Сварка полуавтоматом для начинающих тонкого металла. Как научиться варить полуавтоматом без помощи специалистов
ГлавнаяПолСварка полуавтоматом для начинающих тонкого металла
Сварка тонкого металла инвертором и электродом: технология, видео
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.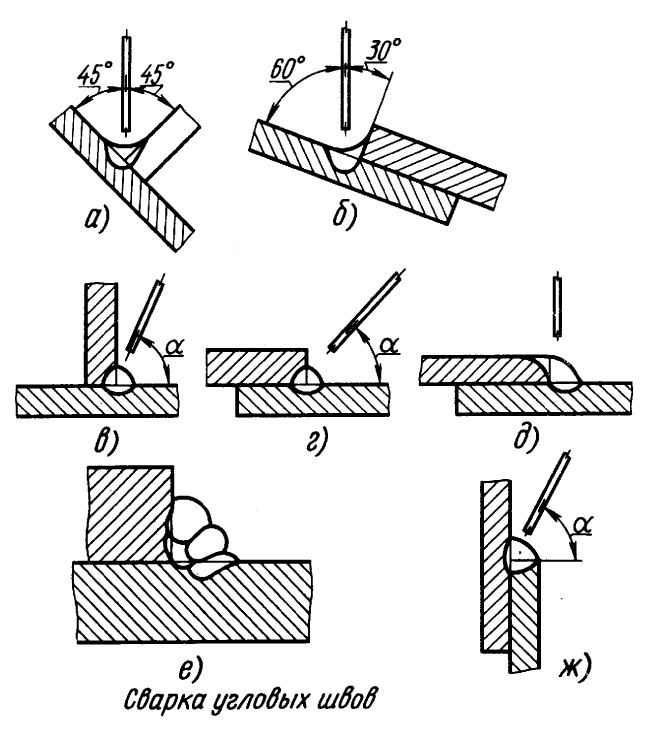
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall. ru
ru
требования к оборудованию и технике сварки (видео)
На сегодняшний день сварочное дело имеет широкое распространение. Этот метод скрепления различных деталей или конструкций между собой с большим успехом используется уже много десятилетий. Трудно представить себе такие отрасли промышленности, как металлургическая и машиностроительная, без сварочного дела. Подобные работы применяются и в частном строительстве. С каждым годом процесс сварки совершенствуется. В настоящее время используется не только ручной вид сваривания, но и полуавтоматический и даже автоматический. Многие не знают, как научиться варить полуавтоматом.
От качества скрепления деталей с помощью сварки зависит безопасность и качество металлических конструкции.
Сварочные работы являются очень ответственным видом работ. От качества скрепления деталей зависит прочность и безопасность всей конструкции. Сварка полуавтоматом отличается от ручной тем, что она в значительной степени облегчает процесс и позволяет улучшить качество сварного шва.
Что представляет собой сварка полуавтоматом
Схема устройства сварочного полуавтомата.
Чтобы научиться варить полуавтоматом, необходимо знать принцип работы. Данный вид сварочных работ является разновидностью электродуговой сварки. Металл нагревается и расплавляется под воздействием большого количества энергии, которая образуется в процессе работы оборудования. В результате этого участок около сварочной дуги начинает плавиться. После того как сварочная ванна остынет и металл затвердеет, формируется так называемый сварной шов. От его качества зависит прочность соединения деталей.
Если при простой дуговой сварке основной составляющей были электроды, то здесь должен быть и второй компонент — инертный газ. Зачем при сварке полуавтоматом необходим газ? Все дело в том, что в ходе работы сварной шов подвергается воздействию кислорода. Все это способствует образованию окислов, которые в значительной степени ухудшают прочность и надежность конструкции. С помощью инертных газов удается улучшить качество сварного шва. Чаще всего используются такие газы, как углекислый или аргон. Сварка может протекать с использованием активного или инертного газа.
Зачем при сварке полуавтоматом необходим газ? Все дело в том, что в ходе работы сварной шов подвергается воздействию кислорода. Все это способствует образованию окислов, которые в значительной степени ухудшают прочность и надежность конструкции. С помощью инертных газов удается улучшить качество сварного шва. Чаще всего используются такие газы, как углекислый или аргон. Сварка может протекать с использованием активного или инертного газа.
Варить автоматом можно только с помощью электродов (сварной проволоки). В процессе нагрева электрод начинает плавиться и постепенно перемешивается с расплавленным металлом детали. Электрод подается на деталь при полуавтоматической сварке с определенной скоростью. Человек, который занимается данной работой, должен контролировать процесс и скорость подачи проволоки.
Организация сварочных работ
Схема классификации сварных швов.
Чтобы научиться хорошо варить полуавтоматом, необходимо иметь оборудование, знать принципы и правила сварки и иметь источник электрического тока. Для работы оборудования потребуется рассчитать силу тока и напряжение. На эту величину влияет несколько факторов: диаметр используемой сварочной проволоки (электрода) и толщина самой детали. Проще всего сваривать тонкие детали, так как в данной ситуации металл лучше прогревается, а шов становится более надежным. При большой толщине металла глубина прогревания и плавления снижается.
Для работы оборудования потребуется рассчитать силу тока и напряжение. На эту величину влияет несколько факторов: диаметр используемой сварочной проволоки (электрода) и толщина самой детали. Проще всего сваривать тонкие детали, так как в данной ситуации металл лучше прогревается, а шов становится более надежным. При большой толщине металла глубина прогревания и плавления снижается.
Чтобы толстый металл лучше прогревался, можно повысить напряжение. Напряжение подбирается в соответствии с силой тока. Эти сведения должны быть указаны в инструкции к сварочному оборудованию. Скорость подачи электрода и его плавления подбирается индивидуально для конкретного типа работ. Если электрод будет слишком быстро плавиться, то такой вид сварки не подойдет для толстых деталей. В этом случае шов может быть широким, что снижает его качество и увеличивает количество окалины.
Устройство сварочного аппарата
Типы сварных соединений и швов.
Каждый человек, который проводит сварочные работы, обязан знать, какое оборудование потребуется и каковы его составляющие части. Сварочный аппарат представляет собой сложную конструкцию. Она включает в себя следующие составляющие:
Сварочный аппарат представляет собой сложную конструкцию. Она включает в себя следующие составляющие:
- газовый редуктор со встроенными манометрами;
- механизм подачи сварной проволоки;
- горелку;
- шланг определенного диаметра.
Выбор того или иного агрегата определяется типом проводимых работ, а также толщиной свариваемых деталей. Необходимо выбирать те аппараты, которые выпускаются известными производителями. Рекомендуется спросить совета специалистов или друзей, которые занимаются сваркой. Предпочтительнее приобретать полуавтомат по средней стоимости. Дешевый агрегат может быть некачественным.
Необходимо знать, что аппараты различаются между собой по мощности. Если мощность оборудования небольшая, то удастся сваривать только тонкие детали. Аппарат обязательно должен иметь инструкцию по использованию, серийный номер, дату изготовления, гарантийный срок. Стандартный полуавтомат должен включать в себя бобину с проволокой, рукав, зажим массы, блок управления.
Как правильно настроить оборудование
Схема процесса сварки полуавтоматом.
Очень важный и ответственный этап работы — это настройка аппарата. Варить полуавтоматом нужно при оптимальном режиме его работы. Во-первых, необходимо подготовить источник напряжения. Он должен быть постоянным. Некоторое оборудование очень чувствительно к перепадам напряжения, поэтому требуется все тщательно проверить. Во-вторых, для избежания воздействия тока на самого рабочего обязательно требуется организовать заземление. Аппарат должен быть подключен к заземляющему проводнику.
Следующий шаг — настройка режима работы. Это большое достоинство сварки при помощи полуавтомата. Сварщик способен сам настроить нужный режим. Все это сводится к скорости подачи и плавления сварной проволоки (электрода). Скорость расхода проволоки может составлять от 30 до 250 мм/с. Сила тока тоже подбирается индивидуально. Она варьирует от 40 до 600 А. Важно иметь в наличии достаточное количество газа. Газовый баллон может содержать до 100 л газа. При сварке полуавтоматом потребуется выбрать оптимальный диаметр наконечника. Он должен несколько превышать толщину используемой проволоки. Не нужно забывать и про подающий механизм и регулировку горелки.
При сварке полуавтоматом потребуется выбрать оптимальный диаметр наконечника. Он должен несколько превышать толщину используемой проволоки. Не нужно забывать и про подающий механизм и регулировку горелки.
Подающие механизмы бывают разными. В последнее время широко используется толкательный тип механизма. Он имеет один недостаток — ограничение длины шланга. Альтернативный вариант — тянущий механизм подачи. В данной ситуации шланг может быть длиной в несколько десятков метров. Это очень удобно, когда источник тока расположен далеко от свариваемых деталей. Далее потребуется установить режим подачи проволоки в рабочее положение. После установки режима работы рекомендуется провести пробную сварку на любом ненужном изделии. Если качество сварки хорошее, то все оставляется как есть. В противном случае проводится корректировка.
Технология сварки
Сам процесс сварки полуавтоматом осуществляется довольно легко. После настройки оборудования и его испытания можно приступать к основному этапу. Держатель должен находиться в таком положении, чтобы наконечник был в зоне сварки. Интересен тот факт, что варить полуавтоматом можно и без инертного или активного газа. В последние годы все чаще используется сварка под флюсом. Газ целесообразно приобретать только тогда, когда сварочные работы проводятся регулярно. В противном случае это будет экономически невыгодно. Если применяется флюс, то открывается заслонка, нажимается кнопка и осуществляется контакт наконечника с поверхностью детали. Это обеспечивает зажигание дуги и начало самого процесса сварки. Сопло необходимо двигать строго в нужном направлении.
Держатель должен находиться в таком положении, чтобы наконечник был в зоне сварки. Интересен тот факт, что варить полуавтоматом можно и без инертного или активного газа. В последние годы все чаще используется сварка под флюсом. Газ целесообразно приобретать только тогда, когда сварочные работы проводятся регулярно. В противном случае это будет экономически невыгодно. Если применяется флюс, то открывается заслонка, нажимается кнопка и осуществляется контакт наконечника с поверхностью детали. Это обеспечивает зажигание дуги и начало самого процесса сварки. Сопло необходимо двигать строго в нужном направлении.
Устройство сварочного аппарата.
Если в процессе используется газ из баллона, то уменьшить его расход можно путем более плотного контакта сопла с деталью. Скорость расхода проволоки не должна быть слишком большой. Это уменьшает стабильность горения дуги. Полуавтомат в большинстве случаев применяется для сварки изделий из стали и алюминия. Алюминий относится к инертным металлам, поэтому сварка обязательно должна проходить при наличии защитного газа. При этом дуга должна быть сильной. Немаловажно и то, что при сварке тонких деталей шов должен идти сверху вниз.
При этом дуга должна быть сильной. Немаловажно и то, что при сварке тонких деталей шов должен идти сверху вниз.
Нередко под свариваемые предметы подкладывается другой материал. В этой ситуации рекомендуется тщательно прижать подкладку к основному изделию. При толщине детали более 1,5 мм лучше осуществлять сварочные работы в вертикальном положении. Непосредственно перед сваркой нужно тщательно подогнать детали. Поверхности их очищаются от пыли, грязи, масел. Делается это при помощи ветоши, металлической щетки или специальных инструментов.
Соблюдение техники безопасности
Варить полуавтоматом небезопасно.
Как и при всех других видах сварки, человек, выполняющий работы, должен соблюдать требования безопасности.
Средства защиты при сварочных работах.
Во-первых, необходимо проверить исправность оборудования. Если выявлены дефекты, то пользоваться таким сварочным аппаратом нельзя. Во-вторых, электродуговая сварка характеризуется высоким уровнем излучения. Это может негативно сказаться на органах зрения посторонних лиц, пребывающих в рабочей зоне, или на самом работнике. В связи с этим установлено, что рабочая зона должна располагаться на расстоянии не менее 10 м от людей. В противном случае они могут получить ожог сетчатки, который характеризуется жжением в глазах, чувством инородного тела (песка).
Это может негативно сказаться на органах зрения посторонних лиц, пребывающих в рабочей зоне, или на самом работнике. В связи с этим установлено, что рабочая зона должна располагаться на расстоянии не менее 10 м от людей. В противном случае они могут получить ожог сетчатки, который характеризуется жжением в глазах, чувством инородного тела (песка).
В-третьих, важно уберечь самого сварщика от вредных факторов. К последним относится излучение, электрический ток. Работник обеспечивается средствами индивидуальной защиты: маской или щитком, рукавицами, одеждой. Для профилактики удара током широко используются диэлектрические коврики. Если работы проводятся в помещении, то пол должен быть невозгораемым. Должно быть организовано заземление. Во избежание возгорания нельзя проводить сварочные работы, если рядом расположены горюче-смазочные вещества. При сварке не нужно направлять сопло горелки на себя.
Список инструментов и материалов
Газ для сварки продается в баллонах. После того как баллон закончится, его можно обменять на новый, с газом.
Чтобы варить полуавтоматом, нужно иметь необходимый инвентарь и оборудование. Для сварки потребуется проволока. Ее диаметр может быть различным. Чаще используется проволока толщиной 0,5-3 мм. Тонкий материал использовать предпочтительнее. Для толстых изделий можно применять электроды большего диаметра, но для этого потребуется увеличить силу тока. Установлено, что при увеличении диаметра проволоки на 1 мм силу тока нужно повышать на 100 А. Широкое применение нашла флюсовая проволока. Она продается в виде тонкой трубки, наполненной порошком. Этот порошок заменяет защитный газ при сварке.
Вторая важная составляющая — это газ. Газ можно приобретать в баллонах. Он бывает в чистом виде и в виде смеси. Кроме того, потребуется приобрести сам сварочный аппарат. Он бывает переносным, стационарным и передвижным. Стационарные подходят для постоянных сварочных работ в определенном месте. Переносные более компактные, но они дороже. Потребуется также источник энергии, средства индивидуальной и коллективной защиты (перчатки, маска, щиток, коврик). В идеале на рабочем месте должна быть вентиляция (если работы проводятся в помещении). Для работы пригодится молоток, щетка, ветошь.
В идеале на рабочем месте должна быть вентиляция (если работы проводятся в помещении). Для работы пригодится молоток, щетка, ветошь.
Рекомендации по сварке полуавтоматом
Чтобы избежать грубых ошибок при проведении сварочных работ, необходимо знать несколько очень важных правил. Во-первых, при сварке требуется соблюдать полярность. На самой горелке должен находиться «+», а на детали — «-». Это правило актуально только в том случае, если сварка осуществляется с использованием защитного газа. Часто газ не применяется. В данной ситуации полярность должна быть обратной. Это обеспечивает более высокую температуру и расплавление флюса, в результате чего образуется защитный газ.
Во-вторых, не рекомендуется переносить оборудование, хватаясь за кабель или горелку. Для этой цели на сварочном агрегате имеются специальные ручки. В-третьих, оборудование при постоянном его применении должно подвергаться чистке. В-четвертых, при сварке выделяется электромагнитное излучение, которое переносится людьми по-разному.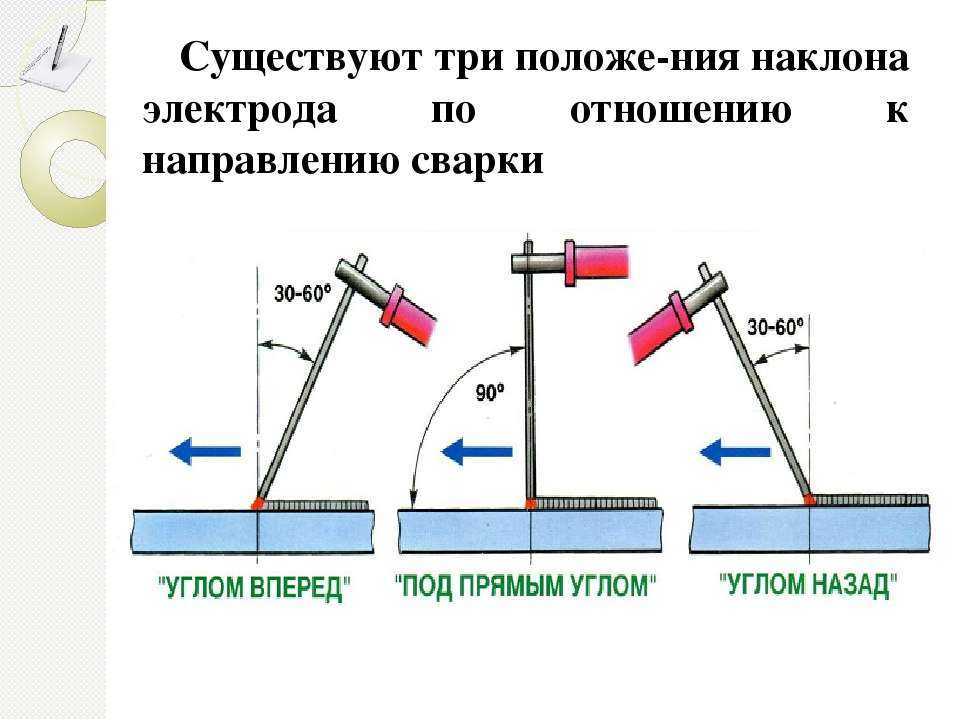 В силу всего этого работник обязан пройти медицинский осмотр. В-пятых, сварку нужно проводить согласно приложенной инструкции. Не рекомендуется перегружать агрегат. В-шестых, во избежание получения травм крышку механизма подачи целесообразно предварительно закрывать.
В силу всего этого работник обязан пройти медицинский осмотр. В-пятых, сварку нужно проводить согласно приложенной инструкции. Не рекомендуется перегружать агрегат. В-шестых, во избежание получения травм крышку механизма подачи целесообразно предварительно закрывать.
Подведение итогов
Таким образом, научиться сваривать детали полуавтоматом может каждый, нужно лишь знать технику работы и иметь навыки. Если ручная дуговая сварка требует больших усилий и времени, то варить полуавтоматом намного проще и удобнее. К преимуществам этого способа можно отнести возможность работы с тонкими предметами, экономическую выгодность, меньшую чувствительность к ржавчине. Но есть и несколько отрицательных сторон. Они включают в себя более мощное излучение и повышенную опасность для работника, сильное разбрызгивание раскаленного металла в случае отсутствия защитного газа.
Если выполнять сварочные работы, опираясь на все вышеперечисленные правила, то можно добиться идеального результата.
moyasvarka.ru
Сварка тонкого металла электродом — правильная техника
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которыепозволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Видео:
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Видео:
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Загрузка…
plavitmetall.ru
Как сварить тонкий металл – уроки для начинающих
Апрель 17, 2017
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва.
 Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
 Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.

Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
electrod.biz
| Наш форум Ручная дуговая сварка металла Сварка полуавтоматом и сварка аргоном Как выбрать сварочный аппарат Сварка тонкого металла Если прожигается металл во время сварки.Как заварить отверстие Сварка труб Резка металла ручной дуговой сваркой Сварочные маски и светофильтры к ним.Как правильно подобрать Сварочные электроды.Марки и предназначения Симулятор сварки |
 jpg» valign=»top»>
jpg» valign=»top»> И так начнём,возьмём к примеру металл толщиной 1,5 мм.Электрод лучше взять конечно 2 мм (двойку),хотя если таких нет,то можно варить тройкой.Варить можно несколькими способами.Разберём первый способ.
И так начнём,возьмём к примеру металл толщиной 1,5 мм.Электрод лучше взять конечно 2 мм (двойку),хотя если таких нет,то можно варить тройкой.Варить можно несколькими способами.Разберём первый способ.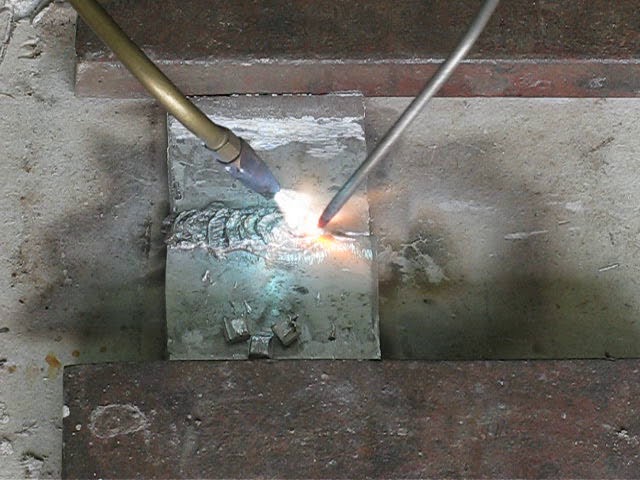 Второй способ это сварка с гашением дуги электрода во время сварки.При сварке тонкого металл в основном применяют этот способ.В этом случае значение тока устанавливается чуть больше обычного,чтобы корень шва хорошо проваривался.Если металл очень тонкий или ток слишков большой варить можно точками,то есть чуть касаемся металла, дуга зажигается,и сразу же убираем электрод.Дальше опять касаемся металла и убираем.Происходить всё это должно быстро,чтобы металл не успевал остывать полностью.Можно варить не только точками,а чуть длиннее.Нужно следить за сварочной ванной и смотреть чтобы металл насквозь не проплавился.Конечно это не легко,как может сначало показаться.Это достигается долгим и упорным трудом и приходит с опытом работы.
Второй способ это сварка с гашением дуги электрода во время сварки.При сварке тонкого металл в основном применяют этот способ.В этом случае значение тока устанавливается чуть больше обычного,чтобы корень шва хорошо проваривался.Если металл очень тонкий или ток слишков большой варить можно точками,то есть чуть касаемся металла, дуга зажигается,и сразу же убираем электрод.Дальше опять касаемся металла и убираем.Происходить всё это должно быстро,чтобы металл не успевал остывать полностью.Можно варить не только точками,а чуть длиннее.Нужно следить за сварочной ванной и смотреть чтобы металл насквозь не проплавился.Конечно это не легко,как может сначало показаться.Это достигается долгим и упорным трудом и приходит с опытом работы. На полуавтомате также можно варить и непрерывно весь сварочный шов,и точками.Принцип сварки тот же самый,просто не нужно стучать электродом,зажигая дугу,а просто в определённые моменты нажимать на кнопку. Вот в принципе и всё,что я хотел сказать про сварку тонкого металла.Не переживайте,если сразу не будет получаться.Через это проходят все начинающие сварщики.
На полуавтомате также можно варить и непрерывно весь сварочный шов,и точками.Принцип сварки тот же самый,просто не нужно стучать электродом,зажигая дугу,а просто в определённые моменты нажимать на кнопку. Вот в принципе и всё,что я хотел сказать про сварку тонкого металла.Не переживайте,если сразу не будет получаться.Через это проходят все начинающие сварщики.www.ruchnayakovka.narod.ru
Сварка тонкого металла инвертором — flagman-ug.ru
Содержание
- Как варить тонкий металл электродом. Работа инвертором
- Технология сварки
- Как варить тонкий металл
- Как варить тонкий металл инвертором
- Техники и методы сварки тонких листов металлов
- Сварка оцинковки
- Техника сварки тонкого металла инвертором
- Пошаговое руководство по свариванию инвертором тонкого металла
- Как вести контроль над дуговым зазором?
- Особенности формирования сварочного шва
- Сварка тонколистового металла плавящимся электродом
- Как выбрать полярность при работе инвертором?
- Практические советы для начинающих сварщиков
- Техника сварки тонкого металла инвертором
- Проблемы сварки тонкостенных изделий
- Выбор режимов и электродов
- Правильная технология
- Приемы сварки тонкостенных конструкций
- Какие электроды подходят для сварки тонкого металла? Подробный обзор
- Какими электродами лучше варить тонкий металл
- Какими электродами лучше варить тонкий металл
- Марки электродов для инверторной сварки
- Технология сваривания тонких поверхностей электродом
- Преимущества и недостатки тонких электродов
- Как оформить сварной шов
- Проблемы в процессе сварки: как их избежать
- Прокаливание электродов для тонкого металла
- В заключение
 Работа инвертором
Работа инверторомКак варить тонкий металл электродом.
 Работа инвертором
Работа инверторомИзобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см.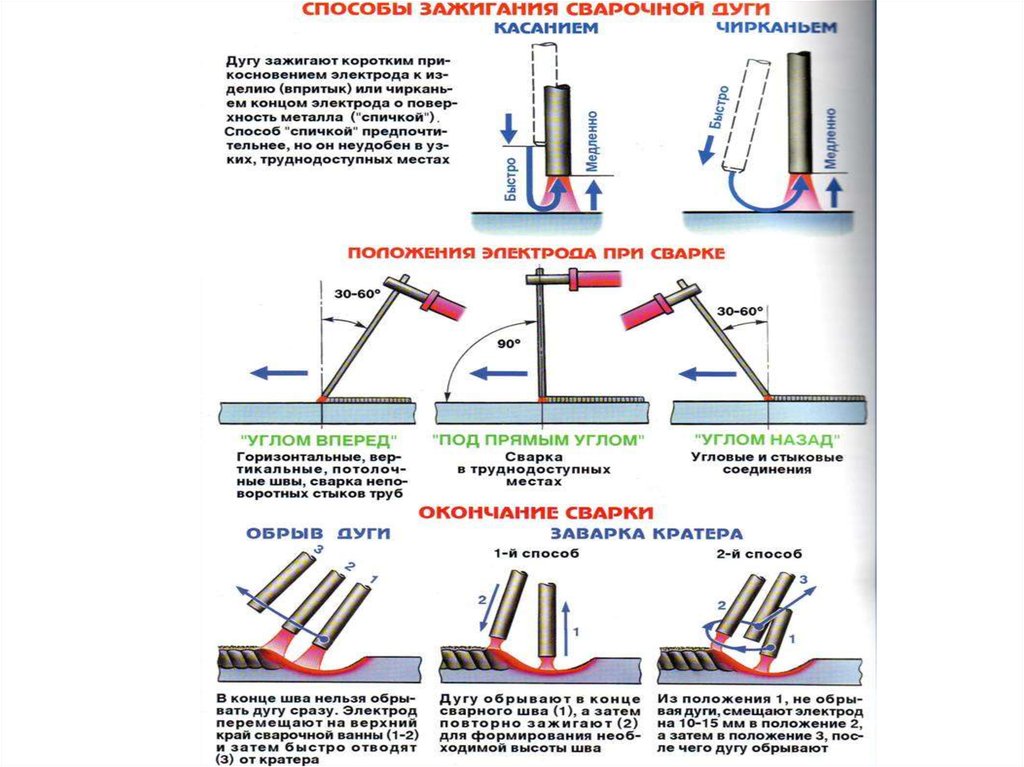 После сваривают как говорилось выше: непрерывным швом сверху-вниз.
После сваривают как говорилось выше: непрерывным швом сверху-вниз.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т. д.
д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.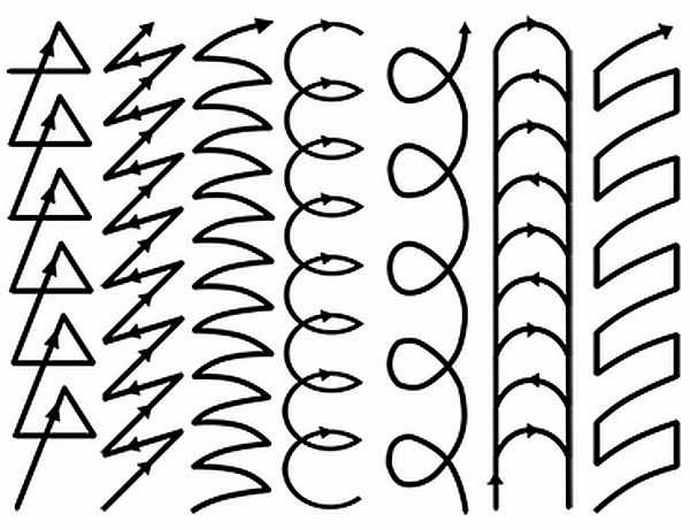
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Какие электроды подходят для сварки тонкого металла? Подробный обзор
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги.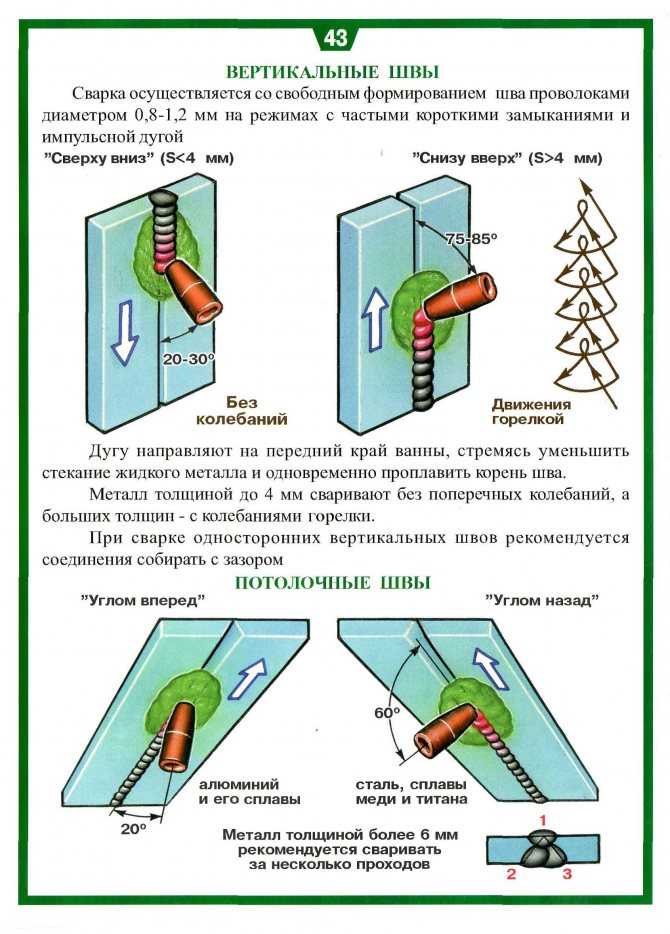 Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой . Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
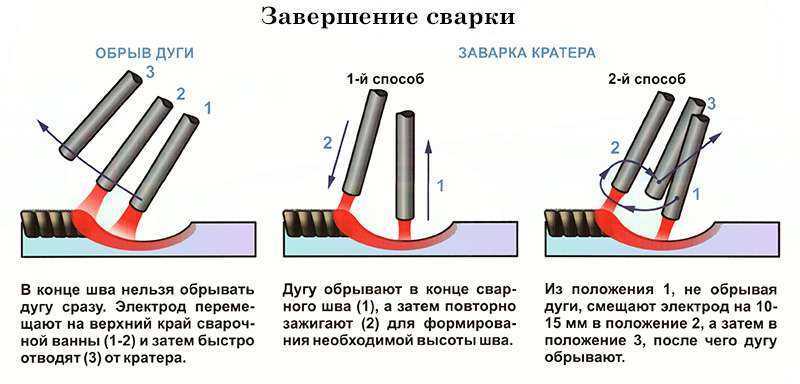 Сварочный шов может располагаться в пространстве произвольно.
Сварочный шов может располагаться в пространстве произвольно.В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С , ОЗС 12 , МР-3 ;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.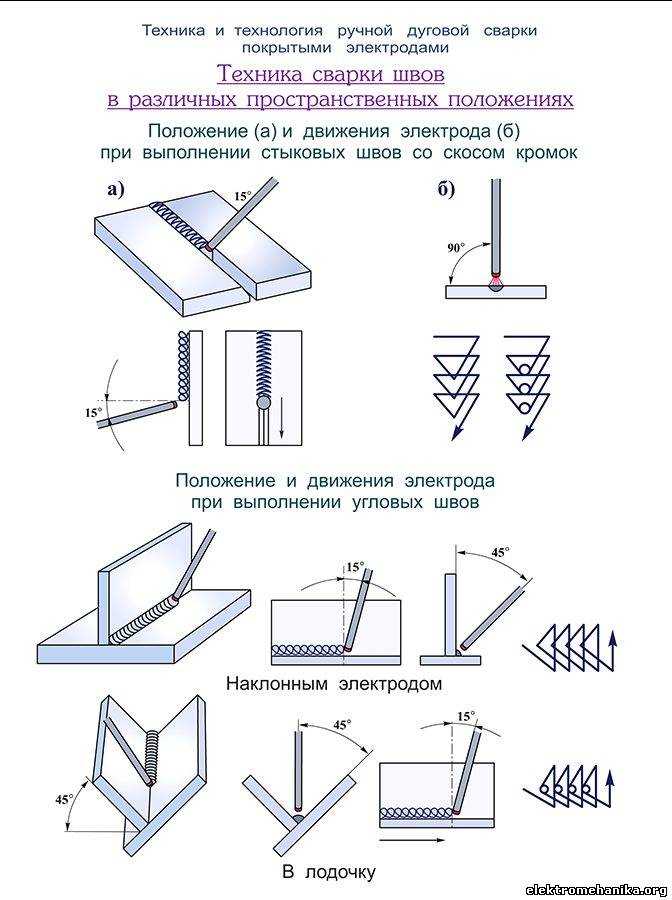
При сварке тонкого металла инвертором применяется обратная полярность . Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.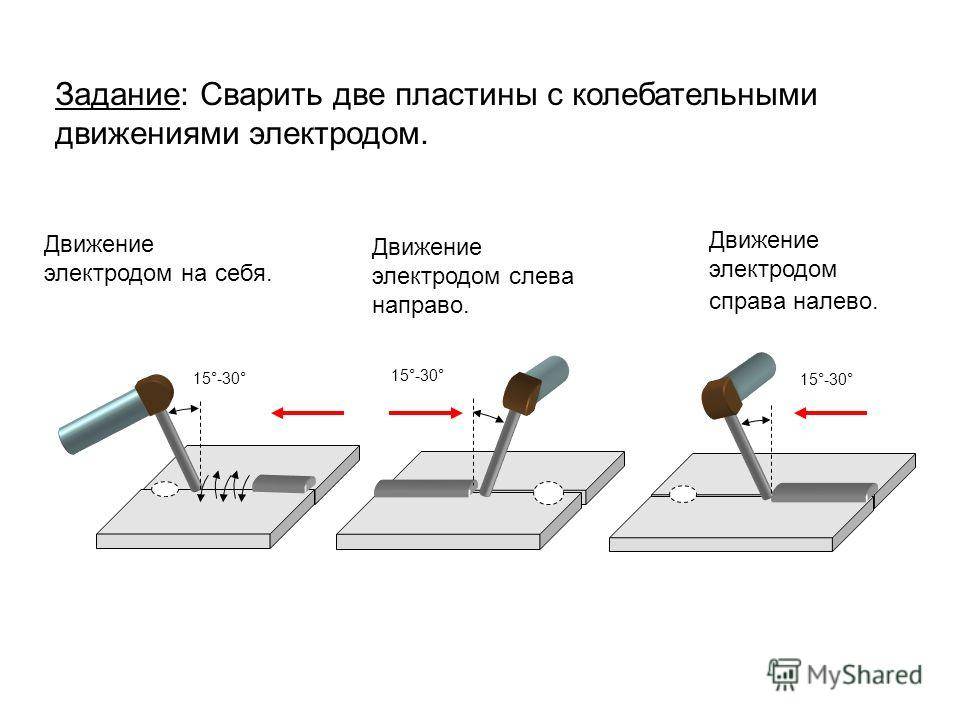
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить , чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Станки Bystronic D-Soar Plus PG – правильная обработка толстого металла для прочной сварки
Updated:
Инвестпроекты
Качественно подготовить металлическую заготовку для дальнейшей обработки позволяет лазерная резка. В отличии от традиционных методов, этот метод обработки позволяет получить заготовку с максимально точными параметрами и добиться высокого качества конечного изделия.
Недавно компания Bystronic, мировой лидер в области высококачественной и высокоэффективной обработки листового металла, вывела на рынок новый продукт – станок серии D-Soar Plus PG.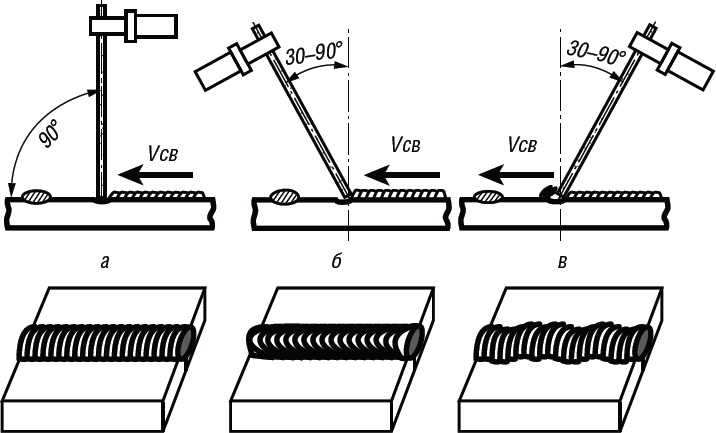 Оборудование оснащено поворотной головкой для лазерной резки под углом с мощностью от 3 до 8 кВт. Это решение заметно упрощает трудоемкие процессы, связанные с разделкой кромок (обязательную процедуру при сварке металлических элементов толщиной от 6 мм).
Оборудование оснащено поворотной головкой для лазерной резки под углом с мощностью от 3 до 8 кВт. Это решение заметно упрощает трудоемкие процессы, связанные с разделкой кромок (обязательную процедуру при сварке металлических элементов толщиной от 6 мм).
Разделка кромок с помощью лазерной резки – оптимальное решение
До появления технологии лазерной резки под углом для разделки кромок листового металла использовали газовую и плазменную резку. У каждой из этих технологий есть свои недостатки. К примеру, лазерной резке они проигрывают как по точности, так и по степени шероховатости. Кроме того, с помощью плазменной резки невозможно делать ломаные фаски, а неправильно выбранный режим работы или дефект оборудования могут давать искривления.
Среди других минусов газовой и плазменной резки – сопутствующие вредные факторы, такие как выделение токсичных газов, ультрафиолетовое излучение, высокий уровень задымленности и шума. Плюс эти методы резки относятся к огневому типу с большим количеством тепла, а перегревы металла могут менять его физические и химические свойства. Это, в свою очередь, негативно сказывается на герметичности и надежности будущих сварочных швов, а также на прочности самой конструкции.
Это, в свою очередь, негативно сказывается на герметичности и надежности будущих сварочных швов, а также на прочности самой конструкции.
Таким образом, в сравнении с традиционными методами снятия фаски, лазерная резка представляет собой не только новый, но и наиболее прогрессивный метод обработки, который дает лучшее качество разреза и более высокую точность. Именно такое решение представляют собой станки лазерной резки серии D-Soar Plus PG с поворотной головкой. Они придают определенную форму кромкам свариваемых деталей, что помогает значительно улучшить качество и прочность сварки листов металла большой толщины, качество расплава сварочной ванны и эстетику заготовки.
Прорывное решение
Станок серии D-Soar Plus PG – результат большой работы, которую проделала научно-исследовательская команда компании-разработчика. Поломать голову пришлось над несколькими техническими задачами. Так, при резке «под углом» толщина реза превышает толщину листа металла, поэтому тут потребовался лазерный источник повышенной мощности. Кроме этого, необходимо было превратить традиционную резку плоского металла с перемещениями по осям X, Y и Z в современную 3D-резку с отклонением лазерного луча от перпендикуляра и изменением его направления.
Кроме этого, необходимо было превратить традиционную резку плоского металла с перемещениями по осям X, Y и Z в современную 3D-резку с отклонением лазерного луча от перпендикуляра и изменением его направления.
Однако, команда разработки не стала ограничиваться только лишь этими задачами. Так, станок был дополнительно модернизирован с точки зрения технологии и конфигурации. Одним из таких дополнений стало использование в станке кинематической схемы перемещения по трем осям (X, Y, Z) и колебание в двух плоскостях (ось A, ось B). Одновременное движение в пяти направлениях осуществляется сервоприводами с редуктором. Весь процесс управляется системой ЧПУ, что позволяет эффективно решать проблему непрерывного изменения направления режущей головки во время движения.
Лазерная режущая головка для разделки кромокСама головка оснащена пятиканальной системой водяного охлаждения и двухканальной воздушного, а также уплотнениями класса А. Это гарантирует каждой группе линз поддержание требуемой температуры и более стабильные параметры резки.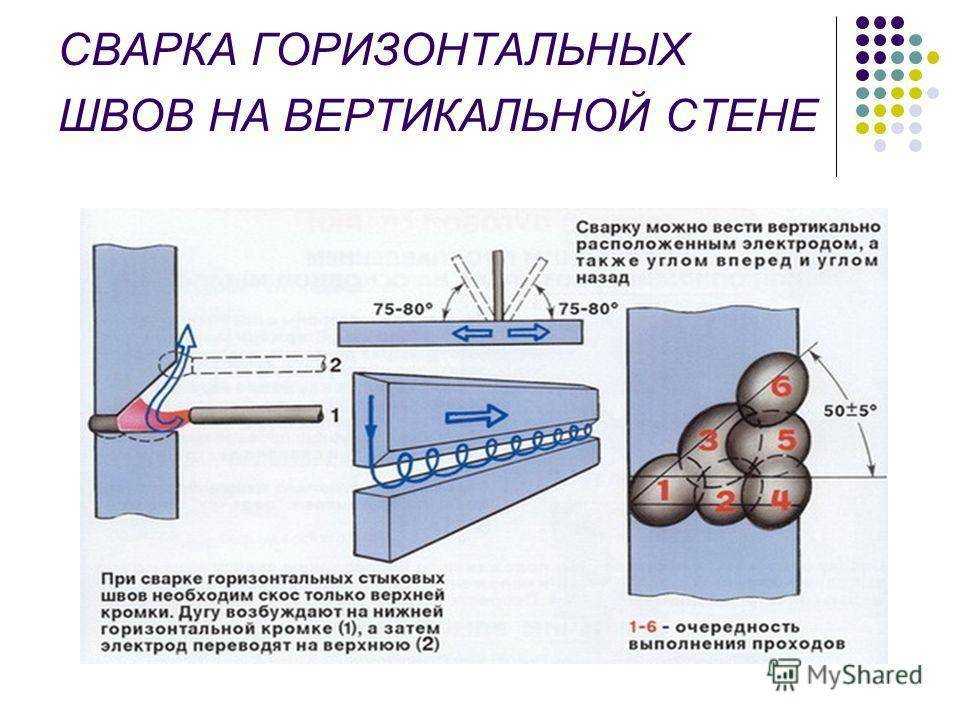 Асферические выпуклые оптические линзы с высоким коэффициентом пропускания света придают лазерному лучу высокую концентрацию и четкость, а также повышают точность резки.
Асферические выпуклые оптические линзы с высоким коэффициентом пропускания света придают лазерному лучу высокую концентрацию и четкость, а также повышают точность резки.
Встроенные датчики температуры, давления и влажности режущей головки могут контролировать ее работу в режиме реального времени. С использованием программы WeChat mini делать это можно даже на обычном телефоне.
Максимальная точность резки и минимальная шероховатость
Конструкция станка D-Soar Plus PG разработана в соответствии с европейскими стандартами и современными нормами конструирования. В основе станка новая конструкция компонентной станины, состоящая из полностью сварного основания и специально разработанного защитного устройства, которое эффективно уменьшает термическую деформацию. Облегченный интегрированный Т-образный режущий портал перемещается с плавным ускорением, что снижается степень износа оборудования. Каждый станок оснащается гидравлическими сменными столами, а общая несущая способность гидравлического цилиндра может достигать 40 тонн.
Как выбрать способ разделки кромки?
На способ разделки одновременно влияют несколько факторов: толщина листа, тип формируемого шва, материал заготовки, способ сварки. Обычно используют следующую классификацию: X-образный скос, V-образный скос, Y-образный скос, K-образный скос и т. д.
Y-образный и V-образный скосы являются самыми популярными и представляют одностороннюю прямолинейную разделку, что удобно для резки и последующего сварочного процесса. К-образный или Х-образный скосы применяются при сварке толстостенных металлов. При этом они сокращают использование сварочного материала – при той же толщине шва количество электродов может быть уменьшено примерно на 1/2, однако шов будет симметричным и с наименьшей деформацией после сварки.
Отдельного упоминания заслуживает система ЧПУ станка, которая не только выполняет функцию общего управления оборудованием, но и в соответствии с изменениями толщины листа и формы реза может менять различные параметры резки. Кроме того, D-Soar Plus PG оснащен простым в использовании ПО. В нем удобно создавать план резки не только одной детали, но и обеспечивать раскладку на листе большого количества деталей с оптимальным расположением.
Кроме того, D-Soar Plus PG оснащен простым в использовании ПО. В нем удобно создавать план резки не только одной детали, но и обеспечивать раскладку на листе большого количества деталей с оптимальным расположением.
Таким образом, совокупность факторов обеспечивает станкам серии D-Soar Plus PG ряд неоспоримых преимуществ. Во-первых, разделку кромки детали можно проводить непосредственно при ее изготовлении и прямо в процессе задать ей рез соответствующей геометрической формы.
Результатом такого подхода становится сварочный шов высокого качества с полным проплавлением по толщине. Это, в свою очередь, обеспечивает его прочность, сокращение вспомогательных технологических процессов и за счет мультипликативного эффекта вдвое снижает затраты.
Во-вторых, по сравнению с традиционными методами, лазерная обработка показывает большую эффективность, а также экономит материалы. Третья группа преимуществ лазерной обработки – небольшая термическая деформация, стабильное качество резки и высокая точность. Для сравнения: ширина режущего шва составляет всего 1/8 от ширины шва, получаемого при плазменном методе; шероховатость может достигать 6,3 мкм; точность резки составляет ± 0,5 мм. Все это позволяет получить заготовку с более точными параметрами и добиться высокого качества конечного изделия.
Для сравнения: ширина режущего шва составляет всего 1/8 от ширины шва, получаемого при плазменном методе; шероховатость может достигать 6,3 мкм; точность резки составляет ± 0,5 мм. Все это позволяет получить заготовку с более точными параметрами и добиться высокого качества конечного изделия.
текст: Александр Барабанов, фото: unimatic.ru
Как правильно выбрать процесс сварки металла, MIG или TIG?
Написано в Processes on
Первый обеспечивает гибкость и скорость, второй обеспечивает невероятный уровень точности. Итак, давайте выясним, когда работает лучше тот или другой.
Принимая во внимание большое количество процессов сварки листового металла и множество работ, которые клиент может запросить у вас, очень важно иметь возможность распознать процесс, который лучше всего соответствует его потребностям, чтобы произвести хорошее впечатление и получить хорошую работу.
Вот почему так важно знать преимущества и недостатки t двух наиболее часто используемых типов сварки:
- MIG
- ТИГ
Помните, что подбор наилучшего сварочного процесса означает обеспечение вашим клиентам высокого уровня качества готовой продукции , а также определение репутации вашей деятельности . Итак, давайте продолжим и вместе узнаем о преимуществах процессов сварки металлов MIG и TIG и о том, когда лучше выбрать тот или иной метод!
Итак, давайте продолжим и вместе узнаем о преимуществах процессов сварки металлов MIG и TIG и о том, когда лучше выбрать тот или иной метод!
Какие факторы необходимо учитывать?
Прежде всего, если вы хотите сделать правильный выбор, необходимо учитывать следующие факторы:
- Тип металла , который необходимо сваривать;
- Размер шт.;
- Доставка крайний срок ;
- Толщина и прочность материалов;
- Требуется уровень точности .
Как только у вас появится ясность в этом вопросе, вы сможете решить, какой из двух процессов сварки металлов вам больше всего подходит. Наиболее распространенными процессами сварки металлов являются сварка металла в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
Применение лучших процессов сварки металлов: MIG и TIG
В чем разница между сваркой MIG и TIG? Когда предпочтительнее использовать один, а не другой? Каковы соответствующие преимущества?
Сварка MIG
- Сварка металлов в среде инертного газа – MIG – обозначается , если допускается высокая гибкость . Процесс заключается в сварке металлов путем создания электрической дуги, способной создать короткое замыкание электричества, необходимое для сварки двух или более поверхностей.
- Учитывая, что в процессе сварки MIG используется инертный газ, такой как аргон, в основном используемый при сварке нержавеющей стали , алюминия , 9медь 0009 и другие специальные сплавы.
- Вы можете использовать сварку MIG как на тонких, так и на толстых поверхностях , начиная с небольшой работы по дому и заканчивая самыми важными проектами, такими как строительство, автомобилестроение, строительная промышленность и т. д.
 Процесс заключается в сварке металлов путем создания электрической дуги, способной создать короткое замыкание электричества, необходимое для сварки двух или более поверхностей.
Процесс заключается в сварке металлов путем создания электрической дуги, способной создать короткое замыкание электричества, необходимое для сварки двух или более поверхностей. Основное преимущество сварки MIG, по сути, экстремальная эластичность : сварщик MIG может устанавливать разные уровни мощности, разные скорости и разную силу сварочного тока. Эта автономность позволяет сваривать как очень толстые металлы, так и более тонкие листовые металлы, достигая наилучшего проплавления и обеспечивая взрывобезопасную сварку на маленьких или огромных деталях.
Сварка ВИГ
Второй процесс сварки металла вместо этого часто предпочтительнее благодаря его безупречным результатам . Универсальный и высокопроизводительный аппарат для сварки вольфрамовым электродом в среде инертного газа – TIG – имеет ряд преимуществ по сравнению со сварочным аппаратом MIG, которые позволяют получить максимальную отдачу от процесса сварки металлов. Например, сварка TIG предпочтительнее , когда требуется очень высокий уровень точности : точный контроль дуги позволяет сваривать вместе самые тонкие материалы.
Процесс TIG имеет следующие особенности:
- Высококонцентрированная и легко контролируемая дуга;
- Регулярность слияния;
- Хороший перенос присадочного материала;
- универсальное использование .
При сварке ВИГ вы можете получить превосходные результаты с алюминием , титаном , никелем , нержавеющей сталью , меди и других специальных сплавов (при условии, что они были очищены от примесей) и относится ко многим разновидностям металлов, которые он может соединять вместе, процесс сварки TIG считается одним из наиболее распространенных методов, когда требуется высокая точность. .
.
Если это вопрос времени, выбирайте сварку МИГ
Но помните, если вам нужно и нужно доставить сварную деталь в короткие сроки, возможно, Сварка ВИГ не для вас; it требует более длительного времени реализации . Если ваша проблема — время, и вам нужно закончить работу в относительно короткие сроки , , тогда выберите MIG или тщательно спланируйте свои сроки.
Наша служба сварки металлов открыта как для тех, кто хочет производить малыми партиями , так и для тех, кому необходимо производить большие партии сварных листов. Мы можем применить процессы, упомянутые выше, к широкому спектру различных металлов для получения полуфабрикаты или готовые продукты .
Хотите узнать больше о наших услугах по сварке металлов? Свяжитесь с нами для получения дополнительной информации!
поделиться на
Как сварить правильно // Изучите советы и рекомендации по сварке в 2021 году
Хотите научиться сваривать металлы или просто хотите получить отличные советы и рекомендации по сварке? Если да, то это руководство идеально подходит для вас.
Сварка прочно вошла в нашу повседневную жизнь. От наномасштаба до макромасштаба, от недр земли или глубочайших морских глубин до космоса, вы обнаружите, что искусство сварки играет важную роль.
Как сваривать металлы? Что ж, для сварки вам необходимо выполнить следующие шаги сварки:
- Сухая практика обращения : практика обращения с пистолетом без сварки.
- Подготовка: Подготовьте, нарежьте металлы , которые необходимо сварить.
- Устанавливает все детали вместе.
- Прихватка
- Начальная и окончательная сварка
- . После сварки: Очистка от шлака
В этой статье я объясню различные процессы сварки, которые вам необходимо знать, и подробно расскажу о сварных швах и положениях сварки.
Прежде чем приступить к сварке, вы должны изучить, какие методы лучше всего подходят для вашей цели. Вы также должны убедиться, что вы соблюдаете протоколы безопасности для каждого стиля сварки.
Вы также должны убедиться, что вы соблюдаете протоколы безопасности для каждого стиля сварки.
Если вы хотите изучить основы сварочного процесса и различные методы сварки, а также принципы их работы, читайте дальше.
Содержание
Сварочное оборудование и общие термины
Сварочные аппаратыСварочные аппараты преобразуют 120-140 вольт переменного тока в напряжение, необходимое для процесса сварки. Обычно он имеет мощный трансформатор, регулятор напряжения и селектор силы тока.
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Зажим заземления Зажим заземления — это вывод, который заземляет или замыкает электрическую цепь и относится к зажиму, который прикрепляется к металлической заготовке и позволяет электричеству проходить через металл.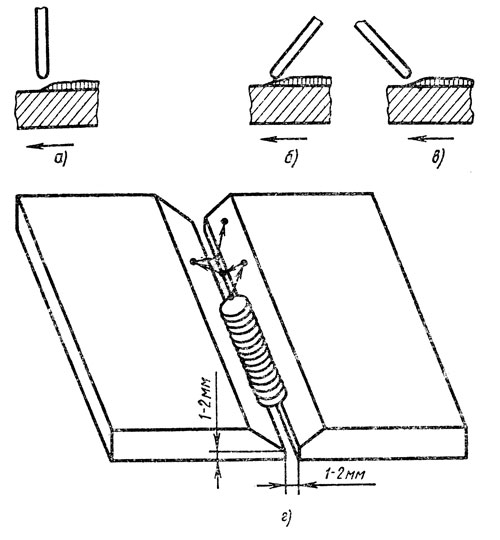
Сварочный регулятор снижает давление защитного газа до постоянного потока в соответствии с условиями сварки.
Регулятор часто имеет два циферблата: один для давления в резервуаре, а другой для отображения скорости потока к сварочному пистолету. Скорость потока обычно изменяется поворотом циферблата.
Расходные материалы для сваркиРасходные материалы для сварки включают электроды (сварка электродом) и сплошную проволоку (сварка МИГ). Они либо потребляются из сварочной горелки, либо расходуются отдельно в виде сварочного прутка.
Связанные материалы: Различные типы сварочных стержней и их применение
Жало или стержень H более старыйЖало находится на конце провода и удерживает электрод на месте во время сварки.
Сварочная горелка Сварочная горелка часто упоминается как «пистолет » из-за управления триггером в процедуре сварки.
Пистолет выполняет несколько функций, включая зажигание и поддержание электрической дуги, формирование и придание формы сварному шву, а также обеспечение газовой защиты в определенных случаях.
Сила тока или АмперыАмпер описывает количество энергии электрического тока, протекающего через электрод.
Связанное чтение: Сколько ампер мне действительно нужно для сварки MIG?
Обратная полярность и конфигурация на постоянном токеОбратная полярность позволяет сварщикам выполнять сварку над головой сплавов, которые не подходят для переменного напряжения.
Процедуры сварки
Дуга
При сварке электрическая дуга используется для получения тепла, необходимого для выполнения сварки. Источник питания создает электрическую дугу между электродом и основным металлом.
Обычно в процессе используется либо постоянный ток (DC), либо переменный ток (AC).
Ваш сварочный аппарат обеспечивает источник питания, и один провод ведет к «земле» и присоединяется к вашему сварочному материалу, а другой подключается к пистолету.
Плавка металла.
Дуги создают сильное тепло, и чем большую силу тока пропускает источник питания, тем выше будет температура.
Температура в среднем 11 000 ℉ начинает плавить основные металлы, в то время как сварщик создает сварочную ванну круговыми движениями.
Две соединяемые детали должны иметь одинаковую температуру плавления, чтобы соединение было выполнено должным образом.
Наполнитель
Наполнитель в процессе сварки – это металл, добавляемый при сварке двух металлических деталей.
Существует множество различных видов наполнителей в виде стержней или проволоки, и, как правило, они должны быть близки по составу к свариваемому металлу.
Защитный экран
Для дуговой сварки требуется защитный экран для предотвращения загрязнения сварного шва азотом, кислородом или другими примесями.
Сварочные щитки представляют собой инертные газы, и в основном это инертные газы, которые не реагируют с другими веществами и не обладают легковоспламеняющимися свойствами.
Наиболее часто используемые при сварке газы:
- Гелий относительно дорог и используется для сварки цветных металлов
- Аргон уменьшает разбрызгивание и обычно используется для сварки титана, алюминия и магния
- Углекислый газ 9000 используется для более толстых металлов и наименее дорогих газов
- Смешанный защитный газ , часто состоящий из 75% аргона и 25% углекислого газа.
Безопасность при сварке: советы по сварке
Наиболее важным аспектом сварки является защита себя от потенциальных опасностей и травм. Эти опасности включают:
- Дуговой глаз — это повреждение роговицы глаза сварщика из-за ультрафиолетового излучения сварочной горелки.
- Ожоги пламенем или повреждение ультрафиолетом
- Респираторные заболевания могут возникнуть из-за химических веществ и паров, выделяемых в процессе сварки.
- Поражение электрическим током .

Во избежание любой из вышеперечисленных опасностей сварщики должны убедиться, что у них есть надлежащее защитное снаряжение.
Защитное снаряжение
ОдеждаВо избежание ожогов от огня или тепла или воздействия УФ-излучения всегда носите защитную одежду.
Легкий сварочный костюм, который при этом является огнеупорным и обеспечивает надлежащую защиту во время сварки. Одежда включает соответствующие перчатки, брюки, обувь и куртки.
Я определенно рекомендую кожаную сварочную куртку QeeLink. Это наш лучший результат.
Покупка: Если вы заинтересованы в кожаной сварочной куртке QeeLink, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Очки для сварщиков Специально разработанные очки для сварщиков защищают глаза от ультрафиолетового и инфракрасного излучения и имеют боковые экраны, предотвращающие попадание света в поле зрения сварщика.
Как правило, они имеют очень темные фильтры и предназначены для определенных типов сварки, которые имеют свои уникальные требования.
Сварочные каскиСварочные каски обеспечивают полную защиту лица и отфильтровывают потенциальное ультрафиолетовое и инфракрасное излучение.
Шлем традиционно очень темный, и его неудобно использовать при естественном освещении.
Технологии изготовления шлемов позволили сделать их затемненными при ярком свете, но прозрачными, чтобы владелец мог четко видеть, когда он не занимается сварочными работами.
Наш выбор
Шлем для ударной сварки Hobart
+ Отличная вариативность оттенка для любых условий освещения
+ Суперкомфортный с отличной вентиляцией
+ Доступный по цене
+ Автоматическое затемнение за 1/25000 секунды
Проверить наличие на Amazon
Сварочные респираторы Пары и химикаты, выделяемые в процессе сварки, могут нанести сварщику долговременный ущерб и даже привести к летальному исходу.
Сварочные респираторы варьируются от более легких одноразовых вариантов до тяжелых респираторов с подачей воздуха, в зависимости от типа выполняемой сварки.
Лично я использую маску NASUM M101 Face Cover. Это отличный, очень удобный и доступный сварочный респиратор.
Покупка: Если вы заинтересованы в чехле для лица NASUM M101, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Лучшая цена
Многоразовый чехол на половину лица
25,99 $
+ Средство от неприятного запаха
+ Клапан подачи охлаждающего воздуха
+ Включает фильтры
+ Комфорт
Проверьте сегодняшнюю цену (Amazon)
15.10.2022 00:03 по Гринвичу
Советы по сварке : Всегда знайте, какие требования безопасности необходимо соблюдать на каждом этапе сварки.
Если вас интересует больше Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования , тогда просто перейдите по ссылке, чтобы узнать больше об этом.
Какие бывают сварные соединения?
По данным Американского общества сварщиков существует пять основных типов сварных соединений: стыковые, угловые, внахлестку, кромочные и тройниковые.
Тройник
Тройник соединяет две металлические детали, пересекающиеся под углом 90°, при этом один край лежит по центру другого.
Соединение имеет форму буквы Т и сваривается с обеих сторон металла.
Они считаются еще одним типом углового сварного шва и могут соединять трубу или трубу с опорной плитой.
Стыковое соединение
Стыковые швы — это сварные швы, при которых два куска металла соединяются в одной плоскости.
Как правило, такие сварные швы используются на тонколистовых металлах, сварка которых может быть выполнена за один проход.
Квадратное стыковое соединение представляет собой соединение двух плоских и параллельных металлических частей.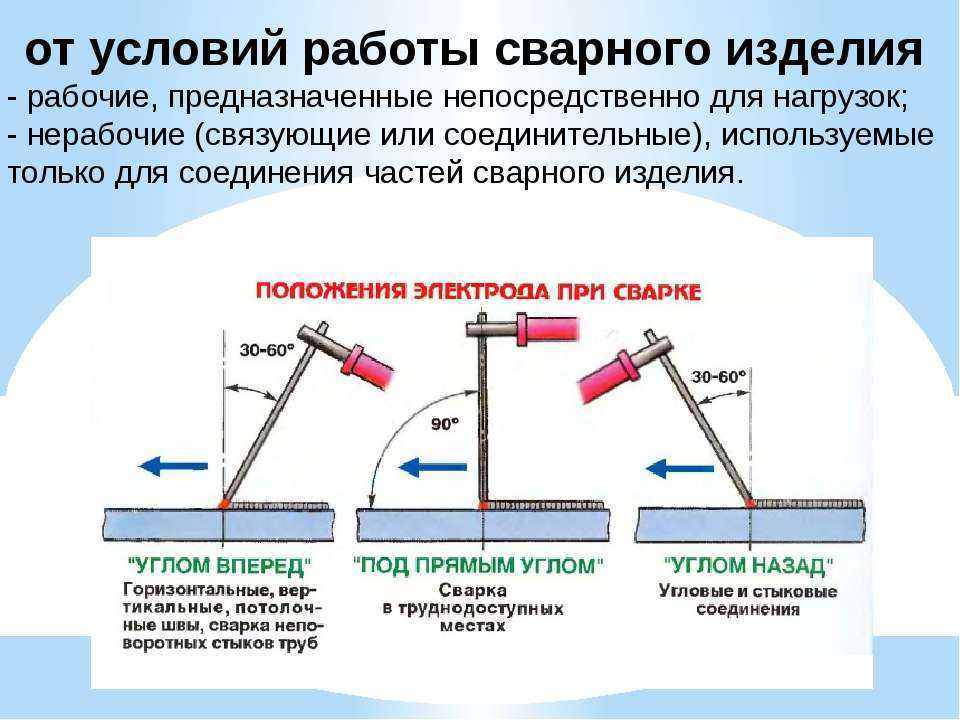
Это соединение обычно используется в трубах, клапанах, фланцах и другом оборудовании. Это самый простой и наиболее часто встречающийся сварной шов, который более доступен по цене, чем другие типы соединений.
Соединение внахлестку
Соединение внахлест обычно соединяет вместе два куска металла разной толщины. Он также считается угловым, и сварной шов может выполняться с обеих сторон или только с одной стороны.
Соединение внахлест образуется, когда два куска металла перекрывают друг друга и соединяются.
Краевое соединение
Как правило, краевое соединение используется для металлических деталей, имеющих фланцевые края и расположенных рядом друг с другом. Краевое соединение сваривает одну и ту же кромку двух разных металлических деталей.
Это соединение не является особенно прочным, поскольку оно не обеспечивает полного проплавления, поэтому его обычно используют для соединения листового металла или изделий с низким напряжением/давлением.
Сварщик может использовать наполнитель для усиления соединения.
Угловые соединения
Наиболее популярное соединение в производстве листового металла. Угловое соединение образуется при соединении двух металлических деталей в центре прямого угла.
Угловое соединение образует форму буквы L. Этот тип соединения часто используется в конструкциях коробок, коробчатых рам и подобных устройствах.
Связанное чтение: 5 Типы сварных соединений и их использование
Какие существуют типы положений для сварки?
Если вы планируете начать сварку, вам следует сначала освоиться в различных положениях сварки.
Различные положения позволяют выполнять сварку металлических конструкций в том виде, в котором они имеются. Четыре основных положения сварки:
- Плоское положение
- Вертикальное положение
- Над головой
- Горизонтальное положение.
Недавно я написал статью, в которой более подробно описываю позиции сварки, перейдите по ссылке, чтобы прочитать эту статью.
Основные виды сварки?
Четыре наиболее часто используемых метода сварки — MIG, TIG, FCAW и SMAW, и мы обсудим каждый из них и их преимущества.
Понимая каждый вид сварочного процесса, вы будете лучше информированы о том, какая процедура лучше всего соответствует вашим потребностям.
Дуговая сварка в защитном металле (сварка электродом)
Дуговая сварка металлическим электродом в среде защитного газа или SMAW также известна как сварка в среде защитного флюса, но чаще всего ее называют неофициальным названием сварка электродом.
Этот метод сварки известен с 1800-х годов и сыграл большую роль в усилиях Великобритании во время Второй мировой войны.
До появления непрерывной электродуговой сварки корабли ВМФ строились с помощью трудоемкой заклепочной системы.
Сварка стержнем — самый дешевый вид сварки, а его универсальность и простота в эксплуатации делают его самым популярным сварочным процессом в мире.
Сварка стержнем повсеместно используется в сфере технического обслуживания и ремонта и широко используется в тяжелых стальных конструкциях и промышленном производстве.
Хотя железо и стали в основном являются материалом, наиболее часто используемым для электродуговой сварки, его также можно использовать с алюминиевыми, никелевыми и медными сплавами.
Как работает сварка электродами?
Электрический ток от источника сварочного тока создает дугу электрического тока между электродом и свариваемыми металлами.
Этот процесс называется зажиганием дуги и может быть сложным для начинающих. Наконечник электрода начинает плавиться, образуя валик в сочетании с расплавленным основным металлом.
Сварщики перемещают дугу вперед и назад либо зигзагом, либо восьмеркой, откалывая и счищая шлак между каждым завершенным сварным швом из стороны в сторону.
Металл и электрод плавятся и образуют ванну расплавленного металла, называемую «сварочной ванной», которая затем охлаждается и образует соединение.
Электрод покрыт покрытием, которое выделяет пары при плавлении, образуя газовую защиту, и образует шлак, защищающий сварной шов от внешнего загрязнения.
Сварочные аппараты для стержневой сварки обеспечивают постоянный ток или постоянный ток с использованием постоянного тока постоянного тока или переменного тока переменного тока.
Мощность электрической цепи для создания сварного шва измеряется в амперах, и чем толще металл, тем больший ток потребуется.
Что такое стержневой электрод?
Сварочный электрод представляет собой металлическую проволоку, покрытую специальным покрытием или «флюсом», и может быть голым, с тонким покрытием или с толстым покрытием (экранированная дуга).
Специально разработанные покрытия обеспечивают защиту во время сварки, предотвращая попадание серы, оксидов или других примесей в сварной шов.
Экранированные электроды также выделяют шлак из-за минерального покрытия, которое обеспечивает дополнительную защиту сварного шва. Он остывает медленнее, чем основной электрод, и вытягивает загрязнения к поверхности.
Каковы преимущества сварки электродом?
✔️Сварка электродом сравнительно дешевле, чем другие виды сварки.
✔️Вам не нужен защитный газ, потому что электрод обеспечивает защиту во время процесса сварки.
✔️ Сварку электродами можно выполнять в плоском, горизонтальном, вертикальном и потолочном положениях.
✔️ Сварщики могут выполнять сварку электродом на открытом воздухе или в ограниченном пространстве
✔️ Сварку электродом можно выполнять на железе, стали, а также медных сплавах и алюминии
Каковы недостатки сварки электродом?
❌ Может быть сложно установить дугу и не прилипнуть к сварному шву
❌ Может вызвать разбрызгивание
❌ Низкая относительная скорость и очистка.
Дуговая сварка металлическим газом (сварка МИГ)
Дуговая сварка металлическим газом обычно называется сваркой металла в среде инертного газа или сваркой МИГ. Сварка МИГ возникла в 1940s для обработки алюминия и других цветных металлов.
Затем он был адаптирован для сталей, потому что это был более быстрый процесс, чем другие процессы сварки.
Процесс сварки MIG включает создание электрической дуги между расходуемым проволочным электродом и сварочным металлом.
Тепло заставляет металлы плавиться и образовывать соединение. Сварной шов защищен от загрязнений за счет инертного защитного газа (часто аргона), подаваемого через сварочный пистолет.
Как работает сварка MIG?
Процесс сварки MIG относительно прост, поскольку большая часть процесса автоматизирована.
Сварка МИГ не требует от сварщика поддержания постоянной длины дуги и одновременной подачи присадочного металла, что требует практики и координации.
Сварщик MIG держит горелку в правильном положении вдоль зоны сварки и периодически чистит газовое сопло горелки и очищает от налипших брызг.
Сварщики MIG должны знать, как отрегулировать настройки сварочного аппарата, чтобы напряжение, скорость подачи проволоки и расход газа соответствовали свариваемым материалам и размеру проволоки.
Сопло сварочного пистолета содержит электродную проволоку, при соприкосновении которой с металлической основой образуется дуга.
Электрод является расходуемым и непрерывно подается через сопло горелки вместе с защитным газом, защищающим сварной шов.
Преимущества сварки МИГ
✔️ Отлично подходит для начинающих сварщиков
✔️ МИГ позволяет легко создавать непрерывные швы
✔️ Относительно недорогая установка
✔️ Более быстрый процесс сварки в защитном газе
Недостатки сварки MIG
❌ Сложное оборудование часто означает, что что-то может пойти не так.
❌ При таком способе сварки могут оставаться отложения, которые могут ржаветь.
Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)
Дуговая сварка вольфрамовым электродом в среде защитного газа часто упоминается как сварка вольфрамовым электродом в среде защитного газа (вольфрам в инертном газе), в которой для формирования сварного шва используется вольфрамовый электрод.
Сварной шов защищен от загрязнения окружающей среды инертным защитным газом (обычно аргоном).
Этот процесс сварки возник в 19 в.40s в качестве решения для обычно некачественных сварных швов таких металлов, как алюминий и магний.
Высокочастотный генератор обеспечивает электрическую искру для зажигания сварочной дуги.
Искра проводит сварочный ток через защитный газ и инициирует дугу между электродом и основным металлом (на расстоянии около 1,5–3 мм (0,06–0,12 дюйма) друг от друга).
После зажигания дуги сварщик перемещает горелку круговыми движениями и создает сварочную ванну
Удерживая электрод и заготовку на достаточном расстоянии друг от друга, сварщик отводит горелку назад и наклоняет ее на 10-15 градусов от вертикали Присадочный металл добавляется к переднему концу сварного шва бассейн вручную
Все эти действия выполняются в среде защитного газового щита, чтобы защитить сварной шов от загрязнений.
Преимущества сварки TIG
✔️Высокоточный процесс
✔️Надежные сварные швы, аккуратные и видимые
✔️Можно использовать для различных металлов, включая медные сплавы, алюминий и магний
✔️Относительно низкая стоимость настройки .
Недостатки сварки TIG
❌ Сварка двумя руками и сила тока одной ногой сложны в освоении
❌ Более медленный процесс, чем сварка MIG.
Дуговая сварка с флюсовой проволокой (FCAW)
Дуговая сварка с флюсовой проволокой (FCAW или FCA) была впервые разработана в 1950-х годах для преодоления многих проблем, связанных с использованием стержневых электродов в процессе SMAW или дуговой сварки.
FCAW — это метод, использующий трубчатый электрод непрерывной подачи, содержащий флюс, в автоматизированном или полуавтоматическом процессе.
Сварщики могут использовать внешний защитный газ в процессе FCAW, но часто сварщики полагаются на флюс для защиты от внешних загрязнений.
Процесс FCAW также создает защитный шлак в сочетании с защитным газом, чтобы предотвратить повреждение сварного шва кислородом или азотом.
Метод сварки FCAW является портативной и сравнительно быстрой процедурой, поэтому он широко используется в строительстве.
Как работает сварка FCAW?
Сварка FCAW имеет два основных типа, которые либо используют внешний источник защитного газа, либо полагаются на флюс внутри самого электрода.
Сердечник расходуемого трубчатого электрода содержит различные ингредиенты, которые создают защитный газ при воздействии высоких температур.
Этот метод FCAW особенно популярен, поскольку он портативный, может использоваться на открытом воздухе и обеспечивает превосходное проникновение в основной металл.
Однако процесс FCAW может производить чрезмерное количество дыма и требует надлежащего обращения с электродом для предотвращения пористости.
Метод FCAW, в котором используется внешний защитный газ, известен как сварка с двойным экраном и был разработан специально для сварки конструкционных листов.
Защитный газ, используемый при сварке FCAW, обычно представляет собой чистую двуокись углерода или смесь аргона и двуокиси углерода, например смесь 75 % аргона и 25 % двуокиси углерода.
Этот метод FCAW подходит для сварки более толстых и неправильно расположенных металлов и имеет легко удаляемый шлак.
Этот процесс имеет меньше дефектов, чем метод защиты от флюса, и обеспечивает более качественные сварные швы, но его нельзя использовать в ветреную погоду.
Преимущества сварки FCAW
✔️ Сварка флюсом без внешнего защитного газа мобильна и универсальна.
Недостатки сварки FCAW
❌ При сварке FCAW могут возникать механические проблемы с подачей проволоки
❌ Выделяется больше дыма, чем при других методах сварки
❌ Более дорогой присадочный материал
❌ Возможность пористости при неправильном обращении.
Методы сварки алюминия. Как сваривать алюминий?Алюминий широко используется в производстве, поскольку он не вызывает коррозии, имеет малый вес и является эстетически привлекательным металлом для сварки.
Для сварки требуется другой подход, чем для других металлов, поскольку это очень чувствительный и мягкий материал для работы.
Он также имеет слой оксида алюминия, который горит при значительно более высокой температуре (3700 градусов по Фаренгейту), чем температура плавления самого алюминия (1200 градусов по Фаренгейту), в результате чего сварщики рискуют получить прожог.
Сварщики также обнаружат, что алюминий гораздо более восприимчив к примесям, поэтому важно, какую технику вы используете.
Существует несколько типов методов сварки, которые можно использовать при работе с алюминием :
- Металл в среде инертного газа (MIG), также известный как дуговая сварка металлическим газом (GMAW) или сварка с подачей проволоки
- Вольфрам в среде инертного газа (TIG), , также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Сварка электродом, также известная как дуговая сварка в среде защитного металла (SMAW)
Толщина обрабатываемой детали поможет сделать правильный выбор используемого оборудования.
Если ваш рабочий кусок металла меньше 1/8 дюйма, сварка TIG будет идеальным выбором для такого тонкого металла, тогда как сварка MIG гораздо более идеальна для обработки всего, что толще 1/8 дюйма.
Сварка электродом может использоваться как для тонкого, так и для толстого металла.
Как и при сварке любого материала, вам необходимо удалить любые загрязнения, очистив рабочую зону, рабочий металл и убедившись, что ваше оборудование правильно настроено, чтобы не допустить попадания загрязнений во время сварки.
При сварке MIG вы обнаружите, что использование чистого аргона в качестве газовой защиты идеально подходит для очистки и защиты алюминия от загрязнений.
Использование алюминиевой проволоки 4043 является наиболее предпочтительной присадочной проволокой, однако ее может быть труднее подавать, чем алюминиевую присадочную проволоку 5356.
Связанное чтение: Сварка алюминия MIG для начинающих
Для сварки TIG вам понадобится газовая защита, состоящая из чистого аргона.
В этом процессе присадочный стержень не подается через горелку, поэтому сварщики должны погружать присадочный стержень в сварочную ванну и останавливаться для замены изношенных или использованных расходных материалов по мере их использования.
Этот метод даст вам наилучший внешний вид, если его сделает опытный сварщик. Рекомендуется использовать переменный ток, который помогает защитить сварной шов от загрязнений.
При сварке электродом металл необходимо очистить перед нанесением флюсового покрытия.
При установке параметров тока и полярности следует обращаться к руководству производителя относительно типа используемого электрода.
Методы сварки нержавеющей стали – Как сварить нержавеющую сталь?Сварка нержавеющей стали может быть сложной для сварщиков с недостаточным опытом, поскольку она менее щадящая с точки зрения эстетической привлекательности.
Это связано с тем, что нержавеющая сталь с большей вероятностью будет иметь царапины и пятна на готовом изделии. Он также с большей вероятностью деформируется от тепла, выделяемого в процессе сварки.
Он также с большей вероятностью деформируется от тепла, выделяемого в процессе сварки.
Как сварить нержавеющую сталь? Для нержавеющей стали сварка металлическим инертным газом (MIG) считается лучшим выбором для работ, менее связанных с внешним видом, и считается идеальным сварочным процессом для технического обслуживания и ремонта нержавеющей стали.
Однако, если вы ищете эстетически привлекательный шов, сварка вольфрамовым электродом в среде инертного газа (TIG) даст наилучшие результаты.
Какой метод вы используете, будет зависеть от того, требуется ли эстетическая отделка или приоритет отдается эффективности и целесообразности, а также от знаний и навыков сварщика в этих двух процессах.
Если приоритетом является целесообразность, то лучше всего подойдет сварка MIG, так как это может быть более рентабельным подходом для работодателей.
При сварке TIG сварщики могут лучше контролировать сварку, регулируя электрический ток с помощью дистанционного переключателя.
Они также несут ответственность за вставку присадочного стержня одной рукой, а другой рукой направляют горелку вдоль стыка.
Благодаря этому швы выглядят лучше. Для сравнения, сварка MIG будет подавать присадочную проволоку через горелку в соединение за счет ее комбинированного использования в качестве электрода, требуя, чтобы сварщики двигались с большей скоростью.
Вне зависимости от того, используете ли вы сварку TIG или MIG, рекомендуется использовать латунный или медный зажим, чтобы предотвратить деформацию рабочего металла.
Эти зажимы будут действовать как теплоотвод и помогут сварщикам избежать прожогов во время сварки.
Сварщики также должны использовать инструменты, отличные от тех, которые используются для других металлов.
Если какая-либо углеродистая сталь попала в заготовку или зону сварки, она может застрять в сварном шве и стать средством распространения ржавчины на готовом изделии.
Чтобы избежать царапин и нежелательных пятен, убедитесь, что ваша рабочая зона свободна от любых загрязнений, прежде чем использовать какой-либо метод сварки, который лучше всего подходит для данной работы.
Вы также должны убедиться, что используете надлежащий противогаз.
В зависимости от нескольких факторов (толщина, положение сварки, технические условия и т. д.) сварщики могут использовать защитный слой из 100 % углекислого газа или смесь 75 % аргона и 25 % углекислого газа.
Техника сварки чугуна. Как сварить чугун?При сварке чугуна регулирование температуры будет наиболее важным фактором для получения качественного сварного шва.
Это связано с тем, что чугун с большей вероятностью растрескивается и подвергается нагрузкам либо от чрезмерного нагрева, либо от быстрого охлаждения.
Как сварить чугун? При сварке чугуна вы должны начать с предварительного нагрева металла как минимум до 250 градусов по Фаренгейту. Поступая таким образом, вы ограничиваете величину напряжения, воздействующего на рабочий металл при воздействии тепла во время сварки.
Некоторые из наиболее распространенных методов сварки, используемых для чугуна:
- Сварка палки
- Оксицетилен Сварка
Если вы решите, что вы применяете, сжечь палочку которые можно использовать во время этой техники.
Одним из наиболее популярных вариантов сварки чугуна является использование электродов из никелевого сплава, так как они обеспечивают более прочный сварной шов и имеют более низкое тепловое расширение, что снижает вероятность появления напряжения и растрескивания.
Однако, в зависимости от выполняемой работы, электроды с чугунным покрытием или электроды из медного сплава также могут использоваться в качестве идеальных наполнителей для сварки чугуна.
Недавно я написал статью, в которой более подробно описываю «Как сварить чугун», перейдите по ссылке, чтобы прочитать эту статью.
Ацетиленокислородная сварка, также известная как газовая сварка, также может использоваться для сварки чугуна.
В отличие от дуговой сварки, при которой для выработки тепла используется дуга, создаваемая электрическим током, при кислородно-ацетиленовой сварке используется горелка для получения необходимого количества тепла, необходимого для достижения температуры плавления различных металлов.
При использовании этого процесса сварки обязательно установите правильное соотношение кислорода и ацетилена перед зажиганием, так как это изменит температуру пламени.
При использовании кислородно-ацетиленовой сварки обязательно проверьте оборудование на предмет износа или неправильных соединений.
При включении газа всегда помните, что газовые баллоны следует открывать постепенно, так как в противном случае это может привести к аварии или потенциальному повреждению оборудования.
Затем вам нужно настроить регулятор на рабочее давление, необходимое для выпуска воздуха из шланга. Что касается наполнителя, обычно используются чугунные или цинковые электроды, которые следует погружать в сварочную ванну, а не непосредственно в пламя.
Техника сварки латуни – Как сварить латунь? Как сварить латунь? Существует несколько методов сварки, идеально подходящих для сварки латуни, в том числе сварка металлом в среде инертного газа (MIG), сварка вольфрамовым электродом в среде инертного газа (TIG) и кислородно-ацетиленовая сварка.
Первым шагом в выборе наилучшей технологии сварки является определение того, сколько цинка входит в состав латуни .
Чем больше цинка в металле, тем выше его пластичность, прочность и твердость. Это может варьироваться от 20 до 45 процентов латуни.
Зная это, вы сможете лучше избежать перегрева и образования пор или трещин в сварных швах.
Качественный сварной шов более чем возможен с помощью сварки MIG. Для этого вам нужно выбрать правильную присадочную проволоку, чтобы не обесцветить сварной шов.
Невозможно точно подобрать цвет, хотя использование CuAI8 обычно является идеальным кандидатом.
Также важно помнить, что сварочный ток также необходимо поддерживать на низком уровне, так как цинк в металле может стать летучим и разрушить сварной шов.
Перед сваркой всегда проверяйте оборудование на предмет износа и правильность крепления всех газопроводов. Это будет важным фактором защиты сварщика от вдыхания оксида цинка.
При недостаточной газовой защите во время сварки цинк начнет испаряться и выделять вредные пары.
Если при проверке возникают какие-либо сомнения относительно газовых линий, снимите, утилизируйте и замените их. В качестве газовой защиты вам понадобится смесь 75% аргона и 25% углекислого газа или чистый аргон в зависимости от желаемых результатов.
Для дальнейшего предотвращения образования оксида цинка рекомендуется использовать метод сварки стежком.
При сварке вольфрамовым электродом в среде инертного газа (TIG) цинк внутри латуни может закипеть и попасть на электрод. Хотя этот процесс сопряжен со многими проблемами, сварка латуни все же возможна.
Для получения качественного сварного шва рекомендуется использовать инвертор переменного тока. Вы захотите установить его с 30-секундными импульсами в секунду. Из-за высокой проводимости латуни рекомендуется использовать как можно меньше тепла, чтобы эффективно создать сварочную ванну.
Во избежание образования пор в конце сварного шва обязательно дайте металлу остыть под газовой защитой, так как воздействие атмосферы может ухудшить качество сварного шва.
Если у вас есть навыки и опыт работы с оксиацетиленом, этот процесс будет идеальным для вас. Используя кислородно-ацетиленовый сварочный флюс, смешайте его с водой и покрасьте место сварки.
Рекомендуется использовать сильное окислительное пламя, уменьшив подачу ацетилена.
Методы сварки пластика – Как сваривать пластик?Как сварить пластик? Сварка пластмасс является относительно новой областью, хотя она становится все более популярной, поскольку мы продолжаем использовать ее в нашей повседневной жизни. Несмотря на новизну, существует множество методов сварки, которые можно использовать при работе с пластмассами.
Имейте в виду, что выбор метода будет зависеть от ваших знаний и опыта в каждой технике.
Какой бы техникой вы ни пользовались, всегда хочется очистить пластик от возможных загрязнений.
Это можно сделать с помощью мягкого моющего средства или средства для мытья посуды, если вы полностью смываете его, или это можно сделать, отшлифовав рабочую зону.
Вы также захотите определить, какой наполнитель использовать. Вы можете легко узнать это, выполнив поиск пластика на предмет ПП (полипропилен) или ПВХ (поливинилхлорид).
Если его не удается найти, попробуйте использовать набор для проверки сварочного электрода, чтобы подобрать тип пластика.
Одним из вариантов может быть использование высокочастотной сварки. Это делается путем размещения пластиков вместе с достаточным давлением.
Это можно сделать с помощью струбцин или прихваточных швов вдоль заготовки. Оказавшись на месте, вы можете начать использовать высокочастотную ультразвуковую волну, чтобы сварить их вместе, не повреждая материал.
Вам нужно настроить сварочный пистолет на чуть ниже точки плавления пластика, чтобы избежать возгорания материала.
Если вы заметите какое-либо обесцвечивание, вам следует увеличить скорость сварки и после охлаждения отшлифовать пластик до гладкости.
Вот некоторые другие методы, используемые для сварки пластмасс:
- При лазерной сварке сварщик размещает детали близко друг к другу, чтобы можно было провести лазерный луч между двумя пластиками и расплавить их вместе.

- Сварка трением — это чрезвычайно быстрый метод сварки, который занимает всего несколько секунд. Он использует трение, удерживая две части в постоянном движении, в то время как боковая сила распределяет материал.
- Сварка горячим газом немного ближе к сварке металла, она использует тепловую пушку и присадочную проволоку, которые наносятся непосредственно на область, которую необходимо соединить.
- Сварка растворителем — еще один процесс, который можно использовать. В этом методе дихлорметан или тетрагидрофуран используются для размягчения кусков пластика, так что при его испарении образуется сварной шов.
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Заключение
Искусство сварки представляет собой довольно обширную область изучения, и даже одна полноценная книга не может осветить предмет должным образом. Как сварить? Как научиться сварке?
Как сварить? Как научиться сварке?
Что такое сварочные наконечники? Что ж, я надеюсь, что у вас есть более четкое представление о различных инструментах и методах для дальнейшего изучения этого увлекательного предмета.
После того, как вы освоите основные приемы сварки, вы обнаружите, что процесс сварки невероятно полезен, а некоторые говорят, что он вызывает привыкание.
Всегда рекомендуется пройти краткий курс сварки, прежде чем приступить к сварке, чтобы избежать ошибок или возможного повреждения вашего оборудования.
Советы экспертов помогут вам начать свое приключение по сварке.
Ссылки :
https://www.uti.edu/
https://www.americantorchtip.com
https://www.plastivision.org/
Какие металлы лучше всего подходят для сварки
04 февраля 2020 г. | 0 комментариев
Чтобы правильно выполнить сварочные работы, сначала необходимо получить знания о металлах, подходящих для сварки. Различные типы металлов по-разному реагируют на тепло и на то, как с ними обращаются. Когда металлы нагреваются, они имеют тенденцию к расширению и размягчению, и тогда определяется, как они будут применяться и использоваться. Металлы также по-разному реагируют на различные методы сварки. Поэтому, прежде чем приступить к сварке любого металла, узнайте о типах металлов, которые подходят для сварки. Температура плавления, пластичность, электропроводность и прочность — вот некоторые моменты, которые следует учитывать при выборе металла для сварки.
Различные типы металлов по-разному реагируют на тепло и на то, как с ними обращаются. Когда металлы нагреваются, они имеют тенденцию к расширению и размягчению, и тогда определяется, как они будут применяться и использоваться. Металлы также по-разному реагируют на различные методы сварки. Поэтому, прежде чем приступить к сварке любого металла, узнайте о типах металлов, которые подходят для сварки. Температура плавления, пластичность, электропроводность и прочность — вот некоторые моменты, которые следует учитывать при выборе металла для сварки.
Сталь – это металл, прочность которого известна сварщикам. Различные типы стали требуют различного типа нагрева и сварки. Сталь — это легированный металл, состоящий из железа и 2% других металлических элементов. Наиболее распространенным типом является углеродистая сталь, которую можно найти в вариантах высокого, низкого и среднего качества. Чем больше углерода в стали, тем прочнее металл. Сталь – это универсальный металл, который можно сваривать любым сварочным способом. Но из-за окисления сталь все еще может ржаветь и отслаиваться.
Но из-за окисления сталь все еще может ржаветь и отслаиваться.
Здесь мы предоставим вам дополнительную информацию о типах стали, используемых для сварки:
– Низкоуглеродистая стальНизкоуглеродистая сталь легко поддается сварке, поскольку, как было сказано ранее, сталь с высоким содержанием углерода прочнее. Таким образом, низкоуглеродистая сталь обладает высокой пластичностью, так как содержит менее 0,3% углерода и до 0,4% марганца. Высокая пластичность означает, что сталь легче сваривается. Это снижает вероятность появления горечи в структуре, а также устраняет риск водородного растрескивания. Низкоуглеродистая сталь является одним из лучших металлов для сварки и сваривается на любом оборудовании.
– Нержавеющая сталь Нержавеющая сталь предназначена для защиты металла от коррозии и сохранения чистоты. Это достигается добавлением от 10% до 30% хрома к другим компонентам стали, таким как железо. Сталь пригодна для сварки в зависимости от ее марки. Ферритная и аустенитная нержавеющая сталь легко сваривается; мартенситная сталь плохо поддается сварке и склонна к растрескиванию. Нержавеющая сталь также может деформироваться под воздействием тепла, влияя на форму и размер готовой детали. Хром в нержавеющей стали будет соединяться с углеродом в процессе сварки , и металл станет уязвимым для ржавчины из-за отсутствия защитного слоя из оксида хрома. Вы можете предотвратить повреждение, поддерживая температуру в соответствии с рекомендациями.
Ферритная и аустенитная нержавеющая сталь легко сваривается; мартенситная сталь плохо поддается сварке и склонна к растрескиванию. Нержавеющая сталь также может деформироваться под воздействием тепла, влияя на форму и размер готовой детали. Хром в нержавеющей стали будет соединяться с углеродом в процессе сварки , и металл станет уязвимым для ржавчины из-за отсутствия защитного слоя из оксида хрома. Вы можете предотвратить повреждение, поддерживая температуру в соответствии с рекомендациями.
Алюминий похож на нержавеющую сталь. Не вызывает коррозии по сравнению с другими металлами. Алюминий легче нержавеющей стали, а для сварки используется чистый алюминий и алюминиевые сплавы. Алюминий требует бесоксидной и мощной сварки. Кроме того, сварка разных марок отличается, поскольку некоторые из них свариваются легко, а некоторые трудно. Алюминий обладает высокой теплопроводностью, благодаря чему тепло от сварного шва на алюминий быстро передается. Для подвода необходимого тепла к алюминию следует использовать оборудование с высоким сварочным током. Когда алюминий остывает, он дает усадку больше, чем сталь, поэтому необходимо принять необходимые меры для предотвращения образования трещин или коробления. Алюминий будет иметь покрытие из природного оксида на основе, которое может добавлять загрязняющие вещества, поэтому вам следует очистить алюминий и удалить покрытие, чтобы предотвратить пористость во время сварки.
Для подвода необходимого тепла к алюминию следует использовать оборудование с высоким сварочным током. Когда алюминий остывает, он дает усадку больше, чем сталь, поэтому необходимо принять необходимые меры для предотвращения образования трещин или коробления. Алюминий будет иметь покрытие из природного оксида на основе, которое может добавлять загрязняющие вещества, поэтому вам следует очистить алюминий и удалить покрытие, чтобы предотвратить пористость во время сварки.
Среди всех металлов для сварки медь пользуется популярностью благодаря своей теплопроводности, электропроводности, коррозионной стойкости и износостойкости, а также внешнему виду. Металл считается «медью» только тогда, когда он состоит из 99,3% меди. Дуговая сварка используется для соединения меди и медных сплавов. Интенсивность дуги необходимо поддерживать в процессе сварки меди и медных сплавов, чтобы завершить плавление с минимальным нагревом окружающего основного металла. Всякий раз, когда вы свариваете медь и ее сплавы, вы должны использовать плоское положение, потому что природа меди очень жидкая во время процесса сварки. Медь должна быть предварительно нагрета перед сваркой, а легированная медь не должна быть предварительно нагрета из-за высокого уровня теплопроводности. Для удаления окислов после сварки медь следует очистить с помощью проволочной бронзовой щетки со свариваемых участков.
Медь должна быть предварительно нагрета перед сваркой, а легированная медь не должна быть предварительно нагрета из-за высокого уровня теплопроводности. Для удаления окислов после сварки медь следует очистить с помощью проволочной бронзовой щетки со свариваемых участков.
Сварка никеля выполняется с использованием различных доступных никелевых сплавов. Процесс сварки никелевого сплава аналогичен процессу сварки углеродистой стали. В некоторых случаях сварщики предпочитают оксиацетилен для дугового процесса. Это используется при сварке тонкостенных труб, труб и полос из жести, поскольку дуга может проникать в этот материал. Этот способ сварки также относится к использованию для высокоуглеродистых сталей из-за более низкого результата упрочнения сварного шва. Поверхность следует очистить, удалив все масло, грязь и остатки. Очищенный и смазанный металл будет иметь блестящий золотой цвет.
Магний Сплавы магния легче по весу, даже легче алюминия.