Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Дуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования.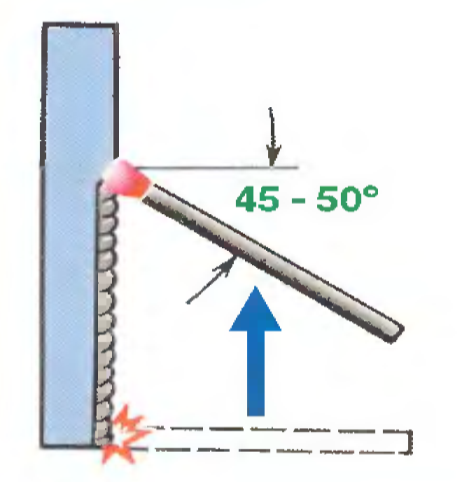 Для электросварки необходимы:
Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем.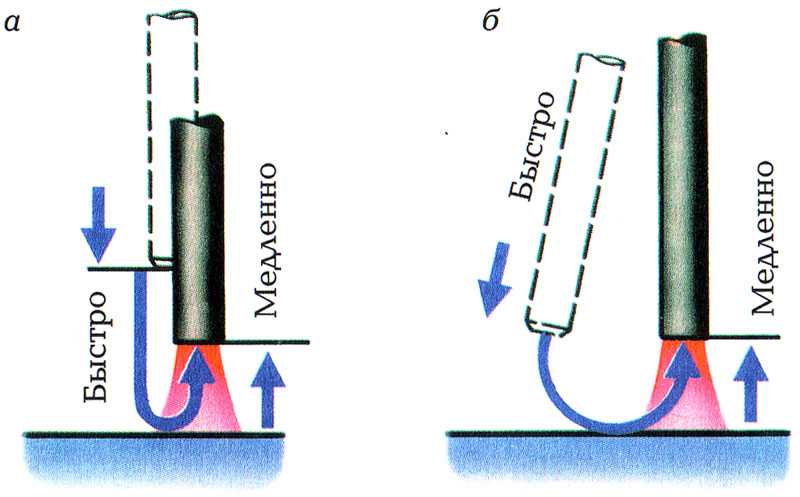 С опытом придут навыки, равномерность движения, качество кромки и шва.
С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.


Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сваркиСвои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую стальУ «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Видео: Сварка нержавеющей стали
Как правильно варить сваркой — самостоятельные уроки
0
Опубликовано: 17.03.2017
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Оглавление:
- Основы сварки
- Готовим инструменты
- Приступим к сварке
- Некоторые моменты сварочной работы
- Подведем итоги
Основы сварки
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
 Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
 Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
 Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
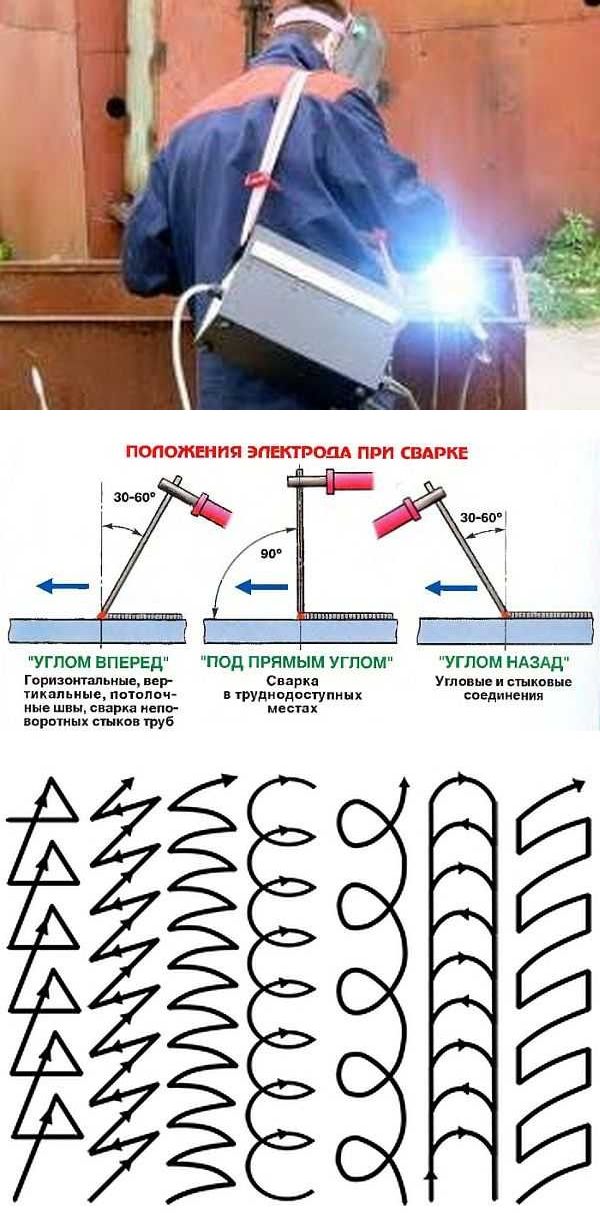
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм.

На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Сергей Одинцов
tweet
Как правильно варить металл: основы, технология, рекомендации
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.

Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл. https://www.youtube.com/embed/uJRXxf1cUZ0
Без этого невозможно научиться правильно варить металл. https://www.youtube.com/embed/uJRXxf1cUZ0
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Готовимся к сварке. Выбор материалов и оборудования
Прежде чем начать варить сваркой, необходимо уяснить для себя, что этот процесс сопровождается образованием искр и брызг расплавленного металла, выделением токсичных газов и опасностью для глаз.
Поэтому для того, чтобы безопасно варить металл, необходимо запастись не только хорошим оборудованием, но и соответствующей экипировкой. Чтобы начать варить электросваркой вам понадобятся:
- сварочный аппарат;
- набор стержневых покрытых электродов;
- молоток сварщика;
- металлическая щетка;
- сварочная маска;
- спецодежда, замшевые перчатки.
Спецодежда
Варить дуговой сваркой можно и без заводского комплекта спецодежды
Важно, чтобы защитный костюм был из плотной ткани с длинными рукавами, а брюки лучше заправить в ботинки
Учимся варить электросваркой. Видеопособие
Для того чтобы научиться варить электросваркой, недостаточно изучить теоретические основы и узнать секреты мастерства.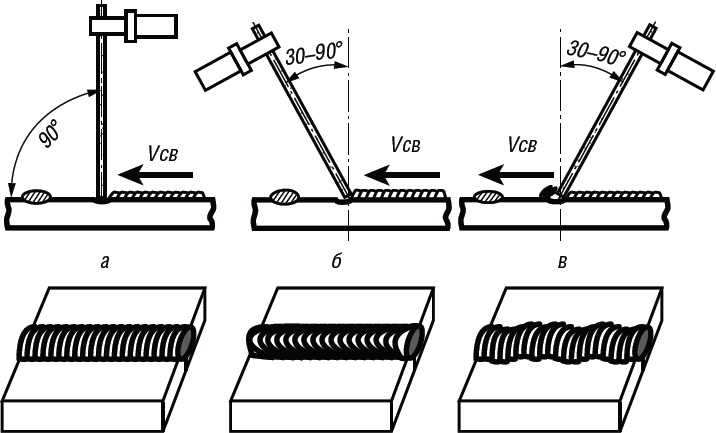 Только опыт, который приобретается с каждым сантиметром сварочного шва, сможет приблизить вас к умению сваривать металлы.
Только опыт, который приобретается с каждым сантиметром сварочного шва, сможет приблизить вас к умению сваривать металлы.
Видео, как варить электросваркой, поможет разобраться во всех нюансах этого ремесла, расскажет о том, какие еще материалы и инструмент, кроме сварочного аппарата, понадобятся при проведении работ.
Выполненное в виде пошаговых уроков видео процесса сварки начинается с рассказа о подготовке поверхностей перед свариванием. Далее вы научитесь выполнять простейшие швы и только после этого сможете приступить к соединению деталей.
 youtube.com/embed/RpOzF-MJlII?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/RpOzF-MJlII?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Благодаря рекомендациям из видео, сварка вашей первой конструкции не вызовет большого труда, а контроль качества швов покажет, насколько правильно вы овладели техникой сваривания. Посмотрите видео, как варить электросваркой, подготовьтесь теоретически, а затем берите в руки электрод и начинайте творить.
Техника сварки вручную
Сперва попытайтесь зажечь дугу и держите ее в течение определенного времени. После следуйте инструкции:
- С помощью металлической щетки нужно почистить поверхности закрепляемых деталей от ржавчины и грязи. Если нужно их края подгоняют между собой.
- Учиться варить лучше прямым током, потому подсоедините «плюсовую» клемму к изделию, поставьте в зажим электрод, а на сварочном агрегате установите нужное значение силы тока.
- По отношению к детали наклоните электрод под углом примерено 60° и не спеша проведите им по поверхности изделия. При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
- Если дуга зажигается неохотно, а электрод постоянно липнет к металлу, повысьте силу тока на 10-20 А. При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.
- Не забывайте про то, что электрод будет постоянно выгорать, потому лишь соблюдение расстояния 3-5 мм даст возможность удерживать устойчивую дугу.
 При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.Научившись запускать дугу, попробуйте не спеша передвигать стержень по направлению «к себе», в это время, делая движения 3-5 мм по сторонам. Пытайтесь переправлять расплав из периферии к середине сварочной ванны. Сделав шов размером примерно 5 см, уберите стержень и дайте металлу остыть, затем постучите молотком по участку соединения, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неоднородностей и кратеров.
Чистота шва зависит непосредственно от правильного движения электрода и размера дуги.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.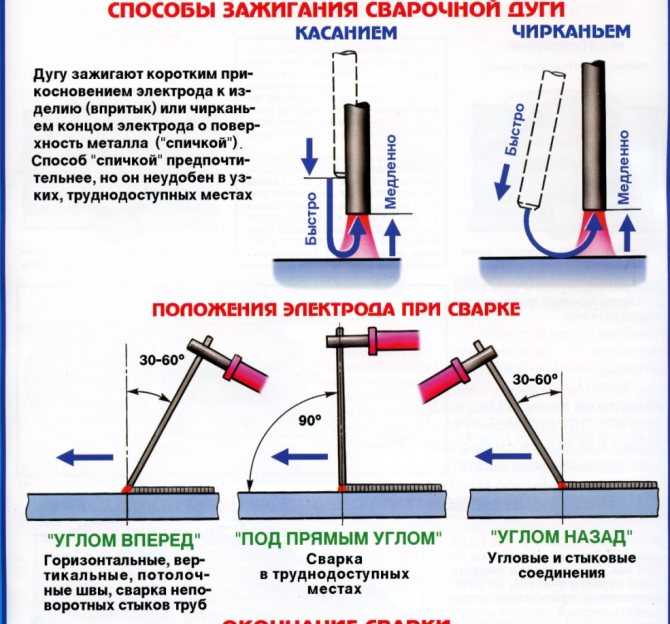
Сварочный трансформатор
Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Сварочный инвертор
Возможные сложности
Не нужно забывать и про зазор между электродом и металлоизделием — пока идёт дуговая сварка, он должен быть равен примерно трём миллиметрам. Это не так-то легко — электрод в процессе сварки всё время расходуется и выгорает.
Поэтому аппарат постоянно нужно немного опускать вниз. Если зазор окажется маленьким, не будет хватать металла для создания шва. А слишком большой зазор приводит к тому, что дуговая искра становится нестабильной.
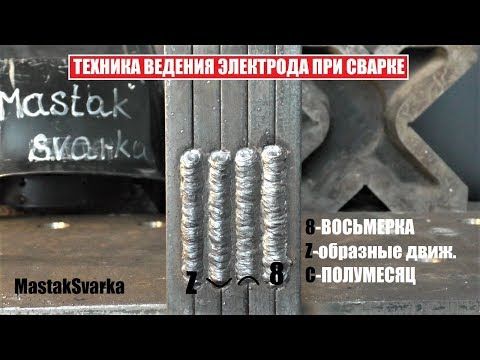
Начинающему в первое время лучше выбирать прямолинейный тип движения. При желании можно попытаться сделать небольшие круговые завихрения вокруг ванночек наплавленного металла. Различные сложные фигуры типа зигзагов и восьмёрок лучше осваивать позже.
Различные сложные фигуры типа зигзагов и восьмёрок лучше осваивать позже.
Ещё один важный параметр — скорость. Именно от того, что электрод идёт рывками или с неправильной скоростью, возникают дефекты сварки — прожиги или непроваренные места.
Чтобы избежать таких дефектов, начинающим мастерам по дуговой сварке нужно внимательно следить за оттенком поверхности под электродом и плавно двигать аппарат по выбранному направлению.
Чем тоньше электрод, тем слабее он разогревает металл и тем медленнее его ведут. В частности, поэтому начинающим желательно работать именно с тонкими электродами.
Во время дуговой электросварки обязательно нужно следить, насколько ровным и незаметным получается шов, сколько на нём дефектов.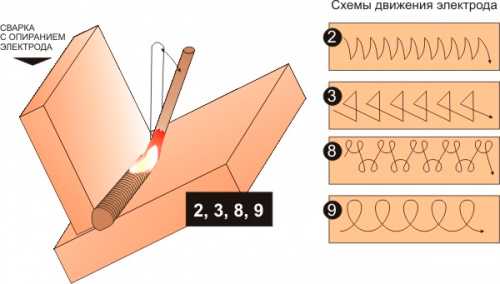 Оптимальная ширина шва — от 0,8 до 1,5 диаметра электрода.
Оптимальная ширина шва — от 0,8 до 1,5 диаметра электрода.
При желании некоторые дефекты дуговой электросварки впоследствии можно устранить. Но проводить какие-либо дополнительные операции следует лишь тогда, когда шов полностью остынет и будет очищен от шлаков.
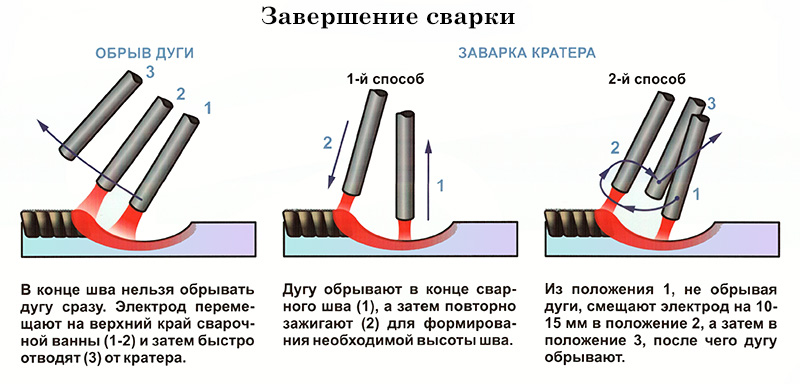
В конечной точке шва не торопитесь убирать электрод. Здесь специалисты советуют сделать круглое металлическое уплотнение. Иначе в точке отрыва электродуги может образоваться маленький кратер.
Последнее, что нужно сделать – удалить остывший и почерневший шлак со шва молотком и жёсткой щёткой. Если дуговая сварка прошла правильно, шлак будет отскакивать от металлоизделия большими кусками. А в шве включений шлака и вовсе быть не должно.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Пачка электродов
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертора
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает
Тогда при смещении элементов шов не пострадает
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия.
Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы.
Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности.
Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства. Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом
Это позволит в дальнейшем провести их механические испытания
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва.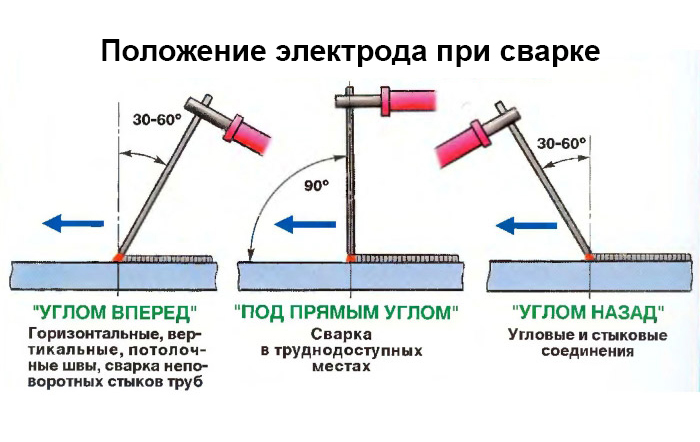 Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода.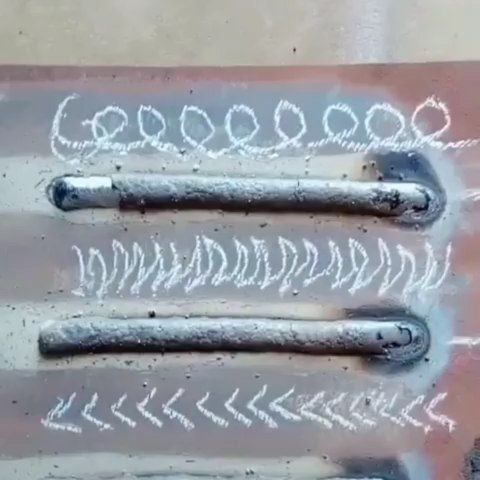 Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является “Хамелеон”.
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.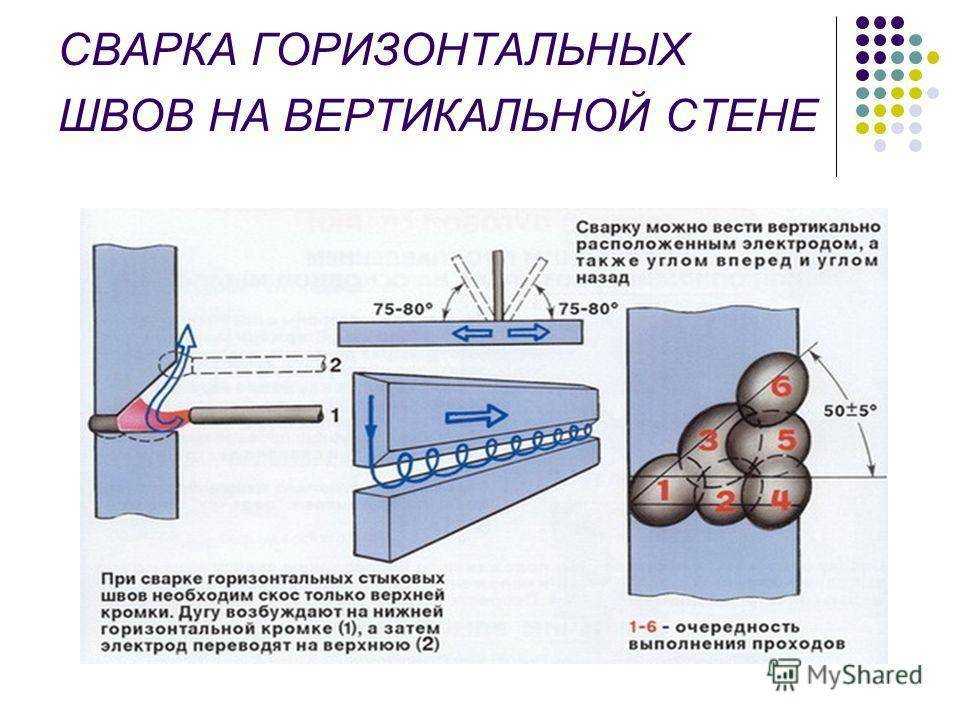
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
- Основные азы сварочных работ ↓
- Необходимые материалы/инструменты/защита ↓
- Как выбрать правильное оборудование, электроды и экипировку ↓
- Пошаговая инструкция по проведению сварочных работ ↓
- Как делать разные виды швов ↓
- Особенности сварки труб ↓
- Как правильно варить тонкий металл ↓
- Советы и рекомендации ↓
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
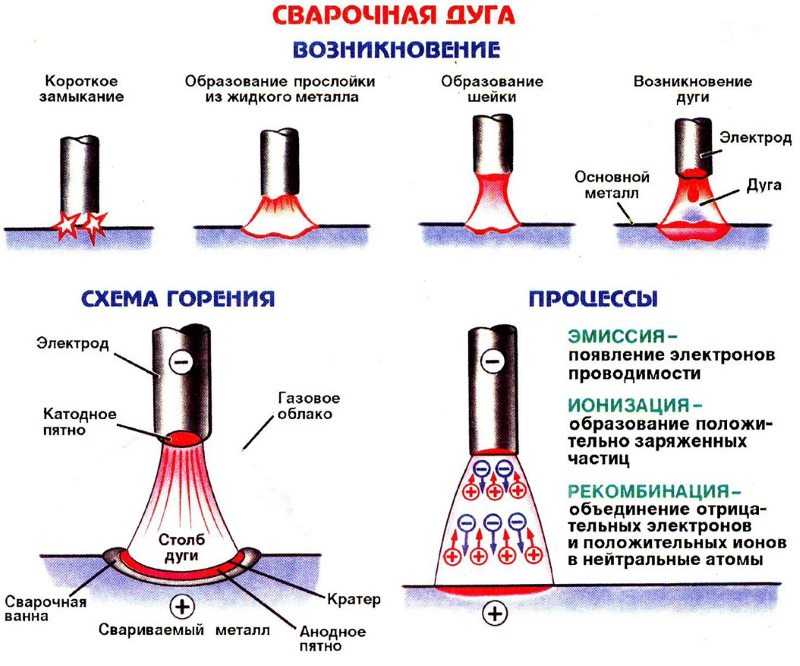
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.

Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.

К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.
Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.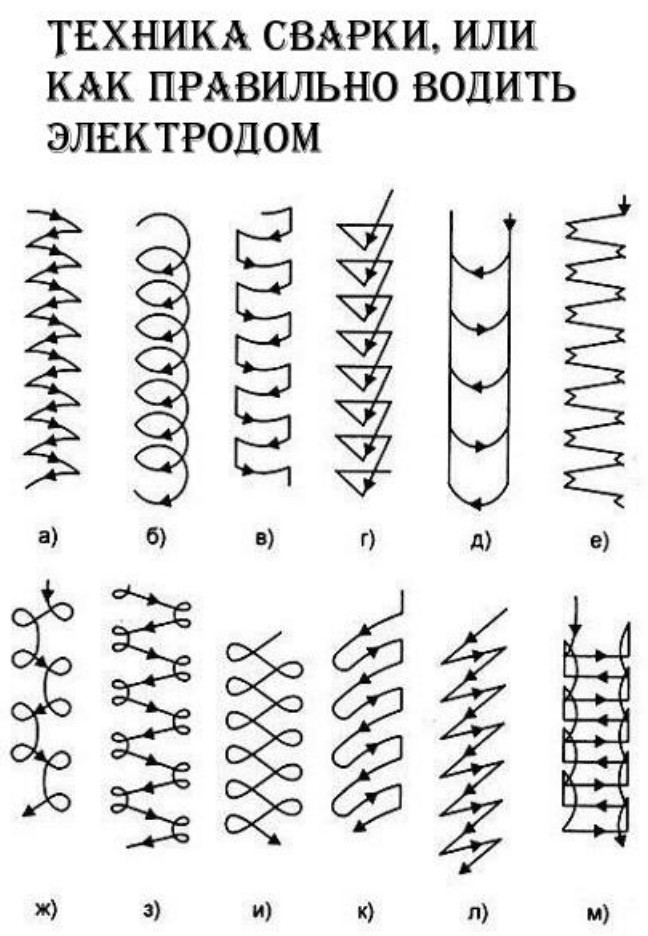
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.

Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.

Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.
Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).

На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
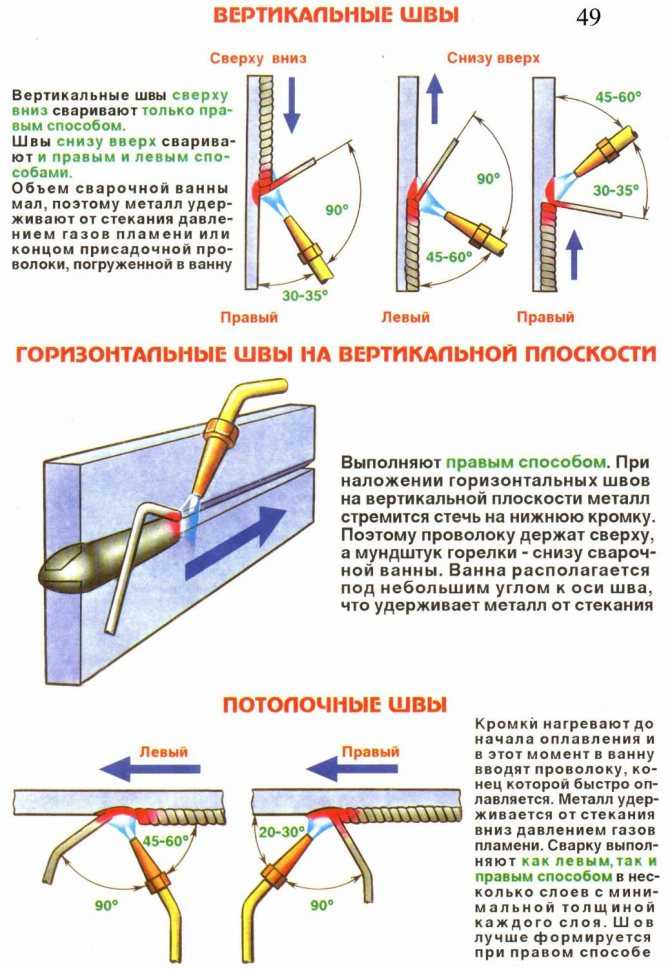
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Как правильно варить тонкий металл
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
инструкция, подготовка и советы – Всё для сварки
Содержание
- Предварительная подготовка
- Полярность. Как подключать кабели массы и электрода
- Процесс образования шва
- Экипировка и рабочее место
- Как работать сварочным инвертором
- Как правильно варить инвертором для получения ровного шва
- Советы начинающим
 Как подключать кабели массы и электрода
Как подключать кабели массы и электродаВстречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
- Небольшой вес аппарата.
- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;

Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».
В комплекте имеются кабели:
- Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
 На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки. Для этого:
Для этого:
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- постукивать по поверхности металла.
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.
Как правильно варить инвертором для получения ровного шва
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве. Это может привести к коррозии.
- Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.
 Это может привести к коррозии.
Это может привести к коррозии.Как научиться варить сваркой с нуля
Главная » Статьи » Как научиться варить сваркой с нуля
Как правильно варить электросваркой
При проведении строительных работ часто возникает необходимость соединения разрозненных металлических элементов между собой. Одним из наиболее надежных и привычных вариантов осуществления задачи является проведение электросварки. При должном умении и опыте в результате получается практически монолитное соединение, которое прослужит не один год.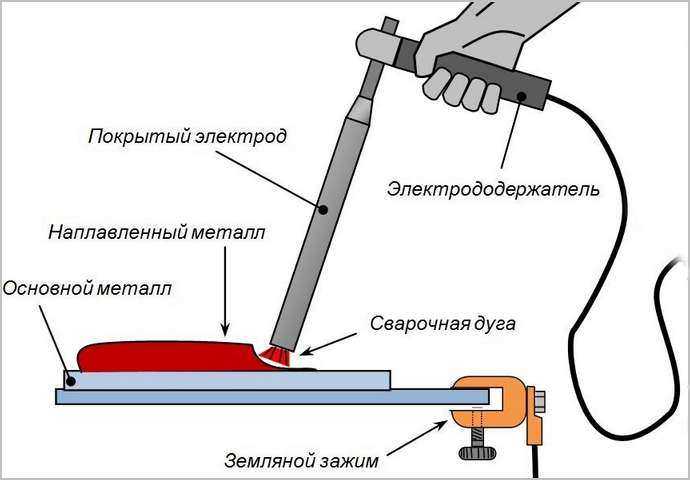 О том, как правильно варить, мы расскажем в данной статье.
О том, как правильно варить, мы расскажем в данной статье.
С чего начать?
Перед тем, как перейти к описанию работ, необходимо в общих чертах рассказать о сути электросварочного процесса, так как от понимания этого вопроса во многом будет зависеть успех действий.
Электросварка металлов заключается в том, что соединение элементов производится под воздействием точечного нагревания, в результате чего происходит расплавление металла двух соединяемых частей. Расплавленный металл смешивается и после застывания образует прочное соединение.
Суть состоит в том, что электрический ток подается на электрод. В момент поднесения его к соединяемым частям возникает электрическая дуга, имеющая высокую температуру. В результате металл соединяемых частей и материал электрода плавятся. После возникновения дуги электрод нужно держать на небольшом расстоянии от свариваемой детали. При этом, образуя защитную пленку, появляется шлак, который противостоит преждевременному и неравномерному остыванию сварочной ванны. По окончании работ этот шлак счищается, и можно увидеть получившийся сварочный шов.
По окончании работ этот шлак счищается, и можно увидеть получившийся сварочный шов.
Если с теоретической стороной вопроса все ясно, можно приступать к попыткам проведения сварочных работ. Сразу стоит отметить, что качественный шов получится далеко не сразу. Первоначальные опыты лучше проводить в присутствии опытного специалиста и при выполнении не очень важных работ. Дело в том, что качество здесь напрямую зависит от опыта. Даже полностью понимая теорию, правильно варить шов с первого раза получится далеко не у всех. Однако существуют определенные правила, в соответствии с которыми работы должны проводиться:
- соблюдение техники безопасности. Сварочные работы сопряжены с риском приобретения травм от воздействия электрического тока, а также термических ожогов. Все действия должны проводиться только в специальной защитной одежде и при условии обеспечения заземления. Кроме того, сварка образует весьма интенсивное ультрафиолетовое излучение, а потому без соответствующей защиты органов зрения работы проводить нельзя;
- свариваемые детали должны быть максимально прочно закреплены. Во время сварки смещение деталей недопустимо, так как это негативно скажется на качестве шва;
- толщина электрода, используемого при сварке, находится в прямой зависимости от толщины металла свариваемых частей;
- проводить электрод над свариваемыми частями необходимо равномерно. Не следует допускать чрезмерных разрывов и прилипания электрода. В случае прерывания шва необходимо прекратить процесс, зачистить шов и, отступив 1–1,5 см от края прерывания, продолжить работу;
- всплывающий в процессе работ шлак удалять сразу не стоит, но после проведения работ это сделать необходимо.
 Во время сварки смещение деталей недопустимо, так как это негативно скажется на качестве шва;
Во время сварки смещение деталей недопустимо, так как это негативно скажется на качестве шва;Сразу удалять шлак опасно, так как он разлетается в разные стороны, может привести к увечьям и даже пожару.
Как было сказано выше, выбор толщины электрода необходимо осуществлять исходя из толщины металла. Схематически это можно выразить в следующей таблице:
Сведения установлены опытным путем и носят довольно приблизительный характер, но определенную закономерность уловить можно.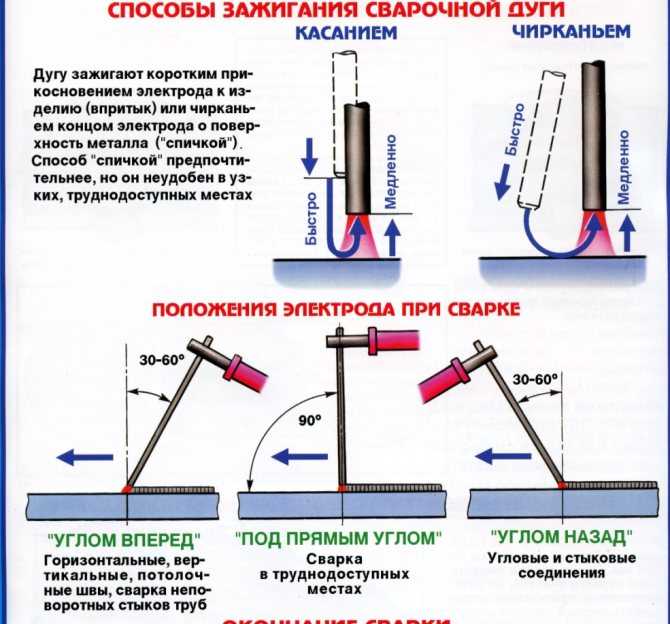
Процесс сварки
Что касается непосредственно процесса проведения сварочных работ, то он происходит следующим образом:
- Сначала детали закрепляются и располагаются вплотную друг к другу.
- Вставляется электрод и подключается сварочный аппарат.
- Электрод подносится на расстояние около 5 мм от поверхности металла, в результате чего должна появиться электрическая дуга. Если она возникает раньше, то силу тока нужно уменьшить, а если позже, то увеличить. Если у вас старый сварочный аппарат, то дугу придется зажигать, касаясь электродом поверхности свариваемого металла.
- При получении стабильной дуги электрод плавно перемещается вдоль линии соединения, в результате производится сварка.
- После проведения работ шов необходимо зачистить от образовавшейся корки шлака, оббив его.
Отдельно стоит рассмотреть вопрос траектории движения электрода относительно линии сваривания. Здесь важно понять, что в процессе работы электрод не двигается неизменно.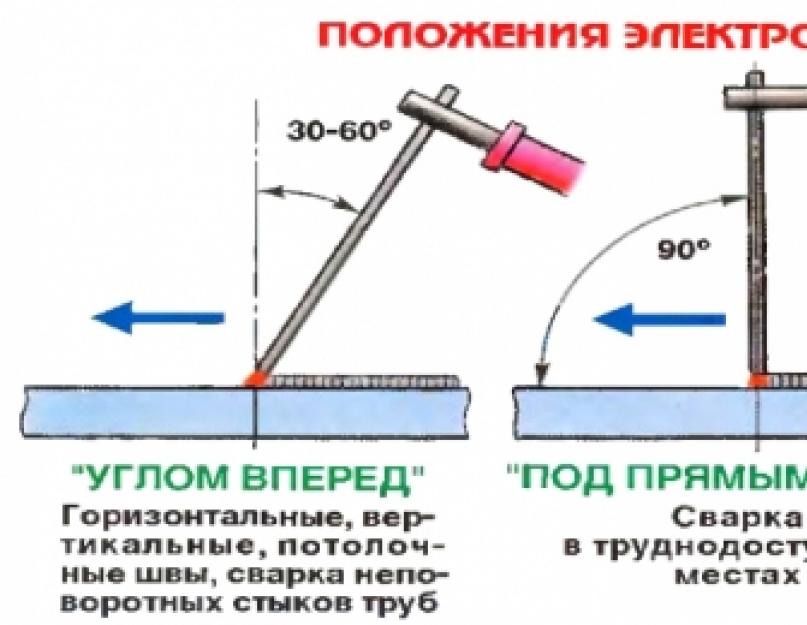 Исходя из конкретных условий, должны присутствовать колебательные движения относительно оси электрода (для удерживания электрической дуги), постепенное движение электрода вертикально и колебательные, дугообразные движения для регулирования ширины шва. Образование сварочного шва производится при совмещении этих разнонаправленных движений, которые вы можете увидеть на рисунке. Как было сказано выше, полное понимание вопроса приходит только с опытом.
Исходя из конкретных условий, должны присутствовать колебательные движения относительно оси электрода (для удерживания электрической дуги), постепенное движение электрода вертикально и колебательные, дугообразные движения для регулирования ширины шва. Образование сварочного шва производится при совмещении этих разнонаправленных движений, которые вы можете увидеть на рисунке. Как было сказано выше, полное понимание вопроса приходит только с опытом.
В заключение можно добавить, что овладеть технологией электрической сварки в бытовых целях вполне возможно, но для выполнения действительно качественной работы потребуется не один час тренировок и руководство специалиста.
Видео-уроки: как варить электросваркой
Автор этого видео слесарь, который научился варить электросваркой. Посмотрите внимательно этот ролик:
infoaqua.ru
Как научиться варить электросваркой: советы начинающим
Оглавление: Как научиться варить электросваркой: меры предосторожности Как варить металл электросваркой: учимся зажигать и держать дугу Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям.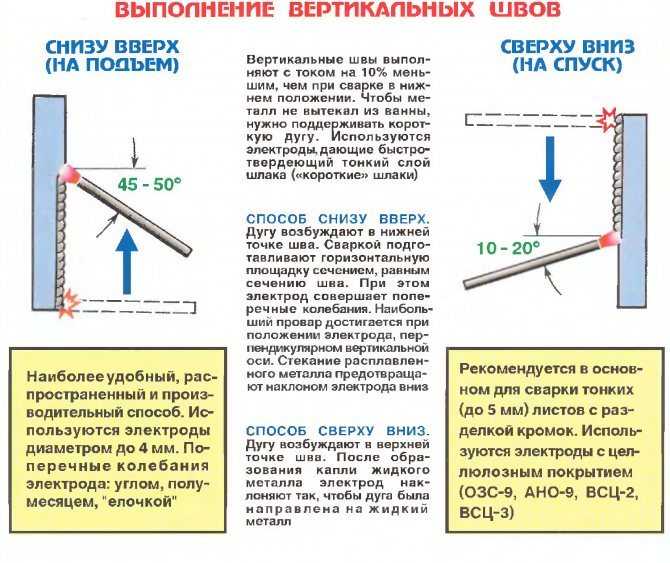 От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
Как самому научиться варить электросваркой фото
 Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать.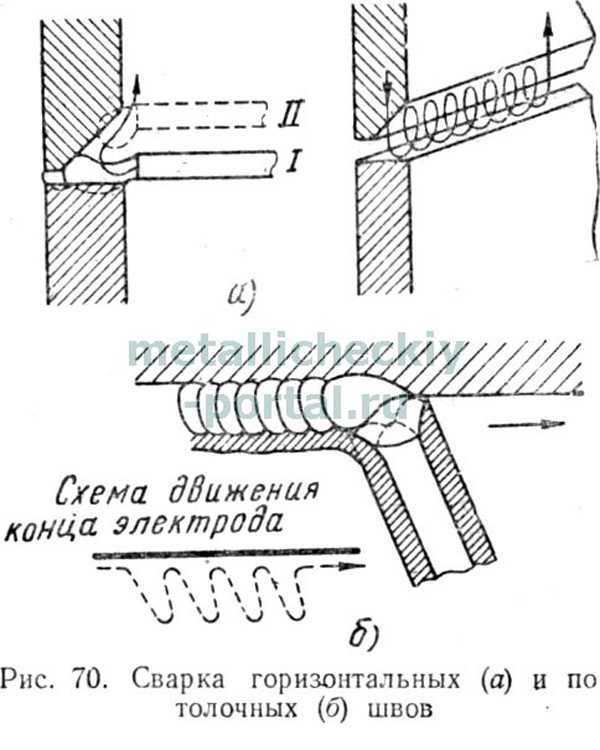 В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
 Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
stroisovety.org
Как быстро научиться сварке?
Комментариев:
Рейтинг: 59
Оглавление: [скрыть]
- Ручная дуговая сварка
- Инструменты и материалы
- Подготовка к сварочным работам
Достаточно сложно назвать хотя бы один сегмент производства, где сегодня не используется сварка. Применять электросварку часто возникает необходимость и при решении задач дома. Если вы решили овладеть азами сварки, то для начала следует обзавестись сварочным аппаратом и электродами, которые должны иметь диаметр, равный 3 мм. Они подойдут для работы в домашних условиях с тонким металлом. Как научиться этому процессу?
Схема самодельного сварочного аппарата.
Начинать варить металл следует с любого металлического отрезка, подготовив заблаговременно ведро воды.
Не следует производить сварку на поверхности деревянного верстака. Стоит помнить, что даже незначительные остатки электродов способны стать причиной возникновения пожара.
Аргонодуговая сварка.
Зажим «заземления» необходимо надежно прикрепить к детали. Нужно проследить за качественной изоляцией кабеля, который следует заправить в держатель. После допускается выставить значение мощности тока на аппарате, которое должно соответствовать характеристикам электрода. Изображение 1 иллюстрирует пространственные положения шва сварки.
После совершения вышеперечисленных действий можно перейти к зажиганию дуги. Для этого электрод устанавливают под углом в 60° к заготовке. Далее им не спеша проводят по поверхности. После того как появятся искры, можно прикоснуться к металлу, приподняв электрод таким образом, чтобы расстояние не было больше 5 мм.
Изображение 1. Положение шва в пространстве.
Если все действия будут сделаны верно, то должна будет зажечься дуга. Образовавшийся зазор следует поддерживать в течение всего времени в процессе работы. Перемещать электрод необходимо медленно, при залипании его нужно качнуть в сторону. При отсутствии зажигания дуги в 3 мм потребуется увеличить уровень тока.
Если дугу удастся зажечь и поддерживать, можно начинать наплавлять валик. Для этого электрод перемещают горизонтально, производя им колебательные движения. Металл, который будет расплавляться, «подгребают» к центру дуги. Это позволит получить эстетичный шов, который будет обладать незначительными волнами из металла.
Ручная дуговая сварка
Процессы ручной дуговой сварки.
Как человек обучится сварке, если не сможет верно поддерживать и перемещать электрическую дугу? Любой мастер скажет, что только так можно получить качественную сварку в конечном итоге. Если дуга будет излишне длинной, то это станет причиной окисления и последующего азотирования, повлечет разбрызгивание капель металла, а итогом станет пористая структура шва.
Поступательное перемещение дуги следует производить вдоль оси электрода. Это движение может помочь поддерживать нужную длину дуги, которая будет зависеть от скорости плавления электрода. Его длина станет уменьшаться в процессе, увеличивая расстояние между сварочной ванной и им. Для того чтобы этого избежать, электрод следует перемещать вдоль оси, что позволит придерживаться единой длины дуги. Здесь важным условием станет поддержка синхронности укорочения электрода и его перемещение в ту сторону, где располагается сварочная ванна.
Если передвигать электрод вдоль оси шва, это позволит получить ниточный сварочный валик, его толщина будет зависеть от скорости передвижения и характеристик электрода. В большинстве случаев ширина ниточного валика на 3 мм больше диаметра электрода. Для создания надежного соединения данного шва окажется недостаточно. Это говорит о том, что, перемещая электрод вдоль оси шва, следует осуществлять еще и движение, которое будет направлено поперек шва.
Классификация способов сварки.
Использование поперечного движения дает возможность достичь необходимой ширины шва. Его можно получить, осуществляя колебательные движения. Ширина подобных колебаний электрода для определенного случая должна определяться частно и будет зависеть от габаритов и положения шва, характеристик материалов, с которыми ведется работа, а также от формы разделки и требований, предъявляемых к соединению. Ширина подобного шва должна быть равна 1,5-5 диаметрам электрода.
Для получения надежного соединения при сварке будет необходимо совместить несколько вариантов движений, которые, накладываясь, будут способны создать уникальную траекторию движения электрода. Когда выполняется электродуговая сварка, электрод может выгореть практически полностью. Если на данный момент шов не был закончен, сварка должна быть временно приостановлена. После того как удастся заменить электрод, следует устранить шлак, чтобы возобновить работу.
Для того чтобы оборванный шов был завершен, дугу следует зажечь на расстоянии в 12 мм от паза на конце шва. Электрод для этого надо вернуть, чтобы была возможность образовать сплав электродов, только потом можно продолжить перемещение по выбранной первоначально траектории.
Электродуговая сварка.
Среди плюсов подобного вида сварки можно выделить:
- возможность осуществлять работы в тех местах, где ограничен доступ;
- допустимость выполнения сварки разных типов стали, что обусловлено широким ассортиментом выпускаемых электродов;
- возможность в короткие сроки осуществлять переход между материалами;
- допустимость осуществления сварки из всевозможных пространственных положений;
- легкость транспортабельности оборудования.
Но у такой сварки есть и свои минусы, среди них:
- вредные условия при работе;
- незначительная производительность, если осуществлять сравнение с остальными видами сварки;
- влияние квалификации мастера на качество соединений.
Вернуться к оглавлению
Электрошлаковая сварка.
Для проведения работ вам потребуются:
- молоток;
- сварочный аппарат;
- перчатки;
- маска;
- брюки;
- куртка;
- электроды.
Вернуться к оглавлению
Варить электросваркой можно научиться лишь при наличии соответствующего инвентаря, среди которого не только аппарат и электроды, но и маска сварщика, которую может заменить защитный щиток.
https://moyakovka.ru/youtu.be/C89XiEd1jY0
Что касается главного оборудования, то предпочтительнее приобрести аппарат, который обладает возможностью плавной регулировки тока.
Если решили серьезно подойти к вопросу о том, как правильно варить электросваркой, то обязательно купите куртку и брюки, выполненные из плотного материала, пригодятся и такие же перчатки, лучше, чтобы они были выполнены из брезента. Если вы задались вопросом о том, как научиться сварке, то понадобится в работе и молоток, который имеет вес, равный 300 г, и острый конец его предстоит использовать при сбивании окалины со шва. Это будет необходимо, так как шов будет покрываться шламом, не позволяющим видеть качество проведенной сварки.
https://moyakovka.ru/youtu.be/K2lZ15WNmpA
Не стоит полагать, что научиться сварке с нуля можно, использовав всего один электрод. Тот, кто научится сварке, сможет открыть для себя массу возможностей по ее применению в строительстве. Вы сможете с легкостью ремонтировать и производить садовые инструменты, изготавливать разные конструкции, сваривать элементы из металла.
moyakovka.ru
Как сваривать листовой металл или тонкий лист (для начинающих)
Сварщики могут столкнуться с трудностями при работе с тонким листовым металлом, потому что горячая дуга легко деформирует или прожигает металл. Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Тем не менее, можно сваривать тонкий листовой металл, используя процессы MIG, TIG и электродуговую сварку. Но MIG и TIG дают наилучшие результаты.
В этой статье вы узнаете, как сваривать тонколистовой металл с использованием каждого процесса дуговой сварки, и представите распространенные ошибки, с которыми сталкиваются новички. Хотя сварка тонкого металла станет испытанием даже для лучших сварщиков, вы можете добиться отличных результатов, обладая некоторыми ноу-хау и практикой.
Процессы сварки тонкого или листового металла
Каждый процесс сварки требует определенных мер предосторожности и настройки оборудования для успешной сварки листового металла.
Итак, давайте обсудим подготовку, необходимую для каждого процесса дуговой сварки, прежде чем переходить к общим проблемам, возникающим при сварке тонкостенных швов.
Сварка МИГ Сварка МИГ отлично подходит для тонких материалов. Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Кроме того, избегайте использования защитного газа, содержащего 100 % CO2, поскольку он усиливает проникновение, что приводит к прожогу. Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Если возможно, купите или заправьте баллон с защитным газом с еще меньшим содержанием CO2. При сварке очень тонких листов можно снизить содержание CO2 даже до 5 %. Однако не используйте чистый аргон, если только не свариваете алюминий. Для стали необходимо иметь не менее 5% CO2 для стабилизации дуги.
Избегайте порошковых проволок, так как они нагревают металл гораздо сильнее. Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Сварка ВИГ хорошо подходит для сварки тонколистового металла, особенно если ваш сварочный аппарат поддерживает импульсный режим ВИГ. Импульсная сварка TIG создает дугу, которая колеблет выходную силу тока между двумя заданными значениями до 500 раз в секунду, что позволяет добиться идеального контроля нагрева при некоторой практике.
Но даже если у вас нет опции импульсной сварки TIG, ножная педаль управления хорошо работает для синхронизации подачи высокой и низкой силы тока в сварочную ванну. Однако, если у вас есть базовая установка TIG, уровень контроля нагрева будет на уровне сварки MIG или немного хуже. Это зависит от ваших навыков. Тем не менее, опытные сварщики ВИГ достигают выдающихся результатов, поскольку процесс сварки ВИГ имеет более узкую зону термического влияния («ЗТВ»), чем любой другой процесс дуговой сварки.
Для успешной сварки тонких заготовок необходимо использовать вольфрамовый электрод небольшого диаметра, например 0,020, 0,040 и 1/16 дюйма. Вольфрамовые электроды большого диаметра требуют более высокой силы тока для запуска дуги, что приводит к деформации или возгоранию материала.
Отшлифуйте вольфрамовый наконечник до острого кончика для сварки стали и используйте либо присадочный металл ER70S-2, либо стержень из кремниевой бронзы. Для плавления кремниевой бронзы требуется небольшое количество тепла, что делает ее одним из самых популярных наполнителей для хрупких тонких стальных листов.
Избегайте использования смесей защитного газа аргона и гелия, поскольку гелий улучшает тепловложение. Лучше всего использовать чистый аргон в качестве защитного газа при TIG-сварке тонколистовых материалов.
Сварка электродом Большинство сварщиков избегают сварки тонкого металла методом сварки электродом. Трудно контролировать тепловложение и очень легко прожечь материал. Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
В отличие от MIG и TIG, при сварке электродом не требуется защитный газ. Вместо этого флюсовое покрытие на плавящемся электроде не только защищает сварочную ванну, но и влияет на характеристики дуги. Так, некоторые стержневые электроды, такие как E6013, обеспечивают очень мелкое проплавление, необходимое для сварки тонкого металла.
Кроме того, использование полярности DCEN снижает тепловложение и скорость осаждения металла. В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
Предотвращение или устранение проблем при сварке тонкого металла
Теперь, когда мы рассмотрели основные аспекты различных процессов дуговой сварки, давайте обсудим, как предотвратить и устранить распространенные проблемы при сварке листового металла.
Во избежание коробления металла необходимо прикрепить металлические листы на место и избегать значительных зазоров между прихватками. После того, как все будет прихвачено, сделайте прерывистые сварные швы. Избегайте длинных непрерывных сварных швов с большим количеством тепла.
Сварщик, выполняющий прихваточные швыЛучше, если ваш сварочный аппарат поддерживает таймер прихватки. Например, Eastwood MIG 180 позволяет создавать повторяемые прихваточные швы с одинаковой потребляемой силой тока и длительностью дуги.
Если ваш сварочный аппарат не поддерживает таймер прихватки, вы можете слишком долго держать дугу на некоторых прихватках, что приводит к выделению слишком большого количества тепла по сравнению с другими прихватками, деформируя материал.
Также попробуйте увеличить скорость сварки. Если вы будете сваривать слишком медленно, вы сосредотачиваете слишком много тепла на одной области. Низкая скорость сварки особенно губительна для нержавеющей стали.
Профессионалы часто используют радиаторы для отвода избыточного тепла от свариваемого металла. Таким образом, размещение алюминиевых или медных плоских стержней под заготовками может помочь предотвратить накопление тепла и деформацию.
Подробнее : Что такое прихваточный шов? И как вы их используете?
ПрожигиВсе, что мы обсуждали, чтобы избежать деформации, относится и к предотвращению прожогов. Однако, если вы проделали дыру в металле, вы зашли еще дальше в неправильном направлении. Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Итак, увеличьте скорость сварки и делайте короткие прерывистые швы. Попробуйте сварить соединение с нескольких позиций. Например, разделите длину соединения на четыре, отметьте деления и сплавите каждое отдельно.
Кроме того, используйте заводской воздушный компрессор для охлаждения листового металла между сварными швами. Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Значительно снизить выходную силу тока. Если ваша текущая настройка силы тока прожигает металл, попробуйте снизить ее на 30-50%. Кроме того, уменьшите диаметр вольфрамового электрода, стержневого электрода или проволоки MIG в соответствии с меньшей силой тока.
Внешний видСварка листового металла часто требует красивой гладкой линии сварки. Вы можете достичь этого только с помощью сварочного аппарата TIG. Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
После удаления шлака или очистки остатков кремнезема от сварных швов MIG обычно необходимо отшлифовать линию сварки, чтобы улучшить ее внешний вид. Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Шлифование нержавеющей стали — отдельная обширная тема. Поэтому убедитесь, что вы используете тип абразива и размер зерна, которые обеспечивают желаемую отделку. Чтобы удалить обесцвечивание нержавеющей стали от сварки, вы можете использовать проволочные круги из нержавеющей стали, но вы также можете использовать абразив с зернистостью 360 или более грубый. Однако смешивание и выравнивание валиков следует выполнять с помощью абразивного диска, ленты или лепесткового диска с зернистостью 40–80.
Шлифовка низкоуглеродистой стали и алюминия менее сложна. Но для алюминия требуются уникальные шлифовальные круги на восковой основе. Алюминий быстро нагружает обычные колеса, что может привести к их взрыву.
Какой бы металл вы ни обтачивали, будьте осторожны, чтобы не удалить слишком много материала. Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Если валик сварного шва находится слишком высоко над поверхностью металла, это дефект сварного шва, называемый переполнением или чрезмерным усилением. Это не обязательно требует доработки, но ухудшает внешний вид, подвергает носки сварного шва напряжению и увеличивает вероятность захвата шлака.
Если вы продолжаете делать сварные швы, попробуйте увеличить скорость сварки и уменьшить скорость подачи проволоки MIG или выходную силу тока при сварке электродами.
Излишки металла можно стачивать, но при слишком агрессивной шлифовке появляются проколы и трещины. Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Обычно свариваемые металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий, требуют различных мер предосторожности при сварке тонких листов. С мягкой сталью легче всего работать, если вы держите силу тока на низком уровне, свариваете быстро и разносите сварные швы. Соблюдая эти меры предосторожности, вы должны добиться хороших результатов.
Однако нержавеющая сталь гораздо менее щадящая. Он не так эффективно проводит тепло, как мягкая сталь, поэтому тепло концентрируется в зоне термического влияния (ЗТВ). Это приводит в лучшем случае к обесцвечиванию.
В худшем случае нержавеющая сталь теряет коррозионную стойкость. Кроме того, сохранение тепла в ЗТВ способствует короблению и прожогу. Кроме того, использование радиаторов менее эффективно для нержавеющей стали, чем для мягкой стали.
В отличие от стали алюминий быстро проводит тепло, но плавится при более низкой температуре (по сравнению со сталью). Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Чтобы сварить тонкий алюминий, вы должны двигаться даже быстрее, чем сталь. Дополнительно используйте стрингеры, прямые бусины. Таким образом, вы сведете к минимуму поступление тепла и предотвратите прожигание этого чувствительного материала. Поскольку алюминий исключительно хорошо проводит тепло, использование радиаторов значительно снижает концентрацию тепла в ЗТВ.
Итоговое видеоЭто видео от Everlast демонстрирует многие концепции, которые мы обсуждали в этой статье. Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Часто задаваемые вопросы
Какой самый тонкий листовой металл можно сваривать? Самым тонким листовым металлом, который можно сваривать дугой, является низкоуглеродистая сталь толщиной 26 Ga. Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Лучшим процессом сварки тонкого металла является MIG из-за его скорости. Но многие сварщики утверждают, что процесс сварки TIG имеет преимущество из-за узкой ЗТВ.
Что такое правило 1 за 1 при сварке тонкого металла?Правило 1 к 1 гласит, что для тонкой углеродистой стали следует использовать 1 ампер на 1 тысячную (0,001) дюйма толщины. Однако для нержавеющей стали требуется на 1/3 меньше ампер, а для алюминия — примерно на 1/3 больше.
Какой самый толстый металл можно точечной сваркой?Самый толстый металл, который можно сваривать точечной сваркой, составляет 1,25 дюйма.
Обмотка
Сварка тонкого металла — сложная задача. Этого нельзя отрицать. Но если вы потренируетесь и будете применять советы, которыми мы поделились в этой статье, вы быстро освоитесь.
После того, как вы неизбежно прожжете одни листы металла и покоробите другие, вы приобретете больше опыта и узнаете, как быстро вам нужно сваривать в зависимости от материала и его толщины.
Многочисленные сварочные работы требуют понимания того, как сваривать тонкие листы. Даже в проектах на любительском уровне используются тонкие срезы.
Сварной листовой металл улучшает такие вещи, как предметы повседневного обихода, строительные элементы или детали машин, которые выигрывают от меньшего веса. Таким образом, каждый сварщик должен уметь сваривать тонкие заготовки.
Что такое сварка разнородных металлов?
Во многих отраслях промышленности требуется соединение различных материалов в качестве частей машин, инструментов и т. д. При работе со сваркой разнородных материалов сварщик должен учитывать несколько факторов, чтобы обеспечить прочное соединение без трещин. Имеет значение не только тип металла, но и материал сварного шва и температура. Эти факторы — лишь немногие из соображений, которые должен учитывать сварщик при выборе метода соединения разнородных материалов. Обладая экспертными знаниями и подходящими инструментами, сварщик может создавать успешные соединения между многими непохожими металлами.
Узнайте больше о наших сварочных услугах
Можно ли сваривать разнородные металлы?
Потребность в разнородных материалах в одном металлическом элементе является обычной. Для соединения этих непохожих металлов может потребоваться сварное соединение. Если завершенный сварной шов обеспечивает достаточную прочность, чтобы избежать растрескивания или разрушения, соединение считается успешным. Однако требуемая прочность сварного шва или его пластичность могут изменяться в зависимости от использования свариваемой детали.
Итак, можно сваривать разные металлы, но с оговорками. Навыки и знания сварщика во многом определяют успех работы.
Что такое разнородная сварка?
Сварка разнородных материалов относится к процессу соединения материалов с различными сплавами посредством сварки. Присадочный материал и оба металла необходимо оценить перед выбором наилучшего способа соединения металлов. Хотя сварка плавлением является популярным методом, он не подходит для некоторых комбинаций металлов. Другие методы могут обеспечить более прочную фиксацию, особенно при использовании в условиях высоких нагрузок.
Какие факторы необходимо учитывать в процессе сварки?
Когда сварщик соединяет два разнородных материала, он должен учитывать несколько факторов, прежде чем выбрать наилучший метод сварки и инструменты. Эти факторы зависят от состава металлов, поскольку даже сплавы одного и того же металла попадают в категорию разнородных металлов. Например, углеродистая сталь и нержавеющая сталь имеют разные свойства и требуют такого же тщательного планирования, как сварка разных металлов, таких как медь и алюминий.
Физические и химические свойства — это два из множества соображений, которые должен учитывать сварщик при планировании сварки разнородных металлов. Узнайте больше об этих факторах и о том, как сварщик может преодолеть различия в металлах, изменив аспекты проекта.
1. Температуры плавления металлов
Поскольку при сварке плавлением обычно плавятся некоторые из обоих основ, температуры плавления обоих металлов играют важную роль в типе выполняемой сварки и используемом присадочном материале. Сварщик должен использовать температуру, которая плавит оба металла. Высокая температура и быстрая сварка могут смягчить серьезные проблемы с целостностью готового соединения. Использование методов, при которых металлы не плавятся, также может преодолеть трудности, связанные с различной температурой плавления.
2. Коэффициенты теплового расширения обоих металлов
Коэффициент теплового расширения описывает изменение размера объекта при изменении его температуры. При сварке разнородных металлов коэффициенты теплового расширения каждого металла не должны сильно различаться, чтобы избежать проблем с готовым сварным швом.
Когда металлы имеют значительные различия в коэффициентах теплового расширения, изменения температуры вокруг сварного соединения могут вызвать чрезмерную нагрузку на сварной шов. В частности, напряжения будут сосредоточены в интерметаллической зоне, где два металла смешиваются с присадочным материалом. Сварное соединение имеет большую вероятность термической усталости в этой интерметаллической зоне, особенно в случаях применения с большим количеством температурных циклов.
Сварщики, которые соединяют металлы с разными коэффициентами теплового расширения, могут выполнить работу с некоторыми изменениями. Чтобы уменьшить вероятность того, что различия в тепловом расширении вызовут термическую усталость в соединении, сварщики могут использовать методы, которые соединяют металлы при минимизации интерметаллической зоны или не требуют плавления обоих металлов.
3. Электрохимическая разница
Различия в электрохимии металлов связаны с возможностью коррозии в интерметаллической зоне. Металлы, расположенные ближе друг к другу по электрохимической шкале, обеспечивают более простой процесс сварки, чем те, которые находятся далеко друг от друга. Коррозия поражает интерметаллическую область, когда электрохимические различия велики. Поиск способов минимизировать интерметаллическую зону может уменьшить проблемы с соединениями из-за электрохимических различий.
4. Растворимость каждого металла
Одним из наиболее важных факторов прочного сварного шва между различными материалами является растворимость каждого металла. В идеале металлы должны быть интерполируемы друг с другом. Однако некоторые металлы не обладают такой совместимостью. В этих случаях использование третьего металла, растворимого в обоих, может помочь создать сварной шов.
Например, использование никеля в качестве промежуточного металла на обеих поверхностях может обеспечить желаемую прочность. Обработка стали и меди слоем никеля перед их сваркой создает сварное соединение, соединяющее никель с никелем. Поскольку никель является растворимым металлом как для меди, так и для стали, он хорошо прилипает к каждой стороне соединения.
Использование никеля является одним из примеров композитной вставки, используемой между различными металлами. Методы сварки без плавления обычно приклеивают материал вставки к обеим поверхностям. При сварке деталей композит на обеих кромках основных металлов позволяет выполнять сварку по принципу «подобие к подобию».
5. Окончательное использование сварного компонента
Наконец, применение сварного компонента должно учитываться при выборе методов сварки разнородных материалов. Например, сварная деталь, используемая в котле, может подвергаться нескольким термическим циклам, которые проверяют прочность сварного шва. Циклы низких температур вызывают большую нагрузку на сварное соединение, чем циклы высоких температур.
Кроме того, сварные соединения, используемые в контакте с жидкими электролитами, нуждаются в присадочном материале с коррозионной стойкостью, превышающей оба основных металла. Выбор присадочного материала с более низкой коррозионной стойкостью может увеличить скорость гальванической коррозии.
Другой пример применения, затрагивающий компоненты, используемые для сварного соединения, включает добавление износостойких пластин к тяжелому строительному оборудованию. Присадочный металл должен уменьшить растрескивание в зоне термического влияния при одновременном снижении нагрузки на соединение.
Конечное использование также важно, когда один основной металл не будет подвергаться таким же температурным изменениям, как другой. В котле один основной металл может подвергаться термоциклированию, а другой нет. Чтобы предотвратить повреждение в этом случае, необходим наполнительный материал, который одновременно защищает от термической усталости и обеспечивает снятие напряжения.
Как сваривать разнородные металлы?
Сварка разнородных металлов не предполагает простого стандартизированного процесса, применимого ко всем ситуациям. Использование нестандартных методов сварки или добавление переходных материалов на поверхности могут быть шагами, которые сварщик должен предпринять для успешного выполнения сварки.
Учитывая множество факторов, сварщики должны демонстрировать знание металлов, с которыми они работают, при соединении разнородных металлов. Чтобы избежать проблем, связанных с термической усталостью, трещинами в сварном шве или другими признаками плохого соединения, всегда консультируйтесь с профессиональным сварщиком при выполнении проектов, требующих соединения разнородных металлов. Опытный сварщик может выбрать лучший метод сварки, материалы и приспособления для удовлетворения потребностей проекта и требований к свойствам металла.
Свяжитесь с нами для экспертной сварки металлов
Какой тип сварки обычно используется для соединения разнородных материалов?
Тип сварки, обычно используемый для разнородных металлов, — это сварка плавлением, которую сварщики также используют для соединения сходных металлов. В некоторых случаях сварщику может потребоваться определить другой метод соединения разнородных металлов. Для всех этих типов соединения сварщику необходимо учитывать:
Состав интерметаллического слоя
Неперемешанная зона (ЗМЗ) основных материалов, не объединившихся в интерметаллидный слой
Зона термического влияния (ЗТВ)
Для обеспечения надлежащего соединения разнородных металлов сварщик должен минимизировать влияние различий материалов на ЗТВ, УМЗ и интерметаллидный слой. Для определенных работ уменьшение этих воздействий может повысить прочность соединения.
1. Сварка плавлением
Сварка плавлением включает традиционные методы сварки, такие как газовая вольфрамовая дуга и газовая дуга металла. Дуговая сварка вольфрамовым электродом также известна как сварка вольфрамовым электродом в среде инертного газа (TIG), а дуговая сварка металлическим электродом также известна как сварка металлическим электродом в среде инертного газа (MIG). В этих процессах для создания сварного шва используется наполнитель. По сравнению с другими методами соединения, сварка плавлением добавляет больше наполнителя.
При сварке плавлением выбирайте наполнитель, который по прочности соответствует более слабому металлу, что снижает вероятность образования трещин. При использовании наполнителя, который имеет значительно большую прочность на растяжение, чем более слабые металлы, чрезмерная нагрузка на более слабый металл может привести к разрушению сварного шва.
Учет требований к предварительному нагреву обоих металлов поможет обеспечить более успешную сварку плавлением. Например, если для одного металла требуется предварительный нагрев до 600 градусов по Фаренгейту, а для другого требуется предварительный нагрев до 225 градусов, вам может потребоваться внести коррективы. Если, как в этом сценарии, более высокая температура сильно отличается от более низкой, металл с более низкими требованиями к предварительному нагреву может быть поврежден. Чтобы избежать серьезных повреждений при сварке изделий общего назначения, вы можете снизить температуру предварительного нагрева посередине между двумя температурами.
Для некоторых металлов смазка кромок соединения металлом, растворимым в разнородных металлах, и наполнителем может облегчить процесс сварки плавлением. Например, нанесение никелевого сплава на поверхность сварного шва детали из нержавеющей стали и то же самое на место стыка детали из меди создает поверхность, которая будет прилипать как к меди, так и к стали, а также к соединительному никелевому наполнителю. Чтобы сварить две поверхности, используйте никелевый наполнитель, чтобы соединить их посредством сварки плавлением.
2. Сварка с малым разбавлением
Если сварки плавлением недостаточно, в качестве альтернативы можно использовать сварку с низким разбавлением. Эти методы включают использование лазерной сварки, импульсной дуговой сварки или электронного луча для соединения материалов без использования наполнителя. Две свариваемые поверхности плавятся не так сильно, как при использовании других методов. Для специальных применений или высокопроизводительных процессов сварка с низким разбавлением используется чаще, чем сварка плавлением для разнородных металлов.
Электронно-лучевая сварка хорошо соединяет разнородные детали, поскольку используемая высокая энергия позволяет избежать проблем, связанных с неодинаковой теплопроводностью. Этот метод работает, производя очень мало интерметаллического слоя и не используя наполнитель. Однако для успешного выполнения сварщика требуется скорость.
3. Соединение неплавлением разнородных материалов
Соединение неплавлением включает такие процессы, как сварка трением, диффузионная сварка, пайка и сварка взрывом. Сварка трением расплавляет лишь небольшое количество одной из базовых поверхностей. Поскольку сварщик выбрасывает расплавленную часть, смешанные металлы и площадь интерметаллидов уменьшаются. При нагреве только одной стороны ЗТВ также остается как можно меньше.
Этот тип сварки плавлением хорошо работает при соединении следующих пар металлов:
При сварке взрывом используется меньше тепла для устранения ЗТВ и интерметаллических слоев. При этом способе свариваемая часть не будет превышать прочность более слабого металла.
Какие металлы нельзя сваривать?
Когда дело доходит до того, какие металлы можно сваривать, а какие нельзя, в игру вступают несколько факторов. Подобные металлы создают наименьшее количество проблем при сварке. Разнородные материалы часто требуют некоторых изменений в процессе или дополнительных материалов для обеспечения успеха. Сварщик, обладающий знаниями о металлах, их физических и химических свойствах, может выбрать присадочный материал для правильного соединения разнородных материалов. Другие методы связывания для разных металлов могут потребовать от сварщика использования другого процесса.
Крайние различия в температурах плавления или электрохимии металлов могут затруднить их соединение стандартными методами. Например, сварка плавлением плохо работает со следующими парами:
Альтернативные методы соединения этих металлов могут включать лазерную сварку, диффузионную сварку, сварку трением, механическое крепление, клеевую или твердофазную сварку. Эксперты могут выделить лучшие среди этих альтернатив при соединении металлов, которые имеют очень разные свойства.
Свяжитесь с APX York Sheet Metal для сварки разнородных металлов
Для сложных процессов сварки, таких как соединение разнородных материалов, обратитесь к профессионалам APX York Sheet Metal. Лучше всего довериться специалистам с опытом в этой области для сварки двух разнородных металлов, и у нас есть знающие специалисты, которые вам нужны.
В число наших услуг по изготовлению металлов мы включаем сварку всех типов материалов, как одинаковых, так и разных. Благодаря нашему комплексному подходу вы можете реализовать все свои проекты по изготовлению металлоконструкций на нашем предприятии. С быстрым временем выполнения работ, экспертами во всех типах металла и внутренними услугами, позвольте нам быть вашим первым выбором для изготовления металла на заказ, сварки, порошковой окраски и других услуг по металлу.
Если у вас есть проект по сварке разнородных материалов, свяжитесь с нами сегодня, чтобы получить бесплатное предложение.
Сделать запрос
Как подготовить металл перед сваркой
25 сентября 2015 г.
Грязные сварные швы никогда не бывают прочными, поэтому очистите металл перед сваркой
Ключом к хорошему сварному шву является чистый металл, но как лучше всего очистить металл перед началом сварки? В зависимости от инструментов, которые у вас есть, и общей цели проекта, есть несколько способов подготовить металл, чтобы каждый раз получать хороший чистый сварной шов.
Лучшие сварные швы получаются при чистом контакте металла с металлом. Любые посторонние материалы в зоне сварки могут вызвать дефекты сварки. Даже совершенно новый металл должен быть подготовлен перед сваркой, потому что обычно на новый металл наносится покрытие, чтобы он не ржавел и не окислялся в процессе транспортировки. Это фактор, который часто упускается из виду и всегда приводит к слабому и некрасивому сварному шву. Помните, что после удаления этого покрытия металл подвергается воздействию элементов. Если оставить ее незащищенной, сталь начнет ржаветь — даже в помещении.
Для начала, тип сварки, которую вы выполняете, будет определять, как вы подготовите металл. Сварка стали методом MIG не требует идеальной чистоты металла. С другой стороны, сварка алюминия методом TIG требует чистого металла для получения прочного чистого сварного шва. Во всех приведенных ниже примерах вы можете увидеть разницу в тусклом цвете «нового металла» (слева) по сравнению с тем, как он выглядит после правильной подготовки (справа).
Угловая шлифовальная машина с лепестковым диском
Использование угловой шлифовальной машины с лепестковым диском отлично подходит для подготовки стали к сварке MIG или TIG. Мягкая сталь не требует сверхчистой поверхности для получения хорошего сварного шва, что делает лепестковый диск быстрым и простым вариантом для удаления крупных загрязнений. На картинке выше вы можете видеть, что левая сторона — совершенно новая нетронутая сталь. Он может выглядеть чистым, но, как было сказано ранее, имеет тонкое покрытие. После того, как вы удалите покрытие с помощью лепесткового диска, все, что вам нужно, это быстро протереть составом Low VOC Eastwood PRE Painting Prep или ацетоном, и вы сможете делать чистые и эффективные сварные швы. Метод шлифования лепестковым диском отлично подходит для тяжелой сварки деталей шасси. Эта область всегда подвергается воздействию элементов, которые со временем накапливают загрязнение. Потратьте время и сначала очистите металл; вы поблагодарите себя позже.
Имейте в виду, что лепестковый диск удалит много материала, поэтому не используйте эту технику на тонколистовом металле, так как это может снизить прочность металла.
Наждачная бумага
Как и при использовании шлифовальной машины, классический метод наждачной бумаги отлично подходит для сварки MIG и TIG стали или нержавеющей стали. Минусы в том, что это может занять много времени и не всегда удаляет все покрытия. Как и при использовании шлифовальной машины, вы должны протереть металл перед сваркой Low VOC PRE или ацетоном.
На картинке выше я использовал наждачную бумагу с зернистостью 80, она хорошо справилась с удалением покрытия, но также оставила глубокие царапины, которые могут выглядеть не очень хорошо. Таким образом, этот метод подготовки к сварке лучше всего подходит для областей, которые будут либо закрашены, либо скрыты от глаз. Также может потребоваться дополнительная отделка или полировка.
Абразивоструйная очистка
Если металл, который вы будете сваривать, очень ржавый и не подходит для шлифовки или удаления с помощью шлифовальной машины, другим вариантом подготовки металла является абразивоструйная обработка (также известная как абразивоструйная или пескоструйная очистка). ). После пескоструйной обработки металл может выглядеть чистым, но его все равно необходимо протереть средством Low VOC PRE или ацетоном, чтобы удалить любые химические загрязнения.
Следует отметить, что абразивный материал иногда может задерживать частицы других металлов, которые могут вызвать ржавчину или коррозию свариваемого металла. Никогда не полагайтесь на пескоструйную обработку для подготовки алюминия к сварке; он очень чувствителен к загрязнениям, которые могут попасть в него даже после протирания.
Очистка алюминия для сварки TIG
При подготовке алюминия существует несколько иной процесс, о котором вам нужно помнить. Алюминий очень чувствителен к загрязнениям. Следовательно, процесс очистки должен выполняться в обратном порядке, чтобы получить чистые сварные швы.
Во-первых, вы должны протереть металл средством Low VOC PRE или ацетоном. Это удалит любые масла или жир с поверхности. Следующим шагом является удаление любых оксидов с поверхности металла. Для этого используйте мочалку из нержавеющей стали или проволочную щетку из нержавеющей стали на месте сварки. Убедитесь, что стальная мочалка или проволочная щетка используются исключительно для алюминия, чтобы избежать загрязнения другими металлами. Как только эти инструменты вступают в контакт с мягкой сталью, они могут перенести стальные биты в алюминий, что в конечном итоге вызовет ржавчину. Наконец, снова протрите металл средством Low VOC PRE или ацетоном чистой тканью или тряпкой. Отсюда вы готовы к сварке.
Чего следует избегать при подготовке металла к сварке
Независимо от метода очистки при подготовке детали необходимо избегать некоторых важных моментов. Вот наиболее распространенные ошибки при подготовке к сварке:
- Оставление глубоких канавок или следов. Загрязняющие вещества не только могут попасть в эти канавки, но и затрудняют контроль сварного шва.
- Слишком большая часть поверхности. Это может серьезно повлиять на прочность и форму металла, особенно при работе с листовым металлом и другими тонкими металлами.
- Сварка мокрого металла. Сварку MIG и TIG следует выполнять только на полностью сухом металле.
- Забыл протереть металл перед запуском. Даже если металл невооруженным глазом выглядит чистым, невидимые примеси все же могут повлиять на качество сварного шва.
- Неправильное обращение с химикатами. Поскольку и наш препарат для предварительной окраски, и упомянутый выше ацетон являются химическими веществами, с ними следует обращаться осторожно. Надевайте подходящие защитные очки, перчатки и другую защиту при их использовании, затем закройте растворители и тщательно вымойте, когда закончите.
Неважно, какую сварку вы выполняете — всегда важно уделить время очистке металла перед сваркой. Ваши сварные швы не только будут выглядеть потрясающе, но и станут намного прочнее, что всегда является плюсом.
Ознакомьтесь с Блогом Иствуда и Tech Archive , где вы найдете дополнительные инструкции, советы и рекомендации, которые помогут вам во всех ваших автомобильных проектах. Если у вас есть рекомендации для будущих статей или проекта, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
Краткая история сварки
перейти к содержаниюWeldingMetal
Изобретение и техническое производство сварки является одним из наиболее важных шагов в производстве металлов и развитии современного общества. Истоки сварки восходят к тысячелетней давности, и значительные разработки были сделаны на многих континентах. Сварка — это первоначальная техника, с помощью которой люди сплавляли металлы, что привело к производству посуды, украшений, оружия, транспорта и многого другого.
Сварка в эпоху бронзы и железа
История сплавления металлов с помощью сварки восходит к 3000 г. до н.э. когда люди впервые начали работать с бронзой. Самыми старыми известными примерами сварки являются небольшие золотые ящики, которые относятся к бронзовому веку более 2000 лет назад. Археологи нашли украшения, столовую посуду и оружие этого периода. В 3000 г. до н.э. египтяне использовали древесный уголь для сварки мечей давлением, а в 1500 г. до н.э. плавка железа стала более распространенной.
По всему Ближнему Востоку были найдены инструменты и оружие, относящиеся к железному веку, изготовленные примерно в 1000 г. до н.э. Сварщики сплавляли такие металлы, как медь, бронза, серебро, золото и железо, на протяжении тысячелетий. Со временем металлообработка перешла к сварке стали.
Во времена династии Суй китайские мастера-металлисты открыли способ превращения железа в сталь в 589 году нашей эры. Примерно в то же время японские мастера-металлисты разработали самурайские мечи путем сварки и ковки стали.
Сварка в средние века
В Средние века было развито кузнечное дело, и железо стало доступным материалом для создания сварных металлических изделий. В частности, средние века принесли успехи в кузнечной сварке, которую до сих пор практикуют современные кузнецы для ковки мечей и ножей.
В 1540 году итальянский металлург Ванноччио Бирингуччио опубликовал De la Pirotechnia, первую печатную книгу по металлургии, включающую описания плавки и ковки железа. Кузнечное дело и кузнечная сварка продолжали развиваться в эпоху Возрождения.
Кузнецы играли центральную роль в средние века, часто открывая свою кузницу, также известную как кузница, в центре своей деревни. Кузнецы ковали-сваривали оружие, а также делали гвозди, мебель, замки, подковы, доспехи. Обладая этим практическим навыком, кузнецы стали необходимы в любой деревне, предоставляя инструменты для защиты, транспортировки, товары для дома и многое другое.
Сварка в 19-20 веках
Во время промышленной революции были разработаны более современные методы сварки. Открытие производства дуги между двумя угольными электродами с помощью батареи приписывают химику сэру Хамфри Дэви в 1800 году. В 1802 году русский ученый Василий Петров создал стабильную электрическую дугу, которая позволила слесарям плавить металлы. Эдмунду Дэви, двоюродному брату Хамфри Дэви, приписывают открытие ацетилена в 1836 году. Эти открытия привели к изобретению электрического генератора, газовой сварки и резки, а также более стабильной дуговой сварки в середине 19-го века. век.
Первая мировая война привела к значительному увеличению использования сварки в связи с развитием производства оружия и транспорта по всему миру. Дуговая сварка была популярна при строительстве кораблей и самолетов в Англии и Германии. В 1920 году была введена автоматическая сварка, при которой электродная проволока непрерывно подается через сварочный аппарат. Новые сварочные газы также использовались в 1900-х годах с целью защиты сварных швов от воздействия кислорода и азота в атмосфере, предотвращения образования ржавчины и хрупкости сварных швов.
В середине века было изобретено много новых методов сварки, от приварки шпилек до подводной сварки. Газовая вольфрамовая дуговая сварка после десятилетий развития стала более безопасной и более распространенной, начиная с 1941 года, что позволило сварщикам плавить различные типы цветных металлов.
Современная сварка
За тысячи лет технического и практического развития сварка значительно продвинулась вперед, став более точной, быстрой и эффективной. Существует более 90 сварочных процессов, и эти методы постоянно совершенствуются благодаря новым исследованиям в ядерной, космической, транспортной и судостроительной отраслях.
Современные методы сварки развились, чтобы обеспечить лучшую производительность, основанную на безопасности и экологичности изделий. Современные методы контроля устраняют дефекты или дефекты, устанавливая стандарт безопасности и мастерства.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков (AWS) устанавливает современный стандарт для американской сварочной промышленности. AWS предлагает сертификацию, которая проверяет сварщиков на выполнение определенной работы на основе их практического опыта, квалификации и способности выполнять определенные тесты сварки.
История сварки Часто задаваемые вопросы
Когда была изобретена сварка?
Первые образцы сварки, найденные археологами, датируются 3000 г. до н.э. Древний процесс сварки обычно заключался в простом соединении двух кусков металла под действием тепла, пока они не соединились. С технической точки зрения, обычная сварка в том виде, в каком мы ее знаем сегодня, была изобретена в 1836 году, когда английский химик Эдмунд Дэви открыл газообразный ацетилен.
Кто изобрел сварку?
В железном веке египтяне впервые научились сваривать куски железа. Археологические свидетельства ранней египетской сварки датируются 3000 г. до н.э. В 1881 году русский изобретатель Николай Бенардос представил дуговую сварку углеродом, которая была первым практическим методом дуговой сварки того времени.
Где изобрели сварку?
Различные виды сварки можно проследить во многих местах на протяжении тысячелетий. Археологи нашли древнейшие образцы сварки в Египте и восточном Средиземноморье. Значительные достижения в современной сварке можно проследить в России и Англии.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью молота. …
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к литью из бронзы….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственную кузнечную кузницу и стать кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов из различных формы для различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры в этом творческом навыке. -строительно-проектный класс. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка электродом. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвешивать стальную цепь, крюки и резать металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество вдоль движущейся металлической проволоки, которая подается через шланг…
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяет базовые навыки, которым обучают в TIG. Сварка I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся сварят металлический прямоугольный короб для колокольчиков, вырежут плазмой уникальный дизайн по бокам и повесят стальную цепь, крючки и нарежут металл…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Оригинальная металлическая мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая сварка (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2021-06-03T10:35:17-07:00 Ссылка для загрузки страницыПерейти к началу
Сплавы для сварки металлов — типы и способы сварки металлов 2022
Сварка — это старинный процесс , который включает соединение двух кусков металла вместе . Благодаря этому мы, как вид, смогли изготовить большую часть окружающего нас мира с помощью сварки металлов.
Это одна из самых важных отраслей в мире, поскольку она помогает нам строить и расширять.
Однако типов металлов больше, чем может распознать обычный человек. Не все из них пригодны для производства. Некоторые из них легко свариваются даже новичком, а другие практически непригодны для носки. Это история о металле и о том, как с ним лучше всего обращаться.
Quick Navigation
- Best Metals for Welding
- Metal Characteristics
- Types Of Welding Metals
- Low Carbon – Mild Steel
- Stainless Steel
- Aluminum
- Other Metal Types That Are Weldable
- Conclusion
Лучшие металлы для сварки
Сварка металла не так проста и сочетает в себе множество факторов. Чтобы сделать это должным образом, вы должны включить металлургию, науку электричество, окисление, и различные состояния вещества. К сожалению, даже зная все это, положительный результат не гарантирован. Могут возникнуть осложнения, которые могут привести к неудаче.
Лучшие металлы для сварки, скорее всего, будут зависеть от проекта, над которым вы работаете, и выделенного бюджета.
Также необходимо учитывать процесс сварки и навыки сварщика. Некоторые металлы лучше поддаются сварке, чем другие. Есть даже такие, что практически не сварить , даже с помощью самых передовых методов. При определении свариваемости материала необходимо учитывать материал сварочного электрода, скорость охлаждения, скорость сварки и защитный газ.
Каждый металл и его сплавы имеют различные требования к предварительному нагреву при сварке, которые необходимо соблюдать. Особенно при сварке экзотических материалов.
Помните, что каждый металл уникален и имеет свои особенности.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Таблица наиболее часто используемых методов сварки различных типов металлов и металлических сплавов:
| Тип металла/процессы сварки | Палка | МИГ | Порошковая проволока | AC-TIG | DC-TIG | Точка сопротивления |
| Мягкая сталь | ✓ | ✓ | ✓ | ✓ | ✓ | |
| Нержавеющая сталь | ✓ | ✓ | ✓ | ✓ | ✓ | |
| Алюминий | ✓ | ✓ | ✓ | |||
| Чугун | ✓ | ✓ | ||||
| Медь/латунь | ✓ | ✓ | ||||
| Никель | ✓ | ✓ | ||||
| Магниевые сплавы | ✓ | ✓ | ||||
| Титан | ✓ |
Характеристики металла
Сварщики должны понимать определенные свойства металла, с которым они планируют работать, чтобы выполнять работу должным образом.
These main characteristics of welding include:
- Ductility
- Electrical conductivity
- Melting point
- Strength
Types Of Welding Metals
As we previously said, not all types металлов можно сваривать. Но легче всего сваривать следующие типы металлов:
- Алюминий
- Нержавеющая сталь
- Низкоуглеродистая мягкая сталь
как легко свариваемый.
Низкоуглеродистая низкоуглеродистая сталь
Низкоуглеродистая низкоуглеродистая сталь считается одним из самых легких для сварки материалов. Он обычно содержит менее 0,3% углерода и примерно до 0,4% марганца.
Благодаря низкому содержанию углерода этот тип материала очень пластичен, что обеспечивает высокую свариваемость.
Снижает вероятность появления хрупкости в околошовной зоне, из-за которой он может стать склонным к водородному растрескиванию.
Преимущество малоуглеродистой стали в том, что ее можно сваривать практически на любом оборудовании, которое у вас есть. К сожалению, он может ржаветь и отслаиваться от окисления.
Выбор метода зависит от личных предпочтений сварщика, имеющегося оборудования, вида конечного результата, стоимости процесса сварки. Хотя AC-TIG можно использовать для сварки низкоуглеродистой стали не рекомендуется , так как его лучше всего использовать для сварки металлов, образующих оксиды, таких как алюминий.
Мягкая сталь может быть сварена практически всеми методами сварки ( MIG, сварка под флюсом, TIG, сварка электродами, контактная или точечная сварка ).
Нержавеющая сталь
Сварка нержавеющей стали может быть выполнена легко, если применяются правильные методы сварки и навыки. Нержавеющая сталь может иметь сложный химический состав. Тем не менее, его коррозионная стойкость делает его очень полезным типом материала для различных применений.
Слишком сильное нагревание может деформировать нержавеющую сталь, повлиять на прочность и форму конечного продукта. Дополнительные проблемы могут возникнуть, когда хром, содержащийся в нержавеющей стали, соединяется с углеродистой сталью в процессе сварки, что делает деталь более восприимчивой к ржавчине.
На самом деле существует три типа нержавеющей стали – аустенитная, ферритная и мартенситная. Ферритные и аустенитные типы лучше свариваются, в отличие от мартенситных, сварка которых считается наиболее сложной.
Методы сварки нержавеющей стали различаются в зависимости от формы, толщины материала, конечных результатов, а также использования конечного продукта. Наиболее распространенными методами сварки нержавеющей стали являются:
- TIG (GTAW) является наиболее распространенным процессом сварки нержавеющей стали, низкая тепловая мощность делает его идеальным для более тонких материалов,
- сварка сопротивлением (точечная) считается экономичной метод сварки нержавеющей стали, его лучше всего использовать для материалов с низкой температурой плавления,
- Метод MIG (GMAW) — один из самых простых способов сварки нержавеющей стали, в нем используется защитный газ, богатый аргоном.
Алюминий
Сварить алюминий из стали немного сложно, но при наличии соответствующих навыков сварки это вполне возможно. Самое главное, что нужно учитывать здесь, это выбор правильной марки алюминия.
Алюминий обладает высокой теплопроводностью, что позволяет ему намного быстрее отводить тепло от сварного шва. Поэтому вам следует проверить оборудование с более высоким током, которое выделяет больше тепла. Кроме того, алюминий дает усадку гораздо больше, чем сталь, поэтому нужно следить за основными металлами, чтобы избежать обрешетки.
Ключевым моментом здесь является подготовка, так как алюминий может образовывать оксидное покрытие. Это может привести к загрязнению основного металла. Таким образом, удаление его заранее уменьшит пористость. Есть несколько методов, которые люди используют для сварки алюминия. Наиболее распространенными методами сварки алюминия и алюминиевых сплавов являются:
- Дуговая сварка , лучше всего используемая для соединения алюминиевых сплавов марок 1xxx, 3xxx, 5xxx, 6xxx и сплавов средней прочности 7xxx,
- Процесс сварки AC-TIG очень чистый и защищает алюминий от воздействия атмосферы,
- Сварочный процесс MIG лучше всего использовать для соединения тонких алюминиевых листов, таких как алюминиевые листы, чистый аргон лучше всего использовать в качестве защитного газа.
Подробнее о сварке алюминия методом TIG здесь
Другие типы металлов, поддающиеся сварке
Существуют и другие типы металлов, которые можно сваривать, но для их обработки обычно требуются специальные навыки и оборудование. К ним относятся магний, медь, чугун, титан и некоторые суперсплавы, такие как инконель. К сожалению, поскольку с ними немного сложнее обращаться, чем с вашими стандартными металлами, вы редко найдете любителей или традиционные магазины, работающие с ними.
Медь
Медь является популярным материалом, так как обладает электро- и теплопроводностью, коррозионной стойкостью и износостойкостью, а также имеет уникальный внешний вид. Он должен иметь содержание меди не менее 99,3%, чтобы его можно было идентифицировать как медь.
Существует множество типов меди, и люди используют различные методы для ее сварки. Наиболее распространенными из них являются дуговая сварка вольфрамовым электродом в газе (сварка ВИГ) и дуговая сварка металлическим газом, в то время как наиболее часто используемым защитным газом является аргон
9. 0002 При сварке меди конструкция соединения должна быть шире, чем при сварке стали. Кроме того, вам не нужно предварительно нагревать из-за его высокой теплопроводности.Чугун
Чугун очень трудно сварить, но возможно. Однако когда сварщики работают с чугуном, это обычно связано с ремонтом, а не с соединением деталей. Чугун содержит от 2% до 4% углерода, что примерно в 10 раз больше, чем в стали. Из-за высокого содержания углерода он образует чешуйки графита, что является причиной его характерного вида.
Можно сваривать с помощью:
- Сварка электродом (SMAW) – может потребоваться использование никелевых сварочных прутков, предварительный нагрев и контролируемое охлаждение после завершения сварки.
- Газовая сварка – с подогревом и управляемым охлаждением.
- Сварка МИГ – но результат не будет сравним по качеству с предыдущими методами
Никелевые сплавы
Существует несколько никелевых сплавов ( Ni-Cu сплавы и более простые 9сплавы 0015 Fe-Ni-Cr ) и сгруппированы по основным элементам.
Поэтому для их обработки используется множество сварочных процессов. Наиболее часто используемыми из них по-прежнему являются сварка MIG и сварка TIG. Однако также используются методы сварки с флюсовой проволокой, такие как процесс ручной дуговой сварки металлическим электродом ( Stick Welding ) и дуговая сварка под флюсом ( SAW ).
В большинстве случаев термообработка после сварки для обеспечения коррозионной стойкости не требуется. Тем не менее, термическая обработка должна быть сделана, чтобы избежать коррозионного растрескивания под напряжением.
Магний
Магний — это легкий материал, который можно сваривать с использованием различных процессов дуговой сварки и контактной сварки. Магний во многих отношениях напоминает алюминий, поскольку имеет ту же температуру плавления и другие сходства. Обычно его сваривают с помощью сварочного аппарата TIG.
Он может поглощать вибрацию и очень легко отливается так же, как и пайка. Магний производится с различными отпусками, которые выбираются в зависимости от термической обработки и наклепа. Важно отметить, что сварщик должен быть осторожен при шлифовке магния, так как стружка легко воспламеняется.
Можно сваривать с:
- Дуговая сварка металлическим газом – рекомендуется для толстых листов и потому, что рекристаллизация и рост зерен в околошовной зоне сведены к минимуму из-за высоких скоростей процесса сварки.
- Дуговая сварка вольфрамовым электродом в среде защитного газа – рекомендуется для тонколистового магниевого листа, следует использовать короткую дугу, как и при сварке алюминия
- Газовая сварка в кислородной среде – сварка и пайка
Титан
Наиболее важные компоненты многих машин изготовлены из титана, который сегодня считается одним из самых прочных, но при этом чрезвычайно легких и чрезвычайно устойчивых к коррозии металлов в мире. Используется во многих отраслях промышленности, наиболее заметной в авиационной промышленности.
Титан плохо поддается сварке, и обычно только опытным и проверенным сварщикам разрешается выполнять сварку и ремонт титановых деталей. Его сваривают только сварочными аппаратами TIG и на постоянном токе. Проблема при сварке титана заключается в его реакции с кислородом.
Когда во время сварки температура металла превышает 500-800 градусов по Фаренгейту. Эта реакция приводит к потере коррозионной стойкости, что делает его бесполезным. Об этом подробнее здесь. Обычно используемые методы сварки для различных типов металлов и металлических сплавов.
Заключение
Металлообработка и сварка мукой никуда не денутся. Кому-то это может показаться грязной работой или древним методом создания продуктов, но это очень эффективный и необходимый метод. Без него не существовало бы большей части окружающего нас мира. На самом деле общества были построены на основе способности успешно соединять вместе два куска металла.
Независимо от того, используете ли вы электродуговую сварку, дуговую сварку с защитным металлом или сварку в среде защитного газа, знание по крайней мере одного метода является предпочтительным для производства металла. Поскольку многие из этих процессов используются для различных типов материалов, знание одного из них может расширить кругозор человека.
Сварка металлов остается частью нашей отрасли и будет только расширяться по мере нашего развития.
Источники:
- Свойства металлов, подвергшихся воздействию сварки https://www.longevity-inc.com/welding-articles/post/properties-of-metals-affected-by-welding-and-heat/
- О сварке металлов https://www.industrialmetalsupply.com/blog/best-metals-for-welding
- Сварка магниевых сплавов http://www.totalmateria.com/Article35.htm#:~:text=The% 20газ%20вольфрам%20дуга%20сварка,однако%2C%20есть%20есть%20значительный%20перекрытие
- Свариваемость никеля https://www.twi-global.com/technical-knowledge/job-knowledge/weldability-of-materials- Nickel-and-Nickel-Alloys-022
- Методы сварки чугуна https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
- Методы сварки меди https://www. brazing.com/Support/Procedures_and_techniques/CopperWeldingProcedures.aspx
Сварка листового металла: общие методы и советы по сварке
их в соответствии с желаемой формой и техническими характеристиками. Таким образом, сварка листового металла является важным аспектом производства металла.
Существуют различные методы сварки листового металла, но знаете ли вы, какой из них лучше всего подходит для вашего промышленного применения?
В этой статье подробно рассматриваются различные методы, используемые при сварке листового металла, включая их преимущества и области применения. Он также содержит важные советы, которые следует учитывать при сварке тонких листов металла для получения наилучших результатов.
6 Методы Сварка листового металлаТеперь давайте подробно рассмотрим некоторые методы сварки металлических листов.
1.
Сварка МИГ Сварка металлов в среде инертного газа (МИГ), также известная как дуговая сварка металлом в среде защитного газа. Он заключается в подаче непрерывного сплошного проволочного электрода в сварочную ванну с помощью сварочного пистолета. Расплавленная проволока в бассейне вызывает соединение металлических частей. Защитный газ в сварочной горелке предотвращает атмосферное загрязнение сварочной ванны.
Сварка MIG обеспечивает высококачественные сварные швы и подходит для большинства листовых металлов, таких как алюминий, сталь и нержавеющая сталь.
Этот метод сварки широко используется в автомобильной и бытовой промышленности. Кроме того, это экономичный метод, поскольку он не требует сложных машин.
Сварка ВИГ Вольфрам в среде инертного газа (ВИГ) — это дуговая сварка, которая включает использование неплавящегося вольфрамового электрода на постоянном или переменном токе для получения сварного шва. Как и при сварке MIG, в ней используется инертный защитный газ — аргон или гелий, чтобы предотвратить загрязнение атмосферы и окисление электрода и сварочной ванны.
Сварка ВИГ подходит для сварки цветных металлов, таких как алюминий, титан, медь, никель, магний, хром и т. д. Это ценный метод для авиационной и аэрокосмической промышленности. Также он идеально подходит для изготовления рам для мотоциклов, дверей и кормушек.
Этот метод сварки обеспечивает сварщику лучший контроль, что позволяет получить аккуратный и прочный шов. Однако это может занять много времени и требует опыта со стороны сварщика.
[Дополнительная литература: Руководство по выбору между сваркой MIG и сваркой TIG]
Сварка электродомСварка электродом называется дуговой сваркой защищенным металлом. Это процесс ручной дуговой сварки, в котором в качестве электрода используется палочка, покрытая флюсом. Электрический ток от источника сварочного тока образует дугу между деталями, соединяющими металлы, и электродом. Он подходит для твердых металлов, таких как железо и сталь.
В процессе не используется защитный газ. При выделении тепла он разрушает флюс, покрывающий электрод, образуя шлак, который защищает сварочную ванну от загрязнения.
Этот метод сварки, пожалуй, самый удобный, так как его оборудование компактно и портативно — его легко носить с собой. Это распространенный метод в строительстве, судостроении и сталелитейной промышленности.
Плазменно-дуговая сваркаПлазменно-дуговая сварка похожа на сварку ВИГ тем, что в ней используется вольфрамовый электрод. Однако он использует небольшую дугу и позволяет размещать электрод на корпусе сварочной горелки. Газ под давлением образует горячую плазму, которая сплавляет металлы, образуя прочные сварные швы.
Этот метод сварки требует малой мощности и работает на высокой скорости. Кроме того, он обеспечивает точные сварные швы, что делает его широко применяемым в авиационной и морской промышленности.
Как и сварка TIG, плазменно-дуговая сварка не требует присадочных материалов. Кроме того, он производит высококачественные сварные швы с меньшей потребностью в чистовой обработке.
Как следует из названия, лазерная и электронно-лучевая сварка использует лазеры и электронные лучи в качестве источника тепла для сплавления и соединения металлических частей. В отличие от большинства других методов, этот метод сварки требует сложной машины или автоматизированных роботов.
Это высокоточная технология сварки, что делает ее пригодной для операций со сложными деталями. Лазерные лучи могут фокусироваться на мельчайших веществах для сверхточной сварки.
Кроме того, он подходит для сварки таких прочных металлов, как углеродистая сталь, титан, нержавеющая сталь и алюминий. Этот метод также подходит для термопластов. Этот метод позволяет получать продукты с большой эстетической привлекательностью, сокращая потребности в постобработке.
Газовая сварка Газовая сварка является одной из традиционных форм сварки теплом. Он включает в себя использование тепла, выделяемого при сжигании топлива (бензина), кислорода или оксиацетилена, для соединения кусков металлов вместе. При сжигании этих видов топлива возникало очень горячее пламя, которое расплавляло металлические поверхности во время соединения.
Этот метод остается одним из наиболее часто используемых методов сварки в промышленности. Имеет широкую сферу применения, подходит как для черных, так и для цветных металлов. Также он эффективен и эффективен при сварке труб и труб, ремонте систем вентиляции и кондиционирования и т. д.
В отличие от многих других методов сварки, не требует электричества. Кроме того, он портативный, очень экономичный и не требует услуг специалистов.
Вы не уверены, будете ли вы соединять детали из листового металла с помощью сварки или клепки? Если это так, у нас есть руководство о том, как выбрать между сваркой и клепкой.
Учитывайте поверхность при выборе Сварка листового металла Методы Ниже приведены поверхности, с которыми вы можете столкнуться при сварке металлических листов, и лучшие методы их работы.
Сварка плоской поверхности называется плоской сваркой. Сварщик приближается к этой поверхности с верхней стороны соединения, позволяя силе тяжести способствовать потоку расплава.
Чтобы получить хороший сварной шов на плоской поверхности, сварщику необходимо расположить наконечник под углом 45 градусов к металлической поверхности, осторожно направляя пламя к месту соединения.
Методы сварки MIG и TIG лучше всего подходят для плоских поверхностей. Подача проволоки и газовые потоки отлично работают в плоской установке.
Горизонтальная поверхностьВ горизонтальной конфигурации металлические листы кажутся сварщику горизонтальными. Однако он может существовать в двух формах.
- Угловой сварной шов: Сварка осуществляется на верхнем конце горизонтальной поверхности относительно вертикальной поверхности. Зона соединения представляет собой соединение двух металлических частей, перпендикулярных друг другу, в форме буквы «L».
- Сварной шов с разделкой кромок: Поверхность сварки расположена в вертикальной плоскости. Обе соединяемые металлические детали находятся в одной плоскости.
Сварка электродом лучше всего подходит для работы на горизонтальной поверхности, где сложно добиться идеального баланса между сваркой TIG и MIG.
Вертикальная поверхностьВертикальное положение сварочного вала — это в основном вертикальная поверхность, обращенная к сварщику. Расплавленный металл имеет тенденцию течь вниз и скапливаться при сварке. Следовательно, сварщику необходимо контролировать поток металла. Это включает в себя направление сварочного пистолета под углом 45 градусов к листу и удержание электрода между пламенем и сварочной ванной.
Лучшим методом для вертикальных поверхностей является сварка электродом. Часто сварщики просто пытаются отрегулировать ось сварного шва так, чтобы она выглядела плоской или горизонтальной для большего удобства.
Сварка материалов на потолочной поверхности является наиболее сложной задачей. Как следует из названия, он предполагает сварку заготовки, расположенной над вашей головой. Расплавленный металл имеет тенденцию капать, когда вы пытаетесь сварить.
Чтобы упростить потолочную сварку, сведите к минимуму сварочную ванну. Кроме того, убедитесь, что используется достаточное количество присадочного материала, чтобы получился хороший сварной шов.
Сварка стержнем является наиболее подходящим методом для этой конфигурации. Сварка потолочных поверхностей относительно редко встречается на предприятиях по производству листового металла на заказ.
8
Советы по сварке листового металла При сварке металлических листов цель состоит в том, чтобы обеспечить сохранение механических свойств свариваемых деталей, достаточных для применения. Ниже приведены советы, которые следует учитывать при выполнении сварочных работ.
1.
Выберите присадочный металлКрайне важно использовать подходящий присадочный металл , соответствующий механическим характеристикам вашего производства. Наполнитель должен быть тоньше листового металла. Например, при сварке тонкого металла толщиной 1 мм оптимальным выбором будет припой 0,6 мм.
Чем тоньше проволока, тем меньше тепла требуется для ее плавления. Следовательно, меньше рисков чрезмерного накопления тепла и больше шансов получить наилучшие результаты сварки.
Кроме того, правильный выбор присадочного металла снизит риск появления ржавчины, растрескивания и других возможных дефектов.
2.
Использование технологии сварки с пропускамиМетод сварки с переходами включает в себя серию стежков или коротких сварных швов в критических точках для удержания тонкого листового металла на месте. Дав ему остыть в течение нескольких минут, сварщик может продолжить сварку ранее пропущенных мест.
Пропускная сварка помогает избежать деформации и коробления металла, часто вызванных неравномерным распределением тепла.
Также при сварке избегайте перекосов сварочной горелки; это также может привести к чрезмерному нагреву. Вместо этого быстро перемещайте факел по прямой траектории.
3.
Использование метода сварки прихваткамиСварка прихватками — еще один превосходный метод снижения риска перегрева и прожога.
Прихватки – это мелкие и временные сварные швы, используемые для скрепления металлических деталей до окончательной сварки. Чтобы не прожечь отверстия, держите куски металла близко друг к другу встык с расстоянием между ними 1 мм. Затем создайте небольшие прихваточные швы, пока соединение не будет полностью закрыто.
4.
Используйте проволоку малого диаметраПри сварке электродом из сплошной проволоки, например, при сварке MIG, используйте проволоку наименьшего доступного диаметра. Маленькие проволоки дают сварщику лучший контроль и больше шансов исправить ошибку, поскольку они производят меньше отложений.
Кроме того, чем тоньше проволока, тем меньше тепла требуется для плавления. Следовательно, меньше проблем с чрезмерным нагревом.
Обычно при работе с тонколистовым металлом рекомендуется толщина 0,023 или 0,024 дюйма. Тем не менее, 0,030-дюймовая проволока может быть идеальной при сварке 18 гаражных или более толстых металлов.
5.
Используйте маленький электродУбедитесь, что используется стержень, толщина которого меньше толщины вашего металла. Используйте электроды меньше ⅛ дюйма. Меньший электрод будет превосходно работать при более низком нагреве и силе тока, тем самым уменьшая прожог и позволяя вам обтачивать электрод до небольшой площади, чтобы получить плотную дугу.
6.
Зажим опорного стержняПрижим опорного стержня к обрабатываемому металлу обеспечивает более быстрое рассеивание тепла, чем простое ожидание охлаждения. Опорный стержень отводит тепло от металла, тем самым снижая риск коробления или прожога.
Металлические стержни обычно изготавливаются из меди или алюминия, поскольку они лучше всего рассеивают тепло благодаря своей высокой теплопроводности. Убедитесь, что опорный стержень плотно прижат к заготовке для адекватной теплопередачи.
7.
Используйте защитный газ с высоким содержанием аргонаПри сварке используйте защитный газ с высоким содержанием аргона. Примером этого является типичное сочетание аргона и углекислого газа в соотношении 75 к 25 соответственно.
Предпочтителен защитный газ с высоким содержанием аргона, поскольку аргон выделяет меньше тепла. При сварке алюминия методом TIG или MIG может потребоваться использование чистого аргона в качестве защитного газа.
8.
Сборка и проектирование соединенийСварка тонколистового металла может быть сложной задачей. Это требует плотной и прочной подгонки, так как права на ошибку мало. Убедитесь, что зазоры между двумя соединяемыми металлами минимальны, чтобы предотвратить прожоги, так как отверстия могут поглощать тепло.
Как правило, сварщики должны дважды отмерить и один раз отрезать. В некоторых случаях вам может потребоваться изменить конструкцию соединений, чтобы обеспечить более высокую термостойкость.
Под стыковым соединением понимается два куска металла, помещенные рядом друг с другом для сварки.
Облицовочная поверхность – это участок, который плавится во время сварки. Крайне важно провести подготовку кромок на поверхности для повышения прочности сварного шва. Сварщику, возможно, придется согнуть одну из сторон, чтобы они могли хорошо входить друг в друга для прочного сварного шва.
Стыковой шов относительно легко подготовить, и он выдерживает нагрузку лучше, чем другие сварные соединения. Вот почему это наиболее распространенный сварочный шов при изготовлении конструкций. Однако существуют и другие виды сварных соединений.
Соединение внахлесткуСоединение внахлестку является типичной модификацией стыкового соединения. Они идеально подходят для сварки листового металла различной толщины.
В соединении внахлест два куска металла соединяются внахлест – один накладывается на другой. Основным недостатком соединения внахлестку является то, что соединение двух металлов подвержено ржавчине.
Как видно из названия, Т-образное соединение возникает там, где два куска металла пересекаются перпендикулярно, образуя прямой угол в форме буквы «Т». Они считаются формой углового сварного шва.
При использовании этого соединения убедитесь в достаточном проникновении в крышу сварного шва. Вам также может понадобиться добавить пробку, чтобы уменьшить ограничения соединения, часто возникающие в точке соединения. Т-образное соединение распространено в конструкциях с системами трубопроводов и труб.
Угловое соединение Угловое соединение несколько похоже на Т-образное соединение в том смысле, что оба они образуют перпендикулярный угол. Однако соединяющиеся металлы имеют разную ориентацию. В угловых соединениях металлы встречаются в углу, образуя единый прямой угол в форме буквы «L». Угловые соединения являются стандартными для изготовления деталей, особенно рам и коробов.
В краевом соединении листы укладываются рядом и свариваются на одной кромке. Это происходит в заготовке с отбортовкой кромок. Сварщику может потребоваться согнуть край одной металлической детали под нужным углом, чтобы они могли хорошо входить в другую, чтобы получить прочный сварной шов.
RapidDirect: Ваш заказ Сварка листового металла PartnerВам нужны первоклассные сварочные работы для Изготовление листового металла на заказ ? Или вы не знаете, как сварить листовой металл для ваших производственных нужд? RapidDirect – это именно то, что вам нужно. Мы предлагаем одни из лучших услуг в различных отраслях, от сварки до лазерной резки и других смежных технологий.
RapidDirect предоставляет первоклассные и профессиональные услуги по обработке листового металла. Мы просто требуем, чтобы вы загрузили свои файлы дизайна. Вы получаете бесплатный аналитический отчет DfM о производстве ваших деталей из листового металла. Что еще? Мы гарантируем высокое качество при конкурентоспособных ценах и короткие сроки выполнения заказов.
Какая сварка подходит для тонких металлов?
Сварка ВИГ наиболее подходит для сварки тонких металлических листов. Процесс сварки TIG отличается высокой точностью и не отклоняется от того, на чем следует сосредоточить сварку. Следовательно, вы получаете гладкую и деликатную поверхность сварных деталей.
Можно ли использовать переменный или постоянный ток для сварки алюминия методом MIG?
Для алюминия подходит как сварка MIG на переменном, так и на постоянном токе. Однако сварка постоянным током, которая является типичной формой сварки MIG, выполняется намного быстрее, поскольку для нее не требуются аппараты с характеристиками переменного и постоянного тока.