Ручная сварка для начинающих — самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.

- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.

ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений.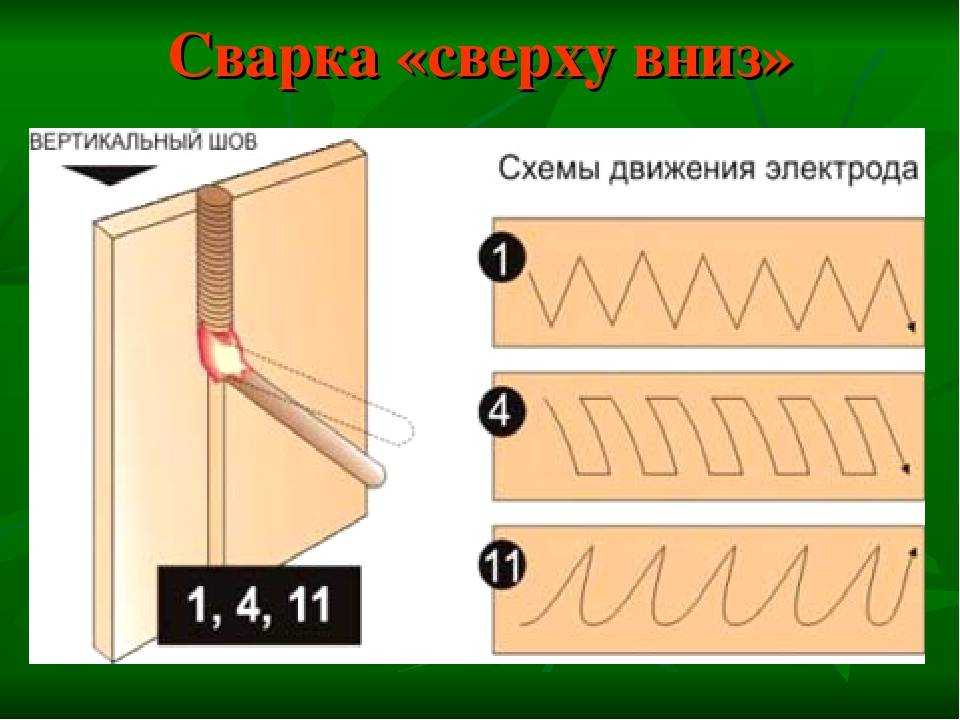
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т.
 п.
п.Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
 youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»> Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Уроки сварки: Сварка инвертором для начинающих
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта. Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.
:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.

 Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:
Сделать это не сложно. Для этого есть всего два способа:
- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
 Чтобы добиться качественного шва необходимо:
Чтобы добиться качественного шва необходимо:- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.

Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Краткий курс обучения сварке MMA.
Пн — Пт: 9:00 — 18:00
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) — ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т. е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
1.Поступательное — вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное — горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные — горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.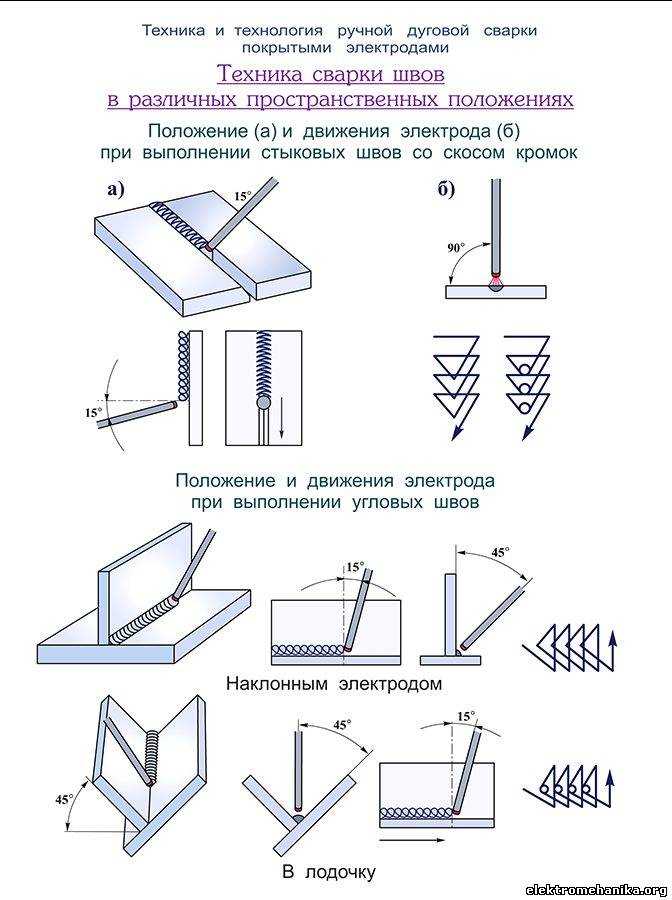
Типы колебательных движений
| Используется для получения шва с наплавочными валиками при сварке деталей в стык без фаски на кромках, в нижнем положении при достаточной толщине детали. | ||
| Используется для получения стыкового углового шва на кромках с фаской, в любом положении электродами диаметром менее до 4мм. | ||
| Для выполнения вертикальных и потолочных швов с выпуклым профилем. | ||
| Для выполнения угловых и стыковых швов в любом пространственном положении на кромках с фаской. Обеспечивает отличный провар корневого шва. | ||
| Используется при необходимости гарантированного проплавления корневого шва на толстостенных деталях. | ||
Используется при сварке изделий из высоколегированных сталей для обеспечения усиленного нагрева. Движение задерживают в крайних положениях для предотвращения прожега в центре
или вытекания металла при работе с вертикальными швами. |
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л— в «лодочку»; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
© 2013–2021, Группа коммпаний «СК»
Промышленное и строительное оборудование
Ограничение ответственности
Электродуговая сварка для начинающих: технология, оборудование
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.
Процесс электродуговой сварки
Область применения
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.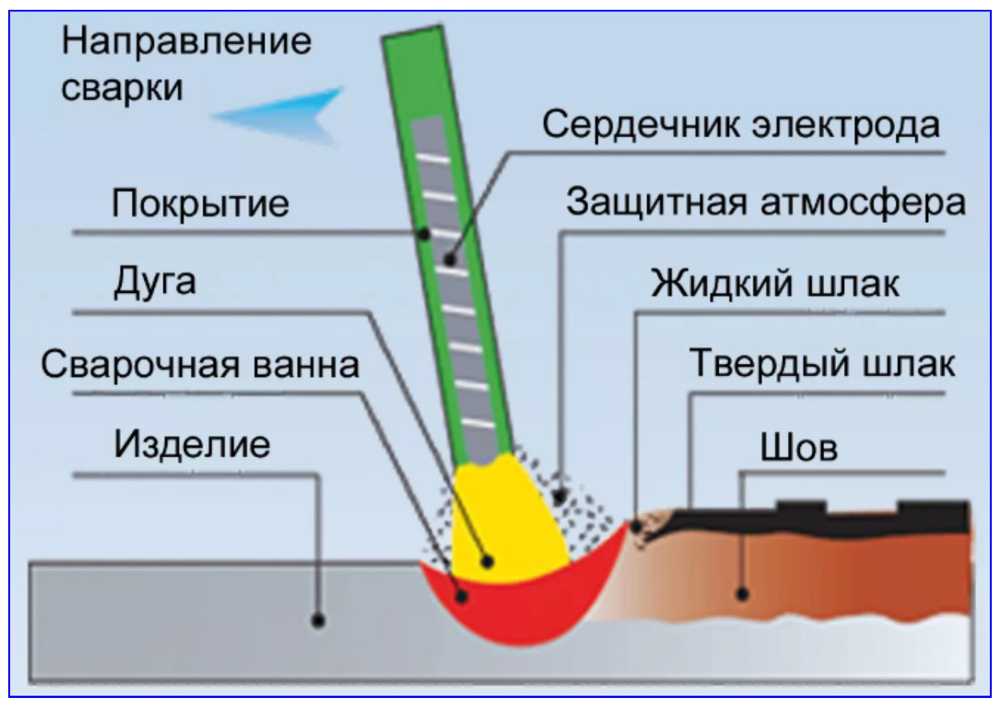
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.
Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла.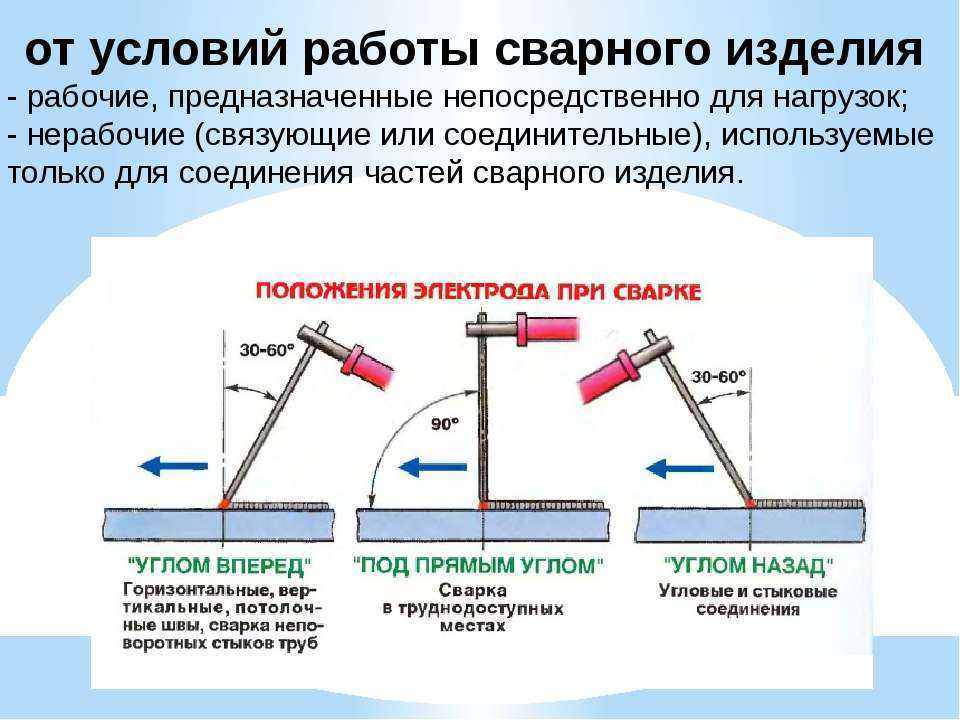 Среди основных негативных моментов стоит отметить следующие:
Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода.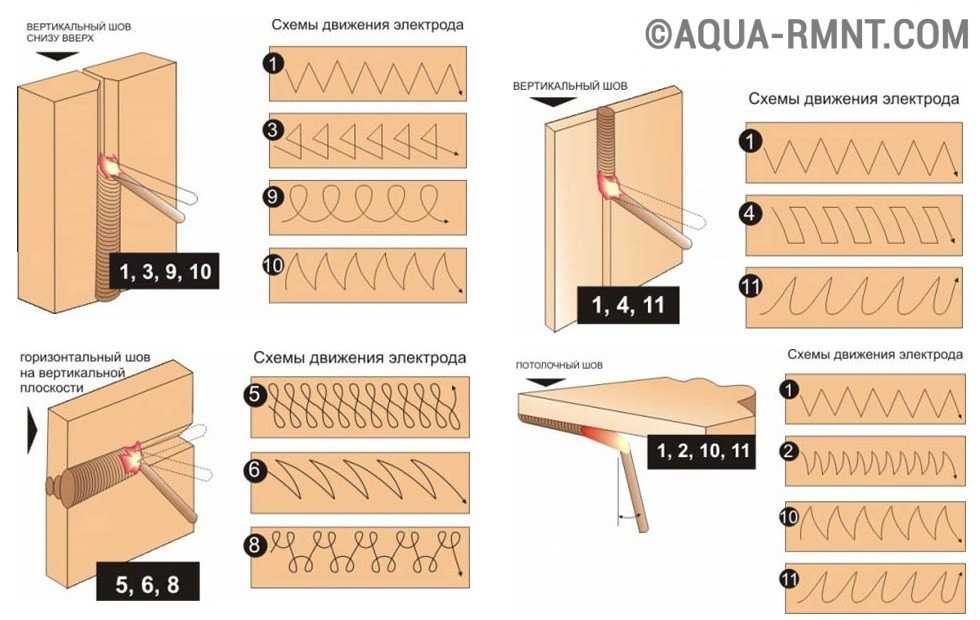 Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.
Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.
Электродуговая сварка покрытыми электродами
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
Схема
Схема проведения электродуговой сварки выглядит следующим образом:
Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.
Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 – 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 – 220 | 40 – 140 | 50 – 160 | 40 – 180 | 40 – 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
Напряжение х. х, В х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное. С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.
С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.
Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.
Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
 youtube.com/embed/zXwP57KAbqM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/zXwP57KAbqM» frameborder=»0″ allowfullscreen=»allowfullscreen»> Техника безопасности
Электродуговая сварка является небезопасным процессом. Здесь есть риск поражения током, благодаря чему нужно соблюдать правила электробезопасности. Специалист обязательно должен проводить сварку в рабочей одежде и с применением средств индивидуальной защиты, таких как сварочная маска и прочие. Корпус трансформатора обязательно должен быть заземлен. В месте проведения работ не должно находиться легко воспламеняемых предметов. Огарки отработанных электродов запрещается выбрасывать на пол, так как это следует делать в строго определенные места.
Заключение
Технология электродуговой сварки является одной из самых простых в данной сфере, но, тем не менее, она нелегка в освоении, чтобы создать действительно качественное соединение. Ведь нужно правильно подобрать оборудование, режимы и придерживаться техники безопасности.
Электродуговая сварка металлов: технология, ГОСТ, процесс
Что собой представляет метод электродуговой сварки
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.
Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.

Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.
Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I = (35-45)*D
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.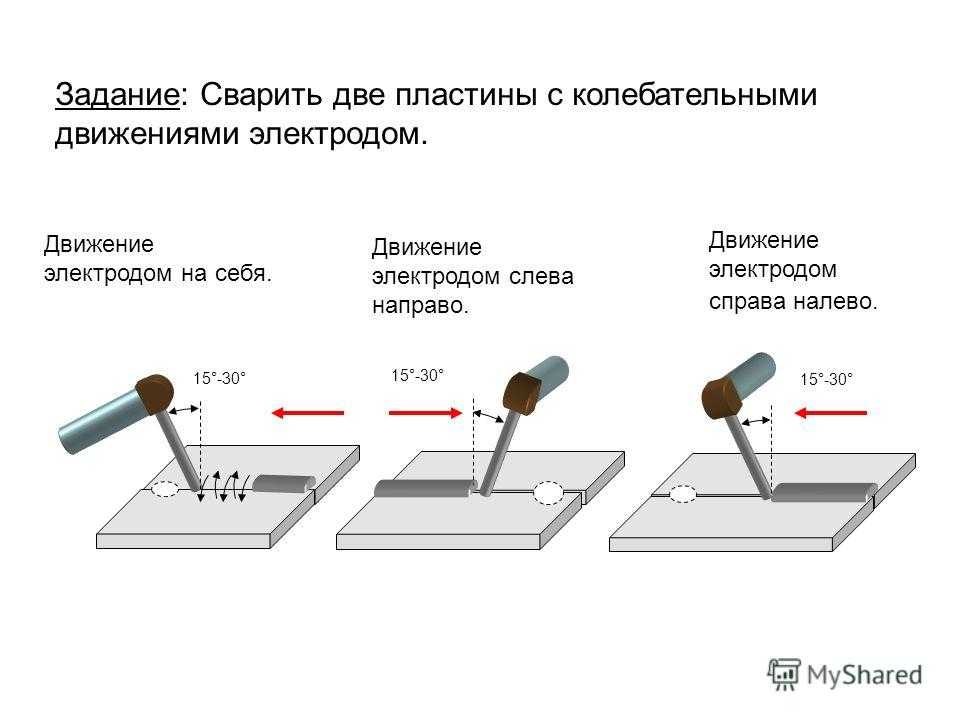
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Одна из важных характеристик дуги — перепад напряжения.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
Сварочная дуга
Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Плюсы и минусы электродуговой сварки
К положительным критериям можно отнести следующие:
- возможность сварки в любых пространственных позициях, в зависимости от умения сварщика;
- возможность сварки практически любых видов сталей;
- возможность быстрого перехода с металла на металл для формирования стяжек и наплавок электродами;
- технологическая простота и эффективность;
Сварочная горелка – это основная часть сварочного оборудования.
Читайте подробнее о ремонте сварочных аппаратов тут.
 Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Читайте подробнее о сварочной горелке.
Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Читайте подробнее о сварочной горелке.К минусам относятся:
- вредные условия труда, электромагнитное излучение;
- качественный сварщик – качественный шов;
- по сравнению с автоматической сваркой несколько низкий КПД.
Виды и методы электродуговой сварки
Применяемый вид электродуговой сварки определяется:
- свариваемыми материалами;
- толщиной заготовок;
- условиями сварки.
По степени автоматизации процесса дуговой сварки различают
- ручную электродуговую сварку;
- полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
- автоматическую — Проводится в атмосфере защитных газов без участия человека.
Ручная электродуговая сварка
Полуавтоматическая дуговая сварка
Схема полуавтоматической сварки
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
- для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
- обмазка склонны к отсыреванию, это приводит к появлению дефектов;
- для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
- качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.
Современным типом оборудования для электродуговой сварки является инвертор. Его устройство во много раз сложнее, чем у трансформатора, зато он лишен его недостатков.
Инвертор:
- обладает малым весом и габаритами;
- не влияет на питающую электросеть;
- обеспечивает стабильные параметры дуги;
- легок в освоении и использовании.
Инвертор выдает постоянный ток.
Сварочные инверторы
Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.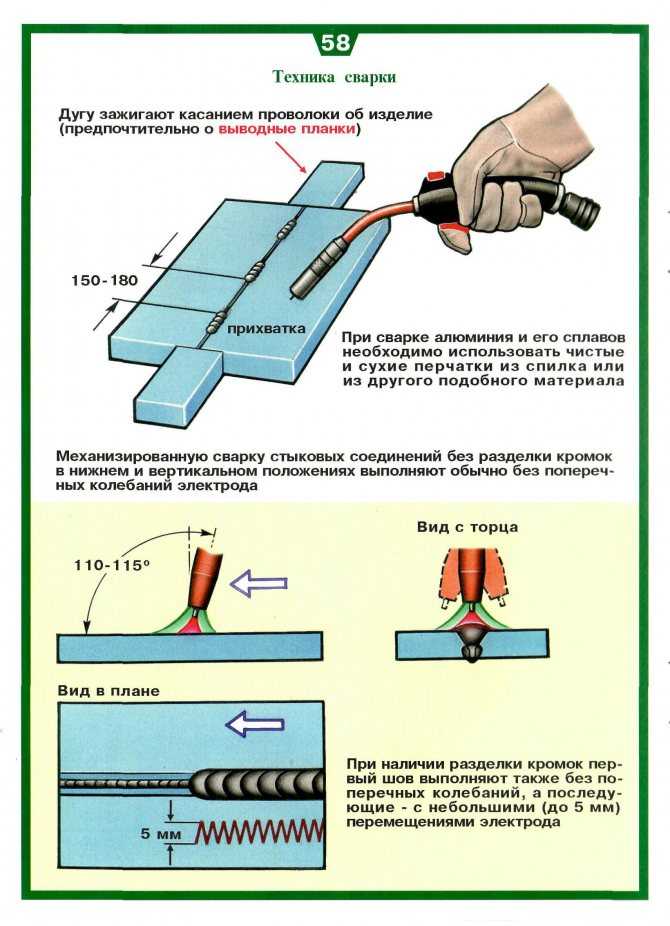
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Электродуговая сварка
При этом указанная электродуга имеет температуру более 5 тысячи градусов, что выше температуры, при которой плавятся любые известные человечеству металлы.
Задача дуги состоит в том, чтобы преобразовать в теплоту электроэнергию. Под влиянием полученной теплоты происходит расплавление электродного металла и свариваемых поверхностей.
Это приводит к формированию сварочной ванны, где металл сварочного стержня взаимодействует с металлом детали. А образующийся при таком процессе шлак уходит на поверхность, создавая пленку, выполняющую защитную функцию.
После того как металл затвердевает, получается прочное и качественное соединение.
Для сварки электродугой применяют электроды двух видов:
- неплавящиеся;
- плавящиеся.
Если используется неплавящийся сварочный стержень, сварной шов создается за счет расплавления специальных прутков (проволоки), которые называют присадочными и вводят в саму ванну. Плавящийся электрод не требует применения такой присадки.
В некоторых случаях в электроды добавляют натрий, калий, другие элементы, характеризуемые легкостью ионизации. Делается это для того, чтобы сварочная дуга обладала большей устойчивостью. Сварной шов от окисления может предохраняться газами с защитными функциями:
- углекислым;
- гелием;
- полностью инертным аргоном.
Защитные газы подают при проведении сварки из сварочной головки. В настоящее время электросварка дугой может выполняться постоянным либо переменным током. Меньший разброс расплавленного металла (его брызг) отмечается при использовании постоянного тока, так как отсутствует смена его полярности и переход через ноль.
Под дугой, используемой для выполнения сварочных мероприятий, понимают одну из разновидностей электроразряда в газах. При этом разряде отмечается прохождение через газовый промежуток электротока под влиянием электрического поля. По сути, речь идет именно об электрической дуге. Но так как применяют ее в процессе сварки, дугу называют не иначе как сварочной.
На дуге фиксируется снижение напряжения. Она является одним из элементов сварочной электрической цепи. Электрод, подключаемый к «плюсовому» полюсу источника питания, при выполнении сварочных работ на постоянном токе именуют анодом. Если его подключают к «минусовому» полюсу – катодом. При работе на переменном токе каждый из сварочных стержней поочередно является то катодом, то анодом.
Дуговой промежуток – это расстояние между двумя электродами. Длина такого промежутка определяет длину электродуги. При малых температурах в стандартных условиях газы состоят из молекул и атомов с нейтральными характеристиками.
Об их электропроводимости речи не идет. Добиться прохождения через газовую среду электротока можно исключительно тогда, когда в ней присутствуют ионы и электроны – элементы с определенным зарядом. Процесс формирования данных элементов принято называть ионизацией.
Заряженные частицы образуются в дуговом промежутке в результате того, что с поверхности катода начинается испускание электронов. Это приводит к ионизации паров и газов, находящихся в промежутке. Электрическая дуга может быть:
- сжатой;
- свободной (прямого действия).
В первом случае сечение электрической дуги могут уменьшать посредством регулирования газового потока, изменения сопла горелки сварочного аппарата, электромагнитного поля. Свободная же дуга неизменна.
Для разных металлов рекомендованы различные виды осуществления сварочных работ. Для сварки изделий из чугуна, легированных сталей, некоторых цветных металлов, а также из нержавеющей стали обычно применяется ручная технология с защитой сварочной зоны. В данном случае электрод подсоединяют к электродержателю.
Конец стержня для сварки нагревается в тот момент, когда он прикасается к свариваемому изделию (наблюдается замыкание цепи тока). Нагретый электрод отводят от поверхности сварки (обычно на расстояние до 5 мм), что приводит к установлению дуги. Ток в дальнейшем поддерживается уже за счет дугового разряда.
Важнейшим условием получения качественного соединения при описываемой технологии является наличие обмазки – специального флюса густой консистенции, который окружает стержень для сварки. Обмазка предохраняет ванну и непосредственно электродугу от попадания в них газов из воздуха, обеспечивает высокую стабильность разряда, привносит раскислители, делающие сварочный металл более чистым.
По схожей схеме производится и сварка под флюсом. Правда, при ней роль электрода выполняет проволока, которую с катушки подают через пласт флюса в сварочную зону. Такой процесс можно считать практически полностью автоматическим.
С его помощью несложно соединять изделия большой толщины, причем на отличном уровне производительности.
Как правило, эту технологию применяют при выполнении больших объемов сварочных работ, так как предварительная подготовка изделий к соединению друг с другом требует немалого времени.
Достаточно популярной считается и технология сварки металлов в инертном газе при помощи вольфрамового неплавящегося электрода. Она предполагает защиту сварочной зоны гелием либо аргоном, которые подаются извне. При описанном способе вредные примеси из атмосферы не попадают в ванну.
Чаще всего вольфрамовые стержни рекомендуются для соединения конструкций из нержавейки, никеля, алюминиевых сплавов. Подробнее хочется рассказать о сварке плавящимися электродами по газоэлектрической технологии.
По своей сути она напоминает процесс, выполняемый под слоем флюса, которым является газ, обволакивающий дугу, торец стержня и ванну. Газ подают через сварочное сопло.
Целесообразность такой методики обусловлена тем, что при ней допускается получать дуговой разряд с разными параметрами, вводя смеси газов и кислород в незначительных количествах.
Газоэлектрический метод позволяет сваривать металлы с высокой химической активностью (например, медь, «нержавейку», магний и так далее). Он, кроме того, обеспечивает:
- удобство сварки в навесном и вертикальном положениях;
- высокую скорость процесса;
- визуальный контроль выполнения операции со стороны сварщика;
- отличную чистоту шва;
- возможность соединять изделия и с очень большими толщинами, и с очень малыми.
Реже сварка проводится электродами трубчатого типа. При данной операции электрический разряд формируется между трубчатым непрерывным стержнем (порошковой проволокой с флюсом) и изделием, подвергающимся сварке. Функцию присадочного материала при этом выполняет материал электрода, а сварочная ванна защищается элементами, образующимися в процессе разложения флюса.
Электроды и защитные газы
Электрод — один из главных участников процесса. От его правильного подбора во многом зависит качество соединения.
Плавящийся электрод не только подает ток в зону дуги. Плавясь, он понемногу стекает в сварочную ванну, его металл входит в состав материала шва.
Флюсовая обмазка, сгорая в огне электродуги, выделяет защитные газы. Их облачко скапливается над сварочной ванной, вытесняя кислород и азот, содержащиеся в воздухе. Твердые остатки сгорания флюса образуют на поверхности шва корочку шлака, которую после остывания удаляют механическим способом.
Электроды
При сварке неплавящимся стержнем в зону дуги требуется вводить присадочную проволоку.
Пособие для «чайников»: особенности дуговой сварки электродами
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой.
Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
Сюда входят:
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.
Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Бытовые сварочные аппараты, полезные советы от сварщика со стажем
Ваш сосед по дачному участку самостоятельно варит металлические конструкции, а вы только начинаете осваивать данную сферу? Тогда эта информация будет весьма кстати!
Уже больше 30 лет я работаю сварщиком и на своем опыте знаю, с какими ошибками чаще всего сталкиваются начинающие авторы. Ниже я дам несколько полезных советов, которые помогут избежать ошибок и облегчат сварку любой конструкции – печки в бане, емкости для воды, мангала, теплицы или забора.
- Преимущества аппаратов ручной дуговой сварки
- Как выбрать диаметр и тип электродов для сварки MMA?
- Как выбрать сварочный ток?
- Как нужно вести электрод?
- С чего начать сварку?
- Что делать, если не получаются швы?
- Важные правила для контроля дуги
- Скорость сварки
- Исключение пористости швов
- Особенности сварки тонкого металла (толщина 1 мм)
- Смена полярности при сварке электродами
- Резка металла электродом
- TIG-сварка аргоном тонкой нержавеющей стали при помощи обычного инвертора
- Лайфхак по сварке согнутым электродом
- Угловые магниты
- Меры безопасности при ручной дуговой сварке
- Правила хранения оборудования ручной дуговой сварки
Преимущества аппаратов ручной дуговой сварки
Ручная дуговая сварка (РДС) в среде профессионалов называется MMA (Manual Metal Arc – ручная дуговая сварка штучными электродами при помощи инвертора или трансформатора) является одной из самых распространенных и простых в реализации поставленных задач. Сварочные аппараты РДС доступны в цене и идеально подходят для работы как в ограниченном пространстве, так и на открытом воздухе. Агрегаты позволяют осуществлять сварку в любых пространственных положениях, предоставляя вам возможность соединять различные стали за счет широкого ассортимента марок электродов. Также преимуществом сварочных аппаратов ручной дуговой сварки является их отличная транспортабельность – они имеют относительно небольшой вес и габариты. Кстати, если вы приобретаете аппарат ручной дуговой сварки с небольшим потреблением (до 6 кВт), то его можно использовать как с бензиновым, так и с дизельным генератором.
Как выбрать диаметр и тип электродов для сварки MMA?
Расходные материалы для MMA-сварки имеют различную длину и диаметр. При покупке всегда внимательно изучайте информацию на упаковке – для каких металлов или сплавов предназначены электроды. Также особое внимание стоит уделить рекомендуемому току, который зависит от положения и диаметра расходного материала. Электрод и металл (или сплав) должны по-максимуму совпадать по химическому составу. После того, как электрод сгорел, на нем образуется «козырек», который необходимо удалять, если вам нужно продолжить сварочный процесс. При помощи специальных электродов можно варить не только черный металл, но и нержавейку (емкости и баки для воды), чугун (печи). Если у вас отсырели электроды, то их можно подсушить дома в обычной духовке.
Как выбрать сварочный ток?
Способов подбора необходимого для той или иной операции сварочного тока большое множество, но есть один, которым пользуются все профессионалы. Прежде чем браться за сварку, потренируйтесь предварительно на стальной пластинке той же марки и толщины, что и основная деталь. Сделайте несколько швов, используя различный ток, и выберите оптимальный вариант из получившихся результатов. Если силы рабочего тока недостаточно, металл плохо расплавляется, что не очень хорошо сказывается на качестве сварки. При максимальной силе тока – происходит обратная ситуация: свариваемые металлические детали можно прожечь насквозь. Именно поэтому перед сварочными работами рекомендуется потренироваться на «черновой» пластине.
Как нужно вести электрод?
Мысленно проведите черту на поверхности, которую предполагается сварить. Электрод при этом должен располагаться вертикально и с небольшим наклоном относительно плоскости. Ведите электрод слева-направо или справа-налево. Это самое простое движение, которое могут освоить новички. Со временем вы можете попробовать и другие способы ведения электрода.
С чего начать сварку?
Одним из способов правильно начать сварку является использование отдельной планки из металла, на которой следует начинать и заканчивать сварочный процесс. Второй способ подходит в тех случаях, когда сварку нужно сделать на самом краю детали – дугу следует зажигать в 2-3 см от края изделия, после чего необходимо быстро переместить электрод на начало шва. Так вы сможете избежать большого количества наплавляемого материала.
Что делать, если не получаются швы?
Новички часто сталкиваются с проблемой, когда сварочная ванна очень сильно брызгает в результате чего везде можно увидеть налипшие капли металла и не геометричный шов с включением трудноотделимого шлака. Из-за чего возникает такая ситуация? Дело в том, что начинающие сварщики покупают рутиловые электроды и держат просто огромную дугу, при чем расстояние между плавящимся электродом и свариваемой поверхностью постоянно меняется. Всегда нужно помнить о том, что длина дуги должна быть постоянной.
Важные правила для контроля дуги
Диапазон дуги может варьироваться от 0,5 до 1,2, но он всегда выбирается в зависимости от диаметра электрода. Так, если вы берете расходный материал с диаметром 0,25 мм, дуга должна быть 1,25-3 мм.
Скорость сварки
Излишняя скорость сварки приводит к образованию нитевидного шва, характеризующегося небольшой шириной и глубиной провара. При этом шлак отбить крайне трудно. Также при чрезмерной скорости не удается сохранить равномерность движений. Поэтому сбавьте обороты и у вас все получится!
Исключение пористости швов
На пористость сварочного шва влияет много факторов, среди которых стоит отметить угол наклона и движения, а также скорость металлического стержня (электрода), наличие различных загрязнений (ржавчина, масло, краска), влажность расходного материала, длинная дуга, сила тока. Для того чтобы избежать пористости шва, необходимо вести электрод от себя под наклоном 45 градусов по отношению к обрабатываемой поверхности. Одновременно с этим следует совершать круговые движения (например, по спирали). Так, электрод прогреет деталь, образовав «правильную» ванну, которая после остывания останется чистой. Если сделать наоборот – вести электрод на себя, то вся теплопередача будет направлена на сварочную ванну, а не на металлическое изделие – дефекты шва здесь неизбежны.
Особенности сварки тонкого металла (толщина 1 мм)
Чтобы обеспечить полную глубину провара и при этом не допустить прожога обрабатываемых деталей, необходимо брать электроды диаметром 2 мм и снизить силу сварочного тока (примерно до 60 А). Имейте в виду, что тонкий металл не стоит варить сплошной линией, ее обязательно нужно прерывать. Если вы хотите проварить поверхность сплошняком, то отрывая электрод, его следует потом вернуть в то же место. При этом ,прерывая дугу, нужно следить за тем, чтобы сварочная ванна не закристаллизовалась. Если ванна застынет, и вы продолжите варить поверхность, то это будет сварка поверх шлака. Если такая ситуация все-таки возникла, тогда нужно прервать сварочный процесс, отбить шлак, и после этого продолжать работу.
Если вам нужно приварить тонкий металл к толстому, то силу тока нужно выставлять такую, как для сварки тонкого материала. Многие новички часто допускают ошибку, когда выбирают большую силу тока для сварки тонкого и толстого металлов. Так, вы рискуете просто «спалить» тонкий металл. Положение при этом – нижнее (когда деталь лежит на горизонтальной поверхности). Тонкий металл должен находиться сверху толстого – прогревайте и работайте электродом больше на тонком металле. В противном случае увеличивается вероятность прожога.
Смена полярности при сварке электродами
Для того чтобы понять, зачем нужно менять полярность при MMA-сварке, необходимо разобраться с существующими видами полярности и случаями, когда применяется тот или иной вид. Сварка электродугой может осуществляться на сварочном аппарате, вырабатывающем либо переменный ток, либо постоянный.
При сварке на постоянном токе электродуга может быть прямой и обратной полярности. Важно знать, что прямая полярность используется для соединения цветмета (латунь, алюминий, медь), поскольку он имеет большую теплопроводность. Большая температура в месте нагрева позволяет превысить температуру плавления цветного металла. Особенно это касается алюминия, так как сначала нужно преодолеть оксидную пленку (а ее температура плавления намного выше, чем у самого металла). Также на прямой полярности я рекомендую работать с массивными деталями: дуга в данном случае получается более узкая и сконцентрированная, что обеспечивает глубокий проплав металла при его меньшем разбрызгивании. В результате получается отличное качество шва. Еще одним плюсом использования прямой полярности является то, что можно производить резку материала, независимо от применяемого типа электрода.
Обратная полярность при MMA-сварке используется для соединения нержавеющей, высоколегированной стали и тонколистовых металлов. Недостатком здесь является только то, что дуга немного «гуляет», но это же относится и к преимуществам – вероятность того, что вы прожжете металл практически равна нулю.
Резка металла электродом
Резка металла обычным или специальным электродом достаточно простой процесс даже для начинающих мастеров. Однако существуют нюансы. Перед началом работ в первую очередь проверьте исправность кабелей. Для того чтобы снизить усталость, настоятельно советую обмотать кабель держака вдоль предплечья, прижимая его рукой к туловищу. Зажигание дуги происходит чирканьем или электрода об металлическую поверхность либо постукиванием. Инверторы позволяют осуществлять 4 разновидности резки металла:
- Разделительная – металлический лист следует установить таким образом, чтобы было предусмотрено беспрепятственное вытекание из места разреза. Процесс нужно начинать сверху вниз, если вам нужен вертикальный рез. Если металл находится в горизонтальном положении, то ведите рез от кромки материала. При больших размерах листа рез можно начинать с середины, предварительно сделав на поверхности отверстие. Для резки металла электрод нужно выбирать с таким диаметром, который превышает толщину обрабатываемого материала.
- Поверхностная – используется в основном для выполнения канавок на металле или для устранения дефектов. При этом электрод следует наклонить на 10-15 градусов к поверхности. Перемещение стержня происходит с частичным погружением в полость, образующуюся в процессе резки. Для того чтобы сделать широкую канавку, выполняйте поперечные движения нужного размера.
- Резка отверстий – сделайте отверстие и расширяйте его до необходимых размеров. Расходный материал при этом практически перпендикулярен по отношению к обрабатываемой металлической поверхности.
При резке металла инвертором стоит понимать, что аккуратной линии реза добиться не удастся (такой, какая получается при плазменной резке, например). Также учтите, что для резки тонкого металла необходима большая сила тока. Если под рукой не оказалось специальных электродов, то вполне подойдут и обычные стержни (даже старые и непригодные для сварки). Главное – правильно подобрать диаметр расходного материала: для тонких листов – 3 мм, для толстых – 4-5 мм. И конечно же, особое внимание нужно уделить соблюдению технике безопасности.
TIG-сварка аргоном тонкой нержавеющей стали при помощи обычного инвертора
Если вы собираетесь варить нержавеющую сталь толщиной 1 мм, то горелку необходимо подключить на минус (здесь используем прямую полярность, для сварки алюминия нужна обратная полярность). Ток делайте минимальным – 15 А. При сварке аргоном стоит знать, что дугу нужно тушить, отрывая вентильную горелку от поверхности. Таким образом происходит защита шва аргоном. Для того чтобы не испортить поверхность вольфрамового электрода, для зажигания дуги можно использовать кусок обычного графита. При сварке можно использовать функцию «Hot start» (горячий старт) – металлические детали не сгорают и не оплавляются, если это делать на минимальном токе и нужной полярности. Электрод выбирайте диаметром 2 мм. После того как оторвали горелку, подносите ее обратно ко шву, чтобы остудить его газом. Закрываем кран и изучаем полученный результат. Если вы соблюдали всю последовательность действий, то у вас обязательно получится надежный шов.
Лайфхак по сварке согнутым электродом
Если вам нужно сварить металлическую круглую или квадратную трубу в таком месте, куда невозможно достать электродом (например, у стены), то проблема решается просто. Просто согните немного расходный материал и тогда доступ к шву будет открыт. При сварке согнутым электродом помните, что в месте его сгиба может обвалиться обмазка, а без нее стержень будет прилипать к металлу, не обеспечивая должную защиту сварочной ванны. Чтобы не возникло такой ситуации, нужно «спалить» место сгиба электрода на какой-нибудь черновой пластине. После этого расходный материал можно опять немного согнуть и продолжить сваривать трубу.
Угловые магниты
Для того чтобы собрать конструкцию под углом 90 градусов нужно взять угловой магнит сварщика. Установить пластину следует таким образом, чтобы она держалась под прямым углом (90 градусов). Используя все те же магниты можно выставить и другой угол наклона – к примеру, 45 градусов. При этом происходит надежная фиксация металлической детали к магниту, и вам не требуется участие помощника. Однако, когда вы будете выполнять прихватки, может возникнуть небольшая трудность, поскольку магнит имеет полярность, которая может как притягивать, так и отталкивать металл. В принципе, в этой ситуации ничего страшного нет, потому что сделав прихватки и выстроив конструкцию, можно убрать магниты и выполнять сварочный шов в обычном режиме. Если выполняя прихватку вы почувствуете, что магнит отталкивает дугу, то просто переверните его – так вы измените его полярное поле и обеспечите комфортный процесс сварки. Используя магниты сварщика стоит помнить, что большие магниты применяются для сварки толстых металлов, а маленькие – для тонких деталей. Подобрав небольшой магнит для фиксации толстого металла, может произойти деформация детали и измениться угол наклона.
Меры безопасности при ручной дуговой сварке
При использовании аппарата ручной дуговой сварки в гараже или на даче следует соблюдать меры безопасности. Одежда для сварочных работ должна быть из х/б-ткани и закрывать все открытые участки тела, включая шею. Также для сварки необходимо приобрести специальную маску и перчатки.
Нельзя производить сварку в квартире и внутри частного дома, поскольку там нет должной вентиляции. Кроме того, в жилых помещениях много легковоспламеняющихся вещей, что может привести к пожару. Не стоит забывать и о разлетаемых брызгах металла и дополнительной нагрузки на электросеть. Последнее вряд ли порадует ваших соседей, как бы хорошо вы с ними не общались до этого.
Если вы используете бытовой аппарат ручной дуговой сварки на улице, то вы всегда зависите от погоды. Не стоит работать в дождь и сразу после того, как он прошел – слишком высока вероятность поражения электротоком.
Правила хранения оборудования ручной дуговой сварки
Продлить срок службы аппарата ручной дуговой сварки можно только соблюдая несколько нехитрых правил. После сварочных работ отключите устройство от сети и отсоедините все кабели и шланги. Очистите инвертор от загрязнений, если таковые имеются. Хранить сварочный аппарат РДС следует в сухом и проветриваемом помещении при температуре от — 30 °C до + 50 °C. Влажность воздуха должна быть не более 80 %. Поскольку агрегат содержит транзисторы, микросхемы и другие электронные элементы, то его нежелательно хранить в сильно запыленном помещении. Металлическая пыль особо опасна для такого оборудования. Устранить образовавшуюся пыль можно при помощи сжатого воздуха, продув им сварочное оборудование. Также следует исключить контакт влаги и агрессивных испарений, которые могут вывести из строя аппарат РДС. Лучше всего хранить оборудование в заводской упаковке. Если он хранился некоторое время при низкой температуре, то перед включением обязательно «выдержите» его в помещении, где температура воздуха составляет не менее 0 °C. Для того чтобы устройство «акклиматизировалось», ему необходимо пребывать в таких условиях минимум 6 часов в упаковке, и не меньше 2 часов без нее. За это время образовавшийся конденсат полностью испарится, а компоненты инвертора не повредятся.
Также важно своевременно обслуживать агрегат для MMA-сварки: продувать его от пыли, чистить контакты вставок, иначе они выгорят из-за плохого контакта. Чтобы оборудование прослужило вам дольше не используйте аппарат с длинным удлинителем с тонкими проводами.
Сварка электродом [SMAW] — Основные советы, электроды и преимущества
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка электродом по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.
Многие думают, что он устарел, но это далеко не так. Он по-прежнему используется сегодня для многих целей, так как он производит качественные сварные швы и дает отличные результаты.
Сварка стержнем впервые была представлена в 1920-х годах с появлением первого электрода с флюсовым покрытием. Сегодня его применяют для сварки мостов, в строительстве, трубопроводах, при ремонте и т. д.
Но давайте разберем его подробнее и определим, как клеить шов.
Быстрая навигация
- Что такое дуговая сварка защитным металлом [SMAW] или, сокращенно, сварка электродом?
- Как работает сварка электродами?
- Сварка электродом на переменном или постоянном токе?
- DCEP или DCEN?
- Материалы и применение
- Преимущества сварки электродом
- Недостатки сварки электродом
- Аппарат и оборудование для сварки электродом
- Сколько стоит оборудование для сварки электродом?
- Сколько мощности или силы тока мне нужно для сварочного аппарата?
- Защитное оборудование
- Инструменты для удаления шлака
- Выбор электрода
- Как выполнить первую сварку электродом?
- Подготовьте сварочную деталь
- Настройка тока
- Запуск дуги
- Угол перемещения
- Скорость перемещения
- Манипуляции с электродом
- Часто задаваемые вопросы [FAQ]
- Трудно приклеивать сварку?
- Можно ли держать палку при сварке электродом?
- Что такое хороший сварочный электрод общего назначения?
- Вы толкаете или тянете сварочным аппаратом?
- Что вызывает прилипание сварочной проволоки?
- Заключение
- Ресурсы:
Что такое дуговая сварка защитным металлом [SMAW] или сокращенно – сварка электродом?
Сварка стержнем — это сленговый термин, принятый в отрасли для обозначения процесса, технически называемого дуговой сваркой в среде защитного металла. Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки.
Сварка стержнем использует электричество для плавления стержня присадочного металла или электрода, как его правильно называют. И металлическое соединение, и электрод расплавляются одновременно и сплавляются вместе. Стык одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса.(1) Флюс плавится под действием тепла и служит защитой сварочной ванны от загрязнения атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака поверх наплавленного валика. Эту заготовку необходимо удалить, и сварщики обычно счищают ее или откалывают после завершения сварки.
Как работает сварка электродами?
Сварка электродом выполняется так, что ток проходит от источника питания через электрододержатель и заземляющий зажим и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали.
Как варить с помощью сварочного аппарата?
Первое, что должен сделать сварщик, это подключить электрододержатель и заземляющий зажим к источнику питания, соблюдая необходимую полярность.
Полярность зависит от используемого электрода. Следующий шаг включает в себя подключение зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель палочки и запуск сварочной дуги.
Запустить электродуговую сварку очень просто. Нужно зажечь его так же, как спичку, и слегка приподнять, и прут загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000°F в точке контакта. Покрытие начнет плавиться и будет создан экран, защищающий рабочую зону от кислородного загрязнения.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Именно отсюда происходит технический термин дуговая сварка защитным металлом (SMAW). Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов.
Сварка электродом на переменном или постоянном токе?
Источник питания для сварочного аппарата может быть переменного, постоянного тока или обоих , это зависит от типа используемого аппарата. Сварочные аппараты постоянного тока являются предпочтительным выбором среди современных сварщиков, поскольку они обеспечивают более ровную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).
Выбор между ними поможет вам работать с разными типами металла. При сварке на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду.
При каждом переключении дуга гаснет и снова зажигается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги. Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях повышает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки на DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один из которых помечен «+», а другой — «-». Вы подключите держатель палки и заземляющий зажим туда. То, как вы подключаете свое оборудование, также определяет выбор между положительным и отрицательным электродом.
Таким образом, подсоединение держателя электрода к положительному разъему, а зажима к отрицательному будет означать, что вы выполняете сварку положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).
Настройка DCEP означает, что ваш электрод будет заряжен положительно, а сварочная деталь заряжена отрицательно. Поскольку электричество всегда движется от отрицательного к положительному, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проникновению в свариваемую деталь.
DCENНастройка DCEN означает, что ваш электрод будет заряжен отрицательно, а сварочная деталь — положительно. В этом случае ток течет от электрода к свариваемой детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, в результате получается меньшее проникновение и меньший нагрев металла, с которым вы работаете.
Материалы и применение
Дуговая сварка металлическим электродом в среде защитного газа является популярным методом ремонта и технического обслуживания благодаря своей универсальности и простоте использования. Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в среде защитного металла для низкокачественной и высококачественной стали, углеродистой стали, нержавеющей стали, ковкого чугуна и чугуна. Но это не совсем применимо для цветных материалов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки стержнем
Согласно основам сварки стержнем, этот метод имеет множество преимуществ.
К ним относятся:
- Работы на открытом воздухе : Сварка электродом идеально подходит для любых работ на открытом воздухе, так как работа с газом неудобна в ветреную погоду.
- Простота в освоении : Ручная сварка для начинающих проста в освоении, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Легкая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : С помощью Stick можно сваривать различные материалы, и это оборудование простое в использовании.
- Портативный : Хороший сварочный аппарат легко носить с собой и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки сварки электродом
Однако, когда вы научитесь пользоваться сварочным аппаратом, вы заметите, что у него есть определенные недостатки.
Это:
- Образуется намного больше брызг и шлака.
- Не очень удобно использовать для некоторых тонких металлов.
- Для этого требуется больше навыков, чем для MIG, так как вам нужно держать сварочный электрод на определенной длине от металла, чтобы он не сгорел.
- Сварка электродами не обеспечивает такого же качества, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как они позволяют использовать только короткие электроды.
- Сварка электродами занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.
Сварочный аппарат и оборудование для сварки стержнем
Сварка стержнем считается самым легким и простым процессом сварки. Оборудование, которое он использует, и его настройка могут быть выполнены довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), заземляющего зажима и сварочных электродов, которые представляют собой стержни, используемые для сварки.
Сколько стоит сварочное оборудование?
Как и в случае с любым оборудованием, цена оборудования для сварки стержнем может варьироваться. Все зависит от того, для чего вы планируете его использовать и вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие суммы денег. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.
Если вы планируете больше заниматься сваркой, вам следует ориентироваться на известную марку. Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, более дешевый вариант подойдет для некоторых нерегулярных работ.
Сколько мощности или силы тока мне нужно для сварочного аппарата?
Вообще говоря, при достаточном навыке человек сможет сварить почти все, что угодно с помощью Stick на 150 ампер. Кроме того, вы также можете сделать несколько проходов, чтобы сделать сварной шов таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше проходов вам понадобится.
Нет ничего плохого в использовании нескольких проходов, но для этого требуются определенные навыки. Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена.
Но учтите, что данное число не является окончательным, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов. Размер сварочного стержня (диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какой ток указал производитель.
Защитное оборудование
Некоторые очень серьезные насадки для сварки электродом поставляются с защитным оборудованием, которое необходимо использовать. Защита является одним из наиболее важных аспектов этого вида работ. Если относиться к этому легкомысленно, это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающей среды и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с длинными рукавами защищают вас от УФ-излучения, искр, осколков шлака и металлических брызг повсюду. Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.
Безопасность сварки требует, чтобы, если вы работаете в помещении, вы должны убедиться, что помещение проветривается из-за образующихся опасных паров. Но сварка снаружи требует от вас только наблюдения за окружающей обстановкой.
Инструменты для удаления шлака
В процессе дуговой сварки образуется много шлака. Важно понимать, что зачистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, очистив сварной шов основного металла проволочной щеткой. Последние штрихи, сделанные с помощью проволочной щетки, гарантируют, что сварной шов также будет эстетически привлекательным.
Выбор электрода
Выбор сварочного электрода является важной частью электродуговой сварки. Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно понимать маркировку и что она означает. Объяснение сварочных стержней говорит вам, что раньше для маркировки электродов использовались буквы.
Буква «Е» просто означала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые две цифры отражают прочность сварочного присадочного металла. Таким образом, сварка палочкой 7018 означает, что она имеет предел прочности на растяжение 70 000 фунтов на квадратный дюйм.
- Третье число в последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в горизонтальном положении.
- Четвертая цифра отражает флюсовое покрытие электрода и ток, для которого может использоваться стержень. На самом деле покрытия могут состоять из ряда различных соединений. Основными из них являются рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают красивый внешний вид сварных швов. Однако создаваемые сварные швы имеют высокое содержание водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как основные или электроды с низким содержанием водорода, могут обеспечивать прочные сварные швы, но могут иметь выпуклые или шероховатые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги, чтобы предотвратить растрескивание. Электроды с железным порошком заполняют сварной шов в два раза быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол движения и время остановки. Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.
Вы можете увидеть таблицу стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Номер | Тип покрытия | Тип тока |
|---|---|---|
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | AC, DC- |
| 3 | Высокое содержание титана и калия | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Низководородный калий | AC, DC+ |
| 7 | Высокое содержание оксида железа, железный порошок | AC, DC+ или DC- |
| 9 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Большинство людей используют один из трех стандартных электродов. E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все правильно установить, пришло время уложить первый электродный сварной шов. Самое главное, что нужно проверить перед тем, как зажечь дугу, это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Так как сварка стержнем требует большого количества навыков, а кривая обучения различна, перед началом работы вам также следует потренироваться. Сварите кусок металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обратить внимание при сварке электродом, поэтому обязательно следите за длиной дуги, настройками тока, манипулированием электродом, углом наклона электрода и скоростью перемещения.
Подготовьте сварочную деталь
Для обеспечения качественного сварного шва при сварке нержавеющей стержнем или любого другого типа металла у вас должна быть чистая деталь. Сварка стержнем может быть наиболее щадящей при работе с ржавым или грязным металлом. Даже в этом случае качество будет зависеть от чистоты свариваемой детали.
Чтобы обеспечить чистоту места сварки, используйте проволочную щетку и сначала удалите всю грязь и копоть. Если этого не сделать, это существенно повлияет на качество первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, несплавлению или даже включениям.
Также необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, типа электрода и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — постоянный постоянный ток, постоянный отрицательный или переменный ток. Вы установите его на основе того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод увеличивает проникновение на 10 % при заданной силе тока при переменном токе. Но если вы работаете с более тонкими металлами, такими как алюминий, сваренный электродом, вам следует использовать прямую полярность постоянного тока, отрицательный электрод.
Если вы не уверены, какой сварочный электрод использовать, посмотрите на рабочий диапазон, указанный производителем для каждого электрода.
Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. 1 ампер на каждые 0,001 дюйма диаметра электрода — это хороший способ. Также необходимо учитывать положение сварщика, так как для надземных работ потребуется на 15% меньше тепла, чем для плоских горизонтальных швов.
Чтобы получить правильное значение, настраивайте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все указанные выше настройки и позаботились о безопасности сварки, пришло время запустить дуговую сварку.
Убедитесь, что вы держите держатель палки обеими руками, что сварочные детали находятся перед вами. Вы также должны быть в состоянии ясно видеть область, где вы собираетесь зажечь дугу. Приложите кончик электрода к металлу и проведите им, как если бы вы зажигали спичку. Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
Если дуга гаснет, это означает, что вы слишком высоко подняли электрод от поверхности, а значит, должны были держать его ниже.
Когда дуга загорится, она начнет издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким. Дуга начнет гаснуть, сохраняя правильную длину дуги, и будет останавливаться.
Если установить слишком высокую силу тока, вы заметите обугливание электрода, а сварочная ванна станет слишком жидкой и трудно контролируемой. Слишком большое количество тепла отрицательно скажется на свойствах электродного флюса.
Вам также необходимо научиться чинить сколотый флюс из-за неудачного зажигания дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не сгорит до неповрежденной части стержня. Затем вам нужно очистить стержень и удалить флюс. Это помогает в перезапуске дуги позже.
Длина дуги
При дуговой сварке электродом длина дуги зависит от области применения и электрода. Длина дуги не должна превышать диаметр стержня электрода. Слишком длинные дуги приведут к разбрызгиванию, подрезам, низкой скорости наплавки и оставит пористость.
При сварке электродом в первый раз большинство людей считают логичным использовать длинную дугу, обычно для лучшего обзора сварочной ванны. Но избегайте этого, лучше позиционируйте себя и двигайте головой в правильном положении. Положение важно при обучении использованию аппарата для дуговой сварки, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и сведет к минимуму разбрызгивание.
Угол перемещения
Сварщики также должны учитывать угол перемещения при этом типе сварки. Существуют два основных положения сварки, которые можно использовать.
Техника сварки стержнем, используемая для плоского, горизонтального положения или положения над головой, называется методом перетаскивания или техникой наотмашь. Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения.
Сварка вертикально вверх, используется метод сварки стержнем, называемый толчком или передним краем. Здесь угол наклона штока от 0 до 15 градусов от направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте отрегулировать положение тела.
Правильная регулировка угла гарантирует отличные результаты и хороший сварной шов. Иногда длина шва или угол скоса указываются на сварочных чертежах дополнительной информацией на условном обозначении шва. Для сварщиков важно понимать символы так же, как научиться правильно сваривать.
Скорость перемещения
Если вы задаетесь вопросом, как выполнять дуговую сварку и поддерживать скорость перемещения, вам просто нужно удерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к образованию широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодный притир.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам следует посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Три наиболее часто используемых метода или схемы сварки включают в себя взбивание стержня (движение его назад и вперед), круговое движение и колебание из стороны в сторону (создание более широких сварных швов).
Однако сварщики в основном используют прямой валик, им этого вполне достаточно. Вращательное движение не следует использовать для материала толще 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приклеивать сварку?
Сварка стержнем — довольно сложный процесс сварки для новичков. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.
Можно ли держать палку при сварке электродом?
Да, конечно, вы можете держать палку во время сварки. Тем не менее, есть вероятность, что вы можете получить удар током и даже больше шансов, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный электрод общего назначения?
Наиболее популярным сварочным электродом общего назначения является электрод 6011. Он хорош для начинающих и любителей, так как может справиться с любой работой своими руками. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Толкать или тянуть сварочным аппаратом?
В случае сварочного стержня общим правилом является тянуть или тянуть. Опытные сварщики обычно говорят, что если будет шлак, то надо тянуть. Проталкивание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основной причиной прилипания сварочной палочки к основному металлу является низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Кроме того, важно использовать правильный размер электрода для конкретной задачи.
Заключение
Сварка стержнем может быть не такой современной, как некоторые другие более современные методы, используемые сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но это, безусловно, делает работу.
Несмотря на то, что многие считают эту технику древней, она до сих пор используется для различных видов работ и обеспечивает идеальные сварные швы. Таким образом, вы не хотите, чтобы вас поймали, не зная, как использовать его в ужасной ситуации.
Ресурсы:
- Старые правила сварочного аппарата Джоди Коллиер на сайте www. weldingtipsandtricks.com
- Электроды для электродуговой сварки Джоди Коллиер на сайте www.weldingtipsandtricks.com
- Пять шагов к совершенствованию техники электродуговой сварки на сайте www.millerwelds.com
- основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
- Что вам нужно знать о сварочных электродах Оанх Нгуен, www.tws.edu
Сварка для чайников Памятка
BY: Стивен Роберт Фарнсворт и
Обновлен: 02-23-2022
Из книги: Сварка для Dummies
Сварка для Dummies
Explorate. должны стремиться улучшить свои методы сварки и устранить распространенные дефекты сварки. Идеальный сварной шов каждый раз — это благородная цель, но есть простые шаги, которые вы можете предпринять, и подготовка, которую вы можете сделать, чтобы не допустить, чтобы сварные швы нуждались в ремонте или полной переделке.
Устранение проблем, связанных с пористостью сварного шва
Пористость сварного шва — это наличие крошечных полостей в свариваемом металле. Пористость может вызвать всевозможные проблемы со сварными швами, поэтому вы должны устранить причины вашей пористости до того, как они повлияют на ваш проект.
Пористость бывает двух видов. Поверхностная пористость, как можно догадаться, возникает на поверхности металла. Вы можете обнаружить пористость поверхности невооруженным глазом. Другой вид пористости — подповерхностная пористость . Это происходит внутри металла, и вы можете найти его только с помощью внутренних детекторов.
Вот несколько наиболее распространенных причин пористости сварных швов и решения, которые можно использовать для ограничения пористости сварных швов.
Причина: Загрязнения на поверхности металла.
Решение: Тщательно очистите металл перед сваркой.
Вы должны убедиться, что в нем нет примесей, таких как вода, масло и флюс. Если вы свариваете алюминий, вы должны обязательно очистить внешний слой оксида перед сваркой, иначе это приведет к серьезной пористости.Причина: Избыток защитного газа.
Решение: Используйте правильное количество защитного газа. Обычно вы можете найти эту информацию в руководстве по эксплуатации вашего сварочного аппарата или в литературе, поставляемой с вашими электродами или электродной проволокой.
Причина: Влажные электроды.
Решение: Храните электроды в чистом, сухом месте. Не допускайте их контакта с воздухом (или, конечно, с жидкой водой) перед использованием.
Причина: Материал опорного стержня не соответствует свариваемому металлу.
Решение: Если вы используете опорный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
Устранение шлаковых включений при сварке
Во время сварки вы, вероятно, столкнетесь с шлаковыми включениями (посторонние материалы, попавшие в металл сварного шва через непрерывные или случайные промежутки времени). Чаще всего это шлак, неметаллический твердый материал, попавший в сварной шов или между сварным швом и основным металлом.
Одной из наиболее распространенных причин шлаковых включений является наличие покрытий на некоторых металлах. Алюминий, например, часто покрывают оксидом алюминия, который быстро образуется, когда алюминий подвергается воздействию воздуха. Эти оксиды могут попасть в сварной шов, когда вы работаете с алюминием, и единственное решение — тщательно очистить алюминий от оксидов перед началом сварки. (То же самое относится и к другим покрытиям на других металлах.)
Медные опорные стержни являются еще одним распространенным источником шлаковых включений. Медь может расплавиться и попасть в сварной шов. Если вы используете медную подложку и хотите избежать включения шлака, внимательно следите за проваром (глубина сварного шва) — не делайте шов слишком глубоким.
Предотвращение неполного сплавления между сварным швом и основным металлом
Неполное сплавление — это отсутствие провара или сплавления между металлом сварного шва и металлом сварного шва. 0505 Основной металл шт. Сварные швы с неполным проплавлением являются слабыми и в лучшем случае некачественными сварными швами (если не просто опасными).
Вот несколько наиболее распространенных причин неполного слияния и решения, которые помогут вам избежать этой проблемы.
Причина: Недостаточно наплавленного материала для заполнения сварного шва.
Решение: Продолжайте делать проходы с помощью сварочного аппарата, пока не заполните сварной шов полностью наплавленным металлом. Не останавливайтесь, пока работа не будет сделана!
Причина: Зазоры между сварными швами или промежутки на корне (конце) соединения.
Решение: При выполнении сварочного прохода убедитесь, что наплавленного металла достаточно, чтобы полностью заполнить пространство между предыдущим валиком и тем, над которым вы работаете. Также убедитесь, что вы нанесли наплавленный металл до самого конца соединения, и если на конце есть кратер, заполните его.
Причина: Грязные поверхности.
Решение: Прежде чем приступить к сварке, убедитесь, что металлы чистые, на них нет ржавчины и жира. Затем, в промежутках между сварочными проходами, очистите сварной шов, чтобы гарантировать, что шлак (захваченный материал) из предыдущего прохода не попадет в последующие проходы.
Сведение к минимуму чрезмерного разбрызгивания при сварке электродом и сварке MIG
Брызги состоят из маленьких кусочков металла, которые вылетают из зоны сварки сварочной дугой. Чрезмерное разбрызгивание может привести к некачественному сварному шву и сварке MIG, загрязнить зону сварки и вызвать проблемы с видимостью (особенно при наличии искр и дыма).
На самом деле вы не можете полностью избежать брызг, и они гораздо чаще встречаются при сварке электродом и дуговой сварке, чем при сварке tig. Причины чрезмерного разбрызгивания, возникающие при сварке электродом, отличаются от причин, которые являются частью процесса сварки MIG. Вот краткий обзор различий.
Чрезмерное разбрызгивание при сварке электродом обычно указывает на слишком большую длину дуги. Попробуйте уменьшить длину дуги и помните об общем правиле длины дуги при сварке электродом: длина дуги не должна превышать диаметр металлического сердечника электрода. Если ваш электрод имеет сердечник диаметром 1/8 дюйма, поддерживайте длину дуги на уровне 1/8 дюйма или около него. Это должно помочь сдержать брызги.
Одной из наиболее распространенных причин чрезмерного разбрызгивания во время сварки MIG является использование слишком большого количества проволоки. Если во время сварки MIG повсюду появляются брызги, попробуйте снизить скорость подачи проволоки. Если это не сработает, чрезмерное разбрызгивание может быть результатом дугового удара , , который возникает, когда магнетизм в вашем основном металле влияет на качество вашей дуги. Чтобы избежать дугового разряда, попробуйте приварить к зажиму заземления.
Если это не поможет, переключите сварочный аппарат на переменный ток.
Об этой статье
Эта статья взята из книги:
- Сварка для чайников,
Об авторе книги:
Стивен Роберт Фарнсворт — сертифицированный инспектор по сварке и инструктор с более чем 20-летним опытом преподавания. все способы сварки. Ранее он служил сварщиком в ВМС США.
Эту статью можно найти в категории:
- Профессиональная, техническая и инженерная карьера,
Советы по сварке электродом для начинающих
Добро пожаловать в полное руководство по сварке электродом для начинающих ! В следующем посте вы найдете простые определения, ссылки на полезные ресурсы по сварке электродом, обзоры оборудования и советы по использованию правильных настроек сварочного аппарата и стержней.
Чтобы узнать о лучших наконечниках для сварки стержнем , ознакомьтесь с содержанием ниже.
Сварка электродом для начинающих: Содержание- Что такое сварка электродом?
- Сварка электродом для начинающих: преимущества и недостатки
- Сварочные наконечники
- Руководство для начинающих по сварке листового металла электродами
- Видео: Как сварить с помощью сварочного аппарата
- Настройки сварочного аппарата, сварочные стержни и где найти в Интернете таблицу сварочных электродов
- Сварка электродами против сварки Mig
- Обзоры лучшего сварочного оборудования для стержневой сварки
Сварка электродом представляет собой тип дуговой сварки .
Из всех различных видов сварки сварка электродами является одной из самых универсальных. Это также относительно недорого и полезно как для промышленных, так и для бытовых проектов. Другим термином для этого же метода сварки является дуговая сварка защищенным металлом (SMAW) или сокращенно дуговая сварка .
Проще говоря, сварка электродом представляет собой процесс ручной дуговой сварки, в котором для сварки используется электрод, покрытый флюсом. Очевидно, это слишком упрощенное определение. Но это хорошая отправная точка.
Вот отличное определение сварки электродом из Википедии:
Важно помнить, что существуют разные названия, которые относятся к одному и тому же методу сварки. Следующие обозначения являются синонимами дуговой сварки:
- Дуговая сварка в среде защитного металла (SMAW)
- Ручная дуговая сварка металлическим электродом (MMAW или даже просто MMA)
- Дуговая сварка под флюсом
Как и все другие виды сварки, сварка электродом имеет свои плюсы и минусы, особенно если вы новичок.
С положительной стороны сварка электродом имеет много преимуществ:
- Универсальность: Например, этот метод сварки можно применять ко всему, от судостроения до нефтеперерабатывающих заводов и домашних сварочных работ . Кроме того, сварка стержнем совместима со многими сплавами и металлами.
- Портативность: Сварка электродом, в частности, делает проекты на открытом воздухе очень выполнимыми. И меньше материала для переноски.
- Стоимость: В целом оборудование для сварки стержнем стоит недорого.
С другой стороны, вот некоторые недостатки сварки электродом:
- Ручной процесс: В частности, сварка электродом — это ручной процесс. Без простоты автоматического процесса он требует больше времени, а относительная стоимость наплавленного металла шва довольно высока. Еще одним недостатком ручного способа является то, что он более сложен и не обеспечивает такой чистоты сварных швов.
- Несколько ограничено: К сожалению, сварка стержнем совместима только с металлами толщиной более 18 калибра.
- Несовместимости: Сварка электродом несовместима с химически активными металлами, такими как колумбий, цирконий, тантал и титан. Это связано с тем, что экранирование не предотвращает загрязнение кислородом.
В целом, сварке электродом может быть трудно научиться. Однако вы не должны позволять этому останавливать вас! После времени, потраченного на исследования и практику, у вас все будет хорошо. Как только вы станете сертифицированным сварщиком, вы быстро освоите дуговую сварку.
Подводя итог, вы должны хорошо разбираться в CLAMS:
- C urrent Stick Welder Settings
- L Длина дуги
- А ампераж
- M стержневые сварочные электроды осторожно манипулировать
- S пед
Вот несколько замечательных веб-страниц с информацией о сварке электродом для начинающих:
- Советы, рекомендации и информация по сварке: сварка электродом
- Сварочные материалы
- Различные типы сварочных электродов
- Дуговая сварка в защитном металле
Для получения более подробных советов по сварке с помощью предохранительной палки мы рекомендуем просмотреть следующие 3 видео/статьи:
- Усовершенствованная безопасность при сварке с помощью палки
- 12 советов по повышению безопасности сварки
- Видео: Техника безопасности при сварке электродом
Чтобы получить краткое руководство по выполнению качественных сварных швов, просмотрите это видео от 3 Welders.
Если вам нужна помощь в сварке листового металла электродом, вот несколько полезных ресурсов:
- Как сварить листовой металл с помощью сварочного аппарата
- Видео: Как сварить листовой металл с помощью сварочного аппарата
- Основные советы по улучшению сварки электродами
Сварочный электрод представляет собой сварочный стержень типа . Другими словами, это провод, соединяющий сварочный аппарат с металлами, которые вы сплавляете.
При сварке SMAW/Stick этот стержень является электродом или плавящимся электродом , так как он плавится вместе со свариваемыми деталями. Термин «расходный материал» имеет смысл, поскольку вы больше никогда не будете использовать этот конкретный сварочный электрод. Он становится единым целым со сварным швом.
Щелкните здесь, чтобы ознакомиться с обзором лучших электродов для сварки стержней за эти деньги. 3 типа стержней для электродуговой сваркиВсего существует 3 различных типа стержней для электродуговой сварки:
- Электроды со светлым покрытием
- Электроды с толстым покрытием
- Экранированные дуговые электроды
Во-первых, важно выбрать правильный стержневой электрод.
Понятно, что трудно понять, какой тип сварочного электрода использовать. В конце концов, вариантов так много – а с помощью таблицы сварочных электродов? Это может потребовать некоторой практики.
Ниже приведены дополнительные ресурсы по использованию таблицы сварочных электродов:
- Лучший электрод для начинающих дуговых сварщиков
- Факторы для выбора правильного стержневого электрода
Проще говоря, таблица силы тока электрода помогает решить, какой тип сварочной проволоки использовать, в зависимости от таких факторов, как толщина металла.
Вот несколько бесплатных таблиц сварочных электродов:
- Руководство по сварке стержневым электродом Lincoln Electric PDF
- Miller Stick Сварочный калькулятор онлайн
Лучший аппарат для ручной сварки должен поставляться со специальными таблицами электродов для ручной сварки.
Чтобы получить полное руководство, ознакомьтесь с «Лучшими советами в Интернете для понимания сварочных стержней ».
Сварка электродом против сварки MIG
Сварка электродом и сварка MIG имеют некоторые общие черты:
- Оба типа сварочных процессов требуют использования мер предосторожности и гаджетов для защиты от травм.
- Кроме того, в обоих случаях необходимо подготовить чистое соединение без ржавчины, краски или воды.
- Они оба требуют правильной настройки силы тока и полярности.
- Наконец, может быть выполнено новичками и профессионалами довольно эффективно.
С другой стороны, вот некоторые заметные отличия сварки MIG от сварки электродом:
- Прежде всего, электродуговая сварка немного сложнее, чем MIG. Вот почему лучше сначала заняться Мигом. (Но не обязательно.)
- Во-вторых, сварка электродом занимает больше времени. Другими словами, для завершения проекта просто требуется больше времени.
- Несмотря на то, что в целом сварка электродом является более сложной, она не обеспечивает такой чистоты сварных швов, как MIG.
- По мнению компании Stick, сварка стержнем лучше всего подходит для сварки на открытом воздухе. В отличие от MIG, этот тип сварки не использует газ.
К счастью, в Интернете можно найти множество доступных принадлежностей для дуговой сварки. Ниже приведены ссылки на обзоры расходных материалов для газовой дуговой сварки:
- Различные типы сварочных аппаратов: Сварочный аппарат для электродуговой сварки подойдет вам, если…
- Обзоры лучших сварочных аппаратов
- Лучшие сварочные стержни
- Лучшие перчатки для сварки стержнями
- Электроды для стержневой сварки
- Каска для дуговой сварки
- Сварочный электрододержатель
Завершая это руководство по сварке электродом для начинающих, мы надеемся, что вы нашли информацию, необходимую для получения удовольствия от качественной сварки электродом. Если поначалу вы боретесь, не волнуйтесь.
Добавьте эту страницу в закладки, чтобы иметь список лучших статей и видеороликов с советами по сварке электродами и возвращаться к нему всякий раз, когда вам нужно освежить свои знания.
Конечно, вы можете ожидать обновленную страницу со всеми последними ресурсами. Удачной сварки!
И не забудьте ознакомиться с другими публикациями, которые помогут вам при сварке электродом:Обзоры лучших сварочных аппаратов: Подробное руководство покупателя Сделайте свой кошелек счастливее
Учебное пособие – Основы дуговой сварки
Учебное пособие по основам дуговой сварки
В своей самой простой форме сварочный аппарат представляет собой устройство, которое сплавляет вместе два куска металла, используя высокую силу тока, подаваемую на конце «электрода» (стержня) в работу. Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Сварщик помещает заземляющий зажим на одну из соединяемых частей металла, затем подает токопроводящий электрод (стержень) в зону или зазор между двумя свариваемыми частями. Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и большую силу тока, на конце электрода происходит полное короткое замыкание, создающее сильный нагрев, расплавляющий как электрод, так и окружающую область в единый расплавленный кусок.
Этот вид сварки называется «дуговой сваркой». Стержень фактически не касается изделия (свариваемых деталей) в процессе сварки. Его держат на небольшом расстоянии от изделия, чтобы могла образоваться очень горячая дуга (электрическая искра). Эта дуга производит тепло для плавления металлов, как показано на фото.
Если стержень вставить прямо в деталь, произойдет «мертвое замыкание», и не будет тепла для сварки металлов, поскольку не будет образовываться дуга. Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание». Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Стержень для дуговой сварки представляет собой тонкий металлический стержень, покрытый материалом, называемым «флюс». Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Если бы стержни не были покрыты флюсом, только что сваренный участок был бы поврежден в результате окисления и был бы склонен к разрушению или быстрому износу. Некоторые сварщики не используют стержень с флюсовым покрытием, а вместо этого подают сжатый газ в зону сварки во время процесса сварки. Эти типы сварочных аппаратов называются «сварочные аппараты с подачей проволоки», но здесь мы сосредоточимся только на базовом аппарате для дуговой сварки, потому что это самый простой тип сварочного аппарата и самый доступный для большинства новичков.
Несмотря на то, что сварщики сплавляют металлы, используя невероятную силу тока, почти невозможно получить удар электрическим током в аппарате для дуговой сварки. Причина в том, что внутри сварочного аппарата находится большой трансформатор, устройство, которое снижает опасное напряжение в обмен на более высокую «силу тока». Сила тока, сила электрического тока, может серьезно навредить или убить, но только при наличии определенного напряжения. Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.
Но вы можете коснуться обеих клемм и не почувствовать электричества. Как это возможно? Просто потому, что нет достаточного напряжения, чтобы доставить силу тока в ваше тело. Конечно, не роняйте металлические предметы на клеммы заряженного автомобильного аккумулятора, иначе у вас будет дымовое шоу, которое вы никогда не забудете!
Использование дуговой сварки требует небольшой практики и терпения, но научиться этому гораздо проще, чем любому другому виду сварки. Аппаратное обеспечение можно приобрести в большинстве торговых точек за несколько сотен долларов или меньше. Любой может научиться делать чистый и прочный сварной шов всего за несколько ночей практики. Доступно несколько различных типов дуговых сварочных аппаратов, и это помогает понять некоторые основные концепции перед покупкой.
Электросварочный аппарат легко узнать среди других сварочных аппаратов, потому что он выглядит как коробка с несколькими ручками спереди, как показано на фотографии. Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.
Аппарат для дуговой сварки может также называться «стержневой сваркой», «стержневой сваркой» или «жужжащим ящиком», в зависимости от того, кого вы спросите. Когда вы спрашиваете об аппарате для дуговой сварки, вас обычно спрашивают, какой уровень «входного напряжения» и «диапазон силы тока» вы хотите. Входное напряжение относится к типу розетки, к которой вы планируете подключить его, будь то стандартная настенная розетка на 120 В или розетка на 240 В (аналогично розетке бытовой сушилки). Диапазон силы тока относится к выходной мощности сварочного аппарата (в амперах) и к типу металла, который вы будете сваривать. 100 ампер будет более чем достаточно.
Сварочные аппараты на 120 В (стандартная настенная розетка) являются самыми недорогими типами и обладают достаточной мощностью для сварки стали практически любой толщины, которая используется в производстве велосипедов. Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.
Сварочный аппарат на 240 В является широко используемым сварочным аппаратом для дуговой сварки, он немного крупнее и рассчитан на силу тока не менее 200 ампер. Для этого типа сварочного аппарата требуется специальная вилка, которую легко установить, но в вашем доме должна быть проводка на 240 В. Их размер варьируется от 2 до 4 футов в высоту и более. Эти сварочные аппараты нельзя легко перемещать, если они не на колесах, и они весят 100 фунтов или более. Преимуществом этого типа сварочного аппарата является, конечно же, мощность.
При силе тока 250 ампер можно сварить стальной лист достаточной толщины, чтобы построить корпус корабля. Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.
Еще один вопрос, который может возникнуть у вас при покупке нового аппарата дуговой сварки, это тип выхода — AC (переменный ток) DC (постоянный ток). Переменный ток — это тип тока, который исходит от вашей настенной розетки, тогда как постоянный ток — это тип тока, который исходит от батарей. Сварщики, работающие на постоянном токе, обычно более профессиональны и дороже. Опытный сварщик обычно предпочитает постоянный ток для большинства работ, потому что он может обеспечить более гладкий сварной шов и использовать больший ассортимент различных стержней для специальных работ.
Сварочный аппарат переменного тока — это самый простой тип дуговой сварки, и для любителя это все, что обычно требуется. Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки.
Если вы плохо знакомы со всей этой сварочной терминологией, сделайте покупку в магазине сварочных материалов. Оборудование лишь незначительно дороже, но качество сварочного аппарата известной марки в сочетании с советом знающего продавца стоит дополнительных затрат.
Сварочный аппарат — это инструмент, который прослужит долго, поэтому выбирайте тот, который подходит для ваших целей. Помимо сварщика, вам нужно будет купить несколько других мелких предметов, прежде чем вы сможете заставить искры летать. Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото.
Несмотря на то, что некоторые сварочные аппараты, продаваемые в крупных розничных магазинах, могут поставляться в комплекте со сварочной маской, рекомендуется получить совет относительно типа линз, которые вам понадобятся для работы. Линзы бывают разных оттенков и обозначаются номером.
Чем выше число, тем темнее оттенок. Все сварочные линзы защищают ваши глаза от вредных лучей, испускаемых сварочной дугой, таких как ультрафиолетовое излучение. Поскольку настройка уровня мощности определяет интенсивность дуги, по мере увеличения интенсивности потребуются более темные оттенки. Что это значит для тебя?
Ничего, если вы еще мало знаете о настройке уровня мощности на вашем сварочном аппарате! Для сварки легких трубок, из которых состоит большинство велосипедных рам, обычно используются настройки силы тока от 50 до 80, в зависимости от ваших навыков и марки сварщика. Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!
Сварочные перчатки — это тяжелые, термостойкие перчатки, которые покрывают большую часть вашего предплечья, и это помогает предотвратить попадание горячих искр на рукава и перчатки. Хотя для сварки велосипедной рамы требуется только установка низкой мощности, все равно будет выделяться достаточно тепла, чтобы легко сжечь стандартную пару рабочих перчаток.
Горячие искры, летящие от сварочного стержня, могут попасть в такие места, как рукава, открытые воротники и карманы, поэтому, по крайней мере, наличие перчаток, закрывающих рукава рабочей рубашки, может помочь уменьшить эти болезненные ощущения. Также понадобятся хорошие прозрачные защитные очки или маска для лица.
После завершения сварки имеется тонкий слой затвердевшего флюса от стержня, покрывающий верхнюю часть зоны сварки. Этот флюс удаляется «отбойным молотком», и этот процесс рассылает горячие хлопья флюса во всех направлениях, поэтому вы должны защитить свои глаза. Некоторые сварочные маски позволяют поднять темную линзу и имеют прозрачное стекло за темной линзой. Этот тип шлема заменит защитные очки во время скалывания сварного шва.
Меньше всего вам понадобятся сварочные прутки — их много! Если вы только начинаете, вы можете купить большую коробку стержней, чтобы потренироваться склеивать их вместе. Лучше покупать стержни оптом в магазине сварочных материалов, а не в небольшой упаковке, которую вы найдете на полке универмага. Сварочные электроды бывают разных вкусов, как конфеты, и о выборе правильного электрода можно написать целую главу.
Для простоты мы будем использовать стержень «6013», потому что он довольно универсальный и продается в магазинах, где также продается сварочное оборудование. 6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке.
Сварка — это навык, которому можно научиться на практике. Никакая теория или информация не сделают из вас хорошего сварщика, только практический опыт. Я дам вам только основную информацию, необходимую для хорошего сварного шва, но вы должны потратить время и изучить ее самостоятельно. Если вы хотите стать профессионалом, есть много хороших курсов, предлагаемых в колледжах или даже в вечерних школах. Вы не только научитесь дуговой сварке, но и научитесь пользоваться газовым резаком, а также узнаете всю теорию сварщика, которая вам когда-либо понадобится.
Прежде чем приступить к сварке велосипедных трубок, рекомендуется потренироваться на более толстой стали, потому что чем тоньше трубка, тем сложнее сделать хороший сварной шов без прожога. Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.
Самая трудная часть обучения сварке — это получение дуги без прилипания сварочного стержня к металлу. потребуется некоторое время, чтобы пройти мимо.Даже у опытного сварщика время от времени будет несколько фальстартов, и вы, безусловно, будете иметь свою долю в начале.0003
Когда стержень прилипает, он практически приваривается к вашей рабочей зоне и требует, чтобы вы изгибали его вперед и назад, чтобы освободить его от материала как можно быстрее, чтобы не расплавить весь стержень. При этом обычно отрывается флюсовое покрытие, что еще больше затрудняет возобновление сварки, поэтому будьте готовы немного выругаться, пока вы только начинаете! Представьте, что стержень — это спичка, и вы будете чиркать ею по изделию, чтобы зажечь.
Держите рукоятку под углом 45 градусов так, чтобы электрод тянулся за рукой, как показано на рис. 6, затем быстро ударьте кончиком электрода по металлу движением запястья, чтобы образовалась дуга. Если вы нажмете слишком сильно или регулятор силы тока вашего сварочного аппарата установлен на низкое значение, наконечник электрода прилипнет к металлу, и вам придется поддевать его вперед и назад, чтобы освободить. Сварщики называют это «фальстартом». С новым сварочным стержнем будет легче зажечь дугу, чем с бывшим в употреблении стержнем, из-за того, как флюс спиливается на конце нового стержня.
После того, как стержень будет использован для сварки нескольких дюймов, флюс затвердеет вокруг конца стержня, что потребует от вас удара с немного большей начальной силой, чем с новым стержнем. Время от времени вам почти приходится клевать использованной удочкой, так что имейте это в виду, отрабатывая пусковые и стопорные движения. Если вам пришлось двигать электрод вперед и назад, защитный флюс мог сойти с конца стержня, обнажив оголенный стержень.
Очень трудно заставить оголенный стержень формировать хорошую дугу, поэтому вы можете отрезать оголенный конец или получить новый стержень. Как только вы станете более опытным, вы сможете начать с голой удочки, но пока не усложняйте задачу больше, чем она должна быть.
Если вам удалось запустить дугу без особого труда, вы заметите, что существует диапазон примерно в один дюйм, на который вы можете отодвинуть стержень от работы, сохраняя при этом дугу. Старайтесь держать стержень как можно ближе к работе, не выталкивая его на поверхность, так как это может привести к залипанию. Удерживая стержень под углом 45 градусов и создавая хорошую близкую дугу, проведите кончиком по металлу в течение примерно пяти секунд, перемещаясь примерно на один дюйм по прямой линии. Если все прошло хорошо, у вас будет «валик» сварного шва, как на фото.
Не забудьте отколоть верхний слой флюсового покрытия отбойным молотком после завершения сварки, чтобы проверить свою работу. Сварной шов слева представляет собой хороший чистый валик сварного шва с хорошим проникновением в металл, но сварной шов справа комковатый и шероховатый, что является верным признаком того, что либо кончик электрода был слишком далеко от металла, либо установленная сила тока слишком низко.
Поэкспериментируйте с настройкой силы тока на вашем сварочном аппарате, пока вы рисуете валики сварного шва на металлоломе. Когда сила тока слишком низкая, вы получите много залипаний и фальстартов. Кроме того, флюс будет труднее отделяться от сварного шва. Когда сила тока слишком высока, вы прожжете дыру в металле через несколько секунд. Хорошая настройка силы тока позволяет вам непрерывно сваривать верхнюю часть металла, не прожигая дыру и не прилипая к заготовке. Регулировка параметра силы тока контролирует количество тепла, которое вкладывается в работу, и это то, что делает хорошего сварщика. Вся теория мира не научит вас инстинктивно контролировать жар, только много практики.
Продолжайте накладывать валики сварного шва вдоль верхней части вашей работы по гладкой прямой линии от одного конца к другому, а затем начните новую линию вдоль последнего, пока не создадите приподнятую поверхность на своем учебном образце. Вы замечали, что чем больше вы свариваете, тем горячее становится металл? Не трогайте его, чтобы узнать, просто поверьте мне здесь!
После того, как вы сможете сварить тонкую велосипедную трубу вместе, вам придется делать частые старты и остановки, чтобы не прожечь дыру в стали, потому что трубка настолько тонкая, что раскаляется докрасна уже через несколько секунд. Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.
Как только вы сможете зажечь дугу и проложить сварной шов на дюйм или два, пришло время двигаться дальше и попытаться склеить две детали. Найдите два плоских куска металла одинаковой толщины и соедините их так, чтобы между каждым куском был зазор, примерно равный толщине сварочного стержня.
Убедитесь, что зажим заземления подключен либо к одной из пластин, либо к зажиму, иначе вы будете зажигать весь день, а дуга не загорится. Кроме того, не приваривайте слишком близко к зажиму — вы можете ударить по нему электродом или приварить к нему изделие. Зажгите дугу в любом месте изделия, а затем поднесите электрод к стыку между пластинами, накладывая ровный валик, удерживая электрод под углом 45 градусов к изделию.
Следите за дугой, когда вы двигаетесь вдоль стыка, и следите, соединяется ли она с обеими пластинами. Возможно, вам придется слегка манипулировать сварочными стержнями вперед и назад, чтобы дуга проходила к обеим пластинам, если кажется, что она благоприятствует только одной стороне. Не перемещайтесь слишком быстро по стыку, иначе в окончательном сварном шве будет не хватать достаточного количества присадочного металла из стержня.
Если двигаться слишком медленно, между пластинами образуется большая воронка, похожая на множество отверстий, которые вы прожигали в металле, когда практиковались в накладывании бус. Когда вы закончите сварку по всей длине соединения, удалите детали и удалите флюс. Вы также можете использовать проволочную щетку, чтобы очистить сварной шов и прилегающую область, чтобы лучше рассмотреть его.
Сварной шов слева чистый и прочный, с достаточным количеством металла, заполняющего соединение. Сварной шов справа неровный и полный зазоров, где дуга остается только с одной стороны соединения из-за недостатка тепла или неправильного угла наклона электрода. Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?
Если вы научились зажигать дугу и сваривать две пластины вместе, то пришло время сделать последний шаг и соединить вместе несколько тонкостенных велосипедных трубок. Это упражнение потребует некоторого терпения и практики, чтобы выполнить его правильно. Круглые трубы не только труднее всего сваривать, но и очень тонкие, что только усложняет сварку. Как только вы освоите этот следующий шаг, вы станете довольно хорошим сварщиком, но не ожидайте, что у вас все получится с первой попытки или даже в первый день.
Найдите отрезок тонкостенной круглой трубы диаметром 1 дюйм без следов ржавчины или краски. Идеально подойдет отрезок электрокабеля, но подойдет любая чистая стальная труба. С помощью трубореза или шлифовального круга разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого разреза, так как здесь вы будете использовать металл только для практической сварки.
Возьмите два отрезка трубы и отшлифуйте конец одного из них, чтобы они совместите, как показано на фото. Опять же, не будьте слишком критичны в отношении идеальной подгонки двух частей, так как это не всегда возможно, и хороший сварщик может заполнить нечетный небольшой зазор. Поднимите заземляющий зажим на одной из секций трубы, прежде чем пытаться завязать.0003
Когда у вас будет небольшой валик сварного шва, соединяющий две секции, переверните работу и проделайте то же самое в верхней части другой стороны. Теперь две части можно сварить по периметру. Каждый раз сваривайте только небольшой участок не длиннее полдюйма, иначе вы прожжете стенку трубки. Кроме того, пока не пытайтесь сваривать в любом другом положении, кроме как сверху, так как это требует большого мастерства, чтобы сделать это правильно. Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.
Продолжайте поворачивать изделие, сваривая небольшие отрезки за раз, пока не получите полное соединение, как показано на фото. На этом этапе не беспокойтесь о внешнем виде бусины. Старайтесь не прожигать дыры и не оставлять пустоты там, где вы начинаете и останавливаетесь. Не забывайте держать электрод так, чтобы он находился под одинаковым углом между двумя секциями трубы, не выступая ни за одну сторону, ни за другую, иначе в конечном итоге вы сварите только одну сторону соединения. Помните, что это самый трудный сварной шов, который вам когда-либо приходилось делать, поэтому не торопитесь и тренируйтесь, пока не добьетесь нужного результата.
Если вы будете практиковать эти основные упражнения, вы научитесь делать чистый и прочный шов.
Глядя на два сварных шва на следующем фото, можете ли вы отличить их друг от друга? Сварной шов не обязательно должен быть красивым, чтобы быть прочным, и после очистки шлифовальной машиной даже самый грубый сварной шов выглядит хорошо. При шлифовке сварного шва не снимайте слишком много материала, иначе вы ослабите соединение. Шлифованный шов должен быть заподлицо или немного выше окружающего его материала. Если вы случайно сняли слишком много, добавьте больше шва к соединению.
Если вы хотите изучить сварку помимо тех основ, которые я описал здесь, узнайте в местном колледже о доступных курсах. Курс сварки научит вас многим другим аспектам сварки, таким как сварка во всех положениях, сварка специализированных металлов, таких как хромомолибден, чугун и алюминий, сварка TIG, сварка MIG и многие другие.
С терпением и практикой вы научитесь делать хороший сварной шов, даже если вы очень мало знаете о технологии и терминологии, так что беритесь за дело и сжигайте стержень! До встречи на форуме строителей.
Ознакомьтесь с некоторыми из наших рекомендуемых самодельных велосипедов и трехколесных велосипедов…
Лучшие сварочные аппараты для начинающих в 2022 году (бюджетные сварочные аппараты и сварочные аппараты MIG для начинающих)
Добро пожаловать в руководство Томаса сварщики для начинающих 2022. Томас уже более 120 лет связывает промышленных покупателей и поставщиков из Северной Америки. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Сварка — не самая простая задача, но с правильными инструментами каждый может успешно начать свой сварочный путь. Лучшие сварочные аппараты для начинающих просты в использовании, недороги и могут предложить широкий спектр сварочных работ. В то время как правильный сварочный аппарат для вас зависит от того, для чего именно вы хотите его использовать, ниже мы собрали широкий спектр вариантов, включая лучший бюджетный сварочный аппарат и лучший простой в использовании сварочный аппарат, поэтому есть несколько отличных вариантов для всех. , независимо от ваших требований к сварке.
Правильный сварочный аппарат для начинающих может значительно облегчить задачу новичкамИзображение предоставлено: Shutterstock/il21
Сварочные аппараты для начинающих — руководство по покупке
Сварка MIG (сварка металлов в среде инертного газа) часто считается самым простым видом сварки для новичков. Сварочные аппараты MIG имеют сварочную проволоку на катушке, которая затем подается через сварочный пистолет с заданной скоростью.
Поскольку это автоматический или полуавтоматический процесс, это упрощает процесс сварки для новичков. Другим хорошим вариантом для начинающих является дуговая сварка под флюсом, которая чем-то похожа на сварку MIG, но обычно не требует использования защитного газа.
Выбор Томаса для лучших сварщиков для начинающих
На рынке представлен ряд хороших сварочных аппаратов для начинающих, доступных для различных методов сварки, включая TIG (вольфрамовый инертный газ), MIG и электродуговую сварку, а иногда вы сможете найти несколько методов в одном сварочном аппарате. .
Лучший сварочный аппарат для начинающих : DEKOPRO MMA Welder | Купить сейчас Лучший сварочный аппарат для начинающих : Hobart 500570 Сварочный аппарат Stickmate 160i | Купить сейчас Лучший аппарат для дуговой сварки для начинающих : Импульсный цифровой сварочный аппарат HZXVOGEN TIG | Купить сейчас Лучший сварочный аппарат TIG для начинающих : YESWELDER TIG-205DS Аппарат для высокочастотной сварки TIG/Stick/Arc TIG | Купить сейчас Лучший сварочный аппарат MIG для начинающих : Портативный сварочный аппарат ETOSHA MIG 160 | Купить сейчас Лучший сварочный аппарат с флюсовой проволокой для начинающих : Lincoln Electric CO K2698-1 Easy MIG 180 Сварочный аппарат с подачей проволоки | Купить сейчас Самый простой в использовании сварочный аппарат : Ручной сварочный аппарат Lincoln Electric K2278-1 | Купить сейчас Лучший бюджетный сварочный аппарат для начинающих : YESWELDER FLUX-135 Сварочный аппарат MIG с флюсовым сердечником | Купить сейчас Прокрутите вниз, чтобы узнать больше об этих удобных для новичков сварочных аппаратах и прочитать, что о них говорят многие счастливые рецензенты.
*Цены, указанные в этой статье, указаны в долларах США на сайте Amazon.com (com) по состоянию на февраль 2022 г.
1. Лучший сварочный аппарат для начинающих — DEKOPRO Welder for Beginners
Этот сварочный аппарат DEKOPRO — отличный универсал, который может обеспечить отличную сварку широкого спектра металлических материалов, а также предлагает отличное соотношение цены и качества.
Он предназначен для переноски, так как ручка для переноски позволяет легко перемещать его с места на место, а компактный дизайн этого сварочного аппарата также обеспечивает быстрое и удобное хранение. При напряжении 120 В этот сварочный аппарат не предназначен для тяжелых работ, но он отлично подходит для начинающих.
КУПИТЬ:
129 долларов США.99, Амазонка2. Лучший сварочный аппарат для начинающих — Hobart Stick Welder
Благодаря технологии горячего пуска этот сварочный аппарат от Hobart обеспечивает быстрый, легкий и надежный запуск, а также довольно прост в использовании.
Этот прочный сварочный аппарат может сваривать мягкую сталь диаметром до 5/32 дюйма, и, хотя его мощности недостаточно для профессионального использования, пользователям-любителям он нравится. Один из авторов написал: «Очень прост в настройке и очень хорош. качественная оснастка».
КУПИТЬ СЕЙЧАС:
449,99 долларов США, Amazon3. Лучший аппарат для дуговой сварки для начинающих — HZXVOGEN Arc Welder
Предлагая широкий спектр функций сварки, этот сварочный аппарат от HZXVOGEN имеет простую в использовании функцию дуги, которая отлично подходит для начинающих. Зажечь дугу вообще не проблема, очень мало разбрызгивания при стабильном токе.
Факел иногда может показаться новичкам немного большим и громоздким, но с практикой новичок должен освоить его.
КУПИТЬ СЕЙЧАС:
259,99 долларов США, Amazon4. Лучший сварочный аппарат TIG для начинающих — YESWELDER TIG Welder
Этот сварочный аппарат от YESWELDER предлагает отличное соотношение цены и качества для начинающих сварщиков. При цене чуть менее 280 долларов США он соответствует бюджетному диапазону рынка, но также предлагает множество функций, которые делают его удобным для пользователя.
Автоматический контроль температуры позволяет этой машине плавно регулировать силу тока, а также обеспечивает автоматическую компенсацию колебаний напряжения. Один счастливый рецензент написал: «Я не уверен, как вы превзойдете эту сделку для любителя / домашнего сварщика».
КУПИТЬ СЕЙЧАС:
279,99 долларов США, Amazon5. Лучший сварочный аппарат MIG для начинающих — ETOSHA MIG Welder
Функции безопасности особенно важны для начинающих сварщиков, и этот сварочный аппарат MIG от ETOSHA был разработан с учетом многих из них. Этот сварочный аппарат автоматически останавливается при перегреве или перегрузке и имеет класс защиты IP21 за хорошую водонепроницаемость.
Проволока, которая поставляется с этим аппаратом, немного разбрызгивается, но, поскольку она очень дешевая, можно купить более качественную проволоку для использования с этим сварочным аппаратом (например, сварочную проволоку Blue Demon E71TGS ( 18 долларов США, Amazon )) легко решит эту проблему.
КУПИТЬ СЕЙЧАС:
162,99 долларов США, Amazon6. Лучший аппарат для сварки с флюсовым сердечником для начинающих — сварочный аппарат с флюсовым сердечником Lincoln
Аппараты для сварки флюсовой проволокойобеспечивают большее проплавление, чем их аналоги для MIG, что позволяет работать с более толстыми соединениями, а также позволяет удерживать горелку в нескольких направлениях. Этот сварочный аппарат от Lincoln удобно предлагает возможности сварки MIG и сварки с флюсовым сердечником, отсюда и его более высокая цена, но если вы хотите получить серьезные сварочные работы, это отличный выбор.
Пользователям это нравится, и один из них написал: «Отличный сварочный аппарат для новичка, с которым можно учиться. Используя проволоку с флюсовой сердцевиной, я смог сделать довольно приличные сварные швы примерно за час».
КУПИТЬ СЕЙЧАС:
976,50 долларов США, Amazon7. Самый простой в использовании сварочный аппарат — Lincoln Welder
Модель Lincoln Electric K2278-1 Handy Core — отличный сварочный аппарат для тех, кто хочет просто подключиться к сети и начать работу. Все детали, которые поставляются с этим сварочным аппаратом, уже установлены на заводе, поэтому сборка не требуется. Он также прост в использовании, отчасти благодаря его упрощенному дизайну.
Это просто сварочный аппарат с флюсовой проволокой, поэтому его область применения несколько более ограничена, но он по-прежнему является лучшим выбором для любителей и домашней сварки.
КУПИТЬ СЕЙЧАС:
389,99 долларов США, Amazon8. Лучший бюджетный сварочный аппарат для начинающих — YESWELDER Welder
Ассортимент сварочных аппаратов YESWELDER известен тем, что предлагает хорошую производительность по отличной цене, поэтому неудивительно, что один из их аппаратов был выбран нами в качестве лучшего бюджетного сварочного аппарата . Этот конкретный сварочный аппарат эффективен, прост в использовании и стоит чуть менее 160 долларов США, что делает его отличным выбором для начинающих сварщиков. Он также компактен и портативен, что упрощает хранение.
Один рецензент даже назвал его «дешевым сварочным аппаратом», а другой добавил: «Будучи новичком в сварке, этот аппарат хорошо удовлетворил мои потребности… Он смог без проблем сварить пластину 3/8. Мне нравится насколько мала и легко транспортируема установка».
КУПИТЬ СЕЙЧАС:
179,99 долларов США, AmazonЛучшие сварщики для начинающих 2022 г. — резюме
Лучший сварщик для начинающих зависит от типа свариваемых металлов, а также от доступного бюджета. Однако мы считаем, что сварщик ДЕКОПРО ( 1259,99 долларов США, Amazon ) — отличный выбор для новичков в хобби, поскольку он сочетает в себе простоту использования и мощность, а также бюджетную цену.
Надеемся, наш обзор лучших сварочных аппаратов для начинающих был полезен. Если вы хотите вывести сварку на новый уровень, наш каталог может помочь вам найти сварочные фартуки и аппараты для сварки трением или подумать о том, чтобы добавить в свой домашний набор «сделай сам» циркулярные пилы и пистолеты для забивания гвоздей. Чтобы узнать больше о поставщиках сопутствующих товаров, ознакомьтесь с нашими дополнительными руководствами или посетите платформу поиска поставщиков Thomas.
Прочие инструменты Артикул
- Хвостовики сверл
- Типы розеток
- Характеристики сверла
- История отвертки Робертсона
- Материалы для сверления
- Общие сведения о лебедках и подъемниках — руководство по покупке Томаса Ударный гайковерт
- и ударный гайковерт — в чем разница
- Лучшие аккумуляторные ударные гайковерты
- Ведущие производители инструментов и компании в США
- Лучшие пилы по бетону
- Лучший локатор автоматических выключателей
- Лучшие производители и поставщики бензопил в США
- Лучший мультитул
- Лучший тактический фонарь
- Лучшие метлы для толкания
- Лучший перезаряжаемый фонарик
- Лучшая сетевая дрель
- Лучшая аккумуляторная дрель
- Лучший набор торцевых ключей
Другие лучшие товары
- Лучшие аккумуляторные ударные гайковерты
- Лучшие портативные генераторы
- Лучшие портативные ленточные пилы
- Лучшие электрические обогреватели
- Лучший мини-фрезерный станок
- Лучшие чердачные лестницы
- Лучшие очистители воздуха от дыма
- Лучший локатор автоматических выключателей
- Лучшие моторные подъемники и принадлежности
- Лучшие подъемники для гипсокартона
- Лучшие генераторы для всего дома
- Лучшие системы домашней автоматизации
- Самые тихие портативные генераторы
- Лучшие системы бесперебойного питания
- Лучшие коммерческие обогреватели для патио
- Лучшие электрические велосипеды
- Лучшие электрические мойки высокого давления
- Лучшие дверные замки без ключа
- Лучшие электрические газонокосилки
- Лучшие электрические грелки для рук
Больше из Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Сварка для начинающих | ДаСварщик
перейти к содержанию Говорим ли мы о простом журнальном столике или о космическом корабле, оба они изготавливаются с использованием одного и того же процесса, называемого сваркой. Процесс соединения двух кусков металла известен уже много веков. Многие люди принимают это как должное, даже не осознавая, насколько это важно на самом деле.
Поскольку большая часть окружающего нас мира сделана с помощью сварки, многие думают, что бывает довольно сложно взять в руки паяльную лампу и несколько электродов и начать сварку. На самом деле, если вы потратите некоторое время на то, чтобы понять это, и еще немного на практику, сварка может стать довольно простой.
Вот что такое сварка для начинающих.
Что такое сварка?С самого начала сварка представляет собой производственный процесс, включающий соединение материалов (в основном металлов и термопластов). Он включает в себя высокую температуру, которая плавит две части, позволяя им сплавляться вместе при охлаждении.
Помимо необходимости плавления основного металла, присадочный металл также добавляется в область, где создается ванна расплавленных материалов (сварочная ванна), которая образуется как соединение после охлаждения. Конфигурация сварного шва иногда может оказаться прочнее основного металла.
В большинстве случаев процесс сварки требует определенной защиты в виде защитного газа. Это используется для защиты присадочных металлов от загрязнения и окисления.
Сварка считается наиболее экономичным и эффективным способом соединения двух металлических частей. Этот процесс настолько важен для нашей экономики, что около 50% валовой продукции в США так или иначе связаны со сваркой.
Существуют различные способы сварки, а это означает, что используются различные процессы и методы сварки. Некоторые создают искры, а другие нет. У некоторых есть брызги, в то время как другие стремятся избежать этого. Есть те, которые требуют дополнительного тепла, в то время как другие равнодушны к нему. Сварка уникальна тем, что ее можно делать снаружи и внутри, на высочайших высотах мира и в глубочайших глубинах океанов. И часть этого делается в открытом космосе.
Сварочные процессы, от самых простых до самых сложных для начинающих Как уже упоминалось, существует множество сварочных процессов, и каждый из них имеет свои особенности. Конечно, каждый из них имеет определенные преимущества и недостатки. Не каждому из них легко научиться, особенно новичку. Однако со временем и усилиями это не невозможно.
Сварка МИГ (сварка металлов в среде инертного газа), также называемая GMAW (дуговая сварка металлическим электродом в газе), является очень популярным процессом среди новичков. Причина его популярности в том, что его очень легко освоить. Сварка MIG обычно используется для соединения низколегированной стали или мягкой стали. Сварщики MIG используют его для ремонта автозапчастей или некоторых домашних работ.
Процесс сварки MIG включает создание дуги между проволочным электродом и металлической заготовкой. Проволочный электрод начнет медленно плавиться и создавать сварное соединение. Подача проволоки постепенно подает порошковую проволоку с помощью сварочного пистолета, соединенного со сварочным аппаратом. В то же время горелка MIG обеспечивает подачу защитного газа для предотвращения загрязнения сварочной ванны.
Обычно используется система постоянного тока с постоянным источником питания. Но можно использовать и систему постоянного тока с переменным током. GMAW имеет четыре основных метода переноса металла: шаровидный, короткого замыкания, распыление и импульсное распыление.
Для дуговой сварки металлическим газом требуется защитный газ для защиты зоны сварки от загрязнения атмосферными газами. Если эти газы (азот и кислород) вступают в контакт с дугой, электродом или сварочным металлом, это может вызвать дефекты провара, пористость и сделать сварной шов хрупким.
Типы защитных газовСуществует множество защитных газов, которые можно использовать при сварке MIG. Наиболее распространенные из них включают чистый аргон, углекислый газ и смесь аргона.
Чистый аргон
Чистый аргон не следует использовать для сварки стали. Вместо этого этот газ подходит для цветных металлов, таких как алюминий. Аргон имеет низкую теплопроводность, что может привести к образованию узких сварных швов. Он имеет хорошее проникновение в середине сварного шва, но не так много в других областях сварки, что делает его крайне неэффективным для сварки стали.
Двуокись углерода
Сварщики предпочитают использовать чистый CO2, поскольку он намного дешевле аргона. К сожалению, созданная дуга может быть весьма нестабильной и широкой. Это может привести к появлению брызг, которые впоследствии придется очищать. Прямой CO2 для сварки MIG также используется для работы с более толстыми металлическими деталями.
Смесь аргона
Правильная смесь двуокиси углерода и аргона создает высококачественные сварные швы. Этот защитный газ обладает характеристиками чистого CO2 и чистого аргона и находится где-то посередине. Дуга имеет правильную ширину, обеспечивает благоприятный провар и минимальное разбрызгивание.
Сварка порошковой проволокой Сварка порошковой проволокой (FCAW) использует электродную трубку с непрерывной подачей вместо проволоки, как при сварке MIG в среде инертного газа. Трубка снаружи сделана из металла, а в сердцевине находится флюс. Во время сварки флюс плавится и образует жидкий шлак. Поскольку сварочная проволока имеет флюс в своей сердцевине, она создает свой собственный экран, поскольку тепло расплавляет проволоку.
Созданный экран на самом деле обеспечивает гораздо лучшую защиту от загрязнения, чем тот, который исходит от сварочного аппарата MIG. Это особенно полезно при сварке на открытом воздухе при сильном ветре, поскольку ветер не рассеивает газ. Однако этот метод создаст больше брызг, которые вам придется убирать позже.
Сварка порошковой проволокой также обеспечивает более глубокое проплавление толстых материалов. Он также хорошо работает как на ржавом, так и на грязном материале. Наконец, он позволяет выполнять сварку в нерабочем положении.
Сварка электродом Дуговая сварка, или сварка электродом, включает соединение двух металлических частей с помощью электрода, который действует как присадочный стержень, и электродной дуги, которая расплавляет металл.
Процесс сварки электродом включает использование покрытого флюсом стержня, где флюс защищает жидкую сварочную ванну от атмосферных газов. Выполнение этого без сварочного стержня, покрытого флюсом, может привести к пористым или слабым сварным швам.
Электрический ток (переменный или постоянный) поступает от источника питания для образования электрической дуги между электродом и материалом. Заготовка и электрод плавятся, образуя сварочную ванну, которая соединяется вместе по мере остывания. Когда флюс плавится, он образует слой шлака, покрывающий сварной шов. Этот слой необходимо сколоть или удалить металлической щеткой после того, как он остынет.
Существует множество электродов для стержневой сварки, которые можно использовать. Сварщику необходимо выбрать подходящий сварочный электрод для дуговой сварки в зависимости от проекта, над которым он работает. Наиболее часто используются электроды 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Сварочный аппарат для стержневой сварки гораздо проще настроить, чем другие типы сварочных аппаратов. Единственное, с чем вы должны быть осторожны, это настройка полярности, определяемая типом электрода, который вы собираетесь использовать. Всегда проверяйте, является ли это DC+, DC- или AC.
Сварка ВИГ, также называемая сваркой вольфрамовым электродом в среде инертного газа или дуговой сваркой вольфрамовым электродом (GTAW), представляет собой процесс, требующий больших навыков и времени для освоения. Однако сварка TIG позволяет выполнять точные работы в отличие от других сварочных процессов. Этот сварочный процесс особенно полезен при сварке алюминия или хромового сплава.
Сварка ВИГ очень похожа на сварку МИГ, но с одним существенным отличием. Вместо расходуемой проволоки используется вольфрамовый электрод или присадочный стержень, находящийся внутри сварочного пистолета. Сварщику необходимо использовать обе руки, одной рукой держать пистолет, а другой подавать присадочный стержень. Дуга создаст сварочную ванну из двух заготовок. Тепло от сварочной ванны плавит присадочный стержень, позволяя всем трем смешиваться вместе. Как и при сварке MIG, при сварке TIG требуется защитный газ для защиты сварного шва.
Аппарат для сварки TIG также поставляется с ножной педалью, с помощью которой сварщик регулирует силу тока, проходящего через электрическую цепь, образующуюся между вольфрамовым электродом и металлом. Таким образом, сварщик также может постепенно увеличивать или уменьшать тепло, подаваемое на металл, предотвращая хрупкость, возможную из-за теплового удара.
Сварочное оборудованиеПосле определения необходимого вам метода сварки вам необходимо будет рассмотреть необходимое оборудование.
Первое — это, конечно же, сварочный аппарат. Сварщики могут выбрать однопроцессорную машину или многофункциональную сварочную машину MIG/Stick/TIG, которая может использоваться для всех четырех типов дуговой сварки.
Следующая ценная часть снаряжения — сварочная маска. Это защищает ваше лицо и особенно глаза от ярких вспышек и сильного тепла, которое испускает электрическая дуга. В настоящее время самыми передовыми сварочными масками являются маски с автоматическим затемнением, которые мгновенно адаптируются к уровню освещенности, позволяя сварщику постоянно видеть зону сварки.
Прочные кожаные перчатки и обувь предназначены для защиты ваших рук и ног. Для защиты рук и тела сварщикам необходимо использовать хлопчатобумажные рубашки с длинными рукавами, комбинезоны, фартуки и нагрудники для защиты кожи от ожогов.
Наконец, сварка в помещении требует надлежащей вентиляции для безопасной работы. Однако, в зависимости от процесса сварки и материала, с которым вы будете работать, вам может понадобиться дополнительный респиратор, чтобы защитить вас от всех токсичных паров.
Вывод Как видите, существуют разные способы соединения металла. Каждый вид сварки имеет как преимущества, так и недостатки. Каждый из них имеет свои различные типы характеристик и приложений. Сварщик должен убедиться, какой тип лучше всего использовать, прежде чем засучить рукава и приступить к делу.
Сварка — это навык, который не исчезнет в ближайшее время, и есть вероятность, что наше общество продолжит использовать его в будущем.
11 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.