Как варить новичкам швы в нижнем положении и угловые соединения
Содержание статьи:
Как варить новичкам швы в нижнем положении и угловые соединенияДля начинающих сварщиков лучше всего учиться варить швы в нижнем положении. В таком случае расплавленный металл сам, под своим весом, стремится заполнить сварочную ванну. При этом свариваемые кромки изделия удерживают расплавленный металл, не давая ему вытекать за пределы.
Кроме того, при сварке в нижнем положении газ стремиться вверх, выталкивая за собой шлак, что очень важно, поскольку в самом начале обучения нужно научиться отделять металл от шлака. Всё это способствует не только лёгкому обучению, но и даёт возможность, на самом начальном этапе пути, получить чистый и качественный сварочный шов.
Исходя из всего вышесказанного, учиться варить ручной дуговой сваркой нужно именно в нижнем положении. Какие нюансы при этом следует соблюдать, и что необходимо учитывать?
Сварка швов в нижнем положении
При выполнении сварки в нижнем положении, швы рекомендуется наплавлять на себя или слева направо. Такой подход даст возможность лучше контролировать сварочное соединение, следить за состоянием дуги, и правильно осуществлять движение электродом во время сварки.
Такой подход даст возможность лучше контролировать сварочное соединение, следить за состоянием дуги, и правильно осуществлять движение электродом во время сварки.
Варить швы в нижнем положении необходимо с небольшой наплавкой валика в обе стороны. При этом кромки металла плавятся и расширяются, а расплавленные металлы заготовок образуют прочное и надежное соединение. После сварки с одной стороны, для усиления шва, заготовку переворачивают, очищают, и сваривают с противоположной стороны.
Необходимо знать, что металл, толщина которого менее 8 мм, можно варить за один проход, то есть, одним слоем. Когда толщина металла более 8 мм, сварка осуществляется минимум в два слоя. При этом высота первого сварочного шва должна быть не менее 3 мм. Первый слой, как правило, выполняют электродами 3 мм, а последующие слои, электродами 4-5 мм.
Как варить угловые швы в нижнем положении
Для наложения угловых швов, изделие рекомендуется выставить «в лодочку». Когда такой возможности нет, то следует особое внимание уделить провариванию корневого шва. Для этого сначала сваривается поверхность нижней кромки, и лишь после этого переходят на сварку вертикальной.
Для этого сначала сваривается поверхность нижней кромки, и лишь после этого переходят на сварку вертикальной.
Сварку угловых швов в нижнем положении рекомендуется осуществлять электродами, диаметр которых составляет 3 мм. Если производится накладывание многослойного сварного шва, то первый слой особенно хорошо проваривают, чтобы не допустить появление дефектов. При накладывании последующих слоев, обязательно необходимо очистить соединение от шлака.
Для начинающих сварщиков наверняка будет интересно знать, что толстый металл хорошо варить на прямой полярности. Для этого к металлу подсоединяется плюсовая клемма инвертора. В таком случае металл будет хорошо нагреваться, что приведёт к его большему проплавлению.
Тонкий металл, наоборот, варят на обратной полярности. При этом нужно учесть тот факт, что такая техника ручной дуговой сварки подходит лишь при работе с инверторами, которые выдают постоянный ток. При сварке переменным током, прямая и обратная полярность не работает.
Поделиться в соцсетях
разбираемся в секретах техники сварки
Из этого материала вы узнаете:
- Правила выполнения сварочных работ электросваркой
- Способы сварки вертикальных и горизонтальных швов
- Правила создания угловых и стыковых швов
- Нюансы сварки потолочного шва
- Вероятные ошибки при сварке швов
Знание того, как варить швы, повысит собственные навыки в данной области или поможет при выполнении бытовых задач. Важно помнить, что ни одно теоретическое знание не гарантирует идеального результата на практике, поэтому необходимо постоянно заниматься сваркой, чтобы швы получались лучше и лучше.
Существуют различные виды сварочных швов. И некоторые легко сделать, даже имея минимальный опыт, а для выполнения более сложных необходимо обладать определенной техникой. В нашей статье мы расскажем, как варить швы разной сложности, и разберем наиболее частые ошибки.
Правила выполнения сварочных работ электросваркой
Мало просто узнать, как варить швы, важно всегда выполнять следующие действия во время сварочных работ:
Речь идет о расстоянии между обрабатываемым материалом и зажженным электродом, на конце которого находится устойчивый электрический разряд. Чтобы качественно соединить заготовки, важно удерживать дугу оптимальной длины. Принято выделять такие дуговые промежутки:
Чтобы качественно соединить заготовки, важно удерживать дугу оптимальной длины. Принято выделять такие дуговые промежутки:
- короткий, размером 1-1,5 мм;
- нормальной длины или 2-3 мм;
- длинный, то есть 3,5–6 мм.
Понять, что для формирования шва использована короткая дуга, можно по наличию подреза или небольшого углубления по краям. Причиной дефекта является недостаточный прогрев рабочей области в ширину, что приводит к низкому качеству соединения.
Длинная дуга неизбежно затухает время от времени, поэтому ее использование чревато плохим прогревом металла в глубину. В итоге сварное соединение также имеет низкое качество.
Рекомендуется выбирать нормальную дугу, так как важно варить прочные швы. Ее длину определяют на основании следующей формулы:
Ld = 0,5 × 1,1Dэ,
где:
- Ld – длина дуги;
- Dэ – диаметр электрода.
Сварщик сам подбирает необходимый угол, исходя из актуальных условий производства. В данном случае угол бывает прямым, вперед или назад относительно поверхности металла.
В данном случае угол бывает прямым, вперед или назад относительно поверхности металла.
Углом вперед нередко пользуются при выполнении потолочных работ, также применение данного метода является ответом на вопрос о том, как варить вертикальный шов. Эта техника позволяет осуществлять сварку стыков труб, если отсутствует возможность провернуть сами элементы конструкции.
Электрод располагают под прямым углом, чтобы производить работы в труднодоступных местах.
Метод «углом назад» считается незаменимым для формирования угловых стыков.
Передний угол часто используется при обработке изделий из тонких металлов, ведь он обеспечивает широкий прочный шов с небольшой глубиной проваривания. Для толстостенных заготовок более грамотным будет выбор способа «углом назад», поскольку так достигается глубокий прогрев металла.
Качество сварного соединения во многом зависит от данных характеристик, о чем важно помнить, изучая, как правильно варить шов. За счет использования большого тока удается добиться более глубокого прогрева металла. Таким образом мастер получает возможность быстрее перемещать электрод, не меняя качество работ. Прочный сварной шов формируется, когда специалисту удается подобрать оптимальное соотношение силы тока и скорости подачи электрода.
Таким образом мастер получает возможность быстрее перемещать электрод, не меняя качество работ. Прочный сварной шов формируется, когда специалисту удается подобрать оптимальное соотношение силы тока и скорости подачи электрода.
Соотношение силы тока, толщины электрода и металла выглядит таким образом
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35–50 | 1,6 | 1-2 |
| 45–80 | 2 | 2-3 |
| 65–100 | 2,5 | 3-4 |
| 85–150 | 3 | 4-5 |
| 125–200 | 4 | 5-6 |
Скорость перемещения электрической дуги зависит от ее мощности. Нужно понимать, что при слишком быстрой подаче расходника и относительно низкой мощности дуги не удается прогреть металл на необходимую глубину. В итоге образуется поверхностный шов, который только слегка прихватывает края элементов конструкции. И обратная ситуация: медленное перемещение и достаточно мощный разряд приводят к перегреву и изменению формы заготовки вдоль линии шва. Тонкостенные изделия нередко прогорают с образованием сквозных дыр – это важно помнить, говоря о том, как варить сварочный шов.
И обратная ситуация: медленное перемещение и достаточно мощный разряд приводят к перегреву и изменению формы заготовки вдоль линии шва. Тонкостенные изделия нередко прогорают с образованием сквозных дыр – это важно помнить, говоря о том, как варить сварочный шов.
Способы сварки вертикальных и горизонтальных швов
-
Вертикальные швы.
С вертикальных деталей горячий жидкий металл стекает вниз. Избежать этого позволяет применение короткой дуги, то есть между концом электрода и сварной ванной оставляют меньшее расстояние. Когда электроды не залипают, мастера даже опирают их на свариваемую заготовку.
Подготовка к обработке, то есть разделка кромок, производится в соответствии с типом соединения и толщиной материала. Далее элементы фиксируют в необходимом положении, соединяют «прихватками» с шагом в несколько сантиметров – за счет использования таких небольших швов детали остаются неподвижными относительно друг друга в процессе сварки.
Вертикальный шов можно варить как снизу вверх, так и сверху вниз, но первый подход считается более удобным. Дело в том, что дуга подталкивает сварную ванну вверх, не давая ей возможности опуститься. В результате легче получить шов высокого качества.
При соединении в вертикальном положении допустим отрыв дуги, что наиболее удобно для неопытных специалистов, поскольку за этот промежуток времени происходит остывание металла. В таком случае допускается опирать электрод на полочку сварного кратера, что тоже делает работу более простой. Используется схема движений, близкая к сварке без отрыва: электрод перемещается из стороны в сторону, петельками или коротким валиком вверх-вниз.
VT-metall предлагает услуги:
В некоторых случаях вертикальный шов формируют сверху вниз. Если вы решили выбрать подобный подход, важно при розжиге дуги держать электрод под углом 90° к заготовкам. Далее в таком положении нужно прогреть металл, после чего электрод опускают, чтобы начать сам процесс сварки. Подобная работа отличается меньшим удобством, чем описанный выше метод. Кроме того, здесь необходимо пристально следить за сварной ванной, однако и в этом случае можно получить достойный результат.
Подобная работа отличается меньшим удобством, чем описанный выше метод. Кроме того, здесь необходимо пристально следить за сварной ванной, однако и в этом случае можно получить достойный результат.
-
Горизонтальные швы.
Как варить горизонтальный шов? Его, по аналогии с вертикальным, можно формировать в двух направлениях: справа налево или слева направо. Но здесь все зависит только от привычки и удобства мастера. Поскольку работы ведутся на вертикальной поверхности, сварная ванна всегда будет пытаться стечь вниз. Чтобы не допустить этого, необходимо обеспечить значительный угол наклона электрода – он зависит от скорости движения и параметров тока.
Если металл стекает, важно увеличить скорость движения, обеспечивая меньший прогрев материала заготовок. Либо можно делать отрывы дуги, чтобы позволять металлу немного остыть. Еще один способ предполагает снижение силы тока. Однако не стоит сразу прибегать ко всем перечисленным мерам, лучше использовать их поэтапно.
Правила создания угловых и стыковых швов
Расплавленному металлу свойственно стекать вниз, поэтому лучше всего при сварке подобных швов из нижнего положения использовать способ, который называется «в лодочку». Иными словами, деталь устанавливается так, чтобы избежать течи шлака прямо перед дугой.
Формирование углового шва при горизонтальном расположении нижней плоскости чревато некачественным проваром вершин угла. Это объясняется тем, что работать начали с вертикально расположенного листа, из-за чего горячий металл начал стекать на второй, еще холодный лист.
Рекомендуем статьи
- Изготовление сварных металлоконструкций: разбираемся в методах и операциях
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Забор сварной секционный: критерии выбора и инструкция по установке
Чтобы избежать подобной проблемы, нужно варить с нижней плоскости и зажигать дугу в строго определенной точке. Электроду придают наклон 45° относительно обрабатываемой заготовки. В процессе работы расходник немного наклоняют в разные стороны.
Электроду придают наклон 45° относительно обрабатываемой заготовки. В процессе работы расходник немного наклоняют в разные стороны.
Как только при варке угловых швов отказываются от метода «в лодочку», приходится использовать однослойный шов с катетом до 8 мм. В противном случае необходимо сделать несколько слоев.
Чтобы произвести сварку нескольких слоев углового шва, формируют узкий валик при помощи электрода диаметром 3-4 мм – в таком случае удается полностью проварить корень.
Количество проходов зависит от площади поперечного сечения шва. Обычно данная величина составляет 30–40 мм2.
Если на кромках отсутствуют скосы, у накладываемого валика требуется обеспечить небольшое расширение с каждой стороны стыка. Избежать непровара можно, равномерно распределяя горячий металл.
Без скоса кромок изделие толщиной 6 мм можно проварить лишь за счет грамотного подбора силы тока и электродов. Стоит отметить, что величину тока настраивают исключительно опытным путем – для этого нужно сварить несколько пробных планок.
На деталях с V-образными скосами можно варить как однослойные швы, так и многослойные. Здесь выбор подхода, в первую очередь, зависит от толщины металла. Если формируется один слой, дуга разжигается в пункте «А» – на границе скоса. Далее электрод опускают, чтобы целиком проварить корень шва, после чего дугу переносят на следующую кромку.
Движение электрода по скосам намеренно замедляют, поскольку только таким образом достигается полноценный провар. На корне шва двигаются быстрее, чтобы избежать прожога металла.
На обратной стороне соединения специалисты делают еще один подварочный шов. Либо там монтируют стальную подкладку толщиной 2-3 мм. С этой целью на 20–30 % повышают сварочный ток относительно стандартного показателя. Немаловажно, что сквозное проплавление в данном случае невозможно.
При формировании валика шва стальная подкладка тоже приваривается. Ее оставляют при условии, что она не вносит критичные изменения в изготавливаемую конструкцию. Если речь идет о сварке очень важных изделий, проваривают противоположную сторону корня шва.
Чтобы сформировать стыковой многослойный шов, начинают с проварки его корня. Здесь выбирают электроды с сечением 4-5 мм. На следующем этапе производят наплавку новых слоев расширенными валиками при помощи электродов больших размеров.
Нюансы сварки потолочного шва
Нередко начинающие мастера задаются вопросом о том, как варить потолочные швы, если горячий металл становится жидким и стекает? В этом случае используют короткую дугу и электрод с тугоплавким покрытием. В процессе формирования шва на торце электрода образуется чехольчик – именно он не дает скатываться каплям металла. Конец электрода равномерно удаляют и приближают к заготовке, давая соединению немного остыть и затвердеть. При этом может использоваться исключительно расходник небольшого сечения. Силу току устанавливают на 10–12 % ниже, чем при сварке заготовок такой же толщины, но расположенных внизу.
При формировании потолочных швов всплывают пузырьки газа, которые попадают в корень шва, что негативно сказывается на прочности всего соединения.
Нужно понимать, что потолочной сваркой пользуются в редких ситуациях, если не удается наложить шов из нижнего положения.
Вероятные ошибки при сварке швов
Благодаря рекомендациям специалистов становится понятно, как варить швы, чтобы не допускать ошибок и всегда получать результат высокого качества.
Во время сварки наиболее распространены такие промахи:
- Передвигают электрод на слишком высокой скорости, из-за чего соединение оказывается недостаточно ровным.
- Электрод движется слишком медленно вдоль линии шва, в результате появляются прожоги. Их профессионалы относят к серьезным дефектам, которые не допускаются в ответственных конструкциях.
- Неправильно выдержан угол наклона электрода. В норме, этот показатель находится на уровне 30–60°, его несоблюдение сказывается на форме шва.
- Соединяются заготовки из металлов отличающихся марок, которые имеют совершенно разные свойства, например, температуру плавления. В результате один металл успевает расплавиться, а второй остается лишь немного нагретым – такое положение препятствует соединению элементов.
 Вместо шва образуются трещины, с которыми необходимо справиться.
Вместо шва образуются трещины, с которыми необходимо справиться. - Используются влажные электроды. Чтобы не допустить подобного, прежде чем приступать к работе, расходники нужно просушить либо прокалить. Дело в том, что данная проблема чревата неравномерным горением дуги.
- Неправильно выбран режим сварки, тип электрода, сила тока.
- Используется слишком длинная или короткая дуга.
- Работа ведется со сварочным аппаратом, имеющим просроченный срок поверки.
- Недостаточно прогреты кромки – важно подобрать поперечные колебательные движения с размахом, равным ширине шва.
- Оставлен слишком большой зазор между элементами будущей конструкции, что приводит к появлению усадочной раковины.
Опыт и понимание того, как варить швы, приходит со временем. Главное – не прекращать практику, ведь с ее помощью нарабатывается мастерство, а специалист становится востребованным в своей профессии.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Отличия сварки швом от шва
Качество готового изделия из конструкционной стали зависит от качества сварного шва, который скрепляет его. Для инженера важно не только определить правильный сварной шов, но и технику сварки. Это может быть немного сложнее.
Два метода: швы и стежки
Как правило, инженеры и сварщики могут выбрать один из двух методов сварки в проекте; шовная сварка и стыковая сварка. Оба часто взаимозаменяемы, и многие часто путаются в различиях между ними. Оба метода используют тепло для расплавления и соединения металла. Это изменяет свойства металла и вызывает расширение и сжатие.
Именно здесь необходимо выбрать правильную технику сварки.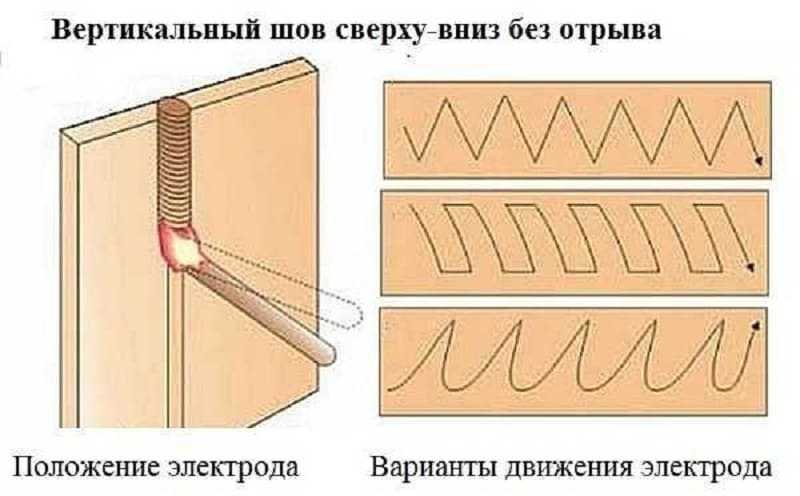
Оба сварных шва имеют разные прочностные характеристики и используются для разных целей. Выбор правильного сварного шва может означать разницу между неисправным соединением и долговечным сварным швом.
Как правило, проектировщик сам решает, требуется ли в проекте стыковая или стыковая сварка. Прочность, необходимая для соединения, для чего будет использоваться изготовленное изделие, и другие аспекты конструкции будут учитываться при принятии решения об использовании сварного шва. Инструкции по сварке будут помещены на производственный чертеж. Это сообщает сварщику, среди прочего, использовать ли шовную или стежковую сварку при выполнении проекта.
Сварка стежков
Сварка стежков прерывистая. Он включает в себя инициирование сварки, сварку части длины соединения, прекращение сварки, а затем повторный запуск вдоль соединения на заданном расстоянии от предыдущего сварного шва. Это можно сделать как для угловых, так и для плоских швов.
Сварка стыковым швом (прерывистая сварка) может использоваться для ограничения количества тепла, передаваемого детали, поскольку большое количество тепла может вызвать деформацию детали. Высокая температура также может негативно повлиять на химические и механические свойства материала. С помощью шовной сварки эти отрицательные эффекты могут быть ограничены.
Высокая температура также может негативно повлиять на химические и механические свойства материала. С помощью шовной сварки эти отрицательные эффекты могут быть ограничены.
Это также означает, что используется меньше присадочного металла, что экономит деньги, и сварка обычно выполняется за меньшее время, чем если бы она была непрерывной. Сокращение времени сварки ускоряет процесс изготовления.
Шовная сварка имеет некоторые недостатки. Когда общая длина сварного шва уменьшается, это часто сопровождается снижением прочности сварного соединения. Кроме того, участки сварного соединения, которые остаются несваренными, могут иметь форму щели. В этой щели могут скапливаться посторонние материалы, которые могут увеличить скорость коррозии основного материала.
Шовная сварка
Шовный шов представляет собой непрерывный шов вдоль стыка. Это также может быть сделано как для угловых, так и для плоских сварных швов.
Часто встречается при сварке труб или труб.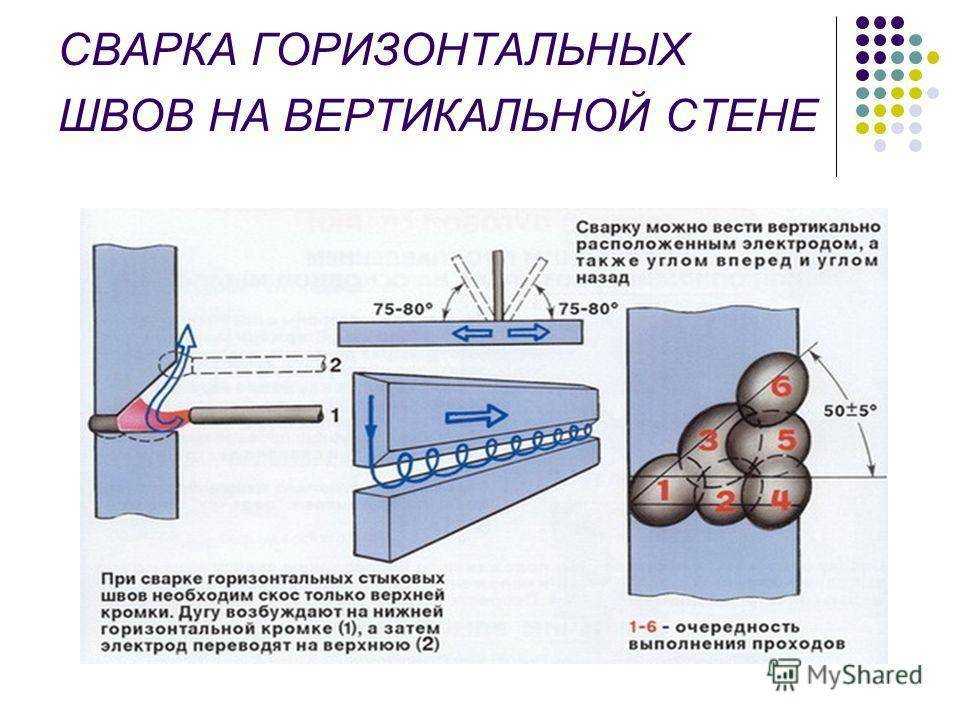 Шовная сварка надежна и более долговечна из-за большой площади поверхности, соединяемой сварным швом. Сварка швов обеспечивает чрезвычайно прочный сварной шов, потому что соединение выковано из-за приложенного тепла и давления.
Шовная сварка надежна и более долговечна из-за большой площади поверхности, соединяемой сварным швом. Сварка швов обеспечивает чрезвычайно прочный сварной шов, потому что соединение выковано из-за приложенного тепла и давления.
Полурасплавленные поверхности прижимаются друг к другу давлением сварки, что создает соединение плавлением, в результате чего получается однородная сварная конструкция. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Шовная сварка обычно используется по умолчанию для большинства применений, поскольку она сводит к минимуму искажения и экономит немного денег, но бывают случаи, когда шовная сварка дает лучший результат.
Изготовитель металлоконструкций на заказ, такой как Swanton Welding, может разработать ваш проект и обеспечить надлежащие сварные швы, чтобы сделать его успешным. Swanton Welding имеет опыт работы с несколькими типами методов сварки. Если у вас есть производственный проект или вам нужны индивидуальные решения для изготовления, позвоните нам сегодня по номеру 419. -826-4816.
-826-4816.
Стыковая сварка и шовная сварка
Главная | О | Возможности | Отрасли | Вакансии | Тематические исследования | Запросы предложений | Часто задаваемые вопросы
Поиск
Опубликовано Бритни Блю (Пейн)
Многие инженеры и сварщики путаются в разнице между шовной сваркой и шовной сваркой , поскольку они часто используются взаимозаменяемо, но между двумя типами сварных швов есть определенная разница. В мире сварочного производства важно различать их, потому что оба сварных шва имеют разные прочностные характеристики и используются для разных целей. Ниже приведены фотографии каждого типа сварки и описание, описывающее два.
Обозначение сварного шва на чертеже:
Сварные швы обычно имеют два числа рядом с обозначением сварного шва, которые обозначают длину сварного шва и шаг сварного шва. Длина — это длина фактического стежка сварного шва. Принимая во внимание, что номер шага — это расстояние между центрами двух стежковых сварных швов. Ниже приведено изображение из Delta School of Trade, которое четко представляет обозначение сварки и цифры для прерывистой сварки.
Длина — это длина фактического стежка сварного шва. Принимая во внимание, что номер шага — это расстояние между центрами двух стежковых сварных швов. Ниже приведено изображение из Delta School of Trade, которое четко представляет обозначение сварки и цифры для прерывистой сварки.
Стежок Сварка
Также известен как прерывистый шов. Стыковая сварка представляет собой не непрерывный шов поперек соединения, а сварной шов, разделенный промежутками между сварными швами, в результате чего получается «стежковый» шов. Он не такой прочный и долговечный, как шовный шов. Он используется для предотвращения тепловых деформаций , а также для снижения стоимости сварки, если нет необходимости в длительном непрерывном сварном шве . Существует два распространенных типа сварных швов: угловой шов и шов встык. А 9Угловой шов 0051 представляет собой треугольный шов, который соединяет две поверхности под прямым углом друг к другу. Стыковые сварные швы, как правило, представляют собой соединение внахлестку, Т-образное соединение или угловое соединение, которое наиболее распространено при сварке труб или трубок с другой поверхностью, когда два куска металла расположены в одной плоскости и соприкасаются одним краем. Ниже приведены две фотографии швов и угловых швов .
Стыковые сварные швы, как правило, представляют собой соединение внахлестку, Т-образное соединение или угловое соединение, которое наиболее распространено при сварке труб или трубок с другой поверхностью, когда два куска металла расположены в одной плоскости и соприкасаются одним краем. Ниже приведены две фотографии швов и угловых швов .
Угловой шов
Стыковой шов
Шов
Также известен как непрерывный шов. Шовная сварка представляет собой непрерывный шов вдоль стыка. Сварные швы могут быть выполнены в виде углового шва и стыкового шва. Шовная сварка надежна и более долговечна из-за большой площади поверхности, соединяемой сварным швом. Существует два распространенных типа непрерывных сварных швов: угловой шов и шов встык. Угловой шов представляет собой сварной шов треугольной формы, соединяющий две поверхности под прямым углом друг к другу. Стыковые сварные швы обычно выполняются внахлестку, Т-образном соединении или угловом соединении. Это наиболее распространено при сварке трубы или трубок с другой поверхностью. Ниже приведено изображение углового шва:
Это наиболее распространено при сварке трубы или трубок с другой поверхностью. Ниже приведено изображение углового шва:
Сварной шов с угловым швом
Другим распространенным швом является сварной шов встык. Это когда две поверхности соприкасаются друг с другом, создавая единую плоскую поверхность. Сварной шов встык является одним из наиболее распространенных видов сварных швов. Ниже приведена фотография, иллюстрирующая непрерывный сварной шов встык:
Сварной шов встык
Мы надеемся, что это прояснит любую путаницу между двумя типами сварных швов. Обязательно посетите разделы, посвященные сварке, на нашем веб-сайте, чтобы узнать больше о различных видах сварки, которые мы выполняем сами. Если вы ищете качественного производителя, который специализируется на услугах точной сварки и имеет сертификат AWS, вы обратились по адресу. Мы также предоставляем услуги по изготовлению листового металла и станкам с ЧПУ! Свяжитесь с нами сегодня и предоставьте нам размерные отпечатки для цитаты.