему компоненту
- Вентиляция — для выхода влаги
Хотя нет гарантии, что проект сохранит ваши сварочные стержни на 100% сухими, как в печи для стержней как можно точнее, может в конечном итоге сработать в ваших интересах, но с меньшими затратами.Все, что вам нужно сделать, это убедиться, что все пункты выше продуманы.
Также может помочь испытание вашего творения перед тем, как положить все сварочные стержни в недавно изобретенную печь. Посмотрите, как стержни реагируют в течение нескольких дней, и, основываясь на этих результатах, примите меры.
Придерживайтесь основ — Производительность сварки
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.Различные стержневые электроды с низким содержанием водорода используются в качестве присадочного металла при дуговой сварке защищенным металлом (SMAW).С низким содержанием водорода — самый популярный тип стержневых электродов, используемых в Северной Америке. Будь то опытный сварщик или новичок, хорошо понимать, как работают электроды с низким содержанием водорода и почему они используются.
Штучные электроды с низким содержанием водорода имеют плавную дугу, легкое удаление шлака, хорошую форму валика, более высокую скорость наплавки, и большинство из них могут использоваться во всех положениях сварки. Они используются в различных отраслях, связанных со сваркой. Хорошие примеры — строительство мостов и зданий, морское бурение, сосуды под давлением, трубопроводы и производство электроэнергии.
Любая сварка с использованием чувствительных основных материалов, таких как стали с повышенной прочностью, соединения с фиксаторами или соединения, подлежащие более строгим правилам сварки, вероятно, будет включать использование присадочного металла с низким содержанием водорода.
Для правильной работы электроды с низким содержанием водорода должны быть сухими. Поглощение влаги может ухудшить качество сварки по нескольким причинам. Избыточная влажность может вызвать пористость сварного шва, которая может быть видимой пористостью на поверхности шва или может быть только подповерхностной, и для ее обнаружения требуется какой-либо тип неразрушающего или разрушающего контроля.Высокая влажность покрытия электрода также может привести к чрезмерной текучести шлака, шероховатой поверхности шва и затрудненному удалению шлака. Наконец, чрезмерная влажность в электродах с низким содержанием водорода приводит к повышенным уровням диффундирующего водорода, что, в свою очередь, может привести к водородному растрескиванию сварных швов и проблемам с растрескиванием под валиком.
Водород естественным образом абсорбируется жидким металлом (т. Е. Расплавленной сварочной ванной) и естественным образом выходит из твердого металла (т. Е. Затвердевшего металла шва). Сталь выше температуры плавления естественным образом поглощает водород.По мере того, как сталь охлаждается ниже температуры плавления и снова затвердевает (замерзает), водород, который задерживается внутри металла шва, затем хочет мигрировать или диффундировать наружу, и со временем это происходит. Однако, когда начальные уровни диффузионного водорода внутри металла шва повышаются, существует больший потенциал для вызванного водородом растрескивания, которое обычно возникает в зоне термического влияния (HAZ).
Пример герметичной упаковки электродов.Растрескивание ЗТВ возникает не только из-за повышенных уровней диффундирующего водорода.Кроме того, основной материал должен иметь более чувствительную микроструктуру, например, высокоуглеродистые и высокопрочные низколегированные стали, которые более подвержены растрескиванию из-за более высокого содержания углерода и сплава. Кроме того, должны присутствовать более высокие внутренние сварочные напряжения, например, при использовании более толстых стальных профилей или стесненных пластин. Например, плиты на большом корабле скованы и не могут двигаться, создавая напряжение.
В поисках источника
Откуда во время сварки берется водород? Один из источников — загрязнители основного материала.Краска, масло, грунтовка, прокатная окалина и ржавчина на поверхности стали — все это потенциальные источники углеводородов. Они могут производить водород в результате химических реакций, поскольку они расходуются в тепле сварочной дуги и, таким образом, вводят водород в металл шва. Поэтому материал должен быть максимально чистым.
Второй источник водорода — из окружающей атмосферы — из влаги в воздухе. Сварка в очень влажных условиях потенциально может привести к увеличению количества водорода в металл шва.
Третий источник водорода — это конденсация влаги на покрытии электрода. В стержне стержневых электродов расположен токопроводящий стальной стержень, который плавится и становится присадочным металлом. Этот стержневой стержень покрыт флюсом, который также плавится, защищая дугу и образуя защитный шлак, покрывающий сварной шов. Если позволить влаге конденсироваться на этом внешнем флюсе, она становится связанной с пористым флюсом, вводя водород в металл шва.
Пример стержневой печи для хранения электродов с низким содержанием водорода.Следует отметить, что поддержание определенного уровня диффузионного водорода является проблемой только для электродов с флюсом, таких как стержневые электроды, флюсы подводной дуги и порошковые проволоки (конденсация на внутреннем флюсе происходит через влагу через шов проволоки) .
Однако водород не является проблемой для стальных стержней для сварки TIG, проволоки MIG или проволоки для сварки под флюсом, поскольку они не имеют флюса. Влага может оставаться на присадочном металле из-за конденсации, но она не связывается со сталью или медным покрытием стального электрода.Он просто испаряется, когда нагревается дугой. Поэтому все стержни TIG, проволока MIG и проволока для дуговой сварки под флюсом считаются электродами с низким содержанием водорода, что некоторые могут не осознавать.
Штанговые электроды с низким содержанием водорода кондиционируются в процессе производства, чтобы минимизировать уровень водорода в их покрытиях, тем самым уменьшая возможность осаждения диффундирующего водорода в металл сварного шва. Штучный электрод с низким содержанием водорода идентифицируется обозначением типа покрытия в его классификационном номере.Он также может иметь необязательный указатель максимального диффундирующего водорода после его классификационного номера, как это определено Американским обществом сварки (AWS).
Обозначения «HX» указывают максимальное количество диффузионного водорода в миллилитрах на 100 граммов наплавленного металла шва. h5, H8 и h26 — типичные обозначения. Для стержневых электродов обозначение h26 или ниже считается с низким содержанием водорода, но технология продвинулась до такой степени, что большинство электродов с низким содержанием водорода теперь имеют обозначение H8 или ниже.
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.Как обращаться
Несмотря на то, что стержневые электроды с низким содержанием водорода изначально имеют покрытие с низким содержанием водорода, они могут быстро собирать дополнительный водород от конденсации, если не хранить и не обращаться с ними должным образом. Именно поэтому они обычно поставляются в герметично закрытой или герметичной таре, где их можно хранить неограниченное время.
После открытия контейнера стандартные электроды с низким содержанием водорода следует подвергать воздействию открытого воздуха только на срок до четырех часов.После этого электроды необходимо хранить в герметичном контейнере с регулируемой температурой и выдерживать при повышенной температуре в соответствии с рекомендациями производителя присадочного металла. Это предотвращает образование конденсата на покрытии.
Lincoln Electric рекомендует хранить открытые банки и незакрепленные электроды в герметичных контейнерах при температуре от 250 до 300 ° F (от 120 до 150 ° C) для продуктов с низким содержанием водорода. Наиболее распространенные емкости для электродов с низким содержанием водорода называются стержневыми печами.
Некоторые стержневые электроды с низким содержанием водорода производятся с влагостойким покрытием и обозначаются добавлением буквы «R» к их обозначению максимального диффузионного водорода AWS (например,г., E7018-h5R). В то время как время воздействия на открытом воздухе электродов с низким содержанием водорода ограничено примерно четырьмя часами, электроды с обозначением R потенциально могут подвергаться воздействию до девяти часов. И это важно, потому что их можно не использовать в стержневой печи в течение всей рабочей смены. Однако некоторые требования кодекса могут определять пределы воздействия, отличные от этих рекомендаций.
Электроды с низким содержанием водорода, которые не запечатаны или хранятся неправильно и которые превысили свои пределы воздействия на открытом воздухе, могут быть восстановлены (повторно высушены) перед использованием.Это достигается путем повышения температуры в стержневой печи до определенного уровня и сушки электродов в течение одного часа при этой температуре. Их следует разложить в духовке, чтобы каждая из них достигла температуры сушки. Производитель присадочного металла дает конкретные рекомендации по температуре восстановления (см. Таблицу 1).
Электроды с низким содержанием водорода нельзя повторно сушить при температурах выше рекомендованных, а также в течение нескольких часов при температурах ниже рекомендованных. Кроме того, электроды с низким содержанием водорода, такие как электроды из целлюлозы и рутила, не следует хранить или повторно сушить при тех же температурах, что и электроды с низким содержанием водорода.
Низколегированные электроды с низким содержанием водорода не подлежат ремонту более трех раз. Любой электрод с низким содержанием водорода, будь то углеродистая или низколегированная сталь, следует выбросить, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки или если имеется заметная разница в характеристиках дуги.
Пример типовых рабочих процедур.Советы по технике
В дополнение к нанесению наплавки с минимальным количеством диффундирующего водорода, успех стержневых электродов с низким содержанием водорода также сводится к использованию правильной техники.Это включает в себя использование определенного типа электрода с низким содержанием водорода в предполагаемом положении сварки, сварку при соответствующем уровне тока для данного типа и диаметра электрода и использование правильной скорости движения. Это также включает использование правильного угла электрода, длины дуги и так далее.
Рекомендуемые настройки тока в зависимости от диаметра и полярности обычно можно найти в документации производителя присадочного металла. Ток измеряется в амперах или амперах. В качестве отправной точки сварщики должны выбрать значение тока посередине диапазона.
Еще одно практическое правило для настройки тока с электродами со средним покрытием, такими как E7018, — умножать каждую тысячу дюйма диаметра электрода на один ампер. Например, 1/8 дюйма. Электрод в десятичной форме для разряда тысяч составляет 0,125 дюйма. Таким образом, машина должна быть установлена в районе 0,125 x 1000 или 125 ампер. И наоборот, 5/32 дюйма. Электрод должен быть установлен примерно на 0,156 x 1000 или 156 ампер. Если сила тока слишком мала для данного диаметра, возникновение и поддержание дуги может быть затруднено.Кроме того, сварной шов будет неровным. Если сила тока слишком велика, это может преждевременно разрушить покрытие и вызвать дефекты сварного шва (см. Таблицу 2).
При изготовлении бусинок стрингеров стержневые электроды обычно имеют оптимальную скорость перемещения, которая обеспечивает лучший контроль образования луж и форму валика. Размер сварного шва увеличивается с увеличением диаметра электрода (см. Таблицу 3).
При работе с электродами с низким содержанием водорода сварщики всегда должны использовать угол рабочего хода, оставляя шлак позади лужи, и поддерживать короткую длину дуги.Они должны всегда держать электрод близко к ванне и не допускать «длинную дугу» электрода, так как это может привести к нестабильности дуги и пористости сварного шва.
Рекомендуемые скорости движения для E7018 различных диаметров при средних значениях тока.Обратите внимание, что при сварке в нерабочем положении электродами из целлюлозного стержня (например, E6010) сварщики часто вынимают электрод из лужи, а затем возвращают его обратно. Этот метод взбивания и образования длинной дуги позволяет слегка покрытой шлаком луже замерзнуть перед нанесением большего количества сварочного металла.Однако этот метод взбивания не следует использовать с электродами с низким содержанием водорода.
Как правило, сварщики должны делать бусинки стрингера или использовать прямую прогрессию. Для более крупных сварных швов несколько небольших многопроходных бортов стрингера обычно обеспечивают лучшие механические свойства, в частности ударную вязкость, по сравнению с меньшим количеством проходов больших и широких валиков. Однако в некоторых ситуациях может потребоваться, чтобы сварщики манипулировали лужей, используя технику плетения, стараясь не переплетать более 3/4 дюйма.широкий.
Согласно статье, написанной Джозефом Коласой, инструктором Школы электросварки Линкольна, и Джозефом Мурлином, менеджером по расходным материалам SMAW, первое, что сварщики должны сделать перед началом сварки, — это удержать дугу очень короткой длины. Большая длина дуги значительно увеличивает вероятность возникновения дуги пористости.
Также не следует устанавливать слишком высокий контроль горячего старта (на сварочных аппаратах с этой функцией). Это может привести к возникновению дуги большой длины и преждевременному расплавлению покрытия электрода, создавая недостаточную защиту и, в конечном итоге, пористость в сварном шве.
Распространенной проблемой перезапуска дуги при сварке вертикально вверх является «забивание» покрытия (т. Е. Когда одна сторона покрытия выгорает дальше, чем другая, что может вызвать проблемы с пористостью). Это происходит, когда сварщики используют слишком большой угол вверх. Многие сварщики перезапускают сварной шов слишком высоко, а затем тянутся вниз к кратеру. Они могут избежать этих сценариев при перезапуске стержневого электрода, начав примерно на 1/4 — 1/2 дюйма выше предыдущего сварного шва. Они должны направлять электрод непосредственно в соединение, используя угол проталкивания не более 5 ° или 10 °.
Повторный запуск частично израсходованного электрода с низким содержанием водорода после охлаждения наконечника может быть затруднен. На конце электрода естественным образом образуется шар из шлака. Этот твердый, хрупкий шлак действует как изолятор, затрудняя возникновение дуги. Большинство сварщиков хотят поместить электрод в электрододержатель и стучать им по пластине, как молотком. Это может повредить покрытие электрода. Вместо этого им следует вынуть электрод из держателя и грубо потереть его концом о поверхность сварочного стола, пока они не коснутся стального сердечника.Это обеспечивает хорошее электрическое соединение для зажигания дуги без повреждения покрытия.
Многие сварщики предпочитают использовать стержневые электроды с низким содержанием водорода из-за их гладкой дуги, легкого удаления шлака, хорошей формы валика и более высокой скорости наплавки. Их также выбрали потому, что они могут выполнять сварку во всех положениях. Однако лучшее понимание того, почему, где и как использовать электроды с низким содержанием водорода, а также способы их хранения и обращения с ними, также может сделать сварщиков еще умнее.Поскольку использование электродов с низким содержанием водорода продолжает расти, эти знания и навыки сделают любого сварщика еще более ценным для отрасли.
Типы низководородных электродов
Расшифровка классификационных номеров электродов.Общий классификационный номер с низким содержанием водорода AWS — E7018-h5R. Определенный классификационный номер для конкретного электрода рассказывает об этом. Расшифровка этих чисел проиллюстрирована в Таблице 4.
Первые две или три цифры в номере обозначают минимальную прочность на разрыв металла сварного шва.Электрод с низким содержанием водорода из углеродистой стали (мягкой стали) имеет минимальный предел прочности на разрыв 70 тыс. Фунтов на квадратный дюйм, в то время как большинство низколегированных электродов с низким содержанием водорода имеет минимальный предел прочности на разрыв от 80 до 120 фунтов на квадратный дюйм. За исключением нескольких электродов из целлюлозы 80 тыс. Фунтов на квадратный дюйм, все низколегированные электроды также являются электродами с низким содержанием водорода.
Вторая и последняя цифра в номере указывает на рекомендуемое положение сварки. «1» означает все положение (плоское, горизонтальное, вертикальное и потолочное), «2» означает стационарное (только плоское и горизонтальное), а «4» означает только вертикальное положение вниз.Электроды, которые могут свариваться не в нужном положении или против силы тяжести, имеют систему быстро замерзающего шлака, бывают меньшего диаметра и имеют более низкую скорость осаждения. В то время как электроды, которые можно использовать только в положении или под действием силы тяжести, имеют более медленную систему замораживания шлака, имеют больший диаметр и более высокую скорость осаждения.
Последняя цифра в номере указывает тип покрытия электрода и рекомендуемую полярность сварного шва. Электроды, оканчивающиеся на «5» (на основе натрия), «6» (на основе калия) и «8» (на основе калия с добавлением порошка железа), являются электродами с низким содержанием водорода.Все они также считаются имеющими «основное» покрытие — по сравнению с покрытиями на основе целлюлозы (органических), рутила (диоксида титана) или оксида железа.
Примеры различных типов электродов с низким содержанием водорода.Из трех типов покрытие «8» является самым популярным. Электрод типа «28», установленный только на месте, содержит 50% порошка железа, добавленного в его покрытие для максимальной скорости осаждения, и будет считаться электродом с толстым покрытием. Добавление порошка железа увеличивает скорость осаждения этих электродов, поскольку порошок железа в покрытии плавится и становится частью металла сварного шва вместе со стержнем сердечника.
Электрод типа «18» во всех положениях содержит 30% порошка железа, добавленного в покрытие, и считается электродом со средним покрытием. Хотя он по-прежнему имеет систему быстро застывающего шлака, дополнительные 30 процентов порошка железа в покрытии обеспечивают максимальную скорость осаждения электрода при сварке в нерабочем положении. Кроме того, поскольку электрод «18» имеет тяжелую шлаковую систему, он не рекомендуется для вертикального движения вниз, так как шлак может вытечь перед лужей и застрять под ней.В вертикальном положении электрод «18» следует использовать только в вертикальном направлении вверх.
Таблица 5 включает примеры различных типов электродов с низким содержанием водорода с их конкретным классификационным номером AWS и описанием, а также типичные применения.
Как зажечь дугу при сварке палкой
Удар по дуге: копье капрал. Натан Кнапке (морской пехотинец)Одна проблема, с которой сталкиваются начинающие сварщики стержневой сваркой, заключается в том, что их пруток имеет тенденцию сильно прилипать, когда они пытаются начать сварку.Если зажигание дуги происходит неправильно, кончик электрода прилипнет к заготовке и сгорит.
Есть два основных метода, которые я люблю использовать при зажигании дуги. Попрактиковавшись, вы сможете безупречно зажигать дугу. Поиск наилучшего способа зажигания дуги — это во многом личное предпочтение.
Hobart 1/8 ″ 7018 стержней — Проверить цену на Amazon
Метод перетаскивания
Первый — это метод перетаскивания, похожий на зажигание спички.При использовании этого метода кончик электрода перемещается по заготовке, а затем возвращается в исходное положение, чтобы начать сварку. Это инициирует электрический ток за доли секунды. Это может помочь удерживать удочку недоминантной рукой, чтобы удочка меньше тряслась, когда вы выполняете этот метод перетаскивания. Удерживая удилище не доминирующей рукой ближе к концу удилища, вы получите большую устойчивость. Имейте в виду, что стержневые электроды меньшего диаметра шатаются больше, чем электроды большего диаметра.Горение удочки 3/32 дюйма даст больше люфта, чем удочка 5/32 дюйма.
Схема сварного шва: Wikimedia CommonsУдары дуги стержнем оставляют черную метку на свариваемом металле, и это считается дефектом в большинстве испытаний сварных швов. Рекомендуется всегда выполнять обратную сварку поверх дуговых пробоев, когда это возможно, чтобы они были невидимы после завершения сварки.
Метод нарезания резьбы
Некоторые сварщики стержневой сваркой любят использовать метод постукивания для зажигания дуги.При использовании этого метода вместо перетаскивания электрода вы просто постучите им по заготовке, а затем поднимете. Это делается очень быстро и требует некоторой практики. Для новичков это сложнее, чем метод перетаскивания, потому что, если вы не постучите быстро, стержень будет прилипать к заготовке.
Устранение неполадок
Если электрод прилипает к заготовке, существует предпочтительный способ его открепления. Мне нравится отключать жало, отпуская пружинный механизм.Это отключит ток к вашему стержню. Затем вы можете положить жало и вручную снять стержневой электрод с заготовки. Если вы попытаетесь вынуть электрод, пока его зажимает стингер, сила тока будет продолжать нагревать стержень и сжигать его. Это может испортить перчатки или обжечь руку!
Советы по применению стержневых электродов: Wikimedia CommonsИногда прилипание стержня к заготовке не является проблемой для вашей техники. Часто это проблема с силой тока. Если у вас слишком низкая сила тока, стержень всегда будет прилипать.Это связано с тем, что для начала сварки недостаточно тока. Наконечник стержневого электрода имеет оголенный присадочный стержень, окруженный флюсом. Таким образом, недостаточная сила тока просто сплавит этот присадочный металл с вашей заготовкой.
Если у вас постоянно возникают проблемы с прилипанием стержня к заготовке, попробуйте постепенно увеличивать силу тока, пока не добьетесь стабильного успеха.