Положение при сварке-заметка для начинающих
Сварочные позиции
Здесь я хотел бы предложить краткий обзор сварочных позиций, которые применяются в практике наиболее часто.
Я дам вам некоторую информацию и правила по этому вопросу.
Изображения ниже служат только для иллюстрации общих понятий, принять это не как точные варианты положения факела или тому подобное.
Горизонтальное положение сварного шва
Сварочные позиции для угловых швов
Угловые швы свариваются швы очень часто. Вам не нужно совершать обширную совместную подготовку, это относительно легко сварить.
Угловой сварной шов
Горизонтальное положениеЭто в основном для создания сварного шва в таком положении, нет необходимости в никаких специальных знаний или навыков, необходимых, чтобы проделать операцию его профессионально.
Раковиное положение
Эту позицию также довольно легко сварить и, если возможно, должны быть приготовлены заготовки, так что вы сможете игнорировать это положение сварки.
Потолочное положение сварки
Потолочная позиция
Эта позиция является немного более требовательной. Это совершенно необходимо, чтобы иметь хороший опыт производства, есть большой риск травмирования из-за сварочных брызг и капель, которые находятся выше. Точно так же падает наиболее контроля горелок над головой труднее.
Вертикальный сварочный шов на подъем
Вертикальный сварочный шов на подъем
Это вершина умения угловых швов. Вы не должны пытаться сварить швы этого типа без знаний, поскольку источники ошибок без специальных знаний и руководства может быть бесконечным почти. Даже обученные сварщики получают иногда проблемы с этим швом.
Вертикальный сварочный шов на спуск
Вертикальный сварочный шов на спускЭта позиция является простой сваркой. Тем не менее, это далеко не так , как одного из других соединений. Таким образом, вы никогда не должны сварить листы по толщине более 4 мм с тематических пластов.
Сварочные позиции для стыковых швов
Стыковые швов также очень распространены в повседневной жизни сварщика. Тем не менее, их не очень легко сделать, потому что материал должен иметь доступ для сварщика в любом месте в полном сечении. Для более тонких листов нет необходимости сварки подготовки, только опыт, чувство материала и воздушный зазор между листами для сварки. Для сварщика тонкий лист может иногда привести к разочарованию, когда, еще раз создается новые проплавления на листе. Для того, чтобы сварить толстые пластины, фаски необходимые для сварных кромок нужно пользоваться многослойной сваркой, эта работа должна быть проведена в любом случае только профессионалом.
Раковиное положение
Это наиболее общая позиция под приварку. На тонких листах может быть реализован данный способ, толщина должна быть более 4 мм, рекомендуем с экспертом проконсультироваться с толщиной материала.
Шов на подъем.
Шов на подъем.Эта позиция должна быть создана только профессионалами, сложные колебания и многослойная сварка необходима для того, чтобы реализовать такой шов профессионально.
Поперечное положение
Поперечное положение
Эта позиция довольно редко применяется и реализуется в процессе сварки через несколько валиков.
Шов на спуск
Шов на спускПримеры швов при стыковых соединениях, остались друг от друга, тонкие листы могут быть сварены профессионально случае швов достаточно так долго на задней аккуратной корня шва создается и материал между собой в полном сечении. Däfür материала не толще, чем 3 мм должны быть и листы должны иметь около 2 мм зазора. В более толстых листах швы не должны быть приварены.
Потолочная позицияПотолочная позиция
Эта позиция является наиболее сложным среди стыков, никогда не должны применять это положение сварки!
Подобные статьи
Виды пространственных положений при сварке | MastakSvarka
Существуют четыре основных положений для сварки.
1. Нижнее положение. Словосочетание нижнее положение говорит само за себя. При сварке в нижнем положении деталь находится внизу на горизонтальной поверхности. Данное положение сварки может освоить любой желающий, т.к. это самое простое пространственное положение. Достаточно пройти 1-2 занятия и вы сможете сваривать в нижнем положении. Исключение составляет сварка тонкого металла. Сварка тонкого металла требует продолжительных тренировок.
Нижнее положение сварки.Нижнее положение сварки.
2. Вертикальное положение. Это когда сварное соединение находится в вертикальном положении. Сварка производится вертикально . На сварочном сленге вертикальное положение называют «вертикал».Толстый металл сваривается снизу вверх, тонкий металл сверху вниз. Данное положение сварки требует усиленных тренировок для его освоения. Кстати встречал сварщиков которые проработав 20 лет не могли в совершенстве овладеть сваривать вертикальное положение и наоборот встречались новички которые буквально за 1-2 занятия могли сваривать вертикально.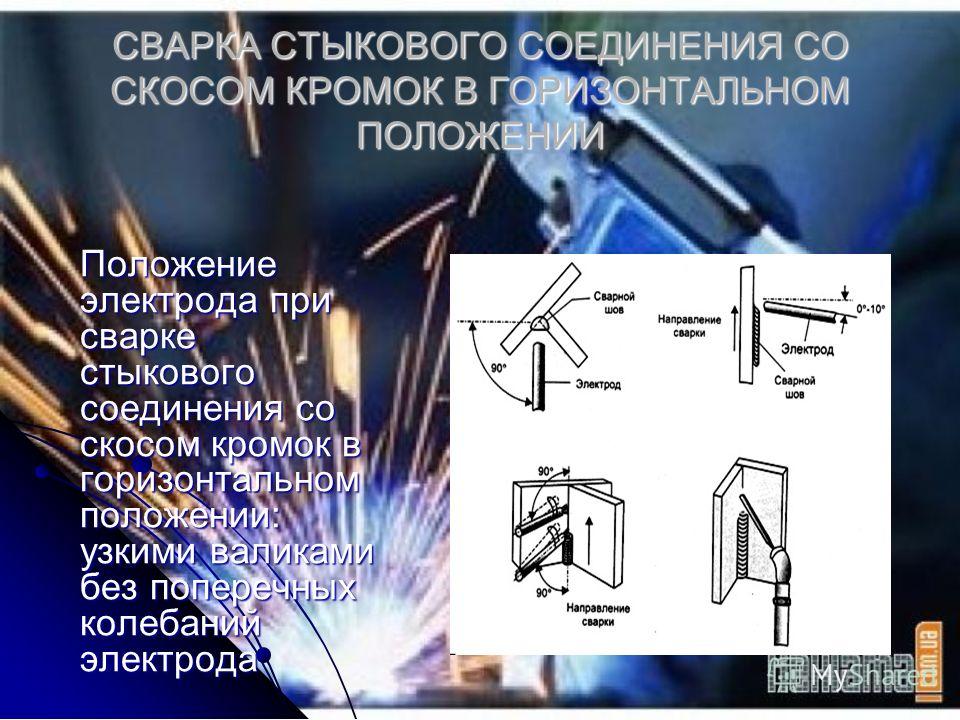 Правда речь идет только о толстом металле, т.к. сварку тонкого металла за 1-2 занятия не освоить ни кому.
Правда речь идет только о толстом металле, т.к. сварку тонкого металла за 1-2 занятия не освоить ни кому.
Вертикальное положение при сварке.
3. Горизонтальное положение. Это когда деталь расположена вертикально, но сварное соединение находится в горизонте. На сленге сварщиков «Горизонт». Горизонтальное положение является более сложным, чем вертикальное положение.
Горизонтальное положение.Горизонтальное положение.
4. Потолочное положение. Это когда сварное соединение находится над сварщиком ( думаю понятно объяснил). На сленге «Потолок». Потолочное положение является самым сложным. Умение качественно сваривать в потолочном положении дает возможность претендовать на повышение разряда. Для новичка сварка в потолочном положении без очень длительных тренировок не возможна и опасно. (т.к. при сварке в потолочном положении расплавленный металл может попасть на тело и даже в глаза).
Потолочное соединение.
Потолочное соединение.
Подробные видео смотрите на моем Ютьюб канале MastakSvarka
Сварка швов в различных пространственных положениях
Сварка швов в различных пространственных положениях
Сварку швов нужно стремиться выполнять в нижнем положении, где создаются наиболее благоприятные условия для получения швов хорошего качества.
Это объясняется тем, что расплавленный металл электрода переносится в ванну в направлении силы тяжести, поверхность сварочной ванны занимает горизонтальное положение. Кроме того, в нижнем положении рабочему удобнее выполнять сварку, легче наблюдать за процессом.
Качество сварного стыкового соединения без скоса кромок обусловлено правильным выбором диаметра электрода и тока.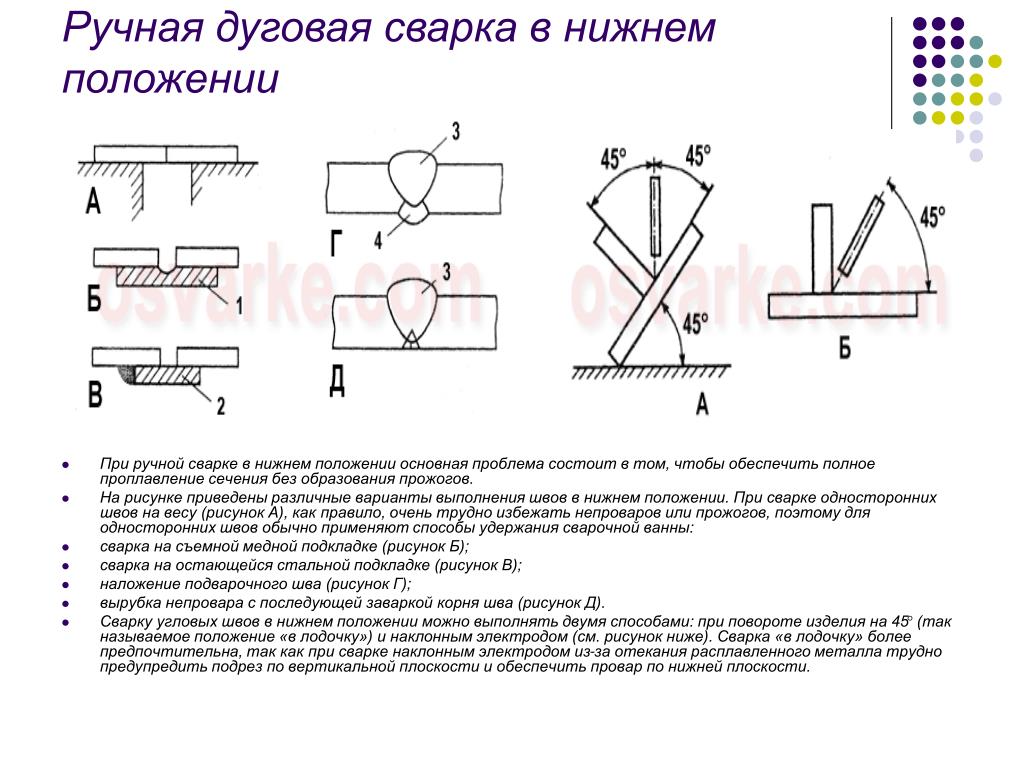 Стыковые соединения с У-образной разделкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. На рис. 44 показано место возбуждения дуги и движения торца электрода при сварке за один проход соединения с V-образной разделкой кромок (на ответственных изделиях дуга возбуждается только на кромках). На скосах кромок движение дуги замедляют для получения необходимого провара, а в корне шва ускоряют, чтобы избежать прожога. У изделий, где доступ для сварки возможен с двух сторон, с обратной стороны накладывают подварочный шов, предварительно очистив корень шва от наплывов металла, грата и шлака.
Стыковые соединения с У-образной разделкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. На рис. 44 показано место возбуждения дуги и движения торца электрода при сварке за один проход соединения с V-образной разделкой кромок (на ответственных изделиях дуга возбуждается только на кромках). На скосах кромок движение дуги замедляют для получения необходимого провара, а в корне шва ускоряют, чтобы избежать прожога. У изделий, где доступ для сварки возможен с двух сторон, с обратной стороны накладывают подварочный шов, предварительно очистив корень шва от наплывов металла, грата и шлака.
Рис. 44. Возбуждение дуги и траектория движения торца электрода при сварке за один проход соединения с V-образной разделкой кромок
Рис. 45. Порядок наложения швов при многослойной сварке
На рис. 45 цифрами показан порядок наложения швов при многослойной сварке. Сварка швов с Х-образной разделкой не отличается от сварки с-образной разделкой кромок.
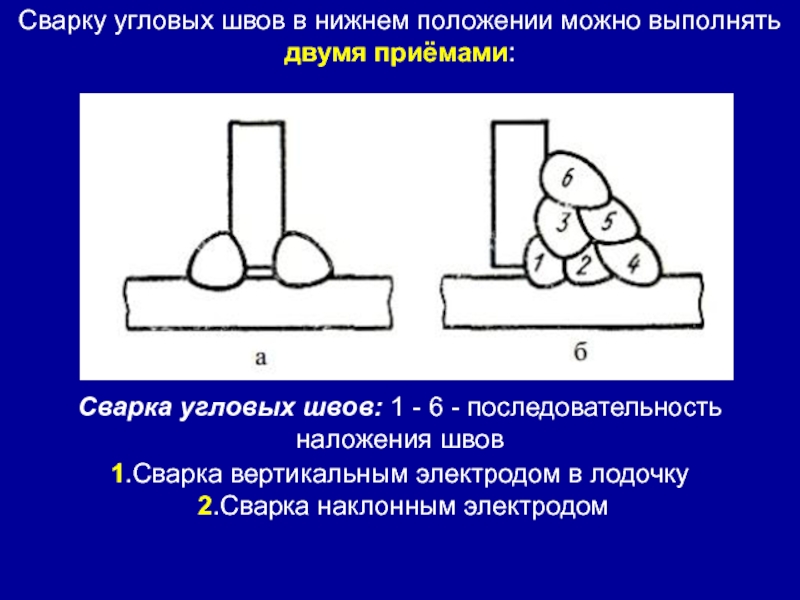
Угловые швы следует сваривать также в нижнем положении. Такой способ называется сваркой «в лодочку» (рис. 46).
Рис. 46. Сварка «в лодочку»
Рис. 47. Сварка угловых швов
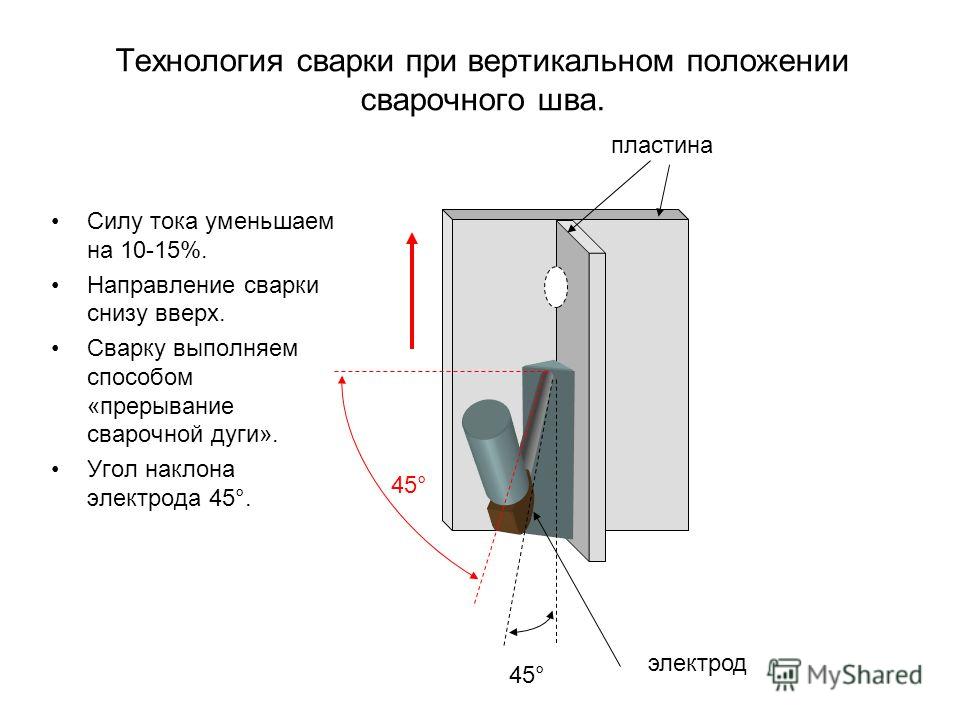
Расплавленный металл электрода при сварке вертикальных швов переносится в ванну в направлении, перпендикулярном силе тяжести. Поэтому качественный шов можно получить только при сварочной ванне небольшого объема. Вертикальные швы завариваются более короткой дугой, тогда вследствие действия сил поверхностного натяжения между расплавленным металлом ванны и каплей электродного металла возникает взаимное притяжение. При переходе металла электрода в сварочную ванну количество жидкого металла в ней увеличивается и под действием силы тяжести металл может вытечь.![]()
Рис. 49. Положения (а, б, в) электрода при сварке вертикального шва снизу вверх
Горизонтальные швы сваривать труднее, чем вертикальные. Чтобы расплавленный металл не мог стечь, кромки на нижнем листе не скашиваются. С этой же целью сварка начинается на кромке нижнего листа, затем проваривается корень разделки, а после этого дуга переносится на кромку верхнего листа (рис. 51). Порядок сварки горизонтального шва с F-образной разделкой показан на рис. 52. Для сварки вертикальных и горизонтальных швов ток уменьшается на 10—20% по сравнению со сваркой в нижнем положении.
51). Порядок сварки горизонтального шва с F-образной разделкой показан на рис. 52. Для сварки вертикальных и горизонтальных швов ток уменьшается на 10—20% по сравнению со сваркой в нижнем положении.
Потолочные швы выполняются труднее всех других, так как расплавленный металл постоянно стремится вытечь из сварочной ванны. Это обстоятельство требует от сварщика поддержания возможно короткой дуги в течение всего процесса сварки. Этапы переноса капли с электрода в сварочную ванну при потолочной сварке показаны на рис. 53. Наклон электрода к направлению сварки должен составлять 10—15° (0,17—0,25 рад). Рекомендуется применять электроды с тугоплавким покрытием. Расплавляясь несколько позже, чем электродный стержень, покрытие образует на конце электрода чехол, который обеспечивает более направленный перенос металла, облегчая тем самым процесс сварки. При сварке потолочных швов ток уменьшается на 20—25% по сравнению со сваркой в нижнем положении.
Рис. 50. Сварка вертикальных швов способом сверху вниз
Рис. 52. Движение электрода при сварке горизонтального шва
52. Движение электрода при сварке горизонтального шва
Сварка тонколистового металла. Сварку металла толщиной 1,5—3 мм следует вести на постоянном токе обратной полярности. На переменном токе сварка возможна только с применением осцилляторов. Сварка выполняется с периодическими замыканиями дуги через расплавленные капли электродного металла. Основной металл проплавляется на всю глубину и даже немного протекает на обратную сторону.
Сварка швов различной протяженности и толщины. По протяженности швы делятся на короткие (до 300 мм), средней длины (300—1000 мм) и длинные (более 1000 мм). Короткие швы сваривают от начала до конца в одном направлении. Швы средней длины сваривают участками (1—6) от середины к концам шва или об-ратноступенчатым способом (рис. 54). Длину участков подбирают таким образом, чтобы каждый из них можно было сварить целым числом электродов. Для сварки длинных шзов также применяют обратноступенча-1Ь1Н способ, который дает возмолшость хорошо проплавить начальные участки швов и уменьшить коробление изделия.
Рис. 51. Положения (1, 2, 3) электрода при сварке горизонтального шва
Рис. 53. Схема переноса капель металла при потолочной сварке
Рис. 54. Сварка швов средней длины
Рис. 55. Сварка «горкой»
Для наложения длинных швов большой толщины используют способ сварки «горкой» или «каскадом». При сварке «горкой» (рис. 55) на участке длиной 200— 300 мм накладывают первый слой шва в середине. Затем, отступив на 200—300 мм от его начала, заваривают этот отрезок до начала первого слоя, перекрывают первый слой и заканчивают сварку на расстоянии 200— 300 мм от конца первого слоя. В таком же порядке располагают все последующие слои до достижения одним из них расчетной толщины шва. После этого подваривают уже более короткие отрезки на участках, не имеющих еше расчетной толщины шва. При сварке «каскадом» отрезок первого слоя длиной 200—300 мм накладывается в конце шва. После этого сварка выполняется в последовательности, аналогичной сварке «горкой».
После этого сварка выполняется в последовательности, аналогичной сварке «горкой».
Читать далее:
Сварочные флюсы
Сварочные электроды
Общие сведения о сварке арматуры
Противопожарные мероприятия при сварке
Безопасность труда при сварке технологических трубопроводов
Безопасность труда при сварке строительных металлических и железобетонных конструкций
Защита от поражения электрическим током при сварке
Техника безопасности и производственная санитария при сварке
Управление качеством сварки
Статистический метод контроля
%d0%b3%d0%be%d1%80%d0%b8%d0%b7%d0%be%d0%bd%d1%82%d0%b0%d0%bb%d1%8c%d0%bd%d0%be%d0%b5%20%d0%bf%d0%be%d0%bb%d0%be%d0%b6%d0%b5%d0%bd%d0%b8%d0%b5%20%d1%82%d1%80%d1%83%d0%b1%20%d0%bf%d1%80%d0%b8%20%d1%81%d0%b2%d0%b0%d1%80%d0%ba%d0%b5%20%d0%bd%d0%b5%d0%bf%d0%be — с английского на все языки
Все языкиРусскийАнглийскийИспанский────────Айнский языкАканАлбанскийАлтайскийАрабскийАрагонскийАрмянскийАрумынскийАстурийскийАфрикаансБагобоБаскскийБашкирскийБелорусскийБолгарскийБурятскийВаллийскийВарайскийВенгерскийВепсскийВерхнелужицкийВьетнамскийГаитянскийГреческийГрузинскийГуараниГэльскийДатскийДолганскийДревнерусский языкИвритИдишИнгушскийИндонезийскийИнупиакИрландскийИсландскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКиргизскийКитайскийКлингонскийКомиКомиКорейскийКриКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛюксембургскийМайяМакедонскийМалайскийМаньчжурскийМаориМарийскийМикенскийМокшанскийМонгольскийНауатльНемецкийНидерландскийНогайскийНорвежскийОрокскийОсетинскийОсманскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийРумынский, МолдавскийСанскритСеверносаамскийСербскийСефардскийСилезскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТатарскийТвиТибетскийТофаларскийТувинскийТурецкийТуркменскийУдмуртскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧеркесскийЧерокиЧеченскийЧешскийЧувашскийШайенскогоШведскийШорскийШумерскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЮпийскийЯкутскийЯпонский
Все языкиРусскийАнглийскийИспанский────────АрмянскийАфрикаансБаскскийБолгарскийВенгерскийВьетнамскийГаитянскийГреческийГрузинскийДатскийДревнерусский языкИвритИндонезийскийИрландскийИсландскийИтальянскийЙорубаКазахскийКаталанскийКвеньяКитайскийКлингонскийКорейскийКурдскийЛатинскийЛатышскийЛитовскийМакедонскийМалайскийМальтийскийМаориМарийскийМокшанскийМонгольскийНемецкийНидерландскийНорвежскийПалиПапьяментоПерсидскийПольскийПортугальскийРумынский, МолдавскийСербскийСловацкийСловенскийСуахилиТагальскийТайскийТамильскийТатарскийТурецкийУдмуртскийУйгурскийУкраинскийУрдуФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧаморроЧерокиЧешскийЧувашскийШведскийЭрзянскийЭстонскийЯпонский
Сварочное положение | Металлургия для чайников
Какие сварочные позиции?
Сварочная позиция дает представление о месте свариваемой детали.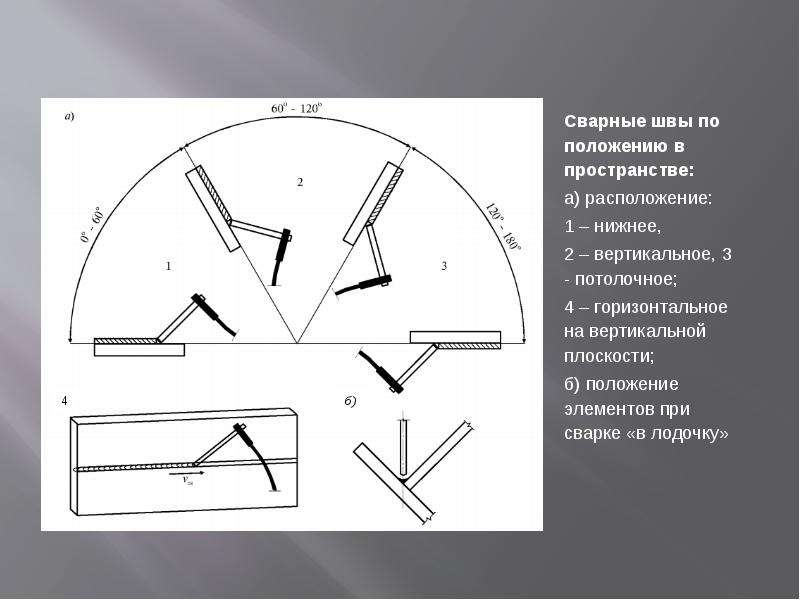 Местоположение заготовки обычно определяется с учетом наклона сварного шва и поворота сварного шва, которые определены ниже.
Местоположение заготовки обычно определяется с учетом наклона сварного шва и поворота сварного шва, которые определены ниже.
Сварочные позиции
Наклон
Это угол между линией корня шва (W.R.L.) и горизонтальной базовой плоскостью (H.R.P.).
Вращение
Это угол между линией, разделяющей пополам угол поперечного сечения сварного шва (В.L.) и верхней части вертикальной плоскости отсчета (V.R.P.), проходящей через линию корня шва.
Согласно американским стандартам существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное; тогда как британские и индийские стандарты добавляют еще одну, а именно наклонную позицию. Любая из этих пяти позиций получается подходящей комбинацией наклона и вращения; Например.
(1) Плоское (вниз) положение. В этом положении поверхность шва горизонтальна, сварка ведется сверху, электрод направлен.вниз, а сварной шов — горизонтально. В ровном положении и наклон, и вращение ограничены в пределах 10 градусов.
(2) Горизонтальное положение. Плоскость заготовки вертикальная, наплавленный валик — горизонтальный. В этом положении наклон не превышает 10 градусов, но угол поворота может варьироваться от 10 до 90 градусов.
(3) Вертикальное положение. Плоскость заготовки вертикальна, наплавленный валик также вертикальный. В вертикальном положении наклон остается в пределах от 45 до 90 градусов, а вращение может иметь любое значение от 0 до 180 градусов.
(4) Верхнее положение. Плоскость заготовки горизонтальная; сварка осуществляется снизу электродом вверх. В этом положении наклон и поворот могут изменяться от 0 до 45 и от 90 до 180 градусов соответственно.
(5) Наклонное положение. В этом случае наклон и поворот могут изменяться от 10 до 45 и от 0 до 90 градусов соответственно. Заготовка находится в наклонной плоскости.
Самое простое, лучшее, естественное и удобное положение для сварки — плоское (вниз).Получаются отличные сварные соединения на высокой скорости и с минимальной утомляемостью сварщиков. Если конструкция не допускает сварку в плоском положении и, если возможно, ее можно повернуть с помощью ротаторов, приспособлений или позиционеров, чтобы выполнить сварку в плоском положении.
Если конструкция не допускает сварку в плоском положении и, если возможно, ее можно повернуть с помощью ротаторов, приспособлений или позиционеров, чтобы выполнить сварку в плоском положении.
ПОЛОЖЕНИЯ ДЛЯ ПЛОСКОЙ СВАРКИ
ПОЗИЦИИ ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ
ПОЗИЦИИ ДЛЯ СВАРКИ ПЕРЕДАЧИ
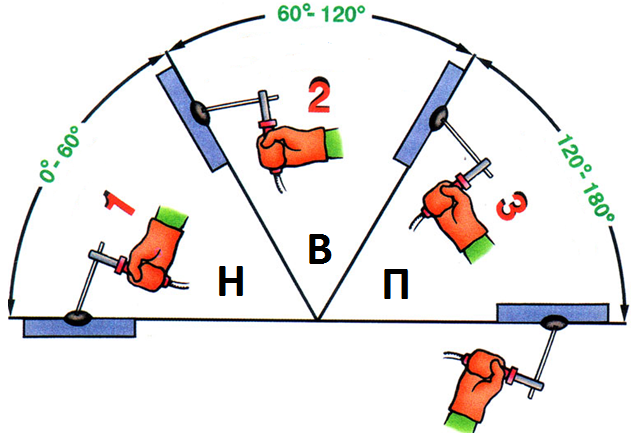
В основном задействованы три наклонности:
- Плоский, включающий наклон от 0 до 15 градусов
- Наклон 15-80 градусов
- Вертикально, 80-90 градусов
Для каждого из этих наклонов сварной шов можно повернуть из горизонтального положения в горизонтальное и над головой.
Вращение
Это угол между линией, разделяющей пополам угол поперечного сечения сварного шва (B.L.), и верхней частью вертикальной базовой плоскости (V.R.P.), проходящей через линию корня шва.
Возможно вам понравится
Случайные сообщения
Какие 5 позиций сварки MIG — Полное руководство — Лаборатория сварщиков
Почти 20 лет назад, когда я только начинал заниматься сваркой MIG, я знал, что вы в основном направляете сварочный пистолет в нужное место заварил и нажал на спусковой крючок. Все остальное было неизвестно. Однако со временем многому научился — от типов сварных швов до фактических положений сварки, которые вам необходимо выполнить.
Все остальное было неизвестно. Однако со временем многому научился — от типов сварных швов до фактических положений сварки, которые вам необходимо выполнить.
При сварке MIG существует 5 основных положений сварки. В этих позициях используются различные методы и 8 различных символов сварных швов, которые вы часто будете видеть на диаграммах и в практических руководствах. Эти символы часто включают цифры 1-4 и буквы F или G, обозначающие позицию, которую вы будете использовать.
Какие 5 позиций сварки? 5 основных положений сварки: плоский сварной шов, вертикальный сварной шов, горизонтальный сварной шов, потолочный сварной шов и сварка труб.Мы расскажем, когда вы используете каждую позицию, как она работает, и даже всесторонне обсудим положения сварки труб, которые технически являются 1 из 5, но имеют свой собственный набор правил, полностью основанный на других положениях сварки MIG.
К концу этой статьи вы будете готовы брать эти графики и интерпретировать позиции! Просто помните, что хотя теорию легко понять, приложение может быть очень сложным и опасным.
Начните с более легких позиций и постепенно продвигайтесь к более сложным, когда вы начнете осваивать правильную технику и научиться контролировать сварочную ванну и нагрев.
Положения для сварки
Все 5 основных положений для сварки MIG имеют разные сложности и сильные стороны. Существуют разные случаи, когда вам нужно будет использовать каждую из этих позиций.
Давайте теперь разберем их более подробно, чтобы вы знали, когда и как использовать каждую позицию и технику.
Когда кто-то упоминает ось любого сварочного проекта, они имеют в виду воображаемую линию, которая проходит по длине сварного шва в перпендикулярном направлении к кресту в центре тяжести.
Если вы слышите, что что-то требует от вас сваривания вне позиции, это может относиться к любому положению, кроме плоского положения сварного шва, обычно горизонтальному, потолочному и вертикальному.
Они считаются вне позиции, потому что эти позиции требуют большего мастерства и техники.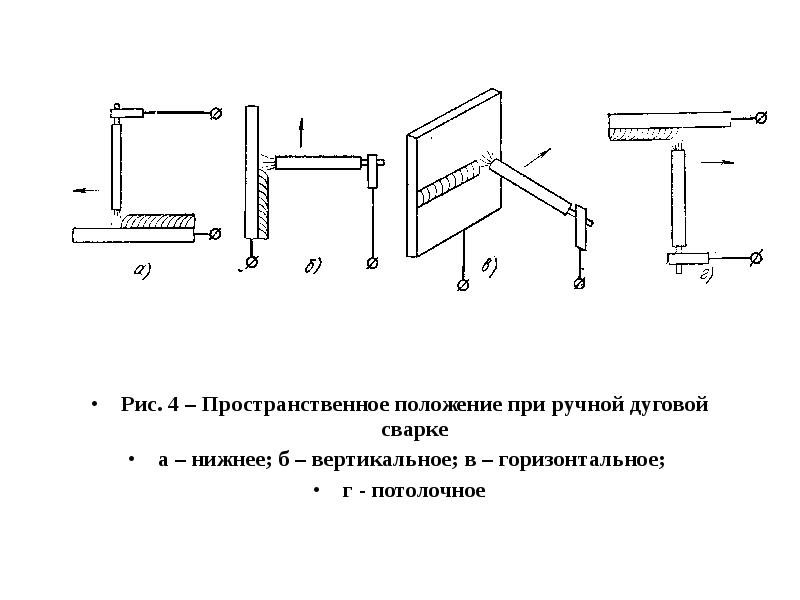 Они не так просты, как плоское положение.
Они не так просты, как плоское положение.
# 1 Плоский сварной шов
Плоское сварочное положение — это мечта. Это самое простое положение для изучения и работы, потому что сварочная ванна может лежать ровно и ею можно манипулировать в любом направлении, в котором вы хотите двигаться.
В этом положении вы будете выполнять сварку с верхней стороны стыка, при этом поверхность стыка будет находиться в горизонтальном положении.
Этот метод позволяет вам переместить ванну расплавленного металла вниз, чтобы она могла заполнить стык. Этот шов получается быстрым, простым и очень прочным.
Сторона Примечание: Если кто-то ссылается на нижнее положение при сварке, они говорят об этом положении плоского сварного шва.
Как выполнить плоский сварной шов
Чтобы получить красивые сварные швы при работе с плоского положения, вам необходимо убедиться, что вы сохраняете движение раструба, угол наклона и положение пламени.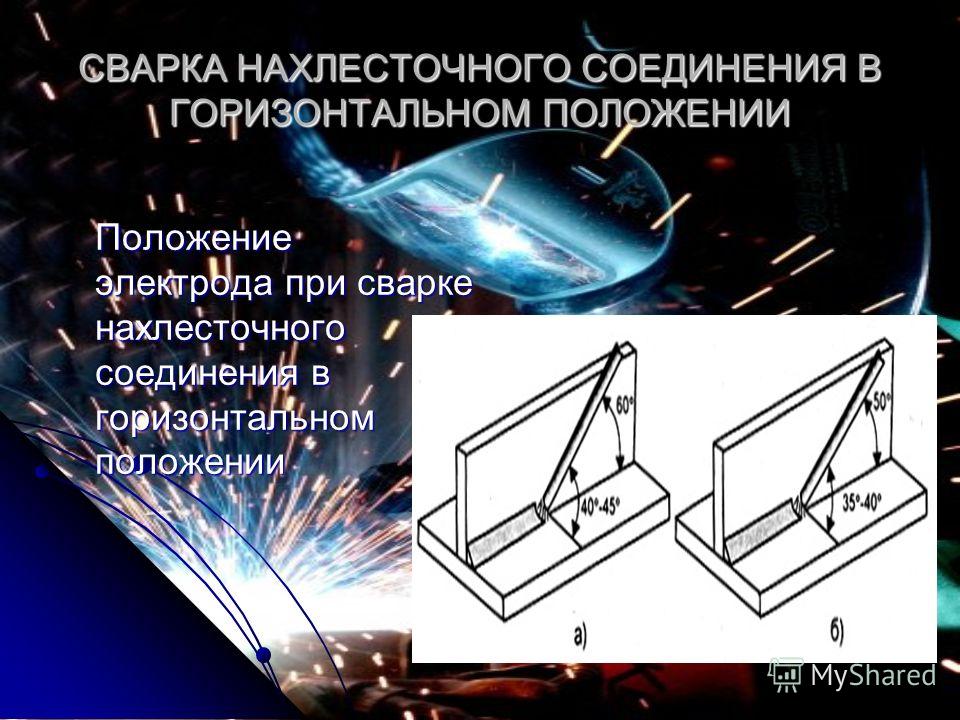
Ваш резак должен быть идеально настроен на пламя, которое вам понадобится на вашем конкретном основном металле. Создание узких бусинок требует, чтобы вы поднимали, а затем опускали пламя круговыми движениями, которые равномерно распределяют тепло.
Угол 45 градусов — лучший способ расположить верх, когда он приближается к поверхности основного металла.
Если вам нужен более глубокий сварной шов для дополнительной прочности, вам необходимо уменьшить скорость сварки или увеличить угол между наконечником и основным металлом.
Сварочная лужа должна быть как можно меньше, иначе вместо этого вы можете прожечь базу!
Когда вы используете сварочный стержень для формирования бусинок, вам понадобится небольшая лужа на поверхности. Затем ваш стержень будет помещен в лужу, которая расплавит основной металл до стержня.
Для правильного соединения двух соединяемых металлических частей необходимо очень медленно перемещать резак из стороны в сторону. Вы можете контролировать размер сварного шва, изменяя скорость сварки и количество металла, выпадающего из прутка.
# 2 Вертикальный сварной шов
При вертикальной сварке ось сварного шва обычно будет расположен вертикально или почти вертикально. Фактическая сварка, которая вам понадобится do вместо этого горизонтально. Для этого шва вы будете использовать позиции 3G и 3F. положение, которые представляют собой вертикальный шов с разделкой кромок и вертикальный угловой шов соответственно.
Когда вы используете эти положения, сила тяжести будет пытаться оттеснить расплавленный металл вниз, что заставит его скапливаться в одной точке вашей точки вместо того, чтобы равномерно распределяться по всему сварному шву.
Этого можно избежать, если при сварке использовать вертикальное положение вниз или вверх.
Как выполнять вертикальные сварные швы
Чтобы предотвратить скопление расплавленной сварочной ванны в этом положении, вам необходимо убедиться, что ваше пламя направлено вверх и наклонено под углом 45 градусов к основному металлу.
Это позволит вам использовать нижнюю часть заготовки. Вы будете выполнять сварку против силы тяжести, чтобы не допустить образования луж.
Вы будете выполнять сварку против силы тяжести, чтобы не допустить образования луж.
Как выполнить сварку 3F на стыке внахлест
Эта сварка требует большого количества техники.Вам нужно будет контролировать переполнение расплавленной сварочной ванны с помощью горелки, направляя пламя под углом 45 градусов к основному металлу и располагая перегородку между ванной и пламенем.
Это положение предотвратит падение расплавленного металла на землю. Это также гарантирует, что вы видите достаточное проникновение в ваш стык, чтобы металлы сплавились в прочный сварной шов.
И горелку, и сварочный стержень необходимо перемещать вверх и вниз, чтобы обеспечить равномерное и равномерное нанесение валика.
Держите стержень немного выше центральной линии и позволяйте пламени перемещать ванну расплава по суставу для еще лучшего и более равномерного распределения.
# 3 Горизонтальная сварка
Горизонтальная сварка сложнее освоить. В этом положении у вас будет ось, которая почти горизонтальна. Позиции будут определяться самим типом сварного шва.
Позиции будут определяться самим типом сварного шва.
Чтобы получить более подробную информацию об этой позиции, вам необходимо перейти к разделу с символами сварки в этой статье и прочитать разделы, посвященные позициям 2F и 2G.
Как выполнить горизонтальный сварной шов в 2F на тройнике
Первый шаг, который вам нужно сделать, это убедиться, что ваш пластины из основного металла расположены заподлицо и выровнены так, как вы хотите. Тебе понадобится закрепить прихватки с обоих концов, чтобы они оставались в правильном положении.
Во время сварки резак должен немного двигаться вверх и вниз. Это обеспечит равномерное распределение тепла от одной стороны стыка к другой.
Сохранение равномерного распределения предотвратит слишком сильное перемещение пластин и предотвратит слишком сильное перемещение расплавленного металла или скатывание по направлению к нижней части стыка.Это поможет металлу быстрее застыть.
Эта должность потребует большого мастерства.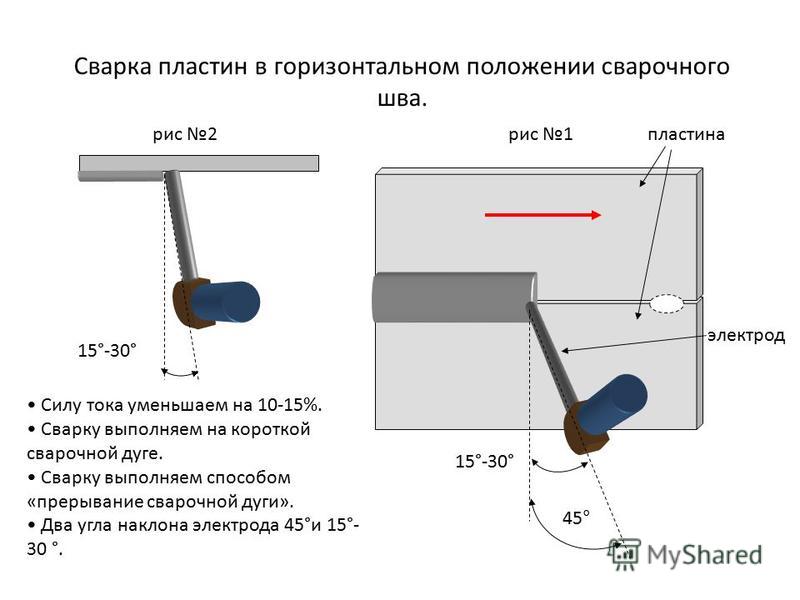 Вам нужно будет много практиковаться, прежде чем использовать эту позу для чего-то важного.
Вам нужно будет много практиковаться, прежде чем использовать эту позу для чего-то важного.
Вам также необходимо освоить эту позицию, прежде чем пытаться решать другие, потому что вертикальные позиции и позиции над головой еще сложнее.
# 4 Сварка над головой
В положении сварки над головой вы выполняете сварить форму под самим стыком. Это самая сложная поза для выполнения сварка из, а техника сложная.Вам обязательно нужно практиковаться это и иметь твердое владение другими методами, прежде чем пытаться сварить сформировать эту позицию.
В этом положении металл начнет падать на опорную плиту. В результате получается бусина со слишком высокой коронкой, чтобы быть достаточно прочной. Чтобы избежать этой проблемы, вам нужно, чтобы сварочная лужа была как можно меньше.
Вам нужно достаточно наполнителя, чтобы добиться прочного плавления и упрочнения валика, но не настолько, чтобы в итоге металл капал.Если ваш бассейн становится слишком большим, вам нужно убрать пламя, пока оно немного не остынет.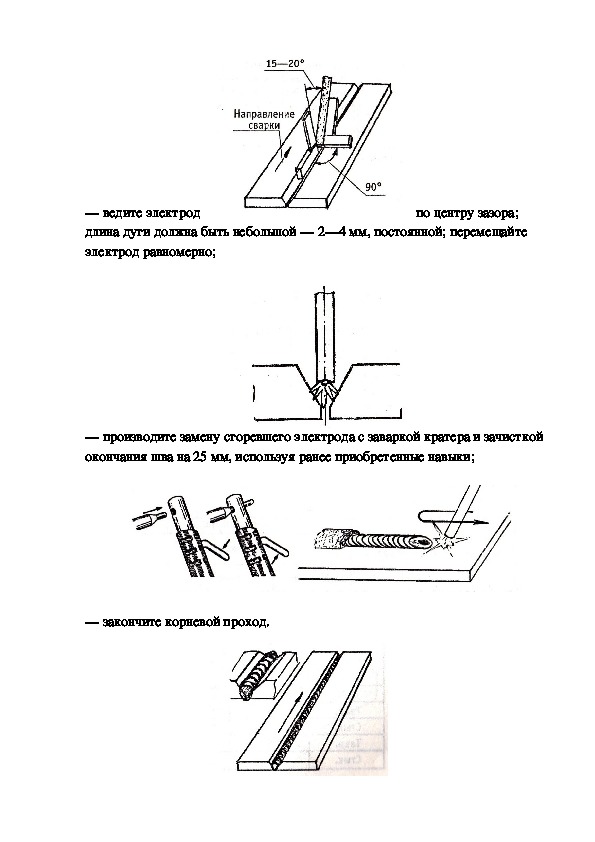
Это правило особенно актуально при сварке тонких или легких листов металла. Для этого вам необходимо строго контролировать размер сварочной ванны с помощью техники, обеспечивающей равномерное распределение тепла между присадочным стержнем и основным металлом.
Как выполнить сварку над головой из 4F на стыке внахлест
Когда вы используете эту технику для сварки, вам потребуется одновременно расплавьте оба края сустава.Вы делаете это, напрямую применяя ваше пламя к базе. Вы используете достаточно присадочного металла, чтобы проникнуть в соединение. и предложить достаточно армирования, чтобы сохранить приличный размер сварочной ванны.
Сварочное пламя необходимо использовать для поддержки расплавленного металла. сварочная ванна на протяжении всего этого процесса. Также нужно быть предельно осторожным, поэтому вы можете регулировать тепло, которое проходит через пластины. Вам нужно избегать перегрев чего-либо во время этого процесса.
# 5 Положения для сварки труб: труба и канавка
Сварка труб работает несколько иначе. У них есть свои собственные положения, включая горизонтальное прокатное, горизонтальное фиксированное, вертикальное и наклонное положения.
У них есть свои собственные положения, включая горизонтальное прокатное, горизонтальное фиксированное, вертикальное и наклонное положения.
Сварка труб может осуществляться в самых разных условиях, поэтому четырех основных типов было недостаточно для сварки труб, что означало, что сварка стала отдельной категорией 5 th в качестве конечной базовой позиции сварки.
При сварке поперечин ваша работа будет зависеть от вашего положения. Обычно он фиксируется, но вы можете свернуть его, если хотите в некоторых случаях работать в горизонтальном положении.
Горизонтальный сварной шов катаной трубы
Горизонтальный сварной шов катаной трубы укладывает трубу на ролики.
Вам нужно будет выровнять стык, а затем приварить прихваточным швом к правому краю.
должность. Вы также можете использовать мостовые зажимы, если не хотите прихватывать. если ты
посмотрите на круг трубы как на циферблат, тогда вы начнете сварку ар
где-то между 2 и 3 на циферблате. Другими словами, вы начинаете с
положение, которое находится посередине угла 45 и 90 градусов.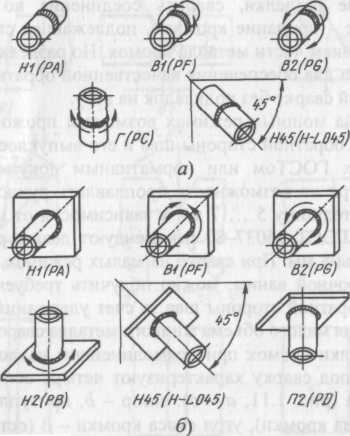
Оттуда вы пойдете вверх к 45-градусному угол (или положение на 2 часа).Когда вы дойдете до этой точки, поверните трубку по часовой стрелке. Вы будете делать это до тех пор, пока место, где вы остановили сварку, не достигнет положение, в котором вы начали сварку, а затем сваривайте оттуда вверх до остановки точка снова. Повторяйте это, двигаясь по трубе.
При вращении трубы необходимо убедиться, что вы держите факел между начальной и конечной точкой, когда вы позволяете труба вращается мимо вашего фонаря. Вы хотите расположить факел где-то между позиции 12 и 1 часа.Ваш сварной шов приблизится к плоской позиции сварного шва, как вы находитесь рядом с точкой B, поэтому вам нужно будет отрегулировать угол наклона резака, чтобы это изменение.
Вы должны остановить сварку до начальной точки и
оставьте небольшое отверстие. Затем разогрейте начальную точку. Ты хочешь убедиться
что вся область вокруг этой точки имеет одинаковую температуру.
Это позволит вам идеально соединить сварной шов с исходной точкой. Если длина вашей трубы превышает дюйма
толщины, то вам нужно будет сделать несколько проходов на этом сварном шве, чтобы гарантировать
адекватное проникновение.
Если длина вашей трубы превышает дюйма
толщины, то вам нужно будет сделать несколько проходов на этом сварном шве, чтобы гарантировать
адекватное проникновение.
Фиксированное положение сварного шва горизонтальной трубы
Фиксированное положение горизонтальной трубы необходимо настроить так, чтобы что ваши прихваточные швы находятся в правильном положении. Если ты притворишься циркулярным труба — это компас, тогда вам понадобятся прихваточные швы на северо-востоке, юго-востоке, северо-западе и юго-западе. позиции. Этот сварной шов состоит из 4 этапов.
Сначала вы начнете с S-конца «компаса» на трубка. Двигайтесь к точке E, сваривая вверх по кривой. Когда ты достигнув этой точки, остановитесь и вернитесь к S-концу компаса.Затем переместите по направлению к W компаса, выполняя сварку таким же образом.
После этого вы переместите фонарь обратно в положение E.
положение и приваривайте вверх, пока не дойдете до точки N вашего трубного компаса.
Затем остановитесь, перейдите к точке W на компасе и повторите процесс,
приваривать снизу вверх до N. Ваш валик должен перекрывать друг друга сверху.
Ваш валик должен перекрывать друг друга сверху.
Если вы свариваете снизу вверх, то вам нужно 2 этапа для выполнения сварка. Сначала вы начинаете с верха трубы и спускаетесь с одной стороны к Нижний.Затем вернитесь наверх и приварите другую сторону трубы, присоединяясь к вашей работе внизу. Этот метод отлично подходит для дуговой сварки. потому что более высокая температура позволяет работать намного быстрее.
Для сварки соединений труб из низкоуглеродистой или легированной стали. из переката или горизонтального положения, метод наотмашь — это то, что вы будете нужно использовать. Сделайте один проход, если ваши стены не более 3/8 дюйма, два прохода для толщины до 5/8 дюйма, три прохода до 7/8 дюйма, и 4 прохода до 1 и 1/8 дюйма.
Фиксированное положение сварного шва вертикальной трубы
Если труба расположена вертикально, но стык находится в горизонтальном положении, необходимо использовать фиксированное положение вертикальной трубы.
Наотмашь Я самый популярный метод для этого сустава. Для этого шва вы начнете с закрепки и сделаете непрерывный шов по всей длине трубы.
Для этого шва вы начнете с закрепки и сделаете непрерывный шов по всей длине трубы.
Дуговая сварка в несколько проходов
Если вы используете зажим для выравнивания основания, вы должны начните с нижней части желобка. Если у вас нет подкладки, тогда вы нужно быть осторожным.Вы захотите сделать немного бусинки изнутри. вашей трубы. Если вы все-таки используете опорное кольцо, то вам нужно оплавить корень бусинка к этому кольцу. Вам нужно заполнить как можно больше корневой бусинки внутри зажимные стержни, прежде чем вы снимете зажим. Как только вы удалите его, вам понадобится для завершения бусинки.
При работе с наполнителями следует применять твердую технику и соблюдать осторожность. Вы должны убедиться, что эти бусинки правильно вошли в корень, иначе у вас получится подрез.Возможно, вам понадобится несколько валиков, чтобы обеспечить прочное соединение с полным проплавлением.
Затем нужно создать финишные бусинки. Эти бусинки получаются
поместите поверх бусинок наполнителя, чтобы вы могли завершить соединение. Обычно это бусинки шириной 5/8 дюйма, которые выглядят как
примерно на 1/16 дюйма над внешней поверхностью трубы.
Обычно это бусинки шириной 5/8 дюйма, которые выглядят как
примерно на 1/16 дюйма над внешней поверхностью трубы.
Сварка алюминиевых труб
Если у вас алюминиевая труба, нужно проявлять такую же осторожность, как и алюминиевые сварные швы для чего-либо еще.
Вам потребуется специальная детализация стыков и сочетание различных процедур. В большинстве из них опорные кольца не используются.
Сварочные символы
Во время сварки вы часто видите символы и диаграммы. Эти Может ли это так же невозможно понять, как книга по химии для среднего специалиста? школьник. Давайте посмотрим на позиции и символы, а также на то, что они собой представляют. говорю вам.
В этих позициях есть 2 основных типа символа. F означает филе.Это касается всех угловых швов. G обозначает паз и используется для пазов и соединений. Когда вы слышите F или G, это просто говорит о том, какой тип сварного шва вы выполняете.
1F
Это положение используется в положении плоской сварки. Это символ филе.
Это символ филе.
Вы увидите, что это используется, когда вам нужно работать с наполнителем, который повернут так, чтобы он находился на одном уровне с землей.
Это также самая простая из всех сварочных позиций. Это положение также называется положением плоского скругления.
В угловом шве это соединение будет иметь опорную пластину, которая под углом и стык под таким же углом, чтобы сам стык был обращен прямо вверх, делая зону сварного шва полностью плоской между пластинами сливаются вместе.
2F
Это еще одно положение углового шва, но оно используется при горизонтальной сварке.
Если вы используете это положение, вам нужно будет использовать для сварки верхнюю сторону горизонтальной поверхности.
Поверхность будет лежать напротив другой вертикальной поверхности.При сварке из этого положения угол наклона резака должен составлять 45 градусов.
Если присадочный шов повернут таким образом, что присадочный материал расположен горизонтально по отношению к земле, вам нужно будет использовать это положение.
Сложнее использовать, потому что сварочная ванна будет пытаться сдвинуться вниз и удариться о землю. Будет сложно предотвратить неровность стыка и наличие лужи присадочного металла на дне стыка.
Вдобавок к этому тепло будет перемещаться вверх к верхней части сустава.Когда металл течет вниз, а тепло поднимается вверх, очень легко испортить этот сварной шов.
В конечном итоге вы рискуете прожечь верхнюю часть сустава и не проколоть. Вам нужно будет много потрудиться, чтобы овладеть своей техникой, если вы хотите, чтобы на суставе был ровный и равномерный бисер.
Визуально это соединение будет иметь опорную пластину, которая плашмя на земле, а пластина сваривается, торчащая прямо в воздухе, образуя T. Ваш сварной шов будет под углом примерно 45 градусов, потому что он будет приютившись в этом углу.
3F
Это положение для вертикальной угловой сварки. Вы будете использовать это положение для сварки каждый раз, когда в вашей позиции сварки присадочный материал находится вертикально относительно земли.
Это положение позволяет выполнять сварку на подъеме, используя свое положение для противодействия влиянию силы тяжести на сварной шов. Это довольно сложно по сравнению с позициями 1 и 2.
В этом положении у вас есть одна основная металлическая пластина, которая упирается в стену, а другая, которая выходит из нее под перпендикулярным углом, но вместо того, чтобы положить ее прямо вверх и вниз, как дверная петля или настенный бра. .
Вы будете заливать металл под углом 45 градусов в углу, который образует соединение, но он будет располагаться вверх и вниз, а не ровно.
4F
Это положение для сварки под потолком. Вам нужно будет использовать это положение, когда ваше филе расположено над вами, а присадочный металл находится над вами, но прилегает к земле.
Эта позиция самая сложная из всех позиций скругления (F).
Визуально это выглядит как опорная плита, лежащая заподлицо с потолком, а металл, сплавленный с ней, торчит перпендикулярно.
Вы заполняете стык вместе под углом 45 градусов в углу, который он образует, но металлическая лужа на самом деле будет над вашей головой, с опасностью, что расплавленный металл упадет прямо на пол.
1G
Это положение известно как положение для сварки с разделкой кромок.
Это еще один символ плоского положения при сварке. Если вы видите 1G, это означает, что сварной шов с разделкой кромок повернут таким образом, что присадочный материал остается ровным.
Канавки обычно плоские. Для этой канавки это предельно просто.Представьте, что вы кладете 2 плоских металлических листа вместе со столом. Ваш присадочный металл сплавляет их вместе прямо на шве. Все ровно и легко.
2G
Это еще одно положение горизонтального шва. В этом положении вы будете работать с суставом, ось которого горизонтальна, а грань — вертикальна.
Этот метод сварки с вертикальной канавкой предназначен для использования, когда сварной шов с канавкой поворачивается таким образом, что присадочный материал имеет тенденцию течь горизонтально. Это сложнее, чем 1F, 1G и 2F.
Это сложнее, чем 1F, 1G и 2F.
Это похоже на 1G, но здесь то вверх, то вниз, так что представьте укладывать на стену 2 листа металла друг над другом. Вы будете заполнять центр по горизонтальной линии.
3G
Это положение используется для перемещения сварочной горелки вертикально по поверхности стыка.
Эта позиция отличается от любой из других позиций G. Преимущество этого положения в том, что в нем можно сваривать намного быстрее, чем в других положениях.
К сожалению, в этой позиции также намного сложнее добиться глубокого проникновения, поэтому вам необходимо освоить технику, прежде чем ее использовать.
Это похоже на 2G, но вы поворачиваете листы так, чтобы они располагались бок о бок, а не один над другим, и заполняли шов по вертикали, а не по горизонтали.
4G
Это положение используется, когда при сварке с разделкой кромок необходимо, чтобы присадочный металл располагался над головой.
Это очень сложно, особенно если вы используете его на листовом металле.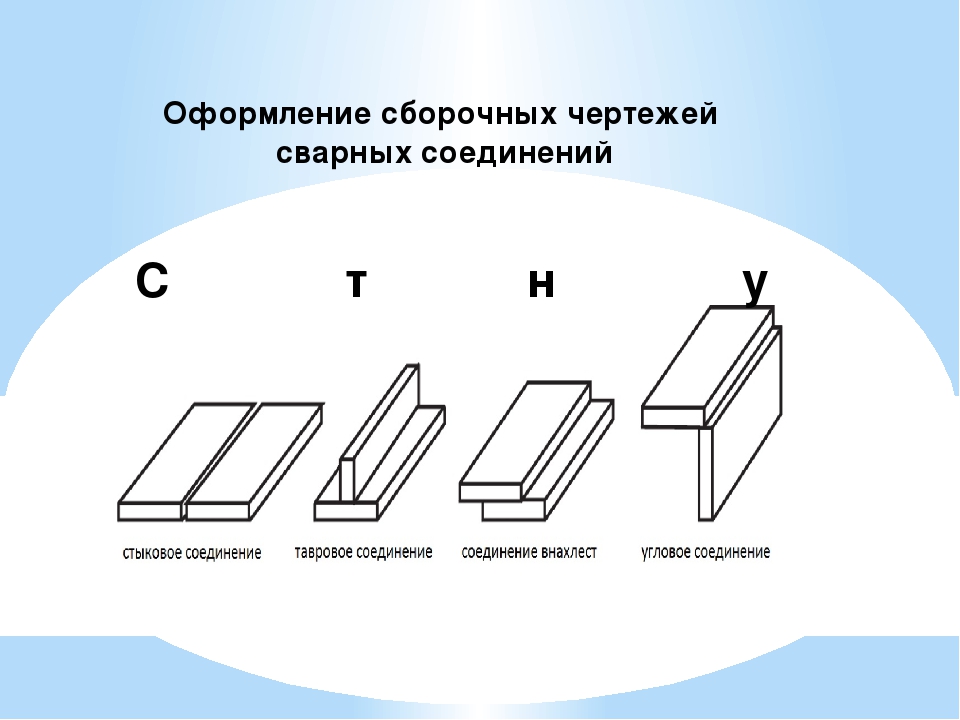 Вам следует попытаться выполнить этот тип сварки без предварительного освоения всех остальных положений.
Вам следует попытаться выполнить этот тип сварки без предварительного освоения всех остальных положений.
Для этой позиции вы берете бок о бок и снова соединяете их вместе.
К сожалению, эти плиты находятся на потолке, поэтому вы работаете снизу, и вам необходимо следить за тем, чтобы расплавленный металл не упал на землю.
Последние мысли…
Какие из этих сварочных позиций вы выполняли? Существует так много различных методов, что многие сварщики никогда не изучают их все.Важно освоить более простые техники, прежде чем пытаться применять более сложные.
Изучив их все, вы сможете сваривать все, что вам нужно, и, возможно, даже знаете больше, чем некоторые профессионалы!
«Типы сварочного положения» — Cadsys25
В сварочной технике есть несколько типов сварочных позиций, которые имеют обозначение или кодировку в зависимости от типа сварного соединения или сварного соединения. Для угловых соединений он обозначается как 1G, 2G, 3G и 4G, а для угловых соединений он кодируется позициями 1F, 2F, 3F и 4F.
Следующие обозначения или коды используются для объяснения типов положения при сварке:
Для соединения под сварку с пазом.
— Для плоской сварки, кодируется 1G.
— Для горизонтальной сварки, кодируется 2G.
— Для вертикальной сварки, кодируется 3G.
— Для сварки над головой, кодируется 4G.
Для соединения под угловую сварку.
— Для плоской сварки, кодируется 1F.
— Для горизонтальной сварки, кодируется 2F.
— Для вертикальной сварки, кодировка 3F.
— Для сварки над головой, код 4F.
Различное положение углового шва:
РИС — 1
Положение сварного шва с различным разделением канавок:
РИС — 2
- В зависимости от положения во время сварки все сварные швы подразделяются на четыре основные группы: прямая или плоская сварка, горизонтальная сварка, вертикальная сварка и потолочная сварка.

- Согласно международным нормам под прямым или плоским сварным швом понимается сварка в любом направлении только на горизонтальной поверхности. Горизонтальный сварной шов выполняется горизонтально на вертикальной поверхности. Сварка над головой — это сварка, которая выполняется над головой оператора. Все эти положения при сварке показаны на рис.

Различные положения при сварке
Сварка вниз или вниз
- Сварка вниз или вниз — наиболее часто используемое положение. Фактически, сварка, выполняемая не в горизонтальном положении, называется «сваркой вне положения».Это положение является наиболее популярным, поскольку для получения качественного шва с максимальным проплавлением требуется минимум навыков. Нет опасности вытекания расплавленного металла из сварочной ванны. Большинство заводских сварочных работ выполняется в горизонтальном положении.
- Нет определенного правила для угла, под которым следует держать электрод, однако он обычно держится под углом 90 градусов к заготовке, а электрод наклонен на 10-25 градусов в направлении сварки, как показано на рис. выбор этого угла зависит от настроек напряжения и тока источника питания, а также от толщины заготовки. Типичным движением электрода в плоском положении является движение валика стрингера или колебательное движение, как показано на рис. .
- Нет определенного правила для угла, под которым следует держать электрод, однако он обычно держится под углом 90 градусов к заготовке, а электрод наклонен на 10-25 градусов в направлении сварки, как показано на рис.
 выбор этого угла зависит от настроек напряжения и тока источника питания, а также от толщины заготовки. Типичным движением электрода в плоском положении является движение валика стрингера или колебательное движение, как показано на рис.
выбор этого угла зависит от настроек напряжения и тока источника питания, а также от толщины заготовки. Типичным движением электрода в плоском положении является движение валика стрингера или колебательное движение, как показано на рис.- Плоская сварка или сварка вниз обычно используется для угловых швов, сварных швов с подкладкой и стыковых швов.
- Это положение сварного шва чаще всего используется при сварке сосудов и резервуаров.В качестве подготовки кромки обычно используется одинарная фаска. Чтобы металл не стекал с края, нижняя пластина не имеет фаски. По той же причине зажигание дуги сначала происходит на горизонтальном крае нижней пластины, а затем на скошенной поверхности при наклоне электрода назад, как показано позициями 1, 2 и 3 на рис.
Положение и движение электрода при горизонтальной сварке
- Провисание расплавленной лужи можно предотвратить, поддерживая более короткую длину дуги и более быстрое перемещение электрода, чем при сварке вниз или плоской сварке. Быстрое перемещение электрода способствует более быстрому охлаждению наплавленного металла, что снижает вероятность провисания расплавленного металла. Неправильная горизонтальная сварка приводит к поднутрениям и перекрытиям, как показано на Рис. .
 Быстрое перемещение электрода способствует более быстрому охлаждению наплавленного металла, что снижает вероятность провисания расплавленного металла. Неправильная горизонтальная сварка приводит к поднутрениям и перекрытиям, как показано на Рис.
Быстрое перемещение электрода способствует более быстрому охлаждению наплавленного металла, что снижает вероятность провисания расплавленного металла. Неправильная горизонтальная сварка приводит к поднутрениям и перекрытиям, как показано на Рис.Дефект сварки подрез и перекрытие
Вертикальная сварка
- Вертикальная сварка имеет два варианта: вертикально вверх и вертикально вниз. Сварка вертикально вверх используется чаще всего, поскольку она позволяет теплу проникать глубже, что приводит к сварке с глубоким проплавлением.Он также обеспечивает более прочный сварной шов, и поэтому предпочтение отдается, когда важна толщина сварного шва. Сварка вертикально вниз используется для сварки листового металла и уплотнения.
(a) Вертикально вверх (b) Вертикально вниз
- При вертикальной сварке рекомендуется не использовать электроды диаметром более 4 мм, поскольку при большем диаметре труднее предотвратить просыпание расплавленного металла вниз. Чтобы противодействовать силе тяжести, электрод наклоняют вниз под углом от 10 до 20 градусов, как показано на рис. Это упрощает выполнение всего процесса сварки при сварке вертикально вверх.
 Чтобы противодействовать силе тяжести, электрод наклоняют вниз под углом от 10 до 20 градусов, как показано на рис. Это упрощает выполнение всего процесса сварки при сварке вертикально вверх.
Чтобы противодействовать силе тяжести, электрод наклоняют вниз под углом от 10 до 20 градусов, как показано на рис. Это упрощает выполнение всего процесса сварки при сварке вертикально вверх.- Основными проблемами, которых следует избегать во время сварки, являются движения электрода: разрыв дуги, потеря столба дуги и повторный запуск дуги без очистки металла шва. Главный недостаток вертикальной сварки вниз заключается в том, что шлак часто опережает расплавленный металл и захватывается им.Это приведет к плохому проникновению. Следовательно, следует избегать сварки «вертикально вниз», когда прочность сварного шва является главной целью.
- Вертикальная сварка широко используется при сварке резервуаров, резервуаров и труб.
Сварка над головой
Перенос металла при потолочной сварке
- Сварку над головой выполнить намного сложнее не только потому, что расплавленный металл в сварочной ванне, которая находится над головой рабочего, постоянно имеет тенденцию стекать вниз, но также очень вреден для рабочих из-за брызг и летящих искр. Для успешной сварки над головой важно использовать дугу очень хорошего качества с описанным режимом короткого замыкания металла. сварочная ванна должна быть небольшого размера, электроды, используемые для сварки над головой, должны иметь диаметр не более 3,15 мм. Электрод следует наклонять на 10-25 градусов в направлении сварки с быстрым перемещением электрода, чтобы вызвать быстрое затвердевание наплавленного металла. Как показано на рис.
 Для успешной сварки над головой важно использовать дугу очень хорошего качества с описанным режимом короткого замыкания металла. сварочная ванна должна быть небольшого размера, электроды, используемые для сварки над головой, должны иметь диаметр не более 3,15 мм. Электрод следует наклонять на 10-25 градусов в направлении сварки с быстрым перемещением электрода, чтобы вызвать быстрое затвердевание наплавленного металла. Как показано на рис.
Для успешной сварки над головой важно использовать дугу очень хорошего качества с описанным режимом короткого замыкания металла. сварочная ванна должна быть небольшого размера, электроды, используемые для сварки над головой, должны иметь диаметр не более 3,15 мм. Электрод следует наклонять на 10-25 градусов в направлении сварки с быстрым перемещением электрода, чтобы вызвать быстрое затвердевание наплавленного металла. Как показано на рис.Типичное перемещение электрода при сварке над головой
- Кроме того, сварщику рекомендуется накинуть кабель электрода на плечо, чтобы избежать тяги вниз из-за веса кабеля. Это также снижает утомляемость руки и кисти, поскольку вес кабеля теперь поддерживается плечом. Рекомендуется использовать электроды с основным покрытием для сварки над головой. Из-за этого покрытия скорость плавления становится ниже по сравнению с сердечником проволоки и, таким образом, обеспечивает защитные слои для расплавленного металла над сварочной ванной. Это также уменьшило образование брызг. Ток, используемый при сварке сверху вниз, на 20–25% ниже, чем при сварке вниз.
 Это также уменьшило образование брызг. Ток, используемый при сварке сверху вниз, на 20–25% ниже, чем при сварке вниз.
Это также уменьшило образование брызг. Ток, используемый при сварке сверху вниз, на 20–25% ниже, чем при сварке вниз.1G Позиция сварки
- Позиция сварки 1G — самая простая позиция сварки. В положении сварки 1G трубу или объект можно вращать вокруг своей продольной оси или горизонтальной оси X, и сварка выполняется в месте соединения, где должна выполняться сварка.
- В положении сварки 1G положение сварщика не может измениться, поскольку труба или объект вращаются вокруг своей продольной оси (горизонтальной оси X).
2G Позиция для сварки
- Позиция сварки 2G — вторая по сложности позиция сварки. В положении сварки 2G труба или объект удерживаются вертикально, а сварка выполняется горизонтально в горизонтальной плоскости.
5G Сварочное положение
- Позиция сварки 5G — это трудная позиция для сварки, но ее легко сравнить с позициями 1G и 2G. В положении 5G труба находится в горизонтальном положении или положении по оси X, но трубу нельзя повернуть или она зафиксирована.
 В положении 5G труба находится в горизонтальном положении или положении по оси X, но трубу нельзя повернуть или она зафиксирована.
В положении 5G труба находится в горизонтальном положении или положении по оси X, но трубу нельзя повернуть или она зафиксирована.- Сварщик выполняет сварку при перемещении по трубе. В положении сварки 5G сварка выполняется вертикально вверх или вниз. Положение 5G аналогично положению 1G, с той лишь разницей, что труба не может вращаться.
6G Сварочное положение
- Позиция сварки 6G — одна из самых сложных позиций. Сварщик, имеющий достаточный опыт, способен выполнять сварку в позиции 6G.В положении сварки 6G труба располагается в угловом или наклонном положении примерно на 45 градусов от вертикальной оси (ось Y) или 45 градусов от горизонтальной оси (ось X).
- Сварщик должен выполнять сварку при перемещении по трубе, потому что труба находится в фиксированном положении и не может вращаться.
- Если сварщик имеет квалификацию положения 6G, то ему разрешается выполнять сварку в положении 1G, но наоборот невозможно.

Позиция сварки 6G.Труба закреплена.
ПОЗИЦИИ ДЛЯ СВАРКИ Вся сварка выполняется в одном из четырех положений: (1) плоское, (2) горизонтальное, (3) вертикальный, или (4) над головой. На всех этих машинах можно выполнять угловые или разделочные швы. позиции. На Рис. 3-29 показаны различные положения, используемые при сварке пластин. В Американское сварочное общество (AWS) обозначает эти должности цифрой / буквой. обозначение; например, положение 1G относится к сварному шву с разделкой кромок, который должен быть выполнен в плоском положении.Здесь 1 используется для Рисунок 3-30.-Положение при сварке трубы. указывают на плоское положение, а G указывает на сварку с разделкой кромок. Для филе
сварка выполнена в плоском положении, числовое / буквенное обозначение 1F (F для
филе). Из-за силы тяжести положение, в котором вы выполняете сварку, влияет на поток
расплавленный присадочный металл. По возможности используйте ровное положение, потому что сила тяжести
втягивает расплавленный металл вниз в стык, ускоряя сварку и
Полегче. Горизонтальная сварка немного сложнее, потому что расплавленный металл
имеет тенденцию провисать или стекать на нижнюю пластину. Вертикальная сварка выполняется в
вертикальная линия, обычно снизу вверх; однако на спуске по тонкому материалу
или сварка вниз может быть проще.Положение над головой — самое сложное
должность. Хотя терминов плоский, горизонтальный, вертикальный и потолочный достаточно описывают положения для сварки пластин, они неадекватно описывают трубу позиции сварки. При сварке труб используются четыре основных контрольных положения. (рис. 3-30). Обратите внимание, что позиция относится к положению трубы, а не положение сварки. Тестовое положение 1G выполняется при горизонтальном положении трубы. В этом
положение, труба прокатывается так, чтобы сварка производилась в горизонтальном положении
при вращении трубы под дугой. Эта позиция является наиболее выгодной из
все положения сварки труб. При сварке в положении 2G
труба размещается в вертикальном положении, поэтому сварку можно производить в
горизонтальная позиция. Позиция 5G аналогична позиции 1G в том, что
ось трубы горизонтальна.Но когда вы используете позицию 5G,
при сварке труба не перекручивается и не перекатывается; Следовательно
сварка в этом положении затруднена. ПРИМЕЧАНИЕ. При сварке труб нет испытательного положения 3G или 4G. Кроме того, поскольку большинство Сварные швы труб — это швы с разделкой кромок, они обозначаются буквой G. .Мы обсудим больше о технологиях, используемых для сварки в различных позиции позже в этом учебном пособии, а пока давайте поговорим о воздействие тепла на металл. |
 Эти числовые / буквенные обозначения относятся к тестовым позициям. Эти
позиции, которые сварщик должен будет использовать во время квалификационного испытания сварки.
Как сталевар, есть большая вероятность, что когда-нибудь вам понадобится
для сертификации или проведения квалификационных испытаний сварки; поэтому важно
что вы хорошо разбираетесь в сварке и можете применять технику сварки в
каждая из тестовых позиций.
Эти числовые / буквенные обозначения относятся к тестовым позициям. Эти
позиции, которые сварщик должен будет использовать во время квалификационного испытания сварки.
Как сталевар, есть большая вероятность, что когда-нибудь вам понадобится
для сертификации или проведения квалификационных испытаний сварки; поэтому важно
что вы хорошо разбираетесь в сварке и можете применять технику сварки в
каждая из тестовых позиций.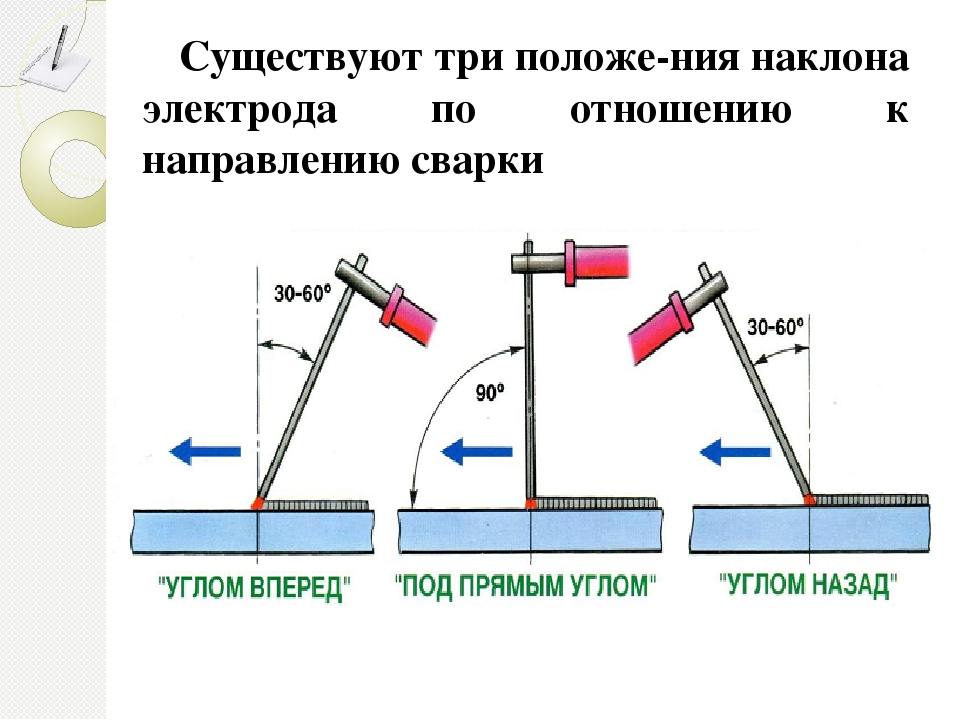 Поскольку металл шва течет вниз, это положение требует
значительный опыт с вашей стороны для получения сварных швов хорошего качества.
Поскольку металл шва течет вниз, это положение требует
значительный опыт с вашей стороны для получения сварных швов хорошего качества.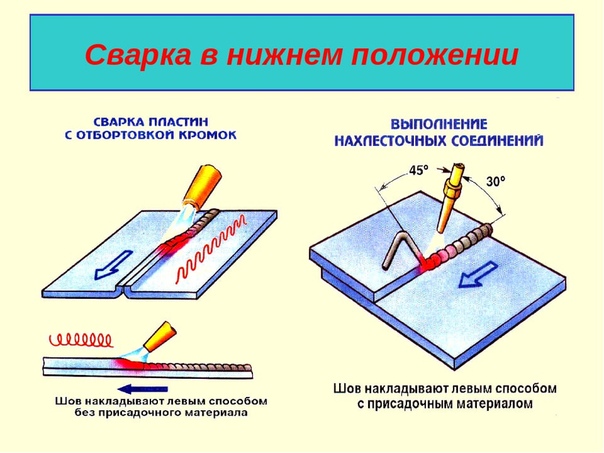 Когда вы используете положение 6G
для сварки труб ось трубы находится под углом 45 градусов к
горизонтально и труба не катится. Поскольку труба не катится, сварка
должно выполняться во всех положениях — плоском, вертикальном, горизонтальном и верхнем. Если
вы можете сваривать трубу в этом положении, вы можете выполнять всю остальную сварку
позиции.
Когда вы используете положение 6G
для сварки труб ось трубы находится под углом 45 градусов к
горизонтально и труба не катится. Поскольку труба не катится, сварка
должно выполняться во всех положениях — плоском, вертикальном, горизонтальном и верхнем. Если
вы можете сваривать трубу в этом положении, вы можете выполнять всю остальную сварку
позиции.Оптимизация сборки труб
Поскольку сварочная ванна всегда имеет тенденцию опускаться из-за силы тяжести, положение при сварке является важным вопросом.При орбитальной сварке электрод вращается вокруг трубы на 360 °… поэтому необходимо учитывать каждое положение.
Что касается орбитальной сварки, наиболее распространенным применением является стыковая сварка трубы и трубы (BW). Этот вид сварки часто составляет до 80% сварочных работ. С другой стороны, существуют также применения с трубными пластинами, особенно для производства теплообменников. Эти сварные швы можно легко выполнять с помощью адаптированных сварочных головок. Но как только вам нужно приступить к сварке под углом (FW), требуются более высокие знания в области сварки.
Какие бывают положения при сварке?Положения при сварке описаны в европейском стандарте EN ISO 6947: 2011. Основные позиции обозначены буквами. Здесь речь идет о положении электрода, вращающегося вокруг трубки.
ОБОЗНАЧЕНИЯ ПОЛОЖЕНИЙ СВАРКИ:
- PA: горизонтальное положение
- BP: горизонтально вертикальное положение
- ПК: горизонтальное положение
- PD: горизонтальное потолочное положение
- PE: верхняя позиция
- PF: вертикально вверх
- PG: вертикальное нижнее положение
Недостаточно просто рассмотреть эту конфигурацию; вы также должны учитывать позиционирование заготовки. При орбитальной сварке мы часто работаем в угловом положении PK — см. Текст ниже — для сварки труб и листов.
При орбитальной сварке мы часто работаем в угловом положении PK — см. Текст ниже — для сварки труб и листов.
PK: положение орбитальной трубки
А угловые швы в угловом положении?В этом случае две заготовки находятся в разных положениях. Первая трудность для угловых сварных швов — это возможность контролировать геометрию сварочной ванны с точки зрения «свадьбы», особенно если толщина стенок разная.Невозможно приступить к работе с важной сварочной ванной, если одна из частей имеет небольшую толщину стенки. Здесь важную роль играет положение электрода. При программировании DMOS вам придется учитывать эту проблему.
По сравнению с простой сваркой «труба-труба», при которой контролируется около 12 параметров, вы можете легко найти 15 параметров для угловых швов.
Поскольку вам придется работать с присадочным материалом для угловых швов, необходимо учитывать следующие параметры: тип проволоки, скорость подачи проволоки и угол наклона электрода.
Следует иметь в виду, что в случае угловых швов поверхность, которая должна быть нагрета, больше, чем при простом сварном шве труба-труба. Вам понадобится более высокая сила тока, при которой можно легко достичь излишка в 25%.
Наш совет:
Il наиболее важен для управления положением горелки и присадочной проволокой, чтобы защитный газ легко достигал сварочной ванны.
В идеале кончик горелки должен быть немного сужен, а длина присадочной проволоки не должна быть ни слишком длинной, ни слишком короткой.Если эта проволока слишком длинная, защитный газ не может попасть в сварочную ванну. В этом случае сварной шов станет неровным, так как сварочная ванна не проникает в материал из-за недостаточного нагрева.
При сварке присадками первостепенное значение имеет опыт сварщика. Вот почему программирование становится страстью, и большое количество сварщиков с радостью справляются с подобными задачами! Узнайте больше об орбитальной сварке TIG и ее преимуществах в нашем бесплатном справочнике!
Положение при сварке трубы 【Подробное руководство】 — WeldRun.
 com
comСпециалисты по неразрушающему контролю Magnum сталкиваются со многими характерными положениями крепления после проведения неразрушающего контроля. В недисциплинированных руках застегивание часто представляет угрозу безопасности. Вот почему опытные обычные организации, такие как ASME, AWS, ISO, JWES, создают правила и классификации для позиций крепления.
Сварщики должны быть аттестованы на всех должностях, чтобы выполнять эти типы сварных швов. Положение сварки труб часто делится на четыре группы: 1G, 2G, 5G и 6G.
1 г Сварка
В положении крепления 1G труба находится в горизонтальном положении и может поворачиваться по горизонтальной оси (X).Положение сварщика остается неподвижным. Крепление выполняется по самой высокой части трубы. Часто это самое главное положение крепления, которое может быть выполнено.
Позиция сварки 2g
В положении крепления 2G труба находится в вертикальном положении и может поворачиваться по вертикальной оси (Y). Положение сварщика остается неподвижным. Сварка выполняется на участке трубы в горизонтальном направлении.
Положение сварщика остается неподвижным. Сварка выполняется на участке трубы в горизонтальном направлении.
Позиция сварки 5g
В положении крепления 5G труба находится в горизонтальном положении.не нравится положение 1G, труба в закрепленном положении и не может быть повернута. Мастер перемещается по трубе в вертикальном направлении для закрепления.
Позиция сварки 6g
В положении крепления 6G труба наклонена под углом более или менее 45 ° от горизонтальной оси (X) или 45 ° от вертикальной оси (Y). Труба находится в закрепленном положении, поэтому мастер должен перемещаться по трубе, чтобы выполнить закрепление. Часто это сложное положение крепления, требующее отличных знаний и технического опыта.
Методы сварки труб
Мастерство сварщика в каждом положении крепления выступает в качестве сертификата, который дает ему право выполнять дополнительные виды работ по креплению. Другими словами, освоение каждой должности повышает квалификацию сварщика.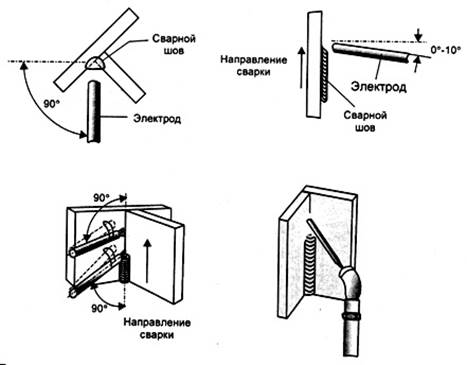 Например, если ремесленник имеет квалификацию только на позицию 1G, он не может проводить закрепление на дополнительных продвинутых должностях, таких как 2G, 5G или 6G.
Например, если ремесленник имеет квалификацию только на позицию 1G, он не может проводить закрепление на дополнительных продвинутых должностях, таких как 2G, 5G или 6G.
Если ремесленник получил квалификацию позиции 6G, ему или ей разрешается удерживать закрепление в позициях 1G, 2G и 5G.Эти стандарты должны соблюдаться, чтобы обеспечить безопасность рабочего места.
Сварка, как известно большинству людей, может быть методология изменения целостности 2 или дополнительных материалов с теплом — генерируемым электричеством, генерируемым топливным газом, трением, давлением, взрывчатыми веществами или, возможно, звуком.
Исторически сложилось так, что все работы по креплению сводились на нет в одном из четырех совершенно разных положений — плоском, горизонтальном, вертикальном и потолочном. Ремесленник должен быть знаком с этими позициями, так как он может потребоваться для правильного использования этих позиций во время проверки квалификации крепления.
Это так важно, чтобы вы просто хорошо понимали и применяли технику закрепления в каждой позиции чека.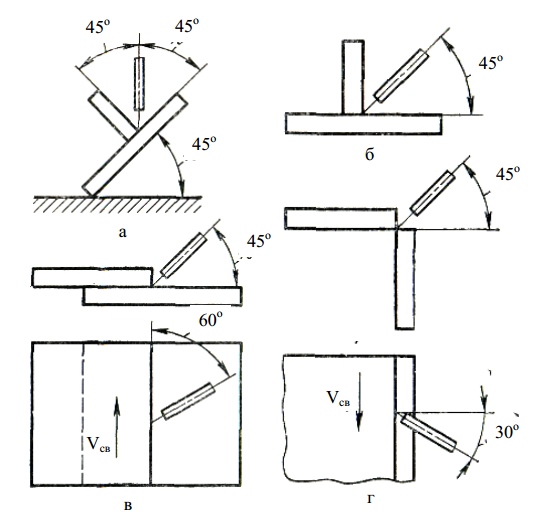
Зачем нужны четыре позиции?
Необходимость в четырех совершенно разных позициях является результатом крепления, которое влияет на поток жидкого присадочного металла. В плоском положении закон гравитации притягивает сжиженный металл вниз в соединение, обеспечивая быстрое и легкое крепление. Горизонтальное крепление сравнительно прочное, так как сжиженный металл проседает или стекает на нижнюю пластину.
Вертикальное крепление завершается очень вертикальной линией снизу вверх. Положение верхнего крепления — это самое сложное положение. Поскольку металл сварного шва течет вниз, положение над головой требует значительного наблюдения для обеспечения безупречного качества сварных швов.
Хотя термины плоский, горизонтальный, вертикальный и надземный точно описывают положения для крепления пластин, они недостаточно описывают положения крепления труб. При креплении трубы используются четыре основных контрольных положения по квадрату, однако эти положения проверяются положением трубы, а не положением человека, который крепится.
Разница между позициями
Различные положения крепления для углового крепления трубы в положениях 1G, 2G, 5G и 6G. 1G — это горизонтальный сварной шов в прокатном положении. 2G — это вертикальное положение. 5G — это закрепленное горизонтальное положение. и поэтому 6G находится в скрепленном положении под углом примерно сорок пять градусов.
Необходимо, чтобы вы просто воспринимали нормы положения крепления. Например, если мастер получает квалификацию на очень высокую позицию 6G, этот человек будет квалифицирован для сварки на любой из противоположных позиций.Однако, если мастер получит квалификацию для сварки в позиции 1G, то этот человек будет иметь право только на сварку в позиции 1G.
Крайне важно, чтобы вы просто должным образом сертифицировали сканирование кода, который вы тоже тестируете. Опять же, получение квалификации в очень ограниченной должности, по сути, не означает, что вы просто квадратный метр, квалифицированный для сварки всех материалов и любой толщины.
Обратите внимание, что толщина, как и материалы, должна определяться кодом, на который вы имеете право.
Предпочтение позиций под сварку
Если вы обсуждаете плоское, горизонтальное, вертикальное или потолочное положение крепления, часто предпочтительнее плоское положение. Как правило, мастеру проще выполнить плоские сварные швы, поэтому они более рентабельны.
Основная причина, по которой вам нужно выполнять сварку в альтернативных положениях, заключается в том, что собираемую конструкцию нельзя изменить так, как вам хотелось бы. С технической точки зрения, профессиональный мастер должен иметь возможность производить сварку постоянного качества независимо от должности.
Установка кондуктора в держатель под углом в девяносто градусов предписана для крепления в плоском положении и для игры в гольф, проводник прямо рекомендуется для закрепления в верхнем положении.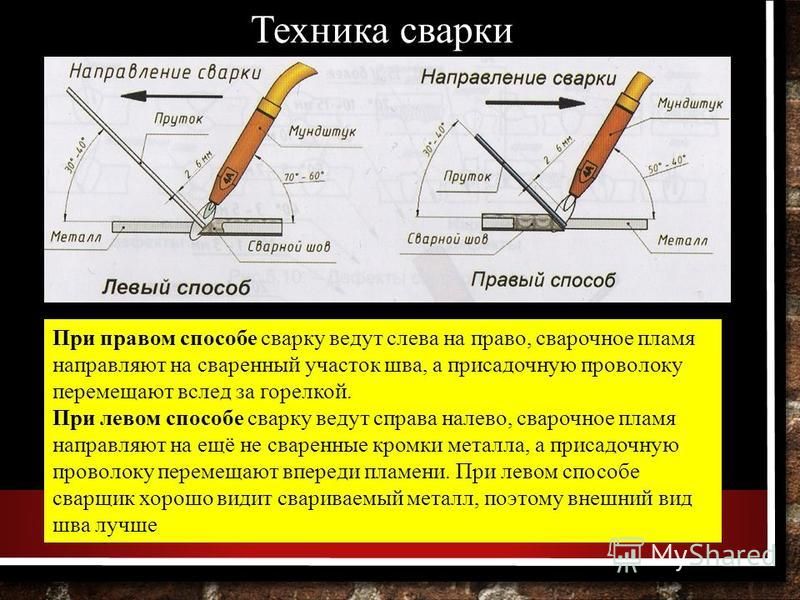
Если вы узнали профессионального сварщика, умеющего хорошо разбираться в сварке, поднимите его / ее, чтобы он осмотрел свой сварной шов и дополнительно осмотрите готовые сварные швы. они много расскажут о том, что вы будете делать, и что нужно исправить.
Получили информацию о позициях труб? Пришло время узнать больше о том, как заменить рокер-панели без сварки!
Заключение
Теперь, когда вы получили всю информацию, которая может вам понадобиться, чтобы начать свой путь к сварке, чего вы ждете?
Эти направляющие положения при сварке труб теперь должны помочь вам вывести вашу позицию при сварке на новый уровень. Благодаря включению положения 2g, положения 5g, положения 6g ваши сварочные работы должны продвигаться вперед и оставаться более продолжительными!
Если вы хотите получить дополнительную информацию о следующем, вы можете проверить этот источник:
4 основных типа сварочных позиций
Обычно позиции сварки — это углы, под которыми соединяются металлы. Обычно они делятся на четыре категории: горизонтальные, вертикальные, плоские и накладные.
Обычно они делятся на четыре категории: горизонтальные, вертикальные, плоские и накладные.
Канавочные и угловые сварные швы стали наиболее распространенными типами сварных швов. Сварщики могут выполнять эти два шва в любом положении. Эти два сварных шва имеют специальные буквенные обозначения, чтобы различать их.
F-сварка (F) — F-сварка может использоваться для сварки двух отдельных частей металла прямо вверх или под небольшим углом.
Швы с разделкой кромок (G) — Швы с разделкой кромок (G) можно выполнять в пазу, если они могут проникать через нижнюю поверхность.Этот тип сварного шва требует полного проплавления для получения прочных сварных швов.
Позиции для пазовой и угловой сварки
Обычно используются следующие буквы и цифры.
Для позиций под сварку с разделкой кромок
- 1G — (плоское положение сварки)
- 2G — (горизонтальное положение сварки)
- 3G — (вертикальное положение сварки)
- 4G — (положение сварки выше или выше)
- 5G — (положение сварки в вертикальном направлении вверх / вниз)
- 6G / 6GR — (вертикальное верхнее положение сварки)
Для положений углового шва
- 1F — (горизонтальное положение сварки)
- 2F — (горизонтальное положение сварки)
- 3F — (вертикальное положение сварки)
- 4F — (положение сварки выше или выше)
- Типы положений сварки в соответствии с AWS и ASME
- 1G / 1F
- 2F / 2G
- 3G в гору
- 3G вниз
- 4F / 4G
- 5G в гору
- 5G вниз
- 6G в гору
- 6G вниз
Каждой позиции сварки соответствует определенная цифра и буква, e. g., 1G, 2G, 3G, 4G, 5G и 6G / 6GR. Все они используются для различных углов и форм при сварке.
g., 1G, 2G, 3G, 4G, 5G и 6G / 6GR. Все они используются для различных углов и форм при сварке.
Однако некоторые различия в названиях, используемых в ASME IX, AWS D1.1 и ISO 15614-1 в своих методах изготовления сварных металлических изделий, относятся к их соответствующим стандартам сварки.
1G / 1F / PA Положение (плоское)Одно из наиболее часто используемых положений плоского шва — 1G / 1F / PA. В этом положении сварщик помещает металлическую деталь прямо под горелкой.Он также используется для сварки с поднутрением, разделкой кромок и угловых швов.
2G / PC Положение (по горизонтали)Для плоской сварки металлическая деталь находится в горизонтальном положении и остается параллельной туловищу сварщика, когда он сваривает ее, стоя перед аппаратом.
2F (2f) / PB Положение (по горизонтали) Сварщики используют положение 2F / PB для выполнения угловых швов. Это сложнее, чем сварка на расстоянии одного фута, потому что они, как правило, все время держат резак под углом 45 °, что прямо противоположно положению 2F.
Стыковая сварка в положении 2F / 2f может быть несколько сложнее, чем сварка плоских поверхностей, поскольку расплавленный металл течет вниз, а горелка нагревается вверх от стыка. Следовательно, на стыках невозможно образование равномерного отложения.
Обычно сварщики должны выровнять металлы и закрепить соединение на обоих концах. Резак следует перемещать немного вверх и вниз, чтобы обеспечить равномерный нагрев компонентов соединения.
Таким образом, расплавленный металл не будет стекать по нижнему стержню и быстрее затвердеть.Это требует большого участия в 2f или любом горизонтальном положении m, 2f — одно из горизонтальных положений для теста скругления.
Важно отметить, что ось трубы не должна вращаться или перемещаться во время сварки при сварке трубы. Также существует горизонтальное фиксированное положение.
Сварщики также могут использовать положение для сварки горизонтально раскатанных труб, в котором труба расправляется и сваривается в требуемой ориентации.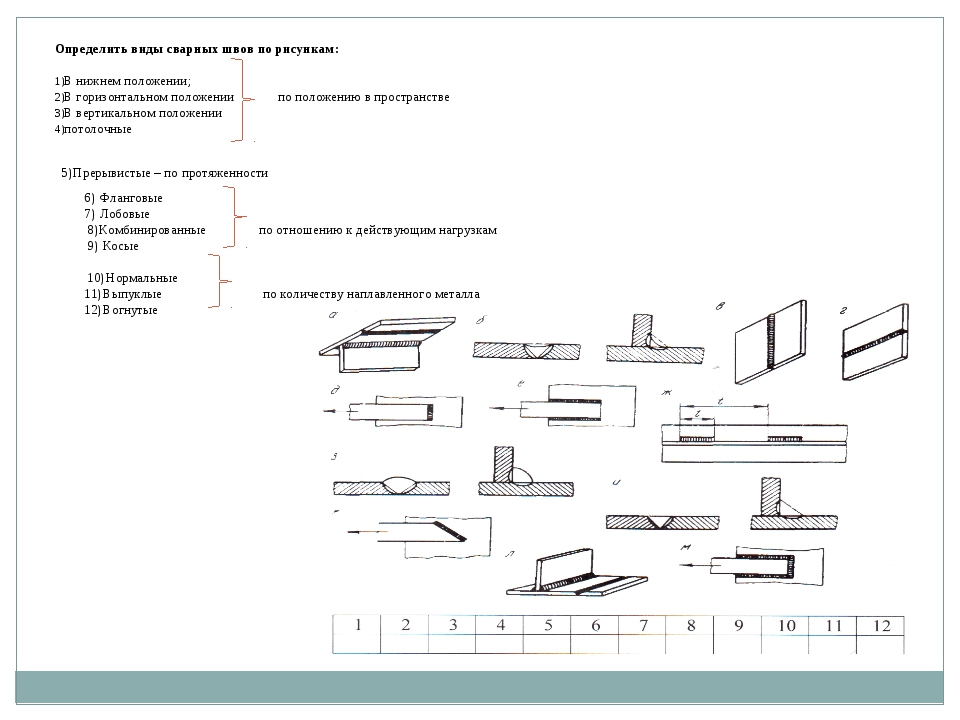 Для начала им нужно выровнять стыки и сварить их. Для захвата труб можно использовать стальные перемычки при сварке горелкой.
Для начала им нужно выровнять стыки и сварить их. Для захвата труб можно использовать стальные перемычки при сварке горелкой.
Среди других положений сварки, 2G, положение горизонтальной сварки для швов с разделкой кромок, не связанных с угловой сваркой, является другим. В этом положении ось сварного шва лежит горизонтально, а сварной шов обращен к вертикальной плоскости.
3G Положение вверх / PF (вертикальное)Сварные швы были вырезаны снизу трубы с использованием игольчатой горелки для поддержания угла 45 °; Затем горелку держали под углом и сваривали металл.
3G Даунхилл / Положение PG (вертикальное)Для угловой сварки сварщики используют положение «вертикально вниз», помещая металл на дно стержня.Эта позиция увеличивает производительность.
Положение 4G / PE (накладные расходы) Положение используется для стыковой сварки над головой, и сварщик надевает горелку из-под металлической детали. Обычно это сложное положение, поэтому сварщик должен убедиться, что температура установлена правильно перед сваркой.
Обычно это сложное положение, поэтому сварщик должен убедиться, что температура установлена правильно перед сваркой.
В этом положении сварщик обычно держится под углом 45 °, а горелка направлена вниз на металлическую деталь.Положение горелки зависит от положения трубы или пластины.
5G Сварочные позиции —Сварка труб выполняется в положении 5G, в котором ось трубы не поворачивается или вращается по горизонтали. 5G означает «сварку с разделкой кромок» по стандарту Американского общества сварщиков / Американского общества инженеров-механиков; Стандарт ISO / EN называет это PF.
5G Положение на гору (вертикальное) Это положение подходит для ручной стыковой сварки труб и является наиболее распространенным способом сварки труб.Сварщики следуют трем различным процедурам сварки, начиная с положения над головой, затем в горизонтальном положении, а затем в горизонтальном положении.
Трудно повернуть трубу в положение 5G, потому что она фиксируется в точке. Ведь трубу нельзя повернуть.
5G Положение на спуске (вертикальное)Положение 5G используется для заземления стыков труб. Это отличный и производительный метод ручной сварки труб в этом положении. В этом положении сварщики должны использовать соответствующее специальное оборудование для сварки труб против силы тяжести расплавленного металла.
Таким образом, сварщики становятся более производительными и добиваются лучших результатов сварки. При сварке 5G сварщики проходят три этапа, начиная с плоского, затем горизонтального и заканчивая надземным.
6G Сварочные позиции —Сварщики должны закончить эту должность с определенным уровнем квалификации для получения сертификата. Он похож на 5G / PH / PJ, за исключением того, что труба стоит под углом 45 °. Другие названия этой позиции — 6G Uphill и 6G Downhill.
Положение при сварке 6G также обычно называется позицией для сварки и аттестации сварщика, поскольку одна часть трубы должна располагаться под углом 45 градусов по отношению к другой.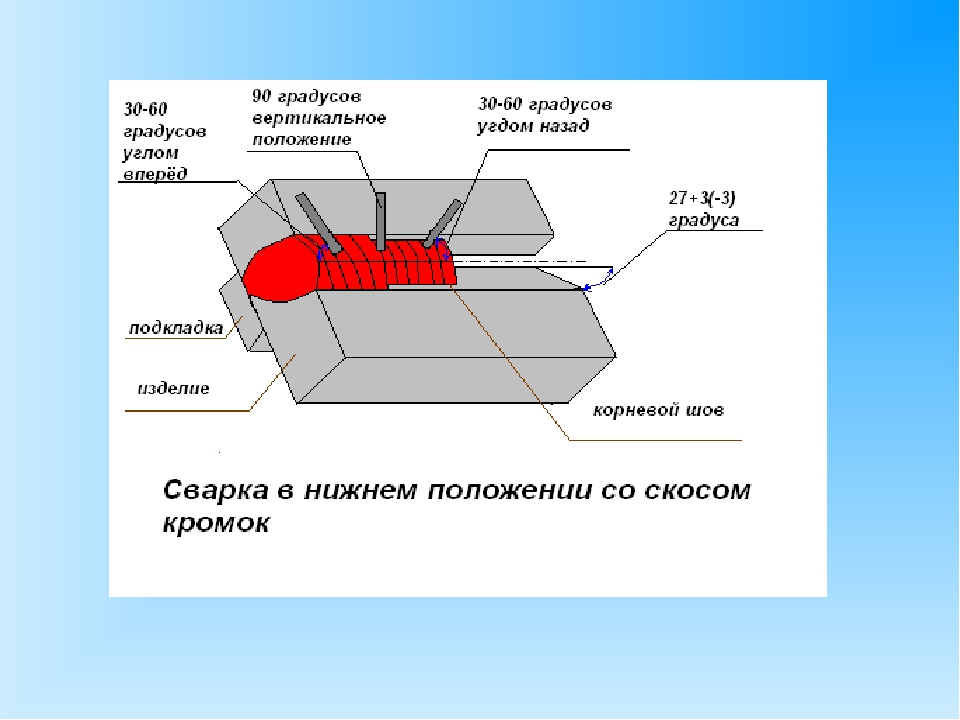
Сварщикам приходится удерживать себя в таком большом количестве различных положений при отжиме, что это становится для них наиболее сложной и сложной позицией.
Сварка с использованием 6G в основном включает три типа сварных швов: горизонтальный (грубый), плоский (легкий) и вертикальный (сложный). Основная причина затруднений заключается в заливке металла вниз.
В вертикальном положении сварщикам становится сложнее, так как это вертикальное положение. Следовательно, сварщик должен хорошо научиться выполнять сварку в положении 6G, прежде чем выполнять сварку отдельно.
При работе в промышленности сертифицированный сварщик довольно редко сталкивается с тестом 6G, но, как правило, для него это неотъемлемая часть процесса перед приемом на работу.
Изготовление или установка труб и трубопроводов чаще всего выполняется с помощью прихваточного шва, обычно используемого на химических заводах, нефтеперерабатывающих заводах, промышленных предприятиях и любых других подобных предприятиях, использующих трубы и трубопроводы.
Еще одна форма теста 6G, обозначаемая буквой R.В нем говорится, что сварка должна выполняться в кольцевой конфигурации. Другими словами, на горячей поверхности сварного шва должен сохраняться зазор в дюйм.
Это еще одна проблема, с которой сварщики сталкиваются в процессе сертификации. В этом сертификате сварщики должны выполнять сварку вплотную к препятствиям, таким как кронштейны, стены и крепления труб к другой конструкции.
Заключение
Следовательно, студенты, сварщики, преподаватели и другие специалисты могут извлечь пользу из информации о позициях сварки, таких как 1G, 2G, 3G, 4G, 5G и 6G / 6GR.
В процессе сертификации сварщиков есть несколько должностей. И угловые швы, и швы с разделкой кромок испытываются для положений от 1G до 6G.
.