Что такое сварочный инвертор и как он работает
Практически любая работа с металлом требует сварки. Развитие силовой полупроводниковой техники позволило создать устройство, достаточно компактное и простое в освоении – сварочный инвертор. Применение электронных компонентов позволило существенно снизить мощность основного трансформатора, а следовательно и уменьшить масса-габаритные показатели всего устройства.Принцип инвертирования основан на преобразовании постоянного тока в переменный с регулируемой частотой. Большинство сварочных инверторов можно подключать к обычной сети переменного тока с напряжением в 220В и частотой 50Гц. Для первоначального выпрямления используется выпрямитель. Выпрямленное напряжение проходит через фильтр, который сглаживает уровень напряжения при просадке или возрастании напряжения, и поступает на инвертор. Инвертор состоит из управляемых (транзисторов) или полууправляемых (тиристоров) полупроводниковых элементов. На выходе инвертора получаем переменный ток с регулируемой частотой (20…50кГц).
Регулировка тока сварочного инвертора осуществляется практически во всем возможном диапазоне с точность до десятых долей ампера. Диапазон изменения величины сварочного тока зависит от толщины металла, используемого для сварки. Кроме того сварочный ток определяет диаметр применяемых электродов.
Режимы работы сварочных инверторов
Выделяют несколько режимов работы сварочных инверторов. Наиболее распространенный режим – режим ручной электродуговой сварки плавящимся электродом (ММА). Этот режим применяется для сварки обычной черной стали. В дополнение к режиму ММА сварочные инверторы могут оснащаться режимом сварки в инертном газе (TIC), предназначенном для сварки нержавеющей стали и т.п. Сварочные инверторы также позволяют проводить сварку как на постоянном токе, так и на переменном.
Выбор сварочного инвертора
Выбор сварочного инвертора должен производится по величине сварочного тока, режиму работы, наличию дополнительных функций. К дополнительным функциям можно отнести функции «Hot start» (горячий старт), «Anti-Sticking» и «Arc Force». Функция «Hot start» позволяет поджигать электрод максимальным током, «Arc Force» — предотвращает приваривание электрода при отделении капли металла путем увеличения силы тока, «Anti-Sticking» — при приваривании электрода (возникновении короткого замыкания) сварочный ток снижается до минимума.
К дополнительным функциям можно отнести функции «Hot start» (горячий старт), «Anti-Sticking» и «Arc Force». Функция «Hot start» позволяет поджигать электрод максимальным током, «Arc Force» — предотвращает приваривание электрода при отделении капли металла путем увеличения силы тока, «Anti-Sticking» — при приваривании электрода (возникновении короткого замыкания) сварочный ток снижается до минимума.
Стоит обратить внимание на время работы сварочного инвертора. Электронные компоненты во время своей работы достаточно сильно нагреваются, поэтому профессиональные инверторы оснащаются принудительными системами охлаждения. В свою очередь инверторы, предназначенные для бытового использования, зачастую имеют лишь пассивное охлаждение элементов. Поэтому такие инверторы требуют дополнительного перерыва в своей работе.

При выборе стоит обратить внимание на известные фирмы-производители (“Selco”, “Helvi”, “Power Man”, “Fubag”), так как сварочный инвертор достаточно сложное устройство, и его надежность напрямую зависит от качества применяемых компонентов.
Преимущества и недостатки сварочных инверторов
К основным преимуществам сварочных инверторов можно отнести сниженные массу и габариты, универсальность, а также возможность широкой регулировки сварочного тока. Сварочные инверторы позволяют стабилизировать величину сварочного тока. Кроме того инверторы существенно облегчают сам процесс сварки, прощают мелкие огрехи начинающим сварщикам, так как качество сварного шва в меньшей степени зависит от длины дуги, а определяется поддержанием тока.

Всего комментариев: 0
КЭП Маркони — Как работает сварочный аппарат инверторного типа
Сварочный инвертор это устройство преобразующее входной переменный ток в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки.
Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет.
Сварочные инверторы являются наиболее современными источниками сварочного тока. В отличие от
трансформаторов и выпрямителей, у инверторов отсутствует силовой
трансформатор. Работа сварочного
инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого
электронной микропроцессорной схемой с покаскадным усилением тока (обычно
микропроцессором типа IGBT). За счёт применения такого принципа удаётся
получить широкий спектр вольт-амперных характеристик — от крутопадающей до
возрастающей — с очень гладкой кривой тока, отклонения которого снижены до
уровня десятых долей процента, что позволяет добиваться высокого качества
сварки. Включение в схему высокочастотного генератора расширяет сферу
применения инверторных источников питания и позволяет использовать их
практически для любого метода дуговой сварки и для плазменной резки.За счёт
небольшой массы, инверторы малой мощности очень перспективны для использования
при монтаже ответственных металлоконструкций и трубопроводов, к сварным
соединениям которых предъявляются повышенные требования, а условия работы не
позволяют применять громоздкое промышленное оборудование, предназначенное для
работы в цеховых условиях.
В отличие от
трансформаторов и выпрямителей, у инверторов отсутствует силовой
трансформатор. Работа сварочного
инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого
электронной микропроцессорной схемой с покаскадным усилением тока (обычно
микропроцессором типа IGBT). За счёт применения такого принципа удаётся
получить широкий спектр вольт-амперных характеристик — от крутопадающей до
возрастающей — с очень гладкой кривой тока, отклонения которого снижены до
уровня десятых долей процента, что позволяет добиваться высокого качества
сварки. Включение в схему высокочастотного генератора расширяет сферу
применения инверторных источников питания и позволяет использовать их
практически для любого метода дуговой сварки и для плазменной резки.За счёт
небольшой массы, инверторы малой мощности очень перспективны для использования
при монтаже ответственных металлоконструкций и трубопроводов, к сварным
соединениям которых предъявляются повышенные требования, а условия работы не
позволяют применять громоздкое промышленное оборудование, предназначенное для
работы в цеховых условиях.
Преимущества инверторных аппаратов:
1. Малый вес (5-10 кг) и скромные размеры сварочных инверторов позволяют производить сварку, легко перемещаясь вместе с аппаратом;
2. В инверторе нет силового трансформатора, а значит нет
внутренних потерь на перемагничивание железа, на нагрев обмоток при
взаимодействии их электромагнитных полей, на
поглощение части электромагнитной индукции регулировочным шунтом — то
есть КПД инвертора просто несопоставим с КПД обычного сварочного трансформатора
или выпрямителя.
3. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата — при зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый «горячий старт»), а при коротком замыкании сварочный ток сразу отключается — то есть «приморозить» электрод здесь практически невозможно;
4. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) — дуга на малых токах «шепчет», брызг нет — не сварка, а одно удовольствие.

Недостатки:
Здесь надо четко различать:
— эксплуатация на производстве;
— использование аппарата дома, в гараже, на даче.
На производстве основной враг инвертора пыль, причем любая - и от «болгарки» и от реконструкции стен.
На втором месте — желание, с помощью ивертора, разрезать пополам рельс. Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой «сварщик» старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. — «сердце» аппарата, выходит из строя прежде, чем аппарат отключится сам.
Дальше идут такие «мелочи» как небрежное обращение
с аппаратом, продолжение его эксплуатации при появлении явных признаков
неисправности, ослабление фиксации сварочных кабелей в панельных гнездах, да и
просто передача инвертора неквалифицированному сварщику, хотя и «асы»
тоже бывают хороши.
Что же касается эксплуатации аппарата в быту, то здесь характерны следующие проблемы: заметно низкое (ниже 180В) напряжение в дачной или гаражной электросети (владелец аппарата даже и в этом случае, по наивности, ждет от него эффективной работы), а второе место делят между собой зимнее хранение аппарата в сарае или в гараже и передача аппарата соседу.
Но в большинстве случаев, аппараты у частных владельцев живут долго и счастливо.
Есть у сварочных инверторов еще одна особенность. Это труднопроизносимое название. Многие так и норовят сказать «инвектор». Впрочем, на отличные потребительские характеристики инверторов это почти не влияет.
Принцип действия инвертора.
Инвертор — это
устройство, преобразующее постоянное напряжение в высокочастотное переменное.
Конвертор — устройство для понижения или увеличения постоянного напряжения,
иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали
называть конвенциональными, т.е. традиционными.
С появлением инверторных источников более простые неинверторные стали
называть конвенциональными, т.е. традиционными.
Схема выпрямителя с двухтактным транзисторным (рис.1) инвертором наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения.
Схема выпрямителя с транзисторным инвертором
Подробнее
рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1
отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в
интервале времени t1 протекает ток в направлении, показанном тонкой линией. При
снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается
транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже
в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке
трансформатора идет переменный ток. Длительность его периода Т и частота
переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой
управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта
частота не зависит от частоты сети, такой инвертор называют автономным. Иногда
инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2
и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как
и на входе, постоянное напряжение, но меньшей величины.
При
снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается
транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже
в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке
трансформатора идет переменный ток. Длительность его периода Т и частота
переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой
управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта
частота не зависит от частоты сети, такой инвертор называют автономным. Иногда
инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2
и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как
и на входе, постоянное напряжение, но меньшей величины.
Если на входе
инвертора установлен мощный накопительный конденсатор С1, то напряжение
инвертора U1 имеет прямоугольную форму, как показано на рис. 2. Такую конструкцию называют автономным
инвертором напряжения (АИН). Напротив, если на входе инвертора установить
мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то
сглажен будет уже входной ток. Такой преобразователь называется инвертором тока
(АИТ). Наконец, возможна конструкция, в которой благодаря наличию
последовательно соединенных индуктивности и емкости образуется колебательный
контур с синусоидальным током, она названа резонансным инвертором (АИР).
2. Такую конструкцию называют автономным
инвертором напряжения (АИН). Напротив, если на входе инвертора установить
мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то
сглажен будет уже входной ток. Такой преобразователь называется инвертором тока
(АИТ). Наконец, возможна конструкция, в которой благодаря наличию
последовательно соединенных индуктивности и емкости образуется колебательный
контур с синусоидальным током, она названа резонансным инвертором (АИР).
Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис.2а):
Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑
Возможно также регулирование изменением частоты импульсов (рис.
 2б):
2б):
f ↑ => T ↓ => Uв ↑
Но наибольшее распространение получил способ широтно-импульсного регулирования (рис.2в):
t ↑ => Uв ↑,
поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.
Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины импульсов (в).
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима.
Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению.
Сварочные свойства
выпрямителей с инвертором, как правило, лучше, чем у конвенциональных
источников, и объясняется это высоким быстродействием инвертора. Если у
неинверторного однофазного выпрямителя длительность переходного процесса
составляет не менее полупериода стандартного переменного тока, т. е. около 0,01
с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005
с и меньше. При механизированной сварке в углекислом газе такой выпрямитель
способен обеспечить сложный алгоритм изменения тока с целью управления
переносом электродного металла при длительности отдельных этапов цикла около 1
мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в
случае программного управления процессом ручной дуговой сварки, например по
циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки,
быстрый переход от одного из заранее настроенных режимов к другому при
попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой
с регулируемой формой импульса и т. д.
Если у
неинверторного однофазного выпрямителя длительность переходного процесса
составляет не менее полупериода стандартного переменного тока, т. е. около 0,01
с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005
с и меньше. При механизированной сварке в углекислом газе такой выпрямитель
способен обеспечить сложный алгоритм изменения тока с целью управления
переносом электродного металла при длительности отдельных этапов цикла около 1
мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в
случае программного управления процессом ручной дуговой сварки, например по
циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки,
быстрый переход от одного из заранее настроенных режимов к другому при
попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой
с регулируемой формой импульса и т. д.
Достоинства и
недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия
претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой
выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник
высокочастотного трансформатора имеет очень малые сечение и массу. Обычно
сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В
целом, такой выпрямитель имеет
замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А
сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз
меньше других выпрямителей.
Здесь энергия
претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой
выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник
высокочастотного трансформатора имеет очень малые сечение и массу. Обычно
сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В
целом, такой выпрямитель имеет
замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А
сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз
меньше других выпрямителей.
Выпрямитель с инвертором пока еще дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0,7, а иногда достигает 0,9.
Что такое сварочный инвертор, из чего состоит и как работает
Что такое сварочный инвертор?Сегодня ММА сварка стала доступна как никогда, ведь в продаже присутствуют легкие, удобные, и функциональные в работе сварочные инверторы. Раньше, когда для ручной дуговой сварки использовались трансформаторные сварочники, проблем хватало с лихвой. Самая большая из них, это высокая мощность, из-за которой нередко выбивали пробки на электрощитке. Плюс ко всему, если залипал электрод, то электросеть садилась настолько сильно, что соседи были просто в шоке.
Раньше, когда для ручной дуговой сварки использовались трансформаторные сварочники, проблем хватало с лихвой. Самая большая из них, это высокая мощность, из-за которой нередко выбивали пробки на электрощитке. Плюс ко всему, если залипал электрод, то электросеть садилась настолько сильно, что соседи были просто в шоке.
С появлением сварочных инверторов дела пошли веселее. Сегодня у каждого уважающего себя мастера, есть инвертор для сварки, который весит порядка пяти килограмм и совсем не садит электросеть. Как работает сварочный инвертор? Что из себя он представляет и из чего состоит? Обязательно дочитайте эту статью сайта про сварку mmasvarka.ru и вы узнаете, в чем именно преимущество инверторов.
Что такое сварочный инвертор
Сварочный инвертор — это бытовой, профессиональный или полупрофессиональный аппарат для сварки, который имеет принципиальное отличие в работе, от трансформаторных сварочных аппаратов. Если выразиться точнее, то сварочный инвертор, это преобразователь переменного тока в постоянный ток, со снижением его значений, до 90 В.
Принцип работы сварочного инвертора основан на следующем:
- Выпрямление переменного напряжения;
- Понижение высокочастотного тока;
- Поддержание нужного значения тока до требуемых параметров, тех, которые нужны для ручной дуговой сварки.
Из чего состоит сварочный инвертор
За все вышеперечисленное, выпрямление переменного тока и поддержание его требуемых значений, в сварочном инверторе отвечают такие элементы, как:
Сетевой выпрямитель — он включается в себя мощные конденсаторы и диодный мост. Именно данный компонент сварочного инвертора преобразует переменный ток в сети 220 Вольт в постоянные его значения.
Высокочастотный трансформатор — такая деталь также присутствует в инверторе. А вы вправду думали, что сварочные инверторы без трансформаторов? Конечно же, нет! Маленький, но такой нужный трансформатор, все же имеется, а его главная функция, это понижение напряжения.
Инвертор — состоит из мощных транзисторов, чаще всего закреплённых к радиаторам охлаждения в виде алюминиевых пластин. Коммутирующие транзисторы, из которых состоит инвертор, нужны, как и сетевой выпрямитель, для преобразования входящего напряжения.
Коммутирующие транзисторы, из которых состоит инвертор, нужны, как и сетевой выпрямитель, для преобразования входящего напряжения.
Выходной выпрямитель — данный элемент сварочного инвертора даёт возможность выпрямлять высокие значения переменного тока. Состоит выходной выпрямитель инвертора из быстродействующих и весьма мощных диодов, их скорость срабатывания неимоверно высока, более 50 наносекунд!
Инверторная пусковая схема — в неё входят различные компоненты силового блока.
Несмотря на всю кажущуюся сложность конструкции, сварочный инвертер обладает рядом неоспоримых преимуществ. Во-первых, он не так сильно садит электрическую сеть. Во-вторых, регулировка тока на инверторе осуществляется плавно, что даёт возможность увеличить качество сварочных работ.
Ну а о таких преимуществах сварочных инверторов, как лёгкий вес и компактные размеры, и вовсе говорить не стоит. Если сравнить вес старого сварочного трансформатора и инвертора, то эти цифры, будут различными в десятки раз.
Поделиться в соцсетях
Принципиальная электрическая схема сварочного инвертора
Бытовые сварочные устройства все больше представлены на прилавках магазинов. Поскольку схема сварочного инвертора основана на использовании токов
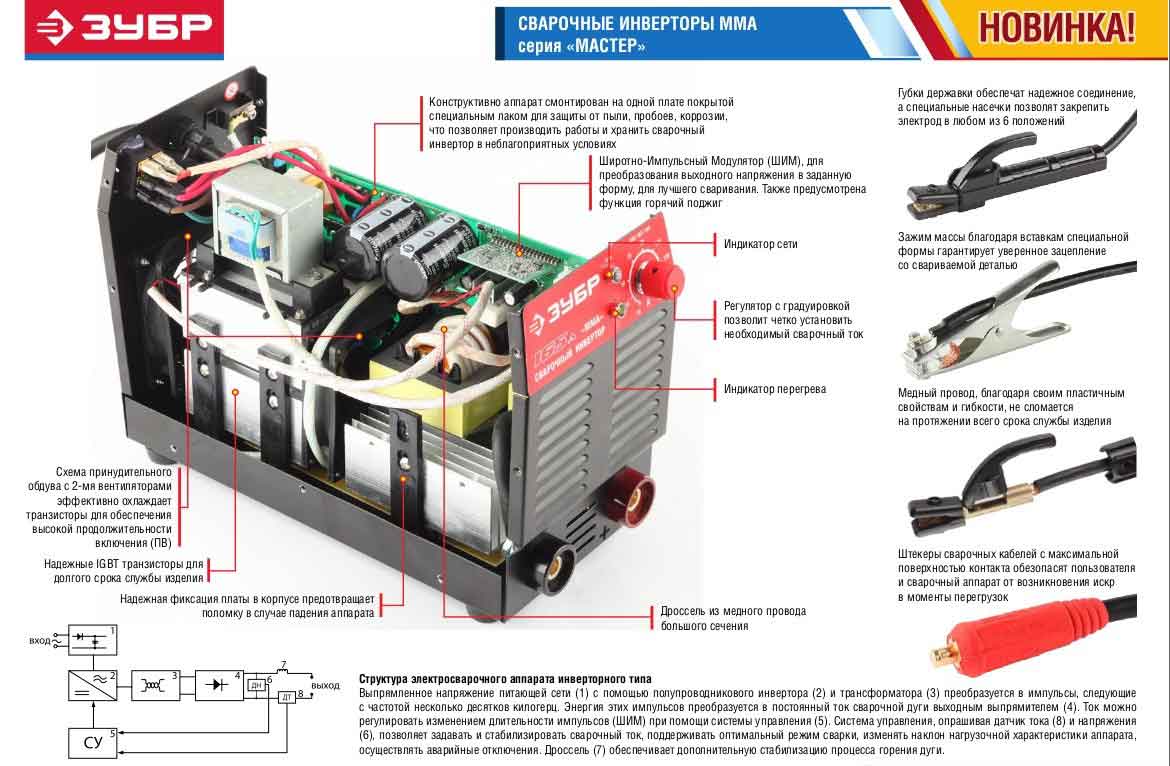
Структурная схема сварочного инвертора упрощенно показана на Рис. 1
Схема состоит из 3 блоков.
- На входе стоит выпрямитель (входной) с емкостью подключенной параллельно.
 Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора. - Модуль инвертора производит преобразование постоянного тока в высокочастотный, переменный. Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов. Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
- Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки.
 Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
Схема двухтактного инверторного модуля (сварочный инвертор мостовая схема). Рис. 2-1
В мостовом типе двухполярные импульсы образуются за счет парной работы ключевых транзисторов (VT1-VT3; VT2-VT4)/ Через них проходит только половина тока от моста, естественно, что напряжение на каждом будет составлять половину от емкости «С».
Схема двухтактного инверторного модуля (полумостовая схема). Рис. 2-2.
У полумостового модуля благодаря емкостному делителю напряжение на транзисторах (на каждом из них) и в первичной обмотке (у трансформатора) будет составлять половину от входного значения. Таким образом, при питании от входного выпрямителя напряжение составит 150в. В этой схеме при больших сварочных токах должны быть использованы мощные транзисторы (возможно использование групп). Потребление тока сети повышено в сравнении с полным мостом.
Потребление тока сети повышено в сравнении с полным мостом.
Схема однотактного инверторного модуля (косой полумост). Рис. 2-3.
У однотактовой схемы «косого моста» ключевые транзисторы VT1-VT2 работают одновременно на отпирание и запирание. Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Схема импульсного сварочного инвертора может содержать все три рассмотренных варианта модуля.
Сварочный аппарат инвертор — схема которого изображена на Рис. 1 представляет собой настолько компактную конструкцию, что вес готового инвертора в корпусе составит 5-12 кг вместе с приборами контроля, в зависимости от его мощности.
Как работает аппарат для электродуговой сварки?
В этой статье рассказывается о том, как работать со сварочным аппаратом для электродуговой сварки. Включает:
Включает:
1. Определение дуговой сварки
2. Производство дуговой сварки
3. Электроток для сварки
4. Значение полярности
5. Оборудование
6. Подготовка кромки стыка
Определение дуговой сварки:
Дуговая сварка — это процесс сварки плавлением, при котором тепло, необходимое для плавления металла, получается от электрической дуги между основным металлом и электродом.
Электрическая дуга возникает, когда два проводника соприкасаются друг с другом и затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь через воздух. Температура, создаваемая электрической дугой, составляет от 4000 ° C до 6000 ° C.
Дуговая сварка электродом с покрытием
Используется металлический электрод для подачи присадочного металла. Электрод может быть покрыт флюсом или без покрытия. В случае неизолированного электрода поставляется дополнительный флюсовый материал.Для дуговой сварки используются как постоянный ток (DC), так и переменный ток (AC).
Переменный ток для дуги получается от понижающего трансформатора. Трансформатор получает ток от сети от 220 до 440 вольт и понижается до необходимого напряжения, то есть от 80 до 100 вольт. Постоянный ток для дуги обычно получают от генератора, приводимого в действие электродвигателем, патрульным или дизельным двигателем.
Напряжение холостого хода (для зажигания дуги) в случае D.C. Сварка составляет от 60 до 80 вольт, в то время как напряжение замкнутой цепи (для поддержания дуги) составляет от 15 до 25 вольт.
Порядок электродуговой сварки:
В первую очередь свариваемые металлические детали тщательно очищаются от пыли, грязи, жира, масла и т. Д. Затем обрабатываемую деталь следует надежно закрепить в подходящих приспособлениях. Вставьте подходящий электрод в электрододержатель под углом от 60 до 80 ° к заготовке.
Выберите правильный ток и полярность. Пятна отмечаются дугой в местах проведения сварки.Сварка выполняется путем соприкосновения электрода с изделием и последующего разделения электрода на необходимое расстояние для образования дуги.
Когда возникает дуга, возникающее при этом сильное тепло плавит изделие ниже дуги и образует ванну расплавленного металла. В изделии образуется небольшое углубление, и расплавленный металл осаждается по краю этого углубления. Это называется дуговой кратор. После остывания стыка шлак легко удаляется щеткой. По окончании сварки следует быстро вынуть электрододержатель, чтобы гасить дугу и отключать подачу тока.
Установка для дуговой сварки
Электрический ток для сварки:
И DC (постоянный ток), и AC (переменный ток) используются для создания дуги при электродуговой сварке. У обоих есть свои преимущества и приложения.
Сварочный аппарат постоянного тока получает питание от двигателя переменного тока, дизельного / бензинового генератора или от твердотельного выпрямителя.
Вместимость машины постоянного тока:
Текущий:
До 600 ампер.
Напряжение холостого хода:
от 50 до 90 вольт (для образования дуги).
Напряжение замкнутой цепи:
от 18 до 25 вольт (для поддержания дуги).
Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от основного источника переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 В. Доступен диапазон тока до 400 ампер с шагом 50 ампер.
Вместимость сварочного аппарата переменного тока:
Текущий диапазон:
До 400 ампер с шагом 50 ампер.
Входное напряжение:
220–440 В
Фактическое требуемое напряжение:
80 — 100 вольт.
Частота:
50/60 Гц.
Значение полярности:
Когда для сварки используется постоянный ток, доступны два типа полярности:
(i) Прямая или положительная полярность.
(ii) Обратная или отрицательная полярность.
Когда работа делается положительной, а электрод — отрицательной, тогда полярность называется прямой или положительной полярностью, как показано на рис.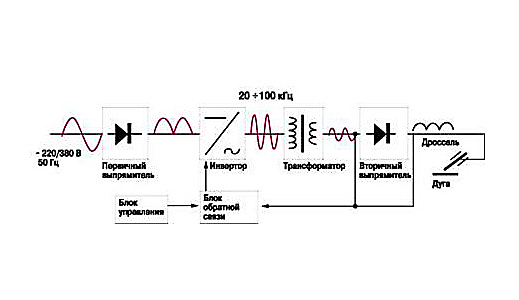 7.16 (а).
7.16 (а).
При прямой полярности около 67% тепла распределяется на рабочем месте (положительный полюс) и 33% на электроде (отрицательный полюс). Прямая полярность используется там, где при работе требуется больше тепла. Эта полярность используется в черных металлах, таких как низкоуглеродистая сталь, с более высокой скоростью и надежной сваркой.
(a) Прямая полярность.
(б) Обратная полярность
Полярность для дуговой сварки на постоянном токе
С другой стороны, когда работа выполняется отрицательной, а электрод — положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на рис.7.16 (б).
При обратной полярности около 67% тепла выделяется на электроде (положительный полюс) и 33% — на рабочем месте (отрицательный полюс).
Обратная полярность используется там, где при работе требуется меньше тепла, как в случае сварки тонких листов. Цветные металлы, такие как алюминий, латунь и никель, свариваются с обратной полярностью.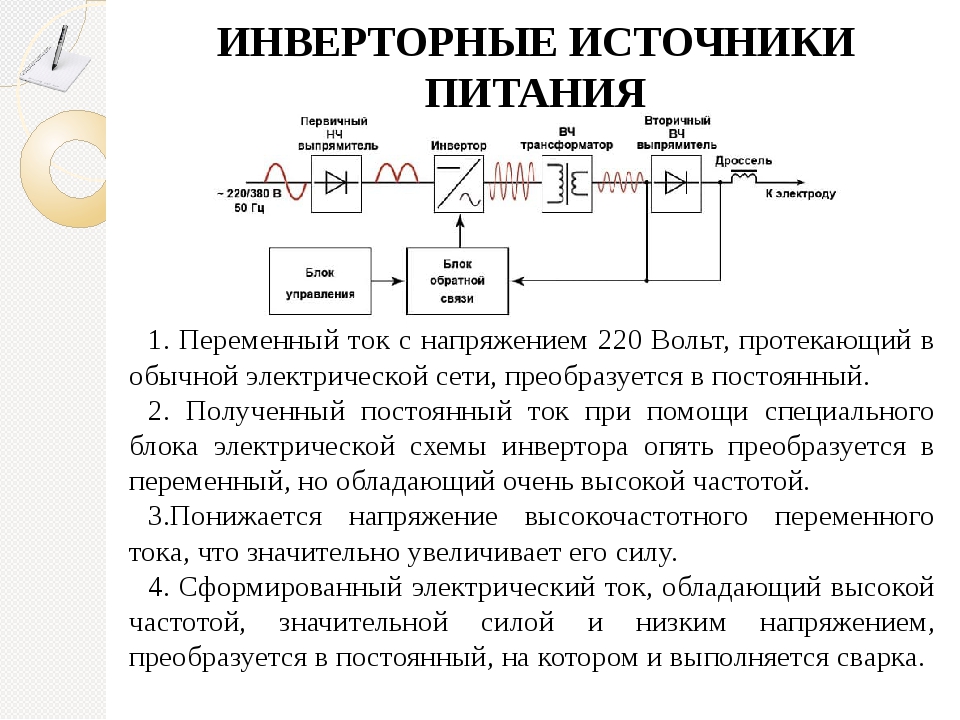
Оборудование, необходимое для дуговой сварки:
Различное оборудование, необходимое для электродуговой сварки:
1.Сварочный аппарат:
Используемый сварочный аппарат может быть сварочным аппаратом переменного или постоянного тока. Сварочный аппарат переменного тока имеет понижающий трансформатор для понижения входного напряжения с 220-440 В до 80-100 В. Сварочный аппарат постоянного тока состоит из электродвигателя-генератора переменного тока, дизельного / бензинового двигателя-генератора или сварочного агрегата трансформатор-выпрямитель.
Аппарат переменного тока обычно работает от источника питания с частотой 50 или 60 Гц. КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг.наплавленного металла составляет от 3 до 4 кВтч для сварки на переменном токе и от 6 до 10 кВтч для сварки на постоянном токе. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке на постоянном токе имеет коэффициент мощности от 0,6 до 0,7. В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
Напряжение и ток для сварочного аппарата
2. Держатели электродов:
Электрододержатель предназначен для удержания электрода под желаемым углом.Они доступны в различных размерах в зависимости от номинального тока от 50 до 500 ампер.
3. Кабели или выводы:
Назначение кабелей или проводов — отводить ток от машины к месту работы. Они гибкие и изготовлены из меди или алюминия. Кабели состоят из 900–2000 очень тонких проволок, скрученных вместе для обеспечения гибкости и большей прочности.
Провода изолированы резиновым покрытием, армированным волокном и, кроме того, толстым резиновым покрытием.
4. Кабельные разъемы и наконечники:
Кабельные соединители предназначены для соединения между выключателями машины и держателем сварочного электрода. Используются соединители механического типа; как они могут он собирается и снимается очень легко. Разъемы разработаны в соответствии с допустимой токовой нагрузкой используемых кабелей.
Разъемы разработаны в соответствии с допустимой токовой нагрузкой используемых кабелей.
5. Отбойный молоток:
Отбойный молоток предназначен для удаления шлака после затвердевания металла шва. Он имеет форму долота и заострен с одного конца.
6. Проволочная щетка, колесо с силовым проводом:
Функция проволочной щетки заключается в удалении частиц шлака после измельчения отбойным молотком. Иногда, если возможно, вместо ручной проволочной щетки используется силовое колесо.
7. Защитная одежда:
Используемая защитная одежда предназначена для защиты рук и одежды сварщика от тепла, искр, ультрафиолетовых и инфракрасных лучей. Используемая защитная одежда — кожаный фартук, кепка, кожаные перчатки для рук, кожаные рукава и т. Д.Сварщик должен носить кожаные туфли с высокими щиколотками.
9. Экран или лицевой щиток:
Экран и маска для лица предназначены для защиты глаз и лица сварщика от вредного ультрафиолетового и инфракрасного излучения, образующегося во время сварки. Экранирование может быть достигнуто с помощью головного или ручного шлема.
Экранирование может быть достигнуто с помощью головного или ручного шлема.
Эффективность и качество сварного соединения зависит также от правильной подготовки кромок свариваемых листов.Перед сваркой необходимо удалить с поверхности всю окалину, ржавчину, жир, краску и т. Д.
Очистку поверхности следует проводить механически с помощью металлической щетки или проволочной мельницы, а затем химически с помощью четыреххлористого углерода. Необходимо придать правильную форму краям пластины, чтобы обеспечить надлежащий стык.
Форма кромок может быть простой, V-образной, U-образной, измененной и т. Д. Выбор различных форм кромок зависит от вида и толщины свариваемого металла.Несколько различных типов канавок для кромок работы:
(i) Квадратный стык: Применяется при толщине пластины от 3 до 5 мм. Обе свариваемые кромки должны находиться на расстоянии 2-3 мм друг от друга, как показано на Рис. 7.17 (a).
7.17 (a).
Применяется при толщине пластин от 8 до 16 мм. Оба края скошены, образуя угол примерно от 70 ° до 90 °, как показано на Рис. 7.17 (b).
(Iii) Двойной V-образный стык:Используется, когда толщина листов превышает 16 мм, и где сварка может выполняться с обеих сторон листа. Оба края скошены, чтобы образовать двойной V, как показано на Рис. 7.17 (c).
(iv) Одинарный и двойной U-образный стык:Применяется при толщине пластины более 20 мм. Обработка кромок сложна, но стыки более удовлетворительны. Требуется меньше присадочного металла, как показано на рис.7.17 (d) и (e).
Инвертор как источник сварочного тока.
Страница / Ссылка:
URL страницы: HTML-ссылка: Фактически, инвертор может
уместно называть источником энергии будущего.Хотя
инвертор становится обычным сварочным оборудованием,
много загадок окружает этот радикально иной тип источника энергии.
Фактически, инвертор может
уместно называть источником энергии будущего.Хотя
инвертор становится обычным сварочным оборудованием,
много загадок окружает этот радикально иной тип источника энергии.Что такое инвертор?
Это особый тип преобразователя мощности. Преобразователи мощности меняются электрическая энергия из одной формы в другую. Есть четыре основных типа преобразователей:
* DC to DC: прерыватели
* DC в AC: инверторы
* AC в AC: преобразователи
* AC-DC: выпрямители
Инвертор — это преобразователь мощности, который преобразует мощность постоянного тока в переменный ток.
сила.В самом широком смысле слова любая сварочная мощность
источником питания переменного тока от 50 до 60 Гц является либо источник переменного тока.
преобразователь (переменный ток в переменный для выходной мощности сварочного шва на переменном токе) или выпрямитель (переменный ток в постоянный для
Выходная мощность сварочного шва на постоянном токе). Эти источники питания принимают высокое напряжение,
слаботочная входная (первичная) мощность и преобразовать ее в низковольтную
сильноточная изолированная вторичная мощность. Тогда эта вторичная мощность
преобразованы и преобразованы в полезную сварочную мощность за счет использования
тиристоры и соответствующие схемы управления (рисунок 1).
Эти источники питания принимают высокое напряжение,
слаботочная входная (первичная) мощность и преобразовать ее в низковольтную
сильноточная изолированная вторичная мощность. Тогда эта вторичная мощность
преобразованы и преобразованы в полезную сварочную мощность за счет использования
тиристоры и соответствующие схемы управления (рисунок 1).
То, что обычно называют инверторным источником сварочного тока, на самом деле
три преобразователя в одном. Фактическая инверторная часть просто преобразует постоянный ток.
в AC, но прежде, чем это произойдет, первичный AC должен быть сначала преобразован в
необходимый постоянный ток, а после работы инвертора переменный ток должен быть
преобразователь обратно в выходную мощность при сварке постоянным током (рисунок 2).
Зачем нужна инверторная технология?
Если обычный аппарат может преобразовывать сварочную мощность переменного тока в постоянный, почему? использовать тот, который сначала преобразует переменный ток в постоянный, постоянный в переменный, а затем обратно в постоянный? Ответ заключается в следующих основных отношениях, применимых ко всем трансформаторы: V = NAfK
Величина преобразуемого напряжения (В) пропорциональна
количество витков провода на катушке трансформатора (N),
площадь поперечного сечения сердечника трансформатора (А), частота переменного тока
напряжение, которое необходимо преобразовать (f), и различные расчетные постоянные (K).
Так что все это значит? Что ж, для трансформатора, предназначенного для преобразовать заданное напряжение, если количество витков на первичной катушке были увеличены вдвое, площадь поперечного сечения сердечника можно было сократить вдвое. и общая операция будет такой же. Таким же образом, если площадь сердечника увеличилась вдвое, витки можно было разрезать вдвое. Кроме того, если частота работы была увеличена вдвое, либо витки, либо площадь сердечника могли быть вдвое меньше. Что же тогда, если бы частоту увеличили в 10 раз, 100 раз, а то и в 400 или 500 раз? Представьте себе, как количество витков и / или площадь ядра может быть уменьшена!
Инверторы именно это и делают.Они работают на частотах от нескольких
килогерц до 100 кГц. Инверторы создают собственную рабочую частоту, чтобы
воспользоваться преимуществами значительно уменьшенного размера трансформатора, если
работает намного выше 60 Гц. Хотя некоторые инверторы работают в режиме 2
в диапазоне 10 кГц, есть определенные преимущества при работе на частотах выше 20 кГц. кГц. Одно из преимуществ — устранение слышимого шума. Другой быстрее
время отклика. Следовательно, лучшая производительность возможна при более высоком
рабочие частоты.
кГц. Одно из преимуществ — устранение слышимого шума. Другой быстрее
время отклика. Следовательно, лучшая производительность возможна при более высоком
рабочие частоты.
Типы инверторов
Есть множество способов построить инвертор, и есть различные типы силовых полупроводников, которые могут использоваться как твердотельные переключатели, необходимые для реализации инвертора. Топология относится к тип конструкции инвертора и способы соединения различных компонентов. Признанные в отрасли топологии включают обратноходовой, прямой, полный и полумостовой, двухтактный и последовательный инвертор.
Топологии инвертора наилучшим образом подходят для высоких требований к мощности
источники сварочного тока: прямой, мостовой или полумостовой, а также
серийные резонансные конструкции.Обычно в прямых инверторах используются транзисторы.
в качестве компонентов переключателя мощности, а в последовательном резонансном инверторе используется
тиристоры. Транзисторы могут быть биполярными или силовыми MOSFET,
а тиристоры могут быть быстродействующими тиристорами, ASCR (асинхронными тиристорами, блокирующими напряжение одной полярности) или GTO (тиристорами отключения затвора).
Как работают инверторы?
Инверторы преобразуют постоянное напряжение в переменное. Они делают это включение / выключение мощных твердотельных переключателей.Это вкл / выкл действие попеременно подключает и отключает первичную обмотку трансформатора от источника энергии и оказывает такое же основное воздействие на трансформатор как применение регулярного синусоидального сигнала. Способы производства этот переменный ток и средства управления выходным напряжением силовой source существенно различаются в разных топологиях. Нет цель этой статьи — обсудить сложные детали каждого топологии, а скорее для объяснения общей работы инвертора.следовательно, я ограничимся обсуждением Miller Arc Pak 350 в качестве примера высокоэффективный инверторный источник сварочного тока.
Транзисторный инвертор
Силовой модуль. Ссылаясь на рисунок 3, основная схема для
транзисторный инвертор Miller ARC Pak 350, вы можете увидеть это, когда
выключатели питания Q1 и Q2 включены, первичная обмотка трансформатора A-B
подключен к шине постоянного тока. «А» подключен к
положительная сторона шины, а «В» — отрицательная сторона.Этот
действие вызывает создание пропорционального напряжения во вторичной обмотке.
обмотка. Какая бы нагрузка ни была на выходе, ток Is в
вторичный и пропорциональный ток Ip в первичной обмотке.
«А» подключен к
положительная сторона шины, а «В» — отрицательная сторона.Этот
действие вызывает создание пропорционального напряжения во вторичной обмотке.
обмотка. Какая бы нагрузка ни была на выходе, ток Is в
вторичный и пропорциональный ток Ip в первичной обмотке.
Когда транзисторные ключи выключаются, A отключается от (+) шина и B одновременно отключаются от (-) шины. Как выключатели выключаются, индуктивность цепи поддерживает ток в трансформатор первичный; диоды D7 и D8 начинают проводить; и точка A теперь подключен к шине (-), а B — к шине (+).
Напряжение на первичной обмотке имеет противоположную полярность относительно того, когда
переключатели были включены, и Ip уменьшается до нуля. Когда
транзисторы снова включаются в начале следующего цикла,
процесс повторяется. Обратите внимание, что два переключателя включаются и выключаются вместе.
Хотя ток на нагрузку подается силовым каскадом инвертора в
импульсы, ток нагрузки IL — непрерывный. В то время как власть
выключены, IL продолжается через безынерционный диод D10 как
результат индуктивности L1 и индуктивности выходных кабелей.
Цепи управления
Обращаясь к Рисунку 2, мы видим, что это схема управления который включает и выключает питание в ответ на выходной сигнал потребность нагрузки, измеренная цепями обратной связи. Базовый рабочая частота от 20 до 50 кГц для современных высокопроизводительных конструкции, задается компонентами в цепи управления. Количество мощность, которую устройство может подавать на дугу, зависит от шины постоянного тока напряжение, первичный ток трансформатора и отношение времени включения к времени выключения время выключателей питания.Для заданного напряжения на шине высокий уровень выходная мощность требует гораздо меньшего времени включения (рисунок 4). Таким образом, вывод мощность варьируется путем изменения или модуляции времени включения транзисторов и, следовательно, ширина импульса напряжения, приложенного к трансформатор первичный. Эта техника управления мощностью уместно называется широтно-импульсной модуляцией (ШИМ).
Трансформатор
Трансформатор, используемый в инверторе, помимо того, что
небольшой по размеру и весу, также имеет другие интересные характеристики. Материал сердечника обычно не ламинированная сталь, как в традиционных
Машины с частотой 60 Гц, а материал, называемый ферритом. Феррит
керамический материал, отформованный в различные формы из жидкой суспензии.
Феррит используется в инверторных машинах из-за высоких рабочих характеристик.
частоты могут вызвать перегрев сердечников из многослойной стали в результате
вихретоковые и гистерезисные потери.
Материал сердечника обычно не ламинированная сталь, как в традиционных
Машины с частотой 60 Гц, а материал, называемый ферритом. Феррит
керамический материал, отформованный в различные формы из жидкой суспензии.
Феррит используется в инверторных машинах из-за высоких рабочих характеристик.
частоты могут вызвать перегрев сердечников из многослойной стали в результате
вихретоковые и гистерезисные потери.
Проводники, используемые в обмотке трансформатора, часто не изготавливаются из обычный магнитный провод, а скорее очень тонкая медная полоса или специально сплетенная проволока, называемая литц-проволокой.Эти проводники также используются из-за высокой рабочей частоты.
Преимущества использования инверторов
Точный и быстрый отклик. Обращаясь к рисунку 1, мы видим, что
кондиционирование и регулирование выходной мощности обычной машины
осуществляется фазовым регулированием тиристоров выходного выпрямителя,
Рисунок 5. Чем раньше в цикле переменного тока включаются тиристоры, тем больше
больший выход. Чем дольше задерживается включение в цикле, тем
понизьте выход.Однако после включения устройство остается включенным до тех пор, пока
конец цикла.
Чем дольше задерживается включение в цикле, тем
понизьте выход.Однако после включения устройство остается включенным до тех пор, пока
конец цикла.
В машине с частотой 60 Гц мощность, доступная в любом одном цикле, равна относительно большой. Также нефильтрованный выход выпрямительного моста имеет значительную пульсацию, особенно на низких выходах. Для подходящих сварке, этот выход должен быть отфильтрован (сглажен) большим дросселем, и возможно даже один или несколько конденсаторов.
Индуктивность дросселя определяет его сглаживающую способность; в чем больше индуктивность, тем больше сглаживающий эффект.Из-за фильтрующий эффект дросселя и конденсаторов, скорость, с которой схемы управления могут заставить выход реагировать относительно медленно.
Помимо сглаживания выходной дроссель также ограничивает скорость
повышение тока при коротком замыкании на выходе источника питания. В
GMAW (газовая дуговая сварка) с переносом короткого замыкания электрод фактически контактирует с заготовкой примерно 100 раз / сек. Каждый раз это
происходит эффективное замыкание электрода на машине
вывод.
Каждый раз это
происходит эффективное замыкание электрода на машине
вывод.
Электрод остается в контакте с изделием до тех пор, пока достаточно нагретый током, проходящим через него, чтобы не плавиться. Это выходной дроссель в сочетании со схемой управления, которая определяет поведение дуги, когда электрод выгорает без Работа. Поскольку каждый размер и тип электрода (низкоуглеродистая сталь, нержавеющая сталь, алюминий и т. д.) представляет собой короткое замыкание на источник питания другого типа. и по-разному реагирует при устранении замыкания, это очень сложно для получения оптимальных сварочных характеристик для приложений с частотой 60 Гц источник питания с фиксированным значением индуктивности фильтра.
В инверторной машине большая часть управления и кондиционирования
выходная мощность происходит в секции инвертора, на первичной стороне
трансформатор. Количество энергии, доступное за один цикл
инверторная машина значительно меньше, чем в одном цикле
тиристорный фазоуправляемый блок. Это из-за суста выше
рабочей частоты и, соответственно, более короткой продолжительности
каждый цикл. Следовательно, выходную мощность можно контролировать гораздо больше.
точно и намного быстрее.потому что так мало времени
интервал между каждым циклом, требования к стабилизатору (штуцеру)
минимальный и стабилизатор может быть очень маленьким, как по величине индуктивности
а также физический размер.
Это из-за суста выше
рабочей частоты и, соответственно, более короткой продолжительности
каждый цикл. Следовательно, выходную мощность можно контролировать гораздо больше.
точно и намного быстрее.потому что так мало времени
интервал между каждым циклом, требования к стабилизатору (штуцеру)
минимальный и стабилизатор может быть очень маленьким, как по величине индуктивности
а также физический размер.
Индуктивность с электронной регулировкой. В тиристорной машине Назначение стабилизатора — поддержание тока нагрузки между мощностью циклов и для ограничения скорости нарастания тока, когда выходная мощность машины короче электродом. В инверторной машине, работающей в 20 до 50 кГц рабочие циклы намного короче, время отклика схемы управления намного быстрее, а степень выхода контроль намного точнее.
Потому что в первую очередь цепь управления определяет
поведение выходного тока, способ, которым выходной ток
реагирует на короткое, можно точно контролировать — и даже
предопределено.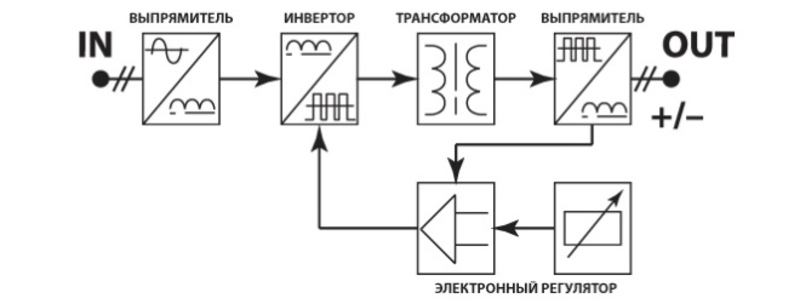 Таким образом, электронно регулируемая индуктивность легко
реализовано. Сила тока может увеличиваться быстрее или медленнее с помощью
простая установка регулирующего потенциометра, тем самым имитируя более низкий или
более высокое значение индуктивности. Таким образом, оптимальные характеристики сварного шва могут быть
получены для различных размеров и типов проводов.
Таким образом, электронно регулируемая индуктивность легко
реализовано. Сила тока может увеличиваться быстрее или медленнее с помощью
простая установка регулирующего потенциометра, тем самым имитируя более низкий или
более высокое значение индуктивности. Таким образом, оптимальные характеристики сварного шва могут быть
получены для различных размеров и типов проводов.
Плавный и чистый зажигание дуги
Сверхбыстрая реакция цепи и функция переменной индуктивности
также обеспечивают плавное, чистое зажигание дуги без взрыва. Три фактора
которые существенно влияют на качество зажигания дуги, являются начальная скорость
нарастания тока в электроде, величина индуктивности в
стабилизатор, и время срабатывания источника питания. Начало
усилен быстрым, но контролируемым нарастанием тока, минимальной индуктивностью,
и схемы, которые быстро реагируют на быстро меняющиеся условия на
мощность машины при запуске.Инверторная машина
обладает всеми тремя характеристиками, следовательно, он может
обеспечить чистый, беспроблемный старт.
Возможности импульсной сварки
Импульсная сварка GTAW (газовая вольфрамовая дуговая сварка) и GMAW. продолжает набирать популярность и является приложением, для которого инверторный автомат подходит идеально. Быстрый отклик и точный контроль инвертора допускают все четыре параметра импульса (пик, фон, импульс время и частота импульсов), чтобы постоянно и точно контролируется.
Также можно производить импульсы различной формы, почти из от идеально прямоугольного до трапециевидного или даже треугольного. Импульсный ток можно плавно регулировать от минимума до максимума. Фоновый ток можно установить на любое значение, независимо от пика. настройки. Длительность импульса регулируется от долей до от миллисекунды до сотен миллисекунд. Частота импульсов может быть регулируется непрерывно от минимум одного импульса каждые несколько секунд до нескольких сотен импульсов в секунду.
Для импульсной сварки можно использовать практически любой инверторный источник питания,
но максимальная частота и качество импульса ограничены топологией
использовал. Как правило, более высокая частота импульсов и лучшая форма импульсов
возможны с топологиями, которые позволяют инвертору работать на более высоких
частоты, скажем, от 20 до 50 кГц.
Как правило, более высокая частота импульсов и лучшая форма импульсов
возможны с топологиями, которые позволяют инвертору работать на более высоких
частоты, скажем, от 20 до 50 кГц.
Прочие льготы
Размер и вес. Инверторные машины намного меньше и легче по сравнению с обычными машинами сопоставимой мощности, что позволяет легко движение и минимизация требований к занимаемой площади.
Требования к первичному питанию. Инверторную машину легко используется либо от трехфазной, либо от однофазной входной мощности и либо от 50, либо от Работа 60 Гц. Поскольку вход немедленно исправляется и преобразованный из переменного тока в постоянный, тип и качество входной мощности меньше критично, чем с обычными машинами.
Возможность многопроцессорности. Быстрое время отклика инверторов
работа в диапазоне 25 кГц и простота, с которой такие устройства могут быть
заставить отвечать может сделать их идеальными для многопроцессорной работы.в отличие
обычные многопроцессорные машины, которым, возможно, придется пойти на компромисс
производительность в одной или нескольких областях, высокопроизводительная инверторная машина
может преуспеть во всех сферах деятельности.
Средства охлаждения. Из-за небольшого размера инвертора и Эффективная конструкция, блоки легко охлаждаются с помощью относительно небольших вентиляторов. Возможно, хотя и разумно спроектировано, сконструировать машину, которая изолирует охлаждающий воздух и связанные с ним вредные загрязнения от электронных компоненты.
Заключение
Инверторный источник сварочного тока, хотя выглядит очень сложно, действительно довольно легко понять. Это в основном электронное оборудование, преобразующее «сырые» первичные мощность в управляемую мощность, специально соответствующую требованиям сварочная дуга. Инверторы используют последние инновации в силовая и управляющая электроника и электромагнитные материалы, чтобы предложить источник сварочного тока, приносящий пользу отрасли.
АВТОРСКИЕ ПРАВА 1989 Nelson Publishing
Никакая часть этой статьи не может быть воспроизведена без письменного разрешения правообладателя.
Copyright 1989 Gale, Cengage Learning. Все права защищены.
Все права защищены.
Различия — TIG (DC) и TIG (AC)
Сварка TIG (DC) на постоянном токе — это когда ток течет только в одном направлении. По сравнению со сваркой TIG на переменном токе, однажды протекающий ток не упадет до нуля, пока сварка не закончится.Как правило, инверторы TIG могут выполнять сварку как на постоянном, так и на переменном / постоянном токе, при этом очень немногие аппараты работают только на переменном токе.
DC используется для сварки TIG низкоуглеродистой стали / нержавеющей стали, а переменный ток используется для сварки алюминия.
Полярность
Сварочный процесс TIG имеет три варианта сварочного тока в зависимости от типа соединения. Каждый способ подключения имеет как достоинства, так и недостатки.
Постоянный ток — отрицательный электрод (DCEN)
Этот метод сварки можно использовать для широкого диапазона материалов.Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Когда дуга образуется, в цепи течет ток, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (сварочная горелка) и 67% на положительной стороне дуги (заготовка). .
Эти весы обеспечивают глубокое проникновение дуги в заготовку и уменьшают нагрев электрода.
Это пониженное тепло в электроде позволяет проводить больший ток через электроды меньшего размера по сравнению с соединениями с другой полярностью. Этот метод подключения часто называют прямым подключением и является наиболее распространенным подключением, используемым при сварке постоянным током.
Постоянный ток — положительный электрод (DCEP)
При сварке в этом режиме сварочная горелка TIG подключается к положительному выходу сварочного инвертора, а рабочий обратный кабель — к отрицательному выходу.
Когда дуга образуется, в цепи течет ток, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (заготовка) и 67% на положительной стороне дуги (сварочная горелка). ).
).
Это означает, что электрод подвергается наибольшему нагреву и, следовательно, должен быть намного больше, чем в режиме DCEN, даже при относительно низком токе, чтобы предотвратить перегрев или плавление электрода. Заготовка подвергается более низкому уровню нагрева, поэтому проплавление сварного шва будет неглубоким.
Этот метод подключения часто называют обратной полярностью.
Кроме того, в этом режиме влияние магнитных сил может привести к нестабильности и явлению, известному как дуговая дуга, когда дуга может блуждать между свариваемыми материалами. Это также может произойти в режиме DCEN, но более распространено в режиме DCEP.
Может возникнуть вопрос, зачем нужен этот режим при сварке. Причина в том, что некоторые цветные материалы, такие как алюминий, при нормальном воздействии атмосферы образуют оксид на поверхности.Этот оксид образуется из-за реакции кислорода в воздухе и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед сваркой.
Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед сваркой.
Оксид можно удалить шлифованием, чисткой щеткой или какой-либо химической очисткой, но как только процесс очистки прекращается, оксид начинает снова образовываться. Поэтому в идеале его нужно чистить во время сварки. Этот эффект происходит, когда ток течет в режиме DCEP, когда поток электронов разрушается и удаляет оксид.Таким образом, можно было предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием этого типа. К сожалению, из-за воздействия на электрод высоких уровней тепла в этом режиме размер электродов должен быть большим, а проникновение дуги будет низким.
Решением для этих типов материалов может быть глубокая проникающая дуга в режиме DCEN плюс очистка в режиме DCEP. Чтобы получить эти преимущества, используется режим сварки на переменном токе.
Сварка на переменном токе (AC)
При сварке в режиме переменного тока ток, подаваемый сварочным инвертором, работает либо с положительными и отрицательными элементами, либо с полупериодами.Это означает, что ток течет в одну сторону, а затем в другую в разное время, поэтому используется термин «переменный ток». Комбинация одного положительного элемента и одного отрицательного элемента называется одним циклом.
Количество раз, которое цикл завершается в течение одной секунды, называется частотой. В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Гц (Гц)
.Это будет означать, что ток изменяется 100 раз в секунду.Количество циклов в секунду (частота) в стандартной машине определяется частотой сети, которая в Великобритании составляет 50 Гц.
Стоит отметить, что с увеличением частоты магнитные эффекты увеличиваются, а такие элементы, как трансформаторы, становятся все более эффективными. Кроме того, увеличение частоты сварочного тока делает дугу жестче, улучшает стабильность дуги и приводит к более контролируемым условиям сварки.
Кроме того, увеличение частоты сварочного тока делает дугу жестче, улучшает стабильность дуги и приводит к более контролируемым условиям сварки.
Однако это теоретически, так как при сварке в режиме TIG на дугу влияют другие факторы.
На синусоидальную волну переменного тока может влиять оксидное покрытие некоторых материалов, которое действует как выпрямитель, ограничивая поток электронов. Это называется выпрямлением дуги, и его эффект приводит к отсечению или искажению положительного полупериода. Последствиями для зоны сварного шва являются неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Выпрямление дуги положительного полупериода
Формы сигналов переменного тока (AC)
Синусоидальная волна состоит из положительного элемента, поднимающегося до своего максимума от нуля до спада до нуля (часто называемого холмом).
Когда он пересекает ноль и ток меняет направление в сторону своего максимального отрицательного значения, прежде чем возрастет до нуля (часто называемый впадиной), один цикл завершается.
Многие сварочные аппараты TIG старого типа были аппаратами только синусоидального типа. С развитием современных сварочных инверторов со все более сложной электроникой появились средства управления и формирования формы волны переменного тока, используемой для сварки.
С развитием сварочных инверторов TIG переменного / постоянного тока, включающих больше электроники, было разработано поколение аппаратов прямоугольной формы.Благодаря этим электронным элементам управления переключение с положительного на отрицательное и наоборот может происходить практически мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода по максимуму.
Эффективное использование накопленной энергии магнитного поля создает формы волны, очень близкие к квадратной. Управление первых электронных источников питания позволяло управлять «прямоугольной волной». Система позволит контролировать положительный (очистка) и отрицательный (проникновение) полупериоды.
Условие баланса будет равным + положительный и отрицательный полупериоды, дающие стабильное состояние сварного шва.
Проблемы, с которыми можно столкнуться, состоят в том, что если очистка произошла за время, меньшее, чем положительный полупериод, то часть положительного полупериода не будет продуктивной, а также может увеличить потенциальное повреждение электрода из-за перегрева. Однако этот тип машины также будет иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Этого можно достичь, поместив элемент управления в положение, которое позволит проводить больше времени в отрицательном полупериоде по сравнению с положительным полупериодом. Это позволит использовать более высокий ток с электродами меньшего размера, чем больше
накала в плюсе (работа). Увеличение нагрева также приводит к более глубокому провару при сварке с той же скоростью движения, что и в уравновешенном состоянии.
Меньшая зона термического влияния и меньшая деформация за счет более узкой дуги.
Этого можно достичь, установив элемент управления в положение, которое позволит проводить больше времени в положительном полупериоде по сравнению с отрицательным полупериодом. Это позволит использовать очень активный ток очистки. Следует отметить, что существует оптимальное время очистки, по истечении которого дополнительная очистка не выполняется, а вероятность повреждения электрода выше. Воздействие на дугу должно обеспечить более широкую чистую сварочную ванну с неглубоким проплавлением.
A Руководство по горячему запуску, дуге и антипригарной сварке
Технологии сварки развиваются, и все больше инверторных сварочных аппаратов оснащены функциями горячего старта, дуги и защиты от прилипания.Эти функции полезны как для начинающих, так и для более опытных сварщиков.
В этой статье объясняется каждый из них и то, как они помогают сделать сварку стержнем (SMAW) более удобной и производительной.
Содержание
Контроль силы дуги и горячего старта на аппарате для ручной сваркиЧто такое горячий старт при сварке?
Горячий старт — это функция, которая на короткое время увеличивает силу тока при зажигании дуги. Более высокая сила тока помогает легче зажигать дугу, не прилипая к основному металлу.Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальную точку валика.
При зажигании дуги возникают затруднения при зажигании дуги, заедание стержня и слабое проплавление. Это происходит потому, что электрод и основной металл имеют низкие температуры.
Эти проблемы «холодного пуска» более заметны при первом зажигании дуги, поскольку все происходит при комнатной температуре.
Без горячего старта для достижения тех же результатов необходимо использовать специальные манипуляции с электродом (или стержнем).
Некоторые другие случаи, когда помогает горячий старт.
Горячий старт помогает при сварке стержнями, которые трудно заводить, например стержнем E7018 с низким содержанием водорода.
Когда стержни остаются незащищенными и на флюс влияет влажность воздуха. Когда флюс имеет избыток влаги, зажигать дугу немного труднее. Загрязнение влаги более критично для стержней с низким содержанием водорода, особенно если они не хранились в печи для сварочных электродов.
Горячий старт также помогает, когда основной металл не очень чистый.Поверхности будут измельчать окалину или ржавчину, устойчивы к электричеству, а также сделают лужу менее жидкой.
Как использовать горячий старт?
Горячий старт для большинства сварочных аппаратов с ЖК-экранами задается в процентах от силы тока, которую вы хотите сваривать.
- Изначально установите этот процент на 120% или предложите сварщиком по умолчанию, если он есть. Некоторые сварочные аппараты могут иметь диапазон от 0 до 10. Если это так, установите значение 2.
- Некоторые, но не все сварочные аппараты, имеют время горячего старта, равное 0.5 секунд.
- Проверьте эти настройки на аналогичном металлоломе и при необходимости измените их.
Когда настройки удовлетворительны и вы можете запустить дугу с небольшим усилием, сваривайте свой проект.
Что такое сила дуги при сварке?
Сила дуги или копания — это функция, которая определяет падение напряжения дуги, вызванное сокращением длины дуги. Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется неизменным и электрод не будет прилипать к основному металлу.
При сварке штучной сваркой очень важно постоянно поддерживать постоянную длину дуги. Длина дуги не должна быть больше диаметра стержня.
Однако поддерживать постоянную длину дуги непросто. Новому сварщику может не хватить опыта для поддержания короткой длины дуги или у него могут не быть устойчивые руки.
Если длина дуги по какой-либо причине сокращается, напряжение дуги также уменьшается, но сила тока остается почти такой же. По этой характеристике источник питания для сварки штангой называется постоянным током (CC).
Несмотря на это, сила тока остается примерно такой же, как и нагрев лужи (вольт * ампер).
В результате дуга гаснет, и электрод прилипает к основному металлу, что приводит к поломке.
Приклеивание прутка — одна из наиболее распространенных проблем при сварке стержнем, и, по мнению многих, именно отсюда и произошло ее название.
Сила дуги определяет сокращение длины дуги и увеличивает силу тока, чтобы поддерживать тепло, достаточное для поддержания дуги и предотвращения заедания стержня.
Некоторые сварщики стержневой сваркой могут использовать силу дуги как контроль копания или дуги.
Некоторые другие случаи, когда сила дуги помогает.
Усилие дуги особенно полезно при сварке в вертикальном положении и над головой, когда сохранение короткой дуги еще более важно.
Электроды с избыточной влажностью или небольшими трещинами на флюсе будут иметь тенденцию к прилипанию. Arc Force обеспечивает более сильную дугу и помогает при сварке этими стержнями.
Как использовать силу дуги?
В зависимости от устройства для ручной сварки вы устанавливаете силу дуги в процентах или в диапазоне от 0 до 10.Чем выше вы его установите, тем интенсивнее будет эффект.
Стержни из целлюлозы, такие как E6010, работают лучше при более высоком значении силы дуги 60% или более. Высокое значение силы дуги создает агрессивную дугу, также называемую четкой дугой.
Стержни с низким содержанием водорода, такие как E7018, работают лучше при более низком значении силы дуги 30%. Более низкое значение силы дуги создает более плавную дугу, также называемую мягкой или маслянистой дугой.
В дорогих аппаратах для стержневой сварки с ЖК-экраном рекомендуются предварительно заданные настройки силы дуги для каждого типа стержня.Эти настройки — хорошая отправная точка.
Проверьте настройки силы дуги на аналогичном металлоломе, пока они не станут удовлетворительными.
Когда не использовать силу дуги?
Одним из возможных побочных эффектов сварки с использованием дуги является то, что временное повышение силы тока может прожечь тонкие металлы.
Еще один недостаток силы дуги — это когда сварщики хотят контролировать нагрев лужи традиционным способом.
Для многих сварочных ситуаций сварщики хотят уменьшить нагрев ванны при укорачивании дуги или увеличить нагрев за счет удлинения дуги.Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Что такое функция копания?
Копание — это то же самое, что и сила дуги. Иногда сварщики используют этот термин для описания преднамеренного использования силы дуги от начала валика до конца валика. Это сделано для того, чтобы «вникнуть» глубже в заготовку, а n — не просто для автокоррекции случайного сокращения длины дуги .
Для более сложных работ, например, при сварке в верхнем положении, вы хотите, чтобы дуга была очень короткой по всей длине валика.
В то же время должна присутствовать сила тока, достаточная для поддержания дуги и достижения глубокого проплавления.
Постоянно поддерживать очень короткую дугу очень сложно, и здесь нет права на ошибку. Сила дуги или «копания» обеспечивает адекватную силу тока по всей длине борта.
Сила дуги или «копания» обеспечивает адекватную силу тока по всей длине борта.
Что такое антипригарное покрытие при сварке?
Защита от прилипания — это функция, которая срабатывает, когда электрод прилипает к основному металлу. Anti Stick обнаружит короткое замыкание и автоматически отключит ток.Это предохраняет электрод от докрасна и предотвращает перегрузку сварочного аппарата. Функция предотвращения прилипания встроена в сварочный аппарат. Нет элемента управления для его установки.
Если ваш сварочный аппарат не поддерживает муравейник, вам нужно действовать быстро и открутить стержень движением влево и вправо, чтобы вырвать его.
Если стержень застрял надолго, вы можете нажать на фиксирующий рычаг на держателе электрода и освободить его. Имейте в виду, что будут искры. Оставьте стержень на металле немного остыть, а затем снимите его.
Наконец, вы можете выключить сварочный аппарат, но не тянуть за вилку. Вентилятор сварщика должен поработать, пока не остынет..jpg)
Имейте в виду, что многие доступные по цене сварщики стержневой сваркой упоминают, что они поддерживают горячий пуск и силу дуги, но что они делают, так это встраивают их с предварительно установленными значениями. У этих сварщиков нет специальных средств управления, чтобы самостоятельно устанавливать значения.
Заключение
Горячий старт, сила дуги и защита от прилипания — современные характеристики инверторных сварочных аппаратов.Все они помогают избавиться от одного из недостатков сварки штангой — налипания электрода.
- Горячий старт увеличивает силу тока при зажигании дуги.
- Сила дуги увеличивает силу тока при сокращении длины дуги.
- Антипригарное устройство отключает ток, когда стержень прилипает к основному металлу.
Другие статьи Weldpundit
Электроды для электродной сварки (SMAW). Технические характеристики и категории.
Выбор электродов для стержневой сварки для начинающих: тип, размер и сила тока.
Сварка палкой — легко или сложно научиться? И сколько времени это займет.
Вы тянете или толкаете сварочным аппаратом? Руководство для начинающих.
Какой самый простой в использовании стержень для стержневой сварки?
Знайте разницу — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Тем, у кого нет всех необходимых сертификатов по сварке, понять разницу между сваркой на переменном и постоянном токе может быть непросто. Дилемма переменного и постоянного тока иногда может вводить в заблуждение, поэтому важно сравнить эти два аспекта лицом к лицу.
Итак, каковы основные различия между сваркой на переменном токе (переменном токе) и постоянном токе (постоянный ток)? Разница заключается в полярности. Сварка постоянным током основана на постоянном токе прямой полярности, тогда как сварка переменным током быстро чередуется между отрицательным и положительным постоянным током.Применение каждого из них зависит от материала.
Сварка постоянным током основана на постоянном токе прямой полярности, тогда как сварка переменным током быстро чередуется между отрицательным и положительным постоянным током.Применение каждого из них зависит от материала.
Вот удобная таблица, которая поможет расшифровать различия.
| | Сварка переменным током | Сварка постоянным током |
| Полярность | Переменная полярность | Одна полярность; может быть положительным или отрицательным |
| Общие приложения | Алюминий; магнитные материалы; толстые металлы; длинные швы | Большинство сварочных работ; накладные / вертикальные; нержавеющая сварка TIG; метчик |
| Прочность сварного шва | Слабее; сильные брызги | Прочные и гладкие |
| Дуговый разряд | Нет | Да |
| Предпочтения | Быстрое заполнение Постоянная стабильная дуга
Хотя сварка постоянным током предпочтительна для большинства сварочных работ, переменный ток удобен в некоторых особых ситуациях. Эти области применения включают сварку алюминия методом TIG; борьба с дугой; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще встречается в небольших сварочных аппаратах начального уровня, которые некоторые называют «ящиками для жужжания».
Эти области применения включают сварку алюминия методом TIG; борьба с дугой; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще встречается в небольших сварочных аппаратах начального уровня, которые некоторые называют «ящиками для жужжания».
Объявления Напротив, сварка постоянным током очень удобна для более тяжелых работ. Сварные швы получаются гладкими, без особых брызг, и сварные швы становятся намного прочнее.
Сварочным аппаратам постоянного тока требуются внутренние электронные компоненты для преобразования переменной полярности в прямую.Это увеличивает размер и стоимость машин.
Для них также обычно требуется напряжение 220 В, что требует специальной проводки дома или в магазине.
Lotos TIG200ACDCP 200A AC / DC Импульсный алюминиевый сварочный аппарат TIG / Stick с цифровым управлением, IGBT прямоугольный инвертор, двойное напряжение 110/220 В, 10 настроек экономии, частота импульсов 0,5 ~ 200 Гц, коричневый- ★ ИМПУЛЬСНАЯ / ПОСТ. — точность 0,5-200 Гц при цифровом управлении ЧАСТОТА ИМПУЛЬСА И ЧАСТОТА 50 ~ 200 АС для точной сварки TIG 1/4 алюминия и 3/8 низкоуглеродистой стали Выход электрического тока; Качественная сварка TIG алюминия, нержавеющей или стали и прецизионная сварка материалов более тонких толщин; Энергоэффективность: 80%; Рабочий цикл: 60%; ★ ДВОЙНОЕ ВХОДНОЕ НАПРЯЖЕНИЕ: автоматическое двойное напряжение / двойная частота (120 В переменного тока ± 15%, 230 В переменного тока ± 15% 50/60 Гц).
- ★ 10 СОХРАНЕНИЕ НАСТРОЕК: Нужно переключаться между разными проектами / материалами? Вы можете сохранить 10 различных настроек параметров с помощью Lotos TIG200ACDCP. Не нужно все время настраивать параметры при переключении между разными проектами / материалами. ★ РАСШИРЕННАЯ СИСТЕМА ОХЛАЖДЕНИЯ PAPST: обеспечивает стабильную и надежную работу сварочного аппарата TIG.
- ★ Цифровое управление ТОЧНАЯ СВАРКА — Ручное управление горелкой с высокочастотным пуском и точный педальный контроль нагрева при сварке с цифровой настройкой параметров сварки. Подходит для точной сварки нержавеющей стали, мягкой стали, алюминия и других металлических материалов. (Ножная педаль и регулятор аргона в комплект не входят, пожалуйста, найдите в Lotos FP05P ножную педаль или Lotos AR03 Lotos AR04 для регулятора аргона)
- ★ СИЛА ДУГОВОГО ПУСКА И ГОРЯЧИЙ СТАРТ / ММА-СВАРКА: 20–180 А DC Stick / Выход электрического тока MMA с дугой ПРИНУДИТЕЛЬНЫЙ ГОРЯЧИЙ СТАРТ: легкий запуск дуги и стабильная сварочная дуга; Глубокая сварочная ванна и красивая форма сварки; Усовершенствованная технология ARC FORCE и HOT Start, которая может значительно улучшить функцию зажигания дуги; Подходит для сварки различными типами кислотных или основных электродов.
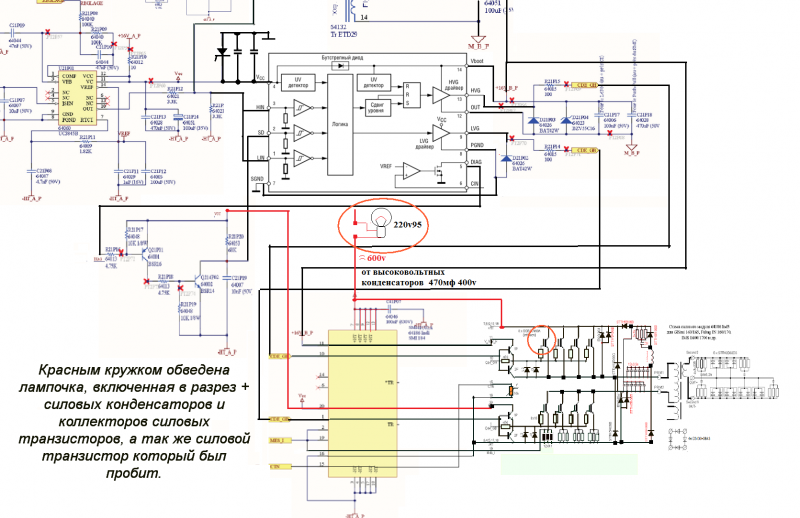 — точность 0,5-200 Гц при цифровом управлении ЧАСТОТА ИМПУЛЬСА И ЧАСТОТА 50 ~ 200 АС для точной сварки TIG 1/4 алюминия и 3/8 низкоуглеродистой стали Выход электрического тока; Качественная сварка TIG алюминия, нержавеющей или стали и прецизионная сварка материалов более тонких толщин; Энергоэффективность: 80%; Рабочий цикл: 60%; ★ ДВОЙНОЕ ВХОДНОЕ НАПРЯЖЕНИЕ: автоматическое двойное напряжение / двойная частота (120 В переменного тока ± 15%, 230 В переменного тока ± 15% 50/60 Гц).
— точность 0,5-200 Гц при цифровом управлении ЧАСТОТА ИМПУЛЬСА И ЧАСТОТА 50 ~ 200 АС для точной сварки TIG 1/4 алюминия и 3/8 низкоуглеродистой стали Выход электрического тока; Качественная сварка TIG алюминия, нержавеющей или стали и прецизионная сварка материалов более тонких толщин; Энергоэффективность: 80%; Рабочий цикл: 60%; ★ ДВОЙНОЕ ВХОДНОЕ НАПРЯЖЕНИЕ: автоматическое двойное напряжение / двойная частота (120 В переменного тока ± 15%, 230 В переменного тока ± 15% 50/60 Гц).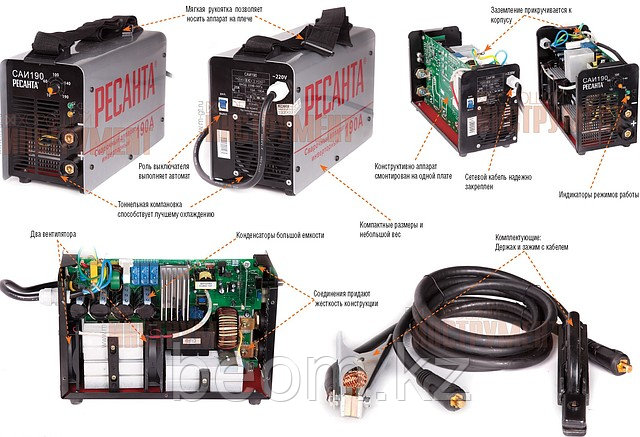 Подходит для точной сварки нержавеющей стали, мягкой стали, алюминия и других металлических материалов. (Ножная педаль и регулятор аргона в комплект не входят, пожалуйста, найдите в Lotos FP05P ножную педаль или Lotos AR03 Lotos AR04 для регулятора аргона)
Подходит для точной сварки нержавеющей стали, мягкой стали, алюминия и других металлических материалов. (Ножная педаль и регулятор аргона в комплект не входят, пожалуйста, найдите в Lotos FP05P ножную педаль или Lotos AR03 Lotos AR04 для регулятора аргона)Что такое сварка на переменном токе?
muygocho / CC BY-SA (https://creativecommons.org/licenses/by-sa/2.0) Переменный ток описывает электрический ток, используемый при сварке на переменном токе. В отличие от сварки постоянным током, переменный ток использует переменный ток, который может быть положительным и отрицательным. Вместо постоянного тока (прямая линия) изобразите на графике колеблющийся ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без каких-либо изменений.
Вместо постоянного тока (прямая линия) изобразите на графике колеблющийся ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без каких-либо изменений.
Параметры сварки на переменном токе (AC)
Полярность переменного тока не является предпочтительной для большинства видов сварки.Наилучшие результаты в большинстве случаев дает сварка постоянным током. Вот некоторые из самых больших недостатков сварки на переменном токе:
- Распространенным явлением при сварке на переменном токе является потеря дуги . Поскольку ток колеблется взад и вперед, дуга должна перезапускаться при каждом повороте тока между положительным и отрицательным. Иногда дуга не может перезапуститься сама по себе, и ее необходимо перезапустить вручную. Иногда это может быть проблемой для сварщика, поскольку создает разрыв в сварном шве, делая его более слабым.
Это особенно проблема для новичков. Постоянно растрескивать дугу и поддерживать сварку может быть сложно. Это усложняет использование машины, которая сбрасывает дугу. Необходимость разламывать сварной шов для повторной работы быстро устаревает.
Постоянно растрескивать дугу и поддерживать сварку может быть сложно. Это усложняет использование машины, которая сбрасывает дугу. Необходимость разламывать сварной шов для повторной работы быстро устаревает.
- Другой распространенной проблемой является разбрызгивание. Брызги — это крошечные кусочки металлического мусора, которые часто встречаются вокруг сварных швов переменного тока. Это также результат колебания тока. Многие виды сварки дают брызги, но еще хуже с переменным током.Если вы используете эту полярность, вы потратите больше времени на шлифовку брызг.
Рекламные объявления Однако сварка на переменном токе полезна во многих областях, где использование сварки постоянным током может быть более трудным или совершенно непрактичным.
Профи для сварки на переменном токе
Несмотря на то, что у использования сварки на переменном токе есть много недостатков, особенно в том, что она создает беспорядочные сварные швы, есть также много преимуществ. Сварка переменным током имеет множество полезных применений, которые делают ее простой в использовании и практичной при ремонте в промышленных условиях.
Сварка переменным током имеет множество полезных применений, которые делают ее простой в использовании и практичной при ремонте в промышленных условиях.
Одним из самых больших преимуществ сварки на переменном токе является ее способность работать с металлами, имеющими магнитное поле. Иногда сварочная дуга не совмещается с электродом; обычно это следствие магнитных токов в металле шва. Это называется «блужданием дуги», и это может затруднить получение чистых и прямых сварных швов.
Сварка постоянным током подвержена блужданию дуги; AC нет. Это очень удобно, особенно при ремонте тяжелого оборудования (которое часто содержит какие-либо магнитные поля).Строительная техника, лесозаготовительное оборудование и даже более мелкие машины, такие как вилочные погрузчики, являются хорошими примерами этого применения.
Сварочные аппараты переменного тока используются в основном в качестве второго варианта, когда ток 220 недоступен, но это хороший способ сэкономить время на сварку, когда параметры мощности ограничены, например, в небольшом домашнем магазине или гараже. Не расстраивайтесь из-за большого количества брызг; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Не расстраивайтесь из-за большого количества брызг; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Переменный ток также используется для сварки алюминия методом TIG.Алюминий покрыт очень тонким слоем оксида алюминия, который мешает сварному шву. Быстрые скачки полярности переменного тока оказывают очищающее действие, разрушая этот слой и предохраняя соединение от загрязнения.
Хотя сварка постоянным током обычно лучше подходит для большинства промышленных нужд, сварка переменным током очень полезна тем, у кого нет доступа к розетке на 220 В. Хотя вы можете получить розетку 220 в домашних условиях, для этого потребуется привлечь электрика. Это делает переменный ток отличным способом для сварки в домашних условиях, ремонта мелкой бытовой техники и автомобильных деталей, а также для изготовления всего, что не должно выглядеть «красиво».”
Что такое сварка постоянным током?
Сварка постоянным током использует постоянный ток для подачи электричества к электроду, который соединяет два свариваемых металла.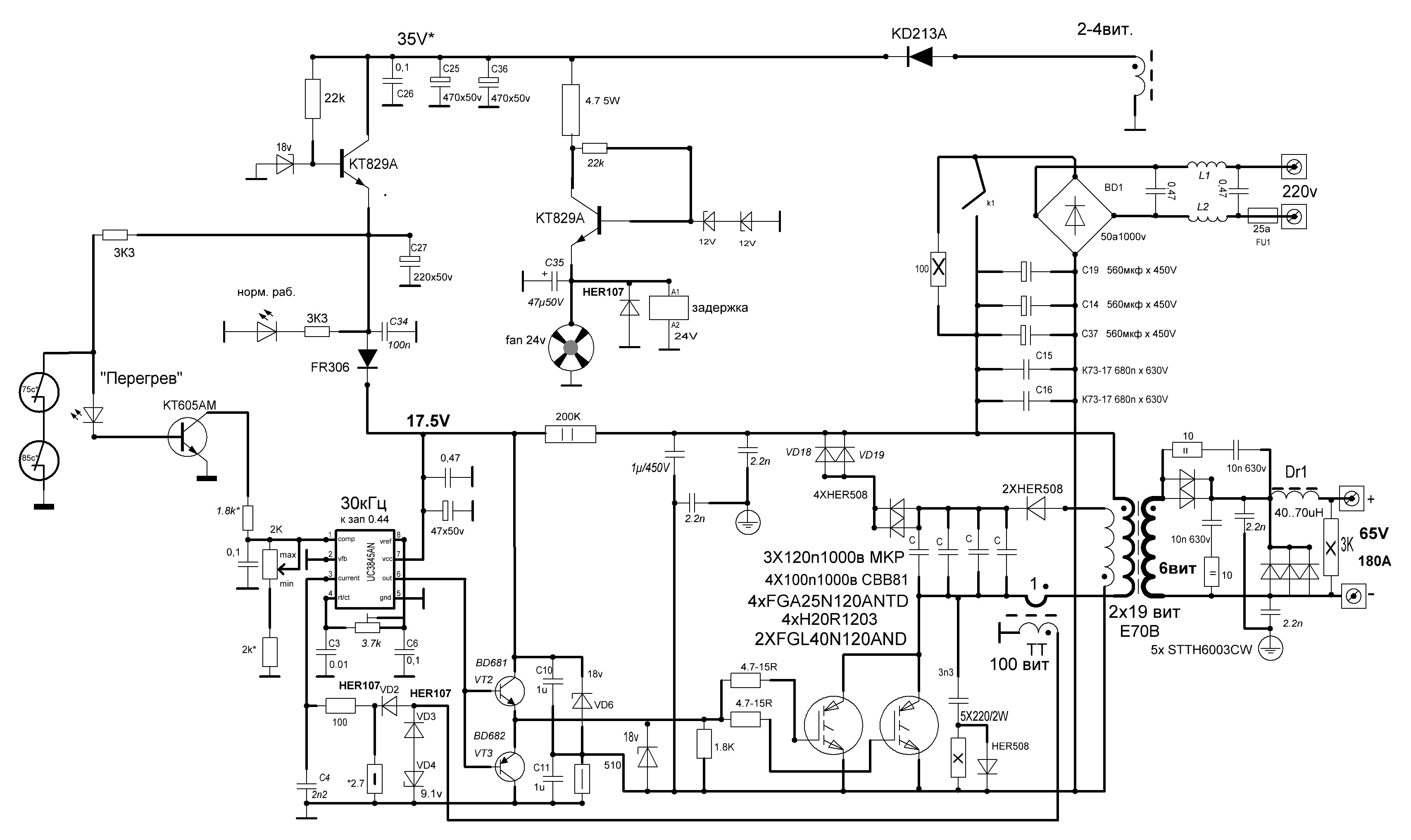 Когда вы изобразили волнистую линию на графике, она колебалась взад и вперед. Этот тип сварки будет выглядеть на графике как прямой, устойчивый поток, который предотвращает постоянное прекращение дуги при каждом изменении полярности.
Когда вы изобразили волнистую линию на графике, она колебалась взад и вперед. Этот тип сварки будет выглядеть на графике как прямой, устойчивый поток, который предотвращает постоянное прекращение дуги при каждом изменении полярности.
Постоянный ток может иметь положительную или отрицательную полярность. Отрицательная полярность имеет ток, протекающий от сварочного аппарата к электроду, к изделию и обратно к сварочному аппарату.При положительной полярности ток течет от сварочного аппарата к заготовке к электроду, а затем обратно к сварочному аппарату.
Отрицательная полярность электрода иногда называют «прямой» полярностью. Он предпочтителен для большинства сварочных работ. Прямая полярность приводит к более горячей дуге и более быстрому плавлению электрода. Это позволяет быстрее укладывать бусинки и работать более продуктивно. Если у вас нет особой потребности в чем-то еще, постоянный ток с прямой полярностью почти всегда подходит.
Электрод с положительной полярностью или «обратной» полярностью обеспечивает более глубокое проникновение. Предпочтительно для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. С обратной полярностью вам нужно работать медленнее, но это преимущество, если вы работаете с металлом, толщина которого превышает полдюйма.
Предпочтительно для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. С обратной полярностью вам нужно работать медленнее, но это преимущество, если вы работаете с металлом, толщина которого превышает полдюйма.
Сварка постоянным током (DC) Недостатки
Сварка постоянным током, хотя и дает в целом лучшие сварные швы, имеет несколько недостатков, которые затрудняют ее использование в повседневных применениях. В некоторых случаях эти недостатки затрудняют использование сварки постоянным током там, где это может быть лучше всего.
Самый большой минус — это стоимость. Постоянный ток не подается в электрические сети, поэтому необходимо использовать внутренний трансформатор, чтобы изменить переменный ток на постоянный. Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно будет вызвать электрика. Это может стоить столько же, сколько и сам сварщик.
Это может стоить столько же, сколько и сам сварщик.
Дуговая дуга также является проблемой при сварке постоянным током. Магнитные токи в металле сварного шва приведут к смещению дуги с электродом и разрушению валика.Поскольку дуговая дуга является серьезной проблемой при сварке постоянным током, многие сварщики предпочитают сварку переменным током практически во всех сферах применения. Выдувание дуги не является проблемой для сварочных аппаратов на переменном токе, поскольку полярность дуги меняется слишком быстро, и дуга не может двигаться.
В целом, при использовании сварки постоянным током меньше проблем, чем переменного тока, но сварка постоянным током требует от оператора большей квалификации и ресурсов. Хотя сварка постоянным током обходится дороже, многие профессиональные сварщики предпочитают ее. Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Профи для сварки постоянным током
Несмотря на недостатки использования сварки постоянным током, существуют обстоятельства, которые требуют этого до использования сварки переменным током. В ситуациях, когда желателен или необходим гладкий, эстетичный сварной шов, сварка постоянным током — это способ добиться гладких сварных швов с минимальным разбрызгиванием и стабильной неизменной полярностью.
В ситуациях, когда желателен или необходим гладкий, эстетичный сварной шов, сварка постоянным током — это способ добиться гладких сварных швов с минимальным разбрызгиванием и стабильной неизменной полярностью.
Возможно, лучше всего сварку на постоянном токе использовать в местах, где сварные швы видны и должны быть привлекательными. Общие экземпляры включают мебель, транспортные средства и инструменты.Сварка постоянным током также полезна при изготовлении деталей, которые должны выдерживать экстремальное давление или неправильное обращение.
Некоторые примеры сварочных работ на постоянном токе включают сцепные устройства, шасси, косынки, большие топливные баки и поперечины. Эти типы применений требуют, чтобы сварные швы оставались прочными в течение продолжительных периодов времени и выглядели чистыми.
The Machines
Во-первых, я нашел это очень занимательное руководство по сварочным аппаратам переменного и постоянного тока. Как сварщик-любитель, я чувствовал, что он очень хорошо обращается к людям в моей ситуации. Проверьте это…
Проверьте это…
https://youtu.be/lh_Uo_zWQBo
В следующих разделах мы рассмотрим различия между реальными машинами. Все сварщики работают по одному и тому же принципу.
Электроэнергия высокого напряжения течет через электрод к свариваемому стыку.
Электрод нагревает металл вдоль стыка до плавления, и он течет вместе. Присадочный стержень добавляет немного металла, чтобы гарантировать правильное заполнение стыка.
Есть три основных процесса сварки для домашних сварщиков.Сравнение каждого типа сварочного аппарата практически бесконечно, поэтому вот краткое изложение того, чего ожидать:
Сварочные аппараты переменного тока
Ток — не единственное различие между сваркой на переменном и постоянном токе. Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как аппараты постоянного тока доступны для дуговой сварки, сварки MIG и TIG. Если вы действительно не можете определиться, есть несколько сварщиков, которые могут переключаться вперед и назад. Конечно, эта функция увеличивает расходы сварщика.
Конечно, эта функция увеличивает расходы сварщика.
Сварочные аппараты переменного тока обычно меньше и компактнее.Они также дешевле по сравнению со сварочными аппаратами постоянного тока и, как правило, более портативны. Небольшой вес позволяет этим машинам быть легко доступными на рабочих площадках для строительства и ремонта машин.
Сварочные аппараты на переменном токе не только удобны и доступны по цене, но и просты в эксплуатации. Дуга дуги в машинах переменного тока варьируется от несуществующей до легко управляемой, а в машинах используются розетки на 110 вольт. Эти машины легко перемещать по рабочей площадке для различных проектов.
Сварочные аппараты на постоянном токе
Сварочные аппараты на постоянном токе — лидеры соревнований по размерам. Большие, тяжелые и трудные для перемещения сварочные аппараты постоянного тока более неуклюжие, но в конечном итоге более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных металлических повреждений в автомобиле или домашнем хозяйстве.
К сожалению, сварочные аппараты на постоянном токе очень дорогие. Вот почему многие новички в первую очередь выбирают AC, но профессионалы в области сварки и предприятия с большой нагрузкой на сварку извлекают выгоду из того, что под рукой есть устройство большего размера.Сварочные аппараты постоянного тока отлично подходят для магазинов и складов, то есть там, где может быть доступен ток 220 В.
Ручная сварка
Ручная сварка, или дуговая сварка в среде защитного металла, — это тип сварки, при котором используется металлический присадочный пруток и электрический ток. Этот металлический стержень называется электродом. Он имеет покрытие, состоящее из соединений, которые помогают связывать свариваемые металлы и предотвращают загрязнение сварного шва. Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Электрод сам проводит электричество; вот где течет ток. В этом процессе электрод (стержень) служит присадочным металлом, соединяющим два сваренных металла вместе.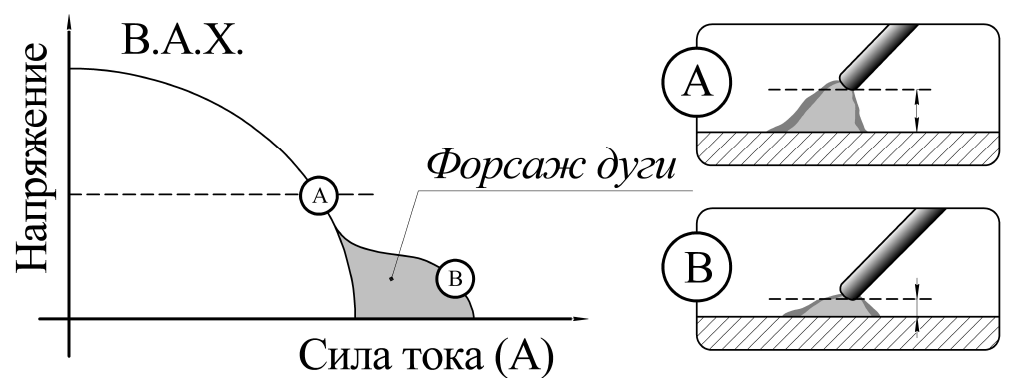 Поскольку электрод плавится под действием тепла, покрытие образует небольшое облако газа, которое защищает металл от окисления при его нанесении.
Поскольку электрод плавится под действием тепла, покрытие образует небольшое облако газа, которое защищает металл от окисления при его нанесении.
Ознакомьтесь с некоторыми из наших защитных приспособлений для электродной сварки.
Можно ли использовать стержни переменного тока в сварочном аппарате постоянного тока и наоборот?Нет, нельзя использовать стержни переменного тока в сварочном аппарате постоянного тока или стержни постоянного тока в сварочном устройстве переменного тока.Однако можно использовать стержни переменного или постоянного тока в сварочном аппарате переменного / постоянного тока. Все, что вам нужно сделать, это установить правильную полярность (точные инструкции для каждой машины см. В руководстве по эксплуатации машины).
Причина этого в том, что присадочные металлы, используемые для каждого процесса сварки, различаются. Условия для сварочных аппаратов переменного и постоянного тока сильно различаются, поэтому использование неправильных стержней неизбежно приведет к катастрофе.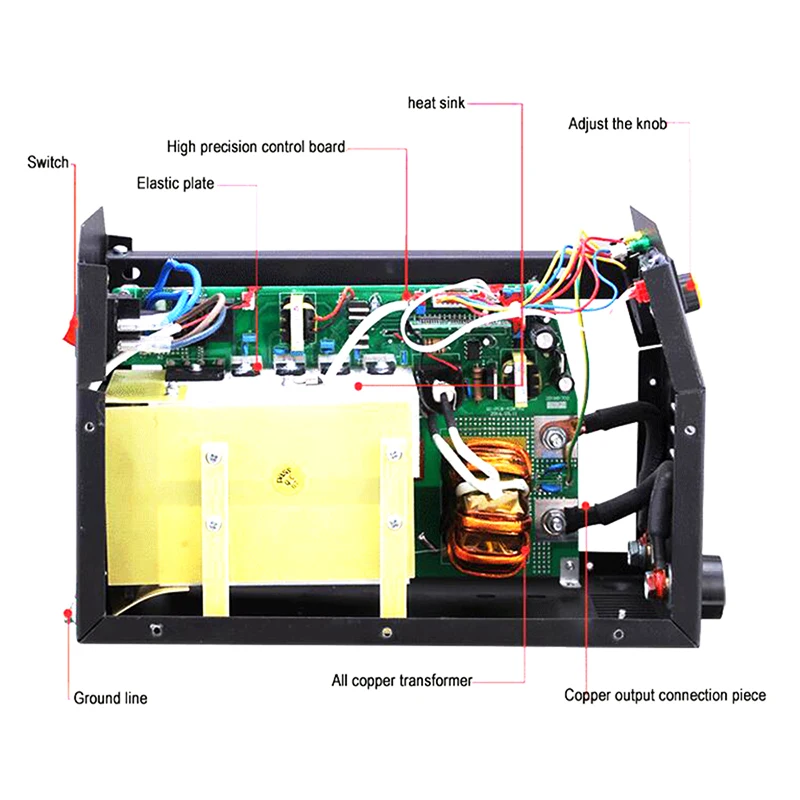
Сварочные аппараты MIG
Сварка металла в среде инертного газа (или MIG) — это процесс, при котором проволока подается из катушки в качестве электрода и присадочного металла.У этой проволоки нет флюсового покрытия, как у дугового стержня, поэтому сварщик также подает защитный газ на сварной шов для защиты валика. Используемый присадочный металл и газ зависят от свариваемых металлов.
Сварщики MIG отлично подходят для обучения в первую очередь. Поскольку они подают присадочную проволоку с постоянной скоростью, легко получить однородный валик. Сварщики MIG проще в обращении и более снисходительны к ошибкам новичков.
Сварка сердечником под флюсом Сварка сердечником под флюсом в чем-то сравнима со сваркой MIG, поскольку в ней используется система подачи проволоки.Некоторые сварщики могут выполнять перед сваркой как MIG, так и флюс. Однако сварка сердечником под флюсом является самозащитой и не требует использования защитного газа. Проволока, проходящая через систему, уникальным образом отличается от сварки MIG.
Проволока, подаваемая в систему сердечника из флюса, является полой и заполнена флюсом. Таким образом, нет необходимости использовать защитный газ для предотвращения нарушения дуги. Проволока с флюсовым сердечником — отличный способ сваривать без использования дополнительных газов, но проволока с флюсовым сердечником обычно дороже, чем другие типы сварочной проволоки, поэтому это не лучший вариант, если вы хотите снизить расходы.
Сварочные аппараты TIG
Prowelder87 / CC BY-SA (https://creativecommons.org/licenses/by-sa/4.0)Сварочные аппараты TIG работают несколько иначе. Вместо расходуемого электрода из присадочного материала сварщики TIG используют неплавящийся электрод и отдельный присадочный стержень. Электрод используется для нагрева металла и образования сварочной лужи. Наполнитель многократно втыкается в лужу, чтобы получился валик. Сварка TIG известна тем, что дает очень привлекательные сварные швы.
Сварка TIG сварочным аппаратом также является отличным способом получения аккуратных сварных швов. В отличие от брызг сварочного аппарата MIG, сварка TIG практически не производит брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом продукте, например, на оборудовании или металлической мебели.
В отличие от брызг сварочного аппарата MIG, сварка TIG практически не производит брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом продукте, например, на оборудовании или металлической мебели.
К сожалению, сварка TIG требует строгой координации и контроля со стороны сварщика. По этой причине многие компании, производящие сварочные аппараты TIG, также предлагают компоненты с ЧПУ (с числовым программным управлением), которые позволяют использовать робота для поддержания согласованности на протяжении всех сварных швов.В противном случае сварщику потребуется для этого иметь большой опыт и навыки.
Сварочные аппараты переменного / постоянного тока
На рынке представлены сварочные аппараты, которые могут сваривать как переменным, так и постоянным током. Есть однопроцессорные сварочные аппараты (например, только TIG), а другие — многопроцессорные. Сварщики, работающие с несколькими процессами, могут использовать два из трех основных процессов или даже все три.
Сварочные аппараты переменного / постоянного тока более гибкие, чем аппараты для однополярной сварки, а многопроцессорные сварочные аппараты еще более гибкие.Эти машины могут справиться с любой задачей, которую вы хотите взять на себя. Конечно, большим недостатком сварочных аппаратов постоянного и переменного тока является цена. Добавление возможностей означает увеличение расходов. Они хороши, если хочешь взять на себя все, но за это придется платить.
Как определить, какой тип тока использовать
При выборе сварочного аппарата бывает сложно просмотреть всю рекламную информацию, чтобы понять, что именно вы получаете. Если у вас уже есть сварочный аппарат или даже сварочный аппарат как переменного, так и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
По сути, вот для чего вы захотите использовать сварку постоянным током: Сварка над головой или под необычным углом Дополнительные брызги от сварки переменным током — большая проблема, когда вы работаете над головой. Вместо того, чтобы брызгать на свариваемую деталь, вы получаете брызги на себя и свое рабочее место. Постоянный ток уменьшает разбрызгивание и делает вещи более чистыми и безопасными. Если у вас много работы над головой, используйте постоянный ток.
Вместо того, чтобы брызгать на свариваемую деталь, вы получаете брызги на себя и свое рабочее место. Постоянный ток уменьшает разбрызгивание и делает вещи более чистыми и безопасными. Если у вас много работы над головой, используйте постоянный ток.
Вы можете работать немного быстрее со сварными швами постоянным током, что хорошо для тонких металлов.Если вы будете слишком медленно двигаться по тонкой ложи, вы можете прожечь металл, что приведет к еще большему количеству проблем. Скорость важна при сварке листового металла. Все, что замедляет вас, может привести к прожиганию ложи — используйте постоянный ток для листового металла.
Большинство видов сварки TIG Большинство видов сварки TIG лучше всего работают на постоянном токе. Сталь, нержавеющая сталь и медь лучше всего сваривать методом TIG на постоянном токе. Хорошее проплавление, гладкий валик и прочные соединения — все это обеспечивается сваркой TIG на постоянном токе. Некоторые сварочные аппараты TIG работают на переменном / постоянном токе, что позволяет работать с алюминием, а остальные — только на постоянном токе.Они не делают аппаратов для сварки TIG на переменном токе.
Некоторые сварочные аппараты TIG работают на переменном / постоянном токе, что позволяет работать с алюминием, а остальные — только на постоянном токе.Они не делают аппаратов для сварки TIG на переменном токе.
Как и в случае сварки TIG, в этом процессе используются неплавящийся электрод и отдельный присадочный пруток. Для этого требуется установка постоянного тока прямой полярности. При обратной полярности электрод загорится, и переменный ток разрушит его. Одноуглеродистая пайка будет работать только с при постоянном токе прямой полярности.
Вот несколько примеров того, когда использовать сварку переменным током: Небольшое домашнее применение Многие из небольших сварочных аппаратов переменного тока типа «жужжащая коробка» будут работать от бытового тока.Для настройки сварщиков начального уровня не нужно вызывать электрика. Если вы только начинаете или хотите взять с собой портативный сварочный аппарат в магазин вашего приятеля, AC — лучший выбор.
Различные части тяжелого оборудования могут намагничиваться, что требует применения сварщиков на переменном токе. Кроме того, с помощью сварочных аппаратов переменного тока немного легче работать с ржавым или грязным оборудованием, чем с другими процессами. Кроме того, с помощью сварочных аппаратов других типов легче работать на улице, чем с аппаратами других типов, которые подходят для аппаратов переменного тока.
Сварка TIG алюминияБыстрая смена полярности переменного тока оказывает очищающее действие на алюминий. Это предохраняет оксидный слой от загрязнения сварного шва и ослабления соединения. Высококачественные аппараты для сварки TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сваривать алюминий TIG, обязательно приобретите аппарат для сварки TIG на переменном / постоянном токе.
Судостроение и ремонт Длинные прямые стыки между пластинами лучше всего подходят для глубокого проплавления при сварке на переменном токе. Самый цитируемый пример — судостроение. Однако, если вы свариваете грузовой корабль Panamax длиной в тысячу футов или авианосец, вам действительно следует обратиться к техническим характеристикам, а не в Интернете.
Самый цитируемый пример — судостроение. Однако, если вы свариваете грузовой корабль Panamax длиной в тысячу футов или авианосец, вам действительно следует обратиться к техническим характеристикам, а не в Интернете.
Везде, где магнитные поля могут вызвать блуждание дуги, лучше всего использовать сварочный аппарат переменного тока. Намагниченные поля чаще встречаются в стали с высоким содержанием никеля или в трубах, которые были закопаны в течение длительного времени. Это также проблема в соединениях с глубокими пазами или внутренних углах угловых швов.Все это хорошие кандидаты на роль сварщика на переменном токе, а не на постоянном токе.
Когда есть смысл в сварочном аппарате постоянного / переменного тока: Мастер на все руки Если у вас небольшой сварочный цех и вам нужно уметь обрабатывать все, что проходит через дверь, очень гибкий сварщик сделает все возможное. много смысла. С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете работать на переменном или постоянном токе и использовать дуговую сварку, сварку MIG или TIG.
С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете работать на переменном или постоянном токе и использовать дуговую сварку, сварку MIG или TIG.
Иногда нам везет.Может быть, вы купили правильный скретч-билет, или, может быть, бабушка Гортензия прошла и оставила вам немного денег (кстати, извините за вашу потерю). Во всяком случае, бывают моменты в жизни, когда у вас есть деньги, которые нужно потратить. Если вы там, потратьте немного денег на качественный сварочный аппарат постоянного и переменного тока. Вы сможете выполнять все виды сварочных работ, и вы не пожалеете о том, что сделали.
The Takeaway
Есть много разных сварочных аппаратов, каждая из которых имеет уникальные характеристики, требующие определенных материалов и силы тока.Важное различие между сварочными аппаратами на переменном токе и постоянным током.
Понимание этого различия важно при принятии решения, какой вид сварки использовать для проекта или какой тип сварочного аппарата купить. Небольшие сварочные аппараты переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для наилучшей работы необходим ток 220 вольт. В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.
Небольшие сварочные аппараты переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для наилучшей работы необходим ток 220 вольт. В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.
(Если вы все же решите приобрести сварочный аппарат постоянного тока, требующий 220, электрик может установить прерыватель и розетку в вашем магазине или гараже.Это не опасно — 220 — такое же напряжение, какое используется в сушилках для одежды, в духовках и системах отопления, вентиляции и кондиционирования воздуха. Большинство людей не занимаются сваркой, поэтому гаражи не построены с использованием цепей на 220 В.)
Сварочные аппараты переменного тока, как правило, лучшее место для начала, если вы впервые решите заняться сваркой. Дешевле и удобнее владеть, сварочные аппараты переменного тока могут не обеспечивать идеальные сварные швы, но их универсальность делает их лучшим вариантом для любых сварочных работ под солнцем.
Если вам нужно что-то здоровенное и профессиональное, сварщик постоянного тока сделает эту работу.Однако, если вам нужно выполнить сварку в полевых условиях или дома в гараже, сварочный аппарат переменного тока поможет вам начать работу без риска возникновения дуги, что сделает работу быстрее и проще.
* Изображение предоставлено: https://www.flickr.com/photos/natematias/6575916393
Калькулятор энергопотребления сварочного аппарата
Сварочный аппарат является обычным явлением на заводах и в мастерских для сварки металлических деталей. С помощью этого простого калькулятора вы можете рассчитать энергопотребление вашего сварочного аппарата.
Потребляемую мощность сварочного аппарата можно рассчитать, умножив мощность сварочного аппарата на количество рабочих часов.
Например, сварочный аппарат, который подает выходной ток 160 А при 24 В с общим КПД 0,89, имеет номинальную мощность 4,3 кВт. Если использовать его в течение получаса, то мощность, потребляемая сварочным аппаратом, составит 2,15 кВтч.
Расчет энергопотребления при сварке:
Номинальную мощность любого сварочного аппарата можно легко рассчитать, зная выходное напряжение и подаваемый им выходной ток.
Ватт — это скорость, с которой устройство потребляет мощность, а киловатт-час или единица — фактическое энергопотребление устройства. Например, 1 кВт переменного тока имеет номинальную мощность 1 кВт, что означает, что он будет потреблять мощность со скоростью 1 кВт, следовательно, если переменный ток включен в течение двух часов, он будет потреблять 2 кВт-ч или единицу электроэнергии . Узнайте больше о ваттах и кВтч
Например, если у вас есть сварочный аппарат, который выдает выходной ток 160 А при 24 В, а общий КПД аппарата равен 0.89 тогда номинальная мощность сварочного аппарата составляет,
Мощность (кВт) = (Выходное напряжение X Выходной ток) / КПД
Мощность (кВт) = (24 X 160) / 0,89
Мощность (кВт) = 4,314 кВт.
Следовательно, номинальная выходная мощность сварочного утюга составляет 4,314 кВт.
Мы можем использовать эти знания для расчета мощности, потребляемой сварочным аппаратом за час.
Для расчета потребляемой мощности сварочного аппарата необходимо умножить мощность сварочного аппарата на количество рабочих часов.
Например, если мы используем такой же сварочный аппарат в течение 1 часа сварки, то потребляемая мощность составит 4,314 кВт X 1 час, 4,314 кВтч.
Для расчета энергопотребления сварочного аппарата используйте калькулятор ниже.
Калькулятор энергопотребления сварочного аппарата:
Как интерпретировать результат:
После расчета энергопотребления сварочного аппарата в течение часа можно подумать, что потребление энергии слишком велико, но на самом деле мы редко сохраняем сварочный аппарат ВКЛЮЧЕН уже давно.
На максимальном уровне сварка выполняется в течение 5–10 минут за один проход, а затем есть некоторое время ожидания, прежде чем мы возобновим работу. Следовательно, каждый час, в течение которого мы используем сварочный аппарат, 30% времени уходит на замену сварочных стержней, зажим заготовки или выполнение других регулировок.
Следовательно, каждый час, в течение которого мы используем сварочный аппарат, 30% времени уходит на замену сварочных стержней, зажим заготовки или выполнение других регулировок.
Советы по снижению энергопотребления сварочного железа:
Рассмотрите возможность перехода на инверторную технологию — Портативные и легкие инверторные источники сварочного тока обеспечивают точный запуск дуги и расширенные средства управления мощностью, которые позволяют сварщикам точно настраивать мощность сварки к желаемым параметрам.
Технология, лежащая в основе этих устройств, предоставляет производителям источник питания, который может выполнять порошковую сварку с большим и низким током, сварку стержневой сваркой, сварку TIG и MIG, не говоря уже о дуговой строжке и даже дуговой сварке под флюсом CV.
Если вам нравится этот калькулятор, поделитесь им в Facebook, WhatsApp, Reddit и Pinterest.
Спасибо 🙂
Ссылки:
Общие сведения о рабочем цикле сварочных аппаратов
Одна из характеристик, которые нам необходимо знать о конкретном сварочном аппарате, — это его рабочий цикл. Рабочий цикл дает вам представление о том, как долго и как долго вы можете проработать сварочный аппарат, прежде чем он перегреется и отключится. К сожалению, иногда у нас возникают проблемы с машинами, превышающими рабочий цикл, когда этого не должно быть или когда мы думаем, что этого не должно быть.
Рабочий цикл дает вам представление о том, как долго и как долго вы можете проработать сварочный аппарат, прежде чем он перегреется и отключится. К сожалению, иногда у нас возникают проблемы с машинами, превышающими рабочий цикл, когда этого не должно быть или когда мы думаем, что этого не должно быть.
Хотя время от времени машина может иметь неисправный термостат, основная проблема тепловой перегрузки на самом деле заключается в превышении рабочего цикла. Разочарование возникает в основном из-за отсутствия подробного объяснения рабочего цикла.Обычно мы слышим: «Этот сварщик имеет рабочий цикл 30% при 150 А». И хотя это может быть правильно, но не учитывается важная информация, такая как сварочное напряжение, температура окружающей среды и надлежащая вентиляция.
Давайте взглянем на Millermatic 211:
.Краткие характеристики Millermatic 211
Рабочий цикл — это количество минут из 10-минутного периода, в течение которого сварщик может работать непрерывно.
Согласно спецификации Millermatic 211, опубликованной на сайте Miller Electric, эта машина имеет рабочий цикл 30% при номинальной выходной мощности 150 А при входной мощности 230 В переменного тока.Большинство производителей так и поступают. У них есть аппарат, который может сваривать, как и этот, до 210 ампер. Название также предполагает это (211), но номинальная выходная мощность для рабочего цикла составляет 150 ампер. Если кто-то услышит, что у этой машины рабочий цикл 30%, они могут предположить, что 30% при полной мощности. Они быстро выяснили, что при 210 А рабочий цикл намного меньше.
Согласно определению рабочего цикла, приведенному выше, Millermatic может непрерывно сваривать при 150 А в течение 3 минут, а затем должен отдыхать в течение 7 минут.Публикуемые рабочие циклы иногда консервативны, и вы можете немного увеличить их и получить еще несколько минут сварки.
Итак, почему ваш сварщик отключает работу раньше этих трех минут, если вы выполняете сварку при токе 150 ампер?
Этому способствуют три фактора:
Напряжение — Обычно не учитывается сварочное напряжение. Рабочий цикл состояния 30% при 150 ампер при 23,5 вольт. Однако, если мы увеличим напряжение до 25 вольт, рабочий цикл при 150 ампер будет ниже.Это может привести к выключению устройства всего через 2 минуты.
Рабочий цикл состояния 30% при 150 ампер при 23,5 вольт. Однако, если мы увеличим напряжение до 25 вольт, рабочий цикл при 150 ампер будет ниже.Это может привести к выключению устройства всего через 2 минуты.
Температура окружающей среды — Это редко указывается в технических характеристиках любого производителя. Большинство рабочих циклов основаны на температуре окружающей среды 70F. Если температура в цехе составляет 100F, а вы выполняете сварку при 150 А и 23,5 В, у вас может быть рабочий цикл, который намного ниже 30%. Помните, что для охлаждения в машине используется вентилятор, но чем горячее воздух в цехе, тем ниже охлаждающий эффект, который он оказывает на внутренние компоненты.
Вентиляция — Если машина опирается на стену, это уменьшает воздушный поток, создаваемый вентилятором. Оставьте не менее 10–12 дюймов зазора между устройством и стеной. Без надлежащего воздушного потока машина не охлаждается так эффективно, что сокращает рабочий цикл.