Как правильно варить вертикальный шов электросваркой или дуговым инвертором для начинающих, как сваривать сварочным электродом
06ДекСодержание статьи
- Сваривание вертикала
- Общие определения
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке.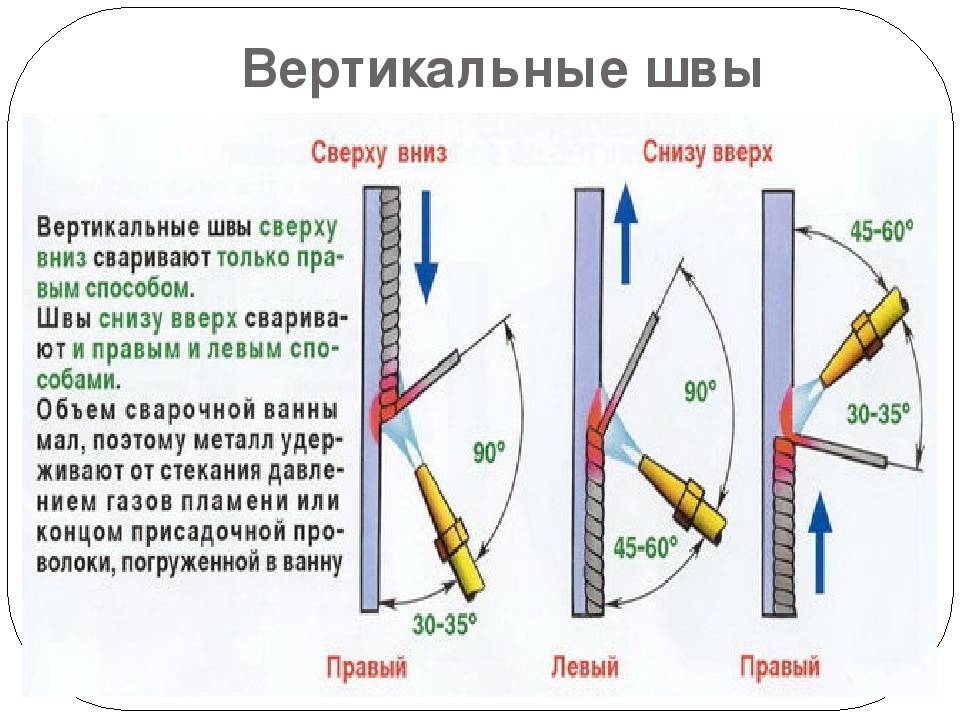 Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.


Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу.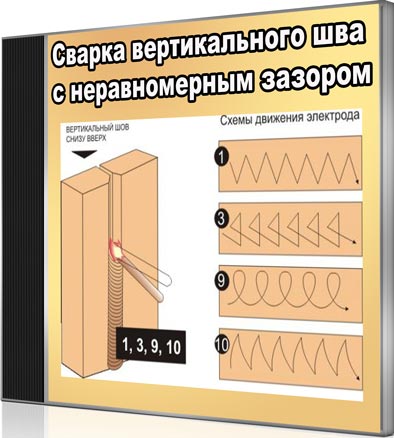 Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
 То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См.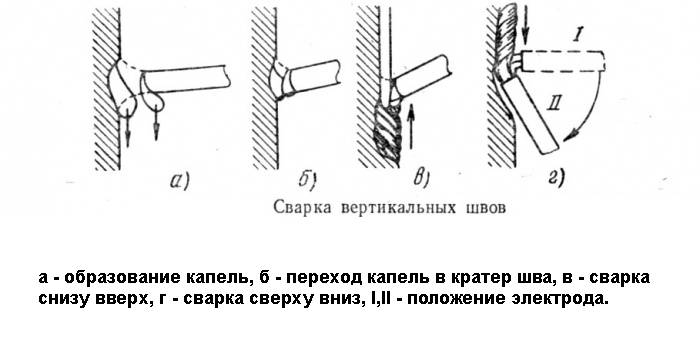 выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Сварка вертикальных швов | Тиберис
Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно короткой дугой. Меньший ток предотвращает вытекание металла из сварочной ванны, а короткая дуга способствует устойчивой и спокойной работе. Самый распространенный способ сварки вертикальных швов — это подъем «снизу вверх».
При способе «снизу вверх» дугу возбуждают снизу свариваемых поверхностей, в самой в нижней точке шва. Для начала сваркой подготавливают горизонтальную площадку, равную сечением будущему шву. При вертикальной сварке электрод должен совершать поперечные колебания. Наибольший провар будет достигаться при горизонтальном положении электрода, то есть перпендикулярно вертикальной оси. Однако на практике во избежание стекания расплавленного металла электрод наклоняют, обычно хороший результат получается при угле наклона 45-50 градусов. Сварка подъемом «снизу вверх» обычно выполняется электродами диаметром до 4 мм, поперечные колебания электрода — движениями полумесяцем, углом или «елочкой». Непрофессиональным сварщикам и новичкам лучше начинать с «полумесяца», этот метод наиболее прост в освоении.
| Движение электрода при выполнении проходов (поперечные колебания) | ||
| Полумесяцем | Углом | Елочкой |
Вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше, оставляя внизу готовый сварной шов. |
Электрод переменно поднимают вверх-вниз, беспрерывно направляя металл на кромки и равномерно перенося его вверх электродом. | Вначале электрод поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла. |
|---|---|---|
Как правильно самостоятельно варить вертикальные и потолочные швы
При выполнении ремонтных работ мастера часто сталкиваются с необходимостью соединить различные металлические конструкции или их фрагменты. Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе. Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности.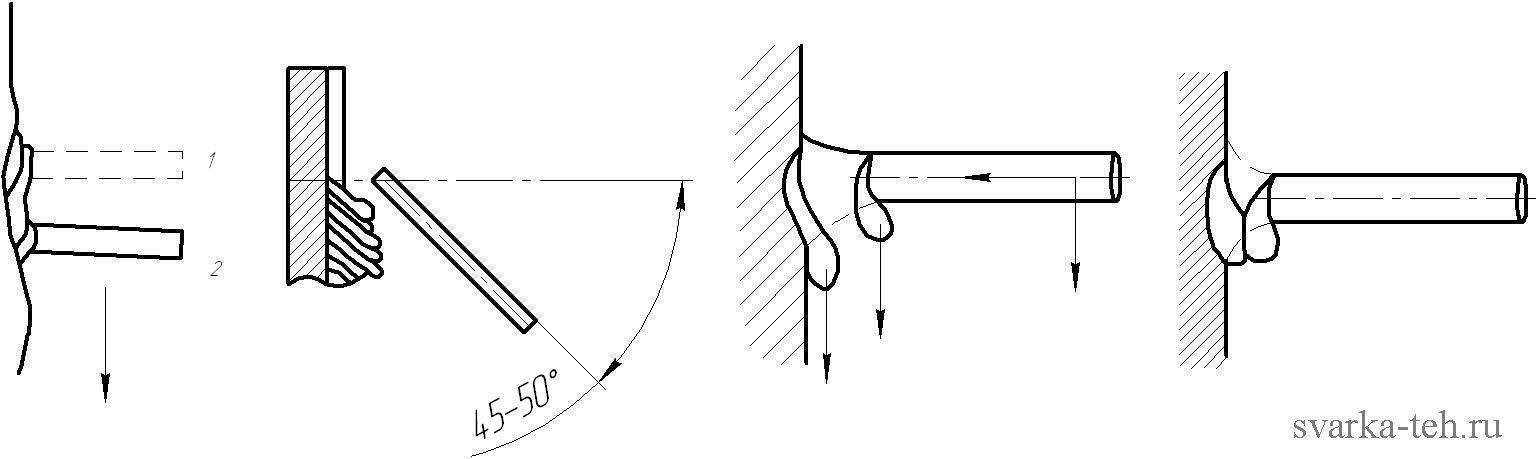 Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Во время сварки мастер может столкнуться с такой ситуацией, когда соединяемый конструкции находится в разных плоскостях. Сварка вертикальных швов, а также находящихся под углом или потолочных, усложняется из-за простых законов физики. Для соединения между деталями заливается особый сплав, который подвержен закону всемирного тяготения, поэтому он сразу же уходит вниз.
Особенности вертикальной сварки
Сварка удобна тем, что с помощью технологии можно соединить любые материалы, помимо металла. Специалисты соединяют конструкции из стекла, пластмассы и керамики. Как будет располагаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некоторые виды работ довольно простые даже для новичков. Например, соединение в нижнем положении. С ней справится даже домашний мастер без большого опыта работы. Но для остальных видов потребуется наличие определенных знаний и опыта.
Но для остальных видов потребуется наличие определенных знаний и опыта.
Если требуется сварка вертикального шва, то необходимо учитывать тип соединения и толщину элементов. Исходя из этих параметров, подготавливается металл. Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Вертикальные швы выполняются двумя методами: снизу вверх или в обратном направлении. Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Поэтому следует придерживаться следующих правил:
- сплав должен застывать быстрее обычного. Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
- чтобы получить качественные вертикальные швы необходимо работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
 В этом случае соединяемые поверхности поднимаются дугой.
В этом случае соединяемые поверхности поднимаются дугой.Выполнить сварку необходимо, не допуская зашлаковки, которая может произойти из-за неправильной подготовки конструкций. Полость между двумя конструкциями забивается, когда шов ложится неровно.
Расположение швов в пространстве
Техника сварки вертикальных швов предполагает уменьшение силы тока на 10-15%, от чего сократится объём расплавляемого металла. Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Сварку также рекомендуется выполнять короткой дугой, то есть максимально близко поднести электрод к обрабатываемой поверхности. Тогда металл быстрее переходит в иное состояние.
Сверху вниз
Когда варят вертикальный шов при помощи электросварки способом сверху вниз, то электрод должен быть расположен перпендикулярно к конструкции. После розжига, не меняя положения, прогревают металл. После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
Вертикальная сварка электродом не отличается популярностью, поскольку неудобна и требует от мастера постоянного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно добиться поставленной задачи.
Снизу вверх
Задумываясь, как правильно варить вертикальный шов электросваркой, следует учитывать несколько моментов. Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками». Тогда под воздействием аппарата части не сдвинутся с места.
При подготовке обязательно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Чтобы этого добиться, электрод должен располагаться практически вплотную к обрабатываемым поверхностям. Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных специалистов, поскольку работа выполняется из неудобного положения. Капли раскаленного материала могут сорваться с потолка прямо на пол или каску мастера. В этом случае электрод располагается перпендикулярно к обрабатываемой поверхности.
Специалист совершает им круговые или вертикальные движения с небольшой скоростью, чтобы улучшить сварку. В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
Сварочный шов образуется по вышеописанному принципу, то есть, материал должен затвердевать максимально быстро. Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием. Потолочное соединение отнимает больше сил и внимания, поэтому начинать постижение сварочных дел с него не стоит. Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в крайних случаях, если нет возможности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как только она слегка расплавляется, и образуются первые капли, то его наклоняют вниз и продолжают одновременно плавить края. Инструмент постепенно подаётся вперёд и образуется короткая дуга, которая благодаря кончику препятствует стеканию капель металла.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. Благодаря чему потихоньку образуется ровное и прочное соединение. Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения. При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Когда детали соединяются сверху вниз, то необходимо уменьшить размер капель жидкого металла. Поэтому отдают предпочтение электроду с наименьшим диаметром. В процессе сварки разворот электрода способствует образованию качественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное увеличение/уменьшение дуги.
Слишком длинное расстояние приведет к окислению и азотированию расплавленного материала, а также образованию брызг капель вокруг. К тому же по структуре место соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует красивое, ровное качественное место стыка.
Для этого электрод необходимо перемещать в 3 основных направлениях – поступательном, продольном и поперечном. Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Финишная обработка
Практически все изделия, которые были соединены при помощи электродов, требуют заключительной обработки. Так как на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтобы получилось использовать соединённые части по назначению.
В некоторых случаях возникает необходимость в выравнивании выпуклой поверхности шва. Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Затем применяется углошлифовальная машина, которой выравнивается место соединения. С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
После удаления с конструкций выступов и застывших капель, окалин, ещё раз необходимо хорошенько осмотреть полученную конструкцию. При контрольном осмотре обращают внимание на прожог металла, трещины и другие дефекты. Если они обнаружены, то работа была выполнена недобросовестно. Чтобы исправить недостатки, необходимо устранить их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя подходящие инструменты. Только после этого переходят к обновлению соединенных конструкций. При этом все манипуляции следует выполнять лишь в тех местах, где присутствует брак. Поэтому удастся сэкономить время и не переделывать всю работу заново.
Поэтому удастся сэкономить время и не переделывать всю работу заново.
Безопасность во время работы
Сварочные работы довольно опасны, особенно для новичков, которые не разбираются в нюансах и особенностях дела. Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих. Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежду, состоящий из каски и специальной обуви с робой. Учитывая пожароопасность сварки, требуется запастись подручными средствами для тушения пожара, вроде огнетушителя или ящика с песком. Помня о таких простых правилах, новичок не причинит вред себе, а также качественно соединит две части в одну.
Как варить вертикальный шов — Ковка, сварка, кузнечное дело
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке.
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
Вертикальный шов «снизу-вверх без отрыва». Показано положение электрода и варианты движения его кончика.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов.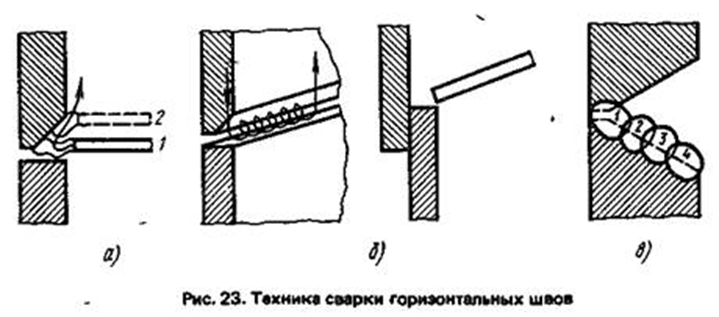
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности.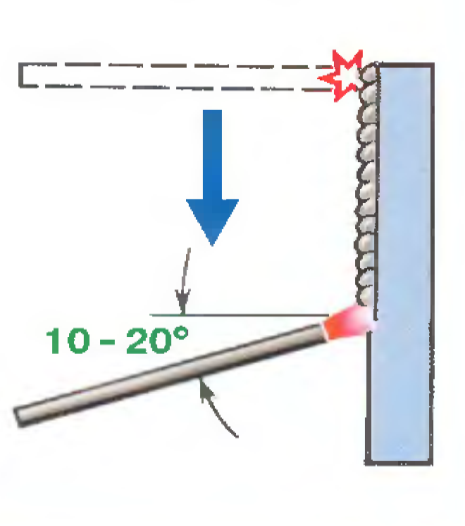 После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Вертикальный шов «сверху-вниз без отрыва». Показано положение электрода и варианты движения его кончика.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов.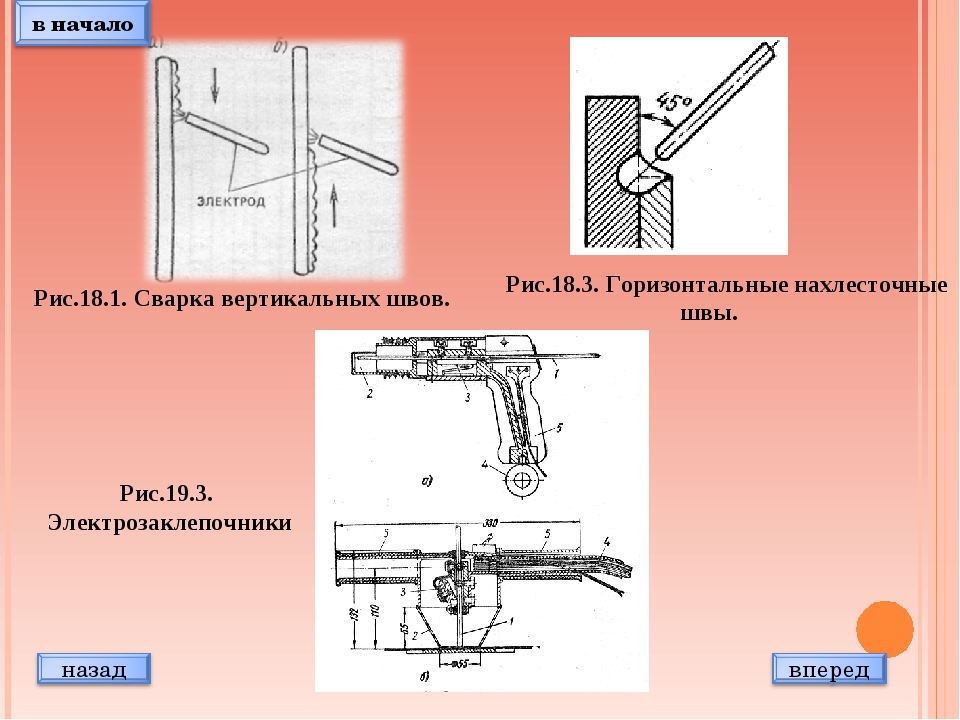 Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье «Сварка металлоконструкций» . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Видео
Разделы: Сварочные работы — как варить
Метки: выполнение сварочных работ, работа сварочным аппаратом, сварка своими руками, Сварка- основыСварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.
Рассмотрим различные варианты проведения таких работ.1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная — «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке. Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Вертикальный шов сверху вниз или снизу вверх. Как получить качественный шов в горизонтальной плоскости
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры — это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки.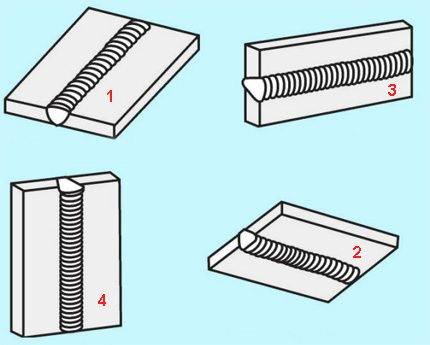 Дополнительные параметры — состав и толщина покрытия электрода, положение электрода и положение изделия.
Дополнительные параметры — состав и толщина покрытия электрода, положение электрода и положение изделия.
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла.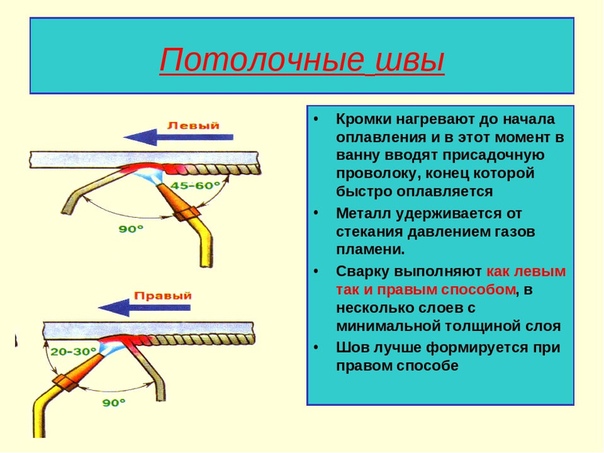 При сварке стали большей толщины используют электроды диаметром 4-6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
При сварке стали большей толщины используют электроды диаметром 4-6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.
Режимы сварки стыковых соединений без скоса кромок:
Примечание. Максимальные значения тока должны уточняться по паспорту электродов.
Режимы сварки стыковых соединений со скосом кромок:
Дополнение. Значения величины тока уточняются по данным паспорта электродов.
Горизонтальные, вертикальные и потолочные швы.
Выполнение указанных швов потребует определенных навыков. Существует очень большая вероятность вытекания расплав ленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода.
Что может удержать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Употребим и термин «пленка поверхностного натяжения». И чем тоньше будет масса, тем больше вероятности, что она будет удержана силой (пленкой) поверхностного натяжения. Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее — применяется пониженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика. Для потолочных швов оптимальными являются электроды с диаметром 4 мм, для горизонтальных (включая и вертикальные) швов берутся электроды с диаметром 5 мм.
Потолочный шов. Самый сложный. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для выделения шлаков и газов из расплавленного металла сварочной ванны.
Вертикальный шов может быть выполнен двумя способами — на спуск и на подъем. Предпочтительнее сварка на подъем. В этом случае нижележащий, уже частично закристаллизовавшийся, металл удерживает находящийся выше (у электрода) расплавленный металл. При данном способе удобно проваривать корень шва и кромок. Объясняется это тем, что расплавленный металл с электрода будет стекать в сварочную ванну. Единственный недостаток данного способа — поверхность шва будет покрыта грубой чешуей.
Сварка на спуск легче, но будет труднее получить качественный провар места соединения деталей. Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Горизонтальный шов более сложен в исполнении, чем вертикальный. Причина — отекание расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Рис. 1 Угол наклона электрода при сварке:
А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги.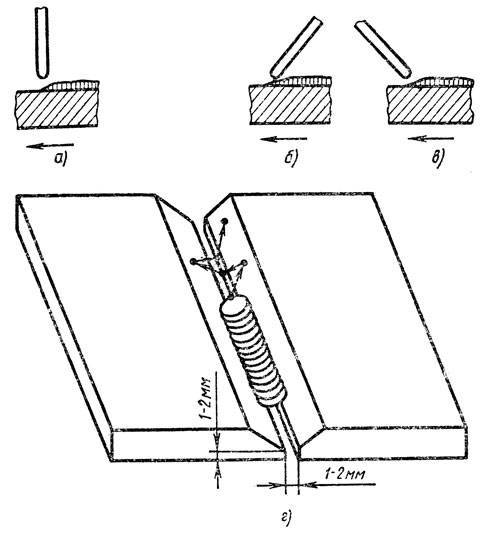 Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот . Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная — из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод — небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода — круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм — только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
Техника газовой сварки
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений. В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.
Перемещение горелки при сварке
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.
На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 — при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
Основные способы газовой сварки
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.
Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав
Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан — бутан-кислородным пламенем. Сварка ведется при повышенном содержании кислорода в смеси
с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 — 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от , сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при , силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Сварка горизонтальных швов технически более сложная для выполнения, чем сварка вертикальных швов. Происходит это из-за того, что при сварке стыковых швов, находящихся в горизонтальном положении, расплавленный металл из сварочной ванны перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания металла, могут образоваться в виде подрезов.
При сварке толстолистового металла, чаще всего, скос делают только на верхней кромке. При этом нижняя кромка выступает в роли полки, удерживающей жидкий металл от стекания. Электрическую дугу возбуждают на нижней кромке и затем перемещают её на верхнюю кромку со скосом и обратно (схема а) на рисунке справа).
Для сварки потолочных швов рекомендуются электроды, диаметром не более 4мм и пониженная сила сварочного тока. Сварку выполняют как можно более короткой дугой для того, чтобы улучшить переход капель расплавленного металла в сварной шов. При удлинении дуги возможно образование подрезов в сварном шве. Ещё одной трудностью данного , помимо растекания металла, является затруднённый вывод шлака и газов из расплавленного металла.
В одной из предыдущих статей мы уже рассказывали о том, что сварка изделия может осуществляться в разных пространственных положениях: потолочном, горизонтальном, вертикальном и пр. Каждый из этих видов сварочных работ требует от сварщика высокого профессионализма и соблюдения определенной техники.
Сварка горизонтальных швов, как и других, отличных от нижнего шва, связана с рядом трудностей, вызванных расположением соединения. Об особенностях такого вида сварки и ее технологии пойдет речь дальше.
Трудности при сварке горизонтальных швов.
Заметим, что сварка горизонтальных швов — один из сложных видов сварочного соединения. Процесс сваривания швов, расположенных в горизонтальном положении, осложняется воздействием силы тяжести.
Дело в том, что в процессе работы расплавленный металл может вытекать из сварочной ванны. Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.
Горизонтальные соединения также сопровождаются следующими сложностями: расплавленный материал стекает на нижнюю кромку, из-за чего существует вероятность того, что на верхней кромке появится подрез. Для предотвращения такого явления специалисты советуют делать скос верхней кромки, при этом нижнюю не трогать, она будет задерживать металл в ванне.
Справиться можно и с остальными трудностями. При горизонтальной сварке, обычно используют дугу довольно короткой длины, а электрод передвигают либо без манипуляций, либо поперечными колебаниями. Кроме того, рекомендуется во время сварки периодически отводить электрод от ванны, чтобы позволить металлу кристаллизоваться и сделать горизонтальный сварочный шов более качественным.
Также при горизонтальной сварке, и других сложных швах, специалисты советуют делать валик меньшей ширины, которая не должна превышать 2-3 диаметра электрода. Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.
Особенности сварки горизонтальных швов.
При создании швов в горизонтальном положении специалисты советуют держать электрод под углом 80-90 градусов, как изображено на рисунке.
Отметим, что необходимо добиваться того, чтобы дуга горела с максимально возможной глубиной проплавления металлоизделия. Это позволит снизить влияние «козырька», который создается при сваривании под углом меньше 80 градусов.
Чтобы добиться нужной ширины шва и усилить валик, нужно следить за скоростью сварки, длиной дуги. Также сваривание нужно производить колебательными движениями по направлению сварки (т.е. немного вперед, потом назад).
И еще. В зависимости от того, как ведет себя шлак, нужно выдерживать угол наклона электрода. За счет того, что шлак стекает на нижнюю кромку, сварка может производиться практически под углом 90 градусов, а в некоторых случаях и «углом вперед».
Создание сварочного горизонтального шва.
Делая горизонтальный шов сварки, следует соблюдать следующую технологию:
- Первый валик (корневой) делается короткой дугой, электрод передвигается без колебательных поперечных движений. Угол наклона к поверхности должен быть 80 градусов (±5°). Отметим, в таком случае шлак будет стекать частично на нижнюю кромку, а частично в зазор. При этом можно делать также сварку «углом вперед» тогда, когда нужно уменьшить проплав, или, наоборот, «углом назад» — если нужно увеличить проплавление корневого валика. Для создания первого валика обычно используют среднюю или максимально допустимую силу тока.
- Для создания второго валика обычно применяют среднюю силу тока. Слой делается в один проход. В зависимости от ширины получившегося корневого валика, может использоваться электрод с большим диаметром. Процесс сварки осуществляется по технологии «углом назад».
- Для выполнения третьего валика можно прибегнуть к двум способам, в зависимости от того, каким вышел второй слой шва. Если 2-й валик имеет площадку, то третьим обычно заполняют «лодочку», которая находится между вторым валиком и верхней кромкой. В том случае, когда второй слой получился «нормальным», то третий выполняют в два подхода. Третий валик делается усилением на площадь, расположенную между нижней кромкой и 2-м валиком. Это нужно выполнить так, чтобы третий валик находился на расстоянии от верхней кромки равном диаметру электрода. Вторым подходом создается четвертый валик, который выполняют в зависимости от того, каким получился третий слой и каково расстояние между вершиной 3-го валика и верхней кромкой. Отметим, что если это расстояние равно диаметру электрода то четвертый слой производится без манипулирования. Если же расстояние больше, то электрод передвигают поперечными колебательными движениями. Все эти способы показаны на рисунках.
- все остальные слои сварочного шва выполняются по аналогии с третьим валиком.
Во время сварочных работ нужно внимательно следить за верхней кромкой металлоизделия. Так как при горизонтальном шве именно в этой части чаще всего появляются различные дефекты.
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Как выполнять вертикальную сварку — штаб-квартира
Сварочные работы на верфях, строительных зданиях, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют, чтобы сварщики сваривали массивные металлические конструкции в вертикальном положении. Такое огромное оборудование сложнее переместить и для удобства положить горизонтально. Если вы хотите узнать больше о , как сваривать вертикальный , продолжайте читать.
Вертикальное сварочное положение
Когда вы складываете две детали вместе так, чтобы один конец был обращен вниз к земле, а другой — к небу, это называется вертикальным или вертикальным положением сварки.Сварка в таких положениях требует навыков и опыта.
На строительных площадках обычно требуется соединить два металлических куска вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих применениях должен быть долговечным и надежным, спрос на квалифицированных сварщиков постоянно растет.
Наиболее часто используемая процедура в строительстве — это сварка штучной сваркой или дуговая сварка металлическим электродом в защитных оболочках.
Направления сварки
При вертикальной сварке существует два основных движения горелки.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот краткое описание обоих.
Вертикально вверх
При сварке с использованием вертикального движения вверх воспринимайте это как строительство кирпичной стены, в которой вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сваривать снизу и медленно продвигаетесь вверх, создавая надежную опору для вашего сустава.
Это медленный процесс, требующий терпения.Сварщик двигается шаг за шагом, одновременно борясь с гравитацией. Каждая секция служит основанием для следующей и называется полкой.
Профессиональный совет : убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это приведет к образованию лужи, которая замерзнет, пока вы будете готовить следующую полку.
Вы также можете использовать зигзаг или плетение, когда поднимаете заготовку. Сосредоточьтесь на сторонах стыка, так как это дает сварочной ванне необходимое буферное время, чтобы дать ей достаточно остыть, чтобы не было прожога.Это также гарантирует, что расплавленный металл не упадет на ноги сварщика.
Для лучшего проплавления держите электрод немного вверх по склону и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз — это, по сути, то же движение — только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону.Вы должны всегда быть впереди шлака. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прожига.
Профессиональный совет : используйте стержень для быстрой заморозки, так как он упрощает весь процесс. В противном случае вы можете получить много шлака и перекрытия металла сварных швов, что приведет к некрасивым швам. Убедитесь, что вы не делаете паузу, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщикивыбирают вертикальное движение вверх почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используется дуговая сварка в среде защитного газа.
Ручная сварка стоек
Это процедура дуговой сварки, с помощью которой можно соединить две детали вместе с давлением или без него, а также с дополнительным присадочным металлом или без него.Вы можете использовать этот процесс, чтобы соединить вместе множество разных металлов, при условии, что они являются проводниками тепла.
На протяжении многих лет сварка штучной сваркой была самым популярным методом практически для всех сварочных работ. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для работы с более толстыми металлами. Он также может нагреваться через ржавчину и грязь, поэтому его предпочитают при выполнении большинства ремонтных и строительных работ.
Ручная сварка идеально подходит для работы на сквозняках и вне помещений.Он невероятно хорошо работает практически со всеми сплавами и материалами. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и с постоянным током, и он оказывается более экономичным, чем другие сварочные процедуры.
Несмотря на свои преимущества, существенным недостатком сварки штангой является то, что ее использование в некоторой степени ограничивается листами не тоньше 18-го калибра. Поскольку он обеспечивает высокую температуру нагрева и отличное проникновение материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку.
Его следует использовать для плавления металла толщиной 1/16 дюйма или более. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки необходимо учитывать область применения, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных стыков.
Металлический инертный газ для стоек
СваркаMIG, вероятно, одна из самых простых в использовании для большинства стыков. Этому невероятно легко научиться, и большинству любителей легко выполнить сварку MIG.Однако использование этого процесса для вертикальных суставов требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая плавит и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь сила тяжести помогает процессу. Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх.В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому V-образному движению.
Перевернутая буква V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проникновение сварочного шва для присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании метода перевернутой буквы V.
Мы не рекомендуем использовать MIG для вертикальных или потолочных работ, так как при этом образуется значительное количество шлака.Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами.
Вольфрамовый инертный газ для вертикальных шарниров
Сварка TIG подходит для большего количества металлов, чем любая другая сварочная техника. В нем используется неплавящийся вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальное количество искр или брызг и снижает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над сварным швом, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG — это рекомендуемая процедура для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- Метод замочной скважины — В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и заполняете его присадочной проволокой.Этот процесс обеспечивает отличное проплавление сварных швов и создание прочных соединений.
- Метод «Вверх-вниз» — Движение вверх-вниз и вверх — еще один способ эффективной установки присадочного металла. Это гарантирует отсутствие шлака и перемещение ванны расплава и ее регулировку по мере продвижения.
- Метод строчки — Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
TIG подходит практически для всех приложений и во всех положениях.Убедитесь, что вы используете чистый аргон в качестве защитного газа, чтобы защитить заготовку от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете невероятно контролировать сварной шов, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемый процесс для вертикального положения — это сварка стержнем. Его проще всего использовать на свежем воздухе, поскольку при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не столь идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку штангой.
1. Выберите подходящий электрод
Сварка в вертикальном положении требует от вас борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам гарантировать, что полученный шов будет наилучшим из возможных.
При выборе электрода для сварки вертикально вверх рекомендуется выбирать электрод с низким содержанием порошка железа.Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим количеством порошка железа схватывается быстрее и не будет стекать и не выделять шлак.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте узор плетения. Для 6010 мы предлагаем вам использовать технику взбивания или штабелирования, при которой вы периодически вытаскиваете стержень из сварочной ванны.
При движении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности.Вытеснение расплавленного металла является предпосылкой успеха при сварке вертикально вниз.
2. Создание сварных полок
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать движение вертикально вверх. Это сложно и требует много времени, но дает наилучшие результаты. Чтобы облегчить процесс, можно сделать полки под приварку.
Приварная полка — это когда вы соединяете одну часть детали, а затем переходите к следующей. Резервуар для первого сварного шва действует как сварочная полка для следующего участка.В идеале вы должны попытаться ограничить бассейн размером в 1,5 или два раза больше, чем используемый вами электрод. Он обеспечивает наилучшее проникновение сварного шва.
При использовании электрода 7018 следует выбрать технику плетения. Результат будет похож на шахматную доску. При использовании электрода 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть так, как будто фишки для покера размещены рядом друг с другом.
3. Настройки низкого тока и мощности
Распространенная ошибка, которую вы можете в конечном итоге сделать, — это использование настроек высокой мощности, что может привести к множеству проблем, включая подрезку.Вы можете легко избежать проблемы, снизив силу тока и замедлив весь процесс. Это уменьшает размер пула и усиливает контроль над его внешним видом.
Точно так же, чтобы расплавленная лужа замерзла, следует уменьшить значение силы тока. Это также поможет вам лучше контролировать ситуацию.
4. Безопасность прежде всего
Во всех процедурах сварки сварщик всегда должен соблюдать стандартные правила техники безопасности. Однако им необходимо проявлять особую осторожность при выполнении сварных швов вне положения, как в вертикальном, так и в потолочном положении.
- Используйте шлем автозатемнения — Использование превосходного шлема автозатемнения особенно важно при сварке. При сварке в нестандартном положении работа требует, чтобы вы проявляли бдительность и постоянно контролировали ванну расплава, чтобы не допустить сбоев. Вы не можете позволить себе менять объектив посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем наилучшего качества для защиты вашего зрения.
- Защитные очки — При сварке палкой образуется значительное количество брызг.Наличие съемных защитных очков в дополнение к шлему может показаться немного лишним, но это для вашей безопасности. Кроме того, легче снять очки и почистить их, чем снять шлем.
- Сапоги со стальным носком — Для получения идеального сварного шва шлак должен стекать до того, как вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.
- Огнестойкие перчатки — При сварке вертикальным стержнем мы рекомендуем носить огнестойкие перчатки, закрывающие до локтей. Они должны быть устойчивыми к возгоранию, поскольку для оптимального проплавления необходимо поддерживать короткую дугу при сварке штучной сваркой. Добавьте к этому брызги, и ваши руки могут получить серьезные ожоги.
- Огнестойкий комбинезон — К одежде применима та же концепция, что и к перчаткам. Тепло в сочетании с брызгами создает опасность.Вы должны быть многослойными и носить одежду с длинными рукавами, защищенную огнестойким комбинезоном.
5. Задокументируйте настройки сварщика
У опытных сварщиков есть несколько настроек под рукой в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для вертикальных шарниров, в зависимости от материала, толщины, настроек силы тока, входного тока и т. Д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы проверять различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
Какое положение сварного шва легче сваривать?
Существует четыре основных положения: плоское, горизонтальное, потолочное и вертикальное. Наиболее распространенными видами сварных швов являются угловые и пазовые. Вы можете встретить их практически во всех типах позиций. Из всех четырех плоскостей легче всего сваривать.
В плоском стыке фактическая поверхность сварного шва находится в почти горизонтальном положении. Передняя часть металла плоская, и ваш фонарик будет двигаться в горизонтальном направлении, что делает его наиболее доступным для соединения стыком.Все остальные положения представляют собой сварные швы вне позиции, что требует от вас немного большего внимания к ванне расплава и применения методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке штучной сваркой правило относительно простое. Если образуется шлак, используйте перетаскивание. Если не образует шлаков, то вы проталкиваете проволоку. При вертикальной сварке электродом практически все методы сварки образуют шлак, поэтому вы всегда будете использовать тянущее движение, чтобы направить ванну расплава на место.
Какая сварка самая тяжелая?
Вольфрамовый инертный газ — наиболее сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому процессу труднее научиться и требует значительной практики, прежде чем сварщик сможет эффективно использовать процесс. Это также относительно дороже, чем другие. Сварка палкой — самый дешевый метод, который следует учитывать при сварке в вертикальном положении.
Похожие сообщения:
Вертикальный SMAW: это палка вверх
Рис. 1 SMAW, или сварка штангой, требует определенного мастерства, а сварка штангой в вертикальном и верхнем положении является гораздо более сложной задачей — одна из причин, по которой эта специальность пользуется таким большим спросом.
Вертикальная и потолочная сварка штангой никогда еще не пользовалась таким спросом. На юго-востоке США продолжается тяжелое строительство (см. , рис. 1, ), в то время как коммунальные предприятия заняты строительством новых электростанций, улучшением старых и ремонтом нефтеперерабатывающих заводов, пострадавших от ураганов на побережье Мексиканского залива.
Слесари, слесари-монтажники, производители котлов и судостроители работают над удовлетворением нового глобального спроса на развитие и энергию. В основе этой работы лежит продвинутое положение при сварке, которое требует навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении с защитным экраном или сварка штучной сваркой.
Плоское и горизонтальное положения сварки позволяют ускорить работу, но иногда невозможно избежать вертикальной или потолочной сварки стержневым электродом. Если это так, вот пять советов, которые помогут вам в этом.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и более. Электроды с классом AWS 7018 считаются лучшим выбором из-за низкого содержания в них порошка железа (см. , рис. 2, ).Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 позволяет использовать более быстрый образец плетения. Использование 6010 требует техники штабелирования или взбивания, когда палку периодически втягивают в лужу и из нее.
Электрод 6010 поможет преодолеть плохое состояние поверхности, но он требует больше времени и навыков, чем плетение с использованием 7018. Новички в сварке вертикально вверх иногда ошибочно выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо стекает по поверхности.
2. Создание сварочной полки
Из пяти положений сварки — плоское, горизонтальное, потолочное, вертикальное вверх и вертикальное вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией. Медленная скорость движения обеспечивает лучшее проникновение, чем вертикальное движение вниз, поэтому эта технология требуется для большинства материалов, более толстых, чем листовой металл.
Уловка как при вертикальной, так и при потолочной сварке заключается в том, чтобы предотвратить выплескивание лужи из сварного шва. Для материала толще листового металла вертикальную сварку обычно следует выполнять в гору.Сварку более тонкого листового металла можно выполнять под уклон, поскольку требуется меньшее проплавление, а более высокая скорость перемещения обеспечивает более низкие температуры, предотвращающие прожог. Но это тема для другой статьи.
Сварку вертикально вверх можно сравнить с кладкой кирпича, поскольку вы медленно создаете основу сварного шва снизу вверх, по одной небольшой секции за раз и непрерывно работая над каждым ранее уложенным швом. Каждый вновь уложенный нижний сварной шов служит основой, на которой выполняются последующие сварные швы (см. Рисунок 3 ).Эта нижняя полоска называется полкой.
Каждая ступенька полки должна быть примерно в 1,5–2 раза больше диаметра электрода. Электрод диаметром 1⁄8 дюйма должен иметь диаметр от 1⁄6 до дюйма. лужа, которая замерзает вовремя, чтобы выдержать следующий сварной шов.
Рис. 2 Приклеивающиеся электроды, классифицированные как 7018, образуют лужу, которая быстро замерзает, что позволяет получить более быстрый рисунок плетения при сварке в гору.
При вертикальном переплетении электродом 7018 делайте зигзагообразные движения вперед и назад и дайте каждой части лужи застыть на месте во время сварки до следующей ступеньки.Держите электрод немного вверху и держите короткую дугу для лучшего проплавления и плавления.
Во время плетения сосредоточьтесь на сварке сторон стыка. Сделайте короткую паузу по бокам, чтобы дать нижнему бусинке остыть и сформировать нижнюю полку. Внимательно следите за лужей, чтобы убедиться, что шлак стекает с полки. Шлак, попавший в сварной шов, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа разольется. Если вы видите, что это начало происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
При использовании электрода 6010 метод укладки заменяет переплетение 7018. Стек должен напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Для укладки сварного шва вертикально вверх держите электрод в корне материала. По мере образования лужи подбросьте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод и нанесите еще один уровень на переднюю кромку сварного шва. Продолжайте так, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно 1.В 5–2 раза больше диаметра электрода.
3. Избегайте подрезания
Одна ошибка, которую следует избегать при плетении, — это подрезание. Это происходит, когда изделие выдолблено без достаточного количества присадочного металла, поскольку сила тяжести отводит присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики в нестандартном положении внимательно следят за лужей. Они учатся читать его характеристики.Как при плетении, так и при укладке шлак должен стекать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкой мощности
Поскольку вертикально поднимающаяся лужа должна быстро замерзнуть и встать на место, для сохранения контроля требуется настройка низкой силы тока. Сварка в горизонтальном положении обладает преимуществом силы тяжести и может выполняться при более низких температурах и более высоких скоростях движения.
Как правило, используйте нижний предел номинальной силы тока электрода при сварке вертикально вверх или над головой.Например, мощность от 120 до 130 ампер через 1⁄8 дюйма. 7018 электродов и от 90 до 100 ампер для 1⁄8 дюйма. 6010 электродов.
5. Рассмотрите возможность сварки порошковой проволокой вертикально вверх
Сварка порошковой проволокой заменила традиционную сварку стержнем на многих строительных рынках из-за ее более высокой производительности, обусловленной непрерывной подачей проволоки. Однако многие слесари предпочитают палку, которая может быть более удобной, если сварщик должен много двигаться.
Для длительной сварки на одном месте хорошей альтернативой может быть порошковая проволока.В этом случае для сварки вертикально вверх применяются те же правила, что и для техники плетения палкой 7018. Постройте полку и двигайтесь вверх достаточно медленно, чтобы дать возможность нижнему уровню замерзнуть, не перегревая при этом основной металл.
Безопасность прежде всего
При любой сварке в нестандартном положении все стандартные меры безопасности, применяемые при плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, соответствующий шлем, перчатки, длинные рукава и кожаная или огнестойкая одежда являются обязательными (см. , рисунок 4, ).Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для всех, кто планирует повторную сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.
Рисунок 4 Поскольку сварка штангой вертикально вверх лучше всего работает при поддержании короткой дуги, сварочный аппарат должен быть оборудован надлежащим образом, чтобы выдерживать падающий расплавленный металл и брызги.
Вертикальная сварка стержнем
В этом уроке мы рассмотрим методы вертикальной сварки штангой.
Вертикальная сварка — это просто сварка соединения под вертикальным углом. Этот угол будет 45 или меньше.
Если вы собираетесь сваривать каркас здания или чего-то еще, вы обнаружите, что это очень распространенное положение для сварки.
Плоская и горизонтальная сварка стержнем намного проще, чем вертикальная сварка стержнем, потому что закон сэра Исаака Ньютона гравитации здесь в полную силу.
Расплавленная лужа хочет исчезнуть. Поэтому вам необходимо использовать подходящий электрод для дуговой сварки. И тип сварочного стержня, который вы хотите использовать, будет либо сварочным стержнем fastfreeze, либо fillfreeze.
При сварке в вертикальном положении вы будете двигаться вверх или вниз. Технические термины сварки для этого: вертикально вверх и вертикально вниз.
Вы можете использовать технику сварки «Вертикально вниз» на металле меньшей толщины. Причина этого в том, что более легкий материал не требует глубокого проникновения, и поэтому вероятность прожечь его меньше.
Если вы можете сваривать материал, используя технику «Вертикально вниз», вы обнаружите, что она намного быстрее, чем «Вертикально вверх».
Настройки тока и способы сварки по вертикали вверх и вниз по вертикали:
Ваши настройки тока сварки штангой должны быть ниже, чем при сварке в плоском положении с использованием того же типа сварочного прутка.
Кроме того, при сварке вертикально вверх вы измените настройки немного выше, чем если бы вы выполняли сварку вниз на том же вертикальном материале.
Если вам действительно нужен хороший сварной шов, очень важно иметь хороший угол между стержнем и основным материалом.
Здесь методы сварки для вертикальной сварки штангой:
Сварка: Держите сварочный стержень под углом девяноста градусов (см. Рисунок A ниже).
Сварка плетением: используйте движение плетения вперед и назад, как показано ниже:
Вертикально вниз: наклоните удочку на пятнадцать градусов, но держите дугу вверх направление плавления металла:
Если вам нужно создайте переплетенный сварной шов при вертикальной сварке вниз, вам нужно будет использовать плетение типа Z вперед и назад движение:
Типы соединений:
data-ad-format = «horizontal»>
Наиболее распространенными типами соединений, которые вы будете сваривать в вертикальном положении с помощью аппарата для ручной сварки, являются тройники, внахлест и стыки.
Если вы собираетесь выполнять вертикальный угловой шов в тройнике или внахлестку
, ваш сварочный стержень должен располагаться под углом примерно девяносто градусов к материалу. Если он отклонится более чем на пятнадцать градусов, у вас не будет хорошей обработки расплавленного металла, и, следовательно, у вас не будет очень хорошего сварного шва.
Кроме того, дуга должна быть правильной, чтобы обеспечить качественное проплавление.
Если вы хорошо контролируете расплавленный металл, а дуга достаточно короткая, чтобы обеспечить хорошее проплавление, у вас будет сварка, которую вы ищете.А это значит, что у вас действительно хороший сварной шов.
Методы сварки вертикальных тройников:
Вертикальная сварка стержнем тройникового соединения требует сварки снизу вверх:
- Хорошая техника — направлять сварочный стержень в плетеное движение в форме треугольника. См. Иллюстрацию A. Однако, если вы будете делать небольшую паузу после каждых нескольких треугольников, вы получите лучшее проникновение и слияние.
- Если вы обнаружите, что присадочный материал сварочного прутка перегревается, извлеките пруток из кратера сварного шва, но не прерывайте дугу. См. Иллюстрацию B для этой техники. Причина, по которой этот метод работает, заключается в том, что он позволяет расплавленному присадочному металлу затвердеть, но не стекать вниз. Затем верните сварочный стержень к кратеру сварного шва, чтобы сохранить размер сварного шва там, где вы хотите.
- Когда для выполнения сварного шва тройника
необходимо более одного прохода, вы можете использовать любое из движений плетения, показанных
на рис. 7-37, виды C и D. Небольшая пауза в конце
плетения обеспечит сплавление. без подрезания
кромок пластин.
Методы сварки вертикальных стыков внахлест:
Техника треугольного плетения снова используется для сварки внахлест с вертикальным стержнем. См. Иллюстрацию E ниже, чтобы увидеть, как это сделать. Это та же техника, что и на примере тройника выше. Но с той лишь разницей, что вы наклоните стержень в направлении металла, который обозначен буквой G (на рисунке E):
- Опять же, ненадолго отложите сварку и будьте осторожны, чтобы не попал присадочный материал. чтобы пройтись по кромкам плетения, которые вы сделали.
- Если вы выполняете вертикальную сварку стержнем более толстого материала, вам, вероятно, потребуется сделать два или более прохода (более одного сварного шва). В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварочные валики, как показано на рисунке F ниже.
- Используйте те же методы, которые я описал в разделе «Тройники», чтобы предотвратить любые возможные проблемы.
Методы сварки вертикальных стыковых соединений:
Нет никакой разницы в том, как вы готовите стыковое соединение в вертикальном или ровном положении, поэтому подготовьте края и материал таким же образом.
Как и во всех процедурах сварки, вашей целью является получение качественного сварного шва. И для этого вам необходимо иметь отличное проникновение и сплавление наполнителя со стенками вашего металла. Вы также должны избегать любого потенциального подрезания боковых сторон вашего металла.
В дополнение к методам, описанным выше, вы поможете своему делу, контролируя дугу и делая ее короткой.
Вы можете сварить стыковое соединение толщиной до 0,25 дюйма за один проход (один сварной шов), если используете технику сварки палочкой с треугольным плетением, как показано на рисунке A ниже.
Но если вы выполняете вертикальную сварку стержнем на материале толщиной 0,5 дюйма или толще, вам потребуется сделать несколько проходов (более одного или двух валиков). См. Иллюстрацию B ниже.
Последний проход должен быть более чем на половину круговое движение и похоже на плетение, но по краю сварных швов вы « взбейте его», «взбейте его хорошо!» Извините, я не смог устоять перед рекомендацией Devo … в любом случае, вы поднимете свой стержень и на короткое время прекратите сварку на краю сварного шва, чтобы получить качественный, но более широкий шов по сравнению с вашими предыдущими проходами и Таким образом вы предотвратите возможное подрезание металла.
Советы и методы для сварки Stick / SMAW
Для дуговой сварки экранированного металла (SMAW) требуется настройка, а затем сварка.
В целом фактор оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет примерно 25%. Остальное уходит на подготовку и удаление шлака.
Фактическая используемая технология сварки зависит от электрода, состава заготовки и положения свариваемого соединения.
Выбор электрода и положения сварки также определяет скорость сварки.
Плоские сварные швы требуют минимум навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет повысить скорость сварки.
Сварка под наклоном, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако это обычно означает, что электрод плавится медленнее, что увеличивает время, необходимое для наложения сварного шва.
Наладка работы SMAW
Перед запуском убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистить заготовку
- Зажать деталь вплотную к сварному шву
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электродов.
- Определите оптимальную длину дуги. Ориентировочно дуга для электрода диаметром от 1/16 ″ до 3/32 ″ составляет 1/16 ″ (1.6 мм). Длина дуги для электрода 1/8 ″ и 5/32 ″ составляет 1/8 ″ (3 мм).
- Перед выполнением второго прохода сварного шва приготовьте отбойный молоток для удаления шлака.
Примеры сварки штангой
Плохие характеристики сварного шва включают большое количество брызг, использование неправильной дуги, более высокие / более низкие уровни силы тока, чем рекомендовано, и плохое проплавление.Эксплуатация
Запуск дуги
Технология старта с нуля:
Для зажигания электрической дуги при запуске SMAW электрод вводят в контакт с заготовкой, тянут, как зажигающую спичку, а затем слегка отводят.Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он освободится.
Техника нарезания резьбы:
Переместите электрод прямо вниз к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она слишком высоко поднята над заготовкой.
Работа с держателем электрода
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода от электрода в сварочную ванну.
По мере плавления электрода покрытие из флюса распадается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл при его перемещении от электрода к сварочной ванне.
Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Сварка стыковых соединений
Прихваточные швы
Прихваточный шовПрихваточный сварочный шов сварите два металлических куска, чтобы удерживать их на месте.Это уменьшит деформацию соединения, которая вызвана расширением и сжатием металла при его нагревании и охлаждении.
Сварные швы с двумя V-образными, одинарными и квадратными канавками
При выполнении шва с разделкой кромок держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварного шва.
Однорядный борт — это все, что нужно для сварного шва с узкой канавкой. Для более широкого шва с разделкой кромок лучшим вариантом будет переплетенный валик или множество валиков стрингера.
Сварной шов с квадратной канавкой
Сварной шов с квадратной канавкойЕсли толщина материала составляет 3/16 ″ (5 мм), их обычно можно сваривать сварным швом с квадратной канавкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с одинарной и двойной V-образной канавкойV-образная канавка
Для сварных швов SMAW, требующих более толстых металлов, может потребоваться подготовка кромок (V-образная канавка) стыковых соединений для получения хороших сварных швов.
V-образная канавка рекомендуется для металла толщиной от 3/16 ″ до 3/4 ″ (от 5 до 19 мм).Он также используется для любой толщины, когда сварка может выполняться только с одной стороны.
Фаску можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Связанная сварка стержнем Читать: Лучшие аппараты для сварки стержнем
Сварка тройников
Угловой шов
Электрод (1) следует держать под углом 45 градусов или меньше при выполнении углового шва.Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву.Наклоните электрод на 10–30 градусов в направлении сварного шва.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций сваривайте с обеих сторон.
При необходимости для прочности добавьте второй слой (удалите шлак перед добавлением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
При нанесении однослойного или многослойного сварочного прохода перемещайте электрод круговым движениемПри сварке внахлестку электрод следует держать под углом 30 градусов или меньше.При необходимости используйте один или два сварочных прохода. Перед вторым проходом удалите шлак.
Сварочные позиции
Каждое положение при сварке описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Перед тем, как приступить к любой операции SMAW, ознакомьтесь с инструкциями производителя.
горизонтальный
Сварной шов за один проход
При выполнении горизонтального сварного шва сварщику необходимо учитывать деформацию, вызванную гравитациейПроблема горизонтальной сварки заключается в искажающем влиянии гравитации на сварочную ванну.При необходимости или если это поможет, приварите подкладочную ленту прихваточным швом. Также могут помочь скошенные края.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь к направлению сварки на 15 градусов.
Материалы со скосом для горизонтального сварного шва
Места многопроходных сварных швов
Каждый номер указывает расположение каждого сварного шва. Обратите внимание на использование опорной пластины. Шлепки необходимо убирать после каждой сварки.Вертикальное сварочное положение
Схема многопроходного вертикального сварного шва
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикального сварного шваНаправление сварки может изменяться сверху вниз или снизу вверх.Сваривать легче снизу вверх.
При необходимости используйте опорную пластину, сваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикального тройника Помните об искажающем эффекте гравитации. Сварите соединение с обеих сторон, чтобы добиться максимальной прочности. Двигаясь вдоль сварного шва с электродом, используйте движение плетения.Схема сварного шва внахлест
Место для потолочной сварки
При сварке над головой дугу следует располагать немного дальше от кратера.Приварите опорную пластину прихваточным швом и при необходимости используйте скошенные кромки.
Схема соединения с пазом под потолком
Тройник накладной
Проверка сварного шва
Схема испытания прочности сварного шва
Проверьте сварные швы с помощью молотка в указанном выше направлении. Слабость может быть из-за пористости (отверстия в сварном шве), неправильного нагрева или высокой скорости перемещения.Ударьте молотком по материалу, приваренному к основанию. Сварной шов должен немного гнуться и не ломаться.
Поломка может произойти из-за слишком большого количества отверстий (пористых) в сварном шве или из-за того, что сварной шов содержит шлак.
Также обратите внимание, видна ли какая-либо скошенная область.
Если это так, это может указывать на то, что присадочный материал не был полностью расплавлен из-за слишком быстрого перемещения электрода или из-за недостаточного использования тепла.
Удаление шлака
После затвердевания его необходимо удалить, чтобы обнажить готовый сварной шов.
По мере того, как сварка продолжается и электрод плавится, сварщик должен периодически останавливать сварку, чтобы удалить оставшуюся часть электрода и вставить новый электрод в электрододержатель.
Эта деятельность в сочетании с измельчением шлака сокращает время, которое сварщик может тратить на укладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов.
Сварочные позиции: 4 основных типа
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось шва приблизительно вертикальна.
Когда сварка выполняется на вертикальной поверхности, расплавленный металл имеет тенденцию стекать вниз и накапливаться.
Угловой шов на стыке внахлест в вертикальном положенииПоток металла можно контролировать, направив пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной лужей (см. Выше).
Перемещение горелки и присадочного стержня предохраняет металл от провисания или падения и обеспечивает хорошее проплавление и плавление на стыке.
И горелка, и сварочный стержень должны качаться, чтобы наплавить равномерный валик. Сварочный стержень следует держать немного выше средней линии стыка, а сварочное пламя должно перемещать расплавленный металл по стыку, чтобы равномерно распределить его.
Стыковое соединение в вертикальном положенииСтыковые соединения, сваренные в вертикальном положении, следует подготовить к сварке таким же образом, как и при сварке в горизонтальном положении.
Верхнее положение (4F или 4G)
Сварка над головой выполняется с обратной стороны стыка.
При сварке над головой наплавленный металл имеет тенденцию падать или провисать на пластине, в результате чего валик имеет высокий гребень.
Расплавленная лужа должна быть небольшой, чтобы преодолеть эту трудность, и следует добавить достаточно присадочного металла для получения хорошего сплавления с некоторым усилением на валике. Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл шва замерз.
При сварке легких листов размер лужи можно регулировать, равномерно нагревая основной металл и присадочный стержень.
Угловой шов на стыке внахлест в верхнем положенииПламя должно быть направлено на расплавление обоих краев стыка. Следует добавить достаточное количество присадочного металла, чтобы лужа оставалась адекватной с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а небольшая сварка позволяет избежать ожогов, возникающих при его распределении по стыку.
Требуется только небольшая лужа, поэтому следует использовать удочку. Следует соблюдать осторожность, чтобы контролировать нагрев пластин.
Это особенно важно при сварке только сбоку.
Стыковое соединение над головойПозиции для сварки труб
Сварка труб выполняется в соответствии с множеством различных требований и в различных сварочных ситуациях. Работа диктует положение при сварке.
В целом положение фиксировано, но в некоторых случаях его можно свернуть для работы в горизонтальном положении.Позиции и процедуры сварки труб описаны ниже.
Труба наклонена неподвижно (45 градусов + 5 градусов) и не поворачивается во время сваркиГоризонтальный сварной шов на трубе
Совместите стык и прихваточный шов или зафиксируйте его стальными перемычками с трубой, установленной на подходящих роликах. Начните сварку в точке C (рисунок ниже), продвигаясь вверх до точки B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B.Когда труба вращается, горелку следует держать между точками B и C, а трубу вращать мимо них.
Схема сварной трубы Tac на роликахПоложение горелки в точке A аналогично положению для вертикального сварного шва. По мере приближения к точке B сварной шов принимает почти ровное положение, а углы приложения горелки и стержня слегка меняются, чтобы компенсировать это изменение.
Сварку следует остановить непосредственно перед основанием начальной точки, чтобы осталось небольшое отверстие.Затем начальную точку повторно нагревают, чтобы область стыка имела однородную температуру. Это обеспечит полное сращивание продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0,64 см), следует выполнить многопроходный сварной шов.
Сварной шов с фиксированным положением для горизонтальной трубы
После прихваточной сварки трубу устанавливают так, чтобы прихваточные швы были ориентированы приблизительно, как показано ниже. После начала сварки трубу нельзя перемещать в любом направлении.
Схема горизонтального сварного шва трубы методом «вверх»При сварке в горизонтальном фиксированном положении труба сваривается в четыре этапа, как описано ниже.
- Начиная с нижнего положения или положения «6 часов», приваривайте снизу вверх до положения «3 часа».
- Начиная с самого низа, приваривайте вверх до положения «9 часов».
- Начиная с позиции «3 часа», приварите сверху.
- Начиная с положения «9 часов», приваривайте снизу вверх до самого верха, перекрывая валик.
При сварке снизу сварка выполняется в два этапа. Начните сверху (см. Ниже) и двигайтесь вниз с одной стороны к низу, затем вернитесь к верху и продвигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод сварки сверху вниз особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Горизонтальная сварка трубы методом даунхэндаСварка тыльной стороной вниз применяется для соединений труб из низкоуглеродистой или низколегированной стали, которые можно катать или которые находятся в горизонтальном положении. Один проход используется для толщины стенки не более 3/8 дюйма (0,95 см), два прохода — для толщины стенки от 3/8 до 5/8 дюйма (от 0,95 до 1,59 см), три прохода — для толщины стенки от 5/8 до 7. / 8 дюймов (от 1,59 до 2,22 см) и четыре прохода для толщины стенок от 7/8 до 1-1 / 8 дюйма (от 2,22 до 2,87 см).
Сварной шов с фиксированным положением вертикальной трубы
Труба в этом положении, при котором стык является горизонтальным, чаще всего сваривается методом обратной сварки.Сварку начинают от прихваточного шва и непрерывно проводят по трубе.
Сварка вертикальной трубы в фиксированном положении с обратной стороныМногопроходная дуговая сварка
Корневые бусины
Если используется линейный зажим, корневой валик (см. Ниже) начинается со дна канавки, пока зажим находится в нужном положении. Если опорное кольцо не используется, следует позаботиться о том, чтобы на внутренней стороне трубы образовался небольшой валик. Если используется подкладное кольцо, корневую валику следует аккуратно срастить с ним.Перед снятием зажима необходимо нанести столько корневого валика, сколько позволяют стержни линейного зажима. Завершите бусину после снятия зажима.
Нанесение корневых, присадочных и чистовых сварных швовПрисадочные валики
Необходимо следить за тем, чтобы валики наполнителя (см. Вид на диаграмме B выше) были вплавлены в корневой валик, чтобы устранить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
Отделочные бусины
Отделочные валики (см. Вид C на схеме выше) накладываются на наполнители для завершения соединения.Обычно это переплетенный валик шириной около 5/8 дюйма (1,59 см) и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы в собранном виде. Готовый сварной шов показан на виде D выше.
Сварка алюминиевых труб
Для алюминиевых труб были разработаны специальные детали соединений, которые обычно связаны с процедурами комбинированного типа. Опорное кольцо в большинстве случаев не используется. Прямоугольное опорное кольцо редко используется при передаче жидкости через систему трубопроводов.Его можно использовать в конструкциях, в которых трубы и трубчатые элементы используются для передачи нагрузок, а не материалов.
Как приготовить электросваркой? Как проварить вертикальный шов электросваркой. Как варить металл электросваркой
Часто бывает необходимо соединить металлические детали или фрагменты деталей. Есть несколько способов получить желаемый результат. Самым распространенным методом соединения деталей из железа и стали является электросварка.
На чем он основан?
Как приготовить электросваркой? Чтобы понять принцип, нам нужно вспомнить физику из школьной программы.Один из проводов сварочного аппарата подсоединяется к заготовке. Когда электрод соприкасается с этой поверхностью, возникает электрическая дуга. В месте контакта образуется углубление, которое заполняется расплавленным металлом по мере движения электрода. Края металлических деталей плавятся под воздействием огромной температуры и превращаются в единое целое.Способы зажигания дуги
Изучая, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой.Создать такие условия можно двумя способами:
- В первом случае электрод (быстро касающийся) «чиркнул» по утюгу, как спичкой. Дугу нужно держать, ведя добавку на несколько мм от рабочей поверхности металла.
- Во втором случае кончик электрода должен быть остро заклеен лентой по заготовке.
Образовавшаяся дуга не должна погаснуть. Если это все же произойдет, перед продолжением сварки необходимо очистить швы от накипи.Пренебрежение этим правилом приводит к образованию дыры.
Значение тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться готовить с помощью электросварки. При недостаточном токе электрод заедает, и дуга гаснет. При большом токе металл брызнет и загорится. Если использовать сварочный трансформатор, то электрод в 1 мм соответствует току 30-35 А. При использовании сварочного инверторного электрода 3 мм соответствует току 80 А.Если увеличить ток, можно резать утюг.
Электроды подбираются с учетом химического состава металла. Этот присадочный материал бывает нескольких видов: сталь
- ;
- биметаллический;
- чугун;
- медь;
- латунные.
Все они отмечены индексом и цифрами, указывающими на то, для какого металла какой твердости и толщины предназначен каждый вид.
При обучении правильно сваривать электросваркой нужно помнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) стыкуется встык без зазоров и добавок, добиваясь хорошего совмещения совмещенных кромок.
Для лучшего прилегания стыков толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставьте зазор 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Чтобы соединить более толстые плоскости, края обрезаются скосом.
Как начать учиться варить утюг
Обучение правильной сварке электросваркой начинается с самых простых процессов.- Подготовленные детали закрепляют на горизонтальной поверхности (на столе для сварки).
- Закрепите их прихватками по краям и по центру.
- Необходимо вставить новую добавку в держатель и прикрепить зажим к детали к детали.
- Сначала определите правильный наклон электрода (около 75 градусов) в направлении дуги. В этом случае необходимо производить движения, которые как бы зачерпывают расплавленный металл к месту стыка.
- Конец электрода должен приходиться на центр шва. За счет соблюдения угла наклона капли равномерно стекают с горячего электрода и образуют сварочный шов с ровным качественным валиком.
- После остывания заготовки необходимо отбить шлак от поверхности.
Время от времени, по мере того, как вы набираетесь опыта, швы будут становиться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как приготовить вертикальный шов электросваркой? Главное начать, соблюдая все рекомендации.Сварка вертикальных швов аналогична работе в горизонтальном положении, только немного сложнее. Заготовки хватают в двух-трех местах. Затем сварка ведется только снизу вверх, наклеивая по каплям. Постепенно весь зазор заполняется раскаленным металлом. Как научиться готовить электросварку? Задача — осушить оба края, расплавив их сварочной дугой, при этом отправив капли металла с раскаленного конца электрода в жидкое состояние.Сварить шов можно не каплями, а так называемой G8, однако с этим справится только опытный специалист.Итак, если интересно узнать, как сварить вертикальный шов электросваркой, рекомендуется сначала посмотреть на работу опытного сварщика, прислушаться к советам мастеров. И только потом приступайте к процессу самостоятельно.
Как сделать красивый и прочный угловой шов
Правильно сделать так называемый «Т-образный» шов не так просто, как научиться готовить с помощью электросварки. Этот шов используют, если вы хотите скрепить детали под разными углами. Металлические детали устанавливаются так, чтобы сварка стекала в самый угол.Сварные детали, закрепленные «лодкой», заедают с противоположных сторон. Кроме того, немного выше приподнимается одна кромка заготовки. Сварку нужно начинать с нижнего края. В этом случае, внимательно следуя инструкции, как правильно приготовить электросваркой, можно значительно улучшить качество сварного шва.Какой сварочный аппарат лучше всего использовать?
- Старинные сварочные аппараты с регулируемым магнитным зазором, позволяющим регулировать силу тока — трансформатора.Существует множество вариантов и моделей с реостатами и дополнительными дросселями на первичной или вторичной стороне трансформаторов.
- Инверторные аппараты — более современные сварочные аппараты. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и малый вес. В таких аппаратах можно плавно регулировать режимы сварки. Регулировку последних нужно проводить осторожно, иначе прибор может быстро выйти из строя.
Способы сварки труб
Без опыта научитесь готовить трубы с помощью электросварки, лучше на толстом металле.В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства сварного шва, соединение становится прочнее.Сначала сварите полукольцо в одном направлении, затем во втором. При способе проведения шва «сверху вниз» используются электроды диаметром 4 мм с органическим напылением. При короткой дуге, опираясь на получившийся «козырек», консоли совершают небольшие поперечные колебания.
При работе по методу «снизу вверх» скорость резко снижается.Проводящие поперечные колебания электрода составляют 3-5 мм.
При сварке конструкций из труб предварительно необходимо подготовить и разложить весь материал на сварочном столе или стойке. Затем их центрируют и затягивают, чтобы получить зазор, необходимый для сварки. Собранные стыки прихватываются между собой.
Трубы с малым диаметром соединяют сплошной сваркой, с большим диаметром — прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака.Осмотр проводится на предмет трещин или прожогов, кратеров или пор. При наличии плохо свариваемых мест производится восстановление шва.
Для вашей безопасности во время сварки вам необходимо работать в замшевых перчатках и рукавицах, в маске сварщика, в керсовых или толстых кожаных туфлях и в хлопковом халате. Обязательно находиться рядом с огнетушителем или емкостью с водой.
Stick Welding — Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки палкой и основные рекомендации для различных металлов.
Что такое ручная сварка?
Ручная сварка технически определяется как «дуговая сварка защищенного металла».Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, поскольку электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке.Самое простое объяснение того, как работает ручная сварка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — это правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для сварки штангой
Оборудование для сварки штангой — это самый простой из всех процессов электродуговой сварки. Устройство для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Сварочные электроды / стержни для сварки штангой.
Ручная сварка на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для сварочного аппарата?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварочной сварки?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный сварочный аппарат начального уровня — долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется и половины наворотов, или такого типа мощности. Ниже представлен список производителей качественного сварочного оборудования. На стороне никогда не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший шов!
- Сварщик с долгим сроком службы — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Сварочные аппараты Everlast — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевый.
- Miller — Еще одна марка
отличного промышленного качества, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, возможно, он будет очень грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, не менее 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего подходят для толстых металлов и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете сварным швом:
- Сталь
- Нержавеющая сталь
- Сплавы на никелевой основе
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как работает сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, а покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой металла в защитных оболочках. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Базовая безопасность при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если правила техники безопасности не соблюдаются в буквальном смысле! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Основное необходимое оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция затруднена.
- Огнетушитель при наличии легковоспламеняющихся материалов.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, что в ваших глазах песок, но на самом деле это волдыри на ваших глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые вы получаете на своей коже.
Лучшая часть вспышки — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к возгоранию или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая зона должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, у которых есть эти вещества, будет слабый и ужасно выглядящий сварной шов. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Чистое сварное соединениеКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неверно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми / сварочными электродами
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для сварки штангой начинали обозначаться буквой «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые два числа на электроде указывают на прочность присадочного металла для сварки. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов с указанием их назначения и положений, с помощью которых можно сваривать их.
Сварка палкой, выполненная с использованием E7018- 6010 с глубоким проплавлением хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проникновение хорошо работает во всех положениях и требует более чистого шва.
- 7018 Мягкое проплавление хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним простым в использовании электродом ничто не сравнится с E6013! У него приличное проплавление, с ним очень легко сваривать, и шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электродов для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана с E309L-16.
Выбор электродов для сварки алюминия стержнем / SMAW
Сварка алюминия с помощью устройства для ручной сварки не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для более толстых материалов. Если вы свариваете более тонкий алюминий, скажем, на 1/8 дюйма, используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вы также можете предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая установка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителями.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть настроен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, иначе настройки будут слишком высокими.
После того, как вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое скажет вам о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки штангой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень заедает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную ручку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги — это ударить по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно удобным, чтобы управлять электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, что вам нужно научиться делать. Чтобы исправить любой скол флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает повторно запустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки штангой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Безупречная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких сварных швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжечь загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе с помощью техники легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, потому что в стыке есть зазор.Круговая сварочная техника
Круговая сварка — хорошая техника для начинающих сварщиков, поскольку их можно использовать с большинством электродов и они помогают контролировать скорость передвижения. Все, что вам нужно сделать, это сделать круг, который слегка продвигается вперед при каждом повороте.
Плетение Сварка
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.Для более широких сварных швов переплетение также очень хорошо работает, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, где учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было проблем. Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и положений
- Плоская или 1G — стержень перемещается на угол от 10 до 30 градусов в направлении вашего движения.
- Горизонтально или 2G: вы направляете штангу вверх на угол от 30 до 45 градусов и перетаскиваете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский сварочный электрод под угломГоризонтальный сварочный электрод под углом
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Сварка стержневым электродом под углом, горизонтальнаяСварка под углом, вертикальная
При сварке в вертикальном положении есть два способа передвижения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Вертикальный верхний угол электродаНаклонный сварочный электрод
Подвесная сварка аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНе соблюдая правила угла наклона электродов
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием в гору вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что как только вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.