Осваиваем сварку металла автомобиля с помощью полуавтомата. Статьи компании «ТУЛС ТРЭЙДИНГ»
Как известно, полуавтомат позволяет сваривать как тонкий (0.7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.

Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
2. Сплошные
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки.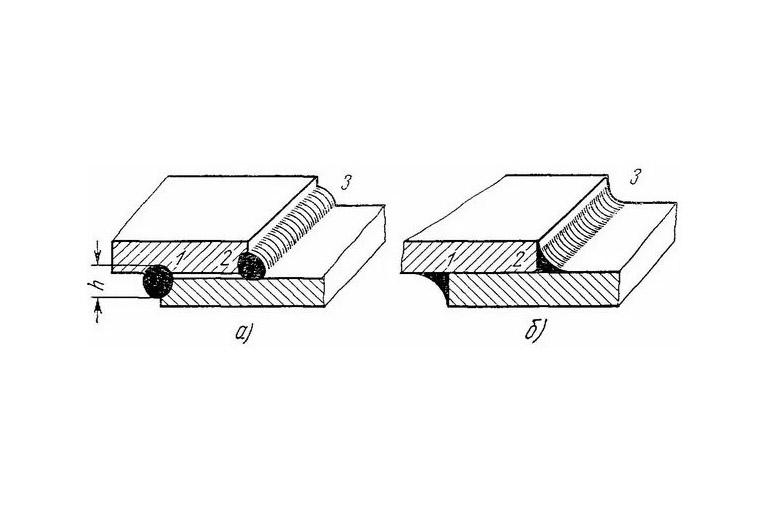 Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
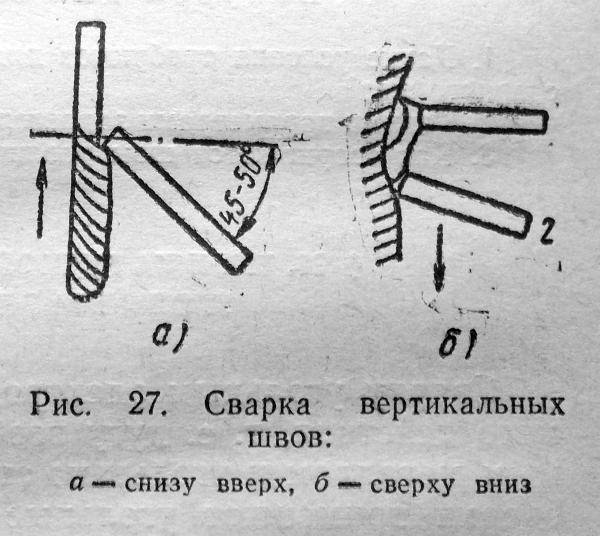
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
И вот почему:
— Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
— В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
— Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся.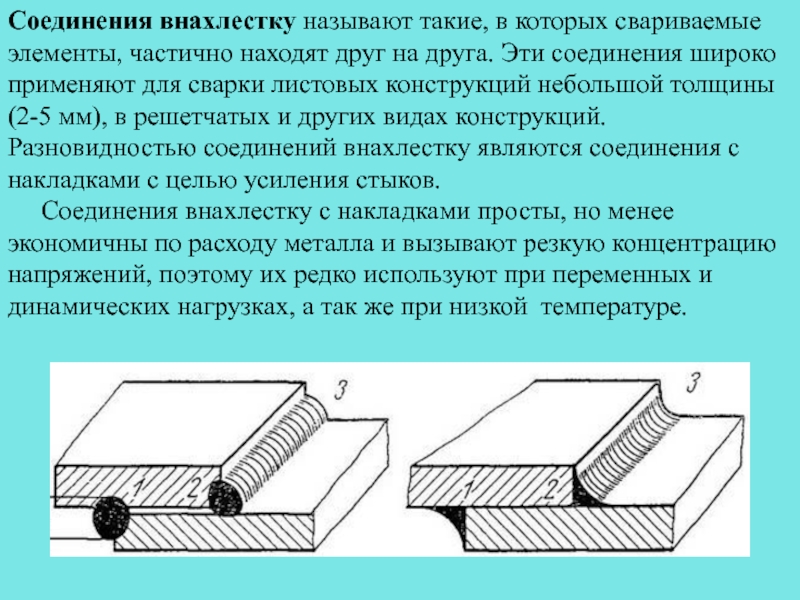 Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу.
Далее возможны варианты. Их можно перечислить в следующем порядке:
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.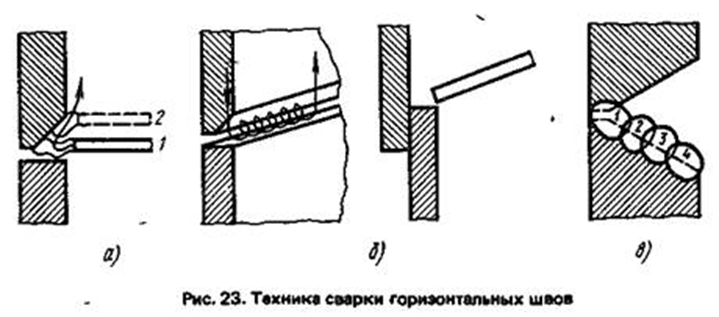
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
— Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
— Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
— Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Способ сварки тонкого металла электродом, чтобы получилось крепко, и не было деформаций | Ручная дуговая сварка
источник яндекс картинкиисточник яндекс картинки
Друзья, всех приветствую. Если ты решил осваивать ручную дуговую сварку самостоятельно, то это будет очередная полезная статья на нашем канале, которая тебе в этом поможет. А расскажу я сегодня Способ сварки тонкого металла электродом, чтобы получилось крепко, и не было деформаций.
Как всегда, я буду всё показывать на реальных примерах из своей сварочной работы. На прошлой недели я варил 2 металлические двери для подсобных помещений (подвал).На полотно двери здесь использовался тонкий листовой металл 1.5 мм.
На одну дверь полотно получилось целиковым, а вот на вторую мне пришлось стыковать листы металла, так как после раскроя для первой двери, из оставшегося куска никак не выходило цельного полотна.
Здесь 3 фото-полистайте
Тонкий листовой метал при сварке электродом очень сильно ведётся и деформируется, а в данном случае мне этого нужно было избежать, но сварить эти листы прочно. Смотрите что я предпринял.
Здесь 3 фото-полистайтеЗдесь 3 фото-полистайте
Я буду их сваривать внахлёст, так как если это сделать встык, то будет такая деформация, что уже ничем её не исправишь. Разметил места перехлёста, и ещё важный момент-кусок листа меньшего размера, который будет привариваться к основному я отпилил с запасами по ширине и высоте, чтобы при выставлении и сварке он даже незначительно никуда не ушёл, а нужные размеры мы доработаем болгаркой после сварки.
Здесь 2 фото-полистайтеЗдесь 2 фото-полистайте
А вот и сам метод сварки, при котором тонкий листовой металл крепко сваривается, и к тому же не будет деформироваться-это сварка электрозаклёпками. Суть тут простая-сварочной дугой я прожигаю верхний лист нахлёста, и свариваюсь с нижним. То есть я сварил эти листы металла вот такими сварными точками.
То есть я сварил эти листы металла вот такими сварными точками.
Главное здесь-это прижимать листы между собой максимально плотно, соединение получается очень прочное.
Здесь 6 фото-полистайтеЗдесь 6 фото-полистайте
Берём болгарку и зачищаем сварные точки электрозаклёпок, осматриваем визуально место сопряжения листов-всё отлично, листы металла сварились между собой плотно, и нигде нет никаких признаков деформации. Теперь подрезаем приваренный лист по нужным нам размерам.
Здесь 6 фото-полистайтеЗдесь 6 фото-полистайте
Теперь прихватываем этот, теперь целиковый лист к коробке двери с нахлёстом 10 мм по всему периметру, затем маркером отмечаем на углах положение листа на коробке, чтобы потом, после сварки листа и каркаса двери, прихватить всё это на тоже место.
Здесь 4 фото-полистайтеЗдесь 4 фото-полистайте
Сварили мы каркас двери и лист металла, и прихватили обратно к коробке, ориентируясь на метки, оставленные загодя маркером. Теперь в этом положении мы будем приваривать петли, о том, как приваривать петли правильно-строго в одну линию, чтобы безупречно работали, я расскажу в следующей статье.
Теперь в этом положении мы будем приваривать петли, о том, как приваривать петли правильно-строго в одну линию, чтобы безупречно работали, я расскажу в следующей статье.
Этот метод сварки тонкого металла, естественно, не является руководством сваривать именно так-вариантов сварки много, просто такой метод довольно прост и доступен даже новичкам, и в результате получается вполне неплохо.
как правильно поступать с арматурой
Каждый авторитетный знаток вам ответит, что арматуру не варят. Так к чему тогда эти разговоры? Вообще сварка – это верный способ испортить арматурный каркас, потому что все преимущества арматуры при таком способе соединения нивелируются. Почему это так, и нет ли подвоха в этом утверждении – давайте разберёмся.
Читайте в статье
Особые свойства и характеристики арматуры
Все, кто брался за стройку собственноручно, знают, что есть такие этапы строительства, преодолевать которые лучше с помощью узких специалистов-профессионалов. То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
Что такого сложного в арматуре, ведь это всего-навсего стальной прут? Прежде всего это закалённый прут, и важно грамотно разместить его в толще бетона, чтобы он правильно принимал нагрузку. Для верного закрепления его нужно не просто зафиксировать перед заливкой, но и упереть в фиксаторы на стенках опалубки и в местах стыков стержней.
ФОТО: fgpip.ruКаркас должен прочно стоять в опалубке, и для этого в нескольких местах быстрее прихватить его сваркой, чем вязать. Но не испортит ли сварка всё дело?Как скрепляют стержни арматуры
Итак, арматуру можно скреплять двумя основными способами – сваркой или связкой при помощи специальной проволоки. И тогда вопрос: если варить нельзя, зачем вообще об этом говорить? Не спешите делать вывод: нужно посмотреть на марку арматуры. Профессионалы всегда обращают на неё внимание, а вот домашние мастера зачастую не придают ей значения – и совершенно напрасно.
Если есть буква К, значит, арматура устойчива к коррозии, если Т – она изготовлена из термомеханически упрочнённой стали, а вот С означает, что арматуру можно соединять с помощью сварки. То есть А400С – варить можно, а просто А400 – нельзя.
Если обозначения с буквой С нет, то при попытке варки будет нарушена структура стали, в местах сварки она утратит свою прочность, достигнутую закаливанием.
А маркировка, к примеру, А500С говорит о том, что эта арматура, имеющая высокую пластичность с минимальным содержанием легирующих добавок, может выдержать даже дуговую сварку без потери прочности.
ФОТО: dom.dacha-dom.ruТак что если вам нужно в некоторых местах для устойчивости и прочности прихватить арматуру сварочным аппаратом, нужно покупать материал с соответствующей маркировкойНекоторые нюансы сварки арматуры
Важно помнить, что варить арматуру можно встык или внахлёст. И для каждого типа арматуры следует подбирать соответствующую силу тока.
И для каждого типа арматуры следует подбирать соответствующую силу тока.
Внахлёст варят такие детали каркаса, которые не будут подвергаться повышенным нагрузкам. Это совершенно ненадёжный способ, который не применяется в фундаментах. Для повышения прочности при сварке внахлёст шов делают как можно длиннее, а свариваемые поверхности предварительно зачищаются металлической щёткой.
ФОТО: media.bobruisk.ruТочечная сварка считается самой быстрой, но качественно выполнить её можно только в заводских условияхСтыковая сварка, как и сварка внахлёст, не отличается прочностью. Её используют только в случае крайней необходимости, предварительно обваривая концы стыкуемых прутов.
Что касается выбора электродов, то профессионалы предпочитают АНО и МР. Для арматуры толщиной 5–8 мм берутся электроды 3 мм, для 8–10 мм, соответственно, 4 мм, а более 10 мм – 5. Сила тока тоже различается. Для арматуры с диаметром 5 мм достаточно 200А, 6 – 250А, 8 – 300А, 10 – 350А, 20 – 450А.
Подробнее о методах сварки – в этом видео:
Остаётся только добавить, что все мы, к сожалению, зависим от порядочности производителей той же самой арматуры. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А что вы думаете по этому поводу? Поделитесь своим мнением к комментариях!
ПОНРАВИЛАСЬ СТАТЬЯ? Поддержите нас и поделитесь с друзьями
контактная, внахлест, встык ванным методом
Арматура может применяться как по отдельности, так в составе сложных конструкций. Для создания сложных конструкций арматурные запчасти часто соединяются друг с другом. Основной способ соединения — это проведение сварочных работ. Сварка осуществляется с помощью оборудования, которое выполняет локальный нагрев краев деталей с последующим расплавлением и затвердеванием. Сварка арматуры может выполняться различными способами — внахлест, встык, ванным способом, контактным методом. Но какие электроды следует применять для сваривания арматурных изделий? Как правильно определить силу тока? И как проконтролировать качество проведенных работ? В нашей статье мы узнаем ответы на эти вопросы.
Краткие сведения
Сварка арматуры является основным методом соединения арматурных прутков. С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
Сварка помогает создать конструкцию любой формы — сетку, квадраты, треугольники, многоугольники. Сварка арматуры ГОСТ проводится в защитной одежде (костюм, маска, рукавицы), которая будет защищать человека от воздействия высоких температур. Сварочные работы рекомендуется проводить в сухом проветриваемом помещении, хотя при необходимости сварку можно проводить в любое время при отсутствии сильного ветра и/или осадков (дождь, туман, снег). Сварочные работы регулируются отечественными и международными нормами. Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Сварочные работы регулируются отечественными и международными нормами. Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Сварочные методики
Для сварки арматуры применяется несколько технологий. Основные методики — сварка арматуры ванным способом, сварное соединение внахлест, создание крестообразных соединений, контактная технология. Ниже мы рассмотрим каждую методику более подробно.
Встык ванным методом
Ванная сварка арматуры — оптимальный метод сварения арматурных прутков. Ванночкой называют U-образную скобу, к которой будет привариваться стальные прутки. Ванная технология позволяет получить качественный надежный шов, который не растрескается под действием механических ударов или химически активных веществ. К тому же ванная технология уменьшает контакт прутков с окружающей средой, поэтому риск коррозии в данном случае будет минимальным.
Сварочные работы проводятся так:
- С помощью металлической щетки нужно зачистить края стержней на 3-4 сантиметра (у концов должен появиться характерный металлический блеск).
 Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.
Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми. - Теперь нужно поместить края внутрь ванночки. Некоторые мастера для более надежной фиксации обвязывают ванночку проволокой, а во время сварки проволока быстро удаляется из активной зоны. Новичкам манипуляции с проволокой делать не рекомендуется, поскольку есть большой риск приваривания проволоки к поверхности ванночки.
- Сварку следует проводить на высоких токах (оптимальная сила тока — 400 ампер при диаметре электрода 5 миллиметров) с помощью автоматического или полуавтоматического оборудования. Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.
 Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.
Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.Главным преимуществом ванной технологии является небольшой расход расходного материала. Еще один крупный плюс — возможность проведения сварочных работ при отрицательных температурах (силу тока нужно увеличить на 15-20%). В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.
В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.
Сварка арматуры внахлест
Если сварная конструкция не будет подвергается серьезной механической нагрузке, то в таком случае можно применять сварение арматуры внахлест. Главные плюсы технологии — простота, высокая скорость работ, минимум расходных материалов, неплохая надежность. Нахлест арматуры при сварке должен быть полным, чтобы получился прочный большой шов. Сварочные работы рекомендуется проводить с нижнего, а не с верхнего положения (это обеспечит более активное расплавление металла в активной зоне). Также можно выполнять боковую сварку внахлест под углом наклона до 15-20 градусов.
Оптимальный алгоритм действий:
- Зачистите поверхность арматуры с помощью металлической щетки или грубой наждачной бумаги. Также рекомендуется сделать обезжиривание поверхности, чтобы получить высококачественный сварной шов в активной зоне.
- Наложите сварные прутки друг на друга. Оптимальный уровень нахлеста — от 15 до 30 сантиметров. Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.
- Выполните обварку сверху минимум в двух местах (по краям). Потом выполните обварку снизу (по центру).

Крестообразное сварение
Если делать большую объемную решетку, то можно выполнить крестообразную сварку арматурных прутков. Все работы нужно проводить в строго горизонтальном или вертикальном положении, чтобы прутки надежно давили друг на друга. Делать сварку под углом не рекомендуется, поскольку будет проблематично получить надежный качественный шов (расплавленный металл будет активно стекать или испаряться). Крестообразную технологию также не рекомендуется выполнять при отрицательной температуре окружающей среды.
Особенности крестообразной технологии:
- Оптимальным методом соединения прутков является дуговая сварка в среде защитных газов. Соединение арматуры следует выполнять короткими прихватами с короткой подачей дуги в активную зону.
- Во время подачи электрод должен находиться под углом 30-45 градусов относительно плоскости стержней. В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.
- Для улучшения фиксации прутков можно приварить на арматуру прихватки. Накладывать их рекомендуется с двух сторон, чтобы зафиксировать детали как в нижнем, так и верхнем положении.
Контактная сварка
Точечная контактная сварка арматуры является надежным методом соединения прутков друг с другом. Для сварения требуется применения станкового сварочного оборудования, которое обладает большой массой. Поэтому на практике эта технология получила мало распространения, хотя ее часто применяют в фабричном производстве. Контактное точечное сварение выглядит так:
- Прутки помещаются в станок, который имеет вид промышленных клещей. Станочные клещи надежно фиксируют детали, а во время сварения их положение не меняется.
- Потом рабочий выполняет настройку станка с помощью электронной панели. Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).
- Потом рабочий запускает станок, который выполняет сварку контактным методом. При работе сдавливающие поверхности нагреваются до высоких температур, что приводит к расплавлению арматуры.
- Во время работы возможно перемещение прутков с помощью подвижной консоли. Новые станки могут также выполнять перемещение сдавливающих нагревателей, что делает такие станки более универсальными, простыми в использовании.
 Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).
Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).Правила подбора электродов
Для сварения арматурных прутков рекомендуется использоваться электроды марок Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. Преимущества — высокое качество сварного шва, минимальный расход во время сварочных работ, хорошая температурная устойчивость, отсутствие коррозийного риска. Электроды этих марок могут работать при низких температурах окружающей среды, что будет весьма кстати в зимнее время. Для сварения стандартной арматуры диаметром 5-10 миллиметров применяются электроды диаметром 2-4 миллиметра. Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Также не забудьте проконтролировать силу сварочного тока:
- Для работы с популярными электродами диаметром 3 мм марки Э42 или СМ-11 лучше применять ток силой от 100 до 150 ампер. Для более толстых электродов силу тока нужно увеличить до 150-220 ампер (4 мм) или до 180-290 ампер (5 мм).
- Электроды АНО-5 и АНО-6 диаметром 4 мм варятся с помощью тока, сила которого составляет 170-220 ампер. Если диаметр составляет 5 мм, то силу тока нужно увеличить на 40-60 ампер.
- Маломощные электроды ВСЦ-4 варятся с помощью небольшого тока — 90-100 ампер (диаметр 3 миллиметра) или 120-150 ампер (диаметр 4 миллиметра).
- Также на рынке Вы можете встретить новые электроды марки УОНИ-13. Их следует варить слабым током — для устройств диаметром 2 миллиметра нужно применять ток силой 30-50 ампер. За каждый дополнительный миллиметр диаметра нужно увеличить силу тока на 50-70 ампер.
Качество работы
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва. Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор. Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
- Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.
 Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.Заключение
Подведем итоги. Для соединения арматурных прутков можно применять сварку. Основные сварочные методики — стыковое соединение ванным методом, сварка внахлест, крестообразное соединение, контактная сварка. Каждая из технологий обладает своими преимуществами и недостатками. Оптимальным методом соединения арматуры является сварка встык ванным методом, при котором прутки соединяются друг с другом с помощью U-образной металлической дуги.
Еще один хороший метод соединения арматуры — это точечная технология сварки. Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
Используемая литература и источники:
- Яковлев, С. К. Расчет железобетонных конструкций по Еврокоду EN 1992. В 2 частях. Часть 1. Изгибаемые и сжатые железобетонные элементы без предварительного напряжения. Определение снеговых, ветровых и крановых нагрузок. Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.
- Ферстер, М. Справочная книга для инженеров-строителей. Часть I. Математика, механика, сопротивление материалов, статика сооружений, железобетон, геодезия / М. Ферстер. — М.: Государственное научно-техническое издательство, 1976.
- Салов, Александр Монолитное строительство: от теории к практике: моногр. / Александр Салов. — М.: LAP Lambert Academic Publishing, 2013.
- Статья на Википедии

Лучший рецепт запеченного бекона в духовке
Есть много способов приготовить бекон, но после многих исследований (мы ели МНОГО бекона, ребята) мы определили, что лучше всего готовить ломтики в духовке: там меньше беспорядка, это делает сервировку бекон для толпы НАСТОЛЬКО просто, а результаты такие же хрустящие.
Из этого правила есть несколько исключений. Если вы готовите только пару ломтиков, на сковороде будет проще — с водой, если вы умны! Во-вторых, если обжаривание бекона — это этап рецепта, который приводит к тому, что в беконном жире готовится что-то еще (как в этом рецепте картофеля на завтрак), следуйте инструкциям.Вместо этого не обманывайтесь и не запекайте.
Но в 80 процентах всех сценариев завтрака лучше всего работает метод духовки. Вот как каждый раз идеально готовить бекон в духовке.
1. Нагрейте духовку.
Разогрейте до 400 ° и выстелите большой противень фольгой. (Вы будете благодарны, когда придет время мыть посуду.)
(Вы будете благодарны, когда придет время мыть посуду.)
Test Kitchen Примечание: Духовки у всех разные. Мы настоятельно рекомендуем использовать термометр для духовки, чтобы убедиться, что температура действительно составляет 400 °.(Многие встроенные термометры неточны.) Если ваш нагревается сильнее, вы рискуете сжечь бекон.
2. Используйте стойку для охлаждения.
Если вам нравится хрустящий бекон, поставьте металлическую решетку для охлаждения внутрь противня. Поднятие бекона позволяет полоскам готовиться со всех сторон. Если вам нравится немного пережевывать бекон или у вас нет решетки для охлаждения, пропустите этот шаг. Ваш бекон по-прежнему будет восхитительным.
3. Выпекать бекон.
Выложите полоски бекона ОДНИМ слоем на противне.Не позволяйте им перекрывать друг друга, иначе полоски слипнутся. Выпекайте, пока бекон не станет хрустящим, около 20 минут, в зависимости от его толщины. Не нужно переворачивать! Наш совет: начните проверять через 15 минут, потому что некоторые печи привередливы, а подгоревший бекон — это печально.
Не нужно переворачивать! Наш совет: начните проверять через 15 минут, потому что некоторые печи привередливы, а подгоревший бекон — это печально.
4. Слейте воду из ломтиков.
Как обычно, слейте (очень жирные) ломтики бекона на тарелке, выстланной бумажным полотенцем, и сразу подавайте.
5. Сохраните сало!
Налейте жир в кувшин для каменщика (или в другую стеклянную емкость) и храните в холодильнике.А если серьезно — экономия жира будет лучшим решением, которое вы примете за всю неделю. Вы можете использовать его для приготовления яиц, жареных овощей и попкорна!
Пробовали этот способ? Сообщите нам, как это прошло, в разделе комментариев ниже!
Примечание редактора: это вступление было обновлено, чтобы добавить дополнительную информацию о блюде 10 сентября 2021 года.
Реклама — продолжить чтение ниже
Cal / Serv: 34
Урожайность: 12
Время подготовки: 0 часы 5 минут
Общее время: 0 часы 25 минут
Этот модуль покупки ингредиентов создается и поддерживается третьей стороной и импортируется на эту страницу. Вы можете найти дополнительную информацию об этом и подобном содержимом на их веб-сайте.
Вы можете найти дополнительную информацию об этом и подобном содержимом на их веб-сайте.
- Разогрейте духовку до 400 ° и выстелите большой противень фольгой. Если вы используете, выровняйте решетку на противне. Выложите бекон одним слоем на противне или решетке, следя за тем, чтобы они не перекрывали друг друга.
- Выпекайте до желаемой хрустящей корочки, от 15 до 25 минут. (Тонкие ломтики готовятся быстрее!)
- Слейте воду на тарелке, застеленной бумажным полотенцем, и подавайте.
Питание (на порцию): 34 калории, 2 г белка, 0 г углеводов, 0 г клетчатки, 0 г сахара, 3 г жира, 1 г насыщенных жиров, 135 мг натрия
Этот контент импортирован из {embed-name}. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Лена Авраам Старший редактор кулинарии Лена Абрахам — старший редактор кулинарии в Delish, где она разрабатывает и стилизует рецепты для видео и фото, а также следит за текущими тенденциями в сфере кулинарии.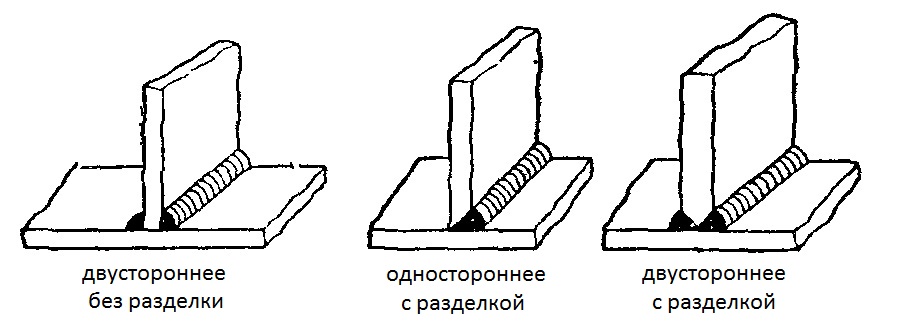 Лорен Мияширо
Директор по питанию
Лорен Мияширо — один из разработчиков рецептов в Delish и наш бывший директор по питанию.
Лорен Мияширо
Директор по питанию
Лорен Мияширо — один из разработчиков рецептов в Delish и наш бывший директор по питанию.Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Реклама — продолжить чтение ниже
Cooking vs.Выпечка — есть ли перекрытия? Есть ли стереотипы о каждом? — Покупки и кулинария
Теперь с микроволновкой, кому нужно разморозить?
У меня нет микроволновой печи. У меня нет его уже 9 лет, не пропустите.
Я бы сказал, что я довольно серьезный домашний повар. Я еще ничего не курила, так как слегка напугана. Но я к этому подойду. Но я могу разделаться с мясом. Мне довольно комфортно употреблять всевозможные белки и овощи. Я хорошо разбираюсь в органах.Не очень хорош в обвалке, потому что большую часть времени я предпочитаю рецепты с косточкой (для вкуса). Я делаю сыр и колбасу (правда, не салями (пока!)). Я могу наговорить довольно солидные рецепты. Моя жена может выбрать для меня загадочную корзину, и я справлюсь. Мы с женой в основном готовим вместе, и один из нас обычно берет на себя инициативу в зависимости от еды или идеи, или если мы открываем для себя новую кулинарную почву. Она предпочитает менее сложные блюда, я предпочитаю более сложные, потому что это означает, что я учусь большему (или не забываю забыть какой-то навык!), И это хорошая практика.К тому же это весело, расслабляюще и полезно. Мы оба довольно хороши, но я думаю, что у меня есть хоть малейшие преимущества, потому что я чаще выполняю больше. Хотя, если бы не готовил, я думаю, мы бы связались.
Я еще ничего не курила, так как слегка напугана. Но я к этому подойду. Но я могу разделаться с мясом. Мне довольно комфортно употреблять всевозможные белки и овощи. Я хорошо разбираюсь в органах.Не очень хорош в обвалке, потому что большую часть времени я предпочитаю рецепты с косточкой (для вкуса). Я делаю сыр и колбасу (правда, не салями (пока!)). Я могу наговорить довольно солидные рецепты. Моя жена может выбрать для меня загадочную корзину, и я справлюсь. Мы с женой в основном готовим вместе, и один из нас обычно берет на себя инициативу в зависимости от еды или идеи, или если мы открываем для себя новую кулинарную почву. Она предпочитает менее сложные блюда, я предпочитаю более сложные, потому что это означает, что я учусь большему (или не забываю забыть какой-то навык!), И это хорошая практика.К тому же это весело, расслабляюще и полезно. Мы оба довольно хороши, но я думаю, что у меня есть хоть малейшие преимущества, потому что я чаще выполняю больше. Хотя, если бы не готовил, я думаю, мы бы связались.
Моя жена — отличный пекарь. Ей это нравится. Она не умеет не печь. Когда у нее появляется зуд, она делает это, и все, что мы не едим или не будем есть, отправляется друзьям, соседям или, чаще всего, коллегам. Я достойный пекарь. Я совершенно не против измерения и его строгости. Это означает, что у вас меньше шансов адаптироваться, но это также означает, что вы ищете больше вариантов там, где это возможно, или где вы можете изучить навык, который можно переосмыслить несколькими способами.Но моя жена потрясающая. Печенье, торты, пирожные, быстрое печенье, клафлютти (sp?), Пироги, булочки, ПИРОГИ, хлеб, булочки и даже выпечка. Она бы надрала мне задницу на запекании.
Но вместе, как команда, мы молодцы. Мы склонны уравновешивать склонности друг друга и можем постоянно устраивать выигрышные бранчи или ужины с вкусной едой и напитками (я винный, она делает хорошие коктейли). Так что для меня я нахожусь в беспроигрышной ситуации.
Можно ли сложить курицу во фритюрнице? | Кулинарная школа
Хит Голдман для Food Network Kitchen
Любой, кто раньше пользовался фритюрницей, знает, что золотое правило жарки на воздухе — не перегружать корзину для жарки. У многих корзин для фритюрницы есть даже линия максимального заполнения, которую нельзя превышать. Но когда дело доходит до этой линии, правила сбивают с толку. Некоторые продукты, например картофель фри, можно складывать и взбалтывать. Но можно ли сложить курицу во фритюрнице?
У многих корзин для фритюрницы есть даже линия максимального заполнения, которую нельзя превышать. Но когда дело доходит до этой линии, правила сбивают с толку. Некоторые продукты, например картофель фри, можно складывать и взбалтывать. Но можно ли сложить курицу во фритюрнице?
Хотя есть несколько исключений, обычно нельзя складывать курицу во фритюрнице.
Почему? Все восходит к механике фритюрниц. Фритюрницы работают как мощные конвекционные печи.Благодаря быстрой циркуляции горячего воздуха по всей поверхности продукта они достигают результатов, очень похожих на результаты, получаемые во фритюрнице: хрустящая хрустящая корочка снаружи и сочная внутренняя часть.
Нанесите простой слой оливкового масла на куриные грудки без кожи и костей, положите их в фритюрницу одним слоем, и приготовленная курица будет иметь такую хрустящую поверхность, что на вкус будет как жареная курица с кожей. Такие чудесные результаты делают естественным желание быстрее приготовить больше курицы во фритюрнице.Действительно, одна из основных жалоб многих фанатиков фритюрниц заключается в том, что корзина для жарки слишком мала.
Такие чудесные результаты делают естественным желание быстрее приготовить больше курицы во фритюрнице.Действительно, одна из основных жалоб многих фанатиков фритюрниц заключается в том, что корзина для жарки слишком мала.
Но подумайте, что будет, если вы сложите куриные грудки стопкой. Их стороны будут на одном уровне, а это значит, что предметы в центре стопки не будут подвергаться воздействию горячего циркулирующего воздуха, вызывающего хрустящую корочку.
Мы пробовали складывать и готовить куриные грудки во фритюрнице на всякий случай, даже встряхивая корзину каждые несколько минут и перемещая грудки щипцами.Куриные грудки слиплись и в итоге оказались приготовленными неравномерно, сырыми и практически несъедобными. Сложенные друг с другом куриные бедра и наггетсы, приготовленные с такими же ужасными результатами. Как и у куриных грудок, их плоские стороны плотно прилегают друг к другу, предотвращая циркуляцию воздуха.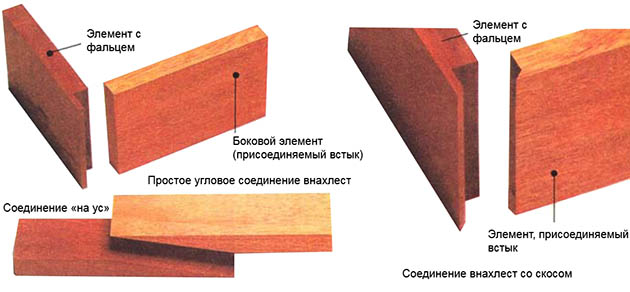
Если вы собираетесь складывать, есть лучшая идея. Пара обнаруженных нами исключений — куриные крылышки и друметты. Поскольку они имеют более неправильную форму, чем куриные наггетсы, между ними остаются воздушные карманы, когда они складываются слоями.Нам удалось сложить их в два (но не более двух) слоев и встряхивать каждые несколько минут, чтобы обеспечить равномерное приготовление.
Однако крылышки и друметты, которые мы приготовили в один слой, были еще более хрустящими. Чтобы уместить во фритюрнице максимальное количество крыльев и добиться самых хрустящих результатов, вместо этого мы рекомендуем выстраивать друметтеты вертикально по бокам для экономии места, а затем переворачивать их в середине приготовления.
Учитывая, что складывать курицу (и большинство продуктов) во фритюрницу обычно не удается, мы рекомендуем всем, кто покупает фритюрницу, купить фритюрницу с большой корзиной для жарки, а потом поблагодарить нас.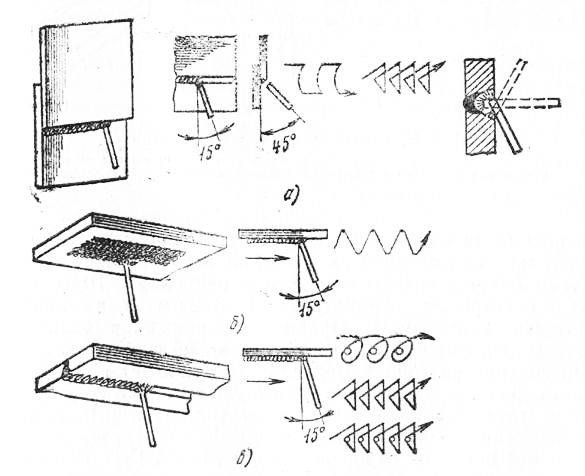
Захватывающие обновления рабочего процесса удаления перекрытий
Это третья статья в серии из 5 частей, в которых освещаются новые возможности версии ArcGIS Business Analyst Pro 2.7, выпущенной в декабре 2020 года.
Последний выпуск Business Analyst для ArcGIS Pro расширяет рабочий процесс удаления перекрытия тремя важными обновлениями:
- Выпуск нового инструмента Устранение нахлеста (множественное)
- Внедрение нового метода обработки, Center Line
- Включение всех пользователей ArcGIS Pro
При уточнении многоугольников, важных для вашей организации, инструменты «Удалить перекрытие» позволяют создавать четкие логические границы между перекрывающимися областями.Обновления в выпуске ArcGIS Pro 2.7 расширяют возможности этой мощной возможности, применяя ее к нескольким входным слоям.
Объявление о прибытии удаления перекрытия (множественное) Мы очень рады представить инструмент «Удалить перекрытие (множественное)». Этот новый инструмент включает в себя все существующие функции удаления перекрытия и позволяет обрабатывать несколько входных классов пространственных объектов одновременно.
Этот новый инструмент включает в себя все существующие функции удаления перекрытия и позволяет обрабатывать несколько входных классов пространственных объектов одновременно.
Устаревший инструмент Удалить перекрытие, обсуждавшийся в предыдущем блоге, устраняет области перекрытия между полигонами в одном классе пространственных объектов, такие как зоны обслуживания вокруг ваших объектов.
Новый инструмент Удалить перекрытие (множественное) позволяет создавать границы между пересекающимися областями из нескольких наборов данных и выводить результаты в один класс пространственных объектов. Это применимо к широкому спектру сценариев использования, включая:
- Оптимизация маршрутов доставки между сотрудничающими компаниями, которые хранят свои географические данные отдельно.
- Предоставление возможности нескольким организациям объединить усилия за счет устранения дублирования между назначенными участками.
- Переназначение перекрестков между торговыми площадями ваших магазинов и площадями нового конкурента.
- Обеспечение бригад скорой медицинской помощи из разных агентств минимизации времени реагирования за счет устранения дублирования между областями ответственности.

В дополнение к этому новому инструменту в наборе инструментов Trade Areas, в версии 2.7 добавлен новый метод как в устаревший инструмент «Удалить перекрытие», так и в «Удалить перекрытие» (множественный).Методы определяют алгоритм, который будет использоваться при переназначении областей перекрытия затронутым полигонам. Новый метод Center Line равномерно распределяет области перекрытия между затронутыми полигонами. Этот третий параметр теперь доступен для выбора вместе с ранее доступными параметрами Тиссена и сетки.
Доступ для всех пользователейС выпуском ArcGIS Pro 2.7 инструмент Удалить перекрытие (множественное) и новый метод центральной линии стали доступны всем пользователям ArcGIS Pro!
Пользователи ArcGIS Pro могут получить доступ к этому инструменту из набора инструментов Наложение в группе инструментов Анализ. Пользователи Business Analyst могут получить доступ к инструменту из этого места или из набора инструментов Trade Areas в наборе инструментов Business Analyst.
Пользователи Business Analyst могут получить доступ к инструменту из этого места или из набора инструментов Trade Areas в наборе инструментов Business Analyst.
В этом коротком видео рассказывается об этих новых возможностях.
Как показывает видео, эти новые возможности обеспечивают мощный и эффективный подход к устранению избыточности полигональных областей.
Дополнительную информацию об этих новых функциях можно найти в документации ArcGIS Pro для удаления перекрытия (несколько). Мы очень рады поделиться с вами этими новыми возможностями и пригласить вас включить их в свои рабочие процессы.Свяжитесь с нами и дайте нам знать, если у вас есть какие-либо вопросы об этих двух новых инструментах или любых других возможностях ArcGIS Business Analyst.
Напишите команде: [email protected]
Ниже вы можете найти несколько полезных ссылок для Business Analyst.
Об авторе
Даррен Кук
Даррен — инженер по продукту в группе бизнес-аналитиков.Ему нравится совместный процесс создания функций, которые позволяют клиентам Business Analyst моделировать свое видение успеха.
Индивидуальный анализ выявляет ограниченное функциональное перекрытие в сообществе рыб коралловых рифов
Детальное знание функциональной ниши вида имеет решающее значение для изучения экологических сообществ и процессов. Степень совпадения ниш, функциональная избыточность и функциональная взаимодополняемость имеют особое значение, если мы хотим понять экосистемные процессы и их уязвимость к нарушениям.Коралловые рифы относятся к числу морских систем, находящихся под наибольшей угрозой, и антропогенная деятельность меняет функциональный состав рифов. Гибель травоядных рыб вызывает особую озабоченность, поскольку удаление водорослей имеет решающее значение для роста и выживания кораллов. Тем не менее, схемы кормодобывания различных травоядных видов рыб изучены недостаточно. Используя многомерную структуру, мы представляем новый индивидуальный анализ реализованных функциональных ниш видов, который мы применяем к сообществу травоядных коралловых рифовых рыб.При расчете объемов ниш для 21 вида на основе моделей использования их микропредприятий во время кормодобывания и вычислении функциональных перекрытий мы обеспечиваем измерение функциональной избыточности или взаимодополняемости. Комплементарность — это противоположность избыточности, которая определяется как перекрытие меньше чем 50% нишевых объемов. Анализ показывает обширную взаимодополняемость со средним функциональным перекрытием всего 15,2%. Кроме того, анализы делят травоядных рифовых рыб на две большие группы. Первая группа (преимущественно рыбы-хирурги и рыбы-попугаи) включает виды, питающиеся на открытых поверхностях и преимущественно на открытом матриксе рифов или песчаных субстратах, что приводит к небольшим объемам ниш и обширной взаимодополняемости.
Тем не менее, схемы кормодобывания различных травоядных видов рыб изучены недостаточно. Используя многомерную структуру, мы представляем новый индивидуальный анализ реализованных функциональных ниш видов, который мы применяем к сообществу травоядных коралловых рифовых рыб.При расчете объемов ниш для 21 вида на основе моделей использования их микропредприятий во время кормодобывания и вычислении функциональных перекрытий мы обеспечиваем измерение функциональной избыточности или взаимодополняемости. Комплементарность — это противоположность избыточности, которая определяется как перекрытие меньше чем 50% нишевых объемов. Анализ показывает обширную взаимодополняемость со средним функциональным перекрытием всего 15,2%. Кроме того, анализы делят травоядных рифовых рыб на две большие группы. Первая группа (преимущественно рыбы-хирурги и рыбы-попугаи) включает виды, питающиеся на открытых поверхностях и преимущественно на открытом матриксе рифов или песчаных субстратах, что приводит к небольшим объемам ниш и обширной взаимодополняемости. Напротив, вторая группа состоит из видов (преимущественно рыб-кроликов), которые питаются более широким спектром микроместообитаний, проникая в матрицу рифа, чтобы использовать скрытые поверхности различных типов субстрата. Эти виды демонстрируют высокую вариативность среди особей, что приводит к большим объемам ниш, большему перекрытию и меньшей комплементарности. Эти результаты могут иметь решающие последствия для нашего понимания процессов, происходящих в отношении травоядных на коралловых рифах, поскольку удаление водорослей, по-видимому, сильно зависит от видоспецифичных моделей использования микропредприятий травоядных животных.Кроме того, результаты подчеркивают способность индивидуального анализа выявлять различия в функциональных нишах видов даже в системах с большим разнообразием, таких как коралловые рифы, демонстрируя его потенциальную применимость к другим экосистемам с большим разнообразием.
Напротив, вторая группа состоит из видов (преимущественно рыб-кроликов), которые питаются более широким спектром микроместообитаний, проникая в матрицу рифа, чтобы использовать скрытые поверхности различных типов субстрата. Эти виды демонстрируют высокую вариативность среди особей, что приводит к большим объемам ниш, большему перекрытию и меньшей комплементарности. Эти результаты могут иметь решающие последствия для нашего понимания процессов, происходящих в отношении травоядных на коралловых рифах, поскольку удаление водорослей, по-видимому, сильно зависит от видоспецифичных моделей использования микропредприятий травоядных животных.Кроме того, результаты подчеркивают способность индивидуального анализа выявлять различия в функциональных нишах видов даже в системах с большим разнообразием, таких как коралловые рифы, демонстрируя его потенциальную применимость к другим экосистемам с большим разнообразием.
Ключевые слова: Элтонская ниша; Siganidae; биоразнообразие; общественная экология; функция экосистемы; функциональное разнообразие; функциональная группа; травоядные; нишевые перегородки.
Puppy Chef Academy Devlog # 01: Виртуальная реальность, кулинария и образование пересекаются — Puppy Chef Academy
Здравствуйте и добро пожаловать в Академию шеф-поваров Puppy!
Puppy Chef Academy — это кулинарный опыт в виртуальной реальности, призванный помочь вам научиться готовить без стресса и беспорядка на настоящей кухне. Игра сочетает в себе простое управление Job Simulator с новаторским игровым процессом Cooking Mama и небольшим количеством визуальных новелл.На протяжении всего приключения вы будете готовить вкусные блюда, узнавать о кулинарии и даже заводить друзей!
Сегодня я собираюсь немного поговорить об Академии Puppy Chef Academy не только как об игре, но и как она помогает игрокам овладеть тем навыком, который всем нужен: кулинарией!
Идея Puppy Chef Academy возникла из-за моего недовольства «кулинарным» сегментом Job Simulator. Хотя схема управления была превосходной и обладала таким большим потенциалом, к сожалению, она не удовлетворила мою жажду готовить настоящие рецепты и больше походила на игру с игрушечным кухонным гарнитуром для взрослых. Я решил сделать свою собственную кулинарную игру в виртуальной реальности, и так появилась Академия шеф-поваров Puppy!
Я решил сделать свою собственную кулинарную игру в виртуальной реальности, и так появилась Академия шеф-поваров Puppy!
Моей главной целью в проекте было помочь менее склонным к кулинариям игрокам преодолеть свой страх перед кухней. Вы знаете, о ком я говорю, о тех, кто никогда не нарезал лук, не кипятил и не сжигал его, и поклялся никогда больше ничего не готовить. Эти люди не понимают, что готовить может любой! Как и все остальное, это требует времени и практики, а это, к сожалению, означает, что вам неизбежно придется смывать яйца с плиты, выбрасывать сгоревшие макароны и томиться в полном поражении, когда ваш любимый человек улыбается сквозь зубы, чтобы сказать вам ваш Penne Flambe был хорош, пока вы не смотрели, соскребая остатки с ближайшего горшечного растения.Академия Puppy Chef Academy создана, чтобы помочь вам ощутить успехи в получении кулинарных навыков без риска неудачи.
Прелесть виртуальной реальности как среды в том, что навыки, которым вы овладеваете в виртуальной реальности, переносятся в реальную жизнь, и наоборот. Хирурги рассматривают виртуальную реальность как обучающий инструмент для выполнения операций со смертью или смертью. Одно из более ранних видео Owlchemy показало, что один из членов их команды счастливо жонглирует в виртуальной реальности, как и в реальной жизни. Это невероятно, потому что, когда гарнитура привязана к вашему лицу, она действительно становится вашей реальностью, хотя бы на короткий период времени.Создание безопасной среды для экспериментов с навыками без риска неудачи — это то, к чему стремится Puppy Chef Academy, и то, как она стремится достичь этого, объясняется ниже:
Хирурги рассматривают виртуальную реальность как обучающий инструмент для выполнения операций со смертью или смертью. Одно из более ранних видео Owlchemy показало, что один из членов их команды счастливо жонглирует в виртуальной реальности, как и в реальной жизни. Это невероятно, потому что, когда гарнитура привязана к вашему лицу, она действительно становится вашей реальностью, хотя бы на короткий период времени.Создание безопасной среды для экспериментов с навыками без риска неудачи — это то, к чему стремится Puppy Chef Academy, и то, как она стремится достичь этого, объясняется ниже:
Во-первых, техника. Насколько мне известно, никто ничего не упомянул о странном ощущении гравитации в Puppy Chef Academy, и это здорово. Значит, я сделал свою работу правильно. Чего игроки не понимают, так это того, что мир в Puppy Chef Academy кажется немного меньше нашего, что приводит к более низкому гравитационному притяжению.Шучу, гравитация выставлена чуть ниже «реальной» физики. Но почему так? Разве научиться готовить в VR не должно быть «реалистичным» опытом?
Нет! Чуть меньшая гравитация — выбор очень сознательный. Причина в том, что «реализм» не так важен, как изучение движений и техник. Были ли в вашей начальной школе «дни жонглирования», когда вас и еще 20 детей загоняли в спортзал, чтобы научиться жонглировать шарфами? Никто не жонглирует шарфами профессионально, жонглирование шарфами не в этом (а если вы жонглируете шарфами профессионально, спасибо за то, что заставили меня почувствовать себя лучше в выборе карьеры), дело в изучении движений, которые переходят в жонглирование другими вещами.Жонглируйте шарфом, жонглируйте двумя шарфами, тремя, затем жонглируйте одним шаром, двумя шарами, тремя и т. Д. И т. Д. Речь идет о технике, которой, по большей части, помогает пониженная гравитация (и повышенное трение воздуха в случае шарфов). Подобно шарфам, Puppy Chef Academy помогает вам обрести уверенность в своих кулинарных приемах.
Причина в том, что «реализм» не так важен, как изучение движений и техник. Были ли в вашей начальной школе «дни жонглирования», когда вас и еще 20 детей загоняли в спортзал, чтобы научиться жонглировать шарфами? Никто не жонглирует шарфами профессионально, жонглирование шарфами не в этом (а если вы жонглируете шарфами профессионально, спасибо за то, что заставили меня почувствовать себя лучше в выборе карьеры), дело в изучении движений, которые переходят в жонглирование другими вещами.Жонглируйте шарфом, жонглируйте двумя шарфами, тремя, затем жонглируйте одним шаром, двумя шарами, тремя и т. Д. И т. Д. Речь идет о технике, которой, по большей части, помогает пониженная гравитация (и повышенное трение воздуха в случае шарфов). Подобно шарфам, Puppy Chef Academy помогает вам обрести уверенность в своих кулинарных приемах.
В тот день, когда я перевернул яйцо в воздухе и идеально положил его на сковороду, я понял, что сделал что-то по-настоящему уникальное, поскольку до этого момента я никогда раньше не перебрасывал такое яйцо. Только когда я провел несколько сотен часов, играя в Puppy Chef Academy и пытаясь освоить технику переворачивания сковороды в виртуальной реальности (жонглирование метафорическим шарфом), я наконец почувствовал уверенность, что смогу сделать это в реальной жизни. Я даже не подумал об этом, потому что подсознательно я уже перевернул сотни омлетов и яиц! Когда вы слышите о неиспользованном потенциале виртуальной реальности, о котором говорят многие разработчики, пользователи и аналитики, обсуждая будущее виртуальной реальности как среды, они говорят именно об этом.И под этим я имею в виду обучение навыкам, а не переворачивание яиц (хотя переворачивание яиц — это довольно круто, по крайней мере, это производит впечатление на хозяйку!).
Только когда я провел несколько сотен часов, играя в Puppy Chef Academy и пытаясь освоить технику переворачивания сковороды в виртуальной реальности (жонглирование метафорическим шарфом), я наконец почувствовал уверенность, что смогу сделать это в реальной жизни. Я даже не подумал об этом, потому что подсознательно я уже перевернул сотни омлетов и яиц! Когда вы слышите о неиспользованном потенциале виртуальной реальности, о котором говорят многие разработчики, пользователи и аналитики, обсуждая будущее виртуальной реальности как среды, они говорят именно об этом.И под этим я имею в виду обучение навыкам, а не переворачивание яиц (хотя переворачивание яиц — это довольно круто, по крайней мере, это производит впечатление на хозяйку!).
Итак, мы рассмотрели, как виртуальная реальность как средство коммуникации может помочь игроку в приобретении новых навыков. К сожалению, одного этого недостаточно, чтобы заинтересовать игроков. Что еще мы можем втиснуть в каждый рецепт, чтобы игроки были рады узнать о кулинарии?
Простой. Рассказ и история. От рецепта к рецепту разворачивается история, объединяющая рецепты воедино и удерживающая игроков в напряжении, с нетерпением ожидая увидеть, что происходит после каждого эпизода.Между шагами персонажи будут давать сокращенную сводку истории блюда; Конечно, возможно, вы раньше заказывали мисо-суп в своем любимом китайском ресторане, но знаете ли вы, что раньше мисо-суп был роскошью, которую потребляли только дворяне? В Puppy Chef Academy вы узнаете подобные интересные факты о каждом рецепте, который вы готовите. Сочетание рассказа и истории, связывающих воедино интерактивные сегменты, создает не только увлекательный, но и познавательный опыт (без скучных домашних заданий!).Что может быть лучше, чем получать удовольствие, пока вы занимаетесь этим, не так ли?
Рассказ и история. От рецепта к рецепту разворачивается история, объединяющая рецепты воедино и удерживающая игроков в напряжении, с нетерпением ожидая увидеть, что происходит после каждого эпизода.Между шагами персонажи будут давать сокращенную сводку истории блюда; Конечно, возможно, вы раньше заказывали мисо-суп в своем любимом китайском ресторане, но знаете ли вы, что раньше мисо-суп был роскошью, которую потребляли только дворяне? В Puppy Chef Academy вы узнаете подобные интересные факты о каждом рецепте, который вы готовите. Сочетание рассказа и истории, связывающих воедино интерактивные сегменты, создает не только увлекательный, но и познавательный опыт (без скучных домашних заданий!).Что может быть лучше, чем получать удовольствие, пока вы занимаетесь этим, не так ли?
Я пытаюсь понять, что, переплетая игровой процесс, историю и историю, Puppy Chef Academy помогает игрокам научиться готовить, даже не осознавая этого! Хотя могут быть некоторые, кому не нравится идея визуальных романов, кулинарной истории или даже виртуальной реальности, я считаю, что Академия шеф-поваров Puppy достигла правильного баланса из трех, чтобы привнести в среду что-то действительно уникальное; и как образовательный опыт, и как игра.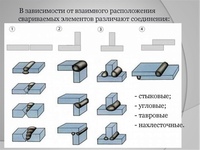 Если повезет, мы надеемся, что будущие домашние повара подхватят игру и будут относиться к ней так же! И, конечно же, добавлю возможность играть без истории.
Если повезет, мы надеемся, что будущие домашние повара подхватят игру и будут относиться к ней так же! И, конечно же, добавлю возможность играть без истории.
В любом случае, спасибо, что нашли время прочитать первый девлог для Puppy Chef Academy. Если вы хотите узнать больше об игре, не стесняйтесь взглянуть на ссылки на игру ниже!
До скорого,
— Том
Веб-сайт : http: //www.puppychefacademy.ком
Patreon : http://www.patreon.com/PuppyChefAcademy
Discord : https://discord.gg/tJ6aZdV
Reddit : http://www.reddit.com/r/puppychefacademy
Определение перекрывающихся продуктов | Law Insider
, относящиеся к
дублирующимся продуктам Продукты SAP означает программное обеспечение, документацию, материалы SAP, услуги, услуги по подписке, облачные услуги и услуги по техническому обслуживанию. «SAP SDK» означает комплект для разработки программного обеспечения SAP, который включает такие инструменты, как API, исходный код, распространяемые файлы и инструкции. «Услуги» означают текущие услуги SAP, предлагаемые и подробно описанные в применимой Модели SAP PartnerEdge.
«SAP SDK» означает комплект для разработки программного обеспечения SAP, который включает такие инструменты, как API, исходный код, распространяемые файлы и инструкции. «Услуги» означают текущие услуги SAP, предлагаемые и подробно описанные в применимой Модели SAP PartnerEdge.
Продукты из конопли означает все продукты, изготовленные из промышленной конопли, включая, помимо прочего, ткань, веревки, волокна, продукты питания, топливо, краску, бумагу, ДСП, пластмассы, семена, муку из семян и растительное масло для потребления, и сертифицированные семена для выращивания, если семена происходят от промышленных сортов конопли;
Новые продукты означает новые продукты, программы или модули, предлагаемые PowerSchool, которые отличаются от новых версий и исправлений.Новые версии и исправления могут включать в себя Новые продукты, которые предоставляют функции, функции или приложения, не включенные в Службу подписки, изначально лицензированную Заказчиком, и для доступа к которым применяются дополнительные лицензионные сборы, определенные PowerSchool. Новый продукт можно использовать вместе с Абонентскими услугами или в дополнение к ним, изначально лицензированные Заказчиком. Новые продукты будут лицензированы для Заказчика в соответствии с применимыми ценами в соответствии с условиями настоящего Соглашения.
Новый продукт можно использовать вместе с Абонентскими услугами или в дополнение к ним, изначально лицензированные Заказчиком. Новые продукты будут лицензированы для Заказчика в соответствии с применимыми ценами в соответствии с условиями настоящего Соглашения.
Продукт роялти означает либо (а) продукт роялти Alnylam, либо (б) продукт роялти Inex.
Лицензионные области использования означает области использования, указанные в Приложении B.
Лицензионные продукты означает материальные материалы, которые в процессе производства, использования, продажи или импорта будут входить в сферу действия одного или больше требований в отношении Лицензионных патентных прав, которые не были признаны непатентоспособными, недействительными или не имеющими исковой силы на основании безапелляционного или не подлежащего обжалованию решения суда соответствующей юрисдикции.
Конкурирующие продукты означает любые существующие или разрабатываемые продукты или процессы любого лица или организации, кроме Компании, которые практически идентичны, могут быть заменены или применены для практически такого же конечного использования, что и продукты или процессы. что Компания разрабатывает, развивает или коммерциализирует во время работы Сотрудника в Компании.
что Компания разрабатывает, развивает или коммерциализирует во время работы Сотрудника в Компании.
сложный продукт означает продукт, состоящий из нескольких компонентов, которые могут быть заменены, что позволяет производить разборку и повторную сборку продукта.
молочные продукты означает масло, сыр, мороженое и йогурт, а также продукты, содержащие молоко или сухое обезжиренное молоко;
Конечные продукты, , используемые в этом пункте, означают те изделия, материалы и принадлежности, которые должны быть приобретены для общественного пользования по настоящему контракту.
Табачные изделия означает сигары, сигареты, сигары, сигареты, перик, гранулированный, разрезанный, разрезанный, готовый натертый и другой курительный табак, нюхательный табак, нюхательная мука, влажный нюхательный табак, кавендиш, табак пинг и твист, мелко- резаный и другой жевательный табак, шорты, обрезки, обрезки, обрезки и подметание табака и другие виды и формы табака, приготовленные таким образом, чтобы они были пригодны для жевания или курения в трубке или иным образом, или и того, и другого для жевания и курение.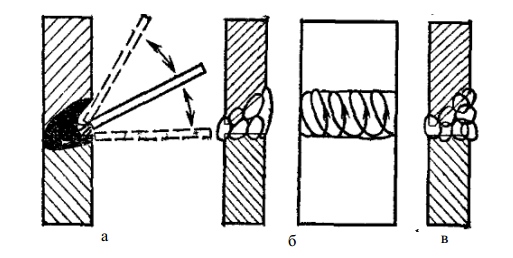
Объединенный продукт в контексте данного LSA № 4 означает, что каждая поставленная единица обозначенных авторизованных устройств SEC будет содержать Adobe PostScript (R) 3 (TM).
Комбинированные продукты означает любой продукт, содержащий как фармацевтически активный агент или ингредиент, составляющий Лицензионный продукт, так и один или несколько других фармацевтически активных агентов или ингредиентов, которые не являются Лицензионными продуктами.
Области использования означает технологию UltraTemp, Ceris или Ceros для рынков транспортных средств или устройств газового зажигания.
Продукт сотрудничества означает любой продукт, который содержит одно или несколько обнаруженных соединений РНКи в качестве активных ингредиентов.
Коммерческий продукт в контексте настоящего описания означает электронный документ или файл данных, созданный с помощью Программного обеспечения шрифтов, который предлагается для распространения среди широкой публики (или некоторой части населения) в качестве коммерческого продукта в обмен на отдельная плата или иное вознаграждение. В качестве иллюстрации, а не ограничения, электронная книга или журнал, распространяемые за плату, считаются Коммерческим продуктом; документ, распространенный в связи с коммерческой сделкой, вознаграждение в которой не связано с таким документом (например, деловое письмо, билет на мероприятие или квитанция о покупке материальных товаров, таких как одежда), не считается коммерческим Продукт.
В качестве иллюстрации, а не ограничения, электронная книга или журнал, распространяемые за плату, считаются Коммерческим продуктом; документ, распространенный в связи с коммерческой сделкой, вознаграждение в которой не связано с таким документом (например, деловое письмо, билет на мероприятие или квитанция о покупке материальных товаров, таких как одежда), не считается коммерческим Продукт.
Лицензионное поле означает все области использования.
Продукты каннабиса означает каннабис, который подвергся процессу преобразования растительного материала в концентрат, включая, помимо прочего, концентрированный каннабис, пищевой или местный продукт, содержащий каннабис или концентрированный каннабис и другие ингредиенты.
Лицензионный продукт означает любой продукт или его часть, который:
Сторонние продукты означает Стороннее программное обеспечение и Стороннее оборудование.
Страновой конечный продукт согласно GPA ВТО означает изделие, которое:
Лицензированный производитель означает физическое или юридическое лицо, имеющее лицензию на производство медицинской каннабиса.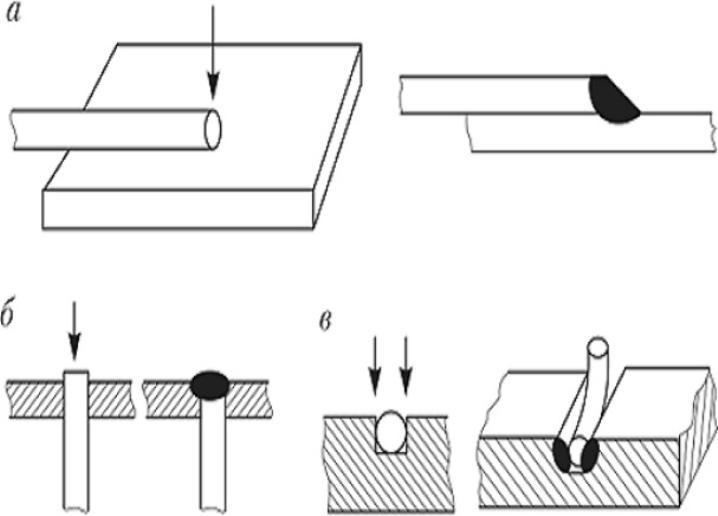
Стальные изделия означает изделия, прокатанные, формованные, профилированные, вытянутые, экструдированные, кованые, отлитые, изготовленные или обработанные иным образом подобным образом, или обработанные комбинацией двух или более или таких операций из стали, изготовленной открытым способом. кислород, электрическая печь, бессемеровский или другой процесс производства стали.Директор отдела закупок может в письменной форме разрешить использование зарубежной стальной продукции, если:
Дополнительные продукты означает продукты, услуги и приложения, которые не являются частью Услуг, но которые могут быть доступны через консоль администратора или иным образом, для использования с Сервисами.
Табачный продукт означает любое вещество, содержащее табачный лист, включая, помимо прочего, сигареты, сигары, трубочный табак, табак для кальяна, нюхательный табак, жевательный табак, макающий табак, биди, бланты, гвоздичные сигареты или любые другие табачные изделия.