журнал, нужно ли, время прокаливания, сколько раз можно
30.03
2020
Электроды относятся к тем расходным материалам, которые не имеют срока годности. При соблюдении условий хранения они отлично справляются со сваркой и через пять, и через десять лет. Однако даже в этом случае стержням может понадобиться термическая обработка и дегидратация, то есть, просушка. С какой целью производят прокалку электродов, а также зачем необходимо выполнять их сушку, как и с помощью чего это сделать лучше всего? Об этом – речь в данной статье.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Сварочный шлак на шве, сделанном сырым электродом
Инструкция сушки
Перед тем как высушить электроды для сварки, их требуется взвесить. Ведь загрузка печи, в среднем, составляет минимум 10 кг, а максимум – 40 кг. После этого следует провести такие операции:
- Загрузить электроды внутрь;
- Плотно закрыть крышку;
- Отрегулировать температуру согласно заданным для просушки параметрам;
- Засечь или выставить время, которое должен длиться данный процесс;
- Выдержать весь период;
- Выключить и дать остыть вместе с печью, чтобы не было резкого перепада температуры.
«Обратите внимание! Достаточно, чтобы все остыло до 100-150 градусов Цельсия.»
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Просушить и прокалить — это не одно и то же
Прокалка электродов осуществляется строго по инструкции, и никак иначе. Заменить прокалку неспособна батарея отопления, на которую многие выкладывают электроды зимой, чтобы их подсушить. Главная цель сушки электродов заключается в удалении влаги с обмазки.
Однако на радиаторах отопления добиться полноценной прокалки электродов, увы, невозможно. Для этих целей применяются специальные печи, в которых электроды проходят термическую обработку. Что же касается домашних условий, то о способах прокалки электродов, в данном случае, будет рассказано ниже.
Журнал прокалки электродов
Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии. [ads-pc-3][ads-mob-3]
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Срок годности электродов
Специалисты, которые часто выполняют сварочные работы, запасаются большим количеством электродов. Потому как выгоднее покупать сварочные материалы по оптовым ценам, а не по розничной стоимости. Чтобы готовое изделие было изготовлено на высоком уровне, расходники должны быть качественными.
Зависит от условий хранения
Для обеспечения качества электродов необходимо хранить их в оптимальных условиях:
- помещение обязательно должно быть сухим, отапливаться зимой, иметь гидроизоляцию;
- температура не должна опускаться ниже 14 градусов;
- постоянная влажность не должна превышать 50%.
 Для контроля данного показателя необходимо использовать кондиционеры.
Для контроля данного показателя необходимо использовать кондиционеры.
 Для контроля данного показателя необходимо использовать кондиционеры.
Для контроля данного показателя необходимо использовать кондиционеры.Дата изготовления электродов ОК 46.00 указана на упаковке
Если электроды долго хранились
За период транспортировки и во время других мероприятий, расходники подвергаются большим рискам. Нередки случаи, когда сварочные материалы хранятся при неидеальных условиях. Исправить неблагоприятное воздействие на прутки можно с помощью процедуры прокаливания. Процесс просушки поможет избежать возникновения многих проблем: осыпание обмазки; плохое поджигание и залипание стержня. Прокалку рекомендует проводить в специализированном оборудовании – в мобильных или стационарных печах. [ads-pc-2][ads-mob-2]
Какой на самом деле срок годности у электродов
Электроды – это расходные материалы для электродуговой сварки. Поэтому важно знать требования, срок годности.
Закон не регламентирует ограничений, поэтому определить пригодность может потребитель перед использованием.
Чем регламентируется
Стержень для сварочного аппарата регламентируется рядом стандартов:
Маркировка
Содержит следующую полную информацию о «патроне». Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
Бесплатная ГОРЯЧАЯ ЛИНИЯ:
Мск +7 (499) 938 5119
Спб +7 (812) 467 3091
Фед +8 (800) 350 8363
- Э42А – тип, прочность 42 Мпа;
- УОНИ-13/45 – марка;
- 3,0 – диаметр;
- У – назначение для углеродистых сталей;
- Д – толщина покрытия;
- Е432(5) – характеристики металла;
- Б – вид покрытия – основное;
- 1 – пространственное положение – любое;
- 0 – характеристики тока – постоянной, обратной полярности.
Кроме того, указывается ГОСТ, которому соответствует товар.
| Тип | Марка стали | Применение | Срок годности |
| УОНИ-13 | Высоколегированная коррозионная | Конструкции из хромистых видов | Не ограничен при соблюдении определенных условий |
| МР-3С | Углеродистая и низколегированная | Высокие сварочно-технологические свойства | |
| МР-3Т | Сварка сырья с содержанием углерода до 0,25% | ||
| ОЗС-6 | Материал с временным сопротивлением разрыву до 490 МПа | ||
| ОЗС-12 | |||
| УОНИ 13/55 | Конструкции с требованиями к пластичности |
Сроки и виды
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
ВАЖНО! Возможно сочетание нескольких типов.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Как правильно хранить электроды
СОВЕТ! Продлить годность можно с помощью специальных термопеналов. Они поддерживают нужную температуру и защищают от влаги.
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Если есть риск действия влаги, лучше прокалить перед использованием.
ВАЖНО! Особенно губительна влага. Вода накапливается в обмотке, которая начинает осыпаться. При применении такого материала шов получится некачественным.
Сколько можно хранить после прокалки?
Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Как понять, что испортилось
Понять, что продукт испорчен, можно с помощью визуального осмотра. Выделяют три состояния:
- полностью готов к использованию;
- возможно использование после обработки (прокаливания), когда степень пропитки влагой невелика, обмазка не осыпалась, плотно прилегает к стержню;
- если покрытие не держится на стержне, осыпается, откалывается.
Использовать товар с характеристиками третьего варианта запрещено. Шов от такого материала будет некачественным, может разойтись в любой момент.
Можно ли использовать просроченные
Срок годности электродов условный, напрямую зависит от того, как содержались стержни. Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Когда визуальный осмотр свидетельствует о нарушении целостности обмазки, применять по назначению нельзя. Шов получится неплотным. Также это чревато плохим поджиганием, залипанием электрода, осыпанием слоя.
Правила хранения
Как вы понимаете, правильное хранение напрямую влияет на срок годности электродов для сварки, так что отнеситесь к этому серьезно.
Выше мы писали, что правила устанавливаются ГОСТом. Его обязаны соблюдать все производители, поставщики, продавцы и сварщики. Больше всего электроды портятся при транспортировке, так что тщательно осматривайте их после вскрытия упаковки.
Как правильно хранить электроды? Согласно правилам, стержни должны храниться в сухом теплом помещении.
Оптимальная температура воздуха — 14-16 градусов по Цельсию, а оптимальная влажность — не более 50%. Для контроля температуры и влажности используйте специальные приборы. Они могут быть как ручными переносными, так и стационарными, установленными на стене в помещении.
Само помещение должно быть тщательно гидроизолировано.
Не иметь открытых проемов, через которые в помещение может попасть снег, дождь или ветер. Если в помещении есть окна и двери, то они должны иметь уплотнители. Исключено наличие больших щелей между оконными или дверными проемами и стеной.
Идеальный вариант — утепленный гидроизолированный склад, с электронной системой контроля температуры и влажности. Но такой вариант невозможен, если вы занимаетесь домашней сваркой. Поэтому в качестве склада используйте свой гараж или кладовку, установите на стене уличный термометр и приобретите психрометр.
Хранение электродов осуществляется при постоянной температуре, перепады так же недопустимы. Покрытие электродов легко впитывает влагу или осушается, из-за этого срок годности может сократиться. Срок годности сварочных электродов можно увеличить, если следовать нашим рекомендациям:
- Храните электроды в ящиках или коробках из плотного картона, не ставьте их на пол или открытый грунт. Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.
- Не оставляйте открытую упаковку на улице. Если у вас нет такой возможности (например, вы проводите сварочные работы за пределами цеха или гаража), то защитите упаковку от попадания влаги и пыли, завернув ее в плотную бумагу или положив в коробку.
- Сразу закрывайте упаковку с электродами.
 Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.
Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.Если вы обычно используете немного материалов, то срок хранения электродов для сварки можно увеличить, сделав для них специальный пенал из пвх-трубы. Ниже есть обучающее видео по изготовлению такого пенала.
Срок годности электродов для сварки по ГОСТу и после прокалки
Чем регламентируется
Стержень для сварочного аппарата регламентируется рядом стандартов:
- ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы» раскрывает различные виды расходников, их характеристики.
- ГОСТ 9466-75 (СТ СЭВ 6568-89) «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия» разделяет стержни на основании подходящей стали, видов покрытия; перечисляет размеры, условные обозначения.
 Классификация и общие технические условия» разделяет стержни на основании подходящей стали, видов покрытия; перечисляет размеры, условные обозначения.
Классификация и общие технические условия» разделяет стержни на основании подходящей стали, видов покрытия; перечисляет размеры, условные обозначения.Срок годности электродов для сварки
Формально срок годности электродов для сварки по ГОСТу не имеет временных ограничений. На упаковке указывается только дата их изготовления, но ни на одной коробке вы не найдете даты истечения этого срока. В соответствии с ГОСТ 9466-75 (пункт 3.15) продукция может храниться сколь угодно долго, но только при условии строгого соблюдения правил хранения и транспортировки, которые сформулированы в указанном ГОСТе, а также в ГОСТ 9467-75.
Однако, ключевые условия хранения электродов — влажность и температура — могут быть нарушены. В этом случае стержни подлежат прокалке в специальных стационарных или мобильных печах. Прокалка снижает содержание влаги в обмазке электрода и таким образом позволяет избежать осыпание обмазки, плохой первичный и последующие поджиги, залипание стержня — то есть, тех последствий, из-за которых электроды придется заменить на новые.
Прокалка снижает содержание влаги в обмазке электрода и таким образом позволяет избежать осыпание обмазки, плохой первичный и последующие поджиги, залипание стержня — то есть, тех последствий, из-за которых электроды придется заменить на новые.
При правильном хранении электродов вероятность их отсыревания и получения дефектов крайне мала, поэтому формально они не имеют срока годности.
Маркировка
Содержит следующую полную информацию о «патроне». Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
Дорогие читатели! Для решения вашей проблемы прямо сейчас, получите бесплатную консультацию
— обратитесь к дежурному юристу в онлайн-чат справа или звоните по телефонам: +7 (499) 938 6124 — Москва и обл. +7 (812) 425 6761 — Санкт-Петербург и обл. 8 (800) 350 8362 — Другие регионы РФ
Вам не нужно будет тратить свое время и нервы
— опытный юрист возьмет решение всех ваших проблем на себя!
- Э42А – тип, прочность 42 Мпа;
- УОНИ-13/45 – марка;
- 3,0 – диаметр;
- У – назначение для углеродистых сталей;
- Д – толщина покрытия;
- Е432(5) – характеристики металла;
- Б – вид покрытия – основное;
- 1 – пространственное положение – любое;
- 0 – характеристики тока – постоянной, обратной полярности.

Кроме того, указывается ГОСТ, которому соответствует товар.
| Тип | Марка стали | Применение | Срок годности |
| УОНИ-13 | Высоколегированная коррозионная | Конструкции из хромистых видов | Не ограничен при соблюдении определенных условий |
| МР-3С | Углеродистая и низколегированная | Высокие сварочно-технологические свойства | |
| МР-3Т | Сварка сырья с содержанием углерода до 0,25% | ||
| ОЗС-6 | Материал с временным сопротивлением разрыву до 490 МПа | ||
| ОЗС-12 | |||
| УОНИ 13/55 | Конструкции с требованиями к пластичности |
Хранение электродов на рабочем месте
РД 34.10.124-94 Группа В05
ОКСТУ1208
Датавведения 1995-01-03
1РАЗРАБОТАНА Акционерным обществом открытого типа»Энергомонтажпроект»,
ИСПОЛНИТЕЛИ
Кривошеин Д. И., БелкинС.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н.(АООТ «Энергомонтажпроект»), Стенин В.А, Гусев Ю.И. (РАО «ЕЭСРоссии)
И., БелкинС.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н.(АООТ «Энергомонтажпроект»), Стенин В.А, Гусев Ю.И. (РАО «ЕЭСРоссии)
2УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
3ЗАРЕГИСТРИРОВАНА отделом стандартизации института «Оргэнергострой»за N РД 34.10.124-94
4ВВЕДЕНА ВПЕРВЫЕ
5ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОГЛАСОВАНА
Начальник Департамента»Энергореновация» РАО «ЕЭС России» В.А.Стенин.
УТВЕРЖДЕНА
Заместитель Министратоплива и энергетики Российской Федерации Ю.Н.
Корсун
Настоящая инструкцияустанавливает требования к организации подготовки, хранения ивыдачи сварочных материалов, применяемых для сварки соединенийоборудования и трубопроводов тепловых электрических станций (ТЭС).
Инструкция входит составной частью в «Систему контроля иобеспечения качества сварочных работ», оговаривающую процедурывыполнения и контроля выполнения работ при изготовлении, монтаже,ремонте и реконструкции изделий ТЭС.
1.
 ОБЩИЕ ПОЛОЖЕНИЯ
ОБЩИЕ ПОЛОЖЕНИЯ1 Настоящая инструкцияраспространяется на работы по подготовке, хранению, в т.ч.
нарабочих местах, учету и выдаче в производство сварочных материалов,предназначенных для сварки элементов оборудования и трубопроводовТЭС, на которые распространяется действие нормативно-техническихдокументов:
«Правилаустройства и безопасной эксплуатации сосудов, работающих поддавлением»
«Правилаустройства и безопасной эксплуатации паровых и водогрейныхкотлов»
«Правилаустройства и безопасной эксплуатации трубопроводов пара и горячейводы»
«Правилаустройства и безопасной эксплуатации грузоподъемных кранов»
СНиП3.05.05-84 Строительные нормы и правила. Технологическоеоборудование и технологические трубопроводы
СНиП3.03.01-87 Строительные нормы и правила. Несущие и ограждающиеконструкции
СНиП3.05.02-88* Строительные нормы и правила. Газоснабжение______________
*На территории Российской Федерации действуют СНиП42-01-02. — Примечание изготовителя базы данных.
Сроки и виды
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
Также востребованы:
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
 Недостаток – разбрызгивание;
Недостаток – разбрызгивание;ВАЖНО! Возможно сочетание нескольких типов.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Срок годности
Срок годности у электродов не ограничен, но только в том случае, если вы соблюдаете условия хранения. Существует даже специальный ГОСТ, устанавливающий правила хранения и транспортировки стержней. Если вы намеренно не соблюдали условия хранения, то можно визуально определить срок годности и понять, можно ли использовать электрод в своей работе.
Внимательно осмотрите электрод. Если на нем нет видимых дефектов, а покрытие не осыпается и не крошится, то скорее всего электрод можно использовать. Рекомендуем предварительно протестировать его на ненужной металлической поверхности. Если вы обнаружили незначительные дефекты или загрязнения, то прокалите стержни в печи при температуре ниже, чем температура плавления электрода, или очистите электрод с помощью тряпки и мягкой щетки. Если дефекты значительные и покрытие осыпается в руках, то утилизируйте стержень или используйте его в качестве учебного.
Рекомендуем предварительно протестировать его на ненужной металлической поверхности. Если вы обнаружили незначительные дефекты или загрязнения, то прокалите стержни в печи при температуре ниже, чем температура плавления электрода, или очистите электрод с помощью тряпки и мягкой щетки. Если дефекты значительные и покрытие осыпается в руках, то утилизируйте стержень или используйте его в качестве учебного.
Проверьте электрод на прочность путем постукивания концом стержня по поверхности метала и убедитесь, что электрод сухой. Правильное хранение обеспечит многолетнюю эксплуатацию. Ни в коем случае не используйте испортившиеся комплектующие в своей работе.
Как правильно хранить электроды
СОВЕТ! Продлить годность можно с помощью специальных термопеналов. Они поддерживают нужную температуру и защищают от влаги.
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.

Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
ВАЖНО! Особенно губительна влага. Вода накапливается в обмотке, которая начинает осыпаться. При применении такого материала шов получится некачественным.
Правила хранения
Срок хранения электродов для сварки зависит от соблюдения ряда правил. Условия, при которых хранятся электроды, оказывают на их качество огромное влияние. Как хранить электроды для сварки указано в ГОСТе 9466-75. Суть состоит в том, что хранить электроды надо в условиях, которые будут предохранять их от негативного воздействия окружающей среды. В первую очередь это относится к влажности помещения, где они размещены, возможных загрязнений и повреждений механического характера.
Электрод состоит из металлического стержня и различных видов покрытий. Защищать следует именно покрытия, поскольку они обладают свойством гигроскопичности и соответственно главным их врагом является влага. Для этого электроды упаковывают в металлические, пластмассовые и картонные коробки.
Эти коробки помещают в более объемную тару, и перевязывают фиксирующей лентой или шпагатом.
Функцией упаковки является защита электродов, однако имеются требования и к ней самой. Основное требование заключается в том, что упаковка должна быть изготовлена из экологичного материала. Помимо этого она должна сохранять свои качества на все время содержания в ней электродов. Упаковка должна выдерживать перемещение и транспортировку на всех видах транспорта, а также погрузочно-разгрузочные работы. Одной из функций упаковки является ее информативность.
Размещение электродов в первичную упаковку осуществляется вручную или механизировано. Это может оказать влияние на потребительские свойства электродов. Если упаковка некачественная, то электроды могут промокнуть или изменить свою форму под воздействием механических ударов. Если хранение электродов осуществляется на складе, то коробки с ними помещают на поддоны.
Это может оказать влияние на потребительские свойства электродов. Если упаковка некачественная, то электроды могут промокнуть или изменить свою форму под воздействием механических ударов. Если хранение электродов осуществляется на складе, то коробки с ними помещают на поддоны.
При этом картонные коробки должны быть стянуты стальным тросом и обернуты пленкой. На одном поддоне может храниться до 200 коробок, каждая приблизительно по пять килограмм. При этом каждая пачка, упакованная в прочный картон, обтягивается термоусадочной пленкой.
Рекомендации и требования, как хранить электроды, указаны в ГОСТах 9466-75 и 9467-75:
- Температура в помещении, где хранятся эти расходные материалы для сварки, не должна быть менее 14 градусов, что должно обеспечить имеющееся отопление.
- Требования к относительной влажности зависят от температуры. Если температура помещения менее 25 градусов, то относительная влажность должна быть не более 50%, а если температура выше, то допустимо значение 40%.
- В помещении должна быть оборудована гидроизоляция. Если такой возможности не имеется, то необходимо разместить там кондиционеры.
- Чтобы предотвратить контакт со стенами и полом, которые могут быть влажными, коробки с электродами устанавливают на поддоны.
- Недопустимы сильные перепады температуры в помещении.

Условия хранения электродов не в заводском применении, а при личном использовании являются идентичными. Хранить электроды рекомендуется в заводской упаковке. Вскрытую коробку надо по возможности плотно и герметично запаковать, чтобы избежать попадания влаги внутрь.
Если электроды приобретают в небольшом количестве, то их можно хранить в предназначенных для этого тубусах. Срок хранения электродов зависит от того, были ли соблюдены эти рекомендации.
Сколько можно хранить после прокалки?
Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Как понять, что испортилось
Понять, что продукт испорчен, можно с помощью визуального осмотра. Выделяют три состояния:
- полностью готов к использованию;
- возможно использование после обработки (прокаливания), когда степень пропитки влагой невелика, обмазка не осыпалась, плотно прилегает к стержню;
- если покрытие не держится на стержне, осыпается, откалывается.
Использовать товар с характеристиками третьего варианта запрещено. Шов от такого материала будет некачественным, может разойтись в любой момент.
Можно ли использовать просроченные
Срок годности электродов условный, напрямую зависит от того, как содержались стержни. Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Когда визуальный осмотр свидетельствует о нарушении целостности обмазки, применять по назначению нельзя. Шов получится неплотным. Также это чревато плохим поджиганием, залипанием электрода, осыпанием слоя.
Дорогие читатели! Для решения вашей проблемы прямо сейчас, получите бесплатную консультацию
— обратитесь к дежурному юристу в онлайн-чат справа или звоните по телефонам: +7 (499) 938 6124 — Москва и обл. +7 (812) 425 6761 — Санкт-Петербург и обл. 8 (800) 350 8362 — Другие регионы РФ
Вам не нужно будет тратить свое время и нервы — опытный юрист возьмет решение всех ваших проблем на себя! Или опишите ситуацию в форме, ниже:
Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Содержание
- Классификация по назначению
- Пример маркировки
- Популярные марки
- Уони-13/55
- МР-3С
- Lb-52U
- АНО-4
- ESAB ОК 94.25
- ESAB ОК AlMn1 (ОК 96.20)
- ESAB ОК 61.30
- Правила хранения
- Видео-советы: какие электроды лучше выбрать для сварки
Классификация по назначению
Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.

Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- 0 — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
 Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Вас может заинтересовать: Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Мнение эксперта
Левин Дмитрий Константинович
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55
Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Мнение эксперта
Левин Дмитрий Константинович
Допускается сварка на постоянном токе обратной полярности.
МР-3С
Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.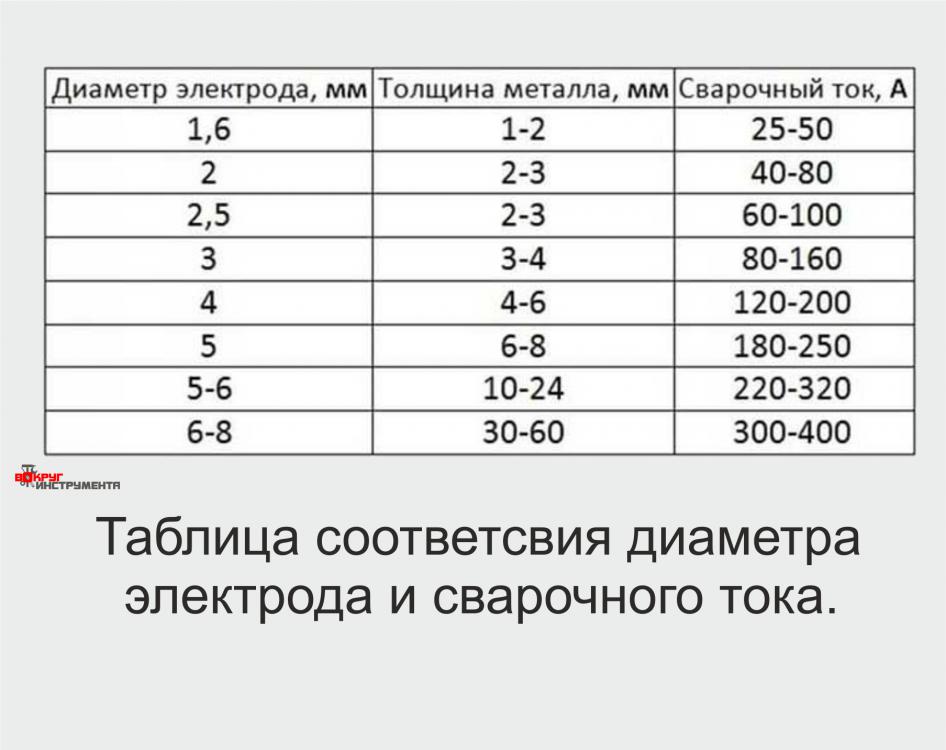
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Мнение эксперта
Левин Дмитрий Константинович
Работать МР-3С можно и на переменном, и на постоянном токе.Lb-52U
Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.
Требуется прокалить электроды до сварки — 140 градусов — в течение 60 минут.
АНО-4
Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25
Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.
- Оловянная бронза.

- Латунь.
- Медь.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)
Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Мнение эксперта
Левин Дмитрий Константинович
Поскольку алюминий мягкий, во время сварки нужно слегка вдавливать в сварочную ванну.
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30
Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).

Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.

При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Читайте также другие полезные статьи:
- Какой бензин использовать для бензопилы? Как разводить?
- Как выбрать генератор для дачи. Основные критерии и обзор лучших моделей
- Насосная станция для дачи. Как выбрать? Обзор моделей
Видео-советы: какие электроды лучше выбрать для сварки
С какой целью производят прокалку электродов
Содержание
- Прокалка электродов перед сваркой
- Прокалка электродов перед сваркой: назначение
- Сколько раз можно прокаливать
- Сушка электродов: время прокалки
- Режимы прокаливания
- Требования к прокалке
- Журнал прокалки электродов
- Оборудование для прокалки электродов
- Сушка электродов
- ЧТО ПРЕДСТАВЛЯЕТ СОБОЙ ПРОКАЛКА ЭЛЕКТРОДОВ ПЕРЕД СВАРКОЙ?
- РАЗНОВИДНОСТИ ОБОРУДОВАНИЯ ДЛЯ ПРОКАЛКИ
- ТЕХНОЛОГИЯ СУШКИ ЭЛЕКТРОДОВ
- КАК ПРОСУШИТЬ ЭЛЕКТРОДЫ В ДОМАШНИХ УСЛОВИЯХ
- ПРОКАЛКА ЭЛЕКТРОДОВ УОНИ
- Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
- Прокалка электродов
- Приложение 6. Теоретическое задание (утратило силу)
 Теоретическое задание (утратило силу)
Теоретическое задание (утратило силу)Прокалка электродов перед сваркой
На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Сварочный шлак на шве, сделанном сырым электродом
Сколько раз можно прокаливать
Также стоит отметить, что прокалка хоть и является важным, а иногда и обязательным процессом, не стоит часто проводить данную процедуру – не более трех раз после заводской прокалки. Иначе появляется вероятность отставания покрытия от стержня.
Иначе появляется вероятность отставания покрытия от стержня.
Сушка электродов: время прокалки
Разные типы необходимо прокаливать в различных температурных режимах. Каждая упаковка сварочных материалов снабжена инструкцией, где указана температура и продолжительность сушки и прокалки.
Режимы прокаливания
Режим прокаливания устанавливается в зависимости от покрытия и указывается на этикетках к электродам, в паспортах и каталогах. Сварщику необходимо строго соблюдать все требования по прокалке. Иначе материалы будут недосушенными или пересушенными, что отрицательно скажется на качестве сварного шва. Следует отметить, что режимы первой (заводской) прокалки и последующих, выполняющихся сварщиком, различаются.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Журнал прокалки электродов
Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
[ads-pc-3][ads-mob-3]
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору.
Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.
Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.

Сушка электродов
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
ЧТО ПРЕДСТАВЛЯЕТ СОБОЙ ПРОКАЛКА ЭЛЕКТРОДОВ ПЕРЕД СВАРКОЙ?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов передсваркой– важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
РАЗНОВИДНОСТИ ОБОРУДОВАНИЯ ДЛЯ ПРОКАЛКИ
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
 Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
КАК ПРОСУШИТЬ ЭЛЕКТРОДЫ В ДОМАШНИХ УСЛОВИЯХ
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов . Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
ПРОКАЛКА ЭЛЕКТРОДОВ УОНИ
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва . Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов . Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 2
ВОПРОС 1. Какое положение электрода при сварке приводит к увеличению глубины провара при РДС?
1. Сварка «углом вперед».
2. Сварка «углом назад».
3. Сварка вертикальным электродом.
ВОПРОС 2. Зависит ли напряжение дуги от сварочного тока при использовании источников питания с падающей характеристикой.
3. Зависит при малых и больших величинах сварочного тока.
ВОПРОС 3. К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
ВОПРОС 4. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Поперечные колебания электрода.
2. Напряжение на дуге.
3. Величина сварочного тока.
ВОПРОС 5. С какой целью один из концов электрода не имеет покрытия?
С какой целью один из концов электрода не имеет покрытия?
1. Для обеспечения подвода тока к электроду.
2. С целью экономии покрытия.
3. Для определения марки электрода.
ВОПРОС 6. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с основным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 8. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от выделяющихся вредных аэрозолей.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
ВОПРОС 10. Как изменяется сила сварочного тока увеличением длины дуги при ручной дуговой сварки штучными электродами?
1. Увеличение длины дуги ведет к уменьшению силы тока.
2. Увеличение длины дуги ведет к увеличению на силы сварочного тока.
3. Величина сварочного тока остается неизменной.
ВОПРОС 11. Чем регламентируется режим прокалки электродов?
1. Производственным опытом сварщика.
2. Техническим паспортом на сварочные материалы.
3. Рекомендациями надзорных органов.
ВОПРОС 12. С какой целью производят прокалку электродов?
1. Для удаления серы и фосфора.
2. Для повышения прочности электродного покрытия.
3. Для удаления влаги из покрытия электродов.
ВОПРОС 13. Какие стали относятся к углеродистым сталям?
1. Сталь Ст3сп5, Сталь 10, Сталь 15, Сталь 20Л, Сталь 20К, Сталь 22К.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 14. Что обозначает буква и следующая за ней цифр в маркировке сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Условное обозначение легирующего элемента в стали и его содержание в процентах.
ВОПРОС 15. Какие стали относятся к группе удовлетворительно сваривающихся?
1. С содержанием углерода 0,25-0,35 %.
2. С содержанием серы и фосфора до 0,05 %.
3. С содержанием кремния и марганца до 0,5 %.
ВОПРОС 16. Какие из перечисленных ниже нарушений технологии могут привести к пористости швов?
1. Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2. Большая сила тока при сварке.
3. Малый зазор в стыке.
ВОПРОС 17. От чего в большей степени зависит величина деформации свариваемого металла?
1. От склонности стали к закалке.
2. От неравномерности нагрева.
3. От марки электрода, которым производят сварку.
ВОПРОС 18. Укажите величину зазора между свариваемыми кромками листовых элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 19. В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
3. Серый (стальной) цвет с матовым оттенком.
ВОПРОС 20. Укажите условные обозначения сварных соединений?
1. С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
2. С — стыковое, У — угловое, Н — нахлесточное, Т — точечная сварка; цифры после букв указывают метод и способ сварки.
3. С — стыковое, У — угловое, Т — тавровое, П — потолочный шов; цифры после букв указывают методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Прокалка электродов
Прокаливание присадочных материалов считается одним из этапов термообработки, который осуществляется для снижения в их внешнем покрытии содержащейся жидкости. От избыточного содержания влаги может возникать плохое поджигание электрода, его залипания или осыпание слоя. Из-за этого ухудшается качество сварочного процесса.
Поэтому перед выполнением сварки следует провести проверку имеющихся присадочных материалов с предварительной их подготовкой. В основном процессы прокалки и сушки сварных электродов схожи, но во время их просушивания применяются не такие высокие температуры, а процедура выполняется с нарастающим нагреванием. В некоторых случаях электрод просушивается перед прокаливанием (в соответствии с технологическими требованиями).
Следует отметить основные случаи, когда нужна прокалка:
- при размещении электродов в условиях высокой влажности;
- после долгого хранения;
- при попадании на них жидкости или ее выявлении в процессе сварки;
- после открытия новой упаковки.
Нужно заметить, что прокаливание присадочных материалов требуется проводить перед сваркой, оно способствует достижению высоких результатов. Однако не стоит часто проводить данную процедуру (более 2 раз), так как существует опасность отставание покрытия от основного стержня.
Следует провести расчет необходимого объема электродов для сварки и отправлять их на сушку, чтобы после выполнения процедуры их осталось минимальное количество. При следующей сварке следует сначала пользоваться повторно просушенными электродами.
Сушка электродов
Необходимость в осуществлении сушки присадочного материала может появиться для повышения температуры электродов перед сварочными работами. Не все марки можно применять без предварительного разогрева. Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Печь для сушки электродов
Прокаливание и сушка сварных электродов может осуществляться в нескольких вариантах, исходя из нужного режима и используемого оборудования. В производстве применяются специализированные устройства:
1. электрические печи для прокаливания, обладающие дополнительными опциями сушки. У современных модификаций есть микропроцессорный регулятор, способствующий программированию всего сварочного процесса. Максимальный предел температуры составляет 400°C. С учетом постепенного регулирования, уровень загрузки составляет до 160 кг, а уровень наибольшей мощности равен 8,5 кВт (у некоторых моделей она равна 3 кВт с подсоединением к 3-х фазной сети 380 В). У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
2. электрическая печь с термометром со средним диапазоном работы 100-400°C. Такие электропечи имеют компактные размеры, поэтому их можно транспортировать самостоятельно. Работа устройств основана на применении ТЭНов с автоматическим управлением. Печи могут подсоединяться к сети 220 Вольт. Их мощность зависит от выбранной модели, варьируется в пределах 1-3 кВт, максимальное количество загружаемых электродов может составлять 50 кг;
3. термопеналы для сушки. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
Максимальный уровень их нагрузки равен 10 кг;
4. пеналы термосы схожи с термопеналами, но они способны без подогревания сохранять внутреннюю температуру. Для оборудования характерным является долгое остывание.
Температура и режим прокалки сварочных электродов
Для получения качественных результатов, нужно знать о процессе прокаливания электродов. По мнению специалистов, длительность процедуры не должна превышать 2 часа. При выполнении сварочных работ нужно пользоваться сухим материалом, поэтому электроды предварительно помещаются в пенале, где поддерживается заданные температурные условия.
Для каждой марки присадочных материалов предназначен определенный режим, поэтому у сварщика должно быть в наличии универсальное устройство с плавным температурным регулированием. Независимо от имеющегося запаса времени для прокалки, не желательно превышать указанные лимиты. Не следует прокаливать несколько раз одни и те же материалы.
Следует обратить внимание на запрет применения пламенных печей, так как средний диапазон температур для процедуры варьируется в пределах 180-400°C.
Перед сушкой сварочных электродов, нужно взвесить присадочные материалы, так как минимальный уровень загрузки печи равен 10 кг, а максимальный – 40 кг. Затем проводятся следующие процедуры:
- загрузка электродов в печь с плотным закрытием крышки;
- регулировка температуры в соответствии с параметрами, указанными для просушки;
- продержать определенное время;
- выключить, подождать остывания с печью, чтобы избежать резких температурных перепадов. Достаточно будет подождать до температуры 100-150°C.
Прокалка присадочного материала является важной деталью технологии, на которую надо обращать внимание во время производства. Может задаваться разная температура прокаливания в зависимости от типа электродов, указывается на упаковке материала.
Приложение 6. Теоретическое задание (утратило силу)
Приложение 6
к Положению
о проведении в 2012 году отраслевого областного конкурса
профессионального мастерства на звание
«Лучший по профессии» в машиностроительном комплексе
Пензенской области в номинации «Лучший сварщик»
Номинация конкурса «Лучший сварщик»
1. Что такое легированные стали?
Что такое легированные стали?
2. С какой целью выполняют разделку кромок?
3. Какой свариваемостью обладают низкоуглеродистые стали?
4. Что обозначают буквы и цифры в маркировке низколегированных сталей?
5. Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей?
6. Какие изменения свойств происходят при закалке малоуглеродистых сталей?
7. Для чего в сталь вводятся легирующие элементы?
8. Укажите, чем отличается Ст3кп от Ст3сп?
9. Для чего производится предварительный и сопутствующий подогрев?
10. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
11. Какие характеристики можно определить при испытаниях образцов металла на растяжение?
12. Какие характеристики металла определяются при испытаниях на изгиб (плоских образцов) и сплющивание (труб)?
13. Какие характеристики определяют при ударном изгибе?
14. Что представляет собой сварной шов при сварке плавлением?
15. Чем определяются свойства сварного соединения?
Чем определяются свойства сварного соединения?
16. Как влияет неравномерность нагрева при сварке на величину деформации основного металла?
17. Как влияет увеличение объема наплавленного металла на величину деформации основного металла?
18. Какие сварочные деформации называют остаточными?
19. Как влияет подогрев изделий в процессе сварки на величину остаточных деформаций?
20. Какие конструктивные элементы характеризуют форму разделки кромок?
21. Какие бывают типы сварных соединений?
22. Как обозначается сварное соединение на чертеже?
23. Когда должна быть проконтролирована каждая партия сварочных материалов?
24. Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
25. На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
26. Чем выявляются дефекты формы шва и его размеры?
27. Какие дефекты сварного шва выявляются с помощью радиографического контроля, ультразвуковым и др. равноценными им методами?
равноценными им методами?
28. Что называют включением?
29. Какой должна быть величина силы тока при дуговой сварке в вертикальном положении снизу вверх по сравнению с величиной силы тока в нижнем положении?
30. Какие дефекты допускается устранять сварщику (не привлекая руководителя работ) в процессе сварки стыка трубы?
31. Что называют трещиной?
32. Что называют прожогом?
33. Что называют наплывом в металле шва?
34. Что такое пора?
35. Какую форму могут иметь поры?
36. Что такое подрез?
37. Что такое «непровар»?
38. Как необходимо произвести заварку удаленного дефектного участка шва, если сварка производилась с предварительным подогревом?
39. Какие требования предъявляются к качеству исправленного участка шва?
40. Допускаются ли в сварных соединениях трещины, выявленные при визуальном контроле?
41. Что такое «ручная дуговая сварка покрытым электродом»?
42. Что такое «дуговая сварка в защитном газе»?
43. Что такое «дуговая сварка неплавящимся электродом»?
Что такое «дуговая сварка неплавящимся электродом»?
44. Что такое «дуговая сварка плавящимся электродом»?
45. Что такое «дуговая сварка под флюсом»?
46. Что такое «импульсно-дуговая сварка»?
47. Что является отличительным признаком дуговой сварки порошковой проволокой?
48. Где должен подключаться токопровод к изделиям больших размеров для выполнения сварки?
49. Какую электрическую величину измеряют электрическим прибором — амперметром?
50. Какую электрическую величину измеряют электрическим прибором — вольтметром?
51. Каким образом включают в электрическую цепь амперметр для измерения силы электрического тока?
52. Каким образом включают в электрическую цепь вольтметр для измерения напряжения на участке электрической цепи?
53. Какой основной критерий при выборе провода для электрических цепей?
54. Какова частота промышленного переменного тока, вырабатываемого электростанциями в России?
55. При каком роде тока обеспечивается более высокая устойчивость горения дуги?
56. Какой тип источников питания предназначен для сварки на постоянном токе?
Какой тип источников питания предназначен для сварки на постоянном токе?
57. Для чего служит трансформатор?
58. Что такое режим холостого хода сварочного источника питания?
59. Какой тип источников питания предназначен для сварки на переменном токе?
60. Что такое сварочный выпрямитель?
61. Какая внешняя вольт-амперная характеристика наиболее приемлема для ручной дуговой сварки?
62. С какой целью производят прокалку электродов?
63. Из каких условий выбирают диаметр электрода?
64. Для чего применяется осциллятор?
65. Как надо подключить источник постоянного тока при сварке на обратной полярности?
К какой клемме подключается электрод (держатель) при сварке источником постоянного тока на обратной полярности?
66. На какой полярности обеспечивается большее проплавление основного металла при ручной дуговой сварке?
67. Что обозначает буква «А» в маркировке стали 30ХМА, 30ХГСА?
68. От чего зависит величина деформации свариваемого металла?
69. Укажите причины образования горячих трещин.
Укажите причины образования горячих трещин.
70. Когда образуются горячие трещины?
71. Каковы причины образования холодных трещин?
72. Укажите, когда образуются холодные трещины.
73. Какими технологическими мерами можно предупредить образование холодных трещин?
74. Как влияет характер переноса электродного металла на качество сварного шва?
75. Что представляет собой дефект, называемый «кратер шва»?
76. Укажите причины образования непроваров при ручной дуговой сварке.
77. Укажите основные причины образования прожога.
78. Как исправлять в сварном шве свищи?
79. Укажите порядок исправления шва со скоплением газовых пор и шлаковых включений на части его сечения.
80. Что такое «газовая сварка»?
81. Что обозначает буква «А» и «АА» в маркировке сварочных проволок Св-08А и Св-08АА?
82. С какой целью выполняют визуальный контроль сварного соединения?
83. Какой цвет должны иметь провода электропроводки по всей длине?
84. Как заземляется сварочное оборудование?
Как заземляется сварочное оборудование?
85. На каком расстоянии должны располагаться кабели электросварочных машин от трубопроводов ацетилена и других горючих газов?
86. Какая максимальная длина гибкого кабеля допускается при подключении передвижной электросварочной установки к коммутационному аппарату?
87. На какой минимальной высоте над рабочим местом разрешается подвешивать временную электропроводку?
88. На какой минимальной высоте над проходами разрешается подвешивать временную электропроводку?
89. На какой минимальной высоте над проездами разрешается подвешивать временную электропроводку?
90. В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования) должны быть выключены и отсоединены от электрической сети?
91. Для какого класса сталей применяют при сварке (наплавке) электроды типов Э-38, Э-42, Э-42А, Э-46, Э-46А?
92. Для каких целей используют балластный реостат на рабочем месте сварщика при работе от многопостового источника питания?
93. Для каких целей используется схема обратноступенчатой сварки?
Для каких целей используется схема обратноступенчатой сварки?
94. С какой характеристикой применяют однопостовые источники питания для ручной дуговой сварки (наплавки) покрытыми электродами?
95. Как подразделяются и условно обозначаются покрытые электроды для ручной дуговой сварки сталей по назначению?
96. Как подразделяются покрытые металлические электроды для ручной дуговой сварки сталей по толщине покрытия?
97. Укажите правильную маркировку, указывающую на толщину покрытия, в обозначении электрода.
98. Как подразделяются покрытые металлические электроды для ручной дуговой сварки сталей по видам покрытия?
99. Укажите правильную маркировку, указывающую на вид покрытия, в обозначении электрода.
100. Что обозначает буква Ж в обозначении вида покрытия электрода, например, РЖ?
101. Как подразделяются и обозначаются покрытые металлические электроды для ручной дуговой сварки сталей по допустимым пространственным положениям сварки?
102. С какой маркировкой, указывающей на допустимое пространственное положение сварки, можно использовать электроды для вертикального положения сварки сверху вниз?
103. Что обозначает цифра 0 в маркировке электрода, указывающей на род и полярность применяемого при сварке тока?
Что обозначает цифра 0 в маркировке электрода, указывающей на род и полярность применяемого при сварке тока?
104. При свободном падении с какой высоты плашмя на стальную плиту не должно разрушаться покрытие электрода диаметром менее 4 мм?
105. При свободном падении с какой высоты плашмя на стальную плиту не должно разрушаться покрытие электрода диаметром 4 мм и более?
106. Допускаются ли частичные откалывания покрытия электрода при проверке его после падения на стальную плиту?
107. Укажите срок годности электродов при соблюдении установленных стандартом условий транспортирования и хранения.
108. Допускаются ли на поверхности покрытия электродов трещины?
109. Какой максимальной глубины допускаются местные вмятины на поверхности покрытия электродов?
110. Сколько вмятин максимальной глубины допускается на поверхности покрытия одного электрода?
111. Допускаются ли местные задиры на поверхности покрытия электродов?
112. В каких условиях следует хранить покрытые электроды?
113. Что такое магнитное дутье дуги?
Что такое магнитное дутье дуги?
114. Что обозначает в маркировке типов электродов буква «А», например Э-42А?
115. Какую роль играют газообразующие вещества в электродном покрытии?
116. Укажите роль шлакообразующих веществ в электродном покрытии?
117. Какова роль легирующих элементов в электродном покрытии?
118. Какова роль связующих компонентов в электродном покрытии?
119. За счет чего осуществляется защита расплавленного металла от воздуха при сварке электродами с целлюлозным видом покрытия?
120. Электроды с каким видом покрытия образуют минимальное количество шлака?
Термопенал для электродов 220в. Влажность не помеха
Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг,
- дуга постоянно тухнет,
- слой шлака неравномерно покрывает шов и плохо отбивается.

Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
- легко переносится и всегда под рукой,
- при транспортировке на любые расстояния электроды остаются сухими,
- подогрев от сети и сварочника до 110⁰C и выше,
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Зачем необходима сушка
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- изделия хранятся в упаковке с нарушенной герметичностью в течение нескольких месяцев или лет;
- материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.

Все эти случаи требуют удаления влаги из обмазки. Отсыревая, она теряет свои потребительские свойства, а со временем начинает осыпаться. Варить такими стержнями трудно или просто невозможно – при подаче тока они залипают на поверхности металла, не давая ни первого поджига, ни стабильной дуги.
Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.
Как сушить электроды в домашних условиях
Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов, структура при этом никоим образом не меняется. Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Для этого можно воспользоваться любым нагревательным прибором, который у вас есть дома. Отлично подойдет электродуховка или газовая духовка. Электродуховка более пригодна для сушки, чем газовая, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить прогрев на открытом огне. Качество такого способа ни сравнится с результатом, используя профессиональный шкаф или пенал.
В данной ситуации самым неправильным решением будет совсем не прокаливать электроды. Это приведет к увеличенному расходу материалов, некачественному шву, и потери времени, а в худшем варианте переделке всей работы.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Пенал для электродов своими руками
Итак, в первую очередь нужно будет обрезать канализационную трубу по длине электродов, сделав небольшой запас в 10-15 мм. Разрезать трубу можно пилкой по металлу или используя для этих целей болгарку с отрезным кругом. Обязательно после этого нужно будет сделать небольшую фаску с наружной части трубы.
Обязательно после этого нужно будет сделать небольшую фаску с наружной части трубы.
Таким образом, у нас в руках окажется короткий кусок канализационной трубы 50 мм с одним раструбом на конце. Её мы и будет использовать для изготовления пенала под электроды. Чтобы заглушить трубу, туда, где раструб надеваем резиновое кольцо для герметизации, после чего ставим заглушку. Данный конец трубы нам уже не понадобится.
С другой стороны, на трубу нужно надеть соединительную муфту, через резиновую прокладку. Муфта нужно для того, чтобы можно было бы закрывать наш пенал для электродов, второй заглушкой. Для свободного открывания тубуса, при установке заглушки, надевать уплотнительное кольцо не нужно.
Вот таким образом, ничего не надо клеить и сверлить. Всего лишь за 20 минут можно собрать достаточно вместительный тубус для электродов из куска канализационной трубы. При изготовлении других, подобных приспособлений, приходится что-то клеить, использовать бутылки, пробки и т. д. Здесь этого ничего делать не нужно.
д. Здесь этого ничего делать не нужно.
Ну и, конечно же, чтобы носить самодельный пенал для электродов на плече, можно к его боковине приспособить два крепления под ремень. На этом все, контейнер под электроды готов. Все очень легко и просто, не нужно ничего клеить. Советую всем сварщикам сделать такой пенал, и тогда ваши электроды будут всегда сухие и под рукой в нужный момент.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Сварочный шлак на шве, сделанном сырым электродом
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус;
- камера;
- нагревательный элемент;
- электроизоляция;
- теплоизоляция;
- передняя крышка для загрузки камеры;
- задняя крышка и блок управления нагревом;
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.

Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Правила работы
При работе с термопеналом следует:
- Установить ручку и ножки на термопенал.
- В зависимости от модификации подключить к стандартной розетке с током, оснащённой заземляющим контактом либо ко вторичной цепи аппарата для сварки.
- При использовании термопенала за пределами помещения следует позаботиться о защите его от воздействия атмосферных осадков.
- Загрузить электроды в пенал. Проводить загрузку необходимо равномерно, распределив электроды по внутренней камере. Электроды должны быть предварительно просушены.
- Общий вес закладываемых электродов определяется в зависимости от модели термопенала.
- Устройство плотно закрывается крышкой во избежание потери температуры во время работы пенала.
- После завершения работы осуществить разгрузку электродов, используя специальные рукавицы, исключая при этом возникновение ударов и толчков.
- После использования термопенала необходимо правильно организовать его хранения. Оптимальными условиями станет температура не выше 40 и не ниже 45 градусов и влажность воздуха не выше 80%.
- При выходе из строя термонагревателя пенал может продолжать служить по своему назначению в качестве термоса.
 Электроды должны быть предварительно просушены.
Электроды должны быть предварительно просушены. Толщиномер лакокрасочного покрытия. Как выбрать?
Как выбрать?
Бензиновая мотопомпа. У воды нет шансов!
Сколько времени, при какой температуре и как сушат электроды
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать темпе
Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать темпе
Конструктивные особенности термопеналов
Вся цельная конструкция термопенала выполняется в форме небольшого ящика с дверцей и задней крышкой (2). Оснащается оборудование опорной ручкой (4) для переноски и трехжильным шнуром питания для подключения к электросети. Ручка-опора (8) выполняется в форме скобы и служит для установки в комфортное для работы местоположение и возможности переноски пенала. Внутри корпусной части (1) оборудования размещается специальное термоустройство, выполняющее функцию поддержания температуры и термоограничитель. Сам принцип работы термопенала базируется на работе термоса: сохранение определённой температуры за счёт работы термостата (трубчатый электронагреватель – ТЭН) (9). Основное отличие заключается в возможности устройства не только сохранять тепло, но и работать по принципу активного нагрева.
Внутренняя камера (5) с размещённым термостатом для достижения наибольшего рабочего эффекта обязательно покрывается слоем термоизоляции. Термоизоляционная оболочка (6) состоит из минеральной ваты и металлического кожуха. Загрузка электродов производится через дверку с теплоизоляцией, а сами электроды могут располагаться внутри термопенала на специализированных съёмных полках (7). По необходимости их можно вынуть, предварительно разогнув скобы, которые используются для её крепления. При включении, в камере термопенала образуется горячий воздух, за счёт которого происходит быстрый процесс сушки сварочных электродов. На боковой стороне пенала находиться сигнальная лампа, показывающая подключение устройства к сети. Термопенал может иметь два типа крышек: одна плотно прикрепляется к корпусу, а вторая имеет поворотную систему (3). Конструкция устройства также предполагает дополнительное разделение на отделы для хранения различных видов электродов.Термопеналы при работе могут подключаться, как к стандартной сети в 220 В, так и к вторичной цепи сварочного аппарата от 30 до 65 В с помощью трехжильного кабеля и заземляться на его зажим. Схема подключения может выглядеть следующим образом: Где, 1 – сварочная машина, 2 – конструкция термопенала, 3 – электрод, 4 – элемент сваривания.
Схема подключения может выглядеть следующим образом: Где, 1 – сварочная машина, 2 – конструкция термопенала, 3 – электрод, 4 – элемент сваривания.
Термопенал для электродов: для сушки, хранения сварочных материалов
Покрытие сварочных электродов представляет собой смесь порошкообразных материалов, нанесенных на стержень из металла. Каждый из четырех основных и многих дополнительных видов обмазки играет огромную роль во время выполнения сварочных работ, а также выполняет множество функций.
Важным условием для проведения качественной сварки является отсутствие влаги в покрытии сварочных материалов. Для этого электроды необходимо хранить в сухих и хорошо проветриваемых помещениях
Однако, если условия хранения были нарушены, то на первое место выходит важность просушки и прокаливания материалов
Зачем нужен термопенал
Одним из оптимальных средств для термообработки, а точнее, хранения являются термопеналы для электродов.
функция данного прибора – сохранность предварительно прокаленных материалов (см. как правильно прокалить и как можно в домашних условиях) в благоприятных условиях с относительной влажностью не более 80% и поддержание оптимальной температуры для прогрева.
как правильно прокалить и как можно в домашних условиях) в благоприятных условиях с относительной влажностью не более 80% и поддержание оптимальной температуры для прогрева.
При этом термопенал выполняет две основные функции:
- создание и поддержание опеределенного уровня температуры, при которой необходимо содержать материалы для сохранения их технических свойств;
- прогревание электродов.
В ролике кратко показано, как термопенал выглядит.
Характеристики термопеналов для сушки электродов
При выборе термопенала следует обращать внимание на несколько важных технических характеристик. 1
Количественная загрузка является важнейшим параметром. Средняя величина составляет три килограмма, в зависимости от модели вес загружаемых материалов разнится и может достигать 10 кг
1. Количественная загрузка является важнейшим параметром. Средняя величина составляет три килограмма, в зависимости от модели вес загружаемых материалов разнится и может достигать 10 кг.
2. Вес и габариты. Практически все модели приборов обладают незначительной массой и компактными размерами. В зависимости от модификации данные параметры могут варьироваться в небольших величинах. Средний вес прибора составляет около трех килограммов, средние габариты (ширина/длина /высота) – 150 мм./600 мм./170 мм.
4. Рабочая мощность оборудования может не выходить за пределы 100 Ватт.
5. Основными функциями всех термопеналов являются хранение и прогревание уже прокаленных электродов.
Термопеналы: популярные модели
На российском рынке сварочного оборудования присутствует большое количество крупных и проверенных производителей, предлагающих качественную оснастку. Одним из лидеров по изготовлению термопеналов является завод “ТЭН и К” из Миасса. Продукция данного предприятия пользуется неизменно высоким спросом.
Наиболее популярные модели:
ПЭ6-150
3. Термопенал ПЭ6-150 используются для хранения электродов на рабочем месте сварщика, подключается и к сварочному трансформатору, и к сети.
Основные технические характеристики:
- Масса загружаемых материалов- 6 кг.
- Вес – 4 кг.
- Номинальная мощность – 200 Вт.
- Напряжение питающей сети – 36 В.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.
Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Прокаливание сварочных электродов: какое оборудование справится с задачей
Даже если вы хотите просушить электроды в домашних условиях, существует специальное оборудование для этого. Давайте разберемся, какое оно бывает и в чем его особенности.
Электропечь с возможностью прокаливать электроды со встроенным терморегулятором. Это компактное оборудование, которое легко транспортировать и переносить с одного места на другое. В мобильную электропечь помещается до 50 кг электродов. Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
Электропечь с функцией сушки. Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным
Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру
Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Специальный пенал для сушки электродов. Он представляет собой герметичную тару с поддержанием определенной температуры. Термопенал удобен в использовании за счет компактных размеров. Отличается он спецификой нагрева электрода за счет энергии трансформатора. Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
Как сделать тубус для электродов своими руками или держатель электродов.
Главная » Дом и сад
Привет всем любителям самоделок! В сегодняшней статье хочу показать один из вариантов по изготовлению пенала (тубуса) для различных длинных предметов. В таком пенале можно хранить электроды (собственно для них он и делался), а так же если сделать чуть короче, можно хранить буры, сверла, шпильки и так далее. Плюс такого хранения электродов состоит в том, что в отличии от картонной коробки, в пластиковом кейсе они не будут сыреть, даже если попадут под дождь, (сырость очень сильно влияет на качество электродов), так же в таком тубусе, за счет того что есть ручка, его легко переносить и самое главное сделать его очень просто своими руками буквально из подручных материалов.
Как использовать
Использование печи зависит от модели и производителя. Ведь каждый бренд старается внедрить новые функции в свои сушильные машины, которых нет у конкурентов. Поэтому прочтите инструкцию по эксплуатации перед тем, как приступить к сушке электродов.
Ведь каждый бренд старается внедрить новые функции в свои сушильные машины, которых нет у конкурентов. Поэтому прочтите инструкцию по эксплуатации перед тем, как приступить к сушке электродов.
Время и температура сушки зависят от электродов. Поэтому такую информацию тоже нужно уточнять отдельно для каждой используемой вами марки. Посмотрите ниже обзор на печь для просушки электродов ПСПЭ модель 10 400. Она работает от обычной сети 220в. В обзоре показаны основные регуляторы и функции печи. Обратите внимание на модели 20 400 и 40 400. Также внимания заслуживает печь для сушки электродов ЭПСЭ. Принцип их работы схож.
Зачем нужен термопенал
Одним из оптимальных средств для термообработки, а точнее, хранения являются термопеналы для электродов.
Главная функция данного прибора – сохранность предварительно прокаленных материалов (см. как правильно прокалить и как можно в домашних условиях) в благоприятных условиях с относительной влажностью не более 80% и поддержание оптимальной температуры для прогрева.
При этом термопенал выполняет две основные функции:
- создание и поддержание опеределенного уровня температуры, при которой необходимо содержать материалы для сохранения их технических свойств;
- прогревание электродов.
Видео
В ролике кратко показано, как термопенал выглядит.
В чем отличие печей для прокалки электродов от термопенала?
Сварочные электроды поступают с завода уже прокаленными, запечатанными в герметичную упаковку, которая обеспечивает защиту от влаги. В случае обнаружения повреждений упаковки электродов, они должны пройти повторную прокалку. Требуемая температура прокалки для покрытых электродов указывается на упаковке и может доходить до 400°С. Данную температуру обеспечивают печи для прокалки электродов. Прокалка не должна выполняться более 3-х раз, иначе осыпается обмазка. После прокалки электроды должны храниться при температуре 100-150°С. Данные режимы, естественно, обеспечивает и прокалочная печь, но гораздо более подходят для этих целей термопеналы, в которых электроды небольшими «порциями» удобно носить с собой по объекту.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.
Электрод крепится между губками при нажатии на рукоятку
- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.
Вилку-трезубец можно изготовить самостоятельно
- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
 Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.Винтовой электродержатель обеспечивает надежный контакт
- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.
Цанговый держатель используется при аргонодуговой сварке
- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
Безогарковый держатель: 1.
 Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питанияКроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
Позиции и документы
в тендере 6 позиций
в том числе:
| Наименование позиции | Количество |
| Тубус для приборов ультрафиолетового облучения со срезом для горла и миндалин | 700 шт |
| Тубус для приборов ультрафиолетового облучения прямой для полости уха и носа | 700 шт |
| Электрод одноразовый 60*80 мм | 20 000 шт |
| Тубусы для носа | 700 шт |
| Тубусы для горла | 700 шт |
| Электрод | 20 000 шт |
Документы
АД (электроды,тубусы).docx
РНМЦК электроды.xlsx
Recommendations
Comments 37
у меня дак 2 пенала) один из балона от монтажной пены, в ней окашки ношу (для прихваток) и секач с угольником, а второй для уонек) пластиковый в котором их продают)
колесиков не хватает
Сколько варю, но о таком гробу даже не задумывался… Кожанного колчана на 1кг электродов хватает за глаза. И то для работы на высоте, чтобы не прыгать за ними. Во всех остальных ситуёвинах — один в держаке и штуки 2-3 в руке, остальное рядом в пачке.
И то для работы на высоте, чтобы не прыгать за ними. Во всех остальных ситуёвинах — один в держаке и штуки 2-3 в руке, остальное рядом в пачке.
если делать — то герметичную коробку (по возможности максимально). Иначе — сыреют
Рейтинг
( 2 оценки, среднее 4.5 из 5 )
Понравилась статья? Поделиться с друзьями:
Что такое печь для сварочных электродов? Вам нужен один для домашней сварки? – WeldPundit
Изучите основы сварочных электродных печей, в том числе почему и когда они полезны, а также о различных доступных типах. Кроме того, нужны ли сварочные электродные печи домашним сварщикам и какие существуют альтернативы.
Содержание
- Что такое печь для сварочных электродов?
- Какие существуют типы стержневых печей?
- Температура и продолжительность допекания и хранения
- Вам нужна печь для сварочной проволоки для домашней сварки?
- Заключение
- Нужна ли сварочная печь для электродов из нержавеющей стали?
- Нужна ли сварочная печь для порошковой проволоки?
Что такое печь для сварочных электродов?
Печь для сварки электродов или печь для стабилизации электродов — это специализированная печь, которую сварщики используют для восстановления электродов, загрязненных водородом, или для хранения исправных электродов. В электродных печах повторно обжигают или хранят сварочные электроды, порошковую проволоку и флюс для различных других процессов.
В электродных печах повторно обжигают или хранят сварочные электроды, порошковую проволоку и флюс для различных других процессов.
Чем полезна печь с электродами
?Печь для сварочных электродов полезна для продления срока службы электрода, особенно при сварке ответственных работ. Вы можете сделать это, поместив электроды в духовку после того, как откроете упаковку. Или прокаливанием открытых электродов, чтобы удалить избыточную влагу до заводских стандартов.
Флюс для стержневых сварочных электродов (или стержней), порошковых проволок или флюсов для дуговой сварки под флюсом (SAW) должен содержать определенное процентное содержание водорода.
Когда вы впервые открываете запечатанную упаковку флюса, она начинает поглощать влагу из воздуха.
Если вы используете флюс, загрязненный влагой, сильный нагрев дуги расщепит влагу (H 2 O) на водород и кислород. Эти элементы оказываются внутри сварного шва.
Эти элементы оказываются внутри сварного шва.
Чрезмерная влажность флюса ухудшает качество сварного шва, особенно при использовании электродов с низким содержанием водорода, таких как знаменитый E7018.
Худшим дефектом от использования загрязненного влагой флюса является водородное охрупчивание.
Водородное охрупчивание (Википедия) вызывает растрескивание из-за давления избыточного водорода, попавшего внутрь металла шва, но, более того, в окружающей его области, называемой зоной термического влияния (ЗТВ). Растрескивание может произойти даже по прошествии длительного времени после сварки.
Однако водородное охрупчивание происходит, когда металлы чувствительны к нему и только тогда, когда чувствительные области испытывают напряжение. Этими металлами являются средне- и высокоуглеродистая сталь, низколегированная сталь и различные закаленные стали.
Типичная низкоуглеродистая сталь не чувствительна к трещинам от водорода, за исключением случаев, когда она становится толще 0,75 дюйма (19 мм).
Другие трудности или дефекты чрезмерной влажности флюса:
- Более жесткий запуск и повторный запуск дуги.
- Нестабильная дуга.
- Пористость.
- Брызги.
- Неравномерный расход стержня.
- Снижает пластичность (или эластичность) металла шва.
Без печи для стержней загрязненные стержни не могут быть восстановлены, чтобы обеспечить требуемое качество. Это означает, что вы должны игнорировать их или использовать для некритической работы.
Какие бывают стержневые печи?
По назначению и размерам печи для сварки электродов делятся на следующие типы.
Печи для повторного обжига или восстановления
Сварщики используют печи для восстановления сварочных электродов для повторного обжига загрязненных влагой электродов. Только эта категория может эффективно восстанавливать стержни с низким содержанием водорода. Восстановить печи тяжело и дорого.
Правильная повторная прокалка стержней требует точной температуры в течение четко определенного периода времени. В результате стержни выходили такими же сухими, какими они были до вскрытия оригинальной упаковки или даже сушилки.
В результате стержни выходили такими же сухими, какими они были до вскрытия оригинальной упаковки или даже сушилки.
Печи для выдержки или хранения
Сварщики используют печи для хранения низководородных и рутиловых стержней, которые уже находятся в хорошем состоянии. Опять же, для каждого типа стержней есть точные рекомендации по температуре хранения.
Существует два типа складских печей:
Стационарные складские печи хранят стержни в течение длительного времени 24/7 до следующей сварки. Стационарные печи большие и размещаются на столах или полу. Наконец, у них есть возможность повторно обжигать рутиловые стержни.
Переносные печи для хранения небольшие и легкие и обычно хранят электроды на короткое время рядом со сварщиком, пока он работает.
Температура и продолжительность повторного обжига и хранения
Я составил эту таблицу, чтобы дать вам общее представление о том, какие температуры используются для хранения или повторного обжига некоторых наиболее известных удилищ. Производитель устанавливает точную температуру и время для каждого стержня.
Производитель устанавливает точную температуру и время для каждого стержня.
| Тип электрода | Хранение | Повторный обжиг | Переоборудование Время | |||
|---|---|---|---|---|---|---|
| Cellulosic EXX10, EXX11 | Никогда | — | ||||
| RUTILE | -EXX13,||||||
| RUTILE -EXX13, | ||||||
| — | ||||||
| . C) | 250°-300°F (120°-150°C) | 1 час | ||||
| Низководородный Exx18, Exx28 | 250°-300°F 9010°-300°F 9010°C 9010°F ) | 500-800°F (260°-425°C) | 1-2 часа | |||
| Нержавеющая сталь EXXX-15 | 225–260°F (105–125°C) | 500–600°F (260–15°C) | 9 01117 1 час | Чугун 215–230°F (100–110°C) | 250–300°F (120–150°C) | 1 час |

Вы не можете повторно обжигать стержни с низким содержанием водорода при более низкой температуре в течение более длительного времени, а затем выполнять критическую работу. Это не даст вам тех же результатов.
Стержни с низким содержанием водорода, подвергающиеся длительному воздействию, например, более недели, нуждаются в дополнительном предварительном обжиге в течение 1 часа при температуре 180–220 °F (80–105 °C).
Нельзя многократно перепекать стержни. Три раза, как правило, предел.
Стержни, впитавшие много влаги в течение длительного времени и имеющие признаки обесцвечивания, не подлежат повторному обжигу.
Вам нужна печь для сварочных электродов для домашней сварки?
Для большинства домашних сварочных работ и технического обслуживания печь для сварочных электродов не требуется. Они избыточны. Стержневые печи обычно большие и дорогие, особенно для повторного обжига стержней с низким содержанием водорода. Профессионалы, которые зарабатывают деньги на сварке и имеют возврат инвестиций, покупают и используют стержневые печи.
Потребность в 100% сухих стержнях с низким содержанием водорода при домашней сварке возникает редко.
Когда необходима стержневая печь?
Собираетесь ли вы использовать открытые электроды с низким содержанием водорода для сварки высокопрочной стали, высоколегированной стали или низкоуглеродистой стали толщиной 0,75 дюйма (19 мм)?
Кроме того, будут ли сварные детали подвержены нагрузкам от ударов, чрезмерного веса, расширению и сужению при больших перепадах температуры и т. д.? Тогда сварной шов в какой-то момент треснет.
Даже если вы не собираетесь сваривать такие металлы, спросите себя: что произойдет, если в какой-то момент разорвется сверхпрочный сварной шов из загрязненных стержней с низким содержанием водорода?
Если кто-то получит травму или произойдет повреждение оборудования, убедитесь, что стержни сухие.
В подобных ситуациях вам необходимо хранить стержни с низким содержанием водорода в подходящей печи для сварочных стержней.
Однако печи для сварки электродов часто бывают дорогими. Если вы хотите купить печь для домашней сварки, доступным решением станет небольшая переносная печь для хранения.
Эти недорогие печи для стержней имеют вместимость от 11 фунтов (5 кг) до 22 фунтов (10 кг) и могут хранить стержни с низким содержанием водорода. Кроме того, они могут повторно обжигать и хранить рутиловые стержни. Купить можно за 100-150$.
Когда стержневая печь не нужна?
Если вы собираетесь использовать стержни с низким содержанием водорода , а не , вам не нужна печь для стержней.
- Целлюлозные стержни , например, E6011, не требуют печи для стержней. На самом деле, если вы их нагреете даже случайно, их флюс может испортиться и свариться не так, как предполагалось.
- Рутиловые стержни , например, E6013, прекрасно себя чувствуют в герметичном контейнере даже при комнатной температуре. Они не будут поглощать достаточно влаги, чтобы вызвать какие-либо тревожные дефекты при домашней сварке.

Вам не нужна печь, если вы используете открытые стержни с низким содержанием водорода, но не будете сваривать с ними что-либо критическое. Для простых проектов вы по-прежнему без проблем получите отличные результаты сварки.
Однако есть и другие способы сохранить стержни сухими дома и не покупать духовку.
Что делать, если у вас нет стержневой печи?
Имейте в виду, что вы должны использовать правильный инструмент для правильной работы. В наши дни многие инструменты имеют малобюджетные версии для домашнего использования. Но в любом случае, вот несколько способов, которыми домашние сварщики компенсируют отсутствие настоящей стержневой печи.
Можно ли положить сварочные электроды в кухонную печь?
Если у вас где-то есть запасная электрическая духовка, вы можете использовать ее для хранения стержней, поскольку она предназначена для обеспечения высоких температур в контролируемой среде. Но сделать это можно только на короткое время. Эти печи не предназначены для непрерывной работы, в отличие от обычных стержневых печей.
Эти печи не предназначены для непрерывной работы, в отличие от обычных стержневых печей.
С помощью электрической печи вы можете хранить стержни с низким содержанием водорода в течение короткого времени или повторно обжигать и хранить рутиловые стержни в течение короткого времени.
Однако электрическая кухонная духовка может , а не повторно обжигают стержни с низким содержанием водорода, потому что они не могут обеспечить желаемую температуру.
Не рекомендуется использовать вашу основную кухонную печь для стержней, потому что дым или пары от флюса вредны для здоровья в доме.
Идеи самодельной стержневой печи
Что делать, если у вас нет второй кухонной духовки? Можно использовать некоторые приемы, которыми пользовались старожилы.
Ни одна из следующих идей не может правильно хранить стержни с низким содержанием водорода. Однако они достаточно хороши для рутиловых стержней и лучше, чем ничего для стержней с низким содержанием водорода, если заданная влажность воздуха избыточна. Кроме того, эти идеи предназначены для краткосрочного хранения.
Кроме того, эти идеи предназначены для краткосрочного хранения.
- Если у вас есть неиспользуемый старый холодильник, вы можете переоборудовать его и использовать в качестве стержневой печи.
- Основная идея — заменить лампочку на более мощную, чтобы производилось достаточно тепла.
- Затем поставьте аварийный выключатель, чтобы выключить свет перед открытием двери.
- Подключить постоянно включенный свет.
- Наконец, просверлите небольшое отверстие, чтобы влага могла выйти.
- Старая микроволновая печь, длина которой позволяет помещать внутрь стержни, тоже можно модифицировать. Вы используете только рамку и снимаете механизм. Вы конвертируете его так же, как и с холодильником.
Возможно, это лучшее решение, если у вас нет печи для стержней
Что делать, если вам нужно время от времени сваривать стержнями с низким содержанием водорода, не загрязняя их?
- Самое простое, что можно сделать, это купить небольшую упаковку с достаточным количеством удилищ для вашей работы.
- Подготовьте все до самого сварного шва.
- Откройте коробку и используйте их в течение 4 часов или, если они влагостойкие, в течение 9 часов безопасного времени, которое они позволяют.
- Остальные стержни оставьте для некритичных работ.

Заключение
Печи для сварочных электродов предназначены для профессионалов, которые должны всегда следовать правилам сварки или выполнять требования проекта.
Домашний сварщик, который хочет использовать стержни с низким содержанием водорода для сварки чего-то критического, должен купить небольшую портативную стержневую печь, правильный инструмент для правильной работы.
Для обычной сварки низкоуглеродистой стали печь для сварки электродов не требуется.
Соответствующие вопросы по печам для сварки электродов
Нужна ли сварочная печь для электродов из нержавеющей стали?
Все стержни из нержавеющей стали нуждаются в печи для хранения или разрушения, поскольку они чувствительны к влаге. Вы обращаетесь со стержнями из нержавеющей стали так же, как со стержнями с низким содержанием водорода при рекомендуемых температурах.
Вы обращаетесь со стержнями из нержавеющей стали так же, как со стержнями с низким содержанием водорода при рекомендуемых температурах.
Если стержни из нержавеющей стали впитывают влагу, вам будет сложно зажечь дугу и очень трудно завершить сварку. В итоге у вас получится некрасивая бусина на этом красивом и дорогом металле.
Наиболее чувствительные стержни из нержавеющей стали имеют окончание -15. Этот суффикс означает, что флюсовое покрытие имеет низкое содержание водорода.
Нужна ли сварочная печь для порошковой проволоки?
Порошковая проволока с низким содержанием водорода, такая как E71T-5 с двойным экраном, впитывает влагу, несмотря на то, что покрыта металлом. По этой причине эти провода необходимо хранить в печах и не оставлять без защиты.
Специализированные печи, предназначенные для катушек с проволокой, доступны для профессиональных нужд.
Повторный обжиг возможен только для порошковой проволоки на металлических катушках и обычно длится 6-8 часов при 300°F (150°C).
Порошковая проволока на пластиковых катушках никогда не подвергается повторному обжигу и может храниться только при низких температурах 125°F (52°C).
Другие статьи Weldpundit
Как хранить стержневые электроды: советы для домашних сварщиков.
Можно ли сваривать дома? Основные соображения.
Сравнение процессов сварки электродом и порошковой проволокой-S.
Какой респиратор нужен для домашней сварки?
Что такое сварочное покрывало? Полезное руководство.
4 способа эффективного хранения сварочных электродов и борьбы с влажностью — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Сварка – это увлекательное хобби, а также впечатляющая профессия для тех, кто жаждет творить. Но после того, как полетели искры и сварка была завершена, сварочные стержни, также известные как электроды, должны быть правильно уложены и убраны. Но что нужно для хранения этих теплоудерживающих металлов?
Но что нужно для хранения этих теплоудерживающих металлов?
Как вы храните сварочные электроды? Сварочные электроды должны храниться в сухом месте с постоянно высокой температурой. Тип электрода, который вы храните, и его производитель будут определять, насколько высокой должна быть температура хранения, а также какую влажность он может выдержать, прежде чем станет непригодным для использования.
Сварочные электроды предъявляют особые требования к хранению, и во многом это зависит от их конструкции. В этой статье мы обсудим, как факторы температуры и влажности играют роль при хранении удилищ, а также рассмотрим неправильные способы хранения этих чувствительных частей оборудования.
Варианты хранения Рекламные ссылки Для правильного хранения сварочных прутков потребуется контейнер, который регулирует как тепло, подаваемое на электроды, так и количество влаги, попадающей на электроды. Тепло должно препятствовать тому, чтобы электроды поглощали слишком много влаги из воздуха.
* Если сварочные прутки еще не вскрыты, то их не нужно хранить, так как они уже защищены от влаги.
Мы провели обширные исследования и испытания, чтобы найти наилучшие варианты хранения самых разных удилищ. Ознакомьтесь с рекомендуемыми вариантами хранения здесь.
Стержневые печиСтержневые печи идеально подходят для хранения большого количества сварочных электродов. Некоторые стержневые печи имеют встроенный термостат, который может регулировать температуру, если температура снаружи печи влияет на температуру внутри печи. Они хороши для поддержания постоянной температуры и сухости стержней; однако это не самое экономичное решение, стоимость которого составляет от 100 до 10 000 долларов.
Существует множество различных типов стержневых печей, которые могут удовлетворить все ваши потребности в электродах и спецификации хранения:
https://www.youtube.com/watch?v=h4L9gYsOag4Видео не может быть загружено, поскольку JavaScript отключен: Keen KT 15 Видеоролик о продукте (https://www. youtube.com/watch?v=h4L9gYsOag4)
- Портативные печи с электродами для сварки — более дешевый вариант, стоимость которого составляет от 100 до 2000 долларов. Их размер идеально подходит для тех, кто часто путешествует и хочет взять с собой сварочные инструменты. Он также идеально подходит для тех, кто хочет иметь профессиональное хранилище, но при этом не занимает слишком много места.
- Настольные электродные печи — намного больше, чем переносные электродные печи, но они не такие большие. Они размером с мини-холодильник и стоят около 1000 долларов. Их место для среднего инвентаря, и они являются более постоянным взносом в мастерскую.
- Сварочные печи под флюсом — самые большие и большие из сварочных печей. Они созданы по последнему слову техники и, несомненно, будут поддерживать ваши сварочные электроды в отличной форме. Их цена может варьироваться от 1000 до 10 000 долларов. Они идеально подходят для крупных предприятий и мастерских, и они могут вместить невероятное количество сварочных прутков.
При хранении сварочных электродов в печи для электродов важно входить и выходить как можно быстрее. Чем дольше двери открыты, тем выше вероятность того, что ваши сварочные стержни будут повреждены влагой. Горячий воздух будет вырываться наружу, а влага хлынуть внутрь, поэтому каждое взаимодействие со стержневой печью должно происходить быстро. №
Стержневые печи предназначены в первую очередь для тех, кто придерживается кодекса, например, для профессиональных отраслей и предприятий. Они подходят не всем и уж точно не требуются для продолжения сварки; они просто способствуют длительному хранению и высококачественным сварным швам. Печи помогают предотвратить повреждение стержней, что предотвращает повреждение сварных швов, которые они создают (что, в свою очередь, может помочь предотвратить травму вас или других) (что, в свою очередь, может помочь предотвратить травму вас или других).
Неоткрытые герметичные контейнеры Lincoln Рекламные объявленияЭти контейнеры подходят для небольшого количества сварочных прутков. Они защищают от влаги и немного лучше по цене, но после открытия их необходимо хранить в шкафу с температурой от 250º до 300ºF.
Сухие боксы Для
Нечувствительных сварочных электродовСварочные электроды могут быть весьма чувствительны к влаге в воздухе и воде в целом; тем не менее, есть несколько сварочных электродов, которые действительно можно хранить в герметичных сухих контейнерах при комнатной температуре из-за их нечувствительности к влаге. Они не продержатся так долго, как в духовке, но продержатся немного.
Нечувствительные сварочные электроды можно хранить практически во всем, что является воздухонепроницаемым и сухим. Например, повторно закрывающийся пластиковый пакет можно использовать в течение короткого времени, если он не порвется. Я не рекомендую это, но в крайнем случае это сработает.
Рекламные ссылки E-XX10, E-XX11, E-XX12 и E-XX13 можно хранить в сухих коробках, но подробнее об этом см. ниже.
Меры предосторожности при хранении Чтобы сварочные стержни не были повреждены во время хранения, старайтесь размещать их в вертикальном положении или в один ряд, чтобы предотвратить удары стержней друг о друга и что может привести к появлению трещин, потертостей, изгибов, разрывов и других контактных повреждений. (Это особенно важно при хранении в стержневых печах и в плотно закрытых контейнерах).
При хранении сварочных электродов действуют различные факторы, которые могут повлиять на эффективность и срок службы сварочного электрода. Когда элементы выходят из равновесия, а ваш сварочный стержень остается незащищенным, от повреждений может не быть возврата.
Сварочные электроды и влажностьРекламные объявленияСварочные электроды не выдерживают влажности. Как правило, они не будут работать хорошо, если вообще будут работать, если они мокрые. Влажные сварочные стержни могут вызвать растрескивание поверхности сварочного стержня и большую текучесть шлака в самом сварном шве, что сложно устранить. Часто результатом мокрого сварочного стержня является шероховатая или потрескавшаяся поверхность сварного шва.
Влажные стержни больше не могут эффективно сваривать, потому что они вызывают водородное охрупчивание сварного шва. Водородное охрупчивание вызывает растрескивание сварного шва, особенно если давление составляет 80 000 фунтов на квадратный дюйм или выше. Более твердые металлы в целом более хрупкие, и когда влажный сварочный стержень соприкасается с этим металлом, он становится еще более хрупким, что приводит к легкому растрескиванию.
В более сложных сценариях сварки, в которых используются сварочные электроды с низким содержанием водорода, магазины будут предоставлять только то количество сварочных электродов, которое необходимо для завершения сварки, чтобы предотвратить отходы. Идея, стоящая за этим, заключается в том, что если стержень должен впитать влагу и в конце концов стать неэффективным, то после завершения процесса сварки следует оставить как можно меньше.
Сварочные электроды с низким содержанием водорода, в частности, должны храниться в сухом и защищенном от влажного воздуха месте. Сварочный электрод 7018 является одним из сварочных электродов с самым низким содержанием водорода и печально известен своей низкой устойчивостью к влаге. Покрытие, нанесенное на этот стержень для предотвращения попадания воды во время его изготовления, является причиной того, что он впитывает так много воды, когда его вынимают из упаковки.
Сварочные электроды с низким содержанием водорода идеально подходят для технических и структурных сварочных работ и содержат наименьшее количество водорода в своем покрытии, что позволяет им выполнять плавные и прочные сварные швы. Существует способ подготовить их перед использованием, чтобы свести к минимуму количество водорода, поглощаемого сварочным стержнем, путем покрытия его слоем диоксида титана.
Сварочные стержни и температураТемпература области вокруг сварочного стержня может сильно повлиять на его полезность. Окружение сварочных стержней должно быть горячим, чтобы влага из воздуха испарялась. Более низкие температуры воздуха могут привести к сырости, и это повышает вероятность повреждения ваших сварочных электродов водой.
Для каждого типа сварочного прутка требуется поддерживать свою температуру, которая определяется его структурой и влагопоглощением. Как правило, стержни, которые наиболее склонны к поглощению воды, выдерживают при самых высоких температурах, чтобы любая влага в воздухе удерживалась более агрессивно.
Типы сварочных электродов зависят от кода, также известного как классификационный код AWS (Американского общества сварщиков). На самом базовом уровне это 4-значный код на каждом сварочном стержне, указывающий на его покрытие, структуру и угол, под которым он лучше всего сваривается.
Обычно перед номером стоит буква «Е», что просто означает, что сварочный пруток является «электродом, несущим ток».
Первые две цифры кода обозначают прочность на растяжение. Например, если код E-6010, соответствующая прочность на растяжение будет минимум 60 000 фунтов на квадратный дюйм.
Третья цифра показывает, в каком положении вы можете выполнять сварку данным сварочным электродом:
- Стойки для всех углов и положений подходят для сварки из
- Стойки только для плоского и горизонтального положения будут работать во время сварки
- Стойки только для плоские положения будут работать во время сварки
Четвертая цифра может иметь много разных значений. Он представляет собой электрический ток, который следует использовать со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
- Означает, что покрытие и ток указаны третьей цифрой
- Представляет целлюлозно-калиевое покрытие и сварочный ток AC, DCRP и DCSP
- Представляет титаново-натриевое покрытие и сварочный ток AC и DCSP
- Представляет покрытие из диоксида титана и калия и сварочный ток AC, DCRP и DCSP
- Представляет покрытие из порошка железа и титана и сварочный ток AC, DCRP и DCSP
- Представляет собой низководородное натриевое покрытие и сварочный ток только DCRP
- Представляет собой низководородное калиевое покрытие и сварочный ток AC и DCRP
- Представляет собой покрытие из железного порошка и диоксида железа и сварочный ток AC и DCSP
- Представляет собой низководородное покрытие из железного порошка и сварочный ток AC, DCRP и DCSP
*Сварочные электроды с двумя последними цифрами 10, 11, 12 и 13 выдерживают хранение в герметичном сухом контейнере при комнатной температуре.
Поскольку вода является проблемой для сварочных электродов, существует несколько типов электродов, которые имеют код классификации AWS, оканчивающийся суффиксом «R». «R» указывает на то, что на электроде есть тип покрытия, которое замедляет количество воды, поглощаемой сварочным стержнем. Сварочные стержни с водостойким покрытием можно не хранить на срок до девяти часов.
*Если суффикс «R» указан на сварочном электроде с низким содержанием водорода, вам все равно следует поместить его на хранение сразу после использования, так как он по-прежнему очень подвержен повреждениям от влаги независимо от покрытия. Они не могут лежать в течение девяти часов, как сварочные электроды без низкого содержания водорода; в противном случае они будут повреждены.
Важно обращать внимание на классификационный код AWS, потому что он может определять, насколько строго вы храните свои удилища и как долго они могут храниться вне хранилища. Код указывает на чувствительность удилища.
Другая категория, на которую можно разделить сварочные электроды, — это расходуемые и неплавящиеся сварочные электроды.
Расходуемые сварочные прутки плавятся в процессе сварки, либо просто ломаются, что съедает сам прут до тех пор, пока не останется прутка для сварки. Эти сварочные стержни требуют более частой замены, так как стержень обычно сам используется в качестве связующего или сгорает.
Прутки неплавящиеся сварочные не выгорают и не соединяются со сварным швом; вместо этого они нагревают два соединяемых материала до тех пор, пока материалы не начинают плавиться и смешиваться друг с другом, что в конечном итоге приводит к их соединению. Стержень остается полностью неповрежденным после процесса сварки, и его можно хранить и использовать для другого сварного шва в будущем.
Признаки влаги и повреждений При контакте с водой сварочные стержни могут становиться пористыми как внутри, так и снаружи. Обнаружить пористость в сварочном стержне без помощи рентгена невозможно, но при сварке появятся признаки повреждения.
Сварка, которую вы выполняете, часто будет трескаться из-за поврежденного сварочного стержня, а сварной шов будет выглядеть неустойчивым, непостоянным или неправильным.
Пористость на электроде может быть видна невооруженным глазом только в том случае, если она внешняя. Внешняя пористость также указывает на внутреннюю пористость, а внешняя пористость появляется только тогда, когда сварочный стержень (обычно в категории с низким содержанием водорода) подвергается воздействию большого количества воды.
Влага — не единственная угроза для сварочных электродов. Тепло также может возникать в результате постоянного перегрева и повторного нагрева. Не рекомендуется повторно сушить сварочный стержень более трех раз, поскольку слишком сильное тепловое воздействие высокой интенсивности может привести к «выгоранию» покрытия, что проявится в виде сколов, трещин и ломкости сварочного стержня.
Иногда воздействие влаги на сварочные электроды неизбежно, но есть способ спасти ваше оборудование. Существует метод, известный как повторная сушка, который может спасти сварочные стержни из водяной могилы. Это процесс, в котором используется тепло для удаления воды из сварочного стержня до того, как произойдет какое-либо повреждение клеммы.
https://www.youtube.com/watch?v=jShfb5mnokEВидео не может быть загружено, так как отключен JavaScript: Как пересушить сварочные стержни (https://www.youtube.com/watch?v=jShfb5mnokE)
НагревНаилучший способ удаления воды со сварочного электрода — ее испарение. Однако есть два отдельных метода сделать это: один предназначен для контакта с большим количеством воды, а другой — для менее серьезного воздействия воды (например, оставить ее на воздухе на некоторое время). Низководородные и ненизководородные электроды также сохнут при разных температурах и в течение разных периодов времени:
Для сварочных стержней с низким содержанием водорода, если они вступали в непосредственный контакт с водой или подвергались воздействию воздуха с высокой влажностью, необходим метод, называемый предварительной сушкой. Стержни следует поместить в печь для стержней при температуре 180-220 градусов (по Фаренгейту) на один-два часа, а затем они могут должным образом высохнуть при нормальной температуре в течение одного часа.
Для сварочных стержней с низким содержанием водорода, которые просто слишком долго находились на воздухе, можно просто пропустить метод предварительной сушки и нагревать стержни в течение одного часа при температуре, указанной производителем.
Для сварочных электродов, не относящихся к низководородной разновидности, предварительная сушка сварочных электродов должна быть установлена при температуре 200-230 (по Фаренгейту) градусов в течение 30-45 минут, если они соприкасались с большое количество воды. Затем можно сушить их в течение часа при привычной для них температуре.
Если сварочные электроды без низкого содержания водорода не использовались слишком долго, их можно высушить при обычной температуре.
- Предварительная сушка – это метод, который может предотвратить растрескивание или отслаивание покрытия в результате окисления сплавов. Предварительная сушка в течение слишком долгого времени также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить.
- Сушка любого сварочного прутка при температуре выше предполагаемой может привести к поломке сварочного прутка во время сварки, а также может привести к крошению покрытия и оставлению следов.
- При предварительной и повторной сушке размещение сварочных прутков в один слой дает наилучший результат. Убедившись, что ни один из сварочных стержней не закрыт другими, вы обеспечите тщательное высыхание и тем самым идеальное восстановление стержня и его будущих сварных швов.
При рассмотрении вопроса о повторной сушке сварочных электродов у вас может возникнуть желание засунуть их в кухонную духовку и «выжечь» из них воду. Сопротивляйтесь желанию. Температура, которая должна быть достигнута, чтобы должным образом испарить всю воду из ваших сварочных стержней, будет слишком высокой для вашей печи. Ваша кухня наверняка загорится.
Иногда вы ничего не можете сделать, чтобы вернуть своему сварочному электроду его былую славу. Когда стержни израсходованы, их невозможно вернуть, и лучше всего просто заменить. Некоторые индикаторы могут сказать вам, пора ли безопасно выбросить сварочный электрод:
- Если сварочный стержень треснул, это явный признак того, что сварочный стержень не будет работать должным образом, и устранить повреждение невозможно.
- Если флюс крошится или отслаивается от сварочного стержня, сварочные свойства стержня будут серьезно нарушены и даже могут полностью исчезнуть.
- Если процесс сварки особенно шумный и имеется тонна брызг, то повторная сушка сварочного прутка не производится (обычно это происходит с электродами не с низким содержанием водорода).
- Если на сварочном стержне есть ржавчина, лучше заменить стержень, потому что маловероятно, что он вообще будет работать.
- Если на покрытии есть пузыри или заметные дефекты, то сварочный пруток не будет правильно сваривать, и эта проблема не устраняется.
Сварные швы часто имеют большое значение, но если вы хотите, чтобы сварной шов получился особенно безупречным, лучше начать с чистого, свежего стержня, а не со старого, который потенциально пострадал от косвенных повреждений.
Если вы определили, что точка невозврата пройдена, и вы хотите его выбросить, вы можете утилизировать его в красной бадье для предотвращения случайных травм и сдать коллекцию отработанных сварочных электродов в утиль. металлический двор и / или переработайте его для получения быстрых денег.
Неправильные методы храненияЧтобы сократить расходы, вы можете услышать некоторые слухи о лайфхаках для хранения в холодильнике и духовке, но это неустойчивые методы хранения и могут иметь опасные последствия.
Лампочка и холодильник Этот широко распространенный метод хранения сварочных электродов может на первый взгляд показаться удобным, но профессиональные сварщики предостерегают от него. Идея состоит в том, что можно взять старый холодильник (изолированный контейнер) и установить внутри него лампочку на 100-150 Вт. С изоляцией и теплом лампочки он кажется идеальным контейнером для сварочных стержней.
Как оказалось, 100-ваттная лампочка не может генерировать достаточно тепла, чтобы поддерживать достаточно горячую среду для ваших сварочных стержней. Более того, нагрев в холодильнике может быть неравномерным по всему пространству, что приводит к повреждению нескольких сварочных стержней влагой.
(Есть также вероятность того, что кто-то, в основном ребенок, может умудриться застрять внутри холодильника, если он заползет внутрь, поэтому находиться в нейтральных местах может быть опасно).
Бытовые духовки На первый взгляд духовка может показаться идеальным местом для хранения сварочных электродов. Он может удерживать тепло при постоянной температуре, он хорошо изолирован и с уверенностью может достигать более высоких температур. Но это небезопасно.
Если бы кухонная печь работала как стержневая печь, она, как правило, должна была бы работать при температуре около 400 градусов (для некоторых сварочных стержней даже требуется температура выдержки 750 градусов) и в течение длительного периода времени. Это катастрофа, ожидающая своего часа, поскольку может произойти взрыв или пожар, потому что печи не были сконструированы так, чтобы выдерживать чрезвычайно высокие температуры в течение нескольких часов подряд.
Морозильная камераСчитается, что вы можете предотвратить попадание влаги на сварочные прутки, если завернуть их в полиэтиленовый пакет и хранить в морозильной камере. Предполагается, что мешок не пропускает воду, а холодный воздух предотвращает влажность. Но происходит обратное.
Когда пакет помещается в морозильную камеру, холодный воздух, встречающийся с более теплой температурой пакета, вызывает конденсацию внутри пакета. АКА, на ваши сварочные стержни попадет дождь. Это, конечно, противоположно желаемому результату, и ваши стержни будут треснутыми, отслаивающимися и, возможно, заржавевшими в зависимости от того, как долго вы оставите их в морозильной камере.
Если вы свариваете для себя и не особо заботитесь о том, чтобы «соблюдать нормы», то, скорее всего, вы не заморачиваетесь по мелочам.
Стержневые печи и герметично закрытые контейнеры Lincoln подходят для профессиональных малых и крупных предприятий, поскольку стоимость хранения соответствует требованиям к пространству, необходимому для всех электродов, и требованиям к идеально свариваемым материалам.
Чтобы построить контейнер для хранения, обеспечивающий надлежащую опору для сварочных прутков, необходимо убедиться, что он обладает всеми необходимыми качествами, такими как:
- Постоянная и регулируемая температура, которая может безопасно достигать 800 градусов
- Хорошая изоляция
- Способность поддерживать постоянную температуру во всем компоненте
- Вентиляция – для удаления влаги
проект сохранит ваши сварочные стержни на 100% сухими, максимально точное воспроизведение печи для стержней может в конечном итоге принести вам пользу, только при меньших затратах. Все, что вам нужно сделать, это убедиться, что пункты выше продуманы.
Возможно, вам также будет полезно испытать свое творение, прежде чем помещать все свои сварочные прутки в недавно изобретенную печь. Посмотрите, как реагируют стержни в течение нескольких дней, и, основываясь на этих результатах, примите меры.
Содержание
Почему необходимо нагревать сварочные электроды?
Вы расстраиваетесь, когда видите, что сварной шов выходит, как швейцарский сыр (с пористой текстурой)? А вы задавались вопросом, в чем проблема?
Ответ очень прост — вы забыли нагреть стержень перед сваркой.
Подождите, а зачем нагревать сварочные стержни, если в процессе сварки все равно выделяется тепло?
Отличный вопрос! Вот кратко почему.
Сварочные электроды могут содержать влагу. Когда электричество от сварки взаимодействует с водой, это приводит к необычным результатам. Как вы знаете, нагревание может вытеснить эту нежелательную влагу. Но существующее содержание влаги в сварочных стержнях может привести к дефектам сварного шва, таким как пористость, газовые включения и трещины в носке.
На самом деле, мы знаем, что чрезвычайно высокой температуры, используемой при сварке, достаточно, чтобы превратить воду в пар. Следовательно, этот пар может создавать пузырьки горячего воздуха внутри сварного шва. Конечно, эти карманы горячего воздуха затем приведут к ослаблению соединения или сварного шва. Соединение не будет выглядеть однородным или непротиворечивым, что приведет к серьезным сбоям.
Самым простым решением всех этих проблем будет предварительный нагрев сварочных электродов перед их использованием. Но как мы это делаем? А что еще мы должны знать? Я объясню все в этом подробном руководстве.
Давайте начнем.
Есть ли срок годности у сварочных электродов?
Да, абсолютно. Кроме того, это зависит от типа используемой удочки и условий хранения. Фактически, условия хранения удилища могут иметь огромное значение в его сроке годности.
Итак, как долго служат сварочные прутки? Компания ESAB указала срок годности своих стержней ниже, если они хранятся при температуре 50-90°F и относительной влажности 50%.
ESRB Срок годности Таблица*Срок годности указан для удилищ, находящихся в невскрытой упаковке от производителя.
Для удилищ типа 6010, если хранить их в сухом месте и не допускать попадания влаги, удилища прослужат долгие годы. В результате я мог годами использовать удилища 6010 в своем гараже без каких-либо проблем. Однако это не одинаково для всех сварочных электродов.
Давайте рассмотрим самый распространенный стержень, используемый сварщиками конструкций — 7018 (также известный как стержень с низким содержанием водорода). Это означает, что покрытие стержня содержит очень мало водорода, что помогает избежать трещин в сварном шве (обычно называемых 9).0656 Водородное растрескивание ) и создает меньше брызг, более гладкий шов и достаточно стабильную дугу.
Звучит слишком хорошо, чтобы быть правдой? Это как бы… Загвоздка в том, что это удилище легко впитывает влагу, что делает его полностью бесполезным. Следовательно, условия хранения 7018 играют важную роль в его сроке годности. Итак, как мы их храним, нужны ли какие-то специальные хранилища или оборудование?
7018 Порядок хранения сварочного электрода
Как я упоминал ранее, условия хранения сварочного электрода (особенно для 7018) играют важную роль в его сроке годности. Вот почему эти стержни с низким содержанием водорода поставляются в герметичном ( герметично закрытый ) контейнер. Контейнер герметизирует стержень от внешней влаги.
После открытия контейнера стержень должен оставаться сухим и храниться при более высокой температуре, чтобы предотвратить поглощение влаги или водорода из воздуха. Вы можете хранить открытые контейнеры в шкафу или в стержневой печи при температуре от 250 до 300 ° F.
Еще один ключевой момент, о котором следует помнить: в идеале вы не должны оставлять удилища вне дома более чем на 4 часа или около того. При более длительном хранении стержень поглощает достаточно влаги, чтобы потерять свойство низкого содержания водорода и все свои преимущества. Таким образом, вы можете взять столько стержней для работы, сколько, по вашему мнению, вы будете использовать в течение следующих 4 часов, а оставшееся оставить в духовке или шкафу.
Напрашивается вопрос: что вы делаете с теми, кого случайно не пускали слишком долго? Что ж, некоторые эксперты в отрасли сказали бы, что это хорошая практика, особенно в тяжелой промышленности. Стандарт говорит об обратном, так как не все компании готовы выбрасывать удилища из-за их недешевой стоимости.
Действительно, есть решение для повторной сушки стержней, которое удалит всю влагу и вернет их свойства перед сваркой. Итак, как именно мы это делаем?
(ПРИМЕЧАНИЕ. Все сварочные прутки или электроды с обозначением EXXX8 являются электродами с низким содержанием водорода. Цифра «8» на конце означает покрытие с низким содержанием водорода)
Повторная сушка 7018 Сварочные пруты
Давайте сразу перейдем к самым насущным вопросам. . Как сушить сварочные электроды 7018? Какие температуры следует использовать?
Для стержня 7018 стандарт (AWS A 5. 1) предлагает повторную сушку при температуре 500–800°F в течение 1 часа или в соответствии с инструкциями производителя. Ведущие компании-производители сварочной проволоки предлагают следующие температуры. Вы увидите это на диаграмме температуры сварочного электрода ниже.
Благодаря техническим инновациям стержни 7018, представленные на рынке, обладают гораздо большей влагостойкостью. Их будут обозначать следующие номера сварочных прутков — E7018R или E2018HXR (h5R, h3R, H8R) и т. д. Это означает, что они испытаны на устойчивость к поглощению влаги ( буква R ).
Как долго 7018 может быть вне духовки? Это зависит от их изготовления. Некоторые мы можем оставить на открытом воздухе почти на 9часов по сравнению с 4 часами для стандартных удилищ 7018.
7018 Процедура повторной сушки сварочных электродов
Этапы повторной сушки сварочных электродов:
- Стержни должны быть извлечены из банки и помещены в подходящую печь для электродов. Прутья не должны быть загромождены, а разложены в духовке.
- После этого стержни должны быть помещены в печь до достижения в ней половины температуры повторной сушки и выдержаны при этой температуре в течение 30 мин.
- Следующий шаг: Затем печь поднимают до температуры повторной сушки и выдерживают при этой температуре в течение 1 часа.
- Выбрасывайте стержни, если покрытие становится хрупким, отслаивается или отламывается во время сварки. Стержень больше не даст вам ожидаемого результата.
Запрещена повторная сушка сварочных прутков:
- Повторная сушка прутков при температурах выше рекомендуемых производителем или в соответствии со стандартом, если не указано иное.
- Пересушка более 3-х раз для стержня.
- Сушка в течение нескольких часов при более низкой температуре не эквивалентна сушке при определенных или стандартных требованиях.
- Смешивание стержней с низким содержанием водорода с стержнями с низким содержанием водорода при повторной сушке, поскольку они имеют разные температурные диапазоны для повторной сушки и разные свойства поглощения влаги.
Возникает другой вопрос — а как насчет других сварочных электродов? Какие сварочные прутки нужно хранить в печи? И нужно ли их нагревать перед сваркой? Нужна ли для них стержневая печь?
Можно ли сушить сварочные электроды в духовке?
В таблице ниже приведены некоторые сведения о различных сварочных электродах, условиях их хранения и методах восстановления.
Сварочные прутки и условия храненияЕсли вы в основном используете прутки 6010, 6011 или любые другие в этой категории, то вам не нужны специальные печи или приспособления. Все, что вам нужно, это шкаф, в котором вы можете хранить свои удилища в безопасности и вдали от влаги.
Однако, как известно, ничто не сравнится со стержнями 7018 по гладкости шва и легкости контроля сварки. Итак, если вы страстный любитель стержней 7018, то я бы посоветовал вам приобрести небольшую печь для стержней в зависимости от вашего использования. Хотя это может показаться большой инвестицией, она окупится в долгосрочной перспективе за счет качественных сварных швов.
Настоятельно рекомендую приобрести стержневую печь, будьте в безопасности и берегите свое окружение. Сварочные стержневые печи становятся дешевле, и вы можете купить небольшую печь, которая может выдержать до 10 фунтов и не займет много места в вашем гараже.
Итог
Я надеюсь, что этот пост помог вам понять важность предварительного нагрева сварочных прутков перед сваркой. Как я уже говорил, условия хранения и тип сварочной проволоки определяют, нужна ли вам печь для проволоки или нет. Для стержней 7018 было бы разумно инвестировать в небольшую печь для стержней. Любая потенциальная влага может повредить внутреннюю металлическую структуру и вызвать трещины или другие дефекты.
Теперь, когда вы знаете, почему именно сварочные прутки нагревают перед сваркой, вы можете узнать, как правильно подготовить оборудование для сварки электродами. Я написал статью о том, как подключить сварочные провода здесь. Вы можете проверить это 🙂
Часто задаваемые вопросы
1.
Каково назначение печи для сварки стержней?Некоторые сварочные электроды очень чувствительны к влаге. Они могут создать карманы горячего воздуха в сварном шве, что нарушит его структурную целостность. Как правило, они используют тепло для «запекания» сварочных электродов и удаления воды. Убедитесь, что вы провели надлежащее исследование до выбор духовая печь для сварки электродов.
2. Испортятся ли сварочные электроды?
Сварочные электроды, вероятно, последнее, что вы ожидаете от срока годности. Но они портятся, и поэтому условия хранения имеют решающее значение. Стержни из нержавеющей или углеродистой стали имеют срок годности один год. Низководородные могут длиться около 5 лет. См. эту таблицу из ESAB .
3. Что такое электроды/стержни с низким содержанием водорода?
Электроды с низким содержанием водорода идеально подходят для высококачественных гладких сварных швов. Проще говоря, это электрод SMAW, содержание влаги в покрытии которого составляет менее 0,6 %. Поскольку температура сварки очень высока, любая влага расщепляется на водород и кислород.
Поскольку атомы водорода крошечные, они могут проникать между металлическими конструкциями сварного шва. Когда металл остывает, эти атомы образуют газообразный водород. И мы знаем, что происходит, когда газы внутри сварного шва трескаются. Таким образом, электроды с низким содержанием водорода сводят к минимуму риск захвата водорода внутри металла сварного шва.
Как сделать полупроводниковые электроды – исследование Grimmgroup
Материалы:
- сплошная (не многожильная) медная проволока 22 калибра
- Полая стеклянная трубка диаметром 6 мм
- 5-минутная эпоксидная смола
- Твердоотверждаемая нетекущая эпоксидная смола (например, loctite 9460)
- Плоскогубцы с иглами
- Инструмент для зачистки проводов
- Кусачки
- Эвтектическая смесь галлия-индия (GaIn)
- Серебряная краска и растворитель для серебряной краски
- Деревянные аппликаторы
- Алмазная палочка
- Маленькие тонкие кусочки интересующего полупроводника
- Пластиковый пинцет, которым можно брать кусочки полупроводника
Обычно более эффективно и практично изготавливать сразу от нескольких до дюжины электродов из-за необходимости пропан-кислородного пламени и различных эпоксидных смол. Таким образом, некоторые шаги относятся к «секциям» стеклянной и медной проволоки, а другие представляют собой более подробные инструкции для каждой «секции». Каждая «секция» стекла плюс проволока становится электродом.
- Отрежьте 7-дюймовые отрезки 6-миллиметровой стеклянной трубки с помощью алмазной палочки.
- С помощью напарника по безопасности отполируйте огнем оба конца каждой секции стекла, используя кислородно-пропановое пламя. Для каждого кусочка оставьте один конец в огне немного дольше, чтобы частично сузить отверстие. Не закрывайте полностью конец трубки.
- Отрежьте 12-дюймовые отрезки сплошного (не многожильного) медного провода калибра 22. Зачистите примерно по 1 дюйму с каждого конца.
- На ОДНОМ конце каждой секции зачищенного провода используйте острогубцы, чтобы аккуратно свернуть провод на себя. Вы собираетесь создать тугую спираль в качестве основы для образца полупроводника, поэтому очень важно скрутить проволоку как можно плотнее.
- Продолжайте скручивать проволоку с помощью острогубцев, пока у вас не получится круглая область скрученной проволоки примерно на четверть дюйма в поперечнике. Меньшие площади приемлемы, но их можно использовать только с меньшими образцами полупроводников. Аккуратно согните проволоку так, чтобы круглое поперечное сечение было перпендикулярно длине стеклянной трубки.
- Вставьте нетронутый конец провода в суженную сторону стеклянной трубки. Аккуратно протяните провод через трубку, пока изоляция не закончится в начале стакана, оставив только оголенный спиральный провод на суженном конце стакана. Несколько дюймов проволоки должны свисать с другой стороны стеклянной трубки. Вы будете прикреплять зажимы потенциостата к этому концу в своих экспериментах.
- Для этого шага наденьте нитриловые перчатки. Используйте немного 5-минутной эпоксидной смолы на суженном конце стеклянной трубки, чтобы связать спиральный провод. Старайтесь не допускать попадания эпоксидной смолы на внешнюю сторону стекла — вместо этого дайте ей немного соскользнуть в полую внутреннюю часть. Вы не хотите, чтобы 5-минутная эпоксидная смола подвергалась воздействию раствора электролита, поэтому удалите излишки эпоксидной смолы салфеткой (если она еще жидкая) или лезвием бритвы (если она затвердела). Если что-то останется, вы покроете его 48-часовой эпоксидной смолой на шаге №10. Дайте эпоксидной смоле высохнуть в течение 5 минут. Комбинация проволоки и стекла отныне будет называться электродом.
- Для этого шага вы будете использовать смесь эвтектического сплава GaIn — обязательно наденьте нитриловые перчатки для этого шага и смените перчатки сразу после использования Ga-In. Поднимите электрод вертикально так, чтобы спиральный конец был вверху, доступен, устойчив и параллелен † земле. Нанесите достаточное количество эвтектической смеси Ga-In, чтобы сформировать тонкий непрерывный пузырьковый слой поверх намотанной проволоки. С помощью пинцета аккуратно положите кусок образца полупроводника поверх пузырька и аккуратно промокните края образца (не прикасайтесь к верхней части образца, так как это загрязнит поверхность и повлияет на результаты эксперимента). Считайте, что ваши перчатки и пинцет загрязнены эвтектическим GaIn и вашим полупроводником, и пометьте пинцет соответствующим образом.
- Для этого шага вы будете использовать серебряную краску и растворитель для серебряной краски — обязательно наденьте нитриловые перчатки для этого шага и смените перчатки сразу после использования серебряной краски. Осторожно переверните электрод, чтобы вы могли получить доступ к задней части спирального провода, не теряя образец или GaIn. Откройте серебряную краску и хорошо перемешайте ее деревянным аппликатором. Если смесь по-прежнему не смешивается, густая или кажется сухой, добавьте несколько капель разбавителя серебряной краски. Не добавляйте слишком много разбавителя для краски, так как это затруднит нанесение краски и увеличит время ее высыхания. Как только краска станет однородной, используйте кисть на колпачке, чтобы нанести краску на обратную сторону спиральной проволоки. Распределите краску по всей катушке и вверх по сторонам, чтобы коснуться открытых частей образца полупроводника. Серебряная краска после высыхания стабилизирует образец для покрытия 48-часовой эпоксидной смолой. Верните электрод в прежнее вертикальное положение, при этом образец полупроводника должен быть параллелен земле и обращен вверх. Дайте краске высохнуть. Выбросьте деревянный аппликатор и перчатки.
- Для этого шага наденьте нитриловые перчатки. С помощью деревянного аппликатора перемешайте и нанесите 48-часовую эпоксидную смолу на весь наконечник электрода, не закрывая образец полупроводника, который находится непосредственно над ним и не касаясь GaIn. Закройте все открытые 5-минутные эпоксидные смолы, эвтектический GaIn, серебряную краску, медную проволоку и суженное отверстие стеклянной трубки, чтобы избежать загрязнения раствора электролита. 48-часовая эпоксидная смола не разрушится в органическом растворителе раствора электролита, в то время как другие будут/могут. Когда закончите, вы сможете увидеть только тот полупроводник, который касается GaIn под ним (вы, вероятно, сможете увидеть GaIn *сквозь* полупроводник, если образец тонкий и прозрачный). Дайте эпоксидке высохнуть в течение 48 часов. Теперь электрод готов для экспериментов.
Стержневые электроды с низким содержанием водорода: знакомство с основами
Сварка стержнем – один из самых распространенных способов сварки. Материалы, используемые для структурных применений, по-прежнему легко поддаются процессу, что делает стержневые электроды популярным выбором.
Стержневые электроды обладают химическими свойствами, необходимыми для таких применений, наряду с низким уровнем содержания водорода, необходимым для предотвращения таких проблем, как растрескивание. Они также обеспечивают соответствующие механические свойства для этих работ — для большинства сталей, используемых в конструкционных целях, требуются присадочные металлы, обеспечивающие 490 МПа предела прочности. Стержневые электроды E4918 соответствуют этим спецификациям.
Как и в любой части сварочного процесса, знание основ электродов с низким содержанием водорода E4918 может помочь в понимании их работы, производительности и получаемых сварных швов. Мы собрали некоторые вещи, которые следует учитывать.
Характеристики
Стержневые электроды E4918 являются хорошим выбором для сварки конструкционной стали благодаря плавной, стабильной и тихой дуге, а также низкому уровню разбрызгивания. Эти операции требуют особого внимания к подводимому теплу и, как правило, выполняются в сжатые сроки, поэтому важно иметь присадочный металл, который дает сварщику хороший контроль над дугой и сводит к минимуму потребность в очистке после сварки, позволяя улучшить качество сварки. производительность.
Эти стержневые электроды также обеспечивают хорошее проплавление («среднее проплавление»), поэтому сварщики, использующие правильную технику, обычно могут избежать дефектов сварки, таких как непровар. Они также обеспечивают хорошую скорость наплавки, позволяя сварщикам добавлять больше металла в шов за короткий промежуток времени. Эта характеристика стала возможной благодаря тому, что в покрытие стержневого электрода был добавлен железный порошок.
Марганец и кремний (которые должны присутствовать в определенных количествах во всех продуктах E49).18 стержневых электродов) также дают преимущества. Эти элементы работают вместе как раскислители, помогая сваривать определенные уровни грязи, мусора или прокатной окалины, которые обычно встречаются в конструкционных сталях.
Стержневые электроды E4918 также обеспечивают хороший запуск и перезапуск дуги, что помогает устранить такие проблемы, как пористость в начале или конце сварного шва. Если разрешено повторное зажигание, необходимо удалить отложения кремния, образующиеся на конце штифтового электрода, чтобы снова зажечь дугу. Обратите внимание, однако, что некоторые правила сварки или процедуры WPS не допускают повторного прожига стержневых электродов. Всегда заранее консультируйтесь со спецификациями работы.
Операция
Стержневые электроды E4918 предназначены для работы с источниками питания переменного или постоянного тока.
Во время сварки переменным током дополнительные стабилизаторы дуги и/или железный порошок в покрытии присадочного металла позволяют поддерживать стабильную дугу, даже когда источник питания переключается на переменный ток (до 120 раз в секунду). Сварные швы штучными электродами E4918 могут быть не такими гладкими из-за постоянных изменений направления тока.
В качестве альтернативы, сварка постоянным током может облегчить управление дугой и получить более привлекательный валик сварного шва, поскольку направление тока остается постоянным.
Чтобы получить наилучшие результаты, следуйте рекомендациям производителя по рабочим параметрам для данного диаметра электрода E4918.
Техника
При использовании стержневого электрода E4918 поддерживайте хороший угол опережения и «перетаскивайте» стержневой электрод вдоль сварного шва. Угол от 3 до 5 градусов идеально подходит для вертикальной сварки вверх, и в этом положении хорошо работает техника легкого плетения. В горизонтальном и горизонтальном положениях поддерживайте малую длину дуги, в идеале держите электрод практически над сварочной ванной. Это помогает свести к минимуму возможность пористости.
Хорошее эмпирическое правило состоит в том, чтобы поддерживать ширину сварочного валика примерно в два с половиной раза больше диаметра основной проволоки внутри электрода для плоской и горизонтальной сварки. Для вертикальной сварки вверх постарайтесь создать ширину сварочного валика примерно в два с половиной-три раза больше размера основной проволоки. Более широкие валики сварного шва, чем указано в рекомендациях, увеличивают вероятность образования шлаковых включений, которые нарушают целостность структурного сварного шва.
Упаковка, хранение, обращение и восстановление
Поскольку штучные электроды E4918 имеют низкое содержание водорода, важно защитить их от повреждения влагой, важно сохранить упаковку неповрежденной до тех пор, пока продукты не будут готовы к использованию. Также храните стержневые электроды в сухом месте для хранения.
После вскрытия сварочные аппараты должны обращаться со стержневыми электродами в чистых сухих перчатках. Это предотвратит прилипание грязи и мусора к покрытию изделий и исключит возможность налипания влаги с рук сварщиков. После вскрытия стержневые электроды необходимо хранить в печи при температуре, рекомендованной производителем присадочного металла.
Определенные рабочие коды могут определять, как долго упаковка стержневого электрода может оставаться открытой на строительной площадке и как часто продукт можно восстанавливать в печи для выдержки — частое восстановление может ухудшить внешнее покрытие и сократить срок годности продукта. Всегда сверяйтесь со спецификациями и кодами требований для каждой работы.
Дата: 18 мая 2017 г.
Как начать сварку в домашних условиях — полное руководство
Многие из нас ассоциируют сварку с производством тяжелых материалов. Наоборот, многие люди занимаются тем или иным видом сварки дома. И это не просто любители, о которых мы говорим.
Многие творческие люди очень успешно практикуют сварку дома для ремонта и самостоятельных работ. И в эти непредсказуемые времена подработка — это способ заработать дополнительные деньги.
Однако начало сварки вызывает массу существенных вопросов. Все, от рабочего пространства до стоимости машины и безопасности, может быть ошеломляющим. Но, как вы увидите, выбор оборудования не так уж и сложен. Наоборот, если вы знаете, что ищете, это может быть весело и легко. В этом исчерпывающем посте делается попытка разобраться в тонкостях начала сварки, не выходя из дома.
Для удобства мы рассмотрим различные вопросы в формате вопросов и ответов. Начнем прямо сейчас.
Содержание
- 1 Какое место мне нужно, чтобы начать сварку дома?
- 1.1 Внутреннее сварочное помещение
- 1.2 Наружное сварочное помещение
- 1.3 Какой опыт необходим для начала сварки дома?
- 1.4 Какова стоимость покупки всего сварочного оборудования?
- 1.5 Оборудование, необходимое для домашней сварки.
- 1.5.1 Сварочные аппараты
- 1.5.2 Электроды и присадочный металл
- 1.5.2.1 Расходуемые электроды.
- 1.5.2.2 Нерасходуемые электроды.
- 1.5.3. ОБРАЗОВАНИЕ И ГАЗОВЫЕ ДЛЯ Газа и регуляторы
- 1.5.4. .9 Другие необходимые инструменты
- 1. 6 Какие проекты я могу выполнять как домашний сварщик
- 1.7 Дополнительные советы для домашних сварщиков
- 2 Заключение
Правильное пространство является одним из первых соображений, с которыми следует начинать сварку. Идеальное место для сварки в помещении и на открытом воздухе описано ниже.
Внутреннее помещение для сварки
Первый важный фактор при сварке в помещении – обеспечить достаточную вентиляцию помещения с парой окон.
Вентиляция во время сварки имеет решающее значение, поскольку большинство видов сварки выделяют некоторое количество дыма, который может быть токсичным при вдыхании сварщиком. Кроме того, вентиляция в помещении для сварки требуется Американским национальным институтом стандартов и другими международными стандартами безопасности.
Надлежащая вентиляция служит трем целям при сварке в помещении дома.
- Избавление от горючих или легковоспламеняющихся паров и газов
- Удаление загрязняющих веществ из рабочей зоны
- Предотвращение дефицита кислорода или обогащения рабочей зоны кислородом естественно. Однако сварку следует производить в хорошо защищенном помещении с крышей и стенами. Это связано с тем, что сварочные материалы должны быть защищены от дождя и пыли.
Загрязнение поверхности сварочного материала влияет на общий результат сварного соединения. В дополнение к краске, маслу и грязи, влага и пыль на заготовке не идеальны для сварки. Кроме того, загрязнение также может вызвать искрообразование, что может быть опасно.
Большинство домашних сварщиков предпочитают работать в сарае или гараже, что является хорошим выбором. Некоторым людям также нравится работать на рабочем месте друга или знакомого. Хотя это очень удобно для начала сварки, это может стоить вам арендной платы.
Какой нужен опыт, чтобы начать сварку дома?
Одна из лучших особенностей домашних процедур сварки заключается в том, что вам не нужна специальная подготовка. Некоторые из самых опытных домашних сварщиков не имеют формального образования. Они научились сваривать, наблюдая, как это делает друг или родитель.
Конечно, это также включало в себя несколько импровизированных уроков по технике безопасности.Для начала лучше всего попрактиковаться с кем-то, кто знаком с основами сварки. Он может показать вам, как безопасно работать со сварочным оборудованием, различные виды сварки и так далее. Таким образом, научиться пользоваться защитным оборудованием во время сварки в домашних условиях становится проще.
Если у вас нет профессионального сварщика, который показал бы вам приемы, не волнуйтесь. В Интернете есть множество бесплатных обучающих видеороликов и инструкций по сварке. Некоторые из этих учебных пособий подготовлены профессионалами в области сварки, которые являются лучшими в отрасли. Таким образом, вы можете легко подобрать сделки без каких-либо проблем.
Эти онлайн-курсы по сварке также охватывают основы личной безопасности и правильного использования оборудования. В этом отношении YouTube — кладезь информации о том, как начать сварку.
Суть в том, как начать сварку в домашних условиях, это практика.
Немного творчества и реализации могут ускорить процесс. Тем не менее, вы также должны быть готовы инвестировать некоторое время и усилия. Даже если вы обучаетесь под руководством лучшего профессионального сварщика, вы не добьетесь успеха, если не будете заниматься сваркой. С другой стороны, вы можете очень быстро стать самым опытным сварщиком, просматривая онлайн-видео, если будете постоянно практиковаться.Сколько стоит покупка всего сварочного оборудования?
Общее предположение о начале сварочного проекта дома состоит в том, что это дорого. Однако это не совсем правильно.
Вся сварочная установка для профессионалов действительно может быть дорогостоящей. Это потому, что им нужно инвестировать в высококачественное оборудование, которое может стоить тысячи долларов. Кроме того, профессиональные сварщики также должны учитывать другие переменные, такие как страхование и арендная плата, которые могут увеличивать общую стоимость. Еще одна переменная, которая увеличивает общую стоимость профессиональных сварщиков, — это затраты на рабочую силу, которые могут быть значительными.
Но домовладельцы и любители сварки могут приобрести приличную сварочную установку без больших затрат. На мой взгляд, от 500 до 1000 долларов достаточно, чтобы начать продвинутые сварочные проекты. Стоимость становится выше, если вам нужно профессиональное оборудование высокого класса или несколько сварочных аппаратов. В лучшем случае вы можете рассчитывать выложить около 2000 долларов за запуск сварочного аппарата дома. За эти деньги можно выполнять все основные методы (TIG, MIG, Stick, Flux-core) и быть владельцем качественного оборудования. Общая стоимость домашнего сварочного оборудования также будет зависеть от того, какой вид сварки вы решите подобрать.
Кроме того, поскольку у вас уже есть рабочее место и вам не нужно беспокоиться о затратах на рабочую силу, общая стоимость будет значительно ниже.
Однако, если вы решите разориться и инвестировать в высококачественное сварочное оборудование, оно того стоит. Сварка — прибыльный бизнес, и вы можете взимать с клиентов почасовую оплату.
Сварщик с приличным количеством навыков обычно берет до 70 долларов в час, что является значительной суммой. Конечно, по мере того, как ваши навыки сварки улучшаются и вы становитесь более уверенным в себе, вы можете зарабатывать больше, сваривая дома.Оборудование, необходимое для домашней сварки.
Необходимое оборудование во многом связано со сварочными проектами, которые вы планируете выполнять. Однако основное сварочное оборудование осталось прежним. Итак, если вы планируете начать сварку дома, вот типы оборудования, которые вам понадобятся.
Сварочные аппараты
Приступим к самой захватывающей части – выбору сварочного аппарата. Это также будет самая дорогая часть всей установки. Конечно, вам не обязательно покупать все эти типы сварочных аппаратов сразу. Выберите тип сварки, который вам наиболее удобен, и соответственно выберите аппарат.
Большинство начинающих сварщиков предпочитают начинать со сварки MIG, но все зависит от вас. Кроме того, современные сварочные аппараты имеют двойную функциональность, что означает, что один аппарат может выполнять функции как TIG, так и MIG, и так далее.
Это фантастическая функция, так как вам не нужно вкладывать средства в отдельные сварочные аппараты. Кроме того, сварочный аппарат, поддерживающий несколько методов, позволяет работать с различными типами сварки, расширяя тем самым ваши навыки.Ниже приведены некоторые из лучших сварочных аппаратов, которые нам нравятся. Эти машины представляют собой хорошее сочетание функций, удобных для начинающих; простота использования, универсальность и, конечно же, доступная цена.
Сварочный аппарат MIG — этот сварочный аппарат MIG удобен для начинающих и очень доступен. Это еще один фантастический сварочный аппарат MIG, который также является одним из самых простых в использовании.
Аппарат для сварки ВИГ – Сварочные аппараты для ВИГ, как правило, самые дорогие среди всех аппаратов. Однако для новичков хорошим выбором будет машина TIG начального уровня, такая как эта. Еще одна недорогая машина для сварки TIG, которая нам нравится, — это машина от Lotos.
Имейте в виду, что эти машины также являются сварочными аппаратами. Таким образом, вы можете использовать оба метода с этими машинами.Установка для кислородно-ацетиленовой сварки — Ацетиленово-кислородная сварка не лучший выбор для большинства новичков. Тем не менее, вот два наших любимых варианта, если вы решите заняться сваркой кислородно-ацетиленовым электродом. Комплект US Forge Oxygen Acetylene Pro Flame Pak — один из самых недорогих комплектов для сварки в домашних условиях. Наш второй выбор от Ameriflame идеально подходит для сварки в тяжелых условиях. Однако в этот сварочный комплект не входят газовые баллоны, поэтому их необходимо приобретать отдельно.
Аппарат для сварки стержней – Сварочные аппараты стержня предпочтительнее для открытых пространств с воздействием ветра. Большинство экспертов согласятся с тем, что сварку можно выполнять при ветре до 35 миль в час.
Но, конечно же, с такой же настройкой можно сваривать и в помещении.
Мы любим аппарат для сварки стержней Stickmate 160i от Hobart. Это промышленная машина для изготовления палочек, имеющая доступную цену. Еще один из наших любимых аппаратов для сварки стержнем от WeldPro. Он имеет функции, удобные для начинающих, и вы можете сваривать MIG, что является бонусом. Установка для сварки с флюсовым сердечником – Сварка с флюсовым сердечником также отлично подходит для сварки на открытом воздухе. Основная причина заключается в том, что при сварке с флюсовой проволокой для сварки используется электрод с подачей проволоки. Как следует из названия, этот электрод имеет сердечник из флюса, который защищает расплавленный металл и обеспечивает подачу газа. Таким образом, в дополнение к простоте переноски установка для сварки под флюсом также идеально подходит для использования вне помещений.
Этот аппарат с флюсовой сердцевиной – отличный выбор для домашней сварки. Forney Easy Weld 261 140FC прост в использовании и имеет непревзойденную цену.
Также , Hobart Handler 210 – это отличный сварочный аппарат, который удобен для новичков. Помимо фантастических характеристик, он также оснащен пистолетом MIG значительной длины.Электроды и присадочный металл
Требования к электродам и присадочному металлу в первую очередь зависят от выбранного вами типа сварки. Не для каждого сеанса сварки потребуется электрод. При этом электроды являются одним из основных инструментов для сварки.
Имейте в виду, что разные типы электродов соответствуют разным применениям и токам. Тем не менее, некоторые электроды подходят для большинства сварных швов различных металлов.
Примечание: При сварке первостепенное значение имеет правильная совместимость наполнителя и основного металла. Если вы не выберете подходящее сочетание присадочного и основного металла, есть риск, что сварной шов будет слабым. Кроме того, это может привести к ухудшению качества сварного соединения. Каждый сценарий индивидуален, но в большинстве случаев наполнитель и основной металл должны иметь одинаковую прочность и химический состав.
Ниже подробно описаны различные типы сварочных электродов:
По сути, существует два типа сварочных электродов. Это плавящиеся и неплавящиеся электроды.
Расходуемые электроды.
Сварочные электроды просты в использовании. Однако необходимость замены электродов часто ставит их в невыгодное положение. Кроме того, количество приложений, требующих расходуемых электродов, также ограничено.
Под плавящимися сварочными электродами, это основные категории:
Покрытые электроды
Покрытые электроды являются наиболее распространенными типами сварочных электродов. Электрод обычно представляет собой металлический сердечник с покрытием. Покрытие представляет собой смесь порошков сплавов, органических материалов и других металлов.
Эти электроды используются для дуговой сварки защищенным металлом, также известной как дуговая сварка. Вот самые распространенные стержневые электроды.
- E6010
- E6011
- E6013
- E7018
- E7024
Каждый из этих номеров на электроде имеет разное значение.
Согласно Американскому обществу сварщиков, буква E обозначает электрод. Первые две цифры обозначают предел прочности при растяжении, а третья цифра — положение сварки. Последняя цифра означает тип покрытия электрода.Кроме того, существует три подкатегории покрытых электродов. Эта классификация основана на коэффициенте покрытия, который представляет собой соотношение между диаметром электрода и стержневой проволоки.
- Электроды с легким покрытием – Эти электроды имеют коэффициент покрытия 1,25. Электроды светлого цвета также очень стабильны, что делает их очень удобными для новичков.
- Электроды со средним покрытием – В эту подкатегорию попадают электроды с коэффициентом покрытия 1,45.
- Электроды с толстым покрытием – Эти электроды имеют коэффициент покрытия от 1,6 до 2,2. Покрытие на этих электродах четко определено либо целлюлозным, либо минеральным покрытием, либо тем и другим. Другое название этих электродов – экранированные дуговые электроды.
Электроды с толстым покрытием лучше всего подходят для сварки металлов с твердой поверхностью, таких как сталь и чугун.
Пара покрытых электродов, которые нам нравятся, от Forney и Hobart.
Трубчатые электроды.
Другое название трубчатых электродов – порошковые электроды. Эти типы электродов имеют сердцевину из флюсовых и легирующих соединений, окруженную металлической оболочкой. Легирующие соединения выполняют ту же функцию, что и фактор покрытия покрытого электрода.
Кроме того, трубчатые электроды бывают следующих типов:
- Самозащитный электрод с флюсовой сердцевиной
- Электроды из мягкой стали
- Трубчатая проволока из нержавеющей стали
Вы можете приобрести эти электроды у Saker.
Присадочный металл Для сварки TIG
При сварке TIG присадочный металл не является электродом. Поэтому нужно покупать присадочный металл отдельно. Я рекомендую неплавящиеся электроды ER309L, алюминий 4043 и ER70S-6
из мягкой стали.
Неплавящиеся электроды не требуют частой замены, так как не расходуются при сварке. В основном они используются при сварке TIG и угольной дуговой сварке. Кроме того, эти электроды изготавливаются из металлов с очень высокой температурой плавления, таких как вольфрам и графит. В некоторых случаях также используется углеродное покрытие с медным покрытием.
Нерасходуемые электроды подразделяются на две подкатегории.
- Вольфрамовые электроды – Это металлический электрод без наполнителя, состоящий из вольфрама. Доступны несколько наших любимых вольфрамовых электродов: фиолетовые и синие. Эти два электрода содержат специальные оксиды, которые упрощают сварку TIG для начинающих. Для сварки TIG на алюминии попробуйте эти.
- Графитовые или угольные электроды . Вы можете ознакомиться с несколькими лучшими графитовыми и угольными электродами по этой ссылке.
Защитный газ и регуляторы
Баллоны с защитным газом и регуляторы являются необходимой частью сварочного оборудования в домашних условиях.
Для сварки TIG и сварки MIG баллоны с защитным газом могут быть либо аргоном, либо Co2. Эти баллоны с защитным газом бывают разных объемов, помеченных как «cf» или кубические футы.Однако достаточно баллонов с защитным газом cf 40, 80 или 125. Различные танки имеют свои преимущества и недостатки.
Преимущество бака большого размера в том, что он прослужит дольше. Кроме того, баллоны с защитным газом емкостью 125 кубических футов и более дешевле заправлять. Однако такие большие баллоны с защитным газом не очень портативны и могут занимать значительное пространство на полу.
С другой стороны, небольшие газовые баллоны легко носить с собой. Кроме того, защита небольших газовых баллонов очень доступна по цене, что делает их идеальными для домашних сварщиков. Однако недостатком является то, что резервуары меньшего размера требуют частой дозаправки.
Один из наших любимых баллонов с защитным газом на смеси аргона и углекислого газа — этот баллон (вот баллон меньшего размера, содержащий тот же газ).
Если вам нужны баллоны со 100% чистым аргоном для защитного газа, вы можете выбрать либо этот баллон на 80 кубических футов, либо газовый баллон на 125.Резервуары с чистым углекислым газом не для всех. Тем не менее, многие сварщики, как профессиональные, так и любители, используют газовые баллоны с чистым CO2 для сварки MIG. Кроме того, газовые баллоны с CO2 не имеют такого рейтинга, как газовые баллоны с аргоном. Баллоны с газом Co2 измеряются по весу.
Если вы хотите попробовать защитный газ Co2, этот 5-фунтовый баллон – хороший выбор для начала. Наряду с баллоном с защитным газом необходимым компонентом является регулятор. Именно с помощью этих газовых регуляторов вы, среди прочего, можете отрегулировать нужное давление. Отслеживание количества газа, оставшегося в баллоне, также возможно с помощью регулятора.
Для регуляторов защитного газа MIG и TIG мы выделили пару. Они включают в себя этот от Betool, который является очень доступным вариантом. Этот регулятор защитного газа для сварки является отличным выбором для более премиального варианта.
Сварочные шторы
Сварочные шторы снижают уровень шума в зоне сварки. Сварщик защищен средствами безопасности, такими как наушники. Кроме того, завеса блокирует некоторые вредные лучи, выходящие из сварного шва. Вы ведь не хотите, чтобы ваши близкие случайно увидели сварочную ванну без маски. Поэтому сварочная завеса может оказаться очень кстати.
Эта сварочная завеса доступна по цене, но отличается отличным качеством. Для тех, кто ищет высококачественную сварочную завесу, эта завеса от VizPro — отличный выбор.
Вентиляционное оборудование
Естественная вентиляция в виде окон недостаточна для сварки в помещении, особенно если вы чаще занимаетесь сваркой или ведете ее как бизнес.
В этом случае также необходимы другие эффективные способы вентиляции. Двумя другими формами вентиляции, используемыми при сварке в помещении, являются механическая вентиляция и местная вытяжная вентиляция или LEV. Механическая вентиляция включает вытяжные вентиляторы и настенные вентиляторы.
Вот пара вытяжных вентиляторов от Ventisol и Aoyue.С другой стороны, местная вытяжная вентиляция включает в себя нисходящую тягу, дымососы и гибкие колпаки. Я рекомендую этот недорогой вытяжной шкаф для оптимальной производительности.
ОгнетушителиСварка является одним из тех проектов, которые сопряжены с риском возгорания. Искры от сварки вместе с расплавленным металлом, шлаком и горячими рабочими поверхностями могут способствовать возникновению пожара. Кроме того, использование баллонов с защитным газом может даже привести к взрыву.
Огнетушители имеют рейтинг A, B, C и D. Для сварки в домашних условиях хорошим выбором являются огнетушители, подпадающие под первые три рейтинга. Если вы не уверены, какой огнетушитель выбрать, у нас есть два фаворита. Во-первых, это огнетушитель Kidde, который отличается профессиональным качеством и разумной ценой. Если вы ищете огнетушитель большей емкости, этот 5 фунтов от Amerex — отличный выбор.
Однако, если возникнет пожар, связанный с магнием или титаном, знайте, что вышеуказанные огнетушители не сработают. Вам понадобится маркированный класс D. Этот сухой огнетушитель от Amerex хороший. Этот сухой огнетушитель весом 10 фунтов сослужит вам хорошую службу для бака большей емкости.
Эти огнетушители также выпускаются в виде сухого порошка. Этот огнетушитель с сухим порошком также является отличным выбором. Другой альтернативой тушению таких пожаров является использование песка.
Другое защитное оборудование
Независимо от того, выполняете ли вы сварку дома или на коммерческом уровне, средства индивидуальной защиты или СИЗ не подлежат обсуждению. Эти, казалось бы, маленькие шестеренки могут защитить вас от ожогов, радиации и поражения электрическим током, что свойственно сварке. Кроме того, существует вероятность получения серьезных травм и даже смерти из-за отсутствия средств индивидуальной защиты во время сварки.
Поэтому, прежде чем приступить к сварке, вот необходимые средства индивидуальной защиты.
Каски
Сварочные каски защищают голову, лицо и глаза во время сварки. Лучший сварочный шлем соответствует стандарту ANSI Z87 и защитит вас от летящих искр и лучистой энергии.
Этот недорогой и универсальный сварочный шлем — лидер продаж и наш фаворит. Для более премиального варианта этот сварочный шлем просто фантастический. Оба этих шлема бывают разных размеров и отличного качества.
Респираторы и маски
При некоторых видах сварки выделяется много дыма, который при вдыхании может быть очень токсичным. Таким образом, респиратор или маска могут быть полезны для защиты от вдыхания этих паров.
Этот многоразовый респиратор мягкий, удобный и одобрен NIOSH. Еще один отличный выбор сварочного респиратора от 3M. Первый респиратор поставляется в большом размере, а второй — в маленьком, поэтому вы без проблем найдете нужный размер.
Перчатки
Для защиты рук необходимы сварочные перчатки.
Лучшими сварочными перчатками являются сухие, без разрывов и с хорошей изоляцией для оптимальной защиты. Помимо защиты рук от порезов, сварочные перчатки защищают от тепла, искр и поражения электрическим током. №Эта жаропрочная сварочная перчатка является фаворитом. Эта сверхдлинная сварочная перчатка также является фаворитом и бестселлером.
Сварочные рубашки
Лучшие рубашки для сварщиков — это рубашки с длинными рукавами. Вам необходимо застегнуть манжеты и воротник, чтобы получить полную защиту от ожогов кожи и радиационного облучения. Таким образом, каждая открытая часть вашего тела будет защищена и защищена.
Если вы можете инвестировать в огнестойкую рубашку с длинными рукавами, это фантастика. Эта джинсовая рубашка соответствует всем требованиям лучшей рубашки для сварщика. Еще одна отличная рубашка для сварки в домашних условиях – это практично и модно. Это сверхпрочные рубашки, которые предназначены для защиты ваших рук от возможных повреждений при сварке.
Пальто и фартуки
Для защиты всего тела лучше всего подходят пальто и фартуки. Лучшие материалы для сварочных покрытий и фартуков — огнестойкие. Эти сверхпрочные материалы обрабатываются специальными химикатами, снижающими их горючесть. Однако при многократной стирке огнестойкость может снизиться. Так что внимательное изучение инструкций производителя может оказаться большим подспорьем.
Вот пара сварочных покрытий, которые нам нравятся. Первый — сверхмощный от LeaSeek, а также удобный для кармана. Наш второй выбор – накидка сварщика со съемным фартуком и длинными рукавами. У него премиальная цена, но он работает как сварочная рубашка и фартук, что делает его очень универсальным. Этот сварочный плащ/куртка доступен в разных размерах, поэтому он подходит для всех.
Штаны
Лучшими штанами для сварки являются сверхпрочные длинные штаны. Кроме того, штаны должны накладываться на верхнюю часть рабочих ботинок для оптимальной защиты.
Во время сварки эти штаны будут постепенно изнашиваться. Итак, мы ищем брюки из плотной ткани, такой как джинсовая ткань или кожа.Конечно, если вы можете получить огнестойкие длинные брюки, это будет лучше всего. Вот огнестойкие длинные брюки, которые нам нравятся. Для тех, кто ищет недорогие брюки для сварки, вы не ошибетесь с этим.
Электродные печи
Еще одно оборудование, которое не является абсолютно необходимым, но может пригодиться, это электродная печь. Эти печи в основном предназначены для сушки и обработки сварных швов, чтобы сделать сварной шов исключительно прочным.
Печи для сушки электродов могут получать энергию от сварочных аппаратов. В тех случаях, когда сварочный электрод поврежден влагой, прокаливание сварного соединения является предпочтительным способом сделать сварной шов более прочным.
Существуют различные типы электродных печей. К ним относятся:
- Печь для повторного обжига сварочных электродов
- Печь для хранения сварочного флюса и печь для повторного обжига
- Печи для хранения сварочных стержней
- Переносные печи для сварочных электродов
- Индивидуальные печи для предварительного нагрева Некоторыми из распространенных областей применения электродов являются судовые подшипники, аэрокосмическая, судостроительная и нефтяная промышленность.
Тем не менее, серьезные домашние сварщики также могут инвестировать в него. Электродные печи могут сделать ваши сварочные конструкции исключительно прочными и профессиональными. Но стоят эти печи отнюдь не дешево. Поэтому, если вы не хотите начать сварочный бизнес или у вас есть средства, чтобы разориться, они не для всех. Электродные печи более высокого класса будут иметь более высокую цену, а также они будут иметь более высокую производительность.
Домашнему сварщику или небольшому устройству должно хватить портативной электродной печи, подобной этой. Помимо портативности, эта печь для сушки электродов также доступна по цене. Если вам нужна большая емкость, эта модель от Keen — отличный выбор. У Keen одни из лучших электродных печей на рынке, и эта не исключение.
Прочие необходимые инструменты
Для подготовки сварного шва требуются дополнительные инструменты. Одним из них, который совершенно необходим для подготовки к сварке, является болгарка. Вы можете проверить кофемолку производства Bosch.
На мой взгляд, самая надежная — это кофемолка Dewalt.Также вам понадобятся струбцины и молоток.
Какие проекты я могу выполнять в качестве домашнего сварщика
Как только вы освоите основы сварки, это может стать увлекательным и полезным опытом. Есть много проектов, которые вы можете выполнять во время сварки дома. Если у вас есть некоторый опыт сварки, вы можете выполнять безграничные проекты. Вы даже можете сварить свои творения для клиентов.
Тем не менее, хорошо сваривать мелкие детали, прежде чем приступать к большим проектам. Если вы ищете вдохновение, вот несколько советов.
- Установка заборов во дворе
- Ремонтные работы вокруг дома и имущества.
- Стеллажи для хранения в сварочном цеху или гараже
- Изготовление коптильни для барбекю своими руками
- Железный каркас для спортивной скамьи
- Прицепное устройство для квадроцикла или грузовика
- Ремонт бампера полуприцепа
- Ремонт деки косилки
8 Установка новых режущих кромок на экскаватор
- Сварка ножек стола
- Установка крюков в гараже или на рабочем месте
- Сварка или ремонт лопаты для деревьев
- Ремонт садовой и сельскохозяйственной техники
- Ремонт седельного бака грузовика
Эти сварочные работы ни в коем случае не являются исчерпывающими.
Дополнительные советы для домашних сварщиков Как только вы освоитесь со сваркой и почувствуете себя более уверенно, вы сможете сваривать практически все, что нужно починить в доме. Постепенно вы можете начать принимать заказы от клиентов, выполняя ремонт сварки, и двигаться дальше. - Использование средств индивидуальной защиты при сварке является непреложным вопросом, поскольку это касается вашей безопасности. Ваши средства индивидуальной защиты и все материалы одежды на вашем теле должны быть сухими и чистыми, чтобы снизить вероятность поражения электрическим током. Кроме того, выбирайте одежду, которая позволяет свободно двигаться.
- Всегда выполняйте сварку на плоской поверхности. Кроме того, прежде чем приступить к сварочным работам, убедитесь, что место проведения работ чистое. Избавьтесь от влаги, следов масла и бензина, бумаги и тряпок, которые могут привести к возгоранию.
- Все сварочное оборудование должно находиться на своих надлежащих и отведенных для этого местах.