Сварка тонкого металла: tvin270584 — LiveJournal
Сварка тонкого металла — вопрос, который сегодня часто волнует и начинающих сварщиков, и тех, кто работает со сваркой уже давно, но впервые столкнулся с проблемами, которые возникают при сварке изделий, изготовленных из тонкого металла. Сварка тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. В статье мастер сантехник разберет все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Сложности сварки тонкого металла
Основная проблема, которая возникает, когда ведется работа с тонколистовым металлом — это то, что любое неосторожное движение электрода может привести в появлению в металле сквозного отверстия — то есть, металл прожигается.
С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотное соприкосновение электрода с металлом приводит к недостаточно высокому качеству сварного шва — а проще говоря, в данном случае сварной шов отсутствует вовсе, образуется так называемые непровар, то есть, недостаточно хорошее соединение свариваемых поверхностей между собой.
Еще одной проблемой при сварке подобных изделий является то, что ведется она на малых токах, и если даже совсем немного увеличить расстояние между электродом и поверхностью изделия, сварная дуга тут же обрывается. Одним словом, для ведения такого процесса требуется достаточно большой практический опыт, позволяющий правильно выбрать ток, при котором ведется сварка, скорость подачи электрода и длину сварной дуги.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий:
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов.
 В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва. - Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
 В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх.
Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики:
- Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
- Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
- По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва.
- Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
- Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.

Видео
В сюжете — Сварка тонкого листа металла
В сюжете — Сварка тонкого металла электродом
В сюжете — Возможно ли заварить 0,5 мм. металл электродом
В сюжете — Заварить 0,2 мм электродом
В продолжение темы посмотрите также наш обзор Какие электроды выбрать — несколько советов начинающему сварщику
Источник
https://santekhnik-moskva.blogspot.com/2021/09/Svarka-tonkogo-metalla.html
Сварка тонкого металла: секреты качественного сварного шва
Из этого материала вы узнаете:
- Нюансы сварки тонкого металла инвертором
- Основные и вспомогательные материалы для сварки тонкого металла
- Выбор электродов и настройка режимов сварки
- Технология сварки тонкого листового металла
- Приемы сварки тонкостенных конструкций
- Секреты сварки тонких листов металлов
- Сварка оцинкованной стали
- Особенности сварки тонколистового алюминия
- Техника безопасности и проблемы, возникающие при сварке
Сварка тонкого металла может стать настоящей проблемой даже для опытного сварщика.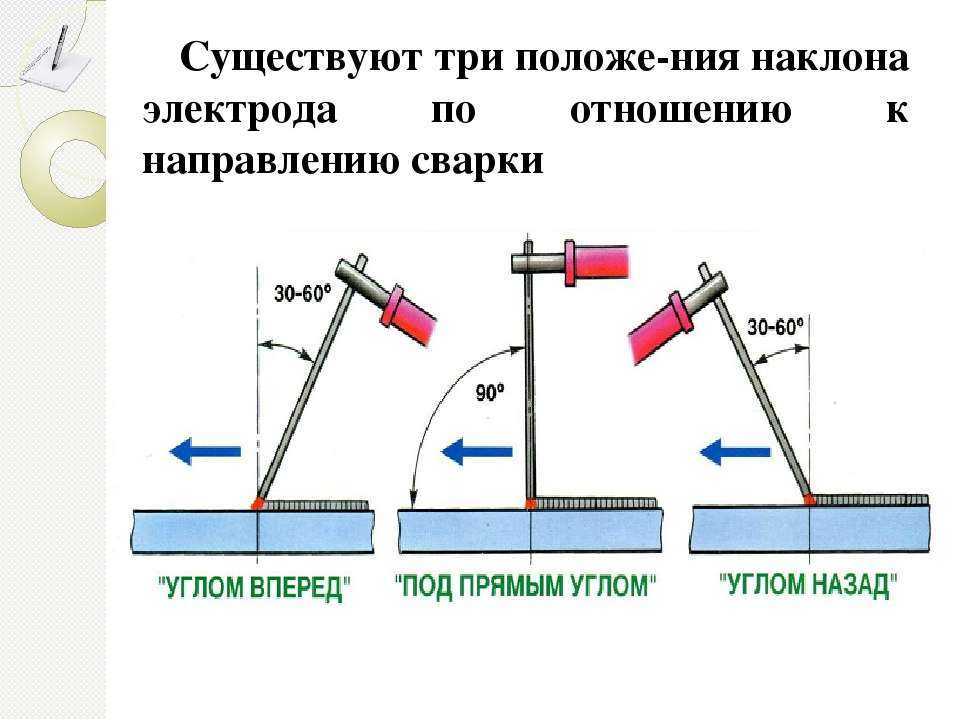 Существует множество нюансов относительно выбора режима работы оборудования, инструментов и материалов. Специалист должен работать быстро и точно. Ошибки часто приводят к прожиганию металла или деформации изделия.
Существует множество нюансов относительно выбора режима работы оборудования, инструментов и материалов. Специалист должен работать быстро и точно. Ошибки часто приводят к прожиганию металла или деформации изделия.
Чаще всего необходимость соединить тонкие листы металла возникает при кузовном ремонте автомобиля. Но бояться этого вида работ не нужно, советы более опытных сварщиков и немного практики обязательно приведут к успеху. Подробнее об особенностях сварки тонкого металла читайте в нашем материале.
Нюансы сварки тонкого металла инвертором
Сварка тонкого металла – это процесс, который способен вызвать трудности даже у сварщиков с большим опытом работы. Знания новичков в этой области недостаточны. Все дело в том, что здесь есть нюансы, из-за которых сложно подобрать соответствующий режим и электрод.
Самый простой способ сварки тонкого металла заключается в использовании полуавтомата.
Самая главная проблема, с которой сталкивается специалист, – это запрет на сильный нагрев изделия. В противном случае металл может прогореть, на его поверхности появятся отверстия.
В противном случае металл может прогореть, на его поверхности появятся отверстия.
При сварке тонкого металла электродом нельзя торопиться, его важно вести в одном направлении, строго вдоль шва. Отклонения от траектории недопустимы.
Вторая сложность заключается в том, что работать следует с использованием малого тока, следовательно, дуга должна быть короткой. Если отрыв электрода будет незначительным, велика вероятность, что дуга просто погаснет. Чтобы правильно разжечь ее, необходимо использовать аппарат для сварки тонкого металла с высокой вольт-амперной характеристикой.
VT-metall предлагает услуги:
Для сварки встык кромки металла необходимо тщательно обработать и зачистить. Если материал загрязнен или имеет на поверхности ржавчину, с его обработкой возникнут сложности.
Для сварки тонкого металла встык листы следует размещать максимально близко друг к другу, зазора быть не должно. Поэтому детали закрепляют скобами, особыми приспособлениями для прижимания и т. д.
д.
Основные и вспомогательные материалы для сварки тонкого металла
Под основными материалами следует понимать присадочные металлы, такие как электроды или проволоки. Чем ближе их состав к строению металла, тем лучше. Когда говорится о сварке тонкого металла проволокой, подразумевается наличие специального покрытия или защитного газа.
Отмечается, что если сварка осуществляется полуавтоматом, то без использования газа ее качество будет значительно ниже.
Электродную проволоку делят на два вида:
- Обычная. Для ее производства используется определенный вид металла, при этом в состав входят дополнительные элементы, которые служат для улучшения качества материала. Так как у проволоки нет флюсовой поверхности, необходимо защитить область сварки, для этого применяют защитный газ. Плюсы – невысокая стоимость и возможность соединения тонких деталей. Но есть и недостатки: свойства газа зависят от климатических условий.
- Порошковая. Эта проволока, в отличие от обычной, имеет порошковый флюс. Под воздействием высокой температуры он расплавляется. Поэтому в данном случае нет смысла использовать защитный газ. Недостатком порошковой проволоки является ее высокая стоимость и большая вероятность появления трещин.
 Эта проволока, в отличие от обычной, имеет порошковый флюс. Под воздействием высокой температуры он расплавляется. Поэтому в данном случае нет смысла использовать защитный газ. Недостатком порошковой проволоки является ее высокая стоимость и большая вероятность появления трещин.
Эта проволока, в отличие от обычной, имеет порошковый флюс. Под воздействием высокой температуры он расплавляется. Поэтому в данном случае нет смысла использовать защитный газ. Недостатком порошковой проволоки является ее высокая стоимость и большая вероятность появления трещин.Стоит обратить внимание на дополнительные материалы: газ и флюс. Первый используется для защиты и подогрева, второй – для улучшения качества свариваемости. Необходимость их использования напрямую зависит от того, каким образом будет выполняться сварка тонкого металла полуавтоматом: порошковой или обычной проволокой.
Дополнительные материалы не всегда приходится применять. К примеру, флюс используется, когда необходимо сварить сложные элементы, к которым относятся тугоплавкие металлы.
Выбор электродов и настройка режимов сварки
Для того чтобы выполнить сварку тонкого металла, толщина которого не превышает трех миллиметров, следует использовать марки с рутиловой обмазкой. Они необходимы для уменьшения темпа плавления сердечника. В процессе на концах электродов с тугоплавким покрытием появляется козырек, который препятствует очередному разжиганию дуги.
В процессе на концах электродов с тугоплавким покрытием появляется козырек, который препятствует очередному разжиганию дуги.
Отметим, что материал сердечника должен быть идентичным рабочему металлу или максимально приближенным по составу.
Для работы используется оборудование с переменным или постоянным током. Предпочтение следует отдавать универсальным электродам, которые перед началом сварки нагревают до температуры +170 °С. Благодаря прогреву зажигание и удержание дуги происходит значительно легче.
Для того чтобы определиться с параметрами электрода и силы тока, необходимо опираться на толщину металла. Ниже приведена таблица соответствия:
|
Толщина заготовки (мм) |
Ток |
Диаметр электрода (мм) |
|
0,5 |
10 |
1 |
|
1 |
25–35 |
1,6 |
|
1,5 |
45–55 |
2 |
|
2 |
65 |
2 |
|
2,5 |
75 |
3 |
Если у техники есть настройка начального напряжения, то в самом начале работы необходимо выставить его величину на 20 % ниже стандартной.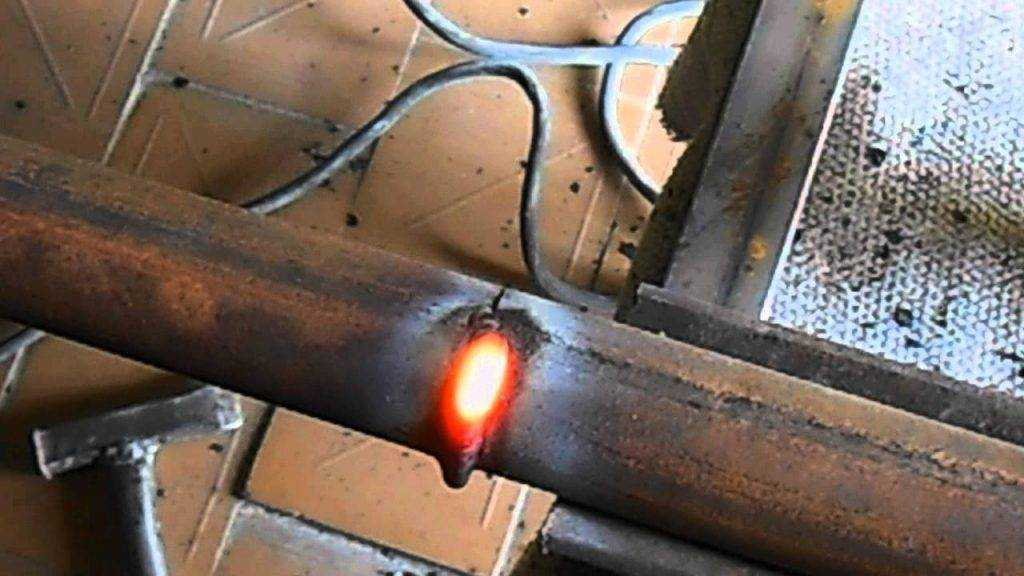 Это поможет избежать прожога в момент зажигания дуги. Если таковой возможности нет, тогда дугу следует разжечь на графитовой пластине, а затем перенести ее на стык.
Это поможет избежать прожога в момент зажигания дуги. Если таковой возможности нет, тогда дугу следует разжечь на графитовой пластине, а затем перенести ее на стык.
Так, в процессе сварки тонкого металла специалисту необходимо использовать малый ток, начинать работу следует с величины 10 А.
Если техника имеет минимальное значение тока, превышающее указанную величину, то для подключения используется стальная пружина или балластное устройство. Они предназначены для снижения тока до необходимого значения.
Если аппарат имеет импульсный режим, то у сварщика появляется возможность выполнять сварку металла, толщина которого меньше 0,5 мм.
Технология сварки тонкого листового металла
Технологический процесс сварки тонкого металла мало чем отличается от классической сварки.
Работа проводится в три этапа. Различия процессов кроются лишь в некоторых тонкостях, благодаря которым возникает возможность наиболее качественного выполнения.
Подготовка
Изначально специалист выполняет очищение поверхности металла от любых загрязнений.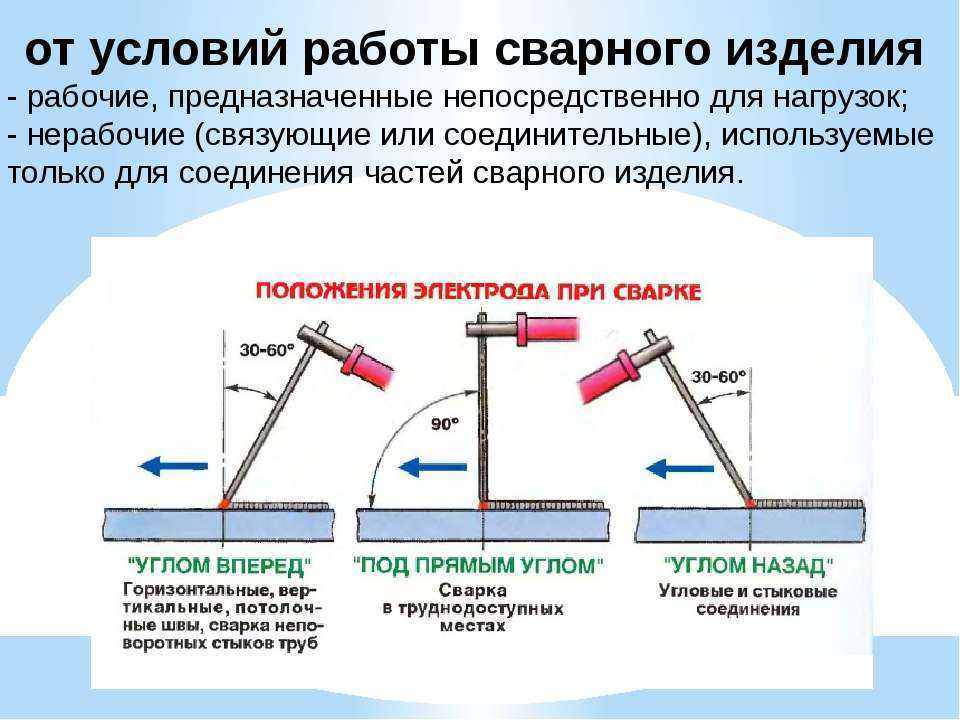 К очистке места, в котором будет крепиться аппарат, следует подойти с максимальной ответственностью.
К очистке места, в котором будет крепиться аппарат, следует подойти с максимальной ответственностью.
Если говорить об оцинкованном металле, то его очистку от защитного покрытия можно выполнить с использованием болгарки. Сварка прямо по нему тоже является допустимой, так как слой цинка выгорит во время работы.
Сварка
Процесс сварки тонкого металла происходит согласно следующему алгоритму. Электрод, который располагается на конце, очищается от обмазки. За счет этого дуга будет зажигаться значительно быстрее.
Чтобы в процессе работы не возникло деформации, по длине будущего шва необходимо выполнить точечные прихватки, сделав краткосрочный поджог и приварив края металла.
Для того чтобы зажечь дугу, сварщик прибегает к одному из следующих способов: он либо постукивает кончиком электрода по материалу, либо чиркает по нему. Оптимальная длина дуги может колебаться в диапазоне от 2 до 3 мм.
Важно: расстояние между электродом и металлом не должно превышать диаметра расходного материала.
Затем необходимо создать ванну из расплавленного металла и приступить к формированию шва. Конфигурация получившейся ванны должна напоминать овал. Если это условие соблюдается, значит, шов выполнен качественно.
Если электрод будет упираться в поверхность материала, он может прилипнуть к нему. Чтобы начинающий мастер не допустил такой ошибки, ему рекомендуется использовать аппарат, имеющий дополнительные функции антиприлипания и форсирования дуги.
Работа оборудования строится так, что когда электрод приближается к металлу ближе, чем нужно, происходит автоматическое сбрасывание напряжения. Так, вероятность того, что произойдет замыкание, а электрод прилипнет к поверхности, равна нулю.
Ведение шва происходит под углом, примерно равному 60°. Считается наиболее предпочтительным расположение, близкое к прямому углу. Важно, что при этом должен сохраняться обзор сварочный ванны и, конечно, самого сварного шва.
Если получившийся угол слишком острый, можно сделать вывод, что шов всплывает на поверхность и не выполняет своей задачи.
Ведение электрода происходит так: слева направо, на себя. Если выбрано вертикальное соединение, то его необходимо выполнять сверху вниз. В процессе следует выполнять зигзагообразные движения, которые сварщики называют елочкой.
Специалисту следует придавать значение и скорости выполнения сварки. Важно в процессе работы держать одинаковый темп.
По окончании необходимо сбить весь шлак с поверхности, убедиться, что непроваренные и прожженные участки на соединении отсутствуют.
Приемы сварки тонкостенных конструкций
Во избежание отрицательных результатов работы сварщику необходимо умело использовать различные методики.
- Внахлест. Если конструкция предоставляет такую возможность, то листы металла можно устанавливать друг на друге, внахлест. При работе следует быть особенно внимательным, чтобы не прожечь нижний элемент конструкции.
- Точечное соединение. При точечной сварке тонкого металла шов создается с использованием точечных прихваток. Здесь необходимо поджечь дугу, приварить металл, погасить дугу. Это действие повторяется на протяжении всего шва, один шаг должен равняться трем диаметрам электрода.
- По электроду. Если велика вероятность, что в ходе работы металл будет прожжен, рекомендуется очистить один электрод от обмазки, а затем расположить его по направлению будущего шва. Во время сварки эти места следует проварить особенно хорошо. Если в материале есть прожоги, их можно заварить, используя этот же метод.
 Здесь необходимо поджечь дугу, приварить металл, погасить дугу. Это действие повторяется на протяжении всего шва, один шаг должен равняться трем диаметрам электрода.
Здесь необходимо поджечь дугу, приварить металл, погасить дугу. Это действие повторяется на протяжении всего шва, один шаг должен равняться трем диаметрам электрода.Еще одна действующая методика – установка обратной полярности. В этом случае кабель держателя будет установлен на плюс, а масса, соответственно, на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает избежать прожогов.
Когда требуется выполнять сварку крупного материала из тонкого металла, разжигание дуги выполняется на заготовке с толстыми стенками, затем происходит перенос шва на стык.
Секреты сварки тонких листов металлов
Бывает, что появляется необходимость сварить листы металла под углом. Тогда предпочтительнее выбрать методику отбортовки. Согласно этому способу края листа отгибаются на необходимый угол, выполняется крепеж поперечными швами, расстояние между которыми имеет диапазон от 5 до 10 см.
Тогда предпочтительнее выбрать методику отбортовки. Согласно этому способу края листа отгибаются на необходимый угол, выполняется крепеж поперечными швами, расстояние между которыми имеет диапазон от 5 до 10 см.
Далее сварка происходит в обычном режиме непрерывным вертикальным швом.
Зачастую во время беспрерывной контактной сварки тонкого металла образуются прожоги. Чтобы избежать этого, рекомендуется делать кратковременные отрывы электрода – буквально на несколько мгновений, после чего электрод снова опускается на рабочую поверхность.
Таким образом, металл за время отрыва дуги успевает остыть. Важно: время отрыва должно быть минимальным, чтобы рабочая поверхность не остывала слишком сильно.
Сварка тонкого металла встык – процесс не из легких. Сделать это внахлест гораздо проще, так как вероятность перегрева материала минимальна.
Когда выполняется сварка тонкого металла методом встык, не будет лишним проложить между металлическими листами проволоку толщиной от 2 до 4 мм таким образом, чтобы с лицевой стороны она равнялась с верхней частью рабочей поверхности, а с изнаночной стороны необходимо обеспечить выступ примерно на половину ее диаметра.
Во время работы вести дугу следует по ней, так как проволока не берет на себя термическую нагрузку, поэтому в сварке материала примут участие периферийные токи. В таком случае шов будет ровный.
Также можно под место стыка положить медные пластины. Преимущество этого метода объясняется высокой теплопроводностью, которая превышает теплопроводность стали более чем в 7 раз. Она также забирает часть тепла на себя, не давая металлу перегреться. У сварщиков такой способ называется «с теплоотводящими подкладками».
Сварка оцинкованной стали
Оцинкованная сталь – это тонкий листовой металл, который снаружи покрывается цинком. Если материал подвергается сварке, то его кромки придется полностью очистить от верхнего покрытия. Снятие цинка выполняется либо шлифовочной машинкой, либо вручную (наждачкой или металлической щеткой).
Удаление цинка производится еще и другим способом: материал можно выжечь сваркой. Для этого необходимо два раза пройти электродом по шву, тогда цинк испарится. Отметим, что пары цинка могут нанести серьезный вред здоровью, поэтому выжигать его лучше или на улице, или под вытяжкой.
Отметим, что пары цинка могут нанести серьезный вред здоровью, поэтому выжигать его лучше или на улице, или под вытяжкой.
Рекомендуем статьи
- Гибка листового металла: способы выполнения и необходимые расчеты
- Оптоволоконный лазер: идеальная технология для металлообработки
- Фрезерование металла: основные методы, типы фрез
К сварке можно приступать, лишь когда цинк будет полностью удален. Чтобы выполнить сварку качественно, необходимо выполнить два прохода, задействовав различные электроды. Колебания при этом должны быть небольшими.
Особенности сварки тонколистового алюминия
Алюминий – металл, к которому при сварке необходимо иметь особенный подход, так как его поверхность имеет тонкую оксидную пленку. Покрытие предназначено для защиты от окислительных процессов.
Отметим, что температура плавления здесь практически в три раза выше, чем у обычного металла, поэтому важную роль играет грамотная настройка полуавтомата.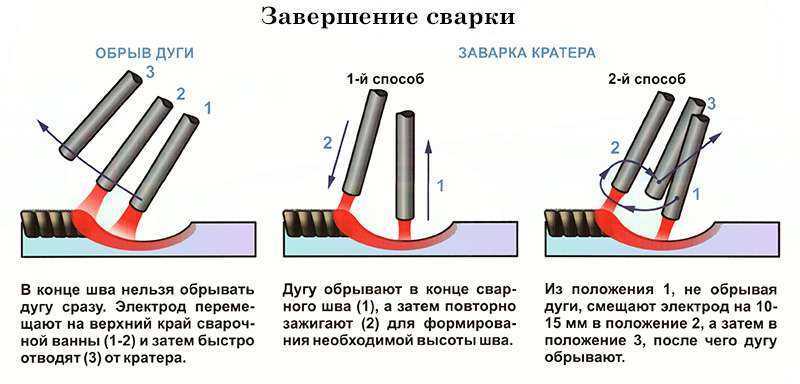
Приведем примеры особенностей сварки тонкого алюминия:
- Для работы необходимо использовать ток обратной полярности, чтобы сварка проходила постепенно.
- Многие специалисты убеждены, что для начала необходимо выполнить удаление оксидной пленки, тогда работа будет протекать легче.
- Так как температура плавления ниже обычной, а материал является текучим, есть смысл воспользоваться специальными подложками.
- Аргон – газ, который идеально подойдет для защиты.
Техника безопасности и проблемы, возникающие при сварке
Сварка тонкого металла не позиционируется как наиболее опасный вид сварочных работ. Здесь так же, как и при других видах сварки, существует своя техника безопасности и нормативы по электробезопасности, которые необходимо выполнять безоговорочно.
Тонкие материалы сильнее разбрызгиваются, нежели те, что имеют большую толщину, поэтому ношение спецодежды является обязательным условием.
Напомним, что СИЗ должны тщательно защищать органы зрения и дыхательной системы.
Использование газовых баллонов с вышедшим сроком поверки строго запрещено.
Чаще всего в процессе сварки тонкого металла могут возникнуть следующие проблемы:
- Прожигание заготовки обычно вызвано неправильно выбранной силой тока.
- Прилипание электрода возникает, если сила тока слишком мала или расходник подносится к материалу слишком близко.
- Непроваренный шов. Такую ошибку чаще всего допускают начинающие мастера, которые бояться прожечь металл, поэтому проявляют чрезмерную осторожность.
- Деформация материала зачастую возникает по причине воздействия слишком высокой температурной нагрузки.
В этой статье мы рассказали вам о нюансах сварки тонкого металла. Надеемся, что приведенный материал будет полезен и желаем успехов в работе.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как избежать деформаций при сварке? Способы устранения сварочных деформаций
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Проблем будет в разы меньше.
Аргонодуговая обработка для снятия остаточных напряжений
Для снятия остаточных напряжений и деформаций после сварки применяют аргонодуговую обработку. Суть её заключается в том, что переходную зону от сварного шва к основному металлу расплавляют неплавящимся электродом в среде аргона. При расплавлении этой переходной зоны напряжения, действующие между металлом шва и основным металлом, исчезают. При кристаллизации, они появятся вновь, но их величина будет намного меньше изначальной. Такой способ позволяет снизить остаточные напряжения до 70%. Кроме снижения напряжений, этот метод позволяет получить плавный переход от шва к основному металлу и это существенно увеличивает прочность конструкции.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
Читать также: Как самому сделать съемник для пружин
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
- Линейные. Характеризуются односторонним направлением действия;
- Плоские. Имеют двустороннюю направленность воздействия;
- Объемные. Действие напряжения направлено по трем осям.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.
Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Читать также: Отвертка с двумя штырьками
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
Если в металле шва или близлежащих областях металла создать дополнительные пластические деформации, то можно полностью устранить остаточные напряжения и деформации при сварке. Для этого выполняют проковку сварных швов.
Для этого выполняют проковку сварных швов.
Проковывают сварное соединение во время его остывания при температурах выше 450°C, либо ниже 150°C. При температурах от 200°C до 400°C проковку не выполняют из-за повышенного риска образования надрывов.
Проковывают швы вручную, молотком, массой около 1кг. Допускается применять пневматический молоток. В случае выполнения многослойных швов, не выполняют проковку последнего слоя и первого, на котором от ударов возможно образование трещин. Таким способом снимают напряжения в металле при заварке дефектов или при выполнении замыкающего сварного шва.
Как избежать прожога при сварке?
, Wes Rose
- Носите утвержденные сварочные маски, защищающие лицо, шею и уши, и носите головной убор.
- Носите защитные очки или защитные очки – даже под каской.
- Убедитесь, что рабочие перчатки и фартуки не имеют отверстий.
- Носите огнеупорные беруши или наушники для предотвращения попадания искр в уши.

Как не прожечь сварку?
Что вызывает прожоги при сварке?
Прожог определяется как нежелательное открытое отверстие, когда основной металл полностью расплавляется, что может быть вызвано чрезмерным подводом тепла, неправильным углом перемещения, скоростью перемещения и недостаточным электрическим отключением .
Что такое проплавление и как его предотвратить?
Что такое проплавление и как его предотвратить? тип неприемлемой формы сварного шва в результате чрезмерного усиления корня шва . Этого можно избежать, правильно спроектировав сварной шов, избегая использования слишком большого тока и используя соответствующую скорость перемещения, угол перемещения и расстояние от наконечника до изделия.
Этого можно избежать, правильно спроектировав сварной шов, избегая использования слишком большого тока и используя соответствующую скорость перемещения, угол перемещения и расстояние от наконечника до изделия.
Как избежать таких дефектов, как подрезы и прожоги?
В общем, старайтесь держать кончик электрода-стержня ближе к обрабатываемому изделию . Такое малое расстояние между электродом и заготовкой гарантирует, что вы наплавите максимальное количество металла, что приведет к меньшему подрезу. Между вашим электродом и сталью во время сварки должен быть зазор около 1/16 дюйма.
Почему мой сварочный аппарат MIG прожигает металл?
Другой дефект сварки, чрезмерное проникновение (слишком сильное проникновение в сварной шов) , очень часто может привести к прожогу. Причины: Чрезмерное тепло является основной причиной прожога. Наличие слишком большого корневого отверстия в сварном соединении также может привести к прожогу.
Как предотвратить возгорание дуги при сварке?
 youtube.com/embed/MLI6ws-Fdu8?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/MLI6ws-Fdu8?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> Видео
 youtube.com/embed/VApl8apfhxc?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/VApl8apfhxc?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> Другие товары
Сколько кг в 1 коробке сварочной проволоки?
Вольфрам какого цвета следует использовать?
Легко ли сваривать с подачей проволоки?
Как пользоваться сварочным аппаратом Miller?
Кому принадлежит сварка Виктора?
Уэс Роуз
Уэс Роуз — опытный сварщик с более чем 15-летним опытом. Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
Как лечить и предотвращать сварочные ожоги на коже
Независимо от того, являетесь ли вы опытным сварщиком или только начинаете свой путь, лечение и профилактика сварочных ожогов должны быть известны каждому. Это одна из самых распространенных опасностей, с которыми сварщики сталкиваются каждый день, и, если ее не воспринимать всерьез, это может привести к инфекции или чему-то еще худшему.
Прежде чем мы приступим к профилактике и лечению, важно знать два различных типа сварочных ожогов, которые могут возникнуть.
УФ-ожоги при сварке
УФ-ожоги могут возникнуть, когда ваша кожа подвергается воздействию ультрафиолетового излучения, возникающего во время сварки. Воздействие УФ-излучения обычно приводит к неприятному «солнечному ожогу при сварке ». Однако воздействие УФ-излучения может также привести к раку кожи, меланоме глаза, катаракте, глазу сварщика или более серьезным ожогам.
Однако воздействие УФ-излучения может также привести к раку кожи, меланоме глаза, катаракте, глазу сварщика или более серьезным ожогам.
Нередко встречаются сварщики, которые не слишком обеспокоены воздействием УФ-излучения, поскольку, по их собственным словам, «это то же самое, что и пребывание на солнце». Многие из этих сварщиков не знают, что, в отличие от солнечного УФ-излучения, они подвергаются воздействию всего спектра УФ-излучения.
Три типа УФ-излучения и их опасности включают:
- UVA — UVA является наиболее распространенным типом ультрафиолетового излучения, которому люди больше всего подвержены, так как наш озон поглощает только около половины излучения UVA
- UVB — UVB встречается реже, с наш озон поглощает около 90% от этого. UVB также намного опаснее, чем UVA. Воздействие УФ-В может привести к раку кожи и кожной эритеме, а также к еще большему повреждению ДНК и клеток.
- UVC — Ультрафиолетовое излучение C является худшим из всех. К счастью, наш озон поглощает все УФ-излучение. Однако его можно получить искусственно с помощью многих вещей, таких как сварка, ртутные лампы и даже старые солярии.
 К счастью, наш озон поглощает все УФ-излучение. Однако его можно получить искусственно с помощью многих вещей, таких как сварка, ртутные лампы и даже старые солярии.
К счастью, наш озон поглощает все УФ-излучение. Однако его можно получить искусственно с помощью многих вещей, таких как сварка, ртутные лампы и даже старые солярии.Также важно отметить, что один процесс сварки производит больше УФ-излучения, чем другие. Например, известно, что GMAW создает больше всего. При использовании аргона в качестве защитного газа, а не двуокиси углерода или гелия, также образуется больше УФ-излучения.
Ожоги от контактной сварки
Ожоги от контактной сварки не требуют пояснений. Эти ожоги возникают, когда ваша кожа вступает в контакт с чем-то горячим. Иногда вашей коже даже не нужно прикасаться к источнику тепла, чтобы обжечься. Быть очень близко к источнику тепла может быть достаточно, чтобы вызвать ожог.
Как бы вы ни старались, есть большая вероятность, что вы обожжетесь хотя бы раз в своей карьере сварщика. Большинство сварщиков просто не обращают внимания на ожоги и терпят их, но очень важно определить тяжесть травмы и обеспечить надлежащее лечение. «Выносливость» может привести к гораздо более серьезным проблемам, таким как инфекция.
«Выносливость» может привести к гораздо более серьезным проблемам, таким как инфекция.
При незначительных ожогах, не требующих немедленной медицинской помощи:
- Промойте обожженный участок кожи прохладной водой примерно на 10 минут или до тех пор, пока боль не начнет уходить. Немедленное охлаждение ожога поможет уменьшить боль и отек, а также уменьшит вероятность повреждения большего количества тканей. НЕ используйте лед или холодную воду. Холод может временно облегчить боль, но он также может сильнее повредить ткани.
- По возможности снимите украшения рядом с обожженным участком кожи до того, как он начнет опухать.
- Американская академия дерматологии рекомендует наносить вазелин на место ожога 2-3 раза в день. При очень незначительных ультрафиолетовых ожогах также очень помогает Алоэ Вера, наряду с любым местным стероидом.
- Оберните обожженный участок кожи стерильной повязкой. Вы хотите убедиться, что не слишком сильно давите на ожог, поэтому оберните его неплотно. Покрытие поможет защитить вашу кожу и уменьшить боль.
- Если вы все еще испытываете боль, очень помогут безрецептурные лекарства, такие как Aleve, Tylenol и Advil.
 Покрытие поможет защитить вашу кожу и уменьшить боль.
Покрытие поможет защитить вашу кожу и уменьшить боль.Другие полезные советы:
- НЕ ВЗРЫВАЙТЕ ПУЗЫРЬКИ! Это очень важно, так как волдыри помогают защитить вас от инфекций. Если волдырь лопнул, просто промойте его водой.
- Приподнятие обожженного участка кожи может помочь уменьшить отек и боль.
Должен ли я обратиться за медицинской помощью?
При любых критических/больших ожогах следует немедленно обратиться к врачу. Признаки критического ожога включают:
- Нет боли. Если ожог ужасный и вы не чувствуете боли, это может означать, что нервные окончания повреждены. Повреждение нерва указывает на ожог третьей степени.
- Площадь ожога более 3 дюймов.
- Область ожога будет выглядеть обугленной.
- Участки кожи черного, белого или коричневого цвета
- Ожоги, покрывающие гениталии, лицо, руки, ноги или лицо.

Возможно, вам потребуется обратиться за медицинской помощью, если ваш небольшой ожог не заживает должным образом. Некоторые признаки этого включают:
- Лихорадка
- Увеличение отека, боли, покраснения или онемения.
- Кровотечение через бинты
- Гной исходит от неприятного запаха.
- Отсутствие признаков заживления через четыре-пять дней
Как предотвратить сварочные ожоги
Несмотря на то, что сварочные ожоги случаются довольно часто, их легко предотвратить. Помимо здравого смысла, наиболее важным способом избежать ожогов является использование соответствующего сварочного оборудования. Также важно знать, чего следует избегать или носить с осторожностью.
Что обеспечивает наилучшую защиту?
Сварочные маски прекрасно защищают лицо, особенно глаза. Лучшие сварочные маски смогут выдержать высокую температуру, а также защитить места, о которых вы даже не подумали бы, например, шею или подбородок.
Сварочная шапочка и шапочки хорошо защищают те места на голове, которые не закрывает сварочная маска. Одним из примеров этого являются ваши слуховые проходы. Часто у вас будут случайные искры, которые могут легко попасть в них, и в большинстве случаев сварочная маска не достает так далеко. Решить эту проблему помогут и огнестойкие беруши.
Защитные очки с боковыми стеклами — еще один отличный способ защитить глаза. Иногда сварщики даже носят их под своими сварочными шлемами, что дает им дополнительную защиту.
Кожаные куртки, сварочные фартуки, нагрудники или огнестойкие куртки прекрасно защищают туловище.
Для защиты рук следует надевать тяжелые огнестойкие перчатки. Просто убедитесь, что они также закрывают ваши запястья. Для дополнительной защиты запястья, а также всей руки рекомендуется использовать сварочные рукава. Иногда вы можете найти такие, которые будут прикрепляться к вашим перчаткам на запястье, что может быть очень полезным.
На ноги следует надеть прочные кожаные сапоги до щиколотки. Чтобы искры не попали в ботинок, не заправляйте штаны в сапоги. У вас также есть возможность получить защиту для шнурков.
Чтобы искры не попали в ботинок, не заправляйте штаны в сапоги. У вас также есть возможность получить защиту для шнурков.
Чего следует избегать
- Следует избегать ношения синтетических тканей, так как они могут легко загореться.
- Не носите одежду, в местах которой могут скапливаться искры, такие как манжеты или открытые карманы.
Дополнительные ресурсы по лечению свадебных ожогов
Здесь вы можете найти список полезных ресурсов с дополнительной информацией о том, как лечить ожоги.
- Как лечить ожоги первой степени видео из AAD
- https://www.mayoclinic.org/first-aid/first-aid-burns/basics/art-20056649
- https://www.uwhealth .org/health-wellness/the-right-way-to-treat-burns/51346
сообщите об этом объявлении
Почему металлы не горят? | Научные вопросы с неожиданными ответами
Категория: Химия Опубликовано: 18 февраля 2018 г.
Фейерверк — пример сжигания металлов. Изображение общественного достояния,
источник: ОСАГО.
Изображение общественного достояния,
источник: ОСАГО.
Металлы горят. На самом деле, большинство металлов выделяют много тепла при горении, и их трудно потушить. Например, термит используется для сварки железнодорожных рельсов. Топливом в термитах является металлический алюминий. Когда горит термит, атомы алюминия связываются с атомами кислорода, образуя оксид алюминия, выделяя при этом много тепла и света. В качестве другого примера, ручные бенгальские огни используют в качестве топлива алюминий, магний или железо. Пламя бенгальского огня выглядит иначе, чем пламя дров, потому что металл имеет тенденцию гореть горячее, быстрее и полнее, чем дерево. Это то, что придает зажженному бенгальскому огни характерное искрящееся пламя. Фактически, большинство фейерверков содержат металлическое топливо. Другой пример: старые лампы-вспышки, используемые в фотографии, представляли собой не что иное, как горящие кусочки магния в стеклянной колбе. Кроме того, твердотопливные ускорители космического челнока использовали алюминий в качестве топлива. Некоторые металлы, такие как натрий, горят так хорошо, что мы не делаем из них предметы быта. Любой бойскаут, поджегший огонь стальной ватой, может подтвердить, что металлы горят.
Некоторые металлы, такие как натрий, горят так хорошо, что мы не делаем из них предметы быта. Любой бойскаут, поджегший огонь стальной ватой, может подтвердить, что металлы горят.
Тем не менее, вы можете удивиться, почему если поднести зажженную спичку к алюминиевой фольге, она не загорится. Точно так же, если поставить металлическую кастрюлю на кухонный огонь, она не загорится. В повседневных ситуациях металлические предметы горят не так сильно. Как это возможно, если металлы действительно горят? Здесь задействованы три основных фактора.
Во-первых, если у вас есть твердый кусок металла, трудно подобрать атомы кислорода достаточно близко к большинству атомов металла, чтобы вступить в реакцию. Чтобы сжечь металл, каждый атом металла должен подобраться достаточно близко к атому кислорода, чтобы соединиться с ним. Для больших кусков металла; как ложки, горшки и стулья; большинство атомов просто слишком глубоко погребены, чтобы иметь какой-либо доступ к молекулам кислорода. Кроме того, металлы не испаряются легко. Когда вы сжигаете кусок дерева или восковую свечу, частицы топлива легко испаряются, а это означает, что при небольшом нагреве они выбрасываются в воздух, где у них есть лучший доступ к атомам кислорода. Напротив, атомы твердых металлов, как правило, очень тесно связаны друг с другом, а это означает, что гораздо труднее использовать тепло для испарения металла. Кроме того, органические материалы, такие как дерево или ткань, содержат много собственного кислорода, тогда как необработанные металлы его не содержат. Это одна из причин, почему сжечь металлическую ложку намного труднее, чем деревянную, хотя обе они состоят из больших кусков материала.
Кроме того, металлы не испаряются легко. Когда вы сжигаете кусок дерева или восковую свечу, частицы топлива легко испаряются, а это означает, что при небольшом нагреве они выбрасываются в воздух, где у них есть лучший доступ к атомам кислорода. Напротив, атомы твердых металлов, как правило, очень тесно связаны друг с другом, а это означает, что гораздо труднее использовать тепло для испарения металла. Кроме того, органические материалы, такие как дерево или ткань, содержат много собственного кислорода, тогда как необработанные металлы его не содержат. Это одна из причин, почему сжечь металлическую ложку намного труднее, чем деревянную, хотя обе они состоят из больших кусков материала.
Имея это в виду, все, что нам нужно сделать, это вручную разбить атомы металла на части, чтобы заставить их гореть лучше. На практике это означает измельчение металла до мелкого порошка. При использовании в качестве топлива в коммерческих продуктах и промышленных процессах металлы обычно имеют форму порошка.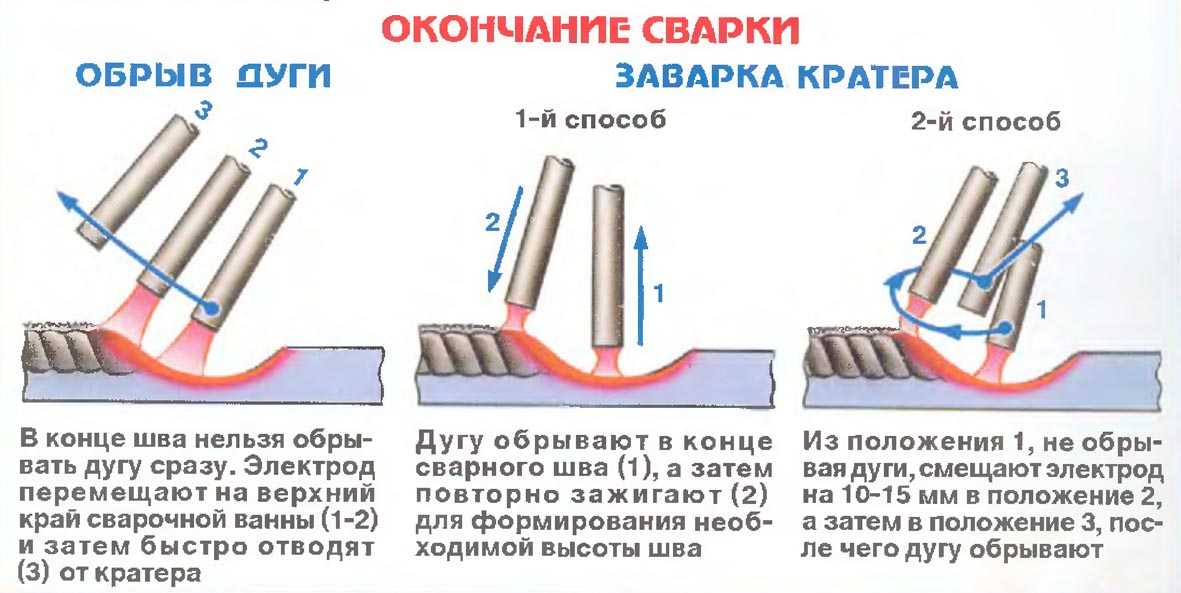 Хотя, даже если вы измельчите металлический блок в порошок, он все равно не будет гореть так эффективно, как мог бы, если бы вы просто использовали кислород из окружающего воздуха. Проблема в том, что воздух на самом деле не содержит столько кислорода. Воздух в основном состоит из азота. Наилучший подход состоит в том, чтобы смешивать кислород непосредственно с порошком. Неочищенный кислород не будет работать так хорошо, потому что он является газом при комнатной температуре и улетучивается. Вместо этого к металлическому порошку можно примешивать твердые соединения, содержащие слабо связанные атомы кислорода. Таким образом, атомы кислорода могут устойчиво находиться рядом с атомами металла, готовые вступить в реакцию. Этот подход является наиболее эффективным способом заставить металлы хорошо гореть. Например, термит — это просто алюминиевый порошок (топливо), смешанный с оксидом железа (источник кислорода).
Хотя, даже если вы измельчите металлический блок в порошок, он все равно не будет гореть так эффективно, как мог бы, если бы вы просто использовали кислород из окружающего воздуха. Проблема в том, что воздух на самом деле не содержит столько кислорода. Воздух в основном состоит из азота. Наилучший подход состоит в том, чтобы смешивать кислород непосредственно с порошком. Неочищенный кислород не будет работать так хорошо, потому что он является газом при комнатной температуре и улетучивается. Вместо этого к металлическому порошку можно примешивать твердые соединения, содержащие слабо связанные атомы кислорода. Таким образом, атомы кислорода могут устойчиво находиться рядом с атомами металла, готовые вступить в реакцию. Этот подход является наиболее эффективным способом заставить металлы хорошо гореть. Например, термит — это просто алюминиевый порошок (топливо), смешанный с оксидом железа (источник кислорода).
Вторая причина того, что обычные металлические предметы не так хорошо горят, заключается в том, что металлы обычно имеют более высокую температуру воспламенения. Поскольку атомы в обычном металле так тесно связаны друг с другом, требуется больше энергии, чтобы разорвать их на части и освободить, даже если атомы кислорода находятся рядом с ними. Пламя свечей, спичек, костры и пламя кухонной плиты просто не нагреваются настолько, чтобы зажечь большинство металлов, даже если металл находится в идеальной форме порошка. Химические реакции, которые производят более высокие температуры, должны использоваться для воспламенения большинства металлов. Например, сжигание полосок магния можно использовать для воспламенения термита.
Поскольку атомы в обычном металле так тесно связаны друг с другом, требуется больше энергии, чтобы разорвать их на части и освободить, даже если атомы кислорода находятся рядом с ними. Пламя свечей, спичек, костры и пламя кухонной плиты просто не нагреваются настолько, чтобы зажечь большинство металлов, даже если металл находится в идеальной форме порошка. Химические реакции, которые производят более высокие температуры, должны использоваться для воспламенения большинства металлов. Например, сжигание полосок магния можно использовать для воспламенения термита.
Последняя причина того, что обычные металлические предметы не так хорошо горят, заключается в том, что металлы, как правило, являются отличными теплопроводниками. Это означает, что если какое-то место на металлическом объекте начинает накапливать некоторое количество тепла, тепло очень быстро проходит через металл к более холодным частям объекта. Это затрудняет накопление достаточного количества тепла в одном месте для достижения температуры воспламенения.