как правильно подобрать электроды инвертора
Как сделать правильный выбор и не ошибиться
Ремонт6 лет назад
— Анастасия
1 280 Просмотрено
[contents]
- 1 Особенности инверторной сварки
- 2 Виды и характеристика электродов
- 3 Диаметр электрода
- 4 Назначение по виду металла
- 5 Виды покрытия электродов
- 6 Проверенные и популярные марки электродов
- 7 Выбор электродов для сварки инвертором — видео
Особенности инверторной сварки
Инверторы – недорогие и простые в использовании аппараты. Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Во время плавления ток к месту шва подается через специальные металлические стержни, электроды. Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Виды и характеристика электродов
Металлические стержни делят на 2 большие группы:
- плавящиеся. Отличаются наружным покрытием, обеспечивающим стабильное горение сварочной дуги и отсутствием шлаков;
- неплавящиеся. Подходят для аргоновой сварки.
В целом сварочные электроды различают по:
- диаметру;
- назначению;
- виду обмазки;
- по стране-производителю и марке изделия.
По уровню работ изделия бывают:
- для обычной сварки;
- для сварки ответственных металлоконструкций.
Диаметр электрода
Стержни бывают разной длины от 30 до 45 см. Основные показатели диаметра – 1,6; 2, 3, 3-4; 4; 4-5.
Внимание! Неопытным сварщикам лучше начинать практику с металла толщиной 3-4 см и сварочного электрода с диаметром 3 мм.

Выбор того или иного диаметра зависит от толщины металла. Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.
Электроды для сварки инвертором
Назначение по виду металла
Электропроводящие стержни необходимо подбирать в зависимости от типа работы и применения того или иного металла:
- варка углеродистых и низколегированных сталей;
- варка высоколегированных сталей;
- крепление теплоустойчивых сталей, отличающихся высокой прочностью;
- крепление чугуна и сплавов на его основе;
- варка меди и ее сплавов;
- работа с алюминием и его сплавами;
- варка сталей неизвестного состава.
Кроме того отличают электроды, применяемые для наплавки и ремонта металлических изделий.
Виды покрытия электродов
От вида покрытия или обмазки зависит работа с постоянным или переменным током и особенности эксплуатации.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует подобрать электрод с основным покрытием.
Обмазка бывает:
- Основная. Благодаря сварке с использованием таких стержней получаются прочные швы с высоким показателем ударной вязкости. Швы не стареют и не покрываются микротрещинами, что позволяет использовать изделия в самых суровых условиях. С данными электродами работают только на постоянном токе.
- Рутиловая. Подходит для сварки изделий из малоуглеродистой стали переменным и постоянным током. Узнать изделие можно по синему или зеленому оттенку. Электроды легко разжигаются и отличаются минимальными брызгами при работе. Их можно использовать для скрепления ржавых элементов.
- Кислая. Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции.

- Целлюлозная. Единственная обмазка, позволяющая сваривать металл сверху вниз с помощью постоянного тока. Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.

Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.
Виды электродов и норма расхода на 1 кг металла
Совет. В производстве сварочных стержней часто встречаются подделки и изделия ненадлежащего качества. Практики рекомендуют остановить выбор на проверенных вариантах.
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С. Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
- МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.

Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Выбор электродов для сварки инвертором — видео
инвертор сварка
Похожие публикации
[adsp-pro-3]
Какие электроды лучше для сварки инвертором?
Екатерина
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
- Как выбрать электроды для инверторной сварки
- Диаметр
- Назначение
- Покрытия
- Как качественно выполнить сварку инвертором
- Зарубежные производители
- Какие электроды для инвертора лучше при сварке аппаратом Ресанта
- Как резать металл сварочным инвертором
- Вместо заключения
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
 Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.

Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.
Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока.
 Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.
Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.
Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.
Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
 Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Чем толще деталь, тем больше диаметр электрода и параметр силы тока.Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Похожие публикации
Выбор электродов для сварки инвертором
Какие выбрать электроды для сварки инвертором: важные советы
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов.
Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Электроды для инвертора
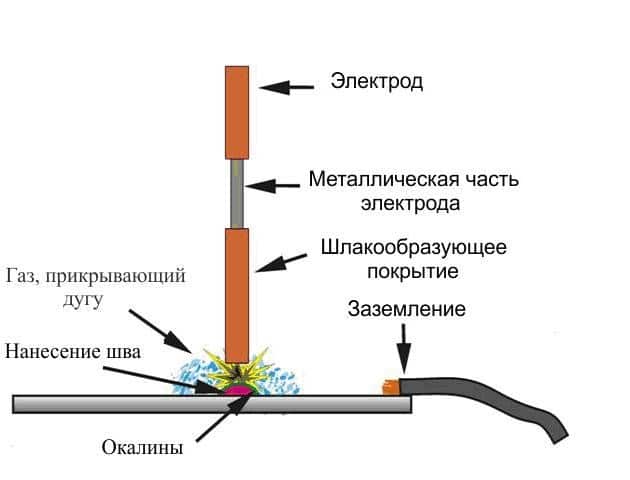
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Важно! На защитном покрытии электрода недопустимо наличие сколов. Нарушение целостности обмазки повлечет за собой неоднородный прогрев, а значит и некачественное выполнение швов.
Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали.
Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.
- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.
Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Диаметр электрода и настройка тока
С различными марками электродов мы разобрались, но это только половина дела. У новичков всегда появляются такие вопросы:
- Какой диаметр стержня выбрать?
- Каким образом настроить силу тока?
Диаметр зависит от толщины металла. Если речь идет о поверхностях толщиной до 1,5 мм, рекомендуется применять аргонодуговую или полуавтоматическую сварку. Подобрать диаметр электрода для сварки инвертором вы можете по таблице, изображенной ниже:
Таблица выбора диаметра электрода в зависимости от толщины стали
 youtube.com/embed/z2mbojSn6YY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/z2mbojSn6YY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Теперь осталось разобраться, какой ток следует выставлять в зависимости от диаметра электрода. Данная информация всегда идет вместе с изделием, на упаковке, так же можно воспользоваться таблицей ниже.
Таблица настройки сварочного тока
Важно! Ток при сварке подбирается с учетом 20-30 А / 1 мм диаметра электрода. Таким образом для стержня с диаметром в 3 мм, выставляется значение тока в 60-90 А. Однако эти значения могут быть изменены до 70-120 А в зависимости от количества проходов, толщины металла, пространственного положения.
Не существует универсальных настроек. У каждого мастера свои представления о параметрах тока, к которым они приходят методом проб и ошибок. Учтите, чем больше ток, тем более жидкой и менее управляемой будет становиться сварочная ванна.
Красивые и аккуратные швы: результат тщательного подхода к выбору электродов для сварки
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов.
Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов.
Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке.
Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием.
После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
: Как выбрать электроды для сварки инвертором
Какие электроды выбрать для сварки инвертором — Станки, сварка, металлообработка
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов.
Современный рынок предлагает большой выбор электродов.
Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Какие лучше выбрать электроды для инверторной сварки?
Какой электрод лучше использовать для инверторной сварки — зависит от многих сопутствующих факторов.
От правильности выбора электродов во многом зависит качество сварного соединения и ровность самого шва.
Так какие же электроды лучше?
В настоящее время, для инверторной сварки в специализированных магазинах электроды представлены в большом ассортименте.
Между собой эти электроды могут различаться, как по типу и диаметру, так и по материалу покрытия.
Выбрать электроды для инверторной сварки самостоятельно, зная характеристики свариваемых поверхностей и основные параметры работы аппарата, достаточно просто и по силам каждому домашнему мастеру.
В этом случае стоит обращать не только на основные рабочие параметры, но и на дату их изготовления, а также на завод, на котором эти электроды были произведены.
Электроды, предназначенные для инверторной сварки металлических поверхностей, имеют свою определенную классификацию ГОСТ и должны в обязательном порядке соответствовать действующим нормативам для данной категории продукции.
- Особенности работы инвертора
- Виды электродов
- Как выбрать?
Особенности работы инвертора
В настоящее время, именно инверторные аппараты считаются наиболее популярными, как на предприятиях, так и у домашних мастеров.
Данные агрегаты уже давно вытеснили достаточно громоздкие трансформаторные устройства, которые активно использовались для сварки металлических поверхностей ранее.
Связано это, главным образом, с тем, что универсальные аппараты инверторного типа стоят относительно недорого и позволяют выполнять сварочные работы с высоким качеством, соответственно их выбрать лучше.
Работать на нем без предварительной подготовки сможет каждый домашний мастер, который знаком с азами дуговой сварки.
Принцип сварки инверторным аппаратом заключается в том, что свариваемые поверхности соединяются между собой методом плавления.
Все типы инверторов славятся своими неизменными рабочими показателями и стабильностью сварочного тока, что дает возможность получать на выходе максимальное качество шва.
Любой инверторный аппарат для сварки металлических поверхностей особым образом формирует переменное напряжение, которое и образует сварочную дугу.
:
Помимо источника питания, любой тип инвертора состоит и из других составляющих элементов, которые образуют общую схему сварки.
Так, каждый агрегат данного типа включает в себя систему управления и сетевой выпрямитель со специальным фильтром.
Кроме этого, каждый инверторный аппарат в обязательном порядке оснащен высокочастотным трансформатором и преобразователем частот.
Основным рабочим инструментом данного типа устройств выступает электрод, при помощи которого и осуществляется процесс сварки металлических поверхностей.
Электроды представляют собой специальные электропроводящие стержни, сделанные из металла, через которые осуществляется подвод рабочего тока непосредственно к сварочной зоне.
Следует заметить, что разные типы инверторных аппаратов могут использовать в своей работе различные виды электродов, а поэтому к их выбору следует подходить внимательно.
Виды электродов
Для инверторной, а также дуговой сварки используют электроды плавящегося типа, которые производятся преимущественно из специальной сварочной проволоки.
Данные элементы имеют свою классификацию, которая соответствует установленному ГОСТу.
В настоящее время они производятся из легированной, углеродистой, а также высоколегированной проволоки определенной марки.
Вся поверхность такого электрода покрывается в обязательном порядке специальным покрытием при помощи опрессовки.
:
Данное покрытие наносится на сварочный стержень в целях защитить от атмосферного воздействия сварочную ванну во время выполнения работы, а кроме этого, дает возможность образующейся сварочной дуге гореть более стабильно.
Каждый мастер, который работает на сварочном аппарате инверторного типа, знает, что все электроды можно условно поделить на те, которые предназначены для выполнения сложной работы, и те, которые используются для всех остальных целей.
В этом случае следует отметить, что к первой категории относят электроды типа УОНИ, соответственно, ко второй — АНО.
При использовании электродов марки УОНИ можно осуществлять сварку поверхностей практически любой сложности, при этом работать с данными элементами достаточно сложно.
Для выполнения несложной домашней работы лучше выбрать элементы, относящиеся к категории АНО, выполнять сварку которыми достаточно просто.
Какие электроды нужны для инверторной сварки?
Инверторная технология сварки металлических деталей в последние годы получила широкое распространение.
Сегодня такие инверторы вытесняют стандартные трансформаторные аппараты для сварки, что можно объяснить простотой их использования и доступной стоимостью самого оборудования.
С помощью инвертора можно без какой-либо сложной подготовки качественно соединить металлические элементы, обеспечив при этом максимально возможную прочность и долговечность.
Даже сложный в работе алюминий можно с легкостью сваривать при помощи инвертора, при этом обеспечивается максимальная прочность и качество соединительного шва.
Качество сварки инвертором во многом зависит от того насколько правильно выбран электрод для работы.
Необходимо сказать, что на сегодняшний день в продаже можно найти десятки таких различных видов электродов для инвертора, что несколько усложняет выбор.
 Электроды OK-46 отличный вариант для начинающих сварщиков.» src=»https://www.youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Электроды OK-46 отличный вариант для начинающих сварщиков.» src=»https://www.youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Сам инверторный сварочный аппарат, который в последние годы получил широкое распространение, состоит из высокочастотного трансформатора, выпрямителя, преобразователя частоты, системы управления, соответствующих сетевых фильтров и различных дополнительных устройств, которые позволяют повысить удобство и качество выполненной сварки. Необходимо помнить о том, что используемые сварочные электроды должны не только соответствовать мощность инвертора, но и выбираться с учетом конкретных характеристик металлических сплавов основных соединяемых элементов. Все это и станет залогом качественно проведенной работы.
Выбор электродов
Каждый, кто хотя бы однажды занимался сваркой металлических элементов, прекрасно знает, что универсальных электродов не существует.
Необходимо выбирать их с учетом основных характеристик, как самого инвертора, так и основного металла. В первую очередь необходимо обратить внимание на материал, из которого изготовлен электрод.
Сварной шов является слабым местом в таком соединении металлических элементов.
Чем меньше по своей структуре такой сварной шов отличается от характеристик основного металла, тем прочнее будет подобное соединение. Именно поэтому состав электрода должен совпадать или быть максимально приближен к составу основного металла. В особенности подобное правило выбора касается тех случаев, когда работа выполняется с цветными металлами.
Следует сказать, что такие цветные металлы отличаются сложностью в работе, что требует использования особых режимов сварки и применения дополнительных приспособлений, которые позволят обеспечить качество выполненной работы.
Выбор диаметра электрода
Диаметр сечения стержня также является одной из важнейших характеристик, которую необходимо учитывать при выборе электрода. Следует сочетать диаметр стержня с характеристиками соединяемых металлических деталей и показателем мощности сварочного аппарата.
Следует сочетать диаметр стержня с характеристиками соединяемых металлических деталей и показателем мощности сварочного аппарата.
В том случае, если вы выбираете такие электроды для сварки в домашних условиях, то вполне достаточно будет металлического стержня с диаметром порядка 3 миллиметров. В промышленных масштабах зачастую требуется соединить тугоплавкие и толстые металлические детали, что вынуждает использовать стержни с толщиной 6 миллиметров и более.
При работе с такими толстыми электродами необходимо в обязательном порядке использовать мощные сварочные аппараты.
Помните, что большинство электродов предназначены для работы в определенном диапазоне переменного или постоянного тока.
Соответственно вам необходимо знать характеристики вашего сварочного аппарата, и исходя из этого делать выбор.
Отметим, что большинство современных сварочных инверторов способны работать от переменного и постоянного тока, при этом может быть задана полярность и другие характеристики электрического тока на выходе из инвертора.
Выбор марки электрода
Немаловажным критерием при выборе электродов для сварки инвертором является покрытие стержней.
В настоящее время покупателям предлагаются несколько основных разновидностей покрытия электродов, которое позволяет защитить соединение от воздействия водорода и ржавчины, что в последующем гарантирует максимальную прочность выполненной работы.
Качественное покрытие электродов обеспечивает пластичность при выполнении сварки, что упрощает ее проведение, обеспечивая качество и долговечность.
Марки электродов для инвертора
Предлагаем вам небольшое описание самых популярных марок электродов, которые предназначены для использования с инвертором.
- УОНИ 13 55. Такие стержни в большей степени предназначены для профессиональных сварщиков и выполнения промышленных работ. Эта разновидность электродов позволяет обеспечить высокую плотность шва, что положительно сказывается на прочности соединения. Одной из особенностей УОНИ 1355 является возможность их применения при низких температурах воздуха.
- МР 3С. В том случае, если к сварному шву предъявляются повышенные требования по качеству соединения и прочности, рекомендуем использовать данный вид электродов, которые с одинаковым успехом подходят для работы с переменным и постоянным током обратной полярности.
- МР 3. Универсальная разновидность, которую можно посоветовать как опытным сварщикам, так и для выполнения работы в домашних условиях. Такие электроды можно использовать даже в тех случаях, когда поверхность соединяемых элементов загрязнена ржавчиной. Отметим, что покрытие MP3 отлично защищает сварной шов от попадания водорода и противодействует воздействию влаги.
- АНО. Это целая серия распространенных сегодня электродов для инвертора, которые благодаря простоте своего использования получили широкое распространение у профессионалов и новичков. Из преимуществ стержней АНО можно отметить отсутствие необходимости предварительного прокаливания, что упрощает саму сварку. Дуга с легкостью зажигается в первый и в последующие разы, а качество шва неизменно находится на высоком уровне. Можем посоветовать данную серию электродов начинающим сварщикам для работы в домашних условиях.
 Можем посоветовать данную серию электродов начинающим сварщикам для работы в домашних условиях.
Можем посоветовать данную серию электродов начинающим сварщикам для работы в домашних условиях.Как правильно выбрать электрод в зависимости от конкретного режима сварки
Выбирая ту или иную разновидность электродов вам необходимо учитывать характеристики свариваемых металлических деталей.
Так, например если планируется работа со сталью, то необходимо знать уровень легирования стальных деталей, а также состав дополнительных элементов, которые входят в основной металл.
В том случае, если вы неправильно подберете тип используемого электрода, это может привести к потере тех или иных характеристик у соединенных металлических элементов.
Если вы работаете с нержавеющей сталью, то для сохранения ее антикоррозийных свойств необходимо использовать такие электроды, которые в последующем смогут компенсировать температурные утраты. Аналогично при работе с высокоуглеродными марками сталей необходимо использовать такие стержни, которые обеспечивают сварному шву дополнительную защиту от проникновения углерода и водорода.
Аналогично при работе с высокоуглеродными марками сталей необходимо использовать такие стержни, которые обеспечивают сварному шву дополнительную защиту от проникновения углерода и водорода.
Для сварки чугуна необходимо использовать соответствующие марки электродов, что позволит гарантировать долговечность выполненного соединения.
Большинство разновидностей металлических сплавов, которые соединяются методом сварки, имеют свои определенные особенности, в том числе температуру плавления и показатели текучести. Необходимо выбирать режим работы инвертора в соответствии с такими характеристиками соединяемых элементов, что и позволит обеспечить качество проведенной работы.
Какие выбрать электроды для сварки инвертором: важные советы
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов.
Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Какие электроды лучше выбрать для сварки инверторным аппаратом: марки, выбор диаметра и силы тока
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла

Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали.
Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным.
 При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется.
При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется.Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами.
Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей.
В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм.
Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
https://www.youtube.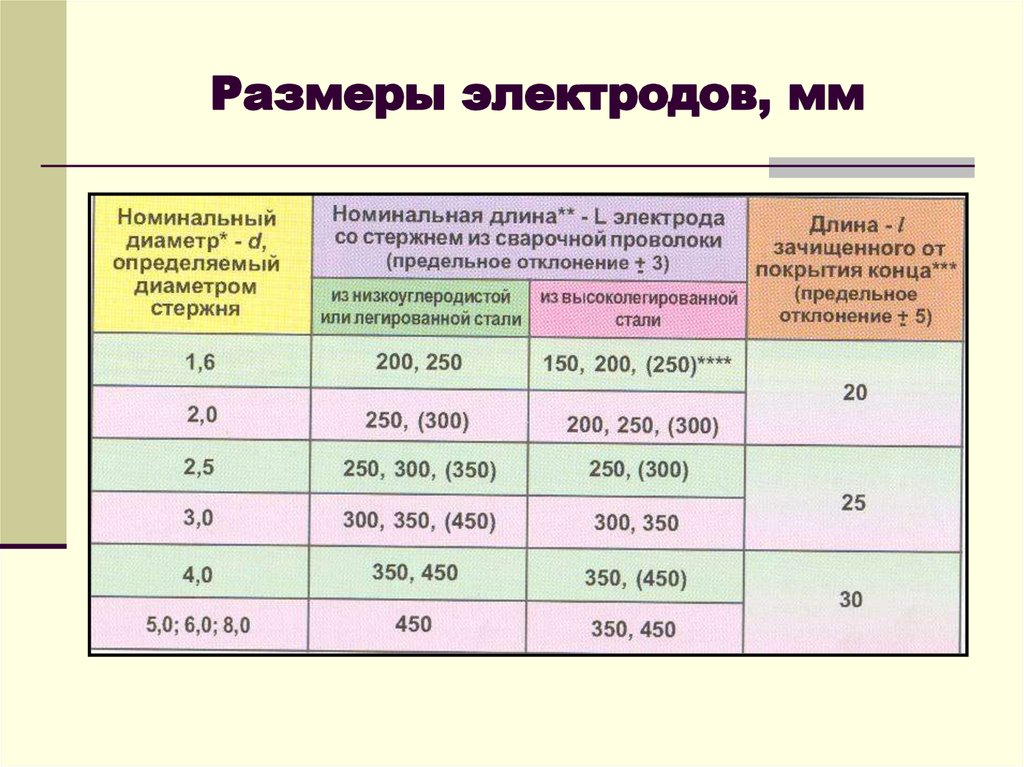 com/watch?v=6F7MsWj2Mek
com/watch?v=6F7MsWj2Mek
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Какие электроды для сварки инвертором лучше
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ».
Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше.
Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители.
Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов.
А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.

Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов.
В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках.
После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур.
Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур.
Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины.
Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать.
Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению.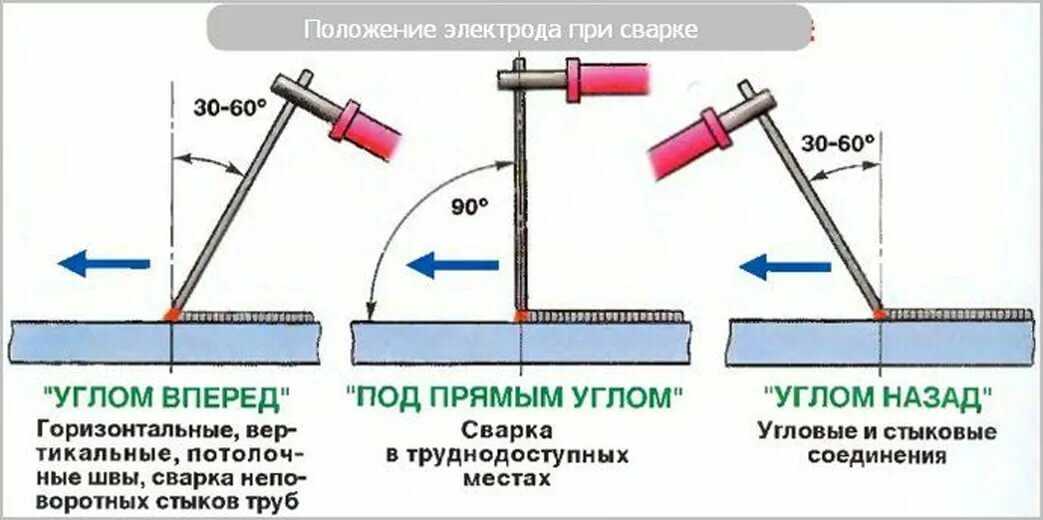 Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Настройка силы тока | ||||||
Диаметр электрода (мм) | 2 | 2,5 | 3 | 4 | 5 | 6 |
Сила тока (А) | 40-64 | 65-80 | 70-130 | 130-160 | 180-210 | 200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21.
Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов.
В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий.
УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов.
Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна.
При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна.
ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на и Instagram.
Как правильно подобрать электроды при сварке инвертором
Инверторный сварочный аппарат имеется у многих домашних мастеров, и многие из них достаточно грамотно им пользуются. Однако в этом деле существует много нюансов, сказывающихся на качестве выполненной работы, и один из них – это умение правильно подобрать электроды, необходимые для того или иного типа сварки. Поэтому-то в сегодняшней статье я и решил рассказать вам о типах обмазочных электродов для ручной дуговой сварки и о том, как следует их использовать, исходя из конкретных обстоятельств.
Хотите приобрести сварочный аппарат? Тогда прочтите вот эту статью! Она поможет вам сделать правильный выбор.
Как работают электроды и основные параметры их выбора
Электрод представляет собой металлический стержень, плавящийся в электрической дуге и заполняющий собой швы между деталями, края которых он попутно разогревает. При своем сгорании покрытие электрода ионизирует среду, поддерживая непрерывность горения дуги. Его горение также становится причиной выделения газов, вытесняющих кислород из шовного стыка, чем обеспечивается его защита от коррозии и других негативных моментов, возникающих в процессе остывания.
Понимание сути функционирования электродов позволяет понять, чем вызвано обилие их разновидностей, а также дает пользователям возможность сделать правильный и вполне обоснованный выбор конкретного изделия.
Выбирая электроды для работы, необходимо помнить, что они различаются как по характеристикам создаваемого шва, так и типу применяемого сварочного тока.
Различие электродов в зависимости от расположения шва
Шовное углубление, называемое сварочной ванной, в пространстве может быть ориентировано по-разному, что оказывает определенное влияние на сам процесс сварки.
Горизонтальные швы
Горизонтальное положение шва считается самым удобным для выполнения сварочных работ. При такой ориентации расплав электродного материала эффективно заполняет полость шва и фаску, покрываясь равномерной и легко отделяемой коркой шлака. При сварке в таком положении можно использовать практически все марки электродов.
Вертикальные швы
Если шов расположен вертикально, то варить его сложнее. Как правило, в этом случае варят с отрывом, начиная сверху. Покрытие применяемых электродов должно обеспечивать быстрый и кратковременный росжиг дуги, а также эффективное направление расплавленного металла.
Сваривание вертикальных швов можно также производить без отрыва. Однако в данном случае толщина покрытия должна быть больше, чем обычно, для того, чтобы в месте соприкосновения на электроде формировалась полукруглая лунка.
Потолочные швы
При выполнении ручной дуговой сварки такие швы считаются наиболее сложными. Варить их без отрыва практически невозможно. Выполняются они в основном точечным методом так, чтобы предыдущий наплав перекрывался на 3/4. Покрытие на электродах для верхних швов должно иметь такой состав, который гарантирует быстрое расплавление малых порций металла и их быстрое остывание.
Иначе ведет себя и шлак, образующийся в ходе сварки. Поскольку электрод располагается под углом, шлак в основном улетает в сторону и накрывает предыдущую точку-прихват. Электроды, предназначенные для выполнения потолочной сварки, обладают, как правило, большой чувствительностью к полярности и соблюдению режима подачи тока.
Полярность и тип сварочного тока
Любому владельцу инвертора известно, что ток на его выходе может быть переменным или постоянным, а полярность последнего может быть прямой или обратной. Разберемся, как это используется в процессе выполнения сварочных работ.
Чаще всего сварка производится при обратной полярности. В этом случае электрод соединяется с положительным контактом, а деталь – с отрицательным. Характерная особенность сварки, выполняемой при обратной полярности, заключается в непрерывном движении электронов от «—» к «+», что провоцирует сильный разогрев электрода и его покрытия, тогда как разогрев металла свариваемой детали обеспечивается лишь с помощью косвенного излучения.
Если при сварке используется прямая полярность, то направление движения электронов меняется, и они движутся в направлении электрод-деталь, провоцируя сильный разогрев последней. Обгорание электрода происходит достаточно медленно и сопровождается добавлением в ванну лишь небольших порций расплавленного металла. При таком способе сварки эффективного заполнения стыка, имеющего широкий зазор, не происходит.
Таким образом, прямая полярность хороша лишь при сварке хорошо подогнанных между собой деталей, шов между которыми имеет равномерную толщину. Данный способ подходит, например, для сварки металлических листов, а шов между ними в этом случае оказывается минимально заметным. Высокая температура сварочной ванны, получаемая при прямой полярности, делает оптимальным сваривание массивных деталей, нуждающихся в максимальной глубине прогрева.
Что касается сварки переменным током, то ее характерным признаком, как правило, является сильное разбрызгивание расплавленного металла. Электроды, используемые для сварки переменным током, имеют покрытие с присадками, стабилизирующими дугу. В состав покрытия также входят некоторые легирующие примеси, благодаря которым расплав становится более вязким. Качество сварных швов при использовании электродов, подходящих для работы на переменном токе, считается наивысшим среди других разновидностей ручной дуговой сварки.
Какие электроды для сварки инвертором лучше выбрать
Инверторные аппараты приобретают все большую популярность как среди опытных умельцев, так и молодых сварщиков. Эти устройства очень легко освоить и в дальнейшем выполнять практически все сварные соединения, требующиеся в домашнем хозяйстве. Однако, чтобы обеспечить должное качество, необходимо оптимально подобрать электроды для сварки инвертором. В продаже имеется множество вариантов этих изделий, и для того чтобы разобраться с их предназначением, следует хотя-бы в общих чертах знать их основные характеристики, достоинства и недостатки.
Содержание
Как устроен электрод
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.
Как выбрать держатель для электродов
Качество сварочных работ во многом зависит от держателя или держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.
Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется путем закручивания и последующего раскручивания рукоятки.
- Держак с клавишей куркового типа. Электрод зажимается и освобождается автоматически, когда подпружиненная клавиша отпускается или нажимается.
По своим характеристикам эти приспособления примерно одинаковы, поэтому как выбрать любое из них, нужно решать самому. Следует обращать внимание на расчетную силу тока держателя и останавливаться на максимальном значении, наиболее подходящем для сварочной аппаратуры. В качестве недостатка клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта. Этот узел приходится периодически менять.
Диаметр и подключение электрода
Изначально требуется решить, какие электроды лучше для инвертора, и каким должен быть их диаметр. Этот показатель напрямую связан с размерами заготовок. Если их толщина 3 мм, то и диаметр расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и более крупные электроды. Начинающим сварщикам лучше всего тренироваться на изделиях 3 мм, называемых в обиходе тройкой. Основные показатели, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой или обратной полярностью. Обычно, этот показатель указывается на упаковке. Если используется обратное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит наоборот: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается в зависимости от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, подключенной к плюсу, получается гораздо интенсивнее. Степень нагрева металлических изделий можно изменять, используя разные режимы соединения. В случае неправильного подключения, слишком тонкий металл может прогореть, особенно при использовании мощного стержня. Сваривая толстые детали, следует воспользоваться прямой полярностью, для более глубокого прогрева заготовки.
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
В качестве примера можно взять изделие на 3 мм. В этом случае расчетная величина сварочного тока составит 60-90 ампер. Фактически, такие электроды могут работать в более широком диапазоне – 30-140 А. Для непрерывной сварки требуется ток 70-90 ампер, а для работы с перерывами – 90-120 А. Эти показатели могут изменяться в сторону увеличения или уменьшения. На них дополнительно влияет скорость, с какой движется конец электрода, марка и степень текучести металла, расположение шва – вертикальное или горизонтальное.
Специалисты рекомендуют новичку подбирать токи опытным путем. Изначально выставляется номинальное значение, а затем с помощью регулировок нужно добиваться наиболее оптимального варианта. Тогда и работать будет значительно удобнее, и качество шва будет выше. Основным качественным показателем служит сварная ванна, на состояние которой и нужно ориентироваться во время работ.
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Плюсы современных электродов для инвертора
Качество сварки во многом зависит от того, какими электродами лучше варить инвертором. Современные изделия заметно усовершенствовались и приобрели множество положительных качеств:
- Сварка значительно упростилась. Сложности во время работ возникают крайне редко, в основном из-за неправильного выбора по материалу сердечника.
- Способность к формированию высококачественных швов. Они отлично получаются при внутренних и наружных соединениях, могут иметь выпуклую или вогнутую форму.
- Шлак, образующийся при сварке современными электродами, очень легко удаляется с поверхности и позволяет сразу же проконтролировать качество швов.
- Возможность сварки заготовок, покрытых ржавчиной, и получения, несмотря на коррозию, качественного шва.
- Практически все типы электродов безопасны для здоровья сварщика.
Более подробно основные электроды для сварки инвертором и какие из них лучше можно рассмотреть на конкретных марках, которые наиболее известны и чаще всего используются для сварочных работ.
Какие электроды выбрать для сварки
Электроды марки УОНИ 13/55
Данные изделия применяются для сварочного инвертора с использованием постоянного тока. Они хорошо зарекомендовали себя в местах, где требуется особенно высокое качество соединений. Образование сварочной ванны обеспечивает защиту от негативного влияния кислорода, содержащегося в воздухе. Его действие нейтрализуется углекислым газом, выделяемым в процессе горения обмазки.
Некоторые неудобства такая обмазка создает в момент розжига изделия. У молодых сварщиков на это уходит много времени. Возникают трудности и с повторным розжигом из-за сильного затвердевания обмазки, изолирующей кончик металлического стержня. Однако, эти мелкие недостатки компенсируются красивыми швами, без каких-либо отметин от шлака.
Изделия Kobelco LB-52U
Дорогостоящие японские электроды для инвертора, отличающиеся высоким качеством. В одной упаковке помещается 4-5 кг изделий.
Несмотря на высокую цену, они пользуются широким спросом, особенно, когда требуется сварить низкоуглеродистую сталь. Они буквально незаменимы при невозможности двухстороннего проваривания заготовок. Именно эти электроды, используются в работах по соединению трубопроводов. Получаются прочные швы с гарантией качества.
Стержень электрода, как и в предыдущем случае покрыт обмазкой. Перед началом работ изделия требуют прокаливания в температурном режиме до 300 градусов. После удаления влаги горение существенно улучшается, а швы получаются более качественными, как по горизонтали, так и по вертикали. В большинстве случаев работы проводятся с постоянным током. Допускается использование переменного тока, но качество сварки будет несколько снижено.
Марка ОЗЛ-8
Отечественные электроды для сварки, предназначенные для работы со стальными заготовками, содержащими в больших количествах хром и никель. Именно такие электроды выбирают для сваривания нержавеющей стали. Единственным ограничением этих изделий является их использование в аппаратах с постоянным током и подключение по схеме обратной полярностью. За счет этого получается короткая дуга нужной величины.
При соблюдении всех требований технологии, получаются очень прочные швы, не подверженные коррозии. Это очень важно при сваривании деталей, находящихся под постоянными нагрузками.
Электроды — часто задаваемые вопросы
Какие электроды лучше всего подходят для сварки инвертором?
Большинство неопытных сварщиков предполагают, что при использовании трансформаторных и инверторных сварочных аппаратов необходимо применять различные по составу и свойствам электроды. Определиться с верностью или ошибочностью данного предположения позволят знания об особенностях этих двух типов сварки.
Оба аппарата поддерживают регулировку тока сварки в широких диапазонах, которые немного отличаются по величине, но в среднем практически одинаковы. Отличие состоит в типе вырабатываемого тока: инвертор выдаёт только постоянный ток, а трансформаторный аппарат – переменный и постоянный.
Для того, чтобы трансформаторный сварочный аппарат выдавал оба типа тока, он должен быть оборудован выпрямителем. То есть, теоретически он мог бы выполнять функции инвертора. Как всё происходит на самом деле и действительно ли нужны разные электроды?
Производители маркируют электроды по типу тока, для которых они предназначены. При сварке на переменном токе допускается применение электродов с любой маркировкой. Однако, сварка на постоянном токе требует обязательного учёта полярности подключения электродов к сварочным аппаратам.
На упаковках электродов всегда указывается полярность для их подключения. Многие сварщики замечали, что при неправильной полярности процесс сварки отличается и качественно оценивали сварочные аппараты, деля их на хорошие и плохие. На самом же деле аппараты для сварки трансформаторного или инверторного типа имеют минимальные отличия.
Неопределенности возникают по причине различий в комплектации сварочных аппаратов, наличия необходимых режимов сварки и качества сборки. То есть отличаются физические параметры, такие как сила тока, стабильность напряжения и т. д.
Значительное влияние на равномерность, прочность и герметичность шва оказывают именно сами электроды. Поэтому необходимо правильно подбирать их по маркировке и составу, в зависимости от типа свариваемых металлов и требований, предъявляемых к сварному соединению.
Какие электроды образуют минимальное количество шлака?
Опытные и начинающие сварщики достаточно часто задаются вопросом о том, какие электроды наименее склонны к шлакообразованию. Его актуальность обоснована необходимостью получения прочного и долговечного шва, а такой результат достижим только при минимальном количестве шлаков.
Возникновение шлаков происходит в ходе сварки при плавлении электрода с нанесенным на него защитным покрытием, которое и является основной причиной их появления. Чем толще покрытие, тем больше шлака образуется. Также их количество зависит от состава и качества защитного слоя.
Покрытия электродов подразделяются на следующие виды:
- Кислотное, в составе которого содержится металлическая руда и кислородосодержащие вещества (декстрин, крахмал и т. д.). Подходит для сварки в любых положениях на всех видах тока. Не требуют подготовки и очистки поверхности металлов, позволяют формировать устойчивые к высокотемпературным условиям эксплуатации швы.
- Основное, представляющее собой сложное соединение на основе ферросплавов, плавикового шпата и карбоната кальция. В ходе плавления обильно выделяет углекислый газ, выполняющий функцию защитной среды от внешних негативных факторов. Сварные швы обладают стойкостью к высоким температурам, имеют высокую ударную вязкость.
- Целлюлозное, изготовленное из целлюлозы, рутила и ферросплавов. Универсальны в применении, за счёт содержания рутила образуется небольшое количество шлаков.
-
Рутиловое – наиболее популярное среди сварщиков покрытие электродов, которое позволяет получить самое минимальное количество шлаков. В его состав входит 50% концентрата рутила и карбонаты кальция.
Грамотный подбор покрытий электродов позволит существенно упростить процесс сварки. Главное, чтобы они были качественными и позволяли наплавлять шов с требуемыми техническими характеристиками.
Что такое пенал для электродов
К плавящимся электродам с покрытием предъявляются особые требования к содержанию влаги в обмазке. При превышении допустимой нормы станет невозможным провести сварочные работы на должном качественном уровне. Для просушки электродов существуют специальные печи и шкафы. А вот хранить подготовленные к работе сварочные стержни лучше в специальных термопеналах.
Устройство представляет собой продолговатый герметичный ящичек с крышкой. Конструкционно пенал для электродов напоминает термос – между внутренней внешней оболочками обязательно имеется термоизоляция. Это удобное мобильное устройство, в котором электроды не только хранятся и подсушиваются, но и могут транспортироваться.
В некоторых случаях для повышения качества сварного шва электроды необходимо подогреть. Решение этой задачи тоже возлагается на термопенал. В зависимости от модели подключаться он может к бытовой электросети или к сварочному аппарату. В качестве нагревательных элементов чаще всего используются ТЭНы. Устройство может создавать и поддерживать температуру от 0°С до 120°С. При этом требуемая мощность не превышает 100Вт.
Пенал для электродов не отличается ни большими габаритами, ни весом. Конечно, все зависит от конструкции, но в среднем масса устройства составляет 3 кг. Более существенной характеристикой, на которую следует обращать внимание при выборе, является количество помещающихся в него электродов. Этот показатель будет зависеть от характеристик конкретной модели. Самым оптимальным считается вариант с возможностью загрузки электродов весом 3 кг.
Опытные сварщики считают, что после сварочного аппарата следует приобрести именно термопенал. Поддержание электродов в надлежащем состоянии – залог сохранения их качества. А комфорт в работе и надежность шва во многом зависят именно от этой характеристики. Подобное устройство призвано служить не один день, поэтому стоит отдавать предпочтение качественным моделям.
Как учитывать текучесть металла при выборе электродов?
Техническая справочная литература определяет предел текучести, как такое напряженное состояние, когда деформация материала продолжается даже при отсутствии увеличения нагрузки. При его достижении в кристаллической решетке металла начинают происходить изменения, которые существенно перестраивают ее структуру.
При выборе электродов для выполнения определенного вида работ предел текучести материала необходимо учитывать для того, что заранее знать возможное напряжение и изменение пластичности металла.
Величина данного технического показателя обязательно приводится в полной маркировке, в виде цифрового значения в десятках МПа после данных о толщине обмазки и вида стержня (плавящийся он или нет).
Параметры выбора для определенных видов сварочных работ
Технологическое обоснование применения электродов должно учитывать:
-
марку свариваемой стали;
-
характеристику соединения;
-
положение шва в пространстве;
-
вид напряжения и величину тока;
-
температуру и влажность воздуха;
-
критическое значение текучести.
По видам и технологическим характеристикам металлов все электроды для их сварки стали подразделяют на несколько отдельных групп.
Широко распространенные металлы
К первой группе относят низколегированные стали конструкционного назначения. Содержание углерода в них не превышает 0,25%, а устойчивость на разрыв в пределах 450-500 МПа. Это такие марки, как Ст3, Ст5 и другие подобные им. В основном это металлический прокат бытового и общего назначения для сборки и монтажа малоответственных конструкций не подверженных во время эксплуатации большим нагрузкам.
Для сварки сталей из первой группы применяют электроды марок АНО-4, АНО-21, МР-3 и ОЗС-41. Наиболее популярными из этого ряда являются МР-3, как универсальный материал для постоянного и переменного напряжения, работы в любых пространственных положениях шва и широком диапазоне температур воздуха.
Особые марки сталей
Более прочные стали с сопротивлением разрыву в пределах 500-600 МПа рекомендуется варить электродами марок УОНИ-13/55, УОНИ-13/65, Э50А, Э60 и ОЗС-28. Они обеспечат достаточную прочность сварного шва и его хорошее сопротивление разрыву.
Легированные конструкционные стали прочностью более 600 МПа при отсутствии последующей термической обработки сваривают электродами марок ЭА-981/15, ЭА-395/9 или НИАТ-5. Если сваренная конструкция при дальнейших операциях будет подвержена термическому нагреву, то рекомендуется взять УОНИ-13/85, ОЗШ-1 или НИАТ-3М.
Для сварки устойчивых к коррозии, воздействию кислотных растворов, щелочей и других химически активных сред нержавеющих сплавов используют специальные электроды марок ОЗЛ-7, ЦЛ-11 и ОЗЛ-22. Жаропрочные и жаростойкие стали, предназначенные для эксплуатации при температуре более 500°C, варят электродами ОЗЛ-38, КТИ-7А и ЦТ-15.
Зачем нужна смена полярности при сварке электродами
Чтобы понять, какую роль играет полярность при сварке электродами, для начала необходимо разобраться с принципом соединения деталей электрической дугой.
Классификация
В зависимости от используемых технологий, сварку разделяют на три основных вида:
-
термическая – соединение деталей происходит путем расплава кромок и последующего их стыкования;
-
термомеханическая – элементы конструкции свариваются методом нагрева и сдавливания соединяемых деталей;
-
механическая или сварка давлением – в ее основу положено свойство твердых тел проникать в структуру друг друга на уровне атомов.
Для этого их необходимо сильно сдавить.
Но поменять полярность сварного тока реально только при електродуговой сварке.
Что такое дуговая электросварка
Этот вид сварки относится к категории термических. Образовывающаяся между электродом и свариваемой поверхностью электрическая дуга имеет температуру около 7000°С. Это позволяет расплавить кромки соединяемых деталей и металл, содержащийся в электроде, и соединить элементы надежным швом. По этому принципу работают как ручные, так и автоматические и полуавтоматические сварочные аппараты.
От источника питания на клеммы подается напряжение, которое посредством кабелей поставляется держателю электрода («минус») и к детали, находящейся в работе («плюс» или «земля»). Для того, чтобы дуга была стабильной соединение детали с зажимом «плюсового» кабеля должно быть надежным. Для этого, перед началом работы место крепления очищают от краски, ржавчины, смазки и пр. загрязнений. После включения аппарата в сеть и приближения электрода на определенное расстояние к рабочей поверхности, между ними должен возникнуть электрический разряд. Это и есть дуга, которая сваривает металлические детали. Равномерному горению способствуют имеющиеся в электроде разнообразные примеси и напыления.
Что происходит при смене полярности
При прямой полярности («минус» на электроде, «плюс» на рабочем элементе) ток от электрода разогревает и расплавляет деталь. Образованная дуга отличается стабильностью и равномерностью. Изменение полярности приводит к изменению направления течения электротока – от детали к электроду. В этом случае разогревается конец электрода, а дуга получается «гуляющей» (неустойчивой).
Но в некоторых случаях это свойство оказывается достаточно полезным. Так с обратной полярностью сваривают изделия из цветных металлов и тонколистового железа. При необходимости прожечь окисел на поверхности элемента, который плавиться при значительно большей температуре, тоже меняют полярность. Конечно такие манипуляции возможны лишь при проведении сварочных работ на постоянном токе.
Почему плохо зажигается сварочная дуга и залипают электроды?
Сталкиваясь с проблемой плохого поджога дуги и прилипания электродов, сварщик зачастую склонен винить качество используемых расходных материалов. Но нередко возникновение подобной ситуации провоцируют совершенно другие факторы. И возникновение таких обстоятельств может спровоцировать сам сварщик.
Первое на что стоит обратить внимание – сила сварного тока. Если амперность будет ниже чем необходимо, то дуга будет поджигаться слабо, кромки деталей не проплавляться до нужного уровня и соединение получится низкого качества. При показателях силы тока выше требуемой в конкретных условиях величины, то металл будет просто прогорать. Нужное количество ампер определяется исходя из диаметра электрода, толщины металла и его вида.
Еще одной причиной слабого поджига электродуги и прилипания электрода может стать плохая очистка рабочей поверхности. Остатки ржавчины, смазочных материалов и других видов загрязнений будут уменьшать контакт между краем электрода и свариваемыми элементами. Это в свою очередь может значительно снизить качество шва.
Даже качественные электроды могут стать причиной плохого зажигания дуги. Все зависит от способа хранения. Если расходные материалы хранятся в ненадлежащем месте, то возможно, что они отсыреют. Это и может послужить фактором, провоцирующим прилипание электрода и формирования нестабильной электродуги. Проблема решается путем прокаливания электродов. Для этого используют специальные печи или шкафы. Кроме прямого назначения они могут выполнять функцию хранилищ. Помещенные в них высушенные расходные материалы будут находиться в необходимом микроклимате.
Неправильное хранение может привести к отваливанию обмазочного слоя электрода. В этом случае изделие будет непригодным к использованию. Уделяя должное внимание не только выбору качественных расходных материалов, но и их хранению, сварщик может быть уверен в том, что сварной шов будет качественным, электрод не будет залипать, а плохой поджиг дуги мешать работе.
Что представляет собой временное сопротивление разрыву у электродов?
Несмотря на то, что все большей популярностью пользуются автоматический и полуавтоматические сварочные аппараты, большинство сварочных работ все равно проводят в ручном режиме штучными электродами. Расходный материал имеет несложную конструкцию. В его основе лежит металлический стержень. Для его изготовления используют сплавы различной химической компоновки. Сверху стержень покрывают специальным составом.
Сваривание с использованием электрода способно внести в структуру металла кардинальные изменения. При этом сварочный процесс кардинально отличается от металлургического, хотя и в первом и в другом случае происходит термическая обработка стали. При сваривании температурное воздействие характеризуется кратковременностью. Кроме этого в сварной ванне происходит активное взаимодействие металла с газами и побочными продуктами.
Но даже кратковременное воздействие высокотемпературного режима, создаваемого электродом, позволяет не только расплавить сталь, но и катализировать одновременное впитывание газов. Протекание этого глубокого окислительно-восстановительного процесса напрямую зависит от состава покрытия. От него же зависят и химико-физические характеристики образуемого шлака.
Поэтому ингредиенты напыления подбираются с должной тщательностью. С его помощью можно снизить температуру плавления стержня и добиться необходимой вязкости шлака и его быстрого остывания. Одной из базовых характеристик расходника для ручной сварки считается предел прочности при растяжении (или более научно – временное сопротивление разрыву).
Что характеризует данная величина
Граница прочности — это максимальное механическое напряжение (в данном случае – натяжение), которое выдерживает сварной шов без необратимых деформаций. Это показатель характеризует пластичность соединения, и его способность противостоять разрыву.
Этот показатель находится в прямой зависимости от:
-
рыхлости присадочного материала;
-
толщины стыков свариваемого изделия;
-
времени, затраченного на спайку;
-
качества подготовки кромок соединяемых элементов;
-
присутствия «неучтенной» влаги в напылении.
Гарантировать достаточный уровень временного сопротивления способны различные марки расходных материалов. Главное при выборе знать, в каких условиях будет эксплуатироваться созданная конструкция. Отсюда уже можно будет сделать вывод о допустимых максимальных силовых нагрузках.
Маркировка указываются согласно ГОСТ 9467-75. На упаковке продукции обязательно должно быть пометка, характеризующая нагрузку на разрыв, которую способен выдержать 1 мм² сварного шва. Измеряется показатель в Джоулях на сантиметр квадратный. Но если обобщить, то эта цифра указывает весовую нагрузку, которую способна выдержать определенная площадь соединения. То есть величина 490 Дж/см² дает основание утверждать, что кв. сантиметр шва не разрушится под весом в почти пол тонны.
Какие бывают электроды для сварки?
Большинство монтажных работ и производственных технологических процессов не обходятся без выполнения сварки металлов. Широкий ассортимент электродов позволяет сваривать различные конструкции, но при этом требуют правильного их подбора по классам и группам. Только так можно получить надежные, прочные и долговечные сварные швы.
Электроды представляют собой металлические токопроводящие прутки, изготовленные методом прокатки. Подразделяются на следующие виды:
-
Плавящиеся, изготавливаемые из расплавляемого токопроводящего прутка. Отличаются доступностью и дешевизной, а также простой технологией сварки. Их применение востребовано в различных сферах деятельности.
-
Неплавящиеся представляют собой нерасплавляемый пруток, предназначенный для подвода тока к точке сварки. Подвод присадки осуществляется со стороны, за счёт чего обеспечивается точное формирование сварного шва.
Электроды используются для сварки и резки конструкций из черных и цветных металлов, сталей с различным содержанием углерода и легирующих элементов. Большинство современных электродов позволяют выполнять сварные работы под различными углами к свариваемым конструкциям.
Каждая марка электрода предназначена для выполнения сварки определённых видов металлов под определенным пространственным положением относительно поверхности. Нанесенные защитные покрытия с разными химическими составами предназначены максимально облегчить процесс сварки и создать условия для формирования надежного и долговечного шва.
Покрытия также могут повышать коррозионную стойкость соединительных швов.
Чтобы создать надёжный и прочный сварной шов, достаточно правильно подобрать марку электрода и иметь опыт проведения подобных сварных работ либо обладать достаточным объемом теоретических знаний о данной технологии. Стоит отметить тот факт, что электроды должны быть качественными и соответствовать заявленным требованиям.
В случае отсутствия опыта выполнения сварочных работ нужно браться за выполнение простых задач. Сварку ответственных конструкций стоит доверять исключительно профессионалам.
Как правильно подобрать электроды и варить ими?
Сварочный аппарат является одним из самых востребованных инструментов у мастеров и домовладельцев. Он позволяет выполнять большинство ремонтных и монтажных работ без особых проблем. Однако для его успешного применения необходимо иметь опыт сварки различных металлов и правильно подбирать электроды.
Многие считают, что удобно пользоваться услугами наёмных сварщиков, так как это обходится дешевле приобретения сварочного оборудования. Однако на практике оказывается, что работники не всегда обладают высоким профессионализмом, что вызовет лишь дополнительные финансовые и временные затраты.
Поэтому выгоднее самостоятельно научиться сварке металлов и проводить ответственные работы самостоятельно. Технология доступна для освоения любому желающему. Как правильно выбрать инвертор и электроды?
Для бытового применения подходит любой инвертор с предельным током сварки 160 А, поддерживающий стабильное горение дуги на расстоянии 2-6 мм от металлической поверхности.
В процессе сварки важно перемещать электрод вдоль поверхности на одинаковом расстоянии от ней. Это позволит при равномерном подплавлении металла электрода в электрической дуге заполнять углубление шва расплавленными каплями и формировать ровный гладкий шов.
Важно, чтобы присадочный материал был по химсоставу близким к составу свариваемых конструкций. Это обеспечит одинаковую прочность и однородность шва вдоль всей его длины. Для сварки металлов используются электроды на основе стали, меди, латуни, алюминия, биметаллических сплавов.
Соблюдение угла наклона электрода относительно направления дуги также важно. Обычно он составляет примерно 750. Для поджига дуги применяют метод подъёма или чирканья.
Подбор оптимальной величины тока также влияет на стабильность горения дуги. При малых токах дуга слабая, а электрод начинает залипать к поверхности, при высоких – начнёт сильно плавиться металл, вследствие чего разбрызгиваться и гореть. Правило для подбора тока следующее: на 1 мм сечения электрода должно приходиться 30-35 А.
Чтобы изучить все тонкости сварки, необходимо не только читать статьи и изучать профильную литературу, а и практиковаться с применением полученных знаний. Только при таком подходе можно стать профессионалом.
Как рассчитать расход электродов на 1 кг металла?
Каждый сварщик перед проведением различных конструкций должен уметь правильно рассчитать расход электродов. Причём такие знания важны не только при проведении масштабных строительных работ, а и для мелких. Они позволят правильно составить смету затрат, закупить необходимое количество электродов и исключить простои в работе.
Расход электродов характеризуется таким их количеством, которое необходимо расплавить, чтобы получить 1 кг наплавленного металла. Зная, сколько потребуется электродов, для проведения конкретных работ, можно не только рассчитать бюджет работ, а и подобрать их с учётом оптимального соотношения цены и качества.
Без знаний расчёта количества электродов, работать в крупной строительной компании не получится. И это понятно, так как требуется определить общие затраты с учетом себестоимости работ и получить прибыль.
Как же выполнить расчет расхода электродов? Для этого нужно воспользоваться следующей формулой:
Н=М×Кр,
где М – величина нормативного расхода, Кр – коэффициент расхода электродов.
Кр учитывает потери при выполнении сварочных работ, включая огарки длиной до 50 мм, угар, разбрызгивание металла.
Справочные данные о коэффициенте расхода для различных электродов с защитными покрытиями приведены в Таблице 1.
Таблица 1. Величина коэффициента расхода электродов.
|
Коэффициент расхода электродов |
Группа марок электродов |
Марки электродов с защитным покрытием для сварки сталей |
|
|
Углеродистых и низколегированных |
Теплоустойчивых и высоколегированных |
||
|
1,5 |
I |
АНО-1, АНГ-1К, ОЗС-17Н, АНО-19М, ДСК-50, АНП-6П, НИАТ-3М |
ТМЛ-1У, ТМЛ-3У, ОЗЛ-25, ЦТ-28, АНВ-17, АНЖР-1, АНЖР-2 |
|
1,6 |
II |
ОЗС-23, ВН-48, УП-1/45, АНО-5, АНО-19, АНО-20, ОЗС-6, АНО-10, АНО-11, АНО-30, АНО-ТМ, ВСО-50СК, ОЗС-18, ОЗС-25, УОНИ-13/55У, АНО-ТМ60, ВСФ-65, АНО-ТМ70, АНП-2, УОНИ-13/85 |
ЦЛ-20, КТИ-7А, ОЗЛ-6, ЗиО-8, ОЗЛ-8, АНВ-13, АНВ-34, НИАТ-4, НИАТ-15, НИИ-48Г |
|
1,7 |
III |
АНО-4, АНО-6, АНО-6У, АНО-21, АНО-24, АНО-29М, АНО-32, МР-3, ОЗС-4, ОЗС-12, ОЗС-21, СМ-11, УОНИ 13/45, УОНИ 13/45СМ, АНО-27, АНО-25, УОНИ-13/55, УОНИ-13/55СМ, ИТС-4С, ОЗС-24 |
ЦУ-5, ТМУ-21У, ЦЛ-51, УОНИ-13/НЖ, ОЗЛ-9А, ЦТ-15, ОЗЛ-17У, ЦЛ-11 |
|
1,8 |
IV |
ВСЦ-4, К-5А |
НЖ-13, ЭА-395/9, ЭА-981/15 |
Данные таблицы позволяют без проблем выполнить точные расчеты необходимого количества электродов. Стоит учесть тот факт, что расход реальный и расчётный совпадут в том случае, если будут строго соблюдаться все правила и нормы сварных работ.
От чего зависят характеристики сварочного тока?
От качества сварного шва зависит надежность и долговечность конструкции. В сварочном процессе нет мелочей. Вид источника питания, качество электродов, правильный подбор типа сварки по отношению к составу и категории металла – от всего этого зависит добротность получаемых соединений. Не последнюю роль (а может быть даже и первую) играет верный расчет силы и рода тока в зависимости от диаметра и материала изготовления электрода, от толщины и марки металла.
Первоочередная задача – определение каким током работать в конкретной ситуации: переменным или постоянным, прямой или обратной полярности. Постоянный ток прямой полярности обеспечит глубокую проплавку основного полотна и позволит работать с элементами толщиной 5 мм и более. Непрямая полярность при постоянном токе подходит для сваривания тонколистового металла. Переменным током любой полярности можно работать с толстостенными деталями, изготовленными из низкоуглеродистых и низколегированных металлов.
Сила тока напрямую зависит от диаметра электрода толщины металла (ТМ):
-
Ø1,6 мм. – 25-50 А. ТМ – 2-3мм.;
-
Ø2 мм. – 40-80 А. ТМ – 2-3-5 мм.;
-
Ø2.5 мм. – 60-100 А. ТМ – 3-5 мм.;
-
Ø3 мм. – 80-160 А. ТМ – 3-5-8 мм.;
-
Ø4 мм. – 120-200 А. ТМ – 3-5-8 мм.;
-
Ø5 мм. – 180 – 250 А. ТМ – 5-8 мм.;
-
Ø5-6 мм. – 220-320 А. ТМ – 10-24 мм.;
-
Ø6-8 мм. – 300-400 А. ТМ – 30-60 мм.
Исключением является сваривание металла толщиной до 3 мм. В этом случае используются электроды диаметром 2-2,5 мм. , но сила тока при этом должна быть не выше 30-70 А.
Запомнить все приведенные данные несложно, но на первых порах под рукой лучше иметь таблицы или пользоваться информацией, расположенной на упаковке электродов. Со временем приобретенный опыт значительно облегчит настройку сварочного аппарата.
Какие электроды подходят для сварки свинца?
Необходимость выполнения сварных соединений свинца может возникнуть при ремонте электрических кабелей, оборудования, трубопроводов или сантехники. Использование паяльной лампы при толщине свинцового слоя более 5 мм будет неэффективным, и такая работа выполняется только с применением сварки.
Применяемые технологии
Хорошие результаты можно получить при использовании газосварочных аппаратов. Но вопрос доставки, а то и просто отсутствие, горелки, шлангов, редукторов, ацетиленового генератора или баллонов с горючим газом и техническим кислородом может создать существенные затруднения в выполнении ремонтных работ.
Намного проще воспользоваться компактным переносным инвертором для электродуговой сварки. При этом все необходимое можно принести в руках и нужно только правильно подобрать сварочные электроды, флюс и припой. Сварочное соединение свинца или наплавка могут выполняться неплавящимися электродами с подачей припоя в зону горения электрической дуги.
Очень важно выбрать точную величину сварочного тока, так как мощная дуга будет просто прожигать свинец, имеющий температуру плавления всего 327°C. Сварочный ток зависит от толщины свариваемого металла и при 10мм должен быть не более 40А, а при 30 мм – 100А.
Флюсы и припой
Применение флюсов при сварке свинца обеспечивает защиту поверхности от воздействия атмосферного кислорода и образования оксидной пленки. В результате гарантируется высокое качество шва и надежное пластичное соединение.
В качестве флюса наиболее часто применяют смесь стеарина с канифолью в равных соотношениях по объему. Допускается использовать натуральный пчелиный воск или чистый стеарин без добавок, однако выгорание флюса в этих случаях происходит намного быстрее и расход материалов увеличится. Подготовленный флюс наносится на зачищенную кромку любым удобным способом.
Присадочным припоем является свинцовый пруток, толщина которого должна быть равна толщине свариваемого металла, но не превышать 10 мм. Если соединяемый металл толще, то электродуговая сварка производится в несколько проходов с предварительной обработкой кромок на скос и последующим заполнением шва расплавленным свинцом.
Предварительная обработка свариваемых кромок
При толщине металла более 6 мм необходимо обеспечить наличие скоса под углом 35-40 градусов и оставить притупление края не менее 4 мм. Поверхность, подготовленная для сварного соединения, должна быть полностью очищена от оксидной пленки. Это можно сделать при помощи металлических скребков или щетки с плотной щетиной.
Техника сварки свинца неплавящимся электродом
Угол направления электрода к месту сварного шва должен быть в пределах 30-40 градусов. Под таким же углом с другой стороны подается присадочный материал. Скорость сварки должна быть высокой и не допускать остановок. В противном случае есть большая вероятность прожига и вытекания свинца с обратной стороны стыка.
Одна из распространенных технологий предусматривает заточку сварочного электрода в форме плоской лопатки и простого прижатия его к свариваемым кромкам с одновременной подачей припоя. В результате одновременного разогрева и плавления кромок и припаечного прутка происходит сварка.
Какой химический состав у сварочных электродов?
Сварочные электроды представляют собой металлические проволоки, покрытые обмазкой или специальным покрытием. При их изготовлении используются современные или улучшенные компоненты. Состав подобран тщательным образом, чтобы образуемый сварной шов был надёжным и прочным.
Роль защитного слоя электродов – предотвращение раскаления всего стержня при поджиге дуги, так как это сделает процесс сварки невозможным. Иными словами, оно позволяет существенно упростить сварочные работы и получить в итоге качественный шов.
В электродах используется цельная проволока диаметром 1-12 мм с точным химическим составом, соответствующим жестким технологическим требованиям. В их маркировке отражен состав химических элементов, что позволяет опытным сварщикам подбирать оптимальные варианты под различные виды сварочных работ.
Обычно в состав электродов входят следующие элементы: кремний, углерод, фосфор. Их процентное соотношение стандартизировано и варьируется в зависимости от конкретной марки.
Ручная дуговая сварка осуществляется электродами с обмазкой, которая предназначена для создания защитной атмосферы вокруг свариваемых металлов и предотвращения образования оксидов и азотных соединений. При контакте металлов с азотом или кислородом создаётся хрупкий шов с низкой пластичностью.
Толщина покрытия также влияет на процесс сварки. Для получения качественного тонкого шва путём сварки со стабильной устойчивой дугой необходимы электроды с тонким слоем покрытия. При этом стоит учитывать, что прочность шва будет относительно невысокой, поэтому применять их для сварки ответственных конструкций категорически запрещено.
Электроды с толстым покрытием обеспечивают более комфортные условия для сварочных работ. В состав защитного слоя входят шлакообразующие компоненты и раскислители, а в наплавленный металл – марганец, фосфор, кремний, углерод, сера или карбон.
Шлаки защищают сварочный шов от негативного влияния внешней среды, поэтому такие электроды подходят для всех типов работ, в том числе и для сварки ответственных конструкций.
Чем отличаются электроды постоянного тока от переменного?
Между электродами, предназначенными для сварки на постоянном или переменном токе, внешних отличий нет, кроме указанной заводской маркировки. Именно она позволяет определить предельно допустимые сварные токи, полярность подключения, а также положение, относительно поверхности, на которой формируется сварной шов.
В чём состоит принципиальное отличие двух типов электродов? При сварке один является эффективным при подаче постоянного тока, а второй – переменного с частотой 50 Гц. На практике, например, если варить конструкцию электродом УОНИ на переменном токе, то он будет прилипать к поверхности и усложнять проведение работ.
Также неправильное подключение электрода может негативно сказаться на стабильности горения дуги, что неприемлемо. Поэтому важно заранее побеспокоиться о наличии необходимого сварочного оборудования и убедиться в правильной его настройке.
Понять в чём дело достаточно просто, если рассмотреть особенности переменного и постоянного токов. На приведенных ниже рисунках схематично указан принцип работы электродов при подаче на них разных типов токов.
Подключение домов к линиям переменного тока осуществляется следующим образом: электрик подключает два провода – ноль и фазу. Если посмотреть на осциллографе на форму переменного сигнала, то видно, что она синусоидальная, а это означает, что величина тока с течением времени изменяется.
При сварке из-за изменения максимальной величины тока происходит разбрызгивание капель расплавленного металла, а на постоянном – всё стабильно, то есть такие проблемы отсутствуют. При выпрямлении переменного тока мы получаем несколько синхронных переменных синусоид с одинаковой амплитудой, которые и формируют постоянный ток.
То есть, сварка на постоянном токе более стабильна и проста, чем на переменном. Поэтому её рекомендуют использовать многим новичкам для приобретения опыта проведения сварных работ.
В качестве примера, электрод МР-3С позволяет выполнять сварку на любом типе тока, а УОНИ – только на постоянном с обратной полярностью. Иными словами, электродами, предназначенными для переменного тока, можно варить на постоянном токе.
Какая максимальная нагрузка шва после сварки электродами
При сварке различных конструкций основной целью является достижение необходимого уровня прочности сварного шва с целью эксплуатации в определенных условиях под нагрузкой или другими механическими напряжениями. Как определить максимальную нагрузку на шов, при которой он сохраняет свои прочностные свойства?
Для проверки прочности необходимо проводить тестирования сварного шва на прочность, подвергая конструкцию следующим испытаниям: изгибу, сжатию, растяжению, оценке усталостных напряжений при различных температурах. Оптимальным вариантом является создание условий, приближенных к тем, при которых конструкция будет эксплуатироваться.
Если планируется проводить ремонты конструкций, то создание похожих условий к эксплуатационным весьма затруднительно. Для этого потребуется использование сложного дорогостоящего оборудования.
Качество швов также зависит от опыта сварщика, от качества сварки и от условий, при которых она выполняется. О сварных швах можно найти подробную информацию в документации ГОСТ 5264-80, но там данные только о простых стальных, никелевых и железоникелевых соединениях. Для сварных швов труб есть отдельный ГОСТ 16037-80.
В качестве примера рассмотрим сварку конструкций из конструкционной стали Ст3 с прочностью 380-490 МПа. Для этого нам потребуется электрод МР-3 АРС с диаметром 3 мм, который, при условии соблюдения технологии сварки, позволит добиться прочности шва под нагрузкой до 430 МПа.
Сварку таврового соединения будем выполнять способом, как показано на рисунке.
То есть будем формировать сварной шов Т6.
На схеме видно, что размер катета превышает примерно на 30% толщину металла. Таким образом выполняется уравнивание предельной нагрузки на шов, за счет чего его прочность достигает 490 МПа.
У многих неопытных сварщиков появляются проблемы при сварке тонколистовой стали 1,5 мм, особенно если приходится сваривать электродами 3 мм. Сложность возрастает в несколько раз при сварке в труднодоступных местах, когда требуется работать с зеркалом, или с металлическими конструкциями с неоднородной структурой.
Неоднородность структуры сложна тем, что при сварке некоторые зоны начинают растягиваться и формировать равномерный шов становится намного сложнее.
То есть, для достижения требуемых параметров сварного шва нужно пользоваться стандартами ГОСТ, правильно подбирать электроды, соблюдать технологию сварки. Прочность рассчитать можно методом, описанном в справочнике сварщика на стр. 353. Сварка в зимний период предъявляет жесткие требования к процессу и требует отдельного рассмотрения.
Как обозначаются электроды?
Все электроды при производстве маркируются в соответствии с требованиями ГОСТ. Сварщики, зная состав свариваемых конструкций, могут без проблем подобрать оптимальные по свойствам электроды и получать прочные и надёжные сварные швы. Как же правильно расшифровать маркировку?
Первой указывается буква Е, которая обозначает наименование изделия, а именно, что это электрод. На втором месте могут стоять следующие буквенные обозначения, обозначающие материал, из которого изготовлен стержень или защитное покрытие:
- Zr – покрытие с цирконием;
- Ce – цериевое покрытие;
- La – лантанный защитный слой;
- Th – покрытие, содержащее торий;
- P – вольфрамовый стержень без примесей;
-
W – вольфрамовый стержень.
Сразу за буквами стоит цифра, которая говорит о содержании указанного элемента в процентах.
Для удобства маркировка электродов может быть указана в виде определённого цвета. В таблице приведена цветовая маркировка, в зависимости от региона, в котором был изготовлен электрод.
По AWS маркировка электродов следующая:
- EWP – электроды из вольфрама с чистотой 99,5%, обеспечивают стойкое горение дуги;
- EWG – электроды с цветной маркировкой, которые не входят в стандартную классификацию по причине отличий в процентном содержании элементов в покрытии, зависящих от различных изготовителей;
- EWCe-2 – электроды с содержанием 2% церия в защитном слое, отличаются хорошей эмиссией;
- EWLa-1 – электроды с покрытием, содержащим 1% лантана в покрытии, позволяют легко зажигать дугу и не прожигать тонкие листы при сварке;
- EWTh-2 – электроды, в которых в покрытии содержится 2% тория, пользуются популярностью среди большинства сварщиков;
-
EWZr-1 – электроды с защитным слоем, в котором содержится 1% оксида циркония, способны создавать высокостабильную дугу и поддерживать горение длительное время.
Из какой проволоки производят электроды?
Электроды для сварки изготавливаются на основе стальной проволоки, которая стандартизирована и полностью отвечает всем техническим требованиям и условиям сварных работ. Обычно для этого используются легированные, высоколегированные или углеродистые стали методом холодной протяжки.
К химическому составу проволок предъявляются жёсткие требования, поэтому на предприятиях они изготавливаются на высококачественном оборудовании с применением современных технологий. Наиболее востребованы такие марки электродов: МР-3С, ЦУ-5, АНО-21.
Проволока для сварки всегда маркируется индексом Св, после которого идёт цифробуквенные обозначения. Первые две цифры характеризуют количество углерода в сотых долях, содержащегося в стали. В Таблице 1 собраны данные о составах различных проволок, применяемых для изготовления электродных стержней
В маркировке после двух цифр могут указываться одна или две буквы. Св-08А, означает, что используется металл с очищенным от серы и фосфора составом, а Св-08АА – имеется пониженное содержание сернисто-фосфорных соединений или чистых компонент с одним их этих элементов.
Электроды со стержнем, созданные на основе Св-08АА, позволяют получать сварные швы повышенной пластичности и вязкости.
Легированные проволоки могут содержать до 6 легирующих компонент. От высоколегированных они отличаются меньшим составом таких элементов. Достаточно широкий выбор марок проволок позволяет создавать электроды, подходящие для сварки любых металлов и сплавов.
Вернуться в раздел
Советы по выбору вольфрамовых электродов
Один из вопросов, который задают многие клиенты в наши дни, звучит так: «Какой вольфрамовый электрод подходит для моего приложения?»
Выбор правильного вольфрама имеет решающее значение для успешной сварки TIG. Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала. Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Ниже приведены некоторые из наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG DC, TIG-AC и плазменной сварки:
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20
Основной оксид: 1,7–2,2% оксид тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8% ЦИРКОНИРОВАННЫЙ (БЕЛЫЙ) EWZr-8/WZ8
Основной оксид: 0,7–0,9 % оксид циркония
Нерадиоактивный . Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНАТ (ЗОЛОТО) EWLa-1.5/WL15
Основной оксид: 1,3 –1,7% Оксид лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (d/c) в качестве альтернативы 2% торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
2% CERIATED (СЕРЫЙ) (ранее оранжевый) EWCe-2/WC20
Основной оксид: 1,8–2,2% оксид церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ (ЗЕЛЕНЫЙ) EWP/WP
Основной оксид: Нет
Нерадиоактивный. Содержит 99,50% вольфрама. Хорошо подходит для использования с переменным током (a/c) для алюминиевых сплавов и магниевых сплавов в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
2% LANTHANTED (СИНИЙ) EWLa-2/WL20
Основной оксид: 1,8–2,2 % оксид лантана
Нерадиоактивный. Лучший электрод общего назначения как для переменного тока (a/c), так и для постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
LayZr™ (ШАРТРЕЗ) EWG
Основные оксиды: 1,5 % лантана, 0,08 % циркония, 0,08 % оксидов иттрия
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (a/c) или постоянным током (d/c) из-за допуска низкого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Подготовка вольфрама
В зависимости от типа вольфрамового электрода вольфрамовая заготовка состоит из шаровидной, заостренной или усеченной формы. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, подайте переменный ток, рекомендованный для диаметра электрода, и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
В любом случае тип и форма вольфрама, который вы используете, помогают определить качество дуги и характеристики сварки, которых вы достигнете. Каждый из вышеперечисленных типов вольфрама имеет определенные преимущества и недостатки. Вот почему, независимо от типа материала или процесса, который вы используете для сварки TIG, всегда важно быть мудрым при выборе вольфрама для вашего приложения. В любом случае требуется время, чтобы научиться готовить и выбирать вольфрамовые электроды для применения, которое вы используете.
Следуя вышеизложенному и немного попрактиковавшись, вы сможете научиться выбирать лучший вольфрамовый электрод для своего применения и правильно готовить вольфрам.
Как предотвратить прилипание сварочного стержня к металлу
Это обязательно произойдет! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с каждым. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Кратко почему…
Стержень дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.
Многие люди думают, что дуговая сварка металлическим электродом (SMAW) или «стержневая» сварка получила свое название из-за формы электрода, похожей на палку. Но он называется « сварка стержнем » так многие новички приклеивают сварочный стержень к основному металлу, как ученики. Иногда это делают даже профессионалы. Так что если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильной технике сварки, чтобы предотвратить прилипание электрода к металлу.
Итак, приступим.
Как зажечь дугу: простой способ
Сварка электродом считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытка отломить стержень от металла после прикрепления к нему. Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Теперь есть два способа зажечь дугу.
- Техника начала с нуля (Самый простой способ для новичка)
- Метод постукивания (Высокие шансы застрять в металле).
Для быстрого старта я рекомендую попрактиковаться в Технике начала с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы впервые зажечь дугу,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Держите стержень (около 1 см) выше примерно на дюйм от начальной точки, наклонив его в направлении, в котором будет происходить сварка.
- Аккуратно поскребите конец стержня по основному металлу. Не тыкать!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока сварочная ванна не начнет сварку вдоль стыка.
Это требует времени, чтобы освоить. Главное, что нужно помнить, это попытаться сбалансировать скорость движения, угол и длину дуги после удара по дуге. Точно так же, если вы вытянете удилище слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Разумнее всего будет просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев наконечник о шероховатую поверхность после остывания.
Почему сварочный пруток прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь снять этот идеальный сварной шов, но он просто испорчен брызгами вокруг из-за того, что стержень прилипал к металлу. Итак, вот 6 причин, почему именно это продолжает происходить.
1. Настройки низкого тока
Как я уже упоминал ранее, сварочный пруток прилипает к металлу в основном из-за низкого значения подаваемого тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
2. Низкое напряжение холостого хода
Зажечь дугу становится довольно сложно, если OCV (напряжение холостого хода) вашего аппарата слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, залипнете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникать из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Плохое качество флюса
Плохое покрытие флюса также может привести к проблемам с прилипанием. Имейте в виду, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
4. Короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
5. Грязная металлическая поверхность
Если поверхность основного металла слишком ржавая, становится трудно зажечь дугу. Даже если вам удастся поддерживать дугу, сварочный электрод будет время от времени прилипать к основному металлу. Мы можем объяснить это с помощью закона Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
6. Неправильный выбор электрода
Сварочные электроды бывают различных типов, каждый из которых имеет свои особенности применения и преимущества. Некоторые стержни работают только на постоянном токе, в то время как другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с залипанием электрода. Допустим, вы используете 5/64-дюймовый стержень E6013 с правильным значением силы тока, но ваш присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий 1/16-дюймовый стержень E6013.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного электрода, и это должно быть очень неприятно для вас.
Что делать, если сварочный стержень прилип к металлу?
Не нужно паниковать, если сварочный стержень прилип к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, отрежьте стержень до места, где флюс отвалился, используя пару плоскогубцев, и вы снова готовы к работе.
Теперь пришло время узнать несколько полезных советов по сварке электродом, которые помогут вам предотвратить проблемы с прилипанием сварочного электрода.
Оставайтесь на борту.
Советы, как избежать прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит. Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Различные типы электродных стержней предназначены для работы при различных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщины.
Stick Welding DC Таблица силы тока для различных электродных стержнейКак видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его расплавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного велико, вы можете немного увеличить ток выше диапазона, чтобы убедиться, что стержень не прилипает к металлу. Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Я хотел бы поделиться отличным инструментом, который я видел на днях на веб-сайте мельников. Он называется Сварочный калькулятор . Когда вы укажете материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Содержите электрод и поверхность в чистоте при использовании стержня соответствующего размера
Прежде чем приступить к работе, убедитесь, что ваши электроды не изношены и не заржавели. Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает со стержня, качество плохое, и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего размера обеспечивают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Перед сваркой обязательно удалите с поверхности металла ржавчину, влагу, масло и любые другие загрязнения. Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
3. Старайтесь обеспечить надежное заземление
Плохое соединение основного металла с землей может привести к увеличению общего сопротивления цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас надежное заземление. Ищите любые трещины в заземляющем проводе. Если клеммные соединения слишком заржавели, отрежьте провод с обоих концов и выполните новые соединения.
Важно помнить, что вы также должны убедиться, что все сварочные провода подключены правильно, в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги
При зажигании дуги чаще возникают проблемы с залипанием электрода. Требуются недели или месяцы практики, чтобы научиться правильному зажиганию дуги. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте подходящую длину дуги.
После того, как вам удалось поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между кончиком стержня и основным металлом. Старайтесь держать расстояние коротким, но следите за тем, чтобы не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, иначе металл будет разбрызгиваться повсюду.
Общее эмпирическое правило: длина дуги никогда не должна превышать диаметр металлического сердечника электрода.
6. Держите угол и скорость перемещения на соответствующем уровне
Я уверен, что вы уже знаете основные положения сварки. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного электрода) в правой руке, поставьте левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проходку, а если вы снизите скорость, то обеспечите неглубокое глубокое проникновение. Поэтому старайтесь соблюдать баланс между ними для качественной обработки сварного шва.
7. Выберите подходящий электрод
Толстые электроды трудно держать, и они с большей вероятностью прилипают. Если вы новичок, я бы посоветовал начать с тонкого сварочного электрода 6013, так как с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные электроды в сухом месте
Если вы используете только электроды E6013 или E6011, вам не нужно особо беспокоиться об их хранении. Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Итого
Как я упоминал выше, наиболее распространенной причиной проблем с залипанием сварочного электрода является низкое значение силы тока. Выполнение вышеупомянутых простых приемов очень поможет вам в вашем опыте сварки.
Но имейте в виду, что практика – это то, что делает сварку электродом идеальной. Так что, ребята, ТРЕНИРУЙТЕСЬ! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
STICK Основы сварки | Долговечность
Переключить навигацию
Поиск
Также известная как дуговая сварка металлическим электродом в среде защитного газа (SMAW), сварка STICK представляет собой двуручный метод, такой как TIG. При сварке STICK используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
ВВЕДЕНИЕ В СВАРОЧНУЮ СВАРКУ
История сварки стержнями восходит к 1800-м годам. В 1800 году британский химик и изобретатель сэр Хамфри Дэви разработал дугу между двумя угольными электродами с помощью батареи.
Газовая сварка и резка были введены в середине 1800-х годов. В 1880-х годах была разработана дуговая сварка угольной дугой и металлической дугой.
В 1881 году французский инженер-электрик Огюст де Меритенс использовал тепло дуги для соединения свинцовых пластин аккумуляторных батарей. Его ученик Николай Н. Бенардос получил патент на сварку. В 1890, кл. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.
Примерно в 1900 году британский изобретатель Строменгер представил металлический электрод с покрытием. Он использовал тонкое покрытие из глины или извести и заметил, что это обеспечивает более стабильную дугу.
В период с 1907 по 1914 год Оскар Кьельберг из Швеции изобрел электрод с покрытием, который выглядел как палочка.
Позже куски железной проволоки, смоченной в густых смесях карбонатов и силикатов, использовались для изготовления стержневых электродов.
ПРОЦЕСС СВАРКИ УДАРОМ
Сварка стержнем – это процесс, в котором используется электрод с флюсовым покрытием для формирования сварного шва. Электрический ток проходит через электрод с покрытием или сварочный стержень и образует дугу в точке контакта с основным металлом. Когда электрод начинает плавиться, флюсовое покрытие вокруг него создает облако газов, которое защищает расплавленный металл и предотвращает его окисление. Вот почему ее также называют дуговой сваркой в защитном металле. Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
STICK Процесс сварки довольно прост и не требует большого количества специального оборудования.
СОВЕТЫ ДЛЯ НАЧИНАЮЩИХ
Хотя дуговая сварка является одной из наиболее распространенных форм дуговой сварки, научиться этому процессу сложно. Чтобы быть эффективным сварщиком STICK, требуется более высокий уровень квалификации и владение определенными приемами. Вот три важные вещи, на которых должен сосредоточиться новичок.
Текущие настройки
Электрод, который вы выберете, определяет, требуется ли вашей машине постоянный постоянный ток, постоянный отрицательный или переменный ток. Используйте правильную настройку для вашей конкретной задачи. Положительный электрод обеспечивает большее проникновение, в то время как отрицательный электрод дает лучшие результаты для более тонких металлов. Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Длина дуги
Правильная длина дуги имеет решающее значение для электродуговой сварки. Для каждого электрода и приложения требуется различная длина дуги, не превышающая диаметр электрода. Например, 0,125-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
Угол перемещения
Для сварки в плоском, горизонтальном и потолочном положениях используйте метод «перетаскивания» или «наотмашь». Электрод должен располагаться перпендикулярно сварному шву. Наклоните кончик электрода на 5-15 градусов в направлении его перемещения. Для вертикальной сварки, которая движется вверх, используйте технику «толкания» или «вперед». Наклоните электрод в сторону от направления движения на 15 градусов.
ПЛЮСЫ СВАРКИ
Как и любой сварочный процесс, сварка STICK имеет свои плюсы и минусы. Вот некоторые из наиболее важных:
Плюсы:
• Оборудование, используемое для сварки STICK, простое в использовании и недорогое
• Не требует внешнего защитного газа, что экономит деньги
• Может выполняться даже во время дождя или ветра
• Легко заменить электроды для различных металлов
• Можно легко сваривать широкий спектр металлов и сплавов
• Хорошо работает на окрашенных или ржавых поверхностях
Минусы:
• Операторы должны иметь высокий уровень навыков и опыта
• Может быть сложно работать с некоторыми тонкими металлами
• Остается шлак, который необходимо удалить после сварки
• Сварка ПАРКОМ медленная по сравнению с другими типами сварки сварка
• Электроды необходимо заменять чаще, чем при других типах сварки
• Позволяет выполнять только короткие сварные швы до того, как потребуется вставить новый электрод
• Не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке. Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык. Однако травма может быть необратимой. Опасности при сварке могут включать ожоги горячим металлом, ожоги дугой, потерю слуха, расчленение и потерю зрения.
Ко всем этим потенциальным опасностям следует относиться очень серьезно. Вот почему в категории личной безопасности есть из чего выбрать. Перед началом любых сварочных работ необходимо приобрести или взять напрокат защитное оборудование, а затем использовать его.
СОПУТСТВУЮЩИЕ ПРОДУКТЫ
Посмотреть как Сетка Список
4 позиции
Показывать
12 16 32
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
Посмотреть как Сетка Список
4 позиции
Показывать
12 16 32
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
Отличия электродуговой сварки (7018 и 6013)
24 июня 2020 г. автор: ИМС
Свяжитесь с нами
Время считывания: 2 м 24 с
Сварка стержнем — это абсолютный вид искусства, на освоение которого уходят годы. Как и любой вид искусства, сварка стержнем включает в себя различные методы и оборудование, которые необходимо изучить, прежде чем приступать к какой-либо профессиональной работе. В этой статье обсуждение будет сосредоточено на двух наиболее распространенных сварочных электродах, используемых в мире профессиональной сварки, 6013 и 7018.
Для получения дополнительной информации о сварке прочитайте наше руководство по сварке для начинающих, в котором рассматриваются различные методы сварки, материалы, сварочные инструменты и оборудование.
Понимание характеристик, связанных со сварочными прутьями 6013 и 7018
Буквы и цифры на сварочном стержне обозначают характеристики и то, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Первый и второй наборы напечатанных номеров на сварочной палке означают разные характеристики, которые определяют тип применения, используемого электродами.
Как только вы узнаете разницу между этими числами, легко заказать то, что вам нужно. Следуйте нашему простому руководству, чтобы наклеить номера сварочных электродов, чтобы сделать это проще.
Первые два номера сварочных палочек
Наиболее распространенные электродные стержни начинаются с 60 или 70. Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Во многих случаях это означает, что сам сварной шов прочнее, чем сплавляемые материалы.
Если вы выполняете сварку для простого домашнего объекта, вам, скорее всего, понадобится электрод с меньшим номером. Но если вы свариваете металл для крупномасштабного проекта, такого как строительная площадка, вам может понадобиться электрод с более высоким номером.
Последние две цифры
Как только вы узнаете, сколько KSI вам нужно, вы можете посмотреть на второй набор цифр, соответствующий флюсовому покрытию стержня. Более высокие числа означают, что стержень имеет большее покрытие. У стержня 7018 больше покрытия, а у стержня 6013 меньше.
Третий номер
Помимо того, что третья цифра является частью шкалы покрытия, она также обозначает одно из трех возможных положений электрода. Цифра 1 указывает на всепозиционный электрод, который является наиболее гибким. Цифра 2 означает плоскую или горизонтальную, а 4 означает плоскую, горизонтальную, вертикальную вниз и над головой.
Что означает буква «Е» на моем сварочном электроде?
Если на вашем сварочном стержне появится буква «Е», ее можно проигнорировать. «Е» относится к «электроду», что является другим названием сварочной палочки. Нет никакой разницы между удилищами с буквой «Е» или без нее. Имеет значение только четырехзначное число.
6013 Сварочные стержни
Сварочные стержни Industrial 6013 используются для переменного и постоянного тока, где максимальная прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Электрод 6013 лучше всего использовать для легкого и среднего проплавления тонких или листовых металлических деталей. Электроды 6013 обычно используются в производстве корпусов грузовиков, металлической мебели, резервуаров для хранения, сельскохозяйственных приспособлений или там, где эстетика имеет большое значение.
7018 Сварочные стержни
Сварочные электроды Premium 7018 предназначены для сварки низко-, средне- и высокоуглеродистых сталей, а также высокопрочных низколегированных сталей. Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные стержни 7018 легко ударяются, вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
Сварочные палочки 6013 или 7018 — что выбрать?
Тип сварочного электрода, который вы выберете, будет зависеть от области применения и вашего уровня опыта. Многие новички научатся использовать 6013 на своих уроках сварки. Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Во многих случаях 7018 является отраслевым стандартом. В дополнение к более высокому KSI и покрытию, это также вариант с низким содержанием водорода, а это означает, что он с меньшей вероятностью приведет к растрескиванию важных инфраструктурных проектов, таких как строительство мостов. Тем не менее, отсутствие водорода в стержне означает, что вам нужно держать его в печи для стержня, чтобы он не поглощал влагу, которая может ослабить стержень.
Обратитесь в IMS за прецизионными сварочными инструментами и оборудованием сегодня
Как только вы узнаете, какой тип сварочного электрода вам нужен для вашего проекта, посетите сайт Industrial Metal Supply. Мы продаем сварочные палки различных размеров и опций, включая сварочные аппараты премиум-класса, инструменты, шлемы и защитные очки, которые идеально подходят для выполнения большинства проектов.
Предыдущий пост: Правильный выбор металлической решетки для гриля
Next Post: Различные марки стали
Избранные категории
Защита от ржавчины Основы работы с металлом Как работать с серией Профили металлов Отраслевые справочники Металлы
Другие категории
Контакты
Введение в M-сварку металлов Weld — Ideas & Advice
Приобрести сварочные материалы в Интернете по адресу metals4U
ПРЕДУПРЕЖДЕНИЕ:
Этот документ содержит общую информацию по обсуждаемой здесь теме. Этот документ не является руководством по применению и не содержит полного изложения всех факторов, относящихся к этой теме.
Установка, эксплуатация и техническое обслуживание оборудования для дуговой сварки, а также выполнение процедур, описанных в этом документе, должны выполняться только квалифицированным персоналом в соответствии с применимыми нормами, правилами техники безопасности и инструкциями производителей.
Всегда следите за тем, чтобы рабочие зоны были чистыми и безопасными, а также чтобы использовалась надлежащая вентиляция. Неправильное использование оборудования и несоблюдение применимых норм и правил техники безопасности могут привести к серьезным травмам и повреждению имущества.
Введение
Дуговая сварка покрытыми электродами — это ручной процесс, при котором источником тепла является электрическая дуга. Когда дуга загорается между электродом с покрытием (посредством электрододержателя) и свариваемой деталью (основным материалом), выделяется тепло, вызывающее быстрое плавление основного материала и электрода.
Сварочный контур состоит в основном из следующих элементов:
- источник питания
- электрододержатель
- электроды с покрытием
- зажим заземления и кабели заземления
, как показано на рисунке 2 ниже.
рис. 2
Источник питания
Целью источника питания является питание электрической дуги, которая присутствует между основным материалом и электродом, за счет выходного тока, достаточного для поддержания дуги.
Сварка электродом основана на принципе постоянного тока, т. е. ток, подаваемый источником питания, не должен изменяться, когда оператор перемещает электрод к изделию. Таким образом, основным конструктивным свойством источника является поддержание постоянного тока при изменении длины дуги по мере приближения электрода к изделию или удаления от него: чем постояннее ток, тем стабильнее получается дуга и тем проще работа оператора.
Внутри источника питания обычно находится устройство регулировки сварочного тока механического (например, магнитный шунт) или электронного типа (системы SCR или инверторные системы). Это различие позволяет разделить аппараты для электродной сварки на три семейства в зависимости от технологии их изготовления: электромеханические сварочные аппараты, электронные сварочные аппараты (SCR), инверторные сварочные аппараты. Полярность выходного тока источника питания различает еще две категории:
рис. 3
а) источник питания постоянного тока (см. рис. 3) база трансформатора и может преобразовывать переменный ток в постоянный. Этот выход типичен для электронных SCR и инверторных источников питания. Если сварочная цепь имеет источник питания постоянного тока (DC), ее можно дополнительно классифицировать по способу соединения полюсов источника питания со свариваемым материалом:
b) источник питания переменного тока (см. рис. 4)
рис. 4 50 или 60 циклов в секунду (Герц). Его получают с помощью трансформатора, который преобразует сетевой ток в подходящий для сварки ток. Это для электромеханических сварочных аппаратов.
i) подключение с прямой полярностью
Подключение с прямой полярностью происходит, когда кабель зажима (с зажимом электрододержателя) подключается к отрицательному полюсу (-) источника питания, а кабель заземления (с зажимом заземления) к положительному полюсу. (+) источника питания. Электрическая дуга концентрирует тепло, выделяемое на изделии, и вызывает его плавление. Таким образом, по мере расплавления сердцевины электрода она осаждается и проникает в сварной шов.
ii) подключение с обратной полярностью
Подключение с обратной полярностью происходит, когда кабель зажима (с зажимом электрододержателя) подключается к положительному полюсу (+) источника питания, а кабель заземления (с зажимом заземления) к отрицательному полюсу. (-) источника питания. Тепло электрической дуги в основном концентрируется на кончике электрода. Для каждого типа электрода требуется определенный тип тока (переменный или постоянный) и, в случае постоянного тока, определенная полярность: поэтому выбор электрода зависит от типа используемого источника питания. Неправильное использование приведет к проблемам со стабильностью дуги и, следовательно, к проблемам с качеством сварки.
рисунок 5
электрододержатель
Основная функция электрододержателя — поддерживать электрод, гарантируя хороший электрический контакт для прохождения тока; он также должен гарантировать достаточную электрическую изоляцию для сварщика.
рис. 6
Зажим заземления и кабели
Зажим заземления — это инструмент, который с помощью кабеля заземления обеспечивает замыкание электрической цепи между источником сварочного тока и свариваемым изделием. Кабели зажима и заземления, подключенные к электрододержателю и зажиму заземления соответственно, обеспечивают электрическое соединение между источником питания и свариваемым основным материалом. Выбор сечения и длины кабеля должен основываться на максимальном сварочном токе в амперах.
рисунок 7
Электроды с покрытием
Электрод с покрытием состоит из сердцевины и покрытия. Сердечник состоит из металлического токопроводящего стержня, единственной целью которого является подача сварочного материала к изделию. Используемый материал зависит от основного материала: для углеродистых сталей, для которых сварка электродом наиболее распространена, сердечник из мягкой стали. При сварке сердцевина плавится немного раньше, чем покрытие.
Покрытие является наиболее важной частью электрода и выполняет множество функций. Он в первую очередь служит для защиты сварного шва от загрязнения, и достигается это двумя способами: i) путем испарения и последующего изменения атмосферы, окружающей сварочную ванну, путем замедленного плавления, сердцевина, следовательно, защищена естественным образом сформированным кратером; ii) разжижаясь и плавая наверху бассейна, шарик защищается при охлаждении.
Он также содержит материал, способный очищать основной материал, и элементы, которые могут способствовать созданию сплавов в расплаве. Поэтому выбор покрытия очень важен и зависит от характеристик, которые должны быть приданы сварному шву. Покрытие может также содержать сварочный материал в виде порошка для увеличения количества наплавляемого материала и, следовательно, скорости сварки. В этом случае мы имеем в виду высокоэффективные электроды.
Особенности современного источника питания
Современные инверторные источники питания для сварки могут иметь специальные функции, функции которых заключаются в облегчении сварки. Эти устройства могут включать в себя технологии «форсирования дуги», «горячего старта» и «антиприлипания».
Устройство «форсирования дуги» облегчает перенос капель расплавленного материала с электрода на основной материал, предотвращая гашение дуги, когда капли вызывают контакт (т. е. короткое замыкание) между электродом и сварочной ванной.
Устройство «горячего пуска» облегчает зажигание электрической дуги, обеспечивая «перегрузку по току» каждый раз при возобновлении сварки.
Устройство «антиприлипание» автоматически отключает источник питания, если электрод прилипает к основному материалу, что позволяет удалить его вручную, не разрушая зажим электрододержателя.
Общие принципы
Дуговая сварка металлическим электродом с использованием трансформаторного сварочного аппарата зависит от того фундаментального факта, что когда одна сторона сварочного контура присоединяется к стальному листу, сварочный электрод соединяется с другой стороной, а оба электрода вводятся в контакт, дуга будет установлена. Если дуга правильно контролируется, металл с электрода будет проходить через дугу и осаждаться на стали. Когда электрод движется вдоль стали с правильной скоростью, металл будет осаждать в виде однородного слоя, называемого валиком. Электроды, используемые при сварке, тщательно изготавливаются для получения прочных и качественных сварных швов. Они состоят из сердечника из стальной проволоки, обычно называемой мягкой, поскольку она содержит низкий (0,10-0,14) процент углерода. На этот сердечник нанесено специальное покрытие, которое помогает создать дугу и в то же время защищает расплавленную сталь при ее перемещении по дуге.
Чтобы использовать эти принципы при дуговой сварке металлическим электродом, необходимы некоторые средства контроля мощности. Мощность в цепи измеряется напряжением и током. Однако напряжение определяется длиной дуги и, в свою очередь, зависит от диаметра электрода. Следовательно, практическая мера мощности или тепла выражается в силе тока, обычно измеряемой в амперах. Очевидно, что маленькому электроду требуется меньший ток, чем большому. Для упрощения работы шкала на передней панели сварочного аппарата отмечена для различных значений силы тока.
рис. 8
рис. 9
Точный ток, выбранный для работы, зависит от размера свариваемых деталей и положения сварки. Как правило, для сварки небольшой детали будет достаточно меньшего тока, чем для сварки большой детали той же толщины. Точно так же при данном размере электрода для тонких металлов следует использовать меньший ток, чем для более тяжелых.
Несмотря на то, что всегда рекомендуется выполнять сварку в горизонтальном положении, как показано на рис. 8, иногда при работе на машинах или других крупных узлах необходимо выполнять сварку в вертикальном, горизонтальном или потолочном положении, как показано на рис. рисунки 9, 10 и 11 соответственно. Как правило, в этих сложных условиях полезно уменьшить силу тока по сравнению со значением, используемым при сварке в горизонтальном положении.
рисунок 10
рисунок 11
рисунок 12
При обучении сварке существуют определенные основные этапы, которые необходимо освоить, прежде чем можно будет приступить к сварке на реальной работе. Перед фактическим зажиганием дуги необходимо вставить электрод в держатель, как показано на рис. 12.
Зажигание дуги
Для зажигания дуги на рис. 13 показан так называемый «метод царапания». . В этом методе ударный конец электрода проводится по изделию так же, как и при зажигании спички. Когда электрод касается изделия, включается сварочный ток. Если его удерживать в этом положении, электрод будет
рис. 13
рис. 14
«прилипает» или приваривается к изделию, и для преодоления этого электрод вынимают из изделия сразу после контакта.
Величина, на которую извлекается электрод, невелика и зависит от диаметра: это расстояние известно как длина дуги. Если при зажигании дуги электрод замерзает, его можно освободить быстрым поворотом запястья.
Доступен другой метод создания дуги. Известен «метод постукивания» (см. рис. 14), когда электрододержатель опускается прямо на изделие и сразу же после контакта отводится на нужную длину.
Потренируйтесь зажигать дугу обоими способами. Как правило, для сварки переменным током предпочтительнее метод царапания. Определение правильной длины дуги затруднено, так как нет готовых средств для ее измерения. В качестве предварительного руководства используйте длину дуги около 1,6 мм для электродов диаметром 1,6 мм и 2,4 мм; для электродов диаметром 3,2 мм и 4,0 мм используйте длину дуги около 3,2 мм. Когда навык будет приобретен, звук дуги будет хорошим ориентиром. Короткая дуга с правильным током издаст резкий потрескивающий звук. Осмотр нанесенного шарика даст дальнейшую проверку.
Как только вы научитесь зажигать и удерживать дугу, переходите к наплавке металла. В начале лучше всего наплавлять валики наплавленного металла на плоские пластины в форме 14, используя полный электрод. Тренируйтесь двигаться слева направо и справа налево. Электрод следует держать более или менее перпендикулярно к работе, за исключением того, что наклон его вперед, в направлении движения, окажется полезным. Правильное положение показано на рис. 15. Надлежащий валик показан на рис. 16, а на рис. 17 показано поперечное сечение валика и обозначены различные термины, используемые при описании сварного шва. Чтобы получить эти результаты, необходимо поддерживать короткую дугу, двигаться с постоянной скоростью и подавать электрод вниз с постоянной скоростью по мере его плавления.
рис. 15
рис. 18
рис. 16
рис. 17
рис. Будет удерживаться дуга слишком долго, или скорость перемещения будет меняться от медленной до быстрой, и швы будут выглядеть, как на рис. 18. Поперечное сечение такого сварного шва показано на рис. 19. Кроме того, сварной шов, вероятно, будет губчатые (пористые) и малопрочные.
фигурка 20
Продолжайте тренироваться до тех пор, пока не сможете каждый раз получать одинаковые бусины, как показано на рис. 18. Хороший способ потренироваться — накладывать ряд бусин, одну рядом с другой, пока тарелка не будет покрыта. Затем насадите еще одну серию бусин под прямым углом к первой, увеличивая таким образом пластину до большей толщины.
Плетение
Когда необходимо покрыть большую площадь за один проход электрода, используется метод, известный как плетение. При этом электрод перемещается или колеблется из стороны в сторону по заданной схеме. Чтобы быть уверенным в однородности наплавки, необходимо использовать определенный узор, подобный показанному на рис. 20. Хотя переплетение полезно, особенно при наращивании металла, оно должно быть ограничено переплетениями, не превышающими диаметр в 2,5 раза. электрод.
Стыковые соединения
До этого момента обсуждалось только нанесение валиков на плоские пластины. Хотя такие операции полезны при сборке изношенных деталей или применении материалов с твердой наплавкой, они не помогают научиться сваривать детали вместе. Для этой цели необходимы другие типы сварных швов, показанные на рис. 21.
рис. 21
При выполнении сварных швов, описанных выше, вероятно, было замечено, что отложение металла шва на одной стороне пластины приводит к его «скручиванию» вверх по направлению к сварному шву: это называется деформацией и почти всегда будет наблюдается при локальном воздействии тепла на металлическую пластину. Точно так же при выполнении стыкового сварного шва деформация приведет к сближению краев листа перед сваркой. Это связано с усадкой наплавленного металла при охлаждении. Его можно преодолеть, раздвинув края на длинный конус примерно на 3 мм через каждые 30 см.
При сварке стыкового соединения может потребоваться подготовка кромок для обеспечения хороших результатов. При дуговой сварке металлическим электродом обычной практикой является сварка тонких материалов толщиной до 4,8 мм без какой-либо специальной подготовки с использованием стыкового соединения с квадратной канавкой. Для толщины 5 мм и более используется одинарная или двойная V-образная канавка. Как правило, одинарная V-образная канавка подходит для сварки толщиной до 18 мм и в тех случаях, независимо от толщины, когда можно обрабатывать сварной шов только с одной стороны.
рис. 22
Снятие фаски
Лучший способ снятия фаски со стали для сварки – кислородно-ацетиленовый резак. Работа может выполняться с помощью ручной горелки или специальной машины для кислородно-ацетиленовой резки. Однако при выполнении такой резки к пластинам будет прилипать окалина. Его необходимо удалить шлифовкой или скалыванием перед сваркой, так как он может застрять и, таким образом, получить некачественный сварной шов. Там, где оборудование для кислородной/ацетиленовой резки недоступно, шлифование, вероятно, будет лучшим способом подготовки фасок. Углы этих скосов должны составлять около 30 градусов, а нижний край может быть оставлен квадратным на расстоянии около 1,6 мм. См. рис. 22.
рис. 23
Попрактикуйтесь в сварке встык, начиная с тонкого материала толщиной около 3 мм. Избегайте очень тонкого материала (толщиной около 1,6 мм) в начале, так как это требует определенного мастерства. Разделите квадратные края 3-мм материала примерно на 1,6 мм и проварите встык электродом 3,2 мм. Вероятно, первые попытки не смогут пробить лист или могут прожечь его. Продолжайте пробовать, регулируя ток в рекомендуемом диапазоне: также меняйте скорость перемещения, чтобы получить желаемый шов. Освоив 3,2 мм, приступайте к аналогичному упражнению на 6 мм. На этот раз, однако, нанесите по бусине на каждую сторону соединения и попытайтесь сплавить одну с другой. Поскольку сварка с одной стороны действует на толщину 3,2 мм, скос не требуется.
Затем сделайте один V-образный паз на пластине толщиной 6 мм, скошенной под углом 30 градусов. Начните с электрода 3,2 мм для первого шарика или слоя и закончите электродом 9 мм. Убедитесь, что вы проникли примерно на 0,8 мм ниже нижней части буквы «V» (она называется корнем). Когда навыки будут приобретены на 6-миллиметровом материале, переходите к 9-миллиметровому, а затем к 12-миллиметровому. На них, особенно на 12-миллиметровом, сделайте также двойные V-образные стыковые соединения. Вообще говоря, необходимо наносить валик или слой на каждые 3,2 мм толщины. На более тяжелых пластинах может потребоваться плетение верхних слоев, чтобы полностью заполнить канавку.
При выполнении стыковых сварных швов целесообразно время от времени проверять результаты. При отсутствии сложного испытательного оборудования это можно сделать с помощью молотка и тисков. Возьмите короткую сварочную деталь так, чтобы сварной шов был чуть выше челюстей. Ударьте его молотком в направлении, которое стремится открыть нижнюю, корневую сторону сварного шва, как показано на рисунке 16. Хороший сварной шов не разрушится при этом испытании, но прогнется.
Если сварной шов разорвался, проверьте его, чтобы определить причину. Если отверстий много — шов выглядит губчатым — он пористый и это, вероятно, из-за слишком длинной дуги. Если в сварном шве есть кусочки шлака, возможно, дуга была слишком короткой или с электродом обращались неправильно, что привело к захвату расплавленного шлака из покрытия. Вполне вероятно, что это произойдет на V-образном соединении, выполненном в несколько слоев, и требует тщательной очистки между слоями. Возможно, при разломе обнаружится, что первоначальная поверхность фаски все еще видна. Это означает, что он не расплавился, и причина, скорее всего, кроется в слишком высокой скорости движения или недостаточном нагреве.
Тройники и соединения внахлестку
Другой основной тип сварки, угловой шов, используется для изготовления тройников и соединений внахлестку. Для этого типа сварки не требуется никакой специальной подготовки, кроме прямоугольных кромок. Типичные сварные тройники и соединения внахлестку показаны на рисунках 24 и 25 соответственно.
рис. 24
рис. 25
рис. 27
рис. 29
При первом рассмотрении тройникового соединения сразу видно, что различное расположение детали создает проблему. Способ удержания электрода для стыковых швов не будет удовлетворительным. Для наплавки углового шва в один проход держите электрод так, как показано на рис. 26. Это обеспечит сплавление в угол и в угловой шов, стороны которого будут примерно равны. Для максимальной прочности необходимо наплавить угловой шов с каждой стороны вертикальной секции. Если необходимо более толстое скругление, наложите второй слой, как показано на рис. 27, используя любой из рисунков плетения на рис. 28.
Соединение внахлестку, хотя и включает в себя один и тот же основной тип сварки, угловой шов, имеет разное распределение металла и, следовательно, требует еще одной технологии. Детали применения приведены на рис. 29 для однопроходной сварки. Для двухпроходного сварного шва на рисунке 30 показаны детали.
рис. 26
рис. 28
рис. 30
Вертикальная, горизонтальная и потолочная сварка
рис. 32
рис. Качество сварки лучше, операция проще и быстрее. Однако бывают случаи, когда необходимо работать с деталями, закрепленными в положении, при котором сварные швы должны выполняться горизонтально, вертикально и потолочно. Нужно понимать, что сварка в этих положениях сложна и потребует постоянной практики для отработки навыка.
Как и в случае со сваркой в горизонтальном положении, лучше всего начать практиковаться с выполнения сварки валиком в различных положениях. Затем, по мере освоения этих операций, отработку можно продолжить на стыковых и угловых сварных швах (тройниках и соединениях внахлестку) в этих положениях.
Одним из первых фактов, отмеченных при сварке в этих положениях, является то, что сила тяжести заставляет расплавленный металл капать (падать) вниз. Поэтому используемая техника должна быть разработана для преодоления этого, и, поскольку это сложно, лучше всего подходить к этому поэтапно. Для этого начните с выполнения горизонтального валикового шва на листах, наклоненных под углом 45 градусов, как показано на рис. 31. Когда это будет освоено, чтобы можно было последовательно выполнять равномерный валик, можно приступать к практике вертикальной сварки. Снова начните с простой операции, например, проведите бусины вертикально по 9 ниткам.0003
Чтобы продолжить эту практику, теперь необходимо переместить пластины в вертикальное положение. Детали горизонтальных сварных швов приведены на рис. 33.
Сварка в вертикальном положении может выполняться либо путем движения сварного шва вверх, либо сверху вниз и сварки вниз. Обычно признается, что работать вверх легче, и поэтому следует практиковать сварку валиков таким образом. Способ изготовления плетеных швов показан на рис. 34.
Так как сварные швы имеют ограниченную практическую ценность, этот опыт необходимо расширить путем отработки стыковых сварных швов в вертикальной и горизонтальной схемах.
На рис. 35 представлена информация, подходящая для однопроходной вертикальной стыковой сварки или первого прохода многослойной наплавки. Два метода наплавки последующих слоев показаны на рисунках 36 и 37.
Детали для горизонтальных сварных швов показаны в коллекции на рисунке 38. Обратите внимание, что полоса металла показана в корне сварного шва, она известна как опорная полоса. Его использование позволяет без особых трудностей обеспечить надежный корневой проход. При использовании скошенные края пластины должны располагаться на опорной полосе, а полоса должна быть прихвачена прихватками к пластинам с обратной стороны.
Рисунок 33
Рисунок 34
Рисунок 35
Рис. 36
Рисунок 37
Рисунок 38
Для сварных снимков наполните можно использовать, невзирая на разницу в положении пластин. Также при наплавке многослойного углового сварного шва этот же метод будет использоваться для наплавки первого слоя как на нахлестку, так и на тавровое соединение. Для нанесения последующих слоев на тавровые соединения используются два способа, показанные на рисунках 40 и 41. Для дополнительных слоев на соединениях внахлестку можно увидеть несколько похожее переплетение на рисунке 42.
Сварка в потолочном положении — последняя задача, которую необходимо освоить. Снова выполните этапы выполнения сварных швов, стыковых швов и, наконец, выполнения угловых швов.
рис. 39
Если необходимо ткачество, можно использовать схему, показанную на рис. 43.
Техника выполнения потолочных стыковых швов показана на рис. 44, где рассматриваются однопроходные сварные швы или первый проход многослойных швов. Последующие шарики можно наносить, как показано на рис. 45.
Опять же, для сварки соединений внахлестку можно использовать технику угловых швов.
рисунок 40 рисунок 41 рисунок 42
рисунок 43
рисунок 44 рисунок 45
Заключение
Следует понимать, что никакая печатная инструкция не может научить новичка навыкам, необходимым для успешной сварки. Индивидуальный инструктаж опытного сварщика является наилучшим из описанных на сегодняшний день средств для достижения этой цели. Поэтому следует приложить усилия, чтобы обеспечить возможность для обучения и практики под компетентным надзором. В любом случае, новичок должен, по крайней мере, заручиться критикой готовых сварных швов квалифицированным сварщиком.
| ||||||||||||||||||||||||||||||||||||||||||||||
СТЕРЖЕНЬ | АС | DC | ПОЛОЖЕНИЕ | ПЕНЕТ-РАЦИОН | ПРИМЕНЕНИЕ И СВАРОЧНОСТЬ |
6013 | ДА | +/- | ВСЕ | МЕД | ОБЩАЯ МЯГКАЯ СТАЛЬ, ЛЕГКАЯ |
7018 | ДА | + | ВСЕ | МЕД | С НИЗКИМ ВОДОРОДОМ, МЯГКАЯ СТАЛЬ, ПРОЧНАЯ |
7024 | ДА | +/- | ПЛОСКИЙ/ГОРИЗОНТ | МЕД | МЯГКАЯ СТАЛЬ, ГЛАДКАЯ, ПРОСТАЯ, БЫСТРЕЕ |
NiCl | ДА | + | ВСЕ | МЕД | ЧУГУН |
308л | ДА | + | ВСЕ | МЕД | НЕРЖАВЕЮЩАЯ |
312 | ДА | + | ВСЕ | НИЗКИЙ | РАЗЛИЧНЫЕ, МЯГКИЕ И НЕРЖАВЕЮЩИЕ СТАЛИ |
600 | ДА | + | ВСЕ | НИЗКИЙ | НАПЛАВКА |
Как выбрать лучший вольфрам для сварки TIG на переменном токе.
Производительность Racing IndustryМаксимальное использование преимуществ инверторной технологии при сварке TIG на переменном токе зависит от многих факторов. Особенно важным является выбор правильного вольфрама для оборудования и области применения.
В прошлом чистый вольфрам считался единственным выбором для сварки ВИГ таких материалов, как алюминий, магний или другие сплавы, для которых требуется дуга переменного тока.
Но инверторная технология в современных аппаратах для сварки TIG на переменном токе предоставила больше возможностей. Чистый вольфрам больше не рекомендуется. Современные легированные вольфрамовые электроды, часто называемые редкоземельными вольфрамами, содержат такие элементы, как церий или лантан, и превосходят традиционный чистый вольфрам, помогая оптимизировать качество и производительность.
ПРЕИМУЩЕСТВА TIG-ИНВЕРТОРОВ
Промышленность перешла на инверторные аппараты для сварки TIG на переменном токе, которые используют передовую технологию прямоугольных импульсов для улучшения качества сварки, увеличения скорости перемещения и снижения эксплуатационных расходов.
Компания Miller Electric Mfg. LLC запатентовала прямоугольный выход переменного тока и регулируемую функцию контроля баланса в 1970-х годах. Эта технология позволила перейти через диапазон нулевой силы тока быстрее, чем обычная синусоидальная волна, улучшив запуск дуги и создав более стабильную дугу.
Сегодня технология инвертора переменного тока TIG следующего поколения обеспечивает больше преимуществ в дополнение к синусоидальной форме волны.
ТРИ (3) РАСШИРЕННЫЕ ВОЗМОЖНОСТИ ДЛЯ ПРЯМОУГОЛЬНЫХ СИГНАЛОВ:
1. Инвертор переменного тока для сварки TIG в сварочном аппарате Miller® Dynasty® обеспечивает плавную и стабильную дугу, поскольку прямоугольный импульс проходит через нулевую точку в тысячи раз быстрее, чем на основе выпрямителя. сварщик. Эти сварочные аппараты имеют настолько быстрые инверторы, что встроенные высокочастотные возможности используются только для зажигания дуги — больше не требуется непрерывная работа при сварке алюминия. Эти инверторные машины также предлагают пусковые функции Lift-Arc™, исключающие использование высокой частоты как на постоянном, так и на переменном токе.
2. Сварочные аппараты с инвертором расширяют контроль отрицательного баланса электродов (EN). Сварочные аппараты Dynasty позволяют операторам точно настраивать время продолжительности от 50 до 99 процентов. Увеличение продолжительности EN-части цикла может помочь добиться большего проникновения. Это также способствует более узкому сварному шву и увеличению скорости перемещения до 20 процентов. Кроме того, он снижает нагрев вольфрама, что позволяет использовать вольфрам меньшего диаметра для сварки меньших или более тонких деталей.
3. Сварочные аппараты с инвертором позволяют операторам регулировать выходную частоту сварки (не путать с высокой частотой для зажигания дуги) от 20 до 400 Гц в случае усовершенствованных моделей Dynasty. Выходная частота обычных сварочных аппаратов зафиксирована на уровне 60 герц. Нижний частотный диапазон создает более широкий конус дуги, расширяя профиль валика, что отлично подходит для наплавки. Увеличение частоты, особенно выше 100 Гц, приводит к более узкому и сфокусированному конусу дуги. Этот точечный контроль направляет больше тепла в сварной шов для лучшего провара и более узкого валика, что помогает при сварке в углах, корневых и угловых швах или везде, где требуется точная сварка.
Инвертор переменного тока TIG идеально подходит для сварки алюминия, поскольку он позволяет сварщикам точно настраивать профиль сварочного валика, контролируя форму конуса дуги и усилие дуги за счет улучшенного баланса и контроля частоты. Это позволяет операторам изменять форму и силу сварочного тока с широкого веера на более сфокусированный поток. Чтобы получить более мягкую и широкую дугу, сварщики могут снизить частоту переменного тока. Для более мощной дуги сварщики могут увеличить частоту. Чистый эффект заключается в том, что усовершенствованная технология прямоугольных импульсов обеспечивает лучший контроль профиля борта. Обратите внимание, что частота переменного тока в основном влияет на ширину дуги и проплавление, в то время как контроль баланса влияет на очищающее действие и срок службы/геометрию вольфрама.
В то время как чистый вольфрам традиционно лучше выдерживает нагрев, поскольку он скругляется, а не образует небольшие узелки, он больше не является идеальным решением для сварки TIG на переменном токе. Характеристики чистого вольфрама в сочетании со сваркой на переменном токе приводят к тому, что вольфрам сжимается, образуя более широкий конус дуги и возможное блуждание дуги. Когда шарик из чистого вольфрама становится больше, чем внешний диаметр вольфрама, он может нагреться настолько, что вольфрам расколется или выпадет и загрязнит сварочную ванну.
Редкоземельный вольфрам сохраняет остроту и не слипается, как чистый вольфрам. Кроме того, такие технологии, как улучшенный контроль баланса и выходная частота, отводят больше тепла от вольфрама, чтобы свести к минимуму образование конкреций, что делает редкоземельный вольфрам лучшим вариантом для сварки TIG на переменном токе.
ВЫБОР РЕДКОЗЕМЕЛЬНОГО ВОЛЬФРАМА
При выборе редкоземельного вольфрама для сварки TIG рекомендуемые варианты: 2% церия, 2% лантана или 1,5% лантана. Вольфрам, содержащий церий и лантан, лучше выдерживает сварку TIG на переменном токе, чем вольфрам с 2%-ным содержанием тория.
В то время как торированный вольфрам остается наиболее распространенным в сварке TIG на постоянном токе, из-за опасений по поводу излучения большинство экспертов настоятельно рекомендуют электроды с церием или лантана для сварки TIG на переменном и постоянном токе. Испытания показали, что цериевые и лантансодержащие электроды не уступают торированным электродам или даже превосходят их по сварочным свойствам.
Еще одним преимуществом выбора вольфрама из редкоземельных элементов в сочетании с передовой технологией прямоугольной формы является возможность использования вольфрама меньшего размера, что обеспечивает больший контроль и более сфокусированную дугу.
Не все электроды одинаковы. Обязательно выбирайте качественный электрод с равномерным распределением оксида в вольфрамовой матрице. Это улучшает сварочные свойства, такие как стабильность дуги, поведение при воспламенении, расход и срок службы.
ОБЩИЕ ВОПРОСЫ ПРИ ВЫБОРЕ ВОЛЬФРАМА
- Какой металл сваривается?
- Требуется ли мощность для сварки на переменном или постоянном токе?
- Является ли источник сварочного тока традиционным или основанным на инверторе с расширенным контролем баланса и регулируемой выходной частотой?
- Какой диапазон силы тока необходим?
- Электрод какого диаметра нужен и как его затачивать?
Также рекомендуется ознакомиться с таблицей выбора вольфрама.
МАКСИМАЛЬНО ПОЛУЧИТЕ ПРЕИМУЩЕСТВА ИНВЕРТОРНОЙ ТЕХНОЛОГИИ
При сварке алюминия или магния инверторным сварочным аппаратом переменного тока TIG неподходящий вольфрам может свести на нет преимущества передовой технологии прямоугольной волны. Правильный выбор вольфрама для сварочного аппарата TIG на базе инвертора может значительно повысить производительность и, в конечном счете, итоговую прибыль благодаря увеличению скорости перемещения, уменьшению расхода газа и вольфрама, более быстрому запуску сварочной ванны, сокращению времени отделки после сварки и устранению блуждания дуги.