Что можно варить электросваркой
Практически каждому человеку приходится сталкиваться с использованием сварки. Сварочный аппарат является необходимой вещью для решения бытовых проблем. Правильно варить не получается с первого раза – это факт. Поэтому для того, чтобы можно было сваривать металл у себя дома, нужно знать основные принципы работы с электросваркой и знать, что ею можно сваривать.
Для сваривания в быту можно использовать любой сварочный аппарат с максимальным сварочным током 160 Ампер. Принцип работы электросварки заключается в том, что при его работе возбуждается электрическая дуга между поверхностью свариваемого металла и электродом.
Правильно сваривать электро сваркой у Вас получится только в том случае, если Вы будете соблюдать простейшие правила зажигания сварочной дуги. К свариваемой детали крепится один из проводов, который идет от трансформатора и называется «массой».
Для того чтобы правильно производить сваривание электрической сваркой, нужно обеспечить стабильное горение сварочной дуги. Этого можно достичь правильно подобрав оптимальное расстояние между сварочным электродом и свариваемой деталью. Обычно сварочная дуга прекрасно горит на расстоянии 2 – 6 миллиметров. Под влиянием температуры металл сварочного электрода расплавляется и заполняет углубление, которое образовалось в результате воздействия дуги на металл. Передвигая электрод вдоль шва, сварщик заполняет это место раскаленным металлом. Важной составляющей сваривания является выбор присадочного электрода.
При сварке электросваркой нужно ориентироваться на вид и состав свариваемого металла. Для электрической сварки применяются стальные, медные, чугунные, медные и латунные электроды.
В маркировке таких электродов используется индекс, который обозначает вязкость сварочного шва, а цифры, стоящие после него – твердость металла. Основным требованием при подборе сварочных электродов для сварки электрическим сварочным аппаратом является соответствие толщине металла.
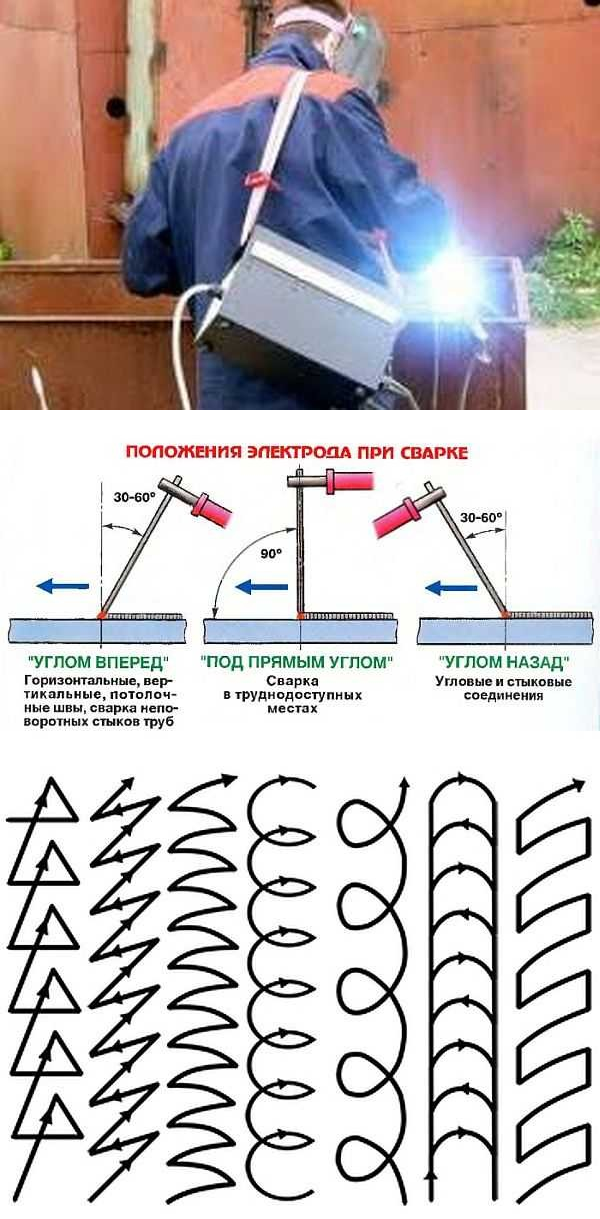
Правильно производить сваривание электросваркой поможет поддержание электрода в правильном положении. Угол электрода по отношению к сварочному шву должен составлять приблизительно 75 градусов в направлении электрической дуги. При возникновении дуги нужно использовать метод чирканья и метод подъема. В первом случае нужно кончиком электрода сделать движение похожее по манере зажигания спички, а в случае поджога ведется по шву.
Второй метод заключается в постукивании и подъеме сварочного электрода при возникновении сварочной дуги. Электрической сваркой можно производить сваривание всех металлов, для которых существуют соответствующие сварочные электроды. Исключением являются очень тонкие металлы, например фольга.
Электрической сваркой можно производить сваривание всех металлов, для которых существуют соответствующие сварочные электроды. Исключением являются очень тонкие металлы, например фольга.
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 59328
[~ID] => 59328
[NAME] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[~NAME] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла.
Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки. Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов. Как правильно сваривать металл электросваркой? Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата.
При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами.
По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, - это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Источник:
fb.ru
[~DETAIL_TEXT] =>
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла.
Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки. Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов. Как правильно сваривать металл электросваркой? Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, - это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[~PREVIEW_TEXT] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 11.05.2017 12:13:10
[~TIMESTAMP_X] => 11.05.2017 12:13:10
[ACTIVE_FROM] => 11.05.2017
[~ACTIVE_FROM] => 11.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59328/
[~DETAIL_PAGE_URL] => /news/115/59328/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[~CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[EXTERNAL_ID] => 59328
[~EXTERNAL_ID] => 59328
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 11. 05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[SECTION_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[SECTION_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[ELEMENT_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[ELEMENT_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
 Но наиболее широко используется такой источник энергии, как электрическая дуга.
Но наиболее широко используется такой источник энергии, как электрическая дуга.
 Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
 Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.



 Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
 Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
 Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
 Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.

 Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
 При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
 По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.


 Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
 Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
 Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
 Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[~PREVIEW_TEXT] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 11.05.2017 12:13:10
[~TIMESTAMP_X] => 11.05.2017 12:13:10
[ACTIVE_FROM] => 11.05.2017
[~ACTIVE_FROM] => 11.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59328/
[~DETAIL_PAGE_URL] => /news/115/59328/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[~CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[EXTERNAL_ID] => 59328
[~EXTERNAL_ID] => 59328
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 11.
Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[~PREVIEW_TEXT] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 11.05.2017 12:13:10
[~TIMESTAMP_X] => 11.05.2017 12:13:10
[ACTIVE_FROM] => 11.05.2017
[~ACTIVE_FROM] => 11.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59328/
[~DETAIL_PAGE_URL] => /news/115/59328/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[~CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[EXTERNAL_ID] => 59328
[~EXTERNAL_ID] => 59328
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 11. 05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[SECTION_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[SECTION_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[ELEMENT_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т.
05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[SECTION_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[SECTION_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[ELEMENT_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[ELEMENT_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[ELEMENT_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
11. 05.2017
05.2017
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла.
Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки. Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов. Как правильно сваривать металл электросваркой? Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет.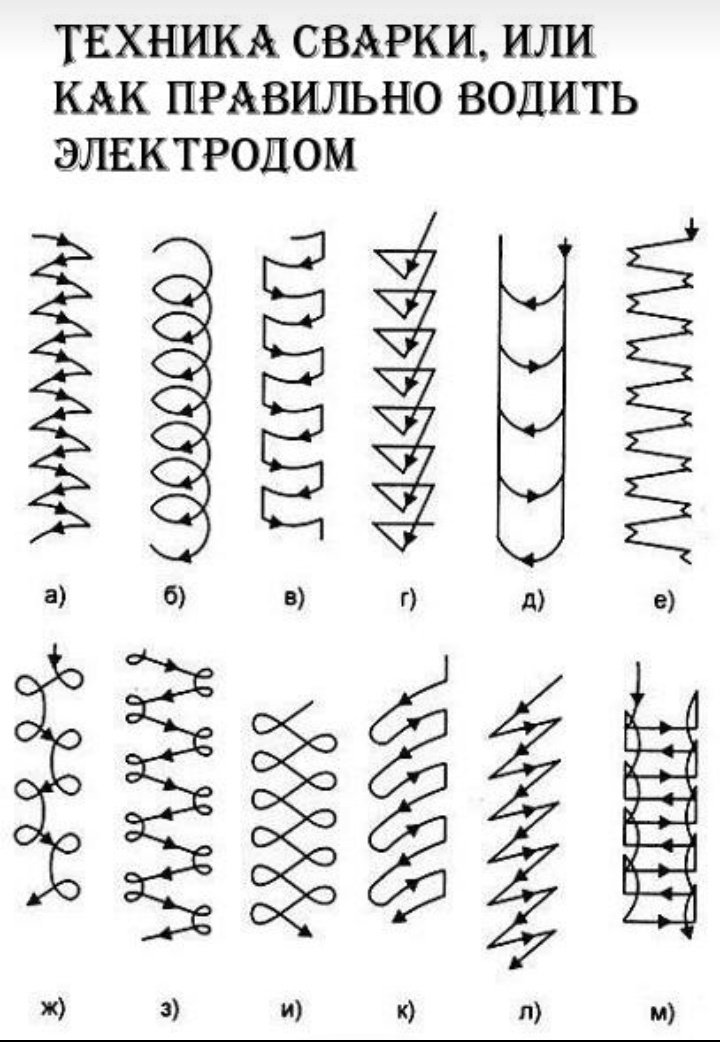 При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Источник: fb.ru
Просмотров: 2391
Сварка для начинающих: как научиться варить самостоятельно
Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей
Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ.
Начинающий сварщик обязан знать все о сварке: базовые основы сварки (технология сварочных работ), как правильно сваривать электросваркой предметы, определять подходящий сварочный режим и др.
В этой статье подробно говорится о том, как проходят сварные работы, а именно: как научиться варить электросваркой — как правильно варить инвенторной сваркой, каким образом надо использовать ручную дуговую сварку и как следует варить полуавтоматом.
С чего начать — подготовительный этап
До начала сварки надо подготовить следующие инструменты:
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши.
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.

В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
 В итоге на дуге появиться огонь, и начнётся процесс варки.
В итоге на дуге появиться огонь, и начнётся процесс варки.Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
- прочно закрепить зажим «заземление»;
- изолировать кабельный провод, после чего осторожно заправить его в держатель;
- выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
- установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
- нужно осторожно провести электродом по металлической поверхности – и она заискриться;
- подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.

Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.
В итоге образуется шов с маленькими волнами.
Если при сварке деталей произошло полное выгорание электродного элемента, а шов ещё не до конца сделан, сварочную работу приостанавливают.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
ПОСМОТРЕТЬ ВИДЕО
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
- поперечное. В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Особенности сваривания трубопровода
Дуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности.
Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок.
Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам.
При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм.
Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
- удалить с детали лишние частицы;
- выпрямить торцы трубки, если они деформированы;
- очистить кромку. Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
После выполнения подобных действий можно начать сварку.
Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса.
Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя.
Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4.
Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов.
1-й шов расплавляет все кромки.
Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия.
2-й и последующие слои делают при вращении трубки.
Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм.
Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл.
На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций.
Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл
Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам.
Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.
Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.
Сварка: технология :: Как варить высокопрочную сталь?
Рассмотрим в микроскоп стальную пластину. Изотермическая закалка средне-углеродистых легированных сталей придает им немного меньшую прочность, но большую вязкость и пластичность. Поэтому они более надежны в эксплуатации, чем низкоотпущенные и закаленные. Низкоотпущенные и закаленные среднеуглеродистые стали с высоким уровнем прочности обладают повышенной восприимчивостью к концентраторам напряжения, склонностью к хрупкому разрушению. Из-за этого их рекомендуют использовать для работы, связанной с плавным нагружением. К высокопрочным сталям можно отнести так называемые рессорные (пружинные) стали. Они содержат 0,5…0,75% С и дополнительно легируются другими элементами. Термообработка легированных рессорных сталей (закалка 850…880ºС, отпуск 380…550ºС) обеспечивает получение высокой прочности и текучести. Может применяться изотермическая закалка.
Из-за этого их рекомендуют использовать для работы, связанной с плавным нагружением. К высокопрочным сталям можно отнести так называемые рессорные (пружинные) стали. Они содержат 0,5…0,75% С и дополнительно легируются другими элементами. Термообработка легированных рессорных сталей (закалка 850…880ºС, отпуск 380…550ºС) обеспечивает получение высокой прочности и текучести. Может применяться изотермическая закалка.
Сварка рессорной стали выполняется с обязательной предварительной термообработкой, с подогревом в процессе сварочных работ и дальнейшей термической обработкой. Мартенситно-стареющие стали (04Х11Н9М2Д2ТЮ, 03Н18К9М5Т) также относятся к высокопрочным сталям. Они превосходят средне- углеродистые легированные стали по конструкционной прочности и технологичности. Для таких сталей характерны высокое сопротивление хрупкому разрушению, низкий порог хладоломкости и малая чувствительность к надрезам при прочности около 2000 МПа. Мартенситно-стареющие стали являются безуглеродистыми сплавами железа с никелем и дополнительно легированы молибденом, кобальтом, алюминием, хромом, титаном и другими элементами. Эти стали имеют высокую конструкционную прочность в диапазоне температур от криогенных до 500ºС и применяются в изготовлении стволов артиллерийского и стрелкового оружия, корпусов ракетных двигателей, зубчатых колес, шпинделей и так далее.
Эти стали имеют высокую конструкционную прочность в диапазоне температур от криогенных до 500ºС и применяются в изготовлении стволов артиллерийского и стрелкового оружия, корпусов ракетных двигателей, зубчатых колес, шпинделей и так далее.
Свариваемость высокопрочных сплавов
Для изготовления тяжело нагруженных машиностроительных изделий, сосудов высокого давления и других ответственных конструкций используют среднеуглеродистые высокопрочные стали, которые после соответствующей термообработки обладают прочностью 1000…2000 МПа при достаточно высоком уровне пластичности. Необходимый уровень прочности при сохранении высокой пластичности достигается комплексным легированием стали различными элементами, главные из которых никель, хром, молибден и другие. Эти элементы упрочняют феррит и повышают прокаливаемость стали. Подогрев изделия при сварочных работах не снижает скорости охлаждения металла до значений, меньших критических, и способствует росту зерна, что приводит к возникновению холодных трещин и вызывает уменьшение деформационной способности. Поэтому такие металлы сваривают без предварительного подогрева, но с применением специальных приемов сварочных работ (блоками, каскадом, короткими или средней длины участками). Также применяют специальные устройства, которые подогревают выполненный шов и тем самым увеличивают время пребывания его в определенном температурном интервале. Для увеличения времени нахождения металла околошовной зоны при температуре выше точки образования мартенситной структуры накладывают так называемый отжигающий валик, границы которого находятся в пределах металла шва. Во избежание трещин при охлаждении сварного соединения необходимо использовать такие сварочные материалы, которые обеспечили бы получение металла шва, обладающего большой деформационной способностью. Это достигается, когда наплавленный металл и металл шва будут менее легированы, чем свариваемая сталь. При этом шов будет представлять как бы мягкую прослойку с временным сопротивлением, но с повышенной деформационной способностью. Чтобы обеспечивалась технологическая прочность сварных швов, выполненных низколегированными сварочными материалами, углерод в шве должен содержаться в количестве не более 0,15%.
Поэтому такие металлы сваривают без предварительного подогрева, но с применением специальных приемов сварочных работ (блоками, каскадом, короткими или средней длины участками). Также применяют специальные устройства, которые подогревают выполненный шов и тем самым увеличивают время пребывания его в определенном температурном интервале. Для увеличения времени нахождения металла околошовной зоны при температуре выше точки образования мартенситной структуры накладывают так называемый отжигающий валик, границы которого находятся в пределах металла шва. Во избежание трещин при охлаждении сварного соединения необходимо использовать такие сварочные материалы, которые обеспечили бы получение металла шва, обладающего большой деформационной способностью. Это достигается, когда наплавленный металл и металл шва будут менее легированы, чем свариваемая сталь. При этом шов будет представлять как бы мягкую прослойку с временным сопротивлением, но с повышенной деформационной способностью. Чтобы обеспечивалась технологическая прочность сварных швов, выполненных низколегированными сварочными материалами, углерод в шве должен содержаться в количестве не более 0,15%.
Когда производится сварка закаленной стали, то после прохождения сварочной дуги на зону сварного соединения рекомендуется подавать охладитель. Это делается для уменьшения степени разупрочнения околошовной зоны. В качестве охладителя может служить душевая вода, сжатый воздух или паровоздушная смесь — в зависимости от состава свариваемого материала. Такое охлаждение снижает время нахождения металла в зоне высоких температур.
Технология сварочных работ по соединению высокопрочных сталей
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно подбирать такие сварочные материалы, которые обеспечат получение швов с высокой деформационной способностью при минимальном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, которые не содержат в покрытии органические вещества и подвергнуты высокотемпературной прокалке (низководородистые электроды). При этом нужно исключить другие источники насыщения сварочной ванны водородом в ходе сварки (ржавчина, влага и другие). Высокая технологическая прочность получается при следующем содержании легирующих элементов в металле шва: С — не более 0,15%; Si — не более 0,5%; Ni — не более 2,5%; Mn — не более 1,5%; Cr — не более 1,5%; V — не более 0,5%; Mo — не более 1,0%. Повышение свойств шва до нужного уровня возможно путем легирования металла шва за счет основного металла. Необходимые прочностные характеристики металла шва достигаются легированием его элементами, которые повышают прочность, но не снижают его ударную вязкость и деформационную способность. Для сварки среднеуглеродистых высокопрочных сталей нужно выбирать сварочные материалы, содержащие легирующих элементов меньше, чем основной металл.
При этом нужно исключить другие источники насыщения сварочной ванны водородом в ходе сварки (ржавчина, влага и другие). Высокая технологическая прочность получается при следующем содержании легирующих элементов в металле шва: С — не более 0,15%; Si — не более 0,5%; Ni — не более 2,5%; Mn — не более 1,5%; Cr — не более 1,5%; V — не более 0,5%; Mo — не более 1,0%. Повышение свойств шва до нужного уровня возможно путем легирования металла шва за счет основного металла. Необходимые прочностные характеристики металла шва достигаются легированием его элементами, которые повышают прочность, но не снижают его ударную вязкость и деформационную способность. Для сварки среднеуглеродистых высокопрочных сталей нужно выбирать сварочные материалы, содержащие легирующих элементов меньше, чем основной металл.
Ручная дуговая сварка покрытыми электродами
Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и других по ГОСТ 10052‑75 и ГОСТ 9467‑75. Если сталь перед сваркой подвергалась термической обработке на высокую прочность (закалка с отпуском или нормализация), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения, то критерием определения температуры предварительного подогрева будет такая скорость охлаждения, при которой происходила бы частичная закалка околошовной зоны. При этом гарантируется отсутствие трещин в процессе сварки и до проведения дальнейшей термообработки. Для улучшения свариваемости закаленных металлов необходимы специальные электроды. В том случае когда термообработка сварного изделия не может быть сделана, например, из‑за крупных габаритов, на кромки детали, подлежащие сварке, наплавляют незакаливающийся слой металла аустенитными или низкоуглеродистыми электродами. Толщина этого слоя должна быть такой, чтобы температура стали под слоем в процессе сварки не превышала бы температуру отпуска при термообработке деталей с наплавленными кромками. Такие детали сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и дальнейшей термообработки.
Если сталь перед сваркой подвергалась термической обработке на высокую прочность (закалка с отпуском или нормализация), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения, то критерием определения температуры предварительного подогрева будет такая скорость охлаждения, при которой происходила бы частичная закалка околошовной зоны. При этом гарантируется отсутствие трещин в процессе сварки и до проведения дальнейшей термообработки. Для улучшения свариваемости закаленных металлов необходимы специальные электроды. В том случае когда термообработка сварного изделия не может быть сделана, например, из‑за крупных габаритов, на кромки детали, подлежащие сварке, наплавляют незакаливающийся слой металла аустенитными или низкоуглеродистыми электродами. Толщина этого слоя должна быть такой, чтобы температура стали под слоем в процессе сварки не превышала бы температуру отпуска при термообработке деталей с наплавленными кромками. Такие детали сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и дальнейшей термообработки. Режим сварки принимают согласно рекомендациям для аустенитных электродов.
Режим сварки принимают согласно рекомендациям для аустенитных электродов.
Сварочные работы в защитных газах
Высокое качество сварных соединений из среднеуглеродистых высокопрочных сталей толщиной 3…5мм достигается при аргонодуговой сварке неплавящимся электродом. Присадочный материал для дуговой сварки в защитных газах следует выбирать в зависимости от газа, в среде которого происходит сварка. Первый слой выполняют без присадки с полным проваром кромок стыка, второй — с поперечными низкочастотными колебаниями электрода и механической подачи присадочной проволоки. Возможно и выполнение третьего слоя с поперечными колебаниями электрода без присадочной проволоки на небольшом режиме для обеспечения постепенного перехода от шва к основному металлу. Для повышения проплавляющей способности дуги при аргонодуговой сварке применяют активирующие флюсы, которые позволяют исключить разделку кромок при толщинах 8…10мм. Также используется флюс, представляющий собой смесь компонентов (TiO2, SiO2, NaF, Cr2 O3). Такой метод с активирующим флюсом эффективен при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при таком способе сварки выбирают из наиболее стойких в эксплуатации марок вольфрама.
Такой метод с активирующим флюсом эффективен при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при таком способе сварки выбирают из наиболее стойких в эксплуатации марок вольфрама.
Оборудование для работ в защитных газах
При выполнении сварки среднелегированных высокопрочных сталей в защитных газах (в основном инертных или их смесях с активными) применяют низкоуглеродистые легированные и аустенитные высоколегированные проволоки, например, Св-08Х20Н9Г7ТТ, Св-03ХГН3МД, Св-10ХГСН2МТ, Св-10Х16Н25‑АМ6, Св-08Х21Н10Г6. Однако равнопрочности металла шва и свариваемой стали получить не удается. В данном случае можно обеспечить равнопрочность за счет эффекта контактного упрочнения мягкого металла шва. Этот эффект может быть реализован при использовании так называемой щелевой разделки, которая представляет собой стыковые соединения с узким зазором.
Сварка под флюсом
Конструктивные элементы подготовки кромок для автоматической и полуавтоматической сварки под флюсом выполняют в соответствии с ГОСТ 8713‑79.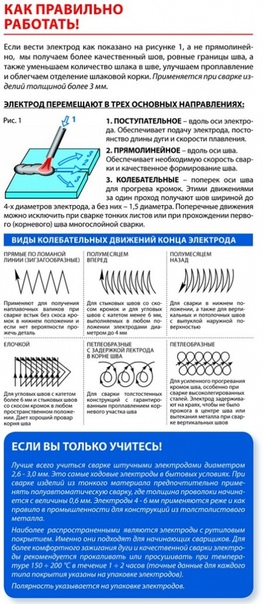 Однако в диапазоне толщин, для которого возможна сварка без разделки и со скосом кромок, последней следует отдать предпочтение. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве была бы минимальной. Но такая методика повышает вероятность образования в сварочных швах горячих трещин. Выбор флюса осуществляется в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки сварку выполняют под кислыми высоко- и среднемарганцовистыми флюсами. При использовании низколегированных проволок лучшие результаты обеспечивает применение низкокремнистых и низкомарганцовистых флюсов. Сварку среднелегированных высокопрочных сталей аустенитной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т производят только под безокислительными или слабо окислительными основными флюсами
Однако в диапазоне толщин, для которого возможна сварка без разделки и со скосом кромок, последней следует отдать предпочтение. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве была бы минимальной. Но такая методика повышает вероятность образования в сварочных швах горячих трещин. Выбор флюса осуществляется в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки сварку выполняют под кислыми высоко- и среднемарганцовистыми флюсами. При использовании низколегированных проволок лучшие результаты обеспечивает применение низкокремнистых и низкомарганцовистых флюсов. Сварку среднелегированных высокопрочных сталей аустенитной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т производят только под безокислительными или слабо окислительными основными флюсами
Сварочные работы с использованием шлака
Данный вид сварочных работ рационально применять для соединения толстолистовых конструкций из среднелегированных высокопрочных сталей. Основные типы и конструктивные элементы сварных соединений и швов при этом должны соответствовать требованиям ГОСТ 15164‑78. Электродные проволоки при сварке плавящимся мундштуком и проволочными электродами выбирают из числа групп легированных или высоколегированных проволок по ГОСТ 2246‑70. Для предупреждения трещин в околошовной зоне при сварке жестко закрепленных элементов необходимо применять предварительный подогрев до 150…200ºС. Низкая скорость охлаждения околошовной зоны при электрошлаковой сварке приводит к длительному пребыванию ее в зоне высоких температур, вызывающих рост зерна и охрупчивание металла. В связи с этим после электрошлаковой сварки среднелегированных высокопрочных сталей необходимо выполнить высокотемпературную термообработку сварных изделий для восстановления механических свойств до нужного уровня. Время с момента окончания сварки до проведения термообработки должно регламентироваться.
инструкция, подготовка и советы – Всё для сварки
Содержание
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
- Небольшой вес аппарата.
- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;
Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».

В комплекте имеются кабели:
- Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
 Такой костюм не загорится при попадании на него искр.
Такой костюм не загорится при попадании на него искр.Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки.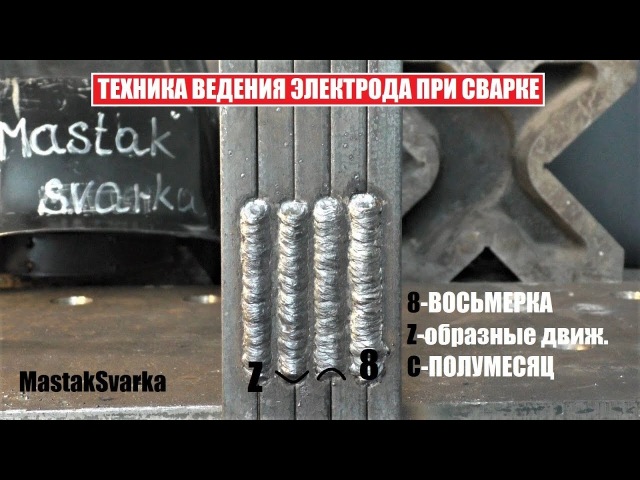 Для этого:
Для этого:
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- постукивать по поверхности металла.
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.

Как правильно варить инвертором для получения ровного шва
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве. Это может привести к коррозии.
- Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.
 Это может привести к коррозии.
Это может привести к коррозии.Как сваривать ржавый металл — 7 шагов с изображениями — Лаборатория сварщиков
Если есть что-то, что я могу вам сказать о сварке, так это то, что это не всегда красиво, и за эти годы я сварил довольно неприятные вещи. Во главе этого списка стоит ржавый металл. Это может быть одна из самых сложных вещей для сваривания и хорошего внешнего вида. Так как же сваривать ржавый металл?
Сварка палкой стержнями 6010 и 6011 на чистый ржавый металл — лучший вариант без какой-либо очистки поверхности. Если вы можете отшлифовать и очистить поверхность, сварочный аппарат MIG будет работать намного лучше и даст более эстетичный сварной шов. После сварки проверьте сварной шов на предмет пористости и дефектов.
Если вы можете отшлифовать и очистить поверхность, сварочный аппарат MIG будет работать намного лучше и даст более эстетичный сварной шов. После сварки проверьте сварной шов на предмет пористости и дефектов.
В оставшейся части этой статьи я более подробно расскажу, как сваривать ржавый металл и что вы можете сделать, чтобы подготовить металл, чтобы получить наилучший результат.
Можно сваривать ржавый металл
Сварка ржавого металла возможна. Однако в большинстве случаев это не даст вам лучшего вида сварного шва.Однако бывают времена, когда вам придется откладывать вещи в сторону и сваривать их, чтобы пройти через них.
Например, что, если бы вы были в поле, таскали последнюю партию сена, и внезапно щелкнули! Сцепка на повозке ломается, и вы застреваете. Для того, чтобы передвинуть вагонетку, вам нужно снова переварить сцепку.
Я был в таких ситуациях, и вам нужно, чтобы работа была сделана прямо сейчас. У вас нет времени сделать красивый сварной шов, потому что все заржавело.
Итак, что вы делаете? Вы его сварите.
В такой ситуации лучше всего использовать аппарат для ручной сварки. Если у вас нет доступа к аппарату для ручной сварки, сварщик-генератор, такой как Miller Bobcat 225, станет отличным мобильным сварочным аппаратом для таких ситуаций, потому что вы можете взять его с собой куда угодно, чтобы выполнить свою работу.
Причина, по которой я предлагаю в этой ситуации сварочный аппарат, заключается в том, что он лучше справляется с прожиганием ржавчины, грязи, жира и краски до эффективного сварного шва, который будет держаться.Я также предлагаю использовать удилище 6010 или 6011.
Такие сварочные стержни будут гореть и позволят вам пройти сквозь ржавчину и перейти к более качественной стали.
В оставшейся части этой статьи я расскажу о своем процессе и советах по сварке ржавого металла, которые помогут вам добиться наилучшего результата.
7 шагов к сварке ржавого металла
Теперь, когда вы знаете, что можно сваривать ржавый металл, следующий вопрос заключается в том, как сваривать ржавый металл, чтобы получить по крайней мере эффективный сварной шов. В оставшейся части статьи я расскажу о семи шагах, которые я использую при сварке ржавого металла.
В оставшейся части статьи я расскажу о семи шагах, которые я использую при сварке ржавого металла.
1. Оцените ситуацию
Первое, что вам нужно сделать, это оценить ситуацию. Прежде чем приступить к сварке, вам нужно кое-что узнать о свариваемом металле. Многие люди сразу пропускают это и начинают класть бусинки.
Вам нужно знать, что вы свариваете, чтобы сделать это правильно с первого раза. Итак, вот несколько вопросов, которые я обычно задаю себе, прежде чем делать что-нибудь еще.
Насколько тонкий или толстый металл? Если металл очень тонкий, сварка может быть затруднена. Скорее всего, вы прожигете материал. Если он слишком тонкий, он может распасться при контакте и не сможет свариться. Если металл толще, он, по крайней мере, даст вам к чему приварить, даже если вам придется прожечь несколько слоев ржавчины, чтобы добраться до него.
Что на металле? Далее нужно рассмотреть, что все на металле. Ржавчина — это одно, но если у вас есть грязь, жир и краска, это значительно усложнит вам работу.
Насколько ржавый металл? Еще нужно определить, насколько металл ржавый. Если деталь полностью покрыта ржавчиной, возможно, ее не удастся сварить. В некоторых случаях вам, возможно, придется вырезать поврежденное место ржавчины до более надежного и более толстого места и приварить новый кусок металла.
Является ли металл прочным с точки зрения конструкции? Наконец, является ли металл прочным конструктивно и выдержит ли он стрессовые ситуации. В некоторых случаях это может быть трудно сказать, но если металл толщиной с бумагу, он, вероятно, не выдержит.
2. Определите, какой сварщик вы будете использовать
Теперь, когда вы лучше понимаете, с чем вы работаете, вам необходимо определить, какой сварщик вы собираетесь использовать для работы. В этом случае вы собираетесь использовать одного из двух сварщиков: аппарат для ручной сварки или сварочный аппарат MIG или проволокой.
Вопрос в том, какой сварочный аппарат следует использовать?
Если вам нужно сваривать металл на месте, лучше использовать аппарат для ручной сварки. Как я уже упоминал ранее, он даст вам лучшее проникновение для ржавчины и прожигает достаточно сильно, чтобы поразить более глубокие твердые слои стали.
Как я уже упоминал ранее, он даст вам лучшее проникновение для ржавчины и прожигает достаточно сильно, чтобы поразить более глубокие твердые слои стали.
Если у вас есть время очистить поверхность и правильно ее подготовить, лучше всего подойдет сварочный аппарат MIG. Если вы сможете удалить ржавчину с помощью ручной шлифовальной машины и стереть излишки грязи, вы сможете лучше проникнуть в нее, создать более красивый сварной шов и поставить на место что-то, что будет держаться в течение длительного времени.
3. Очистите поверхность
Ваш следующий шаг — удалить ржавчину с поверхности и перейти к лучшим слоям металла ниже. Есть несколько способов сделать это.
Ваш первый вариант — использовать металлическую щетку. Это хороший вариант, если у вас нет доступа ни к чему другому. Это позволит вам удалить часть ржавчины, которая может оставаться на поверхности металла.
Щетка, показанная ниже, также имеет скребок для удаления рыхлой ржавчины, краски и грязи.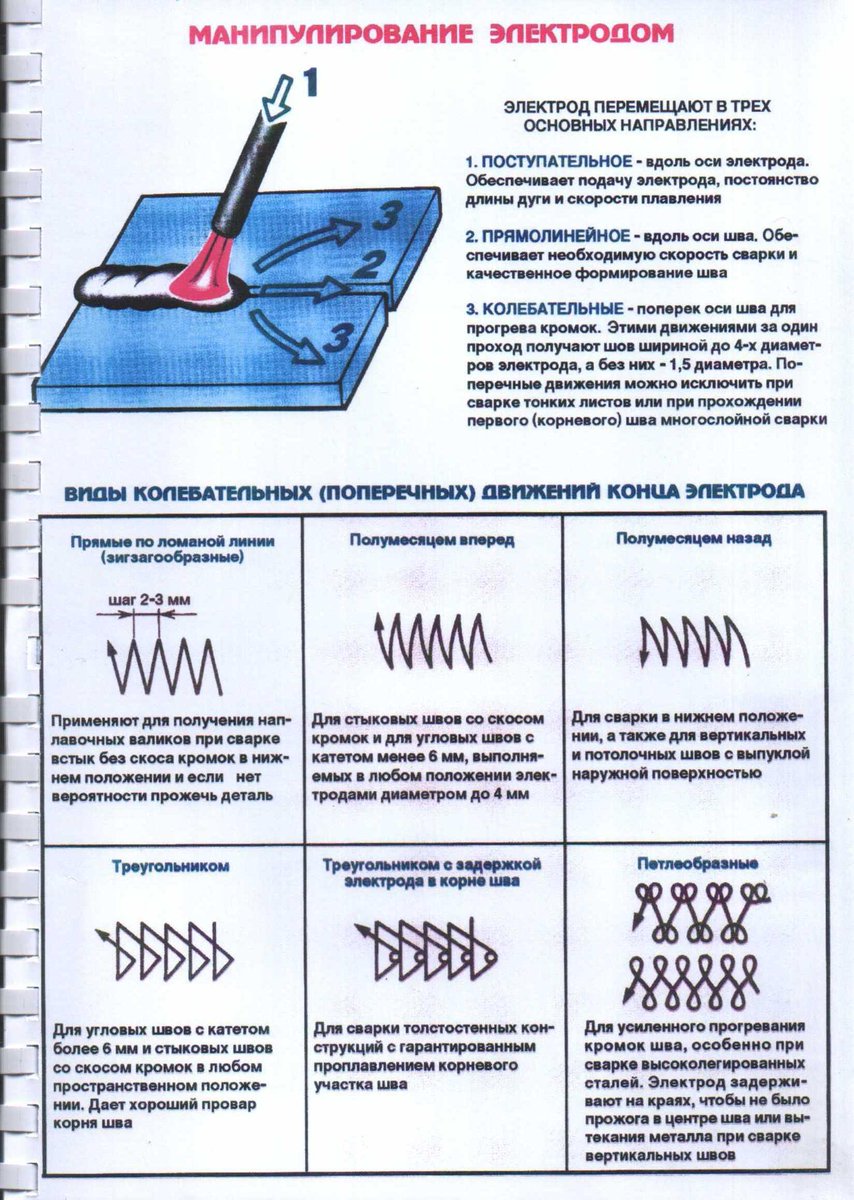 Если у вас нет другого варианта, это отличный способ.
Если у вас нет другого варианта, это отличный способ.
Второй вариант — использовать ручную шлифовальную машину. Мне лично нравится угловая шлифовальная машина Dewalt со шлифовальным кругом 4 1/2 дюйма.Это лучший вариант, если вы имеете дело с толстой и тяжелой ржавчиной.
Если вы имеете дело только с легкой ржавчиной на поверхности, то мне понравятся эти щетки Forney Wire Cup Brush. По цене они отлично справляются с очисткой основной поверхностной ржавчины.
Пескоструйный аппарат. Третий вариант, если вам нужно счистить много ржавчины, а шлифовальная машина требует много времени, — это использовать пескоструйный аппарат.
Статья по теме: Чтобы узнать больше о том, как подготовить металл перед сваркой, ознакомьтесь с моим полным руководством здесь.
Отлично подходит для очистки больших ржавых поверхностей и труднодоступных мест, недоступных для ручной шлифовальной машины.
4. Настройка сварного шва
Теперь, когда вы удалили ржавчину, вам нужно настроить сварной шов. Вам нужно, чтобы сварочный комплект был на месте для сварки, а заземляющий зажим был на месте.
Если вам не удалось удалить всю ржавчину, не волнуйтесь. Вам нужно удалить большую часть незакрепленного материала по одной важной причине — заземление.
Если у вас слишком много ржавчины на поверхности металла, это может повлиять на вашу землю.Ржавчина не позволит цепи замкнуться и дуге загореться.
5. Сделайте свой первый проход
Теперь, когда все готово, самое время сделать ваш первый проход. Перед тем, как начать, нужно кое-что проверить.
Сначала проверьте тип используемой проволоки или прутка. Если вы свариваете более тонкие металлы толщиной 1/8 дюйма или меньше, вам следует подумать об использовании стержня меньшего размера, например, 3/32 дюйма или проволоки 0,035.
Использование провода меньшего размера поможет предотвратить прожог, но вам необходимо проверить еще одну настройку.
Совет по безопасности: Возможно, вам потребуется надеть маску от сварочного дыма. Это поможет защитить вас от неприятной ржавчины, грязи и паров краски, которые могут появиться при сварке подобных материалов.
Во-вторых, проверьте настройки силы тока. Если вы свариваете что-то тонкое, что в основном проржавело, вам нужно уменьшить силу тока, чтобы избежать прожига.
Во время первого прохода посмотрите, как сварной шов реагирует на ржавчину.Если сварной шов станет горячим, он может прожечь.
6. Проверьте сварной шов и очистите
Теперь, когда вы выполнили первый проход, вам нужно посмотреть, как выглядит сварной шов. Вот несколько вещей, на которые стоит обратить внимание.
Очистите сварной шов. Сначала возьмите проволочную щетку и очистите сварной шов. Это позволит вам увидеть дефекты сварного шва. Если есть трещина или пористость, это поможет вам лучше их идентифицировать.
Пористость. Если сварной шов имеет кучу точечных отверстий, скорее всего, это связано с газовой смесью и ржавчиной.Если у вашего сварного шва он есть, скорее всего, это будет слабый сварной шов, и его необходимо отшлифовать и снова заварить.
Проникновение. Теперь посмотрите, насколько хорошо сварной шов проникает в металл. Если вы не видите гладкого равномерного проплавления, значит, у вас хороший сварной шов.
Статья по теме: Хотите знать, что делает сварной шов хорошим? Прочтите эту статью.
Также убедитесь, что сварной шов не прогорал и не порезал металл. Это означает, что у вас также будет слабый сварной шов или тонкий провар.
7. Выполните окончательные сварные швы
Наконец, если все в порядке, вы можете выполнять окончательные сварные швы. При каждом проходе обязательно осматривайте все, чтобы убедиться, что все идет правильно.
Если что-то начинает меняться, вам нужно исправить это, пока не стало хуже.
Итак, если вы свариваете ржавый кусок металла, рассмотрите следующие основные шаги, чтобы добиться успешного шва.
Как сваривать металл корпуса
Автомобильная сварка листового металла и сварка конструкций — обширные темы, и здесь невозможно дать им что-либо, приближающееся к полному охвату.В этой главе основное внимание уделяется некоторым основам сварки листового металла и нескольким приемам, которые могут облегчить вам выполнение этого типа сварки и при этом обеспечить превосходные результаты.
Этот технический совет взят из полной книги, АВТОМОБИЛЬНЫЙ КУЗОВ И РЕМОНТ РЖАВЧИНЫ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy. com/bodywork/automotive-bodywork-how-to-weld-body-metal/
com/bodywork/automotive-bodywork-how-to-weld-body-metal/
Важно отметить, что сварка тонких металлических профилей сильно отличается от сварки мостовых балок или толстых листов. Во-первых, при сварке толстых металлических деталей редко приходится беспокоиться о тепловом искажении и деформации материала. Толстые материалы сопротивляются деформации из-за их большого размера и их способности действовать как собственные радиаторы.Основными соображениями при такой сварке являются проплавление, наплавка валика, форма валика и прочность. Такие проблемы, как сварка основных материалов и образование выпадений, являются отдаленными. При сварке неструктурных панелей эти вопросы становятся первостепенными, в то время как прочность обычно второстепенна.
Возможно, вы обладаете большими навыками и успехом в сварке толстых профилей электродом, но это не означает мастерства в газовой или электрической сварке листового металла. Набор навыков для этой работы очень разный, и их нужно развивать отдельно. Если вы знакомы с горелкой и / или электросваркой, это может помочь вам научиться сварке листового металла. Но помимо того факта, что все эти формы сварки включают перенос лужи расплавленного металла вниз по шву и ее сплавление с металлом по обе стороны от шва, нет автоматического переноса навыков от сварки тяжелых профилей к сварке листового металла. .
Если вы знакомы с горелкой и / или электросваркой, это может помочь вам научиться сварке листового металла. Но помимо того факта, что все эти формы сварки включают перенос лужи расплавленного металла вниз по шву и ее сплавление с металлом по обе стороны от шва, нет автоматического переноса навыков от сварки тяжелых профилей к сварке листового металла. .
1) За последние 35 лет сварка MIG произвела революцию в том, как мы соединяем металл кузова. Это быстро и эффективно, а также обеспечивает хорошее качество стыков.Ох уж эта маленькая отвертка между пальцами левой руки сварщика; читайте дальше и узнайте, почему он держит это там.
Есть одна общая черта между сваркой толстых профилей штангой или горелкой и сваркой листового металла. В обоих случаях исправный сварной шов часто, но не всегда, имеет красивый, ровный, проплавленный и однородный вид. К сожалению, большинство готовых сварных швов листового металла остаются незамеченными, потому что очень быстро после их создания они почти всегда стачиваются и покрываются подобными наполнителями, грунтовками и красками. Хотя навыки, необходимые для выполнения хороших сварных швов листового металла, могут равняться или превосходить навыки, применяемые к видимым сварным швам, например, на рамах мотоциклов, у вас гораздо меньше шансов добиться славы, похвалы и славы среди толпы обожая то, что получают создатели мотоциклетных сварных швов. Тем не менее, вы увидите свои необработанные сварные швы из листового металла до того, как они будут отшлифованы и закрашены, так что у вас будет возможность вкратце оценить вашу великолепную работу.
Хотя навыки, необходимые для выполнения хороших сварных швов листового металла, могут равняться или превосходить навыки, применяемые к видимым сварным швам, например, на рамах мотоциклов, у вас гораздо меньше шансов добиться славы, похвалы и славы среди толпы обожая то, что получают создатели мотоциклетных сварных швов. Тем не менее, вы увидите свои необработанные сварные швы из листового металла до того, как они будут отшлифованы и закрашены, так что у вас будет возможность вкратце оценить вашу великолепную работу.
Типы соединений
Сварка панелей кратко обсуждалась в главе 3.Давайте теперь рассмотрим эту тему более подробно.
Сварные соединения кузова делятся на три категории: стыковые, внахлест и со смещением внахлест. Хотя было бы демократичным сказать что-то вроде: «… каждому из этих стыков есть свое место в панельной работе, и каждый из них является хорошим подходом», это было бы неверно. Стыковые соединения — золотой стандарт сварных соединений панелей. Иногда желательны два других типа соединения, особенно соединения внахлест. Обычно так бывает, когда они используются для дублирования заводских стыков внахлестку.Я полагаю, что это правда, что для начинающих сварщиков сложнее освоить стыковые соединения, но как только вы научитесь их сваривать, этого нетрудно добиться с помощью хорошего сварочного оборудования MIG или TIG.
Иногда желательны два других типа соединения, особенно соединения внахлест. Обычно так бывает, когда они используются для дублирования заводских стыков внахлестку.Я полагаю, что это правда, что для начинающих сварщиков сложнее освоить стыковые соединения, но как только вы научитесь их сваривать, этого нетрудно добиться с помощью хорошего сварочного оборудования MIG или TIG.
Стыковые соединения выполняются так, чтобы края секций стыковались встык друг с другом, с некоторым зазором между ними, чтобы обеспечить расширение во время сварки. Соединения внахлест выполняются путем нахлеста небольшого количества металла и приваривания открытых кромок каждой секции к другой, с одной или с обеих сторон.Это, конечно же, создает двойную толщину металла в месте нахлеста, что может быть трудно скрыть без использования чрезмерного количества наполнителя.
Вот примеры (сверху вниз) стыкового соединения, соединения внахлест и соединения внахлест со смещением. Передние стороны показаны слева, а задние — справа. Это реалистичные примеры заводской сварки, выполненной со средним уровнем качества.
Это реалистичные примеры заводской сварки, выполненной со средним уровнем качества.
Соединения внахлест со смещением требуют использования корректирующего инструмента для отбортовки кромки одной из соединяемых секций.Затем другой край секции продвигается под область фланца и приваривается к ней. Это создает видимость сплошного металла, потому что двойная толщина соединения внахлест существует только на одной стороне соединяемых секций, и, естественно, именно эта сторона выбрана в качестве тыльной стороны и, следовательно, скрыта. Опять же, в соединениях внахлест со смещением сварной шов иногда делают на обоих краях притертого металла, чтобы герметизировать соединение.
Имеется множество проблем с соединениями внахлестку и со смещением внахлестку. Во-первых, вам, возможно, придется дважды сварить стыки, если вы хотите их герметизировать.Другой подход — сварить внешнюю (или видимую сторону) соединения внахлест или смещенное соединение внахлест, а затем заделать внутреннюю сторону соединения герметиком для швов.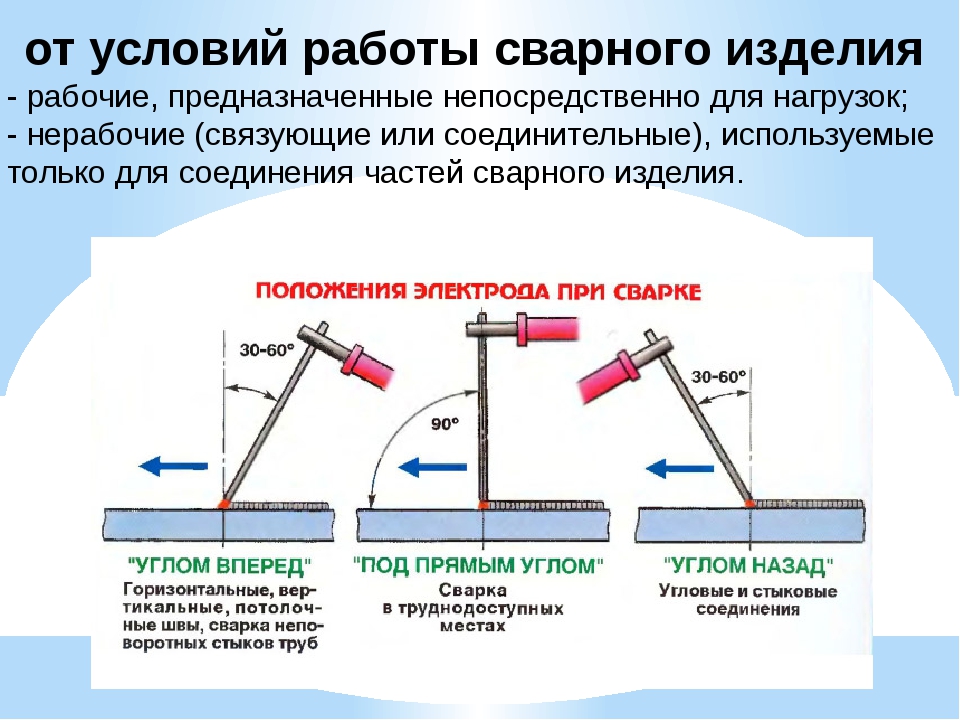 Герметизация соединений внахлестку имеет решающее значение для предотвращения образования коррозии в притирках, где капиллярное действие привлекает влагу и электролиты, вызывающие коррозию.
Герметизация соединений внахлестку имеет решающее значение для предотвращения образования коррозии в притирках, где капиллярное действие привлекает влагу и электролиты, вызывающие коррозию.
Если вы сварите эти соединения двойной сваркой, то есть сварите их обоими швами, вы должны приложить к ним вдвое больше тепла, чем при стыковом соединении. При сварке внахлест один или оба сварных шва связаны с привариванием кромки к плоскости, и для этого требуется больше тепла, чем при стыковой сварке встык.Этот дополнительный нагрев вызывает локальные искажения и деформацию панели. Еще одна проблема, связанная с соединениями внахлест, заключается в том, что они могут позже проявиться сквозь шпатлевку и краску, поскольку панель испытывает циклы вибрации. Для того, чтобы это произошло, потребуется много миль, если это произойдет, но такая возможность существует. Наконец, нет никаких преимуществ в использовании соединений внахлест и со смещением внахлест, если ситуации не требуют их, кроме ошибочной идеи, что их легче сделать, чем стыковые соединения. Два исключения — это когда вы дублируете заводской сварной шов, который изначально был соединением внахлест, и когда из-за наличия свободного места и доступа стыковая сварка нежелательна или невозможна.
Два исключения — это когда вы дублируете заводской сварной шов, который изначально был соединением внахлест, и когда из-за наличия свободного места и доступа стыковая сварка нежелательна или невозможна.
Стыковые соединения обычно возвращают панели более близко к их первоначальному формату, чем два других типа соединений, и являются просто самым чистым решением проблем бокового соединения тонких секций листового металла. Конечно, когда ямочный ремонт панелей является целью сварки тонких участков, предпочтительнее стыковые соединения.
Сварка небольших деталей в большие конструкции
Иногда большие сложные конструкции сваривают из более мелких деталей. Многие продвинутые специалисты по формовке и изготовлению металлов склонны не одобрять эту практику, предпочитая делать свои изделия из отдельных кусков исходного металла.Тем не менее, это может быть полезным подходом, когда ограниченность вашего оборудования и / или навыков делает невозможным изготовление единичных деталей.
Интересно отметить, что в прошлом некоторые большие панели OEM изготавливались из более мелких частей, сваренных вместе. Хотя по причинам стоимости такая практика редка или исчезла в современных легковых автомобилях массового производства, она была распространена еще 15 лет назад. До этого боковые панели обрамления многих автомобилей все еще сваривались из 20 отдельных частей.Эта практика была заменена методами штамповки и профилирования, которые позволили формировать эти большие и сложные конструкции как единое целое.
Показаны некоторые обычные крепежные инструменты с небольшими металлическими деталями. Слева: плоскогубцы. Центр вверху: магниты. В центре внизу: стандартный Clecos (слева), показаны обе стороны, и кромочный зажим Cleco (справа). Инструмент для установки находится под ними. Справа вверху: зажимы для большого пальца. Справа внизу: краевые зажимы нажимного типа и установочный инструмент.
Ранние крылья часто изготавливались из нескольких штамповок.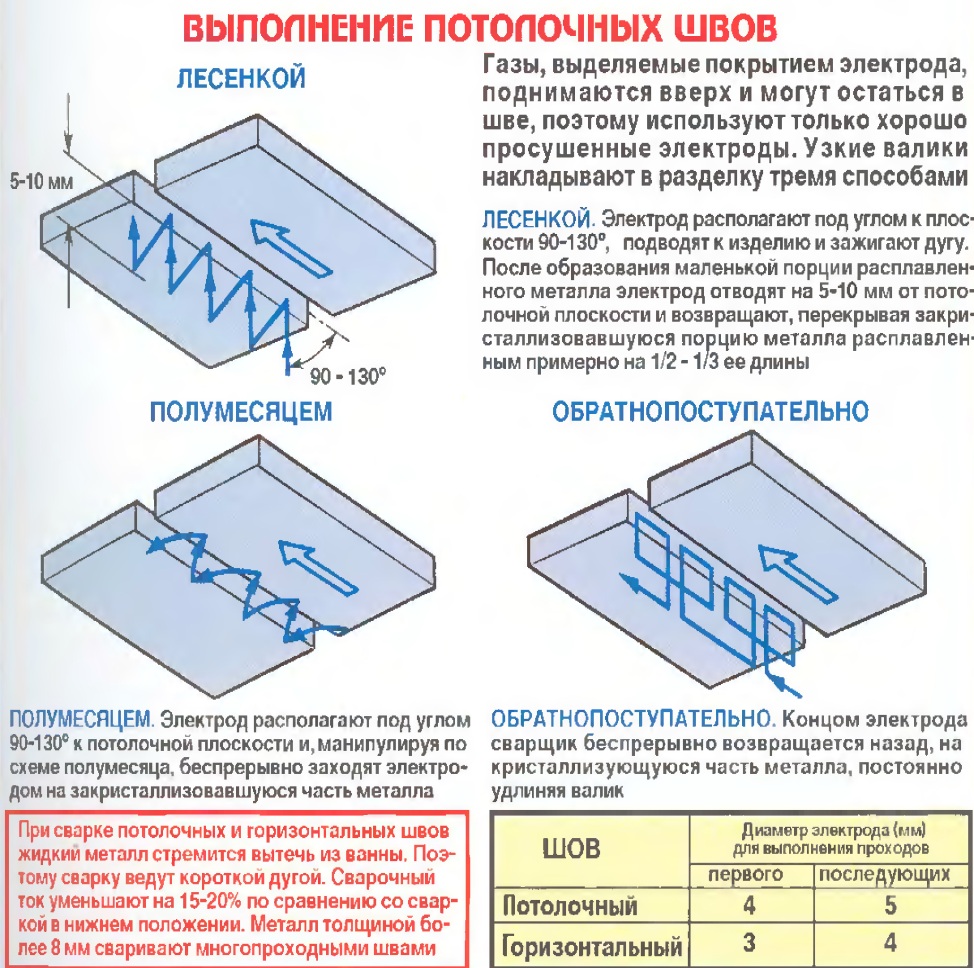 Например, края откидной юбки очень ранних автомобильных крыльев были приклепаны к корпусам этих крыльев. Позже некоторые большие панели, такие как крылья и капоты, были сварены с помощью газовой сварки, пайки или электросварки из двух или трех меньших штампованных деталей.
Например, края откидной юбки очень ранних автомобильных крыльев были приклепаны к корпусам этих крыльев. Позже некоторые большие панели, такие как крылья и капоты, были сварены с помощью газовой сварки, пайки или электросварки из двух или трех меньших штампованных деталей.
Когда вам нужно изготовить панель или конструкцию, которая слишком велика или сложна, или и то, и другое, чтобы вы могли сформировать ее из цельного куска, всегда помните, что в крайнем случае вы можете сформировать ее части, а затем соединить их.
Крепеж
Из того, что я действительно ненавижу в жизни, выделяются три: 1) звук лошади, вытаскивающей копыто из глубокой грязи, 2) запах изнутри чемодана русского конного врача и 3) пытаясь сварить движущуюся мишень.Это последнее, чего я обычно избегаю.
Я избегаю этого, правильно фиксируя детали, которые нужно сваривать. Это означает две вещи: обеспечение и поддержание адекватных посадочных зазоров между ними и надежное удержание деталей на месте для прихваточной сварки.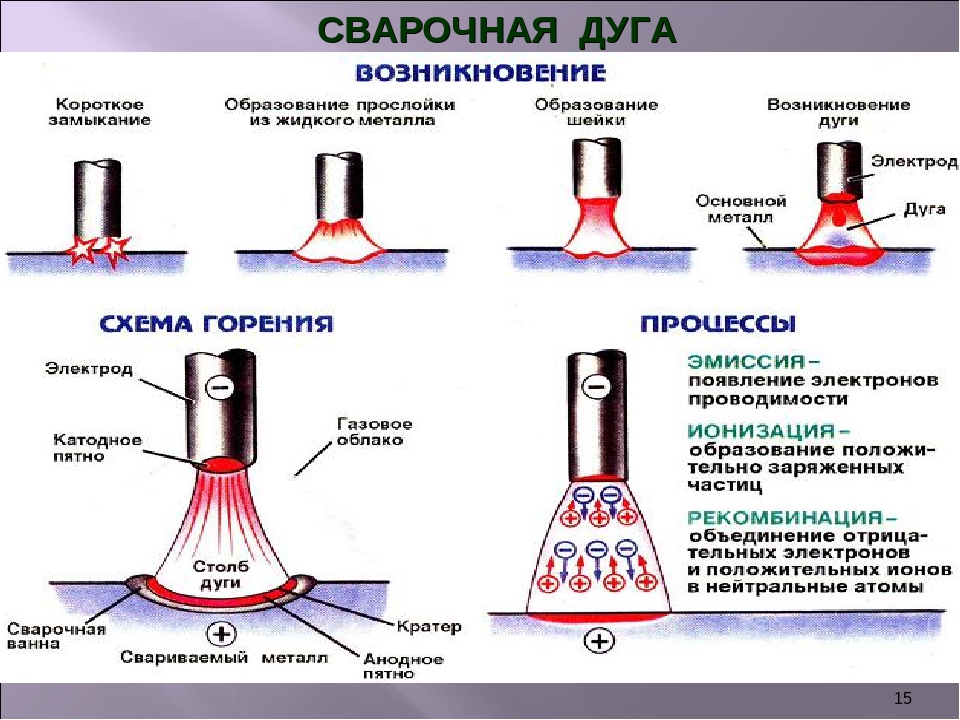 Как только вы это сделаете, вы можете прихватывать сварочные приспособления, которые сохраняют правильное положение, и зазоры для окончательной сварки.
Как только вы это сделаете, вы можете прихватывать сварочные приспособления, которые сохраняют правильное положение, и зазоры для окончательной сварки.
Существует множество способов крепления деталей для сварки. Какой из них вы выберете для своей работы, частично зависит от ситуации и частично от ваших личных предпочтений.Например, сварочные магниты могут быть достаточными для удержания коммутационной панели на месте для прихваточной сварки, но, вероятно, это не лучший способ удерживать на месте всю заднюю четверть секции. Из множества способов крепления, устройств и приспособлений основными являются: клещи для фиксации, сварочные магниты, краевые зажимы, винтовые зажимы и различные устройства Cleco. Каждый из них представляет собой класс фиксирующих устройств, и каждый имеет большое разнообразие стилей, размеров и конфигураций. Каждый из них также применяется к большинству типов стыковых, нахлесточных и офсетных стыков.
Эти специальные клещи с фиксатором невероятно удобны для удержания металлических деталей на месте перед их прихваткой. Прямоугольная конфигурация двух комплектов (вверху) работает во многих труднодоступных местах. Набор сменных губок (передний) состоит из пяти наборов сменных губок.
Прямоугольная конфигурация двух комплектов (вверху) работает во многих труднодоступных местах. Набор сменных губок (передний) состоит из пяти наборов сменных губок.
Клещи с фиксаторами часто называют по названию, данному этому инструменту компанией, которая его первой изготовила, — Vise-Grips. Плоскогубцы отлично подходят для удержания деталей в точном положении при выполнении прихваточных швов.Они бывают изогнутыми, с большим вылетом и с поворотным концом и представляют собой первую линию удерживающих частей на месте. Также доступны специальные клещи для блокировки для многих конкретных целей.
Основным ограничением использования плоскогубцев для удержания металла в положении для сварки является досягаемость их рук. Они могут хорошо работать для вас, когда вам нужно держать на расстоянии 12 дюймов или даже 16 дюймов от ближайшего доступного края свариваемого объекта. Но даже при такой досягаемости плоскогубцы бывают довольно громоздкими и громоздкими.Помимо этого, необходимо использовать другие методы крепления.
Кромочные зажимы предназначены только для удержания краев панелей и заплат, но имеют преимущества, заключающиеся в том, что они быстро устанавливаются и удаляются, а также создают очень мало препятствий или препятствий для соседних частей.
Зажимы барашковой гайки можно размещать в любом месте стыкового соединения, независимо от их глубины от его краев. Они хорошо работают на прямолинейных стыках и, по сути, поддерживают постоянный зазор посадки. Однако они не работают вдоль изогнутых стыков, потому что они удерживают края недопустимо далеко друг от друга в этом приложении.Тем не менее, если вы выполняете стыковую сварку по прямой линии, эти недорогие зажимы работают очень хорошо.
Электросварка
При работе с кузовами автомобилей применимы многие методы сварки. В настоящее время большая часть этой сварки выполняется с помощью электричества, хотя иногда все еще используется газовая сварка. MIG, TIG и контактная (точечная) сварка являются основными подходами, рассматриваемыми здесь.
Ручная сварка
Этот метод когда-то применялся для соединения металла панелей кузова как при производстве, так и при ремонте.Эта практика заключалась в использовании сварочных стержней малого диаметра с покрытием, которые были специально разработаны для обработки листового металла. Использовались как форматы переменного, так и постоянного тока. Сварка листового металла палкой требовала значительных навыков и часто приводила к далеко не лучшим результатам. Основная проблема заключалась в том, что когда сварка штучной сваркой выполнялась на обычно связанных с ней машинах, процесс приводил к чрезмерному нагреву для соединения тонких сечений, что приводило к чрезмерному выпадению и деформации. Время, необходимое для окончательной обработки сварного шва листового металла, было чрезмерным по сегодняшним меркам.Эта практика устарела.
Точечные сварные швы по отдельности не очень прочны, но в большом количестве они становятся прочнее. Ключом к созданию хороших точечных швов является правильная продолжительность сварки, чтобы не приваривать слабые соединения или не прожигать при чрезмерном времени сварки. Чистые контактные и сопрягаемые поверхности также имеют решающее значение.
Ключом к созданию хороших точечных швов является правильная продолжительность сварки, чтобы не приваривать слабые соединения или не прожигать при чрезмерном времени сварки. Чистые контактные и сопрягаемые поверхности также имеют решающее значение.
Контактная или точечная сварка
Это оплот автомобилестроения с 1930-х годов.В нем не используется флюс или наполнитель, и он достигается за счет приложения концентрированного короткого замыкания и сильного физического давления к небольшому месту на металлическом корпусе толщиной до трех толщин, которое необходимо соединить. Комбинация интенсивного нагрева, создаваемого поддержанием короткого замыкания с очень высокой силой тока в точке сварного шва в течение короткого промежутка времени, и значительного давления сжатия на две внешние поверхности области сварного шва со стороны сварочных электродов, плавит пятно на сварка плавлением. Точечная сварка выполняется быстро и легко, при этом достаточно аккуратная и прочная. Современные легковые автомобили требуют от 3000 до 4000 точечных сварных швов, которые скрепляют их конструкции. В последние годы производители автомобилей иногда добавляют в точечную сварку клеи и антикоррозионную обработку, чтобы повысить прочность склеивания и защитить соединения, свариваемые таким образом.
Некоторые аппараты для точечной сварки, используемые при ремонте и восстановлении, не сжимают область сварного шва между двумя электродами, а прикладывают силу точечной сварки и тепло к одной металлической детали, которая заземляется через другую деталь, которая должна быть присоединена к ней.Эти устройства особенно удобны там, где доступ к обеим сторонам зоны точечной сварки затруднен или невозможен. Существует также множество приспособлений для сварочных аппаратов MIG, которые имитируют прочность, внешний вид и конфигурацию сварных швов сопротивлением.
Этот тип точечной сварки позволяет выполнять сварку с одной стороны панели. Это может значительно облегчить проблемы с доступом. Для хорошего качества сварного шва требуется высокое давление электрода и чистый металл.
Для хорошего качества сварного шва требуется высокое давление электрода и чистый металл.
Нанесение хорошей грунтовки на сквозные сварные швы на поверхности между точечными сварными швами в значительной степени защищает их от коррозии.Этот метод также можно использовать для сварки MIG и TIG, но в этих случаях он менее эффективен, чем при точечной сварке.
Еще один метод для дублирования внешнего вида и функции точечной сварки — это сварка отверстий в пуговицах. В этом методе используется сварка горелкой, MIG или даже TIG для соединения двух секций друг над другом путем сварки через верхнюю толщину металла и в поверхность металла под ним. Это должно быть выполнено без перегрева всей области и образования неприглядных и неприятных отверстий в обеих частях.Один из способов избежать этого — сделать псевдо-пуговичный шов, просверлив отверстие в верхней части и приварив его обод к металлу под ним.
Точечные сварные швы часто подвержены коррозии, потому что места, где они используются, склонны к притяжению влаги между соединяемыми деталями металла за счет капиллярного действия. Эта проблема усугубляется тем фактом, что точечная сварка имеет тенденцию к испарению многих видов обработки стали, таких как гальваника, которые используются для защиты листового металла.Эта проблема решается путем использования грунтовки для сквозной сварки между деталями, приваренными точечной сваркой. Такие грунтовки содержат очень высокий процент цинка в твердом веществе. Это делает их проводящими и, следовательно, способными пропускать токи точечной сварки, а также защищает готовые сварные швы с помощью ионов от частиц цинка в покрытии после того, как сварка сделана.
Сварка МИГ
Это самый распространенный вид ремонта и сварки кузовов автомобилей. Его название происходит от термина «металлический инертный газ», что на самом деле неверно.В конце концов, так называемая сварка TIG (для вольфрама в инертном газе) — это тоже процесс сварки в среде инертного газа. Правильно, то, что называется MIG, должно называться GMAW Американского общества сварки (AWS) для газовой дуговой сварки. TIG правильно обозначается как GTAW для дуговой сварки вольфрамовым электродом в газе. Я рад, что со всем этим разобрались, спасибо. Теперь, пожалуйста, простите меня, но я продолжаю использовать термины MIG и TIG, по той лишь причине, что все их используют и понимают.
TIG правильно обозначается как GTAW для дуговой сварки вольфрамовым электродом в газе. Я рад, что со всем этим разобрались, спасибо. Теперь, пожалуйста, простите меня, но я продолжаю использовать термины MIG и TIG, по той лишь причине, что все их используют и понимают.
В процессе MIG сварочная проволока непрерывно подается в зону сварки (лужу), протягиваясь вдоль сварного шва.Проволока пропускает ток и окружена в месте сварки инертным защитным газом, который подается туда через сварочный шланг и пистолет вместе с проволокой. C-25 — наиболее распространенный газ, используемый для сварки листового металла, в смеси 25 процентов CO2 и 75 процентов аргона. При сварке штангой газ действует подобно покрытию испаренного при нагревании стержня. Он защищает сварочную ванну и охлаждающий сварной шов от большей части окислительной коррозии, которая могла бы возникнуть, если бы сварка была сделана и охлаждалась в нормальной воздушной среде.
Фактический процесс MIG включает цикл. Когда механически поданная проволока контактирует с лужей, она создает прямое короткое замыкание с заземленной заготовкой. Тепло, выделяемое коротким замыканием, отходит от конца провода в лужу, завершая короткое замыкание. Однако он быстро восстанавливается по мере того, как в ванну подается все больше проволоки, что создает короткий цикл дуги, который является основой сварки MIG. Все это происходит со скоростью примерно от 100 до 150 циклов в секунду и производит знаменитый характерный звук жарящегося яйца, связанный с сваркой MIG.
Когда механически поданная проволока контактирует с лужей, она создает прямое короткое замыкание с заземленной заготовкой. Тепло, выделяемое коротким замыканием, отходит от конца провода в лужу, завершая короткое замыкание. Однако он быстро восстанавливается по мере того, как в ванну подается все больше проволоки, что создает короткий цикл дуги, который является основой сварки MIG. Все это происходит со скоростью примерно от 100 до 150 циклов в секунду и производит знаменитый характерный звук жарящегося яйца, связанный с сваркой MIG.
Наиболее часто ошибочный аспект сварки MIG — это подгонка, то есть расстояние между краями соединяемых металлических деталей.В соединениях внахлестку и со смещением внахлест подгонка не является проблемой, потому что соединения перекрываются. Но при стыковой сварке очень важно оставлять достаточное расстояние между стыковочными кромками. Это пространство постоянно находится в диапазоне от толщины цента до цента. Может показаться, что вынести сварочную лужу в такой зазор труднее, чем вниз по двум более плотно прилегающим краям. Тем не менее, это не так.
Тем не менее, это не так.
Что сверх трудного, фактически почти невозможно, так это получить хороший стыковой сварной шов MIG, когда кромки подгоняются слишком близко или фактически контактируют друг с другом.Это связано с тем, что расширение от сварочного тепла неизбежно приводит к настолько сильной деформации слишком плотно прилегающих металлических кромок, что их очень трудно сваривать. Также очень сложно выпрямить сваренные таким образом панели.
Сегодня сварка MIG — это основная сварка кузовов автомобилей. Выучить эту технику относительно легко. Здесь он используется для заполнения слабых мест в полу из листового металла.
Эти сварные швы, передняя часть которых показана слева, а задняя часть — справа, представляют (сверху вниз: 1) готовый сварной шов, выполненный с чередованием прихваток и шлифовки, 2) валик, сваренный с помощью сегментов включения / выключения триггера, и 3) сварной шов, состоящий из автоматически синхронизируемых сегментов.
Чтобы получить хорошую сварку MIG, необходимо решить несколько задач. Вам необходимо найти идеальный поток газа для вашей работы. Устанавливается регулятором по объему подаваемого защитного газа. Попробуйте использовать двухступенчатый регулятор, который использует индикатор объема на второй ступени. Примерно от 10 до 20 кубических футов в минуту (при атмосферном давлении) — хороший диапазон для работы при сварке металла корпуса проволокой от 0,023 до 0,025 дюйма. Практика и эксперименты — ваши лучшие помощники в этом вопросе.
Параметры силы тока имеют решающее значение при сварке листового металла методом MIG.Сила тока устанавливается путем настройки скорости подачи проволоки. Разная проволока и разная толщина металла требуют разной скорости. Производители предоставляют рекомендации по этой настройке вместе со своими машинами. Однако это приблизительные данные, и вам следует запланировать их корректировку для ваших собственных ситуаций и в соответствии с вашим собственным опытом.
Настройки напряжения также важны. Лучшие аппараты MIG имеют постоянную настройку напряжения, а менее дорогие — ступенчатую.В любом случае установка напряжения при сварке MIG в некоторой степени аналогична продолжительности дуги при сварке штучной сваркой. Он контролирует формат сварного шва и, следовательно, его высоту, форму и, в некоторой степени, проплавление.
Где-то между вашим общим опытом и частой практикой вы научитесь правильно настраивать скорость подачи проволоки и напряжение для сварки MIG. Некоторые машины автоматически устанавливают одну или даже обе из этих переменных. Хотя многие сварочные швы не позволяют практиковаться, некоторые позволяют.Если вы можете воспроизвести условия сложного сварного шва с использованием металлолома, аналогичного материалу тех участков, которые вы будете сваривать, и потренироваться в сложном сварном шве, это будет для вас выгодно.
Некоторые сварочные аппараты MIG имеют точные элементы управления для таких вещей, как сварка стежком, то есть время включения и выключения сварки, и управление дожиганием, то есть время, в течение которого проволочный электрод остается под напряжением после отпускания спускового крючка горелки. Это удобные функции, которые могут повысить удобство и качество работы, но они не обязательны для хорошей сварки MIG.
Это удобные функции, которые могут повысить удобство и качество работы, но они не обязательны для хорошей сварки MIG.
Важно использовать хороший провод. Сварочная проволока MIG различается по качеству. Некоторые провода не годятся, их едва ли можно сваривать, а пользоваться другими доставляет удовольствие. Сегодня большинство основных брендов проволоки хорошо себя зарекомендовали. Тем не менее, разные провода часто имеют разные характеристики и преимущества. Например, одна проволока может давать сварные швы, которые легче шлифовать, а другая — более однородные валики. Опять же, это вещи, с которыми вам следует поэкспериментировать.
Другие переменные, такие как подвод резака (передний или задний ход), расстояние от работы, положение и угол, лучше всего описываются в руководствах и других источниках, специально посвященных инструкциям по сварке MIG.
Сварка TIG
Это, вероятно, наиболее требовательный вид сварки, но он представляет собой странную дихотомию.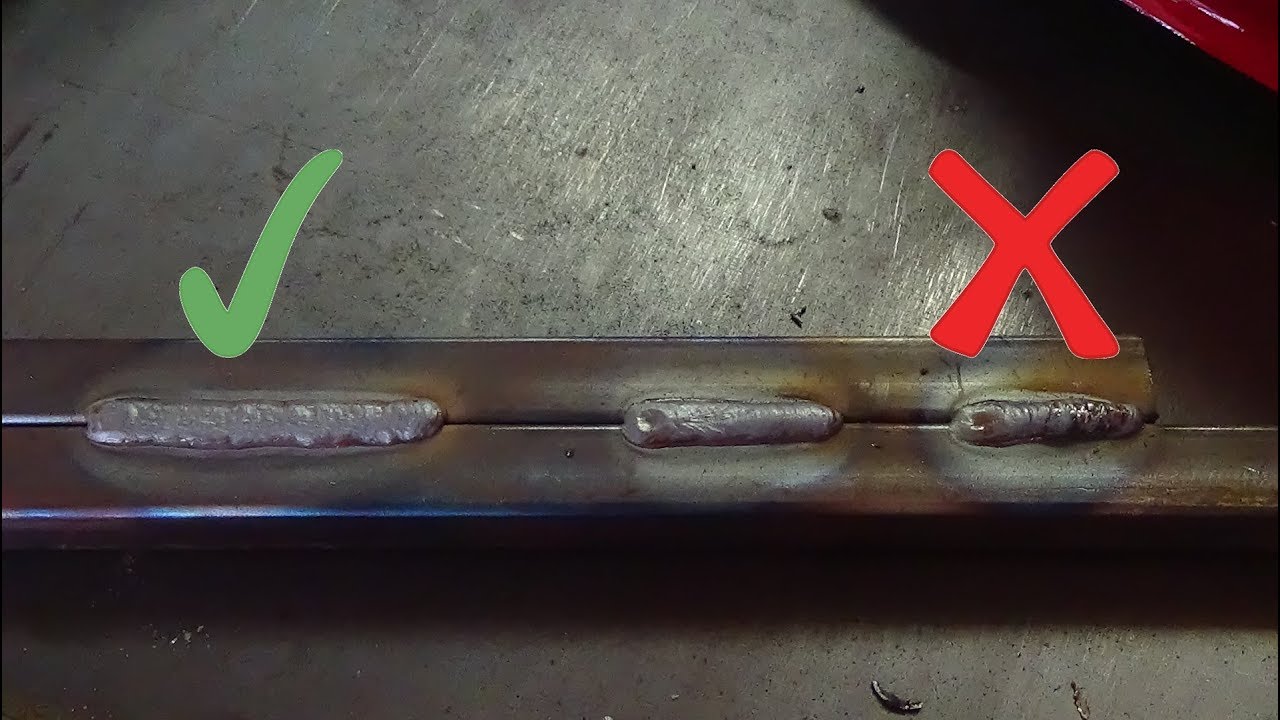 Его можно понять в очень сложных технических терминах, но можно прекрасно выполнить, не зная его технических аспектов.
Его можно понять в очень сложных технических терминах, но можно прекрасно выполнить, не зная его технических аспектов.
Вот пример: В те времена, когда сварщики TIG не обладали современными технологиями создания прямоугольных волн и управления наклоном, они полагались на генераторы частоты из углеродных пучков для наложенных высокочастотных токов, чтобы сохранить свою дугу. от остановки в точке смены волны переменного тока.Я знал человека, который управлял одной из этих примитивных аппаратов TIG. Он не понял бы большую часть технического предложения, приведенного выше, но с оборудованием того периода он мог нанести однородный и хорошо проплавленный сварной шов на рабочий край лезвия бритвы. Это был непростой подвиг. Он мало разбирался в технологии TIG, но умел с ней сваривать инстинктивно и превосходно.
Дело в том, что вы можете интерпретировать сварку TIG по-разному и на многих уровнях, понимая и осваивая как можно меньше или меньше основных технических проблем, насколько вас захватывает дух. Некоторые люди упиваются сложностью форм сигналов TIG и возможными их корректировками. Других очень волнует форма электрода TIG и / или его керамики. Другие почти интуитивно знают или помнят, как сделать лучший выбор в этих вопросах.
Сварка TIG, вероятно, является самой сложной сварочной технологией для освоения. Тем не менее, это лучший способ соединения деталей и панелей из листового металла, когда качество является главной целью.
Газовая сварка сложна в освоении из-за множества переменных оператора, влияющих на ее работу.Обратите внимание на крайний угол наклона горелки и использование присадочного стержня для добавления металла в лужу, а иногда и для защиты ее от чрезмерного нагрева. Также обратите внимание на искажение в этом примере.
TIG — это самый индивидуальный из существующих форматов сварки. Некоторые операторы предпочитают горелки с воздушным охлаждением; другие предпочитают агрегаты с жидкостным охлаждением. Достоинства каждого из них часто обсуждаются при выполнении работ, в которых используются одинаковые материалы и аналогичные сварные швы.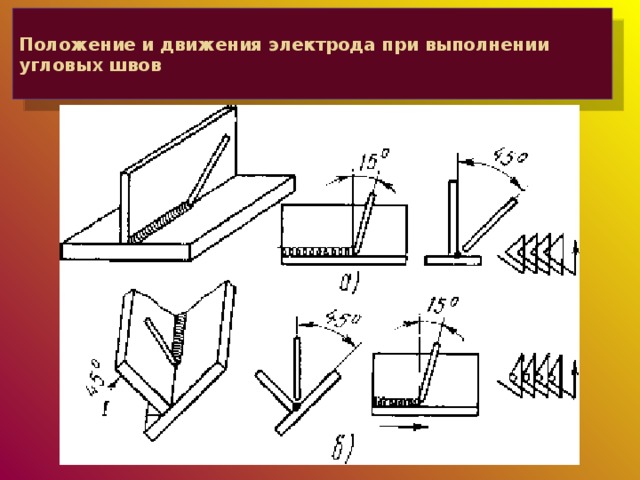 Ножные педали в сравнении с колесиками для большого пальца и т. Д. — горячие темы. Кроме того, мы специализируемся на сварке TIG отдельных металлов и сплавов.
Ножные педали в сравнении с колесиками для большого пальца и т. Д. — горячие темы. Кроме того, мы специализируемся на сварке TIG отдельных металлов и сплавов.
К сожалению, в этой книге невозможно дать инструкции по сварке TIG. Однако, если вы заинтересованы в выполнении высококачественных сварочных работ на различных металлах, от нержавеющей и обычной стали до алюминия, сварка TIG обеспечивает наилучшие результаты. На то, чтобы научиться пользоваться оборудованием, требуются значительные денежные средства и время, но вы должны хотя бы подумать об этих обязательствах, если вашей целью является максимальное качество сварки. Если вам интересен этот формат, пусть вас не пугают впечатляющие технические характеристики сварки TIG.Вам не нужно разбираться в технических деталях, чтобы делать отличные сварные швы в самых разных ситуациях. Как и в случае с вашим персональным компьютером, вы можете управлять сварочным аппаратом TIG без глубокого понимания того, как он работает. Хороший курс сварки в профессионально-техническом училище поможет вам начать свой путь к овладению техникой сварки TIG.
Кислородно-ацетиленовая газовая сварка, пайка и сварка твердым припоем
Это старые методы соединения тонких металлических профилей, которые все еще находят применение в современном мире (в основном) электросварки.В большинстве случаев они окажутся хуже, чем электросварка, по одному или нескольким причинам. Но бывают случаи, когда вы можете найти применение сварке горелкой и пайке.
Кислородно-ацетиленовое пламя, генерируемое смешиванием газов кислорода и ацетилена, чтобы заправить горелку, чертовски горячо, около 6300 градусов по Фаренгейту на кончике конуса нейтрального пламени. Нейтральное пламя представляет собой идеальную горючую смесь кислорода и ацетилена для полного сгорания каждого газа без избытка любого из них в смеси.Это означает, что пламя достаточного размера может расплавить поверхность стали, которая начинает плавиться при температуре около 2700 градусов по Фаренгейту
. На практике кислородно-ацетиленовые сварные швы выполняются перемещением пламени так, чтобы его внутренний конус находился рядом с соединяемым металлом, под углом примерно 45 градусов к поверхности и ориентированным в прямом направлении (направление, в котором происходит сварка). Быть сделанным). Горелка перемещается слегка овальным или круговым движением наконечника, чтобы сварные швы имели характеристики, указанные в утвержденном виде волнистости на их сварных швах.Все это требует некоторой координации и практики.
На самом деле нельзя сварить горелкой, расплавив и унося лужу по шву. Эти две детали не могут заполнить шов без недопустимого их истончения. По этой причине стальной присадочный стержень прикладывают и вплавляют в лужу по мере необходимости для образования валика, поскольку лужа уносится вниз по шву за счет движения горелки в этом направлении.
Все это возможно и достаточно хорошо работает на протяжении нескольких поколений. С другой стороны, сварка MIG и TIG также работала намного лучше для меньшего количества поколений.Первым недостатком сварки тонкими профилями горелкой является то, что она требует значительных навыков, больше, чем сварка MIG, и примерно такая же, как сварка TIG. Обратите внимание, что принципы работы с электрической горелкой для сварки TIG и присадочным прутом в некоторой степени аналогичны тем, которые используются при газовой сварке.
Сварка горелкой также передает гораздо больше тепла в зону сварки, чем любой из распространенных форматов электросварки. Это означает больше искажений и больше удовольствия, а также игры, исключающие побочные повреждения на месте сварки после завершения сварки.По этим причинам сварка швов листового металла с помощью горелки в наши дни используется редко. Проще говоря, с помощью методов электросварки вы можете улучшить работу с гораздо меньшими навыками, знаниями и усилиями.
Сварочный шов слева — довольно хороший газовый шов. Справа — сварка MIG. Обратите внимание, насколько меньше зона термического влияния в электросварке. Это приводит к меньшему искажению изображения.
Пайка и сварка пайкой также имеют ограниченное применение в хорошей практике соединения кузовов.Как и сварка горелкой, эти методы выполняются в кислородно-ацетиленовом пламени. В этом случае предпочтительно слегка науглероживающее пламя. То есть пламя с небольшим перышком вокруг внутреннего конуса, вызванное более высоким, чем нейтральный, количеством ацетилена в смеси кислород / ацетилен.
Пайка чем-то похожа на пайку припоями на основе олова / свинца и серебра, но выполняется при более высоких температурах (около 1000 градусов по Фаренгейту) и с присадочным стержнем, который представляет собой сплав латуни или, реже, сплав на основе бронзы.Примечание: латунные сплавы основаны на меди и цинке, а бронзовые сплавы — на меди и олове. Как и пайка, при пайке не образуется плавкое соединение; то есть молекулы на поверхностях металлов не смешиваются, как это происходит в процессах настоящего плавления, таких как MIG, TIG и сварка горелкой. Вместо этого припой притягивается за счет капиллярного действия между спаяемыми друг с другом секциями. Существует некоторое поверхностное смешение молекул твердого припоя и основного металла, но ничего подобного легирующему действию, которое происходит при истинной сварке плавлением.
Вы можете подумать, что пайка — это низкотемпературное и низкотемпературное решение проблем соединения тонких металлических материалов. Может показаться, что все, что вам нужно сделать, это довести соединения до относительно низкой температуры и залить пруток припоя в пространство между деталями.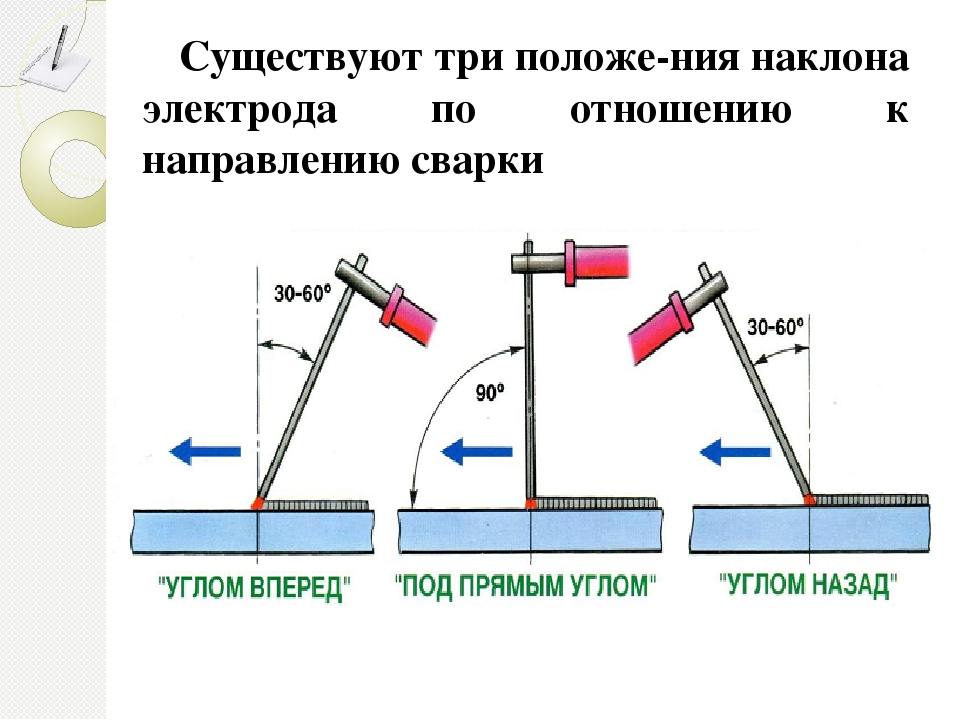 А поскольку пруток очень устойчив к коррозии, он должен автоматически герметизировать такие участки, как стыки внахлест.
А поскольку пруток очень устойчив к коррозии, он должен автоматически герметизировать такие участки, как стыки внахлест.
Увы, не все так просто. Паяльные материалы обычно не обладают прочностью, необходимой для выполнения прочных стыковых швов, поэтому их используют только для соединений внахлест и со смещением внахлест.Фактически, в прошлые годы некоторые производители автомобилей использовали некоторые паяные соединения внахлестку в своих оригинальных конструкциях легковых и грузовых автомобилей. Однако для большинства целей более желательны стыковые соединения. Это исключает их пайку.
Даже при соединениях внахлест подгонка под пайку имеет решающее значение для обеспечения правильного капиллярного потока припоя в соединение. Без этого фактора паяные соединения будут слишком слабыми для соединения автомобильных панелей. Соблюдение надлежащих посадочных зазоров может быть выполнено на производстве, но обычно это очень сложно при ремонте и изготовлении по индивидуальному заказу. Еще одна проблема с пайкой — это используемый флюс. Чаще всего это основа буры, и ее бывает постоянно трудно удалить с готовых швов. Если некоторые из них остались после очистки, значит, они плохо поддаются грунтовке и краске. Наконец, флюсы для пайки имеют тенденцию вызывать водородное охрупчивание металла, прилегающего к паяным соединениям, и это может вызвать растрескивание в этом металле, поскольку колебания панелей повторяются на протяжении многих миль и времени.
Пайка пайкой, в отличие от пайки, выходит за рамки капиллярного действия и приводит к нанесению припоя упрочняющей толщины (или валика) в областях сварных швов.Этот тип соединения прочнее простой пайки, но имеет все другие недостатки пайки, упомянутые выше. Есть некоторые места, где пайка и сварка пайкой применяются при работе с листовым металлом, особенно когда они используются для ремонта или замены заводских соединений, которые изначально были спаяны или сварены пайкой. В основном, однако, паяные и паяные сварные соединения опасно близки к тому, чтобы быть некондиционными технологиями для большинства целей соединения панелей сегодня. Хотя когда-то эти методы могли казаться привлекательными, современные методы электросварки вытеснили их.
Хотя когда-то эти методы могли казаться привлекательными, современные методы электросварки вытеснили их.
Написано Мэттом Джозефом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Сварка нержавеющей стали: краткое руководство
Пользователи стали во всем мире получают выгоду от разработки нержавеющей стали, которая не ржавеет, и этот материал имеет разную степень коррозионной стойкости, обрабатываемости и огромной прочности.Но у улучшенного материала есть некоторые недостатки, например, сварка стала намного сложнее по сравнению с традиционной углеродистой сталью. Теперь вы должны проявлять больше осторожности в процессе нагрева и охлаждения и убедиться, что присадочные материалы правильно подобраны к свариваемому материалу…
Типы нержавеющей стали: Существует пять типов нержавеющей стали, которые классифицируются в зависимости от их микроструктуры (микроструктура является ключевым фактором, влияющим на прочность стали). Три из пяти типов стали чаще всего встречаются в производственных цехах:
- Аустенитная нержавеющая сталь — наиболее часто используемый материал
- Мартенситная нержавеющая сталь — используется для наплавки твердым сплавом и других областей применения с высоким износом
- Ферритная нержавеющая сталь — чаще всего используется для производства потребительских товаров, так как изготавливать из нее дешево.
Каждый вид сварки имеет свои преимущества и недостатки. Технология, используемая для сварки нержавеющей стали, не сильно отличается от той, которая требуется для сварки стандартной углеродистой стали, за двумя исключениями.Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали, а, во-вторых, более важно правильно согласовать присадочные металлы с свариваемым материалом.
Подготовка к сварке:
Как и при любой сварке, очень важно очистить нержавеющую сталь перед сваркой. Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали. Инструменты, такие как щетки, должны храниться отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию любой углеродистой стали.То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что небольшое количество углеродистой стали может попасть в нержавеющую сталь, что приведет к ее ржавлению.
Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали. Инструменты, такие как щетки, должны храниться отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию любой углеродистой стали.То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что небольшое количество углеродистой стали может попасть в нержавеющую сталь, что приведет к ее ржавлению.
Точно так же шлифование углеродистой стали рядом с нержавеющей сталью может привести к тем же проблемам. Пыль углеродистой стали, взвешенная в воздухе, может попасть на нержавеющую сталь и снова вызвать ржавчину. Поэтому рекомендуется полностью разделить рабочие зоны из углеродистой и нержавеющей стали.
Другим важным фактором при подготовке к сварке нержавеющей стали является обеспечение надлежащего присадочного материала, а это означает, что вам нужно точно знать, какой тип основного материала вы свариваете. Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Аустенитная нержавеющая сталь
Аустенитная нержавеющая сталь обозначается как серия 300 и является наиболее распространенным типом нержавеющей стали, используемой в производственных цехах. Хотя эти основные материалы не требуют предварительного нагрева, они имеют максимальную температуру перехода. Когда температура основного металла достигнет 350 градусов по Фаренгейту, вам нужно прекратить сварку и дать материалу остыть.
Некоторые из нержавеющих сталей серии 300 относятся к полностью аустенитным сталям . Используя процесс с низким тепловложением и выпуклые сварные швы, можно предотвратить образование трещин. Если вы сделаете плоский или вогнутый сварной шов на этих материалах, они будут более подвержены растрескиванию.
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь широко используется в автомобильной промышленности. Толщина ферритной нержавеющей стали обычно составляет дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что при сварке ферритной нержавеющей стали максимальная температура между проходами составляет 300 градусов по Фаренгейту.и наиболее успешен при низком тепловложении.
Толщина ферритной нержавеющей стали обычно составляет дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что при сварке ферритной нержавеющей стали максимальная температура между проходами составляет 300 градусов по Фаренгейту.и наиболее успешен при низком тепловложении.
При высоких температурах ферритная нержавеющая сталь начинает увеличивать зерно и быстро теряет прочность. Помимо этого, сопоставьте марку присадочного материала с маркой основного металла, и ваши сварные швы должны получиться безупречно.
Мартенситная нержавеющая сталь
Мартенситные типы нержавеющей стали реже используются для соединения и больше в качестве накладок и для создания износостойкого материала, и обычно они имеют минимальную температуру между проходами.
При сварке мартенситной нержавеющей стали у вас, скорее всего, появятся трещины, если вы не установите точную температуру предварительного нагрева и не будете поддерживать минимальную температуру между проходами в течение всего времени сварки.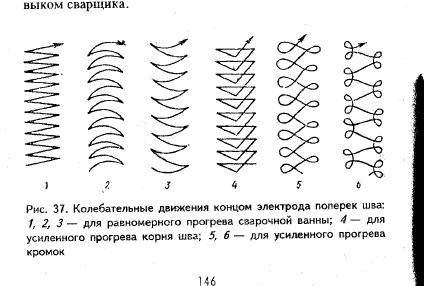
Как и в случае с другими разновидностями нержавеющей стали, если вы соединяете мартенситные неблагородные металлы, вам, вероятно, придется использовать присадочный металл с тем же номером.
Проверка температуры
При сварке нержавеющей стали очень важно контролировать температуру как металла шва, так и основного металла.Если вы не соблюдаете указанные температурные диапазоны, у вас, скорее всего, возникнут проблемы с производительностью.
Во время сварки есть три способа проверить температуру стали:
Электронные инфракрасные термометры
Шкала индикации температуры
Электронные датчики температуры поверхности
Заключение
В целом нержавеющая сталь из приятного материала для работы.Если вы внимательно относитесь к процессам нагрева и охлаждения и правильно подбираете присадочные материалы со свариваемым материалом, у вас все будет в порядке.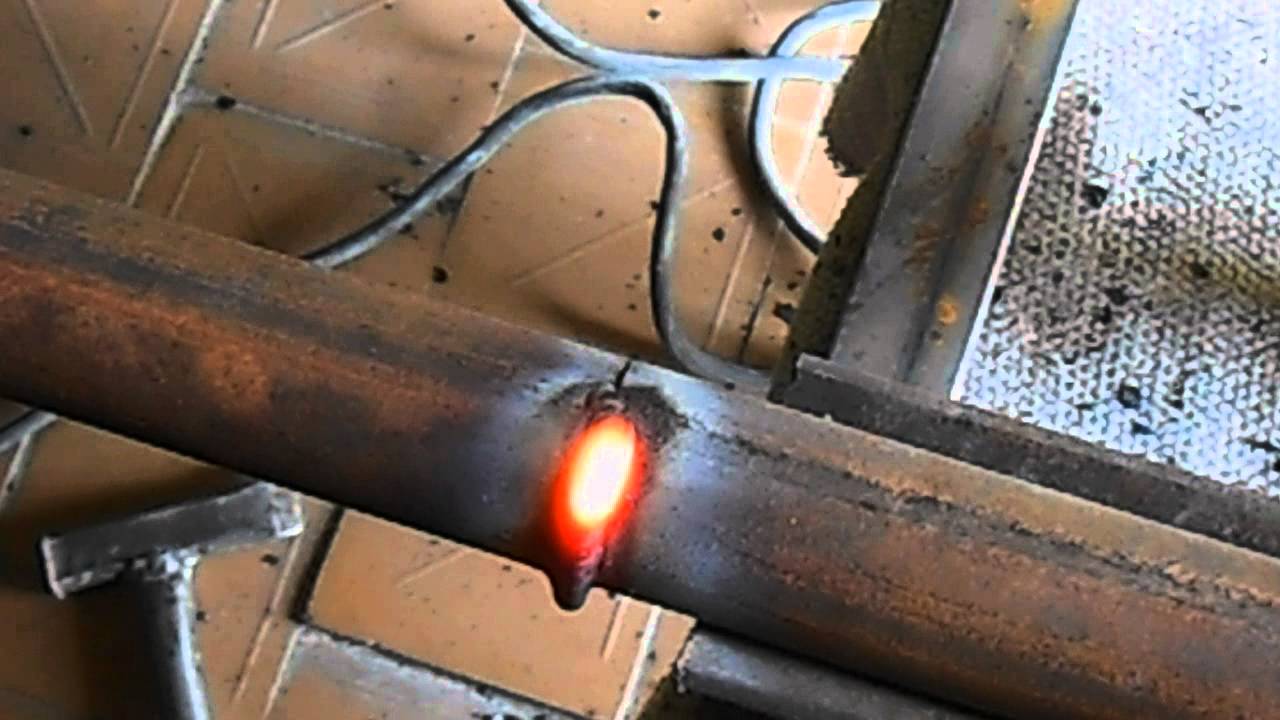
Как правильно сваривать листовой металл кузова автомобиля
Как вы думаете, у вас были свои поделился сваркой толстых металлов и изучил все тонкости сварка? Я призываю вас попробовать сварить несколько тонких металлических листов, таких как авто кузов из листового металла. Даже самые опытные сварщики испортить, когда дело доходит до правильной сварки и формирования стыков без разрушая их.
Как ты думаешь, ты знаешь, как сварка и думает прыгнуть прямо во что-то столь же деликатное, как авто кузов из листового металла? Надеюсь, вы знаете о том, что есть большой шанс, что вы испортите металл и оставите его бесполезным для любое использование. Ну так что ты делаешь? Как сваривать листовой металл кузова автомобиля? Что ж, вот несколько советов, которые помогут спасти вас от возможных бедствий, если вы направляясь в него впервые.
Автоматическая сварка листового металла телас разными сварщиками
Планируете ли вы сваривать листовой металл кузова автомобиля или сварку любого тонкого металла сварочным аппаратом MIG или сварочным аппаратом TIG ? Вы должны помнить о некоторых важных вещах, чтобы избежать нежелательных ситуаций, и мы решили включить их прямо здесь.
Как это сделать с помощью сварочного аппарата MIG
- Убедитесь, что вы всегда работаете с проволокой небольшого диаметра, чтобы избежать дырок в листе металла. Небольшой диаметр проволоки даст вам гибкость, если вы что-нибудь напутаете. Это также нанесет меньший урон металлу.
- Никогда не используйте более тонкий основной металл для сварки листов кузова автомобиля, чтобы добиться наилучшего результата.
- Когда вы начинаете изучать сварку листового металла кузова автомобиля с помощью сварочного аппарата MIG , вам следует выбрать защитный газ с более высокой долей аргона.Лучше использовать вместо повышенного процента СО2. В противном случае вы можете обнаружить намного больше брызг, чем вы думали.
- Лучше избегать использования порошковой проволоки при сварке листового металла. Это сделает основной металл более чувствительным к нагреванию.
Как сварить листовой металл кузова с помощью аппарата для сварки TIG
- Два лучших электрода для
сварка листового металла кузова автомобиля либо церированный вольфрам, либо
торированный вольфрам.
- Откажитесь от вольфрама толщиной 1/8 дюйма электрод для чего-то гораздо меньшего, например, 1/16 дюйма вольфрама.Потому что у вас будет гораздо больше контроля над всем процессом И это более снисходительно, если ты делаешь что-то не так.
- Найдите что-нибудь более мягкое, например кремниевая бронза в качестве наполнителя, которая также тоньше, чем основной металл. В противном случае у вас может не получиться делать суставы. должным образом из-за проблем с перегревом.
- Если вы предпочитаете больше контроль, выбор заостренного электрода может быть лучшей идеей для tig сварщики.

Основные советы по сварке листового металла кузова автомобиля
Медленно при сварке авто кузов из листового металла.
Если вы новичок в процессе сварки кузова автомобиля листового металла, желательно действовать немного медленнее, чем вы можете с ним справиться. Да, то, что вы не можете делать намного быстрее, может показаться вам унизительным и откровенно разочаровывающим. Но это тебе на пользу. Это сведет к минимуму вероятность совершения каких-либо ошибок, таких как деформация или проделывание отверстия в листе, до 90%! Так что терпение окупается, когда дело доходит до сварки такого хрупкого металла, как листовой металл кузова автомобиля.
Но это тебе на пользу. Это сведет к минимуму вероятность совершения каких-либо ошибок, таких как деформация или проделывание отверстия в листе, до 90%! Так что терпение окупается, когда дело доходит до сварки такого хрупкого металла, как листовой металл кузова автомобиля.
Старт с минимальной мощностью параметр.
Почему мы говорим вам начать с более низким уровнем мощности, доступным, когда вы можете работать с что-то более удобное для себя? Ну это не о себе, а о природе листового металла, которым вы являетесь работать с. В качестве листового металла используется в деталях кузова автомобилей, таких как автомобили. довольно тонкие, есть вероятность, что вы проделаете дырку или две в Лист. Это может произойти, если вы начнете с более высокой мощности. с самого начала!
Очистите металл перед вы начинаете
Согласно WeldingHubs , вам необходимо убедиться, что металлы должным образом очищены, чтобы предотвратить образование оксидных слоев. Все металлы необходимо очистить еще до начала процесса сварки. Иначе все ваши поты и время будут напрасными.
Измерьте перед запуском
Если листовой металл не померял точно, то есть вероятность будут дыры создается в процессе сварки. Вы могли даже не осознавать раньше вы закончили.
Вот почему необходимо сделайте правильные совместные и другие измерения прямо перед тем, как начать сварка листового металла кузова автомобиля? В противном случае это может показаться сложным подогнать суставы или не в состоянии сделать вообще.
Советы по безопасности при сварке листового металла кузова автомобиля
Носить защитное снаряжение
Не идите на компромисс с ношением
надлежащее защитное снаряжение, такое как сварочный кожух и перчатки, чтобы
неприятные удары по глазам или всему телу. Лучше не быть тоже
дерзко с этими листами и сварщиками и забывают их надеть.
Достаточно даже второго яркого всплеска или воздействия токсичных паров. испортить тебе глаз на всю жизнь.
испортить тебе глаз на всю жизнь.
Обеспечьте надлежащую вентиляцию
И последнее, но не менее важное: вы никогда не должны находиться в местах без надлежащей вентиляции.Всегда избегайте работы в закрытых помещениях, где ничто не может выйти наружу. Такие среды являются совершенно опасными, токсичными, поскольку пары, которые будут накапливаться, не смогут выйти наружу, и результаты могут быть смертельными.
Заключение
Напомним, что во-первых, вам следует никогда не торопитесь и не торопитесь, когда дело доходит до сварки кузова автомобиля листовой металл. Кроме того, очистите металлы перед тем, как начать, чтобы избежать наращивание оксидных слоев. Остальное зависит от того, что вы делаете вашу сварку и каких результатов вы хотите достичь, но это также необходимо также принять надлежащие меры безопасности.
Связанные10 советов, которые помогут контролировать усадку и деформацию сварного шва — изготовление оси
Что такое искажение?
Усадка сварных швов поражает как опытных сварщиков, так и любителей. Усадка вызывает деформацию сварного изделия. Деформация опорной плиты вызвана теплом от сварочной дуги. Деформация возникает в результате расширения и сжатия металла шва и прилегающего основного металла в процессе сварки.
Усадка вызывает деформацию сварного изделия. Деформация опорной плиты вызвана теплом от сварочной дуги. Деформация возникает в результате расширения и сжатия металла шва и прилегающего основного металла в процессе сварки.
Причины перекоса
Когда металлический брусок нагревается равномерно, он расширяется во всех направлениях.Когда стержень остывает, он равномерно сжимается до своих первоначальных размеров. Удерживая штангу каким-либо образом — тисками или другими средствами — равномерного расширения не произойдет. Поскольку расширение все еще должно происходить, полоса искажается, поскольку она расширяется в любом беспрепятственном направлении. Сжатие происходит равномерно независимо от деформации и постоянно сохраняет ее. Такой же основной процесс происходит при сварке.
10 Советы по контролю усадки сварного шва
1. Не переваривайте
Чем больше металла в соединении, тем больше силы усадки.Уменьшение количества сварных швов экономит металл, экономит время и защищает сварной шов от деформации. Если металлическая пластина толще 0,25 дюйма, снятие фаски может помочь предотвратить деформацию.
Если металлическая пластина толще 0,25 дюйма, снятие фаски может помочь предотвратить деформацию.
2. Используйте прерывистую сварку
Использование прерывистой сварки вместо непрерывной, где это возможно, значительно снижает деформацию. Несмотря на то, что металл сварного шва и теплопередача уменьшаются на 75%, прочность сварного шва остается относительно бескомпромиссной.
3.Используйте как можно меньше сварочных проходов
Меньшее количество проходов с большим электродом предпочтительнее, чем большое количество проходов с меньшими электродами, когда поперечная деформация может быть проблемой. Усадка накапливается при каждом проходе. Чем больше проходов, тем больше усадка.
4. Поместите сварные швы около нейтральной оси
Обеспечение меньшего воздействия усилий усадки для смещения мест смещения за счет размещения сварных швов вблизи нейтральной оси сводит к минимуму деформацию.
5.Выровнять швы вокруг нейтральной оси
Смещайте одну силу усадки с другой, чтобы эффективно минимизировать деформацию. Дизайн сборки и последовательность сварки являются важными факторами, которые следует учитывать.
Дизайн сборки и последовательность сварки являются важными факторами, которые следует учитывать.
6. Используйте обратную сварку
Общее продвижение сварного шва может быть, например, слева направо, но каждый последовательный сегмент валика располагается справа налево. После размещения каждого валика нагретые края расширяются на дальней стороне сварного шва. Как только тепло распространяется по пластине, расширение на противоположном крае снова сближает пластины.Этот процесс значительно снижает искажения.
7. Предвидеть силы усадки
Предварительная установка деталей перед сваркой может вызвать усадку конструктивных работ. При предварительной настройке, предварительном изгибе или предварительном сжатии деталей для сварки используются противодействующие механические силы для противодействия деформации. Например, удлинение вершины сварной канавки при предварительной установке пластин может помочь уменьшить искажения. Полученный сварной шов немного длиннее, чем на плоской пластине. После снятия зажимов последний сварной шов снимает свои продольные усадочные напряжения за счет укорачивания до прямой линии. В результате получается плоская пластина. Другой метод уравновешивает усадку, располагая идентичные сварные детали спиной к спине и плотно зажимая их вместе. Сварные швы помещают на оба узла и дают остыть перед снятием зажимов. Сочетание этого процесса с предварительной гибкой может еще больше предотвратить искажение. Схема поможет
После снятия зажимов последний сварной шов снимает свои продольные усадочные напряжения за счет укорачивания до прямой линии. В результате получается плоская пластина. Другой метод уравновешивает усадку, располагая идентичные сварные детали спиной к спине и плотно зажимая их вместе. Сварные швы помещают на оба узла и дают остыть перед снятием зажимов. Сочетание этого процесса с предварительной гибкой может еще больше предотвратить искажение. Схема поможет
8. Планирование последовательности сварки
Правильная последовательность сварки включает размещение сварочного металла в разных точках сборки так, чтобы усадка происходила только в одном месте за раз, и ей противодействовали последовательные сварные швы.Чередование сварных швов по обе стороны от нейтральной оси особенно полезно при сварке с проплавлением и разделкой кромок. В угловых сварных швах прерывистые швы, чередующиеся вниз, уравновешивают усадку.
9. Устранить усадочные усилия после сварки
Упрочнение противодействует усилиям усадки сварного шва при его охлаждении. Упрочнение растягивает валик и делает его тоньше, тем самым снимая напряжения, вызванные сжатием при охлаждении металла. Этот процесс требует осторожности; упрочнение неприменимо к корневому валику или на последнем проходе, так как процесс может скрыть или вызвать трещины.Другой метод — снятие термического напряжения. Снятие термического напряжения включает контролируемый нагрев сварного соединения с последующим контролируемым охлаждением для снятия напряжений, вносимых сварным швом.
Упрочнение растягивает валик и делает его тоньше, тем самым снимая напряжения, вызванные сжатием при охлаждении металла. Этот процесс требует осторожности; упрочнение неприменимо к корневому валику или на последнем проходе, так как процесс может скрыть или вызвать трещины.Другой метод — снятие термического напряжения. Снятие термического напряжения включает контролируемый нагрев сварного соединения с последующим контролируемым охлаждением для снятия напряжений, вносимых сварным швом.
10. Минимизируйте время сварки
Минимизация времени при сварке сводит к минимуму количество нагреваемого металла. Уменьшение нагрева уменьшает усадку и, как следствие, деформацию.
Дополнительная литература: Сварка и изготовление и MIG против сварки TIG
Как сваривать без сварщика — SelectSafety.нетто
Есть много причин соединять куски металла вместе. Независимо от того, занимаетесь ли вы этим профессионально или работаете над своим проектом, самый распространенный способ сварки — использовать сварщика.
Но что, если у вас нет сварщика или вы не умеете сваривать? В этой статье мы покажем вам, как сваривать без сварщика, используя несколько методов, позволяющих получить хорошее соединение с минимальными усилиями.
Можно ли сваривать металл без сварщика?
Да, существует несколько способов соединения двух металлических частей без использования специального стержня, сварочного аппарата MIG, TIG или точечной сварки.Эти методы позволяют соединять металлы с такой жесткостью, какой можно ожидать от обычного сварщика.
Пайка
Пайка — самая эффективная альтернатива сварке для большинства металлических проектов.
При пайке используется газовая горелка и присадочный материал для создания металлургической связи между двумя металлическими частями. Горелка используется для нагрева основного металла и плавления наполнителя. Обычно это пропановая горелка для более мягких металлов или листового металла или высокотемпературная MAPP или кислородно-ацетиленовая горелка для более толстой стали. Затем припой наносится вдоль шва между двумя деталями, которые плотно скрепляются, чтобы контролировать поток припоя.
Затем припой наносится вдоль шва между двумя деталями, которые плотно скрепляются, чтобы контролировать поток припоя.
Присадочный материал для пайки различается в зависимости от металла, который вы соединяете, типа горелки и предполагаемого применения. У каждого свои особенности. Присадочные материалы для пайки включают:
- Медь и цинк (латунь)
- Медь и олово (бронза)
- Медь-фосфор
- Медь-серебро
- Алюминий-кремний (AlSi)
- Серебро
- Золото
- Магний
- 4 Никель
Пайка имеет множество применений.Его можно использовать для изготовления стальных каркасов автомобилей или мотоциклов, замены сломанных сварных швов, замены заклепок и повышения прочности узлов из листового металла. Это очень гибкий метод соединения металлов.
При правильной пайке ее прочность не уступает прочности сварки или превышает ее. Это связано с тем, что он плотно связывается с основными металлами и проникает во все щели, по существу охватывая большую часть стыка.
Паяльная паста или флюс следует нанести для очистки обеих металлических поверхностей перед их нагреванием до температуры пайки.Припой плохо держится на окисленном или грязном металле.
Обучение правильной пайке может занять довольно много времени. Требуется научиться пользоваться MAPP или кислородно-ацетиленовой горелкой, подгонять и подготовить стыки, а также нагревать основной и присадочный металлы до нужной температуры в нужном темпе.
Качественный фонарик, газовые баллоны и тележка могут стоить довольно дорого. Следовательно, затраты на пайку равны или превышают затраты на сварку.
Процесс пайки
Шаг 1: Для разных недрагоценных металлов требуются разные припои.Выберите подходящий наполнитель для вашего конкретного применения.
Шаг 2: Тщательно очистите область стыка.
Шаг 3: Используйте кисть, чтобы нанести слой флюса поверх основных металлов для поглощения оксидов, образующихся в процессе пайки.
Шаг 4: Откройте и зажгите фонарь. Установите температуру плавления в соответствии с температурой плавления присадочного материала.
Шаг 5: Предварительно нагрейте недрагоценные металлы.
Шаг 6: Подайте тепло в одном направлении и добавьте наполнитель с противоположной стороны в область стыка.
Сварка с автомобильным аккумулятором
Для сварки с использованием электрической дуги вам потребуется мощный источник питания с большим током, заземление, присадочный материал (электродная проволока или стержень) и средства контроля электрического тока. Автомобильный аккумулятор можно использовать как временный источник высокой силы тока для сварки.
IM ВАЖНО! Сначала снимите аккумулятор с автомобиля, и делайте это только снаружи, на бетонной или гравийной поверхности, вдали от легковоспламеняющихся материалов.
Автомобильный аккумулятор (или несколько аккумуляторов, соединенных последовательно) можно использовать для сварки двух стальных частей вместе следующим образом:
- Подключите толстый кабель от отрицательной клеммы аккумулятора к основному металлу с помощью зажимов (перемычки могут быть достаточными, если у вас больше ничего нет)
- Подключите другой толстый кабель к положительной клемме аккумулятора. НЕ касайтесь двух кабелей вместе!
- На другом конце положительного кабеля зажмите какой-нибудь тонкий расходный электрод.В идеале это должна быть ручка для дуговой сварки, защищенная флюсом. Флюс будет испаряться и выделять инертный газ для защиты сварного шва от атмосферного загрязнения. В аварийной ситуации может быть достаточно толстого куска мягкой стальной проволоки, но он не создаст такой прочный сварной шов из-за окисления из атмосферы.
- Тщательно очистите обе металлические части, а также конец электродной проволоки или стержня.
- Расположите металлические детали и скрепите их вместе, чтобы они не двигались.
- Наденьте защитное снаряжение, включая перчатки, куртку или рубашку с длинным рукавом, сварочный шлем или очки.
- Прикоснитесь концом электрода к стыку между двумя металлическими частями, оставив его там, чтобы он расплавил электрод и две основные части вместе. Продолжайте сварку не более 5 секунд.
- Повторите, сделав серию небольших прихваток или стежков. Короткие сварные швы лучше всего подходят для автомобильного аккумулятора, потому что он не предназначен для сварки и может перегреться и потенциально взорваться, если на него будет оказана слишком большая нагрузка.
- Часто проверяйте аккумулятор, чтобы убедиться, что он не перегревается. Если он становится слишком горячим, прекратите сварку и подождите 10–30 минут, чтобы он остыл.Если вы видите какие-либо признаки расширения, растрескивания или утечки, немедленно остановитесь и отсоедините кабели. Затем поместите батарею в прочную пластиковую коробку и утилизируйте ее в пункте утилизации.
 НЕ касайтесь двух кабелей вместе!
НЕ касайтесь двух кабелей вместе! Короткие сварные швы лучше всего подходят для автомобильного аккумулятора, потому что он не предназначен для сварки и может перегреться и потенциально взорваться, если на него будет оказана слишком большая нагрузка.
Короткие сварные швы лучше всего подходят для автомобильного аккумулятора, потому что он не предназначен для сварки и может перегреться и потенциально взорваться, если на него будет оказана слишком большая нагрузка.Сварка с автомобильным аккумулятором считается «хитростью» и должна использоваться только как временная мера. Автомобильные аккумуляторы не имеют элементов управления аппарата дуговой сварки и не могут должным образом управлять потоком энергии или тепловыделением. Вы также можете разрушить батареи таким способом, что дорого и потенциально опасно.
Кузнечная сварка
Кузнечная сварка — это древний метод сварки двух металлических частей вместе с использованием тепла и трения при ударе. Процесс включает в себя нагрев металла, чтобы он стал податливым, а затем удары по материалам вместе с силой, чтобы создать склеенное соединение. Report this ad
Процесс включает в себя нагрев металла, чтобы он стал податливым, а затем удары по материалам вместе с силой, чтобы создать склеенное соединение. Report this ad
Полученный сварной шов получается прочным, ударопрочным и гибким. Он широко используется для ковки лезвий ножей и других инструментов, которые должны выдерживать экстремальные нагрузки.
Железо, обычный легирующий металл, используемый при кузнечной сварке, плавится при относительно низкой температуре около 1535 ° F (845 ° C).Сталь и нержавеющая сталь плавятся при более высоких температурах от 2750 до 2900 ° F (от 1510 до 1630 ° C), поэтому для ковки стали требуется больше тепла и энергии.
Кузнечная сварка идеальна только в том случае, если у вас есть очень горячая кузница, большая наковальня и тяжелые молотки. Чтобы соединить металлы вместе с силой, достаточной для их сварки, требуется большая сила и выносливость. Большинство рабочих-металлистов используют гидравлические машины для обработки стали, чтобы приложить необходимую силу.
Обратной стороной кузнечной сварки является полная деформация двух соединяемых деталей.Вы не можете соединить две части квадратной трубы, два уголка или два слоя листового металла с помощью кузнечной сварки. Он подходит только для соединения двух цельных металлических деталей, отлитых вместе с высокой ударной нагрузкой.
Пайка
Для пайкииспользуется электрический паяльник, пистолет или пропановая горелка и мягкий наполнитель — обычно свинец или сплав олова — для соединения двух металлических частей.
Припой — это металл или сплав в форме стержня или проволоки, плавящийся при низкой температуре для связывания других металлов вместе.Припой изготавливается из смеси присадочного металла и флюса. Флюс помогает удалить жир и грязь с металлических поверхностей, чтобы припой лучше сцепился с ними.
Прежде чем припой приклеится к чему-либо, его необходимо нагреть до расплавления; припой будет повторять контуры двух соединяемых вами металлических частей. По сути, это действует как «металлический клей» с глубоким проникновением в поверхность, трещинами и зазорами между двумя деталями.
По сути, это действует как «металлический клей» с глубоким проникновением в поверхность, трещинами и зазорами между двумя деталями.
Пайка очень хорошо подходит для меди, олова, латуни и тонких стальных листов.Он не подходит для алюминия, нержавеющей стали, чугуна, толстых стальных труб или листов.
Самый большой недостаток пайки в том, что она подходит только для небольших проектов с низкими требованиями к прочности. Пайка не дает прочности при сварке или пайке, но ее можно использовать для самых разных целей, и она несколько проще, чем пайка.
Процесс пайки
Шаг 1: Очистите обе металлические поверхности флюсом для припоя (хлорид аммония, смоляная кислота, соляная кислота и т. Д.)
Шаг 2: Соедините две детали вместе. Убедитесь, что обе части плотно соединены.
Шаг 3: Добавьте несколько капель припоя на верхнюю часть соединения.
Шаг 4: Воспользуйтесь паяльником, паяльником или горелкой, чтобы расплавить присадочный материал и аккуратно соединить зазоры между металлическими частями.
Шаг 5: Поверните металлическую деталь и, если возможно, выполните те же действия для противоположной стороны.
Склейка металлов
Современный клей по прочности почти не уступает сварному шву, когда его используют для склеивания двух металлических частей.Соединение достигается за счет химического связывания металла, а не его плавления. Склеенные металлические соединения могут быть такими же прочными, как паяные.
Преимущества склейки металлов:
- Это не требует предварительного опыта или совсем не требует его
- Все просто — не требуется машин, электричества или специальных инструментов
- Это дешево
- Требуется меньше подготовки металла, чтобы подогнать области стыков — клей хорошо заполняет недостатки стыков
- Вы часто можно перевернуть соединение с помощью другого химического вещества.
- Существует несколько типов клея, предназначенных для различных металлических применений.

Эпоксидный клей или полиуретановый клей отлично справляются со своей задачей и образуют прочную связь с металлом.К легкодоступным клеям, способным склеивать металл, относятся:
- JB Weld
- Bondic
- Permatex Epoxy
- HG Power Glue
- GorillaWeld
- Gorilla Polyurethane
- Loctite Epoxy
- Соединение механических клеев Henkel с конструкционными клеями 904
- Относительно низкая стоимость
- Высокая прочность по своей природе в широком спектре применений — заклепки образуют прочное соединение
- Заклепки с заклепками отлично подходят для соединения деталей из тонкого листового металла
- Цельные заклепки идеальны для соединения деталей из тяжелого железа и стали при нагревании и спрессованные или скрученные вместе
- Заклепочные соединения не подвержены термическому воздействию
- Клепка — простой метод обучения
- Необходимость сверлить точные отверстия в обеих частях, что снижает прочность материалов.
- Сложность — все должно быть точно выстроено, что часто требует специальных приспособлений; вам понадобятся специальные инструменты, такие как пневматический заклепочный пистолет, кузнечный пресс, клещи и т. д.
- Износ — заклепки, как правило, расшатываются из-за вибрации, расширения и сжатия основных материалов или коррозии. Это означает, что заклепанные соединения будут со временем выходить из строя и ослабевать, что в конечном итоге потребует замены.
- Заклепки не герметичны
- После того, как части склепаны, не остается места для модификации
- Прецизионные винты обычно относятся к типу «крепежных винтов», которые напоминают болт с прямым резьбовым стержнем и плоской головкой, головкой Philips или звездообразной.
- Саморезы используются для тонкого листового металла, такого как печи, корпусные панели и т. Д. Эти винты образуют собственную резьбу, деформируя тонкий металл при вращении.
Клепка
Заклепки — еще один древний метод соединения двух металлических частей. Использование тепла и заклепок создает чрезвычайно прочную связь.Балки небоскребов и мостов по всему миру до сих пор строятся и держатся вместе с помощью заклепок.
Цветные металлы, такие как алюминий, медь, нержавеющая сталь, идеально подходят для клепки. Механические свойства заклепок должны быть такими же, как у соединяемых металлов.
К преимуществам клепки относятся:
К недостаткам клепки относятся:

Процесс клепки
Шаг 1: Крепко удерживайте металлические предметы вместе с помощью тяжелой опоры с одной стороны.
Шаг 2: Просверлите отверстие в обеих частях
Шаг 3: Вставьте заклепку в отверстие
Шаг 4: Используйте заклепочный пистолет, чтобы выпрямить головку заклепки, сжать и отрезать хвостовую часть
Болт
Болты — еще один древний метод соединения двух металлических частей. Болтовые соединения достигают своей прочности за счет трения и рычагов.
Болтовые соединения достигают своей прочности за счет трения и рычагов.
Когда болт поворачивается, он создает сжатие и растяжение, заставляя два металлических куска вместе.
Болты можно вкрутить в гайку, чтобы соединить детали вместе. Болты также можно ввинтить непосредственно в одну или обе металлические детали, которые вы соединяете.
Обратной стороной болтового соединения является необходимость просверливать отверстия в деталях, которые вы соединяете. Это требует сверла и сверла, а также дополнительного времени. Это также снижает прочность соединяемых деталей, поскольку вам необходимо удалить металл. Эта сила не восстанавливается полностью, вставляя болт и затягивая его.
Винт
Подобно болтовому соединению, в резьбовом соединении для скрепления двух металлических частей вместе используются трение и рычаг.
Винты по металлу бывают разных конфигураций.

Резьбовые соединения обычно имеют меньшую прочность, чем болты или заклепки, но их легче изготавливать.
Электропроводка
В некоторых ситуациях лучше соединить два металлических куска вместе, чем сваривать их. Например, при укладке арматуры для бетонных плит и стен перекрестные стыки обычно соединяют между собой разводкой. Это позволяет соединению быть гибким, но при этом сохранять свое положение, пока бетон вокруг него не затвердеет.
Катушка со стальной проволокой и пара скручивателей с предохранительной проволокой — это то, что вам нужно, чтобы соединить вместе два металлических куска.Инструмент для контровочной проволоки будет делать последовательную тугую скрутку, не деформируя и не перекручивая проволоку.
Металлическая проводка вместе стоит дешево, подходит для временных стыков и сохраняет гибкость конструкции. Однако, как правило, он обеспечивает слабое соединение, и его не следует использовать отдельно для структурных целей.
Однако, как правило, он обеспечивает слабое соединение, и его не следует использовать отдельно для структурных целей.
Зажим
Специализированные зажимы — трубные, квадратные, плоские, C или другие типы — часто используются для прочного соединения металла вместе в заранее определенной схеме.
Примером могут служить большие несъемные хомуты для труб, используемые в водопроводных системах коммерческих зданий.
Зажимыимеют то преимущество, что они съемные. Они также очень точно позиционируют ваши две металлические детали. Обратной стороной является то, что они сложнее и дороже сварки.
В двух словах
Упомянутые выше методы являются проверенными способами сваривать без сварочного аппарата . В большинстве случаев обычная сварка, несомненно, является лучшим вариантом, а профессиональный сварщик — лучший человек, который сделает эту работу. Помимо пайки и кузнечной сварки, все методы здесь относительно простые и недорогие.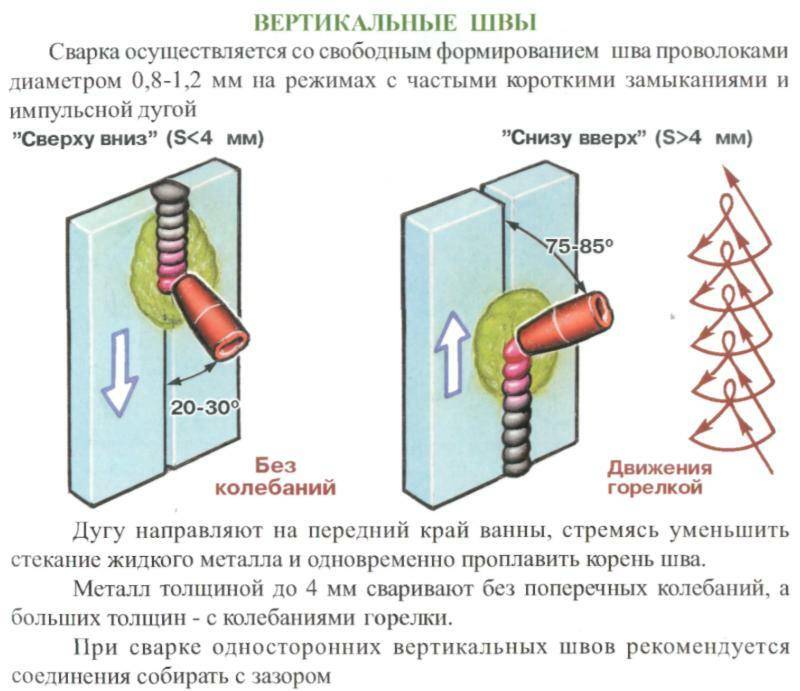
Ник Кламеки — сертифицированный эксперт по пожарной безопасности и безопасности на рабочем месте с 15-летним опытом исследований и испытаний продукции. Он получил степень по экономике в Калифорнийском университете. Дэвис — активный турист, который годами заботился о безопасности детей с особыми потребностями. Ник исследует и тестирует рабочие места, промышленные товары и продукты для обеспечения безопасности, а также дает советы по их безопасному использованию.
Вы нашли это полезным? Если да, поделитесь, пожалуйста!
Как сварить листовой металл на автомобиле
Если вы ремонтируете старую машину, то в какой-то момент вам почти наверняка понадобится сварить ржавый листовой металл.Ржавые панели кузова требуют ремонта. Они не только ужасно выглядят, но и делают металл конструктивно слабым и менее безопасным.
Они также могут стать причиной дорогостоящего ремонта в будущем, если ржавчина распространится на жизненно важные компоненты и повредит их.
Какой вид сварки?
При сварке панелей кузова можно выполнять сварку MIG или TIG. Сварка MIG — это самый простой в освоении процесс, который произвел революцию в ремонте кузовов. Он дает хорошие результаты и обычно является предпочтительным методом ремонта кузовов, если вы не очень опытный сварщик.Листовой металл очень тонкий, поэтому вам не понадобится очень мощный сварочный аппарат. Просто проверьте толщину металла вашего листового металла по техническим характеристикам сварочного аппарата, чтобы выбрать лучший для ваших нужд.
Вырезать ржавчину
Первое, что вам нужно сделать, это вырезать ржавчину с панели кузова. Плазменный резак — мой любимый инструмент для резки металла. Начните с определения всех участков, содержащих ржавчину, и отметьте участок, который вы собираетесь вырезать, ручкой. Чтобы сохранить структурную стабильность металла, вам нужно оставить как можно больше исходного металла, но вам все равно нужно вырезать всю ржавчину.Если вы оставите ржавчину, она может распространиться и испортить вам всю вашу тяжелую работу.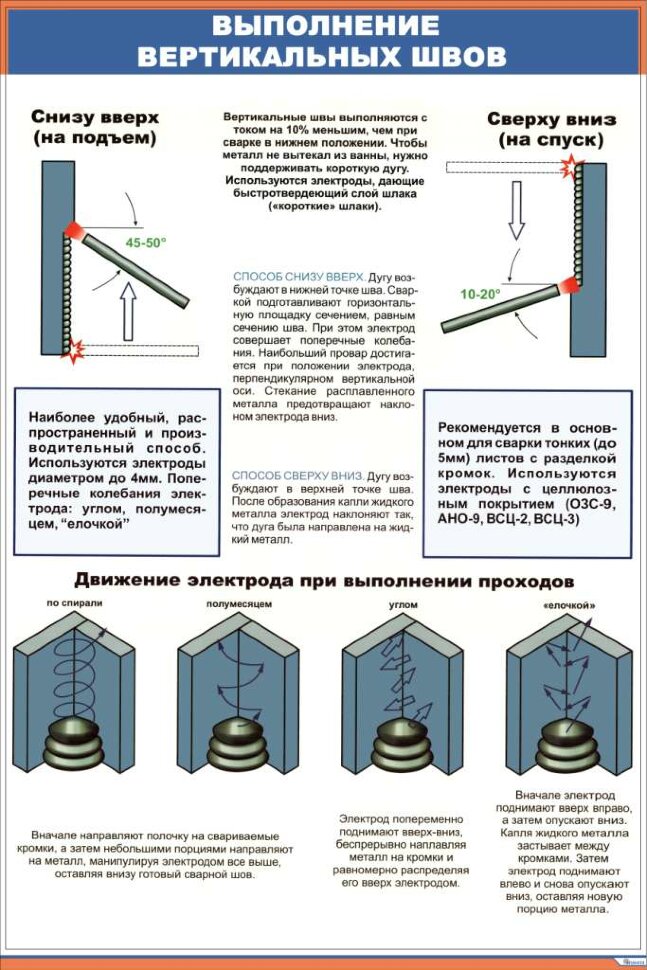 Когда вы размечаете область, которую нужно вырезать, помните, что основные фигуры с прямыми линиями будет намного легче заменить и вырезать, чем фигуры с кривыми или многосторонними.
Когда вы размечаете область, которую нужно вырезать, помните, что основные фигуры с прямыми линиями будет намного легче заменить и вырезать, чем фигуры с кривыми или многосторонними.
Замена металла
Вырезанный кусок ржавого металла нужно заменить другим куском точно такого же размера. Поместите вырезанный металл поверх листового металла и отметьте края металлической палочкой.Затем вырежьте точную копию металла. Сделайте заменяющий металл не больше оригинального, иначе он не подойдет. Неважно, что он немного меньше, потому что если есть очень маленький зазор, его можно заполнить присадочным металлом.
Прихваточный шов на месте
Прихваточная сварка — лучший способ удержать металл на месте до того, как вы полностью приварите его к исходному металлу. Прихваточные швы — это просто небольшие сварные швы, которые практически не проникают в металл и не растягиваются и не растягиваются для образования валика.Сварите прихваточным швом разные участки стыка на расстоянии примерно 2,5 сантиметра друг от друга. Это удержит его на месте и позволит вам правильно сварить.
Это удержит его на месте и позволит вам правильно сварить.
Завершить сварку
Дайте прихваточным швам остыть, прежде чем начинать сварку полностью. Вам нужно дать ему остыть, потому что при ремонте кузовных панелей очень часто возникает перегрев, который приводит к короблению. Если у вас тонкий листовой металл, будьте предельно осторожны. Не просто проведите валиком по всему стыку, а медленно работайте над различными участками вокруг стыка, соблюдая дистанцию с участком, который вы только что сварили.Делайте это до тех пор, пока вы не сварите все стыки и не останется зазоров.
Шлифовка гладкая
Наконец, как только новый металл будет надежно закреплен на месте, его нужно отшлифовать и очистить. Используйте болгарку для удаления шлака и излишков присадочного металла. Держите болгарку так, чтобы поверхность была идеально ровной на поверхности металла, чтобы она была как можно более гладкой.
Слой краски
Вот и все, если вы зашли так далеко, то вы успешно научитесь сваривать листовой металл на автомобиле и отремонтируете свою ржавую панель кузова.