Режимы сварки полуавтоматом в среде защитных газов
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат.
 На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.

 Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
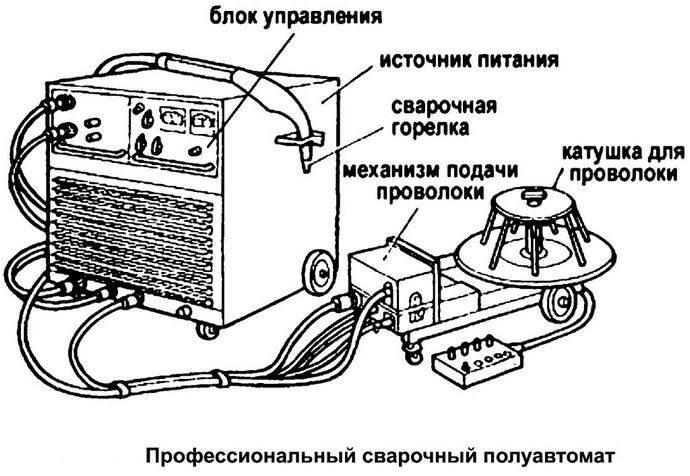
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
[adsp-pro‑3]
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
 В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
 Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна. Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
 Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
 В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.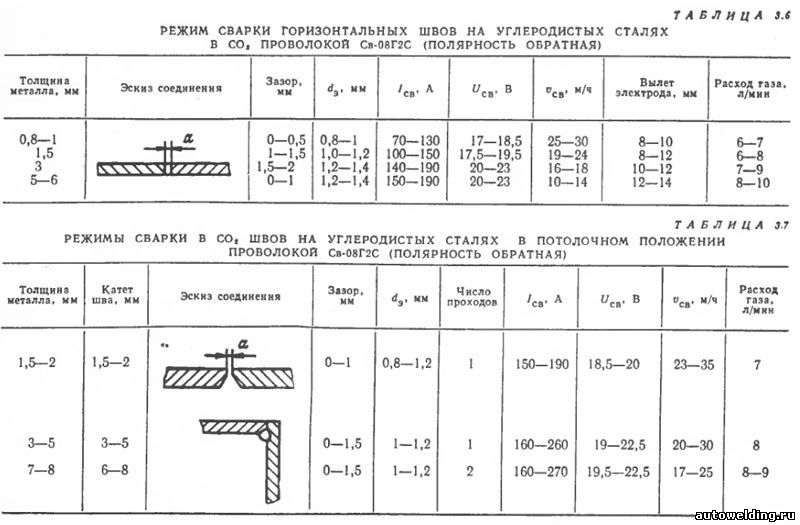
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
[adsp-pro‑2]
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Виды полуавтоматов
Проводится их классификация по разным характеристикам: по тому, какой характер перемещения, какой род защиты сварного шва, какой тип проволоки.
Схема устройства передней панели инвертора.
- По признаку характера перемещения выделяют полуавтомат стационарного класса (его используют в крупносерийном или серийном производстве), а также переносное и передвижное оборудование.
- По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. Шов может быть защищен защитными газами, порошковой проволокой или находиться под слоем флюса.
- Сварочный полуавтомат может иметь различные типы проволоки. Он считается универсальным, если есть соединение двумя проволоками — алюминиевой и стальной. Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех.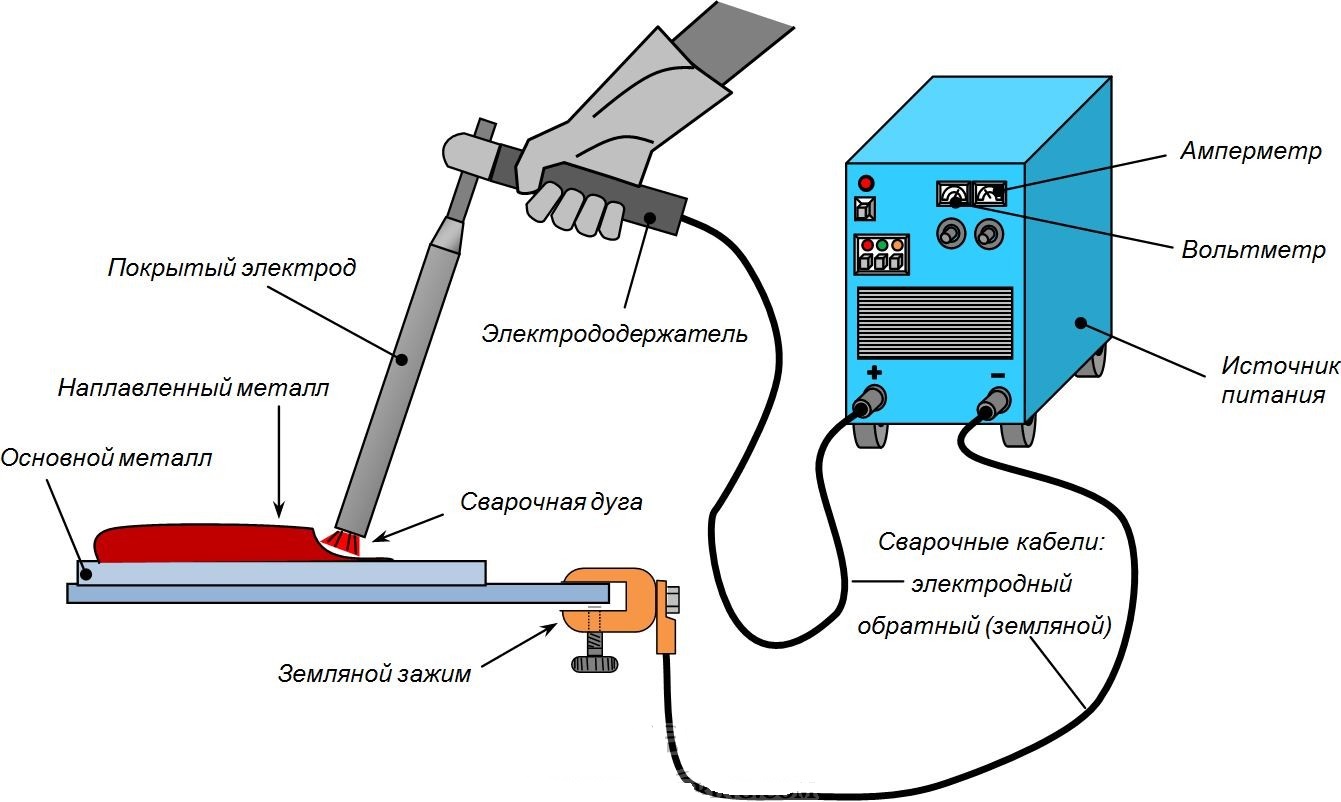 Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.
Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
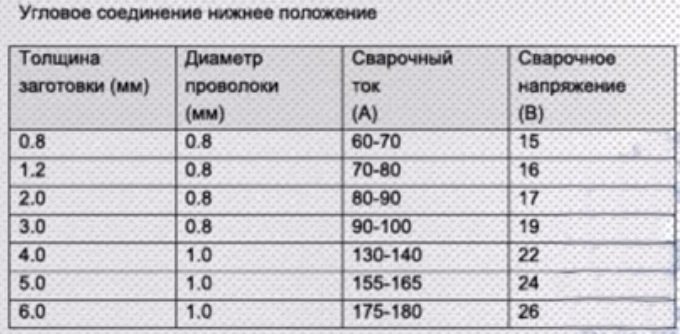
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
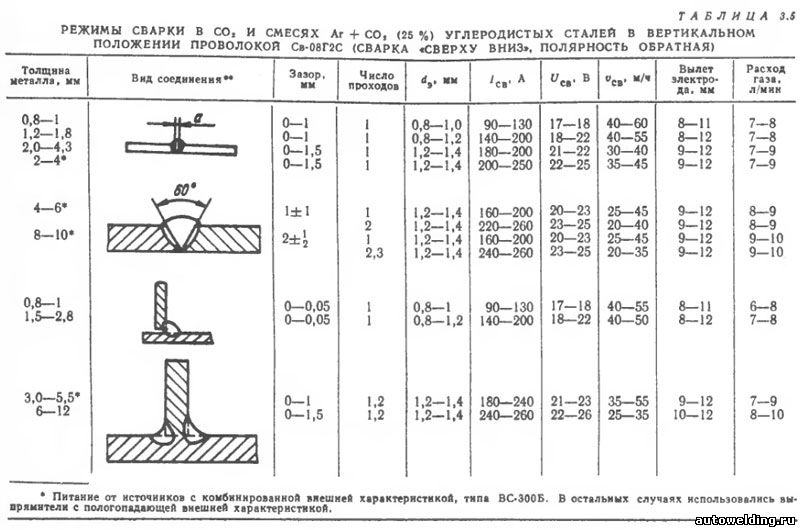
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Как настроить сварочный полуавтомат
Как настроить сварочный полуавтомат
Отличительной чертой работы сварочного полуавтомата является автоматическая подача электрода (проволоки) в сварочную зону. Передвижение горелки, розжиг дуги, поддержание определенного режима сварщик выполняет вручную. Самый распространенный способ использования данного оборудования — сварка в среде защитных газов.
В качестве присадки может применяться порошок. Он входит в конструкцию сварочной порошковой проволоки — полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Он входит в конструкцию сварочной порошковой проволоки — полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Сварочные полуавтоматы используются:
- в быту. Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
- на строительных площадках и станциях технического обслуживания автомобилей. Используются полупрофессиональные устройства с силой тока до 300А;
- в промышленности. Применяются профессиональные (сила ток свыше 300А) аппараты с высоким рабочим ресурсом и напряжением 380В.
 Также компетентная оценка основных характеристик данного оборудования поможет правильно определиться с покупкой нового аппарата.
Также компетентная оценка основных характеристик данного оборудования поможет правильно определиться с покупкой нового аппарата.Комплектация полуавтоматов
Основными составными элементами полуавтоматов являются:
- Источник тока. Для профессионального использования применяются модели с высокой мощностью, высокочастотной стабилизацией тока и цифровым дисплеем. В зависимости от источника питания полуавтоматы подразделяются на следующие типы:
- трансформаторы с выпрямителем;
- инверторы.
- Механизм для подачи проволоки. В зависимости от способов перемещения они бывают:
- толкающими. Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
- тянущими. Данный способ организуется путем притягивания проволоки в ручку горелки, где располагается рабочий механизм и направлением ее на горелку;
-
толкающе-тянущими. Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве.
- Горелка с рукавом. Модель зависит от типа сварки — MIG или MAG. Правильный выбор данных элементов влияет на удобство использования аппарата и производительность процесса. Горелки различаются характеристиками:
- нагрузкой напряжения;
- средой охлаждения;
- способом управления;
- подключением.
 Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве.
Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве.- Кабель для замыкания сварочной цепи. Сварочные кабеля относится к силовым проводам подвижного соединения, и различаются в зависимости от числа жил в кабеле (от 1-й до 4-х) и их сечения.
- Трубка для подачи газа к штуцеру.
- Баллон в комплекте с редуктором.
- Пульт управления пуском, движением проволоки, состоянием дуги.

Основные параметры настройки полуавтоматов
Регулировка параметров аппарата проводится непосредственно перед началом сварки, а более точная — в процессе работы.
Перед началом работы линию подключения полуавтомата необходимо выделить дифференцированным предохранителем и розеткой с заземлением. Газовый баллон к аппарату подключается посредством редуктора и газового шланга. Рабочее давление должно быть не меньше 1-3 атм в зависимости от расхода проволоки. При обмерзании редуктора необходимо установить обогрев. Проверяется кабельное соединение и его полярность — «+» на горелке, «-» на детали. Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло.
Чтобы качественно сваривать поверхности необходимо настроить:
- Силу тока. Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.
- Скорость подачи проволоки. Этот процесс зависит от узла — регулятора скорости. Его неполадки приводят к сбоям в работе сварочного полуавтомата. При этом медленно подающаяся проволока прихватывается к наконечнику и без постоянной чистки контактной части работа становится невозможной. Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки.
- Давление газа. При работе на полуавтомате используются баллоны с углекислым или другим газом в соответствии с металлом соединяемых поверхностей. Необходимое для работы давление устанавливается редуктором. Защитный газ к соленоиду подается по шлангу, который в процессе эксплуатации грубеет и трескается, в результате чего работа останавливается. Для возобновления работы износившуюся трубку необходимо заменить новой.
 Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки.
Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки.Что необходимо знать при покупке полуавтомата?
Чтобы избежать ошибок при работе с полуавтоматом, прежде всего, необходимо ознакомиться с характеристикой аппарата и инструкцией по его эксплуатации. При этом нужно знать:
При этом нужно знать:
- напряжение в электросети;
- какие металлы предстоит соединять;
- где приобрести запасные детали в случае ремонта.
Важно. Для хранения проволоки необходимо защищенное от сырости место. Влага способствует появлению коррозии и ухудшению сварочного процесса.
Вернуться в раздел
Настройка сварочного полуавтомата перед работой
Чтобы правильно настроить сварочный полуавтомат, вовсе не обязательно быть профессиональным сварщиком: достаточно иметь некоторые основные навыки и соблюдать рекомендации по регулировке оборудования.
- интенсивность работы;
- параметры электросети, от которой будет питаться аппарат;
- тип свариваемого металла (сталь, цветной металл, алюминий и т. д.) и его толщина;
- желаемое качество сварки — прочность шва, его эластичность и другие параметры.
Ключевые этапы настройки
В первую очередь подбирается необходимая сила тока. Она должна соответствовать толщине материала, чтобы он прогревался достаточно глубоко, но при этом не горел. Таблицы соответствия силы тока и толщины материала обычно есть в инструкции к сварочному аппарату, поэтому до начала работы необходимо внимательно ознакомиться с этим документом.
Также в соответствии с указаниями инструкции устанавливается необходимая скорость подачи сварочной проволоки. Если она будет слишком высокой — флюс не успеет расплавиться, и шов просто не сформируется. При низкой скорости подачи проволока будет сгорать, и добиться желаемого результата опять же удастся.
Следующий шаг настройки полуавтомата — выбор требуемого напряжения. Этот параметр зависит от возможностей электросети, к которой будет подключаться оборудование. Поскольку выставить этот параметр с первой попытки довольно сложно, особенно для новичка — попробуйте поработать для начала с пробными заготовками. Как только шов сформируется правильно — настройка завершена, и можно приступать к работе.
Другие важные нюансы работы со сварочным полуавтоматом
При работе со сварочным полуавтоматом, равно как и с любым другим типом подобного оборудования, следует соблюдать минимальные требования техники безопасности. Работать необходимо в специальной одежде, которая закрывает тело и особенно руки, а также не пренебрегать перчатками и сварочной маской.
Если вы выполняете сварочные работы в газовой среде, то до начала сварки надежно установите баллон, предварительно убедившись, что он не поврежден, откройте вентиль и выберите необходимый показатель давления.
Не забывайте об обязательных перерывах в работе: они нужны для того, чтобы устройство могло остыть и не вышло из строя из-за перегрева.
Полуавтомат сварочный — устройство, виды, настройка
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
- Устройство аппарата полуавтоматической сварки
- Выбираем газ для сварки полуавтоматом
- Проволока для сварки полуавтоматом
- Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
- Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
- Настройка полуавтомата для сварки на живом примере
- Подготовительный этап и процесс сварки аппаратом
- Направление и скорость движения для идеального сварочного шва
- Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
- Сварочный аппарат
- Горелка для сварки полуавтоматом
- Баллон с газом и редуктором
- Газовый шланг
- Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.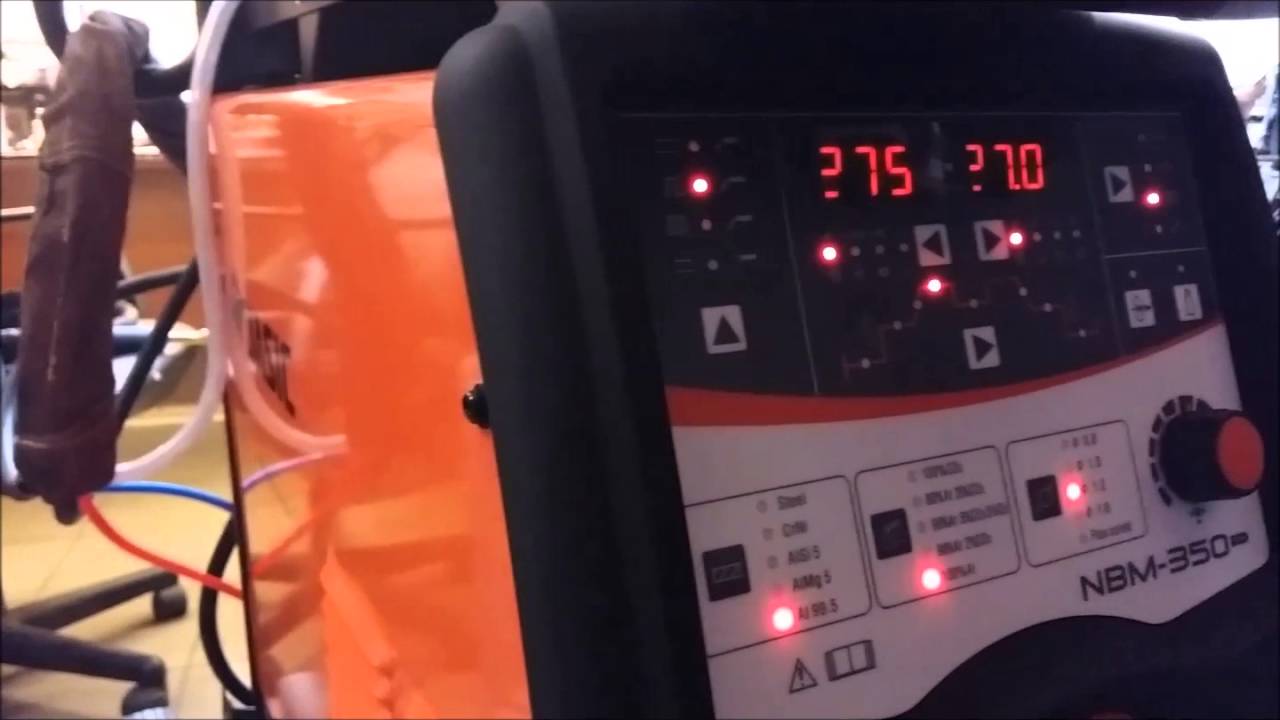
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
| Материал | Газ |
| Конструкционная сталь | СО2 |
| Конструкционная сталь | CO2 + Ar |
| Нержавеющая сталь | CO2 + Ar |
| Легированные стали (низкоуглеродистые ) | CO2 + Ar |
| Алюминий и его сплавы | Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа.
 Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
| Толщина металла, мм | Диаметр проволоки |
| 1 — 3 | 0,8 |
| 4 — 5 | 1,0 |
| 6 — 8 | 1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО!
Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.

Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Ее же нельзя применять для потолочного шва.
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Режимы сварки
Этот вид сварки даёт возможность выставлять настройки самостоятельно. Можно менять такие параметры:
- высоту шва;
- подачу проволоки;
- скорость плавления;
- движение электрода.
С учётом ГОСТа и толщины металла регулируются сварочные горелки. Применение газа уменьшает зону теплового воздействия. Это даёт возможность без дефекта накладывать несколько швов на металл.
Выделяют такие режимы сварки:
- импульсный;
- цикличный;
- точечный;
- струйное перемещение;
- круговое перемещение.
По требованию государственных стандартов применяется инертный газ — гелий, аргон или смесь этих газов. Углекислый газ применяется при работе с низколегированными видами сталей. Правильное применение газа повышает качество шва, защищает сварщика от получения травм и ожогов.
 youtube.com/embed/iMvuvvgJdew?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/iMvuvvgJdew?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Классификация оборудования по признакам
По своему назначению автоматы для сварки можно разделить на два основных типа — специализированные и универсальные. Они отличаются между собой определенным набором признаков, которые характеризуют их полезные эксплуатационные качества:
- По возможности перемещения оборудование для сварки можно подразделить: на самоходные и несамоходные. Последние также известны как подвесные.
- Сварочные автоматические устройства можно разделить также по типу используемых электродов. Универсальные аппараты поддерживают работу с любыми типами, включая и неплавящиеся, изготавливаемые из вольфрама. Специализированные аппараты могут работать только с определенным типом расходного материала.
- По типу плавки электрода: проводной, штучный и ленточный.
- По способу защиты участка, на котором выполняется сварка: флюс, защитная газовая среда и комбинированный способ, предполагающий одновременное использование флюса и газовой среды.
- По типу поддерживаемого рабочего тока. Сварочные автоматические установки могут работать с постоянным или переменным током. Встречаются и специальные конструкции, эксплуатация которых возможна при обоих типах напряжения.
- По способу подачи присадочной проволоки: регулируемые вручную и настраиваемые с учётом величины напряжения, с которым подается электрическая дуга.
- По способу выполнения сварного соединения: свободная и принудительная технология.
- По типу настройки сварочного тока: плавный, ступенчатый и комбинированный.
https://youtu.be/mh4k033SjII
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
 После застывания порошок отбивается как обычный шлак.
После застывания порошок отбивается как обычный шлак.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
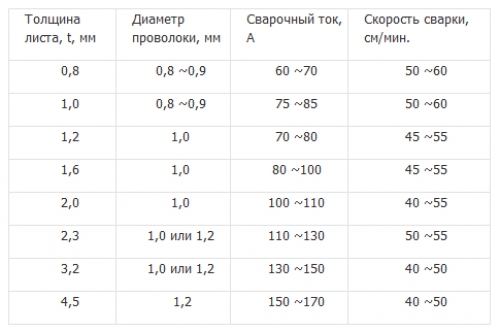
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.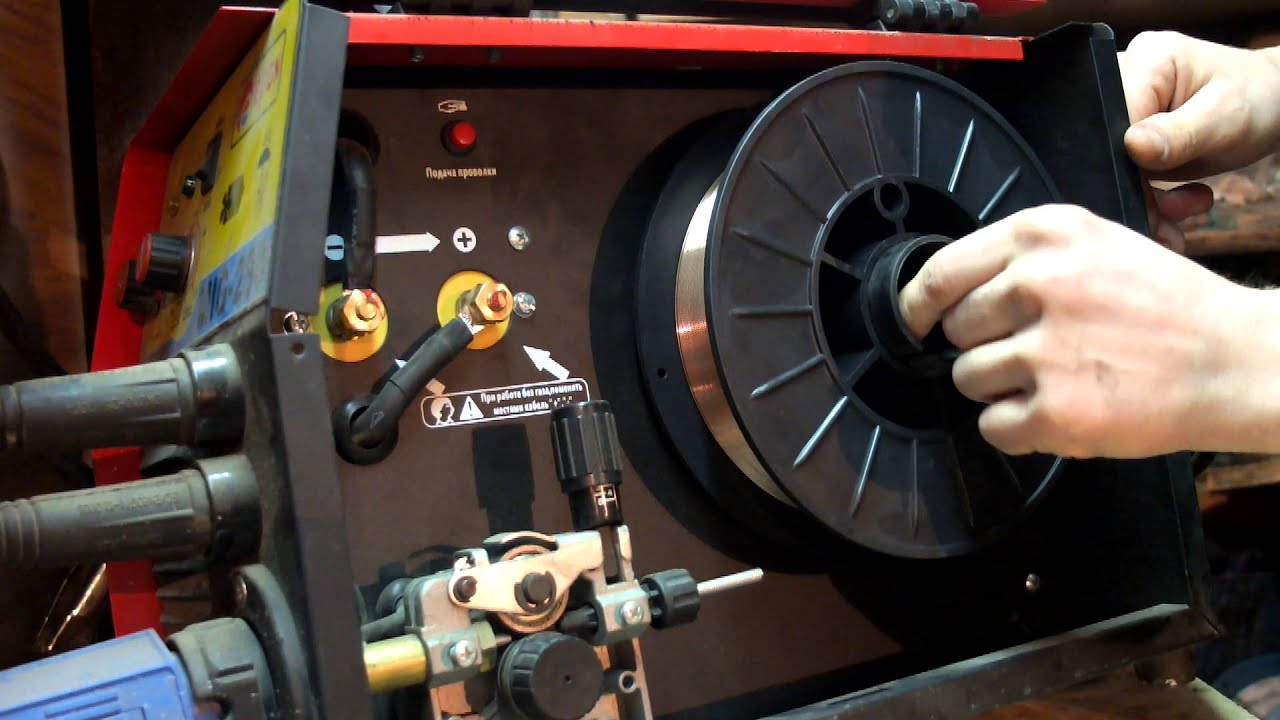
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее — давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Настройки полуавтомата для сварки алюминия
Полуавтоматическая сварка алюминия— один из популярнейших методов сварки металлов, на поверхности которых образуется оксидная пленка. Существует множество других методов, но сварка алюминия полуавтоматом в среде защитного газа является самым эффективным и доступным для домашних умельцев.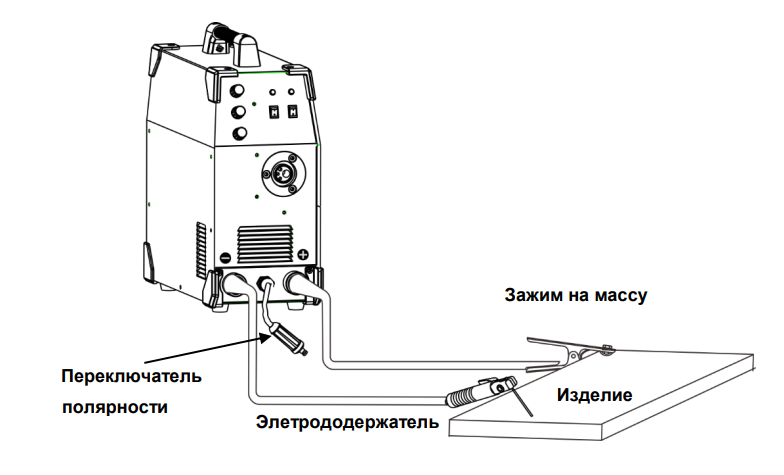
Чтобы выполнить работу правильно, нужно знать не только технологию сварки, но и все особенности металла. Новичкам порой непросто сварить детали из алюминия, и они задаются множеством вопросов. В этой статье мы постараемся ответить на них, а также подскажем, что нужно для качественной сварки.
Основные нюансы и сложности
Самое главное, что вам стоит знать перед сваркой алюминия — это наличие на поверхности металла стойкой оксидной пленки. От нее как раз все беды. Оксидная пленка обладает тугоплавкими свойствами. Для ее плавления необходима температура большая, чем для плавления самого алюминия. Именно по этой причине у всех новичков швы получаются неровными и хрупкими.
Также сварка алюминия полуавтоматом в среде защитного газа или с применением любого другого доступного сварочного аппарата усложняется тем, что у алюминия относительно невысокая температура плавления, при этом он хорошо проводит тепло. Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Эта проблема решается правильным выбором режима сварки. А вот проблема оксидной пленки решается предварительной подготовкой металла. Для этого необходимо тщательно зачистить поверхность металла с помощью металлической щетки. А лучше взять для этой цели ручную шлифмашинку.
Также в магазинах можно найти специальные средства и флюсы, ухудшающие активные свойства пленки. Мы рекомендуем использовать оба способа сразу. Также рекомендуем перед сваркой немного подогреть детали в печи. Если печи нет, подойдет газовая горелка, но времени вы потратите в два раза больше.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.
Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.
Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Это легко объяснить: проволока для сварки алюминия полуавтоматом при нагреве может расширяться. И если диаметр отверстия равен диаметру проволоки, то она в ответственный момент может просто перестать правильно подаваться в сварочную зону. В худшем случае она вовсе застрянет, и вы потратите уйму времени, чтобы извлечь ее.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Настройка полуавтомата
Мало выбрать аппарат для сварки алюминия, нужно еще правильно его настроить. Как мы писали ранее, именно от правильной настройки во многом зависит исход вашей работы. Скорее всего, вы не сможете с первого раза подобрать правильные настройки, поскольку это дело опыта. Вы можете просмотреть десятки обучающих видео и прочесть статьи, но этого недостаточно. Нужен свой опыт.
Однако, мы попробуем упростить вам задачу первого знакомства со сварочным полуавтоматом и дадим несколько рекомендаций, которые всегда работают. Прежде всего, сварочный полуавтомат для сварки алюминия обладает своими функциями. В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-то определенных универсальных настроек, которыми вы сможете сварить любые детали. Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
Скорость подачи проволоки устанавливайте исходя из скорости своей работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и должна производиться быстро. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, обратную полярность.
Если у вас профессиональный или полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это заметно улучшит качество шва.
Технология сварки
Технология сварки алюминия полуавтоматом— последнее, что вам нужно узнать для качественного результата. Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Как мы писали ранее, для начала нужно металл подготовить. Тщательно зачистите поверхность, комбинируя способы зачистки. Не должно быть очагов коррозии, следов грязи, пыли или масла. Обезжирьте поверхность металла с помощью растворителя.
Убедитесь, что наконечник шланга подачи проволоки большего диаметра, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь методом TIG сварки, то подготовьте электроды.
Зажгите дугу. Следите, чтобы на протяжении всей сварки она горела стабильно. Расстояние между сварочной ванной и дугой должно быть не более 15 миллиметров. Также старайтесь следить за скоростью подачи проволоки. Если чувствуете в себе уверенность, то увеличьте скорость. Но не нужно ставить максимальное значение, поскольку металл не сможет как следует провариться.
Ведите дугу ровно, старайтесь формировать шов равномерно. После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Вместо заключения
Сварка проволокой в защитном газе и с применением полуавтомата — это не самый простой, но экономный и вполне выполнимый в домашних условиях метод. Конечно, нужно учесть множество нюансов. Это не контактная сварка, для которой не требуется ничего, кроме оборудования и самих деталей. Здесь необходимо четко соблюдать технологию сварки и постараться избежать ошибок.
Если вы начинающий сварщик, посмотрите дополнительные обучающие видео, чтобы лучше понять суть данного метода сварки алюминия. Ну а опытные сварщики могут поделиться своим опытом в комментариях к этой статье. Желаем удачи в работе!
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки.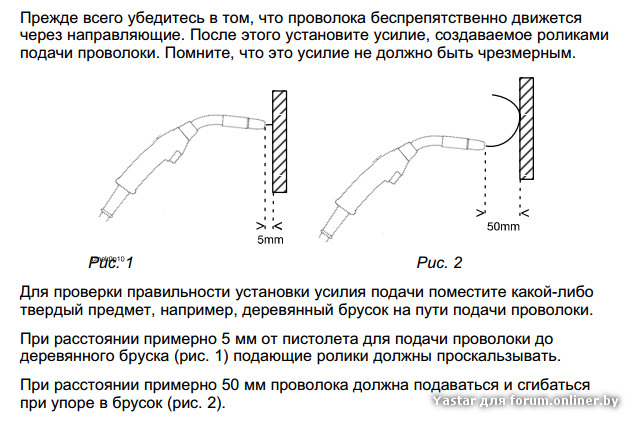 Это объясняется спецификой физико-химических свойств алюминия:
Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
 к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.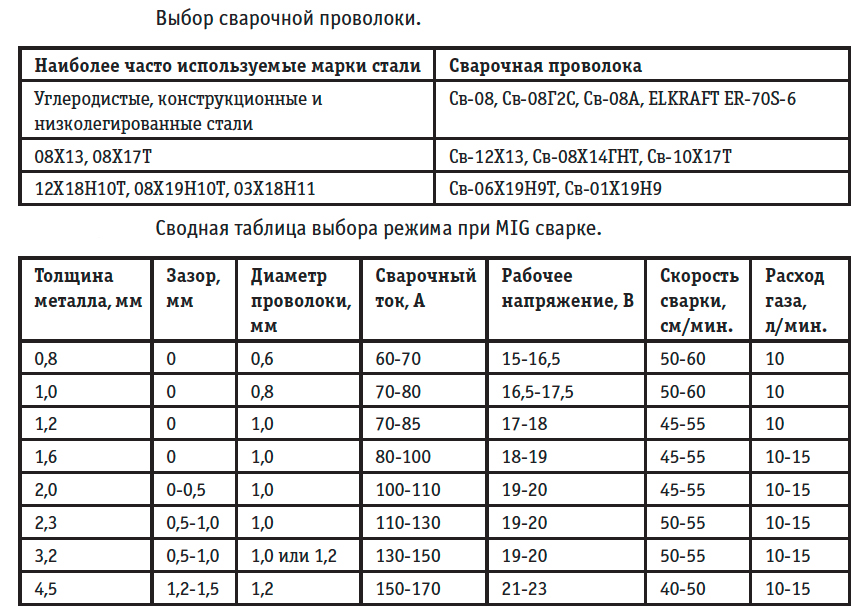
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.


При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.

- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Как правильно варить сварочным полуавтоматом
Опубликовано: 28.04.2020 | Обновлено: 17.09.2020 | Просмотров: 892 Рейтинг: 4.5/5 — 2 голосовСварка в среде защитного газа считается одним из наиболее надежных методов обработки металла. Еще несколько лет назад она была доступна только профессионалам. Но сегодня специальный режим MIG, предназначенный для работы с аргоном и другими газами, есть практически на всех недорогих полуавтоматах бытового назначения. Чтобы вы смогли овладеть этой техникой, разберем, каковы особенности такой сварки, на что нужно обратить внимание при ее выполнении, и как правильно настроить приборы перед началом подобной работы.
Общее описание процесса
Этот метод сварки также предусматривает оплавление железа при воздействии на него высоких температур. Однако он имеет свои особенности. Работа при нем ведется с использованием проволоки и защитного газа.
Проволоку для такого типа работ выпускают в бобинах. Ее размер колеблется от 0,6 мм до 1,2 мм. Обычно для заготовок, толщина которых составляет 4 мм и менее, используют образцы в 0,6-0,8 мм. А вот для более толстых деталей нужна проволока диаметром в 1-1,2 мм.
Обычно для заготовок, толщина которых составляет 4 мм и менее, используют образцы в 0,6-0,8 мм. А вот для более толстых деталей нужна проволока диаметром в 1-1,2 мм.
Что касается защитного газа, то в качестве такового используют смесь углекислого газа и аргона. Можно ограничиться чистым углекислым газом. Он дешевле в закупке. Однако швы с ним получаются менее качественными. Этот вариант можно использовать для черновых работ. В остальных случаях лучше брать смесь. Газ для сварки подается на горелку через специальный рукав. Он защищает сварочную ванну от вредоносного воздействия внешних факторов, включая пыль, пониженные температуры, влагу.
Сварка в среде защитного газа имеет ряд особенностей, отличающих ее от классической дуговой. Среди таковых:
- Отсутствие дыма при плавлении железа.
- Возможность работы с любым материалом. Только этот метод годится для обработки изделий толщиной от полмиллиметра.
- Отсутствие шлака на готовом шве.
- Универсальность. Этот метод можно использовать для обработки всевозможных материалов, включая нержавейку, сталь, цветные металлы.
- Высокую скорость обработки материала в сравнении с классическим дуговым методом.
 Этот метод можно использовать для обработки всевозможных материалов, включая нержавейку, сталь, цветные металлы.
Этот метод можно использовать для обработки всевозможных материалов, включая нержавейку, сталь, цветные металлы.К недостаткам такого типа сварки относят невозможность работы с заготовками на открытой местности (при сильном ветре невозможно контролировать поток защитного газа).
Ключевые особенности работы
Использование полуавтомата для сварки металлических заготовок имеет ряд нюансов:
- При работе в среде защитного газа плюсовую клемму нужно подключать к горелке, а минусовую – к заготовке. Только в том случае, если вы работаете без защитного газа, следует подводить заготовку к плюсовой клемме, а для сварки использовать специальный тип проволок.
- Подбор проволоки в соответствии с тем материалом, из которого выполнена заготовка. Так, если вы работаете с алюминием, вам потребуется алюминиевая проволока, если с нержавейкой – нержавеющая.
- Перед началом работы нужно проверить состояние механизма подачи проволоки. Если он будет работать плохо, вам не удастся получить качественные швы.
- При настройке скорости подачи проволоки необходимо учитывать силу тока. Чем выше последняя, тем быстрее должна двигаться проволока.
- Токосъемный наконечник, расположенный на горелке, нужно подбирать с учетом диаметра проволоки. Этот элемент относится к расходным материалам. Его нужно время от времени менять. Кроме того, наконечник и сопло горелки нужно время от времени чистить, так как в нем скапливаются брызги от сварки. Если это не делать, со временем устройство засорится и будет подавать проволоку прерывисто. А это чревато браком.
- При работе в сетях с пониженным напряжением (менее 200 В) желательно использовать более тонкую проволоку. Это позволит получить шов высокого качества.
- При работе с тонкими заготовками сварку осуществляют точечно. Такая техника работы нивелирует риск прожога металла.
- Для подачи проволоки нужно использовать прочный твердый шланг. Гибкие элементы могут перегнуться во время работы. Это остановит подачу проволоки и может испортить шов.
- Перед началом работы необходимо откусить кончик проволоки, показавшийся из горелки. Он обычно плохо проводит электричество и не дает устройству разжечься.
 Если он будет работать плохо, вам не удастся получить качественные швы.
Если он будет работать плохо, вам не удастся получить качественные швы. Это остановит подачу проволоки и может испортить шов.
Это остановит подачу проволоки и может испортить шов.Также перед началом работы важно удостовериться в том, что вы правильно держите горелку. Если вы работаете в нижнем положении, она должна быть наклонена под углом в 60 градусов к заготовке. Расстояние от этого устройства до металлического листа должно составлять не менее 5 мм, но и не более 15 мм.
Общие правила работы
Чтобы получить качественные швы при работе с первыми заготовками, соблюдайте следующие правила сварщика:
- Следите, чтобы шов равномерно направлялся на оба фрагмента металла. Иначе вы получите хлипкое соединение.
- Между крупными заготовками (толщина металла у которых составляет более 3-х мм) обязательно оставлять зазор в 2 мм. Такая особенность работы позволяет получить качественный однородный шов. Если же этого не делать, шов получится поверхностным. Он сломается при первой же механической нагрузке на деталь.
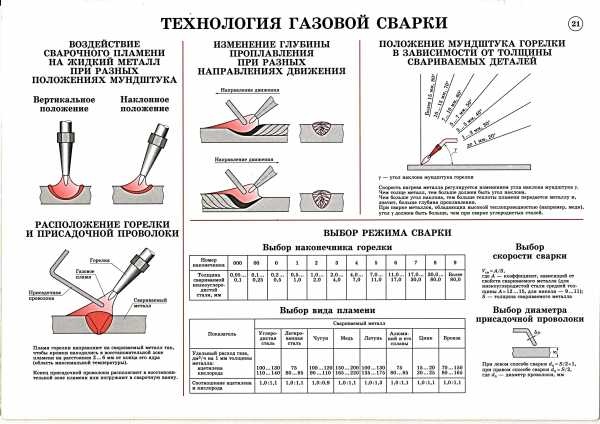 Он сломается при первой же механической нагрузке на деталь.
Он сломается при первой же механической нагрузке на деталь.Перед началом работы заготовки «прихватывают» в нескольких местах сверху и снизу. Чем крупнее листы металла, тем больше таких заготовок должно быть. Это позволяет избежать деформации шва, которая может появиться в результате перегрева материала.
Представленные рекомендации распространяются на все типы заготовок, с которыми вам может посчастливиться иметь дело. Чем раньше вы привыкните к таким особенностям работы, тем меньше производственного брака у вас будет получаться.
Как настроить сварочный аппарат для работы
Перед началом работы необходимо правильно настроить инструмент. Следует задать такие параметры сварки:
- силу тока;
- скорость подачи проволоки;
- давление газа (обычно устанавливается в пределах 1-2 атмосфер).
В инструкции к прибору можно найти рекомендуемые значения силы тока и скорости подачи проволоки для работы с теми или иными заготовками. Используйте их исключительно как ориентир.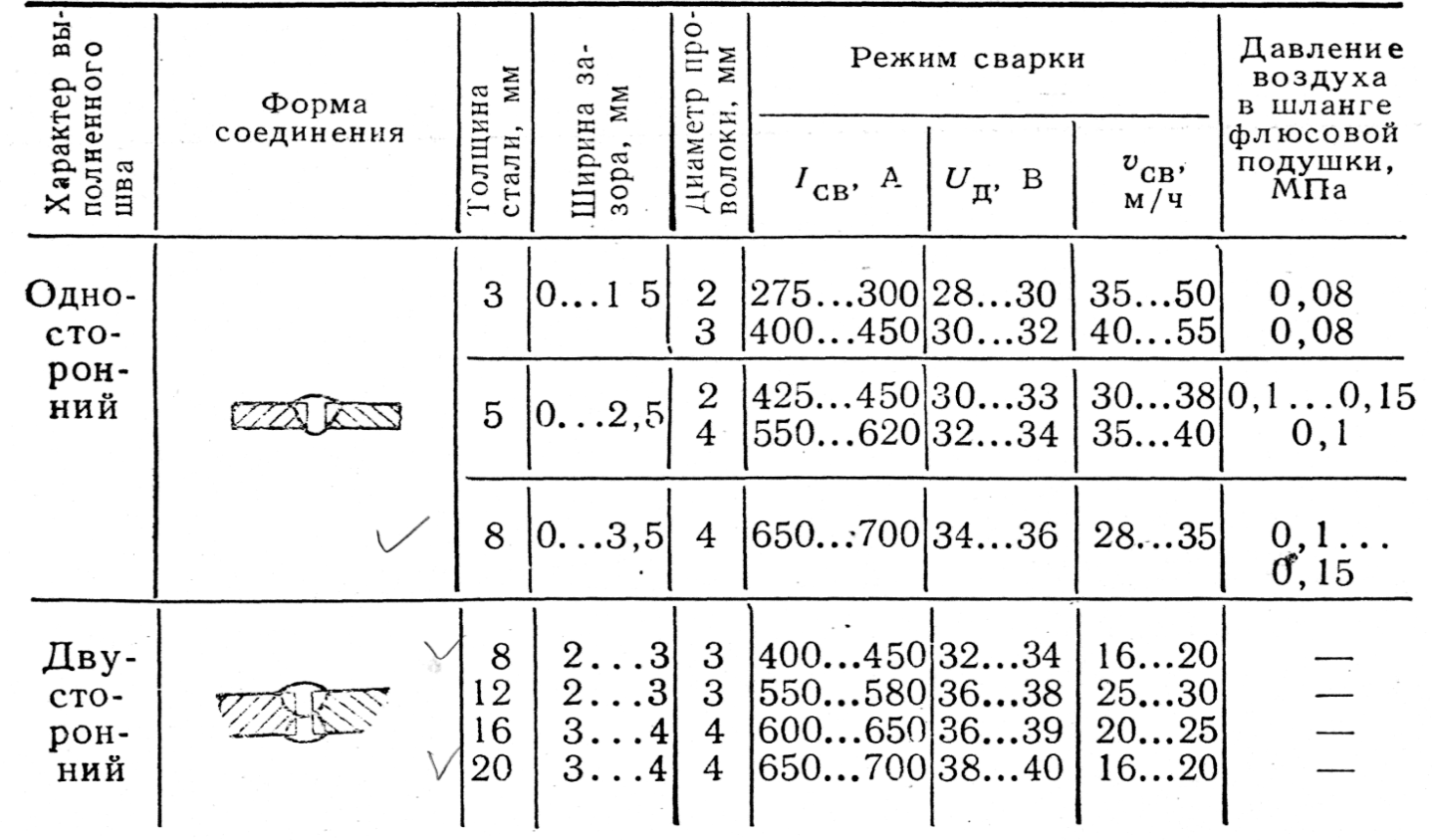 Помните, что они могут не подойти для ваших деталей в силу разных причин.
Помните, что они могут не подойти для ваших деталей в силу разных причин.
Совет: чтобы не испортить заготовку, обязательно опробуйте работу автомата с определенными настройками на ненужных образцах металла. Это позволит определить, подойдет ли вам выбранный режим, и по необходимости скорректировать параметры работы прибора.
Виды сварочных швов
Для обработки заготовок в домашних условиях можно использовать различные типы швов. Их классифицируют по типу соединения и пространственному положению.
Тип соединения у шва может быть:
- угловым;
- тавровым;
- в нахлест;
- в стык.
Что касается пространственного положения шва, то оно может быть:
- горизонтальным,
- вертикальным;
- потолочным;
- нижним.
Новичкам рекомендуется варить заготовки с типом соединения встык и в нахлест с нижним или вертикальным положением.
Вертикальный шов
Это один из основных типов швов, которым должен овладеть начинающий сварщик. Направление движения горелки в этом случае надо подбирать в зависимости от толщины заготовки. Если она менее 3 мм, двигаться надо сверху вниз, если более указанного значения – снизу-вверх. Во время работы горелку надо расположить под углом в 45 градусов к заготовке. При работе надо соблюдать такие требования:
Направление движения горелки в этом случае надо подбирать в зависимости от толщины заготовки. Если она менее 3 мм, двигаться надо сверху вниз, если более указанного значения – снизу-вверх. Во время работы горелку надо расположить под углом в 45 градусов к заготовке. При работе надо соблюдать такие требования:
- Следить за положением горелки. Она не должна отклоняться от заданного угла.
- Равномерно вести прибор. Если двигаться слишком быстро, шов будет неровным. Если слишком медленно – можно повредить материал.
- Соблюдать рекомендованную дистанцию между горелкой и заготовкой в 5-15 мм.
Вот и весь секрет получения ровного шва. Остальное сделает сварочный полуавтомат (при условии, что вы его правильно настроили).
Тонкости работы с заготовками толщиной менее миллиметра
Работа с листами металла толщиной 1 мм и менее того считается наиболее сложной. Однако такого мнения обычно придерживаются те люди, которые не умеют с ним работать. На самом деле справиться с ним не так тяжело, если соблюдать основные требования к сварочному процессу.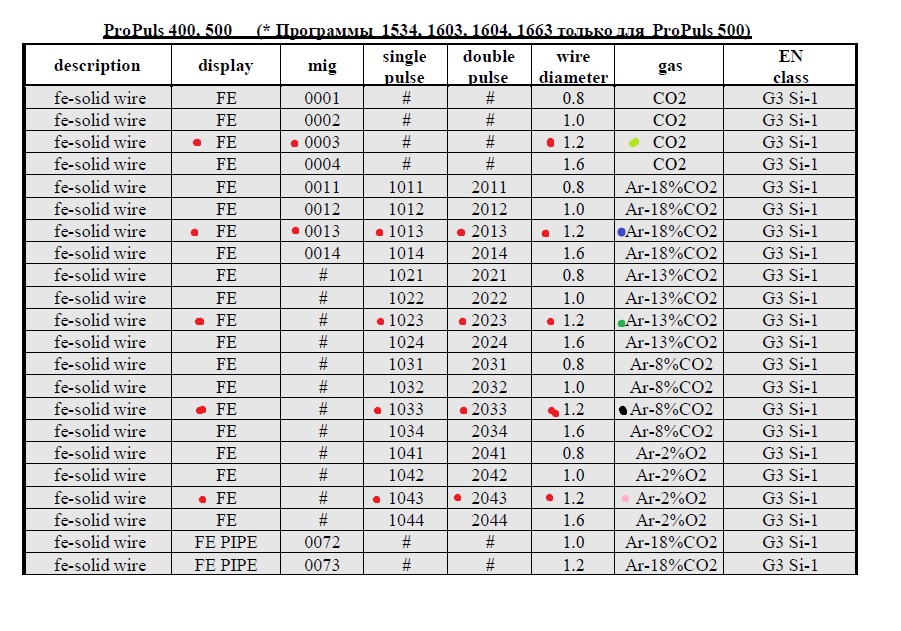
Для обработки тонких листов можно использовать один из следующих методов сварки:
- Заклепочный. Для него нужно проделать отверстия в одной из заготовок. Детали нужно складывать внахлест и проваривать металл через отверстия верхнего слоя.
- Обычный. Позволяет использовать любые типы соединений.
При работе с тонкими листами металла важно соблюдать такие рекомендации:
- Горелку надо вести плавно. Если ее задержать на одном месте, вы можете получить наплыв металла или же прожиг заготовки.
- При заклепочном методе начинать обработку материала надо от середины. Если нарушить это правило, можно залить металлом все отверстия. Это не позволит получить качественные швы.
- Силу тока и скорость подачи проволоки надо выставлять на минимальные позиции. В противном случае можно испортить заготовку.
Детали можно варить с небольшими промежутками в 1-5 см. Только в том случае, если вам нужен герметичный шов, следует проваривать материал по всей длине.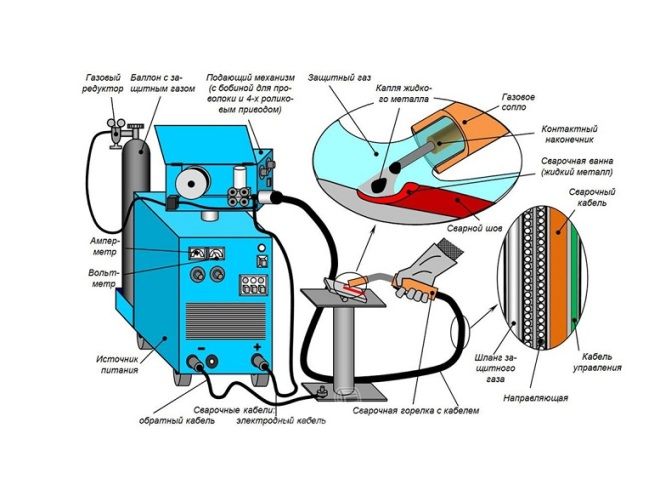
Провар образцов толщиной более 4 мм
Работа с заготовками толще 4 мм также имеет свои особенности. Для глубокого провара таких деталей с них снимаются фаски, а сама горелка ведется зигзагообразными или спиралевидными движениями. И это не все. Для получения высокого качества шва при работе с толстыми заготовками рекомендуется соблюдать такие правила:
- Заготовки следует располагать на расстоянии 2 мм друг от друга.
- Ширину шва нужно подбирать, исходя из толщины заготовок. Например, если она составляет 6 мм, то шов должен зайти на каждую заготовку как минимум на 3 мм.
Заготовки толщиной более 5 мм рекомендуется варить в несколько подходов. Сначала детали надо соединить по центру, а затем проварить заготовки сверху и снизу от первого шва.
Выводы
Как видим, работать со сварочным полуавтоматом совершенно не сложно. Достаточно изучить технологию сварки в среде защитного газа. Подобрать необходимые расходные материалы и хорошенько попрактиковаться. И тогда вы сможете освоить представленную технологию обработки металла всего за пару дней.
И тогда вы сможете освоить представленную технологию обработки металла всего за пару дней.
Как проводить правильную самостоятельную настройку сварочного полуавтомата
Корпус транспортного средства состоит из отдельных компонентов, соединенных между собой. При эксплуатации на швы, соединяющие конструкцию, оказывается нагрузка. По этой причине они постепенно утрачивают прочность. Целостность авто может быть нарушена также в результате аварии. Для восстановления работоспособности применяется сварка автомобиля.
Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.
Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.
Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает.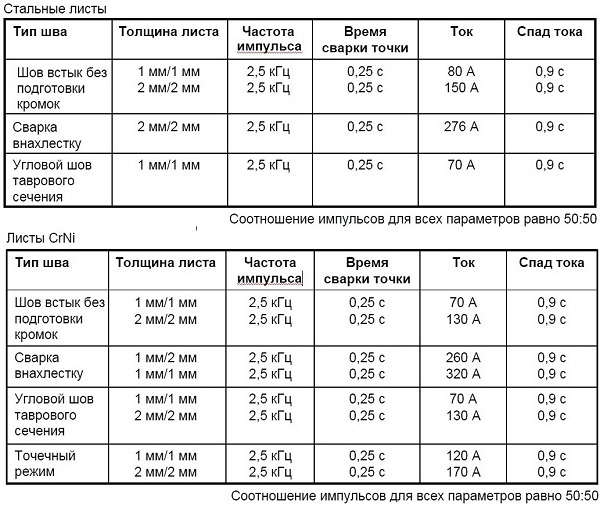 При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).
Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Сварочные работы инвертором должны осуществляться в очищенном помещении. Если в процессе сварки на шов попадет влага или пыль, показать его прочности уменьшится.
Подбор оптимальных настроек : 1 этап
В первую очередь рекомендуем отрегулировать напряжение дуги. Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Очень удобно, что в работе свободна одна рука, так как вы держите горелку одной рукой. Задействуйте вторую для подстройки. Так вы сможете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных настроек сварочного полуавтомата является чистый, равномерный звук и относительно постоянное горение дуги с минимальным разбрызгиванием.
Не следует озадачиваться глубиной проплава и формой валика, сейчас нужно определить при каких показателях можно добиться правильного горения дуги. При этом важно делать регулировку буквально на 1-2 значения, чтобы максимально точно подстроить аппарат.
Подготовка полуавтомата к работе
Прежде чем использовать полуавтоматический сварочный аппарат, выполняются подготовительные работы и настройка. Сварочные работы своими руками требуют тщательного подхода, поскольку можно нанести вред оборудованию.
Сварочные работы своими руками требуют тщательного подхода, поскольку можно нанести вред оборудованию.
Сварка кузова проводится в несколько этапов. На первом этапе осуществляется подготовка необходимых инструментов. Список состоит из:
- полуавтоматического сварного аппарата;
- специальной сварочной проволоки;
- наждачной бумаги крупного типа;
- редуктора, регулирующего давление;
- баллона с углекислым газом.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.

Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.
Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Выбирая проволоку, нужно убедиться, что ее диаметр подходит сварочному наконечнику.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Виды соединений сварных элементов
Прежде чем определиться, как правильно варить, следует узнать, какие швы существуют. Свариваемые соединения, благодаря которым обеспечивается сварка кузова авто, делятся на два вида: стыковые и угловые. Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
- выпуклыми;
- нормальными;
- вогнутыми.
Это метод точечной сварки, предполагающий проделывание в детали небольших отверстий на расстоянии 0,5-2 см друг от друга. Через них обеспечивается соединение элементов. Иногда метод может использоваться для соединения внахлест.
Угловые соединения в автомашине подразделяются на три подвида:
- внахлест – свариваемые детали расположены параллельно, и частично перекрывают друг друга;
- угловые – свариваемые детали размещены под углом по отношению друг к другу, и соединены в местах соприкосновения краев;
- тавровые – одна из деталей торцевой частью примыкает к боковой поверхности другой детали.

При наличии серьезных повреждений сварочные кузовные работы осуществляются с использованием различных способов соединения деталей.
Краткие сведения
Прежде чем начать рассчитывать оптимальный режим сварки, нужно принять во внимание следующие факты. Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Чтобы получить оптимальный результат, нужно просчитать тип, толщину металла, тип шва, пространственное положение при сварке. Опираясь на эти данные, подбирать необходимые настройки полуавтомата.
Для этого, однозначно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, применяемого к плавлению присадочной проволоки.
Логично, что количество тепла для металла разной толщины, потребуется разное. Игнорируя этот фактор, тонкий металл может быть прожжен, а толстый — непроварен.
Теперь перейдем к конкретике. Полуавтомат имеет две базовые установки: напряжение дуги и сила сварочного тока.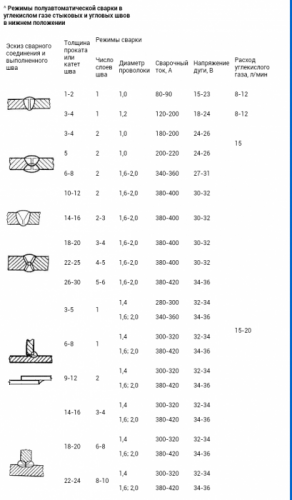 Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока увеличивается скорость подачи проволоки.
При самостоятельной настройке сварочного полуавтоматического аппарата стоит помнить о том, что значения напряжения дуги и силы тока — взаимосвязанные величины. Неприемлемо устанавливать регулировки наобум.
Наиболее подходящий режим сварки будет достигнут только при точных показателях, пропорциональных друг другу, силы тока и напряжения дуги. На иллюстрации показан принцип этой связи. Сила тока обозначается «скоростью подачи».
Сварной шов
При наличии большого количества повреждений сварка кузова обычно выполняется четырьмя способами:
- односторонним – применяется, когда деталь необходимо проплавить по всей длине;
- двухсторонним – продолжение предыдущего действия, предполагающее устранение корня шва, и сваривание с другой стороны;
- однослойным – применяется для соединения однопроходным способом небольших элементов;
- многослойным – используется, если соединяются детали, имеющие большую толщину.

Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.

Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.
Выполнение
После настройки сварочный аппарат подключается к сети, и подносится к зоне соединения деталей. Следует учесть расположение шва. Если шов имеет большую длину, необходимо первоначально закрепить его точечной сваркой в разных местах. Затем для соединения используется сплошной прирывистый метод сварки. Точечный — закрепляет основу, сплошной — обеспечивает полноценное соединение.
Следует проверить, возникают ли на сопле металлический брызги при сварке машины. В случае обнаружения, для устранения рекомендуется использовать наждачную бумагу. Если этого не сделать, возникает вероятность поломки сопла.
Прежде, чем соединять компоненты сплошной сваркой, нужно убедиться, что они ровно сидят. После завершения сварочных работ, шов нужно зачистить и обработать средствами против коррозии. В противном случае его эксплуатационный период уменьшится. Для выполнения этой задачи используется автомобильный шовный герметик. После нанесения требуется разравнивание и покраска. Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
После завершения сварочных работ, шов нужно зачистить и обработать средствами против коррозии. В противном случае его эксплуатационный период уменьшится. Для выполнения этой задачи используется автомобильный шовный герметик. После нанесения требуется разравнивание и покраска. Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Возможные проблемы
Кузовные сварочные работы не всегда осуществляются без сопутствующих проблем. Трудности могут возникать даже у опытных сервисных работников. В список самых распространенных проблем входят:
- Неправильный выбор величины тока. Возникает, если показатель подачи тока превышает норму. По этой причине появляются ожоги, восстановить которые может только переварка.
- Проблемы с подающим механизмом. Возникают, если проволока была зафиксирована неправильно. Сварка полуавтоматом в нормальном состоянии осуществляется с проскальзывающей проволокой. Если она ломается, была допущена ошибка.
- Недостаточный расход газа. Возникает, если подача газа была настроена с ошибкой. Проблема устраняется в редукторе автомобилей.
Чтобы минимизировать риск возникновения проблем, перед сваркой проверяется работоспособность оборудования.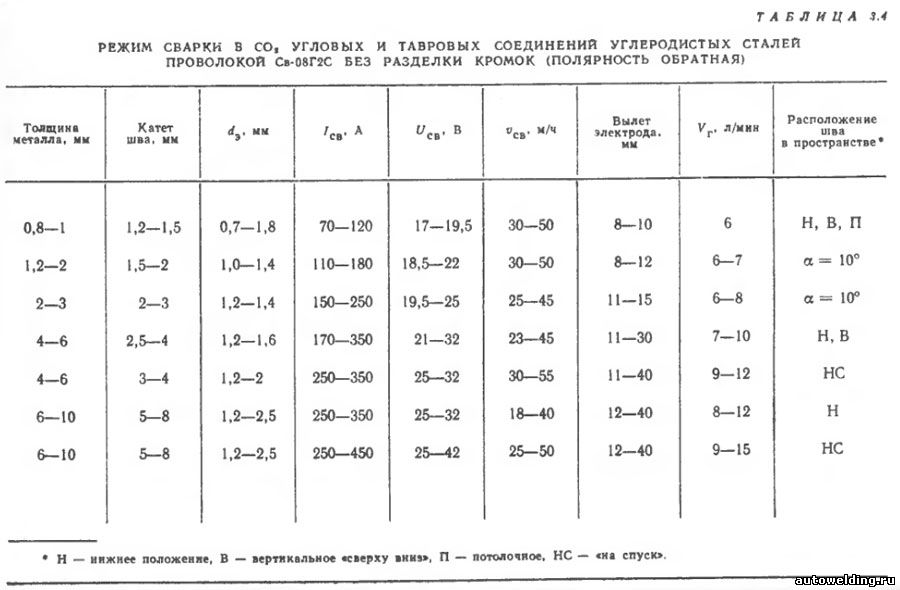
Наладка сварочного полуавтомата
Конкретизируем, какие именно самостоятельные настройки полуавтомата понадобятся для подбора подходящего режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки или регулировки подачи защитного газа.
С особенностями этих этапов рекомендуем ознакомиться заранее. Сейчас же сделаем упор именно на подбор силы тока и напряжения.
Именно эти две величины играют большую роль при регулировке для наиболее подходящего режима сварки, как показано на схеме выше.
Средства безопасности
Сварка кузова осуществляется в специальной негорючей одежде. Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Если процедура выполняется на металлическом полу, для повышения безопасности при работе рекомендуется подложить резиновый коврик или одеть галоши.
Прибор для сварки заземляется в обязательном порядке. Возможность работы допускается только с аппаратами с режимом автоматического выключения в случае непредвиденной ситуации.
В помещении должна работать качественная вентиляция. При выполнении сварочных работ выделяются газы, способные нанести вред здоровью человека. Можно воспользоваться помощью специальной вытяжной системы. Это условие позволит свести риск отравления к минимуму.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Важно отметить, что состав и диаметр сварочной проволоки завит от толщины и состава заготовок и подбирается индивидуально для каждого процесса.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.
Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.
Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок. Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0. 5 миллиметров.
- Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок. Максимально допустимый зазор составляет 1 миллиметр.
- Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
 5 миллиметров.
5 миллиметров.Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок. Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги.
- Прихватывание поверхностей. Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
7 советов по улучшению сварки MIG
Хотите улучшить сварку MIG? Следуя этим семи советам, вы сможете вывести свою сварку MIG на новый уровень и обеспечить безопасность, эффективность и профессионализм, как и в любом другом магазине.
1. Помните, что лучший оператор MIG-сварки — это надежный оператор.
Никогда не забывайте, что сварка MIG при неправильном выполнении может быть опасной. Поражение электрическим током, пары и газы, дуговые лучи, горячие детали, шум и множество других возможных опасностей приходят вместе с территорией.Ультрафиолетовые и инфракрасные лучи также могут обжечь вашу кожу — подобно солнечному ожогу, но без последующего загара — и ваши глаза. Вот почему лучший оператор MIG-сварки знает, как оставаться в безопасности.
Следуя нескольким простым советам, вы сможете вывести свою сварку MIG на новый уровень и обеспечить такую же безопасность, эффективность и профессионализм, как и в любом другом магазине. Сварочные шлемы, перчатки, обувь с закрытым носком и одежда, полностью закрывающая открытые участки кожи, необходимы. Убедитесь, что вы носите огнестойкие натуральные волокна, такие как джинсовая ткань и кожа, и избегайте синтетических материалов, которые расплавляются при попадании брызг и могут вызвать ожоги. Также избегайте ношения брюк с манжетами или рубашек с карманами, так как они могут воспламенить искры и привести к травмам.
Также избегайте ношения брюк с манжетами или рубашек с карманами, так как они могут воспламенить искры и привести к травмам.
Имейте в виду, что сварка MIG в тяжелых условиях часто приводит к образованию большого количества тепла, искр и брызг, а также требует меньшей сноровки, чем некоторые другие виды сварки. Поэтому разумно использовать толстые жесткие кожаные перчатки, обеспечивающие более высокий уровень защиты. Точно так же выбирайте кожаную обувь, которая покрывает всю стопу и оставляет как можно меньше места для брызг, которые могут попасть вдоль линии щиколотки.Кожаная обувь с высоким берцем и рабочая обувь часто обеспечивают лучшую защиту.
Наконец, всегда убедитесь, что у вас есть соответствующая вентиляция в соответствии с рекомендациями OSHA, и проверяйте паспорта безопасности материалов (MSDS) для каждого свариваемого металла и используемого присадочного металла. Используйте респиратор, когда это требуется MSDS.
2. Изучите, прежде чем настраивать оборудование.

Прежде чем приступить к сварке MIG, проведите онлайн-исследование, чтобы узнать, какие методы лучше всего подходят для конкретной проволоки, или обратитесь к надежному производителю присадочного металла, чтобы улучшить качество сварки.Это не только даст вам информацию о параметрах, рекомендованных производителем для проволоки вашего диаметра, но и о правильной скорости подачи проволоки, силе тока и напряжении, а также о наиболее совместимом защитном газе. Производитель даже скажет вам, какое удлинение электрода или расстояние между контактом и работой (CTWD) лучше всего подходят для конкретной проволоки.
Имейте в виду, что при слишком большом вылете сварной шов будет холодным, что снизит силу тока и, соответственно, провар в стыке.Как общее практическое правило, поскольку меньший вылет проволоки обычно приводит к более стабильной дуге и лучшему проникновению низкого напряжения, наилучшая длина вылета проволоки, как правило, является самой короткой из допустимых для применения.
3. Перед началом работы убедитесь, что все ваши соединения исправны.
Перед началом сварки убедитесь, что все соединения надежны — от передней части горелки MIG до штыря питания, соединяющего ее с источником питания.Перед началом сварки убедитесь, что все соединения надежны — от передней части горелки MIG до штыря питания, соединяющего ее с источником питания.Также убедитесь, что на сварочных расходных материалах нет брызг, и что у вас есть заземляющий кабель как можно ближе к рабочему месту.
По возможности закрепите заземляющий кабель на сварной конструкции. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе он к дуге, тем лучше. Если у вас сомнительное заземление, это может привести к перегреву пистолета, что повлияет на срок службы контактного наконечника и качество сварки.
Кроме того, регулярно очищайте чистым сжатым воздухом стружку от сварочной проволоки или мусор, скапливающийся на расходных деталях и в лайнере.
4. Выберите правильный приводной ролик и настройку натяжения для эффективной подачи проволоки.
Неправильный выбор приводного ролика и установка натяжения могут привести к плохой подаче проволоки. Определите размер и тип используемой проволоки и подберите ее к соответствующему ведущему ролику, чтобы улучшить характеристики сварки MIG.
Поскольку порошковая проволока более мягкая из-за наличия флюса внутри и трубчатой конструкции, для нее требуется приводной ролик с накаткой, имеющий зубцы, чтобы захватывать проволоку и проталкивать ее.Однако приводные ролики с накаткой не следует использовать для сплошной проволоки, потому что зубцы будут вызывать отрыв стружки от проволоки, что приводит к засорению гильзы, что создает сопротивление при подаче проволоки. В этом случае используйте вместо этого приводные ролики с V-образной или U-образной канавкой.
Установите правильное натяжение приводных роликов, отпустив ведущие ролики. Затем увеличивайте натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота.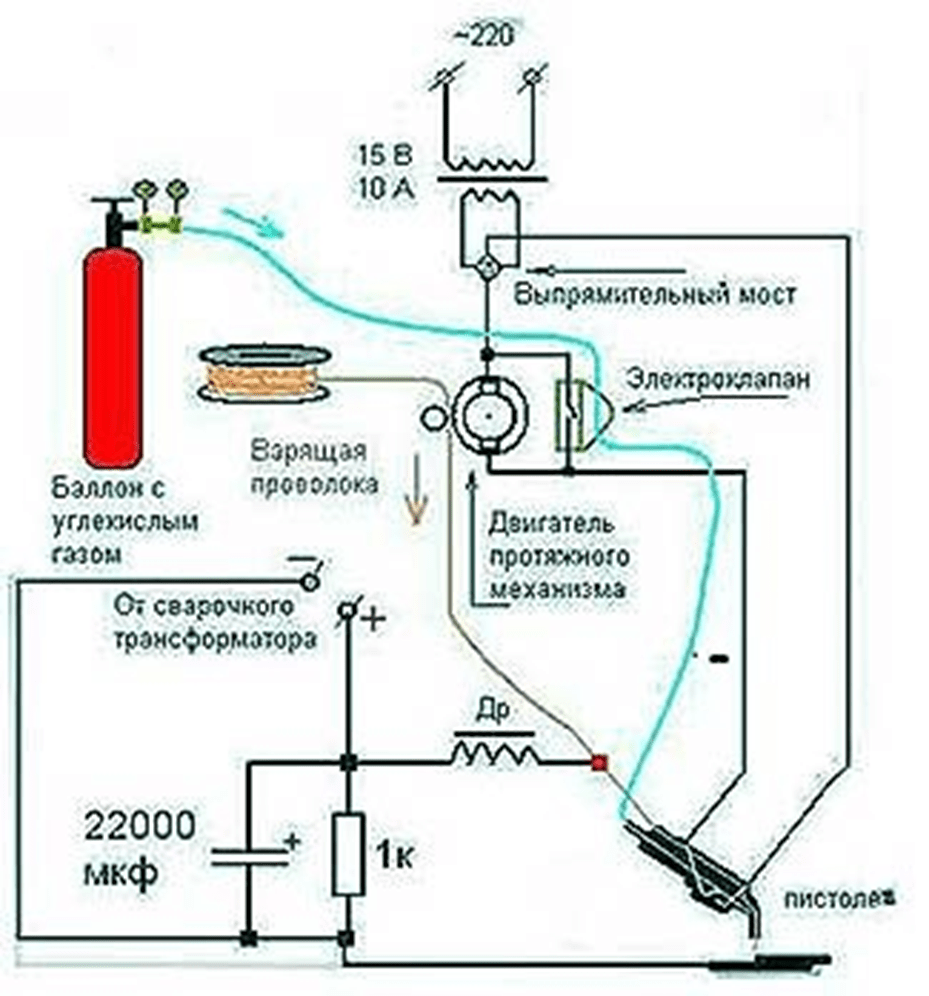
Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Контактные наконечники могут существенно повлиять на улучшение характеристик сварки MIG, поскольку этот расходный материал отвечает за передачу сварочного тока на проволоку, когда она проходит через отверстие, создавая дугу.
Не менее важно положение контактного наконечника в сопле, называемое выемкой для контактного наконечника. Правильное положение контактной выемки может уменьшить чрезмерное разбрызгивание, пористость, недостаточное проникновение, а также прожог или коробление более тонких материалов.
Хотя идеальное положение выемки контактного наконечника зависит от области применения, общее практическое правило состоит в том, что по мере увеличения тока выемка также должна увеличиваться. См. Рисунок 1.
Рис. 1. Хотя идеальное положение выемки контактного наконечника зависит от области применения, общее практическое правило состоит в том, что по мере увеличения тока выемка также должна увеличиваться.
6. Используйте защитный газ, который лучше всего подходит для вашего провода.
Всегда знайте, какой газ требуется для вашей проволоки — 100-процентный CO2 или аргон, или их смесь.Хотя CO2 значительно дешевле, чем аргон, и хорош для проплавления сварных швов на стали, он также имеет тенденцию охлаждаться, что делает его пригодным для использования для более тонких материалов. Используйте смесь газов 75% аргона и 25% CO2 для еще большего проплавления и более чистого шва, поскольку при этом образуется меньше брызг, чем при прямом CO2.
Вот несколько предложений по использованию защитных газов для обычных типов проводов:
Твердотельная проволока из углеродистой стали: Твердую проволоку из углеродистой стали следует использовать с защитным газом CO2 или смесью 75% CO2 / 25% аргона, которую лучше всего использовать в закрытых помещениях без ветра для кузовов автомобилей, производства и изготовления.
Алюминиевая проволока: Защитный газ аргон должен использоваться с алюминиевой проволокой, которая идеально подходит для более прочных сварных швов и более легкой подачи.
Проволока из нержавеющей стали: Проволока из нержавеющей стали хорошо работает с тройной смесью гелия, аргона и CO2.
7. Держите проволоку направленной к передней кромке сварочной ванны.
Для наилучшего контроля сварного шва держите проволоку направленной к передней кромке сварочной ванны. При сварке в нестандартном положении (вертикальная, горизонтальная или потолочная сварка) держите сварочную ванну небольшого размера для лучшего контроля сварных швов и используйте проволоку наименьшего диаметра.
Слишком высокий и тонкий валик указывает на недостаток тепла в сварном шве или слишком высокую скорость перемещения. И наоборот, если валик плоский и широкий, параметры сварки слишком горячие или сварка выполняется слишком медленно. В идеале сварной шов должен иметь небольшую вершину, которая едва касается металла вокруг него.
Имейте в виду, что метод выталкивания предварительно нагревает металл, а это значит, что его лучше всего использовать с более тонкими металлами, такими как алюминий. С другой стороны, если потянуть за сплошную проволоку, сварной шов расплющится, а металл нагреется.
С другой стороны, если потянуть за сплошную проволоку, сварной шов расплющится, а металл нагреется.
Наконец, всегда храните присадочный металл и обращайтесь с ним должным образом. Храните изделие в сухом чистом месте — влага может повредить проволоку и привести к дорогостоящим дефектам сварки, например к растрескиванию под действием водорода. Кроме того, всегда используйте перчатки при работе с проводами, чтобы не допустить попадания влаги или грязи на поверхность. Когда они не используются, защитите катушки с проволокой, накрыв их на механизме подачи проволоки, или, что еще лучше, снимите катушку и поместите ее в чистый пластиковый пакет, надежно закрыв его.
Как и в любом сварочном процессе, для достижения наилучших характеристик при сварке MIG требуется время и практика.Выполнение некоторых из этих простых шагов может помочь в этом.
10 советов по полуавтоматической экономии средств MIG
Также доступны джамперы. Они заменяют только наиболее часто изнашиваемую и забитую область гильзы — от шейки до контактного наконечника — чтобы сократить время простоя пистолета в автономном режиме и минимизировать запасы гильз полной длины. Эти перемычки обеспечивают быструю и легкую замену шейки, поэтому пистолет MIG можно легко адаптировать для различных применений.
Эти перемычки обеспечивают быструю и легкую замену шейки, поэтому пистолет MIG можно легко адаптировать для различных применений.
6.Lighten Up — При необходимости переход с контактных наконечников для тяжелых условий эксплуатации на стандартные может помочь снизить общие затраты на расходные материалы, но при этом обеспечить надежную сварку. Если у вас меньше нагрева, короткое время зажигания дуги для коротких сварных швов или прихваток, или если вы используете смешанные защитные газы и проволоку небольшого диаметра, стандартные контактные наконечники могут быть лучшим вариантом, и они стоят меньше. Вы также можете использовать эти типы контактных наконечников, если у вас есть приложения с ограниченным доступом, поскольку меньший внешний диаметр может помочь увеличить газовый охват и уменьшить размер отверстия сопла, облегчая доступ к прочным соединениям.
7. Оставайтесь на связи — Ищите контактные наконечники без резьбы, которые надежно соединяются с газовым диффузором или плотно прилегают к нему. Такой тип конструкции обеспечивает постоянную электрическую проводимость и помогает легче рассеивать тепло. Это важно, поскольку расходные детали, работающие при более низкой температуре, служат дольше и обеспечивают более стабильную работу.
Такой тип конструкции обеспечивает постоянную электрическую проводимость и помогает легче рассеивать тепло. Это важно, поскольку расходные детали, работающие при более низкой температуре, служат дольше и обеспечивают более стабильную работу.
Сопло с резьбовой конструкцией помогает удерживать контактный наконечник по центру для лучшего расположения сварного шва и может минимизировать возможность разбрызгивания.Этот тип конструкции также может противостоять требовательному использованию на строительной площадке и неправильному обращению.
8. Сохраняйте гладкость и чистоту — В качестве дополнительной защиты от скопления брызг приобретайте сопла с гладкой, непористой поверхностью. Убедитесь, что на соплах нет острых краев или плоских пятен, которые могут способствовать прилипанию брызг. Как и при работе с лайнером, убедитесь, что у вас есть чистые руки или перчатки, когда вы берете или устанавливаете сопло. Грязь, масло, жир или другой мусор могут легко приставать к соплам и позже попадать в сварочную ванну, вызывая дефекты сварного шва. Эти загрязнения также могут вызвать преждевременный выход из строя компонента.
Эти загрязнения также могут вызвать преждевременный выход из строя компонента.
9. Правильный размер — Используйте кабель горелки MIG самой короткой длины, какой только возможен для вашего сварочного применения, поскольку это помогает предотвратить перекручивание и преждевременный износ как кабеля, так и футеровки горелки MIG. Это также помогает предотвратить проблемы с подачей проволоки, которые могут привести к неустойчивой дуге, низкому качеству сварки и ненужным простоям при доработке или замене расходных материалов. Стальные тросы с монолитным покрытием также являются отличным средством предотвращения перекручивания.
Также не забудьте выбрать гильзу и контактный наконечник правильного диаметра для сварочной проволоки, поскольку это предотвращает аналогичные проблемы и помогает продлить срок службы этих расходных материалов.
10. Думайте надолго — По возможности приобретайте пистолеты MIG и расходные материалы, на которые распространяется гарантия надежного производителя, и используйте все пистолеты и расходные материалы по назначению, чтобы не аннулировать условия.
Кроме того, учитывайте первоначальные затраты по сравнению с долгосрочной экономией на приобретении более прочных и дорогих расходных материалов.Скорее всего, они прослужат дольше, что сократит время простоя, связанное с переналадкой, и стоимость самих расходных материалов.
Помните об этих советах, и вы сможете быстрее вернуться к сварке… и при этом экономить свои ресурсы.
Энди Монк (Andy Monk) является менеджером по продукции в компании Bernard, которая специализируется на разработке и поставке полуавтоматических горелок для сварки GMAW (MIG) и FCAW (порошковая сварка), расходных материалов, принадлежностей и изделий для ручной дуговой сварки . Для получения дополнительной информации посетите www.bernardwelds.com
*******************************************
Было ли это полезно? У вас есть дополнительные вопросы?
Свяжитесь с местным отделением ILMO, заполните форму или позвоните нам по телефону 1-888-243-WELD и попросите поговорить с нашим специалистом по применению и сертифицированным инспектором по сварке Джеффом Эллиоттом.
Что такое сварщик проволоки?
Сварщик проволокой, также известный как сварщик MIG или сварочный аппарат с флюсовым сердечником, представляет собой полуавтоматический процесс сварки.
Фактически, простой процесс сварки, который обеспечивает сварщик проволокой, делает его идеальным сварщиком для начинающих.
У сварочного аппарата есть несколько компонентов, о которых вам нужно знать, прежде чем выполнять первую сварку.
В отличие от аппарата для ручной сварки, в котором используется длинный стержневой электрод, в сварочном аппарате используется либо сварочная проволока MIG, либо проволока с флюсовым сердечником.
Итак, аппарат для сварки проволокой немного сложнее настроить и правильно запустить, чем аппарат для дуговой сварки, но как только вы его настроите, процесс сварки с помощью аппарата для сварки проволокой становится довольно простым.
 youtube.com/embed/W2w0C-LNj_g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/W2w0C-LNj_g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Использование сварочного аппарата в качестве установки для сварки MIG
При покупке сварочного аппарата у вас будет возможность купить аппарат, к которому можно подключить бензобак, или вы можете купить сварочный аппарат, в котором используется только проволока с флюсовым сердечником (без газа).
Небольшой совет, если вы полный новичок в сварке и хотите научиться выполнять сварку MIG…
Выберите аппарат для сварки проволокой, который может подсоединять газовый баллон, потому что вы можете использовать его как установку MIG (металлический инертный газ) или как сварочный аппарат для сердечника флюса.
Если вы решите использовать его в качестве сварочного аппарата MIG, вам понадобится баллон с 75/25 (аргон / CO2) или прямым CO2, чтобы у вас был защитный газ в сварочной ванне.
Если вам интересно, что такое защитный газ при использовании аппарата для сварки проволокой, он используется для защиты расплавленной сварочной ванны от атмосферных газов, которые ослабят сварной шов, если сварочная ванна будет открыта.
Преимущество использования вашего аппарата для сварки проволокой в качестве установки MIG заключается в том, что получаемые сварные швы намного лучше, чем при использовании проволоки с флюсовым сердечником. Сварной шов с помощью сварочного аппарата MIG получается гладким и очень красивым, если все сделано правильно, и нет шлака, который можно было бы сколоть.
В целом, начало работы со сварщиком проволоки с использованием установки MIG — лучший способ для новичков, потому что вы можете легко увидеть сварочную ванну, в отличие от процесса сердечника из флюса.
Использование сварочного аппарата в качестве установки флюсового сердечника
Вы также можете отказаться от использования газового баллона со своим сварочным аппаратом, и если у вас нет возможности подключить газ к сварочному аппарату, у вас не будет другого выбора, кроме как использовать сварочный аппарат с флюсовой проволокой.
Проволока с сердечником из флюса — это полая проволока, заполненная флюсом. Когда возникает дуга, флюс плавится и действует как защита от атмосферных газов, которые загрязняют ваши сварные швы и вызывают пористость.
Таким образом, нет необходимости использовать защитный газ с сердечником из флюса, как вы использовали бы с MIG. Важно отметить, что при сварке с использованием установки MIG ваш сварочный аппарат использует сплошную проволоку, поскольку газ защищает сварочную ванну.
Сердечник из флюса— это самый простой способ начать пользоваться аппаратом для сварки проволокой, поскольку для его настройки не требуется газовый баллон.Вы можете сваривать прямо из коробки!
Как работает сварщик проволоки?
Сварщик проволоки сначала вставляет катушку проволоки в машину, а когда вы нажимаете на курок горелки MIG, происходит несколько вещей.
Проволока начинает подавать, газ течет и зажигается дуга.
Важно, чтобы вы правильно поняли несколько вещей, прежде чем приступить к использованию сварочного аппарата. Первое, что вам следует сделать перед установкой проволоки, — это посмотреть на приводные ролики внутри машины.
Первое, что вам следует сделать перед установкой проволоки, — это посмотреть на приводные ролики внутри машины.
Приводные ролики похожи на 2 куска хлеба, а проволока — на индейку. Они оказывают давление на проволоку, поэтому, когда вы нажимаете на спусковой крючок MIG, проволока попадает в пистолет.
Поскольку при использовании аппарата для сварки проволокой используются проволоки разного размера, необходимо убедиться, что приводные ролики установлены правильно. На каждом ведущем ролике есть небольшие дорожки, в которые подает проволока.
Если вы используете небольшую проволоку, и у вас установлены ведущие ролики на слишком большие гусеницы, ведущие ролики не будут иметь тяги, и сварочный аппарат будет подавать неравномерно.Таким образом, вы можете начать пытаться наложить сварной шов, а ваш аппарат не подает проволоку в сварочную ванну постоянно.
После того, как вы правильно установили проволоку и она проходит через приводной ролик подходящего размера, вам необходимо настроить напряжение и скорость подачи проволоки.
Опять же, если вы установите неправильную скорость подачи проволоки или отключите напряжение, ваша проволока будет подавать неравномерно. Внутри большинства аппаратов для сварки проволокой есть диаграммы, которые подскажут, где должны быть настройки в зависимости от толщины свариваемого металла.
MIG Welding — Как выполнять сварку MIG, обзор процесса и настройка машины
Что такое сварка MIG?
Сварка MIG — это аббревиатура от Metal Inert Gas Welding. Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что сварщику по-прежнему требуются навыки, но сварочный аппарат MIG будет непрерывно заполнять свариваемый шов, и нет необходимости менять электроды между сварками. Сварка
MIG Сварка MIG состоит из четырех основных частей, необходимых для сварки.Во-первых, это источник питания для сварки MIG, который вырабатывает электричество для производства тепла. Во-вторых, это система подачи проволоки, которая подает проволоку от катушки к сварному шву. Третий — ручка с курком, который управляет механизмом подачи проволоки, который подает проволоку от катушки к сварному соединению. Он очень похож на бесконечный велосипедный тормозной трос. Четвертый — это защитный газ для защиты сварного шва от воздуха.
Третий — ручка с курком, который управляет механизмом подачи проволоки, который подает проволоку от катушки к сварному соединению. Он очень похож на бесконечный велосипедный тормозной трос. Четвертый — это защитный газ для защиты сварного шва от воздуха.
Для чего используется сварка MIG?
Сварка МИГ чаще всего используется в производственных цехах, где производительность высока, и вероятность того, что ветер сдует вашу газовую защиту, маловероятна.Основное назначение — производство и обработка листового металла.
MIG Welding Names
Тем, кто ищет работу сварщика, рекомендуется знать все имена, под которыми известен этот процесс. Работодатели могут использовать другие имена в объявлениях или на письменном тесте.
Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc. Он также известен как; GMAW или газовая дуговая сварка металла. Технически различия в названиях заключаются в типе используемого газа: инертный газ по сравнению с неинертным газом.GMAW или
Он также известен как; GMAW или газовая дуговая сварка металла. Технически различия в названиях заключаются в типе используемого газа: инертный газ по сравнению с неинертным газом.GMAW или
Gas Metal Arc Welding — официальное название, используемое в сертификатах сварки и инженерами.
Как работает сварка MIG?
Сварка MIG требует трех вещей: электричества для выработки тепла, электрода для заполнения стыка и защитного газа для защиты сварного шва от воздуха. Сварка MIG выполняется с использованием очень маленького электрода, который подается непрерывно, в то время как оператор контролирует объем выполняемого шва. В некоторых случаях, когда этот процесс берет на себя робот, он превращается в автоматическую сварку.
Все это работает так: сварщик нажимает на спусковой крючок горелки MIG, затем электричество заряжает электрод, в то время как подача начинает подавать проволоку, и, наконец, защитный газ подается через сопло горелки MIG. Что происходит, когда электрод соприкасается с металлом, на котором происходит дуга, и начинает одновременно плавить сварной шов и присадочный металл, будучи защищенным от воздуха защитным газом.
Легко ли освоить сварку MIG?
MIG намного проще по сравнению со сваркой Stick и TIG.Тут есть загвоздка. Сварка MIG проста, но знание того, как настроить оборудование, может быть затруднено в зависимости от типа используемого оборудования. Я работал в цехах, где сварщики знали, как сваривать, но не могли настроить свои станки, что делало их бесполезными.
В наши дни новые сварочные аппараты MIG не требуют особых знаний, и каждый может с ними сваривать. На картинке ниже представлен MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат в соответствии с толщиной металла и нажать на спусковой крючок.
MillerMatic 211 Сварочный аппарат MIG для начинающихТип напряжения MIG и полярность сварки
Сварка MIG, в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Используемое напряжение — это постоянный ток постоянного тока, очень похожий на ток в автомобильном аккумуляторе.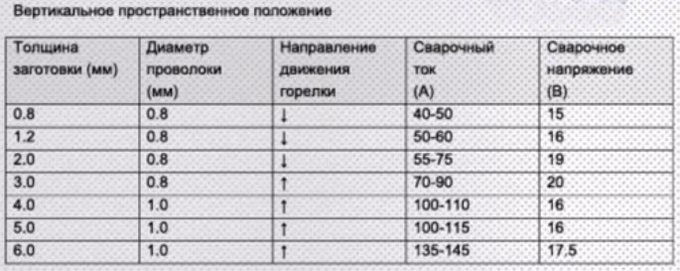 Постоянный ток течет в одном направлении, от отрицательного (-) к положительному (+).
Постоянный ток течет в одном направлении, от отрицательного (-) к положительному (+).
Используемая полярность также стандартная, т.е. положительный (+) электрод постоянного тока. Это означает, что ручка является положительной стороной цепи, или, можно сказать, электричество течет от металла к сварочной ручке.
Источник питания, используемый для сварки MIG, называется «источником постоянного напряжения». При сварке MIG контролируется и регулируется напряжение. При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Сварочные аппараты TIG и дуговой сварки используют силу тока для настройки аппарата или «источника постоянного тока».
Более подробная информация о:
Как выбрать электроды для сварки MIG?
При выборе подходящей проволоки или электрода для сварки MIG необходимо, чтобы тип проволоки соответствовал типу свариваемого металла.Некоторые другие соображения — это тип переноса, положение для сварки и устойчивость к истиранию.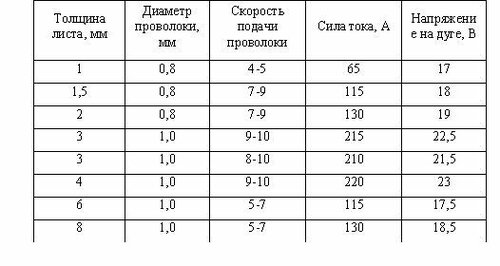 В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это спросить в магазине сварочных материалов, и они вам помогут. Другой вариант — у некоторых сварщиков MIG есть таблица выбора электродов на внутренней крышке, как показано на рисунке ниже.
В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это спросить в магазине сварочных материалов, и они вам помогут. Другой вариант — у некоторых сварщиков MIG есть таблица выбора электродов на внутренней крышке, как показано на рисунке ниже.
Проволока для сварки MIG, наиболее часто используемая для сварки
Для сварки углеродистой стали чаще всего используется проволока ER 70S-6.В некоторых случаях можно сварить два разных металла вместе. Примером этого является сварка нержавеющей стали 304 с углеродистой сталью A36 с использованием электрода из нержавеющей стали 309 «ER 309L».
Наиболее распространенные размеры проволоки для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры:
Наиболее распространенные размеры:
Сварочная проволока MIG Обозначение и значение
Производители этих электродов используют стандартный код для определения типа электрода.Например, код на этикетке ER 70S-6 представляет следующее:
- ER — Электрод или присадочный стержень, который используется либо при сварке с подачей проволоки, либо при сварке TIG.
- 70 — Минимальная прочность на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 — Количество раскислителя и очищающего средства на электроде.
Типы, настройки и использование сварочного газа MIG
Для сварки MIG необходимо использовать защитный газ.Как указано в названии «Сварка металлов в инертном газе», на электроде или присадочной проволоке нет защиты. Сварка MIG была бы невозможна без защитного газа. Принцип действия защитного газа заключается в том, что он подается через сварочную горелку MIG, и он буквально задыхает зону сварки от любого воздуха. Это обеспечивает зону, свободную от воздуха, где сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Сварка MIG была бы невозможна без защитного газа. Принцип действия защитного газа заключается в том, что он подается через сварочную горелку MIG, и он буквально задыхает зону сварки от любого воздуха. Это обеспечивает зону, свободную от воздуха, где сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Сварка MIG обычно использует три типа защитного газа:
- Аргон
- Углекислый газ
- Гелий
Эти три газа обычно используются в виде смеси в зависимости от металлов, которые используются. сварной.Защитный газ необходимо согласовать с электродом и основным металлом. Если они несовместимы, сварные швы либо не будут прочными, либо они просто не свариваются должным образом.
Тип используемого газа также определяет:
- Насколько глубоко сварной шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.

При выборе типа используемого газа лучше всего получить информацию в магазине сварочных материалов.Магазин порекомендует газ, соответствующий используемой сварочной проволоке. Если у вас есть сварочный аппарат MIG с таблицей внутри, подобной приведенной ниже, вы можете следовать этим рекомендациям.
Настройки таблицы сварочного газа MIGБолее подробная информация о сварочных очках MIG приведена ниже:
Выбор и настройки сварочного газа MIG для стали, нержавеющей стали и алюминия
Типы переноса сварочного шва MIG
При сварке MIG есть четыре способа передачи проволоки сустав.
- Короткое замыкание
- Globular
- Распыление
- Импульсное распыление
Типы переноса, используемые для сварки MIG, зависят от типа металла, используемого защитного газа и настроек аппарата.Типы переноса для сварки MIG — это скорее вопрос настройки машины, чем вопрос сварки.
Для получения более подробной информации о типах переноса щелкните ссылку ниже:
Сварка MIG Типы переноса, газы и настройки
Какие металлы можно сваривать MIG?
Сварка МИГ — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Возможно, это не всегда лучший выбор для обеспечения качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных и производственных нужд! Не все строят космическую станцию.Три наиболее распространенных металла, свариваемых сварочным аппаратом MIG:
Возможно, это не всегда лучший выбор для обеспечения качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных и производственных нужд! Не все строят космическую станцию.Три наиболее распространенных металла, свариваемых сварочным аппаратом MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальным устройством подачи, потому что алюминиевая проволока очень мягкая.
Самый простой металл для сварки MIG — углеродистая сталь
Сварные швы из углеродистой стали почти безупречно выполняются с помощью сварочного аппарата MIG. Существует очень мало проблем, кроме недостатков конструкции сварочного аппарата MIG. Жесткость проволоки достаточна для того, чтобы проходить через гильзу из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без наматывания.В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварка может быть установлена на один из трех типов переноса: короткое замыкание, шаровидный или распыленный.
Для получения более подробной информации о сварке этих металлов щелкните ссылки ниже:
Как выполнить сварку стали методом MIG — настройки, газы и выбор проволоки
Как выполнить сварку нержавеющей стали методом MIG — настройки, газы и выбор проволоки
Как выполнить MIG Aluminium — настройки, газы, выбор проволоки и оборудование
Плюсы и минусы сварки MIG
Сварка MIG имеет множество преимуществ и некоторые недостатки, и все зависит от того, где и что вы свариваете.Вот плюсы и минусы:
Сварка MIG Плюсы
СваркаMIG имеет несколько очень хороших преимуществ!
- Сварные швы чистые, с очень небольшим количеством дыма.
- Производство дешево и быстро.
- Длинные сварные швы с меньшим количеством перезапусков.
- Уровень квалификации, необходимый по сравнению с другими сварочными процессами, упрощает работу,
- Сварочная проволока работает непрерывно с меньшим временем простоя для замены электродов.
- Отлично подходит для точечной и прихваточной сварки.
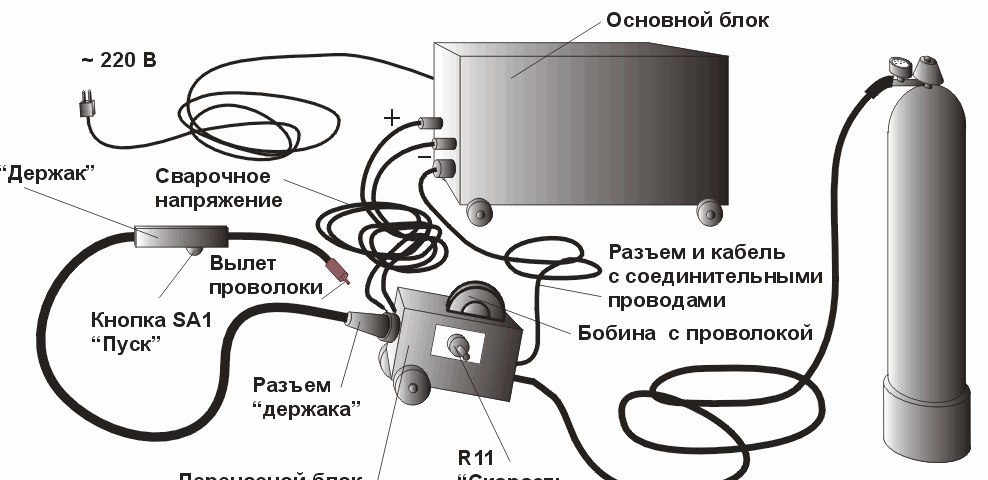
Минусы сварки MIG
Сварка MIG имеет несколько проблем!
- Сварщик не может отходить слишком далеко от аппарата MIG.
- Ветер — главный фактор на улице.
- Всегда нужен баллон с газом.
- Трос, по которому катушка с проволокой проходит через него, нуждается в хорошем уходе.
- Контактные наконечники брызгают на них, а затем заедают.
- Требуется чистый стык.
- Наконец, у сварочного аппарата MIG есть много частей, которые должны работать должным образом, и иногда попытки выяснить, что не так, могут очень утомлять.
Установка и подготовка стыков
При сварке MIG очень важно, чтобы зона сварки была чистой.Сварка MIG не будет успешной, если соединение загрязнено. В отличие от некоторых стержней для электродной сварки / SMAW, которые могут прожечь ржавчину, сварка MIG сопряжена с большими трудностями при сварке более грязных металлов. В нем также нет шлака для защиты сварного шва, когда нет газа. При сварке MIG убедитесь, что у вас чистый стык, удалив все посторонние предметы. При сварке MIG небольшое количество грязи или ржавчины — это нормально, но все остальное требует проблем. Сварка MIG окрашенных или покрытых металлов не дает никаких результатов.
В нем также нет шлака для защиты сварного шва, когда нет газа. При сварке MIG убедитесь, что у вас чистый стык, удалив все посторонние предметы. При сварке MIG небольшое количество грязи или ржавчины — это нормально, но все остальное требует проблем. Сварка MIG окрашенных или покрытых металлов не дает никаких результатов.
Как выполнять сварку MIG
На этой странице представлен общий обзор сварки MIG, но если вы ищете дополнительную информацию о том, как настроить сварочный аппарат MIG и методы сварки, щелкните по ссылкам ниже.У них есть более подробная информация, которая может здесь поместиться.
Безопасность при сварке MIG
Как настроить сварочный аппарат MIG?
Что такое методы сварки MIG?
Поиск и устранение неисправностей сварочного оборудования MIG и дефектов сварки
Правильная установка футеровки имеет жизненно важное значение для производительности пистолета MIG
Выбор подходящих расходных материалов пистолета MIG — а также их правильное использование и техническое обслуживание — могут иметь большое значение в работе пистолета и качестве сварки. Гильза особенно важна для хорошей работы пистолета, и правильная установка гильзы имеет решающее значение. Ничего другого не получится, если лайнер неправильно направляет проволоку через сварочный кабель к контактному наконечнику.
Гильза особенно важна для хорошей работы пистолета, и правильная установка гильзы имеет решающее значение. Ничего другого не получится, если лайнер неправильно направляет проволоку через сварочный кабель к контактному наконечнику.
Неправильная установка лайнера звучит как случайная проблема, но может создать настоящий беспорядок, который стоит времени и денег. Даже слишком короткая обрезка лайнера или слишком длинный лайнер может привести к многочисленным проблемам, таким как проблемы с гнездованием птиц и подачей проволоки. Эти проблемы могут привести к дорогостоящим переделкам и простоям оператора для обслуживания и ремонта.А потраченная впустую проволока из-за гнездования птиц может увеличить расходы.
Различные типы футеровок
Доступны многочисленные типы футеровок, которые можно использовать как для полуавтоматических, так и для роботизированных приложений. Выбор одного из них часто зависит от предпочтений сварщика или обслуживающего персонала. К трем основным категориям относятся обычные вкладыши, вкладыши с фронтальной загрузкой и вкладыши с фронтальной загрузкой с подпружиненным модулем, который обеспечивает до 1 дюйма прощения для неправильно обрезанных вкладышей.
К трем основным категориям относятся обычные вкладыши, вкладыши с фронтальной загрузкой и вкладыши с фронтальной загрузкой с подпружиненным модулем, который обеспечивает до 1 дюйма прощения для неправильно обрезанных вкладышей.
Обычные вкладыши:
• Устанавливаются через заднюю часть пистолета
• Часто используются в промышленности, поэтому многие сварщики знакомы и комфортно устанавливают этот тип вкладыша
• Часто требуется длительный процесс замены, поскольку вкладыш Замена может потребовать от сварщика перелезть через роботизированные инструменты или системы передачи, чтобы снять пистолет с питателя, или подняться на несколько футов в воздух, чтобы сменить футеровки на питателе, установленном на стреле. кабель растягивается и сжимается при скручивании
Вкладыши с фронтальной загрузкой:
• Устанавливаются с передней части пистолета
• Может сократить время простоя и сэкономить время, поскольку для замены не требуется оставлять переднюю часть пистолета
• Не могут расти или сжиматься при скручивании и перемещении кабеля.
Вкладыши с фронтальной загрузкой с подпружиненным модулем, вставленным в контакт питания:
• Разрешить для перемещения до 1 дюйма при скручивании кабеля
• Обычно более снисходительны, если лайнер обрезан неправильно
Пошаговая установка
Процесс установки для всех трех типов лайнеров с некоторыми вариациями в чем-то похож .Вот несколько общих шагов, которые необходимо предпринять при установке нового вкладыша пистолета MIG. Эти шаги одинаковы как для полуавтоматических, так и для роботизированных пистолетов MIG:
1. Перед снятием расходных материалов убедитесь, что пистолет стоит прямо, а кабель сплющен. Обрежьте проволоку в передней части горелки, чтобы удалить валик расплавленной проволоки, который часто образуется после сварки.
2. Снимите все передние расходные детали.
3. Для обычной установки лайнера извлеките силовой штифт из механизма подачи в задней части пистолета и обрежьте проволоку. Это позволяет удалить проволоку и обычный лайнер с задней части пистолета.
Это позволяет удалить проволоку и обычный лайнер с задней части пистолета.
4. При использовании обычного вкладыша пропустите вкладыш через заднюю часть пистолета, ввинчивая его в приводной штифт. Снова вставьте штифт питания в устройство подачи и пропустите несколько дюймов проволоки через заднюю часть штифта питания. (См. Ниже варианты вкладышей с фронтальной загрузкой и вкладышами с передней загрузкой с подпружиненными модулями)
5. Поскольку вкладыш длиннее, чем узел пистолета, из передней части пистолета будет выступать вкладыш на фут или около того. пистолет, поэтому необходимо обрезать лайнер.Вкладыши часто поставляются с пластиковым калибром вкладыша с вылетом 3/4 дюйма, который можно подавать поверх вкладыша и прижимать заподлицо к горлышку, так что вкладыш можно точно обрезать.
6. Нажмите на спусковой крючок, чтобы подтянуть провод вверх, и одновременно продуйте пистолет защитным газом.
Установка может отличаться в зависимости от типа футеровки.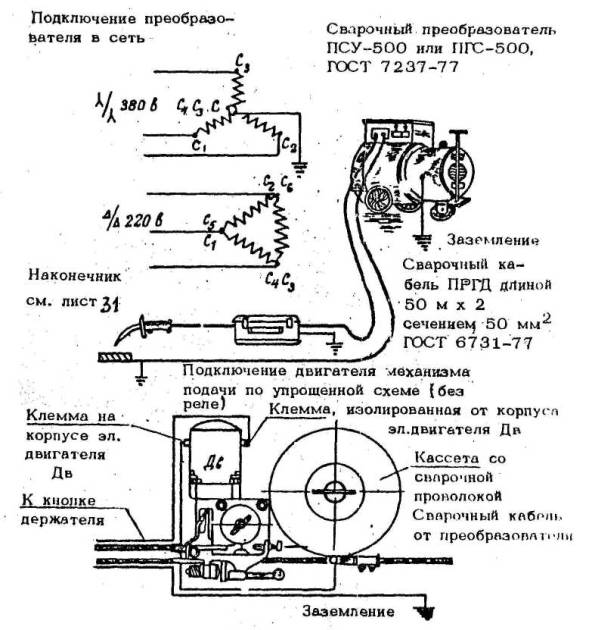 Обратите внимание на некоторые отличия:
Обратите внимание на некоторые отличия:
• При установке лайнера с фронтальной загрузкой распустите лайнер и проденьте латунный конец через проволоку и через шейку.Пропустите гильзу через переднюю часть пистолета короткими движениями, чтобы избежать перегиба. Лайнер защелкнется или встанет на место после того, как он ударит приемник в штырь питания. После этого поместите калибр лайнера на лайнер и выполните стандартные шаги по установке.
• При установке вкладыша с фронтальной загрузкой с подпружиненным модулем единственное отличие состоит в том, что приемник встроен в штырь модуля, а не в заднюю часть штыря питания. При подаче вкладыша короткими движениями вкладыш входит в контакт с приемником внутри силового штифта модуля.Сварщик чувствует, как пружина гильзы возвращается к передней части пистолета, что означает, что гильза вставлена правильно.
Поместите калибр обрезки лайнера на лайнер фронтальной загрузки так, чтобы он прилегал к горловине. Задвиньте лайнер обратно в пистолет, пока он не упрется в подпружиненный модуль, затем обрежьте лайнер заподлицо до конца калибра обрезки лайнера. После обрезки снимите калибр обрезки лайнера и освободите лайнер. Обратите внимание, что вкладыш отскочит назад и выйдет из горловины примерно на 1–3 / 4 дюйма, что является нормальным, поскольку установка расходных материалов сожмет вкладыш в надлежащее положение.
После обрезки снимите калибр обрезки лайнера и освободите лайнер. Обратите внимание, что вкладыш отскочит назад и выйдет из горловины примерно на 1–3 / 4 дюйма, что является нормальным, поскольку установка расходных материалов сожмет вкладыш в надлежащее положение.
Установка также меняется при переоборудовании пистолета на гильзу с фронтальной загрузкой или при замене гильзы. Если вкладыш устанавливается не в первый раз, следует помнить о некоторых дополнительных вещах:
• При замене обычного вкладыша на вкладыш с фронтальной загрузкой первая установка будет производиться с задней части пистолета, поскольку Ресивер необходим сзади, чтобы принять лайнер с фронтальной загрузкой.
• После выполнения стандартных шагов и удаления обычного лайнера и проволоки, установите конец лайнера с фронтальной загрузкой в приемник и распустите лайнер.Вставьте гильзу с фронтальной загрузкой, как и в случае с обычной гильзой, через заднюю часть пистолета и ввинтите ствольную коробку в силовой штифт.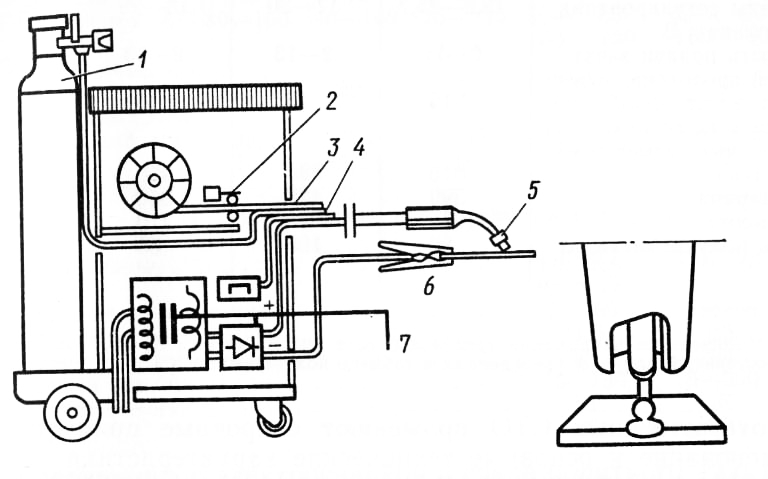
Правильная установка футеровки может помочь оптимизировать производительность
Хотя футеровки могут показаться небольшой частью сварочной операции, важно помнить о том, какое влияние они могут оказать на качество, производительность и затраты. Вкладыши выполняют жизненно важную функцию в процессе сварки MIG, и правильная установка лайнера может помочь сократить дорогостоящие доработки, время простоя оператора и потерю проволоки.
| ||||||||||||||||||||||||||||||||||||||

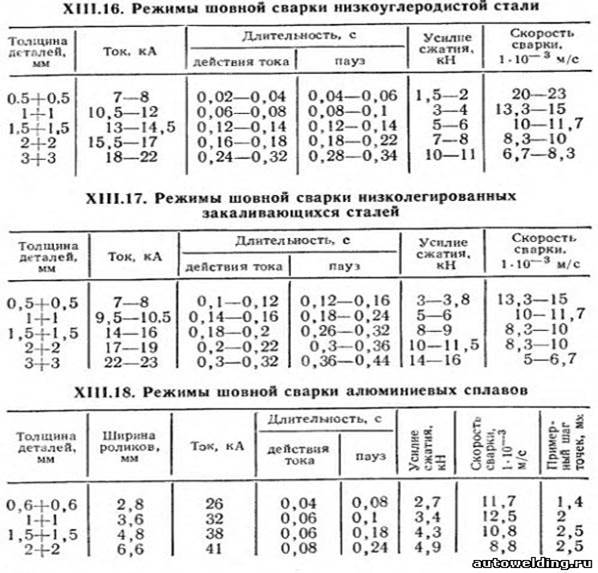

Простые советы по увеличению срока службы расходных материалов горелки MIG для экономии покрытия
Посмотреть все фотографии сварки
Многие люди считают расходные материалы для горелок MIG простыми одноразовыми предметами, но на самом деле эти компоненты имеют решающее значение для производительности и качества сварки.Они также могут повлиять на производительность сварочной операции. За расходными материалами горелки MIG следует обращаться так же, как и за любым другим сварочным оборудованием.
Расходные детали пистолетаMIG включают в себя переднюю часть пистолета — сопло, удерживающую головку и контактный наконечник, а также гильзу. Вместе эти компоненты отвечают за подачу сварочной проволоки через горелку MIG и за обеспечение электропроводности, необходимой для создания дуги. Эти компоненты также являются одними из самых недооцененных частей сварочной операции.Тем не менее, без надлежащей установки, хранения и обслуживания эти компоненты могут вызвать значительные простои из-за переналадки и доработки.
К счастью, вы можете легко продлить срок службы этих компонентов и положительно повлиять на эффективность и прибыль вашей сварочной операции с помощью нескольких основных советов.
Совет № 1. Правильно выбирайте, храните и обслуживайте насадки
Сопло отвечает за направление защитного газа вокруг сварочной проволоки и дуги к сварочной ванне и защищает сварной шов от атмосферы или других загрязнений.Сопло также является обычным местом для скопления брызг и препятствования потоку защитного газа.
Чтобы предотвратить скопление брызг, выберите сопло с гладкой, непористой поверхностью, не имеющей острых или плоских поверхностей, и храните ее в пластиковой упаковке, в которой она была отправлена. При разворачивании насадки и хранении ее в контейнере на поверхности насадки образуются вмятины и царапины, на которых могут скапливаться брызги. Периодически визуально проверяйте внутреннюю и внешнюю часть сопла на предмет разбрызгивания, в идеале несколько раз в течение сварочной смены.Если он кажется забитым, очистите сопло с помощью специального инструмента или замените его при необходимости.
Вы можете использовать состав для предотвращения разбрызгивания (гели обычно используются в полуавтоматических приложениях), чтобы уменьшить количество брызг, прилипающих к соплу. Нанесите состав, окунув в него передние полтора дюйма сопла. Не погружайте сопло в состав, так как это может привести к насыщению пористого изолятора внутри сопла, что приведет к его преждевременному выходу из строя.Это также может привести к более быстрому накоплению брызг в сопле и / или возникновению нестабильной дуги.
В большинстве полуавтоматических пистолетов MIG используются насадки со съемными головками. При установке надежно подсоедините сопло к удерживающей головке, чтобы предотвратить утечку защитного газа, которая может привести к плохому качеству сварки. Кроме того, обращайтесь с соплом чистыми руками или в перчатках. Мусор, смазка или масло из любого из них могут вызвать попадание загрязняющих веществ в сварочную ванну или могут вызвать преждевременный выход из строя компонента.Кроме того, по возможности выбирайте более тяжелые и прочные сопла. Это может стоить дороже, но они служат дольше и могут предотвратить простои при замене, которые могут стоить вам больше денег в долгосрочной перспективе.
Наконец, никогда не используйте насадку для удаления брызг. Это повредит не только пистолет MIG, но также может повредить сопло или деформировать его, что сделает его непригодным для использования.
Совет № 2: Сохраняйте плотные соединения
По возможности используйте систему контактных наконечников (состоящую из контактного наконечника и удерживающей головки или диффузора), которая остается герметичной или имеет функции блокировки.Удерживающая головка образует соединение между соплом и шейкой пистолета MIG, удерживает контактный наконечник на месте, а также передает электрический ток на контактный наконечник для создания дуги. Если соединение между удерживающей головкой и контактным наконечником ненадежно, может возникнуть электрическое сопротивление, которое приведет к перегреву и отказу компонентов. Контактные системы, которые позволяют вращать контактный наконечник для создания новой поверхности износа, также хороши для использования, так как они могут продлить срок службы контактного наконечника после того, как происходит прорезание ключа.Вырубка шпонки возникает, когда отверстие в контактном наконечнике размывается из-за проходящей через него сварочной проволоки.
Затем не забудьте использовать контактный наконечник подходящего диаметра для сварочной проволоки. Это помогает создать стабильную дугу и предотвращает перегревание контактного наконечника и преждевременный выход из строя. Использование контактного наконечника с закругленным концом, в отличие от плоского, также лучше отводит брызги и служит дольше.
Всегда храните контактный наконечник и удерживающую головку и обращайтесь с ними должным образом.Храните их в упаковке до тех пор, пока вы не будете готовы к использованию, и убедитесь, что они не содержат масла или мусора при установке. Загрязнения могут вызвать электрическое сопротивление, вызывая перегрев компонентов.
При установке удерживающей головки затяните ее в соответствии со спецификациями производителя вручную или с помощью инструмента, рекомендованного для работы. Он обеспечивает надежное соединение фиксирующей головки и шейки горелки MIG и предотвращает утечку защитного газа и / или электрическое сопротивление.При установке контактного наконечника надежно затяните компоненты с помощью сварочных клещей. Не используйте кусачки, так как они могут вызвать царапины на контактном наконечнике или деформировать его, что может сократить срок службы наконечника и / или вызвать плохое качество сварки.
Регулярно проверяйте контактный наконечник на предмет скопления брызг и при необходимости заменяйте его. Частые осмотры экономят время и деньги, если учесть возможное время простоя из-за повреждения контактного наконечника.
Самое главное, убедитесь, что контактный наконечник и удерживающая головка не ослабли во время сварки.Затяните компоненты по мере необходимости, чтобы обеспечить надежное электрическое соединение. Помните, что хорошая проводимость приводит к лучшему качеству сварки и продлевает срок службы компонентов.
Совет № 3: Обрезка и установка лайнера
Вкладыш горелки MIG охватывает всю длину от передней части горелки MIG до силового штифта и направляет сварочную проволоку к контактному наконечнику. Обычно он состоит из стальной катушки, за исключением сварки алюминия; для этих применений требуется нейлоновая подкладка или один из аналогичных материалов.
Как и при выборе контактного наконечника, выберите гильзу правильного диаметра для сварочной проволоки, чтобы предотвратить проблемы с подачей проволоки, блуждание дуги или другие проблемы, например, гнездование птиц. Складывание птиц происходит, когда сварочная проволока запутывается в приводных роликах, а также может быть вызвано неправильной установкой лайнера и / или неправильным натяжением приводных роликов.
Чтобы лайнер пистолета MIG служил дольше, всегда устанавливайте его в соответствии с рекомендациями производителя. Используйте подходящие режущие инструменты и обрежьте лайнер до нужной длины.Слишком короткая обрезка может привести к смещению сварочной проволоки через контактный наконечник и ее преждевременному износу. Слишком короткая гильза также приводит к скоплению мусора между вкладышем и удерживающей головкой, что приводит к проблемам с подачей проволоки. С другой стороны, слишком длинный лайнер может изгибаться, что также приводит к проблемам с кормлением и снова сокращает срок службы контактного наконечника. После обрезки лайнера убедитесь, что на нем нет заусенцев или острых краев.
Некоторые производители предлагают вкладыши, которые загружаются с передней части пистолета MIG.Использование этого стиля может сэкономить ваше время при замене лайнера и может помочь вам избежать некоторых ошибок, характерных для замены стандартного полноразмерного лайнера.
Какой бы стиль лайнера вы ни выбрали, убедитесь, что он не волочится по полу во время установки. Вместо этого оберните его спиралью в одной руке, когда вы подаете его в пистолет MIG, и убедитесь, что ваши руки или перчатки во время процесса чистые. Это предотвращает попадание мусора во гильзу и возникновения засоров, которые могут привести к проблемам с подачей и / или повреждению сварочной проволоки.
Частота замены футеровки горелки для сварки MIG во многом зависит от области применения, типа используемой сварочной проволоки, продолжительности сварки и силы тока. Отслеживайте время от одной установки к другой, используя эти временные рамки в качестве ориентира для определения того, как долго ваш лайнер обычно служит. Некоторые сварщики также периодически продувают сжатым воздухом футеровку, чтобы продлить срок службы компонента.
Вы можете еще больше продлить срок службы футеровки, используя самый короткий кабель горелки MIG, который возможен для вашего сварочного применения.Эта мера предосторожности помогает предотвратить перегибы и сводит к минимуму вероятность плохой подачи проволоки, которая может привести к дорогостоящим простоям. Убедитесь также, что кабель не соприкасается с любым оборудованием, например вилочным погрузчиком, которое может его повредить.
Совет 4: будьте внимательны
Несмотря на то, что компоненты горелки MIG составляют лишь одну часть сварочной операции, важно помнить о том, какое влияние они оказывают на качество и стоимость. Сопла, контактные наконечники, удерживающие головки и вкладыши выполняют функцию, жизненно важную для всего процесса сварки.