Как приварить трубу к трубе перпендикулярно
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
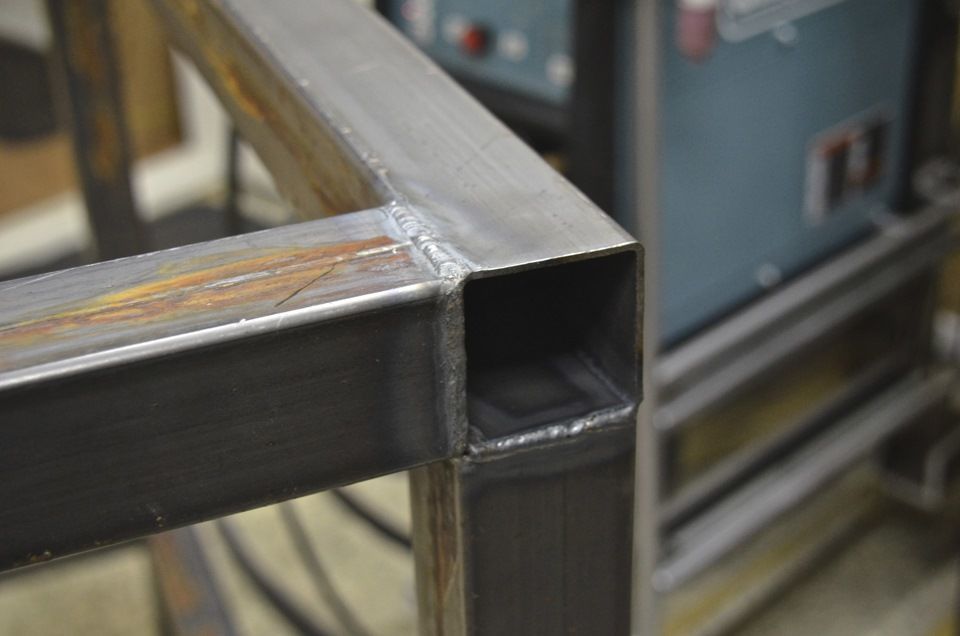
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве.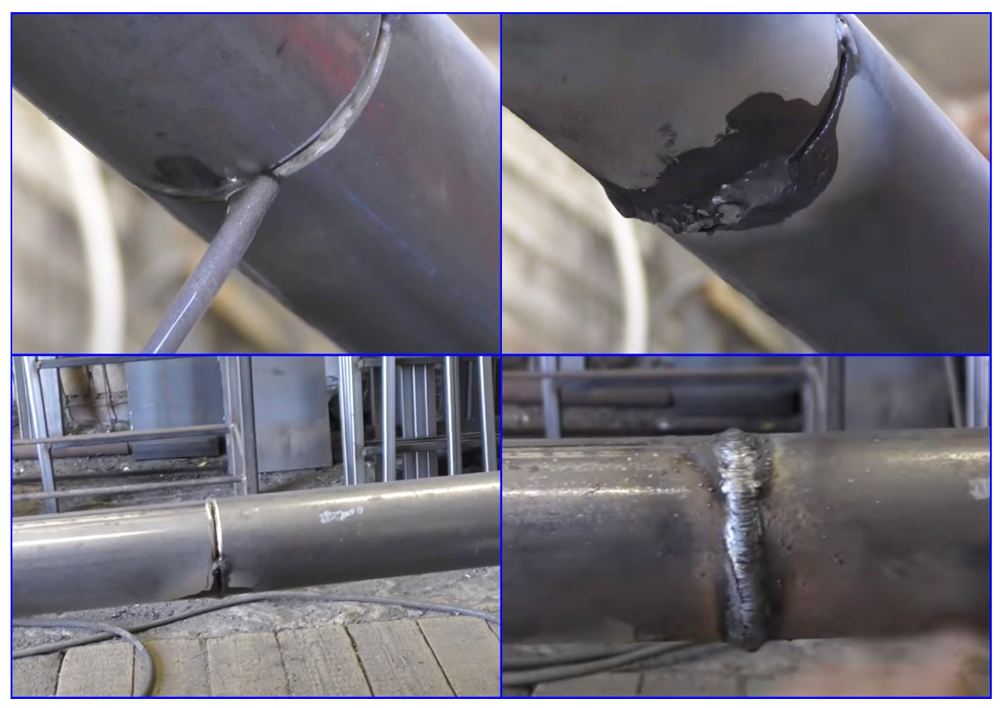
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
🔎 Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой.
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
✔ Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
Таким образом достаточно легко поддерживать стабильную длину дуги.
✔ Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
✔ Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
✔ Тщательно очищаем деталь.
✔ Если торцы трубы деформированы, обрезаем или выправляем их.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Как приварить трубу к трубе? Виды труб, сварочное оборудование
Потребность в выполнении соединений между инженерными контурами трубопровода возникает и при выполнении первой прокладки, и в ходе ремонтных операций. Особенностью сварки труб в коммуникационных системах является обязательное обеспечение герметичности. Лишь в редких случаях этот аспект не имеет особого значения, и им можно пренебречь. В поисках ответа на вопрос о том, как приварить трубу к трубе, не обойтись без описания современных технологий. Прежде всего это относится к пластиковым материалам, которые не так давно получили распространение на рынке и довольно быстро ввели в монтажные работы новый метод спайки. Но и традиционные металлические трубы свариваются на современном и более технологичном уровне, нежели 10-15 лет назад.
Но и традиционные металлические трубы свариваются на современном и более технологичном уровне, нежели 10-15 лет назад.
Какие виды труб можно сваривать?
Весь ассортимент трубного материала, который используется в системах водо-, газоснабжения и отопления, можно подразделить на два типа по материалу – это металлические и пластиковые изделия. В обоих случаях трубы поддаются сварке, иначе монтажные работы с ними были бы невозможны. Конечно, в качестве альтернативы можно вспомнить резьбовой способ соединения, который раньше применялся к сложным в обработке стальным конструкциям, но эта методика давно устарела и не используется. В наши дни сварка стальных труб осуществляется посредством электродуговых аппаратов, которые позволяют обеспечить прочные места соединений. Несколько отличаются технологии работы с пластиковыми трубами. В данном случае проблема использования классической сварки обуславливается мягкостью и вязкостью структуры материала. Поэтому используются методы пайки и плавления, которые также входят в общую группу сварочных технологий. При этом технические средства для реализации таких видов соединения заметно отличаются от традиционного сварочного оборудования.
При этом технические средства для реализации таких видов соединения заметно отличаются от традиционного сварочного оборудования.
Оборудование для сварки
Наиболее популярным аппаратом для осуществления электродуговой сварки металлических труб является полуавтомат инверторного типа. В процессе работы для обеспечения защиты рабочей зоны от внешних воздействий используется специальный газ, что и позволяет добиться высокой степени точности и герметичности в шве. Снижается популярность аппаратов для ручной дуговой сварки ММА. Это доступный по цене и простой способ получения шва при высокой мобильности оборудования, но у него есть значительные недостатки, среди которых низкая производительность и образование шлака на поверхности шва, который приходится удалять. Что касается техники для сварки пластиковых материалов, то чаще всего используются прессовочные комплексы для спайки. И современные полипропиленовые трубы, и модели из поливинилхлорида спаиваются в машине, имеющей в конструкции торцеватель, захватывающие тиски, пластину для резки (нагревательный элемент) и устройство для заделки швов.
Трубы тщательно зачищаются с целью максимальной подгонки друг к другу. Обе стыковочные стороны должны иметь фаску, расположенную под 45-градусным углом относительно оси трубы. При этом должен оставаться плоский торец шириной не менее 2 мм. Впрочем, конкретные параметры могут отличаться в зависимости от диаметров трубы. Не менее важно в вопросе о том, как приварить трубу к трубе, корректное выполнение центровки. Непосредственно перед операцией необходимо произвести сборку – так, чтобы обеспечилась максимальная точность в сведении кромок двух свариваемых компонентов. В некоторых случаях выполняется прихватка, то есть формируется короткий шов, который в процессе сборки выступает накладкой в конструкции.
Электросварка металлических труб
В первую очередь следует выполнить зажим «заземления». Кабель в обязательном порядке должен быть изолирован и зафиксирован в специальный держатель. На сварочном аппарате выставляется оптимальный показатель мощности тока, требуемый для конкретного материала, – средние показатели требуются для мягких сплавов, а более высокие подходят для легированных сталей. Далее зажимается дуга, а электрод устанавливается под 60-градусным углом относительно заготовки. С этого момента посредством касания дуги рабочих поверхностей начинается сварка металлических труб, которая может сопровождаться образованием искр. Электрод должен перемещаться медленно, но так, чтобы не происходило залипаний. При задержке на одном месте также есть риск получить чрезмерную деформацию. Избежать этого позволит равномерное проведение дуги по всей поверхности. В итоге должен сформироваться прочный волнистый шов.
Подготовка пластиковых труб к сварке
Сначала трубы нарезаются под размер в соответствии с достаточной длиной планируемой конструкции. То есть желательно организовать общий процесс монтажа таким образом, чтобы сварка была финальным штрихом. Это реализуемо далеко не всегда, но при возможности следует все технические работы с трубопроводом выполнить до сварочных мероприятий. Также будет не лишним оставить небольшой запас, чтобы часть изделия могла быть внедрена в фитинг. Затем, как и в случае с металлическими аналогами, поливинилхлоридные и полипропиленовые трубы зачищаются. Главная задача на этом этапе – получить ровные, чистые и аккуратные кромки. От качества краев трубы зависит надежность будущего шва. Это особенно относится к пластиковым изделиям, поскольку в мягкой структуре мельчайшие заусенцы и неровности имеют большое значение в процессе пайки.
Соединение пластиковых труб
Большие комплексы для сварки пластиковых труб обычно имеют стационарную установку и позволяют в поточном режиме формировать места стыков. Немного сложнее осуществляются процессы разовых операций пайки. Для таких целей используются ручные устройства, которые работают с нагревательными элементами в виде насадок. Перед работой необходимо установить аппарат на ровную поверхность, а также выставить оптимальный температурный режим. Например, сварка ПВХ-труб обычно реализуется в условиях 260 °C. Через 10-15 мин. после включения прибор наберет оптимальный температурный режим, можно будет приступать к операции.
На насадки устанавливаются заготовки для соединения – на дорне фиксируют фитинг, а на гильзе устанавливается труба. Сама операция происходит за несколько минут, поскольку пластик плавится быстро. Поэтому следует уже после включения устройства готовиться к завершению процесса. Непосредственная сварка ПВХ-труб с последующим соединением производится с первого раза одним действием. Полученный стык в первые секунды нельзя поворачивать и пытаться скорректировать, поскольку любые изменения после сварки скажутся на прочности в худшую сторону.
Сколько времени требуется на остывание материала?
В случае с металлическими трубами процесс происходит дольше и, как правило, формирование стыка выполняется послойно. Поэтому структура набирает прочность уже в ходе рабочих мероприятий. После работы достаточно подождать, когда место стыка остынет естественным образом. Несколько минут надо подождать, если выполнялась сварка стыков труб из пластика. В зависимости от толщины изделия и глубины сварки этот интервал может варьироваться от 3 до 20 мин. Важно отметить, что и в работе с металлом, и при спайке пластиковых элементов нельзя использовать средства, ускоряющие процесс остывания.
Как приварить трубу к трубе при разных сечениях?
Иногда в силу определенных причин, обусловленных нестандартным конструкционным исполнением трубопровода, приходится иметь дело с разными сечениями. Например, может возникнуть потребность в соединении классической круглой трубы и заготовки с расширенным сечением. В данном случае к обычной трубе приваривается уголок, у которого ширина полки соответствует радиусу окружности. Операция выполняется только на одной полке. Далее технология сварки труб с разными сечениями предусматривает розжиг дуги на более толстом материале. Путем перераспределения образуемого наплавленного металла следует выполнить соединение по всей площади стыка – очевидно, что в данном случае она будет больше, чем в стандартной сварке.
Заключение
Новые технологии позволили упростить процессы сварки разных материалов, значительно расширив возможности монтажа. Сегодня в вопросах относительно того, как приварить трубу к трубе, практически нет технических ограничений. Дуговая электросварка, к примеру, позволяет работать со всеми материалами, которые используются не только в бытовом, но и промышленном хозяйстве. Нет барьеров и для монтажа пластиковых труб, которые легко соединяются аппаратами для пайки.
Как сварить уголок из металла и приварить его к трубе или ровной металлической поверхности
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.

Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Сварка: разновидности и особенности
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая. В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
 В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.
Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.
Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Поделиться в соцсетях
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Особенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:
- Электрическая дуга, которая образуются при сварке, имеет температуру около 7000 °С. Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
- Общеизвестно, что вода обладает наивысшей тепловой емкостью из всех жидкостей, то есть для нагревания любого исходного объема требуется значительное количество энергии. Поэтому при проведении сварочных работ на трубах с водой желательно еще повысить температуру электродуги. Этого добиваются увеличением силы тока в сварочном аппарате в зависимости от конкретных условий на 10 — 20%.
- При сварке предпочтительнее применение инверторного сварочного агрегата с рядом удобных функций: форсаж дуги, антизалипание.
 То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.Рис. 2 Дефекты в трубах и заделка их чопиками
- Сварку с вытекающей водой можно вести в двух режимах, без отрыва и с отрывом электрода от шва (ванны). Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.
- Трубу с водой можно варить как на постоянном, так и переменном токе. Так как последний вариант рассчитан на сварку толстостенных изделий из низкоуглеродистых сталей, проводить сварочные работы таким методом и соответственно аппаратом чуть проще.
- При сваривании стыка или щели с водой следует быть готовым к невысокому качеству шва. Из-за постоянного охлаждения сварочной ванны образуются наплывы, ухудшающие внешний вид шовного буртика. Также у сварщика не времени сбивать окалину, что также не способствует повышению качества сварки.

Рис. 3 Таблица применяемых электродов для электродуговой сварки
Статья по теме:
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
- Перед проведением сварочных работ электроды лучше дополнительно прокалить при температуре 200 °С. Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.
- Следует учитывать и то, что сварка труб под давлением водной среды — вынужденная и временная мера. Стык с высокой вероятностью может треснуть при дальнейшей эксплуатации, связанной с изменением давления в трубопроводе, физическом воздействии на его оболочку.
- Стоит отметить, что не каждый сварщик возьмется за проведение подобных работ в силу следующих причин:
 Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.
Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.- Обзор рабочей зоны будут постоянно перекрывать водные пары — маску придется регулярно протирать.
- При задержке электрода в сварочной ванне он может залипнуть.
- Попавшая на работника и спецодежду вода снижает электробезопасность работ, увеличивает вероятность поражения сварщика электрическим током, приводит к дискомфорту.

Как заварить трубу с водой
Как отмечалось выше, сварка труб под давлением с вытекающей водой — это прямое нарушение технологии из-за низкого качества соединения. Однако в реальных условиях мастера сварщики, работающие, к примеру, в тепловых сетях, регулярно проводят данные операции по просьбе или требованию начальства.
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.
Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.
Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.
Рис. 6 Примеры заварки свищей
Статья по теме:
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру. Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку. Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
Как заварить стальную трубу или устранить свищ если мешает вода?
Опубликовано RB в
Привет всем практикам и теоретикам ремонта! Поработал я со своими парнями (неплохими спецами по сварке и монтажу) на стройках, в монтаже и в ремонте теплоэнергетики. Часто занимались заменой трубопроводов теплосети, стальных водопроводов, различных стояков в домах и производственных зданиях.
Приходилось и в различных котельных латать и менять прогнившие стальные трубы (да и с чугуниной знакомы). Порой выкатывает руководство вроде бы пустяковую работу, особенно в пятницу — заварить свищ на водяной трубе или в крайнем случае хомут поставить! Знавали мы такую работу-приходишь на место, а там вода не дренирована и изливается себе, когда слабенько, а когда и под приличным давлением.
— “Но вы же спецы! На вас вся страна (или район) смотрит, народ без воды останется!” Подзадоривает руководство.
-” Ну надо мужики, очень надо-выручайте!”
Или в другой раз оборудование необходимо срочно включить в работу, а тут свищ на старой линии подачи охлаждающей воды. Бывало и давление 150 кг/см…. устраняли! Не стану тянуть кота за хвост, а поделюсь некоторыми хитростями пришедшими с практикой и проживанием голодных часов на работах по устранению подобных аварийных случаев. Варить с водой это неправильно, но когда необходимо временно устранить течь до ремонта то у нас допускается и не такое. Мы же привыкли еще с советских времен: “Все для фронта, все для победы!”
Бывало и давление 150 кг/см…. устраняли! Не стану тянуть кота за хвост, а поделюсь некоторыми хитростями пришедшими с практикой и проживанием голодных часов на работах по устранению подобных аварийных случаев. Варить с водой это неправильно, но когда необходимо временно устранить течь до ремонта то у нас допускается и не такое. Мы же привыкли еще с советских времен: “Все для фронта, все для победы!”
Пора на сварном стыке или в целом месте дефектной трубы(воздушный пузырь в стыке в результате нарушения технологии сварки), через которую свищет вода (а может и спирт, хотя со спиртом, наверное, сложнее).
Вода может быть горячей и под высоким давлением. В зависимости от рисков не получить травму и действуем. Выяснили, что стык не подвергнут старой коррозии (не сгнил) и приступаем к устранению свища. Что можно сделать в таком случае?
- Забить в отверстие деревянный клинышек и когда прекратится течь, аккуратно перекрыть электросваркой.

2. Просверлить отверстие и нарезать в нем резьбу и закрутить винт с подмоткой, а затем перекрыть его электросваркой.
3. Постараться осторожно зачеканить место течи сварочным зубилом, а затем так же перекрыть электросваркой.
4. Если течь без напора, можно взять простые электроды типа ОК-46 или ОЗС-4,12 и переплавить пору. Существуют и специальные электроды, которые варят в воде и по воде (спец. обмазка, отталкивающая воду). Конечно, сварщик должен ловко владеть РД сваркой. К примеру, опытные сварщики, пришедшие с монтажа в ЖКХ, не могут варить прогнившие и ржавые трубы. Им подавай чистый металл и разделку кромок под фаску.
5. Подобрать и приварить гайку, муфту или штуцер отверстием в центр свища и ввернуть по резьбе с подмоткой болт или вентиль.
6. Когда вода все же не дает варить, можно по линии водопровода до свища вварить такой вентиль в удобном месте для отвода поступающей воды. Порой достаточно на какой-то период просто приподнять трубу в районе свища (если это возможно) и пока вода не подошла к месту сварки успеть перекрыть свищ.
7. Если вода поступает медленно, порой достаточно разогреть участок трубы газовым резаком и когда вода испариться так же перекрыть свищ.
8. На всех трубопроводах устанавливается запорная арматура (задвижки, вентили и прочее). Иногда достаточно просто разболтить фланец и направить поток воды в зазор между фланцами. Или снять верхнюю часть арматуры и с помощью шланга отвести скапливающуюся воду в сторону.
9. Существуют современные методы отключения участка трубы для врезки — это создание ледяной пробки с помощью специального оборудования. Только применять такое оборудование в редких аварийных случаях невыгодно из-за его высокой цены.
Ситуации с трубами большого диаметра
Когда не удается пройти нижнюю часть стыка из-за небольшого потока воды. В таких случаях подойдут следующие методы:
10. Берем автомобильную камеру(или подходящий резиновый шар) в зависимости от диаметра трубы (в нашей практике был случай с трубой 400 мм и 1500 мм и камера от трактора). Вставляем ей внутрь трубы и накачиваем воздухом. Резиновая камера плотно перекрывает поток воды, и мы успеваем проварить её нижнюю часть. Осталось только спустить воздух и вытащить камеру через арматуру или временную полость вверху (операционный стык)
Вставляем ей внутрь трубы и накачиваем воздухом. Резиновая камера плотно перекрывает поток воды, и мы успеваем проварить её нижнюю часть. Осталось только спустить воздух и вытащить камеру через арматуру или временную полость вверху (операционный стык)
- Берем некоторое количество глины и вспоминаем детство! Выкладываем из глины небольшую плотинку и пока вода её не размыла успеваем пройти сваркой низ трубы. От глины при пуске теплосети или водопровода ничего не останется,зато работа сделана качественно, вы в почете и с большим бонусом в кармане бежите голодный домой и рассказываете своей половинке какой Я востребованный специалист!
Удачи и уважения вам в вашей непростой работе!
Как сварить трубу в неудобном положении❓| Показываю нюансы «операционного шва»
В сегодняшней статье обсудим такой полезный вид сварочно-слесарных работ, как «операционный шов». Этот вид работ применяется в большинстве случаем при замене труб водоснабжения и его должен уметь выполнять каждый сварщик.
Для чего?
Бывают такие случаи, когда труба смонтирована слишком низко или впритык к полу и к ней никак не подлезть, чтобы заварить снизу — в этом случае и прибегают к «операционному шву».
Я подготовил два куска 89-й трубы, чтобы на ней показать все тонкости и нюансы. Левый кусок трубы неподвижный, а правый нам нужно приварить к левому, не имея доступа к нижней части.Этот вид шва мне когда-то показал опытный сварщик, когда я работал в городской «Теплосети». С тех пор мне приходилось периодически его выполнять и он всегда получался надёжным и выручал в таких сложных ситуациях. Настало время поделиться опытом и с Вами! Поехали!
1. ПодготовкаПервое, что нужно сделать это ровно состыковать обе трубы, снять фаски и почистить околошовную зону. В моём случае задача немного сложнее, потому что труба мало чего тонкостенная (3 мм), так ещё и оцинкованная (горит, как фольга), поэтому фаски я снимал совсем немного, оставив побольше притупление кромок, а также зазор делал совсем небольшой — 1 мм.
После стыковки и чистки — рисуем на трубе, которую будем стыковать треугольник или квадрат. Через такое «вскрытие» и будет проходить наша «операция».
Края треугольника начинаем чуть выше середины трубы.Далее привариваем к треугольнику огарок электрода (или что-то другое) и вырезаем болгаркой наш намеченный треугольник:
«Вскрытие» прошло успешноЗатем стыкуем наши трубы с необходимым зазором и делаем прихватки с торцов нашего среза. *Если Ваша труба имеет толщину стенки свыше 4 мм — выставляйте зазор по диаметру стержня электрода.
Стыковка и прихватки.Теперь наш стык готов к «операции»!
2. Сварка и зачисткаСварку можно производить двумя методами — с отрывом дуги и без отрыва. Тут все зависит от обстоятельств, Вашего личного предпочтения или навыков. *Я покажу оба варианта: одну половину работы выполню без отрыва электродами с основным покрытием, а другую с отрывом рутиловыми электродами.
Важно: на этом моменте, обычно, ещё немного сбегает вода из нашей неподвижной трубы, что может мешать выполнению швов. Чтобы на время её сдержать — закупориваем трубу любой ветошью, выполняем швы и не забываем её от туда достать!
Сварку начинаем полумесяцем, чуть выше нижней точки трубы и заканчиваем в месте нашей прихватки. Свариваем до полного сплавления кромок!
Начинаем чуть выше нижней точки (указано слева) и свариваем углом вперед до места прихватки, затем удаляем шлак. Здесь я использовал сварку без отрыва и основной электрод. Ток — 70 Ампер.Далее такой же шов выполняем с другой стороны. Здесь крайне важно перекрыть замком наш первый шов в нижней точке, поэтому проплавляйте замок подольше!
Начало сварки (слева), там проплавляем наш замок очень тщательно и подымаемся к верху. Тут я сваривал с отрывом (кроме замка, его лучше сплошным) рутиловым электродом. Ток — 90 Ампер.
Ток — 90 Ампер.Теперь подготавливаем нашу треугольную крышку и зону, куда будем её возвращать на место: снимаем фаску и чистим околошовную зону. Затем устанавливаем нашу крышку на место и делаем прихватки.
Прихватываем в подготовленную зону нашу крышку. Электрод можно удалить, чтобы не мешал.Теперь необходимо выполнить зачистку прихваток и зоны начала сварки. Именно это зона является самой важной!
Сверху зачистка прихваток. Снизу зачистка зоны начала сварки. Красным кругом отмечено место (чуть ниже места очистки) откуда будем начинать поднимать наш шов.Теперь свариваем первый шов: от начала указанного места и по диагонали до вершины нашего треугольника:
Первый шов готов. УОНИИ 13/55 без отрыва.Перед началом второго шва нужно опять точно также зачистить зону начала сварки (очень важно!):
Чистим начало места сварки («заезд») и свариваем наш второй шов, заканчивая его на середине верхней части трубы.С обратной стороны производим все те же самые действия по очереди:
Те же действия с обратной стороны. Здесь сваривал с отрывом дуги рутиловым электродом. Так же обязательно зачищаем замки!
Здесь сваривал с отрывом дуги рутиловым электродом. Так же обязательно зачищаем замки!«Операционный шов» закончен!
Готовый «операционный шов».Если заглянуть во внутрь трубы, то очень хорошо видны наши проплавленные замки — все важные места, где мы соединяли наши швы:
Все важные соединения получили выраженный обратный валик. Такое соединение точно будет герметичным.Теперь Вы знаете все нюансы правильного «операционного шва» и сможете герметично соединять трубы в сложных местах!
Источник: https://zen.yandex.ru/media/eurowelder/kak-svarit-trubu-v-neudobnom-polojenii-pokazyvaiu-niuansy-operacionnogo-shva-5f2902b9ee114572b69cce13
Подписывайтесь на канал автора в Дзен — Euro Welder
Технология сварки водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления. Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Особенности сварки водопроводных труб
В домашних условиях применяется электродная сварка, которая привлекает простотой и доступностью. При данном методе соединения не существенно, в каком месте располагаются трубы. Источником энергии здесь выступает электрическая дуга, носителем которой является электрод.
Бытовые электросварочные аппараты отличаются небольшой мощностью и скромными габаритами. Для их подключения достаточно иметь однофазную проводку. К ним относятся:
К ним относятся:
- Сварочный трансформатор. Работает за счет преобразования переменного тока сети в постоянный ток сварочного процесса. Главный недостаток простого в обращении устройства связан с неполной стабильностью дуги.
- Выпрямитель. Обеспечивает более высокую стабильность дуги.
- Инвертор. Устройство имеет небольшой вес и содержит инверторный модуль, который занимается преобразованием переменного тока в постоянный ток, в результате чего получается качественный сварной шов.
Используемые при электросварке электроды бывают плавящимися и неплавящимися.
Первые в процессе сварки поставляют материал, необходимый для образования шва. Новичкам советуется пользоваться твердыми электродами с плавящимся покрытием.
На заметку! На метод сварки, тип используемого сварочного аппарата и диаметр электродов влияют характеристики трубопровода – состав материла, толщина стенки, диаметр трубы и т.п.
Электросваркой сваривают трубы в самых труднодоступных местах
При прокладывании магистральных трубопроводов пользуются электродами диаметром 3 мм. Ими свариваются изделия с толщиной стенок до 5мм. При большей толщине деталей или формировании многослойного шва диаметр электродов увеличивается до 4-5 мм.
Ими свариваются изделия с толщиной стенок до 5мм. При большей толщине деталей или формировании многослойного шва диаметр электродов увеличивается до 4-5 мм.
В зависимости от места сварки и способа ее выполнения сварочные швы называются:
- нижними – наиболее легкие в исполнении;
- горизонтальными – делаются по окружности;
- вертикальными – труба сваривается вдоль;
- потолочными – требуют профессиональных навыков исполнения.
Характер шва зависит от расположения соединяемых элементов. Иногда его накладывают несколько раз. Например, при толщине трубы 6 мм делается 2 шва.
Теперь перейдем к вопросу, как варить водопроводные трубы электросваркой.
Выбор сварочного аппарата и способа сварки зависит от материала трубопровода
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
 Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
 Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.Виды сварочных работ
Суть сварочного процесса заключается в следующем: металл нагревают, в результате чего он плавится и деформируется. В это время между краями двух стыкующихся изделий происходит взаимное проникновение молекул металла. Сформированные таким образом новые связи способствуют прочности соединительного шва.
В зависимости от способа проведения работ сварка бывает:
- Термической. Соединение деталей происходит методом плавления – при помощи электрической дуги, лазера и т.п.
- Термомеханической. Сварной шов делается магнитоуправляемой дугой (стыковой).
- Механической. Конструкции соединяются путем трения или взрыва.
В нагревании металла участвуют разные элементы, природа которых влияет на то, какой будет сварка — дуговой, газовой, лазерной или плазменной.
Соединение деталей осуществляется ручным, механизированным или автоматическим способом. Ручной труд на предприятиях составляет не меньше 20–30%, при монтаже отопления и водоснабжения в жилых домах его доля резко возрастает.
От качества соединений зависит надежность трубопровода
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.

Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
 После этого открывают подачу воды.
После этого открывают подачу воды.Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Сварная и бесшовная стальная труба
По мере того, как промышленные приложения развивались и становились все более сложными, трубопроводная продукция и системы, которые их обслуживают, должны были идти в ногу со временем.
Несмотря на то, что существует множество методов производства труб, наиболее активное обсуждение в отрасли проводится по сравнению стальных труб, сваренных сопротивлением (ERW), и бесшовных (SMLS) стальных труб.
Методы изготовления ВПВ и бесшовных стальных труб используются десятилетиями; со временем методы, используемые для производства каждого из них, усовершенствовались. Так что лучше?
Изготовление сварных труб
Сварная труба представляет собой длинную спиральную стальную ленту, называемую заготовкой. Заготовку обрезают до нужной длины, в результате чего получается плоский прямоугольный лист. Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Преимущество трубы ERW заключается в том, что не используются плавящиеся металлы, а сварной шов не виден и не ощущается. В отличие от двойной дуговой сварки под флюсом (DSAW), которая оставляет после себя очевидный валик сварного шва, который затем необходимо устранить в зависимости от применения.
Технологии производства сварных труб с годами совершенствовались. Возможно, самым важным достижением стал переход на высокочастотные электрические токи для сварки. До 1970-х годов использовался низкочастотный ток. Сварные швы, выполненные низкочастотными ВПВ, были более подвержены коррозии и разрушению шва.
Большинство типов сварных труб после изготовления требуют термической обработки.
Производство бесшовных труб
Бесшовные трубы начинаются с твердого цилиндрического куска стали, называемого заготовкой. Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Некоторые типы бесшовных труб затвердевают в процессе производства, поэтому термическая обработка после изготовления не требуется. Другие требуют термической обработки. Обратитесь к спецификации типа бесшовной трубы, которую вы рассматриваете, чтобы узнать, потребует ли она термообработки.
Исторические перспективы и варианты использования сварных и бесшовных стальных труб
ВПВ и бесшовные стальные трубы сегодня существуют в качестве альтернатив во многом благодаря историческим представлениям.
Как правило, сварные трубы считались более слабыми по своей природе, поскольку они имели сварной шов. Бесшовная труба не имела этого предполагаемого структурного недостатка и считалась более безопасной. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Отраслевые стандарты, регулирующие производство и спецификации ВПВ и бесшовных стальных труб, по-прежнему отражают это восприятие. Например, бесшовные трубопроводы необходимы для многих применений с высоким давлением и температурой в нефтегазовой, энергетической и фармацевтической промышленности.
В конструкционных применениях нет никакой разницы в производительности между ERW и бесшовной стальной трубой. Хотя они могут быть указаны как взаимозаменяемые, не имеет смысла указывать бесшовные трубы, когда более дешевые сварные трубы работают одинаково хорошо.
Надлежащая практика закупок сварных и бесшовных стальных труб
Важное примечание, которое необходимо сделать, поскольку трубопроводная продукция указана для проекта, заключается в том, что книги спецификаций (например, предоставленные ASTM, ASME, ANSI и API, среди прочих), которые инженеры используют для руководства при составлении спецификаций, которые они пишут, перечисляют только марки труб без со ссылкой на то, произведены ли они с помощью ERW или производства бесшовных труб.
Например, возможная путаница может возникнуть, если инженер закажет сварную трубу с большим наружным диаметром и толщиной стенки, не зная, что ее невозможно изготовить. Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Кроме того, хорошее понимание отраслевых стандартов может привести к экономии средств. Хорошим примером являются стандарты труб из углеродистой стали A106 и A53. В этой статье мы обсудим, как труба соответствует прежним должен быть бесшовным , в то время как трубы, соответствующие последнему, могут быть как бесшовными, так и сварными. Например, если инженер должен следовать стандарту A53 в данном проекте, он или она все еще может иметь возможность выбирать, какой тип указать, исходя из специфики приложения.
Покажите нам свои характеристики, запросите предложение и быстро получите трубу
American Piping Products полностью укомплектован лучшим ассортиментом сварных и бесшовных стальных трубопроводов в отрасли. Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
В нашем руководстве покупателя стальных труб мы поможем вам сориентироваться в процессе закупки труб от начала до конца, чтобы вы могли получить то, что вам нужно, как можно быстрее, когда придет время покупать. Если в ближайшем будущем вам предстоит закупка трубопроводов, запросите расценки. Мы предоставим вам тот, который доставит вам именно те продукты, которые вам нужны, и быстро.
Как выполнить приварку к трубам? — С Примерами
Полые устройства, используемые для передачи жидкости, газа, пара и т. д., называются трубами.
Трубы изготавливаются из различных материалов в зависимости от места их использования и характеристик жидкости, которая по ним будет проходить. Их можно разделить на:
- Стальные трубы
- Бесполезные стальные трубки
- Сварные стальные трубы
- ПВИ трубы
- Pipesmade
- FONT (CAST). трубы также должны применяться для получения практических конечных продуктов. Этот пост в блоге объяснит этот процесс сварки в целом.
1. Подготовка труб к сварке
Предварительная подготовка труб перед сваркой повышает качество сварного шва, обеспечивает его внешний вид и экономичность работы. На этапе подготовки к сварке внимание уделяется толщине детали, соответствующему сварочному патрубку и гладкости оборудования 9.0083 .
1.1. Подготовка труб малого диаметра к сварке
Для подготовки к сварке труб применяется следующая процедура.
- Маркировка
- Резка
- Очистка
- Практика
- Вскрытие сварочной гибки
1.1.1 Методы снятия фаски с труб
проникновение. Трубы малого диаметра можно сваривать напильниками, труборезами, шлифовальными машинами и кислородом.
1.1.2 V-образные подшипники в сварных швах труб
Во время точечной сварки труб используется V-образная станина для обеспечения того, чтобы оси находились напротив друг друга и оставались стабильными во время сварки.
Рис.2: Центрирование труб Рис.2: Последовательность процесса центрирования В особых случаях также используется уголковая сталь.1.1.3 Очистка сварных швов
Горловины труб одного диаметра, которые разрезаются и соединяются при сварке, очищаются . Соединяемые сваркой трубы не должны иметь осевого смещения. В противном случае приварка к трубам может быть выполнена неправильно.
Рис.3: Вскрытие сварного изгиба Рис.4: Подготовка сварных швов1.1.4 Рекомендации по сварке труб
- Разметка и резка труб, подлежащих сварке, по размеру.
- Выравнивание вырезанных деталей.
- Центрирование деталей по четырем точкам с осями, противоположными друг другу.
- Расстояние между центрами должно быть одинаковым по всему периметру трубы для успешного приваривания к трубам.
1.1.5 Сварка труб
Концы труб сшиваются внахлест так, чтобы все стороны были равны. Трубы с толщиной стенки до 3 мм сваривают, оставляя между ними некоторое пространство (примерно половину толщины стенки).
Машина запускается и регулируется сила тока. Его центрируют с четырех сторон с выровненными осями, а шлак центров зачищают сварочным молотком или проволочными щетками. Сварка производится начиная с этой точки.2. Т-образная сварка труб малого диаметра
2.1 Промежуточные сечения
Область, образованная между двумя пересекающимися друг с другом деталями, называется поперечным сечением. При приварке к пересекающимся трубам перед сваркой трубы необходимо соединить внахлест для образования поперечного сечения с помощью различных контрольных инструментов (пилы, сверла, напильника и т. д.).
2.1.1 Притирка деталей
Перед началом приварки «Т» к трубам ее притирают полукруглыми и круглыми напильниками так, чтобы верхняя труба вошла в нижнюю трубу. Сечение нижней трубы просверливают дрелью, начиная с малого диаметра постепенно. Отверстие нижней трубы имеет овальную форму, так что верхняя труба полностью соединяется.
Рис.5: Движение электродвигателя Рис. 6: Гармония Рис.7: Маркировка и притирка труб Рис.8: Создание пересечения Т-образного соединения При соединении сварных швов очень важно выполнить притирку части вместе и создать оси и направления. Создаваемые оси и углы должны быть проверены перед центрированием деталей. Места контакта, образующиеся при притирке деталей, являются одним из важных факторов, влияющих на сварной шов. Сварной зазор между сварными швами увеличивает прочность сварного шва. Провар увеличивается за счет оставления сварочного зазора в половину толщины стенки трубы.
2.1.2 Центровка труб открытого сечения
Одним из важнейших этапов подготовки труб к сварке является центровка труб. Центровку следует производить по направлению осей на стыках. После процесса центровки для соединения труб осевые отклонения, возникающие из-за сварочной усадки в деталях, должны быть доведены до квадрата.
2.1.3. Важность утечки в сварных швах труб
Сварка труб должна обеспечивать герметичность.
Герметизация особенно важна в гидравлических, пневматических, газовых и отопительных системах. Сварные швы проверяются сжатым воздухом и водой.2.2 Выполнение Т-образной сварки
Очень важно контролировать ванну расплава во время сварки, так как невидимые поры и шлак вызывают протечки в сварных соединениях. Во время сварки угол наклона сварочного электрода в каждой точке разный. По этой причине электрод следует держать под углом 75–80° к поверхности инструмента. Это необходимо для успешной сварки труб.
При горизонтальной сварке труб электрод заводят с верхней точки и приваривают токарным способом. Она должна быть сварена без зазоров в начале и конце электрода. При электродуговой сварке достаточная температура кривизны достигается за счет установки силы тока и использования соответствующих электродов.
Длина дуги должна быть равна диаметру электрода. Очень важно, чтобы сварщик контролировал это расстояние в зависимости от скорости вращения электрода. Скорость сварки также является одним из важных факторов, влияющих на форму и проплавление сварного шва.
Увеличение скорости вызывает уменьшение ширины сварного шва и уменьшение провара. Снижение скорости сварки приводит к тому, что сварной шов набухает.2.2.1 Очистка сварного шва
В процессе приварки к трубам следует выполнить шов по всему периметру, удалив шлак в концевых точках шва и выдерживая параметры сварки. Сварочный шов следует очищать щетками из стальной проволоки, так как газы, выделяющиеся при сгорании электрода, вызывают коррозию, смешиваясь с влажностью воздуха вокруг зоны сварного шва.
3. Подготовка труб большого диаметра к сварке
3.1 Резка
Трубы должны быть обрезаны в соответствии с размерами и положением места установки. Обычно используемые методы резки; газокислородным, режущим электродом, плазменным, резцом ручной шлифовальной машины, ленточной и гидравлической пилой, режущим инструментом и др. методами.
3.2 Очистка
В результате резки внутри труб могут образовываться заусенцы. Чтобы заусенцы не вызывали засоров при последующих операциях, таких как сварка труб, заусенцы и остатки посторонних веществ (масла, ржавчины, краски) необходимо очистить.
Для их очистки необходимо использовать стамески, напильники, ручные и стационарные шлифовальные машины, проволочные щетки, наждачную бумагу, химикаты. Для прочности сварного шва не должно оставаться никаких остатков посторонних предметов.3.3 Притирка
Перед сваркой разрезанные и очищенные трубы должны быть притерты друг к другу. В противном случае могут возникнуть ошибки при сварке. Для выполнения процесса притирки мы можем использовать машины, обычно используемые для снятия фаски и очистки сварных швов.
3.4 Пересечение и снятие фаски
Сварка труб не всегда выполняется встык (линейно). Трубы укладываются такими способами, как повороты под углом в разные стороны, пересечение труб, идущих с разных сторон, стыковка труб разного диаметра. В таких случаях необходимо убрать пересечение. Трубы с толщиной стенки более 5 мм также необходимо сваривать. В таких случаях мы используем специальные методы скашивания. Значение угла скоса находится в пределах 50-90˚ .
4. Стыковая сварка труб большого диаметра
После подготовки к резке, очистке, притирке и снятию фаски детали, центрированные на V-образной станине, вычерчиваются в горизонтальном положении с соблюдением соответствующих интервалов (корневой шов можно рисовать сваркой TIG). Затем, после очистки шлака, протягиваются остальные проходы.
При центрировании между двумя деталями используется шаблон. Детали расположены аккуратно по центру и на равном расстоянии друг от друга.
Рис.9-10: Последовательность операций при сварке трубКорневой шов протягивается (может быть сварка ВИГ). Второй проход шва разрезается и зачищается.
5. Фланцевая сварка труб большого диаметра
Иногда требуется разъемное соединение труб с насосами, котлами или друг с другом. Сварка является одним из неразъемных соединений, поэтому фланцы привариваются к местам, где должны быть сняты трубы, и фланцы соединяются болтами. Когда необходимо выполнить техническое обслуживание или замену трубопроводных систем, фланцы снимаются с болтов и выполняются необходимые работы.
5.1 Вопросы, которые следует учитывать при сварке фланцев
- Фланец выбирается в соответствии с условиями и материалом места соединения.
- Фланцы центрируются на трубах после того, как отверстия соединительных болтов совпадут друг с другом.
- При расчете длины необходимо также рассчитать требуемую толщину прокладки для обеспечения герметичности.
- Возможны деформации из-за нагрева во время сварки.
5.2 Приварка фланцев к трубам большого диаметра
- При необходимости раструб приварки открывается и притирается к трубе и фланцу.
- Труба и фланец центрируются под углом 90˚, перпендикулярно друг другу или под нужным углом на равном расстоянии друг от друга.
- При необходимости применяется предварительный отжиг.
- Сварка внутренних углов рисуется в соответствии с положением сварки.
- Некоторые фланцы также приварены изнутри.
- При необходимости в конце сварки применяется термическая обработка.
- После сварки выполняется контроль герметичности и давления.
КОНТАКТЫ
Ваше имя
Ваш адрес электронной почты
Ваше сообщение
Позвоните нам — +31 10 808 2604
Электронная почта — [email protected]
Linkedin Следуйте за нами
О нас
Проверьте наш LinkedIn!
Можно ли сваривать трубу и лист вместе?
Часто возникает вопрос, можно ли сваривать трубу и лист вместе? Ответ положительный, но для этого процесса требуются квалифицированные сварщики термопластов, которые должным образом обучены и прошли испытания так же, как проверяются сертифицированные сварщики металлов.
Соединение листа с трубой — это обычный сварной шов, который производители используют для изготовления поверхностей фланцев, патрубков на сосудах, ящиков для контейнеров вокруг клапанов и других специально спроектированных конфигураций. Многие производители считают, что если инженер может создать проект САПР, его можно изготовить.
Corzan ® Технология ХПВХ является единственной технологией, которая может быть использована на 100 процентов в производстве труб, листов, воздуховодов, сварочных прутков, клапанов и инженерных изделий. Никакая другая технология ХПВХ промышленного класса не используется так широко или так часто, как ХПВХ Corzan. Corzan CPVC использовался в изготовленных компонентах, таких как внутренние детали резервуаров, корзинчатые сетчатые фильтры для соляной кислоты, диффузоры, набивка башни, скрубберы, полупроводниковые мокрые столы и многие другие.
Сложные методы сварки для соединения листа с трубой требуют высококвалифицированного производственного цеха, который имеет программу постоянного улучшения качества, чтобы обеспечить надлежащую подготовку и опыт сварщиков термопластов. Когда для применения требуется химическая стойкость Corzan CPVC, никогда не доверяйте проект сварщику, который не обучен должным образом и не имеет опыта создания сварного шва на границе раздела листа и трубы.
Различные температуры размягчения
Сварка термопластов требует, чтобы материалы были достаточно нагреты, чтобы достичь состояния расплава. Одной из проблем, характерных для сварки трубы с листом, является тот факт, что лист и труба будут нагреваться по-разному при сварке на разных скоростях. Кроме того, температура размягчения листового материала значительно меньше температуры размягчения трубы.
Композит для листов промышленного качества из ХПВХ Corzan, например, имеет температуру прогиба 90°C под нагрузкой. Для сравнения, Corzan CPVC Hi-Impact Pipe Extrusion Compound для промышленных трубопроводов имеет температуру деформации 113°C под нагрузкой.
Таким образом, цель состоит в том, чтобы размягчить трубу до того, как лист и сварочный пруток начнут перегреваться и гореть. Для этого может потребоваться предварительный нагрев трубы и/или направление большего количества тепла от сварочного инструмента на трубу, чем на лист, во время процесса сварки.
Для успешной сварки трубы с листом требуется квалифицированный сварщик, сертифицированный для сварки ХПВХ и имеющий специальное оборудование, необходимое для создания надежного соединения между трубой и листом.
Варианты сварки
Метод сварки, используемый для соединения труб и листов из ХПВХ, скорее всего, будет зависеть от применимых стандартов и квалификации сварщика. Перечисленные ниже стандарты используются для спецификации продуктов Corzan CPVC и в основном применимы в США, но могут быть указаны на международном уровне — в зависимости от региона или предпочтений владельца завода или страховой компании.
Для владельцев и производителей важно понимать происхождение своих материалов и применять соответствующие стандарты. Если используется европейская технология, то должны использоваться и европейские технологии. То же самое относится к стандартам и материалам США. Также очень важно, чтобы владельцы, которые заказывают работу, всегда проверяли квалификацию всех сварщиков для конкретных материалов, которые они будут сваривать.
Сварщик, сертифицированный для сварки ПВХ, не имеет квалификации для сварки ХПВХ, так же как сварщик, сертифицированный для сварки углеродистой стали, не имеет квалификации для сварки титана. Сварщики должны иметь квалификацию сварщика для конкретного материала, который они сваривают.Отраслевые стандарты, применимые в США
- ASTM D1784, Спецификация для жестких поливинилхлоридных компаундов и хлорированных поливинилхлоридных (ХПВХ) компаундов
- FM4910, Протокол испытаний воспламеняемости материалов чистых помещений FM Global Research
- ASME RTP-1-Latest Edition, «Оборудование из армированного термореактивного пластика, устойчивого к коррозии»
- Руководство AWS G1.10M по оценке сварных швов термопластов
- AWS B2.4 Спецификация процедуры сварки и квалификационных требований для термопластов
- ASME NM.1 – Системы термопластичных трубопроводов
- ASME NM.2 – Трубопроводные системы из термореактивной смолы, армированные стекловолокном
- ASME NM. 3 – Неметаллические материалы
Стандарты ISO применимы как в Европе, так и на международном уровне – опять же в зависимости от владельца, местных властей и страховщиков. Владельцы, которые заказывают работу, контролируют, какие стандарты будут использоваться. Стандарты ISO и стандарты DVS для сварки существуют дольше всех. Однако принято полагаться на стандарты США с использованием трубопроводов и размеров ASTM и ASME.
Конкретные стандарты и методы, которые будут использовать изготовители, должны быть включены в программу обеспечения качества и программу обучения изготовителя. Владельцы, которые заказывают работу, должны понимать и признавать стандарты, которые будут включены в работу по изготовлению.
Отраслевые стандарты, применимые в Европе
- DVS 2207-3, Сварка термопластов, листов и труб горячим газом
- DVS 2207-4, Сварка термопластов, экструзионная сварка труб, деталей и листов трубопроводов, процессы, требования
- DVS 2207-13, Сварка труб с подогревом, деталей и панелей трубопроводов из ПВХ-C
Как правило, для соединения труб и листов рекомендуются следующие варианты нехимической сварки, а не сварка растворителем:
- Сварка горячим воздухом или горячим газом
- Экструзионная сварка
- Стыковая сварка горячей плитой (также известная как зеркальная сварка)
- Машина для стыковой сварки с ЧПУ (компьютеризированная)
Стыковая или зеркальная сварка горячей пластиной является предпочтительным методом соединения трубы с листом или трубы с трубой в соответствии со стандартами DVS.
После первоначального соединения трубы и листа используется сварка горячим газом, чтобы добавить больше сварочных стержней вокруг исходного соединения, сваренного встык, для повышения стабильности соединения. Стыковая сварка горячей пластиной обеспечивает большую стабильность, чем сварка только горячим воздухом.Машины для стыковой сварки с ЧПУ считаются наиболее надежным методом эффективного соединения листов ХПВХ и труб. ЧПУ продолжает оставаться новой технологией, которую предпочитают многие владельцы. Конкретные возможности изготовителей могут различаться в зависимости от настройки их цеха и обучения. Владельцы должны всегда подтверждать, как будет выполняться каждый сварной шов с помощью карт сварных швов.
Советы по успешной сварке
Следующие рекомендации помогут обеспечить надежное соединение листа ХПВХ с трубой:
- Растворитель Протрите свариваемую поверхность ацетоном перед нагревом, что поможет протравить поверхность
- Предварительный нагрев свариваемой поверхности трубы в дополнение к выполнению прихватки
- Используйте более толстый сварочный стержень (например, 4 мм), чтобы увеличить время нагрева
- Содержите зону сварки в чистоте, удаляя остатки резки, масло или грязь
После завершения нагрева свариваемые детали должны быть собраны вместе как можно быстрее – с оптимальным временем переключения менее трех секунд.
Затем давление повышают до желаемого давления плавления, которое следует поддерживать в течение определенного времени, в зависимости от толщины листа.Оптимальное давление при сварке листов Corzan CPVC во время стыковой сварки обычно составляет от 95 до 100 фунтов на кв. дюйм (65–70 Н/см²), оптимальное давление нагрева составляет 30 фунтов на кв. 100 фунтов на квадратный дюйм (65–70 Н/см²).
Производственные цеха могут иметь различия в отношении условий сварки, таких как температура, качество воздуха и влажность. Каждый производственный цех должен разработать свои собственные внутренние условия цеха и проверить возможности сварки в рамках своей программы обеспечения качества.
Трубопроводы для удовлетворения потребностей применения
Можно сваривать лист ХПВХ и трубу вместе для изготовления высоконадежного оборудования, отвечающего конкретным требованиям применения в различных отраслях промышленности. Однако этот процесс может быть сложным и требует наличия квалифицированного сварщика, сертифицированного для сварки Corzan CPVC и имеющего специальное сварочное оборудование, необходимое для правильного соединения трубы и листа.
Узнайте больше о присоединении к Corzan CPVC для надежной и долговременной работы, связавшись с экспертом по трубопроводным системам Corzan CPVC или одним из наших партнеров-производителей. Доступна инженерная поддержка и бесплатные технические консультации.
Подробная информация для этого блога частично взята из следующего: https://www.corzan.com/en-us/sheet-and-lining/hot-plate-butt-welding
Позиции сварки труб: 1G , 2G, 5G и 6G
Поделиться с:
Положения для сварки труб представляют собой комбинацию различных положений сварщика и работы или образца. Сварные швы труб выполняются в соответствии со многими различными требованиями и в различных сварочных ситуациях в зависимости от характера работы. Как правило, положение образца фиксировано, но во многих случаях его можно катить или наклонять.
В этой статье мы узнаем о 4 различных типах положений для сварки труб, основных принципах сварки, проверке сварных соединений и т.
д.Содержание положения сварки труб-
- 1G – Горизонтальное скрученное положение
- 2G – Вертикальное положение
- 5G – Горизонтальное фиксированное положение
- 6G – наклонное положение
1G – горизонтальное скрученное положение
В положении сварки 1G или горизонтальном скрученном положении труба находится в горизонтальном положении, и ее можно вращать вдоль горизонтальной оси (X). Положение сварщика остается неподвижным, то есть сварщик выполняет сварку в одной плоскости или точке, а труба медленно вращается.
Если трубы меньше по размеру, их можно вращать вручную, в противном случае для вращения трубы используется оборудование. Сварка выполняется на верхней поверхности трубы. Это самое основное положение сварки труб, которое может быть выполнено. См. изображение ниже (2 катушки красного цвета сварены с синим швом)
2G – вертикальное положение
В положении сварки трубы 2G труба будет находиться в вертикальном положении и может быть зафиксирована или может свободно вращаться вдоль вертикальной оси (Y).
Положение сварщика также может оставаться неподвижным или перемещаться по вертикальной трубе. Сварку выполняют на боковой поверхности трубы в горизонтальном направлении.5G – горизонтальное фиксированное положение
В положении для сварки труб 5G труба будет находиться в горизонтальном положении. В отличие от положения сварки 1G, труба всегда остается фиксированной, и ее нельзя вращать. Сварщик перемещается по внешней поверхности трубы в вертикальном направлении для выполнения сварки.
6G – наклонное положение
В положении для сварки труб 6G труба находится под наклоном или под углом примерно 45° к горизонтальной (X) или вертикальной (Y) оси. Трубопровод может быть в одинарном или двойном смещении.
Труба будет находиться в фиксированном положении, поэтому сварщику необходимо перемещаться по трубе, чтобы выполнить сварку. Это продвинутая позиция по сварке труб, которая требует опытного сварщика и экспертной консультации.
Квалификация сварщика
В неподготовленных руках (имеется в виду менее квалифицированный сварщик) сварка может быть опасной.
Вот почему стандартные организации, такие как ASME, AWS, ISO, ASNT и т. д., разработали правила и классификации положений, методов и процедур сварки.Сварщики должны быть сертифицированы в этом конкретном положении сварки для выполнения бездефектной сварки. Мастерство сварщика на каждой позиции сварки подтверждается квалификационными аттестатами и натурным испытанием. Сертификация дает ему право выполнять больше видов сварочных работ.
Другими словами, овладение каждой профессией повышает квалификацию и опыт сварщика. Например, если сварщик имеет квалификацию только 1G, он не может выполнять сварку в более продвинутых позициях, таких как 2G, 5G или 6G.
Но, если сварщик имеет квалификацию 6G, то ему или ей разрешено или квалифицировано выполнять сварку в позициях 1G, 2G и 5G. Эти стандарты должны соблюдаться, чтобы обеспечить рабочую среду без ошибок и опасностей.
ASME — Американское общество инженеров-механиков
AWS — Американское общество сварщиков
ISO — Международная организация по стандартизации
ASNT — Американское общество стандартизации для неразрушающего контроляНиже приведены основные нормы и стандарты, касающиеся сварки и контроля труб –
- API 570 – Для контроля трубопроводов
- API 1104 – Для трубопроводов и связанных с ними объектов
- ASME B31. 1 – Для силовых трубопроводов
- ASME B31.2 – Для материалов трубопроводов топливного газа
– ASME для процесса
- ASME B31.4 – для систем транспортировки жидких углеводородов
- ASME B31.5 – Для трубопроводов охлаждения
- ASME B31.8 – Для газотранспортных и распределительных трубопроводов
- ASME B31.9 – Для трубопроводов инженерных коммуникаций
- AWS D10.12 – Сварка труб (мягкая сталь)
- AWS D10.18 – Сварка труб (нержавеющая сталь)
- 9 Осмотр труб
- Визуальный осмотр
- Проникновение жидкого красителя
- Ультразвуковой контроль
- Радиографический контроль
- Магнитопорошковый контроль
Визуальный контроль
Визуальный контроль сварного соединения является одним из таких методов, который является наиболее экономичным, быстрым и простым.
Это не требует ничего, кроме наблюдения за сварным швом, чтобы определить его качество, что может быть действительно субъективным процессом. Его нельзя использовать в качестве надежного метода обнаружения внутренних дефектов сварного шва, поэтому этот метод особенно используется, когда некачественные сварные швы никому и ничему не помешают.Проникновение жидкого красителя
Испытание проникающей жидкостью является вторым методом испытания сварного шва, при котором краситель распыляется или наносится кистью на поверхность металла. Краситель выделит любые невидимые глазу трещины или дефекты поверхности, что сделает его проще, чем визуальный осмотр, хотя ценность красителя означает, что он немного дороже.
Ультразвуковой контроль
Ультразвуковой неразрушающий контроль, также называемый ультразвуковым неразрушающим контролем или просто УЗК, представляет собой метод определения толщины, внутренней структуры или зернистости образца путем использования высокочастотных звуковых волн.
Частоты или высота тона, используемые для ультразвукового контроля, многократно превышают пределы человеческого слуха, чаще всего в диапазоне от 500 кГц до двадцати МГц.Радиографический контроль
Рентгеновский контроль является единственным действительно практичным методом обнаружения внутренних дефектов сварного шва, поэтому он используется на работах, где качество сварного шва является жизненно важным по соображениям безопасности. Он работает очень похоже на рентгеновские лучи, которые мы используем на физическом теле, чтобы увидеть сломанные кости, за исключением того, что в гораздо более масштабном, более промышленном масштабе. В результате существуют некоторые риски, связанные с этим методом, поэтому его должны применять только обученные специалисты. Это особенно эффективный способ проверки качества сварного шва, поэтому он используется для нескольких работ по сварке труб, но это наиболее дорогостоящий метод при длительной сварке.
Магнитопорошковая дефектоскопия
Магнитопорошковая дефектоскопия — это метод неразрушающего контроля, позволяющий обнаруживать линейные дефекты, расположенные на поверхности черных металлов или вблизи нее.
Не рекомендуется использовать для цветных металлов. он рассматривается в первую очередь как метод проверки поверхности.Вам также может понравиться
Проектирование и расчеты трубной эстакады
Процедура гидроиспытаний трубопроводной системыСсылки
www.magnumndt.com
www.austgen.com.au
www.asme.org
www.aws.org
www.asnt.orgПоделиться с:
Сварка труб 101 | UNIMIG Welding Guides & Tutorials
Сварка труб — это один из самых ценных навыков, которыми вы можете обладать в сварочной отрасли. Но сварка труб — это тяжело. Почему? Потому что это изогнутая поверхность, а не плоская.
Вам также предстоит сварка в одном из самых сложных положений: вертикально вверх. Однако, немного потренировавшись и выбрав правильные настройки, вы сможете сваривать трубы в кратчайшие сроки.
ПодготовкаТолщина металла имеет ключевое значение при подготовке.
Если у вас очень тонкая трубка, то она не потребует никакой подготовки. Если это действительно толстая труба, вам нужно будет скосить края.Скошенные кромки помогают при проплавлении, потому что это позволяет сварному шву идти куда-то, а не поверх и вниз по стенке трубы. Вы создаете канавку, которая после заполнения обеспечит большее проникновение и более прочный сварной шов.
Помимо снятия фаски, также необходимо оставить зазор между деталями, называемый «корневой зазор», который будет заполнен первым сварным швом («корневой шов»). Однако вы не хотите делать разрыв настолько большим, что не сможете заполнить его без проблем.
Корневой проход должен быть единственным проходом, который заполняет брешь и проникает сзади. Каждый проход после этого просто заполняет канавку.
Если вы отрезая трубу по размеру с помощью шлифовальной машины, пилы или плазменной резки, вы наверное придется чистить. Внутренний и внешний края не будет гладким, поэтому вам нужно будет удалить с него любые заусенцы или лишний металл.
прежде чем вы сможете скосить его.Тогда есть стандартная подготовка металла, удаление грязи, ржавчины, прокатной окалины, масла и жидкости, прежде чем вы сможете прихватить сварной шов.
ПрихваткиЕсть несколько различных способов, которыми вы можете прикрепить свою трубу вместе.
Вы можете вставьте 4 кнопки, представляя себе часы и поместив одну на 12, 3, 6 и 9.
Вы можете поместите 3 кнопки на трубу в 8, 12 и 4 (стрелки часов) и оставьте внизу открытым.
Позиции прихваткиВы можете прикрепите свою трубку любым удобным для вас способом, и трубка большего размера будет вероятно, нужно больше кнопок, чтобы держать его, чем маленький. Просто имейте в виду, что вам нужно связать прихватки в окончательный шов, поэтому чем больше у вас прихваток, тем больше шлифовальных или сварочных манипуляций, которые вы собираетесь провести позже.
Однако их нельзя пропустить. Прихватки используются не только для соединения двух частей.
Они также используются для поддержания разрыва между ними по всему периметру.Чем больше прихваток, тем лучше (в большинстве случаев), потому что ваш корневой зазор будет пытаться закрыться, если ничто не будет удерживать его открытым во время сварки. Если ваш зазор неровный, есть большая вероятность, что ваши трубы не будут прямыми.
ДолжностиЕсть четыре различных положения, которые используются для классификации типа сварного шва трубы. Эти позиции в основном используются для описания угла и доступного движения труба, которую сваривают.
1G: Позиция 1G — место, где труба лежит горизонтально и больше ни к чему не прикреплен. Вы можете вращать его и переместите его так, как вы хотите, чтобы сварка была максимально удобной. Этот положение, вероятно, самое простое, но определенно наименее распространенное, когда вы находитесь на рабочее место.
2G: Позиция 2G — место, где труба стоит на своем основании (вертикально) и фиксируется в своем положении, поэтому его нельзя перемещены или повернуты.
5G: Позиция 5G там, где труба лежит горизонтально (как 1G) и фиксируется в своем положении. Это где сварка может быть сложной, так как вам, возможно, придется работать под странными углами, чтобы получить по всему периметру трубы.
6G: Позиция 6G — место, где труба лежит под углом 45° и фиксируется в своем положении. 6G считается самое трудное положение для сварки из-за угла трубы и невозможности поверните его.
Если вы сварка дома для удовольствия, использовать их для различения, вероятно, не получится. имеет слишком большое значение, но если вы хотите сделать карьеру на сварке труб, тогда вам нужно их знать.
Изготовление сварного шваЦель сварки труб состоит в том, чтобы начать снизу и сваривать до самого верха. Итак, вертикально вверх. Если вы можете выполнить корневую пробежку за два прохода (сначала вверх налево, а затем полностью вверх направо), это было бы идеально.
Очевидно, что это более реалистично для небольших труб, и если вы свариваете большую трубу, у вас может закончиться электрод, прежде чем вы доберетесь до верха.
Разбивка трубы на небольшие секции работает так же хорошо и упрощает перемещение. Просто помните, что вам нужно будет привязывать конец последнего шва к началу нового каждый раз, когда вы останавливаетесь.
Очень важно связать все, потому что точки, в которых вы остановились, а затем перезапустили, считаются слабыми местами. Связывание сварного шва вместе помогает устранить эту слабость.
Когда приходит в трубу, вы собираетесь положить корень пробега. Корневой запуск является первым проход, который будет проникать насквозь до задней стороны. Тогда ты сделаешь горячий/заполняющий проход (или несколько) для заполнения шва. Наконец, вы сделаете кепку, что оставит вас с закругленным верхом к сварному шву, чтобы связать его с краями настоящий металл трубы.
Ваш настройки обычно меняются между проходами. Вам захочется разогреться ваш корень бежит, чем вы будете на своем заполнении, потому что вам нужно проникнуть во все путь через. Разница, правда, будет всего в несколько ампер.
Подсказка: дайте вашей трубе остыть между проходами. Предварительно нагретый металл отреагирует на ваше настройки не такие, как у cool metal.
Если вы закончите со слишком большим количеством наполнителя в проходе заполнения, вы можете измельчить его, чтобы ваш кепка подойдет.
Наличие Высокий колпачок на вашей трубке — это хорошо, но он определенно выглядит лучше, если он почти румянец. Кроме того, если вы планируете очистить сварной шов (шлифовать его заподлицо), наличие высокой крышки означает, что необходимо удалить больше металла. Почти плоская крышка лучше и означает меньше работы позже, поэтому постарайтесь не переполнять в первую очередь.
ТехникаЕсли вы TIG, MIG или дуговая сварка вашей трубы, техника та же самая: вертикально вверх. Не имеет значение, выполняете ли вы корневой проход, заполняющий проход или ставите шапку на. Вы будете двигаться вертикально вверх.
При сварке трубы вертикально вверх необходимо следить за углом горелки.
Техника вертикального подъема Вы хотите работать снизу вверх, верно? Давайте снова представим нашу трубку в виде часов. Вы хотите начать с 6 и дойти до 12. Ваш факел должен быть примерно на 9Угол 0° к трубе плюс-минус. Вы хотите сохранить этот угол горелки 90° на всем протяжении трубы. Иногда это означает, что когда вы приближаетесь к вершине, ваша рука как курица взлетает в воздух.Если вы не двигайте горелку со сварным швом, вы в конечном итоге оттолкнетесь от параллельно трубе к тому времени, когда вы доберетесь до середины. Если ты плоский против сварки, вы теряете почти весь защитный газ. Кроме того, это делает вещи разбрызгиваются повсюду, а бассейн сложнее контролировать.
Техническое обслуживание угол наклона горелки — одна из причин, по которой сварка труб может быть такой сложной: это как искривление всего тела.
MIG СваркаВертикальное поднятие может быть сложной задачей даже на плоских пластинах, потому что во время сварки вы боретесь с гравитацией.
Вот тут-то и появляется наш зигзагообразный треугольник (как рождественская елка). Это отлично подходит для вашего корневого прохода, так как улучшает провар, и вы можете быть уверены, что ваш шов проходит насквозь.Зигзаг также дает вам больше контроля над дугой и помогает равномерно распределять тепло, удерживая присадочный металл там, где он должен быть.
Вертикальное движение вверх TIG СваркаВертикальное движение вверх с TIG ничем не отличается от любой другой должности. Вы все еще будете закладывать присадочная проволока в зазор. Если у вас щель довольно широкая, можно сделать небольшое плетение расплавить стержень в оба края.
Кредит: Walking the Cup Техника сварки TIG – сварочные советы и приемы youtubeЕсли вы используете сварку TIG, вы также можете «пройти чашку». Просто покачивайте фонариком зигзагообразными движениями по диагонали вверх из стороны в сторону, чтобы пройти чашку. Это должно выглядеть так, как будто стороны вашей чашки совершают прогулку, правая сторона делает шаг вперед, затем левая сторона и так далее.
Пока ваша чашка «ходит», стержень наполнителя держится так, чтобы он парил в зазоре и расплавлялся теплом от электрода. Ни в коем случае не наносите его.
Вы можете только пройдите чашку с TIG, и если вы решите сварить свою трубу таким образом, это еще нужно сделать вертикально вверх.
Палка СваркаВертикальное положение вверх при сварке палкой трудно контролировать, особенно при неправильных настройках. Правильное выполнение настроек на флешке важно для корневого запуска, так что вы не прогорите, но при этом получите надлежащее проникновение.
В отличие от обычного сварного шва электродом необходимо протолкнуть электрод вдоль корневого зазора, чтобы заполнить его. Вы не можете слишком увлекаться манипуляциями со сваркой, так как вы просто задержите шлак в сварном шве, когда он остынет. Тем не менее, вы можете сделать небольшое переплетение между двумя частями на корневом участке, если зазор немного велик.
Если вы работаете с наполнителем, просто протолкните его по прямой линии.
Продувка В любом случае вам понадобится более одного, чтобы заполнить канавку.Чтобы прочистить трубу, вам нужно заблокировать оба конца, чтобы воздух больше не мог попасть внутрь. Вы можете приобрести специальные резиновые продувочные колпачки с отверстиями в центре, которые позволяют продувочному газу войти. В противном случае вы можете использовать фольгу, чтобы заблокировать трубу (радостная пленка слишком слаба, чтобы держаться), но вам нужно будет сделать свои собственные вентиляционные отверстия.
Вентиляционные отверстия необходимы по двум причинам. Во-первых, вам нужен способ вставить газовый шланг. Во-вторых, после того, как вы заполнили внутреннюю часть газом, лишнему газу нужен способ выйти. Если вы не оставите места для избыточного газа, он образуется сам, как правило, в сварном шве.
Как только вы труба герметична, можно добавить газ внутрь. Это создает атмосферу внутри ваша трубка работает так же, как ваш защитный газ на горелке MIG или TIG.
Он предотвращает попадание загрязняющих веществ и защищает обратную сторону сварного шва.Продувка проводится для того, чтобы внутренняя часть трубы не содержала кислорода, была защищена от загрязнений и оставалась чистой. То, насколько широка ваша труба и для чего она будет использоваться, обычно определяет, нужно ли вам продувать трубу.
Если это небольшая труба, продуть ее все равно не помешает, потому что вы не сможете использовать напильник или шлифовальный станок, чтобы очистить сварной шов, когда закончите, поэтому продувка сохраняет его чистым, защищенным и дает сварной шов внешний вид бисера вместо этого.
Если ваша труба находится под высоким давлением или используется для пищевых продуктов, ее необходимо продуть в соответствии с санитарными условиями.
Проверка сварного шваЕсли вы есть запасные куски трубы, с которыми можно потренироваться, это здорово, и можно идти вперед и вырежьте участок, чтобы посмотреть на сварной шов.
Если вы работаете на месте, ваш
Босс, вероятно, очень расстроится, если вы разрежете сварной шов, чтобы проверить его.Если нет критический сварной шов, вы можете пойти дальше и посмотреть на него. По большей части вы можете увидеть внешние дефекты, такие как пористость. К сожалению, просто проверяя снаружи ваш сварной шов не самый надежный, учитывая, что вы не можете видеть, есть ли внутренние проблемы. Не полагайтесь исключительно на него для важных сварных швов (таких как еда и инфраструктура).
Есть более надежные способы проверки сварного шва, такие как жидкие красители или рентген.
Вы можете получить жидкие красители, которые распыляют или наносят кистью на сварной шов, чтобы сделать поверхностные трещины и другие проблемы, видимые невооруженным глазом, которые иначе можно было бы не заметить. Хотя это более надежно, краситель все же не может проверить внутреннюю часть сварного шва. Это там, где появляется рентгеновский снимок.
Сварной шов рентген это почти то же самое, что пойти к врачу и получить рентген кости.
Исправление сварного шва Это означает, что он также сопряжен с потенциальными опасностями
обычный рентген. Они выполняются профессионалами, обученными работе с оборудованием, поэтому, если
вы работаете над проектом дома, у вас не будет этой опции.Если что-то пойдет не так и вы получите дефект где-то в сварном шве, есть хорошие новости. Вам не нужно избавляться от всего сварного шва. Ну, вы будете, если все это имеет дефекты.
Если вышла из строя только часть сварного шва, вам нужно удалить только эту его часть. Возьмите шлифовальную машину и отшлифуйте неисправную часть сварного шва. Как только он будет отшлифован, просто повторите сварку, не забывая связать его с обеих сторон. Чтобы правильно связать его, неплохо было бы растушевать сварной шов с обеих сторон.
← Просмотреть все статьи
Сварка труб из ВЧШГ с помощью автоматизированного проектирования — McWane Ductile
Filter by AuthorAaron LoosliAlex SheltonAndrea KubikBenjamin LeonardBert Weiss, Operations and Maintenance Manager, City of Hayward, CaliforniaBill KleczkaBob HartzelCarolyn LopezCarrie StephensClinton CJ FowlerCory HumphreysDan FlaigDan HenrieDavid BridgeDoug ClarkDustin HendersonGary GulaGary KurtzGunner ChristianJason HarrisonJeff HendersonJeff HouserJeremy GwinJerry Regula, ENV SP, NACE CTJohn Johnson, ENV SP, NACE CTJohn Simpson PE, ENV SP, NACE CTJosh BakerKemery AicheleKen Rickvalsky, ENV SP, NACE CTKevin ChristianMartin RodriguezMarty KurtzMatt DrummondMcWane DuctileMike PalermoRoy Mundy, PE, ENV SP, Assoc. DBIARyan GrassleyСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиУэсли КассиерФильтр по категориямКарьераКанавный докторОкружающая среда и безопасностьУстановкаНаша компанияПродукцияПродуктыПрофиль проектаУслугиТехнические услуги Джерри Регула, ENV SP, NACE CT 18.02.2021
В технической документации по установкеТермитная сварка, часто называемая CAD-сваркой, на трубах из ВЧШГ (трубы DI) и изделиях сегодня является обычной практикой в нашей отрасли. Этот метод сварки с использованием тепла экзотермической реакции для образования коалесценции между двумя металлами чаще всего используется для соединения соединений из ВЧШГ для катодной защиты или для возможности добавления системы катодной защиты на более позднем этапе. В этом блоге Iron Strong мы обсудим, когда, почему и как правильно выполнять сварку CAD на трубе DI.
Когда и зачем мне нужна сварка CAD на трубе из ковкого чугуна?Изделия из чугуна и ковкого чугуна служат сотни лет.
Места установки сильно различаются, будь то установка в черте города, сельская местность, прибрежная зона или горизонтально-направленное бурение, и это лишь некоторые из них. При проектировании водопровода с использованием любого материала трубопровода всегда рекомендуется учитывать множество соображений по типу грунта, основанию и методам установки.При установке трубы из ВЧШГ план защиты от коррозии твердых материалов может продлить ожидаемый срок службы трубы намного больше, чем прогнозируемый срок ее службы составляет 100 лет. Перед установкой важно провести углубленную оценку грунта, чтобы определить необходимый уровень защиты от коррозии. Это предварительное исследование будет означать экономию средств в будущем. Если определено, что катодная защита необходима, вы должны убедиться, что вы и ваши бригады понимаете, как безопасно и эффективно завершить процесс сварки САПР путем проведения надлежащего обучения . Теперь давайте зажжем эту сварочную коробку… ну… почти!
Правильно сваренное с помощью САПР соединение труб из ковкого чугуна, позволяющее току течь по трубопроводу. Как выполнить сварку CAD на трубе из ковкого чугуна? Шаг 1. Безопасность превыше всего. Найдите подходящие СИЗ - Защитная маска
- Защита глаз (защитные очки или лицевой щиток)
- Перчатки
- Респиратор
- Хорошо проветриваемое помещение
- Ручная шлифовальная машина/щетка с проволочным кругом
- 2-фунтовый молоток
- Никелевый диск или заряд
- Коробка/держатель
- Воспламенитель
- Заплата или покрытие для сварных швов
- Многопроволочный медный провод с покрытием, указанным для проекта
- Длина и сечение проволоки могут варьироваться
- Атмосферные условия должны быть сухими, без дождя, снега и т. д.
- Удалите любой мусор или загрязнения с поверхности, подлежащей сварке.
- Используйте ручную шлифовальную машину для удаления заусенцев с поверхности трубы из ВЧШГ.
- Должна быть получена плоская поверхность, чтобы обеспечить достаточную основу для сварки.
- Перед использованием убедитесь, что сварочная камера очищена.
- Поместите сварочную коробку на плоскую/подготовленную поверхность.
- Вставьте никелевую сварочную пластину и сварочный заряд, если используется предварительно упакованный сварочный заряд.
- Закройте коробку.
- К коробке можно прикладывать направленное вниз давление, что обеспечивает герметичность и предотвращает потери тепла.
- Поджечь заряд.
- Зажигание может быть от ручной искры или методом электронной коробки (предпочтительно).
- Электронные системы зажигания были предпочтительными системами. Электронные системы исключают вероятность того, что порошок, используемый в обычных системах, будет накапливать влагу и затруднять воспламенение.
- Дайте сварному шву остыть перед удалением сварочного шлака, чтобы снизить вероятность получения травмы. Это также снижает вероятность повреждения полиэтиленового кожуха, если он используется.
- Молотком весом 2 фунта удалите шлак из сварного шва.
- Ударьте по сварному шву двухфунтовым молотком, чтобы проверить качество сварного шва.
- Если проволока/сварной шов выходит из строя при ударе молотком, необходимо восстановить поверхность до первоначально подготовленного состояния, прежде чем повторять процесс сварки CAD.
- Установите накладки для сварки (предпочтительно) или нанесите на зоны сварки утвержденное покрытие.
- Примеры:
- Сварочные заплаты в соответствии со спецификацией проекта
- Битумное покрытие
- Все открытые поверхности из ВЧШГ, зоны сварки и медная проволока должны быть соответствующим образом покрыты до завершения проекта.
- Примеры:
Как упоминалось ранее, надежный план защиты от коррозии поможет продлить срок службы вашего трубопровода из ВЧШГ. Иногда, из-за почвы или окружающих условий, вам может понадобиться сварка медных многожильных проводов с покрытием CAD для соединения соединений для обеспечения надлежащей проводимости в системах катодной защиты. Чтобы узнать больше о разработке плана снижения коррозии с использованием модели принятия решений DIPRA, см. этот полезный блог Iron Strong, написанный моим коллегой Джоном Джонсоном.
Убедитесь, что вы и ваши бригады знаете, как правильно использовать метод сварки CAD, загрузив нашу удобную инструкцию.
Ознакомьтесь со всеми нашими цифровыми предложениями Нажмите кнопку СКАЧАТЬ ниже. Если у вас есть какие-либо вопросы относительно сварки CAD или вы хотите узнать больше о трубах DI в целом, обратитесь к местному торговому представителю McWane Ductile.- Другие статьи и видео из нашего блога Iron Strong
- Возможности обучения с McWane Ductile
- Карманный инженер McWane
- Взаимодействуйте с нами в LinkedIn
- Следуйте за нами на Facebook
- Подпишитесь на нас в Твиттере
Джерри Регула, ENV SP, NACE CT
Джерри Регула, «JR», инженер по продукции в McWane Ductile. В обязанности Джерри входит оказание технической поддержки специалистам по водным ресурсам на всех уровнях, включая инженеров, частные водные компании, подрядчиков, муниципалитеты и водные районы. JR работает с McWane Ductile более 30 лет, начиная с первого этажа. Джерри принимал участие почти во всех аспектах литейного производства, что дало ему обширный опыт в производстве, монтаже и проектировании изделий для воды из ковкого чугуна.
 трубы также должны применяться для получения практических конечных продуктов. Этот пост в блоге объяснит этот процесс сварки в целом.
трубы также должны применяться для получения практических конечных продуктов. Этот пост в блоге объяснит этот процесс сварки в целом. В особых случаях также используется уголковая сталь.
В особых случаях также используется уголковая сталь. Машина запускается и регулируется сила тока. Его центрируют с четырех сторон с выровненными осями, а шлак центров зачищают сварочным молотком или проволочными щетками. Сварка производится начиная с этой точки.
Машина запускается и регулируется сила тока. Его центрируют с четырех сторон с выровненными осями, а шлак центров зачищают сварочным молотком или проволочными щетками. Сварка производится начиная с этой точки. 6: Гармония Рис.7: Маркировка и притирка труб Рис.8: Создание пересечения Т-образного соединения
6: Гармония Рис.7: Маркировка и притирка труб Рис.8: Создание пересечения Т-образного соединения  Герметизация особенно важна в гидравлических, пневматических, газовых и отопительных системах. Сварные швы проверяются сжатым воздухом и водой.
Герметизация особенно важна в гидравлических, пневматических, газовых и отопительных системах. Сварные швы проверяются сжатым воздухом и водой. Увеличение скорости вызывает уменьшение ширины сварного шва и уменьшение провара. Снижение скорости сварки приводит к тому, что сварной шов набухает.
Увеличение скорости вызывает уменьшение ширины сварного шва и уменьшение провара. Снижение скорости сварки приводит к тому, что сварной шов набухает. Для их очистки необходимо использовать стамески, напильники, ручные и стационарные шлифовальные машины, проволочные щетки, наждачную бумагу, химикаты. Для прочности сварного шва не должно оставаться никаких остатков посторонних предметов.
Для их очистки необходимо использовать стамески, напильники, ручные и стационарные шлифовальные машины, проволочные щетки, наждачную бумагу, химикаты. Для прочности сварного шва не должно оставаться никаких остатков посторонних предметов.





 Сварщик, сертифицированный для сварки ПВХ, не имеет квалификации для сварки ХПВХ, так же как сварщик, сертифицированный для сварки углеродистой стали, не имеет квалификации для сварки титана. Сварщики должны иметь квалификацию сварщика для конкретного материала, который они сваривают.
Сварщик, сертифицированный для сварки ПВХ, не имеет квалификации для сварки ХПВХ, так же как сварщик, сертифицированный для сварки углеродистой стали, не имеет квалификации для сварки титана. Сварщики должны иметь квалификацию сварщика для конкретного материала, который они сваривают. 3 – Неметаллические материалы
3 – Неметаллические материалы После первоначального соединения трубы и листа используется сварка горячим газом, чтобы добавить больше сварочных стержней вокруг исходного соединения, сваренного встык, для повышения стабильности соединения. Стыковая сварка горячей пластиной обеспечивает большую стабильность, чем сварка только горячим воздухом.
После первоначального соединения трубы и листа используется сварка горячим газом, чтобы добавить больше сварочных стержней вокруг исходного соединения, сваренного встык, для повышения стабильности соединения. Стыковая сварка горячей пластиной обеспечивает большую стабильность, чем сварка только горячим воздухом. Затем давление повышают до желаемого давления плавления, которое следует поддерживать в течение определенного времени, в зависимости от толщины листа.
Затем давление повышают до желаемого давления плавления, которое следует поддерживать в течение определенного времени, в зависимости от толщины листа.
 д.
д. Положение сварщика также может оставаться неподвижным или перемещаться по вертикальной трубе. Сварку выполняют на боковой поверхности трубы в горизонтальном направлении.
Положение сварщика также может оставаться неподвижным или перемещаться по вертикальной трубе. Сварку выполняют на боковой поверхности трубы в горизонтальном направлении. Вот почему стандартные организации, такие как ASME, AWS, ISO, ASNT и т. д., разработали правила и классификации положений, методов и процедур сварки.
Вот почему стандартные организации, такие как ASME, AWS, ISO, ASNT и т. д., разработали правила и классификации положений, методов и процедур сварки. 1 – Для силовых трубопроводов
1 – Для силовых трубопроводов Это не требует ничего, кроме наблюдения за сварным швом, чтобы определить его качество, что может быть действительно субъективным процессом. Его нельзя использовать в качестве надежного метода обнаружения внутренних дефектов сварного шва, поэтому этот метод особенно используется, когда некачественные сварные швы никому и ничему не помешают.
Это не требует ничего, кроме наблюдения за сварным швом, чтобы определить его качество, что может быть действительно субъективным процессом. Его нельзя использовать в качестве надежного метода обнаружения внутренних дефектов сварного шва, поэтому этот метод особенно используется, когда некачественные сварные швы никому и ничему не помешают. Частоты или высота тона, используемые для ультразвукового контроля, многократно превышают пределы человеческого слуха, чаще всего в диапазоне от 500 кГц до двадцати МГц.
Частоты или высота тона, используемые для ультразвукового контроля, многократно превышают пределы человеческого слуха, чаще всего в диапазоне от 500 кГц до двадцати МГц. Не рекомендуется использовать для цветных металлов. он рассматривается в первую очередь как метод проверки поверхности.
Не рекомендуется использовать для цветных металлов. он рассматривается в первую очередь как метод проверки поверхности. Если у вас очень тонкая трубка, то она не потребует никакой подготовки. Если это действительно толстая труба, вам нужно будет скосить края.
Если у вас очень тонкая трубка, то она не потребует никакой подготовки. Если это действительно толстая труба, вам нужно будет скосить края. прежде чем вы сможете скосить его.
прежде чем вы сможете скосить его. Они также используются для поддержания разрыва между ними по всему периметру.
Они также используются для поддержания разрыва между ними по всему периметру.


 Вы хотите работать снизу вверх, верно? Давайте снова представим нашу трубку в виде часов. Вы хотите начать с 6 и дойти до 12. Ваш факел должен быть примерно на 9Угол 0° к трубе плюс-минус. Вы хотите сохранить этот угол горелки 90° на всем протяжении трубы. Иногда это означает, что когда вы приближаетесь к вершине, ваша рука как курица взлетает в воздух.
Вы хотите работать снизу вверх, верно? Давайте снова представим нашу трубку в виде часов. Вы хотите начать с 6 и дойти до 12. Ваш факел должен быть примерно на 9Угол 0° к трубе плюс-минус. Вы хотите сохранить этот угол горелки 90° на всем протяжении трубы. Иногда это означает, что когда вы приближаетесь к вершине, ваша рука как курица взлетает в воздух. Вот тут-то и появляется наш зигзагообразный треугольник (как рождественская елка). Это отлично подходит для вашего корневого прохода, так как улучшает провар, и вы можете быть уверены, что ваш шов проходит насквозь.
Вот тут-то и появляется наш зигзагообразный треугольник (как рождественская елка). Это отлично подходит для вашего корневого прохода, так как улучшает провар, и вы можете быть уверены, что ваш шов проходит насквозь.
 В любом случае вам понадобится более одного, чтобы заполнить канавку.
В любом случае вам понадобится более одного, чтобы заполнить канавку. Он предотвращает попадание загрязняющих веществ и защищает обратную сторону сварного шва.
Он предотвращает попадание загрязняющих веществ и защищает обратную сторону сварного шва. Если вы работаете на месте, ваш
Босс, вероятно, очень расстроится, если вы разрежете сварной шов, чтобы проверить его.
Если вы работаете на месте, ваш
Босс, вероятно, очень расстроится, если вы разрежете сварной шов, чтобы проверить его. Это означает, что он также сопряжен с потенциальными опасностями
обычный рентген. Они выполняются профессионалами, обученными работе с оборудованием, поэтому, если
вы работаете над проектом дома, у вас не будет этой опции.
Это означает, что он также сопряжен с потенциальными опасностями
обычный рентген. Они выполняются профессионалами, обученными работе с оборудованием, поэтому, если
вы работаете над проектом дома, у вас не будет этой опции.