цены от 802 рублей, отзывы, производители, поиск и каталог моделей
Другой город Абакан Алдан Александров Алексин Анапа Ангарск Апрелевка Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Брёхово Бугульма Бугуруслан Бузулук Великие Луки Великий Новгород Верхняя Пышма Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Волоколамск Воронеж Воскресенск Воткинск Выборг Вышний Волочек Вязники Вязьма Геленджик Глазов Голицыно Горячий Ключ Грозный Гусь-Хрустальный Дзержинск Димитровград Дмитров Долгопрудный Домодедово Донской Дубна Егорьевск Екатеринбург Елабуга Елец Ессентуки Железногорск Железнодорожный Жигулевск Жуковский Звенигород Зеленоград Зеленодольск Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл.
Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл. Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль
Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль
Ваш город
Нижний Новгород
 Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл.
Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл. Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль Продолжить
Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль Продолжитьцены от 5 188 рублей, отзывы, производители, поиск и каталог моделей
Другой город Абакан Алдан Александров Алексин Анапа Ангарск Апрелевка Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Брёхово Бугульма Бугуруслан Бузулук Великие Луки Великий Новгород Верхняя Пышма Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Волоколамск Воронеж Воскресенск Воткинск Выборг Вышний Волочек Вязники Вязьма Геленджик Глазов Голицыно Горячий Ключ Грозный Гусь-Хрустальный Дзержинск Димитровград Дмитров Долгопрудный Домодедово Донской Дубна Егорьевск Екатеринбург Елабуга Елец Ессентуки Железногорск Железнодорожный Жигулевск Жуковский Звенигород Зеленоград Зеленодольск Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл.
Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл. Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль
Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль
Ваш город
Ярославль
 Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл.
Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красково Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новая Адыгея Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Темрюк Тимашевск Тольятти Томск Троицк Московская обл. Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль Продолжить
Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль ПродолжитьКакая нужна сварочная проволока для полуавтомата и как её выбрать
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
Смотрим видео, критерии выбора материала:
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора).
Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.

Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.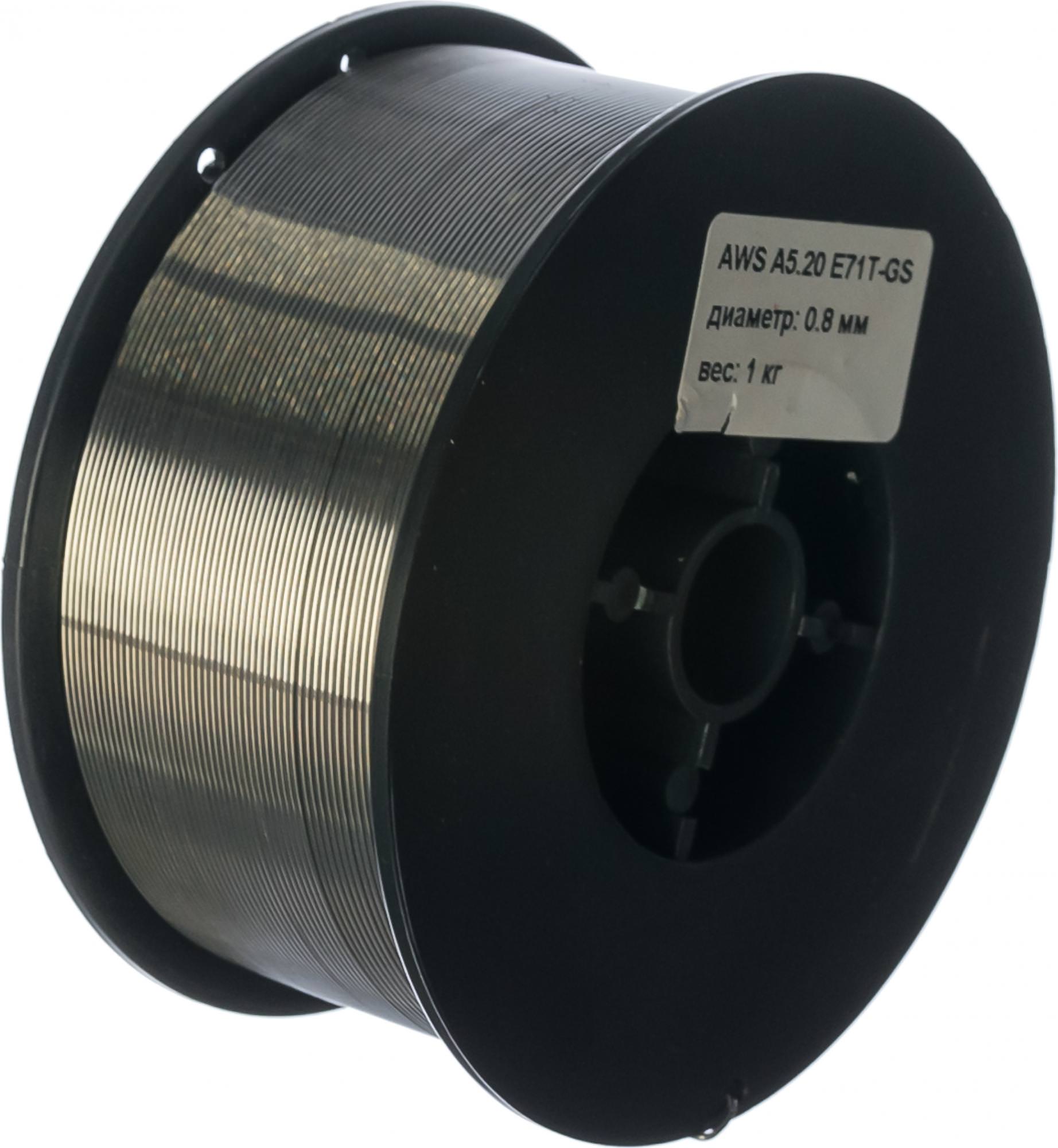
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
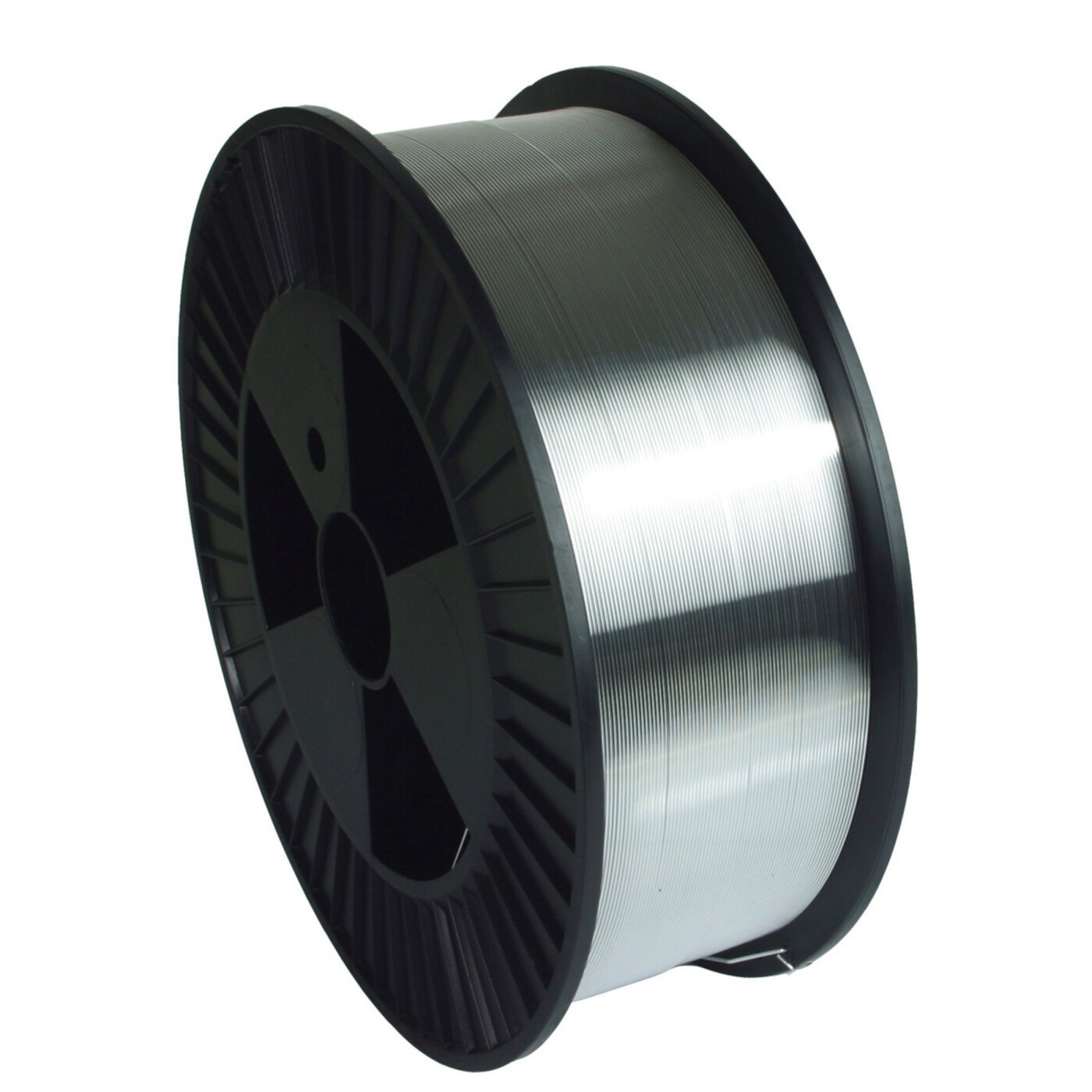
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали
Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.
Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Сварочная проволока для полуавтоматов. Советы по выбору
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.
В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Проволока порошковая | ООО «ЮВЕЛ ЛТД»
Проволока порошковая FILARC PZ6114S Esab Ø 1.2 мм. Стоимость от количества — в «Доступных вари..
72.00 грн
Без НДС: 72.00 грн
Проволока сварочная Hyundai Supercored 71 Ø 1.2 мм.
Стоимость от количества — в «Доступны.
67.00 грн
Без НДС: 67.00 грн
Проволока сварочная Hyundai Supercored 71H Ø 1.2 мм (15 кг). Стоимость от количества — в «Дост..
65.00 грн
Без НДС: 65.00 грн
Проволока порошковая наплавочная UTP AF Robotic 603 Ø 1.2 мм. Омедненная бесшовная металл-по..
198.00 грн
Без НДС: 198.00 грн
Проволока порошковая E71T-GS диаметр 0.8 мм самозащитная 1 кг. Смотрите «Доступные вар..
235.00 грн
Без НДС: 235. 00 грн
00 грн
Проволока порошковая E71T-8 диаметр 0.8 мм самозащитная 1 кг. Смотрите «Доступные..
235.00 грн
Без НДС: 235.00 грн
Проволока порошковая SPEEDARC X70T4-K2 Ø 1.6 мм. Легированная никелем для повышения ударной вязкост..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая ПП-Нп-350Х0Б8Т2. Химический состав наплавленного металла:….. Нп-..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая SK D15-G Ø 1. 6 мм.
Твердость: &n..
6 мм.
Твердость: &n..
225.00 грн
Без НДС: 225.00 грн
Порошковая проволока ПП-АН1 диаметр 2.8 мм. Защитный газ: самозащитная (без защитного газа). ГОСТ ..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая ПП-Нп-14ГСТ. Химический состав наплавленного металла: проволо..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая Велтек-Н250РМ. Химический состав наплавленного металла:….. Нп-14..
0. 00 грн
00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая ВЕЛТЕК Н290. Химический состав наплавленного металла: пр..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая Велтек-Н560. Химический состав наплавленного металла:….. Нп-90Х4..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная порошковая Велтек-Н565. Химический состав наплавленного металла:….. Нп-50Х6..
0.00 грн
Без НДС: 0.00 грн
Порошковая проволока OK Tubrod 15. 14 Ø 1.2 мм Esab.
Тип: &n..
14 Ø 1.2 мм Esab.
Тип: &n..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная OK Tubrodur 35 O M Ø 1.6 мм Esab. Тип: &nb..
0.00 грн
Без НДС: 0.00 грн
Порошковая проволока Shield-Bright 316L X-tra (OK Tubrod 14.31) Ø 1.2 мм Esab. Тип: ..
0.00 грн
Без НДС: 0.00 грн
Проволока наплавочная OK Tubrodur 14.71 Ø 1.6 мм Esab. Тип: &nbs..
0. 00 грн
00 грн
Без НДС: 0.00 грн
Порошковая проволока используется для увеличения производительности сварочных работ, а также для получения хорошего внешнего вида шва. Риск появления непроваров и несплавлений, а также образования пор минимален. Сварка и наплавка порошковой проволокой — это надежный сварочный процесс, обеспечивающий хорошие механические свойства шва. Процесс легко автоматизируется и механизируется.
Купить проволоку порошковую Вы можете в сети магазинов «ЗВАРЮВАННЯ».Порошковую проволоку купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Проволока порошковая купить. Проволока порошковая Кривой Рог купить. Проволока сварочная порошковая купить. Проволока порошковая цена.
Выбор порошковой проволоки
Если сварка сплошной проволокой удовлетворительна, зачем использовать более дорогую порошковую проволоку? Порошковая проволока оптимизирована для получения характеристик, недоступных для сплошной проволоки. Для многих сварочных работ, таких как сварка вертикально вверх, плоская сварка, сварка поверх гальванизированной стали или сварка трудно свариваемых сталей, порошковая проволока может сделать это лучше и быстрее. Хотя газовая дуговая сварка (GMAW) твердой проволокой из низкоуглеродистой стали популярна, проста в использовании и эффективна для многих применений, у нее есть ограничения и недостатки. Например, GMAW является медленным при сварке в нерабочем положении. Это либо ограничивается передачей короткого замыкания, которая ограничена многими стандартами сварки из-за тенденции к неплавлению, либо передачей импульсов, требующей специального источника сварочного тока. Также требуется очень чистая сталь.
Например, GMAW является медленным при сварке в нерабочем положении. Это либо ограничивается передачей короткого замыкания, которая ограничена многими стандартами сварки из-за тенденции к неплавлению, либо передачей импульсов, требующей специального источника сварочного тока. Также требуется очень чистая сталь.
Возможность добавлять различные материалы в сердцевину сварочной проволоки позволяет значительно улучшить рабочие характеристики. Шлакообразователи добавляются для защиты сварочной ванны, а также для придания формы и поддержки сварному шву. Железный порошок используется для увеличения скорости осаждения.Порошковые сплавы добавляют для получения низколегированных отложений или улучшения механических свойств. Поглотители и флюсы используются для очистки металла шва.
Порошковая сварочная проволока с защитным газом (FCAW-G) была представлена на рынке примерно в 1957 году. Самозащитная проволока для дуговой сварки с флюсовой сердцевиной (FCAW-S) была представлена на рынке позже, примерно в 1961 году.
Основные ингредиенты для проволоки FCAW-G были разработаны таким образом, чтобы получить характеристики, недостижимые для сплошной проволоки GMAW.Поскольку вся защита обеспечивается защитным газом, материалы сердцевины могут быть тщательно выбраны, чтобы максимизировать производительность сварки в определенной области, например, для получения плавного переноса распылением со 100% защитным газом из двуокиси углерода, а скорость сварки в два раза выше при сварке. вертикальное положение.
Провода FCAW-S, с другой стороны, материалы сердечника должны обеспечивать полное экранирование. Материалы сердечника создают собственные защитные газы, шлакообразователи и составы для улучшения сварочной ванны.Преимущества самозащитной порошковой проволоки заключаются в ее простоте. Их можно использовать на открытом воздухе при сильном ветре без навесов и дополнительного оборудования, необходимого для защиты от газов.
Существует несколько популярных типов порошковой проволоки и способы повышения производительности сварки:
Для полуавтоматической сварки в нерабочем положении проволока E71T-1 обеспечивает непревзойденные характеристики. Его быстро замерзающий рутиловый шлак обеспечивает высочайшую производительность наплавки в вертикальном положении, до 7 фунтов в час, не имеющую себе равных в любом другом процессе полуавтоматической дуговой сварки.Кроме того, проволока E71T-1 обеспечивает исключительно гладкую сварочную дугу и минимальное разбрызгивание даже при 100% защитном газе из двуокиси углерода. Смеси аргона и углекислого газа используются для получения максимально гладкой дуги и наилучших характеристик в нерабочем положении. Это причины, по которым E71T-1 является самой популярной в мире порошковой проволокой. Это лучший выбор для судостроения, производства конструкционной стали и стальных конструкций общего назначения.
Его быстро замерзающий рутиловый шлак обеспечивает высочайшую производительность наплавки в вертикальном положении, до 7 фунтов в час, не имеющую себе равных в любом другом процессе полуавтоматической дуговой сварки.Кроме того, проволока E71T-1 обеспечивает исключительно гладкую сварочную дугу и минимальное разбрызгивание даже при 100% защитном газе из двуокиси углерода. Смеси аргона и углекислого газа используются для получения максимально гладкой дуги и наилучших характеристик в нерабочем положении. Это причины, по которым E71T-1 является самой популярной в мире порошковой проволокой. Это лучший выбор для судостроения, производства конструкционной стали и стальных конструкций общего назначения.
Для полуавтоматической сварки в нерабочем положении без защитного газа проволока E71T-8 обеспечивает самую высокую производительность наплавки.Lincoln Electric NR®-232 может выдерживать 4,5 фунта / час. в вертикальном положении вверх на 50% быстрее, чем другие провода E71T-8. Поскольку этот провод является самозащитным, он широко используется на открытом воздухе и при полевом монтаже конструкционной стали.
Для полуавтоматической сварки в плоском положении самый быстрый способ соединения толстых стальных листов — это E70T-4. Он предлагает самую высокую скорость полуавтоматического напыления, до 40 фунтов в час. Эта проволока широко используется для соединения толстых сталей, где нет требований к ударной вязкости по Шарпи.Этот провод также является самозащитным, что позволяет легко использовать его на открытом воздухе.
Самая высокая производительность наплавки для порошковой газозащитной проволоки — E70T-1. По сравнению с E70T-4, они предлагают несколько более низкую скорость наплавки — до 30 фунтов в час, но они предлагают более плавную сварочную дугу и свойства ударной вязкости по Шарпи. Он предлагает более высокие скорости осаждения, чем GMAW, обрабатывает более грязные пластины и использует более дешевый 100% защитный газ из двуокиси углерода. E70T-1 широко используются в цехах по производству металлоконструкций.
Для сварки листовой стали с покрытием и оцинкованной стали предпочтительнее использовать проволоку E71T-14. Самозащитный провод E71T-14 имеет сердечник, который взрывается в дуге, улетучивая стальное покрытие, сводя к минимуму образование трещин и пористость. Результат — более высокое качество сварных швов и высокая скорость сварки. Проволока Э71Т-14 широко используется в автомобильной промышленности для изготовления оцинкованной стали.
Самозащитный провод E71T-14 имеет сердечник, который взрывается в дуге, улетучивая стальное покрытие, сводя к минимуму образование трещин и пористость. Результат — более высокое качество сварных швов и высокая скорость сварки. Проволока Э71Т-14 широко используется в автомобильной промышленности для изготовления оцинкованной стали.
Какой самый быстрый способ сваривать трудносвариваемые стали? Экранированная газовая проволока E70T-5 обеспечивает отличную стойкость к растрескиванию на трудно свариваемых сталях, таких как закаленная и отпущенная сталь T-1, износостойкие стали и стали без механической обработки.E70T-5 имеет базовую шлаковую систему, аналогичную стержневому электроду 7018, которая удаляет фосфор и серу из металла шва, что может вызвать растрескивание, пористость и низкую ударную вязкость. E70T-5 имеют самый низкий уровень диффундирующего водорода среди порошковых проволок, что приводит к отличной стойкости к замедленному водородному растрескиванию, так как. Кроме того, они обладают исключительной ударной вязкостью по Шарпи.
Порошковая проволока обеспечивает более высокую производительность для многих полуавтоматических сварочных работ с низкоуглеродистой сталью:
E71T-1 (FCAW-G): максимальная производительность наплавки вне позиции.
E71T-8 (FCAW-S): высочайшая производительность наплавки вне рабочего места без защитного газа.
E70T-4 (FCAW-S): высочайшая производительность наплавки в плоском положении.
E70T-1 (FCAW-G): Наивысшая производительность наплавки на ровной поверхности со свойствами Шарпи.
E71T-14 (FCAW-S): самая высокая скорость движения по оцинкованной стали и стали с покрытием.
E70T-5 (FCAW-G): самый быстрый способ сварки трудносвариваемых сталей.
Зачем ограничиваться сплошной проволокой, если порошковая проволока может сделать это лучше и быстрее? Выберите порошковую проволоку, оптимизированную для вашего сварочного применения.Используйте его, чтобы повысить производительность и снизить затраты на сварку.
Дуговая сварка порошковой проволокой (FCAW)
Этот сертификат предназначен для обучения студентов дуговой сварке порошковой проволокой (FCAW-G и FCAW-S). Это полуавтоматический процесс сварки, который часто используется для замены дуговой сварки экранированным металлом (SMAW) во многих промышленных приложениях. Подчеркиваются отраслевые сертификаты.
| Обязательные курсы: | Единицы | |
| СВАРКА 010 | Введение в сварку | 2 |
| СВАРКА 090 | Дуговая сварка порошковым электродом в защитных газах | 4 |
| СВАРОЧНЫЙ 091 | Дуговая сварка порошковой проволокой — Самозащитное покрытие | 4 |
| СВАРКА 092 | Дуговая сварка порошковой проволокой — Advanced | 3 |
| Итого | 13 | |
РЕЗУЛЬТАТЫ УРОВНЯ ПРОГРАММЫ:
| ||
Раскрытие информации о доходах
Показатели своевременного завершения и сметная стоимость программы
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 ГРУППА ЭСАБ, ИНК. УРОК
II 2.5.3
Текущий
Плотность — порошковая
дуговая сварка использует те же принципы тока
плотность, как описано в разделе 2.4.1,
но есть одно существенное различие между флюсом
порошковый электрод и твердый электрод.
С помощью порошкового электрода ингредиенты гранулированного сердечника
являются плохими электрическими проводниками, и поэтому ток передается в основном
через внешнюю металлическую обшивку.
Когда равный диаметр
поперечное сечение двух сравнивается (см. рисунок 19),
видно, что порошковый электрод имеет
меньшая токопроводящая поверхность, чем у сплошного электрода.Эта большая концентрация тока
на меньшей площади увеличивает выгорание
ставка. 2.5.3.1
Когда все остальные факторы равны,
скорость нанесения порошковой проволоки
электрод несколько выше, чем
твердый электрод.
2.5.4
ОБОРУДОВАНИЕ
— Для дуговой сварки порошковой проволокой используется такое же оборудование, как и
показано ранее в Разделе 2.3.2.2,
Рисунок 12, за исключением того, что метод самоэкранирования
не нуждается во внешнем газовом аппарате.
УРОК
II 2.5.3
Текущий
Плотность — порошковая
дуговая сварка использует те же принципы тока
плотность, как описано в разделе 2.4.1,
но есть одно существенное различие между флюсом
порошковый электрод и твердый электрод.
С помощью порошкового электрода ингредиенты гранулированного сердечника
являются плохими электрическими проводниками, и поэтому ток передается в основном
через внешнюю металлическую обшивку.
Когда равный диаметр
поперечное сечение двух сравнивается (см. рисунок 19),
видно, что порошковый электрод имеет
меньшая токопроводящая поверхность, чем у сплошного электрода.Эта большая концентрация тока
на меньшей площади увеличивает выгорание
ставка. 2.5.3.1
Когда все остальные факторы равны,
скорость нанесения порошковой проволоки
электрод несколько выше, чем
твердый электрод.
2.5.4
ОБОРУДОВАНИЕ
— Для дуговой сварки порошковой проволокой используется такое же оборудование, как и
показано ранее в Разделе 2.3.2.2,
Рисунок 12, за исключением того, что метод самоэкранирования
не нуждается во внешнем газовом аппарате. 2.5.4.1
Дуговая сварка порошковой проволокой выполняется с
постоянный ток. Все электроды с газовой защитой
предназначены для работы в DCEP. В
самозащитные электроды либо разработаны специально
для DCEN или DCEP. 2.5.5
Сила
Источник — Рекомендуемый
Источник питания — постоянный ток постоянного напряжения
тип. Тип постоянного тока можно использовать, но с менее удовлетворительными результатами.
2.5.6
Проволока
Питатель — Функция
механизма подачи проволоки в FCAW такой же, как описано в
раздел по GMAW.Поскольку
Порошковый электрод трубчатый по конструкции, меры предосторожности
необходимо принять меры, чтобы электрод не сплющивался.
Для облегчения кормления средствами, отличными от давления
отдельно, специально разработанные подающие ролики
с рифленой или рифленой поверхностью. Некоторые кормушки
используйте четыре подающих ролика вместо двух
для минимизации удельного давления на электрод. 2.5.7
В
Сварочный пистолет
— По сравнению с GMAW, основное отличие сварки FCAW
оружие есть в тех, которые используются с самообслуживанием
процесс экранирования.
2.5.4.1
Дуговая сварка порошковой проволокой выполняется с
постоянный ток. Все электроды с газовой защитой
предназначены для работы в DCEP. В
самозащитные электроды либо разработаны специально
для DCEN или DCEP. 2.5.5
Сила
Источник — Рекомендуемый
Источник питания — постоянный ток постоянного напряжения
тип. Тип постоянного тока можно использовать, но с менее удовлетворительными результатами.
2.5.6
Проволока
Питатель — Функция
механизма подачи проволоки в FCAW такой же, как описано в
раздел по GMAW.Поскольку
Порошковый электрод трубчатый по конструкции, меры предосторожности
необходимо принять меры, чтобы электрод не сплющивался.
Для облегчения кормления средствами, отличными от давления
отдельно, специально разработанные подающие ролики
с рифленой или рифленой поверхностью. Некоторые кормушки
используйте четыре подающих ролика вместо двух
для минимизации удельного давления на электрод. 2.5.7
В
Сварочный пистолет
— По сравнению с GMAW, основное отличие сварки FCAW
оружие есть в тех, которые используются с самообслуживанием
процесс экранирования. Пистолет несколько компактнее за счет
к отсутствию внешней газовой защиты
сопло. Поскольку процесс самозащиты обычно требует
при более длинном удлинении электрода самозащитный пистолет может иметь изолированную направляющую.
трубка (Обратитесь назад
рис.18), чтобы электрод был устойчивым. Пистолеты с водяным охлаждением
доступен для высоких
режим полуавтоматической сварки и для автоматической сварки. ФИГУРА
19 ТЕКУЩИЙ ПУТЬ
1/16 «ФЛЮС ЯДЕРНЫЙ
ЭЛЕКТРОД 1/16 »
ТВЕРДЫЙ ЭЛЕКТРОД
Пистолет несколько компактнее за счет
к отсутствию внешней газовой защиты
сопло. Поскольку процесс самозащиты обычно требует
при более длинном удлинении электрода самозащитный пистолет может иметь изолированную направляющую.
трубка (Обратитесь назад
рис.18), чтобы электрод был устойчивым. Пистолеты с водяным охлаждением
доступен для высоких
режим полуавтоматической сварки и для автоматической сварки. ФИГУРА
19 ТЕКУЩИЙ ПУТЬ
1/16 «ФЛЮС ЯДЕРНЫЙ
ЭЛЕКТРОД 1/16 »
ТВЕРДЫЙ ЭЛЕКТРОДАспекты порошковой дуговой сварки
Как следует из названия, дуговая сварка порошковой проволокой — это тип автоматического или полуавтоматического процесса дуговой сварки, в котором используется трубчатый электрод, содержащий флюс, а не твердый электрод.Этот электрод с флюсовой сердцевиной делает FCAW идеальным выбором для многих современных требований к сварке.
Существует два типа дуговой сварки порошковой проволокой: для одной требуется подача защитного газа извне, а для другой — с самозащитой. Самозащитный тип FCAW получает защитный газ от трубчатого электрода с непрерывной подачей. Этот электрод не только содержит флюс, но также содержит ингредиенты, которые создают защитный газ, когда электрод вступает в контакт с очень высокой температурой сварщика.Газ защищает дугу и расплавленный металл от атмосферы.
Преимущества FCAWFCAW имеет ряд преимуществ перед другими методами сварки. Например, дуговая сварка порошковой проволокой имеет более высокую скорость наплавки, чем сварка MIG. Фактически, он может наплавлять по крайней мере в три раза больше сварного шва в час, чем сварка MIG. Кроме того, с FCAW выполняется меньше перезапусков, что снижает вероятность возникновения дефектов в области перезапуска.
Помимо высокой скорости наплавки, порошковая сварка может выполняться на открытом воздухе, даже в ветреную погоду, и при этом обеспечивать прочный и качественный сварной шов. Это преимущество делает FCAW популярным выбором в строительстве и сельском хозяйстве.
Это преимущество делает FCAW популярным выбором в строительстве и сельском хозяйстве.
Электрод, используемый в FCAW, торчит длиннее, чем проволока, используемая при дуговой сварке металлическим электродом в газе. Это позволяет сварщику намного легче видеть и контролировать расплавленную лужу.
Порошковые электроды содержат раскислители, уменьшающие или устраняющие пористость сварных швов.
Процесс FCAW может выполняться во всех положениях с помощью подходящего расходуемого электрода.
Насадки FCAWФлюсовые проволоки для FCAW имеют диаметр от 0,035 дюйма до 1/8 дюйма. Диаметр наиболее часто используемой проволоки в FCAW составляет 0,045 дюйма. Проволока большего диаметра позволяет сварщику выполнять сварку при более высоком уровне тока.
Пористый сварной шов — это слабый сварной шов. Несмотря на то, что проволока FCAW содержит раскислители, рекомендуется тщательно очистить зону сварного шва, чтобы предотвратить образование пористости. Это означает удаление с металла грязи, масла, ржавчины, краски или покрытия, жира и любого другого мусора.
Это означает удаление с металла грязи, масла, ржавчины, краски или покрытия, жира и любого другого мусора.
Для получения желаемых результатов сварки, как правило, требуется поддержание надлежащего тепловложения. Этого можно достичь, поддерживая постоянную скорость движения сварного шва, а также постоянный ток или напряжение.
Дополнительные аспекты FCAWДуговую сварку порошковой проволокой нельзя использовать для сварки экзотических цветных металлов, включая алюминий.Однако FCAW хорошо работает с большинством углеродистых сталей, сплавами на основе никеля, чугуном и некоторыми нержавеющими сталями.
Самозащитные электроды выделяют токсичные пары. При работе с этим типом электродов сварщику необходимо обеспечить надлежащую вентиляцию рабочей зоны или использовать герметичную защитную маску, обеспечивающую приток свежего воздуха.
Ресурсов:
Линкольн Электрик Ко.
Wikipedia.org
Miller Electric Mfg.Ко.
Статьи по теме:
Порошковая проволока против сплошной проволоки
Что такое сварка порошковой проволокой?
Fab Times | Один из самых популярных способов сварки без компрессора
.Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический или автоматический метод дуговой сварки с использованием непрерывно подаваемого трубчатого расходуемого электрода, содержащего флюс и источник постоянного напряжения или, что реже, сварочного источника постоянного тока.
Часто FCAW использует имеющийся извне защитный газ. В основном сам флюс присутствует и полагается на свой газ, защищая его от атмосферных газов.
Развитие
FCAW — это один из наиболее гибких и широко используемых методов дуговой сварки. SMAW использует электрическую дугу, горящую между стержневым электродом в оболочке и основным металлом. Плавильный электрод в оболочке образует защитный газ, защищающий расплав, что означает, что SMAW не требует внешнего источника защитных газов.
Плавильный электрод в оболочке образует защитный газ, защищающий расплав, что означает, что SMAW не требует внешнего источника защитных газов.
SMAW стал популярным, потому что требования к оборудованию просты; он портативный, простой в использовании на открытом воздухе и хорошо работает с различными металлами и толщиной. Однако есть существенных недостатка использования SMAW в промышленных масштабах, ограничивающих его рост, в том числе
Штучные электроды, используемые в SMAW, не требуются для метода FCAW. По этой причине в сочетании с перечисленными выше недостатками FCAW превратилась в предпочтительную альтернативу SMAW.
FCAW Типы
Существует двух основных типов FCAW :
Без защитного газа
Порошковый электрод, используемый в FCAW, генерирует собственный защитный газ для защиты сварного шва. Таким образом, FCAW часто может выполняться без дополнительного защитного газа без ущерба для качества сварки.
Это исключает затраты и настройку, связанные с отдельной системой защитного газа. FCAW без защитного газа эффективен для более тонких металлов в плоском положении. Отсутствие защитного газа также позволяет этому процессу быть эффективным на открытом воздухе или в ветреную среду, которая рассеивает защитный газ.
 Это исключает затраты и настройку, связанные с отдельной системой защитного газа. FCAW без защитного газа эффективен для более тонких металлов в плоском положении. Отсутствие защитного газа также позволяет этому процессу быть эффективным на открытом воздухе или в ветреную среду, которая рассеивает защитный газ.
Это исключает затраты и настройку, связанные с отдельной системой защитного газа. FCAW без защитного газа эффективен для более тонких металлов в плоском положении. Отсутствие защитного газа также позволяет этому процессу быть эффективным на открытом воздухе или в ветреную среду, которая рассеивает защитный газ.С защитным газом
Для сварки толстых металлов в смещенном состоянии, особенно для сварки конструкционной стали, можно использовать FCAW с защитным газом для повышения качества и стабильности. Это часто называют сваркой «дуэльным экраном», поскольку для защиты сварного шва используются как защитный газ, так и флюс. Этот процесс лучше использовать в контролируемой среде, такой как производственный цех, где ветер не мешает защитному газу. Защитный газ обычно представляет собой диоксид углерода (CO2) или смесь аргона и диоксида углерода, такую как C-25, которая содержит 75% аргона и 25% диоксида углерода.
Флюс в сердечнике
Важным элементом процесса FCAW является сварочный флюс. Сварочный флюс представляет собой химический очищающий агент , предотвращающий соединение сварного шва с окружающими материалами, присутствующими во время сварки.
Сварочный флюс представляет собой химический очищающий агент , предотвращающий соединение сварного шва с окружающими материалами, присутствующими во время сварки.
Основная функция сварочного флюса заключается в окислении основного и присадочного материалов в процессе сварки. Сварочный флюс — это вещество, которое почти инертно при средней комнатной температуре, но может сильно уменьшаться при воздействии более высоких температур, чтобы предотвратить образование оксида металла.
Флюс растворяет оксиды на поверхности металла, которые способствуют смачиванию расплавленного металла, действует как барьер для кислорода и сводит к минимуму окисление. Флюсы используются для создания поверхности для смачивания припоя.
Однако флюс может содержать бром и хлор и оставаться коррозионным после процесса пайки, впоследствии вызывая коррозию поверхности во время производства или эксплуатации. Поэтому были разработаны методы тестирования и очистки, чтобы гарантировать, что поверхность после процесса не подвергнется коррозии.
Наиболее распространенные испытания предназначены для определения коррозионных свойств остатков флюса в экстремальных условиях. Таблетка припоя плавится во время испытаний, когда она контактирует с флюсом по металлическому листу. После этого припой подвергается воздействию различной влажности. Образовавшаяся коррозия затем оценивается визуально.

Флюс также напрямую влияет на прочность сварного шва. Чем меньше кислорода присутствует в сварном шве, тем прочнее сварной шов.
A краткое описание Flux :
Выбор материала флюса зависит от используемых металлов.Помимо предотвращения образования оксидов, сварочный флюс также:
- Создает защитный шлак над расплавленным металлом
- Удаляет загрязнения с металла мотеля
- Уменьшает разбрызгивание
- Предотвращает затвердевание, замедляя время охлаждения и т. Д.
Флюсы находят применение в дуговой сварке защищенных металлов (SMAW), дуговой сварке порошковой проволокой (FCAW) и дуговой сварке под флюсом (SAW).

Процесс FCAW
FCAW не использует внешние защитные газы, а полагается на защиту самого электрода с флюсовым сердечником.Этот электрод обеспечивает газовую защиту и даже создает шлак, окружающий расплавленный металл сварного шва, поддерживая его.
Сердечник присадочной проволоки содержит флюс, образующий шлак, и материалы, содержащие защитные газы, сгорающие от тепла сварочной дуги. Защитный флюс позволяет проводить сварку на открытом воздухе даже при сильном ветре без дополнительного защитного газа.
Weldnotes.com публикует пятиминутное видео с описанием FCAW.
FCAW Использование в промышленности
Сварка сердечником из флюса хорошо работает с более толстыми швами из-за более глубокого проплавления.Сварщик может сваривать во всех направлениях, держа горелку под разными углами. Эти два факта, наряду с отсутствием необходимости в высоком уровне квалификации, делают FCAW хорошо подходящим для судостроения, общего ремонта, подводной сварки, сварки трубопроводов и других производственных процессов.
Эти два факта, наряду с отсутствием необходимости в высоком уровне квалификации, делают FCAW хорошо подходящим для судостроения, общего ремонта, подводной сварки, сварки трубопроводов и других производственных процессов.
Школа сварки Талса объясняет еще одно преимущество использования FCAW в промышленных целях:
Скорость нанесения присадочного материала для сварки сердечником из флюса является самой высокой из всех других методов.В то время как сварщик MIG может укладывать до 8 фунтов проволоки в час, сварщик с сердечником из флюса может подавать до 25 фунтов в час. Для крупных проектов с сжатыми сроками сварка флюсовым сердечником может быть спасительным средством, особенно при промышленном производстве и ремонте, когда обрабатываются большие заказы.
FCAW Преимущества
FCAW обладает уникальными свойствами, которые дают ему некоторые преимущества перед другими методами сварки. Нет необходимости в дополнительном баке с защитным газом, повышающим мобильность. Однако было бы лучше, если бы вы взвесили мобильность над дымом: FCAW создает больше дыма, чем сварка MIG, для чего требуется рабочая зона с высокой вентиляцией или просто сварка снаружи. Поскольку проволока защищает флюс от условий окружающей среды, ветер не оказывает негативного влияния на качество сварки.
Однако было бы лучше, если бы вы взвесили мобильность над дымом: FCAW создает больше дыма, чем сварка MIG, для чего требуется рабочая зона с высокой вентиляцией или просто сварка снаружи. Поскольку проволока защищает флюс от условий окружающей среды, ветер не оказывает негативного влияния на качество сварки.
Другие преимущества включают:
- Высокая скорость наплавки, то есть скорость нанесения присадочного металла
- Может использоваться во всех положениях с правильным присадочным металлом
- Подходит для сварки на открытом воздухе или заводской сварки
- Относительно простой в освоении по сравнению с другими сварочными процессами
- Устойчив к ржавчине, окалине и другим загрязнениям из недрагоценных металлов
- Сварочная дуга хорошо видна
- Обеспечивает отличное проплавление шва
- Обеспечивает высокую производительность сварки
FCAW Недостатки
Как и все с достоинствами, есть и недостатки:
- Высокий уровень ядовитых паров, которые необходимо вентилировать
- Более высокая стоимость электродной проволоки по сравнению со сплошной электродной проволокой
- Более дорогое оборудование, чем многие другие сварочные процессы
- Меньше переносного оборудования, чем SMAW или GTAW
- Необходимо удалить шлак, покрывающий сварной шов
- Механические проблемы могут привести к оплавлению контактных наконечников, неравномерной подаче проволоки или пористости сварного шва
- Не подходит для всех типов металлов
Итого
Дуговая сварка под флюсом широко используется в строительстве из-за ее портативности и высокой скорости сварки. Это гибкий метод сварки, подходящий для всех положений сварки при условии, что сварщик использует правильный присадочный материал и состав флюса.
Это гибкий метод сварки, подходящий для всех положений сварки при условии, что сварщик использует правильный присадочный материал и состав флюса.
Несмотря на свою скорость сварки, FCAW обеспечивает высококачественные, красивые сварные швы даже в условиях сильного ветра.
Сочетание всех этих переменных делает дуговую сварку с флюсовым сердечником одним из наиболее популярных методов дуговой сварки в обрабатывающей промышленности.
Полуавтомат FCAWдля кольцевых сварных швов подводных трубопроводов | OTC Offshore Technology Conference
РЕЗЮМЕ
Был предпринят проект по разработке методов повышения качества и производительности при сварке морских подводных трубопроводов на баржах.Полуавтоматическая сварка порошковой проволокой (FCAW) была определена как процесс, способный достичь обеих этих целей. Двадцать различных расходных материалов с флюсовой сердцевиной были использованы для выполнения тестовых сварных швов, которые затем подверглись механической и рентгенологической оценке. Результаты испытаний этих сварных швов показывают, что процесс полуавтоматической дуговой сварки флюсовым кордом является достоверным, надежным и повторяемым методом кольцевой сварки подводных трубопроводов.
Результаты испытаний этих сварных швов показывают, что процесс полуавтоматической дуговой сварки флюсовым кордом является достоверным, надежным и повторяемым методом кольцевой сварки подводных трубопроводов.
ВВЕДЕНИЕ
Основным методом кольцевой сварки морских трубопроводов в течение последних тридцати лет была дуговая сварка металлическим электродом в защитных оболочках (SMAW), часто называемая дуговой сваркой дымовых труб или вертикальной сваркой стержнем вниз.В последнее время полуавтоматическая и механизированная газовая дуговая сварка металлическим электродом (GMAW short Arc Transfer) использовалась для замены сварки штангой на некоторых длинных трубопроводах большого диаметра, особенно за рубежом, но возникло нежелание использовать этот процесс из-за отсутствия плавления и твердости. проблемы. Сварка штангой также имеет то преимущество, что она относительно недорога, но недостатком является низкая производительность. Механизированный GMAW обеспечит повышение производительности по сравнению с любым из них, но со значительным увеличением затрат. Очевидно, что если бы можно было определить процесс сварки, обеспечивающий высокую производительность при более низких затратах, чем механизированный GMAW, это был бы предпочтительный метод сварки подводных трубопроводов. Полуавтоматическая дуговая сварка порошковой проволокой (FCAW) — это такой недорогой и высокопроизводительный процесс.
Очевидно, что если бы можно было определить процесс сварки, обеспечивающий высокую производительность при более низких затратах, чем механизированный GMAW, это был бы предпочтительный метод сварки подводных трубопроводов. Полуавтоматическая дуговая сварка порошковой проволокой (FCAW) — это такой недорогой и высокопроизводительный процесс.
В этом документе подробно описаны результаты, полученные с двадцатью различными расходными материалами FCAW. Завершенные сварные швы были подвергнуты рентгенографии и интерпретированы в соответствии с API 1104. Затем сварные швы были подвергнуты механическим испытаниям, которые включали в себя корневые и торцевые изгибы, трещины на трещинах, растяжение, удары по Шарпи с V-образным надрезом и поперечное сечение микротвердости.Эти результаты были скомпилированы и сопоставлены для определения расходных материалов для дальнейшей разработки и аттестации процедур.
Две процедуры соответствовали требованиям для линейных труб API 5L X65, требующих значений Шарпи 20 фут-фунтов при -50 C.
РАСХОДНЫЕ МАТЕРИАЛЫ FLUX CORED
В настоящее время на рынке представлены три расходных материала FCAW:
самозащитный флюс шнур, где вся защита сварочной ванны обеспечивается флюсом,
газовая или дуальная защита с флюсовой сердцевиной, где защита сварочной ванны обеспечивается газом.
Некоторые из этих расходных материалов также доступны с небольшими добавками никеля для повышения их прочности. Рекомендуемый диапазон защитных газов от 100% CO2 до 95% Ar / 5% CO2 в зависимости от производителя и предполагаемого положения при сварке. Расходные материалы с флюсовой сердцевиной доступны в диаметрах от 0,035? до 1/8 ?. При разработке, описанной в этом отчете, использовалось 0,035, 0,045. и 0,052? диаметр проволоки FCAW. Параметры, рекомендованные производителем, были использованы в качестве отправных точек для разработки параметров.
После непродолжительных испытаний были установлены адекватные рабочие параметры для каждого расходного материала. Было обнаружено, что расходные материалы с металлическим сердечником хорошо работают как с прямыми, так и с импульсными блоками питания. Провода FCAW с собственной и газовой защитой легко настраивались на гладкие рабочие условия с использованием источника постоянного напряжения. Расходные материалы с флюсовой сердцевиной известны своим дымообразованием. Во время испытаний были сделаны визуальные наблюдения, что расходный материал с флюсовой сердцевиной производил более низкий уровень дыма, чем стержневой электрод из целлюлозы.
Было обнаружено, что расходные материалы с металлическим сердечником хорошо работают как с прямыми, так и с импульсными блоками питания. Провода FCAW с собственной и газовой защитой легко настраивались на гладкие рабочие условия с использованием источника постоянного напряжения. Расходные материалы с флюсовой сердцевиной известны своим дымообразованием. Во время испытаний были сделаны визуальные наблюдения, что расходный материал с флюсовой сердцевиной производил более низкий уровень дыма, чем стержневой электрод из целлюлозы.
Сварка сердечником под флюсом | | Сварочные материалы
— ХАРАКТЕРИСТИКИ:
- Очень гладкая дуга
- Исключительно малое разбрызгивание.
- Минимизирует прожиг.
- Быстро замерзающий шлак облегчает сварку.
- Использует полярность DCEN.
— ЗАЩИТНЫЙ ГАЗ: Самозащитный
— ПОЛОЖЕНИЯ ДЛЯ СВАРКИ: Все положения
— ДИАМЕТРЫ: 0,030 ″, 0,035 ″
— ТИПОВЫЙ СОСТАВ ОТЛОЖЕНИЯ:
- Алюминий (Al) 1. 50
- Углерод (C) 0,21
- Марганец (Mn) 0,30
- Фосфор (P) 0,01
- Кремний (Si) 0,15
- Сера (S) 0,01
 50
50— ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА:
- Предел прочности на разрыв (фунт / кв. Дюйм) 89400 фунт / кв. Дюйм
- Предел текучести (psi) 66600 psi
- Процент удлинения 23%
Выше представлены основные технические данные на сварочную проволоку E71T-11 . На складе у нас есть E71T-11 как в катушке на 2 фунта, так и на катушке 11 фунтов.Диапазон размеров от 0,030 ″ до 0,035 ″
e71t сварка сердечника флюса e 71t-11
Сегодня я собираюсь поговорить о проволоке для сварки сердечником из флюса. У нас они есть на складе под номерами
E71T-GS и E71T-11 . Сварка порошковой проволокой была впервые разработана в начале 1950-х годов как альтернатива дуговой сварке защищенным металлом. Преимущества использования проволоки для дуговой сварки под флюсом заключаются в портативности, стабильности и гибкости рабочих условий.
Дуговая сварка порошковой проволокой может быть полуавтоматической или автоматической дуговой сваркой. Для дуговой сварки порошковой проволокой требуется одноразовый полый провод с непрерывной подачей, содержащий флюс и постоянное напряжение или, что реже, постоянный ток, обеспечивающий крепление. Associate in Nursing обычно используется защитный газ, поставляемый извне, однако обычно сам флюс используется для обеспечения обязательной защиты от атмосферы, производя каждую защиту от испарения и жидкий шлак, защищающий сварной шов.Метод широко применяется в строительстве благодаря высокой скорости сварки и портативности.
Один из видов дуговой сварки порошковой проволокой не требует использования защитного газа. Это часто достигается за счет магнитного сердечника в трубчатом расходуемом электроде. Однако этот сердечник содержит не только флюс, но и различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги.